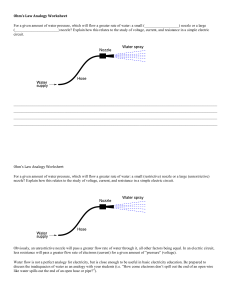
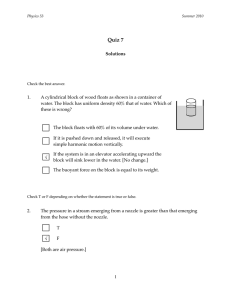
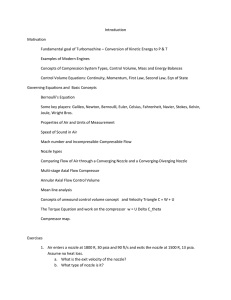
Supporting Information Optimization of Aerosol Jet Printing for High Resolution, High Aspect Ratio Silver Lines Ankit Mahajan, C. Daniel Frisbie* and Lorraine F. Francis* Department of Chemical Engineering and Materials Science, University of Minnesota, Minneapolis, Minnesota 55455, United States. Effect of working distance on printing quality. Figure S1 shows the variation of line width with working distance. The distance between the nozzle tip and the substrate is defined as the working distance. The shutter below the nozzle limits the distance of closest approach to the substrate to 2.0 mm. For all focusing ratios, the aerosol beam is highly collimated up to a distance of 5 mm. The line width slightly increases with the working distance up to a distance of 5 mm. Beyond that, there is a large amount of overspray and the edge of the line is no more coherent. A working distance of 2 mm was chosen for all measurements in this work. 60 Large overspray & ill-defined edges Line Width (µm) 55 50 45 Carrier Gas : 16 sccm Focusing Ratio : 8 Stage Speed : 2mm/s 40 35 30 2 4 6 8 10 12 14 Working Distance (mm) Figure S1. Variation of line width with working distance. 1 Pressure variation with focusing ratio in different nozzles. The pressure of the gases is measured by a pressure transducer in the mass flow controller (MFC). In a standard model of the aerosol-jet printer, the pressure reading of the both the carrier and the sheath gas is displayed on the MFC window on the computer monitor. Under normal working conditions, the sheath and the carrier gas show similar pressure values. Since the smallest constriction in the system is at the nozzle exit, the pressure is higher upstream of the nozzle exit. Figure S2 shows the variation of pressure reading with focusing ratio in three different nozzles. For a given carrier gas flow rate, the pressure reading increases with increasing focusing ratio, finally exceeding 1 psi which prompts a warning on the MFC window. The pressure increases almost linearly, and the increase is abrupt in smaller nozzles. 1.2 Carrier Gas Flow Rate= 16sccm Pressure (psi) 1.0 0.8 0.6 Nozzle Diameter 200µm 150µm 100µm 0.4 0.2 0.0 0 2 4 6 8 10 Focusing Ratio Figure S2. Variation of pressure on the inside walls of the nozzle with focusing ratio. Contact Resistance Measurement. Figure S3 shows the linear relationship between resistance and length, suggesting that the lines closely follow Ohm’s law. A fundamental property of a conductive line is the scaling of its resistance with length. The length dependence 2 of resistance from Ohm’s law is given by the following expression for the two point probe method, R= Rc + ρL/A (S1) where R is the total resistance of the line, Rc is the contact resistance, ρ is the resistivity, L and A are the length and area of cross section of the line, respectively. In Figure S3, the contact resistance between the tungsten probe tip and the silver line is a given by the intercept of the line. The product of the slope of the line with the cross sectional area gives the resistivity. The value of contact resistance was calculated for multiple samples with different cross sectional areas each undergoing the same sintering cycle. The average value is around 3 Ω and is assumed to be the contact resistance for all resistance measurements shown in Figure 8. The calculated resistivity is 3.61µΩ-cm which translates to approximately twice that of bulk silver. Resistance (Ohms) 4.0 3.8 y=0.55x + 2.987 3.6 3.4 3.2 3.0 2.8 0.2 0.4 0.6 0.8 1.0 1.2 1.4 Length of the Silver line (mm) Figure S3. Resistance vs. length for lines printed at carrier gas flow rate = 17 sccm, focusing ratio = 7 and stage speed = 2 mm/s. Analysis of effect of nozzle diameter on line geometry. Figure S4 demonstrates the effect of nozzle diameter on the geometry of the printed lines. A smaller nozzle is more effective in focusing an incoming aerosol stream due to geometrical considerations. Since the incoming mass does not change with nozzle size, the width and thickness still follow the same relationship and 3 there is no separate hyperbola for a smaller nozzle in Figure S4. The enhanced focusing ability of the smaller nozzle can then be understood by an apparent shift of constant focusing ratio lines with the hyperbola. The point of intersection with a hyperbola shifts downwards on the same curve. Consequently, the reduction in width (Fig. 5a) and increase in the thickness (Fig. 5b) of the printed lines is greater in a smaller nozzle for the same focusing ratio. Figure S4. Schematic showing line width and thickness variation with nozzle diameter for different carrier gas flow rates. 4