Cooling Towers. Principles and Practice ( PDFDrive )
advertisement
")
A tribute to my wife Joyce who, knowing what she
faced willingly took on the task of typing another
manuscript.
P.J.O.
Cooling Towers
Principles and Practice
Third edition
G. B. Hill, BSc (Hons), CEng, AMInstF
E. J. Pring, lEng, FInst SMM, MlPlant E, FIWSoc.
Peter D. Osborn, BScEng(Hons), CEng, FIEE
Butterworth-Heinemann
London Boston Singapore Sydney Toronto Wellington
^
PART OF REED INTERNATIONAL RL.C.
All rights reserved. No part of this publication may be reproduced in any
material form (including photocopying or storing it in any medium by
electronic means and whether or not transiently or incidentally to some
other use of this publication) without the written permission of the
copyright owner except in accordance with the provisions of the
Copyright, Designs and Patents Act 1988 or under the terms of a licence
issued by the Copyright Licensing Agency Ltd, 33-34 Alfred Place,
London, England WC1E 7DP. Applications for the copyright owner's
written permission to reproduce any part of this publication should be
addressed to the Publishers.
Warning: The doing of an unauthorised act in relation to a copyright work
may result in both a civil claim for damages and criminal prosecution.
This book is sold subject to the Standard Conditions of Sale of Net Books
and may not bre re-sold in the UK below the net price given by the
publishers in their current price list.
First published by Carter Thermal Engineering Ltd, 1967
Second edition, 1970
Third edition published by Butterworth-Heinemann, 1990
© Butterworth-Heinemann Ltd, 1990
British Library Cataloguing in Publication Data
Hill, G. B. (Gerald Bowen)
Cooling towers. —3rd ed.
1. Cooling towers
I. Title II. Pring, E. J. III. Osborn, Peter D. (Peter
Digby) IV. Stanford, W. (William) 1930-. Cooling towers
660.283
ISBN 0-7506-1005-0
Library of Congress Cataloging-in-Publication Data
Hill, G. B. (Gerald Bowen)
Cooling towers/G. B. Hill,E. J. Pring,
Peter D. Osborn.—3rd ed.
p.
cm.
Rev. ed. of: Cooling towers/W. Stanford, G. B. Hill.
Includes bibliographical references and index.
ISBN 0-7506-1005-0
1. Colling towers. I. Pring, E. J.
II. Osborne, Peter D. (Peter David)
III. Stanford, W. (William). Cooling towers.
IV. Title.
TJ563.H55 1990
621.1'97—dc20
Photoset by Genesis Typesetting, Laser Quay, Rochester, Kent
Printed and bound in Great Britain by Courier International Ltd, Tiptree,
Essex.
Preface
The first and second editions of this book were published in 1967
and 1970 respectively; changes which have taken place since then
have necessitated a major revision of the earlier work including
the introduction of the SI system of units. In the light of
progressive removal of European trade boundaries the change to
SI was considered to be essential. In making the change, those
older engineers, who, like myself, feel more comfortable with
imperial units, have been provided for by comprehensive
conversion tables.
The earlier editions were written against a background in which
many small cooling requirements were catered for by 'once
through' systems with warm water discharged to waste. Today's
water costs and limited water resources render this approach quite
untenable and it is now abundantly clear that water charges will go
on rising at well beyond inflation rates in most industrialized
countries.
Recirculation is, therefore, absolutely essential and the mechanical draught evaporative cooling tower, in its many forms and
sizes, is the cooling device with the lowest capital and running
costs together with maximum operational flexibility. More
effective technical press coverage combined with the development
of compact factory assembled towers has, in the last two decades
increased the system designers awareness of the advantages which
these towers can offer; in particular, the recovery of the total
capital investment, sometimes in a few months, from the savings in
water charges.
The objective of this edition, as with the first two, is to provide
the reader with a better understanding of the theory and practice,
so that installations are correctly designed and operated. As with
all branches of engineering, new technology calls for a level of
technical knowledge which becomes progressively higher; this new
edition seeks to ensure that the principles and practice of cooling
towers are set against a background of up-to-date technology. The
need for this thorough treatment of cooling tower engineering is
vi
Preface
increased by the apparent neglect of the subject during higher
technical education.
When the first edition was written, and in fact until the early
1980s, the cooling tower was perceived as an almost totally benign
and beneficial piece of equipment. However, the outbreaks of
legionnaires disease have understandably led to considerable
public concern. The quality press and technical journals have kept
the legionella hazard in perspective but the popular press and
television have seized on the emotional aspects of the problem and
exaggerated the dangers. All industrial activities, and indeed most
human activities, carry with them some degree of risk, but safety
consciousness both in industry and in everyday life can reduce
those risks to an acceptable level. As far as is known, no properly
designed and correctly maintained cooling tower anywhere in the
world has been implicated in an outbreak of legionnaires disease.
Tower manufacturers, water treatment specialists and filtration
equipment suppliers have all been active and very thorough in
providing the features and maintenance procedures essential to
minimize the risk.
The best estimate is that there are about 100000 cooling towers
operating in the United Kingdom. The efficiency of cooling towers
is such that, if these were replaced by non-evaporative coolers,
such as finned tube air blast coolers (even if practicable) the
increased power requirement would be about 800 MW. As a
standard for comparison the much debated Size well Έ ' nuclear
power station has a planned output of 1200 MW. The other crucial
factor is that evaporative cooling can produce cooled water
temperatures below the ambient air dry bulb temperature and
these are commonly called for in industry and air conditioning
systems. No other cooling method, apart from refrigeration, can
achieve these temperature levels. The cost of refrigeration cooling
systems can be up to eight times the cost of towers, they have
much higher power consumptions and because they use CFCs they
add to the problems of stratospheric ozone depletion and global
warming.
Undoubtedly cooling towers are essential and will continue to
be installed and operated; their safe operation will rest with
manufacturers, installers, maintenance and water treatment staff,
with premises management having the ultimate responsibility.
I must pay tribute to the contributions made to the earlier
editions by my original co-author W. Stanford.
The preparation of this third edition has been heavily dependent
on the dedication and expertise of Peter Osborn who is a very
experienced technical author and has devised the new format
Preface
vii
which we hope our readers will find convenient for reference
purposes.
E. J. Pring, my other co-author, a well-known figure in the
industry and a past Chairman of both the British Standards
Committee on cooling towers and the Industrial Water Society,
has been invaluable in helping to ensure that the latest technology
has been incorporated.
R. S. Phull undertook the arduous but essential task of checking
the calculations, graphs and nomograms.
Finally, my thanks to all those authorities and manufacturers
who cooperated by supplying information and illustrations.
G. B. Hill
Acknowledgements
Thanks are due to the undermentioned organizations and
manufacturers who assisted with the preparation of this book or
who gave permission for information, photographs, drawings,
diagrams or data to be reproduced.
British Standards Institution (see also bibliography):
Charts at A.3.5.1, A.6.4.2 and A.6.4.3.
Chartered Institution of Building Services Engineers (see also
bibliography):
Psychrometric chart at B. 1.15.1. Maps at C.4.
The Industrial Water Society (see also bibliography)
Maintenance schedule at A. 10.1.
Midland Research Laboratories, UK Ltd. 66 Hounslow Road,
Twickenham, Middlesex TW2 7EX. Tel: 01 755 2661:
Help in preparation of Section A.8 also photographs A. 12.3 and
A. 16.1 and diagrams A. 12.1 and A. 12.2.
Bruel and Kjaer (UK) Ltd., Harrow Weald Lodge, 92 Uxbridge
Rd, Harrow Middlesex HA3 6BZ:
Help in preparation of Section A.6.
Baltimore Aircoil Ltd., Corby, Northants:
Illustrations A.2.2.2, A.2.3.4.
Carter Industrial Products Ltd., Birmingham:
Illustrations A.2.3.5, A.2.4.5, A.2.4.6, A.2.4.7, A.2.5.2,
A.2.5.3, A.2.5.4, A.2.5.6, A.4.1.7, A.4.2.7, A.8.20.2,
A.8.20.3, A.8.20.4, A.8.20.5, A.8.20.12, A.8.20.13,
A.8.20.14, A.8.20.15, A.8.20.16, A.8.20.17, A.10.2.1.
Davenport Engineering Co. Ltd., Bradford:
Illustrations A.l.2.3, A.2.1.2, A.2.3.6, A.4.1.6.
Film Cooling Towers Ltd, Richmond:
Illustrations A.4.1.4, A.4.1.5.
Heenan-Marley Cooling Towers Ltd., Worcester:
Illustrations A.2.3.3, A.2.5.5, A.2.6.2, A.4.2.6.
Plenty Ltd., Newbury:
Illustrations A.8.20.8, A.8.20.9, A.8.20.10, A.8.20.11.
IX
x
Acknowledgements
Visco Ltd., Croydon:
Illustrations A.1.2.4, A.4.2.1, A.4.2.2, A.4.2.3, A.4.2.4,
A.4.2.5.
Vokes Ltd., Guildford:
Illustrations A.8.20.6, A.8.20.7.
Section A
Cooling tower practice
A.l Fundamentals
A. 1.1 Evaporative cooling
When water changes its state from liquid to vapour or steam an
input of heat energy must take place which is known as the latent
heat of evaporation; this input energy must either be supplied
from fuel as in a boiler or be extracted from the surroundings.
Cooling towers take advantage of this change of state by creating
conditions in which hot water evaporates in the presence of
moving air; by this means heat is extracted from the water and
transferred to the air and the process is known as evaporative
cooling. The principle is very simple but the heat transfer
processes are quite complex. Primitive cooling towers consist of no
more than a four-sided wooden structure in which the hot water is
introduced as a spray at the top of the tower, mixed with the
cooling air and drawn off from a sump at the bottom; the water is
thus cooled for return to the machine or process.
The principal criteria on which the design and manufacture of
cooling towers is based are:
• Achieving maximum contact between air and water in the tower
by the optimum design of tower packing and water distribution
system as described below in A.4.1 and A.4.3.
• Assisting the flow of air by means of fans.
• Minimizing the loss caused by water spray escaping from the
tower; control of spray loss is also of great importance in
eliminating the risk of infectious diseases being transmitted to
people by the warm moist air.
• Relating the design of the tower to the volume flow rate of the
water to be cooled and to the three critical temperatures, i.e.
ambient air wet bulb, warm water input and cooled water
output.
• Ensuring that problems arising from the quality of the water
such as corrosion, fouling and the growth of bacteria are
properly understood and controlled.
1
2
Cooling tower practice
• Taking due account of space limitations at the tower's location
and of the possibility that noise from the tower may be a source
of nuisance to those living or working in the vicinity.
A. 1.2 Main components
Figure A. 1.2.1 shows a schematic arrangement of a mechanical
draught cooling tower and the cutaway section at A. 1.2.2 shows a
typical layout of the main components which are defined below:
Casing or shell The structure enclosing the heat transfer
process reinforced as necessary to carry the other main items.
Air inlet and air outlet The positions at which cool air enters,
and warmed air leaves the tower. In natural draught towers the
inlet is normally protected by drip-proof louvres and the outlet
by a suitable grill. Where an induced draught fan is used the
outlet is the fan casing; with forced draught the fan casing
provides the inlet.
Air outlet
Fan
r — "
pzscr
■
1
f· Casing or
shell
Drift
eliminator
J
Inlet conn -«
» w v V v v v v ^VVW'J
"Ph
|3£T
K>
^erflow _/T[
Overfl
CO
nn.
J
i
Tg
Outlet
itletX^
conn.
Cold water
basin
/ ' I l ^VVNX
A
N
V.
Water
distribution
II system
./%
Louvres
s_AIR INLET
ah
Make up
Figure A. 1.2.1 Schematic arangement of a typical mechanical draught cooling
tower
3
Figure A.1.2.2 Main components of a mechanical draught cooling tower. 1, Fan
housing; 2, axialflowfan; 3, mild steel outer panels; 4, air inlet louvres; 5, integral
sump; 6, packing; 7, gravityflowdistribution system; 8, drift eliminators
Figure A.1.2.3 Polypropylene spray nozzle for water distribution
4
Cooling tower practice
Fan Correct selection of fan according to the tower duty is of
major importance; volumetric air flow rate, fan pressure
developed and noise from motor and fan impellor must all be
considered according to the duty and location of the tower.
Drift eliminators These are positioned in the outlet airstream
so as to prevent water droplets from being carried away from the
tower by the airstream.
Warm water inlet The point at which warmed water from the
process enters the tower.
Water distribution system Water entering the tower must be
spread as evenly as possible over the cross-section of the tower;
some of the methods used are: spray nozzles (Figure A.1.2.3),
trough and gutter (Figure A. 1.2.4 shows the Vee notches along
Figure A. 1.2.4 Typical trough and gutter distribution system
A.l Fundamentals
5
the edge of the gutters). Figure A.2.3.3 shows two large towers
with open pan diffusion deck. The drawing at A. 1.2.2 shows the
inverted cones or cups from which the water is splashed.
Packing (also sometimes referred to as fill) Consists essentially
of a system of baffles which slows the progress of the warm
water through the tower and ensures maximum contact between
water droplets and cooling air by maximizing surface area and
minimizing water film thickness. There are many different types
of packing and these are described in A.3.
Cold water basin (also referred to as tank or sump) The point
at which the cooled water is collected before return to the
process.
Cold water outlet The point at which the cooled water leaves
the tower.
A. 1.3 Operating terms
Operating terms are applied to air, water, temperature conditions
and noise and these are further identified by Part 1 of BS 4485.
Brief definitions of the main terms are given below and reference
should be made to A.5 for details of terminology associated with
noise:
Air flow Total quantity of air including the associated water
vapour flowing through the tower. May be expressed in
kilograms per second or in cubic metres per second and if the
latter it must be related to temperature.
Re-circulation That proportion of the outlet air which reenters the tower.
Fan power The power input to the fan in kilowatts. This
excludes losses in driving motor, gearbox or power transmission, all of which, including mounting and support members are
referred to as the fan drive assembly.
Inlet water flow The quantity of hot water measured in cubic
metres per second or per minute, flowing into the water
distribution system.
Drift loss Water loss caused by liquid drops carried away by
the outlet air stream.
Purge (also incorrectly referred to as blow-down) Water
deliberately discharged from the system in order to reduce the
concentration of salts and other impurities in the circulating
water.
Make-up Water added to the circulating water system to
replace leakage, evaporation, drift loss and purge.
6
Cooling tower practice
Concentration When water evaporates, dissolved solids and
other impurities are left behind leading to an increase in
concentration of these impurities.
Concentration ratio Ratio of the total mass of impurities in the
circulating water to the corresponding total mass in the make-up
water.
Water loading Flow of water related to the cross-sectional area
of the packing normally expressed in kilograms per second (or
per minute) per square metre of cross-section of packing.
Heat load (or cooling load) Rate of heat removal from the
water flowing through the tower expressed in kilowatts.
Wet bulb temperature Temperature as measured by a wet bulb
thermometer (see B.l.ll).
Ambient air wet bulb temperature Wet bulb temperature
measured on the windward side of the tower and free from the
influence of the tower.
Inlet air wet bulb temperature Average wet bulb temperature
of the inlet air including any re-circulation effect. This is the wet
bulb temperature used in the design of cooling towers, but it is
difficult to measure with precision. See also B.4.
Nominal inlet air wet bulb temperature An arithmetic average
wet bulb temperature based on measurements taken within
1.5 m of the air inlets and between 1.5 m and 2.0 m above the
basin kerb elevation on both sides of the cooling tower.
Hot water temperature Temperature of water entering the
distribution system.
Re-cooled water temperature Average temperature of the
water at the discharge point from the cold water basin excluding
the effect of any make-up entering the basin.
Cooling range Difference between the hot water temperature
and the re-cooled water temperature.
Approach Difference between re-cooled water temperature
and the inlet air wet bulb temperature. It is clearly impracticable
to cool the water to the inlet air level and the smaller the
approach the more arduous tower design becomes. The
minimum reasonable approach temperature is 2°C, however 4°C
to 6°C is more usual.
A. 1.4 The physical mechanisms of cooling tower operation
Theoretical aspects of psychrometry and heat transfer are
developed in some detail in Section B and in particular B.2.2
covers the physical processes, basic formulae and calculations
associated with cooling towers; at this stage the mechanisms by
A.l Fundamentals
7
which the water is cooled are best understood by reference to
Figure A. 1.4.1 which illustrates a single droplet of water in the
tower. The droplet is surrounded by a thin film of air which is
saturated and remains almost undisturbed by the passing air
stream. It is through this static film of saturated air that the
transfer of heat takes place in three ways, i.e.:
Convected heat
Radiant heat
Heat lost by
evaporation—X/
Layer of air at
100% humidity
and same
temperature
as water
Bulk unsaturated air
flowing past droplet
Figure A. 1.4. Diagram showing the various ways in which a water droplet loses
heat
By radiation from the surface of the droplet; this is a very small
proportion of the total amount of heat flow and it is usually
neglected.
By conduction and convection between water and air; the
amount of heat transferred will depend on the temperatures of
air and water. It is a significant proportion of the whole, and
may be as much as one-quarter to one-third.
By evaporation; this accounts for the majority of heat transfer
and is the reason why the whole process is termed 'evaporative
cooling'.
8
Cooling tower practice
Evaporation is the key to the successful operation of cooling
towers and is covered more fully in B.2.2, B.2.3, and B.2.4; the
main principles are summarized below:
The evaporation that occurs when air and water are in contact is
caused by the difference in pressure of water vapour at the surface
of the water and in the air. These vapour pressures are functions of
the water temperature and the degree of saturation of the air,
respectively.
In a cooling tower, the water and air streams are generally
opposed so that cooled water leaving the bottom of the pack is in
contact with the entering air. Similarly, hot water entering the
pack will be in contact with warm air leaving the pack.
Evaporation will take place throughout the pack. It should be
noted, that at the top of the pack, the fact that the air is nearly
saturated, is compensated for by the high water temperature and
consequently high vapour pressure. The amount of evaporation
which takes place depends on a number of factors, including the
total surface area the water presents to the air (which is why the
pack design is so important) and the amount of air flowing. The
greater the air flow the more cooling is achieved. This is because as
the air rate increases, the effect of the water on its temperature
and humidity will become less, and the partial pressure differences
throughout the pack will be increased.
The wet bulb temperature of the entering air has a very important
effect. A lower wet bulb temperature produces a lower water-off
temperature.
The factors which influence the performance of a cooling tower
may be summarized as follows:
1 The cooling range
2 The approach
3 The ambient air wet bulb temperature
4 The flow of water to be cooled (or circulation rate)
5 The rate at which air is passed over the water
6 The temperature level
7 The performance coefficients of the packing to be used
8 The volume of packing (i.e. height multiplied by horizontal
cross-sectional area)
Item 6 is important because much greater cooling is possible at
higher temperatures; this is apparent from Table C.6 which shows
how the total heat or enthalpy of saturated air rises exponentially
with temperature.
A.2 Types of cooling tower
9
Item 7 depends on how effectively the pack is designed and it
follows that the volume of the pack (item 8) will directly affect
tower performance.
A.2 Types of cooling tower
There are four major components which go to make up a cooling
tower, namely the packing, drift eliminators, the water distribution system, and (excepting natural draught towers) the fans. The
relative disposition of these components is the main determinant
of the different types of tower. They are all dependent on hot
water entering at or near the top of the tower and descending
under gravity through the packing to the basin. Early designs of
tower were constructed almost entirely from timber but, although
timber is still sometimes used for frames of large towers it has been
largely superseded by materials such as glass fibre, PVC,
polypropylene, and steel which may be galvanized, treated for
corrosion resistance, or stainless.
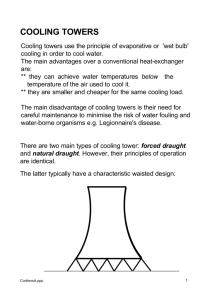
A.2.1 Natural draught cooling towers
Apart from the large hyperbolic concrete cooling towers which are
a familiar sight adjacent to fossil fuel fired power stations, natural
draught towers are rarely used today. Early designs of natural
draught towers were constructed entirely from timber and were
sited to take advantage of prevailing winds; this caused obvious
limitations. Introduction of the hyperbolic shape enabled the
chimney effect to be exploited and reduced the dependence on
wind direction. The draught induced is a function of the difference
in density between the ambient air entering the bottom of the
tower and the air/water vapour mixture leaving the packing.
Calculation of the operating air flow through the tower must take
account of the draught induced and of the resistance to flow
caused by packing and eliminators (reference should be made to
BS4485: Part 2: 1988, Appendix E). The main features of a
hyperbolic tower are shown at Diagram A.2.1.1 and the
photograph at A.2.1.2 shows a group of towers for a power
station.
A.2.2 Cross-flow forced draught designs (Figure A.2.2.1 and
illustration A.2.2.2)
Air is forced through the packing horizontally with drift
eliminators on the outlet side; axial flow fans are normally used. A
simple gravity hot water distribution system may be applied.
10
Hot water
distribution
Drift
eliminator
Air inlet
Air inlet
Figure A.2.1.1 Natural draught hyperbolic cooling tower
- ^ - r : , . .,:v.
' -
n?
f'
-**£*·
Figure A.2.1.2 A group of hyperbolic cooling towers at a power station
11
Hot water distribution pan
-I-
Inlet air
Figure A.2.2.1 Cross-flow forced draught cooling tower
Figure A.2.2.2 Cross-flow forced draught cooling tower
Louvres
Drift
eliminator
12
Cooling tower practice
Modular arrangements may be made to increase capacity by
mounting two or more units side by side and such an arrangement
facilitates control as fans can be switched on or off according to
season and cooling demand.
A.2.3 Cross-flow induced draught designs (Figure A.2.3.1)
Axial fans are normal for this arrangement; this tends to give more
even distribution of air through the pack compared with the forced
draught design, but makes control of drift rather more difficult.
Drift eliminator
Air
flow
Figure A.2.3.1 Cross-flow induced draught cooling tower
Hot water distribution pans
Outlet air
\
Figure A.2.3.2 Twin pack cross-flow induced draught cooling tower
A.2 Types of cooling tower
13
Figure A.2.3.3 Two cross-tlow induced draught towers showing open pan gravity
distribution system
Twin pack versions of this design are shown at Figure A.2.3.2
and illustrations A.2.3.3, A.2.3.4 and A.2.3.5; this arrangement
enables vertical discharge of the outlet air to be effected. Figure
A.2.3.6 shows a multi-cell double intake cross-flow tower with cast
in situ reinforced concrete shell.
Fan power for a given performance is lower than with forced
draught designs and a large area of drift eliminators can be
accommodated. Fan motors are mounted in the warm moist
air-stream and must be suitably protected, to IP55 weatherproof
standards.
14
ipesS!
!P5 f"
' -mi
1
-
1*
*%' %
1
Figure A.2.3.4 Twin pack cross-flow steel frame induced draught cooling tower
Figure A.2.3.5 Twin pack cross-flow glass fibre towers
A.2 Types of cooling tower
15
Figure A.2.3.6 Multi-cell double intake cross-flow tower with cast in situ reinforced
concrete shell
A.2.4 Contra-flow forced draught designs (Figure A.2.4.1)
Air is forced upwards through the pack by a fan mounted at low
level. Axial or centrifugal fans may be used. Use of centrifugal
fans enables the fan to be floor mounted with a resilient
connection between fan casing and tower; such an arrangement
reduces vibration and consequently noise, it also reduces the
overall height of the tower where low silhouette is called for
(Figure A.2.4.2, illustration A.2.4.5). With either fan type,
re-circulation may be avoided where necessary by a canopy or
directional louvres to concentrate the leaving air stream and
increase its velocity. Modular designs with multiple fans may be
used with fans switched in and out as needed; illustration A.2.4.6
shows an axial fan design. A two module centrifugal fan tower is
shown at A.2.6.2 and A.2.4.7 shows a large timber frame axial fan
tower.
The use of forced draught fans facilitates indoor siting of cooling
towers as shown in Figures A.2.4.3 and A.2.4.4.
16
Outlet air
t
t
t
t
I I I I II I 1 II I II I I
Eliminator
&«««««««««««««*
V
Hot water distribution
—7
7
7
7
7
7
J
7—
I
Air
\ -*— flow
,\
)\Figure A.2.4.1 Contra-flow forced draught cooling tower with axial fan
Outlet air
t
t
t
i
I I I I I I I I I I I I I I I
&«««««««««««««*+■
V_
Hot water distribution
Eliminator
J
Floor
mounted
centrifugal
fan
Figure A.2.4.2 Contra-flow forced draught cooling tower with centrifugal fan
17
Ä!
ΧΛ
Airflow
ίt
^ Λ * ^
Figure A.2.4.3 Elevation of forced draught tower sited indoors
t t t
γ////////////λ
^L·. Ducting
V\
Louvred
openings
Louvred
opening
Cooling
tower
□o
y
Centrifugal [L
IFH fan
IP
7
Δ^^ΖΖΖ7Ζ7ΖΛ
'ΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΖΆ
Figure A.2.4.4 Plan of forced draught tower sited indoors
V\
18
Cooling tower practice
Figure A.2.4.5 Low height contra-flow forced draught cooling towers with
centrifugal fans
A.2.5 Contra-flow induced draught designs (Figures A.2.5.1,
illustrations A.2.5.2, A.2.5.3, A.2.5.4, A.2.5.5 and A.2.5.6)
Axial flow fans are standard, and because the leaving air stream
may be controlled in velocity and direction, re-circulation is
minimized. Input air comes through louvred openings at the base
of the tower and consequently performance can be affected by
high winds; this can add to the airborne contaminants introduced
into the cooling water. Multiple fan designs may be used enabling
one or more fans to be switched off during periods of light load.
Fan motors are exposed to the warm moist airstream and must
therefore be suitably protected to IP55 weatherproof standards.
A.2.6 Indirect evaporative cooling towers (Figure A.2.6.1,
illustration A.2.6.2)
When applied to air conditioning systems this design incorporates
a serpentine coil in the tower instead of packing. Hot water, from
the refrigeration plant water cooled condenser, is circulated
A.2 Types of cooling tower
19
Figure A.2.4.6 Forced draught contra-flow cooling tower
through the coil and cooled in the tower by the evaporative
process (note that there are two independent water circuits).
Although described as a closed circuit system water is still being
evaporated in the tower and cooling efficiency is lower than with
packed towers; a larger tower is needed with higher capital and
running costs. Contamination of the closed cooling water circuit is
avoided, but purging and treatment of the tower water is still
required, and is likely to be more critical. Full evaporation cooling
can be achieved by interposing a heat exchanger between the
condenser cooling water circuit and a tower with standard packing.
20
Cooling tower practice
Figure A.2.4.7 Forced draught contra-flow timberframe cooling tower
A.2.7 Evaporative condensers (Figure A.2.7.1)
The principle is similar to that of indirect evaporative cooling
towers, but in this case refrigerant is piped from the condenser to
the cooling tower and cooled by the indirect evaporative method
before return to the evaporator/compressor of the air conditioning
system.
A.2.8 Some factors affecting the selection and performance of
cooling towers
Natural draught towers have limited specific application as
described in A.2.1. For the majority of applications fans are
essential and provide the only means of achieving a low approach
temperature.
For maximum cooling the contra-flow design with gravity water
flow and vertical air stream is preferred. The cooled water meets
dry air at the bottom of the tower and the hot water meets warm
moist air at the top; this tends to ensure that evaporative cooling
takes place throughout the pack.
Eliminator
Figure A.2.5.1 Contra-flow induced draught cooling tower
Hot water distribution
\««<«««««<««««ττπ\
\ \ 1 i t t f
Outlet air
Figure A.2.5.2 Contra-flow glass fibre induced draught cooling tower
£
22
Figure A.2.5.3 Contra-flow induced draught steel frame cooling tower
Figure A.2.5.4 Contra-flow induced draught timber frame cooling tower
23
Figure A.2.5.5 Contra-flow induced draught cooling tower with glass reinforced
casing showing spray nozzle distribution system
"<N
Figure A.2.5.6 Two induced draught cooling towers designed specifically to meet
British Airport Authority architectural requirements for Gatwick North Terminal
(each tower cools 2500 gallons per minute of condenser water)
24
Cooling tower practice
Outlet air
t
t
t
t
M<«««««««<«««««i±n<minator
Hot water distribution
^.
"V
7
7
7
7
J
7"
Hot water
from
**process
^Serpentine:
:coil
:
3>
Cooled water
return to ~*—z
process
Pump for
circulation
Figure A.2.6.1 Indirect evaporative cooling tower
Centrifugal fans are larger, more expensive and occupy more floor
space than axial flow fans, but they can generate higher pressures
and have lower noise levels.
Direct drive of axial fans up to 1.8 m diameter is possible; on larger
fans where much lower speeds are called for belt or gear drive
becomes necessary (see also A.4.5). Control of cooling may be
effected by varying fan speed or by using multiple fans switched on
or off as needed. Control of the flow rate of an individual fan may
be by way of pole-change 2-speed motors, by variable pitch fan
blades, or where economically justified by inverter control for
motor speed variation.
Electric motors for all outdoor cooling towers require a degree of
protection IPW55 to BS4999 and this protection is satisfactory for
A.2 Types of cooling tower
25
Figure A.2.6.2 Forced draught closed circuit cooling tower
motors driving induced draught fans which operate in the warm
moist discharge air stream. For indoor forced draught towers
standard TEFC motors to IP55 are satisfactory. The use of
ventilated motors is unlikely to be justified except for indoor
towers requiring large fan powers.
Forced draught axial flow fans can be subject to icing up and
because the clearance between fan impellor and fan casing is small
this can have serious consequences. Fast tripping of the motor
circuit under stall conditions can avoid damage but for critical
26
Cooling tower practice
Refrigerant lines
to and from coil
in cooling tower
Vapour
pansion valve
Compressor—H
Evaporator
(cooling coil)
Figure A.2.7.1 Use of cooling tower as evaporative condenser
installations a heater should be fitted or fans should be mounted
on an inclined panel at 5-10° from vertical to ensure that water is
drained back into the tower (see sketch at A.2.4.1).
A.3 Rating, duty and physical size of cooling towers
An indication of the complexity of cooling tower selection and
design is given in Sections A l , A2 and Section A5 gives some of
the practical aspects of tower selection; calculation procedures are
covered by Section B.
The notes which follow indicate some of the ways in which an
impression may be gained of the space necessary to accommodate
a tower for a given duty.
A.3.1 The problem of units
SI units are used throughout this book; it is the only international
system and once properly understood it makes calculation work
much more straightforward. Table C.3. gives conversion factors
A.3 Rating, duty and physical size of cooling towers
27
for all the units likely to be encountered, but a reminder of those
most relevant may be useful.
Consideration starts from the flow rate of water to be cooled
and, particularly for small packaged towers it is convenient to use
litres per second (1/s), but when carrying out calculations it is safer
to use m 3 /s. (1000 gallons per minute = 0.0758m3/s or 75.81/s).
Because mass flow rather than volume flow should be used in
calculations, note that, for the temperatures normally encountered, the density of water may be taken at 1000 kg/m3 (for more
precise values refer to Table C.5). The specific heat capacity of
water may be taken at 4.18 kilojoules per kg per °C (refer to Table
C.5 for precise values).
The kilogram calorie (kg cal) may be enountered; this unit is
defined in terms of water at 15°C and at that temperature the
specific heat capacity of water is 4.187, thus one kg cal = 4.187 kJ.
For a given water flow rate the heat to be dissipated in the tower
is:
Mass flow rate (kg/s) x specific heat capacity (kJ/kgK) x
cooling range (K) (K is the kelvin measured on the absolute
scale starting at - 273°C, an interval of one kelvin is the same as
1°C).
The calculation will yield an answer in kJ/s which by definition is
kW. (100000BTU/hr = 29.31 kW).
One ton of refrigeration is the cooling load necessary to convert
one ton of water to ice at freezing point.
One ton = 907 kg so the rate is 37.79 kg per hour and this
represents a cooling load of 3.52 kW (because heat rejected at
the condenser is greater than the heat extracted at the
evaporator it is usual to add 25% to obtain the cooling load on
towers used in conjunction with refrigeration plant).
For those engineers who prefer to visualize values in imperial
units the main conversion factors are included in the Tables at
C.9; also at C.9 will be found two-way conversion tables
Fahrenheit/Celsius for easy reference.
A.3.2 The methods of specifying tower capacity
• Most manufacturers will express the capacity of a given tower in
kW at a stated cooling range; this may be a nominal rating
based on 5°C range or it may stipulate the three temperatures,
i.e. 'hot water', 're-cooled water' and 'design air wet bulb'.
Knowing the cooling load and cooling range enables a first
approximation of tower size to be established.
28
Cooling tower practice
• The volume rate of water flow is a main parameter of a given
tower design and manufacturers will normally include this
information in standard literature.
• The key to the capacity of a tower, and hence one of the main
determinants of its physical size, is the cross-section area and
the height of the pack. Because volume rate of air flow through
the pack is critical to its performance manufacturers often give
air flow rate for their standard ranges. The convenient unit is
m3/s and the specific heat capacity of air may be taken as
1.0 kJ/kgK (for precise values see Table C.5). The density of air
varies inversely with absolute temperature and at 15°C it is
1.226 kg/m 3 .
A.3.3 Design factors which affect tower size
Figures A.2.2.1, A.2.3.1, A.2.3.2, A.2.4.1, A.2.4.2 and A.2.5.1
show in diagrammatic form the layout of standard towers and in
considering space requirements for standard towers some general
rules apply:
• The contra-flow forced draught arrangement shown in Figure
A.2.4.1 occupies minimum floor space but tends to have a high
profile because the full diameter of the axial fan must be
accommodated in one side panel of the tower below the pack.
• The contra-flow induced draught tower shown in Figure A.2.5.1
requires less space below the packing but for satisfactory air
flow the fan casing and air circuit necessitates a projection at the
top.
• Minimum silhouette height is achieved by a forced draught
floor-mounted centrifugal fan (Figure A.2.4.2), but this will
increase floor space required. Floor space can be reduced
somewhat by encroaching on the area needed for the cold water
basin.
• Cross-flow towers are compact whether forced draught (Figure
A.2.2.1), induced draught (Figure A.2.3.1) or twin pack
(Figure A.2.3.2). The twin pack has the advantage over the
other two because the air is discharged vertically.
The above comments refer only to tower height and floor space there are many other factors which influence tower selection.
A.3.4 The use of selection charts
For a given duty a tower may be selected from a standard range or
it may be designed for that particular duty.
A.3 Rating, duty and physical size of cooling towers
29
Where selection is from a standard range a modular approach is
used with two or more pack heights for a standard pack area. The
modules are mounted side by side with interconnected pipework
to and from the process.
The nomogram at A.3.4.1 enables the liquid loading for a
typical contra-flow packing, as used in medium sized towers, to be
determined from the three variables: Hot water temperature Cooling range - Ambient air wet bulb temperature.
The pack plan area required is obtained by dividing the water
flow rate in kg/s by the liquid loading in kg/sm2.
In the example shown on the nomogram 30°C hot water
temperature, 6°C cooling range and 20°C ambient wet bulb
temperature yields a liquid loading of 4.2 kg/sm2. The full
calculation procedure is reviewed in B4 and B6. In practice the
pack cross-section area and pack height will be selected from
standard pack module sizes.
A.3.5 Effect on tower size of the variation of the main parameters
The main determinant of the size of a mechanical draught cooling
tower is the cross-section area and the height of the pack; relative
overall height and floor space requirements will be modified with
different types of tower as already described in A.3.3.
The following general statements may be made with regard to
pack cross-section area:
• It will increase steeply as approach temperature is reduced
towards the minimum practical level of 2°C.
• Between the normal limits of wet bulb temperature (14 to 22°C
in temperate climates) the area required will be at a minimum at
14 and a maximum at 22°C.
• Area will be at a minimum when cooling range is at a minimum
(around 6°C) increasing to a maximum when cooling range
reaches 20°C.
These general statements are expressed in chart form at A.3.5
which is reproduced by permission from British Standard 4485:
Part 3: 1988. In this chart the plan area factor is shown as unity for
the average UK conditions, i.e. 12°C cooling range, 5°C Approach
and 17°C Wet bulb temperature.
A typical waterloading value for these conditions is taken in
BS4485 at 2.3 kg/sm2.
3.0
4.0
5.0
L: Liquid loading (Kg/s.m2)
6.0
7.0
20
30
35
40
45
50
T-|: hot water temperature (°C)
25
Figure A.3.4.1 Nomogram for determination of liquid loading of contra-flow medium sized towers
2.0
31
1.5
l_
o
CO
CO
CD
CD
C
CO
Q.
o
1.4
1.3
17
GO'f
<*&>
^ l
1.1
1.0
MΖ'ύ,
> 0.9
CO
Ό/ύ
CD
cc 0.8
te,
%»
β Λ
%,
%>
0.7
J
I i
JL
14 15 16 17 18 19 20
Wet bulb temperature (°C)
0.6
6
J
7
I
8
L
9 10
L
J
I
I
11 12 13 14 15 16
Cooling range (K)
J
L _L
3 4 5 6
7
Approach (K)
*ν Λ
17
J_ j
18 19 20
I
8
Figure A.3.5.1 Mechanical draught counterflow tower: variation of tower size with
cooling range, approach, and wet bulb temperature
32
Cooling tower practice
Sample calculation.
Water flow 0.75 m 3 /s
Wet bulb 16°C
Cooling
range from 35 to 22°C = 13°C
Approach = 22° - 16° = 6°
Relative plan factors (from the chart)
Cooling range (13°C) 1.04. Approach (6°C) 0.85 Wet
bulb (16°C) 1.06
Overall plan area factor 1.04 x 0.85 x 1.06 = 0.95
Hence plan area =
0.75 (m3/,)x 1000 (kg^3)
2.3 (kg/m2s)
A.4 Cooling tower components and construction
materials
The relative disposition of the four major components is
determined according to the main categories of tower as reviewed
in A.2. In addition to these four, i.e. packing, drift eliminators,
water distribution system, and fans, the review which follows
covers the cold water basin, the pumps, the structure or frame,
and the cladding. The section ends with some general comments
on materials used. The importance of maintenance and the
influence which tower design can have on maintenance procedures
are reviewed in Section A. 10.
A. 4.1 Packing
The traditional material used for cooling tower packing was
timber, and, even though packs are now formed mainly from
plastics, notably PVC (polyvinylchloride), timber remains the
most straightforward material to consider in order to understand
how the packing actually functions.
There are two fundamental approaches to packing design - the
first is splash packing in which the hot water falling through the
tower is encouraged to form droplets. The mechanism by means of
which these droplets cause cooling has been reviewed in A. 1.4.
The second approach to design uses the film principle in which the
hot water is encouraged to spread out on a surface and form a thin
film, thus providing the maximum surface area for evaporation
and hence allowing cooling to take place.
33
ι»
Water droplets
4*
!/
Airflow
Figure A.4.1.1 Rectangular section timber lath splash packing
*4
^J
Water droplets
••
Air flow
Figure A.4.1.2 Triangular section timber lath splash packing
34
Cooling tower practice
The splash mechanism is illustrated at Figure A.4.1.1 where
staggered layers of timber laths are used to break the falling water
into small droplets. There is a tendency for these droplets to
agglomerate into larger drops at the edge of each lath, but as they
fall to the next staggered layer they are broken down again.
Because timber has a roughened surface thorough wetting is
assured with consequent maximum evaporation as the water
passes through the pack. Improved air flow is achieved by using
timber laths of triangular cross section as shown in A.4.1.2. The
photograph at A.4.1.3 shows a form of splash packing used in a
large all-timber construction tower.
In early designs timber grids were used to maximize the film
cooling effect; these grids consisted of 20 or more timber slats each
Figure A.4.1.3 Timber splash packing
A.4 Cooling tower components and construction materials
35
Figure A.4.1.4 Side elevation of PVC packing showing redistribution of water
across the plate
35 to 50 mm deep by 10 to 15 mm wide with 20 or more grids
mounted transversely one above the other to form the pack. This
approach has been superseded by moulded packing which
36
Cooling tower practice
provides the maximum surface area without the bulk of the timber
slats; this has enabled the overall size of packing to be radically
reduced.
Figure A.4.1.5 View from above of packing in Figure A.4.1.4
A.4 Cooling tower components and construction materials
37
PVC is the most widely used material but other plastics have
been used, including polystyrene, polypropylene (for high
temperature applications) and polyethylene.
Vacuum formed PVC packings depend for their effectiveness on
corrugations which ensure even distribution of the falling water
whilst at the same time presenting the lowest resistance to air flow
consistent with ensuring maximum evaporative cooling.
Figure A.4.1.4 illustrates a packing which has a primary
waveform corrugation in one plane and a secondary smaller
waveform at a skew angle to the primary. This double wave is well
illustrated at A.4.1.5 which views the same packing from above.
The photograph at A.4.1.6 shows three types of plastic film
packing with varying plate spacings and configurations for varying
water qualities and thermal efficiencies. The fourth pack at the
rear is of the plastic splash deck type.
A.4.1.7 shows packs in demountable plastic coated wire
baskets. Plastic packings have many advantages, notably:
• Lightness and consequent ease of removal and replacement
• Inert in any water whether acid or alkaline
• They do not break down to form a sludge as can happen with
timber or metal packing
Figure A.4.1.6 Three types of plastic film packing with a plastic splash deck type
packing shown at the rear
38
Cooling tower practice
Figure A.4.1.7 Plastic film packs in demountable plastic coated wire baskets
•
•
•
•
•
Growth of scale is inhibited
They do not provide nutrients to support algae or bacteria
They are unaffected by electrolytic action
Easily formed to any shape required
Non-flammable (if PVC)
A.4.2 Drift eliminators
The original purpose of drift eliminators was to control
unnecessary loss of water and to reduce the nuisance caused to
those close to a tower who might be subjected to a damp spray;
drift loss of between 0.1 and 0.25% of the total water circulation
rate was considered acceptable. The availability of PVC as a
packing material and the complex shapes into which it could be
formed enabled drift loss to be radically reduced; widespread
concern about legionnaires disease (referred to in A.9) brought
A.4 Cooling tower components and construction materials
39
into sharp focus the need for extremely tight control of drift.
Losses below 0.005 and down to 0.001% can now be readily
achieved and may be specified for cooling towers in sensitive
locations.
Expressing drift loss as a percentage of total circulation can be
misleading, as it implies that the loss in mg/m3 rises in proportion
to the water flow rate, which it does not! In fact, within wide limits
it is little affected by water flow rate. It is now believed that the
t
t
Air
flow
Figure A.4.2.1 Metal lipped corrugated plate eliminator
Extruded plastic drift eliminators
Air flow
Figure A.4.2.2 Aerofoil section plate eliminator
40
Cooling tower practice
spread of infection is related more to the number and size range of
aerosols released than to the mass of water in mg/m3; the need is to
devise a method of testing which relates eliminator efficiency
directly to risk of infection.
The evolution of the modern drift eliminator is illustrated by the
diagrams at A.4.2.1 and A.4.2.2. A.4.2.1 shows a metal lipped
corrugated plate design which is heavy, prone to build-up scale,
very difficult to clean and not very efficient. The extruded plastic
eliminator shown at A.4.2.2 consists of aerofoil section plates of
150mm depth; performance is satisfactory at air velocities around
Air flow
Figure A.4.2.3 Elevation of high efficiency plastic eliminator showing 1-, 2-, 3- and
4-pass arrangement
Figure A.4.2.4 Plan view of plastic eliminator shown at A.4.2.3
A.4 Cooling tower components and construction materials
41
Figure A.4.2.5 High efficiency 2-pass drift eliminator module with cut-away section
showing the pack formation
one metre per second; for velocities normally associated with
mechanical draught towers (2.5 to 3.0m/s) the efficiency is poor.
Figure A.4.2.3 shows, in elevation, the shape of a two, three, and
four pass plastic eliminator and Figure A.4.2.4 shows the same
eliminator in plan; the photograph at A.4.2.5 shows a two pass
eliminator module mounted in a frame. Figure A.4.2.6 shows an
alternative design with a panel removed to show the simplicity of
installation. Eliminators of this type can restrict drift to 0.005 with
single pass, to 0.001% with two pass and to nearly undetectable
levels with 3 or 4 pass. Figure A.4.2.7 shows the complete
eliminator fitted to a tower.
In contra-flow cooling towers the eliminators are fitted above
the water distribution system and can be designed for single, two,
or three/four pass as required by application. In cross-flow forced
draught towers of the type illustrated in sketch A.2.3.1 the
eliminator is fixed alongside the pack on the air discharge side and
is sometimes integral with the pack.
Careful fitting and sealing of drift eliminators is essential to
ensure that all discharge air passes through the eliminator
passages.
42
Figure A.4.2.6 Alternative high efficiency eliminator without frame and with
section removed to show simplicity of installation and facility for sealing
Figure A.4.2.7 Complete eliminator as fitted to a tower
A.4 Cooling tower components and construction materials
43
A.4.3 Water distribution
All contra-flow towers, whether forced or induced draught have
the hot water distribution system below the drift eliminators,
whereas with cross-flow designs the reverse is the case (see Figures
A.2.2.1, A.2.3.1, A.2.3.2).
There are four approaches to the design of water distribution
systems:
• The open pan or diffusion deck system is shown in the
photograph of an induced draught tower at A.2.3.3. This
consists of a pan of the same area as the pack having a number
of holes so as to give an even spread of hot water across the
pack and should have a cover to reduce algae growth. Water
may be delivered into the pan from an open pipe.
• The trough and gutter design with overspill as shown at Figures
A. 1.2.2 and A. 1.2.4. The inlet water is delivered to a main
trough which will normally be of suitably treated steel; there are
a number of outlets in the base of the trough feeding the water
into a series of gutters so as to cover the total area of the pack.
Various designs are used to spill the water from the gutters on
to the pack, examples being Vee notches or simple corrugations
along the sides of the gutters.
• Spray distribution from nozzles as Figure A. 1.2.3. The nozzles
are made from injection moulded PVC or polypropylene. The
water is delivered to a main header pipe which has a series of
branches running across the pack area with the distribution
nozzles fitted into the branches. The nozzles need to be easily
detachable for cleaning and any grommets used should be of
material which does not provide nutrient for bacteria. The
pipework can be either steel, acrylonitrile butadiene styrene
(ABS), or UPVC (see A.4.6.2).
• A variation on the nozzle approach in large site constructed
towers uses timber troughs into which are fitted a series of
nozzles to direct the water into splash cups; this improves the
distribution of water to the packing (refer Figure A. 1.2.2). All
water distribution systems will require pump and suitable
pipework to deliver the water to the top of the tower, but the
size and mounting position of the pump will depend on volume
flow rate and pump pressure requirements.
A.4.4 Cold water basin
The cold water basin, also referred to as the sump, tank, or pond
requires a number of connections:
44
Cooling tower practice
• An inlet for make-up water from supply mains with float valve
or other means of control to maintain the water level.
• Connections for filtration and water treatment (filtration and
water treatment covered by Section A.8)
• Provision for thermostatically controlled electric immersion
heater to prevent freezing of the pump suction outlet.
• Provision for purge which can be automatically controlled to
limit the amount of dissolved solids in the water system.
• The basin must be provided with an overflow outlet, a
connection for the cooled water return pipework and minimum
80 mm drains in floor of basin.
The design should be such that there are no internal up-turned
flanges or pockets where sludge could accumulate, and preferably
designed with sloping sides and base (see Figure A. 10.2.1).
A.4.5 Fans and fan drives
Fan engineering is a complex and specialized subject and there are
many inter-related factors which affect the selection of fans,
notably:
• The air flow rate varies directly as the fan speed.
• The pressure exerted varies as the square of the fan speed.
• The power absorbed varies as the cube of its speed.
• In general the higher the fan speed the higher the noise level;
fan manufacturers publish characteristics of their fans which
give details of noise levels under BS test conditions (refer also
to Section A.6).
• The larger the diameter of a fan of a given type the greater the
air flow rate it can handle.
• The available speeds of squirrel cage motors on 50 Hz supplies
are 2920 - 1450 - 950 - 720 - 580 - 480r.p.m. and on 60 Hz
supplies are 3520 - 1750 - 1150 - 840 - 690 - 560r.p.m. As the
speed of the motor goes down the frame size and hence the cost
of the motor rises and below around 500 r.p.m. it is more
economical to use a standard 4-pole motor with belt or gear
drive to the fan. Belt drive is invariably used for centrifugal
fans.
Some of the main features of fan requirements for cooling towers
are:
• The volumetric flow is measured in m3/s and for standard
packaged cooling towers varies from around 0.5m3/s to 50m3/s.
Large towers require very much higher volumes (of the order
500m3/s per cell).
A.4 Cooling tower components and construction materials
45
• Standard practice is to express the pressure available from fans
in kilopascal (kPa) and fan manufacturers will supply characteristic curves for their various designs of fan showing the
relationship between pressure generated and volume delivered.
The pressure available falls away as volume increases until a
point is reached where the pressure falls off very rapidly and the
fan will no longer move the air. In any ventilation or air moving
system the objective is to match the characteristics of the fan to
the pressure and volume requirements of the system. With
modern packing and drift eliminators the pressure drop in a
cooling tower is low so that fans can be operated at close to their
maximum volume.
A.4.6 Materials used in cooling tower manufacture
The most important materials used in cooling tower manufacture
are steel, timber, and plastics - the main characteristics and
applications of these three groups of materials are reviewed below.
Aluminium and ceramics are rarely used and asbestos cement,
though once a popular material, is now ruled out because of health
hazards from asbestos fibres.
A.4.6.1 Steel
Due to its strength and ease of fabrication, mild steel has obvious
advantages for the construction of cooling towers, but it is
essential that it should be coated for protection against corrosion
attack. Mill galvanized sheets will give good protection, but once
sheets have been cut, drilled, welded and formed, areas are
exposed for attack; even the smallest unprotected areas can lead to
corrosion at a rate comparable to that of unprotected mild steel,
(see A.8.12 and A.8.13). Protective paints can be applied to
exposed areas but such protection must be inspected regularly and
re-treated when necessary. Better protection can be obtained by
the hot dipped galvanizing process after the tower sections have
been cut, shaped, drilled and welded as necessary; thorough
cleaning and smooth fettling of weld seams is essential before hot
dipping. An alternative process is the electrolytic zinc coating of
steel sheet, followed by an etch primer with finish based on epoxy,
acrylic, or vinyl resins and final stoving.
Many other finishes may be used including bitumen, plastic
coating, and synthetic rubber coating, but in every case thorough
cleaning and degreasing is essential for the best results.
Even though relatively costly, stainless steel is used increasingly
for cooling tower manufacture; with an \\Vi% chromium content
46
Cooling tower practice
its corrosion rate is superior to that of untreated mild steel by a
factor of up to 250 when used in severe marine industrial
environments.
The use of steel pipework, in conjunction with plastic piping,
should be avoided as far as possible, as differential expansion may
cause problems.
A.4.6.2 Synthetic materials
UPVC (unplasticized polyvinyl chloride) is a widely used material
which can be vacuum formed into complex shapes and does not
soften or distort in temperatures up to 60°C. It does not support
combustion, but is subject to attack by some organic solvents.
Used for packing, drift eliminators, and pipework; if correctly
designed and suitably stiffened can be used for fabricated sections
of towers.
GRP (glass reinforced plastic) covers a range of materials based
on polyester which are widely used for the construction of small
packaged towers (see Figure A.2.5.2). Suitable for service in
temperatures up to 80-100°C. Should be treated with fire
retardant.
ABS (Acrylonitrile-butadiene-styrene) has high impact strength
and is suitable for temperatures up to 60-70°C. An alternative to
GRP for tower construction.
Polypropylene, polystyrene and high density polyethylene can be
used for packing and drift eliminators.
Polypropylene with glass reinforcement may be used for fan
blades on axial fans. When used for packing polypropylene has the
advantage of a higher softening temperature and can be used up to
80-90°C; it can be ignited but burns quite slowly.
Polystyrene can be used up to 60°C; however, high impact
polystyrene, if ignited becomes a hazard as it burns very rapidly
and gives off toxic fumes.
Polyethylene may be used up to 60°C; it ignites but is slow
burning, and like polypropylene, will sustain combustion unless
extinguished.
All plastic materials are subject to attack by organic solvents but
UPVC is less vulnerable than the others.
A A. 63 Timber
Correctly prepared and applied, timber remains a cost effective
material for tower structures and very many towers have been in
service with timber frames, cladding, and packing for 25-30 years.
On large, site constructed, towers timber has also been used for
A.4 Cooling tower components and construction materials
47
stairways, walkways, and fan casings. Timber should be treated
after fabrication with suitable preservatives as specified in BS
4485: Part 4: 1988.
The three timbers most widely used are:
Western red cedar which is the most durable and absorbs the
least amount of preservative, but is costly.
Douglas fir is likewise resistant to the absorption of preservatives.
Baltic redwood absorbs the largest amount of preservative, but
when properly treated it has a useful life comparable to the other
two.
Towers manufactured from timber structures can be expected to
give good service for up to 30 years if well maintained.
The rotting of all types of timber takes many forms and is caused
by various species of fungus; it is an essential part of the ecological
process by which dead trees in their natural state are broken down
and returned to the soil.
The materials from which trees are made up are cellulose and
lignin; some fungi attack primarily the cellulose and others can
attack both. The process of rot is associated with the life cycle of
the fungus and starts with spores which are carried in the air to the
surface of the timber; under suitable damp or wet conditions the
spore germinates, releases enzymes which dissolve the cellulose or
the lignin and enable the fungus to digest them as food. The next
stage is for strands from the fungus to spread through the wood
and extend the process of decay. The strands are known as hyphae
and the mass of these hyphae is referred to as the mycelium or
fungus plant; the mycelium eventually throws up a fruiting spur or
sphorophore which, when ripe, breaks down into spores to start
the cycle again. There are thousands of species of fungi, a number
of which invade wood.
Massive decay of timber results from attack by fungi of the
basidiomycetes group; this group includes the common mushroom
and most of the fungi which produce noticeable sphorophores
(fruiting bodies).
The different forms of wood rot are distinguished in ordinary
language according to their appearance and main features, i.e.
brown rot, white rot, wet rot, dry rot, soft rot, and stain (stain
discolours the timber but does not destroy it).
True dry rot (serpula lacrymans) is not of great consequence as
far as cooling towers are concerned and attacks mainly inside
buildings where it has the ability to spread into bricks and concrete
there to remain dormant and later spread into fresh timber.
48
Cooling tower practice
Brown rot (which attacks only the cellulose) and white rot
(which attacks both cellulose and lignin) both play their part in
cooling tower timber, but the main culprits are wet rot and soft rot.
Wet rot is familiar in fence posts at close to ground level and
causes decay in tower structural members which remain wet but
are not immersed.
Soft rot occurs when the surface of the timber is softened and in
the early stages the interior remains sound. Many fungi cause soft
rot, the common ones being fusarium, gaphium, gliodadium and
chaetomium globosum.
All timber used in towers can be affected by soft rot but timber
packing is particularly susceptible because the fungi causing the
condition can thrive even though the timber is continually wetted.
Treatment of timber to prevent fungal decay consists of causing
fungicides to penetrate deep into the cellular structure of the
timber; this is best achieved by first removing moisture from the
timber in treatment plants by subjecting the timber to a vacuum to
draw out the moisture. This is followed by flooding with fungicide
liquid usually under a small pressure to ensure penetration. The
timber is then drained and subjected to a further vacuum to
remove surplus fungicide and to conserve material.
Preservatives which can be used with good effect are copper
chrome arsenates and creosote, which give good results with
thorough penetration.
A general disadvantage of the use of timber in cooling towers is
that it provides a surface on which algae and bacteria can develop
more readily; consequently the use of structural steel for the
framework of large towers is increasing.
A.5 Practical aspects of tower selection
A.5.1 Heat energy calculations
The subject is treated fully in Section B.3.1, but a reminder of the
ground rules is not out of place:
• All energy including heat energy is measured in the practical
unit of kilojoules (kJ).
• Rate of energy flow is measured in kilowatts (kW) and one
kilowatt equals one kilojoule per second.
In every case the first objective is to establish the rate of energy
flow which determines the cooling load on the tower. There are
four sets of conditions:
A.5 Practical aspects of tower selection
49
(1) Where the cooling process is based on mains water running to
waste and the requirement is to supply a cooling tower to
reduce water charges.
Data required are:
Mean temperature of mains water (outlet temperature
required from tower)
Normal temperature of water running to waste (inlet
temperature to tower)
Volume flow in litres per second
From B.3.1 The heat energy flow in kilojoules per second
(kilowatts) is:
Lw x Cpw x (Tj —T2)
Lw
Cpw
Ti
T2
=
=
=
=
mass flow of water (kg/s).
specific heat capacity of water (kJ/kgK)
inlet temperature (K)
outlet temperature (K). K is the temperature in
kelvins (one kelvin = one degree Celsius)
Up to 45°C the mass of one litre of water is very close to 1 kg
and over the same temperature range the specific heat
capacity of water is very close to 4.2kJ/kgK (see Table C.5 for
more precise values).
Thus for a flow rate of 50 litres per second and a
temperature difference of 12°C the heat energy flow is:
50 x 4.2 x 12 = 2500 kW
2500 kW is the basis for tower design.
(2) Where heat is to be extracted from a process:
The rate of energy flow in kilowatts (Q) comes from the
equation:
Q
m
Cp
At
=
=
=
=
m x Cp x At
mass flow of material being cooled (kg/s)
specific heat capacity of ditto (kJ/kgK)
temperature fall of ditto (K)
The material being cooled can be solid or liquid.
(3) Where in addition to sensible heat extraction the process
involves a change of state which will normally involve
condensation of a gas to a liquid. The latent heat of
evaporation of water at atmospheric pressure is 2250kJ/kg.
50
Cooling tower practice
Thus the heat energy flow required to evaporate 2 litres of
water per second is:
2 x 2250 = 4500 kW
The rate of heat extraction required to condense the
equivalent amount of water vapour will also be 4500 kW
(4) Where the source of heat is power input either electrical or
mechanical. Power output from an engine or an electric motor
is expressed in kW and it is normal to assume that the whole of
the power supplied to a process will be dissipated as heat in the
process; thus for cooling tower design the total output is used.
Remember that the input to an electric motor must take care
of losses in the motor itself and these losses are dissipated by
the cooling fan of the motor. This will warm the air but will not
affect the process cooling requirement.
Having established the rate of energy flow the next
objectives are to determine water flow rate, the re-cooled
water temperature and the design wet bulb temperature; each
of these is reviewed in the paragraphs which follow.
A.5.2 Determination of water flow rate
The majority of applications will involve a heat exchanger in the
process itself and optimum design will therefore require a balance
between the heat exchanger and the cooling tower. A low water
flow through the exchanger associated with a high temperature
rise will necessitate a large exchanger, but as the temperature
range increases the cooling tower will become smaller and its flow
rate will also be low.
The total pressure loss through the heat exchanger has an
important bearing on the cooling water flow rate.
The detailed treatment of heat exchanger design is beyond the
scope of this book; suffice to say that the flow rate through the
tower can be arrived at only after a very thorough investigation of
the process itself.
A.5.3 Determination of the re-cooled water temperature
This is the desirable water temperature, in summer, to the inlet of
the cooling process.
For a given air wet bulb temperature, the re-cooled water
temperature has a considerable effect on tower size. To cool water
to the wet bulb temperature of the air would require an infinitely
A.5 Practical aspects of tower selection
51
large cooling tower. More practically, as one tries to cool nearer to
the air wet bulb temperature the tower size increases very rapidly.
It is not usual to have an approach to the air wet bulb temperature
of less than 3°C - a more usual figure is 4°C. However, reputable
manufacturers will guarantee an approach to within about 2°C of
the air wet bulb temperature if this is required.
When selecting a re-cooled water temperature, therefore,
choose the highest possible temperature which will permit cooling
water to do what is required of it. To do otherwise merely results
in the selection of a larger (and therefore more expensive) tower
than is necessary.
A.5.4 Choice of design air wet bulb temperature
The choice of the design air wet bulb temperature is of vital
importance; it is based on relevant meteorological information,
but must be modified to take account of the consequences of the
design figure being exceeded under operating conditions.
As the highest daytime air wet bulb temperatures recorded in
meteorological data sheets refer to only short or peak periods of
time, or to temperatures recorded at the same hour each day, it is
normally possible to design for a figure less than the highest
recorded, for two reasons:
(1) Temporarily warmer re-cooled water from cooling tower
packing is quickly lowered in temperature by mixing with the
cooling tower pond water.
(2) The thermal lag inherent in the cold water basin, and cooling
system compensates for most of the peak time cooling tower
performance, when re-cooled water leaving the tower packing
may, for minutes only, be higher than desirable.
Hence, where a fairly liberal cold water basin capacity is specified,
or where high summer conditions may correspond to times of
reduced heat dissipation from process plant, or where a small
temporary rise in cooling water temperature is acceptable, a
design air wet bulb temperature of 2-5°C below peak temperatures recorded is usually adopted.
Towers designed for air conditioning plant in the UK must be
able to cope with a very few abnormally humid summer days and
will therefore rarely be operating at full capacity; this is in contrast
to tropical installations which operate close to full capacity for
much of the summer period.
As a basis for assessing design values for both wet and dry bulb
temperatures the Chartered Institution of Building Services
52
Cooling tower practice
Engineers publishes in Section A2 of their Guide a series of maps
of the UK showing isotherms averaged over the years 1960 to 1974
and covering the summer period June to September. Maps are
available showing sets of isotherms based on percentage values 1
and 2x/2%; the percentage refers to the number of hours as a
proportion of the total when the value shown on the isotherm is
exceeded. The maps are reproduced at C.4.
If operating air wet bulb temperature rises above design level
there will be a small rise in the temperature of the water leaving
the tower, but this rise will be less than the excess over design
level. The design temperature must be assessed on the merits of
each application after careful consideration of the points referred
to above.
To illustrate the effect of wet bulb temperature on tower
performance the chart at Figure A.5.4.1 shows the results of wet
bulb temperature variation on a specific tower. Here, for constant
water flow rate, air flow rate, and temperature range, the variation
in water-off temperatures with wet bulb temperature is given.
A.5.5 Effect of altitude
Special consideration must be given when the site is at any
appreciable altitude above sea level.
24 r23
2 22
CD
Ω.
Based on
Water flow rate 2.4 kg/s per
m 2 of packing area
Cooling range 6°C
Air velocity 2.5 m/s
Altitude up to 300 m
E
2 21
2 20
19
14
15
16
17
18
19
Ambient wet bulb temperature (°C)
Figure A.5.4.1 Relationship between re-cooled temperature and wet bulb
temperature for typical contra-flow pack
A.5 Practical aspects of tower selection
53
The greatest effect of altitude is that the mass of air delivered by
the fan is reduced. This is due to the reduction in density combined
with the fact that a fan is essentially a constant volume machine
(Table B.5.2 gives air density data). The tower is designed on mass
flow of air per unit horizontal cross-sectional area of pack and care
must be taken, therefore, when selecting the fan. In other words, a
tower selected for a duty at sea level might be incapable of meeting
that duty at a higher altitude.
The other factor is that as altitude increases, air at a given
temperature is capable of holding a larger amount of water
vapour. This tends to offset the density factor, but its effect is
comparatively small particularly at low water temperature levels.
A.5.6 Choice of site
The available site can often determine the type of tower to be
used, or occasionally the type of tower necessary can determine
the site.
In practice the engineer assesses the possible sites he might use,
the types of tower available and then makes a judgement which
depends upon various factors:
• Facilities for mounting water circulating pumps and convenient
routes for pipework.
A common problem arises when a tower is mounted below the
level of a large capacity cooling system. When the pump is
switched off the system empties into the tower basin and valuable
water is lost down the overflow. The problem can be avoided by:
Mounting the tower on the same level as the system
Making the basin large enough to accept the drain back
Fitting non-return valves in the pipework
• The load-bearing capacity of the surface on which the tower is
to be placed.
If a tower is to be mounted on a roof a cross-draught,
low-silhouette tower (with large plan area) might be needed to
limit the load on the roof. It should be remembered that the
operating weight, i.e. including water in the distribution system,
packing, and sump should be used when making roof stress
calculations.
• Restrictions to airflow to and from the tower.
54
Cooling tower practice
This can be caused by:
Air intake too close to a wall
Re-circulation arising because discharge air is deflected back
towards the air inlets; re-circulation will cause the wet bulb
temperature to rise with consequent reduction in tower
performance
If the obstruction is nearer than a distance corresponding to 150%
of the air inlet height there are definite possibilities of excessive air
inlet resistance, insufficient air supply and increased noise level.
Good practice is to work to a minimum distance 200% of the air
inlet height. The effect of obstructive walls on both incoming and
outgoing air is more serious in a forced draught cooling tower.
Another cause of increased wet bulb temperature and reduction
in performance is siting the tower near hot air or gas discharge
points, such as ventilation outlets or boiler flues.
• The need to site the tower indoors.
If this is necessary due to site restrictions it is essential to duct the
outlet from the tower through the roof or wall of the building. It is
not always necessary to duct fresh air to the tower inlet as when
conditions permit large louvres can be placed in an adjacent wall.
In these conditions, the layout of the forced draught tower
makes it a very convenient choice. Figures A.2.4.1 and A.2.4.2
show the way in which this type of tower can be used to give a very
compact arrangement.
• The permissible operating noise level of the tower.
Although noise level is normally of minor consequence in
industrial cooling applications it can be of major importance if the
tower is sited near residential or office buildings.
Limitation of noise level can be a major factor in deciding the
size and type of tower and may necessitate changes in tower design
or the use of sound attenuation methods. The subject of noise is
dealt with in some detail at A.6.
A.5.7 Appearance
Much progress has been made since the days of the unsightly
timber tower with exposed framework, blemishes from water
leakage and the depressing appearance of creosoted timber.
Modern advances in shell design and much improved cladding
finished in suitable pastel colours have gone a long way towards
A.6 Noise and noise control
55
making the cooling tower more attractive in appearance. The
illustrations at A.2.4.7, A.2.5.4 and A.2.5.6 are good examples of
acceptable appearance.
A.5.8 Capital costs and operating costs
As a general statement, for a given type of tower, it is possible to
make an economic choice between a tower with high initial cost
and low operating costs or with a low initial cost and higher
operating costs. The former tower will have a larger pack and
consequently require low fan power and the latter will be capable
of handling the cooling load with a smaller pack but greater fan
power. Running costs are also affected by the pump size which is
itself determined by the head from the cold water basin to the
warm water inlet pipe, together with pressure loss in the pipework.
In practice the type and size of tower to be used will be
influenced by such factors as space available or indeed the value of
the space which the tower will occupy.
With water charges already very high and set to rise more
rapidly than other costs there is unlikely to be very much difficulty
in justifying the cost of a cooling tower where cooling water was
previously run to drain. A pay-back period of less than one year is
likely.
A.5.9 Performance testing
British Standard 4485: Part 2: 1988 deals comprehensively with
testing of cooling towers with sections covering:
Conditions of validity of tests
Instruments and methods of measurement
Test checks and readings
Test procedures
Computation of results
Evaluation of thermal performance
In addition the standard includes appendices, tables and figures
relevant to cooling tower performance and testing.
A.6 Noise and noise control
A.6.1 The subjective nature of sound
Sound is caused by vibrations and can be transmitted through any
fluid, but it is most familiar when carried by the atmosphere; the
56
Cooling tower practice
human reaction to sound depends on the delicate and very
complex mechanism of the ear. The limits of detection of sound by
a young person with acute hearing are defined in 2 ways:
• Through the range of frequencies from the lowest tone which
can be detected by the human ear to the highest note which can
be recognized (some forms of life can detect sounds above the
range of frequencies recognizable to humans).
• The power of sound, which is directly related to the pressure
created in the atmosphere by the sound wave, spreads from a
level which is just detectable to a level at which pain will be felt
and damage to hearing may result.
The difference between sound and noise depends to a large extent
on the reaction of the individual. T o p ' music is enjoyable sound to
some and intolerable noise to others; the dripping of a tap which is
inaudible in the daytime can cause real distress in the silence of the
night.
Subjective reaction and the level of background noise will have
an important influence on whether noise from a cooling tower will
be objectionable.
A.6.2 The basis of sound measurement
Propagation of sound may be understood by considering the
analogy of beating a drum; the vibration of the surface of the drum
produces pressure variations in the air which move away from the
drum as longitudinal vibrations.
Sound waves are said to be longitudinal because the pressure
variations take place in the same plane as the direction of wave
travel; this is in contrast to the wave produced by flicking the end
of a flexible rope which produces transverse waves with
disturbance at right angles to the direction of wave travel.
Sound measurement is based on the reaction of the human ear
with a zero point at a pressure level corresponding to sound which
is just detectable and extending to a maximum just beyond the
threshold of pain.
The minimum pressure detectable is 20 micro-pascals (20 μΡζ)
and the maximum tolerable is 20 million micro-pascals or 20 Pa.
Because this range of pressures is so wide an arbitrary logarithmic
scale of decibels is used with zero at 20 μPa and increasing by 20
decibels for each tenfold increase in pressure:
20 μΡ& corresponds to 0 decibels (dB)
200 μPa corresponds to 20 dB
A.6 Noise and noise control
57
2000 μPa corresponds to 40dB, and so on up to 200 000 000 μPa corresponds to 140 dB
The system of measurement is applied to the range of frequencies
recognizable, which, with optimum hearing extends from 20 hertz
(20 vibrations per second) to 20000 hertz (20 kHz). The range of
sound power levels is shown at Figure A.6.2.1.
As with any vibrations, frequency and wavelength are related by
velocity and in the case of sound waves in air this is 344 metres per
second at 20°C at sea level. This velocity is independent of
frequency but increases with increasing temperature.
WAVELENGTH =
200 000 000
SPEED OF SOUND
FREQUENCY
**
130
20 000 000
Pneumatic hammer—►
120
2 000 000
100
Threshold of pain
-Low level jet aircraft
110
90
-Heavy traffic
200 000 80
70
Office20 000 60
50
2000 40
-Library
30
Countryside—► 2 0 0 20
10
Pressure
(micropascals)
20
Threshold
of hearing
Sound power
level (dB)
Figure A.6.2.1 Sound pressure levels and sound power levels
58
Cooling tower practice
Thus for a pure tone of frequency 20 Hz the wavelength will be
344/20 = 17.2 metres.
Pure tones of fixed frequency may be produced by tuning forks
or by electronic means, but musical notes have quite complex
waveforms because of the presence of overtones (defined
scientifically as harmonics).
Noise in general consists of a mixed bag of frequencies which are
not pleasing in the sense that musical tones can be. 'White' noise is
an expression used in radio signal detection and consists of
vibrations spread over the audible range to produce the 'rushing
water' noise heard when a radio transmission is off tune.
The pressure of a sound wave, which in turn determines the
sound power measured in decibels, is related to the amplitude of
the sound wave as illustrated at Figure A.6.2.2.
Figure A.6.2.2 Sound wave - variation of pressure
On the logarithmic scale of decibels described above an increase
of 6 dB represents a doubling of pressure, but for the sound to
appear to be twice as loud an increase of 10 dB is needed (this is an
example of how the decibel scale attempts to reflect the subjective
nature of sound; a doubling of loudness is what most people will
sense when the level is increased by 10dB).
The sensitivity of the human ear varies with frequency as shown
in the family of equal loudness curves at Figure A.6.2.3. These
curves show how some frequencies can be detected at lower
A.6 Noise and noise control
59
110 dB
50 100
200 500 1k
Frequency (Hz)
2k
5k 10k
20k
Figure A.6.2.3 Curves showing frequency for equal loudness at sound power levels
10-130 dB
pressure levels than others, with the greatest sensitivity between 2
and 5 kHz. It is clear from the curves that in the 2 to 5 kHz band,
high sound pressure levels will be least tolerable and therefore
most likely to cause damage to the ear. Each of the curves is
related to the sound pressure level at 1 kHz and by moving down
the frequency scale of the 70 dB curve it can be seen that a sound
pressure level of 85 dB will be necessary at 500 Hz to give the same
loudness as at 1 kHz.
A.6.3 The measurement of sound
Sound level meters consist of microphones connected to electronic
circuitry which produce a digital display in decibels. Measurement
is designed to take account of the equal loudness curves and thus
to correct for the varying sensitivity of the human ear. An
electronic network 'weights' the sound according to frequency and
the weighting now universally accepted is the Ά ' weighting which
is based on equal loudness contours at low sound power levels
(SPLs) and corresponds most closely with subjective tests. The Έ '
and 'C' weightings were based on medium and high sound power
60
Cooling tower practice
levels and are now rarely used. Thus sound power levels are now
commonly expressed in dB(A). BS 4485: Part 2: 1988 Water
Cooling Towers, Methods for Performance Testing stipulates that
the Ά ' weighting shall be used.
Because sound is a form of energy the damage to hearing which
may result from exposure depends on the duration as well as the
intensity of the sound. For this reason a value known as Leq has
been devised; this enables a varying sound level to be analysed
electronically and translated into an equivalent continuous sound
having the same energy content. An alternative approach is the
sound exposure level (SEL), which is defined as the constant level
acting for one second which has the same amount of acoustic
energy as the original source.
To a sensitive ear the minimum energy required to produce
sound recognition is approximately 4 x 10~19 joules; hearing
becomes painful and damage may ensue at 4 x 10~5 joules.
Octave band level
120
110
100
90
80
70
2
o
Q.
T3
C
3
O
CO
60
50
40
30
20
10
J_ _L _L
_L J_ _L
31.5 63 125 250 500 1 K 2 K 4 K 8 K
Frequency (Hz)
Figure A.6.3.1 Octave band analysis
A.6 Noise and noise control
61
In order to make suitable allowance for the varying aural
response to different frequencies the total audible spectrum of
frequencies is divided up into Octave bands'. The definition of an
octave band is the same as that for the diatonic musical scale where
the frequency of the top note of the octave is double the frequency
of the bottom note. Thus if the centre frequency is 1 kHz the span
will be from 0.707 kHz to 1.414 kHz.
Instruments have been designed to measure the SPLs in each of
the octave bands through the audible range and the result can be
presented in a spectrogram showing the sound power levels in each
band, (see Figure A.6.3.1). To assess the relative importance of
the SPLs of the range of octave bands it is necessary to use a family
of noise rating curves as shown in Figure A.6.3.2. Each curve has a
noise rating related to the value of sound pressure level at 1 kHz
(thus N70 intersects the vertical axis at 70dB at 1000Hz).
Superimposing the spectrogram on the NR curves enables the
frequencies causing the maximum noise problem to be identified
(see Figure A.6.3.3).
Octave band level
NR
120
110
100
CO
"O
90
80
o
70
c
60
Q.
O
c/)
50
40
31.5 63 125 250 500 1 K 2 K 4 K 8 K
Frequency (Hz)
Figure A.6.3.2 Noise rating (NR) curves to ISO R 1996
62
Cooling tower practice
i
Octave band level
L
120
X W V
^^
"
110
CO
"D
80
70
O
Q.
"O
C
D
O
CO
60
50
120
110
V \ V \ ^
100
90
NR
^^^
-
- H^
-H
_
"~
100
""
90
""
80
-
70
^^^NS^^^^T—
§vv$vXx;
ΛΛΛΛΛΛ
"
—
"""
40
60
50
30
—-
40
20
—
30
20
10
5
_I
i
i i
i V ^ "Ί
t31.5 63 125 250 500 1 K 2 K 4 K 8 K
™
Frequency (Hz)
Figure A.6.3.3 Identifying octave bands for maximum noise problem
A.6.4 The effect of distance on sound power levels
Sound pressure levels are independent of distance but free field
sound power levels decline with distance according to the chart at
A.6.4.1 (free field sound power levels are those in which the
effects of reflection and absorption of sound by buildings and
other obstructions have been fully discounted). From the chart it
can be seen that at a point 10 times the distance of the sound level
meter from the sound source there will be a reduction in level of
20dB so that 80dB will sound like 60dB.
More precise information on attenuation for distance from
source is given in BS 4485: Part 3: 1988 from which Figure A.6.4.2
is reproduced. This chart shows the effect of frequency on
attenuation with separate curves shown for each of the octave
bands from 63 Hz to 8 kHz. As can be seen, up to approximately
10 metres from the source attenuation is independent of
A.6 Noise and noise control
63
30 r
00
o
■
3
■o
CD
*
10U
_J
5
I
10
I
15
I
20
I
25
Distance from source
Distance of meter from source
Figure A.6.4.1 The effect of distance on sound power level
frequency, but beyond that point the low frequencies are more
persistent than the high as distance increases.
The direction in which sound is projected from the tower also
has an influence and is also frequency dependent. Figure A.6.4.3
from BS 4485: Part 3: 1988 shows how the maximum perception of
noise from a tower is in positions close to vertically above the
tower with a directivity index +5 dB for frequencies 500 Hz and
above. Conversely at an angle of 20° or more below the horizontal
level at the top of the tower the directivity index is approximately
-18dB.
A.6.5 Subtraction and addition of noise levels
The chart at A.6.5.1 may be used to assess the effect of
background noise on a sound level measurement. Clearly, if the
background noise is very close to the noise being measured the
impact of the measured noise will be of no consequence. The
measured noise must be more than 3 dB (A) above the background
level before any adjustment can be assessed.
As an example:
60 dB (A)
Total noise measured with cooling tower running
52 dB (A)
Background noise alone
8 dB (A)
Difference
Correction (from chart)
0.8 dB (A)
Noise from tower
60 - 0.8 = 59.2 dB (A)
2
3 4 5
10
100
Distance f r o m source (metres)
Figure A.6.4.2 Attenuation for distance from source
1
For hemispherical propagation and source sound power level
re 1 0 - 1 2 W and sound pressure level re 2 x 10~5 N/m 2
1000
3000
Octave bands
centre Hz
A.6 Noise and noise control
LO
CM
1
O
ID
CM
1
O
O
LO
I
I
I
+10r-
l·
£
60°
h
•σ
00
0-45°
+5
X
I
Vertical
angle of
projection
65
75°
3 45°
-5
Fan
y
.;= -10
^
^
O
^
Γ^
85°
^100°
110°
-15h
-20
_
90°
•s^
100°
N ^ 110- 180°]
Ground
10
|
I
100
1 K
10 K
Octave band centre frequency (Hz)
Figure A.6.4.3 Directivity correction
The chart at A.6.5.2 may be used when two sources of noise are to
be added.
As an example:
Source No. 1.
Source No. 2.
Difference
Correction (from chart)
Total noise
78 dB (A)
84 dB (A)
6 dB (A)
1.0 dB (A)
84 + l = 85dB(A)
If the two sources are identical in value it can be seen from the
chart that 3 dB (A) must be added to obtain the combined level.
A.6.6 Sources of noise from cooling towers
A.6.6J Noise from fans
The factors which contribute to the noise level of fans are:
• Noise increases with increased peripheral speed (the speed at
which the tips of the fan blades move through the air)
• Noise increases as the power absorbed increases and as the
static pressure developed increases (the static pressure from the
66
6h
CQ
5h
« 3
o
u
2h
_L
1
_L
2
3
_L
4
5
_L
6
Difference between total noise level
and background level (dB)
Figure A.6.5.1 Correction for background noise
3r-
CQ
T3
2 1
o
0
_L
5
J_
10
Difference between levels (dB)
Figure A.6.5.2 Addition of noise level from two sources
15
A.6 Noise and noise control
67
fan must balance the total resistance to air flow through the
tower).
• In the case of axial flow fans noise is reduced as the number of
fan blades (or the 'solidity' of the fan) increases.
• Noise is closely related to the design of the fan and its casing, in
particular centrifugal fans are inherently less noisy than axial
flow fans.
Fan manufacturers provide comprehensive charts for their various
fan designs and these show how fan power, fan speed, and static
pressure are inter-related; such charts will also show the noise
rating at the various operating conditions. BS 848: Part 2: 1985
gives the basis on which octave band spectra and sound power
levels are supplied by fan manufacturers.
A.6.6.2 Noise from air movement
Air turbulence in some designs of tower can cause significant noise
which will increase as the air flow rate increases. Careful design
and the avoidance of obstructions to the air stream caused by fan
bearers and safety mesh supports can minimize the problem.
A.6.6.3 Structural vibration
Secondary vibration originating from the fan and fan drive
mountings can cause noise particularly in induced draught designs
where the fan and drive are mounted at the top of the tower.
These problems are minimal with forced draught designs having
floor mounted centrifugal fans.
A.6.6.4 Bearing noise
Bearing noise is generally indicative of defective or worn ball or
roller bearings or it can be due to incorrect alignment or wrongly
fitted drive systems where gearboxes or pulley drives are used.
Modern high quality ball or ball and roller bearings can perform as
well as sleeve bearings.
A.6.6.5 Electric motor noise
High speed (two pole) induction motors are invariably noisier than
four or six pole designs and highly fluxed motors will generate
magnetic noise from the stator winding laminations. Slow speed
motors are more expensive than high speed for a given kW rating,
but the design of the drive system starts from the required fan
speed, and motor speed must be chosen accordingly. Motor
manufacturers will offer special designs for quiet running and will
provide noise data for tneir standard ranges.
68
Cooling tower practice
A.6.7 Achieving low noise level in cooling towers
It is clearly desirable to know in advance the noise level expected
and the design of the tower can then, at a price, achieve the
desired result. The location of the tower and its proximity to
residential or other sensitive areas must be considered before
putting forward proposals. Some of the methods to be considered
are detailed below.
A.6.7.1 Derating the tower
By selecting a tower which is physically oversized for the cooling
load, but with a correspondingly lower air speed, a slow speed fan
can be fitted. This has the added bonus of greatly reduced fan
power but can be a costly method of noise reduction.
A.6.7.2 Attenuation
Noise attenuators (or silencers) are a practicable means of noise
reduction on small towers where their size and weight does not
impose excessive strain on the tower shell. Straight-through
silencers are the simplest but the degree of attenuation is slight,
whereas pod or splitter type silencers give much better attenuation
but impose a pressure loss and usually require bigger fan motors.
The cost, weight and height of silencers, increase very rapidly with
size and they are not often a successful form of attenuation for
larger fans. If noise emission from the air inlets is also a problem,
inlet silencers would be a much more difficult and costly
proposition.
A.6.73 Electric motor drives
In addition to selecting motor speed and design for low noise there
is a good case for the use of two-speed motors. This will enable the
tower to operate at lower fan speed and hence lower air volume
during periods of low cooling demand (notably at night). Motor
switching can be a source of noise which, because it is intermittent,
may cause problems.
A.6.7 A The use of centrifugal fans
The most effective noise reduction is obtained by designing the
tower using centrifugal fans. For small to medium towers, it is also
relatively inexpensive although it can double the floor area
occupied by the tower. Centrifugal fans are inherently quieter for
comparable duties and although bulky they are often the only
practical solution if really low noise ratings are required.
A.6 Noise and noise control
69
Reference may be made to Acoustic test procedures for water
cooling towers by K. Marriott of Industrial Commercial and
Technical Consultants.
A.6.8 Noise level reduction of an existing tower
What can be done if an installed cooling tower proves too noisy?
Obviously this will depend upon how noisy it is and upon site
circumstances. The action taken should be effective and the cost as
low as possible.
Often it is possible to accept a slightly higher recooled water
temperature than that specified. Also, the maximum cooling
capacity can sometimes be found to exceed the required cooling
duty by a considerable amount. Either or both of these
considerations may reveal that the tower can be derated by
reducing the airspeed and a lower fan r.p.m. can be used (this
would involve a change of electric motor or a rewind of the
original motor if the impeller were directly driven).
If the resultant noise level is still not low enough, sound baffling
may now be considered. This can take the form of extra sound
absorbent cladding to the tower or sound baffling walls enclosing
the tower.
If the noise level is still not low enough, then straight through
silencers may be considered, provided the tower's structural
design is strong enough (or can be reinforced) to take the weight.
Often only pod-type silencers are sufficiently effective. Unfortunately a more powerful fan motor may need to be fitted. If the
tower were excessively noisy or if the stipulated noise level were
clearly beyond the capability of a pod-type silencer, then the tower
would have to be dismantled and rebuilt using a centrifugal fan.
The lesson to be learned is that the noise problem should be
fully investigated before a tower is ordered. Considerations such
as noise reflection, reverberation, vibration and diffraction should
be referred to experts.
A.6.9 Calculation of tower noise level and of the attenuation
necessary to meet various criteria
The process must start from the design criteria of buildings or
residences which may be affected by tower noise; such criteria
must include recommended noise levels over the eight standard
octave bands together with the noise rating (NR) level. As an
example hospital wards have recommended levels from 60 dB (A)
in band 1 (centre frequency 63 Hz) down to 23 dB (A) in band 8
70
Cooling tower practice
(centre frequency 8 kHz). The recommended NR level is 30 dB
(A).
Data is available on the attenuation which can be achieved by
brickwork, concrete, and typical building construction. A typical
building with doors and windows open will provide attenuation of
17 to 20 dB (A) from bands 1 to 8 rising to 23 to 34 dB (A) if doors
and windows are closed.
Further data are available on ambient sound pressure levels in
different locations, for example night time urban areas 52 to 22 dB
(A) from bands 1 to 8. Meeting the necessary criteria must start
from the octave band spectrum of the tower itself. The extent to
which the tower is enclosed by walls or screened by buildings
causes the first attenuation and this is followed by the attenuation
arising from the distance of the tower from the building where
noise may be a nuisance. The ambient level must be taken into
consideration, and finally the attenuation provided by the building
itself, in order to determine whether tower noise is likely to cause
a nuisance.
Reference may be made to BS 4142 (1967), Methods of rating
industrial noise affecting mixed residential and industrial areas.
A.6.10 Legislation and regulations relating to the enforcement of
noise restrictions
European community directive 80/188 EEC lays down criteria for
the enforcement of noise restrictions in the work place; this
directive is in line with the UK Noise at Work Regulations 1989
No. 1790 effective 1st June 1990. The UK Health & Safety
Executive has issued two noise guides:
No. 1 covers the legal duties of employers
No. 2 covers the legal duties of designers, manufacturers,
importers and suppliers.
The UK HSE has also issued a brief guide Introducing the Noise at
Work Regulations. The regulations define two levels at which
action is called for; the first level is 85 dB (A) and the second level
90 dB (A) both being based on daily personal exposure to noise
(Lep, d).
Second level action is also called for if the peak sound pressure
is at or above 200 Pa.
Even below 85 dB (A) employers are required to reduce the risk
of hearing damage to the lowest level reasonably practicable.
Section 58 of The Control of Pollution Act (1974) states that
A.7 Industrial applications
71
noise which is a nuisance becomes a statutory nuisance and, in
general, subject to the power of the Public Health Department of
the Local Authority to prevent the nuisance from continuing.
Indeed the Local Authority has a duty to exercise this power.
This they do mainly by persuasion and advice, although they can
bring proceedings in a Magistrates Court for the enforcement of an
abatement notice.
A fine and a continuing daily penalty are the result of ignoring
this. If work could be carried out to reduce the noise to a
satisfactory level, and the offending firm is reluctant to do this, the
Local Authority also has power to carry out such work as is
required and then charge the offender the full cost.
Alternatively three or more persons who, as occupiers of land or
premises are aggrieved by the noise nuisance, may start
proceedings under the Act. Noise can also be the subject of a civil
action under Common Law if it continually interferes with health,
comfort or convenience 'according to plain and sober and simple
notions obtaining among English people'. Only one aggreived
person is needed for this.
Under The Control of Pollution Act, it is a defence for the
offender to prove that he has taken the 'best practicable means' to
prevent or counteract the noise, having regard to cost and local
conditions and circumstances. This defence does not apply under
Common Law. It is also no answer to say that the cause of the
noise is the exercise of a business or trade in a proper manner.
A.7 Industrial applications
Evaporative water cooling towers are used for a large number of
diverse applications each requiring special treatment in terms of
temperature levels, methods of control and layout of pipework.
Some of the most important applications are reviewed below:
A.7.1 Refrigeration plant
Condensing temperature The condensing temperature of the
majority of water cooled condensing units lies between 35°C and
45°C. Low condensing temperature requires lower water
temperatures and consequently larger cooling towers; an
economic balance must be struck.
For each ton of refrigeration (3.5 kW cooling) the rate of heat
extraction from the condenser is approximately 4.2 kW. This
72
Cooling tower practice
requires approximately 600 litres of water per hour with a
temperature difference of 6°C across the condenser:
600/3600 (kg/s) x 6 (K) x 4.187 (kJ/kgK) = 4.2 kW approx.
(see A.5.1 heat energy calculations)
A good compromise between condenser size, tower size and
compressor power can be obtained with cooling tower
temperatures 33°C on and 27°C off for UK or other temperate
climate installations; appreciably higher temperatures are
acceptable for tropical conditions, but even where high wet bulb
temperatures prevail, cooling tower approach temperatures are
seldom onerous.
Factors affecting condensing temperature The performance of
refrigeraion plant depends on a number of factors, but two in
particular affect the cooling tower design, namely water
temperatures and the overall heat transfer coefficient of the
condenser.
Raising the water temperature raises the condensing temperature and reduces the refrigeration capacity and may overload
the compressor motor.
Raised water temperatures arise because the ambient air wet
bulb temperature rises above the design figure or because flow is
restricted by silt deposition or scale formation on the condenser
tubes. Silt and scale reduce the overall heat transfer coefficient
and cause some reduction in flow rate, leading to an increase in
condensing temperature.
Control of condensing temperature Constant condensing
temperatures are essential for correct operation of the
refrigeration plant. As the temperature of the water from the
tower varies with air wet bulb temperature and load variation,
some form of control is necessary. There are two main methods
which are:
(1) Direct control
With this system the refrigeration pressure, which is directly
related to the condensing temperature, is used to control the
water flow to the condenser by means of a valve.
The small by-pass ensures that water always flows through
the pump to prevent overheating (Figure A.7.1.1).
(2) Indirect
A temperature sensing element on the condenser flow line
operates a three-way mixing valve on the pump suction. This
ensures a constant flow of water at a controlled temperature.
73
Air discharge
1
^
T
1
"t
Cooling
tower
1|
|
1
Condenser
L
■■
jjl
ll i
-ij|
1
<
»
r 1
H-tXM
+ ί Χ Η ~ , xvPump
Flow regulating valve
(pressure controlled)
Figure A.7.1.1 Cooling circuit schematic for direct control of condenser head
pressure
Air discharge
Cooling
tower
Mixing valve
(temperature controlled)
Figure A.7.1.2 Cooling circuit schematic for indirect control of condenser head
pressure
74
Cooling tower practice
The system is said to be indirect because it controls water
temperature, not condensing temperature. The system is not
desirable if an unloading compressor, with consequently wide
variation in load, is used. In an absorption refrigeration
system, however, this method of control is normal practice
(Figure A.7.1.2).
Medium/large tonnage plant Where there is a wide summer/
winter or night/day variation of refrigeration duty on substantial
plants, good refrigeration design practice generally incorporates
flexible control of two or more compressors. The condensers of
these plants may be served economically by a cooling tower with
several cells, each of which can be manually or automatically put
into or out of action as refrigeration load changes. Alternatively, a
cooling tower may have its cell or cells fed by a variable quantity
of air, through the medium of two-speed or multi-speed fan
motors, or variable pitch impellers.
A.7.2 Air compressors
Pressure, volume and temperature of an ideal gas are related by
the equation:
ipressure
x volume
= a constant
temperature
This relationship applies to most common atmospheric gases.
Compressing air will cause its temperature to rise and in an air
compressor the heat generated is carried away by a water jacket
surrounding the cylinder walls (small air compressors may be air
cooled, but industrial compressors are invariably water cooled).
Most reciprocating compressors have two stages of compression
and it is common practice to have an intercooler between stages
which is also water cooled. When atmospheric air is compressed
the water vapour content is compressed with it, but because of the
rise in temperature it remains in the vapour phase; as the
compressed air subsequently cools in the pipe system and in the air
receivers condensation occurs and can cause severe problems. For
this reason it is common practice to fit an after-cooler to lower the
temperature of the air leaving the compressor and to make
provision for draining off the condensate. For very dry air the
after-cooler requires a refrigeration system but for many industrial
installations the after-cooler can be in circuit with the cooling
tower as shown in Figure A.7.2.2. The standard layout without
after-cooler is shown at Figure A.7.2.1.
A.7 Industrial applications
75
Air discharge
\
/
Cooling
tower
Compressor
Pump
Figure A.7.2.1 Cooling circuit for single-stage air compressor without after-cooler
Air discharge
\
Cooling
tower
/
iio-gH
Compressor
Pump
Figure A.7.2.2 Cooling circuit with after-cooler
The amount of water required for cooling will depend on the
type of compressor and on the amount of air being handled, but
Table A.7.2.3 gives basic data needed.
As an example assume 25°C inlet water temperature for a
7 m3/min 700 kPa single stage compressor with after-cooler
Cooling water flow required (using values in Table A.7.2.3):
after-cooler 7 x 8 . 0 = 5 6 litres/min
jacket
7 x 2.65 = 18.5 litres/min
Total 74.5 litres/min or 4.47 m3/h
76
Cooling tower practice
Table A.7.2.3 Waterflowin litres/min per m3/min free air delivered
Water inlet temperature
Equipment to be cooled
After-cooler or inter-cooler separate
(550/700 kPa 2 stage)
Inter-cooler and jacket in series
(550/700 kPa 2 stage)
After-cooler (550/700 kPa single stage)
Both high and low pressure jackets with
water separator from inter-cooler
(550/700 kpa 2 stage)
Jacket (275 kPa single stage)
Jacket (415 kPa single stage)
Jacket (550 kPa single stage)
Jacket (700 kPa single stage)
15°C
20°C
25°C
30°C
4.0
4.7
5.4
6.2
7.0
4.5
6.3
5.3
7.0
6.1
8.0
6.9
9.1
7.8
10.5
1.6
0.9
1.4
1.9
2.4
1.75
1.1
1.6
2.05
2.55
1.9
1.2
1.75
2.2
2.65
2.1
1.4
1.85
2.35
2.8
35°C
2.4
1.55
2.05
2.5
3.0
Water temperature rise based on the above flow rates will be
8 - i r C ; the actual figure must be assessed for a specific
installation. The pipework layout is shown at Figure A.7.2.1.
Installation It is clearly desirable that the tower should work
only when the compressor is in use and for this reason it is usual
for control circuits to be wired so that the pump and fan of the
cooling tower run only when the compressor motor is running.
The possibility of pump failure leading to damage to the
compressor because of overheating can be safeguarded by a
pressure switch in the delivery line wired to the no-volt coil of
the compressor motor starter. Further economy can be achieved
by thermostatic control of the fan motor so that the fan does not
run when water temperature falls below the design figure (for
example when the ambient temperature is low).
Whenever possible cooling towers for compressors should be
located outside to take advantage of the lowest air wet bulb
temperature; where this is not possible external air should be
ducted to the inlet of the tower.
A.7.3 Engines
The function of the cooling tower when applied to diesel engines is
to remove the heat from the combustion process whilst retaining
the cylinder wall temperatures at the relatively high level
(70-80°C) necessary to ensure efficient combustion. Heat is also
A.7 Industrial applications
77
Table A.7.3.1 Engine cooling requirements
Equipment
Jacket water
Oil cooler
Inter-cooler
Heat
dissipation
rate
(kWperkW)
Water
temperature (°C)
On
Off
rate
(1/hr/kW)
0.4/0.6
0.07/0.09
0.07/0.09
43
40
27
54
43
32
50/75
37/50
25/75
Water
flow
generated in oil coolers and inter-coolers and this needs to be
removed.
Table A.7.3.1 gives, for general guidance only, some typical
heat dissipation and flow rates for cylinder jacket, oil cooler, and
inter-cooler.
Engine type, speed, power, and site conditions will affect the
values used and optimum cooling arrangements will depend on
engine manufacturers data.
Figure A.7.3.2 shows a typical layout with oil cooler only;
Air discharge
^—U
Figure A.7.3.2 Cooling circuit schematic for diesel engine
Figure A.7.3.3 shows the oil cooler and inter-cooler connected in
line. Control of the cooling water volume through the inter-cooler
and oil cooler may be achieved by using bypass pipework; a typical
diagrammatic arrangement is shown at A.7.3.4.
78
Cooling tower practice
49 °C
Engine
J
35 °C
33°C
Pump
Cooling tower
Figure A.7.3.3 Typical water temperature in a diesel engine cooling circuit which
includes an inter-cooler and an oil cooler
Engine jacket
Cooling tower
3
27 m /h
50 °C
27 m 3 /h
27 m3/h , |
33.5°C
26 5
oC
3
6m /h
<
26.5 °C
24m3/h-
39 °C
E
E±
34 °C
26.5 °C
CO
24 m 3 /h
—H
31 C
Oil cooler
27 m 3 /h
31 °C
21 m 3 /h
—H
32 °C
Intercooler
Figure A.7.3.4 Typical water flow rates and temperatures in a diesel engine cooling
circuit including inter-cooler and oil-cooler bypass circuits
Effects of changing water temperature For correct performance
of the engine it is essential that design water temperatures are
maintained; maximum and minimum temperatures are often
specified and thermostatic control is advised. Where the
standard (specified) temperature is exceeded the engine must be
de-rated by 3-4% for every 5°C increase.
Whereas a temperature of 25°C is well within the capabilities
of an evaporative cooling tower in temperate climates, engine
sizes must be increased in tropical or sub-tropical countries
A.7 Industrial applications
79
where air wet bulb temperatures above 25°C or even above 30°C
may be encountered. This de-rating sometimes makes it
economic to separate the cooling of the inter-cooler from that of
the jacket and oil cooler and to use a separate smaller tower for
the former.
A.7.4 Metallurgical processes
Continuous bright annealing furnaces Metal is moved through
the furnace by mattress conveyors or rollers; there are tunnels
leading to and from the main heating zone which is maintained
at around 850°C for steel or around 550°C for non-ferrous
metals. The whole of the interior of the furnace is filled with a
protective atmosphere to prevent scaling. To prevent oxidation
the metal must be cooled to 250°C before leaving the exit tunnel
and this cooling is achieved by water flowing through jackets in
the cooling tunnel. The temperature of this cooling water is
usually stipulated at 24-27°C with a permissible rise of 5-8°C.
There are three elements which contribute to the total heat to
be removed by the cooling water and the temperature range in
each case will be from the heating zone temperature (850°C or
550°C) to the cooled metal temperature (250°C). Calculations
must be made of the heat lost by the metal being treated, by the
trays on which the metal is supported and by the protective
atmosphere. The massflowrate and the specific heat capacity of
each of these three elements will be needed and the temperature
range will enable the cooling duty to be calculated in kilowatts
and translated into water mass flow rate from the cooling tower
based on a temperature rise of 5-8°C.
The protective atmosphere generators used with these
furnaces also require cooling necessitating a cooled water
temperature of 25°C and a rise of around 17°C. Flow rates of
cooling water will vary from 10 litres per minute up to 250 litres
per minute. Manufacturers data will enable the load on the
cooling towers to be calculated.
'Pot' type annealing furnaces In these furnaces the metal is
heated in a furnace in a sealed pot containing a protective
atmosphere; after treatment the pot is allowed to cool by
radiation to the atmosphere for about one hour followed by a
long period (10-15 hours) during which it is further cooled by
water pouring over it.
The total heat to be rejected is calculated as before but the
rate at which heat is rejected varies widely; initially the cooling
water temperature will be raised to close to boiling point and
80
Cooling tower practice
will then gradually fall until it reaches the required pot
temperature of 50°C; the rate at which heat is dissipated will be
in accordance with the typical cooling curve shown at Figure
A.7.4.1. For the cooling tower to function satisfactorily the wide
variation in water temperature must be smoothed by means of a
balance tank containing a volume of water well in excess of the
amount circulating. The arrangement is shown in Figure A.7.4.2
which shows that two pumps are necessary to maintain
circulation.
Time
Figure A.7.4.1 Heat dissipation curve
Induction furnaces Heat is generated in induction furnaces by
passing an electric current through windings and using ferrous
metals as the core as in transformers; heat is generated in the
ferrous metals because of the induced eddy currents.
The materials from which these furnaces are constructed
require cooling to protect them from the high temperatures
involved and this cooling is effected by water coils built into the
furnace walls. The arrangement is shown in Figure A.7.4.3 with
two pumps as for 'pot' type furnace cooling. Water flowing from
A.7 Industrial applications
81
Air discharge
,'
1
1
■v
J_
—j[
Ä
·.»>>
il 1
1l·
Cooling
tower
\
1||
o o o o o
<>
-r><u
Pump
Balance tank
Figure A.7.4.2 'Pot' cooling schematic incorporating a balance tank
ΠΓΤΊ
Air discharge
J*
Collecting tank
Induction furnace
L·
Pressure
operated
valve
pUmp Ά '
Cooling
tower
Pump 'B'
Figure A.7.4.3 Schematic of cooling circuit for an induction furnace
the furnace is discharged into an open tank or tundish to provide
visual evidence that water is flowing. Safeguards must be used to
ensure that there is no interruption to water flow:
The two pumps are interlocked to prevent one tank being
drained and the other overfilled.
The level in the collecting tank is controlled by a float switch
which starts pump 'Α' only when needed.
82
Cooling tower practice
Pump Έ ' is controlled by a pressure switch to prevent the
furnace being operated without water flowing.
A 'run-on' period is controlled by a time switch so that residual
heat is removed by the cooling water after the furnace is
switched off.
Quenching Quenching is the rapid cooling of hot metals (at
around 1000°C) by plunging them into a tank of water or oil. A
large amount of heat enters the tank in a very short time,
typically around one minute, and when the tank is constantly in
use it is necessary to provide continuous cooling. With water this
can be achieved by circulating direct to the cooling tower as
shown in Figure A.7.4.4 - however, if the quenching medium is
oil a heat exchanger must be introduced as shown in Figure
A.7.4.5.
Calculation of cooling load will be based on mass of metal
being quenched, specific heat capacity, and temperature before
and after quenching. Circulation rates of water and oil will be
determined by the engineer designing the cooling system and he
will also design the heat exchanger when oil is the quenching
medium. The re-cycled water should be filtered full stream.
Air discharge
Cooling
tower
fcUr^
, A <k A
ΪΪΪΪΪΪ
Pump
Filter
a
Pump
Quench tank
Figure A.7.4.4 Schematic of cooling circuit for a continuous quench tank using
water sprays
A.7 Industrial applications
83
Air discharge
Cooling
tower
Process heat exchanger
Oil tank
Oil pump
Water pump
Figure A.7.4.5 Schematic of cooling circuit for an oil quench using an oil/water heat
exchanger
Exhaust ventilation
slots around
periphery of tank
Water coil
Work
o
/
/
\
*><
o
o
o
0
o
0
J
i
i
i
*___—
-
—
Immersion heaters
Figure A.7.4.6 Schematic showing principle of operation of a degreasing tank
Degreasing A typical degreasing tank is shown at Figure
A.7.4.6. The degreasing solvent, normally trichlorethylene is
contained in the bottom of the tank and heated to drive off
vapours which surround the work and dissolve off the grease.
The trichlorethylene vapour is condensed by water cooled
coils at the top of the tank and returns to the tank base. With the
introduction of the COSHH regulations exhaust ventilation slots
around the periphery of the tank are essential and open tanks
are coming increasingly under scrutiny; enclosed tanks with
solvent recovery are available and much to be preferred on
environmental and solvent cost grounds. With today's water
costs it is clearly uneconomic to run the cooling water to waste
and Figure A.7.4.7 shows the arrangement incorporating a
cooling tower.
84
Cooling tower practice
Air discharge
r
o
0
o
o-
0
—
1
II
.
.
.
—- —
/
{
—| 1
f-—————^
0
o
\
[
1
\ m;
v_^)
r
J
i
zq|
J
Cooling tc
Figure A.7.4.7 Schematic of cooling circuit for a degreasing tank
The solvent heaters should be interlocked with the cooling
tower fan and pump so that they operate only when the cooling
system is running.
Calculation of the cooling load may be based on the input
from the solvent heaters; water temperature entering the
cooling coil should be 24-27°C and the temperature rise 17°C
approximately.
Water treatment and regular purging are necessary to prevent
scale build-up in the cooling coils which can seriously affect
cooling capacity.
A.7.5 Chemical and refinery plants
This covers a very wide range of possible applications often
involving large mechanical draught towers or in some cases natural
draught hyperbolic towers. In other cases where processes call for
relatively small flow rates, small to medium size towers may be
dedicated to each process.
Special care may be needed to avoid chemical contamination of
cooling water also the presence of organic solvents may cause
problems with plastic materials used in tower construction.
Because of present day concern with environmental problems
the plumes from towers may lead to complaints in residential areas
so that careful siting of the towers is necessary.
A.7.6 Turbine condenser cooling
It is in the power generation turbine field where the largest water
flows, the easiest cooling duties, and the largest cooling towers are
met.
A.8 Water quality and treatment
85
In Europe the easy cooling demanded is met by natural draught
towers except in a few exceptional cases where mechanical draught
towers are required for reasons of height limitations. In tropical
areas, however, steam turbine condenser cooling demands
mechanical draught cooling towers for optimum efficiency, for in
such situations the natural draught tower is generally unreliable.
Cooling ranges vary between small industrial and giant power
station condensers, but are between 6 and 12°C. Approach
temperatures may be 12-17°C according to locality. In most cases,
fogging hazard from wind-assisted precipitation of the saturated
exhaust air, is a special consideration where visibility in public
areas and road icing in winter may be possible. These are special
risks with batteries of giant mechanical draught towers, for which
there may be additional chances of recirculation - one tower
inducing saturated vapour from another tower's exhaust where
tower siting is not ideal.
Whether met by natural or mechanical draught cooling towers,
turbine condenser cooling is demanded for firmly defined thermal
duty at equally firmly defined air wet and dry bulb temperatures.
In Britain power stations do not have their towers specified
principally for summer air conditions as generating stations are
fully loaded only in winter. In tropical situations, though, some
generating stations are fully loaded in high summer on account of
large air conditioning and refrigeration demand and here it is
appropriate to design condenser and cooling tower operating
performance for summer air temperatures.
A.8 Water quality and treatment
A.8.1 The constitutents of 'pure' water
Probably the most important characteristic of water is its ability to
dissolve chemical substances which in turn is related to its
propensity to promote chemical reactions between compounds
which are held in solution (known as solutes).
With the exception of combustion and petrochemical reactions
very little of the chemical activity taking place in the environment
does so without water being either the medium or the solvent. It is
water's ability to dissolve and to promote chemical reactions which
causes the complexity of water treatment.
No natural water is pure; evaporation from a freshwater surface
will yield a vapour which immediately commences to pick up
gases, aerosols and sub-micron size particles from the atmosphere
86
Cooling tower practice
(aerosols have been variously defined, but in this context they are
largely invisible very small particles either liquid or solid; a micron
is one millionth of a metre and is written one μπι). When water
reaches the surface of the earth as rain or melting snow it takes
into solution further substances which it encounters in running into
rivers (surface waters) or in percolating through soil and rocks to
form ground waters.
A brief reference to atomic theory is necessary to understand
the manner in which substances are held in solution in water; this
can start with consideration of hydrogen which is the simplest
element of all and contains a nucleus made up of a singe proton
with a positive charge which is balanced by an orbiting electron
with a negative charge. Nearly all the mass of all elements comes
from the nucleus and hydrogen is said to have an atomic mass of
one. Naturally occurring substances have alternative structures
and in the case of hydrogen there is a nuclide (formerly referred to
as an isotope) which has an atomic mass of two. This nuclide,
deuterium, accounts for 0.014% of the total and has a proton and a
neutron in the nucleus, the neutron has no charge but has almost
exactly the same mass as the proton. In combination with oxygen
deuterium forms 'heavy' water. Tritium, accounting for only one
part in 1018 of the total is radioactive and has one proton and two
neutrons and hence an atomic mass of three. 'Normal' oxygen has
8 protons and 8 neutrons in the nucleus balanced by 8 orbiting
electrons and has atomic mass of 16. The nuclide oxygen 18 has 8
protons and 10 neutrons and makes up 0.2% of the total;
approximately 0.2% of natural water is therefore based on oxygen
18.
The familiar chemical formula of water is H 2 0 but the shape of
the water molecule is
H
H
rather than H - O - H . This shape is caused by 'lone pairs' of
electrons, which enable the water molecule to bond to other
molecules in a process known as hydrogen bonding.
The shape
H
H
is referred to as a discrete molecule; water consists of a mixture of
discrete H 2 0 molecules together with the more complex
A.8 Water quality and treatment
87
H
H
I
Λ\
0'
H-
.0
x
I
4
,H
Ή-
,
H-
-o..
-/0 ■.
xu
or
-o.
S
H
• H ^
0
. . . - ^
H
H
Figure A.8.1.1 Aggregate water molecules
aggregated molecules as shown in Figure A.8.1.1. This linking is of
special importance in relation to the formation of charged particles
(or ions) in solution on which the chemistry of water treatment
depends.
A.8.2 Ionization of water
In its stable condition with orbiting electrons balancing the protons
in the nucleus an atom or a molecule remains unchanged, but an
external stimulus can force an electron into an unstable orbit with
some absorption of energy and the atom or molecule is then in a
state of excitation. Further stimulation can cause the electron to be
ejected with a further absorption of energy; the atom or molecule
then becomes positively ionized (carrying a positive charge).
Alternatively an electron can be gained leading to a negatively
charged condition. The extent of the charge, either positive or
negative, can be varied by the loss or gain of two or more
electrons. The charged particles are known as ions, negatively
charged particles are called anions and positively charged are
called cations (as with anode and cathode in batteries and cells).
Matter in gaseous or liquid form can become ionized and the
behaviour of these ions plays a crucial part in chemical reactions.
Water itself without the presence of dissolved solids can become
ionized by the sub-division of H 2 0 into the positive ion H + and the
negative hydroxyl ion O H - thus:
H 2 0 ^± H + + O H "
(the arrows indicate that this is a reversible reaction)
88
Cooling tower practice
The extent of ionization of the bulk water represents an extremely
small proportion and is expressed in moles per litre (one mole is
the quantity of substance whose mass in grams is equal to the
molecular mass of that substance; thus one mole of water will have
a mass of 18 grams because the molecular mass of water is 18).
In bulk pure water there are 55 moles per litre, but only 10~7
moles per litre of H + and 10~7 moles per litre of O H - . Without
contamination from external sources H + and OH~ will remain in
balance at these levels.
The 10~7 figure (1/10 million) is referred to as the concentration
level and this figure is the key to the acidity or alkalinity of the
water or the pH level which is referred to below.
A.8.3 Acidity, alkalinity and pH value
The acid-base (or acid-alkaline) relationship is the key to the
reactivity of chemical compounds and is directly related to the
phenomenon of ionization. The same relationship may be stated as
oxidation-reduction with oxidation involving the loss of one or
more electrons with position ionization and reduction involving
electron gain with negative ionization. The general definition of an
alkali is a base which is soluble in water and reacts with acids to
form salts.
Water in which there is a balance between positive and negative
ions is said to be neutral and in the case of 'pure' water the
concentrations of H + and OH~ will be equal at 10~ 7 . Water in this
condition is said to have a pH of 7. If the concentration of the H +
ion is increased to 10~4 the water would become acid with a pH of
4 and an OH~ level of 10~ 10 . Conversely if the OH~ level were
increased to 10" 4 the H + level would fall to 10~ 10 ; the water would
then become alkaline with a pH level of 10. It is the negative
logarithmic value of the hydrogen ion concentration which gives
the pH, pH4 is strongly acid, pHIO is strongly alkaline.
In practice, because the H + and OH~ ions in water remain in
equilibrium, the acidity or alkalinity of water is determined by the
presence of either acid or base radicals which are in solution in the
water. Some of the common ions found in water supplies are:
cations sodium N a + , calcium Ca + + , magnesium Mg + + , potassium K + and iron F e + +
Anions chloride Cl~, bicarbonate H C O ^ , carbonate CO^~ and
sulphate S O J Some typical reactions which result in these ions going into
solution are:
A.8 Water quality and treatment
89
H 2 S 0 4 (sulphuric acid) -* 2H + + S O ^ "
NaOH (sodium hydroxide) -* Na + 4- OH~
and probably the most important reaction of all:
H 2 0 + C 0 2 (carbon dioxide) -* H + + HCO ? "
(bicarbonate ion)
The importance of this reaction is that, when C 0 2 is available to
dissolve in the water it creates a buffer capacity to resist changes in
pH level when either acids or bases are added. The reaction is
reversible and thereby enables the water to take either salts or
acids into solution; the higher the level of C 0 2 in solution the
greater the capacity of the water as a solvent.
If the water is strongly alkaline a further reaction can take place:
HCO3" -> H + + C O 3 This reaction is again reversible depending on whether H + is
removed or added. There are many other reactions which provide
the source of cations such as gypsum (calcium) and dolomite
(calcium and magnesium); both of these minerals also yield anions
from the same reactions:
CaS0 4 .2 H 2 0 (gypsum) = C a + + + SO4"" + 2 H 2 0
CaMg(C0 3 ) 2 (dolomite) 4- 2H + = C a + + + M g + + + 2HC0 3 "
(bicarbonate ion)
A.8.4 Hardness
The origin of hardness terminology stems from the use of soaps or
wetting agents which render hard water more effective as a solvent
for dirt and grime. Salts of calcium and magnesium are commonly
found dissolved in water supplies and they form insoluble salts
when soap is added; they then separate out and float to the surface
as a scum. The most common substances found in water supplies
are bicarbonates, sulphates, chlorides and nitrates of calcium and
magnesium. Calcium predominates in fresh water but magnesium
predominates in sea water (the latter has a much greater total
concentration than fresh water).
The term temporary hardness is applied to those substances
which can be decomposed by heat (principally the bicarbonates of
calcium and magnesium):
Ca(HC0 3 ) 2 (calcium bicarbonate) —» C a C 0 3
carbonate) + H 2 0 + C 0 2
(calcium
A more precise definition of this type of hardness is alkaline
hardness. All salts of calcium and magnesium remaining in
90
Cooling tower practice
solution after heating are classified as permanent or non-alkaline
hardness.
The alkaline hardness salts, the bicarbonates, react with mineral
acids to release carbon dioxide and form the relevant mineral salts:
Ca(HC0 3 ) 2 + H 2 S 0 4 (sulphuric acid) -» CaS0 4 (calcium
sulphate) + H 2 0 + 2 C 0 2
A.8.5 Dissolved solids
In addition to the hardness salts other substances such as sodium
chloride, sodium sulphate, and silica are found dissolved in water,
but as explained in A.8.2 and A.8.3 above they exist in solution as
separate charged soluble particles either cations or anions.
A.8.6 Suspended solids
Substances with limited solubility in water can remain suspended
and will be carried by water when velocity is high enough;
otherwise they will tend to settle out. These solids include dust,
the products of corrosion, precipitated temporary hardness, algae,
bacteria, fungi, and residues from chemical treatment.
A.8.7 Dissolved gases
The evaporative cooling process, by its nature creates droplets or
thin films of water in intimate contact with air. The nitrogen in air
is inert and of little consequence, but oxygen will be dissolved and
the presence of dissolved oxygen in the circulating water has an
important influence on corrosion problems and water treatment.
Contaminants in the air such as sulphur dioxide and ammonia will
affect the pH level and have repercussions on the approach to
water treatment.
A.8.8 Measurement of the contaminant content of water by
proportion
Accepted practice is to express the content of salts and gases
whether dissolved or suspended as parts per million by weight
(p.p.m.); thus 1000000kg of water containing 100kg of sodium
chloride has a concentration of 100p.p.m.
Because calcium carbonate is found in all water supplies and
because it has a molecular mass of 100 it has become standard
practice to use calcium carbonate as a basis for expressing the
A.8 Water quality and treatment
91
quantities of all other hardness salts and alkalinity and hence to
simplify calculations of quantities of water treatment materials.
Thus magnesium hardness in terms of C a C 0 3 = 50p.p.m. means
that hardness due to magnesium salts is equal to that which would
be caused by 50ppm of C a C 0 3 . This convention is not applied to
silica, dissolved gases or suspended solids and rarely to sodium
chloride.
A.8.9 Water softening by ion exchange
Water softening by lime and soda process has now been almost
entirely superseded by the use of resins which are regenerated by
salt or in special circumstances the reverse osmosis process may be
used. Where very pure water is needed the process used is
de-ionization sometimes referred to as de-mineralization. For
cooling tower installations water softening may in certain
circumstances be justified economically for small plant but a full
softening process cannot normally be justified for large installa­
tions.
The resin process is referred to as 'base exchange' or 'ion
exchange'. Calcium and magnesium hardness can be removed by
passing the water through a bed of resin mixed with a natural
mineral known as zeolite enabling the calcium or aluminium base
to be exchanged for sodium:
CaCl 2 (calcium chloride) + (NaZ) 2 (zeolite) —> CaZ 2 (calcium
zeolite) + 2NaCl (sodium chloride)
The calcium zeolite produced by this reaction will absorb a certain
amount of hardness, but when the capacity of the resin bed has
been fully utilized it must be regenerated using a flushing solution
of brine:
CaZ 2 + 2NaCl -» 2NaZ 4- CaCl 2
Alkaline hardness caused by calcium bicarbonate can be removed
selectively by choosing a special resin in its hydrogen form, i.e. a
resin which has been regenerated with acid instead of brine:
Ca(HC0 3 ) 2 4- 2ΗΖ -> CaZ 2 + 2 H 2 C 0 3 (carbonic acid)
The carbonic acid can be decomposed by air scrubbing (intimate
exposure to air):
H 2 C 0 3 i± H 2 0 + C 0 2
Carbon dioxide gas is removed by the air, causing the equilibrium
position to move, producing more carbon dioxide. The water
92
Cooling tower practice
produced by this process has its alkaline hardness removed and
will not form scale (see A.8.10).
Deionization or demineralization is a resin process which
produces a very high quality of water by using two resins, one to
deal with cations and one to deal with anions:
H 2 C (cation resin) + 2NaCl -> 2HC1 + Na 2 C
OHA (anion resin) + HC1 -> H 2 0 + AC1
At the end of the two reactions the product is water, together with
the two resins which must be regenerated.
The two resins are used in a mixed bed when very high quality
water is called for.
The measure of the quality of water is its conductivity, as
electricity can be conducted through water only when the water is
ionized enabling electrolytic action to take place. The unit of
measurement of conductivity is Siemens per metre. One Siemens is
the reciprocal of one ohm and was previously called one mho.
Conductivity of water softened by a standard base exchange
process would be of the order of 20 micro Siemens per metre (20 x
10~ 6 Siemens). Using the cation and anion resins together can
yield water down to 1 x 10~6 Siemens per metre.
Another process used for water softening is reverse osmosis.
When two solutions of different concentrations are separated by a
membrane through which the solutes are able to permeate there is
a tendency for the two solutions to become equal in concentration
because solute from the stronger solution flows through the
membrane until the concentrations are equal. The pressure which
causes this to happen is known as the osmotic pressure. By
introducing an external source of pressure which reverses the flow,
concentration can be increased on one side of the membrane
leaving the other side with softened water.
It should be emphasized that, with other than mains water,
filtration will normally be required before softening and reference
should be made to A.8.17 below.
Paragraphs A.8.1 to A.8.9 above are concerned with the general
questions affecting water, its content and its purification; in the
paragraphs which follow (A.8.10 to A.8.17) reference is made to
the problems of water quality in cooling systems and the
techniques which can be applied to alleviate these problems.
A.8.10 Scale and its control
Calcium carbonate is the most usual constituent of scale and like
all forms of scale deposit it is crystalline in nature; the process of
A.8 Water quality and treatment
93
scale formation starts with nucleation in which a few atoms form
an orderly arrangement which develops into the crystal shape
typical of the scale forming substances. Solutions need to be
alkaline for scale formation (pH greater than 7) in contrast to the
acid conditions which cause corrosion.
The decomposition of calcium bicarbonate by heat to form
calcium carbonate has been referred to in A.8.4 and magnesium
bicarbonate is broken down in the same way; magnesium
carbonate is fairly soluble but will form insoluble magnesium
hydroxide:
MgC0 3 + H 2 0 -> Mg (OH)2 + C0 2
Calcium sulphate has limited solubility which decreases as
temperature rises and it is therefore also scale forming. When the
limit of solubility of the water is reached these compounds
together with silica compounds and others form the hard
crystalline layer of scale on the surface with which the water is in
contact.
The importance of the bicarbonate ion has been referred to in
A.8.3 and this buffer capacity has an important influence on the
rate of scale formation; other factors are the concentration of
calcium ions, alkalinity, temperature of the water, and the
presence of dissolved solids. The Langelier index later modified by
Ryznar attempts to apply a mathematical basis to the prediction of
the scale forming tendency in the light of all these factors.
Conversion of bicarbonate into more soluble form by the use of
acid as referred to in A.8.4 is a ready means of controlling scale
formation, but overdosing creates conditions in which corrosion
will follow. It is because this alkaline/acid balance is so critical that
care is needed in relying solely on the Langelier indices
particularly where water conditions are fluctuating and temperature is changing.
An alternative to acid dosing is to use the base exchange
softening process (see A.8.9) which will remove completely the
main source of scale; however, as it is only the alkaline or
temporary hardness which causes the scale the treatment does
more than is necessary and hence can become an expensive
method of dealing with the problem. Furthermore base exchange
leads to a high pH, alkaline water which causes the lignin to be
leached out of timber used in cooling towers leading to early
deterioration of the timber. Avoidance of problems is best
achieved by continuous monitoring of pH level with automatic
dosing of acid monitored by a signal from a pH meter.
94
Cooling tower practice
A.8.11 Purging and purge rate calculations
When water is evaporated in a cooling tower all the contaminants
in the water remain either in solution or suspended and in the
course of time the concentration of these contaminants increases.
This build-up is controlled by purging (see A. 1.3 for definition)
and discharging to drain; the resulting loss is referred to as the
purge loss; make up water is introduced to compensate, thus
keeping the overall concentration of all contaminants under
control.
Some definitions:
Concentration factor The extent to which contaminants and
scale forming substances are allowed to build up in the water
circulating will clearly affect the treatment required to maintain
satisfactory conditions in the tower. If the amount of water lost
due to evaporation is half the circulation rate the amount of
contaminants in the water will double and the concentration
factor is thus two; if the loss rises to three-quarters of the
circulation rate the amount of contaminants will quadruple and
the concentration factor becomes four.
Evaporation loss This may be calculated from the operating
conditions in the tower or may be determined by measurement
under controlled conditions. A practical value is 1.8% of the
circulation rate for every 10°C temperature drop in the tower.
Drift loss This arises from water droplets which are carried
away in the air above the top of the tower. A figure of 0.1% to
0.025% was at one time acceptable for mechanical draught
towers but with modern drift eliminators this figure can be
reduced to 0.001% (see also A.4.2 and A.9.3).
Wastage This is made up of drift loss, leakage from the system,
purge and withdrawal of water for other reasons but it excludes
evaporation:
~
. £ A , v wastage (W) + evaporative loss (E)
4
Concentration factor (n) =
^—-—
—wastage (W)
E
Hence W =
n- 1
Make up required = W + E = E H
n- 1
All the above is best illustrated by a practical example of a tower
A.8 Water quality and treatment
95
circulating 1800 m3/h with a temperature drop of 17°C:
Evaporation loss 17/10 x 1.8% x 1800 = 55m 3 /h
Drift loss say 0.005% x 1800
= 0.9m 3 /h
Leakage loss say
= 22 m3/h
Assume that the maximum concentration factor permitted to
enable satisfactory water treatment to be achieved is 2.1:
Wastage required
= 55/(n - 1) = 55/1.1 = 50m 3 /h
Make up water required = 5 5 + 50
= 105 m3/h
Purge required
= 50 - (0.9 + 22) = 27.1 m3/h
A.8.12 Corrosion
Corrosion is an electrolytic phenomenon and is exactly analogous
to electrolytic cells which have an anode, a cathode and an
electrolytic solution. Dissolved salts in the water provide the
electrolytic solution, anodes and cathodes are formed in different
parts of the metal structure and a current of electrons flows from
the positively charged anode and metal will go into solution. The
metal is of course normally iron and the reactions are:
At the anode: Fe —> F e + + 4- 2e
The iron is dissolved yielding electrons and positively charged
ions.
At the cathode: 0 2 + 4e + 2 H 2 0 -> 4 0 H "
Negatively charged hydroxyl ions are produced
In the electrolyte: F e + + + 2 0 H " -> Fe(OH) 2
The net effect is for iron to be corroded away to go into solution or
to form a deposit of ferrous oxide. These two mechanisms of
corrosion are illustrated in simplified form at A.8.12.1.
A.8.13 Balancing the treatment for scaling and corrosion
The objectives are to restrict scale formation by reducing the
alkalinity and then to avoid corrosion by blocking the electrolytic
action.
The presence of oxygen in the water is critical in the formation
of the hydroxyl ions (A.8.12) but because cooling tower water is
constantly aerated it is quite impracticable to scavenge the oxygen
which is there. The presence of dissolved carbon dioxide depresses
the pH level and permits acid attack. Corrosion attack may be
minimized by surface treatment of steel used in construction and
96
Cooling tower practice
Na+
Ca+^
OH
Fe
\ I/
ci"S04
- F e ( O H ) 2 ^ H+
Anode
Corrosion cell
Figure A.8.12.1 Corrosion cell (Reproduced by courtesy of Midland Research
Laboratories)
n
Available to the
_ ,,x2 metal surface
n uH
0
V|\
0 2 + 2H 2 0 + 4e-
Corrosion products = M(OH2)
e~ 7X e~
-Base metal (M)Cathode
Anode
Cathode
Differential aeration cell under a deposit
Figure A. 12.2 Differential serration cell under a deposit (Reproduced by courtesy
of Midland Research Laboratories)
by close control of the manufacturing process so that sites where
electrolytic action can commence are protected.
The approach to blocking electrolytic action takes two main
forms:
Anodic in which the sites at which anodic action can take place
are protected by an oxide film; heavy dosing is needed because
even a small number of uninhibited sites can suffer severe
pitting attack. Chromates, nitrites, ortho-phosphates, silicates,
and tannins have been used for anodic protection, but all have
their disadvantages and they have largely been superseded.
A.8 Water quality and treatment
97
Cathodic inhibitors interfere with the oxygen reduction at
cathodic corrosion sites by forming a protective film; they can be
used at lower dosing levels and are less toxic and therefore cause
fewer problems with effluent.
Calcium carbonate scale formation associated with alkaline waters
is a good corrosion inhibitor, but its activity needs to be modified
to avoid the problems of scale build-up. Polyphosphates and
phosphonates are used as modifiers; the polyphosphate chain
molecules tend to break down into orthophosphate and this tends
to limit their effectiveness.
Control of scale and corrosion requires a balanced approach
based on a careful appraisal of water quality and operating
conditions, but some of the most up-to-date approaches are:
• Zinc in combination with various polymers notably phosphinocarboxylic acid and polyacrylate gives good corrosion protec­
tion when dosed at 2 to 5ppm Z n + + . This formulation also
provides good scale control with calcium carbonate present up
to about lOOOp.p.m. with pH at 8.5. The extent of corrosion is
normally expressed as the average depth of metal corroded
away in the course of the year and the above treatment would
be expected to restrict corrosion to 35-40 μηι per year (35-40
microns = 35-40 x 10~ 6 metres - 1.5mil or 0.0015 inches).
• The phosphonates, aminomethylene phosphonic acid (AMP)
and hydroxyethylidene disphosphonic acid (HEDP) represent
an important technical development. Most organic treatment
programmes are now based on the use of HEDP plus various
organic polymers such as polycarboxylic acids.
Phosphonates have excellent ability to distort crystal growth
and thus control scale whilst at the same time holding corrosion
rates to 40-50 μm/year or much lower in some conditions.
• Molybdate/phosphonates give good results and are finding
favour increasingly, but they are rather more expensive.
From the above review the need to seek the advice of specialists in
determining the best treatment programme will be self-evident.
A.8.14 Deposits
In addition to the scale forming chemicals which have already been
discussed, cooling tower water will contain a variety of contami­
nants which are carried into the tower from external air circulating
through the packing
Depending on the location of the tower a whole range of dusts
and particulate matter from urban pollution and industrial
98
Cooling tower practice
processes will find its way into the cooling water and in due course
be deposited in pockets where water velocity is low. Design of the
tower itself to avoid these pockets is important not just because of
deposits, but also to avoid the problems of microbiological growth
which are referred to in A.8.16.
Chemical agents which are referred to as dispersants are used to
assist in keeping these deposits suspended in the water so that the
concentration can be controlled by purging. Some of the
dispersants which can be used are the lignosulphonates, the
carboxymethylcellulose compounds and synthetic polymers, such
as polyacrylates and polymethacrylates.
It must be emphasized that formulation of the best treatment
must consider also the questions of scale and corrosion.
A.8.15 Fouling
Fouling in its broad sense refers to any of the deposits which can
form on metal surfaces in cooling systems and has been referred to
in A.8.10 (scale), A.8.12 (corrosion) and A.8.14 (deposits);
microbiological fouling is covered by A.8.16. It can also occur as a
result of using water which is contaminated with silt or mud or
because leaks in the process may permit the introduction of oily
deposits or organic matter. Such fouling can seriously interfere
with heat transfer and can also encourage microbiological growth.
Some of the approaches used for dealing with fouling are:
• Surfactants (surface acting agents) which aim to disperse or
emulsify oily contaminants.
• Dispersants are chemicals used to prevent the accumulation of
sludge (see A.8.14).
• Coagulants which have the effect of converting dispersed solid
matter into a coherent jelly-like mass.
• Antifoams. Foaming can occur in cooling towers because of
high concentration of contaminants or because of over use of
chemicals or biocides. Quick action is needed to control the
problem and various antifoam chemicals are available.
Absorption is the key to the function of dispersants and
coagulants. Molecules of the additive material absorb the particles
of foreign matter. By preventing agglomeration of particle size the
total amount of contaminating material can be kept dispersed
throughout the total volume of water available.
Coagulants work in entirely the opposite way, but by producing
a completely controlled mass of material, density can be reduced.
A.8 Water quality and treatment
99
A loose, fluffy floe results, which, having a density close to that of
water, cannot form a hard deposit.
Any, or all, of the special properties of these materials may be
used, singly or in combination, depending upon the type of fouling
that must be controlled. Dosing is either continuous or
intermittent, preferably the former. Anti-fouling chemicals are
compounded with the general water treatment programme which
must be tailored to meet the overall requirement of the system.
A.8.16 Microbiological fouling
Cooling systems make up water very often contains live
micro-organisms. Industrial intakes may be contaminated with
sewage waste and once the cooling water system is open to the
atmosphere at any point airborne organisms will start to circulate.
Water used for cooling purposes will often have pockets or areas
in the system where, unavoidably, temperatures will be ideal for
encouraging rapid growth of any of these living materials. Spray
oxygenation and the unavoidable and accidental inclusion of such
nutrients as phosphates, hydrocarbons, and ammonia encourage
proliferation. The variety of such organisms is very wide. They can
be classified broadly as, algae, bacteria (aerobic and anaerobic),
fungi, and moulds.
Algae are identifiable by colour - green or blue-green; they
thrive only in daylight, being dependent on photosynthesis.
Although algae are found mostly in exposed areas of the cooling
tower and open ponds, dead material floats away and is circulated
round the system. Very little of this debris is needed to block
tubes, tube plates, and circulating mains. Algae aid in production
of scale by absorbing carbon dioxide from the water, thus
promoting breakdown of soluble bicarbonates to yield the
insoluble carbonates which deposit as scale. In the process of
liberating oxygen, corrosion is stimulated.
Bacteria, unlike algae, develop rapidly out of the light and when
totally enclosed. If not checked, bacteria will block the system
with or without help from algae in just the same way. The
photograph at A.8.16.1 shows corrosion build-up and live-sludge
deposits in a shell and tube heat exchanger.
Both algae and bacteria produce slimes which encourage
electrolytic corrosion cells by preventing inhibitors from forming
protective films on metal surfaces. Slime-laden cooling systems are
particularly prone to pitting corrosion. Anaerobic bacteria,
particularly those known as 'sulphate reducers' or iron bacteria are
present, but dormant, in all natural water supplies, ready to
100
Cooling tower practice
Figure A.8.16.1 Corrosion build up and bio-sludge deposits in a shell and tube heat
exchanger (Reproduced by courtesy of Midland Research Laboratories)
proliferate on encountering favourable temperatures and/or
nutrients. Sulphates in cooling water supplies are reduced by
anaerobic bacteria to hydrogen sulphide, rapidly attacking steel
and producing deeply pitting corrosion. Fungi can produce the
same effect, though it is less usual for them to do so.
Biocides fall into two main groups:
Oxidizing biocides These are based on chlorine, bromine and
their compounds. Chlorine in gaseous form released from
cylinders is used in very large industrial installations but its use
otherwise is now limited because so many systems run in the
alkaline mode. Chlorine loses its effectiveness above pH 7.5 and
is useless as a biocide above pH 8.O.
Sodium hypochlorite is used more than gaseous chlorine because it
is easier and safer to handle; it is also relatively cheap. As with
gaseous chlorine effectiveness declines above pH 7.5.
Since virtually all water supplies used for cooling purposes have
some organic and/or ammonia content, a part of any chlorine used
will be lost by immediate reaction and since a surplus of 'free'
chlorine is essential for biocidal purposes the initial demand must
be catered for. This may easily exceed by several parts per million
the dosage required.
A.8 Water quality and treatment
101
Maintenance of a free chlorine content of 0.5-1.0 p.p.m.
measured at the water inlet to the cooling tower is essential. The
required rate of chlorine addition is determined by measuring the
difference in chlorine concentration between water entering and
leaving the cooling tower. Chlorine is lost by aeration and timber
towers are especially vulnerable; the chlorine is absorbed by
timber and if the pH exceeds 8.0 serious degradation of timber will
follow due to the solubility of lignin.
Chlorine dioxide is a biocide in its own right and does not
depend for its effectiveness on the release of chlorine; however it
is difficult to handle and consequently rarely used.
Pellets are available which release bromine and chlorine in ratio
2:1 and they are very effective as a biocide up to pH 9.
Non-oxidizing biocides Smaller cooling systems, notably those
used for air conditioning make use of the non-oxidizing group of
biocides of which the two principal groups now used are the
quaternary ammonium salts and the sulphur compounds.
Methylene-bis-thiocyanate (MBT), di-thio-carbonates and the
thiones. It is common practice to use two non-oxidizing biocides
to give broad band coverage and they are sometimes used with
an oxidizing biocide.
Normally, application requires the addition of the liquid treatment
as a shock dose applied to the water in the tower pond. Frequency
of dosage is usually dependent upon skilled observations of
biological activity, or, more precisely, by laboratory use of
microbiological examination and colony counting techniques.
It is most often found that intervals of three to seven days
between shock dosages suffice to maintain control. Exceptions
occur when unusual quantities of nutrient materials find their way
into the circulating water. Unusual ambient or process temperature conditions may produce a similar effect. These conditions can
occur suddenly, but once detected can be overcome by increasing
the frequency and/or strength of shock dosage.
A.8.17 Water treatment system controls
Dosing of water in its simplest form can be by adding chemicals by
hand according to a programme determined from an assessment of
what may be needed; at the other extreme chemicals may be
added by means of pumps which respond to a feedback from the
water condition. Feedback can be based either on the total
dissolved solids (TDS) in the water or on the rate at which make
102
Cooling tower practice
up water is introduced. The TDS can be measured by conductivity
and thus provide a control signal; make up water must be
measured by a water meter.
Because invariably there are fluctuations in water condition
which call for changes in dosing rate, simple dosing has obvious
limitations; on the other hand the more sophisticated the control
system the higher the capital cost of the plant. The various
methods employed are:
• Shot or slug dosing carried out manually.
• Drip feed dosing using a header tank with a pre-set valve to
control flow.
• Set rate dosing using a pump so that the rate of dosing is better
controlled than with drip feed. Set rate dosing can be either
continuous or intermittent and if the latter an electronic timing
device will be needed.
• Continuous mechanical dosing related to volume of make up
water, this approach necessitates a water meter in the make up
pipe.
• Continuous mechanical dosing related to TDS requires a
conductivity instrument.
• Control of purge rate can be based on a timer responding to the
amount of make up water added with a pre-set time for purge;
control can be further improved by a solenoid valve activated
from a conductivity meter enabling the TDS to be held at a
pre-determined level.
A special case where shot dosing has advantages is in the control of
bacteria and algae using non-oxidizing biocides (see A.8.16).
Because bacteria and algae can become immune to these biocides
more than one formulation is needed and a strict regimen of
dosing can become a disadvantage.
The simple methods of control are labour intensive and require
skill and knowledge so that regular checks are made as to how the
water is responding to treatment; the more sophisticated
approaches are more reliable and less prone to human failing, but
regular checks are still needed to ensure that pumps, valves, and
controls are functioning and to watch for changes in water quality
which may call for some modification to the routine. In any dosing
system there must be a routine which ensures that supply tanks
containing the inhibitors are regularly topped up.
A.8.18 Electromagnetic and electrostatic water treatment
These systems have been evolved with the objective of inhibiting
scale formation without the use of chemicals. Various approaches
A.8 Water quality and treatment
103
are used, but all are designed to modify crystal growth by
disturbing the nucleation process. The end result is that crystals
form in a different way; the shape of the crystal alters in a
non-uniform manner so that the build-up of scale is inhibited; it
has also been shown that magnetic fields can cause deposited scale
to soften and disperse.
Most of the systems produce an electromagnetic field in the
water being treated and the strength of the field is of the order of
0.1 to 0.2 tesla.
Some use permanent magnets of the rare earth/cobalt type and
with these there is no power consumption; others have electromagnets with 240 volt windings and, depending on size, these will
consume up to 600 watts.
A further approach is to use an electrostatic field at 20 kV with
solid state conversion from 240 volt a.c. supply and up to 500 watts
input; with these devices ultrasound at 35 kHz is also generated
from 240 volt 40 watt input. The ultrasonic vibration is used to
prevent scale from building up on the electrode.
Turbulence plays a part in these systems, normally because of
the configuration of the unit itself which is flanged into the
pipework system; in other cases an impeller is incorporated in the
unit to promote turbulence. The physics involved has been
thoroughly investigated by Professor John Donaldson and Dr Sue
Grimes of the chemistry department of City University, London.
Their report in the New Scientist, February 18th 1988 confirms
beyond doubt that the magnetic process works and suggests that
excitation of the ions in the water is a factor. The ionization
interferes with the nucleation process and thus inhibits crystal
growth. Most of the devices are 'on line' and are therefore
connected into pipe-work, but the permanent magnets are also
used 'clamped-on' to pipe runs.
The advantages which follow from the avoidance of chemicals
are lower operating costs, absence of environmental problems and
less complication in the overall water treatment programme.
Avoidance of scale formation whether by chemical treatment or
electro-magnetic devices will have beneficial effects on the rate of
bacteria growth and the consequent need for biocide treatment.
A.8.19 Ultra-violet light microbiological control
The use of ultra-violet radiation in the 200/290 nanometres
wavelength range has long been established as a biocidal
procedure, particularly where a high degree of sterilization is
called for, as in the pharmaceutical and food industries. The
104
Cooling tower practice
radiation dose necessary to kill 90% of the organisms present is
taken as a basis and this dose varies, depending on the organism,
from 2 to around 20 milliwatt seconds per square centimetre of
irradiated area. Doubling this dose will kill 99%, doubling again
will kill 99.9% and so on. The technique has been applied to the
control of the legionella organism in evaporative cooling systems;
depending on water quality, UV radiation may be combined with
purging of the water or may be used in conjunction with other
treatments such as total dissolved solids control using conductivity
measurements or dosing for the control of scale and/or corrosion.
UV radiation has also been used in conjunction with the
electromagnetic treatment described in A.8.18 above.
A.8.20 Filtration
The costs involved in the production of high quality water cannot
be justified for cooling tower installations, neither is such water
quality necessary. Systems based on de-ionization or reverse
osmosis are not therefore used. The reason for the use of a
filtration system is to remove solids and contaminants which could
build up and provide a breeding ground for micro-organisms. It is
not considered necessary to filter out particles smaller than about
120 μπι as particles below this size are likely to stay in circulation
rather than settle out to form pockets of debris.
The main approaches are reviewed below:
Sand bed filters These have long held an important place in
water preparation for many industrial applications and municipal
water supply systems, but in the light of concern over
legionnaires disease (see A.9) it is no longer a preferred
method.
For the record, these filters are based on silica sand, anthracite,
and coal either as a mixture or as discrete layers in the bed. In
down-flow filters the raw water flows through the sand bed under
pressure from the top of the bed, the contaminants are deposited
in the bed and the filtered water is then pumped to the cooling
system.
Contaminants are removed by back flushing (reversing the
direction of water flow under pressure) and during the flushing
period the filter is isolated from the cooling water system.
Downflow filters are limited in capacity to approx. 250 litres per
minute per square metre of filter area. The use of an upflow
system enables the entire depth of the bed to be used to trap
solids, with the top layer acting as a fine filter. The holding
A.8 Water quality and treatment
105
capacity of an upflow filter can be up to 50 kg per square metre of
filter area.
Mechanical filters These are capable of removing solids in the
range 50 μπι to 1000 μπι and the wedge wire filter is typical of
this class.
The principle is illustrated in diagram A.8.20.1 showing the filter
in cross-section and the wedge shape of the wires. Water flows
axially through the centre of the filter and radially out through the
wires. Solid matter is trapped by the wires and the particle size is
Impurities
trapped on
^ Γ ν
Wedge section
inside by w i r e s ^ ^ W * · ^ — - " " " " wires running
^^■^
^^\
^ parallel to flow
Raw water
flows through
pipe axially
^ - " - ^ \
\
X ^ Filtered
water flowsradially out
Note: 16 wires only shown for clarity, in
practice there would be many more of
much smaller cross-section
Figure A.8.20.1 Construction of wedge wire filter
determined by the space between the wedges; the wires run the
length of the filter parallel to the unfiltered water flow. Figure
A.8.20.2 shows an in-line Unijet filter with a single wedge wire
cartridge and the diagram at A.8.20.3 shows the valve arrangements for filtration mode and flushing mode. Note particularly
that unfiltered water is used for flushing.
A more advanced approach using the same principle is shown at
A.8.20.4 which illustrates an in-line strainer type filter having no
internal moving parts; the diagram at A.8.20.5 shows how the path
of flushing water leaves the filter body radially from the flow. Each
of the four wedge wire filters can be flushed separately using
unfiltered water and allowing the remaining filters to stay on
stream.
106
Cooling tower practice
0 # φ
Figure A.8.20.2 In-line Unijet filter
Salisbury filter This is an alternative to the wedge wire
construction which has internal moving parts and uses a stainless
steel spirally wound coil with raised nidges to provide the gap
through which the filtered water flows.
The spiral of stainless steel is shown at A.8.20.6. The diagram at
A.8.20.7 shows a three pod filtration unit with one pod in the
flushing mode; note particularly that when the flow is reversed for
flushing, the spiral filter opens up so that build-up of solids is
107
Unfiltered
Γ~**^\
1
Γ
Λ Λ Pressur
^
gauge
Pressure
gauge
-O
Filtered
Unfiltere
N
Waste
Ki
Filtered
Filtration mode
Valves 1 & 2 open
Valve 3 closed
Flushing mode
Valves
1» 2 & 3
to be open
\
/Waste l l l l
^=
Flow pattern
Flow pattern
flushing mode filtration mode
Figure A.8.20.3 Unijet valve modes
Figure A.8.20.4 Doucet in-line strainer type jet filter
Figure A.8.20.5 Doucet jet filter (4 element/flush version)
Pressure
gauge
Pressure
differential
switch
C
Flush valve
Flush valve
Solenoid valves
A.8 Water quality and treatment
109
Figure A.8.20.6 Detail illustration of filter element showing raised nidges
Upper manifold
Outlet
Pressure sensor
Jointing clamp
Filter element
(open)
— Filter pod
^Retaining spring
—Jointing clamp
Pressure sensor
Inlet
Lower manifold
Jointing clamp
Filter p o d s @ & @ - Filtration
mode
Self-cleaning
mode
Figure A.8.20.7 Three pod filtration unit with one pod in flushing mode
readily flushed away; when filtration is resumed the spiral closes
again. Selection of the pod for flushing is by a rotating collector
shoe which opens each pod in turn.
Simple strainer This type of filter with quick release cover is
shown at A.8.20.8.
110
Cooling tower practice
Figure A.8.20.8 Strainer type filter with quick-release cover
This utilizes a steel mesh basket for coarse filtration. A stainless
steel mesh insert may be used for 50 μπι to 750 μιη filtration. A
refinement of this filter uses a disposable polypropylene cartridge
element as A.8.20.9 and this can achieve filtration down to 5 μπι to
10 μπι for special applications.
Self-cleaning filter This is illustrated in diagram A. 8.20.10; this
uses multiple strainer packs with the whole assembly rotated
against fixed cleaning knives to remove deposit of dirt on the
inlet side of the filter, as shown diagrammatically at A.8.20.11.
Hydrocyclone filter The principle of the hydrocyclone type
filter which has no internal moving parts is illustrated by the
diagram at A.8.20.12.
The inlet water enters the hydrocyclone tangentially and the spiral
movement down the cone promotes high centrifugal force to
separate particles with specific gravity above that of the carrier
fluid. The solids are deposited at the base of the hydrocyclone and
A.8 Water quality and treatment
111
Figure A.8.20.9 Quick-release filter cartridge in polypropylene
led to a solids reservoir at the base of the unit. This is flushed
periodically, operated by a timer device. Pressure drop across the
unit is only 0.4-0.6 bar.
112
Outlet
Strainer
pack
Strainer pack
locating lugs
Figure A.8.20.10 Self-cleaning filter
Fixed
cleaning
knives
Strainer
blade
Strainer pack
spindles
Spacing
washers
Dirt entrained on pack
being removed
Distance
piece
Dirt deposited in slot
Dirt falls into sump
(zone of no flow)
on reverse motion
Figure A.8.20.11 Cleaning mechanism for self-cleaning filter
A.8 Water quality and treatment
113
Figure A.8.20.13 shows a single hydrocyclone and Figure
A.8.20.14 shows in conjunction with diagram A.8.20.15 how
multiple hydrocyclone separators can be supplied from a central
manifold.
Clean water
Raw water I
f
Solids, sand, mud, etc.
Figure A.8.20.12 Principle of hydrocyclone filter
Full filtration of all return water to the cooling tower is not
always required and the 'side-stream' approach is often used in
which around 15% of the flow rate is diverted through the
filtration system. This approach entails water losses whilst
ensuring that the build-up of pockets of silt and contaminants is
controlled. The diagram at A.8.20.16 shows the pipework layout
and a typical installation using hydrocyclone filtration is shown at
A.8.20.17.
Filtration is considered to be an essential contributor to system
safety; it reduces fouling in tower packs and in heat exchangers or
condensers, and it also enables water treatment systems to become
more effective with consequent savings in energy, in chemical
costs and in maintenance hours required.
114
:>
Doucet
Figure A.8.20.13 Single Doucet hydrocyclone filter
115
Ι^
ί^
1;
J^ \
^^^ϊ;ΐιι^..
Figure A.8.20.14 Multiple hydrocyclone separator
116
L220V50 Hz
Figure A.8.20.15 Diagram showing manifold arrangement for multiple
hydrocyclone filter
Figure A.8.20.16 Typical unijet side-stream filtration arrangement for small to medium size cooling towers
D.R.V. Double regulating valve; I.V. Isolating valve;
P.G. Pressure gauges (0 - 4 bar range); A.D.V. Auto discharge valve
Refiltered
water
connection
Cooling tower
Pump
118
Cooling tower practice
Figure A.8.20.17 Hydrocyclone filter installation with electromagnetic treatment
device
A.9 Legionnaires disease
A.9.1 A brief history
Legionnaires disease takes its name from the 1976 American
Legion Convention in Philadelphia where the bacterium causing
the disease was first identified. The 1985 outbreak at the District
General Hospital in Stafford, involving as it did, 101 victims of
whom 28 died, caused great alarm because cooling towers were
implicated and because of concern that further outbreaks,
particularly in hospitals, might follow.
Legionnaires disease is a form of pneumonia and there is little
doubt that the bacterium has always been present in natural waters
and in domestic and industrial water systems; it is therefore
reasonable to assume that cases of the disease prior to 1976 were
classified simply as pneumonia.
Of the many strains of the legionnella bacteria most are
considered harmless, a few produce mild infections, but one in
particular known as sero group I is virulent and constitutes a major
hazard to health or life in those individuals who become infected.
A.9 Legionnaires disease
119
those susceptible are considered to be no more than 1% of the
population with the emphasis on middle-aged males who are
smokers or those who are already sick and whose immune systems
are at a low ebb; hospital medical patients are especially
vulnerable.
Writings on the subject have been voluminous, starting in the
UK from the Badenoch report into the 1985 Stafford outbreak. A
full bibliography is given at pages 187 and 188.
A.9.2 A perspective on risk
The Western way of life inevitably involves a trade-off between
the benefits we enjoy from the products and services on offer and
the hazards associated with manufacturing and providing those
products and services.
The function of the Health & Safety Executive in the UK, of the
Environmental Protection Agency in the USA and of environmental bodies in other countries is to be aware of the hazards, use the
most up-to-date knowledge and technology to control emissions
and to set exposure limits.
In the ultimate these bodies can invoke power to impose
penalties on organizations or individuals who fail to take all
reasonable precautions to protect their employees and the general
public against the hazards.
Quite apart from organisms which cause disease there may well
be thousands of substances used by industry, agriculture and the
general public which may be classified as hazardous. The objective
is to control the use of these substances and maintain equipment so
that the risks may be classified as tolerable.
A.9.3 The facts on cooling towers and legionella
• There is ample evidence that outbreaks in which cooling towers
have been implicated have arisen because of an ill-planned or
poorly maintained installation. This was certainly the case at
Stafford and in an article published in Refrigeration and Air
Conditioning, November 1989, Dr S. Forbes-Pearson, at the
time of writing Chairman of the Cooling Water Group of the
Industrial Water Society and President of the Institute of
120
•
•
•
•
•
Cooling tower practice
Refrigeration stated: 'No properly designed, maintained and
installed cooling tower anywhere in the world has ever been
implicated in an outbreak of legionnaires disease.'
Legionella pneumophila is present in almost all natural water
sources, but requires a critical level of concentration of sero
group I before it becomes a serious hazard to health or life.
The bacterium thrives at 37°C (blood heat) and as temperature
falls it becomes much less active, but can remain dormant at
very low temperatures; at above 65°C it does not survive. It
requires a source of nutrient from the water such as algae or
dead bacteria in sludge or slime; iron oxide plays a significant
role in enabling the bacterium to thrive.
It must be carried in sufficient concentration in aerosols not
larger than 5 microns in size, and these aerosols must be inhaled
and then penetrate deep into the lungs in order to set up an
infection.
The bacterium can be carried in mains water, which, even
though it may be treated and thus safe for drinking, is not
completely sterile.
Sources of infection are hot water systems, calorifiers and
cooling towers, but transmission to the lungs occurs through
spray as in showers or from drift in the case of cooling towers,
Maintaining a temperature of 70°C in hot water systems is
sufficient to prevent risk of infection, but at this temperature a
risk of scalding may be introduced. Modern drift eliminators
enable drift to be controlled to as low as 0.001% of the total
amount of water circulating in the tower (see A.8.11) and this
control is a key aspect of containing the spread of the disease. It
is important to distinguish between drift which is in the form of
droplets or aerosols and water vapour forming the plume above
the tower. This vapour arises from the cooling process and does
not carry bacteria.
A.9.4 Alternatives to the use of cooling towers
Those outbreaks of legionnaires disease which have been
attributed to cooling towers have invariably arisen when the
towers were used in conjunction with air conditioning systems.
Air conditioning calls for control of temperature and control of
humidity; if the weather is warm the need is for cooling and this
cooling is provided by a refrigeration system with compressors,
condensers and evaporators. The evaporators will provide the
A.9 Legionnaires disease
121
cooling to the system, but in the process the condensers will
extract heat which has to be rejected. The evaporative cooling
which is provided by cooling towers enables water to be circulated
through the condensers and then cooled in the towers before being
returned to the condensers.
If air cooled condensers are to be used as an alternative, they
can at best achieve cooling temperatures 7-10°C higher than those
obtainable from towers; there will be repercussions on the
refrigeration plant with consequent increase in capital cost,
running cost and space required. Retrofit, as opposed to new plant
will increase these problems; either way fan power and
consequently electricity consumption will be up to six times
greater and there will be a substantial increase in noise level.
An alternative to open evaporative towers is to use indirect
systems in which the condenser cooling water is circulated through
a coil in the tower which is itself cooled by the evaporative process;
this reduces the risk of infection but efficient eliminators are
essential and bacteria may still be present. Cooling efficiency is
reduced and a larger installation will be needed for comparable
duty with consequent increases in capital and running costs.
Achieving cooled water temperatures close to those obtained
with evaporative towers necessitates refrigeration which, in
addition to high costs, has environmental disadvantages; it uses
CFCs, and every kW of additional power consumption means an
annual 13.5 tonnes of C 0 2 discharge from fossil fuel fired power
stations.
A.9.5 Reducing the risk of infection
Cooling tower manufacturers have responded to the challenge of
legionella in many ways, as have water treatment and filtration
specialists. Sections A.8.17 to A.8.19 cover water treatment and
section A. 10 covers recommended maintenance procedures. The
main factors affecting risk reduction are:
• Location of tower to minimize risk of aerosols being carried into
the ventilation system.
• Use of modern correctly fitted drift eliminators.
• Use of modern PVC packing which should be de-mountable
and accurately fitted into the tower.
• Good designs of towers use glass fibre, coated steel or stainless
steel to minimize corrosion.
122
Cooling tower practice
• Avoid spray nozzles when towers are in sensitive locations.
• Provide for ease of maintenance by having inspection ports and
a suitably protected internal light so that build-up of sludge can
be detected early.
• Provide a quick-release hinged door to facilitate cleaning of the
tower and cold water basin.
• Consider modifying or changing the cold water basin if there are
internal up-turned flanges or other pockets where sludge can
accumulate. Cleaning the basin can be simplified if drainage
points of minimum 80 mm diameter are provided in the floor of
the basin.
• Filtration, water treatment and maintenance procedures are
covered by A.8 and A. 10, but an automatic self-cleaning
filtration system in conjunction with a treatment and disinfection procedure is likely to prove the most effective approach.
A.9.6 Health and Safety Commission proposals
The Health and Safety Executive Guidance note EH 48 (see D.2)
defines requirements as at the end of 1989, but in November 1989
the Commission issued a consultative document The Control of
Legionella, Proposals for Statutory Action.
The document examines the alternatives of a new code of
practice which could be approved under Section 16 of the Health
and Safety at Work Act 1974 or new regulations which would
come under Section 15. Registration, licensing and prohibition of
cooling towers are all considered, but a new code of practice would
avoid the bureaucracy and heavy costs involved in these three
approaches, and would still give the HSE the necessary powers.
A likely basis for the future would appear to be an assessment
on the lines of the COSHH regulations followed by a written
procedure to be implemented and monitored for effectiveness.
Central to such a procedure must be the responsibility of the
management of the tower operators.
The draft of a possible code of practice covers:
• Identification and assessment of risk
• Prevention or control of risk
• Management and the selection, training and competence of
personnel
• Record keeping
• Responsibility of manufacturers, suppliers and installers.
A. 10 Maintenance
123
A. 10 Maintenance
A. 10.1 General considerations
Cooling tower manufacturers will normally supply comprehensive
installation, operation and maintenance instructions and these
must be studied and understood by the person responsible for
operating the tower; in addition the Cooling Water Group of the
Industrial Water Society has published Keeping your Cooling
Tower Safe giving maintenance guidelines for the prevention of
legionnaires disease (see also A.9.5).
The first essential is a properly documented record which not
only indicates the intervals at which inspections and checks are
carried out, but also provides confirmation that the maintenance
tasks have been completed. Where planned preventive maintenance and/or computer aided maintenance procedures are used
the cooling tower maintenance record should form the input
document to the data processing system. Because of the great
importance attached to proper maintenance of the water system
and proper water treatment the notes which follow are sub-divided
between general maintenance of the tower and maintenance of the
water system.
A. 10.2 Maintenance of the tower and its structure
General The general condition of the tower should be checked
at each inspection visit noting any deterioration of protective
finishes and also noting whether external environmental factors
are having an effect on the condition of the tower, examples
being excessive dust or grime from local building operations or
emissions from nearby industrial processes.
Drive systems This heading includes fans and fan motors,
pump and pump motors, belt or gear drives, bearings and motor
control gear. Checks should include noise or vibration, pulley
alignment, belt tension, pulley guards, bearing lubrication,
supply voltage and motor current and free rotation of fans,
motors and shafting.
Eliminators These should be checked for fouling, slime or
scale build-up and cleaned as necessary; they should also be
checked for correct sealing into the tower structure. Eliminators
which fall short of the standard described in A.4.2 (loss 0.001 to
0.005%) should be replaced.
Packing PVC packing is becoming almost universal and should
be checked for build-up of slime or debris and cleaned as
necessary. Where timber packing is still in use it should be
124
Cooling tower practice
checked for build-up of scale which, if unchecked can cause
collapse from its weight; checks should also be made for fungal
attack and badly decayed timber should be replaced. If towers
are used in conjunction with air conditioning systems timber
packing should be replaced by PVC packs which are demountable for cleaning. Where towers with wood packing are out of
action during warm dry weather steps should be taken to shade
the packing from direct sunlight and if necessary the packing
should be dampened from time to time to avoid degradation.
Water distribution system Periodic thorough cleaning and
disinfection of the water system should take place at the same
time that eliminators and packing are cleaned; typical requirements are:
Clean all debris
Inspect cold water basin, clean and flush
Clean basin strainer
Check water level and water make-up
Inspect heat transfer surfaces for fouling
Inspect water distribution pipe-work and valves
Check and adjust bleed rate (purge)
Check pan heaters where these are installed to protect
against freezing
Check operation of make-up valve
Drain basin and drain all pipework (drain should be
80-100mm diameter).
If the cold water basin is difficult to clean because of up-turned
flanges or inaccessible recesses consideration should be given to
modifying or replacing it. Figure A. 10.2.1 shows a satisfactory
design.
Tower structure In the case of steel packaged towers the
protective finish should be checked at intervals to prevent the
onset of corrosion. Timber towers should be checked for
damage to coping, handrails, staircases, or evidence of rot due
to leakage; structural fixing bolts should be inspected for
evidence of corrosion and replaced as necessary with corrosion
resistant bolts. Concrete towers require inspection every few
years as does any other concrete structure; after very long
service spalling may occur due to corrosion of reinforcement.
Towers can be thoroughly cleaned without the need for
maintenance staff to work inside them by designing the sump as
A. 10.2.1, by fitting quick release hinged access doors and by
providing a waterproof internal light.
(N
o
in
O
CO
"*
<j)
o
Dimensions other than drain are mm
3" BSP drain
3 kW immersion heater
Figure A. 10.2.1 Cold water basin design for easy cleaning
oo
CD
2" BSP overflow
Outlet connection
Fan thermostat
/ - 3/4" BSP male
cold water
make-up
connection
126
Cooling tower practice
A. 10.3 Water treatment
Water treatment is fully covered by Section A.8 and the approach
to the treatment of any particular cooling tower installation is best
established by consultation with water treatment specialists. If
there are doubts about availability, qualifications, or experience of
suitable personnel to carry out the treatment programme then it
may well be prudent to sublet water treatment to specialists. Some
general guidelines are:
• Bear in mind that almost all water treatment chemicals are pH
sensitive with optimum levels varying according to the chemical
concerned from 6.5 to 8.0. Never below 6.0 or above 9.0.
Chlorine in particular is far more effective as a disinfectant at or
below pH 7.0 and at pH 8.0 its activity is greatly reduced.
• Routine monitoring of water condition should include pH, TDS
(from conductivity measurement), total bacteria count, chemical
concentration, and biocide concentration.
• No matter what the treatment programme, it will cease to be
effective when the water condition reaches the point where
thorough cleaning and disinfection of the system has become
necessary.
• It is possible to test for legionella concentration or for total
bacteria count. It is extremely difficult to eliminate legionella
completely and its presence in low concentration should give no
cause for concern (less than 1000 bacteria per litre is considered
low). Total bacteria count does not, of itself give an indication
of the presence of legionella, but it is a useful guide as to the
general condition of the water and enables any upward trend to
be detected and dealt with (around 1000 organisms per millilitre
is considered entirely satisfactory, but if the level approaches
100000 organisms per millilitre action should be taken to reduce
h).
• Frequency of cleaning and disinfection will depend on the
operation of the tower, but for continuous operation it should
be twice per year; it should always be carried out on re-start
after a shut-down period or at any time when tests indicate that
cleaning is needed.
• Water treatment specialists will provide a cleaning procedure
programme which is entirely separate from the water treatment
programme. After cleaning and disinfection (normally with
chlorine) the water treatment programme must be resumed.
• Scaling, fouling, and contamination due to silt and airborne
debris can be radically reduced by using a side-stream filtration
system so that sump water is re-cycled at least six times per
of
service
Start-up
•
•
•
•
•
•
Weekly
Figure A. 10.4.1 Recommended maintenance schedule
Check and service fan drive system
Lubricate fan shaft bearings
Check motor(s) voltage and current
Check unit for unusual noise/vibration
Check fan and p u m p motors for proper rotation
Check fans for rotation w i t h o u t obstruction
Inspect protective finish
Drain sump and piping
Check pan heaters and accessories
Check and adjust bleed rate
Check chemical feed equipment
Check water quality against guidelines
Check drift eliminators
Inspect w a t e r distribution
Inspect heat transfer section for fouling
Check and adjust sump water level and make-up
Clean sump strainer
Inspect sump - clean and flush if required
Clean debris from unit
Inspect general condition of unit
Description
•
•
•
•
•
•
•
Monthly
•
•
•
Every six
months
•
•
•
•
Shut­
down
•
Annually
1
128
Cooling tower practice
hour. Maintaining cleaner water by this means can radically
reduce the need for treatment.
• Alternatives to chemical treatment merit careful evaluation,
examples being pasteurization, ultra-violet radiation and the
use of electro-magnetic systems as described in A.8.18 and
A.8.19.
A. 10.4 Maintenance schedules
Cooling tower manufacturers and water treatment specialists will
provide a schedule of maintenance tasks appropriate to the tower,
its location, and operating conditions and Table A. 10.4.1 is
extracted from Keeping Your Cooling Tower Safe already referred
to in A. 10.1 (the first 13 items are considered to be essential for
the control of legionella).
Section B
Cooling tower theory and
calculations
B. 1 Psychrometry
Psychrometry is the science of measuring the moisture content of
the atmosphere; some basic definitions are given below.
B.l.l The atmosphere
Unpolluted air close to the Earth's surface consists by volume 78%
nitrogen, 2 1 % oxygen, and the remaining 1% made up of argon,
neon, krypton and helium, plus trace quantities of carbon dioxide
and many other gases.
B.1.2 Moisture in the atmosphere
Moisture in the air, being superimposed on the gaseous content
does not affect the relative proportions of nitrogen, oxygen, etc.
This moisture content may be expressed as a proportion by weight,
i.e. kg of moisture per kg of dry air or it may be related on a
percentage basis to saturation of the air (saturation is the point at
which, under given conditions, no further moisture can be held in
the air and condensation will begin to take place). The weight
basis is referred to as absolute humidity and the percentage basis
as relative humidity with saturation represented by 100%.
B.1.3 Atmospheric pressure and partial pressure
Atmospheric pressure depends on altitude and on meteorological
conditions, but standard pressure has been defined as one bar or
one atmosphere, both of which are equal to 101.325 kilopascals
(kPa). (In imperial units this is equivalent to 14.69p.s.i.)
Each of the constitutents of air exerts its own individual pressure
on its surroundings; this is known as the partial pressure and is in
129
130
Cooling tower theory and calculations
direct proportion to the percentages in B. 1.1. Thus:
Partial pressure of nitrogen = 78/100 x 101.325 = 79kPa
Partial pressure of oxygen = 21/100 x 101.325 = 21.3 kPa
B.1.4 Vapour pressure
Water exerts a pressure at its surface known as vapour pressure
and there is a definite relationship between this pressure and the
temperature of the water (see B.1.6 below).
B. 1.5 Saturated air
The difference between the vapour pressure at a water surface and
the partial pressure of water vapour already in the atmosphere
causes evaporation. The maximum amount of water vapour which
air can absorb depends on the temperature of the air and when this
maximum is reached the air is said to be saturated and the vapour
pressure at that point is the saturation vapour pressure.
Critical point-
210
190
_ 170
ω
S 150
CD
_
§ 130
1 90
<
70
-
50 30 10
I — 4 —
50
100 150 200 250 300 350
Temperature (°C)
Figure B. 1.6.1 Relationship between temperature and pressure for saturated steam
B.l Psychrometry
131
B.1.6 The saturation curve
This is the most important characteristic of air/moisture mixtures
and is the key to both steam calculations and psychrometry.
The saturation curve is the relationship between pressure and
temperature for steam calculations or the relationship between
vapour pressure and temperature of saturated air for psychrometry calculations. The shape of the curve is exactly the same for
both.
Steam tables give values up to the critical point (22120kPa
absolute pressure and 374.15°C temperature) and the shape of the
curve is shown at Figure B. 1.6.1. For psychrometry calculations a
much lower temperature limit suffices; a typical curve is shown at
B. 1.6.2 and values may be obtained by referring to Table C.5. It
10
60
20
30
40
50
Temperature (°C)
Figure B.l.6.2 Saturation curve for air/moisture mixture
132
Cooling tower theory and calculations
should be noted particularly that curve B. 1.6.2 is based on the
standard atmospheric pressure of 101.325 kPa. (It is the vapour
pressure which varies with temperature.) The points on the curve
represent the saturation vapour pressure for the corresponding
temperature and therefore indicate the maximum amount of water
vapour which can be retained in the air at that point.
B.1.7 Absolute humidity
The amount of moisture in kgs per kg of dry air (see B. 1.2) at any
given condition of air temperature and atmospheric pressure.
B.1.8 Relative humidity
The ratio expressed as percentage of actual vapour pressure due to
moisture in the air to the saturation vapour pressure at the same
air temperature.
B. 1.9 Dew point
The temperature at which a mixture of air and water vapour
becomes saturated.
B.1.10 Dry bulb temperature
Air temperature measured in the normal manner.
B . l . l l Wet bulb temperature
Evaporation of water necessitates an input of heat which is known
as the latent heat of evaporation; when water is boiled, heat is
supplied and steam or water vapour is produced. When
atmospheric conditions are such that water evaporates there must
be an input of heat energy and this heat is derived by cooling the
immediate surroundings of the evaporating water. This is the
mechanism of ground frost, where clear skies promote evaporation from the Earth's surface; frost is formed on the ground even
though air temperature may be a few degrees above freezing
point. This principle of evaporative cooling is crucial to the
function of cooling towers.
If the bulb of a thermometer is kept constantly wetted and the
evaporation of moisture encouraged by a moving air stream with
minimum velocity 5 metres per second, then the temperature
recorded by the thermometer will be depressed until equilibrium is
B.l Psychrometry
133
reached. The temperature then recorded is known as the wet bulb
temperature and has a precise relationship to the humidity of the
air. This relationship is enlarged on at B.l. 16 and the mathematics
behind it are given in B.2.2.
B.l. 12 Measurement of wet bulb temperature
The sling psychrometer consists of two mercury-in-glass thermometers mounted on a frame which can be whirled about a handle.
The bulb of one thermometer is dry and that of the other is kept
wetted by means of a 'sock'. Care and experience is needed to
obtain reliable results from this device and there must be ample
space to swing the assembly, the alternative is to use an aspirated
psychrometer which incorporates a small fan designed to ensure a
minimum velocity of 5 m/s of air across the wet bulb.
B.l.13 Humidity calculations (refer to C.2 for definitions)
The absolute humidity in kg per kg of dry air may be calculated
from the relative molecular masses of air and water (28.96 and
18.02 respectively) by using the formula:
(18/29) x pJ(P - pv)
where pv = partial pressure of vapour and P = atmospheric
pressure (101.325 kPa as standard)
As an example the saturation vapour pressure corresponding to
30°C may be taken from table C.5, i.e. 4.24 kPa.
Hence absolute humidity = (18/29) x 4.24/(101.33 - 4.24) =
0.0271 kg/kg
If the vapour pressure is less than saturation level, say 2.5 kPa
absolute humidity = (18/29) x 2.5/(101.33 - 2.5) = 0.0157 kg/kg
relative humidity will be 2.5/4.24 = 59%
As, under these conditions, vapour pressure is low compared with
atmospheric pressure the value of relative humidity is close to the
ratio of masses of water present, i.e.:
(0.0157/0.0271) x 100% = 57.9%
B.l. 14 Total heat or enthalpy
All substances whose temperatures are above absolute zero
(—273°C) contain heat energy but in calculations involving fluids
134
Cooling tower theory and calculations
(air is a fluid) it is standard practice to take 0°C as the datum point
for measurement.
There are four elements to the total enthalpy (total heat
content) of an air/water vapour mixture:
Dry heat content of the air The energy in kilo joules required to
raise the temperature of the air from 0°C to the dry bulb
temperature, i.e.:
Mass of air (kg) x specific heat capacity of air at constant
pressure (kJ/kgK) x temperature increase (K)
Measurements of moving air streams are made on a volume basis
and must be converted to mass using the value of air density.
Air density at 0°C is 1.293 kg/m3 and this value varies inversely
with absolute temperature. Thus at 20°C it is:
1.293 x 273/(273 + 20) = 1.205 kg/m3
The specific heat capacity of air varies slightly with temperature
but at normal ambients it is close to 0.99kJ/kgK.
For most practical calculations involving a moving air stream the
dry heat content in kJ/s may be taken as:
Volume flow (m3/s) x 1.2 x dry bulb temperature (K) (Note
that kilojoules per second is exactly the same as kilowatts)
Heat content of liquid phase water (Depending on the conditions
of pressure and temperature, water will exist as one of the three
phases, solid, liquid or vapour, i.e. ice, water, or water vapour.)
This is the energy required to raise the moisture content from 0°C
to the dew point temperature, i.e.:
Moisture content (kg/kg) x mass of dry air (kg) x specific heat
capacity of water (kJ/kgK) x temperature interval from 0°C to
dew point (K).
The specific heat capacity may be taken from table C.5, at normal
ambient temperatures it is close to 4.18kJ/kgK.
Latent heat of vaporization of moisture content The energy
required to evaporate the moisture at dew point, i.e.:
Evaporative increment enthalpy (kJ/kg) x moisture content
(kg/kg) x mass of dry air (kg)
Table C.5 gives the evaporative increment which at normal
ambient temperatures is close to 2440kJ/kg.
Sensible heat content of water vapour rising from dew point to dry
bulb temperature Specific heat capacity of steam (kJ/kgK) x
B.l Psychrometry
135
moisture content (kg/kg) x mass of dry air (kg) x temperature
increase from dew point to dry bulb (K). The specific heat capacity
may be taken from C.5. (1.88kJ/kgK at normal ambient
temperatures). A simple example illustrates the procedure:
Dry bulb temperature 26°C Wet bulb temperature 20°C Dew
point 17°C
Saturation vapour pressure (from table C.5) 3.36kPa
Moisture content = (18/29) x {3.36/(101.33 - 3.36)} =
0.0213 kg/kg
For the present it must be accepted that 20°C dry bulb with 26°C
wet bulb represents 57% relative humidity (rh) (refer to B.l. 15
below).
The vapour pressure corresponding to 57% rh is 3.36 x 0.57 =
1.92 kPa and the moisture content = (18/29) x {1.92/(101.33 1.92)} = 0.0120 kg/kg
The four elements may now be calculated based on 1 kg of dry air:
Dry heat
= 1.0 x 26
= 26.0 kJ
Liquid phase = 0.012 x 4.18 x 17
= 0.9 kJ
Latent heat = 2440 x 0.012
= 29.3 kJ
Sensible heat= 1.88 x 0.012 x (26-17) = 0.2 kJ
Total 56.4 kJ
In calculations involving dry bulb temperatures below 50°C and
above dew point, dry heat, and latent heat invariably account for
the bulk of the energy. For cooling tower calculations the total
enthalpy of saturated air is of major importance. For saturation,
dry bulb, wet bulb, and dew point temperatures are all the same
and in the above case the calculation becomes:
Dry heat
= 1.0 x 26
Liquid phase = 0.021 x 4.18 x 26
Latent heat = 2440 x 0.021
= 26.0 kJ
= 2.3 kJ
= 51.2 kJ
Total 79.5 kJ
The sensible heat content is zero and the calculation may be
simplified for saturated air by taking the specific enthalpy of
saturated vapour from table C.5 (2549kJ/kg), hence:
Total heat = 26 (dry heat) + (2549 x 0.021) = 79.5 kJ.
B.l.15 Psychrometric charts
Humidity Quite complex calculations are involved in establishing
humidity values from wet and dry bulb temperatures, but the task
Figure B. 1.15.1 Psychrometric chart - 10°C to 60°C (Reproduced by courtesy of the Chartered Institution of Services Engineers. Pads of charts
for record purposes are available from CIBSE Bookshop 222 Balham High Road London SW12 9BS)
CIBSE
PSYCHROMETRIC
CHART
B.l Psychrometry
137
is simplified by the use of charts which have been prepared for
various temperature ranges (they are also available for pressures
other than standard atmospheric). A typical chart is illustrated at
B.l. 15.1 and working copies of such charts may be obtained from
the Chartered Institution of Building Services Engineers. Figures
B.l. 15.2 and B.l. 15.3 illustrate the way in which these charts are
constructed and show how data may be obtained from them.
The horizontal axis is dry bulb temperature and the slope of the
curves is based on saturation vapour pressure. The lines of dry
bulb temperature on B.l. 15.2 are close to vertical at lower
temperatures but slope slightly to the right as temperature
increases. The upper saturation curve represents 100% humidity
and other curves are drawn with humidity from 90% down to 10%
rh. There is a series of wet bulb temperature lines sloping down
from the 100% curve. Using values from the example B.l. 14 it can
be seen that the intersection of the 26°C dry bulb line (1) with the
20°C wet bulb line (2) meets the rh curves at 57% (3). Any two of
these three values enable the third one to be established.
mTT
100 90 80 70
Co /
<bi
J>
"O
60
/
/
/ /
LJ
/
/
/
VAQ/
/
/
^ z M,
/up
%
^/y^
h
A /c Y
y
c
n
Q<
^
>
/
40 π
E
>V 30
/
s%
/
.
Js
¥te*^
A^P<.
^>
y
15
20
25
30
Dry bulb temperature (°C)
20
0.028
t
>
CO
DC
0.024
B
0.022
|
0.020 t
0.018 22
c
8
—0.016
o-
CD
0.014 ^
0.012-1
_ 0.010^
—0.008
0.006
10
' ^
35
D
CD
rw
10
-
50
/ " nD*
yC £>
0.030
0.026
ω
<? %fT7
<fr
/
s£
~
Λ
TV
/
f®U
/
S>
/
—<
0.004
—\0.002
40
Figure B.l. 15.2 The psychrometric chart showing relative humidity, dew point, and
moisture content, based on barometric pressure 101.325 kPa
138
Cooling tower theory and calculations
Dry bulb temp. (°C)
Figure B. 1.15.3 The psychrometric chart showing specific volume and specific
enthalpy, based on barometric pressure 101.325 kPa
On the right there is a horizontal scale of moisture content
enabling the value of 0.012kg/kg to be read at (5). Extending the
same line back to the saturation curve enables the dew point to be
read off at (4), i.e. 17°C. Reaching dew point in this way is known
as sensible cooling (no latent heat is involved).
If the 26°C dry bulb line is extended vertically to meet the 100%
humidity curve it will do so at (6) and this enables the saturation
vapour content to be read off at (7), i.e. 0.021 kg/kg. Achieving
saturation in this way is known as isothermal humidification
(adding water without change of temperature).
If, from its original state at (3) the air reaches saturation by
moving along the wet bulb line to the saturation curve, the process
is called adiabatic humidification and there is no change in
enthalpy.
Referring now to chart B. 1.15.3 two further scales have been
introduced and for the sake of clarity the wet bulb lines and the
moisture content scale have been omitted. The specific enthalpy
B.l Psychrometry
139
lines enable the total enthalpy to be established. A line drawn
from point (3) to point (8) gives the specific enthalpy at 57 kJ/kg
(56.4 calculated). Extending the line from (1) to (9) gives the
enthalpy at saturation from the scale, i.e. 80kJ/kg (79.5
calculated). The final set of lines gives specific volume and at the
original conditions it can be seen from (10) that this is 0.865 m3/kg.
When working on cooling tower design problems it is
convenient to be able to refer to a table giving the total enthalpy of
saturated air at different temperatures rather than to depend on
the use of charts. The necessary data is included in Table C.6 and
the values have been calculated as in the example in B.l. 14.
In practice there are small variations in the amount of energy
arrived at by different approaches; for example, if liquid phase
water at 0°C is superheated directly to the saturation temperature
rather than first as liquid to the dew point, the energy calculation is
marginally different. Complete saturation is difficult to achieve in
practice and this also has an effect on theoretical values. The
values given in Table C.5 may be used with confidence for
practical calculations.
B.l.16 Wet bulb temperature and system equilibrium
So far it has been taken for granted that there is a definite
relationship between wet and dry bulb temperature and humidity,
but this phenomenon is so important that more detailed
consideration is called for.
Suppose that unsaturated air is brought into contact with liquid
water under adiabatic conditions (i.e. such that no heat is received
or given up to the surroundings during the operation). Since the
air is not saturated, water will evaporate into it and increase the
humidity of the air. The latent heat of evaporation of this water
cannot be supplied externally since by definition the process is
adiabatic and therefore, must be supplied by the cooling of either
the air or the water or both.
Consider the case in which a stream of unsaturated air, at
constant initial temperature and humidity is passed over a wetted
surface. If the initial temperature of the wetted surface is
approximately that of the air, the evaporation of water from the
wetted surface tends to lower the temperature of the liquid water.
When the water becomes cooler than the air, sensible heat will be
transferred from the air to the water.
Ultimately the equilibrium will be reached at such a temperature that the loss of heat from the water by evaporation is exactly
balanced by the heat passing from the air into the water as sensible
140
Cooling tower theory and calculations
heat. Under such conditions the temperature of the water will
remain constant. This temperature is the wet bulb temperature. If
the initial temperature of the wetted surface is below the wet bulb
temperature then it will rise to the wet bulb temperature.
B.2 Heat transfer theory
B.2.1 Some general notes on heat transfer
There are three mechanisms by which heat is transferred, namely
conduction, convection, and radiation. Conduction is the only way
in which heat can be transferred through solids; it plays a strictly
limited role in heat transfer through liquids and is not applicable to
gases at all.
Convection occurs because hotter and therefore less dense fluids
rise and set up circulation and it is the principal method of heat
transfer in fluids. Heat transfer by radiation is critically affected by
the temperature difference between the radiating surface or source
and the body receiving the radiation. Energy transferred by
radiation travels from the source to the receiver direct with no
effect on the air in between.
The mechanism of convective heat transfer from solids or liquids
to air or gases is critically dependent on the behaviour of a nearly
stagnant layer of air or gas at the surface of the solid or liquid. This
layer is referred to as the boundary layer or film and much of the
complexity of heat transfer theory arises from defining the film
heat transfer coefficient. The factors which can influence
convective heat transfer are:
• The temperature difference
• The properties of the fluid, i.e., velocity, kinematic viscosity,
dynamic viscosity, thermal conductivity, density, thermal
expansivity, specific heat capacity
B.2.2 Heat transfer theory applied to cooling towers
In the case of cooling towers two fluids are involved, namely air
with moisture content up to saturation point and water which
enters the tower at high temperature and leaves the tower cooled.
The main source of the heat transferred in cooling towers is the
latent heat or evaporative increment and this heat must be
extracted from the water as it flows through the tower. The
mechanism of evaporative cooling has already been referred to at
B.2 Heat transfer theory
141
A . l . Some 75% of the total heat transferred is carried across the
interface between water and air by diffusion of water vapour which
is subsequently distributed to the bulk of the air by convection.
The balance of the heat is transferred by conduction and
convection between the water and the air. There are thus two
mechanisms, i.e. mass transfer and heat transfer.
Considering once again the water droplet illustrated at A. 1.4.1;
because the mass of air is very much greater than the mass of water
it may be assumed that no significant change will take place in the
condition of the air. In practice the air does change and has an
important effect on the operation of cooling towers and this will be
explained later.
The droplet will be surrounded by the boundary layer of air;
water vapour will be diffusing through this layer at a rate of W
kilograms per second (using a rate per second ensures consistency
in units even though for a single drop the value will be extremely
small).
If the specific latent heat of the diffusing vapour stream is λ^
(kJ/kg) then the rate at which heat is diffusing will be W x \w (kJ/s
or kW). Since the wet bulb temperature is below the temperature
of the bulk of the air there will be sensible heat flowing into the
droplet at a rate q (kJ/s or kW) and the wet bulb temperature will
stabilize at the point where these two values are equal i.e.:
B.2.2(i)
q = WxXw
From heat transfer theory:
q = ocxA(t-ti)
B.2.2(ii)
q = sensible heat flow rate (kW)
a = film heat transfer coefficient (kW/m 2 K)
A = superficial area of drop (m 2 )
t = bulk air dry bulb temperature
tj = temperature at the interface between water and air
(the dimensions of oc can be shown to be kg/s3K)
By changing the value and the dimensions of the coefficient, it is
possible to express the rate at which water vapour is diffusing from
the droplet either in terms of partial pressure or in terms of
absolute humidities:
W=KgxA(pipg)
B.2.2(iii)
W
Kg
Pi
pg
= rate of water diffusion (kg/s)
= film coefficient for diffusion (dimensions s/m)
= partial pressure at interface (kPa)
= partial pressure in the bulk air (kPa)
142
Cooling tower theory and calculations
Alternatively:
W=K1gxA(xi-xg)
B.2.2(iv)
2
Kg = now has dimensions kg/m s
Xi = absolute humidity at the interface (kg/kg)
xg = absolute humidity in the bulk air (kg/kg)
In equations (ii), (iii) and (iv) the expressions in brackets are
referred to as the 'driving force', in other words it is the difference
of temperature, vapour pressure or absolute humidity which
maintains the heat transfer process.
This is analogous to electrical circuits where voltage drives the
power; also to compressed air systems, ventilation systems, and
fluid distribution which requires pressure from the compressor,
fan or pump to keep the system going. Substituting the values of q
and W from equations (ii) and (iv) in equation (i) and noting that
the water temperature at equilibrium is the wet bulb temperature
of the air (making tt = tg) it follows that:
Xi ~xg = oc(ti - tg)/(Kg x λνν)
Β.2.2(ν)
A very important conclusion may be deduced from the above
equation. As a and Kg are coefficients corresponding to the same
film, it is reasonable to assume that any influence which tends to
change the thickness of the film, and hence the values of the
coefficients, will cause the same percentage change in oc as in Kg
and the ratio oc:Kg should be independent of variables such as
viscosity and air velocity.
Experiment has shown this to be so.
For any value of t and xg therefore, there will be a definite value
of tg and Xi which will balance the equation, as xt and tg are
coordinates of the saturation line on the psychrometric chart.
The wet bulb temperature (tg) (i.e. equilibrium temperature)
therefore depends only upon the temperature and humidity of the
air, and is independent of factors which might influence the
thickness, and hence resistance of the air film in contact with the
water.
B.2.3 The approach to practical cooling tower calculations
The mechanism of heat transfer is best understood by considering
a contra-flow cooling tower in which the water to be cooled enters
at the top of the tower and the cooling air is either induced or
B.2 Heat transfer theory
143
forced through the tower from the bottom to the top. At the top of
the tower the water will be above the dry bulb temperature of the
air, but as the water descends and its temperature falls a point will
come when the water temperature falls below dry bulb, but
remains above wet bulb. These two sets of conditions are
examined separately. As the water descends still further it will
continue to cool towards wet bulb temperature, but in practice will
never actually reach it; to do so the tower would need to have
infinite height.
Figures B.2.3.1 and B.2.3.2 illustrate the two sets of conditions
and show the temperature and humidity gradients across the film
of water and the air film which are in contact at the interface.
In B.2.3.1 the temperature (ί,) at the interface is lower than the
temperature (Γ) of the bulk of the water, but remains above the
temperature (t) of the bulk of the air.
There will be a transfer of heat from water to air partly in the
form of sensible heat (H) because of the temperature difference (T
— t) and partly in the form of latent heat (L) because water vapour
is formed which diffuses across the interface.
In B.2.3.2 the situation is different because T is lower than t\
there will now be two sources of heat at the interface, one (L - H)
from the bulk of the water because of the temperature difference
(T — ti) and another (H) from the bulk of the air because of the
temperature difference (t — tt). These two sources together equate
with the latent heat (L) arising from evaporation at the interface.
In both cases the humidity at the interface (JC,) is greater than
that of the mass of air (xg) and this difference provides the driving
force causing the diffusion of moisture through the air film and the
consequent transfer of latent heat to the bulk of the air. The net
transfer of heat will become steadily less as the water descends
through the tower; at the base of the tower the driving force will be
at its minimum and sensible heat (H) will almost equal latent heat
(L) so that heat transfer is also at a minimum.
B.2.4 The use of overall heat transfer coefficients and volumetric
coefficients
Heat transfer and diffusion from the bulk water to the bulk air
depend on the air film coefficients oc and Kg (see B.2.2 above) and
also on the heat transfer coefficient of the water film. As the actual
temperature at the interface and the contact area between air and
water cannot be determined by normal experimental methods it is
not practicable to assign values to these coefficients. For these
reasons overall coefficients are used, i.e.:
and humidity
x///
flow across
YÄ
Y/ O/
vA
7 ^
>.
gradient
Air f i l m
interface
diagram
Latent heat carried
by w a t e r v a p o u r (L)
Sensible heat
to bulk air (H)
Figure B.2.3.1 Heat transfer in cooling towers - water temperature
above drv bulb
Temperature
Water f i l m
Energy
Sensible heat
f r o m bulk w a t e r
( L + H)
and humidity
(ZJ5I
K/ g j
gradient
diagram
Latent heat carried
by w a t e r v a p o u r (L)
Sensible heat
to bulk air (H)
Figure B.2.3.2 Heat transfer in cooling towers - water temperature
below dry bulb
Temperature
(L-H)
Sensible heat
f r o m bulk w a t e r
air, X, = h u m i d i t y at interface, x g = h u m i d i t y of bulk air
T = t e m p e r a t u r e of bulk water, t, = t e m p e r a t u r e at interface, t = t e m p e r a t u r e of bulk
B.3 Heat transfer calculations
145
• An overall heat transfer coefficient based on the temperature
difference bulk water to bulk air (T - t)
• An overall diffusion coefficient based on the humidity
difference (xw - xg) where xw is the saturation humidity
corresponding to the bulk water temperature T, and xg is the
absolute humidity of the bulk air.
These two coefficients are then further modified so that they refer
to a unit volume of the cooling tower packing and these modified
coefficients are known as volumetric coefficients.
Both a and Kg depend upon a constant related to the film and
the thickness of the film; the constant is thermal conductivity in
the case of a and the diffusion coefficient in the case of Kg. In both
cases the thickness of the film is primarily a function of the mass
velocity of air passing the film.
B.3 Heat transfer calculations
B.3.1 Merkel's theory and calculation of mean driving force
Calculation of cooling tower performance using mass transfer and
heat transfer separately is very laborious and Merkel's total heat
theory is a means of simplifying the process. The theory states that
the total heat transfer taking place at any position in the tower is
proportional to the difference between the total heat of the air at
that point and the total heat of air saturated at the same
temperature as the water at the same point, i.e.:
Q = KxAx(Hw~Hg)
B.3.1(i)
Q = heat transferred by conduction and evaporation (kJ/s or
kW)
K = heat transfer coefficient (dimensions kg/m2s)
A = area of contact between air and water (m2)
Hw = enthalpy of air saturated at water temperature (kJ/kg)
Hg = enthalpy of ambient air (kJ/kg)
To make use of Merkel's theory two steps are necessary:
• Combine K and A into a single coefficient KgA based on unit
volume of the pack (see B.2.4). This avoids the problem of
determining the area of contact.
• Determine the mean value of the enthalpy difference or the
mean driving force. The equation applies only to a single point
in the pack, whereas water and air conditions vary throughout
the tower.
146
Cooling tower theory and calculations
The method of arriving at the mean driving force is illustrated by
the chart at B.3.1.1. The chart has been drawn with actual values
of enthalpy on the vertical scale and with a typical range of water
temperatures on the horizontal scale. The values for the saturation
line are taken from C.6.
280 r
280
260 U
260
24θ[
240
j? 220r
220
5 200
200
75 180
180
g 160
160
% 140
140
CD
(Λ 120
120
100
100
80
80
60
60
40
40
30 32 34 36 38 40 42 44 46 48
Water temperature (°C)
50
Figure B.3.1.1 Driving force diagram
The next step is to draw the air condition line:
<\> =
φ
Lw
-spw
Tj
T2
LwxCpw(Tj-T2)
B.3.1(ii)
= total rate of heat dissipation from the water (kW)
= mass flow rate of water (kg/s)
= specific heat capacity of water at constant pressure
(kJ/kgK)
= water inlet temperature (°C)
= water outlet temperature (°C)
B.3 Heat transfer calculations
147
The heat dissipated from the water will equal the heat gained by
the air
<b = La{Hgl-Hg2)
B.3.1(iii)
La = airflow rate (kg/s)
Hgl = enthalpy of outlet air (kJ/kg)
Hg2 = enthalpy of inlet air (kJ/kg)
The heat loss to surroundings may be neglected hence:
Lw x Cpw (Tj - T2) = La (Hgl - Hg2)
B.3.1(iv)
which can be written:
H^
=
Lw x Cpw x (T, - T2)
+ H^
B 3 1(v)
La
As this is a linear equation the air condition line on chart B.3.1.1
must always be straight.
The vertical distance between the saturation line and the air
condition line gives the difference in enthalpy (or driving force) at
any cross-section through the packing.
The mean driving force is related to the average vertical distance
between the air condition line and the saturation curve. It can be
arrived at mathematically using integration, or graphical methods
can be used to measure the area between the line and the curve.
The process is simplified by a chart devised by W. L. Stephens and
shown at B.3.1.2. A factor is obtained from the chart which
enables the mean driving force to be calculated.
By adopting the concept of mean driving force and using a factor
related to the volume of the pack the equation for total heat
transferred becomes:
φ = KgA xlxax
AHm
B.3.1(vi)
= height of pack (m)
/
a
== area of pack (m2)
KgA == volumetric heat transfer coefficient (dimensions kg/m3s)
AH == mean driving force (kJ/kg)
Heat values from B.3.1(ii), B.3.1(iii) and B.3.1(vi) are all equal
hence:
8
=
Lax(HgJ-Hg2)
I x ax AHm
B.3.1(vii)
v
}
148
Cooling tower theory and calculations
y m/y2
0.3
0.16 0.2
25
0.4
0.5 0.60.70.8
values of factor f
1.0
1.5 ,
y m/ y
—· '
7
-6n
0.25LL?.fiip£
0.16
0.2
0.3
0.4
0.5 0.60.7 0.8
1.0
y m /y2
Figure B.3.1.2 Chart for determination of mean driving force
and as φ = Lw x Cpw x (Γ, - T2) (from B.3.1(ii)) equating
B.3.1(vi) with B.3.1(h)
KgA x I x a x AHm = Lw x Cpw x (T2 - T2)
i.e.
KgA =
Lw
X CpW X {Tj — 12)
*TT
^
B.3.1(viii)
v
(I x a x AHm)
'
The equations assume that La and Lw remain constant but due to
evaporation this is not true in practice; however, at normal
temperatures the error from this assumption is not significant.
B.4 Selection of tower size for a given duty
149
In a practical situation values will be known for Hgl, Hg2, Lw,
La, Tj and T2. The air condition line can be drawn by connecting
the points Hgl and Hg2. From water temperatures on the
horizontal scale it is possible to mark off the driving force at the
top of the tower, at the bottom of the tower and at the mean point;
these three driving forces are designated on Steven's chart as ylf
γ2, and ym respectively. Values may be obtained from the enthalpy
chart and must then be converted to ratios ym'.yi a n c · Ym'Y2·
These two ratios are the vertical and horizontal axes of Steven's
chart and enable the factor / to be read off, and the mean driving
force to be calculated:
AHm = fx ym =f(Hwm - Hgm)
/
B.3.1(ix)
Steven's factor
enthalpy at mean position on saturation line
enthalpy at mean position on air condition line
B.3.2 The volume transfer coefficient
The value of the volume coefficient KgA depends upon the type of
packing used in the tower, and on the water and air flow rates.
Values of KgA are obtained experimentally by the manufacturers
of the packing and are expressed in the following form:
KgA = Cx i^Jx
i^j
B.3.2(i)
Lw and La are water and air flow rates in kg/s.
a is the horizontal cross-sectional area of the pack
C, m, and n are constants (or performance coefficients) for the
pack as determined by the manufacturers.
B.4 Selection of tower size for a given duty
B.4.1 Data requirements
As always when designing equipment to meet a number of
parameters there is an element of trial and error or optimization in
the design process; the manual approach to calculations is
reviewed below, but in practice manufacturers will use computer
programs, practical experience and accumulated data in order to
put forward designs to meet users' specifications.
150
Cooling tower theory and calculations
The data required will be:
1 Inlet water temperature T1 (°C)
2 Outlet water temperature T2 (°C)
3 Water flow rate (kg/s)
4 Design ambient air condition (wet bulb temperature and any
correction necessary for atmospheric conditions due to
elevation above sea level)
5 Air flow rate per unit of horizontal cross-sectional area of
pack
6 Values for the three constants C, m and n
B.4.2 Sample calculation - Diesel engine cooling
Data available:
Recirculating cooling water required (Lwi) 0.025 m3/s.
Inlet water temperature (Tj) 49°C.
Outlet water temperatue (T2) 32°C.
Air flow rate per unit area of packing {LJa) 2.2kg/sm2.
Packing height 0.6 m
Assume cross-section area (a) of packing 7.5 m2
(first estimate based on experience)
Evaluate water mass flow rate (Lw)
Lw = Lwi x p = 0.025 x 995 = 24.9 kg/s
(995 is density of water (p) over cooling range - from Table
C.5)
LJa = 24.9/7.5 = 3.32kg/sm2
LJa = 2.2kg/sm2 Hence La = 2.2 x 7.5 = 16.5 kg/s
Evaluate volumetric heat transfer coefficient (KgA) based on
given constants for the pack:
C
= 2.98, m = 0.2, n = 0.27
KgA =Cx
i—\
x i—\
(refer to equation B.3.2(i))
= 2.98 x (3.32)0·2 x (2.2)0·27
= 4.69
From Table C.6, the specific enthalpy of incoming air based on
18°C ambient wet bulb is 51.0kJ/kg.
B. 4 Selection of tower size for a given duty
151
Evaluate Hgl
Hgl = Hg + [Lw X Cpw x (Tj - T2)]/La
(refer to Equation B.3.1(v))
= 51 + [24.9 x 4.175 x (49 - 32)]/(2.2 x 7.5)
= 158.1
Evaluate Hgm
Hgm = (Hg2 + Hgl)l2 = (51 + 158.1)/2
= 104.6
(for clarity the above information is shown on the driving force
diagram at B.4.2.1)
H w l = 262.0
260
240
B
220
3 200
1 180
c
O
Έ
o
cl
Hwm = 171.0
/
160 -m
140
12
'
Hg-, = 158.1
0 _Hw2=111 ^ H
100
2
'
/
I
/
g m
I
y /
/ S
= 104.6
\yS
y r \
80
60 - H g 2 = 51
^
/
I
I
I
I
I
I
I
I
40
,
Bottom
I
30
i
!
Middle
Position in tower
I
I
I
|
Top
I
U
40
50
Water temperature (°C)
Figure B.4.2.1 Driving force diagram - cooling tower for diesel engine
152
Cooling tower theory and calculations
Evaluate Steven's ratio
Temperatures at top (Tj) middle (Tm) and bottom (T2) of tower
are 49°C, 40.5°C and 32°C respectively.
Values of Hwl, Hwm and Hw2 corresponding to top, middle,
and bottom of tower are taken from Table C.6. Thus:
Hwl = 262kJ/kg, Hwm = 171kJ/kg, Hw2 = l l l k J / k g
Evaluate driving forces for the three positions in the tower:
Top (yj)
= Hwl - Hgl = 262.0 - 158.1= 103.9
Middle (ym) = Hwm - Hgm= 171.0 - 104.6= 66.4
Bottom (y2) = Hw2 ~Hg2 = 111.0 - 51 = 60.0
Evaluate Steven's ratios
yjyi
yjy2
= 66.4/103.9 = 0.64
= 66.4/60.0 = 1.11
Read value of factor (/) from Steven's chart
/ = 1.04
Calculate mean driving force (AHm)
&Hm = ymxf=
(refer Equation B.3.1(x))
66.4 x 1.04 = 69.1kJ/kg
Evaluate KgA from Equation B.3.1(ix)
KgA = [24.9 x 4.175 x (49 -32)]/(0.6 x 7.5 x 69.1) = 5.68
This value is substantially above the 4.69 calculated from formula
B.3.2(i). Re-calculating using a cross-section area of 8.6m 2 yields
4.6 which is clearly satisfactory.
B.4.3 Sample calculation - prediction of the performance of an
existing tower
Data available:
Height of pack (/)
0.6 m
Area of pack (a)
4.2 m2
Design water flow rate {L*w)
41 m3/hr (0.0114 m3/s)
Air flow rate (La)
10kg/s
KgA at design air + water flow 11.0
Calculate the re-cooled water temperature at 38°C inlet and 20°C
ambient wet bulb assuming outlet temperature 25°C
Mass water flow rate (Lw) = 0.0114 x 995 = 11.34 kg/s
(Density of water 995 kg/m3)
B.4 Selection of tower size for a given duty
153
Determine the enthalpy values:
= 57.6kJ/kg (from Table C.6)
Hgl = 57.6 + [11.34 x 4.175 x (38 - 25)]/10 = 119.2kJ/kg
"gm = (57.6 + 119.2)/2 = 88.4kJ/kg
Hwi = 150.0 kJ/kg (at 38°C) 1
= 108.2 kJ/kg (at 31.5°C) \ (Values from C.6)
Hw2 = 76.6kJ/kg(at25°C) J
(The values are shown on the chart at B.4.3.1)
150
H w 1 = 150.0
"^*
/
130
H g l = 119.2
H w m = 108.2
a. 110
' H gm = 88.4 ^
90 b
H
CD
Q.
70
^
w2^^-"^^
J6.6
S '
Hg2
50 „57.6
Bottom
I
I
25
^
y^
|
^ ^ \
\ ^ s ^
^S*
^
I
|
|
I
I
I
i
I
I
I
I
I
I
I
Middle
Position in tower
Top
_!_
38
40
30
31.5
35
Water temperature (°C)
Figure B.4.3.1 Driving force diagram - prediction of cooling tower performance
Determine mean driving force using Steven's factor:
Ίΐ - HW1 -H
- Qngl
150.0 = 119.2 = 30.8
ym = Hwm - Hgm= 108.2 - 88.4 = 19.8
Ί2 = Hw2 - Hg2 = 76.6 - 57.6 = 19.0
yjyi = 19.8/30.8 = 0.64 yjy2 = 19.8/19.0 = 1.04
From Steven's chart/ = 1.05
Mean driving force = 1.05 x 19.8 = 20.8kJ/kg
154
Cooling tower theory and calculations
Evaluate KgA from Equation B.3.1(ix)
KgA = [11.34 x 4.175 x (38 - 25)]/(0.6 x 4.2 x 20.8) = 11.74
This value is higher than the design value of 11.00 indicating that
25°C is a little low. The reader may care to re-work the calculation
at, say 25.6°C which will yield a value for KgA closer to 11.00.
B.5 Corrections for altitude
The standard psychrometric charts are based on an atmospheric
pressure of 101.325 kPa and the information on the charts may be
used to cover normal variation in meteorological conditions at sea
level. However, for altitude above say 300 metres corrections need
to be applied.
The total heat of air at a particular dry bulb temperature and
absolute humidity is independent of barometric pressure. However, the moisture-carrying ability of the air is increased with
reduced pressure, and the composition of the air/water vapour
mixture at saturation changes.
Referring back to B.1.13 it was stated that absolute humidity
may be calculated from (18/29) (ps/P - ps) where ps is saturation
vapour pressure and P is atmospheric pressure.
At an altitude of say 1500 metres P will fall to approximately
85kPa and this will lead to an 18% increase in absolute humidity
with consequent increase in total heat at saturation.
The chart at B.5.1 enables the necessary corrections to be made
to the total enthalpy in kJ/kg for a range of saturation
temperatures and atmospheric pressures.
Table B.5.2 gives details of barometric pressure according to
altitude based on standard pressure at sea level and also shows the
change in density of air at different temperatures.
Barometric pressure is constantly varying with meteorological
conditions and all the figures given are related to a sea level
pressure of 101.325 kPa. The ability of moisture-laden air to carry
a higher enthalpy at high altitudes tends to reduce the size of
cooling tower required for a given duty. On the other hand
increased fan power is needed. This is because fan design is
volume based and for a given volume the mass will be lower at
high altitudes and this in turn will reduce the enthalpy carried.
Once total heat and mass flow have been adjusted for altitude the
calculations can proceed as already described.
(ed>|) ajnssajd ouaqdsounv
Figure B.S.t
10
15
20
25
30
1.88
35
40
Temperature of saturation (OC)
45
50
55
60
155
1.89
156
Cooling tower theory and calculations
Table B.5.2 Variation of air density with altitude and temperature
Altitude
300 m below sea level
Sea level
300 m
500 m
1000 m
1500 m
2000 m
2500 m
3000 m
3500 m
4000 m
4500 m
Density of dry air (kg/m3)
Barometric
pressure
kPa
0°C
10°C
15°C
20°C
25°C
30°C
105.5
101.3
97.8
95.5
90.2
84.9
80.0
74.8
70.3
65.8
61.7
56.8
1.346
1.292
1.247
1.218
1.150
1.083
1.020
0.954
0.897
0.839
0.787
0.724
1.299
1.247
1.204
1.176
1.110
1.045
0.985
0.921
0.865
0.810
0.760
0.699
1.277
1.226
1.184
1.156
1.092
1.028
0.968
0.905
0.851
0.796
0.747
0.687
1.255
1.205
1.163
1.136
1.073
1.010
0.952
0.890
0.836
0.783
0.734
0.676
1.234
1.185
1.144
1.078
1.055
0.993
0.936
0.875
0.822
0.770
0.722
0.664
1.212
1.164
1.124
1.060
1.036
0.976
0.919
0.859
0.808
0.756
0.709
0.653
B.6 The use of charts for calculation of cooling tower
duties
B.6.1 Data presentation
The practical selection and application of cooling towers is
necessarily based on information documented by manufacturers,
which has resulted from experience and much calculation work.
Such information is conveniently expressed in chart form and
Figure B.6.1.1 is an example which has been derived from data
covering a particular type of plastic film packing. The curves are
drawn for a specific wet bulb temperature and volume flow for a
series of water outlet temperatures. On the chart shown the
volume is in litres per second per square metre of packing and as
the density of water is close to 1.0 kg/litre the value of LJa may be
taken direct from the vertical axis of the curves. The area of
packing may then be found by dividing the total water flow rate in
kg/s by the value of LJa.
• The first essential is to determine the cooling load which will be
expressed in kW; the general principles are covered by B.7
below.
• A design air wet bulb temperature must be selected and this will
vary depending on location worldwide and on meteorological
conditions. The CIBSE maps showing isotherms of UK wet
bulb temperature have already been referred to at A.5.4 and
B.6 The use of charts for calculation of cooling tower duties
157
29 + 7.1 =36.1
15
20
25
30
35
40
45
50
Water inlet temperature (°C)
55
60
Figure B.6.1.1
they are reproduced at C.4; these maps provide a basis for
design air wet bulb levels.
• The approach temperature, which is the difference between
outlet temperature and wet bulb, must also be established;
between 4°C and 6°C is normal, closer than 3°C is expensive to
achieve.
B.6.2 Sample calculations
The calculations which follow start with a specified cooling load,
inlet temperature, outlet temperature and wet bulb temperature;
158
Cooling tower theory and calculations
3.0 _
2.93
__2.67 _
\
2.0
i
i
1.83
38°C inlet line
^~"---~^^
i
IS.
1.0
i
35°C inlet line
i
~"~"
) inlet line
29°C
1
15
I
20
I
25
1
30
35
1
1
40
45
1
50
1
55
60
Water inlet temperature °C
Figure B.6.2.1 Water/temperature curves derived from B.6.1.1
they then go on to examine the effect of reducing or increasing the
cooling load and of varying the temperature range.
Data: Air conditioning plant, total rate of heat dissipation 326 kW
Temperatures: Wet bulb 18°C
Onto condenser (outlet from tower) - 23°C
Off condenser (inlet to tower) - 29°C
Hence total volume flow 326/[(29 - 23) x 4.175] = 13 litres/s
(4.175 is the specific heat capacity of water over the temperature
range (see B.4.2)).
The conditions are illustrated by Chart B.6.2.1 which is derived
from B.6.1.1 but with a limited range of flow and temperature; it
can be seen that the volume flow per square metre of packing is
2.67 litres and the area of the tower will therefore be:
13/2.67 = 4.87 m 2
B.6 The use of charts for calculation of cooling tower duties
159
(1) Consider a flow rate reduced from 13 to 11 litres per second
because of scaling of the condenser tubes. The new temperature
difference is arrived at from the formula:
Td (K) = Heat dissipation (kW = kJ/s)/[Flow rate (kg/s) x
specific heat capacity (kJ/kgK)]
thus
Td = 326/(11 x 4.175) = 7.1°C
The next step is to use the new value of Td to construct a constant
temperature difference curve as shown dotted on Chart B.6.1.1.
Start with the 20°C curve and find a point corresponding to 20 +
7.1 = 27.1°C on the inlet water temperature scale; next add 7.1 to
the 23°C curve and find the point corresponding to 30.1°C inlet
and so on: . . .
The new flow rate will be 11/4.87 m2 = 2.261/sm2
The intersection of this flow rate with the constant temperature
difference curve corresponds to 29.6°C inlet, 22.5°C outlet as
shown on B.6.1.1.
(2) Consider an increased cooling load at 360 kW with volume
flow 131/s. Based on 2.671/sm2 and the 7.1°C constant temperature
difference line the new temperature range is 30.5°C inlet, 23.4°C
outlet (refer B.6.1.1).
(3) Based on the 326 kW condenser cooling load, if the flow rate
is halved the temperature range must be roughly doubled to deal
with the same load.
(4) Consider an outlet temperature 23°C but with inlet increased
to 35°C. From Figure B.6.2.1 the flow rate is 1.831/sm2 and with
half the original volume flow, i.e. 6.51/s the tower area required is
6.5/1.83 = 3.55 m2.
(5) Based on outlet 26°C and inlet 38°C (i.e. twice the original
range) and coupling this with half the original volume flow, i.e.
6.51/s the flow rate from B.6.2.1 is 2.931/sm2 and the tower area
required is:
6.5/2.93 = 2.22 m2
The above examples make clear the advantages which can be
gained from higher temperature operation and increased temperature range. For air conditioning and refrigeration duties higher
temperatures may not be admissible, but for many industrial
processes where temperature is less critical an increase can have a
major effect on the size of the tower.
160
Cooling tower theory and calculations
B.7 Determination of water cooling duties
It is in this field of investigation that the use of the SI system gives
the maximum advantage in simplifying calculation. All forms of
energy may be expressed in kilojoules and all power, heat flow, or
rate of working in kilojoules per second which by definition is
kilowatts. In assessing cooling requirements of any industrial
process the following must be considered:
• Sensible heat given up when material is cooled
• Latent heat released due to a phase change, i.e. gas to liquid or
liquid to solid
• Mechanical power into the process whether from the shaft of an
electric motor or from the output shaft of any other source of
mechanical power.
• Heat released as a. result of exothermal chemical reactions.
• Electrical energy supplied direct to the process and absorbed in
heat due to the electrical resistance of the material heated or
due to either inductive or dielectric heating:
(1) Sensible heat (kW) = material flow rate (kg/s) x specific
heat capacity of material (kJ/kgK) x temperature difference hot to
cold material (K).
(2) Latent heat (kW) = material flow rate (kg/s) x latent heat of
condensation (gas/liquid) or fusion (liquid/solid) (kJ/kg).
(3) Shaft outputs of power sources whether electric motors,
engines or turbines are expressed in kW and it may normally be
assumed that the bulk of the energy supplied in this way is
dissipated as heat in the process.
(4) Electrical energy supplied to the process by direct or indirect
resistance or by inductive or dielectric means is best assessed from
manufacturers information on kW output. Industrial electrical
heating plant normally requires a transformer (if resistance) or a
converter if inductive or dielectric. In each case there will be losses
between the supply mains and the output terminals and these
losses should not be included in calculations of cooling requirements.
Assuming that all the energy supplied to the process will manifest
itself as heat to be removed by the cooling tower provides a margin
of safety and ensures that ample cooling capacity is available, but
may result in a design which is over generous. The alternative is to
analyse in detail the heat transfer going on in the process itself;
such an analysis will disclose the rate at which heat is being
dissipated before the cooling medium takes over.
B.8 Symbols used in calculations
161
B.8 Symbols used in calculations
Symbol
Description
Units
P
Atmospheric pressure
Partial pressure of water vapour
Saturation vapour pressure
Rate of diffusion of water vapour
Sensible heat flow
Specific latent heat of water
Film heat transfer coefficient
Superficial area
Bulk air dry bulb temperature
Temperature at interface
Film coefficient for diffusion
Partial pressure at interface
Partial pressure in bulk air
Film coefficient
Absolute humidity at interface
Absolute humidity in bulk air
Sensible heat transfer
Latent heat transfer
Wet bulb temperature of air
Saturation humidity in bulk air
Heat transferred by conduction or evaporation
Heat transfer coefficient
Enthalpy of air saturated at water temperature
Enthalpy of ambient air
Volumetric heat transfer coefficient
Total rate of heat dissipation from water
Mass flow rate of water
Specific heat capacity of water at constant pressure
Temperature of bulk air
Water inlet temperature
Water outlet temperature
Air flow rate
Enthalpy of outlet air
Enthalpy of inlet air
Mean driving force
Height of pack
Area of pack
Driving force top of tower
Driving force bottom of tower
Driving force mean point of tower
Steven's factor
kPa
kPa
kPa
kg/s
kW
kJ/kg
kW/m2K
m2
°C
°C
s/m
kPa
kPa
kg/m2s
kg/kg
kg/kg
kW
kW
°C
kg/kg
kW
kg/m2s
kJ/kg
kJ/ke
kg/nrs
kW
kg/s
kJ/kgK
°C
Pv
Ps
w
q
λγν
a
A
t
U
K
8
Pi
Pg
Kig
*i
x
s
H
L
h
X
Q
K
Hw
n*
KgA
Φ
Lw
^pw
T
Tj
T2
La
Hgi
Hg2
AHm
I
a
Ίι
Ί2
Im
£
f
11
n
P
t
°c
°c
kg/s
kJ/kg
kJ/kg
kJ/kg
m
m2
kJ/kg
kJ/kg
kJ/kg
Performance coefficients for the pack
J
Density of water
kg/m3
Section C
Data and tables
C.l The basis of the SI system of units
The SI system of units was formally established in 1960 and it is to
be hoped that 1992 will herald the total acceptance of the system in
Europe; if this happens the remainder of the World's industrial
countries will have little option but to fall into line. Once the effort
has been made to express all quantities in SI units calculation
procedures become very much more straightforward. Length,
Mass, Time, Temperature and Electric Current are fundamental
to measurement and if we add to these luminous intensity and
amount of substance we have the seven basic units of SI; there are
just three supplementary units namely Plane Angle, Solid Angle
and Radioactivity. From these ten the complete system of units is
derived.
For calculation work there are four important concepts which
need to be grasped:
• All forms of energy can be expressed in the practical unit of
kilojoule (kJ)
• Energy flow rate whether electrical, mechanical, heating, or
cooling is measured in kilojoules per second (kJ/s). (One kJ/s =
one kW).
• The practical unit of pressure is the kilopascal (kPa). 100 kPa =
one bar and one bar is very close to one atmosphere in value.
• The kelvin (K) is the measure of temperature and, as a
temperature interval, is identical to one Celsius degree. The
zero of the kelvin scale is absolute zero ( - 273.15°C) so that
20°C = 293.15 K.
162
163
C. 1.1 Basic units
Quantity
Dimensional
definition
Title
Length (/)
Mass (m)
Time (t)
Electric current (/)
Temperature (Γ, Θ)
Luminous intensity (/)
Amount of substance (n)
m
kg
s
A
K
cd
mol
metre
kilogram
second
ampere
kelvin
candela
mol
C.1.2 Supplementary units
Quantity
Dimensional
definition
Title
Plane angle (a)
Solid angle (Ω)
Radioactivity (Λ)
Frequency (v)
rad
sr
Ci
l/s = Hz
radian
steradian
curie
hertz
C.1.3 Prefixes
1018
1015
1012
109
106
103
exa
peta
tera
giga
mega
kilo
E
P
T
G
M
k
io- 1 8
i<r15
io- 12
10- 9
1(Γ 6
IO - 3
atto
femto
pico
nano
micro
milli
a
f
P
n
μ
m
164
Data and tables
C.1.4 Derived units
Quantity
Definition
Title
Area (A)
Volume (V)
Velocity (v)
Angular velocity (ω)
Acceleration (a)
Density (p)
Momentum (p)
m2
m3
m/s
rad/s
m/s2
kg/m3
kg m/s
Rotational frequency
Force (F), weight (W)
Work (A), heat ( £ ) , energy (//)
Power (P)
Temperature interval (Θ)
Heat quantity, (Q, H), latent heat (L),
enthalpy (H)
Heat flow rate (φ)
Density of heat flow (q), heat flux (σ)
Thermal conductivity (κ)
Thermal transmittance (a)
Heat capacity, entropy (S)
Specific heat capacity,
specific entropy (s)
Specific energy (v)
Specific latent heat (λ)
Pressure (stress) (p)
Viscosity (dynamic) (μ)
1/s = Hz
N
J
square metre
cubic metre
metre per second
radian per second
metre per second squared
kilogram per metre cubed
kilogram metre per second =
newton second
reciprocal second (hertz)
newton (kg m/s2)
joule (n m = kg m2/s2)
watt (kg m2/s3)
kelvin or degree Celsius
J/kgK
J/kg
J/kg
N/m2
Ns/m 2
Viscosity (kinematic) (ψ)
Mass flux (φ)
Surface tension (γ)
Specific volume (v)
m2/s
kg/s
N/m
m3/kg
w
Kor°C
J
w
W/m2
W/mK
W/m2K
J/K
joule
watt
watt per metre squared
watt per metre kelvin
watt per metre squared kelvin
joule per kelvin
joule per kilogram kelvin
joule per kilogram
joule per kilogram
pascal
newton second per metre
squared
metre squared per second
kilogram per second
Newton per metre
metre cube per kilogram
C.2 Definitions and relationships of relevant units
(The units are tabulated at C.l.l to C.1.4 and these tables show
symbols, definitions, and titles)
MASS is measured in kg and is defined as the quantity of matter
measured by weighing against standards.
The unit of FORCE is the NEWTON which, when applied to a
mass of one kg will cause it to accelerate by one m/s2; force thus
has units kgm/s 2.
C.2 Definitions and relationships of relevant units
165
WEIGHT is also measured in newtons; the earth's gravity will
exert a force of 9.8 newton on a body of mass one kg (g, the
acceleration due to gravity at the Earth's surface is about 9.8 m/s 2 ).
The unit of WORK, HEAT or ENERGY is the JOULE which is
the work done when a force of one newton acts for a distance of
one metre: its units are thus Nm or kgm 2 /s 2 .
WATT is the unit of power defined by a rate of working one joule
per second. The units are kgm 2 /s 3 ; HEAT FLOW RATE and
ENERGY FLOW are expressed in watts.
PASCAL is the unit of pressure measured in N/m 2 ; its units are
kg/ms 2 .
DENSITY is the mass per unit volume (kg/m3) at a stipulated
temperature.
SPECIFIC VOLUME is the volume per unit mass (m 3 /kg).
SPECIFIC LATENT HEAT is the heat required to effect a phase
change in a substance at constant temperature expressed in
kilojoules per kilogram. The latent heat of vaporization decreases
with increase in pressure up to a critical point when it becomes
zero (for saturated steam 374°C, 221 bar).
SPECIFIC H E A T CAPACITY is expressed in kilojoules per
kilogram per kelvin for gases (kJ/kgK). Two values are defined,
one at constant pressure and one at constant volume; the former is
used in calculations covered by this book.
THERMAL CONDUCTIVITY is the ability of a material to
transmit heat expressed in watts per square metre of surface area
per kelvin of temperature gradient for a unit thickness of one
metre, i.e. (W/m 2 K) x m = W/mK.
THERMAL RESISTIVITY is the reciprocal, i.e. mK/W.
THERMAL RESISTANCE = m 2 K/W.
THERMAL TRANSMITTANCE - W/m 2 K.
ABSOLUTE HUMIDITY (ω) is the mass ratio of water to dry air
in an atmosphere carrying water vapour and is defined:
ω = (18/29) {ρν,Ρ - pv)
where pv = partial pressure of water vapour
P = total pressure of the mixture (atmospheric pressure for air
conditioning calculations). 18 and 29 are taken as the relative
molecular masses of water vapour and air respectively.
166
Data and tables
RELATIVE HUMIDITY is the ratio (expressed as a percentage)
of the partial pressure of water vapour present in air to the
saturation vapour pressure at the same temperature.
SPECIFIC HUMID HEAT CAPACITY (S) of an air-water
vapour mixture is the amount of heat (kJ/kgK) required to raise
one kg of the mixture by one kelvin (assuming there is no phase
change)
^
=
Lpa + tO X Cpwv
where Cpa is specific heat capacity of air at constant pressure.
ω is absolute humidity (kg/kg).
Cpwv is specific heat capacity of water vapour.
TOTAL SPECIFIC ENTHALPY is the sum of enthalpies
(kJ/kgK) of the dry air and its associated water vapour related to
0°C and is in four components:
• The air component = Cpa x air temperature
• The water component to dewpoint = Cpw x dewpoint
temperature (°C)
{Cpw = specific heat capacity of water)
• The latent heat component of vapour at the dewpoint
• The superheat component = Cpwv x temperature rise above
dewpoint (°C)
Note: Although joules are the standard unit of energy in the
definitions of specific latent heat, specific heat capacity, specific
humid heat capacity and total specific enthalpy, kilojoules are
generally a more convenient unit in practice.
167
C.3 Conversions into SI units
Length
1 inch (in)
1 foot (ft)
1 yard
1 mile
=
=
=
=
25.4 mm
0.3048 m
0.9144m
1.609 km
Area
1 square inch (in2) = 645 mm 2
1 square foot (ft2) = 0.0929 m2
1 square yard
= 0.836 m 2
1 hectare
= 10 4 m 2
= 4047 m 2
1 acre
Volume
1 cubic inch (in3)
1 cubic foot (ft3)
1 imperial gallon
1 US gallon
=
=
=
=
=
16 390 mm 3
0.0283 m 3
4.5461
0.004 456 m3
0.005 458 m 3
Mass
1 pound (lb)
lton
1 ton (US)
1 tonne
1 grain
=
=
=
=
=
0.4536 kg
1016 kg
907 kg
1000 kg
0.065 g
Force
l i b ft
1 ton ft
1 ton (US) ft
= 4.448 N
= 9.964 kN
= 8.895 kN
Pressure
1 atmosphere (atm)
lbar
1 inch mercury
1 inch water gauge
1 mm water gauge
1 lb/in2
1 ton/in 2
1 ton (US)/in 2
Velocity
100 miles per hour
=
=
=
=
=
=
=
=
101.3 kPa
100 kPa
3.386 kPa
249.1 Pa
9.807 Pa
6.895 kPa
15.440 MPa
13.780 MPa
100ft/s
= 161 km/hr
= 44.71 m/s
= 30.48 m/s
Density
1 lb/ft3
1 lb/in3
= 16.02 kg/m3
= 27 680 kg/m3
Specific volume
1 ft3/lb
= 0.0624 m3/kg
Temperature
1°F
= 0.5556°C
= 0.5556 K
32°F equates with 0°C
Power
1 horse power (H.P.)
= 0.7457 kW
1 BThU/s
= 1.055 kW
100 000BThU/hr
= 29.31 kW
1000 lb steam/hr
= 284 kW
1 centigrade thermal unit
per second
= 1.899 kW
1 ton (cooling)
= 3.52kW
= 37.79 kg ice melted jDer hour
Energey, work, heat
1 British thermal unit
(BThU)
1 kg cal = 1 kcal
1 therm
=
=
=
=
=
=
lkWhr
1000 lb steam evaporated1
from and at 100°C
=
lH.P.hr
=
6
10 tons coal equivalent
(mtce)
=
106 tons oil equivalent
=
(mtoe)
1055 J
4187 J
100 000 BThU
29.3kWhr
105.5 MJ
3.6MJ
1.0237 GJ
2.685 MJ
26.4 PJ
44PJ
Heat content
1 BThU/lb
1 BThU/ft3
1 BThU/gallon
1 BThU/gallon (US)
=
=
=
=
Thermal conductivity
1 BThU in/ft2 hr°F
= 0.1445 W/mK
Specific heat capacity
1 BThU/lb °F
= 4.187 kJ/kgK
Heat transfer coefficient
lBThU/ft 2 hr°F
= 5.678 W m 2 K
Fluid movement
1000 ft3/min
1000 gallons/min
1000 gall (US)/min
1 ft3/hr
Kinematic viscosity
1 stokes
1 ft2/s
1 ft2/hr
Dynamic viscosity
1 poise
1 lb/ft s
1 lb/ft hr
Redwood 100-5000
2.326
37.26
232.1
278.7
kJ/kg
kJ/m 3
kJ/m 3
kJ/m 3
=
=
=
=
=
=
=
0.472 m3/s
4.546 m3/min
45461/min
0.0758 m3/s
0.0910 m3/s
0.028 m3/hr
7.778 X 10" 6 m 3 /s
=
=
=
=
1 cm2/s
0.001 m2/s
0.093 m2/s
25.8x 10" 6 m 2 /s
=
=
=
=
=
0.1Ns/m 2
0.1 Pas
1.49 Pas
0.000413 Pas
24-1200 mm2/s
168
C.4 Meteorological tables and data
DRY-BULB TEMPERATURES
EXCEEDED FOR l % O F
PERIOD JUNE-SEPT.
1960-74
16
17 «L
Figure C.4.1 Screen dry bulb and wet bulb isotherms for the UK for temperatures
exceeded for the stated percentage of hours during June to September: period
1964-1970 (a) Dry bulb temperatures exceeded for 1% of hours (°C)
169
DRY-BULB TEMPERATURES
EXCEEDED FOR 2\% OF
PERIOD JUNE-SEPT.
1960-74
Figure C.4.1 (b) Dry bulb temperatures exceeded for 2Vi % of hours (°C)
170
WET-BULB TEMPERATURES
EXCEEDED FOR 1 % OF
PERIOD JUNE-SEPT.
1960-74
Figure C.4.1 (c) Wet bulb temperatures exceeded for 1 % of hours (°C).
(Reproduced from Section A2 of the CIBSE Guide by permission of the Chartered
Institution)
171
Figure C.4.1 (d) Wet bulb temperatures exceeded for 2l/z % of hours (°C)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Temp.
(°C)
0.67
0.71
0.76
0.81
0.87
0.93
1.00
1.07
1.15
1.23
1.32
1.41
1.50
1.60
1.70
1.82
1.94
2.06
2.19
2.34
Pressure
(kPa)
8
11
14
17
21
25
30
34
38
42
46
50
54
59
63
67
71
75
79
84
Saturated
liquid
Saturated
vapour
2505
2507
2508
2509
2511
2512
2514
2516
2518
2520
2522
2524
2527
2528
2529
2532
2533
2534
2536
2538
Evaporation
increment
2497
2496
2494
2492
2490
2487
2484
2482
2480
2478
2476
2474
2472
2469
2466
2464
2462
2459
2457
2454
Specific enthalpy (kJ/kg)
Steam
1.87
1.86
Specific heat
capacity at
constant
pressure
(kJ/kgK)
0.0052
0.0055
0.0058
0.0062
0.0066
0.0070
0.0074
0.0079
0.0085
0.0091
0.0097
0.0104
0.0111
0.0119
0.0127
0.0136
0.0145
0.0155
0.0165
0.0175
Density
(kg/nrf)
4.220
4.216
4.213
4.210
4.207
4.204
4.202
4.199
4.197
4.195
4.193
4.192
4.190
4.188
4.187
4.185
4.184
4.183
4.182
4.180
Specific heat
capacity at
constant
pressure
(kJ/kgK)
Water
998
999.8
1
999.7
1
999.6
1
999
1
|
999.8
999.9
999.9
1000.0
999.9
Density
(kg/m 3 )
1
1
0.989
1
1
0.988
0.987
0.986
1
0.985
1
Specific heat
capacity at
constant
pressure
(kJ/kgK)
Dry air
1.288
1.284
1.279
1.274
1.270
1.265
1.260
1.256
1.252
1.247
1.243
1.239
1.234
1.230
1.226
1.221
1.217
1.213
1.209
1.205
Density
(kg/m*)
C.5 Variation with pressure/temperature of physical properties of steam, water and dry air
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
2.49
2.65
2.81
2.98
3.17
3.36
3.55
3.78
4.00
4.24
4.49
4.75
5.03
5.32
5.62
5.94
6.27
6.62
6.99
7.38
7.78
8.21
8.65
9.10
9.58
10.1
10.6
11.1
11.7
12.3
13.0
88
92
97
101
104
109
113
117
122
126
130
134
138
142
147
151
155
159
164
168
173
177
181
185
188
192
197
201
205
209
214
2452
2450
2446
2444
2442
2440
2437
2435
2432
2430
2427
2425
2423
2420
2418
2415
2413
2411
2408
2406
2403
2401
2399
2397
2395
2393
2390
2387
2385
2383
2378
2540
2542
2543
2545
2547
2549
2550
2552
2554
2556
2557
2559
2561
2562
2564
2566
2568
2570
2572
2574
2576
2578
2580
2581
2583
2585
2587
2588
2590
2592
2594
I
1.91
1.90
1.89
1.88
0.0190
0.0203
0.0215
0.0228
0.0242
0.0255
0.0269
0.0283
0.0300
0.0318
0.0337
0.0355
0.0373
0.0395
0.0416
0.0437
0.0460
0.0482
0.0505
0.0529
0.0554
0.0584
0.0614
0.0642
0.0670
0.0703
0.0732
0.0764
0.0802
0.0839
0.0877
4.175
4.174
4.175
990
I
989
I
988
I
I
991
I
992
I
994
I
993
I
996
I
995
I
4.176
I
0.996
0.995
0.994
0.993
0.992
0.991
I
I
0.990
I
997
4.177
I
4.179
I
4.178
1.201
1.197
1.193
1.189
1.185
1.181
1.177
1.173
1.169
1.164
1.161
1.157
1.154
1.150
1.146
1.142
1.139
1.135
1.131
1.128
1.124
1.121
1.117
1.114
1.110
1.107
1.103
1.100
1.096
1.093
1.089
e/j
Pressure
(kPa)
13.6
14.2
14.9
15.7
16.4
17.1
18.0
18.9
19.9
31.2
47.4
70.1
101
1560
8590
18770
22120
Temp.
eC)
52
53
54
55
56
57
58
59
60
70
80
90
100
200
300
360
374.15
218
222
226
230
234
238
242
246
251
293
335
377
419
853
1345
1767
2107
Saturated
vapour
2595
2597
2599
2601
2602
2604
2606
2608
2610
2627
2643
2660
2676
2791
2751
2482
2107
Evaporation
increment
2377
2375
2373
2371
2368
2366
2364
2362
2359
2334
2308
2283
2257
1938
1406
775
0
tOtOtOtOlOtOtOtOtOtOtOtOtOtOtOtOls)
k-^k_*totOtON>tOtOK>N>tOtOtOtOtO
tO H- H^
ooooHOsiM\oooooNjp\yiA^w
K)OOOOM
Saturated
liquid
vlNlLfiW^v)OiWMO\K)OO^OONtOa)
R
s l K ) M H a O W s l O ( X ) a ^ N ) M \ O ^ U i
1.92
I
1.93
I
1.94
1.95
1.97
2.00
2.03
2.90
6.13
30.0
Specific heat
capacity at
constant
pressure
(kJ/kgK)
0.0914
0.0955
0.0980
0.102
0.106
0.111
0.117
0.123
0.129
0.197
0.290
0.422
0.59
7.9
46.3
146.0
315.0
Densi?:.
(kg/m )
I
4.177
I
4.176
I
Specific heat
capacity at
constant
pressure
(kJ/kgK)
4.178
4.184
4.192
4.201
4.211
4.452
5.790
* 3
y i O N O s - J O O O O O O O O O O O O O
Ό O U) VO Ui 4^ tO '►-» ί-* i-k I-k ►
' _> 'Η^ ί-k Ö Ό Ό
oro R
3 ?>
987
I
986
I
985
I
984
I
983
978
972
965
958
864
713
440
316
Densi?:.
(kg/m )
1.008
1.030
1.052
I
0.998
0.997
Specific heat
capacity at
constant
pressure
(kJ/kgK)
Dry air
0.972
0.946
0.746
0.616
0.558
0.546
1.000
1.086
1.083
1.079
1.076
1.073
1.070
1.066
1.063
1.060
1.029
(kglm)
D ensi?:.
Notes: The temperature column applies to all values. The pressure column is 'absolute' for steam and 'saturated vapour' for air/moisture mixtures. Values of the properties of dry air
relate to temperature and are based on standard atmospheric pressure 101.325 kPa.
U) U> U» t o k-k
►_> H ^
IOCTstOtOtOi-^i-kk--k
t-n -t*.
Ο
ore R
as
4^ 4^
ί-k ί-k .
00 -J
AOO
4 ^ -f^ ^
KJ t o ί-k
—
· k O vo
M M K )
y i 4^
"-J "^
vo ^Λ
O K J
Specific enthalpy (kJ/kg)
W*k-vl00\0*Ov0O\O
k _ - ^ » _ ' (J\ Ui ON v j v l 00 .
ONOU>4^00lyibJOOU)
Water
O O Q .
to O oo
i O O O O O O
> N ! s j >J v j 00 00
> O U> OS VO U> Ov
© © © © © © ►
l/i l/i bs -<J vo vo <
Steam
HI
Moisture
content
(kg/kg)
0.00413
0.00438
0.00469
0.00500
0.00538
0.00575
0.00619
0.00662
0.00713
0.00763
0.00818
0.00876
0.00933
0.00996
0.01059
0.01135
0.01212
0.01288
0.01371
0.01467
0.01564
0.01667
0.01770
0.01881
Temp.
eC)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
11.20
12.98
14.81
16.70
18.64
20.65
22.72
24.86
27.07
29.35
31.72
34.18
36.73
39.37
42.11
44.96
47.93
51.01
54.21
57.55
61.03
64.67
68.47
72.43
Enthalpy
(kJ/kg)
11.38
13.16
15.00
16.89
18.84
20.86
22.93
25.08
27.30
29.59
31.97
34.44
36.99
39.64
42.40
45.26
48.24
51.33
54.54
57.90
61.39
65.05
68.87
72.84
O.l°C
11.56
13.34
15.19
17.09
19.04
21.07
23.14
25.30
27.53
29.83
32.21
34.69
37.26
39.92
42.68
45.55
48.55
51.65
54.89
58.25
61.76
65.43
69.26
73.26
0.2°C
11.74
13.53
15.37
17.28
19.24
21.28
23.36
25.52
27.75
30.06
32.46
34.95
37.52
40.19
42.97
45.85
48.85
51.97
55.21
58.59
62.12
65.81
69.66
73.67
0.3°C
11.91
13.71
15.56
17.48
19.45
21.49
23.57
25.75
27.98
30.30
32.70
35.20
37.79
40.47
43.25
46.15
49.16
52.29
55.55
58.94
62.49
66.19
70.05
74.08
0.4°C
12.09
13.89
15.75
17.67
19.65
21.69
23.79
25.97
28.21
30.54
32.95
35.46
38.05
40.74
43.54
46.45
49.47
52.61
55.88
59.29
62.85
66.57
70.45
74.50
0.5°C
12.27
14.08
15.94
17.87
19.85
21.90
24.00
26.19
28.44
30.77
33.20
35.71
38.31
41.01
43.82
46.74
49.78
52.93
56.21
59.64
63.22
66.95
70.85
74.91
0.6°C
12.45
14.26
16.13
18.06
20.05
22.11
24.22
26.41
28.67
31.01
33.44
35.97
38.58
41.29
44.11
47.04
50.09
53.25
56.55
59.99
63.58
67.33
71.24
75.32
0.7°C
Enthalpy at intermediate temperatures
C.6 Variation with temperature of the enthalpy of saturated air
12.62
14.44
16.32
18.25
20.25
22.31
24.44
26.63
28.89
31.25
33.69
36.22
38.84
41.56
44.39
47.34
50.39
53.57
56.88
60.33
63.94
67.71
71.64
75.73
0.8°C
12.80
14.63
16.51
18.45
20.45
22.52
24.65
26.85
29.12
31.49
33.93
36.48
39.11
41.84
44.68
47.63
50.70
53.89
57.22
60.68
64.31
68.09
72.03
76.15
0.9°C
SLl
Moisture
content
(kg/kg)
0.02004
0.02129
0.02253
0.02405
0.02550
0.02711
0.02878
0.03053
0.03242
0.03439
0.03645
0.03865
0.04094
0.04338
0.04559
0.04876
0.05162
0.05472
0.05793
0.06124
Temp.
COC)
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
76.56
80.87
85.36
90.04
94.93
100.0
105.3
111.0
116.8
123.0
129.4
136.2
143.2
150
158
167
175
184
194
205
Enthalpy
(kJ/kg)
76.99
81.32
85.83
90.53
95.44
100.5
105.9
111.6
117.4
123.6
130.1
136.9
143.9
151
159
168
176
185
195
205
O.l°C
77.42
81.77
86.30
91.02
95.94
101.1
106.4
112.2
118.0
124.3
130.8
137.6
144.6
152
160
169
177
186
196
206
0.2°e
77.85
82.22
86.76
91.51
96.45
101.6
107.0
112.7
118.7
124.9
131.4
138.3
145.2
152
161
169
178
187
197
207
0.3°e
78.28
82.67
87.23
92.00
96.96
102.1
107.6
113.3
119.3
125.6
132.1
139.0
145.9
153
162
170
179
188
198
208
0.4°e
78.72
83.12
87.70
92.49
97.47
102.7
108.2
113.9
119.9
126.2
132.8
139.7
146.6
154
163
171
180
189
199
209
0.5°e
79.15
83.56
88.17
92.97
97.97
103.2
108.7
114.5
120.5
126.9
133.5
140.4
147.3
155
163
172
180
190
200
210
0.6°C
79.58
84.01
88.63
93.46
98.48
103.7
109.3
115.1
121.1
127.5
134.2
141.1
148.0
156
164
173
181
191
201
211
0.7°C
Enthalpy at intermediate temperatures
80.00
84.46
89.10
93.95
98.99
104.2
109.9
115.6
121.8
128.1
134.S
141.8
148.6
156
165
173
182
192
202
211
0.8°e
80.44
84.91
89.57
94.44
99.50
104.8
110.4
116.2
122.4
128.8
135.5
142.5
149.3
157
166
174
183
193
203
213
0.9°e
~
-....)
0\
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
0.0648
0.0687
0.0725
0.0764
0.0810
0.0858
0.0914
0.0962
0.1012
0.1070
0.1138
0.1199
0.1260
0.1341
0.1423
0.1517
214
225
237
249
262
275
289
304
320
337
355
374
394
415
437
460
215
226
238
250
263
276
291
306
322
339
357
376
396
417
439
216
227
239
252
265
278
292
307
323
341
359
378
398
419
442
217
229
241
253
266
279
294
309
325
342
361
380
400
422
444
218
230
242
254
267
281
295
310
327
344
363
382
402
424
446
220
231
243
256
269
282
297
312
329
346
365
384
405
426
449
221
232
244
257
270
283
298
314
330
348
366
386
407
428
451
222
233
245
258
271
285
300
315
332
350
368
388
409
430
453
223
235
247
259
273
286
301
317
334
351
370
390
411
433
455
224
236
248
261
274
288
303
318
335
353
372
392
413
435
458
LL\
U I W M ^ S H 7 I W M O 0 0 V J O \ ^ W K )
ωο\οοοοοοκ)(7ΐοιηΜθοιηωκ)
UiWO000\UiWMO00vJ(yi^WK)
U i M O O O O N ^ W M ^ O O v j L n ^ w K )
^ t O O O ) i ^ ^ M O \ O s l O \ y i i i K ) H -
K ) ^ O O O O O O M U ) - X 1 K ) O O U I K ) ^ V J ^
^ο--ισΝθ--οΌΚ)θ^^οο-»οοοσΝ'-νι
U I ^ W K ) M M O O V 0 ^ 0 0 0 0 V J V J 0 \ 0 N
O O O O O O O O O O O O O O O O
^ ^ U U ^ ^ ^ ^ ö ö o ö ' o o ö ' o
*73.0/62.7
1.0
1.7
2.3
3.1
3.9
4.8
9.5
11.5
0.080
0.090
446
736
1181
2567
2029
3516
*60.3/52.5
1.6
2.7
3.9
5.5
7.8
Π3.7/9.2
17
60
122
209
318
*10.3/6.8
72.6
259
559
957
1445
0.030
0.040
0.50
0.060
0.070
0.006
0.008
0.010
0.015
0.020
0.001
0.002
0.003
0.004
0.005
Volume
(m 3 /min)
*88.9/77.9
1.4
1.7
98
169
252
537
924
13.6
29
48
70
*17.1/12.5
* 102/90.1
0.8
617
1072
30.9
52.4
79.8
169
284
4.4
9.1
15.1
22.3
*21.3/15.8
927
276
347
44.2
75.8
114
161
215
2.4
4.1
6.1
12.4
21.0
7.7
12.9
19.3
40.3
68.3
145
250
383
541
727
1.2
1.7
*33.4/26.6
2.3
3.8
5.7
*26.7/21.0
Pressure drop (kPa per 100 m)
The numerals marked * are external/internal diameter (mm).
C.7.1 Flow of water at 15°C in Schedule 40 steel pipe
C.7 Relationship between pressure drop and volume flow in steel pipes
69.0
86.2
11.4
19.3
29.0
40.0
54.1
1.1
1.5
3.2
5.4
*42.2/35.1
31.
39.
5.
9.
13.
18.
24.
0.
1.
2.
*48.
77.3
110
147
192
239
295
355
420
488
563
644
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0.95
1.0
1.1
1.2
1.3
1.4
14.1
29.5
51.2
0.100
0.150
0.200
260
295
331
42.0
47.3
52.8
58.5
64.9
71.4
86.0
102
119
137
86.3
97.7
109
122
135
150
175
214
19.6
23.2
27.3
31.9
36.8
40.3
47.9
56.6
65.8
75.9
120
144
169
197
228
5.3
7.4
9.9
12.8
16.1
10.8
15.2
20.3
26.4
32.9
32.2
44.9
60.6
78.0
97.9
1.0
2.1
3.6
2.0
4.2
7.2
5.9
12.5
21.2
37.7
45.2
53.4
62.7
72.2
21.8
24.6
27.7
30.8
34.2
10.1
12.2
14.6
16.9
19.4
2.8
4.0
5.3
6.8
8.4
*114/102
1.1
1.9
12.2
14.7
17.2
20.0
23.2
7.2
8.1
9.1
10.0
11.1
3.4
4.1
4.7
5.5
6.3
*141/128
1.4
1.8
2.3
2.8
425
930
4.9
5.9
6.9
8.0
9.1
2.9
3.2
3.6
4.1
4.5
1.4
1.6
1.9
2.2
2.5
*168/154
0.9
1.2
105
226
391
1.3
1.5
1.8
2.1
2.4
*219/203
0.9
1.0
1.2
274
382
518
669
845
48.8
103
181
179
*324/303
1.0
1.2
1.3
1.8
2.3
3.4
4.9
6.5
8.5
10.7
13.0
18.4
*273/255
1.2
1.4
1.5
1.8
2.1
2.5
2.8
3.2
4.3
5.5
8.4
11.8
15.8
20.4
25.6
31.3
44.7
1.5
1.6
1.7
1.8
1.9
2.0
2.2
2.4
2.6
2.8
3.0
3.5
4.0
5.0
6.0
7.0
8.0
9.0
10.0
12.0
Volume
(m 3 /min)
*406/381
0.9
1.1
1.6
2.1
2.7
3.3
4.1
5.7
*356/333
0.8
1.1
1.4
2.2
3.1
4.2
5.4
6.7
8.1
11.4
156
178
199
*457/429
1.2
1.5
1.9
2.3
3.2
45.2
54.5
64.5
74.9
85.9
141
170
*508/478
1.9
98.2
133
172
26.4
29.7
33.1
36.9
41.0
81.8
92.4
104
116
128
Pressure drop (kPa per 100 m)
200
259
38.7
52.6
67.3
104
147
18.1
21.7
25.3
29.6
33.9
10.5
11.8
13.2
14.7
16.3
49.9
65.0
81.6
99.2
141
9.9
13.4
17.2
26.2
37.3
4.6
5.6
6.5
7.6
8.7
2.7
3.1
3.5
3.9
4.2
180
Data and tables
Velocity is calculated from
55
60
65
70
75
30
35
40
45
50
14
16
18
20
25
24.6
31.7
39.8
48.7
75.8
108
146
190
239
, mls
(;r/4 x (int. diamt)
Volume
60.0
77.6
97.5
119
183
66.9
90.3
117
147
181
15.3
19.8
24.6
30.2
46.9
107
127
149
170
198
33.2
44.6
57.8
72.6
88.8
7.7
9.9
12.4
15.2
23.4
59.4
70.8
82.2
95.5
110
18.3
24.8
31.9
40.0
49.1
4.4
5.6
6.9
8.4
13.0
34.3
41.1
47.5
55.2
62.8
10.8
14.4
18.6
23.3
28.4
2.5
3.2
4.0
4.9
7.6
13.6
16.1
18.9
21.6
24.6
4.3
5.7
7.4
9.2
11.3
*610/575
1.3
1.6
2.0
3.0
191
248
181
Elbow
Long 90° bend
Return bend
Globe valve
Gate valve
Tee-run
Tee-outlet
Fitting
9.2
0.18
0.11
0.32
0.62
0.07
0.09
0.40
6.8
0.14
0.08
0.25
0.48
0.05
0.06
0.25
0.25
0.14
0.48
0.80
0.10
0.13
0.52
12.5
21.0
0.47
0.24
0.75
1.4
0.18
0.24
1.0
15.8
0.35
0.17
0.60
1.1
0.13
0.17
0.7
0.62
0.33
1.0
1.9
0.25
0.33
1.3
26.6
0.86
0.46
1.3
2.6
0.34
0.45
1.7
35.1
1.0
0.54
1.6
3.2
0.40
0.53
2.1
40.9
Pipe bore (mm)
C.7.2 Equivalent length (m) of pipe fittings for resistance calculations
1.4
0.74
2.1
4.0
0.55
0.73
2.9
52.5
1.7
0.88
2.5
4.8
0.68
0.9
3.7
62.7
2.2
1.1
3.3
6.2
0.83
1.1
5.0
77.9
2.6
1.3
4.0
7.8
1.0
1.3
6.3
90.1
3.2
1.6
4.7
9.3
1.2
1.6
7.4
102
4.4
2.1
6.3
13.0
1.6
2.1
10.0
128
Acetic acid
Acetone
Alumina
Aluminium
Aniline
Asbestos
Ashes
Asphalt
Brickwork
Brine
Carbon tetrachloride
Cellulose
Cement
CFCs (average)
Clay
Coal
Coal tar
Coke
Concrete
Copper
2.1
2.1
1.0
0.9
2.1
0.8/1.0
0.9
1.3
0.85
3.1
0.85
1.3
0.85
1.0
0.9
1.05
1.5
1.1
0.70
0.38
Ether
Ethyl alcohol (100%)
Fire brick
Gasoline
Gelatine
Glass
Glycerin
Gypsum
Hydrochloric acid (10%)
Iron
Leather
Liquid paraffin
Limestone
Lubricating oil
Machine oil
Magnesia
Marble
Mild steel
Olive oil
Nitric acid (10%)
2.1
2.7
1.05
2.2
3.7
0.85
2.4
1.1
3.1
0.45
1.5
2.9
0.9
1.9
1.7
0.85
0.9
0.47
1.5
3.8
Paraffin
Porcelain
Quartz
Rock-salt
Rubber
Silica brick
Silver
Stainless steel
Stonework
Sulphuric acid (10%)
Toluene
Turpentine
Xylene
Vulcanized rubber
Wood
Wool
2.2
1.1
0.8
0.9
2.0
0.9
0.24
0.46
0.8
3.9
1.7
1.8
1.7
1.8
1.8/2.7
1.4
The values in this table are based on 20°C ambient temperature. The supplementary table gives values for iron
and some steels up to 1200°C
C.8 Specific heat capacity of some common substances
High purity iron
Mild steel
Medium carbon steel
Nickel-chromium steel
Stainless steel
100200
0.49
0.51
0.52
0.52
0.50
0100
0.45
0.48
0.47
0.48
0.47
300400
0.58
0.59
0.59
0.58
0.59
200300
0.54
0.54
0.54
0.54
0.54
500600
0.70
0.72
0.70
0.74
0.75
400500
0.63
0.65
0.63
0.64
0.66
0.82
0.82
0.81
0.98
0.88
600700
1.00
1.19
1.35
0.98
0.89
700800
Temperature (°C)
C.8.1 Effect of temperature variation on specific heat capacity of iron and steel
0.74
0.68
0.60
0.57
0.81
800900
0.62
0.65
0.63
0.63
0.65
9001000
0.59
0.65
0.63
0.64
0.65
10001100
0.62
0.66
0.65
0.66
0.65
11001200
0.65
0.68
0.67
0.67
0.67
12001300
185
C.9 Temperature conversions and some conversions to
imperial units
Degrees Fahrenheit to Degrees Celsius
F
30°
40°
50°
60°
70°
80°
90°
100°
110°
120°
130°
140°
150°
160°
170°
180°
190°
200°
210°
0°
1°
2°
3°
4°
5°
6°
7°
8°
9°
°c
_
°C
°C
0
5.6
11.1
16.7
22.2
27.8
33.3
38.9
44.4
50.0
55.6
61.1
66.7
72.2
77.8
83.3
88.9
94.4
100.0
°C
0.6
6.1
11.7
17.2
22.8
28.3
33.9
39.4
45.0
50.6
56.1
61.7
67.2
72.8
78.3
83.9
89.4
95.0
°C
1.1
6.7
12.2
17.8
23.3
28.9
34.4
40.0
45.6
51.1
56.7
62.2
67.8
73.3
78.9
84.4
90.0
95.6
°C
1.7
7.2
12.8
18.3
23.9
29.4
35.0
40.6
46.1
51.7
57.2
62.8
68.3
73.9
79.4
85.0
90.6
96.1
°C
2.2
7.8
13.3
18.9
24.4
30.0
35.6
41.1
46.7
52.2
57.8
63.3
68.9
74.4
80.0
85.6
91.1
96.7
°C
2.8
8.3
13.9
19.4
25.0
30.6
36.1
41.7
47.2
52.8
58.3
63.9
69.4
75.0
80.6
86.1
91.7
97.2
°C
3.3
8.9
14.4
20.0
25.6
31.1
36.7
42.2
47.8
53.3
58.9
64.4
70.0
75.6
81.1
86.7
92.2
97.8
°C
3.9
9.4
15.0
20.6
26.1
31.7
37.2
42.8
48.3
53.9
59.4
65.0
70.6
76.1
81.7
87.2
92.8
98.3
-
-
-
-
-
4.4
10.0
15.6
21.1
26.7
32.2
37.8
43.3
48.9
54.4
60.0
65.6
71.1
76.7
82.2
87.8
93.3
98.9
_
5.0
10.6
16.1
21.7
27.2
32.8
38.3
43.9
49.4
55.0
60.6
66.1
71.7
77.2
82.8
88.3
93.9
99.4
-
-
Degrees Celsius to Degrees Fahrenheit
C
0°
10°
20°
30°
40°
50°
60°
70°
80°
90°
100°
0°
1°
2°
3°
4°
5°
6°
7°
8°
9°
op
op
op
op
op
op
op
op
op
op
32.0
50.0
68.0
86.0
104.0
122.0
140.0
158.0
176.0
194.0
212.0
33.8
51.8
69.8
87.8
105.8
123.8
141.8
159.8
177.8
195.8
35.6
53.6
71.6
89.6
107.6
125.6
143.6
161.6
179.6
197.6
37.4
55.4
73.4
91.4
109.4
127.4
145.4
163.4
181.4
199.4
39.2
57.2
75.2
93.2
111.2
129.2
147.2
165.2
183.2
201.2
41.0
59.0
77.0
95.0
113.0
131.0
149.0
167.0
185.0
203.0
42.8
60.8
78.8
96.8
114.8
132.8
150.8
168.8
186.8
204.8
44.6
62.6
80.6
98.6
116.6
134.6
152.6
170.6
188.6
206.6
46.4
64.4
82.4
100.4
118.4
136.4
154.4
172.4
190.4
208.4
48.2
66.2
84.2
102.2
120.2
138.2
156.2
174.2
192.2
210.2
-
-
-
_
-
_
_
_
_
186
Volume
One
One
One
One
cubic metre
litre
US gallon
cubic foot
219.97 gallons
0.220 gallons
0.833 gallons
6.23 gallons
Pressure
One
One
One
One
One
pound per square foot
standard atmosphere
foot head of water 62°F
inch head of mercury 32°F
kilogram/square centimetre
0.00694 psi
14.696 psi
0.4325 psi
0.4912 psi
14.22 psi
Mass
One gram
One kilogram
One tonne
0.0022 lb
2.205 lb
2205.01b
Power
One
One
One
One
One
horse-power
kilowatt
kilocalorie/hour
foot-pound/second
kilogrammetre/second
2545.0 Btu/h
3412.0 Btu/h
3.968 Btu/h
4.627 Btu/h
33.47 Btu/h
Bibliography
(concerned mainly with publications on legionnaires disease)
British Standards Institution:
(Copies of standards from BSI sales, Linford Wood, Milton
Keynes, MK14 6LE Tel: 0908 220022).
BS 4485 Parts 1, 2, 3 and 4 Water Cooling Towers
BS 848 Part 1 Methods of Testing Performance of Fans
Part 2 Methods of Testing Noise of Fans
Health and Safety Commission:
Consultative document CD 18 (F) November, 1989, The
Control of Legionellosis - Proposals for Statutory Action
Health and Safety Executive:
(All publications available from HMSO)
Noise guides based on Noise at Work Regulations 1989, No.
1790
No. 1. Legal duties of employers
No. 2. Legal duties of designers, manufacturers, importers and
suppliers
Guidance note EH48 Legionnaires Disease
The Industrial Water Society:
(The Secretary, Cooling Water Group, Old Tolson's Mill,
Litchfield Street, Fazeley, Tamworth, Staffs, B78 3QB)
Guide to Mechanical Draught Evaporative Cooling Towers
Keeping your cooling tower safe (Maintenance guidelines for the
prevention of legionnaires disease)
The Badenoch Committee:
First report of the committee of inquiry into the outbreak of
legionnaires disease in Stafford, April 1985. Chairman, Sir
John Badenoch.
HMSO CMND 9772 submitted 14.3.86 and presented to
Parliament June 1986
Second report published 1987.
Department of Health and Social Security and the Welsh Office:
The control of Legionellae in health care premises. A code of
practice HMSO ISBN 0 11 3211457, 1988.
187
188
Bibliography
The Chartered Institution of Building Services Engineers:
(CIBSE Bookshop, 222 Balham High Road, London, SW12
9BS. Tel: 071 675 5211)
Technical Memorandum, TM13 - Minimizing the risk of
Legionnaires Disease
R. J. Oughton, C. Eng., F.I.Mech.E., F.C.I.B.S.E.:
(Directorate of Mechanical and Electrical Services, Property
Services Agency)
Legionnaires Disease in Refrigeration and Associated Equipment
British Association of Chemical Specialists:
Code of Practice for the Control of Legionella by the Safe and
Effective Operation of Cooling Systems.
K. Marriott Industrial Commercial and Technical Consultants:
Acoustic Test Procedures for Water Cooling Towers - March,
1989.
E. J. Pring, Sales Projects Director, Carter Industrial Products
Ltd.:
Safer Evaporative Cooling Systems by means of Improved
Design Technology
Baltimore Aircoil Ltd.:
BAC Position Paper on Legionnaires Disease
NalflocLtd.:
Biocidal Control of Legionella Pneumophila in Cooling Water
Systems
Dubois Chemicals Ltd.:
Reducing the Risk of Legionnaires Disease
Refrigeration and Air Conditioning:
A major feature in the November 1989 issue included
contributions from:
Dr. S. Forbes Pearson, Chairman of the Cooling Water
Group of the Industrial Water Society.
A. F. Wigley, Managing Director of Visco Ltd.
G. B. Hill and E. J. Pring, respectively Technical Director
and Sales/Projects Director, Carter Industrial Products
Ltd.
Phil. Andrews, Engineering Director, Heenan-Marley Cooling Towers Ltd.
Index
ABS (acrylonitrile butadiene styrene),
46
Absolute humnidity, 132
Acid, 88
Acidity of water, 88
Addition of noise levels, 63
Air, relative density, 172
Air saturated, 130
Air compressors, 74
Air conditioning plant, 51
Air flow, 5
Ait inlet, 2, 54
Air outlet, 2, 54
Algae, 99
Alkalinity of water, 88
Alternatives to cooling towers, 120
Altitude, 52, 154
Ambient air, 6
Ambient air wet bulb temperature, 6
Antifoam, 98
Appearance, 54
Approach, 5
Atmosphere, 129
Atmospheric pressure, 129
Atmospheric towers, 9
Attenuation, 68, 69
Axial fan, 24
Bacteria, 99
Barometric variation, 52
Base exchange, 91
Basin (tank/sump/pond), 5
Biocides, 99
Bleed-off (see Purge), 5, 43, 94
Blowdown (see Purge), 5, 43, 94
Capital costs, 55
Casing (shell), 2
Centrifugal fan, 24, 68
Chemical plants, 84
Chimney, tower, 9
Chlorine, 100
Cladding, 45, 46
Coagulants, 98
Cold water basin, 5, 43
Cold water outlet, 5
Compressors, air, 74
Concentration, 6
Concentration of mineral salts, 95
Concentration factor, 94
Concentration ratio, 6
Condensing temperature, 71
Conduction, 7
Contra-flow, 15, 18
Control of Pollution Act, 70
Convection, 7
Cooled water output temperature, 1
Cooling duty, 150
Cooling load (heat load), 6
Cooling range, 6
Corrosion, 1, 95
Corrosion protection, 45
Costs, 55
Cross-flow, 9, 28
Decibel, 56
Degreasing, 83
Deionization, 88
Density, relative of air, 172
Deposits, 97
Design air wet bulb temperature, 51
Dew point, 132
Diffusion deck water distribution, 43
Dispersants, 98
Dissipation of heat, 140
Dissolved gases, 90
Disolved solids, 90
Drain connection, 43
Drift, 38, 94
189
190
Index
Drift eliminator, 4, 38,123
Drift loss, 5,94
Driving force, 145
Dry bulb temperature, 132,137
Electric motors, 24,44, 68
Electromagnetic treatment, 102
Electrostatic treatment, 102
Eliminators, 4, 38,123
Engines, 76
Enthalpy, 133,178
Evaporation, 6, 94
Evaporative cooling, 1
Evaporative condensers, 20
Fans, 4, 5, 20, 24, 44
Fan characteristics, 44
Fan control, 24
Fan drive assembly, 5
Fan power, 5
Fill (see Packing), 5, 32,123
Film packing, 32
Filtration, 104
Forced draught, 9-15
Fouling, 1,98
Fungi, 99
Furnaces, 80
Gearboxes, 20
GRP (glass reinforced plastics), 46
Hardness (alkaline, permanent,
temporary), 89
Hardness of water, 89
Heat conduction, 140
Heat content, 133
Heat convection, 140
Heat dissipation (latent, sensible), 133
Heat energy calculations, 48
Heat exchangers, 83
Heat load, 6
Heat radiation, 140
Heat transfer, 140
Humidity calculations, 133
Hydrocyclone separators, 113
Hyperbolic tower, 9
Ice formation, 25
Indirect evaporative cooling tower, 18,
120
Induced draught, 12,18
Induction furnaces, 80
Inlet air wet bulb temperature, 6
Inlet water flow, 6
Ion exchange,91
Ionization of water, 91
Ions, 91
Langelier index, 92
Latent heat, 133
Latent heat dissipation, 1
Legionnaires disease, 118
Lignin in timber, 47
Low silhouette tower, 18
Maintenance and maintenance
procedures, 123-128
Maintenance schedule, 128
MBT (methylene-bis-thiocyanate), 101
Mean driving force, 145
Mechanical filters, 105
'MerkelY theory, 145
Metallurgical processes, 79
Meteorological data, 168-171
Microbiological fouling, 99
Mineral salts (concentration), 95
Natural draught, 9
Noise criteria curves, 69
Noise frequency, 55, 56
Noise level, 54, 63-68
Noise level addition, 63
Noise level meters, 59
Noise level reduction, 69
Noise measurement, 56-67
Noise nuisance, 65-67
Noise sources, 65-67
Nominal inlet air wet bulb temperature,
6
Open pan water distribution, 43
Operating costs, 55
Overall heat transfer coefficient, 143
Overflow outlet, 43
Packing, 5, 32,123
Partial pressure, 129
Perforated pan water distribution, 43
Performance coefficients, 149
Index
Physical properties (steam/water/air),
172
Plastic packing, 32
Polypropylene, 32, 37
Polystyrene, 37
Pond (tank, sump, basin), 5, 43, 94
Power conversion table, 186
Psychrometric chart, 136
Psychrometry, 129-139
Pumping head (pump pressure), 43
Purge, 5, 43, 94
Radiation, 7
Re-circulation of air, 5, 53
Re-cooled water temperature, 6, 50
Refinery plants, 84
Refrigeration, 71
Relative density of air (table), 172
Relative humidity, 132
Sand bed filters, 104
Saturated air, 130
Saturated air enthalpy table, 175
Saturation cur ? e, 131
Scale, 92
Selection charts, 28,156
Sensible heat dissipation, 134
Silencers for fans, 68
Site of towers, 53
S.I. Units, 162
S.I. Units conversion table, 167
Sling psy chrome ter, 133
Sound attenuation, 68
Sound exposure level, 60
Sound frequency, 55-59
Sound level meter, 59
Sound measurement, 59
Sound power level, 56-59
Sound pressure level, 56-59
Specific heat capacities (table), 183
Splash deck, 34
Splash packing, 34
Spray loss, 1
Spray nozzle, 43
Steel, 45
Stevens chart, 148
191
Strainer type filters, 105
Sump (basin, tank, pond), 5
Surfactant, 98
Suspended solids, 90
Tank (sump, pond, basin), 5
Temperature conversion table, 185
Temperature range (cooling range), 6
Testing, 55
Timber, 46
Timber rot, 47
Total heat, 133
Tower structure, 123
Trough and gutter water distribution,
43
Turbine condensers, 84
UPVC (Unplasticized
Polyvinylchloride), 46
UV light biological control, 103
Vapour pressure, 8,130
Volume conversion tables, 186
Volumetric coefficients, 143
Volume transfer coefficient, 149
Warm water input temperature, 8
Warm water inlet, 2
Wastage, 94
Water acidity, 88
Water alkalinity, 88
Water contaminant control, 90
Water distribution system, 4
Water flow, circulating, 50,150
Water flow-pipe capacities, 178
Water loading, 6
Water neutrality, 88
Water off temperature, 8
Water pH, 88
Water softening, 91
Water temperature, re-cooled, 50
Water treatment, 95,101, 102,126
Water vapour pressure, 130
Wet-bulb temperature, 6, 48-55,132,
135-139