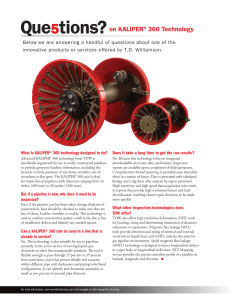
NACE Publication 35100 Item Number 24211 ISBN 1-57590-368-7 Approved 4-11-17 NACE Publication 35100 In-Line Inspection of Pipelines This NACE International technical committee report represents a consensus of those individual members who have reviewed this document, its scope, and provisions. Its acceptance does not in any respect preclude anyone from manufacturing, marketing, purchasing, or using products, processes, or procedures not included in this report. Nothing contained in this NACE International report is to be construed as granting any right, by implication or otherwise, to manufacture, sell, or use in connection with any method, apparatus, or product covered by Letters Patent, or as indemnifying or protecting anyone against liability for infringement of Letters Patent. This report should in no way be interpreted as a restriction on the use of better procedures or materials not discussed herein. Neither is this report intended to apply in all cases relating to the subject. Unpredictable circumstances may negate the usefulness of this report in specific instances. NACE assumes no responsibility for the interpretation or use of this report by other parties. Users of this NACE report are responsible for reviewing appropriate health, safety, environmental, and regulatory documents and for determining their applicability in relation to this report prior to its use. This NACE report may not necessarily address all potential health and safety problems or environmental hazards associated with the use of materials, equipment, and/or operations detailed or referred to within this report. Users of this NACE report are also responsible for establishing appropriate health, safety, and environmental protection practices, in consultation with appropriate regulatory authorities if necessary, to achieve compliance with any existing applicable regulatory requirements prior to the use of this report. CAUTIONARY NOTICE: The user is cautioned to obtain the latest edition of this report. NACE reports are subject to periodic review, and may be revised or withdrawn at any time without prior notice. NACE reports are automatically withdrawn if more than 10 years old. Purchasers of NACE reports may receive current information on all NACE publications by contacting the NACE FirstService Department, 15835 Park Ten Place, Houston, Texas 77084-5145 (telephone +1 281-228-6200). NACE International 15835 Park Ten Place Houston, Texas 77084-5145 +1 281-228-6200 © 2016 NACE International Foreword NACE technical committee reports are intended to convey technical information or state-of-the-art knowledge regarding corrosion. In many cases, they discuss specific applications of corrosion mitigation technology, whether considered successful or not. Statements used to convey this information are factual and are provided to the reader as input and guidance for consideration when applying this technology in the future. However, these statements are not intended to be recommendations for general application of this technology, and must not be construed as such. In-line inspection (ILI) is an important tool in the investigation of the condition of a pipeline. It is a significant part of pipeline integrity management and, as such, complements a quality integrity management program and promotes safe, efficient, and cost-effective pipeline operation. In-line inspection tools, popularly called “intelligent” or “smart” pigs, are devices designed to survey and gather information about different aspects of the condition of the pipeline without disrupting its operation. ILI tools are inserted into the pipeline and travel through it, driven by the transported product. Their operation is based on technologies of nondestructive testing (NDT). The purpose of this technical committee report is to analyze available and emerging technologies in the field of in-line inspection tools and review their status with respect to characteristics, performance, range of application, and limitations. It is intended as a practical reference for both new and experienced users of ILI technology. This is a support document for the API(1) 11631 standard where it is referenced. The document pertains to free swimming tools, as used predominantly in transmission pipelines, but the technologies are sometimes applicable in tethered tools and in other types of pipelines, such as gathering and distribution lines. This report is aimed at assisting in providing an understanding of the practical aspects of using the tools, highlighting the implications, and helping assess the benefits. The section titled “Types of In-Line Inspection Tools” provides a brief explanation of currently available technologies and tools. The procedures and rationale behind decisions leading to the use of in-line inspection tools and the associated cost and benefits are discussed in the sections titled “Decision Making Process” and “Cost/Benefit.” The procedures related to inspections are discussed in “Operational Issues,” and finally, the sections titled “Results of ILI” and “Data Management” deal with the outcome and use of results of in-line inspection. A glossary of terms commonly used in the in-line nondestructive inspection of pipelines is included in Appendix A. Appendixes B, C, and D provide generic specifications of tools and lists of activities connected to performing in-line inspections. Appendix E provides information on assessing ILI data. Scope This NACE technical committee report was prepared by Task Group (TG) 039, (formerly T-10E-6) on In-Line Nondestructive Inspection of Pipelines, which is administered by Specific Technology Group (STG) 35, Pipelines, Tanks, and Well Casings. This report is issued by NACE International under the auspices of STG 35. (1) 2 American Petroleum Institute (API), 1220 L St. NW, Washington, DC 20001. NACE Publication 35100 NACE International Introduction Since introduction in the late 1960s, ILI tools have mainly been used to inspect the wall of the pipe for corrosion (metal loss). ILI tools have also become available for performing other tasks, such as the following: • Crack Detection. • Geometry Measurement. • Leak Detection. • Temperature and Pressure Recording. • Bend Measurement. • Product Sampling. • Wax Deposition Measurement. • Pipeline GIS—Mapping. • Visual Inspection. • Pipe properties identification. • Cathodic protection current inspection. The increased use of ILI technology reflects the improvement of the technology. Pipeline defect detection has improved in terms of the variety of anomalies detected, increased accuracy of detection, and reliable characterization of anomalies. The increased reliability of ILI, the introduction of pipeline integrity management programs by many pipeline operators, and increased regulatory involvement pushed the technological development and use of ILI tools still further. In addition, tools have become available that utilize more than just one type of detection technology enabling multipurpose inspections looking for a wider range of anomalies. Besides the development of technologies addressing different types of defects, operational challenges have led to the development of multi-diameter ILI tools (collapsible pigs), i.e., tools that pass through and even inspect pipelines with changing diameters. Another addition to ILI tools that has become available is speed control, the ability to bypass flow and establish inspection speeds at much lower speeds than the flow of product. In addition, some of the tools are available as tethered tools, typically for inspecting shorter pipeline sections and sections without flow. Tethered tools also preclude the necessity of launchers and receivers. None of the above-mentioned tools and applied NDT technologies are universally applicable. The pipeline operator and the ILI service company jointly choose the proper ILI technology, and match the performance of the tool to the requested defect specifications. TABLE OF CONTENTS Types of In-Line Inspection Tools .......................................................................................4 Decision-Making Process ...................................................................................................9 Cost/Benefit ...................................................................................................................... 11 Operational Issues............................................................................................................12 Results of ILI.....................................................................................................................17 Data Management ............................................................................................................18 References .......................................................................................................................19 Bibliography ......................................................................................................................20 Appendix A........................................................................................................................20 Appendix B .......................................................................................................................28 Appendix C .......................................................................................................................34 Appendix D .......................................................................................................................35 Appendix E .......................................................................................................................36 NACE International NACE Publication 35100 3 Types of In-Line Inspection Tools Generally, ILI tools are described by: • Principle of operation—Type of NDT technology used. • Types of detectable features. • General performance characteristics. For each of the ILI types listed in this chapter corresponding typical defect and tool specifications are given in Appendix B. The performance of the ILI tool technologies is laid out in accordance with the Pipeline Operators Forum (POF)(2) guidelines contained in the “Specifications and requirements for intelligent pig inspection of pipelines.2 The POF document among other things, introduces the concepts of: • POD: Probability of Detection. • POI: Probability of Identification. • Sizing accuracy. Metal Loss Detection Tools There are two principal methods for detection of metal loss in pipe walls: the magnetic flux leakage (MFL) method and the ultrasonic testing (UT) method. MFL was the first method developed and has been the most widely used. Another method, eddy current, has been used only to detect defects on the inside of the pipe wall and EMAT (electromagnetic acoustic transducers) has not been widely used for metal loss detection. Each method has its own particular strengths and limitations. Magnetic Flux Leakage (MFL) Tools The basic principles of magnetic flux leakage are straightforward. MFL tools induce an axially oriented magnetic flux into the pipe wall between two poles of a magnet. A homogeneous steel wall without defects allows for an undisturbed and uniform distribution of magnetic flux to be created. Metal loss or gain associated with the steel wall causes a change in the distribution of the flux which, in a magnetically saturated pipe wall, “leaks” out of the pipe wall. Sensors detect and measure this leakage field and hence detect the metal loss. The magnitude and shape of the measured leakage field is used to characterize the size and shape of the region of metal loss. The leakage signals are recorded and the resulting data are stored for detailed analysis, i.e. interpretation, and subsequent reporting. Types of MFL Tools The biggest distinction between MFL tools is the orientation of magnetizing the pipe wall. The technology started with axial magnetization which is still the most widely used, with circumferential introduced in the nineties and, recently, also helical. Orientation of magnetization affects the build of the tool and its performance, as flux leakage, and with that the sensitivity and accuracy of MFL tools, depends on the shape and orientation of planar and volumetric defects. Improvements in sensitivity and sizing accuracy have been achieved by a choice or combination of these. • Axial: tools with magnetization of the pipe wall parallel to the axis of the pipe with sensors detecting flux leakage oriented in axial, radial or circumferential direction, recently in two or all three of them. • Circumferential (transverse) magnetization, perpendicular to the axis of the pipe, improves performance on axially oriented narrow defects. • Oblique (spiral): magnetization demonstrates sensitivity to both axially and circumferentially oriented defects. • Multiple direction field tool configurations are available with combination of axial and circumferential magnetizing sections in order to improve the sensitivity, reliability and sizing capabilities. • Dual field, low field and residual field: tools with magnetic fields well below saturation run in combination with axial MFL provides information about changes in magnetic properties of steel and reveal gouges, hard spots and cold worked areas. General Performance Characteristics • Inferential method, indirect measurement, which allows limited quantification using complex interpretation techniques • With additional sensors, discriminates between internal and external defects • Maximum wall thickness is limited as a result of magnetic saturation requirement • Signal depends on length-to-width ratio of defects; limited ability on narrow axial anomalies for axially magnetizing tools • Results are affected by pipe steel characteristics and history • Results are affected by stress in pipe wall • Performance is not affected by the medium present in the pipeline—suitable for both gas and liquid pipelines (2) Pipeline Operators Forum, http://www.pipelineoperators.org/ 4 NACE Publication 35100 NACE International • Moderate pipeline cleaning required (compared to ultrasonic tools). • Robust. Types of Detectable Features: The list of detectable features illustrates what the technology is capable of in principle, but each of the feature types sometimes have additional characteristics that make it more or less suitable for detection, along with a threshold. • External metal loss. • Internal metal loss. • Welds: Girth welds, longitudinal welds, spiral welds, coil welds, and thermite welds (if ferromagnetic material present in the weld). • Hard spots. • Cold working. • Dents. • Bends. • Tee piece. • Flange. • Valves. • Casings. • Location magnets. • Steel sleeves. • Clamps. • Patches. • Spalling (if metal loss associated). • Composite materials (e.g. repairs, sleeves) with ferromagnetic materials. • Near-wall excess metal. • Distinguishing pipe joints with different material properties. MFL ILI tools differ in the number, size, and orientation of MFL sensors, magnetic circuit design and magnetization levels, as well as the type of analysis that is applied to recorded data. Virtually all tools use permanent magnets to induce a magnetic field into the pipe wall, and use solid-state (Hall-effect) sensors, increasingly replacing inductive coils, to detect flux leakage. Miniaturization and increasing the number of sensors increases circumferential resolution as each of the sensors is able to examine a smaller area of the pipe wall and reveal more detailed information. Tools with higher resolution provide a better characterization of anomalies in the pipeline. Accordingly, the amount of data are greater and the data processing procedures more sophisticated. Table B1 of Appendix B provides more detailed information about the specifications of axially magnetizing MFL ILI tools. Ultrasonic Testing (UT) Tools UT inspection tools for metal loss directly measure the wall thickness of the pipe as the ILI tool travels through the pipeline. They are equipped with transducers that emit ultrasonic pulses perpendicular to the surface of the pipe. An echo is received from both the internal and external surfaces of the pipe, and by timing these return signals, the wall thickness is calculated knowing the speed of sound in steel. Transducers are deployed in a carrier to uniformly cover the full circumference of the pipe wall. Typical specifications for ultrasonic inspection tools are given in Table B2 of Appendix B. For efficient transmission of ultrasound from the ultrasonic transducers into the pipe wall and back, a suitable liquid is needed. Many liquids usually transported through pipelines provide sufficiently good coupling for UT. In gases, however, because of a mismatch in acoustic properties of steel and gas that lead to difficulties in delivering enough acoustic energy into the pipe wall, ultrasonic inspections are not possible without an additional couplant. Gas pipeline inspections are performed by utilizing UT tools in a slug (batch) of liquid, e.g., water or diesel oil, between batching pigs. Recently, EMAT (electromagnetic acoustic transducers) have been developed for measuring wall thickness of a pipe without a need for liquid coupling. General Performance Characteristics • Direct and linear wall thickness measurement method¾allows reliable depth sizing. • Is able to discriminate among internal, mid-wall, and external defects. • No upper limits to inspectable pipe-wall thickness. • Has a minimum wall thickness limit. • Does not depend on changes in material properties. • Only runs in homogeneous liquids (in a batch of such liquid in gas pipelines—see “Operational Issues” for further details). • Generally, UT tools require a higher degree of cleanliness of the pipeline than the MFL tools. NACE International NACE Publication 35100 5 • The accuracy of the data, especially the defect depth and length, allows for the accurate calculation of remaining strength. • Interpretation of results is easily comprehensible because it deals with directly measured wall thickness. Types of Detectable Features • The list of detectable features illustrates what the technology is capable of in principle, but each of the feature types might have additional characteristics that make it more or less suitable for detection. • External metal loss. • Internal metal loss. • Welds: girth weld, longitudinal weld, spiral weld, and coil weld. • Dents, deformations. • Bends. • Welded attachments and sleeves if the sleeve is welded to the pipeline (features under a sleeve are also detected). • Tee pieces. • Flanges. • Valves. • Laminations. • Sloping laminations. • Hydrogen-induced cracking (HIC) and induced laminations. • Blisters. • Inclusions. • Longitudinal channeling. • Wall thickness variations (e.g., of seamless pipe). Eddy Current Tools Coils on the tool generate eddy currents in the pipe wall which are sensitive to changes in the geometry of the internal pipe surface. Eddy current sensors can be used as “proximity sensors”, e.g. measuring distance to the internal wall surface and changes in the geometry detecting internal metal loss. Generally, penetration of Eddy currents into the steel wall cannot be achieved without additional magnetization and the method has, therefore, been applied for inspection of internal corrosion only. Crack Detection Tools Crack detection has become an increasingly important issue in the pipeline industry because of occurrences of crack-like defects (e.g., stress corrosion cracking [SCC], fatigue cracks, longitudinal seam weld imperfections, etc.) that cause leaks and ruptures on operating pipelines. Generally, the NDE technique that allows for the most reliable detection of crack-like defects is ultrasonic testing using shear waves. Because most crack-like defects (fatigue cracks as well as SCC) are axially oriented, i.e., perpendicular to the main stress component (i.e., the hoop stress in a pipe), the ultrasonic pulses are injected in a circumferential direction to obtain maximum acoustic response. Liquid-Coupled Tools Liquid-coupled tools utilize shear waves generated in the pipe wall by angular transmission of the ultrasonic pulses through a liquid coupling medium (oil, water, etc.). The angle of incidence is adjusted such that a propagation angle of 45° is obtained in pipeline steel, using different sensor carrier configurations depending on crack orientations, e.g., axial vs. circumferential. This technique is appropriate for crack inspection, and is established as one of the standard techniques in ultrasonic testing. Typical specifications for liquid-coupled tools are given in Table B3 of Appendix B. General Performance Characteristics • Can only be operated in liquid environments. • Gas pipelines can be inspected by running the tool in a slug (batch) of liquid. • Full pipe body coverage—no exclusion zones. • Capable of defect-type discrimination. • Capable of discriminating among internal, mid-wall, and external defects. • Actual wall thickness measured. • The technology is used mostly for detection of axial cracks, but is applied to detection of circumferential and spiral cracks by changing the orientation of transducers. 6 NACE Publication 35100 NACE International Types of Detectable Features Longitudinally oriented cracks and crack-like defects: Cracks: • Stress corrosion cracks (SCC). • Fatigue cracks. • Toe cracks. Crack-like defects: • Notches. • Grooves. • Scratches. • Lack of fusion. • Longitudinal weld irregularities. Geometry-related features: • Welds. • Dents. Installations: • Valves. • Tee pieces. • Welded attachments. Mid-wall defects: • Inclusions. • Laminations. Electromagnetic Acoustic Transducer (EMAT) Tools An electromagnetic acoustic transducer consists of a coil in a magnetic field at the internal surface of the pipe wall. Alternating current (AC) placed through the coil induces a current in the pipe wall using, either Lorentz forces (force acting on moving charges in magnetic fields), or magnetostriction, depending on configuration, which in turn generate ultrasound. The type and the configuration of the transducer used define the types and modes of generated ultrasound and the characteristics of its propagation through the pipe wall. General Performance Characteristics • EMATs do not need a coupling medium—readily applicable in gas pipelines. • Geared towards detecting axially oriented cracks and crack-like features. • Potential for detecting coating disbondment, as UT wave propagation is affected by the presence and type of coating. Typical specifications for EMAT crack detection tools are provided in Table B4 in Appendix B. Other Methods Eddy Current Tools This method is used to inspect internal cracks only because of limited through-wall penetration of eddy currents. Geometry Tools Geometry tools (also referred to as deformation or caliper tools) use mechanical arms, electromagnetic methods, or a combination of the two to measure the bore of the pipe, look for dents, other ovality changes, deformations, and detect girth welds and bore changes as a result of changing wall thickness. Each sensing arm has to be recorded individually (multichannel tools) to reveal circumferential defect position). In some configurations, they can also measure bends in pipelines. NACE International NACE Publication 35100 7 The applications for which the geometry tools are usually used include: • In acceptance stages of new pipelines to detect anomalies like denting or ovalities induced during backfill. • Monitoring the bore of pipelines to detect mechanical or third-party damage. • Checking to see that there are no restrictions in the pipeline prior to running heavier and more sophisticated ILI tools. • If equipped, for pipeline bend measurement verification. General Performance Characteristics: • Operate readily in both gas and liquid pipelines. • Low drag, low flow and robust. • Typically have the biggest collapsibility (tolerance to decrease of internal bore) of all ILI tools. Mapping Tools The operation of mapping tools is based on inertial navigation using built-in gyroscopes and accelerometers. The data acquired are X, Y, Z angular change and X, Y, Z velocity change. The tool is used for: • Creating pipeline log books. • Verification of existing pipeline log books. • Determination of local ground movement or any changes in pipeline geometry, bending strain calculation. • Bend measurements. • Direct feed into geographic information system (GIS)-based databases for data layering. • Locating dig sites when correlated to inspection data. General Characteristics: • Establish absolute (computed) coordinates. • Accuracy of the computed absolute coordinates depends on the accuracy of the reference point positions and the coordinate spacing. • Superimposing inspection results with geographical data and aerial (satellite) images. • Base for combining data with results of other ILI and pipeline data into databases. • Absolute coordinates given as longitude, latitude, and altitude, or easting, northing, and elevation. • Typical specifications are given in Appendix B. Tools with Combined Technologies With developments in electronic, mechanical and computer engineering, tool components are getting significantly smaller, enabling different ILI technologies to be combined in one single tool. The advantages of that is not only is more data gathered, but also that the data from different types of inspections are tied together and correlation is more easily done. The most common combinations are; geometry, mapping, and metal loss, or geometry and mapping. Also, combinations of multiple magnetization directions (axial, circumferential, and spiral) and magnetization levels (high and low) are being increasingly used. Other Developments Leak detection Tools Tools used for leak detection are typically based on acoustic systems that “listen” to the sounds generated at the leaks. They are shaped as one-body pigs with cups, or more recently, as balls enclosed in foam pigs. Minimum detectable leaks are in the order of 0.5 gpm (gallons per minute, or ~100 l/h) Cathodic Protection Inspection: Induced AC Detection This technique measures the voltage drop created in the pipe wall as CP current accumulates and flows along the pipe back to its source. The voltage drop measurements are converted to current values by applying Ohm’s Law. The data plotted against measured distance along the pipeline show a graphic map of current magnitude and direction, revealing if there is a net gain of current over the entire pipeline length thereby satisfying the basic theory of cathodic protection. The tool requires an internally clean pipe as direct contact is required for measurements. They also measure AC voltage drops in the pipe. 8 NACE Publication 35100 NACE International Coating Disbondment Tools Capability This capability is seen with EMAT based crack-detection tools, as bonding of the coating affects attenuation of guided ultrasound. Also seen in some configurations of liquid-coupled ultrasonic wall thickness measurement tools (metal loss tools). Difficult to Pig Pipelines Inspection: Tools capable of inspecting lines previously considered unpiggable because of their configuration, operating characteristics or combination of those. They could be free swimming or tethered and might utilize any of the ILI technologies mentioned in this report. Some are referred to as robotic. Pipeline configuration and obstacles for ILI dictate possible configurations of these tools. Auxiliary Developments Some ILI tools are available as tethered tools, typically for inspecting shorter pipeline sections. The tools are connected to a control unit via an umbilical or pulled by tethered cable trucks from either end and, therefore, are used off-line. Because they are tethered, they typically operate at speeds much lower than the conventional on-line ILI tools. Operational challenges have led to the development of specialty ILI tools that are designed for a specific inspection task. For example, dual-diameter ILI tools (also called collapsible pigs) have been developed. These tools can pass through pipelines containing different diameters and perform inspections of both sections. Another development in ILI technology is the “speed control,” typically used for inspection of high speed gas pipelines. Most ILI tools have a maximum effective speed of inspection, lower than the speed of gas being pumped through the pipeline. Tools with the ability to bypass flow and equipped with speed control units achieve more stable inspection runs and allow for higher-speed flows (greater throughputs). Decision-Making Process Motivation When integrity verification of a pipeline system, or a portion thereof, is desired, a descriptive, reproducible, and trustworthy method or process is generally used. Sometimes a pipeline integrity management system and life-cycle operation plan facilitate this process. ILI is one pipeline integrity management tool that provides information about the condition of the pipeline that is used in identifying and quantifying the risk of corrosion and cracking failure modes. ILI provides the location and characteristics of pipeline anomalies in such an effective manner as to enable the operator to address the anomalies based on priority and to mitigate pipeline failures. Further, the information provided by ILI tools allows for future maintenance programs to be developed with regard to economic considerations. Risk Analysis-Based Considerations ILI data, with their quantitative information and location accuracy, allow for informative comparisons to cathodic protection (CP), environmental facts, pipe specification, class location information, and other pertinent data to prioritize maintenance schedules. Growth of corrosion is also often considered to determine potential risk. Reviewing the Effectiveness of Corrosion Control Programs ILI assists in guiding maintenance activities of corrosion control programs by evaluating the effectiveness of CP along the pipe. Shielded areas, as well as regions of low potential, are highlighted by the presence and density of corrosion features. In fusion-bond epoxy-coated lines, in which extremes in applied potential have blistered and disbonded the coating, ILI can detect existing corrosion at those locations, if present. The ILI information is often used by the operator as an evaluation of the effectiveness of the corrosion control program. NACE International NACE Publication 35100 9 Assessing Operating Pressures ILI is used to justify maximum allowable safe operating pressures (MAOP). Prior to any such justification, a site excavation program is often considered to provide confidence in the ILI information. Raising the MAOP also considers other factors, such as operating stresses in class locations. Operating Experience on Pipe with Similar Characteristics Comparative analyses of ILI data can be made on pipe having similar characteristics, such as pipe specifications, coating, environmental conditions, and operating history. Such analyses could provide insight into the condition of uninspected comparable lines. Proactive Maintenance Maintenance programs are often scheduled based on the information provided by ILI. Excavations are prioritized over a period of time to mitigate anomalies economically. Subsequent ILIs of the same pipe facilitate the estimate of corrosion growth on a feature-by-feature basis. This refines the maintenance schedule as well as help determine reinspection frequency. Goals When the use of ILI is being considered, certain definable information is often sought, whether it is for SCC detection, cracking, or general and/or pitting corrosion. The following parameters have been defined in the section titled “Types of In-Line Inspection Tools” and are highlighted here. Detection Features that ILI can detect include, but are not limited to: • General and pitting corrosion. • Cracking. • SCC. • Mid-wall defects such as stringers and laminations. • Hard spots. • Mechanical damage. • Weld defects. • Ovalities. • Long-seam weld defects. Location The location of corrosion anomalies, pipeline features (e.g., tees, valves, etc.), and various other features can be accurately defined. Currently, two methods are typically employed to identify the location of the features from the ILI tool data. The first and older method uses odometer wheels that electronically “count” the distance traveled by the tool. Typically, more than one odometer wheel is used to provide redundancy and to preclude slippage problems. To correct for slippage, aboveground markers (AGM) are placed at appropriate intervals along the inspection section (the closer the spacing, the greater the accuracy in defining a location). The passage of the ILI tool is identified and recorded by the AGM. A correction is made by relating the odometer wheel reading to the surveyed AGM position. The more recently developed method of tracking the tool location is through the use of inertial units as described in the section dealing with mapping tools. Running mapping tools before or after an ILI run allows for subsequent correlation that leads to locating the ILI data with submeter accuracy. Measurement The performance characteristics for each type of tool are noted in the section titled “Types of In-Line Inspection Tools.” The data measured accurately and with confidence are the feature depth, length, orientation, and location. 10 NACE Publication 35100 NACE International Sometimes, the characterization does not end with the actual defining of individual pits or cracks. Some engineering judgement is often applied to the results to form a more accurate representation of the degree to which the corrosion affects the integrity of the pipeline. Interaction rules and assessment criteria are developed. Discrimination ILI methods are able to discriminate various anomalies, the characteristics of which depend on the type of tool employed. Examples of such anomalies are: • Metal loss, pitting, or grind marks. • Cracking, actual cracks, or laminations. • Corrosion or mill/construction damage. Monitoring Frequency ILI offers the pipeline operator the ability to define specific maintenance at discrete locations to repair corrosion that is, or could become, an integrity concern. By applying growth rates to identified corrosion features, one could plan the maintenance schedule over a period of time. There could come a point when a re-inspection is performed, either to define growth rates accurately or to address economic considerations (planned excavations cost more than the cost of another inspection). Multiple inspections allow for a more accurate determination of growth rates on a per-feature basis and contribute to the development of a maintenance plan. A risk-based inspection (RBI) approach is sometimes used to define inspection frequency.1 Risks Obstacles in the pipeline can cause damage to the ILI tools, resulting in failed runs or even causing the tool to get stuck in the pipeline. Some obstacles that typically affect the risk of damage include: • Bends: ILI tools have a minimum bend radius that can be negotiated. • Valves: Diameters that could restrict the passage of a tool. • Hot taps: Abrupt transition can cause tool damage. • Loose or missing scraper bars. • Line cleanliness: Gritty sludge causes excessive tool wear. • Dent, buckles: Causes the tools to get stuck. • High temperatures and hostile environments. • Monitoring and metering devices, if they protrude into the pipe interior, i.e., corrosion coupons or probes, resistive probes, and pitot tubes or orifice plates. • Tees: Even some barred configurations. Operating procedures and conditions, such as corrosive elements in the fluid stream, high dissolved gas concentrations in a liquid stream, prolonged no-flow conditions, etc., present risks to successful inspections. Other Residual pipe magnetization from MFL tools could be a concern, because the flux density and applied field strength in subsequent MFL inspections could be affected. Pipe weldability could be hampered, and metallic debris could accumulate at isolation joints. Government regulations are increasingly influencing ILI decision-making. Familiarize yourself with jurisdictional and regulatory requirements which could affect ILI tool selection, survey execution process, data analysis and response, and reinspection interval decisions. Cost/Benefit A clear understanding of ILI technology, its applications, limitations, and a realistic expectation of the data analysis are key components in any cost/benefit analysis. Some basic factors that are usually considered include: NACE International NACE Publication 35100 11 Cost ILI Tool—The type of tool and level of analysis used can have a significant impact on cost. ILI costs can vary depending on the level of accuracy desired. Less expensive tools typically provide less quality and quantity of information. A higher-cost tool typically provides more detailed information. These decisions are obviously driven by the goal of the inspection. Cost of Preparing the Pipeline—The cost of modification to make a line piggable could be prohibitive. Thus, identification of such requirements is a key component of the analysis. The cost analysis is often not limited to dollars spent on manpower and equipment but, when possible, also considers items such as flow restriction, time for cleaning, and interruption of service. Operational—Operational issues could make an inspection cost prohibitive as well. For example, the use of an ultrasonic tool in a gas line requires either filling the line with liquid or the use of a liquid slug, which can prove to be unacceptable. Deferred or lost production may be experienced due to ILI activities or reduced flow, as when reduced inspection speed is required. Contracting—Contracting for ILI work is usually a significant effort. The roles of the vendor and owner/operator are typically defined for all aspects of the work from implementation to delivery of the final report. The various stages of reporting and payment schedules associated with milestones are often laid out. Factors such as the implications of re-runs, scheduling changes, and service interruptions are usually addressed. Validation and Rehabilitation—The validation of ILI data and pipeline rehabilitation are key portions of the cost analysis. Acceptable repair methods, associated costs, and impact to product flow are usually identified. Costs associated with planned interruptions of service to do repairs versus not completing an inspection and possibly dealing with an in-service failure are usually considered. Benefits Determine/Monitor the Condition of the Pipeline—ILI provides insight into the condition of a pipeline and as such, a solid basis from which to decide whether it is safe to continue operating the pipeline. If it is not safe, it allows the operator to quantify the cost of safe operation. The information can also provide a basis for long-term planning by modeling corrosion growth. Similarly, improved prevention efforts can be scheduled so as to reduce or eliminate future costs associated with repairs. Pipeline Integrity—ILI allows the operator to ensure that the integrity of the line is verified to address any concerns stemming from various sources such as the public, regulatory agencies, or lack of good records. Risk Assessment—ILI provides the operator more information from which to complete a risk assessment, because the data provides the number, severity, and density of anomaly information. Making the Pipeline Piggable—Once the pipeline has been made piggable, subsequent inspection operations normally proceed on a regular basis for minimal cost. This has also allowed more regular use of cleaning pigs, which reduces costs associated with fouling or internal corrosion. Operational Issues Piggability of Pipelines Various factors are usually considered when determining the piggability of a pipeline. In general, these are divided into physical restrictions and operational issues. Physical Restrictions Physical restrictions to pigging a pipeline include, but are not limited to, items such as: Inadequate Launchers/Receivers—Considerations include sufficient land availability, adequate barrel length, adequate clearance for loading and unloading tools, appropriately sized kicker line, accessibility to facilities, and condition of existing facilities. Internal Diameter Changes (buckles, dents, bore restrictions, reduced port valves, check valves)—Internal diameter changes can be present in the line for many different reasons, and are usually addressed prior to the internal inspection. Sometimes the tool is able to negotiate these types of restrictions, but each situation is considered on a case-by-case basis. Reduced port valves can result in tool damage, and in extreme cases, can result in the tool becoming lodged in the line. Step transitions between wall-thickness sections of pipe can also pose a threat by presenting a sharp cutting edge. Tools are properly configured to negotiate changes in the internal di12 NACE Publication 35100 NACE International ameter of the pipeline so that the drive and momentum of the tool is not lost and it slows down or becomes immobile. Temperature, pressure, ultrasonic, and other types of probes intruding into the pipeline can present a restriction to inspection tools. Neglecting to remove them can damage the facilities and the tools. Typically, ILI vendors are alerted if line wall thickness is less than 6.4 mm (0.25 in) or greater than 13 mm (0.50 in). Some tools are calibrated for specific wall-thickness ranges. Tee Connections (Barred/Unbarred)—Branch connections (30% of the pipe diameter or greater) are usually checked for bars. Hot taps, also identified as sharp edges, could present a hazard to the tools. Also, to avoid tool damage, flow through the tees is sometimes shut down, regardless of diameter, when the inspection tool passes. This sometimes leads to the installation of additional feeds to sales taps/receipt points that have a single connection to the line being inspected. Short Bend Radii—Increasingly many inspection tools are capable of negotiating a 1.5 D(3) bend radius or greater. Any bends that are tighter are addressed on a case-by-case basis depending on the tool to be used and the wall thickness of the bend. Piggable Wyes—These installations are often used in lieu of tee connections in order to make both the mainline and the branch connection pipelines piggable. Care is taken that the tool is properly configured so that it does not lose driving momentum passing through the connection. Installations—Installations, such as mainline drips without orifice plates (gas lines), vortex breakers, chill rings, y-branch connections, and miter bends, can also present problems for ILI tools. Pipeline Operational Issues Pipeline operational issues that are usually considered include: Type of Fluid (Gas, Liquid)—The type of fluid is a consideration for several reasons. Liquid lines typically operate at low enough speeds that ILI does not result in a throughput restriction. Liquid lines are ideal for ultrasonic tools, because the product itself provides the coupling between the tool sensors and the pipe wall. This is not the case for gas lines, in which the product actually acts as a barrier to the ultrasonic signals. Thus, in gas lines ultrasonic tools are run in a liquid slug that complicates the implementation of inspections. Gas lines present an additional hurdle, because they often operate at speeds well in excess of the maximum allowable ILI speeds. Variable bypass (speed control), available on certain tools, can be used to address this issue, but this usually results in a much more complicated procedure and often still restricts the capacity of the line. Some pipeline products could damage a tool. Sour service is an example in which failure to inform the ILI contractor could result in costly repair to the tool. Any chemical other than oil or gas is typically reported to the vendor for tool suitability verification. Downtime, Tool Run Time, Tool Speed—The scheduling of any inspection is usually coordinated to ensure that capacity restrictions, batching (in case of liquid lines), etc., are coordinated with customers and other concerned parties. A liquid products pipeline operator is sometimes not willing to accept the risk of product contamination by running an ILI tool in certain critical batches, e.g., aviation fuel. Line conditions are typically set up such that the tool speed is maintained in the optimal range for data collection. Speed Control—Reduction—This is primarily a consideration for magnetic flux tools in gas lines. This feature is available in tools that are 600 mm (24 in) or more in diameter. The use of this feature could require a more complicated procedure, lengthening of the tool, and limiting the bend capability of tools. The use of this tool and its ramifications are usually considered. In some cases, “fixed bypass” is put into a tool to reduce the inspection speed and keep debris “loose” and circulating. The addition of fixed bypass is done with caution. In certain situations, the addition of too much “fixed bypass” could result in insufficient drive to move the tool along the line. Speed Control—Liquid Lines—This is a consideration for the inspection of low-flow liquid lines using an MFL tool equipped with induction coils (not an issue with Hall-effect sensors). The normal pipeline flow is sometimes supplemented with additional product to achieve the minimum required inspection velocity. Availability of Manpower and Equipment—The speed of the tool and the length of the run are the primary considerations in determining manpower numbers. Manpower is used for loading, launching, and receiving the tool. In addition, manpower is used for tracking, monitoring, and operating valves during the inspection. Manpower in the pipeline operation control center is also considered, because outages and procedures can involve more coordination of effort than is supported at normal staffing levels. (3) D = pipeline diameter. NACE International NACE Publication 35100 13 Procedure to Assess Piggability The procedure usually followed to assess the piggability of a pipeline has several aspects. As-built drawings are often reviewed to identify physical restrictions. If the information is inadequate, this typically identifies a need to run gauging or caliper pigs. As a part of this process, a pipeline questionnaire, typically provided by the vendor, is usually completed. Cleaning specifications are usually discussed with the vendor. If there is no cleaning history available for the pipeline, a suitability assessment can be made after each progressive cleaning run is completed. In older installations, gathering of anecdotal information at the field level can be an additional source of information regarding the piggability of a pipeline. Preparation of the Inspection Proper timing usually minimizes the impact of the inspection on normal operations. The pipeline operator and the company providing service cooperate in the planning stages and preparation of the pipeline, and both parties review all relevant information. Key activities that are typically scheduled in preparation for an inspection are included in Appendix D. Equipment, Personnel, Transportation, and Workshop Facilities Identification of resources up front is normally a part of the exercise. This not only includes resources for any pipeline modifications, but also resources needed during the run itself. For personnel, the speed and the length of the inspection determine the number of shifts of manpower for the duration of the run. Manpower accommodations for loading, launching, tracking, and receiving are typically reviewed. The level of staffing is sometimes affected by considerations such as remote access, access during daylight hours, and probability of encountering wildlife. In some areas, helicopter access or all-terrain vehicle access is the only option for tracking. Access for heavier equipment (crane or picker truck) is often considered for launcher and receiver sites as well as nearby workshop and tool-cleaning facilities for the vendor. Pipeline Preparation, Pipeline Modifications, Cleaning of Pipeline, Checking of Bore and Bends, Checking Suitability of Launchers/Receivers, Checking Valves Pipeline modifications to facilitate cleaning, gauging, electronic caliper, and ILI of the system are typically designed, fabricated, and installed to conform to the specifications of ILI tools available for the inspection. The launcher/receiver facilities and any other modifications could be either a temporary or a permanent installation. Any restrictions identified in the planning stage are normally rectified or confirmed with the vendor as not posing a risk to the inspection tool. Particular attention is typically paid to existing bend radii for ILI tool passage and the type of valves existing on the pipeline system. In addition, all valves that could be used are serviced and confirmed to be fully functioning. Cleaning and Gauging When warranted, a cleaning program for the pipeline is designed. The specific pigs for cleaning the pipeline are identified. Historical data are evaluated for anticipated contaminant deposits such as scale, dust, paraffin, etc. The results of current maintenance pigging activities in the pipeline aid in the cleaning program design. A gauge plate/bend plate pig is sometimes run to determine worst-case restrictions present in the pipeline. The pipeline is cleaned to the satisfaction of the ILI vendor prior to initiating the ILI. Caliper or Bend Tools A caliper or bend tool is normally run in the pipeline prior to a metal-loss ILI. The purpose of this inspection is to provide detailed data to prove the pipeline bore (internal diameter) or to evaluate the bend radii to ensure passage of the metal-loss tool. Benchmarking or tracking could be used during the caliper/bend inspection. Some caliper/bend tools are available with pipeline mapping capabilities. If pipeline bend and bore information is current and reliable, a gauging plate pig or “dummy tool” can be used instead. A response plan to the caliper/bend data is often developed to deal with potential restrictions that could be discovered. 14 NACE Publication 35100 NACE International Dummy Tool Run Sometimes a dummy tool run is performed prior to a live inspection run. The dummy tool is designed to mimic the characteristics of the live tool, used to verify safe passage of the fully instrumented tool, both by negotiating restrictions and demonstrating that the section is clean enough for the requirements of the intended ILI tool. One purpose of the dummy run could be to train field personnel in the safe and proper handling and operation of the live tool. A dummy run could improve the likelihood of a successful live run. Benchmarking: Preparing Aboveground Location Reference Points Surveying/Benchmarking Benchmarks are discrete survey points along the pipeline route for placing reference markers. These markers are either permanently attached to the pipeline (magnets, for example) or portable aboveground marker systems (AGM). Readily identifiable permanent pipeline installations, such as valves, are sometimes used as benchmarks. If AGM is used, special care is normally taken to ensure that the pipeline cover does not exceed the maximum allowable for the AGM at the benchmark locations. If an AGM is placed on or above a casing, it often does not detect the passage of the ILI tool. The purpose of benchmarking is to correct for measured distance inaccuracies caused by ILI tool odometer wheel slippage and significant changes in topographic elevations along the pipeline route. Benchmark locations on the pipeline are usually spaced at certain minimum intervals. Closer spacing provides a more accurate location definition. Benchmarking also provides reference points for tracking the ILI tool as it progresses through the pipeline and references for use in surveying for verification or pipe inspection excavations. Benchmarks are typically placed in easily accessible locations on the pipeline route. Benchmark documentation consists of: • Vehicle accessibility (map or sketch of how to get to the location). • Drive time (in minutes) between benchmark (AGM) locations. • Parties to be contacted (landowners, agencies, etc.) prior to going to the benchmark. • Distance and method used to find and set the benchmark point. • Notes showing establishment of the benchmark location. • Pipeline station number of the benchmark point. • Identification number of the benchmark point. • Name of the benchmark point. • Milepost of the benchmark point. • Global positioning system (GPS) latitude. • GPS longitude. • GPS elevation. Contingency Plans for Operational Problems A contingency plan is sometimes put in place to deal with the possibility of lodging an inspection tool in the line. The plan typically covers aspects such as lines of communication, operational actions that could be used to dislodge the tool, interruption of service, and removal of the tool by means of a cutout. The contingency plan would also consider the possibility of a failure of the run (either because of tool malfunction or line conditions) and whether a re-run would be possible. Inspection Procedures Mobilization Mobilization of tools and manpower sufficiently in advance of the run date provides the vendor enough time for tool preparation and commissioning. It also provides operator and tracking crews with sufficient time for preparation. Launching/Receiving General Preparation • Safety equipment such as fire extinguishers, gas detection meter (in jargon, explosive meter is also used), absorbent pads, silencers for blowing down the barrel on gas lines, environmental kits, nitrogen to purge receiver barrel, grounding cables to discharge static electricity etc., are often on site at both launch and receive stations in advance. NACE International NACE Publication 35100 15 • ATEX conforming equipment and procedures are increasingly required.(4) • Safe operational procedures are used for the opening/venting of launchers and receivers. These are pressure vessels and pose a safety hazard if not properly tested prior to opening. • Exact timing of the ILI tool launch is coordinated with the operations control center. • Care is taken to contain all products. • The proper size tools and equipment for use in the loading and unloading of the ILI tool are on site in advance. • If utilized, all pig indicators on the pipeline section have been reset and are ready to identify the passage of the ILI tool. Typical launching and receiving procedures are included in Appendix E. Monitoring and Establishing Proper Flow Conditions Any procedure developed for running an inspection tool typically addresses not only the loading, launching, and receiving procedures, but also any operational and flow conditions that could occur during the run. Specific milestones and any activities associated with the milestones are detailed. Also, all personnel involved usually have an understanding of the tool requirements, the product flow, the ramifications of any valve movements, changes in compression/pumping configurations, etc. Tool Tracking Each tracking crew typically consists of: • An adequate number of individuals trained in the use of pig tracking equipment, tracking calculations, line finding equipment, etc. • An adequate number of vehicles suitable for the rightofway being traveled. • Equipment capable of facilitating real-time communications at any time during the tracking activities. • Adequate number of sets of working pig tracking equipment (AGM, above ground markers). When an electronic transmitter is used for tracking purposes, the proper mounting and operation of the device is normally ensured prior to launch. Typically, the pipeline operations control center is updated at the following times: • When the tool is ready for launch. • When the tool has been launched and tracking is under way. • Any time irregularities are noted in the flow or pig travel. • In advance of scheduled changes in pipeline flow conditions as identified in the inspection procedure. • Every three hours to confirm the pig position and that the tracking personnel are not incapacitated. • Several times in advance of the pig arriving at any intermediate booster station, pig signal, or receiving location. • When the pig has been received, and the pipeline can be returned to normal operation. Tracking locations are usually established downstream from pipeline appurtenances or intermediate booster stations to ensure the pig negotiates and clears all inline facilities. Post-Run Data Assessment For established technologies, the vendor is able to report within 24 to 48 hours whether an inspection run was successful and valid data were collected. This report is typically provided prior to demobilizing. Validation Dig Identified anomalies reported by ILI are usually visually investigated in selected sites as per the criteria stated below. These sites are identified as validation digs. The purpose of these validation digs is to assess the accuracy of reporting and attempt to correlate actual versus reported conditions. Sometimes the inspection vendor performs a re-grade of the data based on the validation dig information. Selection of Sites Selections of anomalies to be inspected for validation are typically based on several factors. A cross-section of reported anomaly depths, lengths, and orientations is one factor. Inspection of anomalies in areas of lower accuracy confidence, such as near girth welds (4) The ATEX directive consists of two EU directives describing what equipment and work environment is allowed in an environment with an explosive atmosphere. ATEX derives its name from the French title of the 94/9/EC directive: Appareils destinés à être utilisés en ATmosphères EXplosives. 16 NACE Publication 35100 NACE International or casing ends, is another. Sites are typically selected for ease of access, unless there is another prevailing consideration, such as a potential threat to the continued safe operation of the pipeline. Establishing Correlation with the ILI Report Special effort is usually made to ensure that the correct location is found for each validation dig. This process is often facilitated by the use of dig sheets provided by the inspection contractor. Several measurements from pipeline benchmarks, both upstream and downstream from the location, could be involved. The location of several pipe girth welds in the vicinity of the anomaly location is usually verified to confirm that the proper pipe joint has been excavated. Anomalies inspected in the validation dig program are usually documented by defect type, axial length, depth profile or maximum depth, circumferential width, orientation (often referred to as o’clock position), and relative distance from pipe girth welds. A grid system placed over the defect can aid in the measurement of defect geometry. The appropriate anomaly interaction rules established for the ILI are often considered in performing the measurements. Evaluation of Examined Defects A “unity graph” of reported versus actual anomaly geometry provides a visual aid in assessing the accuracy of the reported data. Consistent major deviations from the established tool tolerances are usually reported back to the inspection vendor. Those assessing the validation data consider the stated tool tolerances and the applicable interaction rules in evaluating the accuracy of the reported data. Tolerances for “in the ditch” measurement errors depending upon the measurement technique used are also be considered. Results of ILI Because there are a variety of ILI tools, the kind of results obtained from inspection varies greatly. However, the highest volume of inspection is being performed using the tools detecting metal loss (corrosion). As pointed out in the section titled “Metal Loss Detection Tools,” the accuracy and interpretation of the data obtained from the inspections using those tools are different. MFL Tools The analog signal of each MFL sensor is digitally sampled and stored. The high sampling rate allows accurate interpretation of depths and lengths of pipeline anomalies. Reducing sensor to sensors spacing provides the enhanced anomaly resolution. The higher definition allows more accurate determination of adjacent anomaly separation. As a visual aid to the data analyst, each anomaly can be represented in a color-coded C-scan display. This view provides a detailed graphic of the magnetic flux pattern, which is closely associated with the dimensions of the anomaly. Valuable features contained in the tool and C-scan software package aid interpretation of high-resolution data. Internal/external discrimination is provided. This provides maintenance crews an idea of which corrosion indications can be visually identified upon excavation. External indications are commonly caused by construction damage, protective coating disbondment, CP failure, or mill-related anomalies. Internal indications tend to be caused by chemical damage from the pipeline product, recent changes in pipeline product, acid-producing bacteria, pipeline debris, laminar flow conditions, or mill/construction-related anomalies. Experienced analysts review the inspection data through automated computer processes as well as additional detailed manual analysis. Computer algorithms are used to interpret the digital data and create a spreadsheet of findings. Qualified analysts correlate the computer analysis to the inspection data gathered by the tool and make adjustments based on various analysis procedures. High-resolution software, reporting parameters, internal/external discrimination, and B- and C-scan type views assist in providing very high quality data to the pipeline industry. Presentation of all survey data on computer screens has eliminated the bulk of survey printouts. High-resolution technology is a dependable, cost-effective way to determine the condition of pipelines in densely populated and environmentally sensitive areas. NACE International NACE Publication 35100 17 The data gathered through the use of these high-resolution tools are used in the pipeline industry to prioritize maintenance in areas of possible defect interaction. Defect interaction is generally described as the potential for clustered pipe wall loss to weaken pipe strength as severely as a single large defect. The importance of interaction assessment has been a driving force behind the development of high-resolution data sampling rates and sensor dimensions. The accuracy of detection allows for burst pressure calculations (methods for calculating burst pressure are discussed in Appendix E). Ultrasonic Metal-Loss Detection Tools The ultrasonic tools actually measure the wall thickness with a high resolution and accuracy (see Table B4: Typical Specifications for Ultrasonic Testing Tools). As opposed to interpretation of MFL data, which is an inferential method, ultrasonic inspection is based on actually measuring the wall thickness and the interpretation of data is more straightforward. The results are stored in digital form and proprietary software is made available with C-scans and B-scans for interpreting and visualizing the data. In addition, because the data are a result of a direct and linear measurement of the wall thickness, river-bottom profiles of anomalies with the resolution set by number of available sensors and the sampling frequency can be created. A reliable discrimination between internal and external anomalies is given. The method also reliably detects mid-wall anomalies (e.g., inclusions and laminations). This, in addition to the availability of anomaly profiles, allows the usage of the most advanced defect assessment algorithms. Assessment of Anomalies Many pipeline operators request an assessment of the inspection data ranking anomalies according to some geometric criteria, such as maximum depth and length. Anomalies are also often prioritized based on their relative severity. The assessment of the results from an ILI typically include: • An analysis into the cause of the detected flaws and the associated degradation rate. • A calculation of the allowable operating pressure under which the pipeline containing detected anomalies can be safely operated. For an assessment to be meaningful, an appropriate assessment code is typically used. The more sophisticated assessment codes achieve the most useful results in conjunction with accurate and precise data, which means that a tool capable of delivering this kind of data is used. Some of the assessment codes used for allowable operating pressure calculations are listed in Appendix E. Reporting Requirements In an attempt to standardize the operational and reporting requirements for MFL and ultrasonic ILI tools, the Pipeline Operators Forum (POF) has published a document called “Specifications and Requirements for Intelligent Pig Inspection of Pipelines.”2 Data Management Effectiveness of ongoing risk assessment and maintenance programs relies strongly on the use of available information and on monitoring conditions over a period of time. An efficient database management program is a cost effective tool that can be leveraged to make educated decisions related to asset integrity management. Over a pipeline’s life cycle, a substantial amount of historical data is collected related to monitoring and inspection activities. Examples of such data include CP station checks, close interval potential surveys, intelligent pigging results, and pipeline coating inspections. Typically, this data resides within various departments and databases. Considerable effort can be involved to collect, collate, and arrange this data in a format that allows for comparison. Synchronization amongst the different databases is a critical component in making decisions and hypothesizing methods related to different corrosion mitigation practices. Risk based inspection (RBI) points specifically to the importance of having data available to effectively and efficiently utilize the risk algorithm findings. Pipeline operators, and the service companies that provide these solutions, often find it difficult and expensive to sort through numerous physical and electronic data critical to perform these calculations. In many cases, this leads operators and service providers to use ‘default’ values in their calculations that provide a false level of security related to pipeline threats. 18 NACE Publication 35100 NACE International High-resolution ILI tools produce vast amounts of relevant data that are not only stored but also efficiently used and cross-referenced to other available ILI and non-ILI data. The ILI vendors provide proprietary software specifically developed for viewing their ILI data, with the following features: • Pipeline features, e.g., welds, tees, bends, installations, etc. • Pipeline anomaly profiles (e.g. depth, length, width) related to corrosion and dents. • Pipe specifications such as specified minimum yield strength (SMYS), outside diameter (OD), wall thickness, and seam type. • Remaining strength calculations (ASME(5) B31.G,3 modified B31.G, and Effective Area). • Previous inspection runs utilized to determine corrosion growth patterns. • Rehabilitation and repair locations such as metal sleeves and composite wraps with metal sleeves. • GIS-based to allow combining with survey data (e.g., from a mapping tool), maps of the terrain, survey stations, pipeline modifications, and aerial photographs. The ILI vendors, as well as other data management companies provide databases, or data management systems, specifically developed for storage and management of the ILI data and other data sets. Advantages of Using a Data Management System • Vast amounts of ILI and non-ILI information is leveraged to determine corrosion growth patterns and the effectiveness of corrosion combative practices • Efficient manner to determine relevant records currently not being utilized and identify records gaps • Track maintenance activities such as repairs (e.g. pipe replacements, composite sleeves, and re-coats), chemical batch treatments, pipe to soil readings, cleaning pig frequency, etc. • Data from different tools can be easily cross-referenced (e.g., a pipe containing a crack can also be corroded or dented, which would increase the severity of the crack) • Sorting and filtering—searching for data (e.g., list all corrosion defects with depths > 40% in class 1 locations) • Importing documents, photographs, videos, drawings, etc., allows user-friendly visualization of locations of anomalies (displays of aerial pictures of terrain with superimposed maps and drawn in pipeline with depicted selected defects) • Integration of defect assessment (MAOP) modules helps sorting and prioritizing anomalies based on the MAOP calculations • Integration of databases to a localized, centralized database where data is readily available References 1. In-Line Inspection Systems Qualification, Second Edition, April 2013, American Petroleum Institute (API), 1220 L St. NW, Washington, DC 20001. 2. “Specifications and Requirements for Intelligent Pig Inspection of Pipelines,” Pipeline Operators Forum, http://www.pipelineoperators.org/publicdocs/POF_specs_2009.pdf (Rijswijk, Netherlands: 2009). 3. ASME B 31G (latest revision), “Manual for Determining the Remaining Strength of Corroded Pipelines: A Supplement to ASME B 31 Code for Pressure Piping” (New York, NY: ASME). 4. U.S. Code of Federal Regulations (CFR) Title 49, “Transportation,” Part 192 (Washington, DC: Office of the Federal Register,(6) 1999). 5. P.H. Vieth, J.F. Kiefner, “RSTRENG2 User’s Manual,” American Gas Association,(7) Pipeline Research Committee, Project Report, PR-218-9205, Catalog No. L51688, March 31, 1993. 6. J.F. Kiefner, P.H. Vieth, “A Modified Criterion for Evaluating the Remaining Strength of Corroded Pipe,” American Gas Association, Pipeline Research Committee, Project Report AGA-PR-3-805, Catalog No. l51609, December 22, 1989. 7. F.J. Klever, and G. Steward, “New Developments in Burst Strength Prediction for Locally Corroded Pipes,” (The Hague, Netherlands: Shell, 1995). 8. ASME B31.8S (latest revision), “Managing System Integrity of Gas Pipelines” (New York, NY: ASME). 9. CSA(8) Z662 (latest revision), “Oil & Gas Pipeline Systems” (Toronto, ON: CSA). (5) ASME International, Three Park Ave., New York, NY 10016-5990. Office of the Federal Register, National Archives and Records Administration, 700 Pennsylvania Ave. NW, Washington, DC 20408-0001. (7) American Gas Association (AGA), 400 North Capitol Street, NW, Washington, DC 20001. (8) CSA International, 178 Rexdale Blvd., Toronto, ON, M9W 1R3, Canada. (6) NACE International NACE Publication 35100 19 Bibliography Sources of material dealing with or related to in-line inspection, conferences, meetings and journals are listed below. • International Pipeline Conference, IPC, Calgary, Alberta, Canada Biannual ASME Conference; http://www.ipcyyc.com/ • Pipeline Pigging and Integrity Management, Clarion, Houston, Texas, USA, February of each year; http://www.clarion.org/ • NACE Corrosion Conferences; http://nacecorrosion.org/ • Pipeline & Gas Journal, http://www.pipelineandgasjournal.com/ • Pipelines International, http://pipelinesinternational.com/ • Oil & Gas Journal, http://www.ogj.com/oil-transportation/pipelines.html • The Journal of Pipeline Engineering, http://www.pipemag.com/ Appendix A Glossary of Terms Used in the In-Line Nondestructive Testing of Pipelines This appendix is intended to provide supplementary information only, although it may contain mandatory or recommending language in specifications or procedures that are included as examples of those that have been used successfully. Nothing in this appendix shall be construed as a requirement or recommendation with regard to any future application of this technology. This appendix is intended to provide supplementary information only, although it may contain mandatory or recommending language in specifications or procedures that are included as examples of those that have been used successfully. Nothing in this appendix shall be construed as a requirement or recommendation with regard to any future application of this technology. The following terms are commonly used in the in-line nondestructive testing of pipelines. This Glossary is intended as a reference. Terms are not necessarily used within this report. Aboveground Marker (AGM): A portable or permanently installed device placed on the surface above a pipeline that both detects and records the passage of an ILI tool or transmits a signal that is detected and recorded by the tool. Anomaly: An unexamined deviation from the norm in pipe material, coatings, or welds. See imperfection and defect. Appurtenance: A component that is attached to the pipeline, e.g., valve, tee, casing, instrument connection, etc. ASME B 31G: “Manual for Determining the Remaining Strength of Corroded Pipelines: A Supplement to ASME B 31 Code for Pressure Piping,” published by ASME International. This is commonly used when analyzing metal-loss anomalies in pipe. B 31G: See ASME B 31G. B-Scan: A cross-sectional display of a test object formed by plotting the beam path lengths for echoes with a preset range of amplitude, in relation to the position of beam axis (in ultrasonic testing), or the values of the measured magnetic field (with magnetic flux leakage), as the probe is scanned in one direction only. Batch, Batching: Separated volume of liquid within a liquids pipeline or of liquid within a gas pipeline. Sealing (batching) pigs are typically used for separation. Bellhole: An excavation to permit a survey, inspection, maintenance, repair, or replacement of pipe sections. Bend: A physical configuration that changes pipeline direction. A bend can be classified according to the centerline radius of the bend as a ratio to the nominal pipe diameter. A 1.5 diameter (D) bend would have a centerline radius of 1.5 times the nominal pipe diameter. A 3 D bend would have a centerline radius of three times the nominal pipe diameter. Buckle: A condition in which the pipeline has undergone sufficient plastic deformation to cause permanent wrinkling or deformation of the pipe wall or the pipe’s cross-section. C-Scan: A two-dimensional plane display of a test object formed by plotting the presence of echoes within a preset range of amplitude, a beam path length (in ultrasonic testing), or the values of the measured magnetic fields (with magnetic flux leakage), in relation to the position of the scanning probe. 20 NACE Publication 35100 NACE International Calibration Dig: An exploratory excavation to compare findings of an ILI system to actual conditions with the purpose of improving data analysis. See validation dig. Caliper Pig: A configuration pig designed to record conditions such as buckles, dents, wrinkles, ovality, bend radius and angle, and occasionally, indications of significant internal corrosion by sensing the shape of the internal surface of the pipe (also referred to as a geometry pig). Camera Pig: A configuration pig that carries a video or film camera and light source(s) for photographing the inside surface of a pipe on an intermittent, real-time, or continuous basis. Cathodic Protection (CP): A technique to reduce the corrosion rate of a metal surface by making that surface the cathode of an electrochemical cell. Characterize: To assign characteristics to a pipeline anomaly or feature, based on its classification. Check Valve: Valve that prevents reverse flow. Can cause damage to in-line inspection tools if not fully opened. Class Location: A criterion for pipeline design set by the United States Code of Federal Regulations, Title 49, Part 192.4 Class 1 is rural and Class 4 is heavily populated. A class location is based on the number and type of buildings situated in an area that extends 200 m (220 yd) on either side of the centerline of any continuous 1.6 km (1.0 m) length of a gas pipeline. Classify: To identify the cause of an inspection indication (e.g., anomaly, irrelevant indication, feature, component, or type of imperfection/ defect). Cleaning Pig: A utility pig that uses cups, scrapers, or brushes to remove dirt, rust, mill scale, and other debris from the pipeline. Cleaning pigs are utilized to increase the operating efficiency of a pipeline or to facilitate inspection of the pipeline. Coil Sensor: See Induction Coil. Combination Tool: An instrumented ILI tool designed to perform both geometry (deformation) inspections, as well as metal loss inspections with a single tool chassis. Component: Any physical part of the pipeline, other than line pipe, including but not limited to: valves, welds, tees, flanges, fittings, taps, branch connections, outlets, supports, and anchors. Corrosion: The deterioration of a material, usually a metal, that results from a chemical or electrochemical reaction with its environment. Corrosion Potential: (Represented by the symbol Ecorr) the potential of a corroding surface in an electrolyte measured under open-circuit conditions relative to a reference electrode. (Also known as electrochemical corrosion potential, free corrosion potential, open-circuit potential) Crack: (1) A partial split or break. (2) A split or break in a coating that penetrates into the substrate. Cracking: Fracture of a material along a path that produces a linear discontinuity (without complete separation). Crack Coalescence: Joining of two or more cracks in close proximity to form a longer crack. Critical Defect: A defect for which an analysis indicates that immediate attention is required. Data Analysis: The evaluation process through which indications are classified and characterized. Defect: A physically examined anomaly with dimensions or characteristics that exceed acceptable limits. See imperfection. Deformation: A change in shape, such as a bend, buckle, dent, ovality, ripple, wrinkle, or any other change that affects the roundness of the pipe’s cross-section or straightness of the pipe. Deformation Tool: An instrumented ILI tool designed to record geometric conditions such as buckles, dents, wrinkles, ovality, and bend radius and angles. See caliper pig and geometry tool. NACE International NACE Publication 35100 21 Dent: A local change in piping surface contour caused by an external force such as mechanical impact or rock impingement. Detect: To sense or obtain a measurable in-line inspection indication from an anomaly in a pipeline. Differential Pressure: The difference between the pressures behind and ahead of the in-line inspection tool—the actual propeller of the tool. Diffusion: The passage of a substance into a body (e.g., hydrogen into steel). Dirty Steel: A term used to denote steel containing a high number of nonmetallic inclusions. Disbondment: The loss of adhesion between a coating and the substrate. Discrete Repair: A short segment of pipeline identified to be repaired. Dissolution: The decomposition of a solid into parts. Distribution Line: A gas pipeline other than a gathering line or transmission line (See U.S. Code of Federal Regulations, Title 49, Part 192). Double Submerged Arc Weld (DSAW): Weld using filler metal passes on the inside and outside of the pipe. Ductility: The ability of a material to withstand plastic deformation prior to fracture. (It is usually measured by the permanent elongation or reduction in the cross-sectional area of a fractured tensile test specimen.) Dummy Tool Run: Preliminary run of an uninstrumented pig to verify safe passage of a fully instrumented tool through a section of pipeline. Dummy runs can also be used to remove debris from the inside of the pipeline. Elastic Limit: The maximum stress to which a material may be subjected without retention of any permanent deformation after the stress is removed. Electric Potential: A voltage existing between the pipe and its environment. Electric Resistance Weld (ERW): A weld seam formed by resistance heating of the two edges of a pipe and then forcing them together. Electromagnetic Acoustic Transducer (EMAT): A transducer for non-contact sound generation and reception directly generated within the material adjacent to the transducer. Estimated Repair Factor (ERF): The ratio of the pipeline design pressure to the “safe maximum pressure” as determined by an analysis criterion (e.g., ASME B 31G, RSTRENG, etc.). Evaluation: A review following the characterization and examination of an anomaly to determine whether the anomaly meets specified acceptance or rejection criteria. Examination: A direct physical inspection of a pipeline or anomaly by a person, which may include the use of nondestructive examination (NDE) techniques. False Call: An inspection indication that is erroneously classified as an anomaly or a defect. Fatigue: The process of progressive localized permanent structural change occurring in a material subjected to fluctuating stresses less than the ultimate tensile strength of the material that may culminate in cracks or complete fracture after a sufficient number of fluctuations. Feature: Any physical object detected by an ILI system. Features may be anomalies, components, nearby metallic objects, welds, appurtenances, or some other item. Flash Welded: Distinct type of electric resistance weld pipe, made from individually rolled plates formed into cans before being welded. 22 NACE Publication 35100 NACE International Fracture Mechanics: A quantitative analysis for evaluating structural reliability in terms of applied stress, crack length, and specimen geometry. For the purpose of this report, the study of the physics of defect initiation and growth in a material. Fracture Toughness: A measure of the resistance of a material to defect extension, either slow or rapid. Free Corrosion Potential: See corrosion potential. Free Surface: A surface with one side not constrained by adjacent metal, just air. Gathering Line: A pipeline that transports gas from a production facility (e.g., gas, well) to a processing or compressor station prior to entry into the transmission pipeline. Gauge Plate/Bend Plate Pig: A utility pig mounted with a flexible metal plate of a specified diameter less than the minimum internal diameter of the pipeline. Pipe bore restrictions less than the plate diameter or short radius bends can permanently deflect the plate material. Gel Pig: A utility pig that is composed of a highly viscous gelled liquid, often used for pipeline cleaning. Geographical Information System (GIS): A computer system capable of assembling, storing, manipulating, and displaying geographically-referenced information. Geometry Tool: An instrumented ILI tool that records data about the geometric condition of the pipeline or pipe wall. Caliper tools and deformation tools are examples of geometry tools. Girth Weld: Circumferential weld joining two joints of pipe. Global Positioning System (GPS): The navigational system utilizing satellite technology to provide a user an exact position on the earth’s surface. Gouge: Elongated grooves or cavities usually caused by mechanical removal of metal. Hall-Effect Sensor, Hall Element: A type of sensor that directly measures magnetic field. Hall-effect sensors require power to operate. High Vapor-Pressure (HVP) Liquid: Hydrocarbons or hydrocarbon mixtures in the liquid or quasi-liquid state with a vapor pressure in excess of 107 kPa (15.5 psi) absolute at 38 °C (100 °F). Holiday: A discontinuity in a protective coating that exposes unprotected surface to the environment. Hoop Stress: Stress around the circumference of a pipe (i.e., perpendicular to the pipe length) caused by internal pressure. Hydrogen Embrittlement: Embrittlement caused by the presence of hydrogen within a metal or alloy. Hydrolysis: Decomposition of a chemical compound by reaction with water. Hydrostatic Testing (Re-Testing): Testing of sections of a pipeline by filling the line with water and pressurizing it until the nominal hoop stresses in the pipe reach a specified value. Imperfection: An anomaly with characteristics that do not exceed acceptable limits. See defect. Incident: An event that is reported to U.S. Department of Transportation,(13) Office of Pipeline Safety, that involves fatalities, injuries, property damage in excess of $50,000, unintentional release of natural gas, customer outages, or other conditions that, in the opinion of the pipeline operator, are significant enough that they should be reported. Indication: A signal from an ILI system. An indication may be further classified or characterized as an anomaly, imperfection, or component. Induction Coil: A type of sensor that measures the time rate of change in magnetic flux density. Induction coils do not require power to operate, but have a minimum inspection speed requirement (13) U.S. Department of Transportation (USDOT), 400 7th St. SW, Washington, DC 20590. NACE International NACE Publication 35100 23 In-Line Inspection (ILI): The inspection of a pipeline from the interior of the pipe using an in-line inspection tool. Also called Intelligent or Smart Pigging. In-Line Inspection Tool: The device or vehicle that uses a nondestructive testing technique to inspect the pipeline from the inside. Also known as Intelligent or Smart Pig. Instrumented Pig Tool: Older term for in-line inspection tools. Interaction Rules: A spacing criterion among anomalies that establishes when closely spaced anomalies should be treated as a single, larger anomaly. Intergranular Crack: Crack growth or crack path that is between the grains of a metal. Joint: A single section of pipe that is welded to others to make up a pipeline. Kicker Line: Piping and valving that connects the pressurizing pipeline to the launcher or receiver. Lamination: An internal metal separation creating layers generally parallel to the surface. Launcher: A device used to insert an ILI tool into a pressurized pipeline. It may be referred to as a pig trap or scraper trap. Leak: A small opening, crack, or hole in a pipeline causing some product loss, not necessarily immediately impairing the operation of the pipeline. Liquefied Natural Gas (LNG): Natural gas liquefied by refrigeration or pressure in order to facilitate storage or transport. Liquefied Petroleum Gas (LPG): Petroleum gases (butane, propane, etc.) liquefied by refrigeration or pressure to facilitate storage or transport. Loading Rate: Rate at which pressure increases in a pipeline. Longitudinal Channeling: Narrow, deep (channel-like), axially oriented corrosion, often along a longitudinal seam weld. Low Vapor-Pressure (LVP) Liquid: Hydrocarbons or hydrocarbon mixtures in the liquid or quasi-liquid state with a vapor pressure of 107 kPa (15.5 psi) absolute or less at 38 °C (100 °F). Lorentz Forces: Forces acting on moving charges in magnetic fields. Magnetic Field Strength: The magnitude of the magnetic field produced by a magnet. Magnetic Flux Leakage (MFL): A type of ILI technology in which a magnetic field is induced in the pipe wall between two poles of a magnet. Anomalies affect the distribution of the magnetic flux in the wall. The MFL pattern is used to detect and characterize anomalies. Magnetic Flux Lines: A representation of the strength and direction of a magnetic field. Flux lines are drawn parallel to the direction of magnetic force. The spacing of these lines represents the magnetic field strength. Flux lines always form nonintersecting closed loops starting at the north pole and ending at the south pole of a magnet. Magnetic Particle Inspection (MPI): A nondestructive examination technique for locating surface flaws in steel using fine magnetic particles and magnetic fields. Magnetic Permeability: The ability of magnetic flux to diffuse through (or permeate) a magnetic material. The ratio of magnetic flux density to magnetic field strength. Magnetic Saturation: The degree of magnetization at which a further increase in magnetic field strength produces a decrease in magnetic permeability of a material. Mapping Pig: A configuration pig that uses inertial sensing or some other technology to collect data that can be analyzed to produce an elevation and plan view of the pipeline route. 24 NACE Publication 35100 NACE International Maximum Allowable Operating Pressure (MAOP): The maximum internal pressure permitted during the operation of a pipeline as defined by the U.S. Code of Federal Regulations. Maximum Operating Pressure (MOP): The maximum internal pressure that cannot normally exceed the maximum allowable operating pressure expected during the operation of a pipeline. Measurement Threshold: A dimension or dimensions above which an anomaly measurement can be made. Metal Loss: Any pipe anomaly in which metal has been removed. Metal loss is usually the result of corrosion, but gouging, manufacturing defects, or mechanical damaging can also cause metal loss. Microstructure: Structure of metals and alloys as revealed after polishing and etching; hot-rolled steels usually consist of bands of ferrite (iron) and pearlite (carbon) but may contain other microstructures such as matensite (hard brittle grains) or bainite (not as hard or brittle as martensite). Mill Scale: The oxide layer formed during hot fabrication or heat treatment of metals. Naturally Occurring Radioactive Material (NORM): Naturally occurring radioactive elements such as uranium, radium, and radon in very low concentrations carried in produced water or moisture. Nondestructive Evaluation (NDE): The evaluation of results from nondestructive testing methods or nondestructive testing techniques in order to detect, locate, measure, and evaluate anomalies. Nondestructive Testing (NDT): A process that involves the inspection, testing, or evaluation of materials, components, and assemblies for materials’ discontinuities, properties, and machine problems without further impairing or destroying the part’s serviceability. Nondestructive Testing Method (NDT Method): A particular method of nondestructive testing, such as radiography, ultrasonic, magnetic testing, liquid penetrant, visual, leak testing, eddy current, and acoustic emission. Nondestructive Testing Technique (NDT Technique): A specific way of utilizing a particular nondestructive testing method that distinguishes it from other ways of applying the same nondestructive testing method. For example, magnetic testing is a nondestructive testing method while magnetic flux leakage and magnetic particle inspection are nondestructive testing techniques. Similarly, ultrasonic is a nondestructive testing method, while contact shear-wave ultrasonic and contact compression-wave ultrasonic are nondestructive testing techniques. Nonmetallic Inclusion: A particle of foreign material in a metallic matrix. Usually the foreign material is an oxide, sulfide, or silicate, but may be of any substance foreign to the matrix. Nonrelevant Indication: A response recorded during an inspection that comes from a source outside the pipeline, such as foreign objects in the ditch. Nucleate: Initiate the growth of a crack. Off-Line Inspection: Inspection of a pipeline section that is removed from service. On-Line Inspection: Inspection of a pipeline section while it is in service. Operator: A person or organization that owns or operates pipeline facilities as an owner or as an agent for an owner. Ovality: Out of roundness, i.e., egg shaped or broadly elliptical. Passivity: The state of being passive. For the purpose of this report, a function of the electrochemical environment involving formation of a passive or protective film. pH: The negative logarithm of the hydrogen ion activity written as pH = -log10 (aH+) where aH+ = hydrogen ion activity = the molar concentration of hydrogen ions multiplied by the mean ion-activity coefficient. NACE International NACE Publication 35100 25 Pig: A generic term signifying any independent, self-contained, or tethered device, tool, or vehicle that moves through the interior of the pipeline for inspecting, dimensioning, or cleaning. A pig may or may not be an ILI tool. Pig Signal: Usually a mechanical sensor on the pipe activated by the passage of a pig. Pigging: See In-Line Inspection. Pipeline: A continuous part of a pipe system used to transport a hazardous liquid or gas. Includes pipe, valves, and other appurtenances attached to the pipe. Pipeline Component: A feature, such as a valve, CP connection, or tee that is a normal part of the pipeline. The component may produce an indication that is recorded as part of an inspection by an in-line inspection tool or configuration pig. Pipeline Coordinates: Location coordinates of the course that a pipeline follows as given in a standard geographic coordinate system. Pipeline System: All portions of the physical facilities through which gas, oil, or product moves during transportation, including pipe, valves, and other appurtenances attached to the pipe, such as compressor units, metering stations, regulator stations, delivery stations, holders, and other fabricated assemblies. Pressure: Level of force per unit area exerted on the inside of a pipe or vessel. Pressure Reversal: Failure of a defect (e.g., crack) at a pressure level below the maximum level reached on a prior loading (e.g., hydrostatic retest). Probability of Detection (POD): The probability of a feature being detected by an ILI tool. Probability of Identification (POI): The probability that the type of an anomaly or other feature, once detected, will be correctly classified (e.g. as metal loss, dent, etc.). Proportional Limit: See Elastic Limit. Pup Joint: A short piece of pipe, typically 3 m (10 ft) or less in length. Receiver: A pipeline facility used for removing a pig from a pressurized pipeline. It may be referred to as a trap, pig trap, or scraper trap. Remediation: An operation or procedure that eliminates the factor or factors causing an imperfection, defect, or critical defect. Remnant Magnetization: The magnetization level left in a steel pipe after the passage of a magnetic in-line inspection tool. Residual Stress: Stress present in a component free of external forces or thermal gradients. RSTRENG: A computer program designed to calculate the residual strength or failure pressure of corroded pipe. Analysis criterion specified in the American Gas Association (AGA) project report AGA-PR-3-805 “A Modified Criterion for Evaluating the Remaining Strength of Corroded Pipe.”5 RESTRENG 2: An enhanced version of RSTRENG as specified in the American Gas Association project report AGA-PR-218-9205.6 Rupture: The instantaneous tearing or fracturing of pipe material causing large-scale product or water loss. Rupture Pressure Ratio (RPR): The ratio of the “predicted burst pressure” calculated by an analysis criterion (e.g., ASME B 31G, RSTRENG, etc.) to the pressure at specified minimum yield stress (SMYS). Seam Weld: The longitudinal or spiral weld in pipe, which is made in the pipe mill. Selective Pipe Replacements: Pipe replacements undertaken adjacent to critical areas such as dwellings. Sensors: Devices that receive a response to a stimulus, e.g., an ultrasonic sensor detects ultrasound. 26 NACE Publication 35100 NACE International Shear Wave: Pertaining to pipe inspection, shear waves are generated in the pipe wall by transmitting ultrasonic pulses through a liquid medium or using EMAT technology without a liquid couplant. Shielded Corrosion: Corrosion between the pipe and the protective coating, which is not controlled by CP currents. Commonly referred to as “cathodic shielding.” Sizing Accuracy: The accuracy with which an anomaly dimension or characteristic is reported. Typically, accuracy is expressed by tolerance and a certainty. As an example, depth sizing accuracy for metal loss is commonly expressed as ±10% of the wall thickness (the tolerance), 80% of the time (the certainty). Slackline: The flow of product fails to completely fill the pipeline. Slug: Confined liquids within a gas pipeline. Smart Pig: See In-Line Inspection Tool. Sour Gas: Natural gas containing hydrogen sulfide in such proportion as to require treating to meet domestic sales gas specifications. Specified Minimum Yield Strength (SMYS): A required strength level that the measured yield stress of a pipe material must exceed, and which is a function of pipe grade. The measured yield stress is the tensile stress required to produce a total elongation of 0.5% of a gauge length as determined by an extensometer during a tensile test. Sphere Pig: A spherical utility pig made of rubber or urethane. The sphere may be solid or hollow, filled with air or liquid. The most common use of sphere pigs is as a batching pig. Strain: Increase in length of a material expressed on a unit length basis (e.g., inches per inch). Strain Hardening: An increase in hardness and strength caused by plastic deformation at a temperature below the re-crystallization range. Stress: Tensile or compressive force per unit area in the pipe wall as a result of the loads applied to the structure. Stress Intensity Factor: A fracture mechanics term relating the crack size, geometry, and stress acting on a crack. Stress Raiser or Concentration: A change in contour, discontinuity, gouge, or notch that causes local increases in the stress in a pipe. Stress Relief: Reduction of residual stresses either through a mechanical overload or through an elevated temperature. Stress Relieving (Thermal): Heating a metal to a suitable temperature, holding at that temperature long enough to reduce residual stresses, and then cooling slowly enough to minimize the development of new residual stresses. Sub-Critical Crack: A crack that is not large enough to cause a failure of a pipeline at a given pressure. Survey: Measurements, inspections, or observations intended to discover and identify events or conditions that indicate a departure from normal operation of the pipeline. Tensile Stress: Stress that elongates the material. Tenting: A tent-shaped void formed along the longitudinal seam-weld or circumferential weld reinforcement in a pipe when the external coating is not in continuous intimate contact with the pipe and weld surfaces. Terrain Conditions: The soil type, drainage, and topography at a given location. Testing: See Hydrostatic Testing (Re-Testing). Tethered Tool: Wireline tool typically used for inspecting shorter pipeline sections. Toe crack: Surface breaking cracks at the toe of a weld bead caused by an imperfect manufacturing process. NACE International NACE Publication 35100 27 Tool: A generic term signifying any type of instrumented tool or pig. Transducer: A device for converting energy from one form to another, e.g., in ultrasonic testing, conversion of electrical pulses to acoustic waves and vice versa. Transgranular Crack: Crack growth or crack path that is through or across the grains of a metal. Transmission Line: A pipeline, other than a gathering or distribution line, that transports gas from a gathering or storage facility to a distribution center or storage facility; operates at a hoop stress of 20% or more of the specified minimum yield stress of the pipe; or transports gas within a storage field. Trap: Pipeline facility for launching or receiving tools and pigs. See launcher and receiver. Ultrasonic Testing (UT): A type of inspection technology that uses ultrasound for inspecting pipe. Utility Pig: A pig that performs relatively simple mechanical functions, such as cleaning the pipeline. Validation: The act of checking ILI results against empirical evidence, such as field measurement. Wrinkle: A smooth and localized bulge visible on the outside wall of the pipe. The term wrinkle is sometimes restricted to bulges that are greater in height than one wall thickness. See buckle. Yield Pressure: The pressure at which the nominal hoop stress in the pipe wall equals the specified minimum yield stress of the pipe grade. Yield Strength: The stress at which a material exhibits a specified deviation from the proportionality of stress to strain. The deviation is expressed in terms of strain by either the offset method (usually at a strain of 0.2%) or the total-extension-under-load method (usually at a strain of 0.5%). Appendix B Typical Specifications This appendix is intended to provide supplementary information only, although it may contain mandatory or recommending language in specifications or procedures that are included as examples of those that have been used successfully. Nothing in this appendix shall be construed as a requirement or recommendation with regard to any future application of this technology. Table B1 Typical Specifications for Axial MFL Tools(*) Axial resolution: Defined by axial sampling distance: • From 2 mm (0.08 in) • If the tool operates with a fixed sampling frequency, the axial sampling distance increases with inspection speed. Circumferential resolution: Defined by circumferential sensor spacing: • 8 to 17 mm (0.3 to 0.7 in) Wall thickness range: Depends on tool size, with larger tools usually able to inspect thicker wall, as thicker wall gets increasingly difficult to magnetically saturate. Vendors typically provide separate performance specifications for wall thicknesses outside of common ranges. 4 to 32 mm (0.16 to 1.3 in) (*)Tables contain values typically found in the industry for straight pipe and depend on tool size, wall thickness, speed of inspection, tool configuration and complexity, among other factors. Vendors can specify performance more accurately, based on detailed information about the pipeline section to be inspected. 28 NACE Publication 35100 NACE International Inspection speed range at full specifications: Refers to the speed of the tool itself, gas speed could be much higher if speed reduction and control units are employed. Minimum: 0.5 m/s (~1 mph) for inductive coils, none for hall-effect sensors Maximum: 4 to 5 m/s (9 to 11 mph) Detection and Sizing Capabilities: The nomenclature of defect types follows recommendations from POF document [ref.]. Table below pertains to base material; accuracies for defects in and at welds are typically specified separately, still in the same format. t – wall thickness Detection and Sizing Capabilities General metal loss Pitting Depth at POD = 90% 10% t 10% t Diam.: 7 mm 20% t Width: 7 mm 10% t Axial grooving Circumferential grooving Base material Length: 7 mm Depth sizing accuracy at 80% certainty ±10% t ±10% t ±10% t ±10% t Width sizing accuracy at 80% certainty ±10 mm (0.4 to 0.7 in) ±10 mm (0.4 in.) 10 mm (0.8 in) ±10 mm (0.8 in) Length sizing accuracy at 80% certainty ±20 mm (0.8 in) ±10 mm (0.4 in) ±10 mm ±20 mm Location accuracy: Axial: ± 0.1 m (4 in) (relative to closest girth weld) Circumferential: ± 5° Table B2 Typical Specifications for Ultrasonic Metal Loss Tools(*) Axial resolution: Defined by axial sampling distance: 0.75 - 3 mm (0.03 - 0.12 in) If the tool operates with a fixed sampling frequency, the axial sampling distance increases with inspection speed. Circumferential resolution: Defined by circumferential sensor spacing 4 to 8 mm (0.15 to 0.3 in) Wall thickness range: There is a minimum remaining wall thickness that can be inspected at 2 to 4 mm (0.08 to 0.16 in) 5 to 45 mm (0.2 to 1.8 in) Inspection speed range at full specification: Minimum: none Maximum: 2 m/s (4.5 mph) increased speeds affect axial resolution only, it deteriorates linearly with increasing speeds above the limit. (*)Tables contain values typically found in the industry for straight pipe and depend on tool size, wall thickness, speed of inspection, tool configuration and complexity, among other factors. Vendors can specify performance more accurately, based on detailed information about the pipeline section to be inspected. NACE International NACE Publication 35100 29 Detection and sizing capabilities: The nomenclature of defect types follows recommendations from POF document [ref.]. Table below pertains to base material; accuracies for defects in and at welds are typically specified separately, still in the same format. Vendors might also specify detection thresholds depending on whether sizing is possible. General metal loss Pitting Axial grooving Circumferential grooving Depth at POD = 90% 1.0 mm (0.04 in.) 1.5 mm (0.06 in.) diam.: >5 mm 1 mm (0.4 in.) width: >5 mm 1 mm (0.4 in.) length: >5 mm Depth sizing accuracy at 80% certainty ±0.4 mm (0.016 in.) ±0.4 mm (0.016 in.) diam.: >10 mm (0.40 in.) ±0.4 mm (0.016 in.) width: >10 mm (0.40 in.) ±0.4 mm (0.016 in.) Length: >10 mm (0.40 in.) Width sizing accuracy at 80% certainty ±12 mm (0.50 in) ±12 mm (0.47 in) ±12 mm (0.47 in) ±12 mm (0.47 in) Length sizing accuracy at 80% certainty ±6 mm (0.25 in) ±6 mm (0.24 in) ±6 mm (0.24 in) ±6 mm (0.24 in) Base material Location accuracy: Axial: Circumferential: 0.1 m (4 in) (relative to the closest girth weld) ± 5° Table B3 Typical Specifications for Liquid-Coupled Crack-Detection Tools(*) Specifications pertain to inspection for axial cracks. Axial resolution: 1.5 to 3.0 mm (0.06 to 0.12 in) If the tool operates with a fixed sampling frequency, the axial sampling distance increases with inspection speed Circumferential resolution: 6 to 10 mm (0.25 to 0.4 in) Wall thickness range: 5 to 45 mm (0.2 to 1.8 in.): Inspection speed range at full specification: Minimum: none Maximum: 1.5 m/s (3.4 mph) increased speeds affect axial resolution only, it deteriorates linearly with increasing speeds above the limit. (*)Tables contain values typically found in the industry for straight pipe and depend on tool size, wall thickness, speed of inspection, tool configuration and complexity, among other factors. Vendors can specify performance more accurately, based on detailed information about the pipeline section to be inspected. 30 NACE Publication 35100 NACE International Detection and sizing capabilities: Detection and sizing capabilities (for axially oriented cracks) Crack alignment ± 15° from pipe axis Base material Crack depth Crack length POD = 90% 1.00 mm (0.04 in) 30 mm (1.2 in) Depth sizing accuracy at 80% certainty ± 1.00 mm (0.04 in) Width sizing accuracy for crack fields at 80% certainty ± 50 mm (2 in) Length sizing accuracy at 80% certainty ± 10 mm (0.40 in), if < 100 mm (4.00 in) ± 10%, if > 100 mm (4.00 in) Longitudinal weld Crack depth Crack length POD = 90% 2.00 mm (0.04 in) 30 mm (1.2 in) Depth sizing accuracy at 80% certainty ± 1.0 mm (0.04 in) Width sizing accuracy for crack fields at 80% certainty ± 50 mm (2.0 in) Length sizing accuracy at 80% certainty ± 10 mm (0.40 in), if < 100 mm (4.00 in) ± 10%, if > 100 mm (4.00 in) Location accuracy: Axial: Circumferential: 0.1 m (4 in) (relative to the closest girth weld) ± 5° Table B4 Typical Specifications for EMAT Crack-Detection Tools(*) Specifications in the table pertain to axial cracks. Axial resolution: 1.5 to 3.0 mm (0.06 to 0.12 in) Circumferential resolution: Depending on sensor configuration, might be defined by circumferential sensor spacing. 6.0 to 10 mm (0.25 to 0.4 in) Wall thickness range: 9.0 to 20 mm (0.35 to 0.8 in) Inspection speed range at full specification: Refers to the speed of the tool itself, gas speed could be much higher if speed reduction and control units are employed. Minimum: none Maximum: 2.5 m/s (5.6 mph) increased speeds affect axial resolution which deteriorates linearly with increasing speeds above the limit, but might affect also operation for the tool, depending on sensor configuration. (*)Tables contain values typically found in the industry for straight pipe and depend on tool size, wall thickness, speed of inspection, tool configuration and complexity, among other factors. Vendors can specify performance more accurately, based on detailed information about the pipeline section to be inspected. NACE International NACE Publication 35100 31 Detection and sizing capabilities: t – wall thickness Detection and sizing capabilities (for axially oriented cracks) Crack alignment ± 15° from pipe axis Base material Crack depth Crack length POD = 90% 1.0 mm (0.04 in) 30 mm (1.2 in) Depth sizing accuracy at 80% certainty ± 0.15 t Width sizing accuracy for crack fields at 80% certainty ± 50 mm (2 in) Length sizing accuracy at 80% certainty ± 10 mm (0.40 in) Longitudinal weld Crack depth Crack length POD = 90% 2.0 mm (0.04 in) 30 mm (1.2 in) Depth sizing accuracy at 80% certainty ± 0.15 t Width sizing accuracy for crack fields at 80% certainty ± 50 mm (2.0 in) Length sizing accuracy at 80% certainty ± 10 mm (0.40 in) Location accuracy: Axial: Circumferential: 0.1 m (4 in) (relative to the closest girth weld) ± 5° Table B5 Typical Specifications for Circumferential Magnetization Tools(*) Axial resolution: Defined by axial sampling distance 2 mm (0.08 in) If the tool operates with a fixed sampling frequency, the axial sampling distance increases with inspection speed. Circumferential resolution: Defined by circumferential sensor spacing 4.0 mm (0.16 in) Wall thickness range: 4.0 to 25 mm (0.16 to 1.0 in) Inspection speed range at full specification: Minimum: none Maximum: 4 m/s (9 mph) (*)Tables contain values typically found in the industry for straight pipe and depend on tool size, wall thickness, speed of inspection, tool configuration and complexity, among other factors. Vendors can specify performance more accurately, based on detailed information about the pipeline section to be inspected. 32 NACE Publication 35100 NACE International Detection and sizing capabilities: t – wall thickness General metal loss Pitting Axial grooving Axial slotting Depth at POD = 90% 0.15 to 0.20t 0.15 to 0.20t 0.10 to 0.15t 0.20 to 0.25t Depth sizing accuracy at 80% certainty ± 0.15 to 0.20t ± 0.20 to 0.25t ± 0.15 to 0.20t ± 0.15 to 0.20t Width sizing accuracy at 80% certainty ± 15 to 20 mm (0.60 to 0.80 in) ± 15 to 20 mm (0.60 to 0.80 in) ± 15 to 20 mm (0.60 to 0.80 in) ± 15 to 20 mm (0.60 to 0.80 in) Length sizing accuracy at 80% certainty ±15 to 20 mm (0.60 to 0.80 in) ±10 to 15 mm (0.40 to 0.60 in) ± 15 to 20 mm (0.60 to 0.80 in) ±15 to 20 mm (0.60 to 0.80 in) Location accuracy: Axial: Circumferential: 0.1 m (4 in) (relative to the closest girth weld) ± 5° Table B6 Typical Specifications for Geometry Tools(*) Circumferential resolution: Defined by circumferential sensor spacing 10 to 50 mm (0.4 to 2 in) Wall thickness range: No limitations Inspection speed range at full specifications: For stand-alone tools, speed on combined tools might be limited by other tool types involved. Minimum: none Maximum: 5 m/s (11 mph) Detection and sizing capabilities Detection thresholds and sizing capabilities vary by tool (i.e. pipe) size. Detection and sizing capabilities Dents Ovalities ID changes POD at 90% 3.0 to 5 mm (0.12 to 0.20 in) 1.0 to 3 mm (0.04 to 0.12 in) 1.0 mm (0.04 in) Depth sizing accuracy at 80% certainty ±1 to 3 mm (0.04 to 0.12 in) ± 1.0 to 3.0 mm (0.04 to 0.12 in) ± 1.0 mm (0.04 in) Width sizing accuracy at 80% certainty ~± 20 mm (0.8 in) Length sizing accuracy at 80% certainty ~± 8 to 10 mm (0.30 to 0.40 in) Location accuracy: Axial: Circumferential: 0.1 m (4 in) (relative to the closest girth weld) ± 5° (*)Tables contain values typically found in the industry for straight pipe and depend on tool size, wall thickness, speed of inspection, tool configuration and complexity, among other factors. Vendors can specify performance more accurately, based on detailed information about the pipeline section to be inspected. NACE International NACE Publication 35100 33 Table B7 Typical Specifications for Mapping Tools(*) Survey Accuracy: 1:2,000 (Actual location accuracy depends on density of deployment of reference points.) Bending Strain Detection Threshold: ± 0.02% curvature strain (2,500 D) Run to Run Curvature Strain: < 0.01% (*)Tables contain values typically found in the industry for straight pipe and depend on tool size, wall thickness, speed of inspection, tool configuration and complexity, among other factors. Vendors can specify performance more accurately, based on detailed information about the pipeline section to be inspected. Appendix C Preparing for an Inspection This appendix is intended to provide supplementary information only, although it may contain mandatory or recommending language in specifications or procedures that are included as examples of those that have been used successfully. Nothing in this appendix shall be construed as a requirement or recommendation with regard to any future application of this technology. Key activities that are scheduled in preparation for an inspection have included the following: • • • • • • • • • • • • • • • • • • • • Anticipation of the condition of the pipeline. Completion of pipeline questionnaire—summary of the pipeline and its characteristics. Definition of the need for cleaning of the line as well as the recommended cleaning pigs to be used. Identification of the need for a gauge plate or bend plate pig to be sent down the line. Identification of any restrictive bends or fittings and how they are to be addressed. Summation of line modifications necessary to perform the inspection. Identification of the need for a caliper tool to be run in the line. Identification of the need for setting aboveground benchmarks for the caliper tool. Identification of the need for a bend tool to be run in the line. Recommendation of detection technology to be employed. Identification of a tool and its availability to meet the conditions of the pipeline (with or without modifications). Timing of contractor data analysis and reporting to the operator. In a gas line, any outage-specific considerations require the use of variable bypass technology. Definition of a procedure to be used for running the inspection tool. Identification of whether more than one vendor can provide a tool for the required system. Definition of the need for a dummy metal-loss tool run. Identification of which tools are to be tracked and whether they are to be tracked continuously or discretely. Identification of a recommended benchmarking system to be employed by the metal-loss survey tool. Development of contingency plan for emergency operations. Determination of the feasibility of conducting repairs/excavations once the in-line inspection is complete. 34 NACE Publication 35100 NACE International Appendix D Launching and Receiving Procedures This appendix is intended to provide supplementary information only, although it may contain mandatory or recommending language in specifications or procedures that are included as examples of those that have been used successfully. Nothing in this appendix shall be construed as a requirement or recommendation with regard to any future application of this technology. The following procedures describe launching and receiving procedures for in-line inspection (ILI) tools. Launching Procedure Caution: 1. ILI tools must not be pushed backward (unless specially built as bi-directional). 2. Damage may occur if the ILI tool hits the launcher isolation valve before or as it is being launched. 3. Do not push the tool into the trap if sensitive electronics are located at the rear. The following list is the state-of-the-art procedure typically conducted during launching operations. (The procedure is usually modified after a thorough site investigation): 1. Isolate the launching trap. 2. Drain and depressurize the launching trap. 3. Ensure that all ILI tool diagnostic checks are complete, and the tool is operational and ready to load. 4. Load the ILI tool until the front cups seal within the reducer. 5. Equalize pressure between the launching trap and the pipeline. 6. Ensure that the desired inspection flow rate is achieved and open the launcher isolation valve. Pressures must be equalized such that the tool does not move. 7. Launch the ILI tool by diverting and increasing flow through the kicker line. 8. Restore the trap to original state. Receiving Procedure Caution: 1. Damage may occur if the ILI tool hits the receiver closure door. 2. Damage may occur if the receiver isolation valve is closed before the entire ILI tool has passed. 3. Ensure the area behind the closure door is clear of personnel and equipment when opening the trap to remove the tool. The following list is the state-of-the-art procedure typically conducted during receiving operations. (The procedure is usually modified after a thorough site investigation): 1. 2. 3. 4. 5. Set up the trap for receipt—ensure valve settings are appropriate. Receive the tool, open the bypass valve, and isolate the receiving trap. Drain and depressurize the trap. Be aware of pressure which may be trapped between tool modules. Remove the ILI tool. Restore trap to original state. NACE International NACE Publication 35100 35 Appendix E ILI Data Assessment This appendix is intended to provide supplementary information only, although it may contain mandatory or recommending language in specifications or procedures that are included as examples of those that have been used successfully. Nothing in this appendix shall be construed as a requirement or recommendation with regard to any future application of this technology. Analysis of ILI Data Corrosion Metal-loss of corrosion inspections are generally performed using MFL or UT inspection tools. The results of these inspections are a listing of metal-loss anomalies and other pipeline features such as girth welds, dent, gouges, etc. From this information, the operator must determine what actions are required to maintain the integrity of the pipeline until the next inspection. Depth Depth of corrosion is the most direct indicator of anomaly severity. Corrosion anomalies must be repaired before they penetrate through the wall of the pipeline and cause a leak. Generally, most standards and regulations require all anomalies deeper than 80% of the wall thickness to be repaired. In some situations, anomalies more shallow than 80% might also need to be repaired. Burst Pressure The second indicator of anomaly severity is the burst pressure. Burst pressure is calculated from the dimensions of the metal-loss anomaly and the pipeline parameters. Several equations and procedures exist to calculate burst pressure. The most common methods are based on the NG-18 Surface Flaw equation as shown in Equation (E1): (E1) Where: Pf is the pressure at which the pipeline is predicted to burst. S is the flow stress. t is the wall thickness of the pipeline. D is the diameter of the pipeline. M is the Folias Factor. A is the cross-sectional area (in the longitudinal direction) of metal-loss. A0 is the original cross-sectional area of metal. (A0 = tl, where l is the longitudinal length of metal loss.) Various methods differ by their definition of the flow stress (S), Folias Factor (M), and calculation of the cross-sectional area of metal loss (A). Anomaly Clustering B31G The B31G equation was developed by ASME to calculate the burst pressure of a pipeline based on the NG-18 surface flaw equation. The method assigns the following values to the parameters: 36 NACE Publication 35100 NACE International Table E1 B31G Equation Values Flow stress Cross-sectional area of removed metal Inverse of Folias Factor S A A0 M–1 = 1.1 ssmys = 2d 3t ⎧⎪ ⎪⎪ ⎪⎪ ⎪⎪ = ⎪⎨ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪⎩ ⎫⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎬ ⎪⎪ –1 2 2 ⎞ ⎛⎜ l l ⎪ ≥50 ⎪⎪ ⎜⎜3.3+0.032 ⎟⎟⎟ , ⎪⎪ Dt Dt ⎟⎠ ⎝ ⎪⎭ 1 2 ⎞– 2 ⎛ ⎜⎜1+0.8 l ⎟⎟ 2 , l <20 ⎟⎟ ⎜⎝ Dt ⎠ Dt Where d is the maximum (or peak) depth of the metal-loss anomaly and l is the length of metal loss. Modified B31G The modified B31G equation was designed to improve on the B31G equation. The method assigns the following values to the parameters: Table E2 Modified B31G Equation Values Flow stress Cross-sectional area of removed metal Inverse of Folias Factor S A A0 M–1 = ssmys + 10,000 psi = 0.85 ⎧⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪ = ⎪⎨ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪⎩ d t 1 – ⎛⎜ 2 2 ⎛ 2 ⎞2 ⎞ 2 ⎜⎜1+0.6275 l –0.00375⎜⎜ l ⎟⎟⎟ ⎟⎟⎟ , l <50 ⎟ ⎜ ⎜⎜ Dt Dt ⎝ Dt ⎟⎠ ⎟⎟⎠ ⎝ 2 ⎞–1 2 ⎛ ⎜⎜3.3+0.032 l ⎟⎟ , l ≥50 ⎟ ⎜⎝ Dt ⎟⎠ Dt ⎪⎪⎫ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎬ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪⎭ Effective Area To address some of the inaccuracies in B31G and Modified B31G equations, PRCI(9) developed a method which uses an iterative procedure to calculate the area of cross-sectional area of metal loss for clusters of metal-loss anomalies. The method assigns the following values to the parameters: Table E3 PRCI Method Equations Flow stress Cross-sectional area of removed metal Inverse of Folias Factor S A A0 M–1 = ssmys + 10,000 psi = effective depth ⎧⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪ = ⎪⎨ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪⎩ 1 – ⎛⎜ 2 2 ⎛ 2 ⎞2 ⎞ 2 ⎜⎜1+0.6275 l –0.00375⎜⎜ l ⎟⎟⎟ ⎟⎟⎟ , l <50 ⎟ ⎜ ⎜⎜ Dt Dt ⎝ Dt ⎟⎠ ⎟⎟⎠ ⎝ 2 ⎞–1 2 ⎛ ⎜⎜3.3+0.032 l ⎟⎟ , l ≥50 ⎟ ⎜⎝ Dt ⎟⎠ Dt ⎪⎪⎫ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎬ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪ ⎪⎪⎭ The effective depth is calculated by a procedure which finds the portion of the anomaly with the minimum burst pressure. The method constructs the “river-bottom” depth profile along the longitudinal axis of the pipeline as shown in Figure E1. (9) Pipeline Research Council International (PRCI), 1401 Wilson Blvd., Suite 1101, Arlington, VA 22209. NACE International NACE Publication 35100 37 Figure E1: River-Bottom Depth Profile The average depth is calculated between each pair of x-values is calculated as shown in Equation (E2): (E2) And the length is as shown in Equation (E3): (E3) The effective depth is such that ratio of Equation (E4): (E4) Is a minimum for all values of p and q such that 0 ≤ p < q ≤ n. The calculated burst pressure is as shown in Equation (E5): (E5) 38 NACE Publication 35100 NACE International Other Methods Other methods exit to calculate the burst pressure of a pipeline, some are based on the NG-18 equation but assign the flow stress based on the tensile strength of the steel rather than the yield strength. In addition to the methods based on NG-18, the LPC-1, Shell927 and PCORRC methods are available. The LPC-1 Method The LPC-1 method calculates the burst pressure as shown in Equation (E6): (E6) The LPC-1 method does not define for values > 0.85 The Shell92 Method The Shell92 method calculates the burst pressure as shown in Equation (E7): (E7) The Shell92 method does not define for values > 0.80 The PCORRC Method The PCORRC method calculates the burst pressure as shown in Equation (E8): (E8) Repair Criteria Reinspection Scheduling The reported depth and calculated burst pressure from ILI results indicate the current condition of the pipeline. The scheduling of the next inspection of the pipeline requires some assumption (either explicit or implicit) on the rate of corrosion growth on the pipeline. Deterministic Analysis As the name implies, a deterministic analysis assumes that all parameters of a pipeline: such as wall thickness, diameter, metal-loss depth and length, and corrosion growth rate. NACE International NACE Publication 35100 39 ASME B31.8S Figure 4 Method One form of deterministic analysis is provided by ASME B31.8S,8 and is commonly referred to as Figure 4. Figure 4 prescribes the response time for metal-loss anomalies depending on the ratio of Pf / PMAOP. Figure 4 is reproduced below in Figure E2: Figure E2: Figure 4 Method from ASME B31.8S The method states that any metal loss anomaly with a value of ≤ 1.1 is an immediate repair. For pipelines operating at a stress level greater than 50% SMYS, metal loss anomalies with 1.1 < < 1.4 must be repair or reinspected within a period of up to 10 years, depending on the value of is required. . Pipelines operating at lower stress levels have longer periods before repair or re-inspection Probability of Exceedance The probability of exceedance (POE) is a method which explicitly addresses the level of uncertainty by calculating the probability that the corrosion or metal-loss anomaly exceeds safe thresholds. Based on the ILI vendor’s specifications or other sources, the uncertainty of the depth and burst pressure is determined and the probability of exceedance is calculated. POE(leak) is the probability that the depth exceeds 80% based on the uncertainty of the reported depth. POE(burst) is the probability that does not exceed 1 based on the uncertainty of the burst pressure calculation. The following Figures E3 and E4 illustrate the calculation: the shaded blue area to the right of 80% depth is the POE(leak) and the shaded red area to the left of 1.0, is the POE(burst). 40 NACE Publication 35100 NACE International Figure E3: Probability of Exceedance (Leak) Figure E4: Probability of Exceedance (Burst) Using an assumed (usually conservative) corrosion growth rate, POE is predicted and the response time is determined to be when the POE value exceeds some predetermined value. The repair threshold depends on a number of factors as shown in Figure E5. NACE International NACE Publication 35100 41 Figure E5: Repair Threshold as a Function of Time Reliability Reliability is the analysis method designed to fully account for all sources of uncertainty. It is described in the Canadian Standards CSA Z662 Annex O.9 This method assumes that all parameters: depth and length of metal loss, corrosion growth rate, pipe diameter, wall thickness, and flow stress have some uncertainty; the method also accounts for the inherent uncertainty and bias of the burst pressure calculation. Based on all uncertainty, the probability, P (t), that the pipeline exceeds the limit states is calculated for each year after the inspection. The calculation of this probability is similar to POE(leak) and POE(burst). These probabilities are the probabilities that failure occurred sometime prior to the year of the prediction. Reliability measures the safety of the pipeline as the likelihood that failure occurs in any given year, t. The method calculates the uses the incremental increase in P (t) to calculate the probability of failure p (t) in any given year. The response time is calculated when p (t) exceeds tolerable limits. 42 NACE Publication 35100 NACE International THIS PAGE INTENTIONALLY LEFT BLANK NACE International NACE Publication 35100 43 NACE Publication 35100 Item #24211 ISBN 1-57590-368-7 NACE International