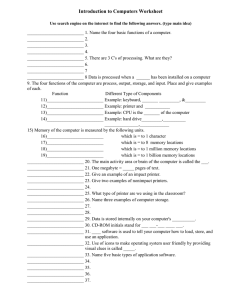
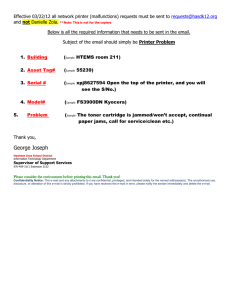
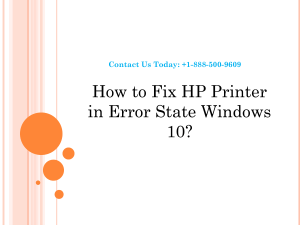
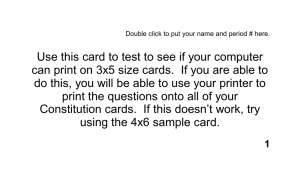
Instruction Manual Original Version BOD2-444 3D Construction Printer Generation: 02 1 Contents 1.1 2 3 Identification ............................................................................................................................................. 5 2.1 Supplier information.......................................................................................................................... 5 2.2 Declaration of Conformity ................................................................................................................. 6 Product description ................................................................................................................................... 7 3.1 4 5 Document version ............................................................................................................................. 4 General .............................................................................................................................................. 7 3.1.1 Function description .................................................................................................................. 7 3.1.2 Machine construction ................................................................................................................ 7 3.1.3 Process description .................................................................................................................. 10 3.1.4 Proper use................................................................................................................................ 10 3.1.5 Improper use ........................................................................................................................... 10 3.1.6 Modification ............................................................................................................................ 10 3.1.7 Before the commissioning ....................................................................................................... 11 3.1.8 Limits of machinery ................................................................................................................. 11 3.2 Machine information ....................................................................................................................... 12 3.3 Safety information ........................................................................................................................... 13 3.3.1 Signs ......................................................................................................................................... 13 3.3.2 Safety functions ....................................................................................................................... 14 Definitions ............................................................................................................................................... 18 4.1 Technical terms and abbreviations ................................................................................................. 18 4.2 References ....................................................................................................................................... 18 Handling ................................................................................................................................................... 19 5.1 Transport and storage ..................................................................................................................... 19 5.2 Precautionary measures before the operation ................................... Error! Bookmark not defined. 5.3 Unpacking ........................................................................................................................................ 19 5.4 Safe disposal of packing material .................................................................................................... 19 5.5 Installation and assembly of the machine ....................................................................................... 19 5.5.1 Mechanical assembly............................................................................................................... 19 5.5.2 Electrical installation................................................................................................................ 25 5.5.3 Connections ............................................................................................................................. 26 5.6 Storage............................................................................................................................................. 26 5.7 Repacking......................................................................................................................................... 27 Instruction Manual - Original Version Page 2 of 50 5.8 6 Operating manual .................................................................................................................................... 28 6.1 7 Placing of instructions ..................................................................................................................... 27 Normal function............................................................................................................................... 28 6.1.1 Connection to computer ......................................................................................................... 28 6.1.2 Manual operation .................................................................................................................... 29 6.1.3 Automatic operation ............................................................................................................... 31 6.1.4 User interface .......................................................................................................................... 31 6.2 Error situations ................................................................................................................................ 37 6.3 Signals to be observed ..................................................................................................................... 38 6.4 Accessories ...................................................................................................................................... 38 6.5 Disposal of waste materials ............................................................................................................. 38 Maintenance and cleaning ...................................................................................................................... 39 7.1 Precautionary measures .................................................................................................................. 39 7.2 Maintenance made by the operator ............................................................................................... 39 7.2.1 1 – Test axis movement ........................................................................................................... 40 7.2.2 2 – Test end-stops.................................................................................................................... 40 7.2.3 3 – Test Load cells .................................................................................................................... 40 7.2.4 4 – Test pump controller (OPTIONAL: only if pump controller is attached) ........................... 41 7.2.5 5 – Test all E-stops ................................................................................................................... 41 7.2.6 6 – Test downwards pinch safety ............................................................................................ 41 7.2.7 7 – Test safety door (Optional, if safety door is installed and connected).............................. 42 7.2.8 8 – Inspect Extruder pump ...................................................................................................... 42 7.2.9 9 – Inspect hoses ..................................................................................................................... 43 7.2.10 10 – Inspect mixing shaft ......................................................................................................... 43 7.2.11 11 – Inspect cables .................................................................................................................. 43 7.2.12 12 – Grease tooth rack ............................................................................................................ 43 7.3 Maintenance and cleaning made by the cleaning personnel.......................................................... 43 7.3.1 1 – All parts of the printhead................................................................................................... 44 7.3.2 2 – Material hose ..................................................................................................................... 44 7.3.3 3 – Mixer pump ....................................................................................................................... 44 7.3.4 4 – Printing area....................................................................................................................... 45 7.3.5 5 – Other equipment ............................................................................................................... 45 7.3.6 6 – Excess / waste material ..................................................................................................... 45 Instruction Manual - Original Version Page 3 of 50 7.3.7 7.4 8 7 – Extruder inner parts ........................................................................................................... 45 Alarm list .............................................................................................. Error! Bookmark not defined. Service ..................................................................................................................................................... 47 8.1 Service intervals............................................................................................................................... 47 8.1.1 1 – Maintenance task No. 1 ......................................................... Error! Bookmark not defined. 8.1.2 2 – Maintenance task No. 2 ......................................................... Error! Bookmark not defined. 8.1.3 3 – Maintenance task No. 3 ......................................................... Error! Bookmark not defined. 8.1.4 4 – Maintenance task No. 4 ......................................................... Error! Bookmark not defined. 8.1.5 5 – Maintenance task No. 5 ......................................................... Error! Bookmark not defined. 8.2 9 Customer service ............................................................................................................................. 47 List of spare parts and consumables ........................................................... Error! Bookmark not defined. 10 Disposal of the machine ...................................................................................................................... 49 11 Logbook ............................................................................................................................................... 50 1.1 Document version Version Description Date of issue UK01 First version November, 2018 Instruction Manual - Original Version Page 4 of 50 2 Identification 2.1 Supplier information Manufacturer: COBOD International A/S Address: Dronningens Tværgade 26 DK - 1302 København K Phone +45 70 60 55 33 E-Mail: ad@cobod.com Instruction Manual - Original Version Page 5 of 50 2.2 Declaration of Conformity Instruction Manual - Original Version Page 6 of 50 3 Product description 3.1 General Before the machine is commissioned, this instruction manual must be thoroughly read and understood! This warning symbol indicates that special precautionary measures must be taken. If the safety precautions are not observed, it may lead to hazardous conditions and result in personal injury or damage to property. This symbol indicates that the following information is important. 3.1.1 Function description This instruction manual describes the proper use of the machine. The BOD2 is a modular gantry-based 3D construction printer. The BOD 2 printer is built from 2.5m modules and can be built to customer specifications. The BOD2 printer works in 3 dimensions, with the print head moving on the X-axis, the X-axis bar moving on the Y-axis and the whole XY-group moving up and down on the 4 Z-columns. The gantry principle allows the printer to access any position within the print envelope and gives complete freedom of movement within the volume. 3.1.2 Machine construction The BOD2 is designed as a stand-alone unit consisting of several integrated units and components: • Four Z-columns (legs), height = 10 m, 4 servomotors, drivers included. • Two Y-axis, length = 10 m, 2 servomotors, drivers included. • One X-axes, width = 10 m, 1 servomotor, drivers included. • One print head, 2 servomotors, drivers included. (One for turning the nozzle and one for controlling the material flow) • Control cabinet with supply disconnector, electrical equipment, 3D print controller and safety PLCs. Instruction Manual - Original Version Page 7 of 50 Figure 1: Model of printer Instruction Manual - Original Version Page 8 of 50 1 2 3 4 5 6 7 8 9 10 11 12 13 Z1-axis Main E-box Power connection and circuit breaker Emergency stop Z1-carriage Z2-axis Hose management Z2-Carriage Z3-axis Z3-carriage Z4-axis Z4-carriage Y1-axis 14 15 16 17 18 19 20 21 22 23 24 25 Y2-axis X-axis X-carriage E-Box Status lamp X-carriage Material hopper Mixing shaft PCP U Axis Nozzle Camera Mount IP Cameras Figure 2: Exploded view, printer parts Instruction Manual - Original Version Page 9 of 50 3.1.3 Process description The machine is intended for automated extrusion of concrete materials in layers. The shape of the layers is directed by a predefined digital model. • • • • 3.1.4 Fresh concrete or mortar is fed to the hopper. Either manually or by an external pumping device. From the hopper, the concrete is extruded through a nozzle, and placed in a predefined layer pattern. Layers are applied on top continuously until the desired geometry is printed. The machine can be controlled manually or automatically. Proper use The machine may only be used under the operating conditions foreseen in this instructions manual. Any other use beyond such operating conditions is deemed not conform to the instructions manual and the manufacturer cannot accept any liability what-so-ever for subsequent loss or damage. Proper use shall be deemed to include: • • 3.1.5 The observance of all references of this instruction manual. The observance of service intervals and maintenance routines. Improper use The manufacturer / supplier will not be liable for any subsequent loss or damage resulting from improper use of the machine. Improper use shall be deemed to include: • • • • 3.1.6 The use of substances that may damage machine parts. Including substances that may create explosive or poisonous gases posing a risk to personnel or property. Improper or missing maintenance of the machine. Improper installation of machine or its sub-components. Use of the machine for other operations than the stated purpose. Modification Any alterations or additions to the machine must be filed in the technical documentation of the machine. If necessary, the Declaration of Conformity must be updated and signed again. The responsibility for this rests with the owner of the machine. Instruction Manual - Original Version Page 10 of 50 3.1.7 Before the commissioning Before the commissioning of the machine, it must be checked that all parts have been installed according to the documentation and instructions from COBOD International A/S. Before the commissioning of the machine, all relevant personnel must be instructed in the documentation of the machine – including instruction manual, maintenance instructions, diagrams etc. 3.1.8 3.1.8.1 Limits of machinery Use limits The BOD2 is intended for use on construction sites and will be installed inside (typically in a tent). • 3D print of objects within the dimensions of the machine. • Automatic mode used to move the machine based on G-code. • The machine can be operated manually. • The machine is operated from a web interface or from a touch panel. • The supply disconnector is installed outside of the operating area of the machine. • Energy supply: see Power Sources. 3.1.8.2 Space limits The foot print of the BOD2 444 is: • Length = 10.1 m. • Width = 12.6 m • Height = 10.5 m. 3.1.8.3 Time limits The service life of the machine is 20 years of a daily 8-hour operation. This is based on the presumption that all service and maintenance instructions described in this instruction manual are observed carefully. 3.1.8.4 Other limits The BOD2 is intended for use on construction sites and must be installed inside (typically in a tent). Printing material is a premix of concrete and cement-based mortars. Temperature limits: 5 °C to +50 °C. Instruction Manual - Original Version Page 11 of 50 3.2 Machine information Description Unit Value Measurements (length x width x height) [m] 10.1 x 12.6 x 10.5 Weight [kg] 5023 Power consumption [A] 32 Voltage [V] 3x400VAC + PE Frequency [Hz] 50/60 Hz Short circuit current, Ikmin [A] 500 Short circuit current, Ikmax [A] 1200 Max. speed (X – Axis) [mm/s] 250 Max. speed (Y – Axis) [mm/s] 250 Max. speed (Z – Axis) [mm/s] 50 Sound level [dB(A)] Less than 70 Required bed plate flatness [mm/m] 10 mm/m Instruction Manual - Original Version Page 12 of 50 3.3 Safety information 3.3.1 Signs The machine is fitted with several mandatory and warning signs. The meaning of these is described in the following. Protection Description Symbol Mandatory: Helmet When entering the printing area. When working in the area, always wear approved safety helmet. Mandatory: Safety shoes When entering the printing area. When working in the area, always wear approved safety shoes Mandatory: Safety glasses When working with fresh concrete or dry mix concrete in- or outside printing area Mandatory: Protective gloves When working with fresh concrete or dry mix concrete in- or outside printing area Mandatory: Respiratory protection When working with fresh concrete or dry mix concrete in- or outside printing area Warning: Electricity Control Cabinets. Only experienced and skilled personnel may open the control cabinets. Crushing of hands Warning: Transmission parts, toothed rack on each axis. Warning: Crushing When moving the X-, Y- axis and print head downwards, between print head and floor. When print head is moved towards one of the two “end” positions on the X-axis. Instruction Manual - Original Version Page 13 of 50 3.3.2 Safety functions Before operating the machine, the operator must seek information about the safety functions and protection equipment of the machine. The use and operation of the machine must only be initiated when all safety functions are fully present and in an operable condition! Defective safety functions and protection equipment may lead to loss of safety and hazardous situations. In case defective safety functions and protective equipment is found, do the following: • Stop the machine immediately. • Make sure the machine cannot restart by disconnecting the supply sources to the machine. The following safety and protection devices are installed on the machine: Emergency stop-function The emergency stop function is a supplementary safety function, with the purpose of preventing a source of hazard from arising caused by the improper use of the machine. As an example, a source of hazard could result in personal injury, damage to the machine or ongoing work, or it may arise because another safety function is failing. After actuation and before disengaging the E-stop devices, the machinery shall be inspected in order to detect the reason for actuation. Components included in the safety function. Input part Emergency stop push-button (E-stop) The emergency stop push-button is shaped like a red push-button switch on a yellow background. Emergency stop of the machine is induced by activating the emergency stop push-button. The emergency stop push-buttons are located at the following places of the machine: - One on each leg (Z-axis). - Three on the print head. - One at the control panel. - One on safety door Disengagement of the E-stop push button: Turn the red push button counter clockwise. Instruction Manual - Original Version Logical part Output part Safety controller. Servo drives. Intelligent controller monitoring the safety function. Disconnects the power supply to the moving parts. X-axis (front-, back- ward); Y-axes (up-, down-ward); Print head (Side wards); Mixer in the print head. Rotation of the print head. The service life of the servo drives is 20 years. The service life of the safety controller is 20 years. The safety function i.e. the machine must not be used beyond 20 years. The use beyond 20 years is conditional to the fact that the relevant components are replaced by new components of identical or improved properties than the original ones. The servo drives are located in the control cabinet. The safety controllers are located in the control cabinets. Page 14 of 50 Displays and alarms When activating an E-stop, the status will appear on the operator monitor: ”Emergency stop of the machine is activated” Operating conditions The work of the emergency function is unchanged throughout any operation modes of the machine. Maintenance and test The emergency stop function must be activated and tested before commissioning after each installation or reinstallation of the machine. Test: Activating the E-stop one at the time, must stop all servo drives. As a minimum, the emergency stop function must be visually checked and activated at least every 6 months. Also see section 7 of this instruction manual. The safety function complies with EN ISO 13849-1:2015. The emergency stop function is constructed as a Category 3, PL d. Speed monitoring of the movement of the X – axis and the Print head (optional) The speed monitoring of the movement of the X – axis and the print head is a safety function, with the purpose of preventing them going faster than 250 mm/sec. If the limit is exceeded, the machine is stopped. The speed monitoring is optional and comes together with the perimeter guarding which also is optional. If the application requires a speed higher than 250 mm/sec. for the X-axis and print head, the perimeter guarding together with an interlocked door must be installed. When entering the guarded zone, opening the interlocked door, the speed of the X-axis and the print head is automatically reduced to 250mm/sec and is then monitored by the speed monitoring as long as the door to the guarded zone is open. As soon as the door is closed the speed is automatically increased. See also Interlocked door. Instruction Manual - Original Version Page 15 of 50 Components included in the safety function. Input part Logical part Output part Encoder. Safety controller. Servo drives. If the speed limit of 250mm/sec is exceeded by the X-axis or the print head, the machinery is stopped. Intelligent controller monitoring the safety function. Disconnects the power supply to the moving parts. Y-axis (Up-, Down wards); X-axis (For-, Back- wards); Print head (Sidewards); Mixer in the print head. Rotation of the print head. The service life of the servo drives is 20 years. The encoders are located at/on the drive for the X-axis and on the drive for the Print head. The service life of the safety controller is 20 years. The safety function i.e. the machine must not be used beyond 20 years. The use beyond 20 years is conditional to the fact that the relevant components are replaced by new components of identical or improved properties than the original ones. The servo drives are located in the control cabinet. The safety controllers are located in the control cabinets. Displays and alarms When the door is open, the status will appear on the operator monitor: ”Door open, running with reduced speed” Operating conditions Works: only together with perimeter guarding and interlocked door; in automatic and manual mode when interlocked door is open. Maintenance and test The encoders must be tested before commissioning, after each installation or reinstallation of the machine. Test by opening the door, speed must be reduced to 250 mm/sec. When door is closed, speed is increased. As a minimum, the encoders function must be visually checked and activated at least every 6 months. Also see section 7 of this instruction manual. The safety function complies with EN ISO 13849-1:2015. The speed monitoring function is constructed as a Category 3, PL d. Interlocked door, perimeter guarding (optional, speed > 250mm/sec.) This safety function is to protect the operator against the hazardous fast moving parts (Speed > 250mm/sec), the X-axis and the movement of the print head. The perimeter guarding is optional and comes together with the speed monitoring, which also is optional. Instruction Manual - Original Version Page 16 of 50 If the application requires a speed higher than 250 mm/sec. for the X-axis and print head, the perimeter guarding together with an interlocked door must be installed. When entering the guarded zone, opening the interlocked door, the speed of the X-axis and the Print head is automatically reduced to 250mm/sec and is then monitored by the speed monitoring as long as the door to the guarded zone is open. As soon as the door is closed the speed is automatically increased. Components included in the safety function Input part Logical part Output part Interlock. Safety controller. Servo drives. The Interlock is an electrical safety device. Intelligent controller monitoring the safety function. The safety device may be coded to prevent bypassing. The service life of the safety controller is 20 years. Reduces the speed on the following moving parts. X-axis (For-, Backwards); Print head (Sidewards); The safety device is installed on the doors to the guarded zone: The safety function i.e. the machine must not be used beyond 20 years. The use beyond 20 years is conditional to the fact that the relevant components are replaced by new components of identical or improved properties than the original ones. The service life of the servo drives is 20 years. The servo drives are located in the control cabinet. The safety controllers are located in the control cabinets. Displays and alarms When the door is open, the status will appear on the operator monitor: ”Door open, running with reduced speed” Operating conditions The safety function operates unchanged in any operating conditions of the machine. Maintenance and test The safety function must be activated and tested before commissioning after each installation or reinstallation of the machine. Test by opening the door, speed must be reduced to 250 mm/sec. When door is closed, speed is increased again. As a minimum, the safety function must be visually checked and activated at least once a day. Also see section 7 of this instruction manual. The safety function complies with EN ISO 13849-1:2015. The speed monitoring function is constructed as a Category 3, PL d. Instruction Manual - Original Version Page 17 of 50 4 Definitions 4.1 Technical terms and abbreviations In the following, the technical terms and abbreviations used in this instruction manual are described. Terms Instructed person 3DCP Print head Nozzle Origo Explanation A person having received the necessary training to carry out a task in a safe and responsible way 3D Concrete Printing The device that attached on the carriage, handles extrusion and depositioning of material The small piece that sits on the end of the print head, that shapes the final form of the extruded material. Can be 3D printed or machined. The starting position of the printer, defined as [X,Y,Z,E,U] = [0,0,0,0,0] 4.2 References 1. Mixing/pumping equipment M-tec duo mixer. https://m-tec.com 2. Hilti HIT-Z anchors https://www.hilti.dk/medias/sys_master/documents/h1c/h4b/9330166333470/Instruction-foruse-HIT-RE-500-V3-Instruction-for-use-PUB-5307431-000.pdf 3. G-code documentation https://duet3d.dozuki.com/Wiki/G-code 4. Duet3D documentation, firmware updates, maintenance, etc. - https://duet3d.dozuki.com/ Instruction Manual - Original Version Page 18 of 50 5 Handling This section describes how the machine is to be operated in various situations. Where specific personal qualifications are required, this will be described. Installation and dismounting of the machine must be carried out by qualified and trained personnel. To prevent accidents, all safety instructions must be observed. 5.1 Transport and storage The machine is built of components from various suppliers. Some of these parts are of a size, shape and weight that require special handling. Follow the instruction manual from the manufacturer or supplier on how to apply lifting equipment and the appropriate lifting points. Only instructed and certified personnel have the permission to move machine parts using a fork lift truck or crane. Only appropriate and certified equipment must be used for the lifting of machine parts. 5.2 Unpacking When unpacking the machine, it is to be controlled if damage to the machine has occurred during transport. Damage affecting the functionality or safety of the machine must be repaired before the machine is put into operation. 5.3 Safe disposal of packing material Packing material consists of: - 120x120x1500mm wooden joists EU Pallets (120x80 cm) Both are reusable items and should not be disposed of, unless damaged. If damaged or unusable, dispose as wooden waste according to local law. 5.4 Installation and assembly of the machine 5.4.1 Mechanical assembly Instruction Manual - Original Version Page 19 of 50 To ensure the safe intended use of the printer, it needs to be installed and assembled according to the following instructions. Steps for installation: 1. Mapping and Anchoring 2. Mounting Z-Axes 3. Mounting Y-Axes 5.4.1.1 4. Mounting X-Axis 5. Connecting cables Mapping and Anchoring This section covers installation of Anchors, serving as a base for securing Z axes to the ground plane. The procedure involves precisely mapping and marking where the anchors will be placed, drilling holes and securing anchors with glue. Protective gear (gloves/mask/safety glasses) is required for drilling and while handling Hilti glue. Tools needed • • • • • • • • 16 x Hilti HIT-Z anchors M16x240 1 x Laser measuring device 1 x Angular laser 1 x Marker Pen 1 x Hammer Drill 1 x M8 Concrete drill bit 1 x M18 Concrete drill bit 1 x 3D printed drill guide Instruction Manual - Original Version Page 20 of 50 Procedure Figure 3: Center distance measures for BOD2 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. Locate first center point (Z1). Mark it. Align marked spot with center hole of the drill guide. Place Angle Laser on drill guide and make sure laser aligns with the grooves. Using drill guide, mark all 4 holes to be clearly visible on the ground surface. Place a small box at Z3 and move until distance and angle is according to Figure 3. Move drill guide to Z3 over the marked point. Verify angle and distance to Z1. Continue counter clockwise until you reach Z2. Measure distance and angle to the starting point. Errors up to 5mm is acceptable and will be adjusted to by later assembly. Drill marked anchor holes with M8 drill. Make sure the holes are vertical. Drill anchor holes with M18 bit to a depth of 145mm. Finally, clear the holes of any debris and dust with compressed air or a dust vacuum cleaner. Using the 2-component glue (Hilti HIT-re 500 V3) fill 4 drilled holes at the time. It should be filled up to 80%. Follow Hilti instructions for correct and safe use. Insert all 4 anchors, thread side up. Place the drill guide on top, ensuring the anchors are positioned correctly. Carefully remove the drill guide and continue to the next set of holes. Expect to use 1-2 glue cartridges for a full set of 16 holes. Hardening of the glue is temperature dependent. See the curing table to assess how long to wait before the printer can be installed safely. Instruction Manual - Original Version Page 21 of 50 5.4.1.2 Mounting Z-axis The following section will explain how Z-axes must be handled while placing and securing it onto installed anchors. Each of the Z-axes is marked at the bottom (Z1Z4) and must be placed on dedicated anchors (see Figure 4Figure 1). After secured and resting on anchors, Z-axes must be leveled to be perpendicular to the ground. Personnel installing Z axes must wear safety helmets, steel toe shoes and gloves. Figure 4: Placement of Z-axes Tools needed • • • • • • 1 x Crane or telescope forklift (min. 1000 kg at 12 meters) 2 x 24mm wrench 32 x Nuts for M16 thread 32x Washers for M16 bolt 1 x Leveler 1 x Laser measuring device Figure 5: Lifting and mounting details Procedure: 1. Insert 1 x M16 Nut and 1 x washer on each anchor threads. 2. Make sure there is enough thread to mount the axes (min 60mm open thread above nut and washer). 3. Roughly level the nuts. 4. Strap and lift the axis as shown in Figure 5. Instruction Manual - Original Version Page 22 of 50 5. 6. 7. 8. Slowly lower the axis while ensuring the anchors fit into the base holes of the axis. While crane is still holding the axis, secure the bolts with nuts and washers as in Figure 5. Make sure axis is fully resting on the anchors before lowering the crane completely. Use leveler to determine vertical calibration of installed Z-axis. Carefully adjust nuts bellow and above the base of Z-axis until its perpendicular to the ground. 9. After correct angle is achieved, carefully tighten nuts constantly switching between one below and one above in order to maintain correct angle. 10. Repeat for each column. 5.4.1.3 Mounting Y-axis Tools needed • • • • 1 x Crane or telescopic forklift (min. 1000 kg at 12 meters) 1 x 6mm Allen key (or bit) 16 x M8 bolts + washers 1 x Laser measuring device Figure 6: Bracket mounts placement Procedure: 1. 2. 3. 4. 5. 6. 7. Before starting, make sure Z-axes and Z-carriages are leveled and aligned. Lift Y-axis using the crane hook in the middle of the truss. Carefully place the axis on top of the Z-carriage as in Figure 6 Measure the distance from the end of the Y-axis to the Z-carriage. Adjust the axis sideways until centered (within 1-2mm) Mount the brackets that holds the Y-axis in place as in Figure 6. Repeat for remaining Y-axis. Instruction Manual - Original Version Page 23 of 50 5.4.1.4 Mounting X-axis Tools needed • • • • • • 1 x Crane or telescope forklift (min 1000 kg at 12 meters) 2 x 24 mm wrench 1 x 4 mm Allen key 16 x M5x16 bolts and washers 4x End-pieces 8 x M16x100 bolts, nuts and washers Figure 7: X-axis placement Procedure 1. 2. 3. 4. 5. 6. Make sure, that safeguards are not installed in the ends of the Y-axes. Lift the axis so it is levelled horizontally as in Error! Reference source not found.. Align the wheels and cogs on X-axis with the rails and racks on the Y-axis on both sides. Carefully push the wheels in place (see Figure 8). Push the entire X-axis into the middle of the Y-axis before you loosen the crane straps. Mount all end-pieces and safeguards with two M16x100 bolts, nuts and washers Figure 8: X-axis alignment and safeguard placement Instruction Manual - Original Version Page 24 of 50 5.4.2 Electrical installation The connection of the machine must only be made by an authorized electrician. During the installation, the law of the country must be followed. For the proper connection and information of voltage and power consumption, see the electrical diagram. Tools needed • 1 x Large flathead screwdriver Figure 9: Electrical connectors Procedure 1. 2. 3. 4. Locate all the cable connectors and sockets on the machine. See the markings on connectors to identify correct socket. Connect all connectors to the carriage sockets. Tighten all connector hoods with a flathead Screwdriver as in Figure 9. Connect power cable to socket located on bottom of E-box. Connect to external power source. Circuit breaker is located on machine E-box. The circuit breaker also serves as service switch and must be in a locked position during repair work. Instruction Manual - Original Version Page 25 of 50 5.4.3 Connections For water connection refer to m-tec user manual: https://m-tec.com 5.5 Storage Before storage, the printer must be disassembled into 8 separate parts: • • • • 1 X-beam (including X- and Y carriages) 2 Y-beams 4 Z-beams (Including Z carriages and E-box) Printhead (including cables) Parts must be stored assembled in modules and raised from ground (with i.e.: pallets or joists) in such a manner that it is possible to access under using fork lift or wrap lifting strap around. Printhead can be stored on a regular EU-pallet or similar. All cable ends must be covered and tied to the beams to avoid damage. All accessories must be stored on pallets and protected from weather. Packing of Z and Y beams: Figure 10: Packing placement of Z and Y axes Packing of X beam: Figure 11: packing placement of X-axis Instruction Manual - Original Version Page 26 of 50 Cable trays should always face upwards or to the side to avoid damages while transporting/handling. Cable connector ends must be stored inside trusses. Figure 12: correct placement of axes 5.6 Repacking Transport of the BOD2 printer must be done in 8 parts • • • • 1 X-beam (including X- and Y carriages) 2 Y-beams 4 Z-beams (Including Z carriages and E-box) Printhead (including cables) Transport on truck must be stacked according to figure 1, and tightly secured using straps. 5.7 Placing of instructions Personnel should refer to this manual. If in doubt, please contact COBOD International before handling or transporting this machine. Instruction Manual - Original Version Page 27 of 50 6 Operating manual In the following it is described how the machine is operated in an appropriate and safe way. The safety instructions described in this instruction manual must be observed. 6.1 Normal function Operation of the machine can be either in a warehouse or on a construction site. Operator should always be located next to the machine, outside the printing area by a desk with full view of the machine. If installed on a building site, the machine must be protected from rain and wind, in order to achieve the best printing results. 6.1.1 • • Connection to computer Power is turned on with the circuit breaker located on the machine e-box on column Z1. Before operation, start the machine by pressing the green “start” button on the E-box. Connection directly to a laptop: 1. Use a regular laptop or tablet with an ethernet cable port. Connect to the printer using the provided ethernet cable. Connect it to the bottom of the e-box and connect the other end to the operator computer. 2. Set your computer ethernet to static IP address: 192.168.0.100 3. Open a browser window (i.e. Google Chrome) and connect to Duet3D Web interface via default IP: 192.168.0.250. 4. In case the above steps do not work: a. The IP address of the printer can be found on the touch-screen located on the e-box. b. Press “console”. c. The printer IP should be visible on the screen. d. Set your computer ethernet to static IP with the same first 3 places and set the 4th to a number other than the printer (between 2-199) e. Example: IP on printer is 165.024.222.10, Set your computer IP to 165.024.222.15 5. Connect to cameras: Open two browser windows. Connect to IP: 192.168.0.200 in one window, and 192.168.0.201 in the other and login using the below credentials a. Username: admin b. Password: cobod2019 Connect to printer through a router: 1. Connect the router to the printer using the provided ethernet cable. 2. Make sure, that the gateway address on the router is set to 192.168.0.1 3. Make sure that address space from 200-255 is reserved (used for printer, safety modules and cameras) 4. Connect your PC, tablet, phone or other device to the router using either an ethernet cable or wifi. Instruction Manual - Original Version Page 28 of 50 5. Open a browser window (i.e. Google Chrome) and connect to Duet3D Web interface via default IP: 192.168.0.250. If the above steps are performed correctly, the browser window should display the Duet Web Interface. 6.1.2 Manual operation The machine can be controlled manually using the Duet web interface. Figure 13: Duet web interface - manual movement The print head and axes can be moved manually using the buttons under the “machine control” panel in the web interface. X-axis movement: • • • Positive direction to the right, when standing in front of the machine. Distance is in millimeter. To change the amount on a button, right click on the button and insert a new value, i.e. 200 mm, 500 mm 1000 mm Y-axis movement: • • • Positive direction moving backwards (away), when standing in front of the machine. Distance is in millimeter. To change the amount on a button, right click on the button and insert a new value, i.e. 200 mm, 500 mm 1000 mm Z-axis movement: • Positive direction upwards. Instruction Manual - Original Version Page 29 of 50 • • Distance is in millimeter To change the amount on a button, right click on the button and insert a new value, i.e. 200 mm, 500 mm 1000 mm U-axis movement: • • • The U axis is the rotational movement on the printhead. Distance in degrees To change the amount on a button, right click on the button and insert a new value, i.e. 200 mm, 500 mm 1000 mm Extruder movement: WARNING! TO AVOID DAMAGE TO THE EXTRUDER PUMP, NEVER RUN THE EXTRUDER IN A DRY STATE I.E. WITHOUT CONCRETE, OIL OR WATER IN THE HOPPER. If a dry run is required, please remove the mixing shaft inside the material hopper before continuing. • • • • • Feed amount is material extruded in milliliters (estimated). Feedrate is flow-rate in ml/s. Extrude will move pump Counter Clockwise (seen from top) and push material out using the chosen parameters for feed amount / feedrate. Retract will move the pump Clockwise (seen from top) and pull material back. To change a number, right click on the button, and insert the updated value. Figure 14: Manual extrusion Instruction Manual - Original Version Page 30 of 50 6.1.3 Automatic operation Normal automatic operational procedure: 1. Prepare 3D model: a. Prepare a model in any CAD/CAM software. Model must consist of center lines b. Export model as STP or IGS file format c. Import STP or IGS to COBOD slice, set parameters and output G-code (see section 6.1.4.4). 2. Prepare printer a. Make sure printer is on, without errors and homed to the desired position (see section 6.1.4.2) 3. Perform a “Dry run” (test print without material) WARNING: REMOVE MIXING SHAFT FROM HOPPER BEFORE PERFORMING THE NEXT STEP a. In Duet Web Interface (when connected to printer), select “upload and print” on home screen. b. Locate the sliced G-code file from step 1.c. and select this. c. The printer will upload and immediately start printing (without material) d. Observe the first 2-3 layers, that the printer is performing as expected 4. Prepare material a. Use either a manual mixer, a cyclone mixer or a mixing pump (i.e. m-tec Duomix 2000) b. Ensure that the material has the right consistency and water amount before adding it to the pump 5. Print model a. Re-insert the drive-axle into the hopper b. Fill mixed material into pump and extrude a small amount manually using the “extrude” button in the control panel to ensure that nozzle is primed, and material has the right consistency. c. Start print (see step 3.b.-d.) d. Ensure that hopper always has enough material if in manual mode. In automatic mode (using m-tec mixer-pump), this is controlled automatically. If unexpected halt has caused print to stop, ensure material does not clog the hose or pump units by both pumping and extruding material for 5-10 seconds every 2 minutes during machine stops. 6. Clean machine thoroughly after printing a. See section 7.3. 6.1.4 User interface The BOD2 printer has two options for controlling the machine. 1. Using the touch panel mounted on the E-box 2. Using a web interface controller Instruction Manual - Original Version Page 31 of 50 For all operations it is recommended to use a laptop or tablet with the web-interface to control the machine. Small movements and adjustments can be performed on the touch panel. 6.1.4.1 Duet touch panel The touch panel is mounted on front of the main E-box. Figure 15: Duet touch panel Use the touch panel to manually move the machine, find the IP of the machine to connect, and access and print files from the local file storage. 6.1.4.2 Duet3D web Interface Duet web interface is the preferred control option for BOD2. In this section you will find a short description of the control interface. A full documentation of the interface can be found at: https://duet3d.dozuki.com/Wiki/Duet_Web_Control_Manual 6.1.4.2.1 Main window 1. Browser address field. Enter IP address here (see section 6.1.1) 2. Input field for manual G-code commands. (See section 6.1.4.3) Instruction Manual - Original Version Page 32 of 50 3. Upload and Print. Choose G-code file to be uploaded to printer. Print starts immediately after upload. 4. Status bar indicating state of machine – idle, printing, busy. 5. Emergency Stop – stops machine and restarts control board in the middle of any operation. 6. Machine statistics – displays current machine coordinates in relation to defined Origo. 7. Main menu of Duet to access tabs such as Print Status, G-code Console, Settings and other. 8. Head Movement contains buttons to move printhead in positive or negative X,Y,Z direction. Right click over particular button to change values on buttons. 9. Additional Axes is used to control “U Axis” – rotation and orientation of nozzle. 10. Extruder Control allows you to manually extrude material from the material hopper. Do not use if hopper is empty – it will result in fast wear of the PCP unit. 11. User-Defined Macros Lists all macros created under the tab “Macros” under main menu of Duet (7). Macros can be run at any time during operation. 6.1.4.2.2 Print status window 1. Status bar indicating current print-job file as well as percentage of completion. 2. Print Control lets you pause the print. CAUTION: Pausing is not immediate – printer will carry out pre-buffered G-code command before full stop. After pausing, Duet retains all coordinates and print progression. After pausing, “Pause” button becomes “Resume” button. 3. Layer Statistics will gather data related to current print-job and plot it in the graph. 4. Speed Factor and Extrusion Factor allows to change speed and extrusion rates while printing. 5. Z Baby Stepping controls offset along Z-axis (height of the print). 6. File Information displays data Duet can read from the G-code file currently uploaded. 7. Collected Data shows information of Layer Time and Print Duration of the current print-job. 8. Estimations uses current print speed to assess file progress and estimated time remaining until completion. Instruction Manual - Original Version Page 33 of 50 6.1.4.2.3 1. 2. 3. 4. 5. 6.1.4.3 Settings Subsetting tabs – User interface, System Editor, tools, Machine properties, List items Software and firmware information Button to upload firmware, control files, etc. Settings related to communication and reconnecting rules. Apply made changes or reset to factory Defaults. G-code commands G-code is the industry standard for CNC equipment, and the specific flavor of G-code for BOD2 is similar, with some special additions. Below is a shortlist of usable G-code commands. A full G-code reference documentation can be found at: https://duet3d.dozuki.com/Wiki/G-code. 6.1.4.3.1 Move and positioning commands G1 Xnnn Ynnn Znnn Ennn Fnnn: Move to position Xnnx,Ynnn,Znnn while extruding Ennn amount of material at Fnnn speed. Can be used partly or with all parameters. G0 can be used for move commands without extrusion. G1 X400 Y600 Z1200 E150 F15000 Go to Position X=400mm, Y=600mm, Z=1200mm, Extrude 150ml of material, at speed 15000 mm/min G1 X400 Y600 Z1200 E150 F15000 Go to position X=400, Y=600 at default speed without extruding. G92 Xnnn Ynnn Znnn: Set current position to Xnnn, Ynnn, Znnn. Defines the current position of the axes. G92 X0 Y0 Z0 U0 Defines current position as Origo (X=0mm, Y=0mm, Z=0mm, U=0mm) G92 X200 Y200 Defines current X/Y position to be X=200 Y=200 Instruction Manual - Original Version Page 34 of 50 G90: Use absolute positioning G92: Use Relative positioning M220 Snnn: Set speed override percentage to nnn % of defined speed M220 S150 Set speed to 150 % of normal speed (defined by print file). All axes including extruder will increase the speed by 50%. M221 Snnn: Set extrusion override percentage to nnn % of defined speed M221 S150 Extrude at 150% of normal extrusion (defined by print file). This will not affect other axes. 6.1.4.3.2 Z probing commands G30: Probe a single point. This is used, if printing on a small platform, or an even underlayer. Using the ultrasonic distance probe in the printhead, the printer will move down to the correct distance to the floor and reset the Z-homing position to this coordinate. G29: Probe printing area Using a predefined mesh-grid, the printer will move around the printing area and probe the distances in a grid. This grid is used as a transformation matrix to all prints performed after probing, and the printer will automatically adjust for uneven surfaces in the foundation or on the floor. WARNING: Default area is 2.5 x 2.5 meter, using 0.5-meter grid size. Before changing these values, refer to the documentation (see section 6.1.4.3) 6.1.4.4 COBOD Slice COBOD Slice is a software used to prepare 3D models from various CAD software to print with BOD2 printer. It generates G-code files, which in turn can be read and interpreted by the printer’s web interface and control board. Supported import file types: • • .STEP / .STP .IGES / IGS Instruction Manual - Original Version Page 35 of 50 • • .BREP .OCC 1. Main menu a. File i. New Project – Start a new project with default slicing parameters ii. Open Project – Open an existing .COBOD project. iii. Save – Save .COBOD project iv. Save as – save .COBOD project as v. Export toolpath – Export toolpath to directory. vi. Quit b. Display i. View mode ii. Show / Hide features iii. Zoom c. Tools i. Measure curves – Measures the length of a selected curve in mm. ii. Save view to image – Saves the current viewport view to an image. iii. Options – Set color, mesh defaults, units and more. 2. Import and slice settings Instruction Manual - Original Version Page 36 of 50 3. 4. 5. 6. a. Import Centerlines – Import a 3D model of a supported file type. Model must represent centerlines of the object. b. Nozzle Width – Width of the current printer nozzle in mm c. Layer height – Height of each layer in mm d. Z-lift – The height to lift the printhead before each “travel” move. e. Print speed – Movement speed of printer when extruding material f. Move speed – Movement speed of printer when travelling (not extruding material) g. Lift speed – Speed of the Z-axis movement Toolpath Manipulation a. Compute Toolpath – Computes the toolpath from the imported file using the settings above b. Edit Toolpath Orientation – Edit the direction of the printer-nozzle. Click a path to invert direction. c. Edit Toolpath Order – Edit the order in which different segments will be printed. Additional settings a. Max linear move length – The maximum size of a linear line before it is split into smaller segments. b. Lower head extrusion – The amount of material to pre-feed when printhead is moving down after a travel move. Used to avoid gaps in concrete between layers and segments. c. Start from recovery point – Start slicing from a specific coordinate (X,Y,Z) in mm. Used to continue a print after an unplanned stop, reboot or power cycling of the machine. d. Recovery point – Coordinate of the exact point to start slicing from. Read the coordinate in Duet Web Control under “printer status” tab. Generate G-code – Generate a G-code file, ready to upload and print via web control. Toolpath Statistics – See the total print time, how many layers of printing, and estimated material usage for the print. 6.2 Error situations Duet3D web interface – Connection Error. If you received this error while printing and the print did not stop – try waiting 1-2 minutes. During which try to refresh duet3D interface web page (press f5 on keyboard). Printer can also be controlled via Touch panel located on E-box meanwhile. If error doesn’t resolve on its own, try restarting computer controlling the printer. Instruction Manual - Original Version Page 37 of 50 6.3 Signals to be observed • Lamp on top of printhead: o Red light: Safety PLCs are preventing the machine from moving – all high voltage power is turned off. ▪ The light is red by default when the power is turned on by the circuit breaker. • In order to enable printing, press the green “start” button on the E-box. ▪ An E-stop is triggered on either one of the columns or on the printhead • Disable the E-stop by turning it clockwise until it clicks out. • Press the green “Start” button on the E-box ▪ Another fault is present. See section 7.4 o Green Light: Safety PLCs are satisfied, and printer is ready for operation o Blinking Orange light: Printer is moving faster than 250mm/s. Safety door is connected and engaged. Use key switch in door to access print area. 6.4 Accessories 1. M-tec Duo mix 2000 (optional) a. Available as add-on purchase. Used to continuously supply concrete to printhead hopper b. See https://m-tec.com/construction-site-equipment/machines/mixing-pumps/duo-mix/ 2. Print nozzles a. Nozzles can be 3D printed with a regular FDM 3D printer. Digital models are supplied at machine installation time. 3. Ethernet cable – CAT5e 20 meter 4. Material silo (optional) 5. Safety fence with safe interlocking system (optional). 6. Material supply hose (optional). a. ID of either 25 or 36 mm 7. Pump controller cable (optional) 6.5 Disposal of waste materials The BOD2 printer is open to all materials with compatible aggregate sizes and consistency. COBOD International does not develop, produce or supply any concrete or mortar materials. For disposal of waste materials, please refer to supplier documentation and local law. Instruction Manual - Original Version Page 38 of 50 7 Maintenance and cleaning The daily tidying-up and cleaning of the machine and its surroundings is made by the operator or specially trained cleaning staff. During this work, the same requirements for the use of tools and personal protective equipment apply as for the operational work. 7.1 Precautionary measures Before the work is initiated, this instruction manual must be read and understood by the personnel. In case specific tasks require the use of personal protective equipment, this requirement is to be observed by all occupational groups. 7.2 Maintenance made by the operator Tasks to be made by the operator are described in this section. The instructions are meant as minimum requirements to be carried out according to the following plan. The operator must have read and understood this instruction manual before the maintenance of the machine is initiated. When specific tasks require the use of personal protective equipment, this requirement must be complied with. For the documentation purpose of the maintenance and cleaning tasks, the keeping of a logbook or similar is recommended. If the regular maintenance and cleaning of the machine cannot be demonstrated, the manufacturer’s warranty may lapse. Special precautionary measures to be taken during a maintenance and cleaning task will be described under each single task. For general maintenance and cleaning tasks, the general guide lines are followed for the safe work at the machine. This includes the use of personal protective equipment, that machinery and components are put in a safe condition before the task is initiated, and that the manufacturer instructions are complied with. Instruction Manual - Original Version Page 39 of 50 1 2 3 4 5 6 7 8 9 10 11 12 13 7.2.1 Test axis movement Test end-stops Test Load-cells Test pump controller Test all E-stops Test downwards pinch safety Test safety door Inspect extruder pump Inspect hoses Inspect mixing shaft Inspect cables Inspect E-chains Grease tooth-rack When required Monthly Weekly Task Before Operation Task No. X X X X X X X X X X X X X 1 – Test axis movement Use the Web interface “Machine Control” Panel (see section 6.1.2). 1. 2. 3. 4. Move X axis Left / Right. Repeat for Y axis Forward / Backward Move Z axis Up / Down. Move extruder axle (Extrude / Retract) Rotate U axis (rotational nozzle) Clockwise / Counter-clockwise Overserve if all axes are moving the expected direction and length. 7.2.2 2 – Test end-stops WARNING: before homing z axis, ensure that end-stop has not been tampered or moved. The end-stop is placed on Z1 axis, opposite site from Main E-box. Use the web interface “Machine Control” panel (see section 6.1.2). 1. “Home” X- and Y-axes (or use G28 X0Y0) 2. “Home” Z-axes (or use G28 Z0) 7.2.3 3 – Test Load cells WARNING: Before testing load cells, inspect the web control interface, and check that machine is in “idle” status. Instruction Manual - Original Version Page 40 of 50 While the machine is in operational mode (Signal lamp is green): 1. 2. 3. 4. 7.2.4 Open the two latches left / right on material hopper and lower the material hopper on its hinge. Observe the signal lamp. This should turn RED immediately and cut the energy from all motors. Reattach the hopper and close the latches. Press green “Start” button on E-box to reset the error-state. 4 – Test pump controller (OPTIONAL: only if pump controller is attached) WARNING: Before testing pump controller, ensure that pump unit is not assembled, and that the mixing shaft is not inserted into the pump. Ensure, that material hopper is attached, and pump control cable is connected to both printer main E-box and mixing / pump unit. While machine is connected and in operational mode (signal lamp is green): 1. 2. 3. 4. 5. 7.2.5 Turn on m-tec pump circuit breaker and press green “start” button. Remove the material sensor from the pump unit and put it into the ground Turn on pump (on m-tec control board) Pump should run until a load is put onto the material hopper. Load can be applied by pumping water into the printhead. Observe that the pump stops once the hopper is full. 5 – Test all E-stops While machine is in operational mode (signal lamp is green): 1. One at a time – for each E-stop button located on the machine (1 on each Z axis, 3 on printhead, 1 in control room, 1 on safety door (if connected) a. Push the button, observe that signal lamp turns RED. b. When lamp is red, unlatch the E-stop button by turning it Clockwise. c. Press the green “start” button on the main E-box to reset. Lamp should turn GREEN. WARNING: If an E-stop fails to stop the machine (lamp does not light red), stop all operation immediately, turn off the machine and contact your local reseller or COBOD International directly. 7.2.6 6 – Test downwards pinch safety While machine is in operational mode (signal lamp is green): 1. Remove nozzle and nozzle clamp before this operation. 2. Place a wooden joist / board underneath the printhead 3. Move printhead, so bottom part is 150mm above the joist. Instruction Manual - Original Version Page 41 of 50 4. Using the manual movement control to move the printer z-200 (200 mm down) 5. The printer should go into error mode the second it hits the joist. If this does not happen, please terminate all operations and contact your local reseller or COBOD International directly. 6. To reset printer position: a. Turn off printer using the Circuit Breaker on main E-box. b. Insert “override” key in key-hole located above circuit breaker c. Turn key clockwise 90 deg. to override safety. d. Turn on machine. e. Manually move Z-axis upwards (Z+200) using web control. f. Turn off machine g. Turn key Counter Clockwise 90 deg and remove it from keyhole h. Turn on printer and press green “start” button on main E-box. WARNING: Never leave the override key in keyhole or turned on. Remove it immediately and store it safely. 7.2.7 7 – Test safety door (Optional, if safety door is installed and connected) While machine is in operational mode (signal lamp is green). WARNING: Never close the safety door while personnel are inside the working area 1. 2. 3. 4. 5. 6. 7. 8. 9. Ensure, that print area is clear of personnel Ensure that door is connected, closed and lock is engaged. Ensure that printer has at least 3x3 meters of clearance and is homed. Using Web Control, locate file “safety door test” in G-code file library Start printing “safety door test”. The printhead should move 1000 mm/s On safety door, turn the key clockwise 90 deg. Printhead movement should immediately slow down to 250 mm/s and door lock should disengage Open door. Turn key counter-clockwise 90 deg. Machine should still move slow. Turn key 90 deg. clockwise again 10. Close door 11. Turn key 90 deg counter-clockwise. Lock should re-engage, and printhead speed should accelerate to 1000 mm/s. 7.2.8 8 – Inspect Extruder pump Inspect extruder pump for visible damages on either the rubber or steel parts. Inspect for wear and tear. Instruction Manual - Original Version Page 42 of 50 7.2.9 9 – Inspect hoses Inspect material feeder hoses for wear and tear. 7.2.10 10 – Inspect mixing shaft Inspect mixing shaft for damage or bending. 7.2.11 11 – Inspect cables Inspect external cables for visible damage or wear. 7.2.12 12 – Inspect E-chains Inspect E-chains for visible damage or wear. 7.2.13 13 – Grease tooth rack 7.3 Maintenance and cleaning made by the cleaning personnel Cleaning tasks to be made by the cleaning personnel is described in this section. The instructions are meant as a minimum requirement and are to be carried out according to the plan below. The cleaning personnel must have read and understood this instruction manual before any maintenance and cleaning of the machine is commenced. If specific tasks require the use of personal protective equipment, this must be complied with. For the documentation purpose of maintenance and cleaning tasks, the keeping of a logbook or similar is recommended. If the regular maintenance and cleaning of the machine cannot be demonstrated, the manufacturer warranty may lapse. Special precautionary measures to be taken during a maintenance and cleaning task, is described under each single task. For regular maintenance and cleaning tasks, the general instructions for the safe work at the machine are to be followed. This includes the use of personal protective equipment, and that machines and components are put into a safe condition before the task is initiated and that the manufacturer instructions are complied with. Instruction Manual - Original Version Page 43 of 50 As required Monthly 7.3.1 All parts of the printhead Material hose Mixer/pump Printing area Other equipment Excess / waste material Extruder inner parts U-rails Tooth rack Signal lamp / lights Safety door latch Carriages Beams Weekly 1 2 3 4 5 6 7 8 9 10 11 12 13 Task After operation Task No. X X X X X X X X X X X X X 1 – All parts of the printhead After all operation involving fresh concrete (not for dry-runs etc.). Thoroughly clean using high pressure water or similar: • • • • • 7.3.2 Material hopper (inside and outside): Use the excess valve located on bottom. Extruder pump: run clean water through pump until outlet water is clean. Nozzle and Nozzle clamp: Dismount and clean separately. Extruder outlet: Spray from underneath while pump is running. Mixing shaft: Take out mixing shaft and clean separately. 2 – Material hose After all operation involving fresh concrete (not for dry-runs etc.). Thoroughly clean material hose, using specified foam balls and high-pressure water outlet on m-tec pump (see m-tec manual) 7.3.3 3 – Mixer pump Thoroughly clean mixer and pump unit following m-tec manual. Instruction Manual - Original Version Page 44 of 50 7.3.4 4 – Printing area After all operation involving fresh concrete (not for dry-runs etc.). Thoroughly clean printing area, removing all excess materials from floor / ground. 7.3.5 5 – Other equipment After all operation involving fresh concrete (not for dry-runs etc.). Thoroughly clean all additional equipment like buckets, shovels etc., and leave to dry outside printing area. 7.3.6 6 – Excess / waste material After all operation involving fresh concrete (not for dry-runs etc.). Dispose of all excess material following local codes and material supplier’s directions. 7.3.7 • • • • • 7.3.8 7 – Extruder inner parts Dismount PCP unit and rotational nozzle Disassemble rotational nozzle parts. Check for material buildup / hardened concrete and clean if necessary Check state of bearings and clean / replace if necessary. Check state of rubber belt and replace if necessary. 8 – U-rails Inspect all U-rails (located on X, Y and Z axes). Remove all dust / oil / dirt gathered using high pressure water hose or similar. 7.3.9 9 – Tooth rack Inspect all tooth racks (located on X, Y and Z axes) Remove all dust / dirt gathered using high pressure water hose or similar. Lubricate racks if necessary. 7.3.10 10 – Lamp / lights Inspect signal lamp and lights on printhead and main E-box. Using a dry cloth, wipe lamp surface for dust / dirt. 7.3.11 11 – Safety door latch Inspect safety door latch Using pressurized air, clean out all dust / dirt gathered. Lubricate latch if necessary. 7.3.12 12 – Carriages Using high pressure water hose or similar, clean all carriages. Instruction Manual - Original Version Page 45 of 50 7.3.13 13 – Beams Using high pressure water hose or similar, clean all beams / truss modules. Pay special attention to cable trays. 7.4 Errors Error No. Symptom 001 Signal lamp is red, printer will not move 002 Printhead has crashed into the ground, Signal lamp is red Procedure 1. Check all E-stops are disengaged. Press start button on E-box 2. Check that material hopper is installed and closed. Correct, and press start Button on E-box. 3. Check that printhead is not loaded with any external weight, or driven into the ground To reset printer position: 1. Turn off printer using the Circuit Breaker on main E-box. 2. Insert “override” key in key-hole located above circuit breaker on main E-box. 3. Turn key clockwise 90 deg. to override safety. 4. Turn on machine. 5. Manually move Z-axis upwards (Z+200) using web control. 6. Turn off machine 7. Turn key Counter Clockwise 90 deg and remove it from keyhole 8. Turn on printer and press green “start” button on main E-box. 003 Material does not feed from extruder 1. Check material consistency in material hopper. Add a little water to material, until consistency is more fluid. Manually extrude until material is coming out of the nozzle. 2. Extruder pump is not connected to extruder motor. Insert the mixing shaft and try again. 004 Can’t connect to printer (web control) 1. Check, that ethernet cable is correctly inserted into both printer and computer 2. On duet touch-panel, press “console” to see the IP of the machine. Check that you are connecting to the correct IP. 3. Check ethernet settings. If connected directly through an ethernet cable, IP Instruction Manual - Original Version Page 46 of 50 should be set to static, within the same address space as printer. 4. Turn printer off, wait 10 seconds, and turn it on again. Try to reconnect. 005 8 Extruder is clogged, printer goes into error mode when trying to extrude material Material is too hard, or has hardened inside the pump unit. Immidiately clean the material hopper, while shifting between extrude and retract, until pump unit has loosened and material comes out. F printer goes into error mode, restart on green “start” buttom every time. Service 8.1 Service intervals The servicing of the machine must be carried out by trained personnel only. Various tasks may require various skills and training. The instructions of this section are meant as a minimum requirement and must be carried out according to the below plan. The maintenance staff must have read and understood this instruction manual before the maintenance of the machine is commenced. If specific tasks require the use of personal protective equipment, the requirement must be complied with by all occupational groups. For the documentation purpose of maintenance tasks, the keeping of a logbook or similar is recommended. If the regular maintenance of the machine cannot be demonstrated, the manufacturer’s warranty may lapse. Special precautionary measures to be taken during a maintenance task will be described under each single task. For general maintenance and cleaning tasks, the general guide lines are followed for the safe work at the machine. This includes the use of personal protective equipment, and that machines and components are put into a safe condition before the task is initiated and that the manufacturer instructions are complied with. A service visit should be performed twice yearly. 8.2 Customer service Manufacturer: COBOD International A/S Address: Dronningens Tværgade 26 DK - 1302 København K Phone +45 70 60 55 33 Instruction Manual - Original Version Page 47 of 50 E-Mail: Instruction Manual - Original Version ad@cobod.com Page 48 of 50 9 Disposal of the machine Oil and other liquids must be drained off the machine and treated separately according to local regulation. Switchboards, motors, cables and other electronics must be demounted and treated separately according to the local regulations. Metal parts are disposed of as scrap iron. Instruction Manual - Original Version Page 49 of 50 10 Logbook Instruction Manual - Original Version Page 50 of 50