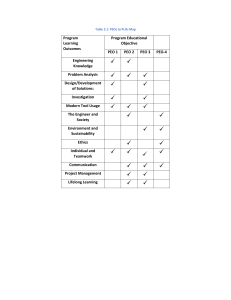
Experiment -1 NANOSTRUCTURED COATINGS BY PLASMA ELECTROLYTIC PROCESSING Aim: To develop nanostructured ceramic coating on light metal/alloy by Plasma Electrolytic Oxidation process. Instruments and materials used: • Pulsed unipolar power supply unit ( Milman Thin Films Pvt. Ltd., Pune, India) with a maximum peak voltage of 900 V and maximum output current of 15 A was employed to carry out the PEO process. • Stainless steel chamber (counter electrode). • Substrate material – titanium. • Electrolyte - 5 g/l of trisodium orthophosphate (Na3PO4.12H20) and 2 g/l of potassium hydroxide (KOH). • Magnetic stirrer. Working principle: Plasma electrolytic oxidation (PEO) is a relatively novel surface modification technique to create ceramic coatings on the surface of metals such as aluminum, magnesium, titanium, zirconium and their alloys. Other terminologies used for this process include micro-arc oxidation (MAO), anodic oxidation by spark discharge, and spark anodizing. PEO is similar to conventional anodizing, but in contrast to anodizing, which is performed at voltages in the range of 10-50 V, PEO is applied above the breakdown voltages of the original oxide films, typically 400-800 V. Applying high potentials results in the formation of plasma micro-discharge events which appear as numerous sparks on the surface of the sample. Due to the local thermal action of the sparks, ceramic coatings composed of both oxides of the substrate and more complex oxides containing elements from the electrolyte are formed. PEO coatings have excellent adhesion to the substrate, high hardness and wear resistance, and good electrical and corrosion resistances. Additionally, the process can produce coatings with a wide range of functional properties with little effect on the mechanical properties of the substrate material because of the negligible heating of the substrate. PEO Equipment Setup: Plasma electrolytic oxidation uses a similar configuration to that applied in conventional anodizing but is operated at much higher voltages, usually in the range 400-700 V. A typical arrangement of the equipment used in PEO is presented in Figure. To deposit coatings, samples, which serve as the anode, are attached to the current supply and immersed in the electrolyte. A metal rod with a jacket is typically used to hold the sample. After the electrolyte mixing and cooling system and gas exhaust are activated, the current is applied to the work piece based on the selected treatment regime. (1) thermocouple,(2) exhaust/ventilation system, (3) mixer, (4) work piece, (5) grounded case, (6) bath, (7) insulating plate, (8) flow circulation via cooling system/filter, (9) power supply unit. Coating Growth Phenomenon: There are a few studies on the coating formation mechanisms. Based on the voltage-time response, shown in Figure, the PEO process can be divided into a number of stages in which different phenomena occur. Stage 1, the cell voltage increases linearly and rapidly and a very thin insulating oxide film is formed on the surface of metal when a suitable electrolyte is employed. In this stage, conventional anodization occurs and intensive gas evolution is observed. Eventually, the voltage reaches a critical value, the breakdown voltage, and dielectric breakdown occurs in weak sites across the oxide film accompanied by the formation of a large number of fine, uniform, white micro-discharges on the surface of the sample. Sparks are characteristic of the PEO process and play a crucial role in the formation of the coating. Stage 2, after breakdown has occurred, the voltage increases slowly and the oxide film growth rate decreases. This is thought to be caused by coating growth and dissolution happening simultaneously. Stage 3, the rate of voltage change increases slightly, the micro discharges become more intense and last longer while their spatial density decreases, and their color changes from white to yellow and then gradually to orange. Stage 4, the rate of voltage increase becomes slightly slower than in stage 3, and the sparks become stronger, but their population decreases while their colour remains orange. The PEO coating formation as the result of micro-discharges takes place through the following steps: (i) when the breakdown voltage is reached, many discharge channels are created as a result of micro-regional instability in the coating. The discharge temperature is estimated to be in the range of 4000-10000 K. The high temperature and pressure inside the discharge channels melt the substrate elements which diffuse into the channels. (ii) This molten material is ejected from the coating/substrate interface and solidifies when cooled by the surrounding electrolyte, whose temperature is controlled using an external heat exchanger. This solidified oxide increases the coating thickness in areas close to the discharge channels. (iii) The gases produced escape through the discharge channels resulting in the formation of circular areas with a hole in the center, resembling the structure of a crater in a volcano. These volcano-like morphologies are often referred to as either a ‘pancake structure’, or a ‘crater’. Micro-discharge Formation Models: The B-type discharge was attributed to dielectric breakdown in a strong electric field occurring through the oxide layer. The A- and C-type discharges were related to gas discharges occurring in micro-pores in the oxide film: type A from the surface micropores, and type C from discharges in relatively deep micro-pores. When the strength of the electric field reaches a critical value at the breakdown voltage, the coating breaks down and discharge channels are formed in which plasma reactions take place. It was suggested that type B discharges were the intense microdischarges that typically occur in the later stages of the process creating large spikes on the discharge temperature profile. This implies they have a higher intensity than types A and C discharges. It was proposed that type B discharges, forming the strongest signal peaks, probably started from the substrate/coating interface. Type A discharges involve surface discharges in relatively small holes near the surface and type C discharges occur in the micro-pores within the coating. During these discharges, the temperature increases significantly to a level sufficient to excite the species present in the system, such as aluminum. However, the results showed that their intensities were much less than those for type B discharges. The plasma temperature was estimated to be in the range of 4000-10000 K. The low temperature range corresponded to the weak discharges and the high temperature to the strong ones. The molten alumina generated by the three types of micro discharge is abruptly ejected from the discharge channels to the outer surface, thus creating many craters. PEO Process Parameters: The PEO coating morphology and microstructure, which determine the characteristics of these coatings, are affected by many parameters such as electrolyte composition and temperature, substrate material, type of power source employed and the electrical parameters applied. 1. Current Mode Power sources specially designed for PEO play a key role in the preparation of coatings. Various types of power sources capable of producing different current modes (AC, DC, and pulsed DC), as shown in Figure, have been employed to produce coatings. (a) direct current (DC); (b) alternating current (AC); (c) unipolar pulsed current; (d) bipolar pulsed current. The type of applied current mode can affect the surface discharge characteristics, namely the intensity and density of discharge events. These discharges play a key role in determining the coating microstructure, thickness, roughness, degree of porosity, hardness, and coating growth rate. The direct current (DC) mode (Figure a) is used only for simple-shape components and thin coatings because it offers limited control and flexibility due to the difficulty in adjusting discharge characteristics. The application of a DC current has been reported to result in a lower oxide growth rate with greater porosity than achieved with pulsed bipolar current (Figure d). Use of the AC current mode eliminates the additional polarisation of the electrode and improves the ability to control the process by means of arc interruption. Furthermore, using an unbalanced AC mode in which the positive and negative segments have different amplitudes, allows improved control of the coating process. However, the limitation in power, which is typically less than 10 kW, and the current frequency (main frequency only) are disadvantages that restrict the commercial up scaling of this mode. Application of the pulsed DC current mode allows control of the discharge duration and pulse form which makes it possible to use the available power more efficiently by reducing the energy consumption caused by interval discharge. The application of bipolar pulsed mode has been reported to produce denser PEO coatings on aluminum and magnesium with fewer defects and a more uniform coating thickness compared to other types of current modes. PEO coatings produced using the pulsed bipolar current mode on Al, Mg, and Ti alloys have been shown to be more corrosion resistant and to have a higher average thickness compared to coatings produced using the AC, DC, and pulsed unipolar modes. The use of a hybrid current mode, a combination of pulsed unipolar and bipolar current modes, has been reported to result in improved coating properties. Recent studies suggest that the application of the hybrid mode resulted in coatings with a denser inner layer and fewer defects on an Mg alloy. The order of the applied current modes was found to significantly influence the morphology and corrosion resistance. A unipolar followed by a bipolar current mode yielded the best results. The improved properties of coatings produced using a pulsed bipolar mode could be attributed to the change in plasma discharge behavior caused by the bipolar mode which can significantly influence the microstructure and morphology of the oxide coatings. 2. Current Density Current density is one of the most important parameters affecting the properties of PEO coatings and should be applied in a range high enough to provide the conditions required for PEO. Changing the current density can affect the composition, phase content, microstructure, growth rate, and physical and chemical properties of coating s. For aluminum alloys, increasing the current density enhanced the coating growth rate and increased the relative content of α-Al2O3. PEO coatings on aluminum alloys are typically composed of a mixture of α-Al2O3 (the thermodynamically stable alumina phase with the highest hardness) and γ- Al2O3 (a low temperature phase). These results suggest a thermal effect of the applied current density on phase transformations in the coatings. Current density had a great effect on the corrosion resistance of coated samples. 3. Pulse Parameters For pulsed current modes, the pulse parameters (voltage or current, positive and negative pulse on (ton) and off (toff) time durations and their ratios) can be adjusted providing great flexibility in controlling the process. The sparking intensity depends on the energy of each pulse and the single pulse energy increases when using higher currents or voltages and longer ton periods. The single pulse energy (Ep) is defined as: 𝑡𝑜𝑛 𝐸𝑝 = ∫ 𝑈𝑝 . 𝐼𝑝 𝑑𝑡 0 where Up is the pulse voltage, Ip is the pulse current and ton is the pulse on time. Therefore, changing pulse parameters can adjust the characteristics of the discharge events, and influence the growth rate, microstructure, and phase composition of the coatings. Increasing the pulse on time was found to enhance the γ → α-Al2O3 phase transformation resulting in a different distribution of elements and phases in the coatings. 4. PEO Treatment Time Various treatment times from a few minutes up to a few hours have been used. Increasing the treatment time generally results in thicker coatings and creates more intense and larger micro-discharges that are more widely spaced and produce bigger discharge channels in the coating. It also results in coarsening of the coating surface due to the formation of relatively large pores. The corrosion behavior was a function of treatment time. Initially the corrosion resistance increased to a maximum before it decreased for longer treatment times. 5. Electrolyte Composition The composition of the electrolyte plays a very important role in the PEO process. A suitable electrolyte promotes metal passivation and creates a thin insulating film which is required for dielectric breakdown to induce discharge events. It also acts as a medium to conduct current and transmit the necessary energy for the process and provides the oxygen needed for oxidation. Components present in the electrolyte can be incorporated into the coatings which affect their properties. The electrolyte is usually maintained at a temperature in the range 20 to 55 °C using an external heat exchanger. The electrolyte composition can affect a wide range of coating properties such as the morphology and microstructure, growth rate and composition, strength of adhesion to the substrate, micro-hardness, and tribological properties. Organic or inorganic electrolyte additives could be used to improve the solution conductivity, the initial passivation of the substrate, to increase the stability of the electrolyte, and to enhance coating performance. 6. Composition of the Substrate Substrate composition can influence the properties of PEO coatings. The surface morphologies, coating thickness and porosity level were affected by the substrate alloying elements. SEM microstructures of the coating cross-section: Properties of PEO Coatings: The PEO coatings can typically contain up to three layers: adjacent to the substrate, there is a thin inner layer termed “the barrier layer” followed by an intermediate layer of variable thickness and relatively low porosity, termed the “functional layer”, which provides the main thermo-mechanical and tribological functionality of the coating. A third porous and loose layer, located on top of the functional layer has also been observed on some samples. The functional layer normally constitutes about 70-80% of the total coating thickness. The outer layer may be used as a base for sealants and primers for improved corrosion resistance. The relatively low stiffness of PEO coatings may be partly due to the presence of this porosity and the presence of micro-cracks. The hardness and corrosion resistance can also be negatively affected by porosity. However, one advantage of porosity is its contribution to the low thermal conductivity of coatings, which is beneficial for the thermal protection of the substrate. The PEO technique provides better adhesive strength between coating and substrate compared to electrochemical plating and anodizing. 1. Mechanical Properties Phase composition is one of the principal factors that determine the mechanical or tribological performance of PEO coatings.The elastic modulus and hardness of PEO coatings were found to be appreciably higher than those of hard anodized coatings on the 6082 aluminum alloy. The crystalline phases in the coatings result in a higher hardness compared to the amorphous oxides formed during conventional anodizing. It has been reported that the hardness of PEO coatings on different aluminum alloys can reach 900-2000 Hv. 2. Wear Resistance Properties Wear resistance properties of coatings mainly depend on hardness. The hardness of the PEO coating is a function of the nature of the dominant phases present, as well as their ratio and distribution and the porosity and density of micro-cracks in the coatings. PEO coatings produced on aluminum alloys have a superior wear resistance to hard anodized coatings. A comparative study of the tribilogical behavior of coatings on the 6061 aluminum alloy indicated that the hard-anodized coatings reduced the abrasive wear rate by a factor of two, while the PEO coatings reduced the wear rate by a factor of 12-30. The abrasive wear resistance of PEO coatings is very high and comparable to that of tungsten carbide composites, boride diffusion coatings and corundum. 3. Corrosion Resistance Properties Light alloys, namely Mg alloys followed by aluminum, are susceptible to corrosion, which limits their practical application, especially in aggressive environments. PEO can significantly improve the corrosion resistance properties of these alloys. This is mainly because the corrosive medium can penetrate the pores and micro-cracks of the functional layer leaving the compact barrier layer as the main barrier to prevent the substrate from corrosion. The surface morphology and coating microstructure have been found to play a significant role in determining corrosion resistance by influencing the number and size of coating defects such as porosity and micro cracks. Preventing the formation of defective coatings containing large pores and micro-cracks to improve the corrosion protection is the present focus of many studies. In order to effectively improve the corrosion resistance, surface porosity and micro cracks in PEO coatings can be used for surface impregnation by sealants. PEO coatings have been shown to help eliminate galvanic corrosion by providing a layer that prevents direct contact between light alloys and other metals. 4. Thermal Protection Properties To be suitable as thermal barrier coatings, a combination of properties including low thermal conductivity, good oxidation and thermal shock resistance, and good adhesion to the substrate is required. The conductivity of PEO coatings has been found to be at least one order of magnitude lower than typical values for corresponding bulk materials, making them potentially attractive for thermal barrier applications. 5. Dielectric Properties The high electrical resistance and breakdown strength of ceramic coatings such as Al2O3, SiO2, and ZrO2 provide strong dielectric properties in PEO coatings. Applications of PEO Coatings: Existing and potential applications of PEO coatings span a wide range of industries including the automotive, aerospace, construction, electrical, biomedical, oil and gas processing, textile, and sports and leisure industries. This wide range of applications can be mainly related to the following properties: a) High hardness; b) Good tribological properties (corrosion and wear resistance); c) Adhesion for top coats such as paints and polymers; d) High heat resistance which makes them suitable as thermal barrier coatings; e) Biocompatibility for cell growth and implant integration; f) Dielectric properties as electrical insulation, capacitors and many more. PEO coatings have been successfully applied to aluminum, magnesium, titanium and their alloys. Recently, the PEO process has also been applied to zirconium and tantalum. Advantages: • • • • • • • High thickness coatings (up to 300 microns). Good adhesive strength. Usage of environmentally friendly and inexpensive electrolytes. Low temperature process. Ease of setting up and maintenance. Ease of controlling the process parameters. Possibility of developing coatings on complex geometries. Disadvantages: • • High initial cost. Can be applied only on light metals ( Al, Ti, Mg, etc…). Review Questions: 1. What are the advantages and disadvantages of PEO process compared to anodization? 2. Write the principle of plasma electrolytic oxidation process. 3. What are the various parameters which effect the PEO process. 4. PEO is a low temperature process or high temperature process, comment on it. 5. Is it possible to modify the surfaces of steels by plasma electrolysis, comment on it. 6. Discuss the properties of oxide coatings formed on Al alloys by PEO process. 7. Explain the mechanism of PEO and PEO-EPD coating formation 8. Discuss the role of various processing parameters on PEO coating characteristics Experiment-2 MECHANO CHEMICAL SYNTHESIS OF NANO STRUCTURED COMPOUNDS Aim: To synthesize Nanosized hydroxyapatite powder by mechanochemical method using dry mixture of calcium hydroxide and diammonium hydrogen phosphate. Instrument and materials used: 1) Calcium Hydroxide Ca(𝑂𝐻)2 2) Diammonium Hydrogen Phosphate[ (N𝐻4 )2 HP𝑂4] 3) Tungsten carbide balls 4) Planetary ball mill Working Principle of the Process: Mechanochemical ball milling has been used since 1922. Sometimes known as mechanical alloying. Used for fabrication of nanocrystalline alloys and ceramics. wherein the materials components are synthesized by deformation process through ball particle, particle-wall, and particle-particle collisions at a particular time, leading to the chemical reaction between particles to form new nanosize composites or powders. Synthesis of Hydroxy Apatite(HA) through mechanochemical milling can be in either a wet medium or under dry condition. The dry mechanochemical method is reported to be more beneficial than the wet mechanochemical method due to faster faster reactions in absence of water. In addition, the dry condition provides a lower level of contamination by the mill material, whereby powders obtained can be used directly without filtering and drying stage, as compared to under wet conditions. The materials are ground on a planetary mill while the molar ratio between the reagents is kept at the stoichiometric raio. 10Ca(𝑂𝐻)2 + 6[(N𝐻4 )2HP𝑂4] 𝐶𝑎10 (P𝑂4 )6 (O𝐻2 ) + 12N𝐻3 OH + 10𝐻2 O Hydroxyapatite: 𝐶𝑎10 (P𝑂4)6 (O𝐻2 ) Stoichiometry: Definite proportions or quantitative relationship or ratios between constituents. Stoichiometry raio: Ca/P = 10/6 = 1.67 Schematic Diagram: Fig 1: Mechanochemical method Fig 2: Mechanochemical method Various parameters effecting the process: 1) Crystallite size depends on the milling time, when increasing the milling time leads to to decrease in crystallite size. 2) The method consists mainly of mixing Ca and P, so maintaining Ca/P ratio and pH required. 3) The powder mixture is placed in ball mill and is subjected to high energy collision from the balls, and thus mechanical force is used to achieve chemical processing and transformation. 4) Milling media is also one important process parameter such as Zirconia, alumina, stainless steel etc. 5) Maintaining the ball mass ratio is critical. Properties of resultant materials: Bone is a natural oraganic-inorganic ceramic composite consisting of collagen fibrils containing embedded, well – arrayed, nano-crystalline, rod-like inorganic materials 25-50nm in length. Structural order in bone occurs at several hierarchical levels and reflects the materials and mechanical properties of its components. Bone substitutes are required to repair segmental defects caused by the removal of infected tissue or bone tumors. The most desirable form of bone substitutes, in such cases, is autologous bone. However, autografts are not always available and may resultin morbidity at the donor site. An allograft is preferred in some cases, but the possible immune response and disease (i.e. human immunodeficiency virus (HIV) or hepatitis B) transmission are detrimental to the recipient . Bone graft substitutes have attracted much attention because of their advantages over both autografts and allografts. In the case of a bone, an optimized biomaterial should be as biomimetic as possible, i.e. it should consist of poorly crystalline, carbonate-substituted apatite with suffi-cient mechanical properties Hap is chemically similar to the inorganic component of bone matrix. The close chemical similarity of Hap to natural bone has led to extensive research efforts to use synthetic Hap as bone substitute and/or replacement in biomedical applications. lHydroxyapatite(HAp) is commonly used for a number of biomedical applications in the forms of granules, blocks, coatings and dense bodies for bone augmentation. HAp has also been found useful for drug delivery and antibiotics. It exists naturally in human bone as crystals within collagen. The high strength is necessary for reliable implant in the body. Many improvements have been made to overcome the limitation of HA in loading application by controlling microstructures via novel sintering techniques or utilization of nanopowders. Nano crystalline Hap powders exhibit improved sinterability and enhanced densification due to greater surface area, which may improve fracture toughness, Advantages of Process: 1) Simple procedure 2) Low cost: relatively inexpensive raw materials 3) Produce highly crystalline Hap 4) Suitable for mass production Hap powder 5) Not strongly influenced by the processing parameters 6) Mostly, do not require precisely controlled conditions Limitations of mechano-chemical process route 1) Contaminations 2) Long processing time 3) No control on particle morphology 4) Agglomerates 5) Low phase purity Review questions: 1. What is the other name for mechano-chemical synthesis. 2. Discuss the parameters affecting the mechano-chemical synthesis process. 3. What are the advantages of mechano-chemical synthesis process compared to the conventional processes 4. What are the limitations of the mechano-chemical synthesis process 5. Name the different types of high-energy milling equipment 6. Name two companies producing planetary ball mills Experiment-3 MICROWAVE SYNTHESIS OF NANOSIZED CERAMIC POWDERS Aim: To study the synthesis of Hydroxyapatite by microwave synthesis method and to characterize the synthesized hydroxyapatite. Instruments and Materials Used: Domestic microwave oven, Di-ammonium hydrogen phosphate [0.25 M (NH4) 2 HPO 4 solution] and 0.3 M aqueous suspension of Calcium hydroxide [Ca(OH)2], flat bottomed glass flask, Magnetic stirrer, 2 L and 1 L glass beaker, Burette with stand, funnel, double distilled water, Hot-air oven. Principle: Microwave assisted synthesis has revolutionized the wet synthesis process. Small molecules can be built in a fraction of the time required by classical thermal methods. As a result, this technique has rapidly gained acceptance as a valuable tool for accelerating drug discovery and development processes. A microwave is a form of electromagnetic energy, which falls at the lower end of the electromagnetic spectrum and is defined in a measurement of frequency as 300 to 300,000 Megahertz, corresponding to wavelengths of 1 cm to 1 m. The microwave region of the electromagnetic spectrum lies between infrared and radio frequencies. Wavelengths between 1 cm and 25 cm are extensively used for RADAR transmissions and remaining wavelength range is used for telecommunications. In order to avoid interference with radar and telecommunication activities, which also operate in this region, most commercial and domestic microwave ovens operate at 2450 MHz (12.25cm). The difference between microwave energy and other forms of radiation, such as X- and γrays, is that microwave energy is non-ionizing and therefore does not alter the molecular structure of the compounds being heated – it provides only thermal activation. The heating effect utilized in microwave assisted organic transformations is mainly due to dielectric polarization. When a molecule is irradiated with microwaves, it aligns itself with the applied field. The rapidly changing electric field (2.45 x 109 Hz) affects the molecule and consequently the molecule continually attempts to align itself with the changing field and energy is absorbed. The ability of a material to convert electromagnetic energy into thermal energy is dependent on the dielectric constant. The larger the dielectric constant the greater is the coupling with microwaves. Thus, solvents such as water, methanol, DMF, ethyl acetate, acetone, acetic acid, etc. are all heated rapidly when irradiated with microwaves. However, solvents with low dielectric constants such as hexane, toluene, carbon tetrachloride, etc. do not couple and therefore do not heat that rapidly under microwave irradiation. Microwave heating has thus been found to be a very convenient thermal source not only in the kitchen but also in a chemical laboratory. Hydroxyapatite (HA) is a major mineral component of the calcified tissues (i.e. bones and teeth). Synthetic hydroxyapatite (HA, Ca10(PO4)6(OH)2) has been extensively used as an implant material for bone substitute owing to its excellent osteoconductive properties. Synthetic HA has been used for a variety of other biomedical applications like matrices for controlled drug release, bone cements, tooth paste additive, dental implants etc. Non-medical applications of HA include packing media for column chromatography, gas sensors, catalysis and host materials for lasers. These applications stimulate to develop new methods to synthesis HA. The preparation of nanocrystalline HA is of paramount importance as the large surface area of the diminutive crystals makes them very active and consequently affects strongly the properties of the solids produced from them. Cell proliferation, synthesis of alkaline phosphatase and deposition of calcium-containing mineral was significantly greater by osteoblasts cultured on nanophase (grain size around 50 nm) HA than the conventional HA (grain size above 150 nm). Nanophase HA can be synthesized by several routes such as co-precipitation process using calcium nitrate and phosphoric acid, mechanochemical reaction, precipitation using emulsion, template and sol–gel techniques. However to obtain nano-HA these methods need highly controlled parameters such as reactant concentrations, pH, temperature of the aqueous solutions and 24–50 hours of processing time. Nanocrystalline HA particles of about 300 nm on edges were precipitated by submitting calcium chloride and sodium phosphate solutions to microwave irradiation followed by quenching in ice. Hydroxyapatite (HA) is formed in quantitative yields in under 30 min in this microwave assisted procedure. Under microwave irradiation, formation of HA occurs via truly ionic reaction with effectively reduced kinetic barriers. The suspended Ca(OH)2 particles are likely to be surrounded by [HPO4] 2- ions. H20 in such a molecular complex interact with microwaves like bound water. As a result of intense absorption of energy from microwave field, H2O is eliminated and Ca 2+ ions are locally 'bared'. This triggers a fast ionic interaction resulting in the precipitation of HA through a presumably complex reaction involving Ca 2+, [OH]- and [PO4] 3- ions. The presence of ammonium ions will ensure high alkalinity of the medium while HA is being precipitated out. Although microwaves may be involved in transferring energy and activate many other complex ions like [NH4] +, [HPO4] 2- etc. through excitation of various rotational modes, the key step which enables the formation of HA appears to us to be the process of 'readying' Ca ions for the reaction by loosening out the surrounding H2O molecules present in their 'aquo' complexes. However, quantitative characterization of the various transient species is essential to understand the kinetics and mechanism of this reaction. Synthesis Procedure: The main objective of the present work is to synthesize pure HA nanocrystals in a rapid way by microwave processing using suitable starting materials to avoid unnecessary substitutions. The selected materials will also maintain required pH conditions (pH > 9.0) for the synthesis of HA without any ammonium hydroxide addition, which is generally added to maintain necessary pH condition to avoid calcium deficient apatite formation with other precursor materials. 0.25 M (NH4) 2 HPO 4 solution and 0.3 M aqueous suspension of Ca(OH)2 are mixed together and taken in a flat bottomed glass flask. The pH (above 12 pH achieved by the selected precursor chemicals) and temperature (less than 80°C by continuous stirring or external cooling) are adjusted to the optimum value and magnetic-stirring is done to obtain a uniform composition of the mixture. This mixture is now kept inside the domestic microwave oven. The solution mixture is microwave irradiated for about 30 min, keeping the rate of boiling from going beyond control. Since the ambient in the oven is considered a factor in the course of the reaction, the irradiation is performed both in air and in ultra-pure nitrogen (to avoid contact with atmospheric CO2).Water is boiled out in about 30 min and a paste like product remained in the flask. It is dried in a hot air oven at 90°C for about 6 hours and flakes like product is scraped out of the container and powdered using agate mortar and pestle. [Instead of drying in hot air oven, the paste can also be dried in microwave for additional 30 min] Advantages of Microwave Synthesis In the past, microwave chemistry was often used only when all other options to perform a particular reaction had failed, or when exceedingly long reaction times or high temperatures were required to complete a reaction. This practice is now slowly changing and, due to the growing availability of microwave reactors in many laboratories, routine synthetic transformations are now also being carried out by microwave heating. Microwave include following advantages, over the conventional heating. · Uniform heating occurs throughout the material · Process speed is increased · High efficiency of heating · Reduction in unwanted side reaction · Purity in final product, · Improve reproducibility · Environmental heat loss can be avoided · Reduce wastage of heating reaction vessel · Low operating cost Advantages compared to other processes: The conventional methods (wet, dry and hydrothermal routes) of preparation of this important bioceramic material are tedious and time consuming. For example, in one process HA was precipitated from aqueous solutions using appropriate amounts of calcium nitrate and di-ammonium hydrogen phosphate using NH4OH to maintain high pH value and the mixture was kept stirred for about 2 hours, later centrifuged and the product was allowed to ripen. In another method solid state mixture of tri- and tetracalcium phosphates had to be heated for several hours at 1283 K in a current of moist air to produce HA . In a hydrothermal route for the synthesis of HA in which di-calcium phosphate was heated with water at 573 K for 10 days in a platinum lined hydrothermal bomb. Whereas the microwave synthesis of hydroxyapatite is very rapid, it takes less than 30 minutes in this technique which is way less than most of the other techniques. Chemical Reaction Precursor chemicals used Calcium hydroxide: 10 grams Di-ammonium hydrogen phosphate: 10.69 grams Reaction: 10Ca(OH)2 + 6(NH4)2.HPO4 → Ca10(PO4 )6 (OH)2 ↓ + 6H2 O +12NH4 OH. Results (Properties of Resultant Product) Final products: HA (Ammonia and water evaporates during microwave irradiation/drying) HA Ca/P ratio: 1.67 Powder particle size: around 50 nm Crsystallinity : around 20% in as-sysnthises condition, can be increased to 95 by heattreatment at 900°C for 2 hours. Phases: single phase hexagonal hydroxyapatite ( confirmed by X-ray diffrction ) Results: Material synthesized Ca/P ratio Precursor required Ca(OH)2 (in grams) HA 10 TCP 10 BCP with Ca/P 1.58 10 Precursor Di-ammonium hydrogen phosphate (in grams) Total amount of material synthesiszed (in grams) ratio 1.58 Review questions 1. What wavelength and frequency range of the portion of the electromagnetic spectrum is called microwaves? 2. What is the most commonly used frequency for microwave heating of materials 3. Is the polar molecule or non-polar molecule, is microwave-active. Give some examples of the microwave active molecules. 4. Write the advantages of microwave synthesis method compared to the conventional wet chemical method. 5. Describe how water get heated with microwave irradiation. Experiment No: 4 DIFFUSION BONDING OF MATERIALS Aim To joining of similar and dissimilar metals. Apparatus Used High pressure Isostatic Equipment, clamps to hold the specimen, etc. Theory Of Diffusion Bonding Process: Diffusion Bonding involves two characteristic steps: 1. To achieve mechanical intimacy of contact. 2. To induce complete metallic bonding across the area of contact. The necessity of these two steps to form a bond in a solid state weld is a result of the nature of a real metal surface. Figure illustrates several characteristics of real surface which are as follows: ➢ Roughness ➢ An oxidized or chemically reacted and adherent layer ➢ Randomly distributed solid or liquid particles (oil, grease, dirt etc.) ➢ Adsorbed gas, moisture or both. 1. Establishment of Contact: A typical surface even if perfectly clean, is rough in a microscopic sense. If A is the true surface and A and A0 faying area, under a force F, the fractional contact area is given by: A/A0 = F/A0 = Y Pressure Yield strength Where Y is the yield strength of the metal. 2. Weld formation by metallic bonding: When pressure is applied, deformation takes place at the highest asperities and gradually spreads. Once true metal to metal contact established, the atoms are within the attractive force field of each other and hence a high strength joint is generated. 1st stage Deformation forming interfacial boundary. Asperities come into contact and interfacial boundary formation. 2nd stage • Grain boundary migration and pore elimination. • Volume diffusion and pore elimination. 3rd stage Schematic Diagram: High pressure Isostatic Equipment Various Parameters Affecting The Process: Diffusion Bonding generally is carried out at low to modest pressure, high temperature (> ½ Tm) and for longer time. Diffusion bonding variables can be grouped into six categories: 1. Surface Preparation 2. Temperature 3. Time 4. Pressure 5. Special metallurgical effects and 6. Use of interlayers Surface Finish: The surfaces of the parts to be diffusion bonded are carefully prepared prior to assembly and bonding. Surface preparation involves more than just cleanliness. It includes all the following steps: (1) generation of an acceptable finish or smoothness, (2) removal of chemically combined films, oxides etc. and (3) cleansing of gaseous, aqueous or organic surface films. Temperature: Temperature used in Diffusion Bonding is Minimum > 0.5 Tm and Maximum is between 0.6 Tm to 0.8 Tm Time: Time is dependent process parameter. It is related to temperature and pressure because diffusional reactions are linearly or parabolically related to time. An increase in temperature shortens the amount of time required to complete a diffusion dependent event. In diffusion bonding application, time may vary from a few seconds to several hours. Pressure: Pressure affects several of the diffusion bonding mechanisms. The initial deformational phase of bond formation is directly affected by the intensity of pressure applied. For any given time-temperature value, increased pressure invariably results in better joints. Higher pressure means greater interface deformation and asperity breakdown. Pressure also affects recrystallization behavior. Special metallurgical effects: A number of specialized metallurgical events can become important factors in determining the process parameters for diffusion bonding. They can set limits on the remaining chosen parameters for a variety of reasons. The most important are allotropic, recrystallization and surface behavior. Use of interlayers: The interlayers are used for one or more of the following reasons: 1. To mollify the effect of diffusion bonding parameters by using a lower strength intermediate or one containing a diffusion element. 2. To modify surface conditions by using an electroplate or intermediate foil with fewer problems with regard to oxide films. 3. To minimize distortion with a soft interlayer by confining deformation to the low strength intermediate. 4. To solve alloying compatibility problems when joining dissimilar metals. Properties Of The Resultant Materials: Joint can be produced with properties and microstructures very similar to those of the base metal. This is particularly important for light weight fabrications. Advantages: 1. Component can be joined with minimum distortion and without subsequent machining or forming. 2. Dissimilar alloys can be joined that are not weldable by fusion processes or by processes requiring axial symmetry. 3. A large number of joints in an assembly can be made simultaneously 4. Components with limited access to be joints can be assembled by these processes 5. Large components of metals that required extensive preheat for fusion welding can be joined by these processes 6. Defects normally associated with fusion welding are not encountered. 7. Economic advantages a. Simple starting blank forms (particularly significant for titanium) b. High material utilization c. Reduces parts count d. Process times which are insensitive to size, complexity of structural form, or number of components manufactured in one operation. 8. Weight advantages These weight saving occur from the ability of SPF/DB in particular, to produce efficient structural forms with the elimination of fasteners and associated joint flanges. The Limitations Of Diffusion Bonding Process Are: 1. Generally, the duration of the thermal cycle is longer than that of conventional welding and brazing processes 2. Equipment costs are usually high and this can limit the size of components that can be produced economically 3. The processes are not adaptable to high production applications, although a number of assemblies may be processed simultaneously. 4. Adequate nondestructive inspection techniques for quality assurance are not available, particularly those that assure design properties in the joint 5. Suitable filler metals and procedures have not been yet developed for all structural alloys 6. The surfaces to be joined and the fit-up of mating parts generally required greater care in preparation than for conventional hot pressure welding or brazing process. 7. The need to simultaneously apply heat and a high compressive force in the restrictive environment of a vacuum or protective atmosphere is a major equipment problem with diffusion welding Review questions 1. Define Diffusion Bonding. 2. What is the process mechanism of diffusion bonding? 3. What are the advantages and limitations of using interlayer during bonding? 4. What is meant by Transient liquid phase bonding? 5. Explain how diffusion bonds are evaluated quantitatively? 6. Fig A is the microstructure of diffusion bonded Ti6Al-4V with Ti6Al-4V and Fig B is the microstructure of diffusion bonded SU 263 with SU 263. Comment on the bonding mechanisms of these materials. (A) (B) EXPERIMENT-NO: 5 EQUICHANNEL ANGULAR PROCESSING OF MATERIALS AIM To study ECAP process and properties of the resultant material INSTRUMENT AND MATERIALS USED:• Punch, Dies • Lubricant- molybdenum disulphide • Workpiece - ALMn1Cu AND AZ 31 • Workpiece diameter=11.9cm, length=8cm Experimental materials:AlMn1Cu alloy is commercially produced aluminum alloy by the company Al Invest (the cast strip with a mild reduction by rolling up to 10% to the thickness of 10 and 15 mm, which has its uses especially in engineering. AZ31 alloy is commercially produced aluminum alloy after casting and extrusion at 400deg C on final rod with 20 mm diameter .For experimental purposes from the belts of alloys the test samples of the underlying dimensions of 10*10 mm length 40 mm (geometry with channel deflection 20deg) and 15*15 mm length 60 mm (geometry with helix matrix) in the direction of rolling were made. Working Principle:The technique is able to refine the microstructure of metals and alloys, thereby improving their strength according to the Hall-Petch relationship. Cold work can be accomplished without reduction in the cross sectional area of the deformed work piece. The ECAP method is based on extrusion of the sample through the tool with an internal L-shaped channel, without any change of cross-section of the sample, as it is evident from Figure 1. The sample is inserted from above into the vertical channel and then extruded through the tool . This operation is then repeated in order to achieve the required degree of deformation of the material leading to a refinement of the structure. It is possible to use in the process various types of changes of the route of deformation. The ECAP die used for the experiment was a two-piece split die housed in a round channel with a diameter of 14.5 mm. The angle between the channels was 126° and the external curvature was 0°. The die consisted of a highly polished smooth plate bolted to a second polished plate. The inlet and outlet channels had nearly the same dimensions. The ECAP process was performed on copper alloy samples, machined into diameters of 14.5 mm and lengths of 50 mm. The samples were well lubricated with a molybdenum disulphide based solid lubricant (MoS2). The process was performed using a 63-ton hydraulic press at a speed of 43 mm/min at room temperature, using Route Bc and up to 12 consecutive passes. Optical electron microscopy using a Nikon eclipse L150 (New York, USA) was performed for microscopic observations. The grain size was measured on the cross section of an aggregate of grains using analysis V soft image system software.19 The Vickers hardness value was determined using a Rockwell-type hardness testing machine. The Vickers hardness test uses a diamond in the shape of a square-based pyramid with an angle of 1360° between opposite faces as an indenter (220° between the indenter face and surface). The test is based on the principle that impressions made by this indenter are geometrically similar regardless of load. Accordingly, loads of various magnitudes are applied to a flat surface, depending on the hardness of the material to be measured. DIAGRAM OF ECAP PROCESS:- Various Parameter Affecting The Process 1.Influence of ECAP on mechanical properties of material- The changes of yield stress and ultimate strength after extrusion by ECAP. In the present work, the measurements for stress and strain were respectively Cauchy stress and logarithmic strain; and the yield stress 2. Numerical simulation of ECAP processIt is difficult to directly measure strain and its distribution in the sample during ECAP process. However, the deformation, strain distribution and stress state in the material during ECAP can be estimated by FEM numerical simulation. In order to simulate the process more close to the real conditions, a three dimensional model was utilized. Advantages:• Grain refinement can be achieved through ECAP for all metallic and intermetallic materials. • The plastic deformation of metals induces the refinement of grain size which affects the metal microstructures in a way that the material properties become more unique than those at the bulk scale .The microstructure of metals and alloys significantly affects the strength of a material • Improve in hardness and ductility Limitations:- The major limitation is that the sample needs to be well lubricated by coating before each cold extrusion step to avoid cracking because the frictional force are very high Friction is an important property that affects the performance and wear resistance in structural members that slides against each other .It is known that coarse-grained Ti and its alloys are prone to seizure during frictional sliding, causing surface damage Review questions 1. Define severe plastic deformation. 2. With a neat sketch explain the four routes of ECAP and their significance in grain refinement. 3. Explain the factors influencing ECAP and their significance in grain refinement. 4. What are the advantages and limitations of ECAP? 5. What is meant by back pressure aided ECAP? How it helps in increasing workability of the materials? EXPERIMENT NO: 6 CRYO ROLLING OF MATERIALS Aim: To conduct cryo rolling on aluminium 6 series material and check for improvement in strength. Instruments and materials used: • Aluminium 6 series specimen 50mm) • • • • • • Liquid nitrogen plant. (77K/-196oC) Two high rolling mill. Tensometer for tensile test. Hardness tester for hardness test. Hand gloves for safety purpose. Scanning electrons microscopy (SEM) or other microscope for analysis of micro structure. (initial thickness – 3.15mm, initial length – Working principle : Cryo-rolling is a potential technique to improve strength and hardness of the material.it is a very effective and reliable process to get desired mechanical properties. Process: In cryo-rolling we dipped the material in liquid nitrogen (-198oC) and hold it for a 30 minute or one hour (depends on our requirement) and then doing a rolling process between two rollers. After each pass again deep the specimen in cryo bath in order to ensure the cryo temperature on the specimen surface, since there will be an increase in temperature during each pass. We should adjust roll gap accordingly in each pass. After checking the micro-structure of the material then we can get a ultra-fine grain structure (grain size:less than 100nm) which have a more strength and hardness compared to cold rolling process.By concept of strengthening mechanism and holl-patch equation if grain size is lower then strength increases. After cryo-rolling process we can also do the tensile and hardness test by tensometer and hardness tester respectively. By doing a test we can achieve a higher strength and hardness compared to room temperature rolling. Schematic diagrams: Micro structures: Base metal Room temperature rolled Cryo rolled Cryo rolled Various parameters affecting the process: • bending angle increment • strip thickness • width of section • friction in the roll and strip contact • speed of roll • distance between the rolls • temperature increment during each pass Properties of the cryo rolled sample: • Better strength • Improved ductility • Ultra-fine grain structure • Better hardness • Hardness comparison (VHN 15 KG LOAD) Base metal – 111.3 RT rolled – 141.1 Cryo rolled – 148.4 Advantages over other rolling processes: • By cryo-rolling we can achieve a ultra-fine grain structure which improves a strength and ductility compared to cold rolling process. • Handling of the material is easy in cryo-rolling compared to hot rolling precess. • If subsequently we are doing a annealing process after cryo-rolling then we can get a desirable ductility. • cryo-rolling require a less plastic deformation compared to sever plastic deformation process. From Sever plastic deformation process,we can also achieve a ultra-fine grain structure, but it require a large plastic deformation. Limitations of cryo rolling: • By doing Only cryo-rolling, we can not get a proper ductility. Subsequent annealing process is required. • For cryo-rolling process mostly we will use a Al & Cu material as it is a very soft and ductile material and it is not achieve easily a brittle structure at cryogenic temperature. Review Questions 1. Explain the need of rolling a metal at cryogenic temperatures? 2. Discuss about the effects of process variables on cryorolled sheets. 3. What are the possible structural variations between cryorolled and room temperature rolled sheets? 4. How both strength and ductility can be improved through cryorolling process? 5. Cryo-rolling of commercially pure magnesium can improve both strength and ductility. Justify the statement. VACUUM ARC MELTING OF MATERIALS Aim: To produce high purity. Chemically homogeneous alloys with superior properties with purity and high strength alloys. Introduction: Many alloys contain elements like aluminium and titanium which are reacted with oxygen and form oxides with heating, but these oxides are determined premium quality melted alloys. Vacuum arc melting is used for melting metals typically to foam alloys with high purity. Heating is an electric arc struck between tungsten electrode and metals placed in depression(Crusible) in the copper hearth. In vacuum arc melting the chamber is evacuated and then back filled with argon gas. Hence, melting is performed in argon atmosphere and the resulting product obtained is of premium grade. Basic Principle: A standard Tungsten Inert Gas (TIG) welding unit is used as a power source. Heat generated by the electric arc struck between the electrode and the metals serves to melt the metals placed in the crucible to form an alloy. Repeated melting is performed to improve the homogeneity of the alloy. Evacuation of the chamber avoids oxidation of the melt (Ar being an inert gas does not react with molten metal). Process Technology and Process Characteristics: VAR is the continuous remelting of a consumable electrode by means of an arc under vacuum. The main process stages I. A consumable VAR electrode is generated by VIM, ESR, EB or plasma methods, assembled from titanium sponge, scrap or bulk, or by a prior VAR melt. II. DC power is applied to strike an arc between the electrode and the baseplate of a copper mold contained in a water jacket. III. The intense heat generated by the electric arc melts the tip of the electrode and new ingot collects in the mold. IV. The melt rate is precisely regulated by the VAR control system. V. A high vacuum is maintained throughout the remelting process to remove impurities and prevent oxide formation. VI. Ingot cooling is controlled for directional solidification. Experimental Procedure: The metals can be heated to a temperature in excess of 2000ºC. The required temperature was set on the control panel. A batch of five alloys can be made in a single evacuation, as there are five crucibles in the hearth (four small and one large). About 15g of metals can be melted in the small crucibles and about 80g in the larger crucible. There are three main parts to the system: • power source (TIG– 600Amp), • chiller unit • vacuum unit. The vacuum unit with rotary and diffusion pumps can attain a vacuum of 10-6 m bar. The cold circulation water from the chiller cools both the copper hearth and the electrodes. The arc struck between electrode and metal can be observed then copper view part. After elemental metals (or master alloy) are melted and solidified, it can be 'turned over' by a 'tweezer mechanism' without breaking the vacuum (and then remelted). THE MELTING SOLIDIFICATION 'TURN OVER' OF SAMPLE RE-MELTING PROCESS This typically repeated three times to attain a better compositional homogeneity. Apart from the abovementioned hearth with five crucibles, an additional hearth has been provided with one crucible, which can suction cast the molten alloy, in the form of thin cylinders (typically 3mm diameter). Directional Solidification of the Vacuum Arc Remelting Process: 1. High Temperature Gradient: At the solidification front must be maintained during the entire remelting process to achieve a directed dendritic primary structure. 2. Dendrite Growth Direction: Conforms to the direction of the temperature gradient, i.e., the direction of the heat flow at the moment of solidification, at the solidification front. The direction of the heat flow is always perpendicular to the solidification front or, in case of a curved interface, perpendicular to the respective tangent. The growth direction of the dendrites is thus a function of the melt pool profile during solidification. 3. Melt Pool Profile: As pool depth increases with the remelting rate, the growth angle of the dendrites, with respect to the ingot axis, also increases. Without proper VAR melt controls, the ingot core can solidify non-directionally, e.g., in equiaxed grains, leading to segregation and micro-shrinkage. Even in the case of directional solidification, micro-segregation increases with dendrite arm spacing. A solidification structure with dendrites parallel to the ingot axis yields optimal results. 4. Optimal Melt Rates: A good ingot surface requires a certain level of energy input. Optimal melt rates and energy inputs depend on ingot diameter and material grade, which means that the necessary low remelting rates for large diameter ingots cannot always be maintained to achieve axis-parallel crystallization. Primary benefits of Vacuum Arc Melting: • Removal of dissolved gases, such as hydrogen, nitrogen and CO • Reduction of undesired trace elements with high vapor pressure • Achievement of directional solidification of the ingot from bottom to top • Elimination of macro-segregation and reduction of micro-segregation • Improvement of oxide cleanliness Vacuum Arc Melting Applications: • Super alloys for aerospace • High strength steels • Ball-bearing steels • Tool steels (cold and hot work steels) for milling cutters, drill bits, etc. • Die steels • Melting of reactive metals (titanium, zirconium and their alloys) for aerospace, chemical industry, off-shore technique and reactor technique Result: Vacuum arc melting approach helps in producing premium grade alloys and gives more contained over alloy chemistry. This result in a cleaner, more uniform produced with superior properties required for critical service application. EXPERIMENT NO: 8 SPARK PLASMA SINTERING (SPS) OF MATERIALS Aim: To study about spark plasma sintering and its application and to study the densification behavior of ceramic materials by SPS sintering methods Instruments and materials used: Cylindrical die with graphite lining, Compressor, Vacuum Chamber, Powdered Sample Working principle of the process: Spark Plasma sintering consists of a mechanical loading system, which acts at the same time as high-power electrical circuit, placed in a controlled atmosphere. The good electrical conductivity of the materials used for tooling, low voltages (typically below 10 V applied to the whole set-up) produce high currents (typically from 1 to 10 kA) leading to efficient Joule heating (Figure 1). Even in the case of electrically non-conductive sintering powder, heat is quickly and efficiently transferred to the sample. Depending on the used hardware it is possible to define pulse and pause durations or more specialized pulse patterns. Typical pulse duration is in the order of a few milliseconds. Owing to the compact geometry of the die and punches, sintering cycles with heating rates as high as 1000 °C min–1 are thus possible and enable to significantly reduce the total duration of the process and energy costs. Standard cooling rates up to 150 °C min – 1 are possible; additional active cooling under gas flow enable to reach quenching rates of 400 °C min–1. At the same time, the simultaneous application of a uniaxial mechanical pressure enhances densification (maximal loads typically between 50 and 250 kN). The process can take place under vacuum or protective gas at atmospheric pressure: all heated parts are kept in a water-cooled chamber. Control of the processing cycle is usually done by temperature measurement (using either thermocouples or axial/radial pyrometers, but can also be achieved by other methods like power-, current-, or simply by displacement control. Maximal temperature achieved by using standard graphite tools lies up to 2400 °C. Whether the sample or the die is heated depends on the electrical resistance of the tool components and the sample material itself. Schematic diagram: Various parameters affecting the process: The effect of the current is not limited to Joule heating, but it also plays an important role in oxide film disruption and mass transport. The heating rate increases with the applied current, and with the increase in current, the sintering time markedly decreases. The sintering temperature increases as the applied current increases. In the currentcontrol mode, pressure is an important parameter that controls heating through the electric resistance of the system. A high heating rate, despite its advantages, may cause inhomogeneous heating of the powder/mold/punch system. As a result, microstructure inhomogenities and porosity changes may occur along the radial direction. The temperature difference between the compact core and the die surface is directly proportional to the applied current. Consequently, grain growth may occur for higher currents. Properties of the resultant sintered material: By optimizing the SPS regimes, the hardness of pure WC ceramics increases by 20%. Hardness of pure Al2O3 ceramics turns 50% higher than that of usual material. Limit strength of the heavy alloy W–Ni–Fe achieved in SPS is 2 times higher than for regular material. Spark plasma sintering has been used extensively over the past years to consolidate wide range of materials including nano composites and was shown to be effective non-conventional sintering method for obtaining fully dense materials with preserved nanostructure features. Under high pressure, mild plastic deformation of the particles ensures ultra-high density values, while high-porosity, fully bonded materials can be achieved with lower pressure and less heat and time. Advantages of spark plasma sintering: SPS operational expenses are consistently 50 to 80% less than conventional sintering technologies, due primarily to speed. In some applications, SPS technology has been more than 20 times faster than conventional sintering technologies. Simultaneous application of temperature and pressure leads to high densification and hence a dense compact at sintering temperatures lower by 200 to 250°C than in conventional sintering is easily obtained. In SPS, since no coarsening and grain growth were allowed to occur, high relative densities were reached in very short time and nano sized powders can be sintered without considerable grain growth which is not possible in conventional sintering process. For conventional sintering usually a green compact needs to be prepared externally using a suitable die and hydraulic machine for applying the necessary pressure. After this the green compact is sintered in a furnace. In SPS the powder is directly fed into the graphite dies and the die is enclosed with suitable punches. Due to advantage of high heating rate and less holding time, SPS can restrict the unwanted sintering reactions in highly reactive systems as opposed to conventional sintering and hence formation of undesirable product phases can be avoided. Limitations: Only simple symmetrical shapes may be prepared; Expensive pulsed DC generator is required. Review questions 1. Write the mechanism of heating in SPS 2. Compare the properties of the conventional sintered material and SPS sintered material EXPERIMENT NO: 9 MICROWAVE SINTERING OF MATERIALS Aim Study of microwave sintering process Instruments And Materials Used Microwave sintering furnace A typical microwave sintering apparatus operates at a 2.45 GHz frequency with power output in the range of 1-6 kW. The sintering chamber consists of ceramic insulation housing (batch system) or an alumina tube insulated with ceramic insulation from outside. The primary function of the insulation is to preserve the heat generated in the workpiece. The temperatures are monitored by optical pyrometers, IR sensors and/or sheathed thermocouples placed close to the surface of the sample. The system is equipped with appropriate equipment to provide the desired sintering atmosphere, such as H 2, N2, Ar, etc, and is capable of achieving temperatures up to 1600°C Working Principle The most recent development in microwave applications is in sintering of metal powders, a surprising application, in view of the fact that bulk metals reflect microwaves. However, reflection by a metal occurs only if it is in a solid, nonporous form and is exposed to microwaves at room temperature. Metal in the form of powder will absorb microwaves at room temperature and will be heated very effectively and rapidly. This technology can be used to sinter various powder metal components, and has produced useful products ranging from small cylinders, rods, gears and automotive components in 30-90 min. Production Of Microwaves The Microwaves used for sintering are produced by a device known as magnetron .The magnetron is called a "crossed-field" device in the industry because both magnetic and electric fields are employed in its operation, and they are produced in perpendicular directions so that they cross. The applied magnetic field is constant and applied along the axis of the circular device illustrated. The power to the device is applied to the centre cathode which is heated to supply energetic electrons which would, in the absence of the magnetic field, tend to move radially outward to the ring anode which surrounds it. Electrons are released at the centre hot cathode by the process of thermionic emission and have an accelerating field which moves them outward toward the anode. The axial magnetic field exerts a magnetic force on these charges which is perpendicular to their initially radial motion, and they tend to be swept around the circle. In this way, work is done on the charges and therefore energy from the power supply is given to them. As these electrons sweep toward a point where there is excess negative charge , that charge tends to be pushed back around the cavity, imparting energy to the oscillation at the natural frequency of the cavity. This driven oscillation of the charges around the cavities leads to radiation of electromagnetic waves (microwaves), the output of the magnetron. Microwave Heating of Metals Microwave heating and sintering is fundamentally different from the conventional sintering, which involves radiant/resistance heating followed by transfer of thermal energy via conduction to the inside of the body being processed. Microwave heating is a volumetric heating involving conversion of electromagnetic energy into thermal energy, which is instantaneous, rapid and highly efficient. The microwave part of the electromagnetic spectrum corresponds to frequencies between 300 MHz and 300 GHz. However, most research and industrial activities involve microwaves only at 2.45 GHz and 915 MHz frequencies. Based on their microwave interaction, most materials can be classified into one of three categories - opaque, transparent and absorbers. Bulk metals are opaque to microwave and are good reflectors - this property is used in radar detection. However, powdered metals are very good absorbers of microwaves and heat up effectively, with heating rates as high as 100°C min-1. Most other materials are either transparent or absorb microwaves to varying degrees at ambient temperature. The degree of microwave absorption changes dramatically with temperature. Process Parameters Dielectric Constant: Heating by direct coupling of the powder compact depends on the dielectric behaviour of the material. Dielectric constants for insulators range from 1600 for BaTiO3 to 10 for MgO and Al2O3, to 2 for polymers Loss Tangent : A measure of effective polarization in an oscillating field is given by the loss tangent; a low loss tangent means the microwave passes through the material without heating. For many materials at low temperatures the loss tangent is low, but increases at high temperatures. The wave pattern in the microwave cavity determines the uniformity of heating. Multiplemode cavities avoid hot spots, meaning the cavity size is large compared to the wavelength of the electromagnetic field. For uniform production, the sample and cavity sizes are matched to ensure uniform heating, although the motion of the sample in the field distorts the heating uniformity Properties Of Resultant Materials It has been noted that materials sintered by microwave heating display markedly higher densities for a given reaction temperature and time than do conventionally treated samples, the effect being most evident at low temperatures/sintering densities. For a sample of alumina under 700W irradiation, a particular density may be reached at 100oC lower than that required by conventional heating . In other systems, differences as high as 300-400oC have been reported .From studies of the rate of densification, it has been suggested that these differences arise from a reduction in the activation energy required for grain boundary diffusion under microwave heating, although a precise mechanism has not yet been fully developed Advantages Of Microwave Sintering The use of microwave energy for materials processing has major potential, and real advantages over conventional heating. These include: • Time and energy savings • Rapid heating rates • Considerably reduced processing time and temperature • Fine microstructures and hence improved mechanical properties and better product performance • Lower environmental impact. Limitation Of Microwave Sintering Various fundamental problems are usually encountered when sintering materials by direct microwave heating. •Most of the research on material processing by microwaves is based on conventional lowfrequency (2.45 GHz) microwave applicators. However, such applicators do not couple microwave power efficiently to many ceramics at room temperature, and poor microwave absorption characteristics make initial heating difficult. •Thermal instabilities may occur, which can lead to the phenomenon of thermal runaway i.e., the specimen overheats catastrophically. •The temperature gradients inherent in volumetric heating can lead to severe temperature non-uniformities, which, at high heating rates, may cause non-uniform properties and cracking. Review Questions 1. What is principle of heating in microwave sintering? 2. What are the advantages of microwave sintering compared to conventional sintering? 3. Is it possible to sinter metallic compounds by microwave sintering. Comment on it. 4. For microwave sintering of materials, many cascades is used. What is the use of cascades and what is the composition of cascade materials. 5. Name two microwave sintering furnace suppliers in India. EXPERIMENT NO: 10 IN-SITU SYNTHESIS OF METAL MATRIX COMPOSITES BY CASTING Aim:To prepare Al-TiB2 metal matrix composite as In-situ synthesis by casting. Instruments and materials required:❖ Casting Chamber ❖ Heating furnace ❖ Ceramic crucible ❖ Metal (Al) ❖ Mixed Salt (K2TiF6 and KBF4) Experimental process:❖ Put Aluminium, contained in the ceramic crucible into the heating furnace and heat it above 700oC to attain molten Al. ❖ After heating pour the molten metal into the casting chamber. ❖ Take the salts having Titanium and Boron separately and add to the molten metal in which reaction will occur to form TiB2. ❖ Stir it with the stirrer up to 60 to 120 minutes to complete the reaction. ❖ After the reaction is complete, allow it to solidify. Schematic diagram of In-situ synthesis Various parameters affecting the process:❖ Thermodynamically the reaction should be stable. ❖ The ratios of the salts which has to be added should be appropriately added to avoid the formation of other compounds. ❖ The temperature should be maintained according to the metal and the reaction that has to take place. ❖ The time for the reaction to complete should be given so that waste of salts does not occur. Properties:❖ The resultant material will have high strength and good fatigue resistance and creep properties as compared to metal matrix composites processed by ex-situ synthesis. ❖ They will have high interfacial strength, high ductility and toughness. ❖ The will have very good wettability which is a problem while going through ex-situ synthesis. ❖ They will have good corrosion resistance and long-term stability. Advantages as compared to ex-situ synthesis:❖ Smaller reinforcement particle size with higher strength and improved fatigue resistance and creep can be achieved. ❖ Small, single-crystal reinforcements that means lower propensity for particle fracture is possible. ❖ Clean, un-oxidized particle-matrix interfaces with higher interfacial strength having higher ductility and toughness with improved wettability is an important part. ❖ Thermodynamically stable particles that are weld able and cast able which do not dissolve at high temperatures and do not have a reaction layer with improved corrosion resistance, and long-term stability can be achieved. ❖ Better particle-size distribution is possible. ❖ It is more conventional processing with the potential for lower cost and production with conventional equipment. Limitations as compared to ex-situ synthesis:❖ Limited materials can be used as reinforcement. ❖ About 15 to 20 % of reinforcements can be added. ❖ This process is not yet discovered fully technically. ❖ Complicated process parameters may not provide desired product. Review Questions 1. Write the process of casting in situ Al-based composites. 2. Write the possible reactions during casting of Al-TiB2 in situ composite. 3. List the process variables to control the reinforcement particle size and morphology during the casting of in situ composite. 4. Explain how in situ composites are superior to ex situ composites. 5. Calculate the precursor quantities for casting 3wt% TiB2 reinforced composite.