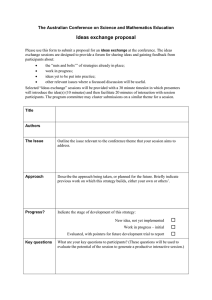
Nuts heavy hex Dimensional Information F H G Heavy Hex Nuts Nominal Size or Basic Major Diameter of Thread 160 ASME B18.2.2 F G H Width Across Flats Width Across Corners Thickness Basic Max Min Max Min Basic Max Min 1/4 0.2500 1/2 0.500 0.488 0.577 0.556 15/64 0.250 0.218 5/16 0.3125 9/16 0.562 0.546 0.650 0.622 19/64 0.314 0.280 3/8 0.3750 11/16 0.688 0.669 0.794 0.763 23/64 0.377 0.341 7/16 0.4375 3/4 0.750 0.728 0.866 0.830 27/64 0.441 0.403 1/2 0.5000 7/8 0.875 0.850 1.010 0.969 31/64 0.504 0.464 9/16 0.5625 15/16 0.938 0.909 1.083 1.037 35/64 0.568 0.526 5/8 0.6250 1-1/16 1.062 1.031 1.227 1.175 39/64 0.631 0.587 3/4 0.7500 1-1/4 1.250 1.212 1.443 1.382 47/64 0.758 0.710 7/8 0.8750 1-7/16 1.438 1.394 1.660 1.589 55/64 0.885 0.833 1 1.0000 1-5/8 1.625 1.575 1.876 1.796 63/64 1.012 0.956 1-1/8 1.1250 1-13/16 1.812 1.756 2.093 2.002 1-7/64 1.139 1.079 1-1/4 1.2500 2 2.000 1.938 2.309 2.209 1-7/32 1.251 1.187 1-3/8 1.3750 2-3/16 2.188 2.119 2.526 2.416 1-11/32 1.378 1.310 1-1/2 1.5000 2-3/8 2.375 2.300 2.742 2.622 1-15/32 1.505 1.433 1-5/8 1.6250 2-9/16 2.562 2.481 2.959 2.828 1-19/32 1.632 1.556 1-3/4 1.7500 2-3/4 2.750 2.662 3.175 3.035 1-23/32 1.759 1.679 2 2.0000 3-1/8 3.125 3.025 3.608 3.449 1-31/32 2.013 1.925 2-1/4 2.2500 3-1/2 3.500 3.388 4.041 3.862 2-13/64 2.251 2.155 2-1/2 2.5000 3-7/8 3.875 3.750 4.474 4.275 2-29/64 2.505 2.401 2-3/4 2.7500 4-1/4 4.250 4.112 4.907 4.688 2-45/64 2.759 2.647 3 3.0000 4-5/8 4.625 4.475 5.340 5.102 2-61/64 3.013 2.893 3-1/4 3.2500 5 5.000 4.838 5.774 5.515 3-3/16 3.252 3.124 3-1/2 3.5000 5-3/8 5.375 5.200 6.207 5.928 3-7/16 3.506 3.370 3-3/4 3.7500 5-3/4 5.750 5.562 6.640 6.341 3-11/16 3.760 3.616 4 4.0000 6-1/8 6.125 5.925 7.073 6.755 3-15/16 4.014 3.862 NUTS Heavy hex Steel & Stainless x x Grade-5 * * * Grade-A Grade-C STEEL x * DH A 194 Grade-2H A 563 Grade-DH * x DH3 A 563 Grade-DH3 Description A six-sided internally threaded fastener which is both thicker and wider across the flats than a same-sized finished hex nut. Nuts in sizes 7/16 & smaller shall be double chamfered. Larger sizes are either double chamfered or chamfered on top with a washer faced bearing surface. Applications/ Advantages This is the strongest of all comparably-graded nuts because of its greater length of thread engagement and greater resistance to dilation (widening or stretching). Grade-5 nuts are used with medium-carbon cap screws/bolts Grade-A nuts are used with low-carbon heavy hex bolts. Grade-C nuts are recommended for use with A-325 structural bolts. Grade-2H nuts are recommended for use with bolts in high-pressure and high-temperature service. Grade-DH nuts are recommended for use with A-490, Type-1 structural bolts and Grade-DH3 nuts for use with A-490, Type-3 structural bolts. Material Nuts shall be made from a steel which conforms to the following chemical composition requirements (heat analysis)-Grade-5-- Carbon: 0.55% maximum; Manganese: 0.30% max; Phosphorus: 0.05% maximum; Sulfur: 0.15% maximum. Grades-A & C-- Carbon: 0.55% maximum; Phosphorus: 0.12% maximum; Sulfur: 0.023% maximum. A 194 Grade-2H-- Carbon: 0.40% min; Manganese: 1.00% max; Phosphorus: 0.04% max; Sulfur: 0.05% max; Silicon: 0.40% max. A 563 Grade-DH-- Carbon: 0.20-0.55%; Manganese: 0.60% minimum; Phosphorus: 0.04% maximum; Sulfur: 0.05% maximum. Grade-DH3-- Carbon: 0.20-0.53%; Manganese: 0.40% minimum; Phosphorus: 0.046% maximum; Sulfur: 0.050% maximum; Copper: 0.20% minimum; Chromium: 0.45% minimum; (Either Nickel: 0.20% minimum or Molybdenum: 0.15% minimum, may be used). Heat Treatment Grade-2H: Nuts are heat treated by quenching in a liquid medium from a temp above the transformation temp and tempering at a temp of at least 850°F. Grades-C, DH & DH3: Nuts are heat treated by quenching in a liquid medium from a temp above the transformation temp and tempering at a temp of at least 800°F. Core Hardness Grade-5: Rockwell C32 max. Grade-A: Rockwell B68 - C32 Grade-C: Rockwell B78 - C38 A 194 Grade-2H; A 563 Grades DH & DH3: Rockwell C24 - C38 Proof Load Grade-5: 1/4 thru 1” Diam, Coarse- 133,000 psi.; Fine- 120,000 psi. Grade-A: Coarse- 100,000 psi.; Fine- 90,000 psi. Grade-C: 144,000 psi. Grade-2H: 150,000 psi. Grades-DH & DH3: 175,000 psi. Plating See Appendix-A for plating information. 18-8 STAINLESS STEEL Description A six-sided internally threaded fastener which is both thicker and wider across the flats than a same-sized finished hex nut, made of 18-8 stainless. Nuts in sizes 7/16 & smaller shall be double chamfered. Larger sizes are either double chamfered or chamfered on top with a washer faced bearing surface. Applications/ Advantages This is the strongest of all 18-8 stainless hex nuts because of its greater length of thread engagement and greater resistance to widening or stretching. Material Nuts shall be made from one of the following austenitic stainless alloys: 303, 303Se, 304, XM7, all of which are characterized as having a chromium content of 18% and a nickel content of 8%. Heat Treatment The austenitic alloys develop their strength through work hardening during the fastener manufacturing process, as seen from the hardness properties below. The only heat treatment normally available on austenitic stainless alloys is annealing, which is done at approximately 1900°F to a dead soft condition and is not normally thermally reversible. Hardness 1/4 through 5/8”: Rockwell B95 - C32 3/4 through 1”: Rockwell B80 - C32 Proof Load 1/4 through 5/8”: 100,000 psi 3/4 through 1”: 85,000 psi. *Product standards require all grade-marked nuts 1/4” diameter and larger to have a raised or depressed insignia identifying its manufacturer. “X” represnets one location such a marking may appear. 161