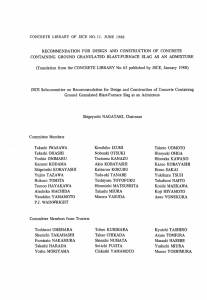
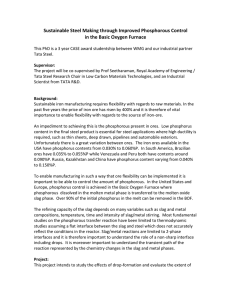
Construction and Building Materials 24 (2010) 1134–1140 Contents lists available at ScienceDirect Construction and Building Materials journal homepage: www.elsevier.com/locate/conbuildmat Hydration properties of basic oxygen furnace steel slag Wang Qiang, Yan Peiyu * Department of Civil Engineering, Tsinghua University, Beijing 100084, People’s Republic of China a r t i c l e i n f o Article history: Received 18 September 2009 Received in revised form 12 December 2009 Accepted 16 December 2009 Available online 13 January 2010 Keywords: Activity Hydration Morphologies Products Steel slag a b s t r a c t Basic oxygen furnace steel slag is the most common steel slag in China. In this study, the hydration properties of this kind of steel slag were investigated. Steel slag was ground separately to 458 m2/kg as well as 506 m2/kg. Different hydration conditions were set by changing the temperature or pH value. Hydration exothermic rate was measured within 4 days. Non-evaporable water content, hydration products and hardened paste morphologies were investigated at 1, 3, 7, 28 and 90 days. The results showed that the hydration process of steel slag was similar with that of cement. However, its hydration rate was much lower than cement. The hydration rate of steel slag at the early age could be accelerated by raising the fineness of particles, curing temperature or alkalinity of solution. However, raising the pH value of solution had little efficiency for the later hydration of steel slag and raising curing temperature even had negative influence on its later hydration. CSH gel and Ca(OH)2 were the main hydration products of steel slag. A part of C3S and C2S crystal in steel slag had very low activity and unhydrated after 90 days. RO phase was almost inert. The interface between the particles of RO phase and CSH gel was a weak region in the system. Ó 2009 Elsevier Ltd. All rights reserved. 1. Introduction Steel slag is a by-product from the processing of iron to steel, the amount of which emitted takes about ten percent of the steel production. The raw materials and smelting process determine the properties of steel slag. Its chemical composition consists of CaO 45–60%, SiO2 10–15%, Al2O3 1–5%, F2O3 3–9%, MgO 3–13%, FeO 7–20%, and P2O5 1–4% [1]. Chemical composition is an important parameter to determine the hydraulic activity of steel slag. The alkalinity A = CaO/(SiO2 + P2O5), proposed by Mason [2], can be used to evaluate the hydration activity of steel slag. If alkalinity >1.8, the steel slag should be considered as cementitious material [3]. The mineral compositions of basic oxygen furnace steel slag include Olivine, merwinite, dicalcium silicate (C2S), tricalcium silicate (C3S), tetracalcium aluminoferrite (C4AF), dicalcium ferrite (C2F), CaO–FeO–MnO–MgO solid solution (RO phase) and freeCaO [4,5], of which C2S, C3S and RO phase are the main phases. The presence of C2S, C3S, C4AF and C2F endorses steel slag cementitious properties. However, the activity of C2S and C3S in steel slag is much lower than those in Portland cement because the rate of cooling process is quite low. China is a big country for manufacturing steel and its output accounts for one fifth of the total output all over the world. Some of * Corresponding author. Tel.: +86 13501215836; fax: +86 01062784982. E-mail address: yanpy@tsinghua.edu.cn (P.Y. Yan). 0950-0618/$ - see front matter Ó 2009 Elsevier Ltd. All rights reserved. doi:10.1016/j.conbuildmat.2009.12.028 steel slag has been used as backfill in subgrade engineering and foundation engineering, but it is not a high efficient way. The utilization ratio of steel slag in China is lower than ten percent. Most part of steel slag has been discharged as waste that contaminates the environment. Application of steel slag in concrete is an efficient way to improve the utilization ratio. Some investigations were performed for using steel slag as aggregate in concrete [6,7]. Researches have confirmed that concrete prepared with steel slag aggregate showed better durability and physical properties than concrete prepared with crushed limestone aggregate. If the specific surface area of steel slag is raised near or over that of cement, steel slag can be used as an additive in cement production or as concrete mineral admixture such as fly ash or blast furnace slag. Steel slag cement could get satisfactory physical properties [4,8–11] and durability [12]. Steel slag cement demands less water and has longer setting time than the reference pure cement [4]. Steel slag could improve mechanical properties of concrete with suitable adding rate [13,14]. In order to use steel slag as a supplementary cementitious material during the manufacture of cement or concrete, its hydration properties should be known. During the hydration process of complex binder, which is composed of cement and steel slag, the hydration of steel slag is influenced by the heat and alkaline condition caused by the prior hydration of cement [4,15]. In this study, the hydration of steel slag under different temperature and alkaline condition was investigated. Q. Wang, P.Y. Yan / Construction and Building Materials 24 (2010) 1134–1140 1135 Fig. 1. X-ray diffraction of steel slag used. 2. Experimental 2.1. Raw materials Steel slag, coming from scrap smelting in basic oxygen furnace, was supplied by Tangshan Steel and Iron Company (Tangshan, PR China). Its mineralogical phases, which are determined by XRD analysis, are given in Fig. 1. Its chemical compositions are listed in Table 1. According to the calculation method of alkalinity proposed by Mason [2], the alkalinity of the sample is 2.37. Theoretically, the activity of steel slag can be excited by mechanical grinding. However, increasing the specific surface area of steel slag means more consumption of energy. Based on the comprehensive consideration of the activity and economy, the suitable specific surface area of steel slag is about 450 m2/kg. Two samples of steel slag were prepared, one with specific surface area of 458 m2/kg, as the reference sample (CS), and the other with specific surface area of 506 m2/kg (FS). The results of particle size distributions of these two samples tested by a laser scattering analyzer are given in Fig. 2. 2.2. Methods The steel slag pastes were prepared by mixing steel slag with water or sodium hydroxide solution at pH value of 13.0. The water/steel slag or solution/steel slag ratio of the paste was 0.3 (mass ratio). The pastes were cast into the plastic centrifuge tubes and sealed strictly right after being stirred uniformly. Then the pastes were divided into three parts for research: the first part was cured at temperature of 20 ± 1 °C till the testing age (curing condition 1), the second part was first cured at temperature of 40 ± 1 °C for 14 days and then at temperature of 20 ± 1 °C for the remaining ages (curing condition 2), and the third part was first cured at temperature of 65 ± 1 °C for 14 days and then at temperature of 20 ± 1 °C for the remaining ages (curing condition 3). At the ages of 1, 3, 7, 28 and 90 days, the hydration was stopped by soaking the samples in acetone. The rate of heat evolution during the hydration of steel slag was measured by a Toni7338 isothermal calorimeter with an accuracy of 0.2 J/g under a constant temperature of 25 °C. Non-evaporable water of the hydrated pastes was determined to evaluate the degree of hydration. The pulverized samples were first put into an oven and heated at 65 °C for 24 h, and then transferred into a muffle furnace and heated at 1000 °C Fig. 2. Particle size distributions of two steel slag samples. for 2.5 h. The non-evaporable water content was obtained as the difference in mass between the sample heated at 65 °C and 1000 °C normalized by the mass after heating 65 °C, and correcting for the loss on ignition of unhydrated steel slag. The hydration products of steel slag were mineralogically determined by X-ray diffraction. XRD measurements were conducted with a TTR ||| diffractometer using nickel-filtered CuKa1 radiation (=1.5405 Å), 50 kV voltage and 200 mA current. The microstructures of hydration products of steel slag were observed by SEM and the distributions of elements in the products were detected by EDX. 3. Results and discussion 3.1. Hydration rate of steel slag Fig. 3 shows the exothermic rate during the hydration of steel slag at a water/steel slag ratio of 0.30. Though the hydration rates of CS and FS are different, the hydration processes of them are the same, which could be divided into five stages. An exothermic peak was formed soon after the steel slag was mixed with water due to the release of surface energy of steel slag particles (stage 1). This peak, whose value was 30–40 J g 1 h 1, could be called the first exothermic peak. In order to reflect the whole process more clearly, the maximum value of ordinate was set very small. Thus, the first exothermic peaks of two steel slag samples were invisible in the figure. After the first exothermic peak, the exothermic rate decreased rapidly. The concentration of Ca2+ needed a period to reach saturation state before further hydration of steel slag, and this period was called dormant period (stage 2). Then the hydration process entered the acceleration period due to the hydration of some relative highly active phases such as C2S, C3S, and the second exothermic peak formed (stage 3). With the reduction of active Fig. 3. Heat evolution during the hydration of steel slag with different fineness. 1136 Q. Wang, P.Y. Yan / Construction and Building Materials 24 (2010) 1134–1140 accelerate the hydration of some C2S and C3S [16]. So there was not a dormant period before the hydration of C2S and C3S, which Table 1 Chemical composition of steel slag w/%. SiO2 Al2O3 FeO + Fe2O3 CaO MgO SO3 Na2Oeq Loss on ignition 17.09 4.53 23.86 40.46 10.46 0 0.42 0.91 Note: Na2Oeq = Na2O + 0.658K2O. components, the hydration process entered the deceleration period (stage 4). Finally the exothermic rate decreased to a very low level (nearly 0 J g 1 h 1), and the hydration process entered the steady period (stage 5). From above analysis, it can be seen that the hydration process of steel slag is very similar with that of cement. C2S and C3S are the main active components of steel slag but their activity is very low because they crystallize in a slowly cooling process. What’s more, their content is much lower than those in cement. Thus, the hydration rate of steel slag is much lower than that of cement. So, steel slag can be regarded as a cementitious material with low activity. As shown in Fig. 3, the second exothermic peak of FS formed earlier than CS, and its exothermic rate was higher than that of CS in 96 h. So it could be found that the finer the steel slag is the higher hydration rate at the early age is. Mechanical grinding can make the mineral crystal lattice dislocated and increase the fineness of steel slag. Therefore, it will increase the contact area between particles and water, which promotes the hydration activity of particles. As shown in Fig. 2, the FS sample had more fine particles and less coarse particles than the CS sample. As a result, the FS sample had more highly active particles than the CS sample. It is a practicable way to accelerate the hydration rate of steel slag by increasing the specific surface area of particles. The influence of increasing the initial pH value by mixing steel slag with NaOH solution on hydration rate of steel slag was studied. Though the hydration rates of CS and FS are different, their hydration processes are similar. It can be deduced that the influence of pH condition on the hydration process of CS and FS is similar. So only sample CS was chosen as the reference sample. The pH value of NaOH solution was 13.0 and the solution/steel slag ratio was 0.3. As shown in Fig. 4, CS_NaOH represents the sample activated by NaOH solution. The exothermic rate of CS_NaOH declined much more slowly after the first exothermic peak than that of CS. This is because OH is helpful to disintegrate vitreous and thus Fig. 4. Heat evolution during the hydration of steel slag under different pH conditions. Fig. 5. Non-evaporable water content of steel slag pastes cured at temperature of 20 ± 1 °C. Fig. 6. Non-evaporable water content of CS under different curing temperature conditions. Fig. 7. Non-evaporable water content of FS under different curing temperature conditions. Q. Wang, P.Y. Yan / Construction and Building Materials 24 (2010) 1134–1140 1137 the exothermic rate of CS and CS_NaOH, it could be seen that the hydration rate of steel slag was accelerated especially after 48 h by increasing the pH value of hydration condition. 3.2. Non-evaporable water (wn) Fig. 8. Non-evaporable water content of CS under different curing alkaline conditions. Fig. 5 shows wn contents of two different steel slag pastes cured at temperature of 20 ± 1 °C until the age of 90 days. The wn content of FS sample was higher than that of CS sample at the same hydration age, and the gap became larger with the curing age grows. This is an indication that the hydration rate of FS, either at the early age or at the later age, is higher than that of CS. Generally, it is known that raising curing temperature would increase reaction degree of cement at early age, however it may have negative influence on the later hydration. Similar phenomenon for steel slag was also observed in this study. The effect of curing temperature on the wn contents are shown in Figs. 6 and 7. It is clear from both the figures that the higher the temperature was, the higher the wn content was at the early age (to 7 days). Fig. 6 shows that the gaps of wn contents of different curing temperature were the largest at the age of 7 days and got smaller with hydration age grew. Therefore, high curing temperature is not beneficial to the hydration rate of steel slag at the later age. The results in Fig. 7 support the above conclusion further. As seen in Fig. 7, the wn content of FS pastes cured in condition 3 was the lowest and the wn contents of the other two conditions were close to each other at the age of 90 days. The wn contents of steel slag pastes, with or without NaOH-activating, are shown in Figs. 8 and 9. CS_NaOH and FS_NaOH represent the samples with NaOH-activating. Both figures reflect that the gap of wn contents between samples with or without NaOHactivating extended until 28 days, which indicates that the hydration rate was accelerated by increasing the pH value of hydration condition at this stage. However the effect of NaOH-activating decreased after 28 days. The activation efficiency for FS was higher than CS at the early age. However the NaOH-activating efficiency was inferior to high temperature-activating for both FS and CS at early age. Fig. 9. Non-evaporable water content of FS under different curing alkaline conditions. 3.3. Hydration products means there would not be an obvious acceleration period. Therefore, the second exothermic peak could not form. By comparing The main difference between CS sample and FS sample is the fineness. The chemical and mineral compositions of the two Fig. 10. XRD patterns of hydration products of FS. 1138 Q. Wang, P.Y. Yan / Construction and Building Materials 24 (2010) 1134–1140 samples are the same. The fineness of particles has influence on the hydration rate, but it has little influence on the species of hydration products. Therefore, only FS sample was investigated in this section. Fig. 10 shows the X-ray diffraction patterns of FS pastes (water/ steel slag = 0.3, curing condition 1) hydrated for 1, 3, 28 and 90 days. With the growth of curing age, the peaks of most main components of steel slag such as C3S and C2S became weak except that the peaks of Fe3O4 and RO phase remained almost unchanged. Although Ca(OH)2 should be present with the hydration of C3S and C2S, it could not be clearly identified at the early age due to the low hydration rate. However, Ca(OH)2 was identified after 28 days. The Fig. 11. SEM morphologies and EDX analysis of hydration products of FS at the age of 28 days, (a) SEM picture, (b) EDX result of point 1, (c) EDX result of point 2. Fig. 12. SEM morphologies and EDX analysis of hydration products of FS at the age of 90 days. (a) SEM picture, (b) EDX result. Q. Wang, P.Y. Yan / Construction and Building Materials 24 (2010) 1134–1140 1139 (water/steel slag = 0.3, curing condition 3) at 1 day age. It could be observed that there were many products in the system, which indicates that high temperature curing is very efficient to accelerate the early hydration. Fig. 14 shows XRD patterns of hydration products of steel slag under different curing condition at the age of 90 days. Sample A represents paste cured under condition 3 (water/steel slag = 0.3), and sample B represents paste cured under condition 1 (NaOH solution/steel slag = 0.3). Through comparing Figs. 14 and 10, it could be seen that neither did high temperature activation nor NaOH solution activation have significant influence on the longage hydration products of steel slag. 4. Conclusions Fig. 13. SEM morphologies of hydration products of FS at the age of 1 day under curing condition 3. peaks of C3S and C2S could be still well distinguished after 90 days, which indicates that some C3S and C2S with low activation remained in the system. Fig. 11a shows the microstructure of hydration products of FS pastes (water/steel slag = 0.3, curing condition 1) at the age of 28 days. As seen in this figure, Gel was the main product of steel slag, which could not be identified by XRD because of its amorphous state. The EDX result in Fig. 11b reveals that the gel was a kind of impure CSH containing Al, Mg, Fe and so on. Some unhydrated particles were wrapped by the gel, which would decrease the firmness of the microstructure. The EDX result in Fig. 11c reveals that the main elements of this particle were Fe, Mg, and O. Apparently, this particle is RO phase. Fig. 12a shows the microstructure of hydration products at the age of 90 days. Due to sustainable hydration of cementitious compositions, the whole structure of hardened paste was much denser than that at the age of 28 days. The unhydrated particle was RO phase based on the EDX analysis (Fig. 12b). The RO phase was almost inert. The interface between gel and RO phase is a weak region of the system, in which it is easy to form cracks as shown in Fig. 12a. The pastes, cured in condition 1, either with or without NaOHactivation, were in plastic state within 3 days. However the pastes cured in condition 3 hardened quite quickly and turned to solid state within 1 day. Fig. 13 shows the microstructures of FS paste 1. The hydration process of steel slag, which can be divided into five stages, is very similar with that of cement. Steel slag can be regarded as a cementitious material with low activity. 2. The hydration rate of steel slag, either at the early age or at the later age, can be improved by increasing specific surface area of slag through mechanical grinding. 3. Increasing the pH value of hydration condition can promote the hydration rate of steel slag within 28 days, however the effectiveness decreases thereafter. 4. Raising the curing temperature will accelerate the hydration of steel slag at the early age, however it will slow down the hydration rate at the later age, and this phenomenon is more obvious for fine steel slag. 5. C3S and C2S are the main active components of steel slag. Their hydration products, CSH gel and Ca(OH)2, are the most important hydration products of steel slag. A part of C3S and C2S have very low activity and they remain undydrated or just take part in very weak reaction even after 90 days. RO phase is almost inert. It doesn’t take action even under the high temperature activation or NaOH-activation in this study. The interface between the particles of RO phase and CSH gel is a weak region of the system. The long-age hydration products of steel slag changed little under high temperature activation or NaOH solution activation. Acknowledgments Authors would like to acknowledge the financial support of The Key Technologies R&D Program of China Grant No. 2006BAF02A24 Fig. 14. XRD patterns of hydration products of FS under different curing condition. 1140 Q. Wang, P.Y. Yan / Construction and Building Materials 24 (2010) 1134–1140 and National Basic Research Program of China 2009CB623106. Grant No. References [1] Caijun Shi, Jueshi Qian. High performance cementing materials from industrial slags – a review. Resource Conserv Recycl 2000;29(3):195–207. [2] Mason B. The constitution of some open-heart slag. J Iron steel Inst 1994;11:69–80. [3] Chinese Standard YB/T022-92. Steel slag used in cement; 1992. [4] Kourounis S, Tsivilis S, Tsakiridis PE, Papadimitriou GD, Tsibouki Z. Properties and hydration of blended cements with steelmaking slag. Cem Concr Res 2007;37(6):815–22. [5] Shi Caijun. Characteristics and cementitious properties of ladle slag fines from steel production. Cem Concr Res 2002;32(3):459–62. [6] Beshr H, Almusallam AA, Maslehuddin M. Effect of coarse aggregate quality on the mechanical properties of high strength concrete. Construct Build Mater 2003;17:97–103. [7] Maslehuddin M, Sharif Alfarabi M, Shameem M, Ibrahim M, Barry MS. Comparison of properties of steel slag and crushed limestone aggregate concretes. Construct Build Mater 2003;17(2):105–12. [8] Xuequan Wu, Hong Zhu, Xinkai Hou, Husen Li. Study on steel slag and fly ash composite Portland cement. Cem Concr Res 1999;29(7):1103–6. [9] Akın Altun I, Yılmaz Ismail. Study on steel furnace slags with high MgO as additive in Portland cement. Cem Concr Res 2002;32(8):1247–9. [10] Monshi Ahmad, Asgarani Masoud Kasiri. Producing Portland cement from iron and steel slags and limestone. Cem Concr Res 1999;29(9):1373–7. [11] Tsakiridis PE, Papadimitriou GD, Tsivilis S, Koroneos C. Utilization of steel slag for Portland cement clinker production. J Hazard Mater 2008;152:805–11. [12] Dongxue Li, Xinhua Fu, Xuequan Wu, Mingshu Tang. Durability study of steel slag cement. Cem Concr Res 1997;27(7):983–7. [13] Jiaying SUN. Influence of steel slag powder on compressive strength and durability of concrete. J Build Mater 2005;1:63–6. in Chinese. [14] Wang Bo, Dai Lianpeng, Zhou Minghui. Experimental investigation on high performance concrete with fine grinded steel slag. J Shenyang Archit Civil Eng Inst 2003;2:148–9. in Chinese. [15] Muhmood Luckman, Vitta Satish, Venkateswaran D. Cementitious and pozzolanic behavior of electric arc furnace steel slags. Cem Concr Res 2009;39:102–9. [16] Yang Nanru. Physical and chemical foundation of alkaline cementitious material. J Chinese Ceram Soc 1996;24(2):209–15. in Chinese.