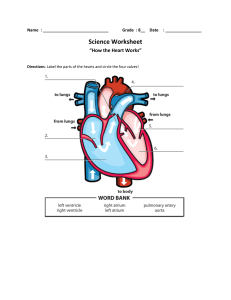
Contents 1. External topside offshore corrosion Case study 1.1. Valve gear box material selection and corrosion prevention in topside offshore oil and gas industry 1 Introduction 2 Aim and objective 3 Importance 4 Audiences 5 Case study 6 Expected results and deliverables 7 Conclusions Case study 1.2. Minimizing usage of low-alloy steel bolts and carbon steel nuts for valves in topside offshore oil and gas industry through selection of suitable bolting material 1 Introduction 2 Aim and objective 3 Importance 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions Case study 1.3. Material selection for hub and clamp (mechanical joint) connections 1 Introduction 2 Aim and objective 3 Importance and contributions 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions Case study 1.4. Preventing use of 17-4 PH stem material 1 Introduction 2 Aim and objective 3 Importance and contributions 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions 1 1 1 4 4 5 5 8 8 9 9 15 15 16 16 23 23 26 26 29 29 30 30 32 34 34 34 35 36 36 37 41 41 v vi Contents Case study 1.5. Corrosion under insulation and its prevention by coating 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions Case study 1.6. Pitting and CLSCC and their prevention by coating 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions Case study 1.7. Application of austenitic stainless steel to industrial valves in offshore environment 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions Case study 1.8. Upgrading SS316 tubes for piping and valve actuators to 6MO 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audiences 5 Case study 6 Expected results and deliverables 7 Conclusions Further reading 2. External offshore subsea corrosion Case study 2.1. HISC corrosion and prevention 1 Introduction 2 Aim and objectives 3 Importance and contributions 42 42 46 47 47 47 50 50 51 51 54 54 55 55 62 62 63 63 67 67 67 68 79 80 81 81 83 83 83 84 88 89 95 97 97 97 105 105 Contents 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions Case study 2.2. Coating and cathodic protection to prevent external corrosion 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusion Case study 2.3. Valve bolt material selection 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions Case study 2.4. Application and usage justification of carbon and low-alloy steel valves 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions Case study 2.5. Evaluation of usage of martensitic stainless steel 13Cr (chromium)-4Ni (nickel) for valve stems 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audiences 5 Case study (challenges/solutions) 6 Expected results and deliverables 7 Conclusions Further reading 106 106 116 116 118 118 118 118 118 119 136 137 137 137 139 139 140 140 142 142 142 142 143 144 145 145 149 150 150 150 152 152 152 152 153 157 161 vii viii Contents 3. Cross-contamination Case study 3.1. Using Teflon powder on stainless steel valve bodies to prevent cross-contamination 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusions Case study 3.2. Passing PTFE pipeline injected gadget through pipeline valves during factory acceptance test 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusion Further reading 4. Carbon dioxide (CO2) corrosion Case study 4.1. Carbon dioxide (CO2) corrosion prediction for carbon and low-alloy steel valves 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusions Further reading 5. Hydrogen sulfide corrosion Case study 5.1. Material consideration to prevent hydrogen sulfide corrosion 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audiences 5 Case study 6 Expected results and deliverables 165 165 165 167 167 167 168 168 169 170 170 172 172 172 172 173 173 174 175 175 175 183 184 184 185 187 187 189 191 191 191 200 200 201 201 221 Contents 7 Conclusions Further reading 221 225 6. Crevice corrosion 227 Case study 6.1. Crevice corrosion prevention on valve grooves made of carbon steel by applying Inconel 625 weld overlay 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusions Case study 6.2. Crevice corrosion prevention after removing threaded lifting lugs from valves during installation 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusions Further reading 7. Pitting corrosion Case study 7.1. Using NAB valves instead of titanium in sea water service 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusions Case study 7.2. Failure of Inconel X750 valve springs in sea water service 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusion 227 227 234 234 235 235 236 237 237 237 239 240 240 241 241 241 244 245 245 245 246 247 248 248 253 253 254 254 257 257 258 258 258 259 ix x Contents Case study 7.3. Challenge of material selection for bearing of butterfly valves in sea water service 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusion Case study 7.4. Hardfacing material selection for industrial valves in sea water service 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusion Further reading 8. Galvanic corrosion Case study 8.1. Galvanic corrosion between valve stem and graphite packing for valves in sea water service 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusions Case study 8.2. Galvanic corrosion between valve stem and stem key 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusion Further reading 259 259 260 261 261 261 262 262 262 262 265 265 266 266 266 267 269 271 271 271 272 273 274 274 275 279 279 279 281 282 282 283 283 283 285 Contents 9. Erosion corrosion Case study 9.1. Erosion mitigation for industrial valves installed upstream and downstream of first stage separator on a topside platform 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusions Case study 9.2. Erosion prevention for subsea valves 1 Introduction 2 Aim and objectives 3 Importance and contributions 4 Audience 5 Case study 6 Expected results and deliverables 7 Conclusion Further reading Index 287 287 287 291 292 292 293 300 300 302 302 303 304 304 304 305 306 308 309 xi CASE STUDIES OF MATERIAL CORROSION PREVENTION FOR OIL AND GAS VALVES KARAN SOTOODEH Gulf Professional Publishing is an imprint of Elsevier 50 Hampshire Street, 5th Floor, Cambridge, MA 02139, United States The Boulevard, Langford Lane, Kidlington, Oxford, OX5 1GB, United Kingdom Copyright © 2022 Elsevier Inc. All rights reserved. No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, recording, or any information storage and retrieval system, without permission in writing from the publisher. Details on how to seek permission, further information about the Publisher’s permissions policies and our arrangements with organizations such as the Copyright Clearance Center and the Copyright Licensing Agency, can be found at our website: www.elsevier.com/permissions. This book and the individual contributions contained in it are protected under copyright by the Publisher (other than as may be noted herein). Notices Knowledge and best practice in this field are constantly changing. As new research and experience broaden our understanding, changes in research methods, professional practices, or medical treatment may become necessary. Practitioners and researchers must always rely on their own experience and knowledge in evaluating and using any information, methods, compounds, or experiments described herein. In using such information or methods they should be mindful of their own safety and the safety of others, including parties for whom they have a professional responsibility. To the fullest extent of the law, neither the Publisher nor the authors, contributors, or editors, assume any liability for any injury and/or damage to persons or property as a matter of products liability, negligence or otherwise, or from any use or operation of any methods, products, instructions, or ideas contained in the material herein. ISBN: 978-0-323-95474-7 For information on all Gulf Professional publications visit our website at https://www.elsevier.com/books-and-journals Publisher: Charlotte Cockle Senior Acquisition Editor: Katie Hammon Senior Editorial Project Manager: Joshua Mearns Senior Production Project Manager: Surya Narayanan Jayachandran Senior Cover Designer: Christian J. Bilbow Typeset by STRAIVE, India CHAPTER 1 External topside offshore corrosion Case study 1.1. Valve gear box material selection and corrosion prevention in topside offshore oil and gas industry 1. Introduction 1.1 Offshore external corrosion Corrosion is defined as the gradual destruction of materials (mainly metals) by chemicals and/or chemical reactions with the surrounding environment. It can occur at any time and any point during petroleum and gas processing. External corrosion mechanisms are largely dictated by the environment in which the asset (i.e., industrial valves) is installed. Corrosive external environments can be categorized into offshore, underground, and underinsulation environments. Buried piping and pipelines as well as connected valves are exposed to external corrosion because of soil, humidity, and moisture due to rainfall or other reasons. Specifically, they can suffer various types of corrosion including uniform corrosion, pitting, and erosion. However, this study does not cover buried piping and valves and associated corrosion. Corrosion under insulation (CUI) is a type of localized corrosion that occurs at specific areas located under insulation. Valves are insulated for various reasons like maintaining the fluid temperature and preventing its exchange with the environment or for ensuring the safety of personnel. In fact, valves should be insulated to prevent or minimize heat or cold loss for providing energy efficiency. In addition, at high operating temperature (e.g., >70°C), doing so protects the personnel from possible contact with the hot piping and valve. Finally, isolation sometimes provides fire or acoustic protection. Offshore external corrosion is divided into four zones—topside or atmospheric, splash, tidal, and sea water—as illustrated in Fig. 1.1. The atmospheric zone is a corrosive area that can cause 0.076–0.20 mm of corrosion per year in unprotected steel. The industrial valves reviewed in this case study are all located in the atmospheric or topside zone. External corrosion in the topside offshore zone is mainly caused by the presence of chloride and moisture in the environment. The other contributor is ultraviolet (UV) light. One important parameter affecting external corrosion in the topside is the operating temperature; specifically, increasing the operating temperature increases the risk of external corrosion. Other parameters that affect offshore and sea water corrosion are the chloride content, oxygen concentration, presence of biological organisms, etc. The corrosion in splash and tidal zones is higher than that in the topside zone because steels located in these two zones are frequently above and under the waves, with the result that the corrosion Case Studies of Material Corrosion Prevention for Oil and Gas Valves https://doi.org/10.1016/B978-0-323-95474-7.00001-9 Copyright © 2022 Elsevier Inc. All rights reserved. 1 2 Case studies of material corrosion prevention for oil and gas valves Fig. 1.1 Offshore zones. (Courtesy: Shutterstock.) and erosion effects combine. Steel structures are the main components located in the splash and tidal zones, and their estimated corrosion rate is 0.20–0.50 mm per year. Because no industrial valve is located in the splash and tidal zones, these two areas are not covered in this book. The corrosion rate in the splash zone is increased by the mixture of corrosion and erosion from the seawater, UV light, and debris and ice in some cases. In the seawater or immersion zone, which is always underwater, the corrosion rate is close to that in the atmospheric zone and lower than that in the splash zone. Some industrial valves are installed in a subsea environment and are exposed to corrosion, as discussed in Chapter 2. 1.2 Means of valve operation Valve operation can be done either manually or by an actuator. Manual valves are manually opened by operators, whereas actuated valves are automatically operated with an actuator. An actuator is a mechanical or electrical device or component installed on a valve to automatically operate it. Actuators typically work with electricity, hydraulic fluid, or air, with electric, hydraulic, or pneumatic power, respectively, being converted into mechanical force to operate the valve. Manually operated valves have either a lever or handwheel. Lever-operated valves typically require less force for operation. By contrast, handwheel-operated valves could be larger and/or of high-pressure-class valves, and they require more force for operation. Fig. 1.2 illustrates a small-sized lever and low-pressure-class ball valve on the top and a larger high-pressure-class ball valve with handwheel plus gear box operation on the bottom. In many cases, with handwheel-operated manual valves, the operator’s manual External topside offshore corrosion Lever Ball valve Handwheel Gear box Ball valve Fig. 1.2 Ball valves operated with a lever and a handwheel plus gear box. (Photo by author.) effort to rotate the handwheel is insufficient to operate the manual valve between the open and closed positions or vice versa. Thus, handwheel-operated valves are commonly equipped with a gear box to facilitate valve operation. This is a simple and cheap valve operation method in which gears are used to increase the force and efficiency produced by the operator moving the handwheel. The gears inside the gear box are wheels with teeth that slot together. Assume that a gear box contains two gears, as illustrated in Fig. 1.3. The first one on the left side, the “driving” gear, is smaller and has 20 teeth. The second one on the right side, the “driven” gear, is larger and has 40 teeth. In this case, the gear box increases the input force applied by the operator through the handwheel, because the driven gear has a larger number of teeth. The amount of increase depends on the gear ratio calculated as follows: Eq. 1.1. Gear ratio calculation. Gear ratio ¼ Number of teeth on driven gear Number of teeth on driving gear (1.1) 3 4 Case studies of material corrosion prevention for oil and gas valves 40 Teeth 20 Teeth A B Fig. 1.3 Gears in a valve gear box to facilitate valve operation. (Photo by author.) Thus, the gear ratio in this case is equal to two. It means that if the operator manually applies 500 N force on a handwheel, the gear box will increase the force to 1000 N. This chapter explains that cast iron or carbon steel gear boxes are used for manual valves on ships or platforms in the topside zone, where they are exposed to severe corrosion even if they are coated. A coating can be applied on the external metal surface to prevent external offshore corrosion in both topside and subsea zones. 2. Aim and objective This case study aims to prevent the external corrosion of gear boxes of manual valves in the atmospheric or topside zone by selecting a proper material. Toward this end, the following research objectives must be achieved: 1. Explain the case in which cast iron or carbon steel gear boxes with a zinc-rich epoxy coating have been selected for industrial valves in the topside and associated corrosion problems. 2. Evaluate possible reasons of corrosion in gear boxes of manual valves. 3. Propose a suitable solution for the material selection of the gear box of manual valves to prevent external corrosion. The main case study question is how to select the gear box material and coating for manually operated valves to prevent external offshore corrosion. 3. Importance This study applies material and corrosion engineering to control and stop the external corrosion of the gear boxes of valves in the offshore topside environment. The importance of this research based on the above explanations can be summarized as follows: External topside offshore corrosion - Prevent material and corrosion failure of gear boxes for industrial valves located on topside platforms or ships. - Prevent failure of gear boxes of manual valves due to corrosion during operation that results in improved safety and reliability of valves and prevents costly valve gear box failure to reduce the operational cost (OPEX). - Prevent negative and undesirable events due to gear box failure like loss of asset and loss of control on valve operation. 4. Audiences This case study could be of interest to engineers engaged in materials and corrosion, piping and valves, and safety and reliability engineering. Further, it could be of interest to students engaged in materials, mechanical, or oil and gas and petroleum engineering. 5. Case study Cast iron or carbon steel gear boxes are commonly used for manual valves. Cast iron is a group of iron and carbon alloys containing more than 2% carbon, whereas carbon steel is an iron and carbon alloy containing less than 2% carbon. Increasing the carbon content in iron and carbon alloys increases the mechanical strength and hardness. However, it also reduces the weldability and increases the brittleness and cracking possibility. Carbon steel and cast iron are both noncorrosion-resistant alloys (CRAs) that can be corroded easily after a short period of time (e.g., a couple of months) in the corrosive offshore environment. Thus, in the Norwegian offshore industry, a coating was commonly applied to carbon steel and cast-iron gear boxes. However, many carbon steel/cast iron gear boxes suffered general offshore external corrosion even when they were coated for external corrosion protection. In many cases, the coating came off from the gear box, and then, the gear box started corroding as a result of its exposure to the offshore environment, as illustrated in Fig. 1.4. Gear box Fig. 1.4 Cast iron gear box corrosion and zinc epoxy coating peeling off. (Photo by author.) 5 6 Case studies of material corrosion prevention for oil and gas valves It was not exactly clear why a lack of adhesion occurred in many cases between the zinc epoxy coating and the cast iron gear box. One cause could be the roughness of cast iron. Roughness is an important parameter in the adhesion of a coating to a metal surface. A study showed that the microstructure of cast iron can affect the adhesion of the epoxy coating, with the surface roughness being the most important characteristic. This study demonstrated that well-polished cast iron surfaces provide the best adhesion to the coating. Zinc epoxy failure could be caused by a poor-quality coating in terms of the primer or coating formulation. Because of the large number of coated cast iron and carbon steel gear box failures, the gear box material was upgraded to a CRA like stainless steel SS316, as illustrated in Fig. 1.5. Stainless steel is a steel alloy with at least 10.5%–11% but at most 30% chromium by mass. The corrosion resistance of stainless steel increases with the chromium content. Notably, although SS316 is a CRA, it can be corroded easily in the offshore environment under certain conditions that are not applicable in this case. This section explains why SS316 gear boxes are not at risk of corrosion in this case study. The first important condition for external corrosion of SS316 is that it is exposed to a temperature above 60°C. NORSOK M-001, the material selection standard in the Norwegian offshore oil and gas industry, does not allow the use of SS316 at operating temperatures above 60°C. Further, a coating need not be applied to SS316 in the offshore topside Fig. 1.5 Stainless steel 316 gear box for a manually operated valve. (Photo by author.) External topside offshore corrosion environment as long as it is used at operating temperatures below 60°C. In this case study, many valves with a gear box can deliver a fluid at operating temperatures above 60°C; however, it is important to note that the gear box is not exposed to this high-temperature fluid. In fact, the gear box is only exposed to the offshore atmospheric temperature; it could be as low as 0°C in the winter and as high as 25–30°C in the summer. Therefore, the gear box temperature never exceeds the 60°C limit. In other words, using SS316 for the gear box of valves in offshore environments does not bring the risk of external offshore corrosion like pitting. Apart from pitting, another offshore corrosion mechanism is chloride stress cracking corrosion (CLSCC). It is caused by a combination of a corrosive chloride environment and the application of stress. The stress could be either applied or residual. Residual stresses are mainly those stresses that remain in the material after welding. The gear box of the valve is not a stress- or pressure-containing component. In valves, pressure- or stress-containing components (e.g., body, bonnet, and bolting) are those whose failure to function leads to the release of internal fluid to the atmosphere. The gear box does not contain any fluid inside and is therefore not considered a pressure- or stress-containing part. The gear box is only filled with grease for internal lubrication of the gears. In addition, valve gear boxes are made of a cast material without any welding and are therefore not exposed to residual stress. Overall, valve gear boxes made of SS316 are not exposed to any critical stresses that, in combination with the corrosive chloride environment, could cause stress cracking. The second important consideration is why SS316 has been selected for the gear box of the valve. Various austenitic stainless steel grades like SS304, SS316, SS321, and SS347 are currently available. These austenitic stainless steels, of the 300 series, have a facecentered cubic iron or steel alloy structure. The abovementioned grades contain approximately 18% chromium and 8% nickel. Adding nickel to stainless steels confers an austenitic structure as well as other properties like formability, ductility, weldability, toughness, and high-temperature properties. SS316 can provide the highest degree of corrosion resistance against the chloride and offshore environment. Its resistance against chloride corrosion can be evaluated by calculating the pitting resistance equivalent number (PREN), which depends on the chromium, molybdenum, and nitrogen contents, and it is calculated as follows: Eq. 1.2. PREN calculation. PREN ¼ Chromium ðCrÞ + 3:3 Molybdenum ðMoÞ + 16 Nitrogen ðNÞ (1.2) The chromium and nitrogen contents in all four abovementioned grades are almost the same. However, unlike the other grades, SS316 contains 2%–3% molybdenum that confers increased pitting and chloride corrosion resistance. SS304, SS321, and SS347 7 8 Case studies of material corrosion prevention for oil and gas valves typically have PREN values of 18–20, whereas SS316 has PREN values of 22.6–27.9. For example, by using Eq. (1.2), the PREN value of SS304 containing 18%–20% chromium without any molybdenum and nitrogen is calculated as 18–20. SS316 is the only austenitic stainless steel usable for some valve parts like the gear box in the Norwegian offshore industry owing to its higher PREN and chloride resistance compared to SS304, SS321, and SS347. However, SS317 affords a higher PREN of 27.9–33.2 owing to its higher molybdenum content of 3%–4%, but it is not popular in the Norwegian offshore industry. Many piping and valves in the Norwegian offshore industry are made of 22Cr duplex that provides a higher PREN and chloride corrosion resistance in offshore environments. However, using a 22Cr duplex gear box is not recommended for topside offshore valves for economic reasons. The external corrosion resistance of SS316 gear boxes is sufficient; therefore, it need not be replaced with a more expensive 22Cr duplex gear box. 6. Expected results and deliverables The expected result is to upgrade the gear box material of manual valves from painted cast iron/carbon steel to stainless steel SS316 to prevent external corrosion like general, pitting, and chloride stress cracking corrosion. SS316 is more expensive than coated carbon steel and cast iron. However, it does not require a coating, thus reducing the coating cost. 7. Conclusions Cast iron/carbon steel and zinc-epoxy-coated gear boxes of manual valves have often failed in the topside section of offshore projects. This is because the zinc epoxy coating flakes off the cast iron/carbon steel gear box, thus exposing the uncoated gear box to corrosion in the offshore environment. The reason for coating failure remains unclear; it may be caused by poor coating adhesion to the cast iron metal surface because of the roughness of the cast iron or a poor coating formulation. The proposed solution is to use SS316 gear boxes for manual valves to prevent the risk of corrosion and failure. SS316 affords higher pitting and chloride corrosion resistance in comparison to other austenitic stainless steels grades except for SS317. The gear box is not a pressure-containing part, and its temperature is always below 60°C; therefore, it is not at risk of external offshore corrosion if it is made of SS316. Further, SS316 does not require any coating, thereby reducing the cost and delivery time. Although 22Cr duplex provides higher chloride and pitting corrosion resistance compared to SS316; its use is not recommended because it is more expensive. External topside offshore corrosion Case study 1.2. Minimizing usage of low-alloy steel bolts and carbon steel nuts for valves in topside offshore oil and gas industry through selection of suitable bolting material 1. Introduction Bolting refers to bolts and nuts. They play an important role in industrial valves. Bolts and nuts are mainly used to connect and fasten valve parts together, such as pressurecontaining body and bonnet parts. Fig. 1.6 illustrates a ball valve highlighting the bolts and nuts used to connect valve body pieces together. In fact, the body of the ball valve in Fig. 1.6 includes three parts or pieces, two end connections (i.e., closure), and the middle part (i.e., valve body). Closures are connected to the body in the middle from both sides by bolts and nuts. Fig. 1.7 illustrates a through conduit gate valve highlighting the bolts and nuts used to connect the valve body and bonnet. The highlighted bolts in both Figs. 1.6 and 1.7 are known as pressure-containing bolts because they connect the pressurecontaining parts of the valves, such as the body and bonnet. Two important points should be noted here. First, a valve pressure-containing part is defined as a part whose failure to function as intended results in the release of contained fluid into the environment; at a minimum, it contains body pieces, a bonnet or cover, a stem, and connectors. This definition is provided in the API 6D standard for pipeline and piping valves. According to this definition, the author considers that connectors or bolts used to fasten or connect pressure-containing parts of a valve, like the body and bonnet, should be considered pressure-containing parts. Thus, pressure-containing bolts must have high mechanical strength. Further, as bolts and nuts are exposed to external corrosion in offshore environments, they should also be corrosion resistant. This case study mainly focuses on Bolng Closure #1 Closure #2 Body in middle Fig. 1.6 A three-piece ball valve highlighting the bolting used to connect body pieces. (Photo by author.) 9 10 Case studies of material corrosion prevention for oil and gas valves Bolts and nuts Body Bonnet Fig. 1.7 A through conduit gate valve highlighting bolting used to connect body and bonnet. (Photo by author.) pressure-containing bolts and connected nuts and additionally provides some suggestions for the material selection of nonpressure-containing bolting. Low-alloy steel bolts and carbon steel nuts are widely used for carbon steel body valves in different downstream sectors of the oil and gas industry, such as refineries and petrochemical plants. These sectors involve the refining of petroleum crude oil, processing and purification of natural gas, and marketing and distribution of products derived from oil and gas. Although carbon steel piping, including valves, is very common in the downstream sector, it is not popular in the upstream sector, such as topside offshore facilities, because of its low corrosion resistance. The topside sector involves extremely corrosive environments in which uncoated carbon steel can corrode externally in as little as 1 or 2 months. Fig. 1.8 illustrates carbon steel axial check valves that are coated except at a couple of areas close to the clamped end of the valve. As seen in this figure, the uncoated parts corrode easily in the offshore environment after only a couple of months. In addition, offshore facilities in the upstream sector handle extremely corrosive and untreated fluids like produced oil and gas. Therefore, CRA materials like 22Cr duplex, 25Cr super duplex, and nickel alloys such as Inconel 625 are used for topside offshore piping systems, including valves. Low-alloy steel bolts are made from chromium and molybdenum alloys compatible with AISI 4140 with quenching and tempering as heat treatments to provide high mechanical strength. In quenching, a material is heated to a suitably high temperature (e.g., 900°C) and then cooled in water or oil to fully harden it. Subsequently, tempering is performed by heating the metal to a high temperature below the melting point and then cooling it, usually in air, to improve material characteristic such as toughness and to reduce the brittleness of the metal. AISI is a material standard used to designate certain External topside offshore corrosion Uncoated areas are corroded Fig. 1.8 Carbon steel axial check valve highlighting uncoated and corroded end parts in offshore environment. (Photo by author.) standard grades of carbon and low-alloy steels through a four-digit code. The AISI coding system is not commonly used for low-alloy steel bolting. Instead, the American Society for Testing Materials (ASTM) coding is used. Materials are divided into different groups as per the ASTM standard, with iron and steel materials like low-alloy steel bolts typically starting with the letter “A.” ASTM A193 B7 bolts are a very common grade of low-alloy steel bolts. As stud bolts for providing a fastening force with nuts, ASTM A194 2H medium carbon steel nuts with quenching and tempering heat treatments are used in combination with ASTM A193 B7 bolts. A193 B7M is another important type of low-alloy steel bolt that has an identical chemical composition and similar heat treatment but lower mechanical strength and hardness compared with grade B7 bolts. B7M bolting is commonly used for carbon steel piping and valves in sour service or hydrogen sulfide (H2S)-containing service. Reducing the material hardness is one of the strategies to prevent sour corrosion caused by H2S. Therefore, B7M bolts are popular for sour services in the oil and gas industry. ASTM A194 2HM nuts are compatible with B7M bolts. 2HM nuts have identical chemical composition and heat treatment but lower mechanical strength and hardness compared with 2H nuts. Carbon steel materials cannot be used for design temperatures below 29°C as per the ASME B31.3 process piping code and NORSOK M-001 material selection standard. Instead, low-temperature carbon steel (LTCS) can be used for a design temperature as low as 46°C according to the abovementioned code and standard. Some grades of LTCS contain added nickel for better toughness, enabling them to withstand even lower temperatures compared with standard LTCS. B7 and B7M bolts and 2H and 2HM nuts are incompatible with LTCS piping and valves. The proposed bolt and nut materials for LTCS body valves are A320 L7 for bolts and A194 Gr.4 or 7 for nuts. A320 L7 bolts are chromium and molybdenum low-alloy steel bolts like A193 B7 and B7M bolts; a Charpy 11 12 Case studies of material corrosion prevention for oil and gas valves impact test indicates that they are suitable for use at a minimum temperature of 46°C, which is performed on these bolts. A194 Gr.4 or 7 nuts are also carbon steel nuts like 2H and 2HM bolts; a Charpy impact test indicates that they are also suitable for use at a minimum temperature of 46°C. A320 L7 bolts have a size limitation of 2½00 . Therefore, A320 L43 is a suitable bolt material grade for a size over 2½00 for LTCS piping and valve body materials. A Charpy impact test or Charpy V-notch test is performed on different materials such as LTCSs to measure their impact strength and the impact energy absorbed by them during fracturing. This absorbed energy reflects the notch toughness of the material. In materials science and mechanics, a notch refers to a V-shaped defect that is deliberately induced in a component during a Charpy impact test to cause a stress concentration from which a fracture can initiate. Fig. 1.9 shows a metal bar-shaped specimen with a V-notch and the manner in which the Charpy impact test is performed on it. A Charpy V-notch impact test is performed according to the ASTM A370 standard for the mechanical testing of steel products. The test specimen has dimensions of 10 mm 10 mm 55 mm. The test is a dynamic one in which the notched specimen is struck and broken by a single blow in a specially designed testing machine consisting of a swinging arm or pendulum that impacts the V-notch. The load of the arm or pendulum fractures the sample along the V-notch plane. Because the mass of the pendulum and the height to which the pendulum is raised are known, the amount of energy consumed for impacting and fracturing the specimen can be determined. Charpy machines with an energy capacity range of 300–400 J are used for impact testing of steels. The impact energy can provide an indication of the toughness, specifically, V-notch toughness, of a material. The relationship Scale Starting position End of swing Hammer Specimen Anvil Fig. 1.9 V-notched metallic specimen and Charpy impact test. External topside offshore corrosion between the impact energy and the material toughness remains a key issue. The tougher the material, the higher is the impact energy of the swinging pendulum that is absorbed by the material to be broken. Bolt and nut threads are in friction with each other during tightening or untightening. The friction between the bolt and nut threads causes wear and galling between them. Galling is a type of wear caused by adhesion between sliding surfaces. There are different solutions to prevent this problem. Lubricating bolts and nuts as well as coating them can reduce galling and wear. In addition, some hardness difference between the bolts and nuts can mitigate the risk. A hot-dip galvanized (HDG) coating is popularly applied to low-alloy steel bolts and carbon steel nuts to reduce wear and galling. In addition, HDG can provide some protection for bolts and nuts against external corrosion. HDG is a form of galvanizing in which iron and steel are coated with molten zinc. In this process, fasteners are dipped into a hot zinc bath. HDG bolts should be used with HDG nuts. Applying this process to bolts increases their diameter at the thread by approximately 0.05–0.15 mm. Therefore, oversized nuts should be tapped to allow the insertion of zinc-coated bolt threads. In many cases, zinc-plated nuts cannot fit a galvanized bolt if they are not oversized. Applying HDG to bolts and nuts can protect them against external corrosion to some extent. However, the HDG coating can be removed from bolts and nuts as a result of friction between them during fastening and unfastening. Fig. 1.10 illustrates a carbon steel ball valve during final inspection. This figure shows that some sections of the nuts used on the body and closure connection remain uncoated after the removal of the HDG coating. HDG coating removal is likely to occur at threaded areas in bolts. In such cases, the low-alloy steel bolts and carbon steel nuts in offshore environments will remain uncoated HDG coang removal from nuts Fig. 1.10 A carbon steel ball valve with HDG coating removal from nuts. (Photo by author.) 13 14 Case studies of material corrosion prevention for oil and gas valves Fig. 1.11 Corrosion of pressure-containing low-alloy steel bolt and carbon steel nut after HDG coating removal in offshore environment. (Courtesy: Shutterstock.) and therefore be at a high risk of corrosion. Notably, both carbon and low-alloy steels are non-CRAs. Thus, without the HDG coating, they can be easily corroded in offshore environments; therefore, their usage should be limited only to carbon steel body valves. Fig. 1.11 illustrates the external corrosion of a pressure-containing low-alloy steel bolt and carbon steel nut after HDG coating removal in an offshore environment. A previous study noted that a zinc coating on low-alloy steel decreases the resistance of low-alloy steel to stress cracking corrosion in a chloride-containing environment. In fact, hot-dip galvanizing reduces the critical stress intensity for the fracture of low-alloy steel bolts. Liquid zinc metal embrittlement could be caused by the contact of a stainless steel valve body (e.g., duplex, super duplex, or austenitic stainless steel 316) with galvanized fasteners. Then, the corrosion mechanism of stainless steel owing to zinc attack must be clarified. First, contact between zinc and a stainless steel surface must occur for the initiation of zinc attack. After contact, zinc diffuses into stainless steel and stainless steel dissolves into zinc. When zinc diffuses into stainless steel, nickel inside the stainless steel reacts with the zinc to form nickel-zinc intermetallic compounds. This leads to the removal and depletion of nickel, thereby changing the microstructure of stainless steel from austenitic to ferritic. Nickel removal causes internal stresses and cracking in stainless steel. In fact, contact between zinc and stainless steel can cause corrosion of stainless steel under the following conditions: - Existence and application of stress on stainless steel: Stainless steel body valves are pressurecontaining or -retaining parts that are always under constant pressure owing to the internal fluid moving through the valve. - High temperature above 420°C: The melting point of zinc is approximately 420°C; below this temperature, zinc is solid and reacts very slowly with stainless steel. Therefore, no embrittlement and cracking of stainless steel can occur because of the solidsolid reaction. A temperature as high as 420°C is not typical in offshore applications because the valve operating temperature rarely exceeds 200°C. External topside offshore corrosion Thus, the contact of HDG low-alloy steel bolts and carbon steel nuts cannot cause zinc embrittlement corrosion of stainless steel the valve bodies as long as the operating temperature is below 420°C. This is almost always the case in the topside offshore industry. Notably, molten zinc embrittlement can cause significant corrosion at temperatures above 750°C. 2. Aim and objective This case study aims to prevent the corrosion failure of the bolts and nuts of valves by minimizing the use of pressure-containing low-alloy steel bolting and carbon steel nuts, especially for the valves made of CRAs and exotic materials. Toward this end, the following objectives must be achieved: 1. Explain the case of the Norwegian offshore industry in which pressure-containing low-alloy steel bolts and carbon steel nuts with HDG coating have been used for valves made of various materials with negative consequences. 2. Explain the corrosion problem associated with bolts and nuts. 3. Propose a suitable bolting material selection for exotic valve bodies to prevent corrosion failure. Notably, the proposed material selection should include both pressureand nonpressure-containing bolts for the valves. The basis for selecting the bolting material for an exotic valve body to prevent bolt and nut failure because of corrosion must be clarified. Further, an approach is needed for minimizing the use of pressure-containing low-alloy steel bolts and carbon steel nuts for industrial valves in the topside offshore oil and gas industry. Finally, the material selection for nonpressure-containing bolts must be clarified. 3. Importance Corrosion is a very undesirable and costly phenomenon in the oil and gas industry, especially in harsh and corrosive offshore environments. Thus, it is important to prevent the corrosion of valve bolting on offshore ships or platforms. The benefits of corrosion prevention through different approaches like material selection are not limited to reducing the operation cost or OPEX. Such corrosion prevention also prevents the loss of asset and production. Valve bolting failure makes a valve useless and unreliable for operation, thus usually necessitating its replacement. Valve maintenance can cause stoppage of production, resulting in loss of production and money. In addition, corrosion of valve bolts can jeopardize the structural integrity of valves. This study focuses on pressure-containing bolts used to connect valve body pieces or bodies and bonnets. The corrosion of such bolts can lead to the emission or fugitive emission of internal fluids to the environment. Fugitive emission is defined as an unintentional and undesirable emission, leakage, or discharge of gases or vapors from pressure-containing equipment or facilities and from 15 16 Case studies of material corrosion prevention for oil and gas valves components inside an industrial plant such as valves, piping flanges, pumps, storage tanks, and compressors. Fugitive emission is also known as leak or leakage. Some valves can be used in critical services with toxic and flammable fluids. The leakage of flammable fluids from valves can cause fire and explosion and risk the health and safety of onsite personnel. The leakage of toxic fluids has negative impacts on health, safety, and environment (HSE). Therefore, the importance of this study can be summarized as follows: - Prevent costly corrosion of industrial valves and reduce OPEX - Prevent loss of production through plant shutdown - Maintain HSE - Prevent loss of valuable assets such as industrial valves made of exotic materials - Prevent fines and loss of reputation for operators because of fugitive emissions 4. Audiences This case study should be of interest to engineers engaged in material and corrosion, piping and valve, and safety and reliability engineering. Further, it should be of interest to students engaged in mechanical, or oil and gas and petroleum engineering. 5. Case study (challenges/solutions) The Norwegian offshore industry used pressure-containing low-alloy steel bolts and carbon steel nuts with HDG coating for all types of valves made of various exotic body materials like duplex, super duplex, 6MO, and titanium. Fig. 1.12 illustrates modular ASTM A182 F51 22Cr duplex valves including two ball valves and a needle valve with galvanized A193B7 bolts and A194 2H nuts. Such bolts and nuts can be corroded easily, and they will have a worse impact if they are installed on an exotic valve body. Many expensive valves would need to be replaced in case of bolting failure. The replacement of a duplex or super duplex body valve because of bolting failure is much more costly and undesirable compared to the replacement of a carbon steel body valve. Although some exotic valves may be coated and an additional coating could cover the HDG fasteners, even coated HDG bolts are likely not a good solution. Challenges like surface preparation of bolt for coating application and possibility of coating failure remain. Suitable bolting material for CRA valve bodies must be determined. As noted above, the same CRA material should be selected for pressurecontaining bolts and nuts as well as the valve body in many cases. The first type of piping and exotic valve body material is SS316. In this case, the bolts and nuts should also be made of SS316. ASTM A193 covers both alloy and stainless-steel bolts. ASTM A194 covers stainless steel and carbon steel nuts. The SS316 bolts and nuts suitable for this application are A193 B8M bolts and A194 8M/8MA nuts. A193 B8M bolts could be of class 1 or 2 (CL1 or CL2, respectively) depending on the relevant ASTM External topside offshore corrosion HDG lowalloy steel bolts and carbon steel nuts Fig. 1.12 Modular 22Cr duplex valve with galvanized pressure-containing low-alloy steel bolts and carbon steel nuts. (Photo by author.) standard. The main difference between CL1 and CL2 bolts is that the latter have higher mechanical strength and hardness than the former. A193 B8M CL1 has a tensile strength of 75 kilopound per square inch (ksi), yield strength of 30 ksi, and hardness of 223 HB (Brinell hardness), and A193 B8M CL2 has a tensile strength of 110 ksi, yield strength of 95 ksi, and hardness of 321 HB. Bolts with yield strength of up to 30 ksi are categorized as low-strength bolts. The ASME B31.3 process piping code allows low-strength bolts to be used only for low-pressure-class piping and valves (pressure class of 300, i.e., pressure nominal (PN) of 50 bar). Thus, A193B8M CL1 bolts can only be used for SS316 valves bodies with a maximum pressure class of 300 (i.e., PN of 50 bar). A193B8M CL2 is suitable for valves with pressure class of 600 (i.e., PN of 100) and higher. However, the present author has noted that A193B8M CL2 is standardized for all SS316 valve body materials of even low pressure classes in many projects. Super duplex bolts have high mechanical strength and are recommended for both 22Cr duplex and 25Cr super duplex valve bodies. Super duplex bolts and nuts have the same ASTM standard, and both should be made as per ASTM A1082 S32760 requirements. ASTM A1082 is a standard specification for high-strength duplex and super duplex bolting for special purpose applications like pressure vessels including industrial valves. Many duplex and super duplex bolts are subjected to precipitation hardening heat treatment to achieve very high mechanical strength. For example, super duplex fasteners as per ASTM A1082 S32760 requirements have tensile strength of approximately 116 ksi and yield strength of 80 ksi. The hardness of super duplex bolts is normally a maximum of 17 18 Case studies of material corrosion prevention for oil and gas valves 290 HB. Precipitation hardening (also called age hardening or particle hardening) is a heat-treatment technique in which extremely tiny particles (also called precipitates) made of like aluminum or copper (called the second phase) are uniformly spread in the original material to increase its strength and hardness. One challenge is that uncoated super duplex cannot be used at operating temperatures above 110°C in offshore environments because of the risk of external corrosion like pitting. As noted above, the risk of pitting and chloride corrosion normally increases with the temperature. In the offshore industry, a coating is commonly applied to CRA materials like super duplex if they are used at operating temperatures above their limits. Therefore, super duplex body valves at operating temperatures above 110°C should be coated with a coating system such as thermal spray aluminum. Although coating super duplex bolts, nuts, and valves is one solution in such cases, an alternative approach was adopted in some recent Norwegian projects to upgrade the bolting materials from super duplex to Inconel 625 for operating temperatures above 110°C. Inconel 625 bolts and nuts are covered by ASTM F468 UNS 06625 and ASTM F467 UNS 06625, respectively. Super duplex bolts are used for 22Cr duplex valve bodies. 22Cr duplex valve bodies are typically coated if they are used at operating temperatures above 100°C. Again, if the operating temperature of a 22Cr duplex valve body exceeds 100°C, one solution is to upgrade the pressure-containing bolts and nuts to Inconel 625. Inconel 718 bolts and nuts have high mechanical strength and may be considered as an alternative to Inconel 625 bolts and nuts. However, it should be noted that Inconel 718 has lower corrosion resistance than Inconel 625 in offshore environments. 6 Molybdenum (6MO) (UNS S31254) is a super austenitic material that can be used at design temperatures as low as 196°C (same as austenitic stainless steel). 6MO is very commonly used in the Norwegian offshore industry for the piping and valves in flare systems. The fluid temperature can go below 46°C in flare systems; therefore, carbon steel, LTCS, duplex, and super duplex cannot be used. Some nickel-containing grades of LTCS can be used at temperatures as low as 101°C; however, they do not provide good internal and external corrosion resistance in offshore environments. Thus, even LTCS grades with higher nickel contents (2%–3%) are not proposed in this case. 6MO valves in the flare system are also considered with Inconel 625 pressure-containing bolts and nuts. 6MO fasteners do exist in the market; however, they cannot be considered for 6MO body valves as a cheaper alternative to Inconel 625. Again, Inconel 718 bolts and nuts can be considered as an alternative to Inconel 625. Titanium is one of the most expensive alloys in the offshore industry; it is more expensive than duplex, super duplex, 6MO, and Inconel 625. It can be used for corrosive sea water services containing oxygen and having operating temperatures above 20°C. Notably, sea water could be noncorrosive if it is oxygen free and/or its maximum temperature is 20°C. It is possible to use even carbon steel or duplex or super duplex for noncorrosive sea water services. The temperature of sea water can exceed 20°C in some cases when it is used in heat exchangers as a cooling medium, in which case heat is transferred from the other medium to the sea water to increase its temperature. Many butterfly External topside offshore corrosion Fig. 1.13 A 2800 CL150 titanium butterfly valve for sea water piping. (Photo by author.) valves with sizes of 400 and larger and ball valves with sizes less than 400 in the Norwegian offshore industry are made of titanium. Fig. 1.13 illustrates a 2800 CL150 (PN ¼ 20 bar) titanium butterfly valve equipped with an electrical actuator that is handled using its lifting lugs after performing a pressure test. The butterfly valve is used for a piping system with sea water. There are two common grades of titanium: grades 2 and 5. Titanium grade 2 has very high corrosion resistance and low weight but much lower mechanical strength compared to titanium grade 5. Titanium grade 5 in aluminum and vanadium alloys provides high mechanical strength, high corrosion resistance, and low weights. Chapter 7 and Case study 7.1 provide more information about titanium valves. The applicable ASTM standard for titanium bolts and nuts is A468 Gr. Ti 5 and A467 Gr. Ti 5, respectively. Titanium grade 5 is proposed for pressure-containing bolts for titanium body valves because they require high mechanical strength. Although titanium provides outstanding corrosion resistance against sea water, it is very expensive and can increase the capital expenditure (CAPEX) significantly. Nickel aluminum bronze (NAB) can be used for sea water applications for industrial valves with much lower cost compared to titanium. Although NAB cannot provide high corrosion resistance like titanium against sea water, it can still be used for sea water services. ASTM B148 UNS C95800 is a very common grade for NAB valve bodies. But the common NAB bolting grade is UNS C63000. The proposed standards for NAB bolts and nuts 19 20 Case studies of material corrosion prevention for oil and gas valves are ASTM F468 UNS C63000 and ASTM F467 UNS C63000, respectively. UNS C63000 NAB is a high-strength alloy that provides excellent toughness and resistance to corrosion, friction, and wear. Fig. 1.14 illustrates a NAB butterfly valve for sea water piping service. This section provides some information about nonpressure-containing bolts for industrial valves in the topside offshore oil and gas industry. Nonpressure-containing bolts do not bear any pressure, and their failure to function does not lead to leakage of the valve’s internal fluid to the environment. Thus, nonpressure-containing bolts are less important and critical than pressure-containing bolts. Gland bolting in a wedge gate and globe valves are considered nonpressure-containing bolting, as illustrated in Fig. 1.15. Another example of nonpressure-containing bolts is where the top flange of a valve is connected to a gear box, as illustrated in Fig. 1.16. In addition, flange connections may be installed on the body cavities of ball and through conduit gate valves to connect the body cavity to a piping system. In ball and through conduit gate valves, the cavity (see Fig. 1.17) refers to an area located between the body and the ball or gate (closure members of gate valves) that can be filled in with the valve’s internal fluid during operation and be pressurized. The pressure in the cavity should be controlled and released Fig. 1.14 A NAB butterfly valve for sea water service. (Photo by author.) External topside offshore corrosion Gland bolts and nuts (non-pressure-containing) Body and bonnet bolts and nuts (pressure-containing) Fig. 1.15 A wedge gate valve including pressure- and nonpressure-containing bolting. (Photo by author.) Top flange and gear box bolng (non-pressure-containing) Body pieces bolng (pressure-containing) Fig. 1.16 A ball valve highlighting body pieces and top flange and gear box bolting. (Photo by author.) as cavity overpressurizing can damage the body and valve internals. The valve cavity could be blinded with a plug or a flange. Flange connections are typically blinded with a blind flange. The bolting used for the connection of a blind flange to a cavity flange can be considered a nonpressure-containing bolt. Another example of nonpressurecontaining bolts are those used to connect a top flange or cover to the valve body, as illustrated in Fig. 1.18. 21 22 Case studies of material corrosion prevention for oil and gas valves Ball valve body cavity Fig. 1.17 A ball valve highlighting its body cavity. (Photo by author.) Cover bolng (non-pressure-containing) Fig. 1.18 Nonpressure-containing bolts for connection of the top cover of a ball valve to the main body. (Photo by author.) External topside offshore corrosion Low-alloy steel bolts and carbon steel nuts with HDG coating can generally be selected as nonpressure-containing fasteners. However, applying HDG coating to small bolts could be a challenge for bolts with a diameter of 10 mm or less; instead, SS316 as a minimum should be considered. SS316 bolts and nuts are acceptable for small-sized bolts (diameter: 10 mm) provided that the operating temperature does not exceed 60°C. If the operating temperature exceeds 60°C, nickel alloy bolts made of Inconel 625 are proposed for small-sized bolts (diameter: 10 mm). In one offshore project, a valve supplier offered ASTM A453 Gr.660 nickel alloy valve bolting for small-sized fasteners with a maximum bolt diameter of 10 mm and operating temperature above 60°C. A453 Gr.660 contains approximately 25% nickel and 20% chromium, and it is considered a nickel alloy. However, there are debates about the suitability of such nickel alloy bolts and nuts for offshore environments. The present author believes that A453 Gr.660 bolts and nuts can be selected for small-sized fasteners with a maximum diameter of 10 mm and operating temperature above 60°C. 6. Expected results and deliverables Based on industrial experiences, the present author recommends that pressure-containing bolting materials should at least have the same corrosion resistance as the valve body. Thus, the use of pressure-containing low-alloy steel bolts and carbon steel nuts with HDG coating is not recommended for exotic valve body materials like 22Cr duplex, 25Cr super duplex, 6MO, Inconel 625, and titanium. This section proposes the best and most suitable bolting materials for each type of valve body material. Specifically, the bolting material grades in ASTM or AISI standards are presented below. Pressure-containing low-alloy steel bolts and carbon steel nuts with HDG coating are only allowed for carbon steel valve bodies. Nonpressure-containing bolts can always be made of low-alloy steel bolts and carbon steel nuts with HDG coating provided that the bolt diameter is larger than 10 mm. Austenitic stainless steel bolts and nuts made of SS316 are proposed for nonpressure-containing bolts and nuts diameter: 10 mm provided that the operating temperature of the valve is at most 60°C. Nickel alloy bolts and nuts are proposed for nonpressure-containing bolts with a maximum diameter of 10 mm provided that the operating temperature of the valve exceeds 60°C. Tables 1.1 and 1.2 summarize the proposed pressure-containing and nonpressurecontaining fastener materials, respectively, for various valve bodies. Nonpressurecontaining bolts are usually small in size (diameter: 10 mm). 7. Conclusions This case study mainly focused on pressure-containing bolts material selection for industrial valves located in offshore on the ships or platforms (topside). Traditionally, pressure-containing low-alloy steel bolts and carbon steel nuts with HDG coating were 23 24 Case studies of material corrosion prevention for oil and gas valves Table 1.1 Pressure-containing fastener material selection for valves. Valve body Pressure-containing bolt Pressure-containing nut Carbon steel A193 B7 + HDG (low-alloy steel) A193 B7M + HDG (low-alloy steel) A320 L7 + HDG (low-alloy steel) Bolt size maximum 2½00 A320 L43 + HDG (low-alloy steel) Bolt size larger than 2½00 A320 L7M + HDG (low-alloy steel) A193 B8M CL2 (SS316) A1082 S32760 (super duplex) A1082 S32760 (super duplex) F468 UNS 06625 (Inconel 625) F468 UNS 06625 (Inconel 625) F468 Gr. Ti5 (Titanium grade 5) F468 UNS C63000 (NAB) A194 2H + HDG (carbon steel) A194 2HM + HDG (carbon steel) A194 Gr.4 or 7 + HDG (carbon steel) Carbon steel in sour service LTCS LTCS in sour service Stainless steel 316 22Cr duplex 25 Cr super duplex 6MO Inconel 625 Titanium NAB A194 Gr.4M or 7M + HDG (carbon steel) A194 8M/8MA (SS316) ASTM A1082 S32760 (super duplex) ASTM A1082 S32760 (super duplex) F467 UNS 06625 (Inconel 625) F467 UNS 06625 (Inconel 625) F467 Gr. Ti5 (Titanium grade 5) F467 UNS C63000 (NAB) Table 1.2 Nonpressure-containing fastener material selection for valves. Valve body Nonpressure-containing bolt Nonpressure-containing nut Carbon steel Stainless steel 316 22Cr duplex 25Cr super duplex 6MO Inconel 625 Titanium NAB Bolt diameter > 10 mm A193 B7 + HDG (low-alloy steel) Bolt diameter > 10 mm A194 2H + HDG (carbon steel) Bolt diameter < 10 mm and operating temperature 60°C A193 B8M CL2 (SS316) Bolt diameter < 10 mm and operating temperature > 60°C A453 Gr.660 or Inconel 625 (Nickel alloy) Bolt diameter < 10 mm and operating temperature 60°C A193 B8M CL.2 (S316) Bolt diameter < 10 mm and operating temperature > 60°C A453 Gr.660 or Inconel 625 (Nickel alloy) External topside offshore corrosion Table 1.2 Nonpressure-containing fastener material selection for valves—cont’d Valve body Nonpressure-containing bolt Nonpressure-containing nut Carbon steel in sour service Bolt diameter > 10 mm A193 B7M + HDG (low-alloy steel) Bolt diameter < 10 mm and operating temperature 60°C A193 B8M CL2 (SS316) Bolt diameter < 10 mm and operating temperature > 60°C A453 Gr.660 or Inconel 625 (Nickel alloy) Bolt diameters > 10 mm and Bolt sizes maximum 2 ½00 A 320 L7 + HDG (low-alloy steel) Bolt diameters > 10 mm and Bolt sizes > 2 ½00 A 320 L43 + HDG (low-alloy steel) Bolt diameter < 10 mm and operating temperature 60°C A193 B8M CL2 (SS316) Bolt diameter < 10 mm and operating temperature > 60°C A453 Gr.660 or Inconel 625 (Nickel alloy) Bolt diameter > 10 mm and Bolt size maximum 2½00 A 320 L7M + HDG (low-alloy steel) Bolt diameter > 10 mm and Bolt size larger than 2½00 A 320 L43 + HDG (low-alloy steel) Bolt diameter < 10 mm and operating temperature 60°C A193 B8M CL2 (SS316) Bolt diameter < 10 mm and operating temperature > 60°C A453 Gr.660 or Inconel 625 (Nickel alloy) Bolt diameter > 10 mm A194 2HM + HDG (carbon steel) Bolt diameter < 10 mm and operating temperature 60°C A193 8MA (SS316) Bolt diameter < 10 mm and operating temperature > 60°C A453 Gr.660 or Inconel 625 (Nickel alloy) Bolt diameter > 10 mm and Bolt size maximum 2½00 A194 Gr.4 or 7 (carbon steel) Bolt diameter > 10 mm and Bolt size larger than 2½00 A194 Gr.4 or 7 + HDG (carbon steel) Bolt diameter < 10 mm and operating temperature 60°C A193 8MA (SS316) Bolt diameter < 10 mm and operating temperature > 60°C A453 Gr.660 or Inconel 625 (Nickel alloy) Bolt diameter > 10 mm and Bolt size maximum 2½00 A194 Gr.7M + HDG (Carbon steel) Bolt diameter > 10 mm & Bolt size larger than 2½00 A194 Gr.7M + HDG (carbon steel) Bolt diameter < 10 mm and operating temperature 60°C A193 8MA (SS316) Bolt diameter < 10 mm and operating temperature > 60°C A453 Gr.660 or Inconel 625 (Nickel alloy) Low temperature carbon steel Low temperature carbon steel in sour service 25 26 Case studies of material corrosion prevention for oil and gas valves used in the Norwegian offshore industry for most types of valve body materials including exotic alloys. Because of friction between the bolts and nuts during fastening and unfastening, they suffered wear and galling. Therefore, the HDG coating was removed, and the uncoated bolts and nuts could be corroded easily in the corrosive offshore environment in only a short period of time. In such cases, many valves made of exotic materials are useless, and they should be replaced in consideration of just the bolting corrosion. This case study proposes limiting the use of pressure-containing low-alloy steel bolts and carbon steel nuts for carbon steel body valves in the topside offshore oil and gas industry. The pressure-containing bolting material for topside valves should at least have the same corrosion resistance as the valve body material. In addition, pressure-containing fasteners must have high strength. This case study proposes suitable pressure- and nonpressure-containing bolting materials for various valve body materials used in the topside offshore oil and gas industry. Case study 1.3. Material selection for hub and clamp (mechanical joint) connections 1. Introduction Piping and valves can be connected using threaded, welded, and flanged connections. A flange connection has the main advantage of allowing the piping and valve connections to be disassembled for different purposes like cleaning, maintenance and repair, or inspection. Fig. 1.19 shows two mating flanges connected with bolts and nuts with a gasket Flange Nut Bolt Gasket Fig. 1.19 Flange connection. (Courtesy: Shutterstock.) External topside offshore corrosion between them for sealing. Most flanges are designed according to ASME B16.5 and ASME B16.47 requirements. ASME B16.5 covers smaller flange sizes of ½00 to 2400 and a pressure class of 150 (PN ¼ 20 bar) to 2500 (PN ¼ 420 bar). ASME B16.47 covers large flange sizes of 2600 –6000 . Saving weight and space is very important in the topside offshore oil and gas industry. All equipment, piping, and components are designed for installation in a limited space on a ship or platform. In addition, the ship or platform has limited load capacity. Thus, it is important to design and select lighter and more compact components. Piping flanges designed according to ASME standards are heavier and larger than mechanical joints and compact flanges. A mechanical joint (also called hub and clamp) includes two mating hubs, one clamp, one seal ring, four bolts, and eight nuts, as illustrated in Fig. 1.20. Fig. 1.21 shows a comparison of the dimensions of a 1200 CL2500 (PN420) standard ASME flange with a mechanical joint. The end-to-end length of the ASME flange including the bolts is 560 mm, whereas that of the mechanical joint is only 191 mm (i.e., almost one-third). The space saving owing to a mechanical joint is not only limited to the piping length. The external diameter of the mechanical joint is 654 mm, whereas that of the ASME flange is 760 mm. Further, the weight of the mechanical joint assembly Fig. 1.20 A mechanical joint (hub and clamp). 27 ∅760 Case studies of material corrosion prevention for oil and gas valves 654 28 403 191 560 Fig. 1.21 Space comparison between 1200 CL2500 ASME flange (right) and GRAYLOCK mechanical joint (left). is only 270 kg, whereas that of the flange assembly is 1660 kg (i.e., more than six times higher). This section provides a weight comparison between mechanical joints (G-LOK) and ASME flanges of CL1500 and sizes of 300 –1600 as per Table 1.3. There are three well-known brands of mechanical joints in the market: GRAYLOCK, G-LOCK, and TECKLOCK. The table shows that ASME B16.5 flange assemblies of pressure class 1500 and sizes of 300 –1600 are, on average, 2.75 times heavier than G-LOK mechanical joints. Table 1.3 Weight comparison between ASME B16.5 flange and G-LOK mechanical joint assembly for size ranges of 300 –1600 and CL1500. Size ASME B16.5 flange weight (kg) G-LOK mechanical joint assembly weight (kg) 300 50 18 400 74 24 600 175 62 800 300 100 1000 485 190 1200 730 280 1600 1370 560 Average ASME B16.5:G-LOK weight ratio ASME B16.5:G-LOK weight ratio 2.78 3.08 2.82 3 2.55 2.6 2.45 2.75 External topside offshore corrosion 2. Aim and objective This case study aims to prevent the failure of mechanical joints containing hubs, clamps, seal ring, bolts, and nuts because of factors such as corrosion and mechanical damage. The case study proposes suitable material selection for all mechanical joint components. Toward this end, the following objectives must be achieved: 1. Provide general introduction to piping connection methods. 2. Explain when and why hubs and clamps are used in offshore industry. 3. Explain material selection philosophy for mechanical joints. It is important to determine how to select the material for mechanical joints including hubs, clamps, seal rings, and bolts to prevent corrosion damage and mechanical failure. 3. Importance and contributions Piping components can be connected with welding, threaded, and flange or mechanical joint connections. Piping joint leakage is a common problem in different industries including the offshore oil and gas industry. Mechanical joints are at risk of damage owing to both internal and external corrosion and mechanical loads. Mechanical joint components like hubs, clamps, bolts, and nuts are exposed to external corrosion because of contact with offshore environments. The mechanical loads to hubs and clamps are initiated by the internal pressure of the fluid and connected piping. Theses loads could be axial, bending, or torsion loads. Most mechanical joints are used in high-pressure and corrosive fluid services. Mechanical joints, like flanges, are considered essential piping components for joining piping pieces, with the possibility of performing maintenance. The failure of mechanical joints because of corrosion or mechanical loads is a very undesirable and costly issue in the oil and gas industry, especially in offshore environments. In fact, the failure to function of mechanical joints leads to the leakage of high-pressure fluid that is often also flammable. The negative impact of leakage from mechanical joints is exacerbated if the fluid service inside the piping system is toxic (e.g., it contains H2S). The leakage of even a small concentration of H2S can kill personnel work on site. Thus, it is important to select suitable materials for mechanical joints to minimize the risk of failure and leakage owing to corrosion and/or mechanical loads and stresses. Regarding the external corrosion risk of mechanical joints, offshore environments are very corrosive because they contain chloride. Chloride can cause various types of corrosion such as crevice, pitting, and stress cracking corrosion. Thus, it is important to prevent the external corrosion of mechanical joints on offshore ships or platforms. The benefits of corrosion prevention through different approaches like material selection are not limited to reducing the OPEX. Proper design and material selection of mechanical joints to prevent their failure against corrosion and mechanical loads can prevent the leakage of flammable fluids that could otherwise cause fire and explosion. In fact, the leakage of flammable and toxic 29 30 Case studies of material corrosion prevention for oil and gas valves fluids from mechanical joints poses a great risk to both onsite personnel and the environment. Losing production owing to leakage is another negative consequence of mechanical joint failure. The importance of proper material design for mechanical joints in offshore environments is summarized as follows: - Prevent costly failure of mechanical joints because of corrosion and mechanical loads to reduce OPEX - Prevent loss of production owing to leakage from mechanical joints that results in plant shutdown - Maintain HSE - Prevent loss of valuable assets (i.e., mechanical joints) that contain exotic and expensive materials - Prevent fines and loss of reputation for the operator because of fugitive emissions and leakage 4. Audiences This case study should be of interest to engineers engaged in material and corrosion, piping and valve, and safety and reliability engineering. Further, it should be of interest to students engaged in mechanical, and oil and gas or petroleum engineering. 5. Case study (challenges/solutions) Hubs and clamps are very popular in the Norwegian offshore industry as an alternative to standard ASME flanges for high-pressure-class piping of 1500 (PN250) and 2500 (PN420) and sizes of 300 and larger. Hubs and clamps are mainly used to save weight and space. A mechanical joint consists of a couple of hubs, couple of clamps, a seal ring, bolts, and nuts. Fig. 1.22 illustrates a half section of a mechanical joint, with the fluid flow direction and five parts being indicated. Hubs are at risk of both internal and external corrosion as they are in contact with the fluid flow and corrosive offshore environment, respectively. Bolts, nuts, and clamps are only exposed to the risk of external corrosion. However, the clamps that cover the hubs and seal ring can be exposed to the internal fluid in case of mechanical joint failure and internal fluid leakage. Nonetheless, material selection for the clamps does not take into account the risk of internal fluid corrosion. The seal ring is only at risk of internal fluid corrosion. Further, all five components are exposed to mechanical loads and stresses. Table 1.4 summarizes the mechanical and corrosion risks that could contribute to the failure of each mechanical joint part. Hubs are typically made of the same material as the connected piping. The connected piping is typically welded and is exposed to the same internal fluid flow and axial, bending and torsional mechanical loads as the hubs and to the external corrosive offshore environment. 22Cr duplex and 25Cr super duplex hubs are typically selected for 22Cr duplex External topside offshore corrosion Nut Fluid flow Clamp Bolt Seal ring Fig. 1.22 A half section of a mechanical joint with fluid flow direction and five components being indicated. Table 1.4 Corrosion types and loads that contribute to failure of each mechanical joint part. Mechanical joint part Internal corrosion External corrosion Mechanical load Hubs Bolts Nuts Seal ring Clamps ✓ ✓ ✓ ✓ ✓ ✓ ✓ ✓ ✓ ✓ ✓ and 25Cr super duplex piping material, respectively. Titanium, SS316, 6MO, and NAB are not used as hub materials in the Norwegian offshore industry, because titanium and NAB are common materials in sea water services with low pressure classes like CL150 and CL300 and hubs and clamps are used for high pressure classes like CL1500 and 2500. Similarly, 6MO is used for low-pressure-class (e.g., CL150) flare piping and is not commonly used for hubs in such a low-pressure piping system. However, in rare cases, 6MO mechanical joints are used. Pressure classes of 150 and 300 are considered low-pressure-class piping in various piping codes and standards. Bolt and nut materials for mechanical joints should be selected according to the material selection for pressure-containing bolts described before in Case study 1.2. Regarding ASME flanges, the gasket located between two flanges should be made of a softer material than the connected flanges. By contrast, the seal ring is typically made of a harder material than the hub material but with the same minimum corrosion resistance as the hub material. The seal ring is always a metallic material and is fully covered with a Teflon layer. 31 32 Case studies of material corrosion prevention for oil and gas valves AISI 4140 clamp connecons with HDG coang Fig. 1.23 Large ball valve with AISI 4140 clamp connection with HDG coating at both ends. (Photo by author.) AISI 4140 is a very popular clamp material. Fig. 1.23 illustrates a ball valve that is blinded by two blind hubs and clamp connections at both ends. The clamp material is AISI 4140 with HDG coating. For HDG coating, the clamp is submerged in molten zinc, as described in the previous case study. AISI clamps with HDG coating have been used in some past projects, and the validity of this material has been proven. Unlike low-alloy steel bolts with HDG coating that suffer corrosion failure after years of operation, clamp materials made of low-alloy steel with HDG coating do not. This may be because clamp components are not subjected to the risk of wear and galling, unlike bolts that are exposed to these risks because of friction with nuts. Other types of coatings such as thermal spray aluminum (TSA) can be applied to clamp materials as an alternative to HDG coating. TSA is a robust and popular coating for offshore environments with extremely high durability and a long life time. TSA is widely used for coating valves made of carbon steel and exotic materials in the Norwegian offshore industry. 6. Expected results and deliverables This case study is expected to enable the selection of suitable materials for mechanical joints. The material selection results for the various parts of a mechanical joint are summarized below. Table 1.5 summarizes common materials for hubs in mechanical joints depending on the connected piping material. Table 1.6 shows the pressure-containing bolts and nuts used for mechanical joints are depending on the joint material. Further, Table 1.7 shows the seal ring materials depending on the hub material. External topside offshore corrosion Table 1.5 Hub material selection based on piping material. Piping material Hub material Carbon steel LTCS SS316 22 Cr duplex 25 Cr super duplex 6MO Inconel 625 NAB Titanium Carbon steel LTCS SS316a 22 Cr duplex 25 Cr super duplex 6MOa Inconel 625 NAb NAb a SS316 and 6MO hubs may be used in rare cases. Not applicable. b Table 1.6 Bolt and nut material selection depending on mechanical joint material. Mechanical joint material Pressure-containing bolt Pressure-containing nut Carbon steel A193 B7 + HDG (low-alloy steel) A193 B7M + HDG (low-alloy steel) A 320 L7 + HDG (low-alloy steel) Bolt size maximum 2½00 A 320 L43 + HDG (low-alloy steel) Bolt size larger than 2½00 A 320 L7M + HDG (low-alloy steel) A193 B8M CL.2 (SS316) A1082 S32760 (super duplex) A1082 S32760 (super duplex) F468 UNS 06625 (Inconel 625) F468 UNS 06625 (Inconel 625) A194 2H + HDG (carbon steel) A194 2HM + HDG (Carbon steel) A194 Gr.4 or 7 (carbon steel) Carbon steel in sour service LTCS LTCS in sour service SS316 22Cr duplex 25 Cr super duplex 6MO Inconel 625 A194 Gr.4M or 7M (carbon steel) A194 8M/8MA (SS316) ASTM A1082 S32760 (super duplex) ASTM A1082 S32760 (super duplex) F467 UNS 06625 (Inconel 625) F467 UNS 06625 (Inconel 625) The clamp material can be standardized to AISI 4140 low-alloy chromium and molybdenum in all cases. To prevent external corrosion of the clamp, it should be coated with HDG. Some manufacturers may propose and provide TSA coating as an alternative. In general, TSA provides better corrosion resistance than HDG but could be more costly. Thus, the clamp material is usually AISI 4140 + HDG or TSA. 33 34 Case studies of material corrosion prevention for oil and gas valves Table 1.7 Seal ring material selection depending on hub material. Hub material Seal ring material Carbon steel LTCS SS316 22Cr duplex 25Cr super duplex 6MO Inconel 625 AISI 4140a + Teflon coating AISI 4140a + Teflon coating SS316 (UNS S31600) + Teflon coating 25Cr super duplex (UNS S32760) + Teflon coating 25Cr super duplex (UNS S32760) + Teflon coating Inconel 625 (UNS N06625) + Teflon coating Inconel 625 (UNS N06625) + Teflon coating a AISI 4140 is a low-alloy steel containing mainly chromium and molybdenum as well as manganese. It has high mechanical strength (specifically, high yield and tensile strength) and high resistance against abrasion and fatigue stress. AISI 4140 is used for components that require high mechanical strength, such as bolts, seal rings, and clamps. As explained in the previous case study, this material is subjected to quenching followed by tempering as heat treatment to realize high mechanical strength. 7. Conclusions Piping pieces can be connected through welded, threaded, and flange or mechanical joint connections. Flange and mechanical joints can be dismantled by unscrewing the bolts for different purposes such as maintenance, inspection, and cleaning and are therefore used in cases where this is required. Leakage prevention from piping joints is always a concern, and it has been addressed in studies, literature, and international standards like ASME Sec. VIII Div. 01 and 2. The proper design of mechanical joints can improve their safety and reliability by preventing leakage during operation. Material selection is one important aspect of the design of components like mechanical joints. This study provides important considerations for the material selection of all five components of mechanical joints, namely, hubs, clamps, seal rings, bolts, and nuts. Material selection is performed in consideration of three important factors, namely, internal and external corrosion as well as mechanical loads. Case study 1.4. Preventing use of 17-4 PH stem material 1. Introduction 17-4 PH with UNS S17400, also known as grade 630, is a type of martensitic stainless steel with outstanding mechanical strength and hardness owing to precipitation hardening heat treatment. Precipitation hardening (also called age hardening or particle hardening) is a heat treatment technique in which extremely tiny particles (also called precipitates) of aluminum or copper (called the second phase) are uniformly spread in the original material to increase its strength and hardness. Copper is the second phase spread in 17-4 PH to realize high mechanical strength. This material is called 17-4 PH because it contains 17% External topside offshore corrosion chromium and 4% nickel. This material also contains 4% copper. Martensitic stainless steels, also known as series 400 stainless steels, can provide high hardness and mechanical strength because of the precipitation hardening heat treatment. As noted earlier, stainless steels are a group of corrosion-resistant ferrous alloys with at least 10.5%–11% but less than 30% chromium content. Martensitic stainless steels used for industrial valves in the oil and gas industry typically contain 13%–17% chromium. Depending on the type of heat treatment, 17-4 PH exhibits a yield strength of 75–125 ksi. A valve stem transfers loads from the valve operator, such as gear box or actuator, to the closure member; therefore, it is a pressure-containing or -retaining component. Valve stems should thus be made of CRAs with high mechanical strength. The mechanical strength of the valve stem is a more important factor especially when the valve is operated by a hydraulic or pneumatic actuator. 17-4 PH is a very popular stem material for carbon steel valves in onshore units like refineries and petrochemical plants because of its outstanding mechanical strength. However, 17-4 PH, like austenitic stainless steels (especially grade 304), suffers crevice, pitting, and chloride stress cracking external corrosion types in offshore environments. Thus, it cannot be used as a stem material for industrial valves in offshore environments. Fig. 1.24 illustrates rust, pitting, and chloride stress cracking corrosion of a 17-4 PH stem or shaft. The valve stem could be in contact with the fluid inside the valve; therefore, it should be resistant to both internal and external corrosion. 2. Aim and objective This study aims to select the best material for the stem of carbon steel body valves in the offshore industry to prevent corrosion and failure. Toward this end, the following objectives should be achieved: 1. Explain properties and application of 17-4 PH. 2. Explain corrosion mechanism of 17-4 PH in offshore environments. Fig. 1.24 Rust, pitting, and chloride stress cracking corrosion of a 17-4 PH shaft. (Courtesy: Shutterstock.) 35 36 Case studies of material corrosion prevention for oil and gas valves 3. Explain why 17-4 PH is unsuitable for the stem of industrial valves in offshore environments. 4. Propose a suitable alternative material for the stem of carbon steel body valves in offshore environments. The most suitable material for the stem of carbon steel valves in offshore environments needs to be determined. For identifying an alternative material, various parameters such as mechanical strength, corrosion resistance, cost, and availability of material should be considered. 3. Importance and contributions Material failure because of corrosion is a costly phenomenon. Some studies have estimated the cost of corrosion to be as high as approximately 2%–3% of the gross national product (GNP) even in developed countries. In 1949, Uhlig performed the first systematic study of the cost of corrosion and estimated that the annual direct cost of corrosion in the United States was 5.427 billion US dollars (i.e., 2.1% of GNP of USA at that time). A valve stem transfers loads from the valve operator to the valve internal, implying that its failure makes the valve inoperable. Valves with inoperable stems are useless. Consider emergency shutdown valves (ESD) that should be closed rapidly in case of any failure in the process system. For example, if the pressure exceeds the limits downstream of ESD valves, the valves should be closed quickly to prevent an overpressure scenario in the piping system. The failure of the valve to move to the closed position in case of overpressure can result in piping damage, failure, and leakage because of excessive pressure. In addition, a crack in the valve stem, especially from a lower point than stem seals, causes leakage and emission of valve internal fluids to the environment. Fugitive emissions give rise to many HSE-related consequences like fire and explosion, and environmental problems like global warming, loss of production, and loss of reputation for operator along with potential fines. Further, valve stem damage and/or malfunction imply a loss of asset and an increase in OPEX owing to the need to perform valve maintenance or replacement. Therefore, the contributions of this study are summarized as follows: - Minimize cost of corrosion and operation cost owing to valve stem failure by selecting a proper and corrosion-resistant material for the valve stem. - Prevent leakage from piping and valves caused by malfunction of industrial valves owing to stem corrosion failure. - Protect HSE. - Prevent loss of asset (in this case, industrial valves) as a result of stem material failure. 4. Audiences This case study should be of interest to engineers engaged in material and corrosion, piping and valve, safety and reliability, mechanical, and oil and gas or petroleum engineering. External topside offshore corrosion Further, it should be of interest to students engaged in material, mechanical, or oil and gas or petroleum engineering. 5. Case study (challenges/solutions) Although carbon steel body valves are not popular in the Norwegian offshore industry because of their low corrosion resistance, some industrial valves are made of carbon steel. Table 1.8 summarizes the valve types and their body materials as extracted from a large and recent Norwegian topside offshore project. This table does not list check valves Table 1.8 Number of stem-containing valves made of various body materials in one Norwegian project. Type of valve Ball valves 6 00 Total Ball valves < 600 Total Butterfly valves Total Globe valves Total Wedge gate valves Total Slab gate valves Total Modular valves Total number of valves Body material Quantity Percentage 22Cr duplex 6MO Carbon steel 229 38 11 278 161 5 12 31 51 260 43 2 40 85 21 4 25 524 1 3 39 5 28 600 30 30 116 116 1394 82.37% 13.67% 3.96% 100% 61.92% 1.92% 4.62% 11.92% 19.62% 100% 50.59% 2.35% 47.06% 100% 84% 16% 100% 87.33% 0.17% 0.5% 6.5% 0.83% 4.67% 100% 100% 100 100% 100% 22Cr duplex 25Cr super duplex 6MO SS316 Titanium 22Cr duplex SS316 Titanium 22Cr duplex SS316 22Cr duplex 25Cr super duplex Carbon steel 6MO SS316 Titanium 22Cr duplex 22Cr duplex 37 38 Case studies of material corrosion prevention for oil and gas valves because they do not have any stem for operation. In fact, check valves are opened and closed through fluid pressure and stoppage in the piping system. Table 1.9 summarizes the numbers and percentage of each material used for each type of valve and body material in this project. The above table indicates that only 1% of the valves in the topside offshore project are made of carbon steel. Although a few topside valves in this project were made of carbon steel, some of these valves could be very essential owing to various reasons like safety function, large size, high-pressure class, long delivery time, and high weight. In fact, some carbon steel valves could be categorized as safety-critical valves. Safety critical valves are those that are connected with emergency shutdown or process shutdown systems. These valves should have high safety and reliability. The challenge is to select a suitable stem material for carbon steel body valves. First, why 17-4 PH cannot be selected as a stem material for other type of valve bodies like SS316, duplex, super duplex, 6MO, and titanium must be determined. This is because the material of the valve internals, called valve trim, including the stem should have at least the same corrosion resistance as the valve body. However, 17-4 PH has lower corrosion resistance than all materials listed above. For example, SS316, duplex, super duplex, 6MO, and titanium all exhibit higher pitting corrosion resistance compared to 17-4 PH in the offshore environment. In Table 1.9, only carbon steel has lower corrosion resistance compared to 17-4 PH. 17-4 PH is at high risk of internal corrosion owing to the fluid inside the valve provided that the fluid contains chloride and/or H2S. However, the fluid service in the Norwegian offshore industry is typically sweet, that is, it is almost free of H2S. In addition, typically carbon steel body valves are not used in chloride-containing fluids like sea water. Thus, the internal corrosion of 17-4 PH owing to chloride- or H2S-containing fluid should not occur in the Norwegian offshore industry. In some cases, valve stems under normal operating conditions do not even suffer external corrosion. For example, Fig. 1.25 illustrates a couple of ball valves in which the valve stem is completely covered; therefore, there is no chance of its contact with the external environment. However, external corrosion should be considered for the Table 1.9 Quantity and percentage of valve body materials. Body material Quantity Percentage 22Cr duplex 25Cr super duplex Carbon steel 6MO SS316 Titanium 1124 6 14 89 42 119 1394 80.63% 0.43% 1% 6.39% 3.01% 8.54% 100% External topside offshore corrosion Fig. 1.25 Couple of ball valves with stems covered inside the valve and no contact with the environment. material selection of valve stems in topside offshore environments for two reasons. First, valve designs differ from one manufacturer to another and from one type of design to another. Although the stem of the ball valves in this case is completely covered, the design and stem exposure of the valve could be different in another type of ball valve design and/ or by another valve manufacturer. Second, the valve stem could be exposed to the environment in cases where the valve requires maintenance and the valve operator, such as gear box or operator, is removed from the top of the valve. 13Cr (UNS S41000) stainless steel is a martensitic stainless steel with high mechanical strength and higher pitting corrosion resistance than 17-4 PH. However, 13Cr stainless steel is at risk of pitting and chloride stress cracking corrosion in offshore environments; therefore, it should be prohibited as a valve stem material in the same way as 17-4 PH. Adding 4% nickel to 13Cr to make 13Cr-4Ni (UNS S415000) improves the properties, such as toughness, of this stainless steel. 13Cr-4Ni with improved toughness is strong and does not easily break or crack. The chromium oxide (Cr2O3) protective layer that affects the corrosion resistance of stainless steel is vulnerable to damage, especially in the case of chloride attack. Chloride attack in the forms of pitting and crevice corrosion on the stainless steel protective layer can be mitigated by adding elements such as molybdenum and nitrogen. Nickel does not have the same effect as these two elements in preventing chloride attack; however, it can reduce the spread of crevice and pitting corrosion. Nickel also improves the resistance of materials like 13Cr-4Ni against chloride stress cracking corrosion. Considering all the benefits of 13Cr-4Ni with added nickel, end users like Equinor have selected 13Cr-4Ni valve stems for carbon steel body valves in offshore projects. The present author found that another end-user exploring the Norwegian continental shelf, Lundin, did not use 13Cr-4Ni for carbon steel body valves. Equinor used Inconel 39 40 Case studies of material corrosion prevention for oil and gas valves 718 stem materials instead of 13Cr-4Ni for carbon steel body valves in some cases when the valve was actuated with pneumatic or hydraulic actuators and higher load was applied to the valve stems from the actuators. Unlike pneumatic and hydraulic actuators that can apply excessive force on the valve, electrical actuators cannot. Inconel 718 valve stems have much higher mechanical strength compared to 13Cr-4Ni. Lundin used Inconel 718 (UNS N07718) as an alternative material for the stem of carbon steel body valves; it has high strength and corrosion resistance, although it is an expensive nickel alloy. Like 17-4 PH, Inconel 718 was subjected to age hardening heat treatment to increase its mechanical strength significantly. Inconel 718 is categorized as nickel-chromium alloy containing 53% nickel, 19% chromium, and 3% molybdenum. The use of such an expensive nickel alloy for a cheap carbon steel valve body seems a costly decision. In fact, the high chromium and nickel contents of this alloy make it relatively expensive and thus encourage the development of a substitute material where possible. The present author proposes using super duplex as a cheaper option than Inconel 718 in most cases for the following reasons. First, 25Cr super duplex has higher pitting corrosion resistance than Inconel 718. The PREN calculated by Eq. (1.2) can be used to compare the pitting corrosion resistance between two materials in this case. The PREN calculations for both alloys indicate that 25Cr super duplex and Inconel 718 have PREN values of 39 and 31, respectively. Thus, the second advantage of 25Cr super duplex over Inconel 718, in addition to cost, is its higher pitting corrosion resistance. 25Cr super duplex is widely used for 22Cr duplex and 25Cr super duplex body valves. The main consideration is that there are two limitations associated with super duplex as per existing literatures. The first issue is that super duplex cannot be used at temperatures below 46°C. However, carbon steel body valves can be used for minimum design temperatures of 29°C; no minimum temperature problem should exist for super duplex stems on carbon steel valves. The second issue is the limited resistance of super duplex to H2S and sulfide stress cracking corrosion. In the Norwegian offshore industry, the crude oil and gas are almost H2S-free. However, the advantage of Inconel 718 over 25Cr super duplex is the mechanical strength. The tensile and yield strength of super duplex (UNS S32760) are 116 and 80 ksi, respectively. The corresponding tensile and yield strengths of Inconel 718 are 199 and 160 ksi, respectively. Valves stems are more exposed to mechanical loads in the case of valve actuation, especially with hydraulic and pneumatic actuators. The mechanical strength of super duplex may not be sufficient in some cases, especially when the valve is automated with a pneumatic and hydraulic actuator. In these cases, the stem material should be upgraded to Inconel 718 to prevent stem damage and failure because of mechanical loads. Inconel 725 is another nickel alloy with high mechanical strength and hardness that can be used for valve stems. Inconel 725 has higher pitting and chloride corrosion resistance compared to Inconel 718 but could be more expensive. As cost is an important parameter in material selection and Inconel 718 is good External topside offshore corrosion enough to provide high mechanical strength and acceptable corrosion resistance, there is no need to select Inconel 725 because of its cost. An alternative solution to increase the 25Cr super duplex stem diameter to improve its mechanical strength, called maximum allowable stem load/torque (MAST). MAST is defined as the maximum stem force or torque that a valve stem can withstand without mechanical failure. Theoretically, MAST should always be larger than the greatest actuator force or torque to prevent stem failure. Torque, also called moment of force in physics, is the measure of force that causes an object to rotate. Some valve manufacturers may not prefer to increase the valve stem diameter because this change means a change in valve design that imposes changes in valve internals like closure members, valve seats, valve stem seals, and bearings. In addition, changing the valve design may necessitate additional valve qualification tests. 6. Expected results and deliverables 17-4 PH martensitic stainless steel should not be selected for valve stems with carbon steel bodies in all offshore environments. The first choice of material for the stem of valves in a carbon steel body is 13Cr-4Ni martensitic stainless steels. If 13Cr-4Ni is not accepted by the end user or project documents because of its risk of pitting and chloride stress cracking corrosion in offshore environments, 25Cr super duplex (UNS S32760) is the second. The use of Inconel 718 stem material for carbon steel body valves should be limited only to cases in which higher mechanical strength from the stem is expected. Higher strength will be required when the valve is actuated with pneumatic or hydraulic actuators. 7. Conclusions The valve stem is an important and pressure-containing component used to transfer operating loads from the valve operator (e.g., gear box or actuator) to the valve internals. Failure of the valve stem to function leads to internal fluid emission to the environment, HSE issues, loss of asset, loss of production, etc. The valve stem should have high mechanical strength and corrosion resistance. It is exposed to both internal corrosion as a result of contact with the corrosive fluid and external corrosion owing to contact with the offshore corrosive environment. 17-4 PH is a martensitic stainless steel with outstanding hardness and mechanical strength. The high mechanical strength of 17-4 PH makes it very suitable and a popular choice of valve stem for carbon steel body valves in onshore plants such as refineries and petrochemical plants. However, 17-4 PH is at high risk of pitting and chloride stress cracking corrosion; therefore, its use is not recommended for valve stems in offshore environment. Although the valve stem is not always in contact with the external environment, external corrosion should be considered in the valve stem 41 42 Case studies of material corrosion prevention for oil and gas valves material section because the stem could be in contact with the environment during operation and maintenance. The proposed stem materials are listed in Section 6. Case study 1.5. Corrosion under insulation and its prevention by coating 1. Introduction Earlier case studies noted that the topside offshore environment is very corrosive because of the presence of moisture and chloride. Offshore external corrosion can be categorized as (1) general corrosion; (2) localized corrosion such as crevice, pitting, and corrosion under insulation (CUI); and (3) environmental cracking corrosion like chloride stress cracking corrosion. Uniform corrosion refers to the uniform loss of metal as a result of its reaction with a corrosive environment. Fig. 1.26 illustrates the general external corrosion of a bolt and connected flange in offshore environments. Crevice corrosion usually results from a stagnant corrosive medium or environment in shielded areas like inside the grooves under seals, under washers and gaskets, and bolt heads where oxygen is restricted. Crevice corrosion is related to the attack of a corrosive environment on a metal surface such as the bolt head and nut edge, as illustrated in Fig. 1.27. Crevice corrosion can start at a lower temperature than temperature pitting corrosion. Pitting corrosion is another type of localized corrosion in which cavities or holes are formed in the metal. Fig. 1.28 illustrates pits and cavities on the metal surface. The main type of environmental cracking corrosion in topside offshore environments is chloride Fig. 1.26 General external corrosion of a bolt and connected flange in offshore environment. (Courtesy: Shutterstock.) External topside offshore corrosion Fig. 1.27 Crevice corrosion on bolt and nut. (Courtesy: Shutterstock.) Fig. 1.28 Pitting corrosion on metal surface. (Courtesy: Shutterstock.) stress cracking corrosion (CLSCC). A combination of three essential factors—chloridecontaining environment, tensile stress, and vulnerable material—can result in CLSCC. Type of stress for cracking could be either applied mechanical stress or residual stress. Residual stresses are those that remain in a component even in the absence of external loading. Residual stresses are mainly applicable and related to the welded components. Pressure-containing or -retaining components such as bolts, body and bonnet, and stems of valves are at risk of CLSCC in offshore environments owing to the application of constant loads. Fig. 1.29 illustrates stress cracking corrosion of a bolt in an offshore environment. Corrosion under insulation (CUI) occurs under insulated valves. Piping and valves are insulated for different reasons, including heat and cold conservation, fire protection, acoustic insulation, and ice protection. Fig. 1.30 illustrates jacket insulation for heat 43 44 Case studies of material corrosion prevention for oil and gas valves Fig. 1.29 Stress cracking corrosion in a bolt. (Photo by author.) Fig. 1.30 Insulated manual valve. (Photo by author.) preservation and personnel protection around the manual valves in a unit. The other form of insulation is a metallic box. Fig. 1.31 illustrates a manual valve inside the insulation metallic box. It is possible to open the box to access the valve for maintenance and repair or inspection. CUI is considered a type of localized corrosion that occurs under the insulation of the insulated carbon steel, mild steels like low-alloy steels, and even stainless External topside offshore corrosion Fig. 1.31 Insulated manual valve in a metallic box. (Photo by author.) steels. Many piping and valve material failure and leakage cases have been reported as a result of CUI. One challenge related to this type of corrosion is that it is hidden under the insulation; therefore, it is not visible until the coating is removed. CUI as a type of corrosion can occur in both offshore and onshore units. CUI can occur because of water or moisture seeping under insulation after breaking the insulation. The source of water or moisture could be rain or the humid offshore environment. CUI initiated by water or moisture can be intensified by the presence of chloride and sulfide. The source of chloride is the offshore environment. CUI may manifest as CLSCC when the metal corrosion is intensified by the combined effect of chloride and stress. The source of the corrosive elements for chloride or sulfide could be the insulation itself. Insulation can increase the chance of corrosion in other ways, such as by providing an annular space for water or other contaminants to accumulate and cause corrosion. Temperature is another factor that can enhance the effect of CUI; for example, a higher temperature increases the corrosion rate. The material type is another parameter that affects the intensity of CUI. For example, carbon steel is more vulnerable to CUI than stainless steel. The presence of oxygen can increase the effect of CUI. Low-lying areas where water and moisture can accumulate are at higher risk of CUI. 45 46 Case studies of material corrosion prevention for oil and gas valves 2. Aim and objectives This study aims to select the best way to prevent CUI in insulated industrial valves. Toward this end, the following objectives must be achieved: 1. Identify reasons why valves and actuators are insulated. 2. Explain the CUI mechanism for valves and actuators. 3. Describe the severity and importance of CUI corrosion and its prevention. 4. Review cases in Norwegian offshore projects in which industrial valves and actuators are protected against CUI. 5. Explain the coating types and their properties for preventing CUI. 6. Select suitable coating systems for different valve body and actuator materials. The most suitable strategy to prevent CUI in industrial valves and actuators in the offshore topside oil and gas industry must be determined. Then, this strategy must be implemented suitably on industrial valves and actuators made of different materials. A coating (or painting) is a liquid, gas, solid, or powder that is applied on the surface of an object (or substrate) to form a protective or decorative film. A coating may also be applied to provide an identification or coding. For example, piping and industrial valves in fire water systems that supply water for fire extinguishing can be colored in red, as illustrated in Fig. 1.32. Color coding makes it easier for engineers and onsite personnel to identify the application of the piping and valve systems and the type of fluid moving inside them. A coating can also provide antifouling properties, especially for components located in sea water in the immersion or splash zone. The splash zone, shown in Fig. 1.1, is an area between the immersion and the atmospheric zones. Biological fouling or biofouling refers to the area to attack of marine organisms. Decoration, color coding, and antifouling identification are not related to corrosion protection and are thus excluded from the scope of this case study. Fig. 1.32 Fire water piping and valves in red color. (Courtesy: Shutterstock.) External topside offshore corrosion 3. Importance and contributions The corrosion rate under insulation is 1.5–3 mm per year; this is almost 20–40 times the external corrosion rate in offshore environments. Some statistics show that 60% of the insulation types that have been in operation for more than 10 years in the oil and gas industry are corroded owing to the accumulation of water and moisture. The negative consequences of corrosion, as summarized earlier, include loss of asset, loss of production, HSE concerns, increased OPEX, emissions or fugitive emissions, and fines and loss of reputation for operators. 4. Audiences This case study should be of interest to engineers engaged in piping and material, coating, and oil and gas or petroleum engineering. It should also be of interest to students engaged in metallurgy, mechanical, and oil and gas engineering. 5. Case study (challenges/solutions) This case study reviews CUI prevention for industrial valves and hydraulic actuators in the Norwegian offshore industry through the application of coating. Various types of valves such as ball, butterfly, gate, globe, and check valves could be insulated in the offshore oil and gas industry. Typical valve materials that are insulated are carbon steel, SS316, 22Cr duplex, 25Cr super duplex, and 6MO. Because CUI is a serious corrosion problem, especially for carbon steel, strong and robust TSA coatings, especially for offshore applications, are often applied to the external surface of valves under insulation. TSA is known as coating system 2A in the NORSOK M-501 standard for surface preparation and protective coating. NORSOK standards are developed by the Norwegian petroleum industry to ensure safety, value addition, and cost-effectiveness for the petroleum industry. They can serve as a good reference for oil companies to prepare their specifications for project engineering, procurement, and construction tasks. The minimum thickness of a TSA coating is 200 μm. TSA, also called metallization or metal coating, is a process in which a powder or metal wire is melted and then sprayed on a metal surface for corrosion protection. Metallization can be done using either zinc or aluminum. Zinc metallization is not as popular as aluminum metallization because applying zinc at high temperature on stainless steel materials can cause zinc liquid metal embrittlement (LME) corrosion of stainless steel. LME is a phenomenon that promotes a considerable loss of ductility in stainless steel materials, as a result of which they undergo brittle fracture at temperatures above the melting point of 400°C. Fig. 1.33 illustrates thermal spray coating using a gun-shaped torch on a metal surface. 47 48 Case studies of material corrosion prevention for oil and gas valves Fig. 1.33 Thermal spray aluminum on metal surface. (Courtesy: Shutterstock.) The other coating system applicable to prevent CUI is phenolic epoxy with coding 6C in the NORSOK coating standard. 6C is commonly used for insulated stainless steels like SS316, duplex, super duplex, and 6MO. It is a modified epoxy coating system that provides a high degree of corrosion protection as well as chemical and water resistance for wide ranges of applications. Other properties of 6C can be enhanced by adding phenol to epoxy, such as excellent solvent and abrasion resistance and hardness. 6C affords two important advantages: it can be used in low pH (acidic) environments and at high temperatures. One main limitation of 6C is that it can be used at a maximum operating temperature of 150°C. Therefore, if a stainless steel body valve is insulated and its operating temperature exceeds 150°C, 6C should not be used. Instead, TSA should be used. Titanium and NAB are the only materials that are not coated owing to their high corrosion resistance. Table 1.10 summarizes the selected coating systems for insulated valves and various temperature conditions. Fig. 1.34 illustrates a 6MO body wedge-type gate valve (ASTM A 182 F44) that should be installed under insulation for operating temperatures below 150°C; it is coated with 6C. Insulation is applicable to both valves and actuators. Actuators are normally not thermally insulated, but they could be to protect against fire. For example, hydraulic actuators contain flammable hydraulic fluid. The type of insulation around the actuator could be a blanket or a box. Fig. 1.35 illustrates a hydraulic actuator installed on a ball valve insulated with a blanket-type coating. The coating of the actuator can ensure that it functions properly for a period after the start of a fire. For example, if a valve has an emergency shutdown function with a hydraulic actuator, it should quickly move from the open to the closed position in case of fire. If the actuator is not insulated, the valve closing function may be jeopardized by the fire. Therefore, a lack of actuator insulation can External topside offshore corrosion Table 1.10 Proposed coating systems for insulated valves according to body materials. Valve body material Conditions Coating Carbon steel SS316 22Cr duplex Insulated and all temperature ranges Insulated and operating temperature 60°C Insulated and operating temperature 150°C Insulated and operating temperature > 150°C Insulated and operating temperature 150°C Insulated and operating temperature > 150°C Insulated and operating temperature 150°C Insulated and operating temperature > 150°C Insulated and operating temperature 150°C Insulated and operating temperature > 150°C Any condition TSA Phenolic Phenolic TSA Phenolic TSA Phenolic TSA Phenolic TSA – 25Cr duplex 6 MO Inconel 625 Titanium epoxy epoxy epoxy epoxy epoxy Fig. 1.34 A wedge-type gate valve made of 6MO (ASTM A182 F44) coated with phenolic epoxy for under insulation and operating temperature below 150°C. (Photo by author.) impair the valve function during a fire, thereby preventing the valve from being shut down quickly. Hydraulic actuators for topside offshore environments are normally made of carbon steel. The coating of a carbon steel actuator under insulation can be zinc-rich epoxy. Zinc-rich epoxy is an organic coating known as NORSOK system 1. Adding epoxy to the coating affords several advantages such as increasing the coating resistance to chemicals and water and improving the coating adhesion. In addition, epoxy coating 49 50 Case studies of material corrosion prevention for oil and gas valves Fig. 1.35 A coated hydraulic actuator for a ball valve. (Photo by author.) provides high mechanical strength. Zinc-rich epoxy coatings have been successfully used in the oil and gas industry, including in offshore environments, for many years. However, as noted earlier, TSA and phenolic epoxy provide higher corrosion resistance than zincrich epoxy. Further, one of the main disadvantages of epoxies is the color change and chalking due to exposure to UV light. By contrast, epoxy-coated piping and valves under insulation do not suffer UV light damage. 6. Expected results and deliverables The main solution to prevent CUI is to apply a suitable coating on the piping, valves, and actuators under insulation. This case study discusses three types of coatings to protect valves and actuators: TSA, phenolic epoxy, and zinc-rich epoxy. Carbon steel valves under insulation should be coated with TSA. For stainless steels valves under insulation, 6C phenolic epoxy and TSA should be applied for operating temperatures up to and above 150°C, respectively. Zinc-rich epoxy should be applied to carbon steel actuators under insulation. 7. Conclusions Valves are insulated for different purposes such as cold or heat conservation, fire protection, acoustic insulation, and ice protection. Hydraulic actuators for the automatic movement of valves could be insulated for fire protection to ensure that the actuator can work properly for a period of time after a fire. Using an insulation in the form of the box or a blanket around the valves and actuators adds the risk of corrosion beneath the insulation. CUI is known as one of the most severe corrosion types that causes serious damage to metals. The criticality and damage of CUI to various materials are much more serious compared to external offshore corrosion types like pitting. The best approach to prevent External topside offshore corrosion CUI is to use a coating on the surface of valves and actuators located under insulation. This case study discusses the selection of a suitable coating. Specifically, TSA, zinc-rich epoxy, and phenolic epoxy are the most common coating types used in the Norwegian offshore industry against CUI. Case study 1.6. Pitting and CLSCC and their prevention by coating 1. Introduction Previous case studies discussed the mechanisms of pitting and CLSCC. This section provides more details about these two types of corrosion. Pitting is a type of localized corrosion that produces cavities, holes, and pits on metal surfaces. Unlike localized corrosion, pitting corrosion can penetrate the metal very quickly at some parts while other parts remain free from attack. The types and shapes of pits in pitting corrosion are very similar to those in crevice corrosion. Pitting corrosion occurs when metals are exposed to sea water or humid environments containing salts and chloride. The presence of sulfide in water can enhance the effect of pitting corrosion. The holes produced Narrow, Deep Eliptical Subsurface Wide, Shallow Undercutting Horizontal Fig. 1.36 Different types of pitting corrosion. (Courtesy: Shutterstock.) Vertical 51 52 Case studies of material corrosion prevention for oil and gas valves by pitting corrosion in a metal are not uniform and could be large or small. Pitting corrosion could be of different shapes, sizes and depths, as illustrated in Fig. 1.36. All large pits in the picture develop from tiny pits initially formed by pitting attack. The formation and expansion of pits has many harmful effects on a material, such as decrease in thickness and increase in stress and fatigue. Pitting corrosion is considered one of the most destructive types of corrosion and is more dangerous than uniform corrosion because it is difficult to predict, detect, and characterize. Even a small and narrow pit with minimum metal loss can lead to failure of the whole material and engineering system. For example, a single pit in a gasoline line caused a catastrophic failure that killed 125 people in Guadalajara, Mexico. In fact, all types of metallic materials including both active and passive could be at risk of pitting corrosion. Aluminum and stainless steels are two vulnerable materials against pitting corrosion. Stainless steel is a passive metal, whereas aluminum could be considered both active and passive. Active metals react strongly and quickly with other materials. The corrosion resistance of stainless steel arises from the passive layer of chromium oxide; chloride or pitting corrosion attack occurs at points where the passive layer is damaged or weakened. Alternatively, chloride attack may damage the protective layer of stainless steel. A passive layer is a very thin corrosion protection layer or film on a metal surface that acts as a barrier against corrosion damage. Even the most corrosion-resistant alloy will corrode if its ability to form a passive protection layer is damaged. Fig. 1.37 illustrates pitting corrosion of austenitic stainless steel 316 after the damage and removal of the protective layer. Temperature is an important factor in pitting corrosion; pitting corrosion is generally intensified by increasing temperature. The critical pitting temperature (CPT) is the minimum temperature at which pitting corrosion may occur. In fact, no corrosion may occur at a temperature lower than the CPT. The NORSOK M-001 material selection standard in the Norwegian offshore industry provides a maximum temperature at which a specific material can be used without the risk of pitting and chloride corrosion. The presence of Pits Fig. 1.37 Pitting corrosion of austenitic stainless steel 316 in offshore environment. (Courtesy: Shutterstock.) External topside offshore corrosion oxygen and an acidic environment (i.e., pH < 7) in addition to temperature and chloride concentration increases the chance and severity of pitting corrosion. Pitting corrosion can be internal or external. Internal pitting corrosion is caused by the chloride-containing fluid service inside the piping and valves and is beyond the scope of this case study. The vulnerability of a given steel to pitting corrosion can be evaluated in the laboratory through tests covered by the ASTM G48 standard called “Standard test methods for pitting and crevice corrosion resistance of stainless steels and related alloys by use of ferritic chloride solution.” External pitting corrosion can be prevented in various ways, such as by using more resistant materials against pitting corrosion and selecting an appropriate coating system. CLSCC is a type of corrosion initiated by chloride attack that is similar to pitting corrosion. CLSCC initiates from localized pitting and/or crevice corrosion sites. The propagation of CLSCC occurs when cracks grow more quickly from pits or crevices. The severity with localized corrosion is high because corrosion failure can occur very quickly in a short period of time without any warning. Fig. 1.38 illustrates CLSCC in austenitic stainless steel 316 piping material in an offshore platform. In fact, chloride is the most common cause of stress cracking corrosion (SCC) in austenitic stainless steels and even in nickel alloys in processing and petrochemical industries. Although many studies have investigated CLSCC, they have not provided evidence or data for proving or predicting the required time for CLSCC crack initiation. This type of corrosion can cause sudden failure of even ductile materials. Ductile materials typically show high resistance against fracturing and cracking even after a large amount of deformation. Three factors are essential for CLSCC to occur: presence of tensile stress, presence of corrosive chloridecontaining environment, and a vulnerable material. The type of tensile stress could be applied or residual. Residual stress can be created inside the material because of cold deformation and forming, welding, machining, and grinding. 200 μm Fig. 1.38 CLSCC in austenitic stainless steel 316 material in offshore environment. (Courtesy: Shutterstock.) 53 54 Case studies of material corrosion prevention for oil and gas valves 2. Aim and objectives This study aims to prevent external pitting and chloride stress cracking of industrial valves in topside offshore environments through proper material selection and the use of a coating. Toward this end, the following objectives must be achieved: 1. Introduce pitting and CLSCC corrosion mechanisms as a result of the corrosive offshore environment on platforms or ships (atmospheric zone) 2. Provide brief information about different valve materials used in corrosive offshore environments along with their maximum temperature limits to prevent pitting and CLSCC. 3. Explain suitable coating systems to prevent offshore external corrosion. 4. Propose coating systems and material selection strategy for industrial valves in atmospheric zone of offshore oil and gas industry to prevent pitting and chloride stress cracking corrosion. Material selection and coating strategies must be suitably combined to prevent external pitting and CLSCC in industrial valves in offshore environments. 3. Importance and contributions This study aims to prevent material failures in industrial valves in offshore environments owing to chloride. Valve failure is a major risk and a costly problem in the offshore oil and gas industry. It has severe negative consequences such as loss of assets, loss of production owing to plant shutdown, and HSE issues such as hydrocarbon (oil and gas) spillage. Fig. 1.39 illustrates a heavily corroded part of a check valve owing to pitting in an offshore Fig. 1.39 Heavy corrosion on bottom of a check valve. (Courtesy: DNV.) External topside offshore corrosion environment, resulting in leakage and emission to the environment. Proper material selection can also eliminate the need for costly valve replacement or maintenance and repair of offshore valves during operation, all of which increase the OPEX. 4. Audiences This case study should be of interest to engineers engaged in material and corrosion, mechanical, piping and valve, and oil and gas or petroleum engineering. It could be of use to researchers and engineers working on environmental issues because failure of industrial valves handling oil and gas services could have negative consequences for the environment. Further, it could be of interest to students engaged in material science and mechanical engineering. 5. Case study (challenges/solutions) This case study focuses on different industrial valves like ball, butterfly, gate, globe, modular, and check valves in Norwegian offshore projects. The materials used for the external surfaces, body, and bonnet of the valves include carbon steel, LTCS, SS316, 22Cr duplex, 25Cr super duplex, 6MO, NAB, and titanium. The body and bonnet are pressurecontaining parts and are therefore at risk of CLSCC after the initiation and expansion of pitting corrosion. The main consideration in this case study is that the valves are not insulated; therefore, they are in contact with the corrosive offshore environment. Coating selection for insulated valves under insulation is explained in Case study 1.5. This part explains the chloride corrosion resistance of each material and what coating system should be considered according to the operating temperature. All types of valves such as ball, butterfly, gate, globe, modular, and check valves could be made of carbon steel. Uncoated carbon steel and LTCS body valves are always at risk of pitting and CLSCC in offshore environments at any temperature. Industrial experience has shown that uncoated and unprotected carbon steel and LTCS as well as mild steels like low alloys can be corroded easily in offshore environments. Fig. 1.40 illustrates the carbon steel body of an axial flow check valve in offshore environments that is coated except for an area close to the end of the valve, as highlighted in the picture. Thus, these two materials should always be coated when they are used for valve bodies. The coating type could be selected according to the coating specification. If the carbon steel body valve has a maximum operating temperature of 120°C, a zinc-rich epoxy coating system can be used. The heat resistance of the epoxy coating is 120°C; therefore, alternatively, if the operating temperature of the carbon steel body valve exceeds 120°C, a more robust coating like TSA should be selected. It should be noted that the maximum operating temperature of zinc-rich epoxy when used on metals according to NORSOK M-501 is 120°C. One strategy is to standardize the use of TSA as a carbon steel coating under all temperature 55 56 Case studies of material corrosion prevention for oil and gas valves Lack of coang and severe corrosion Fig. 1.40 A carbon steel body axial check valve coated except for an area close to the end that is corroded severely and highlighted in the figure. (Photo by author.) conditions. However, coating the valves with TSA instead of zinc-rich epoxy has higher cost. Nonetheless, it would be beneficial to standardize and simplify coating systems on similar valves. In fact, it is better to apply one type of coating on similar valves. The use of different types of coatings on similar valves leads to splitting one type of valve into different valve groups depending on its coating system. This results in more engineering documents, more challenges in controlling the valves for applying a proper coating, etc. The next type of material is SS316. It is not popular in offshore environments because it has a high risk of pitting and CLSCC. SS316 is the only austenitic stainless steel material that is allowed to be used for industrial valves in the Norwegian offshore industry because of its higher pitting and CLSCC resistance compared to other grades of austenitic stainless steels like SS304, SS321, and SS347. However, if SS316 is to be used, it should only be used with a maximum operating temperature of 60°C. The present author does not recommend using uninsulated SS316 valves for operating temperatures higher than 60°C even if it is coated. The other conclusion is that no coating is typically used and recommended for SS316 body valves because it can only be used for a maximum operating temperature of 60°C. 22Cr duplex (UNS S31803) contains 22% chromium and 5% nickel; it is widely for industrial valves in the Norwegian offshore industry. This is because, compared with carbon steel, 22Cr duplex has higher mechanical strength and corrosion resistance. Further, compared with SS316, 22Cr duplex has higher resistance to pitting and CLSCC corrosion. However, one main weakness of 22Cr duplex is the risk of sulfide SSC in sour services containing H2S. However, 22Cr duplex failure due to SSC and H2S attack is not a risk in the Norwegian offshore industry because the crude oil and gas are sweet, that is, they are almost free of H2S. Uninsulated 22Cr duplex body valves can be used for External topside offshore corrosion operating temperatures as high as 100°C without any coating requirement according to the NORSOK standard. However, coating system 2A for TSA is proposed for uninsulated 22Cr duplex valves with operating temperatures above 100°C. 25Cr super duplex (UNS S32750/S32760) piping and valves could be used in the Norwegian offshore industry for sea water services with maximum operating temperatures of 20°C. 25Cr duplex has higher mechanical strength and pitting resistance compared to 22Cr duplex. 25Cr super duplex is not used for sea water services at operating temperatures above 20°C because the corrosivity of sea water increases at these higher temperatures; therefore, a material with higher pitting and CLSCC resistance, such as titanium, is used for piping and valves in the Norwegian offshore industry. The maximum operating temperature at which uncoated 25Cr super duplex can be used without any chance of corrosion according to the NORSOK M-001 standard is 110°C. Therefore, there is no requirement for coating uninsulated 25Cr super duplex piping and valves in sea water services at maximum operating temperatures of 20°C. A fluid service is a general term describing the application of the piping system in consideration of the fluid properties like pressure and temperature inside the pipe. Fluid services inside piping and valves can be categorized into process and utility services. Utility services refer to fluids in the piping and valves that are related to energy consumption by facilities, like fuels, as well as to water, sewerage, and oxygen. Sea water is categorized as a utility service. Super duplex piping and valves can be used in process services like oil and gas instead of 22Cr duplex. For example, in one Norwegian project, 25Cr super duplex was selected for 2400 pressure class 2500 (PN420) piping and valves that deliver produced oil, gas, and water to the first stage separator. 25Cr super duplex has higher mechanical strength compared to duplex; therefore, when applied to large and high-pressure class piping, it can save a considerable amount of weight. When super duplex is used for process piping and valves, the operating temperature could exceed 110°C. In this case, uninsulated 25Cr super duplex piping and valves with operating temperature exceeding 110°C should be coated with TSA. Fig. 1.41 illustrates different types of stainless steel families containing nickel and chromium. Martensitic stainless steels and precipitation-hardening steels are not used for valve bodies and stem in offshore, as discussed in Case study 1.4. However, they can be used for valve stems in onshore refineries and petrochemical plants where high mechanical strength is required. Ferritic stainless steels are not used for industrial valves in the oil and gas industry, including in offshore environments. 6MO (UNS S31254) is super austenitic stainless steel that contains approximately 20% chromium, 18% nickel, and 6% molybdenum. 6MO shows much higher resistance against pitting and CLSCC compared to austenitic stainless steels. One advantage of 6MO is that it has high impact toughness; therefore, it can be used at extremely low temperature of even 196°C, like austenitic stainless steels. Piping and valves in flare systems can experience low temperatures below 46°C in many cases. Flare systems are an important piece of 57 58 Case studies of material corrosion prevention for oil and gas valves Fig. 1.41 Families of stainless steel. (Atlas Steels.) equipment in plants and refineries containing piping and valves. Overpressurized gases in the piping and equipment are vented into piping branches or flare subheaders and eventually to flare headers. The gas pressure drops because of release to the flare system. For example, an overpressurized gas can be released into the flare system at 19 bar; however, its pressure drops gradually until it reaches atmospheric pressure (i.e., 1 bar). One of the important laws associated with the gases is the real gas law, given by Eq. (1.3), that shows the relationship among the pressure, volume, and temperature of the gas. Eq. 1.3. Real gas law. PV ¼ znRT (1.3) where, P: pressure of gas (pound per square inch (psi), atmosphere, Pascal). V: volume of gas (ft3, m3, L). n: moles or number of molecules. J ft3 atm or 0.082 KL mol or 10.732 Rpsi R: universal gas constant, 8.31 K mol mol lb T: temperature of gas in Rankine (R) or Kelvin (K) Z: gas factor or compressibility factor A part of Charles’ law indicates that if the volume of a particular quantity of gas remains constant, the absolute pressure of the gas is directly connected to the absolute External topside offshore corrosion temperature. Eq. (1.4) shows the relationship between the temperature and pressure of an ideal gas according to Charles’ law. The assumption in Eq. (1.4) is that the Z factor is equal to 1 in both temperature and pressure conditions. Eq. 1.4. Relationship between pressure and temperature of an ideal gas according to second part of Charles’ law. P1 T 1 T T T T ¼ ! 1 ¼ 2 ! ¼ Constant ! P 2 ¼ P 1 2 P2 T 2 P1 P2 T1 P (1.4) The conclusion is that because the gas pressure is reduced in the flare system, its temperature reduces accordingly. The temperature reduction of the gas in the flare system to a value below 46°C in the offshore industry makes 6MO or Inconel 625 suitable materials for the flare system. Although austenitic stainless steel 316 can be used for design temperatures as low as 196°C, it is not proposed for flare piping and valves in offshore environments. This is because the maximum operating temperature of the flare can exceed 60°C in offshore environments; therefore, SS316 piping and valves even with a protective coating are at risk of pitting and CLSCC. Duplex and super duplex cannot be used for design temperatures lower than 46°C; therefore, they are usually unsuitable for flare systems. Inconel 625 (UNS N06625) is a nickel-chromium-molybdenum alloy that has been widely used for over 50 years in the marine and oil and gas industries because of its high corrosion resistance, fracture toughness, mechanical strength, and easy fabrication. Inconel 625 can be used as a solid material or cladding (i.e., weld overlay) on piping and industrial valves. One of the main applications of Inconel 625 piping and valves is for process fluids like oil and gas, especially if they contain corrosive compounds like H2S and carbon dioxide. 22Cr duplex and 25Cr super duplex piping and valves are promising for process piping systems because of their high corrosion resistance, mechanical strength, and weldability as well as lower cost compared with nickel alloys such as Inconel 625. However, duplex and super duplex stainless steels may suffer from loss of ductility and cracking as a result of exposure to H2S. This cracking is called sulfide stress cracking corrosion (SSCC). International Organization for Standardization (ISO) 15,156, previously known as National Association of Corrosion Engineers (NACE) MR0175, establishes a maximum H2S partial pressure of 1.5 psi for a duplex stainless steel with PREN of 30–40 and 3 psi for a super duplex stainless steel in the most conservative scenario. The vulnerability of duplex and super duplex to SSCC justifies the use of Inconel 625 instead. Because Inconel 625 is an expensive material, it is common in the industry to clad 3-mm Inconel 625 on carbon or low-alloy steel rather than using solid Inconel 625 piping and valves. An Inconel 625 valve body is not common in the Norwegian offshore industry because the crude oil and gas are free of H2S. 59 60 Case studies of material corrosion prevention for oil and gas valves Therefore, duplex and super duplex are suitable as process piping and valve materials in many cases in the Norwegian oil industry. Titanium is the most expensive material that can be used in offshore environments. It provides outstanding pitting resistance against sea water; therefore, its usage is limited to corrosive sea water services. Sea water could be noncorrosive if it is oxygen free; in such cases, even carbon steel or SS316 could be used for sea water services. The corrosiveness of sea water is lower when its operating temperature is below 20°C as per the NORSOK standard; therefore, super duplex is proposed for piping and valves under such conditions. However, if sea water contains more than 20 parts per billion (ppb) oxygen and/or its operating temperature is above 20°C, then titanium or NAB materials should be used for industrial valves. Titanium butterfly valves, instead of ball valves, are widely used in the Norwegian offshore industry. Generally, butterfly valves are not as robust as ball valves. Ball valves are more robust and expensive than butterfly valves and are recommended for flammable process fluids like oil and gas. By contrast, butterfly valves are more suitable for utility (nonprocess services) like air and water. Fig. 1.42 illustrates a titanium butterfly valve for sea water service used in a recent Norwegian offshore project. Titanium has a white silvery metallic appearance, and it is among the nine most abundant metals available on Earth. Owing to the high cost of titanium, NAB can be considered as an alternative. Titanium and NAB are compared in Case study 7.1. Fig. 1.42 A titanium butterfly valve for sea water service. (Photo by author.) External topside offshore corrosion NAB is much more economical compared to titanium. A valve is usually made of the same material as the connected pipe. However, NAB valves are used in connection with glass-reinforced plastic (GRP) pipes. NAB provides slightly lower corrosion resistance but is much cheaper compared to titanium. UNS C95800 is a popular grade of NAB for industrial valves. This material grade is only produced by a casting process or manufacturing and provides high mechanical strength. The valve bodies are manufactured by either forging or casting. Forging is a manufacturing process involving the shaping of a metal through hammering, pressing, or rolling. Casting is a manufacturing process in which liquefied material, such as molten metal, is poured into the cavity of a specially designed mold and allowed to harden. The application of NAB is not limited to valve bodies in the oil and gas industry. It can also be used for parts of machineries, pipe fitting, pump blades, bushing and gears, etc. On average, NAB contains at least 79% copper, 9% aluminum, 4% iron, and approximately 4.5% nickel. NAB is heat-treated through tempering, in which the material is kept at 1250°C for a minimum of 6 h followed by cooling in air. Cooling should be done as fast as possible without producing any cracking or distortion to achieve relatively high mechanical strength. Fig. 1.43 illustrates a NAB butterfly valve for sea water service. NAB has a yellowish color. Fig. 1.43 A NAB butterfly valve for sea water service. (Photo by author.) 61 62 Case studies of material corrosion prevention for oil and gas valves 6. Expected results and deliverables A proper coating must be selected for the external surfaces of valves (mainly, body and bonnet) to prevent pitting and CLSCC corrosion mechanisms as per Table 1.11. The main assumption in the provided coating systems is that the valves are not insulated. In fact, the insulation of valves can prevent their contact with the external corrosive environment. 7. Conclusions Pitting and CLSCC can be prevented in offshore environments by combining various strategies like material selection and coating. The current study suggests that the main and most important parameter that intensifies the effect of chloride corrosion in offshore environments is the operating temperature. Many materials reviewed in this study, such as Table 1.11 Proposed coating system for uninsulated valves in offshore industry to prevent pitting and CLSCC. Valve (body) material Carbon steel/ LTCS/mild steel SS316 22Cr duplex 25Cr super duplex 6MO Inconel 625 Titanium NAB Operating temperature (OT) 120°C Coating system Alternative coating solution Standardization of coating to TSA under all operating conditions 60°C >100°C Coating system 1 as per NORSOK standard M-501: Zinc-rich epoxy Coating system 2A as per NORSOK standard M-501: TSA No coating TSA >110°C TSA Not applicable >120°C Any temperaturea Any temperature Any temperature TSA Not applicable Not applicable Not applicable Not Not Not Not >120°C Not applicable Not applicable applicable applicable applicable applicable a There is no maximum temperature limit for the usage of Inconel 625 material selection in offshore in codes and standards. However, NORSOK M-001 states that the crevice corrosion resistance of Inconel 625 in sea water should be considered to be the same as that of 6MO. The present author believes that although the corrosion resistance of Inconel 625 and 6MO has been compared with regard to only crevice corrosion in sea water, Inconel 625 can be assumed to have higher pitting and CLSCC resistance compared to 6MO for two main reasons. First, Inconel 625 has a PREN of 51, whereas 6MO has a PREN of only 43. Second, Inconel 625 contains a minimum of 58% nickel whereas 6MO contains only 18% nickel. Alloy steels with nickel contents above 42% are considered immune to CLSCC as nickel improves the impact toughness of the material. Thus, Inconel 625 has no risk of CLSCC whereas 6MO may crack owing to chloride attack. Further, both titanium and NAB are strongly resistant to pitting and CLSCC corrosion; therefore, they can be used at any temperature without any coating requirement. External topside offshore corrosion 22Cr duplex, 25Cr duplex, 6MO, and Inconel 625, have high pitting and CLSCC resistance and are commonly used for industrial valves in the offshore industry. However, all these materials must be coated if they are used at operating temperatures higher than the limits provided in a standard like NORSOK. Thus, even the best material selection strategy is very effective in preventing the occurrence of pitting and CLSCC, but suitable material selection is not sufficient to prevent external offshore corrosion. Therefore, a coating is used in combination with a suitable material to prevent these two types of corrosion. Case study 1.7. Application of austenitic stainless steel to industrial valves in offshore environment 1. Introduction Stainless steel materials are divided into different groups such as ferritic, martensitic, austenitic, and duplex. Austenitic stainless steels are soft materials that can be formed easily. They have low mechanical strength; however, they can be made extremely hard and strong through cold working. A high amount of chloride (approximately 16%–25%) increases their general corrosion resistance, especially against carbon dioxide corrosion. Further, approximately 8%–12% of nickel stabilizes the austenite structure. Austenitic stainless steels have good weldability, and it is proposed that the amount of chromium and nickel in the filler metal is higher than that in the base metal. The austenitic structure has a face-centered cube with high toughness and ductility. Therefore, such steels can withstand large deformation under loads or absorbed energy without any fracture. The ductility and toughness of austenitic stainless steels make them very suitable for extremely cold or cryogenic applications like liquefied natural gas (LNG) plants. Austenitic stainless steels can be used at minimum temperatures of 196°C according to the NORSOK standard. In addition to LNG plants, they are the most common types of stainless steels used for valves in onshore units like refineries and petrochemical plants. However, their use in offshore environments is limited owing to their vulnerability to chloride and the corrosive offshore environment. In fact, austenitic stainless steels are at a high risk of pitting and CLSCC in offshore environments. Austenitic stainless steels, also called 300 series steels, are a large subgroup of stainless steels. Fig. 1.44 illustrates various grades of stainless steels and how they are made by changing the chemical compositions. One of the most common types of austenitic stainless steels is type 304 (UNS S30400), also known as 18/8 because it contains approximately 18% chromium and 8% nickel. More than half of the stainless steels produced worldwide are of type 304, and they are available in various products and finishes. SS304 is used not only in the oil and gas and chemical industries but also in the food industry for making kitchen appliances, sinks, pots, pans, and flatware. SS304 has higher corrosion resistance but poorer electrical and thermal conductivity and magnetic properties compared with carbon steel. The chemical composition of different austenitic 63 64 Case studies of material corrosion prevention for oil and gas valves Fig. 1.44 Various grades of stainless steels including austenitic types (series 300). stainless steels can be varied by lowering the carbon content; adding titanium, niobium, or tantalum to prevent chromium carbide formation; or adding molybdenum to increase the corrosion resistance to localized corrosion types like pitting and CLSCC. As illustrated in the chart above, adding approximately 2% molybdenum to SS304 creates SS316 that has higher resistance against pitting corrosion compared to SS304. The other properties of SS304 and SS316 are similar as both are nonmagnetic, nonhardenable through heat treatment, resist general corrosion, and are easily formed and fabricated. SS316 is more expensive than SS304. Although cost is an important factor for material selection, SS316 is the only austenitic stainless steel grade that is used for valves in the Norwegian offshore industry owing to its higher resistance to the corrosive offshore environment compared with most of the other series 300 grades. Adding almost External topside offshore corrosion 1% molybdenum to SS316 produces SS317 that has even higher pitting resistance compared with SS316. Adding nickel, molybdenum, and nitrogen to SS317 produces a super austenitic material like 6MO that has much higher pitting corrosion resistance compared with SS316 and SS317. Adding chromium and nickel to SS304 produces SS309 and SS310 that have high corrosion, oxidation, and high-temperature mechanical resistance. Reducing the amount of carbon in SS304, SS316, and SS317 produces the lowcarbon grades SS304L, SS316L, and SS317L, respectively, where L stands for low carbon. Low-carbon stainless steels generally contain less than 0.03% carbon and provide extra corrosion resistance after welding. When austenitic stainless steels were developed many years ago, it was difficult to remove the carbon from their microstructures. A large amount of carbide in austenitic stainless steels led to the formation of the chromium carbides Cr3C2, Cr7C3, and Cr23C6 along the grain boundaries. During the formation of chromium carbide precipitates, a chromium-depleted zone forms around the chromium carbide formation areas. These zones along the grain boundaries are at high risk of intergranular corrosion, intergranular stress cracking corrosion (IGSCC), or weld decay. IGSCC is a form of relatively rapid and localized corrosion that is associated with a microstructure that becomes defective because of carbide precipitation. Fig. 1.45 illustrates a microscope view of a material attacked by intergranular corrosion at the grain boundaries and chromium-depletion zones. In fact, the nobility and general corrosion resistance of stainless steels are largely dependent on the chromium content. Thus, chromium depletion from stainless steel removes the nobility of stainless steel and makes it prone to corrosion attack. Further, a small anode forms in the chromium-depletion zone in contact with the large cathode area where chromium is not depleted. Carbide formation or precipitation at the grain boundaries of austenitic stainless steels is also called sensitization, and it is followed by intergranular corrosion when exposed to a corrosive environment. Sensitization occurs during welding at operating temperatures of 400–800°C. Lowering the carbon content in austenitic stainless steel grades 304L and 316L reduces the chance of chromium carbide Fig. 1.45 Intergranular stress cracking corrosion. 65 66 Case studies of material corrosion prevention for oil and gas valves formation, chromium depletion, and, eventually, IGSCC. Three factors are required for IGSCC to occur; the lack of any of them prevents the occurrence of IGSCC. The first factor is a vulnerable material such as SS304 or SS316. As discussed before, one way to prevent IGSCC is to use low-carbon austenitic stainless steels or stabilized grades like SS321 and SS347 that are explained later. The second factor is applying welding to austenitic stainless steels; this leaves residual stress in the heat-affected zone (HAZ) of the weld. HAZ is a nonmolten area of metal adjacent to the welded joints that is not molten but that has undergone some metallurgical changes, as illustrated in Fig. 1.46. Releasing the stress in the HAZ through post weld heat treatment (PWHT) can mitigate IGSCC attack. The third factor is a corrosive environment in contact with the austenitic stainless steel. In fact, many environments or fluid services do not cause intergranular corrosion in sensitized austenitic stainless steels, such as fresh water and portable water. The alternative solution to prevent IGSCC is to use stabilized austenitic stainless steels such as SS321, SS347, and SS348. All these grades are versions of SS304. They contain carbide forming and stabilizing elements such as titanium, niobium, and tantalum, which form carbide in preference to chromium carbide and thereby prevent sensitization. These stabilized grades were more common before developments in the steel making industry to produce and manufacture reliable and economical versions of 304L and 316L grades. Grades 321 and 347 are common in the oil and gas industry, whereas grade 348 is used in the nuclear industry. Grade 321 is stabilized with titanium; grade 347, with niobium or columbium; and grade 348, with niobium, tantalum, and a controlled cobalt content. The corrosion resistance, but not IGSCC resistance, of stabilized stainless steels is very similar to that of SS304. SS321, SS347, and SS348 could have a high-carbon content (H) version containing approximately 0.07% carbon for use in pressure vessels at high temperatures of 425–900°C. Some studies have shown that adding titanium to SS321 HAZ Fig. 1.46 HAZ around weld joint. (Courtesy: Shutterstock.) Weld joint External topside offshore corrosion does not completely eliminate the risk of sanitization and IGSCC. A previous study emphasized that SS321 tubes in petroleum refining plants were unsuitable after 1 year of operation owing to severe sanitization. The sensitization of SS321 occurred at approximately 600°C, at which chromium carbide formed preferentially instead of titanium carbides. This study stated that SS321 provides higher resistance against sensitization and IGSCC compared to low-carbon grades such as SS304L and SS316L. Further, this study found that adding niobium is more efficient compared to adding titanium to prevent IGSCC. In other words, SS347 provides higher resistance to sensitization and IGSCC compared to SS321. 2. Aim and objectives This case study aims to provide information about various austenitic stainless steel grades and their properties and applications. It focuses on grades that are suitable for industrial valves in the topside offshore oil and gas industry. Toward this end, the following objectives must be achieved: 1. Provide general information about series 300 or austenitic stainless steels applicable to the oil and gas industry, including their main properties and applications. 2. Evaluate most suitable austenitic stainless steel grades for topside offshore chloridecontaining environment. 3. Provide more information about industrial valve parts made of austenitic stainless steel in the offshore industry. 3. Importance and contributions The study should provide information about various grades of austenitic stainless steels and their applications, chemical composition, etc. It should clarify why austenitic stainless steels are not popular in the offshore industry. The welding of some austenitic stainless steels like SS304 and SS316 exposes them to the risk of IGSCC. This study provides practical information to choose the best austenitic stainless steel to prevent sensitization and IGSCC. It should clarify the industrial valve parts that could be made of austenitic stainless steel. Thus, this study can help to select the most suitable grades for offshore and/or welded valves to minimize the risk of various types of corrosion like pitting, CLSCC, and IGSCC. 4. Audiences This study should be of interest to engineers, students, and researches in the areas of material and corrosion, metallurgy, mechanical, piping and valve, and oil and gas engineering. 67 68 Case studies of material corrosion prevention for oil and gas valves 5. Case study (challenges/solutions) This case study considers some recent Norwegian offshore projects. SS316 is the only austenitic stainless steel used for industrial valves and its parts because the molybdenum content of approximately 2% increases its resistance to pitting and CLSCC. SS316 may be used in rare cases for the body and bonnet of valves. As shown in Table 1.9, only 42 out of 1394 valves (i.e., approximately 3%) had SS316 body and bonnet. SS316 body valves may be used for noncorrosive fluid services like fresh water or air and/or for tubes carrying chemicals or utility services with a maximum operating temperature of 60°C. In such cases, the bolting of valves is also made of SS316. However, some nonpressurecontaining parts of industrial valves, such as the gear box, handwheel, name plate, rivet, and locking device, are always made of SS316. First, none of these components are in contact with the internal fluid, and second, they are not considered pressure-containing components. In addition, the temperature of these components is affected by the external offshore temperature that is always below 60°C. Considering the factors, these components are not at risk of pitting and CLSCC. The valve parts that can always be made of SS316 are described below. Gear box: The gear box is explained in Case study 1.1. It facilitates the operation of manual valves when they are operated with a handwheel. It increases the manual force of the human operator. For example, if a valve requires 600 N for operation and the operator can manually produce only 200 N, then a gear box with a gear ratio of 3 is required to increase the force from 200 to 600 N. Otherwise, the force produced manually by the operator would be insufficient to operate the valve. Handwheel: A handwheel is used in some manual valves to operate them. The force required for rotating the handwheel and operating the valve is manually provided by the operator. A handwheel is commonly used for rotating the stem of manual valves like gate, globe, and ball valves. A handwheel can come in various types and sizes. A spoke and rim handwheel contains three spokes, as illustrated in Fig. 1.47, and is very commonly used in Rim Spoke Quick lever Fig. 1.47 Spoke and rim handwheel. (Photo by author.) External topside offshore corrosion manual valves in the oil and gas industry. The rim is the smaller circle located at the center of the handwheel, and the spokes are the bars connecting the rim to the outer and larger ring of the handwheel. In addition, a small quick lever is located on the left side of the handwheel to facilitate its rotation by the operator. In this case, the torque is defined as the amount of force applied on the handwheel to rotate it, and it is calculated as the product of the amount of force applied by the operator to pull the rim out and the handwheel radius. For example, if the amount of force applied by the operator to the handwheel (see Fig. 1.48) is 200 N, then the applied force is calculated as 200 N 0.150 m ¼ 30 N m. A handwheel is used not only for valves but also for electrical, pneumatic, and hydraulic actuators. Electrical actuators (or motors) use electricity to move the valve, as illustrated in Fig. 1.49. The handwheel on the electrical actuator allows the manual positioning of the valve without the help of a motor. The handwheel does not move during the actuator motor operation. The manual override of the electrical actuators by a handwheel is suitable and the only operation option when the power fails or is lost. The manual override of the electrical actuators is typically performed using the gear box. The use of a gear for electrical actuators enables reducing the motor speed and consequently increasing the force or torque on the valve stem. Manual override is also used during the commissioning of actuators; this is done onsite after installation to ensure that the actuator functions properly. Fig. 1.50 illustrates an electrical actuator with a manual override (handwheel). The handwheel is made of SS316; however, the supplier delivered an actuator with a carbon steel handwheel, which was the wrong material. Because the handwheel material could not be changed to SS316, the carbon steel handwheel was coated with TSA to prevent Fig. 1.48 Rotation of handwheel by operator. (Photo by author.) 69 70 Case studies of material corrosion prevention for oil and gas valves Handwheel Fig. 1.49 Electrical actuator including handwheel. (Courtesy: Shutterstock.) Fig. 1.50 Electrical actuator with carbon steel handwheel coated with TSA. (Photo by author.) general and pitting corrosion in offshore environments. Pitting and general corrosion in carbon steel could be even more severe than those in SS316. The carbon steel handwheel could be supplied with an HDG coating in a case by the actuator supplier. HDG is a process in which steel is coated with molten zinc at approximately 450°C. Applying zinc on a metal surface by HDG protects the metal surface, as zinc acts as a sacrificial anode. However, applying HDG is not always successful in preventing rust and corrosion. The HDG coating can be removed from steel and an unprotected carbon steel handwheel resulting in a high risk of corrosion. Thus, even an HDG coated handwheel cannot be used instead of an SS316 handwheel. External topside offshore corrosion Pneumatic or hydraulic actuators may also be supplied with the handwheel, like an electrical actuator, to operate the handwheel in case of air or hydraulic power failure. Therefore, if air/hydraulic power is used to apply force on the valve stem, when the air/hydraulic supply is stopped because of a malfunction in the air/hydraulic supply and circulation system, the handwheel can be used to operate the valve. Fig. 1.51 illustrates a handwheel that is installed on a pneumatic actuator for a butterfly valve. The actuator handwheel can be rotated anticlockwise to open and clockwise to close the valve. Actuator manufacturers may propose disconnecting the actuator from air/hydraulic power before performing any operation with the manual handwheel. The handwheel of the pneumatic actuator can be connected to the screw and piston of the actuator. Rotating the handwheel causes the back and forth movement of the piston that in turns operates the valve to the open or closed position. Name plate: A name plate should also be made of SS316 for all valves located in the topside offshore or atmospheric zone. Both valves and actuators contain name plates or tag plates. The valve name plate contains essential valve information like the serial or tag number; size; and body, bonnet, and trim material of the valve. Trim refers to the valve internals that are in contact with the fluid; it should be made of a material having at least the same corrosion resistance as the valve body and bonnet. The main trim components are closure members like the ball, wedge, disk, seat, and stem. The fluid type passing through the valve, pressure class or rating of the valve, and minimum and maximum pressure and temperature of the valve are some other information that can be engraved on the name or tag plate. Fig. 1.52 illustrates an SS316 tag plate on a modular valve located on an offshore platform. A modular valve combines two ball valves and a needle valve between in one body. Two ball valves are used for double isolation, and a needle valve is used to drain the fluid trapped between the ball valves. The name of the valve manufacturer, BFE, is engraved on the top. The tag number of the valve, CBFD05I, indicates the type, pressure class, material, and end connection of the valve. The tag number identification Pneumac actuator Buerfly valve Fig. 1.51 A butterfly valve with a pneumatic actuator equipped with a handwheel. 71 72 Case studies of material corrosion prevention for oil and gas valves Rivet Rivet Fig. 1.52 SS316 tag plate for modular valve in an offshore platform. (Photo by author.) code is defined in an engineering document called the piping and valve material specification. The pressure class of the valve is 1500 (i.e., PN250), and the valve size is dimension nominal (DN) 40, which is equivalent to a nominal pipe size (NPS) of 1½00 . The valve body is marked with F51 on the tag plate, indicating that it is made of 22Cr duplex forged material. The trim or internals of the valve are made of UNSS31803, a 22Cr duplex material, as written on the tag plate. The last row on the tag plate shows the corresponding pressure and temperature values: the valve operating temperature is 50°C to 250°C, and the valve can be operated at a maximum working pressure of 258 bar at 50°C. The maximum working pressure of the valve decreases upon increasing the temperature such that the maximum working pressure is 202 bar at 250°C. The tag plate also shows a CE (“Conformite Europeenne,” which is French for “European conformity”) marking on the top right, indicating that the valve fulfills the requirements of relevant European product directives and can be sold in the European market. The tag plate shows a second sign, EX, which stands for ATEX (“Appareils destines à ^etre utilises en ATmosphères Explosives,” which is French for “Equipment intended for use in explosive atmosphere”) directive. The ATEX directive is a European directive regarding the safety and reliability of the equipment, components, and products in an explosive environment. A valve or product with an ATEX sign does not provide any source of ignition. Fig. 1.53 illustrates an SS316 tag plate on an electrical actuator that provides information such as the manufacturer name, gear ratio, weight, type, and CE and EX markings. The tag plate is not the only plate affixed on a valve. Some valves like globe, axial, or check valves have a preferred flow direction; a tag plate could be attached to the valve body to indicate the flow direction. Fig. 1.54 illustrates an axial valve with a tag plate and flow direction plates attached to its body. Alternatively, the flow direction could be integrated with the body or bonnet of the valve through a low-stress die stamp. Fig. 1.55 External topside offshore corrosion Fig. 1.53 SS316 tag plate for an electrical actuator. (Photo by author.) Tag plate Flow direcon plate Fig. 1.54 An axial valve with tag plate and flow direction plate affixed to its body. (Photo by author.) Flow direcon on valve Fig. 1.55 A 400 CL300 globe valve with flow direction engraved on its body. (Photo by author.) 73 74 Case studies of material corrosion prevention for oil and gas valves illustrates a globe valve with the flow direction from left to right engraved on the valve body. In some cases, a ball or through conduit gate valve contains two different seat designs: self-relieving (SR)/single piston effect (SPE) and double piston effect (DPE). The details of the functioning of these two types of seats are beyond the scope of this study. Valves with two different seats (one SR and one DPE) are called double isolation and bleed type 2 (DIB2) according to the API 6D standard; they are not bidirectional, implying that they have a preferred installation direction. For example, a valve engineer could decide to have the double piston effect seat of a DIB2 valve on the left or right. In one offshore project, the DPE seat was on the side where maintenance is performed to better protect the operator during maintenance. In fact, DPE seats are tighter and have a lower risk of leakage compared to SR seats; therefore, they can provide tighter sealing compared to SR seats and can better protect the operator during maintenance. Workers and engineers who install the valve onsite and connect it to the piping system should know exactly which side of the valve has the SR seat and which side has the DPE seat. Otherwise, they may install the valve in the wrong direction. The best indication to show which seat is located on which side of the valve is to install a plate on the valve as per the API 6D piping and pipeline valve requirement. Fig. 1.56 shows the proposed plate for a DIB2 valve indicating the SR seat or SPE with one arrow on the left and the DPE seat with two arrows on the right. If the engineering strategy is to place the DPE seat on the side where maintenance should be performed and maintenance is required on the right side of the valve, then the valve with the indicated tag plate in the figure is installed correctly. However, if maintenance should be performed on the left side of the valve, then the valve with the indicated tag plate in the figure should be rotated by 180 degrees. Plates affixed to the valve body can be temporary or permanent. Tag plates and other plates for indicating the flow direction and DIB2 valve seat are considered permanent tag plates. Fig. 1.57 illustrates a temporary tag plate connected to an axial check valve indicating the tag number (23-SI-0000) and valve data sheet (VDS) code 6CHBC31R. The Fig. 1.56 A plate for a DIB2 valve indicating the direction of the SR seat on the left and DPE on the right. (Courtesy: API 6D.) External topside offshore corrosion Fig. 1.57 Temporary tag plate connected to the body of a check valve with a braided wire. (Photo by author.) temporary tag plate is connected to the valve body with a braided SS316 wire. The definition of the tag number and VDS code is typically given in engineering documents such as the valve data sheets and piping and valve material specification (PMS). Rivet: Name and tag plates are fixed on the valve with two or four rivets. A rivet is a permanent mechanical fastener that consists of a smooth cylindrical shaft with a head and pin on one end. Fig. 1.52 illustrates a couple of SS316 rivets that are used to fasten the tag plate to the modular valve. Valve locks and accessories: Valve locks and accessories are other components that should be made of SS316, at least for valves located in the atmospheric zone of offshore environments. As noted before, this zone refers to an area located on platforms or ships. The main purpose of a valve lock is to secure a valve in the correct position to ensure the safe operation of the system and to eliminate human error. Installing the valve lock on a closed valve can ensure that the valve cannot be mistakenly opened by an operator. There are different ways to lock a valve, such as a visual seal, car seal, wire lock, padlock or chain lock, single lock, and interlock (in increasing order of safety and security). A lock type is selected based on safety and process engineers’ evaluations and is implemented by piping and valve engineers. Locks can be used not only with valves but also with electrical actuators. A visual lock is achieved by color coding valves; however, they offer no security and are therefore not popular. For example, the body of a valve and/or valve operation 75 76 Case studies of material corrosion prevention for oil and gas valves components such as a gear box could be colored red to keep the valve in a closed position and green for keeping it in an open position. A car seal (wire lock) is a plastic or metal strip connected to a lock, as illustrated in Fig. 1.58, that is used to secure valves in the correct position. If the valve has to be operated, the strip is cut as shown in the picture. Once the strip is cut, the car seal locking device is not reusable. The red color of the car seal in the figure could indicate that the valve is locked in a closed position; this is called car seal closed (CSC). Conversely, the green color of the car seal indicates that the valve is in the open position; this is called car seal open (CSO). Both the metal strip and the lock should be made of SS316. Padlock/chain lock: Padlocks and chain locks have higher security compared to the car seal and wire lock and are reusable. It is not possible to monitor the opening/closing status of the valves. Fig. 1.59 illustrates a padlock installed around the valve stem. Alternatively, a chain, which offers the same security as a padlock, can be used for locking. The pad and connected lock must be made of SS316 for offshore environments. Lock Plasc or metal strip Fig. 1.58 A car seal lock on the valve. (Courtesy: Valve World Magazine.) Pad Lock Fig. 1.59 A padlock installed on a valve. (Photo by author.) External topside offshore corrosion Fig. 1.60 A chain lock and its installation around the valve. Fig. 1.60 shows a chain lock and how it is installed around the valve. A chain lock is a robust design for locking a valve operator, such as a handwheel or lever, by wrapping around them. The chain is connected to the lock, and the lock can be unlocked by inserting a key and releasing the chain. The lock and chain should be made of SS316. Both the padlock and the chain lock do not have any logging or computerized system for monitoring the closing or opening of the valve. The status of valves that are locked using a car seal, wire, padlock, and chain lock can be recognized onsite through a visual check of the valve. Better security can be achieved by monitoring and obtaining feedback on the valve status (open or closed) by using either single lock or interlock solutions. In addition, if no sequence control is necessary, a simple and single valve locking device for the valves is sufficient. Single lock: A single lock is designed and used just for a single valve in either the open or closed position. A single lock, as illustrated in Fig. 1.61, includes a locking box and two keys inserted in this box. The handwheel located on the top of the locking box is supplied by the lock supplier. Typically, one key is kept on the lock body and the other key is kept in the cabinet where single and interlock keys are stored. Valve operation is not possible without using the free key. Therefore, the operator should take the free key from the cabinet. Assume that the free key is Key A in green color. It is not possible to take the keys from the cabinet without permission and a proper access code or card for the cabinet. Inserting the free key, Key A, from the cabinet inside the valve lock free key holder enables the operator to operate the valve from the closed to open position or vice versa. The key inserted in the key lock and the key labeled B in yellow color will be released after valve operation, and both should be stored in the cabinet by the operator 77 78 Case studies of material corrosion prevention for oil and gas valves Fig. 1.61 A valve locking device including two keys for a single valve lock. (Courtesy: Smith flow control.) for the next operation sequence. The green key is then inserted in the key holder so that the key positions are changed after valve operation. All keys, cabinets, key lock boxes, and handwheels must be made of SS316 material. Free keys are stored in cabinets that are typically inside the control room or nearby. A control room or operation room is normally a large room with various facilities such as screens to monitor and control the process inside the plant. Interlocks: Interlocks are similar to single locks but are used for locking a group of valves; they offer higher security compared to single locks. Interlocks and their operating keys ensure the correct order of operation for a group of locked valves. As for a single lock, interlocks contain free and inserted keys. They are operated through the exchange of the keys, and they enable the locking of valves in both open and closed positions. Free keys are stored and transferred to key cabinets. Using interlocks ensures that operators follow sequential steps to operate the valves without any possibility of bypassing the system. The details of the interlock schematics and operation are beyond the scope of this study. From a layout viewpoint, the valve lock is installed on the top of the valves, thereby increasing the height of the valve. Key cabinets: Key cabinets are used in connection with single locks or interlocks, and they could be either mechanical or electrical. Electrical cabinets have been more popular in recent projects, whereas mechanical cabinets were used before. Both types are fully made of SS316. Electrical key cabinets (see Fig. 1.62) are preferred because they offer a key management solution. This enables operators to trace the location and status of keys and to identify the sequence that should be followed for the use of keys. Further, keys can be traced because they contain sensors. The traceability of keys enables operators to recognize the position of the valves equipped with a single lock or interlock. In addition to External topside offshore corrosion Fig. 1.62 An electrical key cabinet. (Courtesy: Smith flow control.) normal keys, master keys are provided to enable opening and closing all valves with a single lock or interlock. Master keys can be used during plant shutdown outside the normal valve operation sequence. The numbers of required master keys are decided by the operator in conjunction with the manufacturer. 6. Expected results and deliverables Austenitic stainless steels, except for those with 2%–3% molybdenum content such as grades 316 and 317, are not recommended for industrial valves located on platforms and ships in offshore environments. Although SS316 and SS317 are among those austenitic stainless steels with the highest pitting resistance, these two grades can fail owing to pitting and chloride stress cracking in offshore environments. Only a few SS316 valve body and bonnet may be used for fluid services like chemicals provided that the maximum fluid temperature is 60°C. An SS316 valve body could have a stem made of SS316. However, if higher mechanical strength is required, the stem could be made of Nitronic 50 that has approximately two times the yield strength of SS316. Nitronic 50 has higher chromium, molybdenum, and nitrogen contents on average compared with SS316 and therefore has higher pitting resistance. Nitronic 50 also has a higher average nickel content than SS316; this improves its resistance to CLSCC. Some components of industrial valves in offshore environments, such as the gear box, handwheel, name plate, rivet, valve locks, and accessories, are always made of SS316. These components are not pressurecontaining parts and are therefore not at risk of CLSCC in offshore environments. In addition, they normally have a temperature below 60°C as they are not in contact with the internal fluid and are exposed to the cold weather in offshore environments. Components like the gear box, handwheel, name plate, rivet, valve locks, and accessories 79 80 Case studies of material corrosion prevention for oil and gas valves Fig. 1.63 Heavy corrosion of carbon steel gear box and handwheel in offshore environments. (Photo by author.) should not be made of carbon steel because they would be corroded heavily in offshore environments. Fig. 1.63 shows the heavy corrosion on the gear box and handwheel of a carbon steel ball valve in offshore environments. 7. Conclusions Austenitic stainless steels, unlike duplex and nickel alloys, are not popular in the offshore industry because of their susceptibility to pitting and CLSCC in these environments. This case study reviewed various grades of austenitic stainless steels. SS304 is the basic grade with low mechanical strength and corrosion resistance in offshore environments. Adding molybdenum to SS304 produces SS316 and SS317; these are the best options for offshore environments. Low-carbon grades, indicated by a letter “L” (e.g., SS304L and SS316L), as well as SS321 and SS347 are suitable for high temperatures including welding owing to their resistance to IGSCC. SS309 and SS310 have higher chromium and nickel contents compared to SS304 and therefore have higher resistance to high temperature. SS316 is the only grade used in the Norwegian offshore industry for valves. A statistic in a recent Norwegian project indicated that only 3%–4% of industrial valves could have SS316 body and/or bonnet, whereas SS316 is always used for valve components and accessories such as the gear box, handwheel, plates, valve locks, and accessories. External topside offshore corrosion Case study 1.8. Upgrading SS316 tubes for piping and valve actuators to 6MO 1. Introduction Tubes like pipes can be used to transfer fluid in the oil and gas industry. Tubing refers to round and hollow components like pipes that can be used in piping and pressure equipment, instrumentation, and actuation systems. Tubes could have a square or rectangular cross section, whereas a pipe always has a rounded section. However, tubes that are used for piping and instrumentation systems including actuators typically have rounded cross sections. The other difference between piping and tubes is that tubes are typically used for small sizes of at most 200 , whereas piping is used for various sizes ranging from ½00 to even 4000 or larger. Some common tubing sizes are ¾00 , 7800 , 100 , 1¼,00 and 1½00 . Another difference between tubes and piping is that tubes are designated with an outer diameter and wall thickness. For example, a tube with a size of ¾00 has an outer diameter ¾00 . However, piping is designated with a nominal pipe size (NPS) and pipe wall thickness, also called the pipe schedule (SCH). The pipe schedule is a standard measures of the wall thickness of the pipe. It is nondimensional and depends on various parameters such as the pipe size, internal pressure of the pipe, pipe material, and manufacturing method of the pipe. NPS for piping is always less than the outside diameter of the pipe for pipe sizes of 1200 and less. 00 For example, the outside diameter of a pipe with NPS of 200 is 238 . However, NPS is equal 00 to the outside diameter of the pipe for sizes of 14 and above; for example, the outside diameter of a 1600 NPS pipe is 1600 . The inside diameter of the pipe and tube is calculated by deducting double the pipe wall thickness from the outside diameter of the pipe. Tubes offer some advantages relative to piping. Tubes have stricter manufacturing compared to pipes and undergo several dimension quality checks. Unlike pipes in offshore environments that are typically welded, tubes are connected by threaded or screwed tube fitting connections or tube adaptors from various brands like Parker or Swagelok. The welding of piping together adds residual stress to the material that can lead to stress cracking corrosion and therefore necessitates nondestructive testing to ensure that the implemented welding is free of defects. However, welding challenges and consequent NDTs do not apply to the tubes used in topside offshore environments with Parker or Swagelok connections. Fig. 1.64 illustrates a Swagelok ball valve end connection. The Swagelok nut has a male thread connection on one end screwed into the body of the valve and a tube connection on the other side. Fig. 1.65 shows the details of the Swagelok connection or tube fitting. It consists of four parts: threaded body, nut, and two ferrules (one in the back and one in the front). Swagelok is considered a mechanical-grip-type fitting. The body determines the shape and one end connection. One end of the body, as shown in the figure, has a threaded end, and the other end of the body contacts the outside diameter of front ferrule during installation. The nut creates the required force on both ferrules to grip the tube. The front ferrule creates a seal on the outside diameter of the tubing. The back 81 82 Case studies of material corrosion prevention for oil and gas valves Swagelok body nut Swagelok nut Tube end connector Tube end connector Male screwed end Male screwed end Fig. 1.64 Swagelok end connection valve. (Photo by author.) Tubing SWAGELOK Swagelok Back Ferrule Swagelok Nut Swagelok Front Ferrule Swagelok Body SWAGELOK Fig. 1.65 Swagelok end connection valve. (Photo by author.) External topside offshore corrosion ferrule is the primary mechanical holding member that secures the tubing in the fitting. During installation, the back ferrule axially advances the front ferrule and radially applies an effective tube grab. A Swagelok connection is reliable and can provide a tight and leak-free connection even under a corrosive environment, extreme temperature conditions, and high pressure even if it has screwed or threaded connections. Threaded connections in piping systems are considered weak and subject to leakage owing to corrosive corrosion and mechanical loads. 2. Aim and objectives This case study aims to provide information about tubes and their applications to piping and actuators in the topside oil and gas industry. It focuses on the challenges of material selection for tubes, especially those used for pneumatic and hydraulic actuators. Toward this end, the following objectives must be achieved: 1. Provide general information about tubing, and its application and advantages over piping in the topside offshore oil and gas industry. 2. Introduce a typical tubing connection like Swagelok. 3. Provide a material selection strategy for tubes. 4. Discuss cases of tube clamping, which introduces stress cracking corrosion, and how it affects the tubing material selection. 3. Importance and contributions This study should help engineers, students, and researchers understand important tube characteristics and applications and how tubes differ from piping. It should guide engineers and readers on where tubes can be used instead of piping and what advantages tubes offer relative to piping. This study mainly focuses on material selection for tubing to prevent external pitting and CLSCC. Thus, this study should contribute toward preventing failure owing to material corrosion and failure. Preventing the failure of tubes during the operation through a proper material selection strategy affords advantages like reducing the OPEX, preventing loss of asset and plant shutdown, and, in some cases, saving the environment. For example, the leakage of tubes that are used to transport hydraulic fluid to a hydraulic actuator can release hydraulic oil to the environment. 4. Audiences This study should be of interest to engineers, students, and researchers engaged in instrument and actuator, piping and valve, mechanical, and oil and gas engineering. Tubes used for actuators and instrumentation like pressure and temperature gauges as well as flow meters are relevant to instrumentation engineers. Further, tubes used instead of piping for fluid transportation are relevant to piping and valve engineers. Mechanical engineers 83 84 Case studies of material corrosion prevention for oil and gas valves deal with mechanical devices like pumps and compressors and could therefore be interested in all types of tubes used for both pipes and instruments. The discussion of tubing material selection and corrosion prevention should be relevant to material or piping material engineers. 5. Case study The case study considers an offshore project in Norway to evaluate the locations where tubes are used and their applications. Tubes with small sizes of less than 200 size were found to be typically used for various applications such as chemical injection lines, air and hydraulic supply lines to actuators, and different instrument connections like pressure level and flow gauges. One of the main applications to chemical injection is related to injecting chemicals before or upstream of separators. Separators are pressure vessels used to separate oil, gas, and water from each other and are considered crucial to oil and gas processing in topside offshore environments. Separators are at risk of foaming, corrosion, and scale formation. Thus, various chemicals such as antifoaming agents, corrosion inhibitors, and scale inhibitors are injected upstream of the separators to prevent these problems. Foam can form inside the separator because the liquid level is above a required level, owing to which the liquid phase enters the gas phase located on top and produces foam. Fig. 1.66 illustrates a Chemical injecon tubing Piping Fig. 1.66 Schematic of chemical injection. (Photo by author.) External topside offshore corrosion P 2''x2'' Combination Valve Ball/Needle/Ball configuration Piping Piping Instrument Instrument P 2''x2'' Gate Valve CL 150-300 CL 600 - 2500 Fig. 1.67 Pressure gauge connections to piping system. (Photo by author.) chemical injection line for high-pressure fluid and its connection to the pipe. A 1½00 tube is used to handle the chemical injection until the tube is connected to the modular valve. In fact, as illustrated in the figure, the break or split between the piping and tube is located upstream of the modular valve. Fig. 1.67 shows a schematic of a pressure gauge connection to the piping system. Pressure gauges are used to measure the pressure in the piping at a specific point and are indicated by the “P” in a circle. A pressure gauge is connected to piping through an isolation or double-isolation valve with a size of 200 . The isolation valve is used to isolate the pressure gauge from the piping system by shutting the fluid. It plays an important role in the safety and reliability of the system and protects the operator performing maintenance or calibration on the pressure gauge. In fact, the pressure gauge could be removed from the piping for maintenance or replacement; it prevents fluid flow to the pressure gauge by closing the isolation valve. The isolation valve is a gate valve for low-pressure-class piping (CL150–300) and a combination valve for high-pressure-class piping (CL600–2500). A combination valve contains double ball valves where one valve acts as a redundant backup for the other one; therefore, if one valve fails, the backup valve can isolate the fluid. A needle valve is located between two ball valves to drain the fluid trapped between 85 86 Case studies of material corrosion prevention for oil and gas valves them. Therefore, double isolation valves are preferred for isolation purposes in highpressure-class piping systems. There is a break or split between the piping and the instrument. The instrument side contains tubing in connection to the pressure gauge, and the valve and connected piping are considered part of the piping side. Austenitic stainless steel 316 grade is very commonly used for piping and instruments, including actuator tubing material, provided that the fluid service has a maximum operating temperature of 60°C. One advantage of austenitic stainless steels is that they are relatively soft and have low mechanical strength, thus affording high flexibility for bending and changing the routing of tubes. However, super duplex or 6MO should be used as the tubing material if the operating temperature of the fluid exceeds 60°C. 6MO and super duplex for tubes or other components are suitable for a maximum operating temperature of 110°C and 120°C, respectively. If the tube contains sea water, then the choice is between super duplex or 6MO for a maximum operating temperature of 20°C and titanium for temperatures above 20°C. In some cases, long tubes (e.g., >100 mm) are clamped to hold and secure them in place and prevent unwanted movement. In such cases, the tube part under the clamp has a high risk of CLSCC. This is another case in which the tubing material should be upgraded from austenitic stainless steel to 6MO to mitigate the risk of CLSCC. Fig. 1.68 illustrates a hydraulic actuator with a connected tube used to supply hydraulic fluid for the operation of the actuator. The tube can be seen at the hydraulic cylinder side of the actuator on the opposite side of the longer spring. The actuator has a fail-safe function owing to the spring. The actuator is closed by the spring force and is opened by the hydraulic force; it is called a fail-safe closed actuator. A relatively long piece of tubing is clamped; therefore, 6MO tubing is proposed for the hydraulic actuator for use in the topside offshore environment to prevent corrosion. Hydraulic cylinder Spring side Tubing Tubing clamp Fig. 1.68 A hydraulic actuator with highlighted tubing and clamp connection. (Photo by author.) External topside offshore corrosion Pneumatic and hydraulic actuators are typically equipped with control panels. Control panels are considered a part of the valve and actuator assemblies and are typically made of SS316. Control panels are used to supply and control the flow of air or hydraulic fluid to the actuator. Control panels contain various types of valves like ball, check, and solenoid valves. Further, a control panel contains a filter and pressure gauge. Fig. 1.69 illustrates a pneumatic actuator and its control panel that are connected by an SS316 tube. The actuator casing is made of carbon steel coated with zinc-rich epoxy. The control panel and all components located on the panel, valves, air filter, and pressure gauge are made of SS316. Air is supplied to the actuator from the left side. The ball valve in the figure is in the closed position; therefore, it should be opened by an operator to let air flow in the control panel. The air filter removes particles from the supplied air because particles entering inside the control system and actuator can damage them. The pressure gauge shows the air pressure. The air pressure should be 5–7 bar depending on the project requirement. The air pressure is important because if it falls below 5 bar, it cannot provide enough force for the actuator to move and operate the valve. By contrast, if it exceeds 7 bar, the actuator may apply excessive load to the valve and damage the stem and internals of the valve. The check valve is designed to allow the flow of air from the left side in the figure to the right and prevent air back flow. A solenoid valve can be opened or closed by a signal to start and stop the air supply to the actuator. A quick exhaust works to release air to the atmosphere under the action of the spring in the Check valve Air filter and Solenoid valve pressure gauge Quick exhaust valve Ball valve Control panel SS316 tubing Pneumac actuator Fig. 1.69 A pneumatic actuator including control panel and connected tubing. (Photo by author.) 87 88 Case studies of material corrosion prevention for oil and gas valves Fig. 1.70 A hydraulic actuator control panel including tubes and valves. (Photo by author.) actuator. A short tube is connected between the control panel and the actuator. The tube is not clamped because it is short and is made of SS316; therefore, there is no need to upgrade the tube material to 6MO. The other important consideration is that components on the control panel are connected without any tubing connection between them. The alternative design is to have tubes between the components on the control panel, like the layout shown in Fig. 1.70 for the control panel of a hydraulic actuator. The tubes located in the control panel have a short length without any clamp and are therefore made of SS316. 6. Expected results and deliverables SS316 should be used for the tubes of piping, instrumentation, and actuators under the following conditions: - The fluid service is not corrosive sea water. If so, then super duplex or 6MO should be used for a maximum temperature of 20°C and titanium should be used for temperatures above 20°C. SS316 tubes can be used for noncorrosive sea water at any temperature. Noncorrosive sea water refers to oxygen-free sea water with oxygen content below 20 ppb. - The operating temperature of fluid in the tube, excluding sea water service, should be below 60°C. At temperatures above 60°C, the tube material should be upgraded from SS316 to 6MO. - The tube could be clamped for supporting purposes. Clamped tubes should be made of 6MO. External topside offshore corrosion 7. Conclusions This case study provided information about tubes and their applications in the offshore oil and gas industry. The differences between tubes and piping as well as the advantages of tubes relative to piping were reviewed briefly. Different cases where tubes are used for chemical injection, pressure gauge connection, and pneumatic and hydraulic actuators were reviewed. Tubing material selection in consideration of various parameters like operating temperature, fluid service, and application of clamp on tubing was discussed. Section 6 discusses tubing material selection in more detail. Questions and answers 1. Which sentence is correct regarding the gear box material for industrial valves in the topside offshore industry? A. Carbon or cast-iron gear boxes coated with zinc epoxy can provide high corrosion resistance in offshore environment. B. A gear box is a pressure-containing part of the valve; therefore, it should not be made of austenitic stainless steel when the valve operating temperature exceeds 60°C. C. The surface roughness of a cast iron gear box can affect the coating adhesion on the metal surface, causing the coating to flake off. D. A gear box is always used for all types of manual valves to increase the force for operating the valve. Answer: Option A is wrong as gear box corrosion and failure occurred in many cases when it was made of cast iron or carbon steel coated with zinc epoxy. Option B is wrong because the gear box is not a pressure-containing part. Option C is correct. Option D is wrong because the gear box is only used for manual valves with a handwheel and not for valves with a lever. 2. Which types of corrosion are associated with external offshore environments? A. Crevice corrosion B. Pitting corrosion C. Chloride stress cracking corrosion D. All options are correct Answer: Option D is correct. 3. Which sentence is correct regarding the bolting material selection for industrial valves? A. Low-alloy steel bolts and carbon steel nuts with HDG coating can be used for nonpressure-containing bolts in all cases. B. Super duplex is suitable for pressure-containing bolts for both duplex and super duplex body valves in offshore environments. C. A193 B8M CL1 is the bolt material selected for SS316 body valves in all cases. 89 90 Case studies of material corrosion prevention for oil and gas valves D. Titanium grade 5 bolts provides less mechanical strength compared to titanium grade 2 ones. Answer: Option A is wrong because SS316 or nickel alloy bolts are proposed for small-sized nonpressure-containing bolts 10 mm. Option B is correct. Option C is wrong because A193 B8M CL1 is a low-strength bolt that only can be used for low-pressure-class valves of 150 and 300. However, A193 B8M CL2 is a highstrength bolt that can be standardized for all SS316 valve bodies. Option D is wrong because titanium grade 5 bolts have higher mechanical strength than titanium grade 2 ones. 4. Which sentences are wrong about 17-4 PH? A. 17-4 PH affords high mechanical strength because of its annealing heat treatment. B. 17-4 PH is not suitable for use in offshore environments for any piping and valve component. C. 17-4 PH is considered a type of martensitic stainless steel. D. Adding aluminum to 17-4 PH leads to its high mechanical strength and hardness. E. Various heat treatment options are available for 17-4 PH, resulting in different mechanical strength and hardness values. Answer: Option A is wrong because 17-4 PH has high mechanical strength owing to its age-hardening heat treatment and not annealing. Option B is wrong because 17-4 PH can be used in the offshore industry for internal piping components that are not exposed to the corrosive offshore environment and chloride-containing fluid. For example, 17-4 PH with Teflon-coated seal rings has been used for carbon steel mechanical joints. Option C is correct. Option D is wrong because adding copper, and not aluminum, to 17-4 PH results in its high mechanical strength and hardness. Option E is correct. Therefore, Options A, B, and D are wrong. 5. Identify the wrong sentence about valve stem material selection for carbon steel body valves. A. 13Cr-4Ni stem material has been used for topside offshore valves by an end user. B. Super duplex stem material is allowed to be used. C. Inconel 718 stem material can be considered only in cases where high mechanical strength is expected from the stem (e.g., valve actuation). D. Inconel 725 provides less mechanical strength compared to super duplex. Answer: Option D is wrong. Inconel 725 and Inconel 718 both provide higher mechanical strength compared to super duplex. 6. Which parameter does not have any impact on the intensity of CUI? A. Type of material B. Presence of oxygen External topside offshore corrosion C. Contamination with external source of chloride and sulfide, such as insulation D. Temperature E. Internal corrosion by carbon dioxide Answer: All options affect the intensity of CUI except for internal corrosion by carbon dioxide (Option E). Carbon dioxide corrosion or sweet corrosion is an internal corrosion mechanism that causes metallic carbon steel materials to corrode. However, CUI is an external corrosion mechanism that cannot normally be affected by internal corrosion. Carbon dioxide corrosion is only applicable to carbon and mild alloy steels whereas CUI can occur in exotic alloys. 7. Which sentence is correct about CUI prevention? A. Cathodic protection and coating are combined as CUI corrosion prevention strategies. B. Thermal spray zinc is a common coating system in the Norwegian offshore industry to prevent CUI. C. Pitting and chloride stress cracking in external offshore environments are more severe types of corrosion compared to CUI. D. Thermal spray aluminum is a common type of coating to prevent CUI. Answer: Option A is wrong because cathodic protection is not used to prevent CUI. Option B is wrong because thermal spray zinc is not used in the Norwegian offshore industry. Option C is wrong because CUI is more severe than pitting and chloride stress cracking corrosion. Option D is correct. 8. Select the correct sentence about pitting corrosion. A. The presence of oxygen does not have any impact on pitting corrosion. B. Increasing the temperature reduces the chance of pitting corrosion. C. Pitting corrosion could be internal or external, and external pitting corrosion can be prevented by approaches like suitable material selection or coating. D. Pitting corrosion results in uniform pits with the same shape and depth. Answer: Option A is wrong as a higher oxygen concentration increases the rate of pitting corrosion. Option B is wrong as increasing the temperature increases the chance of pitting corrosion. Option C is correct. Option D is wrong because pits and cavities caused by pitting corrosion do not have the same shape and depth. 9. Fig. 1.71 illustrates 22Cr duplex dual-plate check valves coated with TSA for an offshore oil and gas platform. Which scenario could be correct in this case? A. Assuming that the valve is insulated, the operating temperature should be above 100°C. B. Assuming that the valve is uninsulated, the operating temperature should be above 150°C. C. If the valve is insulated, the main purpose of coating is to prevent pitting and CLSCC. 91 92 Case studies of material corrosion prevention for oil and gas valves Fig. 1.71 22Cr duplex dual-plate check valves coated with TSA. (Photo by author.) D. If the valve is uninsulated, the main purpose of coating is to prevent pitting and CLSCC. Answer: Option A is wrong because for insulated 22Cr duplex material, phenolic epoxy can be used for operating temperatures of up to 150°C. TSA coating for insulated check valves is required for operating temperatures above 150°C. Option B is wrong because if the 22Cr duplex check valve is uninsulated, it should be coated for operating temperatures above 100°C. Option C is wrong because if the valve is insulated, the main purpose of coating is to prevent CUI. Option D is correct. 10. Fig. 1.72 illustrates a 22Cr duplex wedge gate valve for an offshore platform before a pressure test. Which statement is correct about the valve? Fig. 1.72 A 22Cr duplex (ASTM A182 F51) gate valve for an offshore platform before pressure test. (Photo by author.) External topside offshore corrosion The valve is not coated because it has no risk of corrosion. The valve is not coated because its operating temperature is below 100°C. The valve should typically be coated if it is installed under insulation. Coating the valve can mitigate the risk of internal corrosion. Answer: The valve is not coated because it should remain uncoated during the pressure test. The pressure test of a coated valve cannot reveal leakage from the body and bonnet. Thus, options A and B are wrong. Option C is correct because valves under insulation are typically coated to prevent CUI. Option D is wrong because coating prevents external corrosion and not internal corrosion. 11. Which material provides the strongest resistance against pitting and CLSCC? A. Titanium B. NAB C. 6MO D. Inconel 625 Answer: Titanium provides the strongest resistance against pitting and CLSCC; therefore, option A is correct. NAB provides the second-best resistance. Inconel 625 has a PREN of 51, whereas 6MO has a PREN of 43; therefore, Inconel 625 provides higher resistance compared with 6MO. In addition, nickel content in alloy steels plays an important role in preventing SCC, especially that initiated by chloride. Nickel enhances the impact toughness and reduces the brittleness of a material, so it shows better resistance to cracking. Alloys with nickel content above 42% are considered immune to CLSCC. Inconel 625 contains at least 58% nickel, whereas 6MO contains only 18% nickel. Thus, Inconel 625 has much higher resistance to CLSCC compared with 6MO. 12. What type of material can be used for the body and bonnet of valves in the offshore industry and be coated? A. Inconel 718 and 725 B. 6MO and super duplex C. Inconel X750 D. Titanium and NAB Answer: Inconel 718 and X750 are not used for the body and bonnet of valves. Therefore, Options A and C are wrong. Option B is correct. Titanium and NAB are not coated; therefore, Option D is wrong. 13. Which sentence is correct about IGSCC? A. IGSCC is also called stress cracking corrosion. B. Reducing the carbon content is the only way to mitigate IGSCC. C. IGSCC can occur in any environment and fluid service. D. Welding and high temperature are some of the causes of IGSCC. Answer: Another name for IGSCC is weld decay; therefore, Option A is wrong. Option B is wrong because reducing the carbon content is not the only A. B. C. D. 93 94 Case studies of material corrosion prevention for oil and gas valves way to mitigate IGSCC. Other approaches include the use of SS321 and SS347 that contain titanium and niobium as stabilizers, respectively. Option C is wrong because IGSCC cannot occur in noncorrosive fluids like fresh water and potable water. Option D is correct because welding and high temperature are some of the causes of IGSCC. 14. Which valve components are recommended to be made of SS316 in the offshore industry in all cases? A. Handwheel B. Gear box C. Body D. Bonnet E. Stem Answer: The handwheel and gear box are recommended to be made of SS316 in all cases; therefore, Options A and B are correct. However, the body and bonnet cannot be made of SS316 in all cases, especially when the operating temperature is above 60°C. Further, the stem should generally have high mechanical strength, and SS316 cannot meet this requirement. Thus, Options C, D, and E are correct only in rare cases. 15. Which sentence is correct about austenitic stainless steels? A. Austenitic stainless steels are popular in the offshore industry. B. Grades 321 and 347 are the best austenitic stainless steels for offshore usage. C. Nitronic 50 is an austenitic stainless steel with high mechanical strength that can be considered for valve stems. D. Austenitic stainless steel grade 309 has higher corrosion resistance compared with grade 304 and is the most suitable grade for offshore environments. Answer: Option A is wrong as austenitic stainless steels are not popular in the offshore industry owing to their vulnerability to pitting and CLSCC. Option B is wrong because grades 321 and 347 have higher resistance to IGSCC compared to other austenitic stainless steel grades. However, the resistance of SS321 and SS347 to pitting and CLSCC is important in offshore environments, and it is lower than that of SS316 and SS317. Thus, SS321 and SS347 have the same pitting and CLSCC resistance as SS304 that is not good enough for offshore environments. Option C is correct. Option D is wrong because although SS309 has a slightly higher chromium compared with SS304, it does not have molybdenum and nitrogen; therefore, SS309 has lower PREN than SS316 and SS317 and is not the most suitable grade for offshore environments. 16. Which sentence is correct regarding the tube material selection? A. 6MO tubes are always suitable for sea water service as per the material selection guideline provided in the NORSOK standard. B. SS316 tubes should be upgraded to 6MO only if the operating temperature is above 60°C. External topside offshore corrosion C. Super duplex tubes are not applicable in the offshore industry. D. Tube material selection is independent of the tube size and thickness. Answer: Option A is wrong because sea water could be used for cooling purposes, and therefore, the temperature would rise above 20°C. In this case, 6MO tubes are not suitable; titanium tubes may be used instead. Option B is not completely correct, although the tube material should be upgraded from SS316 to 6MO if the operating temperature exceeds 60°C. The SS316 tube may also be upgraded to 6MO if the tube is clamped as this increases the risk of CLSCC. Option C is wrong as super duplex tubing could be used in the offshore industry. Option D is correct. Further reading American Petroleum Institute (API) 6D, Specification for Pipeline and Piping Valves, twenty-fourth ed., 2014. Washington, DC. American Society for Testing and Materials (ASTM) A1082, Standard Specification for High Strength Precipitation Hardening and Duplex Stainless-Steel Bolting for Special Purpose Applications, 2018. Pennsylvania, USA. American Society for Testing and Materials (ASTM) A193, Standard Specification for Low Alloy and Stainless-Steel Bolting Materials for High Temperature Service, 2004. Pennsylvania, USA. American Society for Testing and Materials (ASTM) A194, Standard Specification for Carbon and Low Alloy Steel Nuts for Bolts for High Pressure or High Temperature Service or Both, 2003. Pennsylvania, USA. American Society for Testing and Materials (ASTM) A320, Standard Specification for Alloy Steel and Stainless-Steel Bolting Materials for Low Temperature Service, 2003. Pennsylvania, USA. American Society for Testing and Materials (ASTM) F467, Standard Specification for Nonferrous Nuts for General Use, 2018. Pennsylvania, USA. American Society for Testing Materials (ASTM) F468, Standard Specification for Nonferrous Bolts, Hex Cap Screws, Socket Head Cap Screws, and Studs for General Use, 2018. Pennsylvania, USA. American Society for Testing and Materials (ASTM) G48, Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferritic Chloride Solution, 2020. Pennsylvania, USA. American Society of Mechanical Engineers (ASME) Section VIII Div. 01, Rules for Construction of Pressure Vessels. Boiler and Pressure Vessel Code, 2012. New York, NY. American Society of Mechanical Engineers (ASME) Section VIII Div. 02, Design and Fabrication of Pressure Vessels. Boiler and Pressure Vessel Code, 2012. New York, NY. American Society of Mechanical Engineers (ASME) B16.5, Pipe Flanges and Flanged Fittings: NPS ½00 Through NPS 24 Metric/Inch Standard, 2017. New York, NY. American Society of Mechanical Engineers (ASME) B16.47, Large Diameter Steel Flanges: NPS 2600 Through NPS 6000 Metric/Inch Standard, 2017. New York, NY. American Society of Mechanical Engineers (ASME) B31.3, Process Piping, 2012. New York, NY. M.F. Ashbey, Materials Selection in Mechanical Design, third ed., Butterworth-Heinemann, Oxford, UK, 2005. Atlas Steels, The Atlas Steels Technical Handbook of Stainless Steels, 2010. A. Bahadori, Corrosion and Materials Selection, A Guide for the Chemical and Petroleum Industries, first ed., John Wiley and Sons, West Sussex, UK, 2014. K.A. Chandler, Marine and Offshore Corrosion. Marine Engineering Series, Elsevier Science, 2014. B. Cottis, et al., Shrei’s Corrosion Reference Book, Elsevier Science, 2010, ISBN: 978-0-444-52787-5. A.M. El-Sherik, Trends in Oil and Gas Corrosion Research and Technologies, Production and Transmission, first ed., Gulf Professional Publishing, 2017, ISBN: 978-0-08-101105-8. 95 96 Case studies of material corrosion prevention for oil and gas valves F. Fantechi, M. Innocenti, Chloride stress corrosion cracking of precipitation hardening SS impellers in centrifugal compressor. Laboratory investigations and corrective actions, Eng. Fail. Anal. 8 (5) (2001) 477–492, https://doi.org/10.1016/S1350-6307(00)00044-3. A. Freulon, A.T. Trinh, J. Lacaze, B. Malard, K.O. Vu, Effect of cast iron microstructure on adherence of an epoxy protection, Int. J. Cast Metals Res. (2020) 165–170. ISSN 1364-0461. B. Hou, X. Li, X. Ma, et al., The cost of corrosion in China, npj Mater. Degrad. 1 (2017) 4, https://doi.org/ 10.1038/s41529-017-0005-2. A. Lemme, H.J. Furseth, Expansion of the Condition Monitoring Strategy for ESD and PSD Valves on Johan Sverdrup Phase 1—A Case Study in Equinor ASA, University of Stavanger, 2019. A.S. Lima, A.M. Nascimento, H.F.G. Abreu, N.P. De Lima, Sensitization evaluation of the austenitic stainless steel AISI 304L, 316L, 321 and 347, J. Mater. Sci. 40 (2005) 139–144. M.C. SA, B.C. Puckett, E.L. Hibner, High performance age hardenable nickel alloys solve problems in sour oil and gas service, Stainless Steel World Mag. (2013). https://www.corrotherm.co.uk/hubfs/resources/ Nickel_alloy_corrotherm.pdf. D. Nakhaie, M.H. Moayed, Pitting corrosion of cold rolled solution treated 17-4 PH stainless steel, Corros. Sci. 80 (2014) 290–298, https://doi.org/10.1016/j.corsci.2013.11.039. National Association of Corrosion Engineers (NACE) MR0175-ISO15156, Petroleum and Natural Gas Industries-Materials for Use in H2S Containing Environments in Oil and Gas Production, Houston, Texas, 2015. R.C. Newman, W.R. Whitney award lecture: understanding the corrosion of stainless steel, Corros.: J. Sci. Eng. 57 (12) (2001) 1030–1041, https://doi.org/10.5006/1.3281676. NORSOK M-001, Materials Selection, third ed., 2002. Lysaker, Norway. NORSOK M-501, Surface Preparation and Protective Coating, sixth ed., 2012. Lysaker, Norway. A.F. Padilha, R. Lesley, P.R. Rios, Annealing of cold work austenitic stainless steels, ISIJ Int. 43 (2) (2003) 135–143, https://doi.org/10.2355/isijinternational.43.135. R. Parrot, H. Pitts, Chloride stress corrosion cracking in austenitic stainless steel, assessing susceptibility and structural integrity, in: Health and Safety Exclusive, Health and Safety Laboratory, 2011. P. Smith, Piping Material Specification and Application, first ed., Gulf Professional Publishing, Oxford, UK, 2005, ISBN: 0-7506-7743-0. J.G. Speight, Oil and Gas Corrosion Prevention—From Surface Facilities to Refineries, first ed., Gulf Professional Publishing, USA, 2013. K. Sotoodeh, Analysis and improvement of material selection for process piping system in offshore industry, Am. J. Mech. Eng. 6 (1) (2018) 17–26, https://doi.org/10.12691/ajme-6-1-3. K. Sotoodeh, Valve failures, analysis and solution, Valve World Mag. 23 (11) (2018) 48–52. K. Sotoodeh, Actuator sizing and selection, Springer Nat. Appl. Sci. 1 (2019) 1207, https://doi.org/ 10.1007/s42452-019-1248-z. K. Sotoodeh, Using valve locking devices: a review and lessons learned, Valve World Mag. 25 (1) (2020) 64–67. K. Sotoodeh, A review of valve stem sealing to prevent leakage from the valve and its effect on valve operation, J. Fail. Anal. Prevent. (2020), https://doi.org/10.1007/s11668-020-01050-1. K. Sotoodeh, Dissimilar welding between piping and valves in the offshore oil and gas industry, Welding Int. (2021), https://doi.org/10.1080/09507116.2021.1919495. K. Sotoodeh, Prevention of Actuator Emissions in the Oil and Gas Industry, first ed., Gulf Professional Publishing, 2022. ISBN 9780323919289. K. Sotoodeh, Coating Application for Piping, Valves and Actuators in Offshore Oil and Gas Industry, first ed., CRC Press, 2022 (ISBN 9781032187198). K. Sotoodeh, Valves for Cryogenic Services in Liquified Natural Gas (LNG) Plants, first ed., Gulf Professional Publishing, 2022. H.E. Townsend, Effects of zinc coatings on the stress cracking corrosion and hydrogen embrittlement of low alloy steel, Metall. Trans. A. 6 (1975) 877, https://doi.org/10.1007/BF02672311. H.H. Uhlig, The cost of corrosion to the United States, Corrosion 6 (1950) 29–33. S. Winnik, Corrosion Under Insulation (CUI) Guidelines, second ed., Elsevier, European Federation of Corrosion, UK, 2016. CHAPTER 2 External offshore subsea corrosion Case study 2.1. HISC corrosion and prevention 1. Introduction HISC has attracted much attention in the subsea oil and gas industry over the last 15–20 years owing to several very costly failures in subsea components. This type of corrosion is categorized as environmentally assisted cracking, in which hydrogen atoms generated by cathodic protection move into a susceptible material to make it brittle. Although the mechanism of HISC remains unclear, HISC is known as a nonductile failure mode that occurs through the interaction between the susceptible material, applied stress, and hydrogen generation because of cathodic protection, as described below (see Fig. 2.1). 1.1 Susceptible material Duplex and super duplex ferritic-austenitic stainless steels have high mechanical resistance, corrosion resistance, and relatively low cost, making them promising for application in the subsea oil and gas industry. In fact, they have been used for subsea piping and industrial valves for over 20 years. However, these steels are also known to be vulnerable to HISC in subsea environments. The failure of duplex and super duplex steels because of HISC has been reported in multiple subsea projects. However, these are not the only materials vulnerable to HISC. Duplex and super duplex steels have two parts: ferrite (brittle phase) and austenite (ductile phase). These two phases could have a 50%/50% distribution to provide a good balance between corrosion and mechanical resistance. The microstructure of these steels is mostly influenced by their nickel, chromium, and molybdenum contents. Chromium and molybdenum are ferritic stabilizers, and nickel forms an austenitic phase. The hydrogen absorbed in the steel likely makes the ferritic phase brittle. However, the ductile austenite phase acts as a crack barrier; in this type of failure, a crack is suddenly formed without any material deformation. High-strength carbon and low-alloy steels, martensitic stainless steels, and hard nickel alloys like Inconel 718 and 725 are at risk of HISC corrosion owing to their high hardness. High-strength carbon and low-alloy steels are assumed to suffer HISC because of their high mechanical strength. However, the DNV guideline for HISC states that materials with higher mechanical strength and specified minimum yield strength (SMYS) are at lower risk of HISC. Notably, SMYS decreased with increasing temperature for most Case Studies of Material Corrosion Prevention for Oil and Gas Valves https://doi.org/10.1016/B978-0-323-95474-7.00008-1 Copyright © 2022 Elsevier Inc. All rights reserved. 97 98 Case studies of material corrosion prevention for oil and gas valves Suscep ble material Stress HISC Hydrogen Fig. 2.1 Factors contributing to HISC. materials. Although increasing the temperature reduced SMYS and increased the susceptibility of HISC, the DNV guideline states that “The susceptibility for HISC is believed to decrease when temperature increase.” High-strength low-alloy steel bolts and carbon steel nuts are widely used for subsea valves. Fig. 2.2 illustrates the HISC corrosion of low-alloy steel bolts operating in a subsea environment for some years. Both Inconel 718 and 725 are good choices for subsea valve Fig. 2.2 HISC corrosion of low-alloy steel bolts in offshore environment. (Photo by author.) External offshore subsea corrosion stems. However, martensitic stainless steels like 17-4 PH and 13Cr (chromium)-4 Ni (nickel) are not used and recommended for subsea valves. Martensitic stainless steels, hard carbon steels, and low-alloys steels suffer HISC because they have a yield strength of at least 700 MPa (i.e., 101.5 kilopound per square inch (ksi))) and a hardness of at least 350 HV (i.e., 35 HRC). For example, the yield strength and hardness of failed low-alloy steel bolts of grades A193 B7 and A320 L7 are 1250–1300 MPa and 450–470 HV, respectively. In fact, according to DNV-RP-B401, the cathodic protection design limits the maximum hardness of the high-strength carbon and low-alloy steels used in subsea equipment under cathodic protection to 35 HRC (350 HV). The API 17D standard for the design and operation of subsea production systems-part 4: Subsea wellhead and tree equipment limits the maximum hardness of high-strength carbon and low-alloy steel to 35 HRC for the same reason to prevent HISC. According to the API 20E specification, low-alloy carbon steel bolt and nut grades such as B7, 2H, L7, and L43 used in the oil and gas industry have a maximum hardness of 34 HRC. However, many end users and contractors may require even more conservative hardness values for high-strength carbon and low-alloy steels, such as 32 or 33 HRC. Bolts are the most critical components at risk of HISC owing to the high distribution of tensile load or stress during tightening across the entire cross section. This has been experienced in many subsea projects in which B7 bolts with a yield strength of 105 ksi and maximum hardness value of 32 HRC have been used. The issue to consider is the use of non-CRAs like low-alloy steel bolts and carbon steel nuts for subsea valves in corrosive environments even though, as discussed in Chapter 1, limitations are set on using such bolts and nuts for offshore topside (atmospheric zone) environments. It should be noted that although the subsea offshore zone is more corrosive than the atmospheric topside zone, bolts and nuts in subsea applications are typically protected by cathodic protection, as described below. The material microstructure is an effective parameter in determining HISC severity. Because hydrogen atoms are smaller than most metallic atoms, they are generally believed to diffuse between the metallic matrix grain boundaries. Notably, the model proposed by the DNV standard to mitigate HISC considers the material quality factor in a way that finegrained materials with less spacing have higher HISC resistance compared to coarsegrained materials with more spacing. In fact, more space between material grains facilitates the ingress of hydrogen atoms into the grains. DNV-RP-F112 addresses the HISC issue for duplex stainless-steel materials. It is important to know that materials with excessive spacing between the grains and grain flow perpendicular to the main loading are considered nonconservative and cannot be analyzed with regard to the HISC issue by the proposed conservative model and method provided by DNV. Frequent HISC failure has been reported in materials with adverse grain spacing and flow, indicating excessive spacing between the grains and grain flow perpendicular to the main loading. Thus, the DNVRP-F112 standard recommends reviewing the manufacturing processes of materials with adverse grain spacing and flow. Here, the manufacturing process includes each step of transforming a component (e.g., valve) from a raw material to a final product. For example, valve manufacturing could include forging, machining, and assembling processes. 99 100 Case studies of material corrosion prevention for oil and gas valves 1.2 Loads and stresses 1.2.1 Applied loads and stresses Materials under tensile stress show three reactions in relation to the occurrence of HISC. First, the material is deformed and provides additional space for the ingress of produced hydrogen into the material microstructure. Second, the stress increase in the material and crack initiation provide additional space for the ingress of hydrogen. Finally, the stress and crack in the material intensify. None of DNV’s recommended practices (RPs) clearly state the kinds of loads that should be considered for HISC and how these loads must be taken into account. For example, thermal load stresses, residual stresses caused by welding, and seawater head stresses are typically ignored in HISC analysis. It is important to consider a pressure of 1 bar for 10-m water depth. In fact, all the loads contributing to stress and strain should be taken into account for HISC analysis. Strain is a measure of how much an object is stretched or deformed as a result of applied loads. It is defined as the ratio of the length change of an object to its initial length. Loads that should be taken into account for HISC analysis are listed below; these are classified as either applied or residual forces. - External loads that may be applied during installation and operation. For example, subsea valves connected to a subsea pipe are subjected to various pipe loads such as torsion, axial, and bending loads. A torsion is a load that twists or wrenches an object. Fig. 2.3 illustrates a subsea ball valve welded from both sides to the piping system. The torsional forces or loads applied to both ends of the valve are highlighted in red. Axial loads are those that are applied to a component such as a valve along the longitudinal axis. An axial force can be of compression or tensile type. Fig. 2.4 illustrates axial tension loads applied from the connected piping to an industrial valve. Subsea valves may also be subjected to a bending load or moment from connected piping. As shown in Fig. 2.5, a bending moment applied to a subsea valve tends to bend the valve. - Internal loads that are mainly related to the internal pressure inside the piping system, including the valves during operation, shutdown, or even pressure testing. Fig. 2.3 Torsion loads applied to a subsea ball valve. (Photo by author.) External offshore subsea corrosion Fig. 2.4 Axial loads applied to a subsea ball valve. (Photo by author.) Fig. 2.5 Bending loads applied to a subsea ball valve. (Photo by author.) - Accidental or shock loads such as those from dropped objects or natural disasters like hurricanes. The present author suggests that if an incidental load is applied for more than a few minutes, its effect on HISC should be considered. - Installation loads in subsea equipment should be considered subject to the condition that the valve is under cathodic protection and the installation duration exceeds a few minutes. - The sea water depth pressure should be considered for the whole design life of the plant or subsea valve. - All of the abovementioned mechanical loads are considered as applied stresses. In addition, residual stresses from manufacturing, fabrication, and welding should be taken into account for HISC evaluation. Accidental stresses may produce permanent deformation in the material and induce residual stresses. Residual stresses δres and strains res are very important parameters in evaluations of HISC. 1.2.2 Residual loads and stresses Both buttwelds and fillet welds produce significant increases in residual stress. A buttweld refers to a connection in which two pieces of metals are placed end to end without any overlap. Attachment welds and small fillet welds do not produce significant residual stress; however, they can increase the stress. A fillet weld is used to join two pieces of metal together when they are perpendicular or at an angle. An attachment weld or full penetration weld is used to join two pieces of metal without any gap between them. In this 101 102 Case studies of material corrosion prevention for oil and gas valves Tee fillet Butt weld Lap fillet Corner fillet Fig. 2.6 Buttweld and various types of fillet weld connections. (Photo by author.) type of welding, the filler metal penetrates and fills the whole root or thickness of the joints. Fig. 2.6 illustrates a buttweld as well as various types of fillet welds. In this figure, the buttweld connection can be considered as full penetration type because the filler weld (dark black) fully penetrates the whole thickness. The full penetration weld is not necessarily between two joints that have the same axis or are placed along each other; it can even be formed between two perpendicular pieces of metals, as shown in Fig. 2.7. Making a small fillet or other attachment welds requires only a small amount of weld that can be cooled down quickly. Thus, applying such welds, especially on duplex stainless steels, can produce a brittle ferritic phase that is highly vulnerable to HISC. Although some studies have recommended avoiding fillet welds on duplex steel, this is impractical. When welding is performed, residual stresses and strains are critical within a distance Lres from both sides of the weld; this should be considered for the design of the component against HISC. The residual strain caused because of stresses within Lres is denoted as ℇres. DNVRP-F112 addresses HISC corrosion in duplex steel and provides formulas and calculation methods for obtaining Lres and ℇres, as described below. 45° or 60° leg = throat leg = throat Fig. 2.7 Full penetration weld joint between two perpendicular joints. (Photo by author.) External offshore subsea corrosion 1.3 Cathodic protection All subsea components such as piping, valves, and structures are at the risk of external corrosion in a subsea environment. Cathodic protection is one of the ways to protect steel against external corrosion. Unfortunately, it also produces atomic hydrogen on the metallic surface that can cause HISC corrosion in vulnerable materials. Corrosion or rusting of metals occurs through the transfer and loss of electrons from the anode. The corrosion of a pipe, valve, or structure that serves as the cathode can be mitigated by passing a direct current through it. Owing to the electrical potential difference between the anode and the cathode, the electron leaves the anode and is transferred to the cathode; this process is called cathodic protection. Zinc, magnesium, and aluminum are used as sacrificial anodes that can corrode to produce electrons for the other components (e.g., pipeline) (see Fig. 2.8). Thus, the basic concept of cathodic protection is to keep the electrical potential of the metal below its corrosion threshold so that it cannot corrode. The third important factor is the electrolyte, that is, sea water, which provides a circuit for electrons to flow from the anode to the cathode. The anode reaction is given by Eq. (2.1). Eq. 2.1. Iron corrosion at anode. Fe ! Fe2+ + 2e Fig. 2.8 Cathodic protection of a subsea pipeline. (Photo by author.) (2.1) 103 104 Case studies of material corrosion prevention for oil and gas valves Fig. 2.9 Chemical reactions between anodes and cathodes in cathodic protection. (Photo by author.) Extra electrons released from the anode will be transferred to the cathode (Fig. 2.9) and will react with oxygen and water according to Eq. (2.2). Eq. 2.2. Cathode reaction. O2 + 2H2 O + 4e ! 4OH (2.2) The production of OH increases the pH of sea water and leads to a reaction of OH with calcium and magnesium in the sea water to form a protective layer of CaCO3. This layer protects the cathode and increases the life of the structure. However, if the protective potential of the anode becomes more negative (e.g., 1.5), the extra electrons can cause a second cathodic reaction that leads to the possibility of HISC through the formation of hydrogen, as given by Eq. (2.3). Eq. 2.3. Second cathode reaction owing to generation of extra electrons at anode. H2 O + e ! H + OH (2.3) The diffusion of hydrogen into grain boundaries or void spaces is described by two theories/mechanisms: hydrogen embrittlement local plasticity (HELP) and hydrogen enhancement decohesion (HEDC). HELP states that hydrogen atoms diffuse into void spaces between metal grains and bonds together. The atomic hydrogen causes dislocations in specific materials, especially those vulnerable to HISC and plastic deformation. Material deformation can be of two types: elastic, in which the removal of the force causes the material to return to its original shape, and plastic, in which a deformation causes the material to be deformed permanently. Notably, cathodic protection is not the only way to mitigate external corrosion in subsea environments; it can be combined with another approach like coating. Lowalloy steel materials are used for the body and bonnet of subsea valves. Low-alloy steels External offshore subsea corrosion are non-CRAs that could corrode easily in corrosive subsea environments without any protection. However, these valves are commonly used for the body of subsea valves subject to coating and cathodic protection. Coatings that are used to prevent external corrosion are important for preventing HISC as well. However, simply relying on a coating to prevent HISC in subsea components is insufficient because a coating can be mechanically damaged after a period or degrade. All coatings, especially organic ones, eventually suffer degradation and failure. However, appropriately preparing the metal surface before applying the coating and selecting a suitable coating system for the required application can extend the coating life over the operation period of subsea systems. In fact, a coating can form protective layers against the discharge of hydrogen into a metal substrate. 2. Aim and objectives This case study aims to prevent HISC corrosion failure in subsea valves. Toward this end, the following research objectives must be achieved: 1. Explain HISC corrosion mechanism, materials vulnerable to this type of corrosion, type of loads and stresses contributing to the occurrence of this type of corrosion, and cathodic protection. 2. Review DNV model and criteria for HISC analysis applicable to duplex and super duplex steels. 3. Develop an HISC analysis method for hard nickel alloys, which falls outside the scope of DNV, based on industrial and project experiences. 4. Apply HISC analysis to subsea check valve based on model and criteria proposed by DNV. 3. Importance and contributions This study aims to control and prevent HISC in subsea valves. Many subsea components are installed at large depths of 2–3 km in seas and oceans. Most valves installed in subsea projects at such depths are expected to remain maintenance-free over the project design life of 10–30 years. Of course, the maintenance of subsea valves at large depths is very difficult and challenging or even impractical. Thus, it is important to design the valves robustly to operate properly during their operational life without any failure. Valves can fail during operation owing to different reasons like poor design, inappropriate material selection, lack of corrosion prevention, poor valve selection, and poor manufacturing and tolerances. Material corrosion is considered a significant risk and costly phenomenon in the offshore oil and gas industry. Corrosion can have severe negative consequences including loss of asset; loss of production due to plant shutdown; loss of human life; as well as health, safety, and environmental 105 106 Case studies of material corrosion prevention for oil and gas valves (HSE) problems such as environmental pollution. The chloride-containing subsea environment can cause severe corrosion of piping and valve facilities. Material selection is a critical part of engineering design; suitable materials must be chosen for piping and valves to satisfy the design life of the product and prevent material failure due to corrosion, loads, erosion, etc. The complexity of material selection is increased by several technical parameters and considerations such as corrosion, erosion, weight, mechanical strength, and cost. 4. Audiences This study should be of interest to students or engineers engaged in marine and subsea, material and corrosion, valve and mechanical, safety and reliability, and oil and gas or petroleum engineering. 5. Case study (challenges/solutions) 5.1 HISC analysis method for duplex and super duplex steels as per DNV-RP-F112 guideline The case study provides a systematic approach and flowchart for HISC analysis of subsea valves. The HISC evaluation criteria are according to the DNV-RP-F112 standard. An HISC analysis based on this methodology is performed on a subsea check valve. The DNV recommended practice was published in October 2008 and provides guideline for subsea component design with duplex stainless steel to avoid HISC. Generally, two criteria have been set for stress and strain limits in the DNV standard to mitigate HISC failure. The first one is stress limit creation, also called linear elastic analysis, which is done through finite element analysis (FEA). The second one is a strain limit, also called elastic plastic analysis, that is manually calculated. In fact, DNV proposes a linear elastic stress-strain model for HISC evaluation. The linear elastic analysis or load analysis is performed according to three main principles: stress is always proportional to strain, the material is assumed to be constantly deformed by increasing load, and the deformation stops and the material returns to its original shape upon releasing or removing the load. The stress applied to components such as piping and valves for HISC analysis is linearized over the thickness in two ways: membrane stress and bending stress. The peak stress, another type of stress, can be disregarded in HISC analysis. The membrane stress δm is defined as the average stress that is uniformly distributed across the thickness, and it could be of tensile or compression type. The bending stress δb, unlike the membrane stress, varies across the thickness of the component; it is applied along the longitudinal axis of the component and could be of either External offshore subsea corrosion tensile or compression type. Two main limitations are set for the membrane and membrane plus bending stress δm+b in the DNV guideline as per Eqs. (2.4) and (2.5). The stress limitation in HISC analysis as per the DNV guideline is expressed as a percentage of the SMYS. SMYS is a mechanical parameter that provides the amount of stress applied to steel before it begins to deform permanently. In the equations below, SMYS should be adjusted based on the provided temperature. The membrane and membrane plus bending stress limitations must be checked at all locations of the component that are subjected to HISC analysis. Eq. 2.4. Membrane stress δm limitation as per DNV guideline for duplex and super duplex steels. δm < αm :γ HISC ‧SMYS (2.4) Eq. 2.5. Membrane plus bending stress δm+b limitation as per DNV guideline for duplex and super duplex steels. δm+b < αm+b ‧γ HISC ‧SMYS (2.5) where δm: Membrane stress (psi, Pa) δm+b: Membrane plus bending stress (psi, Pa) γ HISC: HISC material quality factor, equal to 1 or 100% for fine-grain austenitic and 0.85 or 85% for coarse-grain austenitic materials. As discussed previously, a microstructure with fine spacing is more resistant to HISC. Thus, DNV RP makes an allowance for this in the stress criteria by allowing a higher HISC material factor γ HISC of 100% for fine spacing compared to 85% for coarse spacing. αm: Allowable SMYS factor for membrane stress (¼0.8; dimensionless) αm+b: Allowable SMYS factor for membrane plus bending stress (¼0.8 or 0.9 or 1 depending on location). The allowable SMYS factor for membrane plus bending stress with increased stress and weld toes within LRes is 0.8. The weld toe is the junction of the weld face and the base metal, as illustrated in Fig. 2.11. The allowable SMYS factor for membrane and bending stress for high-stress areas outside LRes is 0.9. It is equal to 0.9 and 1 for smooth areas within LRes and outside LRes, respectively. Fig. 2.10 illustrates different values of the allowable SMYS factor for membrane plus bending stress as per the DNV standard. 107 108 Case studies of material corrosion prevention for oil and gas valves Fig. 2.10 Values of SMYS factor for membrane plus bending stress from DNV standard. Lres is defined as the distance from the weld centerline in which residual strain and stress should be taken into account. The distance from the weld where HISC poses a higher risk of attack LRes is calculated using Eq. (2.6). Eq. 2.6. Calculation of distance from weld joint where the risk of HISC attack is higher as per DNV-RP-F112. pffiffiffiffiffi L Res ¼ 2:5 Rt (2.6) where R ¼ Nominal pipe radius (mm or inch) t ¼ Pipe wall thickness (mm or inch) This paragraph explains the strain analysis and criteria according to the DNV guideline. Before explaining the strain analysis method, it is important to know that strain is defined as the ratio of change in length to original length and is calculated using Eq. (2.7). In fact, the strain calculation is a way to measure the deformation of a component as a result of applied or residual stress. Strain does not have any unit and is dimensionless. External offshore subsea corrosion Eq. 2.7. Strain calculation. ε¼ 4L Change in length ¼ Original length L (2.7) DNV proposes nonlinear strain criteria through nonlinear FEA to consider and evaluate a large displacement. In fact, nonlinear strain criteria consider both elastic and plastic strain and deformation. The DNV HISC guideline provides residual strain values of 0.15% and 0.25% for the weld toe and the areas except for the weld toe, respectively. Fig. 2.11 illustrates a buttweld joint with the face, toe, and root highlighted. After allocating the residual strain values, the allowable maximum strain from all allowable loads is calculated as shown in Table 2.1. Thus, the maximum strain obtained using FEA should be lower than the maximum allowable stain limit shown in Table 2.1. A nondestructive test (NDT) is very important to detect possible material defects during manufacturing stages such as welding and machining. In fact, an NDT could reveal Fig. 2.11 Buttweld including face, toe, and root. Table 2.1 Maximum allowable strain limit. Maximum allowable strain limit Location in component Within Lres from weld Outside Lres from weld Outside 5% WT from any surface Within 5% WT from surface Min. [0.3%;0.5%-εres] 1.00%-εres 0.6%-εres 0.3% 1.00% 0.6% 109 110 Case studies of material corrosion prevention for oil and gas valves any crack due to HISC or other reasons during the manufacturing process. In particular, NDT must be performed on duplex steel components. If the components fail to meet the limits provided in Eqs. (2.4) and (2.5), then DNV RP proposes one of the following options: - A more detailed assessment of the component can be made. - Nonlinear strain analysis can be performed. - Component can be redesigned to have lower stress. Unfortunately, the proposed method in the DNV standard is limited only to 22Cr duplex (UNS S31803 and UNS S32205) and 25Cr super duplex (UNS S32550, UNSS32750, and S32760). If other types of duplex and super duplex stainless steel are required outside the chemical composition limits of the abovementioned UNS grades, the DNV standard recommends an HISC qualification test in addition to the provided HISC analysis based on the DNV standard. 5.2 HISC assessment Axial or nozzle check valves are used to prevent the flow from returning to the downstream side. Such check valves are used because they afford advantages such as nonslamming effect, low pressure drop, high flow efficiency, quick opening and closing, and less chance of wear and internal erosion. Axial check valves are mainly used in the topside offshore oil and gas industry after facilities such as pumps and compressors to prevent backflow toward these facilities. In the subsea oil and gas industry, they are widely applied on chemical injection lines. Monoethylene glycol (MEG) is one of the chemicals injected into gas lines to dehydrate the gas and prevent hydrate formation. Hydrate formation occurs through the reaction of water with hydrocarbons present in the reservoir at very low temperature and high pressure; it blocks the piping system and causes flow problems. Fig. 2.12 illustrates hydrate formation in a piping system containing gas, Fig. 2.12 Hydrate formation in piping system containing oil, gas, and water. (Photo by author.) External offshore subsea corrosion oil, and water. The axial check valves installed on the MEG line could be as small as ¾00 or 200 . The check valves are opened by the MEG flow; then, when the MEG injection stops, the check valve closes to prevent the hydrocarbon gas from returning to the MEG injection line and thereby prevents the mixture of chemicals in the main process line. HISC assessment is performed on a 200 subsea axial flow check valve of pressure class 690 bar (i.e., 10,000 psi). This valve is made of super duplex ASTM A182 F55 and is susceptible to HISC. It is designed to be installed at a depth of 2 km under the sea. Its operating temperature is 29°C to 90°C. The valve is welded to the piping from one side and has a flange connection from the other side. Fig. 2.13 illustrates a 3D model of the check valve. The flange connection facilitates disassembling and assembling the valve from/to the piping if required. HISC assessment is needed on the pressure-containing parts of the valve, like the stem, body, and bolting, that are made of duplex steel. The pressure-containing parts of the valve as per the API 6D standard definition are those that result in the release of the fluid into the environment in case of a failure to function. Notably, an axial check valve does not have both a stem and any bolts in this case; therefore, HISC analysis should be performed only on the valve body. The following loads have been applied to subsea axial check valves owing to a combination of the internal fluid pressure and the loads applied from the connected piping. δ1: Principal axial stress due to pressure and load δ2: Principal radial stress due to pressure δ3: Principal tangential stress due to pressure Flanged end of valve body Valve body Welded end Fig. 2.13 Axial check valve body made of super duplex steel. (Photo by author.) 111 112 Case studies of material corrosion prevention for oil and gas valves Fig. 2.14 Applied loads on axial check valve. (Photo by author.) The axial stress is defined as a type of stress that tends to change the length of a body. An axial stress could be of either tension or compression type. Compression-type axial stress tends to cause the valve body to become shorter along the direction of the applied force. Tensile-type axial stress tends to cause the valve body to become longer along the direction of the applied force. A radial load is a force that is applied perpendicularly to the valve body. A tangential load is a force that is applied along the tangential direction to the radial stress. Fig. 2.14 illustrates these applied loads on the valve body. The axial stress is created because of the combination of load-contributing factors including pressure, axial force, and bending, as given by Eq. (2.8). Eq. 2.8. Axial stress calculation. δ1 ¼ δa + δn + δb where δa ¼ axial stress due to pressure δn ¼ axial stress due to load δb ¼ bending stress (2.8) External offshore subsea corrosion A piping analysis engineer provided the following values for these loads: δa ¼ 83 MPa, δn ¼ 169 MPa, δb ¼ 48 MPa. Thus, δ1 ¼ 83 + 169 + 48 ¼ 300 MPa. δ2 ¼ 200 MPa. δ3 ¼ 150 MPa. The von Mises stress is a criterion used to determine whether a given component, such as an industrial valve, can withstand an applied load or will fracture. This method of stress analysis is typically performed on metallic materials. A stress engineer must ensure that the von Mises stress value is lower than the yield stress of the material during the design phase of the projects. Von Mises stress analysis is based on obtaining the membrane stress and membrane plus bending stress; the peak stress can be disregarded for HISC stress analysis. The membrane stress can be obtained using Eq. (2.9) with the principal axial, radial, and tangential stresses. Eq. 2.9. Membrane stress calculation. δm ¼ qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 0:5: ðδ1 δ2 Þ2 + ðδ2 δ3 Þ2 + ðδ1 δ3 Þ2 (2.9) Substituting relevant values in this equation gives the membrane stress value as. qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi δm ¼ 0:5:ð300 200Þ2 + ð200 150Þ2 + ð300 150Þ2 ¼ 132:9 MPa By using this calculated membrane stress and the bending stress, the membrane plus bending stress value can be obtained as δm+b ¼ δm + δb ¼ 132:9 + 48 ¼ 180:9 MPa Next, the allowable stress of the duplex material should be calculated as per the ASME standard. The simplified way to calculate this stress is given by Eq. (2.10): Eq. 2.10. Allowable stress calculation. Allowable stress ¼ 1/3 yield stress or 2/3 tensile stress, whichever is lower The tensile and yield stress of the A182 F55 valve body are 814 MPa and 586 MPa, respectively. Therefore, the allowable stress of the valve body is calculated as follows: Allowable stress ¼ 1=3 814 ¼ 271:33 MPa and 2=3 586 ¼ 390:66 MPa (2.10) Thus, the allowable stress for super duplex F55 is 271.3 MPa; it will not reduce owing to the effect of the high temperature of 90°C. The allowable stress of materials generally decreases with an increase in the temperature. As per Eqs. (2.4) 113 114 Case studies of material corrosion prevention for oil and gas valves and (2.5), the SMYS or yield strength is used as the limit of membrane and membrane plus bending stress values for HISC evaluation as per the DNV standard. However, the allowable stress is considered instead of SMYS as the limit of the membrane and membrane plus bending stress in this case study as a more conservative and strict stress analysis approach. The two conditions given by Eqs. (2.4) and (2.5) should be met: δm < αm γ HISC Sa ðAllowable stressÞ δm+b < αm+b γ HISC Sa ðAllowable stressÞ δm ¼ 132:9 MPa < 0:8 0:85 271:3 ¼ 184:5 MPa δm+b ¼ 180:9 MPa < 0:8 0:85 271:3 ¼ 184:5 MPa Thus, it is concluded that the axial check valve made of super duplex steel in this case study can be used in subsea environments without a risk of fracture because of HISC corrosion. 5.3 HISC analysis for hard nickel alloys One of the limitations of the DNV guideline is that it only applies to duplex and super duplex steels. Precipitation-hardening nickel alloys such as Inconel 718 and 725 have been used in the oil and gas industry for many subsea applications including industrial valve stems because of their high corrosion resistance and mechanical strength. The HISC analysis needs to be made applicable to hard nickel alloys outside the DNV scope. As in the DNV guideline, stress and strain criteria should be considered for hard nickel alloys with some modifications. The stress criteria and limitations are given by Eqs. (2.11)–(2.13). Eq. 2.11. Allowable membrane stress for hard nickel alloys at all locations in component. δm < 0:8 SMYS (2.11) Eq. 2.12. Allowable membrane plus bending stress δm+b for hard nickel alloys at all locations in component. δm+b < 0:9 ‧ SMYS (2.12) External offshore subsea corrosion Eq. 2.13. Allowable peak stress δp for hard nickel alloys at all locations in component. δp < SMYS (2.13) Table 2.2 lists the elastic and plastic strain values based on true stresses for Inconel 718 and 725 for a maximum operating temperature of 121°C. The elastic strain is the amount of deformation that is fully recovered upon removing the load. Plastic strain normally occurs with a higher stress when the material is deformed permanently, that is, it will not return to its original shape. For the total strain value, the sum of the elastic and plastic strains is a maximum of 9.23% or 0.0923 compared to the true stress of 1025.5. The conclusion for the strain limit is that the maximum allowable principal total strain (sum of elastic and plastic strains) at any location, including areas with high stress, should be less than 1% or 0.01. Table 2.3 Table 2.2 Elastic and plastic strain values based on true stresses for Inconel 718 and 725 for maximum operating temperature of 121°C. True stress (MPa) Elastic strain % Plastic strain % Total strain % Plastic strain % Total strain True stress % SMYS ratio 590 750 771 792 816 827 849 858.3 868.4 909.7 951.1 992.4 1025.5 0.3 0.39 0.40 0.41 0.42 0.43 0.44 0.44 0.45 0.47 0.49 0.51 0.53 0 0.02 0.05 0.09 0.18 0.25 0.56 0.81 1.2 4.2 6.34 7.71 8.80 0.3 0.41 0.45 0.5 0.6 0.68 1.0 1.25 1.65 4.7 6.83 8.22 9.23 0.00% 4.88% 11.11% 18.00% 30.00% 36.76% 56.00% 64.80% 72.73% 89.94% 92.83% 93.80% 94.32% 71 90.7 93 96 99 100 102.7 103.8 105 110 115 120 124 Table 2.3 Allowable maximum principal strain from all loads (sum of elastic and plastic strains) for Inconel 718 and 725. Location At any location including high-stress areas Maximum allowable principal strain (elastic + plastic) % <1 115 116 Case studies of material corrosion prevention for oil and gas valves summarizes the maximum allowable principal strain including elastic and plastic strains for hard Inconel materials. 6. Expected results and deliverables It is expected that HISC analysis will be applied to all duplex and super duplex valve components, including the body, bonnet, stem, and bolts, that are subjected to cathodic protection according to the DNV-RP-F112 guideline. In addition, it is recommended that the HISC analysis explained in this case study be applied to hard nickel alloys such as Inconel 718 and 725 that are typically used for valve stems. The following flowchart summarizes the HISC assessment model proposed either by DNV or industrial practices for subsea components vulnerable to HISC and subjected to cathodic protection. Although low-alloy steel bodies and bolts as well as high-strength steel nuts have been widely used in subsea valves, no HISC analysis is performed on these materials during the project phase (Chart 2.1). 7. Conclusions Duplex and super duplex steels subjected to cathodic protection have often failed in the subsea oil and gas industry. HISC failures are often observed at the following locations: - Locations with defects are susceptible to HISC, so NDT must be applied at such locations. - Welded areas have high stress and are vulnerable to HISC. For example, welded caps (piping component welded to end of piping to blind the piping end) and weld toes are prone to HISC. - HISC failures often occur at fillet welds, where two metal joints are perpendicular or at an angle to each other. - Residual stresses from welding in a heat-affected zone (HAZ) are known to contribute toward HISC. The HAZ is a nonmelted area of metal that has undergone changes in material properties as a result of being exposed to high temperatures. Therefore, the DNV-RP-F112 standard provides a guideline for HISC assessment, analysis, and prevention in duplex and super duplex steels. This guideline requires the use of FEA to determine the stress and strain. HISC assessment for a super duplex axial check valve is performed in this case study. HISC is not limited to only duplex and super duplex steels. It can also occur in low-alloy steels and high-strength carbon steels. However, based on industrial experiences, the present case study does not include any HISC analysis for low-alloy steels. At the same time, hard nickel alloys like Inconel 718 and 725 that are mainly used for subsea valve stems must be subjected to a HISC analysis according to the abovementioned guidelines. External offshore subsea corrosion START Stress calculaons & FEA Obtaining membrane and bending stress values ASME codes for obtaining SMYS values Obtaining SMYS values Obtaining material quality factor and allowable stress values DNV guideline/Guidelin e for hard nickel alloys Change design parameters such as geometry and go to Start No DNV or other condions met? Yes END Chart 2.1 HISC assessment flowchart. HISC evaluaon based on DNV–RP– F–112 or other methods provided for hard nickel alloys 117 118 Case studies of material corrosion prevention for oil and gas valves Case study 2.2. Coating and cathodic protection to prevent external corrosion 1. Introduction Metallic components installed in subsea environments suffer external corrosion types like general corrosion, pitting, and chloride stress cracking corrosion (CLSCC). A combination of cathodic protection and a coating is commonly used to protect submerged steel surfaces from external corrosion due to sea water. The basic concept of cathodic protection is explained in Case study 2.1. It should be noted that a cathodic protection system also contains an anode or sacrificial metal and a current and that it should provide a sufficient and well-distributed anode and currents. The coating provides a protective barrier against sea water. However, it can deteriorate or even fail during the service life owing to factors like poor substrate surface preparation or a detrimental effect of cathodic protection. The combined use of cathodic protection and a coating provides the most effective corrosion control and significantly reduces the current and anode weight required for cathodic protection of subsea components such as industrial valves. 2. Aim and objectives This case study aims to demonstrate the application and requirements of coating and cathodic protection for subsea valves to prevent external corrosion. Toward this end, the following research objectives must be achieved: 1. Review a subsea project and highlight the subsea valve and operator (e.g., actuator) types, sizes, and pressure classes as well as the materials and applied coating. 2. Understand different international standards for industrial coatings. 3. Explain the coating system and requirements for subsea valves and actuators in various subsea projects. 4. Understand the cathodic protection mechanism and design concept for subsea components and valves. 3. Importance and contributions This study aims to prevent external corrosion and its adverse consequences as well as to improve the safety and reliability of subsea valves. Valves are the most important components on subsea structures like wellheads and manifolds. Decorative and colored coatings are beyond the scope of this case study. 4. Audiences This study should be of interest to students or engineers engaged in marine and subsea, materials, corrosion and coating, valve and mechanical, safety and reliability, and oil and gas or petroleum engineering. External offshore subsea corrosion 5. Case study (challenges/solutions) 5.1 Project description and manifolds This case study considers a large subsea project with 13 manifolds at a depth of 2 km. Subsea manifolds are a combination of steel structures, piping, and valves that are used to simplify subsea systems and minimize the usage of subsea pipelines and risers while optimizing the flow. Three types of subsea manifolds are used in this project: infield or production manifolds, export manifolds, and subsea distribution units (SDUs). Infield or production manifolds are connected to production wells and receive the produced fluid from the wells. In the current project, these manifolds could have four or six slots connected to four or six production wells, respectively. A 6-slot manifold receives six inlet pipes from drilled wells; these are eventually converted to two outlet pipes. Export manifolds are located between infield manifolds and topside facilities. The produced oil and gas is transferred to the topside facilities through these manifolds. An SDU is used to distribute hydraulic fluids; chemicals like scale, wax, and hydrate inhibitors; electricity; and data to subsea systems. Hydraulic oil provides energy for the system (e.g., hydraulic actuators operated with hydraulic oil) as well as lubrication and cooling. Crude oil can generate paraffin wax or petroleum wax that gets deposited in the piping system and blocks or reduces its flow efficiency. Hydrate formation can also cause flow problems. Hydrates are ice-like solids that can form in natural gas at high pressure and low temperature. A hydrate inhibitor is injected to prevent hydrate formation. Scale formation also causes flow problems; scale refers to mineral salts or precipitates due to chemical reactions that get deposited inside the piping and facilities. Fig. 2.15 illustrates a subsea manifold with a steel structure, piping, and valves. 5.2 Type and function of valves In this project, 1056 subsea valves are located in the infield, export, and SDU subsea manifolds. Three types of valves are installed in the manifolds; ball, through conduit gate, and Steel structure Pipe Valve Fig. 2.15 Subsea manifold including steel structure, pipe, and valves. (Photo by author.) 119 120 Case studies of material corrosion prevention for oil and gas valves 7 1/16” gate valves on branches 16” ball valves on header Three connecons of manifold to wells Fig. 2.16 Ball and gate valve arrangement on a 6-slot manifold. (Photo by author.) axial check valves. Ball valves with sizes of 1000 , 1600 , and 2200 are typically located on the manifold headers. Gate valves are mainly located on the branches of manifolds; their sizes could be 7 1/1600 or 2 1/1600 as per the API 6A or 17D standards, respectively. Fig. 2.16 illustrates the piping and valves located on a 6-slot manifold including three 1600 ball valves on the headers and many 7 1/1600 gate valves on the branches. This manifold is called a 6-slot manifold because it has three connections to the wells from each side, for a total of six connections. Gate and ball valves have small sizes below 200 , such as ½00 and ¾00 . Most small ball valves are used on chemical injection and hydraulic lines, and small gate valves are mainly used on chemical injection lines. Small axial check valves of ¾00 and 200 are used on chemical injection lines. They serve to isolate the chemical injection lines from the main process lines. Check valves are a type of nonreturn valve that are opened by the chemical injection fluid to facilitate the injection of the chemical into the main process header. They move to a closed position when the chemical injection flow stops; therefore, the main process header fluid (typically, oil and gas) cannot enter the chemical injection line. 5.3 Valve and actuator material selection Low-alloy steel with Inconel 625 overlay is selected for all large-bore valves (>200 ), and 25Cr super duplex is selected for all small-bore valves (200 ). Low-alloy steel (e.g., ASTM A694 F60) is selected for large-bore valves for economic reasons; specifically, low-alloy steels like carbon steels are much cheaper than CRAs like duplex and super duplex steels. However, low-alloy steels need to be protected from both internal and external corrosion. For example, the valve body and bonnet are made of low-alloy steel and are then coated and subjected to cathodic protection. This combination prevents the external External offshore subsea corrosion corrosion of this material in subsea environments. To prevent internal corrosion, the body and bonnet can be cladded (weld overlay) with 3 mm of Inconel 625. CRAs cladding and lined steel have long been used in the oil and gas industry. Instead of low-alloy steel with Inconel 625 cladding, the entire body and bonnet of the large-bore valves can be made of solid Inconel 625; however, this would be very costly. Low-alloy steel with Inconel 625 cladding is not used for small-bore valves because applying this cladding on a small geometry is challenging and uneconomical. Thus, the industry commonly uses solid CRAs instead of cladded carbon or low-alloy steel for small valves (200 ). Table 2.4 summarizes the valve type, size, type of operation, pressure class, material, and quantities in this case study. Hydraulic actuators use hydraulic fluid to operate (i.e., open and close) the valve. The body or casing of subsea hydraulic actuators could be made of duplex or super duplex Table 2.4 List of valves used in subsea project. Valve type Size Type of operation Pressure rating (bar) Ball 2200 Manual 517 Ball 2200 517 Ball 1600 Hydraulic actuator Manual Ball 1600 517 Ball 1000 Hydraulic actuator Manual Ball 1000 517 Gate 7 1/1600 Hydraulic actuator Manual Gate 7 1/1600 Manual 517 Gate Gate 2 1/1600 2 1/1600 Axial check Gate 200 Ball Ball Axial check ¾00 ½00 ¾00 Manual Hydraulic actuator Not applicable Hydraulic actuator Manual Manual Not applicable ¾00 Body/bonnet material Quantities 6 517 517 Low-alloy steel with Inconel 625 fully cladding Low-alloy steel with Inconel 625 fully cladding Low-alloy steel with Inconel 625 fully cladding Low-alloy steel with Inconel 625 fully cladding Low-alloy steel with Inconel 625 fully cladding Low-alloy steel with Inconel 625 fully cladding Low-alloy steel with Inconel 625 partially cladding Low-alloy steel with Inconel 625 fully cladding 25Cr super duplex 25Cr super duplex 517 25Cr super duplex 32 690 25Cr super duplex 40 690 690 690 25Cr super duplex 25Cr super duplex 25Cr super duplex 146 436 40 517 517 517 6 16 30 6 22 52 80 92 52 121 122 Case studies of material corrosion prevention for oil and gas valves Fig. 2.17 A hydraulic actuator installed on a subsea valve. (Photo by author.) steel. Fig. 2.17 illustrates a hydraulic actuator installed on a subsea valve. The hydraulic fluid force in the actuator is converted to a mechanical force that provides the required force for the movement (i.e., operation) of the valve. 5.4 Review of coatings Various coating standards and specifications exist. For example, the Society for Protective Coatings (SSPC) is a standards development organization accredited by the American National Standards Institute. SSPC develops and publishes widely used industry standards for surface preparation, coating selection, coating application, painting contractor certification, and testing. The National Association of Corrosion Engineers (NACE) international industry standards mainly address material selection and corrosion evaluation; some other standards are related to industrial coating. The American Society for Testing and Materials (ASTM) provides international standards for coatings. The International Organization for Standardization (ISO) has developed coating standards that are widely used in Europe. Metal surface preparation including cleanliness and required roughness are crucial for successful coating application. Some of the main ISO standards address the assessment and testing of surface cleanliness, surface roughness, and characteristics and surface preparation methods. NORSOK M-501 for surface preparation and protection coating is the main coating standard used in the Norwegian offshore industry. This standard was introduced in 1994. The NORSOK standards are developed by the Norwegian External offshore subsea corrosion petroleum industry to ensure sufficient safety, value addition, and cost-effectiveness in the oil and gas industry. The NORSOK coating standard has different references to ISO standards. NORSOK M-501 identifies a series of coating requirements, including surface preparation, different coating material specifications, and coating application procedures. Equinor, a major operator in Norway, has developed technical and professional requirement (TR 042) for surface preparation and protective coating along with other project specifications. The NORSOK coating system 7 is divided into three categories: 7A, 7B, and 7C. System 7A is used for carbon steel and stainless steel materials in the splash zone. The splash zone is an area in the sea or ocean that is located immediately under and above the mean seawater level. This area is at major risk of corrosion in the offshore environment, as discussed in Chapter 1. System 7A is not typically applicable to valves and actuators because these are not installed in the splash zone. The cleanliness level of the substrate before applying a coating should conform to ISO 8501-1 Sa 2½00 . The roughness of the surface should be based on the ISO 8503 standard and be achieved using medium-sized abrasive grit (G; 50–85 μm). The ISO 8501 standard addresses the preparation of steel surfaces before coating application. Sa 2½00 refers to a very thorough blast or sand cleaning of the substrate or metal surface. The mil scale, rust, and foreign matters are removed to such an extent that only some shades appear on the surface. Finally, the surface is cleaned with a vacuum cleaner, clean and dry compressed air, or a brush. Mil scale refers to iron oxide with a bluish gray color that is formed on the steel surface during the hot rolling process. Hot rolling is a metal forming process in which a hot metal is heated and passed between two rollers. System 7A could be either a two-component epoxy or polyester-based coating with a minimum of two coating layers. The complete coating system should have a minimum dry film thickness (DFT) of 600 μm. Polyesterbased epoxy and silicate have a chemical curing mechanism. The use of polyester coating is proposed for the splash zone because this area is exposed to a high degree of erosion and wear. A polyester coating is a thick coating with excellent wear and abrasion resistance. In addition, polyester has a fast curing time (i.e., a few hours) as well as very good corrosion and chemical resistance. System 7B is applied to submerged carbon and stainless steels with operating temperatures of at most 50°C. It is applicable to actuators and manual valve operators because they have a maximum operating temperature of 20°C. The cleanliness level of the substrate before applying a coating should conform to ISO 8501-1 Sa 2½. The roughness of the surface should be based on the ISO 8503 standard and be achieved using mediumsized abrasive grit (G; 50–85 μm). The surface preparation, including the cleanliness and roughness of the substrate before applying system 7B, is the same as that for system 7A. System 7B includes two-component epoxy with a minimum of two layers and a minimum DFT of 350 μm. Therefore, the film thickness for system 7B is less than that for system 7A. 123 124 Case studies of material corrosion prevention for oil and gas valves System 7C is used for submerged carbon and stainless steels with operating temperatures above 50°C. System 7C is applicable to industrial valves as they have operating temperature above 50°C; however, the maximum operating temperature is 121°C. The surface preparation, including the cleanliness and roughness of the substrate before applying system 7C, is the same as that for systems 7A and 7B. Two key considerations for coating application are surface preparation before coating application and coating application. The surface cleanliness and required roughness values mentioned above before coating application are important to ensure that the metal surface or substrate permits satisfactory adhesion of the coating. When applying coating system 7 to bare steel, the following surface preparation activities should be performed to achieve the required surface cleanliness and roughness: - Remove surface defects using suitable tools. - Remove surface contaminations (e.g., salt, grease, oil) by solvent cleaning while ensuring that the solvent does not damage or degrade the corrosion resistance of the substrate. - Perform blast cleaning by applying sharp, dry, and angular girt. - Remove particles from the surface. In some cases, coating system 7 is applied as a maintenance coating on surfaces with a preexisting coating. In such cases, the substrate should be free of the old coating, and a visual inspection of the metal surface should be performed to ensure that it is free of defects like blistering and cracking. In addition, the abovementioned activities to achieve the required cleanliness and surface roughness should be performed. For coating application, coating products should be applied when the relative humidity at a location is 85%. Coating a metal surface when the humidity is higher may fail because the moisture and humidity on the metal surface will eventually cause rust. Additionally, the temperature of steel should always be at least 3°C above the dew point during both the sandblasting and the coating operations to prevent humidity and condensation. The coating should be applied and cured only at ambient and steel temperatures above 0°C. 5.5 Cathodic protection Cathodic protection prevents corrosion by converting an anodic or active component like a subsea pipe or valve to a passive or cathodic site by supplying electrical current or free electrons from an alternative active metal or anode source. A cathodic protection system requires two dissimilar metals, namely, the anode and the cathode, as well as an electrolyte (e.g., sea water) and an electron path between the two metals. Some general guidelines about the design considerations, installation, and maintenance of cathodic protection are presented below. The use of non-CRAs such as carbon and low-alloy steels in External offshore subsea corrosion subsea corrosive environments is possible through the implementation of external corrosion protection methods such as cathodic protection. Specifically, implementing cathodic protection for non-CRAs only controls or significantly reduces corrosion. Even though non-CRAs are subjected to cathodic protection in subsea environments, they are not completely immune to corrosion. Using cathodic protection combined with a coating can reduce the capital or initial cost of the valve materials and enable the use of nonCRAs instead of CRAs. For example, in many different subsea projects, valves larger than 200 were made of low-alloy steels instead of super duplex steel or Inconel 625 for economic reasons by relying on coating and cathodic protection. The design of cathodic protection begins with understanding the components that require protection (in this case, industrial valves). The valve data required for cathodic protection include the type of metal, operating conditions (e.g., temperature, location, depth of installation, and corrosivity of sea water), dimensions and surface areas, type and characteristics of coating, and design life. Cathodic protection is applicable to all types of metals and prevents both localized and uniform types of corrosion, including galvanic corrosion, in which two metals with different electrical potential are coupled. Using a galvanic anode or sacrificial anode is the preferred method of protection for permanently installed subsea components like industrial valves. A galvanic anode is typically made of active materials like zinc, aluminum, and magnesium. The anode is the source of electricity to mitigate corrosion and is consumed. Cathodic protection is less commonly implemented using an impressed current system in which external direct current and various anode materials are used to supply the cathodic current. Some factors related to sea water affect the performance of cathodic protection. Many of these factors are physical, as discussed below. The first is the temperature; as the temperature increases, the corrosivity and corrosion rates of components installed on the sea bed as well as the anode corrosion and consumption rate increase. In addition, the anode produces more electric current at a higher sea water temperature. Dissolved oxygen in sea water also increases the sea water corrosion rate and anode consumption. Waves, tides, and currents affect the cathodic protection by depolarizing subsea components like valves. Specifically, waves and currents increase the corrosion rate of subsea components by depolarizing the cathode. Marine growth or bacterial activity (see Fig. 2.18), also called biofouling, is another factor that accelerates corrosion. In this case, the external surfaces of subsea components like piping and valves are attacked by the accumulation of microorganism, plants, and small animals. The salinity of sea water owing to its chloride content is a chemical factor that affects cathodic protection. A higher chloride content and salinity increase the subsea component corrosion rate, thereby increasing the anodic consumption and produced current rate. Eq. (2.14) indicates how the sea water salinity can be calculated based on the chloride content in parts per thousand (ppt). 125 126 Case studies of material corrosion prevention for oil and gas valves Fig. 2.18 Marine fouling and growth on a subsea component. (Courtesy: Shutterstock.) Eq. 2.14. Salinity calculation for sea water. Salinity ðparts per thousandÞ ¼ 1:80655 chlorinity ðparts per thousandÞ (2.14) Low sea water pH is another chemical factor that intensifies the corrosion rate. These parameters are not constant and may change with the depth, season, and geographical location. In summary, sea water may have a higher corrosion rate if one or more of the abovementioned parameters necessitate a larger cathodic protection current to achieve and maintain effective cathodic protection. Cathodic protection potential measurement is a method used to determine the sufficiency of the cathodic protection system used to protect a component. The cathodic protection potential varies with the type of metal and environment. At least two electrodes are required to perform potential measurements. Using only one electrode for cathodic protection potential measurement is inadequate. The cathode is the negative External offshore subsea corrosion Key Cathode – + – + Anode Anion Cation Electrolyte solution Electrolysis Fig. 2.19 Cathode and anode. (Courtesy: Shutterstock.) electrode because it accepts the electron released from the anode (see Fig. 2.19). By contrast, the anode is the positive electrode because it provides an electron, as illustrated in Fig. 2.19. The potential difference between a cathode and an anode can be measured using a voltage measuring device; the more common approach is to measure the electrode potential (i.e., indicator) against a standard electrode (i.e., reference). The silver/silver chloride reference electrode in sea water is denoted as Ag/AgCl/sea water. A minimum of 0.8 V and maximum of 1.10 V relative to Ag/AgCl/sea water is generally accepted as the cathodic protection design potential for carbon and low-alloy steels. A negative voltage indicates an excess of electrons whereas a positive voltage indicates the deficiency of electrons. Carbon and low-alloy steels are corroded more heavily compared to duplex stainless steels in sea water; therefore, they require the supply of more electrons from the anode during cathodic protection to mitigate corrosion compared to that in the case of duplex steel. Thus, the minimum electrical potential of the duplex steel cathode is 0.5 V relative to Ag/AgCl/sea water; this is lower than that for carbon and low-alloy steels. Other standard reference electrodes such as high-purity zinc electrodes may be used as a substitute to Ag/AgCl/sea water. To measure the potential measurement, the reference electrode should be located in sea water away from the anodes and as close as possible to the protected component (cathode) to minimize the voltage drop. Table 2.5, which is based on DNV-RP-B101, summarizes the required cathodic protection potential measurement for carbon, low-alloy, and stainless steels. Current demand or density is the amount of electricity required to polarize the protected cathode (in this case, industrial valves) to a level that meets the cathodic protection potential requirements mentioned in the previous paragraph (e.g., 0.8 V). The current density is defined as the ratio of the cathodic protection received current to the cathode 127 128 Case studies of material corrosion prevention for oil and gas valves Table 2.5 Required cathodic protection potential measurement for carbon, low-alloy, and stainless steels as per DNV-RP-B101 standard. Material Carbon/ low alloy steel Stainless steel Aerobic sea water environment Anaerobic sea water environments PRENa 40 PRENa < 40 Minimum negative potential with Ag/AgCl/sea water reference Maximum negative potential with Ag/AgCl/sea water reference 0.8 1.10 0.9 1.10 0.3 0.6 Not applicableb Not applicableb a Note 1: PREN (pitting-resistant equivalent number) is calculated from the chemical compositions of chromium (Cr), molybdenum (Mo), and nitrogen (N) as follows: PREN ¼ Cr + 3.3 M + 16 N. b Note 2: HISC must be considered for susceptible materials to limit the negative maximum potential value. unit surface area in mA2 . The required current demand can be obtained using three approaches: field experiences of past projects, theoretical calculations, or tests and examinations. The coating breakdown factor fc (or coating efficiency Ce) describes the extent of current demand reduction in cathodic protection owing to the implementation of the coating; it can be a number between 0 and 1. Ce ¼ 1 implies that the coating does not provide any protection; therefore, the maximum electric current is required from the cathodic protection system. Ce ¼ 0 indicates that the coating provides 100% protection and does not require any electric current from the cathodic protection. The coating breakdown factor is very important in cathodic protection design because a bare large-sized valve without coating may require as much as 100,000 times more current compared to the condition in which the valve is coated completely and effectively. The coating breakdown factor is a function of operating parameters, coating properties, and time (duration of coating usage in operation) and is calculated as per Eq. (2.15): Eq. 2.15. Coating breakdown factor parameter fc or Ce. f c ¼ C e ¼ a + bt (2.15) where a ¼ initial coating breakdown ¼ 0.02 for coating system 7 or category III b ¼ annual coating deterioration rate (0.012 for shallow depths of 0–30 m and 0.008 for depths greater than 30 m. External offshore subsea corrosion Table 2.6 Coating breakdown factor values for coating system III based on DNV standard. Coating system III Design period, years Initial fci Mean fcm Final fcf 10 15 20 25 30 40 0.02 0.02 0.02 0.02 0.02 0.02 0.08 0.11 0.14 0.17 0.20 0.26 0.14 0.20 0.26 0.32 0.38 0.50 NORSOK system 7, known as coating category III, is a marine paint coating with two or more layers. The coating deterioration factor is higher at shallow depths of 30 m or above because of the effects of marine growth and waves. As an alternative, Table 2.6 obtained from DNV-RP-B401 can be used to obtain three values—initial, average (mean), and final coating breakdown factor—for coating system III. Eq. (2.16) is used to calculate the required current demand for cathode protection. Eq. 2.16. Calculation of required current demand for cathodic protection. I C ¼ A I 0C Ce (2.16) where IC is the required current demand for cathodic protection (A) A: total area of protected cathode (in this case, industrial valves) (m2) I0 C: current density for cathodic protection in mA2 Ce: coating efficiency (dimensionless) The cathode surface area calculation is another important design consideration in cathodic protection. The surface areas of industrial valves that need to be subjected to cathodic protection should be calculated separately for areas with and without coating. The body and bonnet are considered valve areas or parts that are coated, and bolts, nuts, and stems are typically not coated. As shown in Eq. (2.16), the total area of the protected cathode has a direct impact on the required current demand for cathodic protection. The output current from the anode is calculated using Ohm’s law as per Eq. (2.17). 129 130 Case studies of material corrosion prevention for oil and gas valves Eq. 2.17. Anode current output as per Ohm’s law. IC ¼ V VC VA ¼ R R (2.17) where, V: Driving potential (V) between cathode VC and VA; the driving potential is determined by the anode type or material and the environment. Fig. 2.20 illustrates the driving potential values of various elements. Elements located on the top of the table have more positive potential and are known as oxidizing agents or electron acceptors. By contrast, elements on the bottom of the table have less positive potential and are known as reducing agents that lose electrons easily. Further, an aluminum anode loses electrons easily compared to zinc; therefore, the driving potential for losing electrons from an aluminum anode is higher than that in the case of a zinc anode. As discussed earlier, some sea water parameters including environmental factors like temperature, salinity, and dissolved oxygen can accelerate the corrosion rate in subsea applications and driving potential. R: anode resistance (Ohm) to be calculated as per Table 2.7. The anode resistance depends on the anode shape and electrical resistance of the electrolyte (sea water). Fig. 2.21 shows different anode shapes. Fig. 2.20 Standard element potential. (Photo by author.) External offshore subsea corrosion Table 2.7 Anode resistance calculation as per DNV standard. Anode type Resistance formula 1,2 Long slender stand-off L 4r Short slender stand-off1) 2) L < 4r Long flush mounted2) L 4 width and L 4 thickness Short flush-mounted, bracelet and other types Ra ¼ 2 πρ L ln Ra ¼ 2 πρ L 1 qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 2ffi ln 2Lr 1 + 1 + 2Lr 4L r + r 2L qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 2ffi 1 + 2Lr Ra ¼ 2 ρ S pffiffiffi ρ Ra ¼ 0:315 A where R: anode resistance (Ω); ρ: electrolyte resistivity (in this case, seawater; unit: Ω-cm) indicating how strongly a material such as sea water resists electric current. The reverse measure, called electrical conductivity, indicates how strongly a material conducts electricity (unit: Ω1 cm1). Fig. 2.22 provides the electrical resistivity of sea water (unit: Ωm) based on two key parameters: sea water temperature and amount ffi of chloride (%); L: length of anode (cm); S: average anode side qffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi (cm); r: equivalent radius (cm) ¼ anode cross πsection area (applicable to cylindrical anodes) and r ¼ anode cross2πsection area (applicable to noncylindrical anodes); A: exposed surface area of anode (cm2). Fig. 2.21 Different anode shapes. 131 132 Case studies of material corrosion prevention for oil and gas valves Resistivity (ohm-m) 0.35 Salinity (%) 30 0.30 35 0.25 40 0.20 10 20 30 Temperature (°C) Fig. 2.22 Estimation of sea water resistivity based on temperature and chloride content (unit: Ωm). Three types of current demand or density should be considered for cathodic protection design: initial Ici, final Icf, and mean or average Icm. The initial current demand for coated valves is very low and is not a critical value. However, the initial current value should be included in the cathodic protection design report for future reference. The final current demand is the highest because of the highest coating degradation. The mean current demand is the average. The current demand depends on the climatic region and cathodic protection design life. Table 2.8 lists the current demand values (unit: mA2) for coating category III including NOSROK system 7 for cathodic protection design lives of 10, 15, 20, 25, 30, and 40 based on the DNV-RP-B101 standard. The design life of cathodic protection is typically specified by the end user. Normal practice is to consider a cathodic protection design life that is at least equal to that of the protected object. The design life of subsea valves is typically 10 years or even 20–30 years, as specified in the valve data sheets. The design life of subsea components is typically equal to the operation time. In this case, the cathodic protection design life should be extended by adding periods before operation, like installation and fabrication, if the cathodic protection would be active. The other important step in cathodic protection design is to calculate the required anode mass to provide protection over the design life. Eq. (2.18) is used for this purpose. External offshore subsea corrosion Table 2.8 Current demand values (unit: mA2 ) for coating category III including NOSROK system 7 for cathodic protection design lives of 10, 15, 20, 25, 30, and 40 years based on DNV-RP-B101 standard. Current density for 10-year design life of cathodic protection with coating system 7 Climatic region Initial current density with initial coating breakdown factor of 0.02 Mean current density with mean coating breakdown factor of 0.08 Final current density with final coating breakdown factor of 0.14 Tropical Subtropical Temperate Arctic 0.003 0.003 0.004 0.005 0.006 0.006 0.008 0.010 0.014 0.015 0.018 0.024 A m2 A m2 A m2 Current density for 15-year design life of cathodic protection with coating system 7 Climatic region Initial current density mA2 with initial coating breakdown factor of 0.02 Mean current density mA2 with mean coating breakdown factor of 0.11 Final current density with final coating breakdown factor of 0.20 Tropical Subtropical Temperate Arctic 0.003 0.003 0.004 0.005 0.008 0.009 0.011 0.013 0.020 0.022 0.026 0.034 A m2 Current density for 20-year design life of cathodic protection with coating system 7 Climatic region Initial current density with initial coating breakdown factor of 0.02 Mean current density with mean coating breakdown factor of 0.14 Final current density with final coating breakdown factor of 0.26 Tropical Subtropical Temperate Arctic 0.003 0.003 0.004 0.005 0.010 0.011 0.014 0.017 0.026 0.029 0.034 0.044 A m2 A m2 A m2 Current density for 25-year design life of cathodic protection with coating system 7 Climatic region Initial current density mA2 with initial coating breakdown factor of 0.02 Mean current density mA2 with mean coating breakdown factor of 0.17 Final current density with final coating breakdown factor of 0.32 Tropical Subtropical Temperate Arctic 0.003 0.003 0.004 0.005 0.012 0.014 0.017 0.020 0.032 0.035 0.042 0.054 A m2 133 134 Case studies of material corrosion prevention for oil and gas valves Current density for 30-year design life of cathodic protection with coating system 7 Climatic region Initial current density mA2 with initial coating breakdown factor of 0.02 Mean current density mA2 with mean coating breakdown factor of 0.20 Final current density with final coating breakdown factor of 0.38 Tropical Subtropical Temperate Arctic 0.003 0.003 0.004 0.005 0.014 0.016 0.020 0.024 0.038 0.042 0.049 0.065 A m2 Current density for 40-year design life of cathodic protection with coating system 7 Climatic region Initial current density with initial coating breakdown factor of 0.02 Mean current density with mean coating breakdown factor of 0.26 Final current density with final coating breakdown factor of 0.50 Tropical Subtropical Temperate Arctic 0.003 0.003 0.004 0.005 0.018 0.021 0.026 0.031 0.050 0.055 0.065 0.085 A m2 A m2 A m2 Eq. 2.18. Calculation of required anode mass for cathodic protection. Ma ¼ I cm DL 8760 uε (2.18) where Ma: anode mass (kg) Icm: mean electrical current output from anode for cathode protection (A) DL: design life (year) u: anode utilization or efficiencyfactor ε: anode electrical capacity Ah kg Note: 8760 in the equation indicates the number of hours per year. In practice, anodes produce less current per hour per kilogram compared to the theoretical electrical production capacity. Some factors such as anode corrosion, damage, or inactivity contribute to reducing the anode efficiency. Thus, anodes are always less than 100% efficient. For example, a pure zinc anode has a theoretical electrical capacity of 820 Ah kg ; therefore, 1 kg of zinc with a continuous discharge of 1 A is consumed in 820 h. However, in practice, 1 kg of zinc may continuously discharge 1 A for only 779 h External offshore subsea corrosion Table 2.9 Recommended anode utilization factor as per DNV standard. Anode type Anode utilization factor (u) Long slender stand-off L 4r Short slender stand-off L < 4r Long flush mounted L width L thickness Short-flush mounted bracelet and other types 0.90 0.85 0.85 0.80 (i.e., 0.95 820). In this case, the anode utilization factor or anode efficiency is equal to 0.95 or 95%. The DNV standard provides an anode utilization factor with values of 85%, 90%, or 95% as per Table 2.9, depending on the anode shape. Notably, cathodic protection has some detrimental effects. The first one is called cathode coating disbonding. This phenomenon occurs because of the formation of hydroxyl ions (OH) and hydrogen at the surface of the protected cathode. These undesirable products can disbond a nonmetallic coating through mechanisms like chemical dissolution and electrochemical reduction. However, proper coating surface preparation, especially with optimum surface roughness, can increase the resistance of the coating system, such as two-component epoxy, against cathodic disbonding. The ASTM G8 standard provides a test method for cathodic disbonding of a marine coating. End users should consider this standard test for qualifying coatings that could be vulnerable against cathodic disbonding. The second negative impact of cathodic protection is HISC corrosion, as explained in Case study 2.1. The next step is to calculate the number of required anodes. This number depends on various parameters such as anode type, as listed in Table 2.9, and dimensions including anode net mass Ma. It is important to consider that the number of anodes, like the mass of anodes, can satisfy the requirements of the initial and final current outputs as well as the anode current capacity. Considering the individual anode current output Ia (A), the total current Ic produced by N anodes was calculated from Ohm’s law as per Eq. (2.19). Eq. 2.19. Calculation of total current from anode based on number of anodes. Ic ¼ N Ia ¼ N ðE c E a Þ N 4 E ¼ Ra Ra (2.19) 135 136 Case studies of material corrosion prevention for oil and gas valves where Ea: Design potential of anode material (V). Ec: Design potential of cathode material (V). Ra: Anode resistance (Ω) calculated as per Table 2.7. N: Number of anodes; Different regulations and standards cover cathodic protection requirements, as listed below: - Government regulations - DNV-RP-B401: Cathodic protection design recommended practice (October 2010) - NORSOK M503: Cathodic protection (4th edition, September 2016) - ISO 155852-2: Petroleum, petrochemical and natural gas industries-Cathodic protection of pipeline transportation (2012) - NAMAS: National Accreditation of Measurement and Sampling (or equivalent) - EN 12473: General principal of cathodic protection in sea water - EN 12496: Galvanic anodes for cathodic protection in sea water and saline mud - EN13509: Cathodic protection measurement techniques 6. Expected results and deliverables Unlike for topside valves, the coating of all subsea valves could be standardized to the NORSOK 7C coating system, namely, two-component epoxy suitable for temperatures higher than 50°C, because the operating temperature of subsea valves exceeds 50°C. All subsea actuators and manual valve operators are standardized to coating system 7B, that is, a two component epoxy suitable for temperatures less than 50°C, for operating temperatures below 50°C for actuators and manual operators. Surface preparation and cleanliness as per the NORSOK standard and/or project requirements are crucial to prevent premature failure of coating systems. All coatings eventually suffer failure; therefore, the protection of subsea valves and actuators from external subsea environment corrosion requires a secondary means of protection called cathodic protection. Cathodic protection is applicable to all parts of subsea valves exposed to sea water, including the body, bonnet, stem, and bolts. Fig. 2.23 illustrates cathodic protection for a subsea through conduit gate valve through the connection of a sacrificial anode to the valve bonnet by a cable. The cathodic protection illustrated in the figure protects the body, bonnet, bolts, and nuts of the valve from external corrosion from the corrosive subsea environment. The effectiveness of cathodic protection can be measured by an electrical continuity test. All external parts of valves that are exposed to cathodic protection and their contacts, including the body, bonnet, stem, and bolts should not have electrical resistance exceeding 0.1 Ω. External offshore subsea corrosion Fig. 2.23 Cathodic protection for a subsea through conduit gate valve. (Photo by author.) 7. Conclusion The subsea environment is known as one of the harshest and most corrosive environments in which even CRA materials can suffer severe corrosion. Thus, to prevent costly and undesirable corrosion of subsea components such as industrial valves, a combination of coating and cathodic protection is used. Applying a coating for subsea valves is more straightforward compared to that in other sectors of the oil and gas industry. While proper substrate surface preparation is crucial for preventing coating failure at an early stage, all valve components can be coated with two-component epoxy. Coatings suffer damage as per the coating breakdown factor discussed in this case study; therefore, cathodic protection is used in conjunction with coating to prevent external corrosion of the subsea valve. This case study discusses essential cathodic protection considerations and calculations such as the required current demand, required mass, and number of cathodes. Case study 2.3. Valve bolt material selection 1. Introduction In some projects, valve bolts and nuts might be neglected and may therefore be made of cheap and economical materials. Nonetheless, the corrosion or failure of bolts in industrial valves may necessitate maintenance or even replacement of the whole valve. Thus, the valve bolt material should be selected carefully, especially in the offshore oil and gas industry. In fact, the combination of the chloride-containing offshore environment and corrosive media can intensify the corrosion rate of pipes, flanges, and valve bolts. The bolts of subsea valves can be divided into pressure-containing and nonpressure-containing bolts. Pressure-containing bolts are more 137 138 Case studies of material corrosion prevention for oil and gas valves Pressurecontaining bolts Fig. 2.24 A subsea through conduit gate valve with pressure-containing bolts connecting the body and bonnet of the valve. (Courtesy: Advanced Technology Valve.) critical in that they connect or join two pressure-containing components together. The failure of pressure-containing bolts can result in the leakage of internal fluids from the valve into the environment. Fig. 2.24 illustrates a subsea through conduit gate valve with pressure-containing bolts used to connect the body and bonnet of the valve. Pressure-containing bolts are typically in the form of a stud bolt with double hexagonal nuts on both ends or a hexagonal head bolt, as illustrated in Fig. 2.25. Fig. 2.25 (left) A stud bolt with double hexagonal nuts on both ends and (right) a hexagonal head bolt. (Photo by author.) External offshore subsea corrosion Bolts are categorized as having high, intermediate, or low mechanical strength as per ASME B16.5, a standard for pipe flanges and flanged fittings. Bolt materials with a limit of 30 ksi are considered low-strength bolts and should not be used for highpressure-class piping and valves with pressure class of 600 (pressure nominal of 100 bar) or higher. Low-strength bolts are limited to a pressure class of 150 and 300. Further, flange and valve assemblies with low-strength bolts should not be used at operating temperatures above 200°C or below 29°C. For example, ASTM A193 B8 CL.1 is an austenitic stainless steel 304 bolt for flanges and valves with low pressure classes of 150 and 300. Intermediate-strength bolts have a yield strength of 30–105 ksi. ASTM A193 B8 CL.2 is an austenitic stainless steel 304 bolt having intermediate yield strength that is used for industrial valves and flanges of both low and high pressure classes. The ASME B16.5 standard defines high-strength bolts with an allowable stress greater than that of ASTM A193 B7 bolts. ASTM A193 B7 is a low-alloy steel bolt that is widely used for carbon steel body valves and flanges. ASTM A320 L7 is another low-alloy steel high-strength bolt that is used for low-temperature carbon steel flanges and valves. Low-alloy steels are a category of ferrous materials containing some alloying elements like nickel, chromium, and molybdenum that provide mechanical properties superior to those of plain carbon steels. 2. Aim and objectives This case study aims to select suitable bolt and nut materials to prevent external corrosion. Toward this end, the following objectives must be achieved: - Understand application and importance of bolts and nuts for industrial valves. - Classify bolts in terms of their mechanical strength - Consider bolt material selection and corrosion prevention methods for some recent subsea valves. - Briefly review relevant API standards such as 20E and 20F for valve bolts, including bolt qualification and testing. - Review the optimal coating material for subsea valve bolts. 3. Importance and contributions Valve bolt failure because of corrosion or lack of strength in oil and gas services results in the leakage of oil and gas to the environment and may pose the risk of fire and explosion. Thus, selecting a proper bolt material for subsea valves and taking additional corrosion prevention measures are extremely important to save costly subsea valves, protect the environment and marine life, prevent production loss, etc. 139 140 Case studies of material corrosion prevention for oil and gas valves 4. Audiences This case study should be of interest to students and engineers engaged in piping, valves, materials, and corrosion who work in the marine and/or oil and gas industry. Because bolts directly impact the leakage prevention and safety and reliability of valves, this case study may also be of interest to safety and reliability engineers. 5. Case study (challenges/solutions) This case study evaluates five different subsea projects. These projects use carbon steel, low-alloy steel, super duplex steel, and 6MO as subsea valve materials. For all these valves, high-strength low-alloy steel bolts of B7 and L7 grades are used. Non-CRA low-alloy steel bolts can be used for all types of valve materials in the subsea oil and gas industry because they are externally protected by cathodic protection. Further, these bolts are electroplated with zinc or zinc-nickel. Thus, unlike the topside oil and gas industry in which bolt materials mostly have the same or better corrosion resistance compared to the valve body, as explained in case study 1.2, the bolt materials for subsea valves can be standardized to low-alloy steel bolts like B7 and L7. The American Petroleum Institute (API) 20E standard specifies requirements for the qualification, production, and documentation of low-alloy and carbon steel bolts in the oil and gas industries, with a focus on pressure-containing bolts. This standard was first published in August 2012. Further, the API 20F standard covers corrosion-resistant bolts made of super duplex steel and Inconel 625. As explained before, other exotic bolt materials are not commonly used in subsea valves. This standard defines three different bolt specification levels (BSL): BSL1, BSL2, and BSL3. Each BSL defines the technical quality and qualification levels of the bolt. A higher BSL (e.g., BSL3) reflects higher-quality bolts. In general, BSL1 bolts should satisfy the requirements of related ASTM standards such as ASTM A193, A194, and A320. BSL2 requires additional testing compared to BSL1 and has more stringent requirements. BSL3 is the most stringent level; it requires additional volumetric testing that is not required for BSL1 and BSL2. BSL1 is not proposed for subsea valve applications. The API 20F standard specifies requirements for the qualification, production, and documentation of corrosion-resistant bolts used in the oil and gas industry. It is applicable to equipment and components that are covered by API standards. API 20F introduces only two BSLs: BSL2 and BSL3. In fact, BSL1 is not applicable for corrosion-resistant bolts such as ASTM A453 Gr. 660 and API 6A718. ASTM A453 Gr. 660 is a nickel alloy bolt that contains 25% nickel and 15% chromium. API 6A718 covers bolts made of Inconel 718, a hard nickel and chromium alloy with high mechanical strength. Using this material instead of Inconel 625, which has lower mechanical strength, could lead to the use of fewer bolts for the body/bonnet or body External offshore subsea corrosion Fig. 2.26 API standards relevant to valve bolts. (Photo by author.) pieces of a valve connection and could thus reduce the size of the body/bonnet of valves. Fig. 2.26 shows couple of bolt standards relevant to valves. API 20E covers various forms, processes, and sizes for machine studs, bolts, screws, and nuts; cold-formed bolts, screws, and nuts; hot-formed bolts, screws, and nuts; and roll-threaded studs, bolts, and screws. Machine bolts, screws, and nuts are manufactured by machining from a raw material. Cold-formed bolts, screws, and nuts are formed through mechanical loading at a low temperature below the recrystallization temperature of a wire, rod, or bar. By contrast, hot-formed bolts, screws, and nuts are formed through mechanical loading at a high temperature. Any newly designed bolt type needs to be qualified. It is important to supply bolts from qualified and approved bolt suppliers. The qualification of a bolt with a higher BSL qualifies a lower BSL. The qualification of the bolt involves material, heat treatment, chemical, mechanical, metallurgical, and hardness tests as well as NDT. NDT tests cover both surface and volumetric tests. Volumetric NDTs include ultrasonic or radiography tests that are used to detect potential failures and discontinuities beneath the surface of a material. The most popular bolt material grades covered by API 20E are ASTM A193 B7 and B7M low-alloy steel bolts for use with carbon steel nuts in ASTM grades such as A194 Gr.2H, 4, 7, 2HM, and 7M. In addition, the API 20E standard covers bolts compatible with low-temperature carbon steel materials like A320 L7, L7M, and L43. The abovementioned bolts must satisfy all requirements in the ASTM. Clients may have additional requirements that go beyond the ASTM requirements; these must also be taken in to account by valve and bolt manufacturers. For example, if a low-alloy steel bolt must satisfy BSL1 requirements, it will also satisfy relevant ASTM requirements. However, a higher quality bolt as per BSL2 or BSL3 may additionally require acceptable melt practices, acceptable hot-work reduction range, acceptable cleanliness level range, and heat treatment. The hot-work reduction range or ratio is defined as the change in the cross-sectional area during each hot-working operation. The melting practice describes the process for hot-forming the bolts. 141 142 Case studies of material corrosion prevention for oil and gas valves 6. Expected results and deliverables Low-alloy steel bolts like B7 or L7 are electroplated with zinc, nickel, or zinc-nickel because they are subjected to cathodic protection and external corrosion prevention. Zinc plating has long been used on metal surfaces to prevent rust and corrosion. Zinc is considered a sacrificial metal that provides good corrosion protection. However, in recent years, a combination of zinc and nickel has been electroplated on subsea valves instead of only zinc. This combined plating affords three main advantages: almost four times better corrosion protection, superior adhesion and bonding to the metal surface, and up to two times the hardness compared with a zinc plating. However, the zinc-nickel coating is more costly than a zinc coating. Further, the properties of zinc electroplating may improve with new developments in this area. The last important consideration is that low-alloy steel bolts must satisfy the requirements of the API 20E standard, including checking the material quality; heat treatment; chemical, mechanical, and metallurgical properties; hardness control; and NDT. 7. Conclusions The material selection and requirements of valve bolts have attracted less attention even though bolts, especially those connecting pressure-containing parts, are important valve components. The corrosion and failure of pressure-containing bolts may result in leakage and emissions from valves. In some cases, costly valves may even need to be replaced because of bolt failure. Thus, this case study focuses on selecting suitable materials for bolts used with subsea valves considering that the subsea environment is a harsh and corrosive one. Low-alloy steel bolts have been widely used in subsea valves recently. Lowalloy steel affords high mechanical strength, which is an important requirement for pressure-containing bolts. However, low-alloy steels are non-CRAs that may suffer severe corrosion in offshore and subsea environments. Therefore, such bolts are subjected to cathodic protection and are electroplated with zinc, nickel, or zinc-nickel. Case study 2.4. Application and usage justification of carbon and low-alloy steel valves 1. Introduction Material selection is an important task in the mechanical design of industrial components such as piping and valves. Industrial valves play an important role in fluid control in piping systems in various industries, such as the oil and gas industry. Material selection as a part of design engineering is important to ensure the safety and reliability of industrial valves. Material selection, corrosion, and failures of piping and industrial valves, especially in the offshore industry, are important issues that have been addressed in several previous External offshore subsea corrosion studies. The offshore environment is divided into the topside or atmospheric zone, splash, tidal, and sea water or immersion zone, and it is known as a harsh and corrosive environment. The combination of sea water and a chloride-containing environment is extremely corrosive to carbon and low-alloy steels. Although many previous studies have emphasized the use of CRAs for valve bodies in the topside or atmospheric zone, in some subsea projects, low-alloy steel, a non-CRA, is widely used in subsea valves. Below, we consider the rationale for using low-alloy steels in this corrosive environment. First, it is important to understand what low-alloy steel is and how it differs from carbon steel. Steels are categorized based on different parameters like composition, manufacturing process, type of product (e.g., forged, bar, sheet), type of microstructure, strength level, and heat-treatment process. The American Iron and Steel Institute (AISI) defines carbon steel as follows: “Steel is considered to be a carbon steel when no minimum content is specified or required for chromium, cobalt, columbium or niobium, molybdenum, nickel, titanium, tungsten, vanadium or zirconium or any other element to be added to obtain a desired alloying effect.” In addition, there are more limitations with regard to the minimum and maximum alloy contents for carbon steel. The minimum copper content should not exceed 0.4%, and the maximum manganese, silicon, and copper contents should not exceed 1.65%, 0.60%, and 0.60%, respectively. In general, carbon steels contain up to 2% of alloying elements can be divided into low, medium, and high carbon content. A higher carbon content in carbon steel increases the mechanical strength and hardness but decreases the weldability. Low-alloy steels generally have high strength and are designed to meet specific mechanical requirements rather than chemical ones. Further, they can provide greater resistance to atmospheric corrosion compared to carbon steel. Low-alloy steels may contain 0.05%–0.25% carbon and up to 2% manganese to provide sufficient weldability, strength, and fracture toughness. Furthermore, small quantities of alloying elements such as nickel, chromium, and molybdenum may be added to improve the mechanical and corrosion resistance properties. The total percentage of alloys in low-alloy steel could be as low as 2%. 2. Aim and objectives Case studies of projects in which low-alloy steel valves are used are considered and the reasons for using this non-CRA in the corrosive subsea environment are determined. The following research questions are considered: 1. What is the definition of low-alloy steel and how does it differ from carbon steel? 2. What makes low-alloy steels an attractive choice for subsea valves? 3. To which valve types, sizes, and pressure classes are low-alloy steels applicable? For which pressure class is low-alloy steel preferred? 4. How can the corrosion failure of low-alloy steel valves be mitigated in subsea environments? 143 144 Case studies of material corrosion prevention for oil and gas valves CASE STUDY QUESTIONS 1. Why are low-alloy steels used in subsea valves? 2. For which valve types, sizes, and pressure classes can low-alloy steels be used, and in what percentage? 3. How is the corrosion and failure of low-alloy steel valves prevented in the corrosive subsea environment? CASE STUDY AIM Justify the use of a non-CRA like low-alloy steel for subsea valves in the corrosive subsea environment CASE STUDY OBJECTIVES 1. Provide some information about low-alloy steel, including its mechanical and chemical properties 2. Review international subsea projects in which low-alloy steel has been used for subsea valves 3. Justify use of low-alloy steels for subsea valves from the viewpoint of corrosion prevention Fig. 2.27 Research questions, aim, and objectives. This case study aims to justify the material selection strategy of low-alloy steels in recent subsea projects. The material selection of an industrial component greatly impacts the safety and reliability of valves. The failure of subsea valves because of material degradation, corrosion, or other reasons has many negative consequences such as loss of asset, loss of production, and environmental pollution. Thus, this case study aims to justify the use of low-alloy steel in subsea valves by considering strategies and approaches for preventing its failure in subsea environments during operation. Fig. 2.27 summarizes the questions, aim, and objectives of this case study. 3. Importance and contributions The present study makes the following contributions: - Use of low-alloy steels in subsea valves is justified from the viewpoint of reducing costs (CAPEX) and affording increased mechanical strength. External offshore subsea corrosion - Suitable strategies for preventing the corrosion of low-alloy steels in subsea environments and valve failure during operation are proposed. - Negative and undesirable effects of valve failures, such as loss of asset, loss of production, plant shutdown, spillage of production to the environment, and HSE issues are prevented. 4. Audiences This case study should be of interest to students and engineers engaged in material and corrosion, mechanical and valve, subsea and marine, and oil and gas engineering. 5. Case study (challenges/solutions) This case study evaluates two projects. The first project is a very large subsea project in Africa. It contains 13 subsea manifolds with more than 394 large-bore valves (200 to 2200 ) and 662 small-bore valves (<200 ) on the subsea manifolds. Manifolds are subsea components including structures, piping, valves, and actuators that are used to collect fluid from different units such as wells and to unify them into one or two large piping headers. In fact, using manifolds can reduce the number of subsea pipes required. The above numbers of valves are evaluated based on early project engineering work. The project contains three export manifolds, four 4-slot manifolds, two 6-slot manifolds, and two SDUs. The 4- and 6-slot manifolds are production manifolds connected to four and six drilled wells, respectively. The valves on the branches are normally gate valves, and the larger valves on the header are ball valves. Actuated gate valves have a fail-safe closed (FSC) function with spring return hydraulic actuators to close the gate valves and disconnect the manifold from the upstream well in case of any operational problem on the well(s). The project contains 1056 valves of ball, gate, and axial types. Ball valves either have large sizes of 1000 , 1600 , or 2200 or small sizes of ¾00 or ½00 . All large ball valves are made of F60 lowalloy steel with Inconel 625 cladding or weld overlay. Small ball valves are made of 25Cr super duplex steel. Gate valves have sizes of 800 , 200 , or ¾00 . Of these, 800 gate valves are made of low-alloy steel that is fully or partially cladded with Inconel 625. Smaller gate valves with sizes of 200 and ¾00 are made of 25Cr super duplex steel. Axial valves have small sizes of 200 and ¾00 ; they are made of super duplex steel and are used for chemical injection. Axial nozzle check valves are robust valves that provide smooth flow and nonslamming action. Table 2.10 summarizes the valve type, size, operation type, pressure class, material and quantities in the first project. Chart 2.2 also summarizes the quantities for each valve type, size, and material. Fig. 2.28 shows that 34% of the industrial valves in this project are made of low-alloy steel with Inconel 625 cladding. 145 146 Case studies of material corrosion prevention for oil and gas valves Table 2.10 Valves used in first project. Valve type Size 00 Ball 22 Ball 2200 Ball 1600 Ball 1600 Ball 1000 Ball 1000 Gate 7 1/1600 7 1/1600 2 1/1600 2 1/1600 200 Gate Gate Gate Axial check Gate Ball Ball Axial ¾00 ¾00 ½00 ¾00 Type of operation Pressure rating (bar) Manual 517 Hydraulic actuator Manual 517 Material Quantities 6 92 Hydraulic actuator Manual 517 Manual 517 Manual 517 Low-alloy steel with Inconel 625 cladding Low-alloy steel with Inconel 625 cladding Low-alloy steel with Inconel 625 cladding Low-alloy steel with Inconel 625 cladding Low-alloy steel with Inconel 625 cladding Low-alloy steel with Inconel 625 cladding Low-alloy steel with Inconel 625 cladding Low-alloy steel with Inconel 625 cladding 25Cr super duplex Hydraulic actuator Not applicable Hydraulic actuator Manual Manual Not applicable 517 25Cr super duplex 52 517 25Cr super duplex 32 690 25Cr super duplex 40 690 690 690 25Cr super duplex 25Cr super duplex 25Cr super duplex 146 436 40 Hydraulic actuator Manual 517 517 517 517 6 16 30 6 22 52 80 The second project contains one production manifold, two remotely operated piping injected gadget (PIG) launchers, three subsea safety isolation valves (SSIVs) located on three subsea manifolds, one export pipeline end manifold (PLEM), and 14 flowline termination assemblies (FTAs). The remotely operated PIG launcher automatically launches a PIG inside the pipeline without any need for a remotely operated vehicle (ROV) to operate the PIG launcher. An ROV is a free-swimming submersible craft that is used for operating subsea components such as PIG launchers or even valves and actuators. Fig. 2.29 illustrates an ROV with an arm and finger for underwater operations. The SSIV protects the platform and personnel working on the platform from unintentional release of hydrocarbons. It is typically a normally open valve equipped with an External offshore subsea corrosion Quanty 22" BALL VALVE (LOW ALLOY STEEL WITH INCONEL 625 CLADDING) 12 16" BALL VALVE (LOW ALLOY STEEL WITH INCONEL 625 CLADDING) 46 10" BALL VALVE (LOW ALLOY STEEL WITH INCONEL 625 CLADDING) 28 7 1/16" GATE VALVE (LOW ALLOY STEEL WITH INCONEL 625 CLADDING) 132 2 1/16" GATE VALVE (LOW ALLOY STEEL WITH INCONEL 625 CLADDING) 144 32 2" AXIAL CHECK VALVE (SUPER DUPLEX) 40 3/4" GATE VALVE (SUPER DUPLEX) 146 3/4" BALL VALVE (SUPER DUPLEX) 436 1/2" BALL VALVE (SUPER DUPLEX) 40 3/4" AXIAL CHECK VALVE (SUPER DUPLEX) 0 100 200 300 Chart 2.2 Quantities of each valve type, size, and material in first project. MATERIAL PERCENTAGE OF SUBSEA VALVES IN FIRST PROJECT Low alloy steel with Inconel 625 cladding 34% 66% Fig. 2.28 Material percentage of subsea valves in first project. Super duplex 400 500 147 148 Case studies of material corrosion prevention for oil and gas valves Fig. 2.29 ROV for underwater operation. (Photo by author.) actuator with an FSC mechanism connected to the emergency shutdown system to facilitate very fast closing of the valve in case of uncontrolled flow of hydrocarbons toward the downstream platform. The safety and reliability of SSIV valves are crucial. An SSIV is typically installed as a standalone component inside a structure (manifold) and is connected to the pipeline. A PLEM is a subsea structure or simple manifold placed at the end of a rigid pipeline to connect it to another structure or additional piping. The second project contains 21 subsea structures with 110 large-bore valves (300 to 00 30 ) and 25 small-bore valves (200 ). Among the large bore valves, conduit gate valves have sizes of 300 , 600 , or 7 1/1600 and ball valves have sizes of 1600 , 1800 , or 3000 . All large-bore valves are made of forged low-alloy steel fully overlaid with Inconel 625. All small-bore valves are made of super duplex steel. The Inconel 625 weld overlay can be full or partial. A full weld overlay is used when the fluid inside the low-alloy steel valve is very corrosive; therefore, all parts in contact with this fluid are overlaid. A partial weld overlay is used for specific parts such as grooves where valve seals are placed. This is because the corrosive fluid can get trapped inside the grooves under the sealing and cause crevice corrosion. Fig. 2.30 illustrates a ball valve in the open position. There are two main groove areas inside this valve where Inconel 625 should be partially overlaid. The first area is where valve seat rings are located; it is called the seat ring groove or seat pocket. The second area is where stem seals are located; it is called the stem seal groove. In the case of a full weld overlay, all internal areas of the valve body, seat ring, ball, and insides of the grooves are overlaid with Inconel 625. External offshore subsea corrosion Stem seal groove Stem seal groove Seat ring groove Seat ring groove Fig. 2.30 Ball valve in open position highlighting areas overlaid with Inconel 625 cladding. (Photo by author.) 6. Expected results and deliverables Low-alloy steels like ASTM A694, F60, and F65 can be used for the body and bonnet of subsea valves with sizes larger than 200 . Such non-CRAs can be used for the body and bonnet of valves in the corrosive subsea environment because they are subjected to both coating and cathodic protection to prevent corrosion. Subsea valves handling oil and gas are at risk of severe internal corrosion. The oil and gas produced from subsea wells contains many impurities and corrosive compounds like carbon dioxide and hydrogen sulfide. To mitigate internal corrosion, low-alloy steels are internally cladded or weld overlaid with 3 mm and two layers of Inconel 625, a CRA, by using tungsten inert gas welding (TIG) (also called gas tungsten arc welding (GTAW)). In TIG welding, a weld is produced using a nonconsumable tungsten electrode. An arc is formed between the tungsten electrode and the workpiece in an inert gas atmosphere. Here, the workpiece is the valve body on which welding is performed. The weld area and electrode are protected from oxidation or other atmospheric contamination by an inert shielding gas such as argon or helium. The Inconel 625 cladding can be overlaid through laser welding instead of TIG welding. Laser welding affords higher quality compared with TIG welding. A laser cladding features low substrate dilution, minimum distortion, and strong metallurgical bonding with the substrate. Fig. 2.31 illustrates a 3-mm Inconel 625 weld overlay formed by TIG welding on a low-alloy steel valve. For small valves (200 ), applying an Inconel 625 overlay is impractical owing to the small geometry. Instead, a CRA like super duplex steel, 6MO, or Inconel 625 is used. The body and bonnet of such valves are typically made of the same materials. 149 150 Case studies of material corrosion prevention for oil and gas valves Arc Low-alloy steel valve (workpiece) Nonconsumable tungsten electrode Inconel 625 weld overlay Fig. 2.31 TIG welding of Inconel 625 on low-alloy steel valve. (Photo by author.) 7. Conclusions Low-alloy steels such as ASTM A694, F60, and F65 are widely used for the body, bonnet, and internals of subsea valves with size larger than 200 for economic reasons. They also afford high mechanical strength. However, these alloys cannot be used in topside valves. Even though the subsea environment, including the subsea or immersion zone, is more harsh and corrosive than the topside zone, these non-CRAs can be used because of corrosion protection and mitigation measures. First, external corrosion in low-alloy steels is prevented through a combination of coating and cathodic protection. Second, internal corrosion in low-alloy steels is prevented through an Inconel 625 cladding. Case study 2.5. Evaluation of usage of martensitic stainless steel 13Cr (chromium)-4Ni (nickel) for valve stems 1. Introduction Martensitic stainless steels such as 17-4 PH (17 chromium-4 nickel) (UNS S17400) and 13Cr (13 chromium) (UNS S41000) are widely used in the onshore oil and gas External offshore subsea corrosion industry for valve stems and in carbon steel bodies in refineries and chemical plants owing to their high mechanical strength. Valve stems are a pressure-containing part that are exposed to large loads and stresses by valve operators; therefore, it is important to select a material having high mechanical strength. As discussed in case study 1.4, 17-4 PH and 13Cr martensitic stainless steels are prohibited for use in valve stems in offshore environments because they are highly vulnerable to pitting and CLSCC. 13Cr-4 Ni is another type of martensitic stainless steel with good toughness compared to 13Cr. In fact, the addition of 4% Ni to 13Cr reduces the possibility of cracking; nonetheless, 13Cr-4Ni is at high risk of pitting and chloride stress cracking corrosion (CLSCC) in subsea environments. Valves stems are not coated, they could be subjected to cathodic protection. However, relying on only cathodic protection for the external corrosion protection of subsea components like subsea valve stems is not recommended. In fact, cathodic protection is used as a complementary method along with coating for corrosion protection. Thus, super duplex or hard nickel alloys like Inconel 718 or 725 should be selected instead of martensitic stainless steels as a stem material for subsea valves to prevent external corrosion. Fig. 2.32 illustrates a subsea ball valve made of low-alloy steel with Inconel 625 cladding and a super duplex steel valve stem. The super duplex valve stem provides sufficient mechanical strength. If greater strength is required, the stem could be made of Inconel 718 or 725. Super duplex valve stem Fig. 2.32 Subsea ball valve made of low-alloy steel with Inconel 625 cladding and super duplex valve stem. 151 152 Case studies of material corrosion prevention for oil and gas valves 2. Aim and objectives This case study aims to prevent the external corrosion of subsea valve stems by selecting a suitable material. Toward this end, the following research objectives must be achieved: 1. Provide general information about martensitic stainless steels including 13Cr-4Ni and the reasons why they are not recommended for use in valve stems in the subsea oil and gas industry. 2. Recommend alternative stem materials for the offshore oil and gas industry in light of requirements like higher mechanical strength and/or corrosion resistance. 3. Explain requirements of age-hardened nickel-based alloys that are commonly used in subsea valve stems instead of martensitic stainless steels. 3. Importance and contributions Industrial valve stems are known as a pressure-containing part that drives the valve closure member and passes through the valve body and bonnet. Valve stems are exposed to both mechanical loads and corrosion. Valve stem failure because of corrosion or excessive loads makes the valve inoperable and causes the leakage of fluid to the environment. Poor material selection is one of the main reasons contributing to stem failure. Thus, a suitable material must be selected for subsea valve stems to prevent corrosion and mechanical failure. This case study aims to prevent subsea valve failure because of the corrosion of the stem material. In fact, the selection of a suitable material for valve stems protects expensive valves, prevents oil spillage and gas emission to the sea, and protects the environment from pollution. 4. Audiences This study should be of interest to students and engineers engaged in material and corrosion, marine and subsea, mechanical and valve, and oil and gas engineering. 5. Case study (challenges/solutions) This case study considers subsea valves in a large subsea project with different types of manifolds. The valves have sizes of ½00 to 2200 . The valves considered in this case study are the same as those in Case study 2.4. The essential information of these valves, including their type, size, type of operation, pressure rating, and body/bonnet, and stem materials, are listed in Table 2.11. The last column in this table shows that super duplex is selected for most valves except for the ¾00 gate valve with a hydraulic actuator. A super duplex stem cannot provide sufficient strength for a ¾00 hydraulically actuated gate valve; therefore, Inconel 725 is used instead to provide higher strength. Three conclusions can be drawn from this case study. First, super duplex is a very common stem External offshore subsea corrosion Table 2.11 Subsea ball valves in a large subsea manifold project (same as Case study 2.4). Valve type Size Type of operation Pressure rating (bar) Ball 2200 Manual 517 Ball 2200 517 Ball 1600 Hydraulic actuator Manual Ball 1600 Ball 1000 Ball 1000 Gate 7 1/1600 7 1/1600 2 1/1600 2 1/1600 200 Gate Gate Gate Body/bonnet material Hydraulic actuator Manual 517 Manual 517 Manual 517 Low-alloy steel with fully Inconel 625 cladding Low-alloy steel with fully Inconel 625 cladding Low-alloy steel with fully Inconel 625 cladding Low-alloy steel with fully Inconel 625 cladding Low-alloy steel with fully Inconel 625 cladding Low-alloy steel with fully Inconel 625 cladding Low-alloy steel with partially Inconel 625 cladding Low-alloy steel with fully Inconel 625 cladding 25Cr super duplex 517 25Cr super duplex 517 25Cr super duplex 690 25Cr super duplex 690 25Cr super duplex Hydraulic actuator Manual 517 517 517 517 Ball ¾00 Hydraulic actuator Not applicable Hydraulic actuator Manual Ball ½00 Manual 690 25Cr super duplex Axial check ¾00 Not applicable 690 25Cr super duplex Axial check Gate ¾00 Stem material Super duplex Super duplex Super duplex Super duplex Super duplex Super duplex Super duplex Super duplex Super duplex Super duplex Not applicable Inconel 725 Super duplex Super duplex Not applicable material for subsea valves. Second, martensitic stainless steels cannot be used for subsea valve stems because they are vulnerable to pitting and CLSCC. Third, hard nickel alloys like Inconel 718 or 725 can be used instead of super duplex steel for valve stems if higher mechanical strength is required. 6. Expected results and deliverables Martensitic stainless steel stems are not recommended for carbon and low-alloy steel valves in subsea environments. Alternative materials include super duplex steel and Inconel 718 and 725. Inconel 718 or 725 are used instead of super duplex steel if higher 153 154 Case studies of material corrosion prevention for oil and gas valves mechanical strength is required. It is better to use a material with higher mechanical strength for actuated valves because the actuator applies a higher force to the valve stem. The present author recommends applying the requirements of API 6ACRA to Inconel 718 and 725 to ensure their quality. API 6ACRA covers age-hardening nickel-based alloys for oil and gas drilling and production equipment. Some essential metallurgical requirements for these two nickel alloys are listed below. Further, the chemical composition of these two alloys should be checked and should comply with the weight percentage values listed below in Table 2.12. The chemical composition of Inconel 718 and 725 should be tested with remelted ingot casting as per the requirements of ASTM E354, ASTM E1473, or any other national or international standards. Ingot casting is a process in which molten metal is poured into a horizontal pipe and then transferred into a vertical pipe for solidification and shaping. The preparation of molten metal for the casting process is called melting. Molten metal is transferred to the pouring area where molds are filled. This casting method suffers from quality problems and involves a high risk of defect and damage. Thus, a remelting process with a series or sequence of melting processes is performed to improve the casting quality compared to that of primary melting performed in ingot casting. The accepted melting methods for both Inconel 718 and 725 are provided in the API 6ACRA standard. For example, a basic electrical furnace can be used for the primary melting of Inconel 718. An electric furnace uses electricity as a heat source to achieve very high temperatures to melt alloy metals, as illustrated in Fig. 2.33. This primary melting process can be followed by argon oxygen decarburization (AOD). AOD involves a chamber in which oxygen is mixed with argon for decarburization considering that the carbon content of Inconel 718 should be limited to 0.045%, as per Table 2.12. Argon is used to minimize the oxidation of some expensive metals like molybdenum in the alloy. Finally, vacuum arc remelting (VAR) is performed as a secondary melting process to produce Inconel 718 metal ingots. In VAR, a consumable electrode is melted under vacuum at a closely controlled rate using the heat generated between the electrode and the ingot (see Fig. 2.34). When the chemical composition of these two nickel alloys is satisfactory, a product check analysis is conducted to ensure that their variation conforms to ASTM B880. Heat treatment is a process in which a metal is heated to control and achieve required mechanical properties like yield, tensile strength, or hardness. Heat treatment for the forging and hot-working of hard nickel alloys, including the equipment used for this process, should conform to the API 6ACRA standard. The instruments used for furnace heating should be calibrated at least every 3 months. In addition, furnaces should be surveyed at least once a year. This is also applicable to furnaces that are moved, newly built, or repaired. The material temperature should be monitored during heat treatment. The heat treatment of Inconel 718 and 725 involves solution annealing followed by age hardening. Solution annealing is performed to dissolve any precipitates in the material. The Table 2.12 Chemical composition of Inconel 718 and 725 as per API 6ACRA. Element Ni Cr Fe Nb Nb + Ta Mo N07718 50–55 17–21 Balance _ 4.87–5.20 2.80–3.30 0.8–1.15 N07725 55–59 19–22.5 Balance 2.75–4 _ 7–9.5 1–1.7 Element P N07718 0.010 Max S 0.010 Max Cu 0.23 Max N07725 0.010 Max Se 0.0005 (5 ppm) Max – Bi 0.00005 (0.5 ppm) Max – 0.015 Max B 0.0060 (60 ppm) Max – – Pb 0.0010 (10 ppm) Max – Ti Al 0.4–0.6 C 0.045 Max 0.35 Max 0.030 Max Ca Mg 0.0060 0.0030 (30 ppm) (60 ppm) Max Max – – Co Mn Si 1.00 Max – 0.35 Max 0.35 Max 0.35 Max 0.20 Max W – – Ni: Nickel, Cr: Chromium, Nb: Niobium, Ta: Tantalum, Mo: Molybdenum, Ti: Titanium; Al: Aluminum; C: Carbon; Co: Cobalt; Mn: Manganese; Si: Silicon; P: Phosphor; S: Sulfur; B: Boron; Cu: Copper; Pb: Lead; Se: Selenium; Bi: Bismuth; Ca: Calcium; Mg: Magnesium; W: Tungsten. 156 Case studies of material corrosion prevention for oil and gas valves Fig. 2.33 Electric furnace. (Courtesy: Shutterstock.) Fig. 2.34 VAR. (Photo by author.) External offshore subsea corrosion solution annealing temperature for both Inconel 718 and 725 is 1021–1065°C. Further, the time for the solution annealing process is 1–2.5 h for Inconel 718 and 0.5–4 h for Inconel 725. After finishing the solution annealing heat treatment, the material is rapidly cooled down to room temperature to prevent the formation of precipitates. The material will be in a soft state after solution annealing; therefore, age hardening is performed next. Age hardening involves heating to a temperature of 760–802°C for 6–8 h for Inconel 718 and 720–744°C for 4–9 h for Inconel 725. Inconel 725 is aged for at least 12 h in a furnace cooled down to a temperature of 607–690°C. The microstructure of hard nickel alloys should be examined after heat treatment to determine whether it conforms to certain specifications. The tensile stress should also be tested. 7. Conclusions Martensitic stainless steels are a specific group of stainless steels that can be hardened through methods like aging and heat treatment. These materials provide relatively good general corrosion resistance and high mechanical strength. However, they are susceptible to pitting and CLSCC. Fig. 2.35 illustrates the pitting and CLSCC of a 17-4 PH shaft in an offshore chloride-containing environment. Martensitic stainless steels are also vulnerable to hydrogen embrittlement that causes corrosion. Martensitic stainless steels are widely used for industrial valve stems in the onshore oil and gas industry because of their high mechanical strength and relatively high general corrosion resistance. However, the use of martensitic stainless steels should be limited or completely avoided in the offshore oil and gas industry. The offshore oil and gas industry involves both topside and subsea industrial valves. Some end users or major oil and gas industry companies like Equinor uses 13Cr-4Ni for valve stems in the carbon steel body of topside valves, whereas others completely avoid using Fig. 2.35 Pitting and CLSCC of a 17-4 PH shaft. (Courtesy: Shutterstock.) 157 158 Case studies of material corrosion prevention for oil and gas valves martensitic stainless steel stems in topside valves. Notably, 13Cr-4Ni is the only martensitic stainless steel that can be used in topside valve stems. Other martensitic stainless steels like 13Cr and 17-4 PH are not recommended for topside valve stems on ships or platforms. The subsea environment is more corrosive than the topside environment; therefore, no martensitic stainless steels are recommended for valve stems in this environment. Alternative stem materials for the offshore environment include super duplex and hard nickel alloys like Inconel 718 and 725. Questions and answers 1. Which sentence is correct regarding HISC corrosion in subsea environment? A. Duplex and super duplex are the only materials vulnerable to HISC. B. Applied stresses during operation, installation, and shutdown are the only stresses that should be taken into account for HISC analysis. C. Low-alloy steel and high-strength carbon steel are subject to HISC attack because of their high hardness and mechanical strength. D. Inconel 718 and 725 are commonly used for valve bodies and are at high risk of HISC. Answer: Option A is wrong because other materials like high-strength carbon steel, low-alloy steel, and hard nickel alloys are also vulnerable to HISC. Option B is wrong because residual stresses should also be taken into account for HISC analysis. Option C is correct. Option D is partially correct because Inconel 718 and 725 are vulnerable to HISC and are commonly used for valve stems. 2. Find the correct statement about HISC corrosion. A. HISC occurrence is not only limited to subsea oil and gas industry. B. Piping and valves that are not subject to cathodic protection may suffer from HISC corrosion. C. The occurrence of HISC is independent of the material microstructure. D. The HISC failure of duplex and super duplex materials is due to the ferritic structure, as the austenitic structure acts as a barrier against cracking. Answer: Option A is wrong because HISC only occurs in the subsea environment. Option B is wrong as the implementation of cathodic protection is essential for the occurrence of HISC. Option C is wrong because the material microstructure has an impact on HISC. For example, ferritic structures suffer HISC cracking, whereas austenitic structures act as an HISC crack barrier. Therefore, Option D is correct. 3. A 1600 super duplex ball valve of pressure class 690 bar is installed at a depth of 2.5 km on the sea floor. The maximum operating temperature of the valve is 100°C and the fluid service passing through the valve is a mixture of oil, gas, and water. How can this valve be protected against external subsea corrosion? A. Two-component epoxy coating system 7A on the external surfaces of the valve. B. Combination of cathodic protection for external surfaces in contact with sea water and coating system 7C for the body and bonnet as external valve surfaces. External offshore subsea corrosion C. Valve material should be changed to Inconel 625 D. None of the options are correct. Answer: Option A is wrong because the NORSOK coating system 7A is used for subsea components in the splash zone but not in the immersion zone. Option B is correct. Option C is wrong because changing the valve material from super duplex to Inconel 625 can only mitigate the internal corrosion of the valve due to the internal fluid. Option D is wrong as option B is correct. 4. A 1600 actuated subsea ball valve made of low-alloy steel and with Inconel 625 cladding is designed for a depth of 1.5 km. The valve is actuated, implying that a large force is applied to the valve stem; therefore, the stem should have very high mechanical strength. Which material should be used for the valve stem in this application? A. Inconel 718/725 B. Super duplex C. 17-4 PH D. 13Cr-4Ni Answer: Option A is correct. Option B is wrong because super duplex has lower mechanical strength than Inconel 718 and 725, and an actuated valve should have a stem with very high mechanical strength. 17-4 PH and 13Cr-4Ni are martensitic stainless steels and are not recommended for subsea valves based on industrial experience. 5. Which statement is correct regarding the coating and cathodic protection? A. A coating breakdown factor of 1 means that the coating can reduce the current demand from cathodic protection to zero. B. The anode current output increases when the temperature and chloride concentration of sea water decreases. C. Cathodic protection does not have any negative effect on the coating and protected cathode. D. Current density for cathodic protection could be selected based on previous experiences and can be different for different components. Further, different parameters like cathodic protection potential, cathode surface coating, sea water temperature, and oxygen content could affect the current density. Answer: Option A is wrong as a coating breakdown factor of 1 means that 100% cathodic protection should protect the subsea structure. Option B is wrong because it decreases in the temperature and chloride concentration of sea water reduces the cathode corrosion rate, and therefore, less current output from the anode is required. Option C is wrong because cathodic protection can break the bond of the coating and produce hydrogen at the cathode, resulting in HISC occurrence. Option D is correct. 6. Which type of material is not recommended for subsea valves? A. 13Chromium-4Nickel B. Inconel 725 C. Inconel 718 D. Super duplex 159 160 Case studies of material corrosion prevention for oil and gas valves Answer: Option A is correct. 13Cr-4Ni is a martensitic stainless steel that has a high risk of pitting, CLSCC, and HISC and is therefore not recommended for subsea valve stems. Options B, C, and D are wrong. 7. Which option provides a correct answer regarding the material selection and protection of subsea valve bolting? A. Subsea valve bolts are not subjected to cathodic protection to prevent external corrosion. B. Super duplex bolting is very common in subsea valves. C. Subsea valve bolting can be electroplated with zinc, nickel, or zinc-nickel. D. Low-alloy steel bolts are not suitable for subsea valves owing to external corrosion. Answer: Option A is wrong as cathodic protection is a common way to protect subsea valve bolting against the corrosive subsea environment. Option B is wrong because lowalloy steel bolts with a coating and cathodic protection have sufficient corrosion resistance; therefore, the bolt material need not be changed to super duplex. Option C is correct. Option D is wrong as low-alloy steel bolts are commonly used in subsea valves. 8. Identify the wrong statement about the manufacturing process and heat treatment of Inconel 718 and 725. A. The chemical compositions of Inconel 718 and 725 should be tested after remelt ingot casting as per the requirements of ASTM E354. B. VAR is required as a secondary melting process to produce Inconel 718 metal ingots. C. The heat treatment of Inconel 718 and 725 involves solution annealing followed by age hardening. D. The tensile stress or strength of Inconel 725 or 718 need not be measured as per the API CRA standard. Answer: Options A, B, and C are correct. Option D is wrong; the API CRA standard requires the measurement of the tensile stress of Inconel 718 or 725. 9. Which of the following corrosion prevention measures make low-alloy steel valves a popular and economical choice in subsea environments? A. Coating B. Cathodic protection C. Inconel 625 cladding D. All options are correct Answer: Options A and B are correct because coating and cathodic protection prevent external corrosion of low-alloy steel valves. Option C is correct because Inconel 625 cladding prevents internal corrosion of low-alloy steel valves. Thus, option D is correct. 10. Which sentence is correct regarding Inconel 625 overlay on low-alloy steel valves? A. Inconel 625 overlay is mainly applied on low-alloy steel to mitigate external corrosion of the low-alloy steel substrate. External offshore subsea corrosion B. Inconel 625 overlay can be applied through arc welding or laser welding. C. If Inconel 625 weld overlay is applied, 3-mm corrosion allowance is still needed in the low-alloy steel valve. D. Inconel 625 weld overlay provides higher quality compared to laser welding. Answer: Option A is wrong because Inconel 625 overlay is mainly applied to lowalloy steel to mitigate internal corrosion. Option B is correct. Option C is wrong because if Inconel 625 weld overlay is applied on low-alloy steel substrate, no corrosion allowance is required for the substrate. Option D is wrong because laser welding provides higher quality compared to a weld overlay. 11. Which sentences are not correct about low-alloy steels? A. Low-alloy steels may contain 11% chromium. B. Low-alloy steels are only used for the body and bonnet of subsea valves. C. Low-alloy steels may contain up to 2% of alloying elements like nickel and chromium. D. The main advantage of low-alloy steels is their high mechanical strength. E. Low-alloy steels provide less general or atmospheric corrosion resistance compared to carbon steels. Answer: Option A is wrong because stainless steels, not low-alloy steels, contain 11% chromium. Option B is wrong because low-alloy steels may be used for bolting and valve internals as long as they are cladded with Inconel 625 to prevent internal corrosion. Options C and D are both correct. Option E is wrong as low-alloy steel can provide higher general corrosion resistance compared to carbon steel. Further reading T.E. Abioye, D.G. McCartney, A.T. Clare, Laser cladding of Inconel 625 wire for corrosion protection, J. Mater. Process. Technol. 217 (2015) 232–240. American Bureau of Shipping, Guidance Notes On Cathodic Protection of Offshore Structures, 2018. Texas, USA. American Petroleum Institute (API) 6A, Specification for wellhead and tree equipment, twenty-first ed., API, Washington, DC, USA, 2018. American Petroleum Institute (API) 6ACRA, Age-hard nickel-based alloys for oil and gas drilling and production equipment, first ed., API, Washington, DC, USA, 2015. American Petroleum Institute (API) 6D, Specification for piping and pipeline valves, twenty-fourth ed., API, Washington, DC, USA, 2014. American Petroleum Institute (API) 17D, Design and operation of subsea production systems, subsea wellhead and tree equipment, second ed., API, Washington, DC, USA, 2011. American Petroleum Institute (API) 20E, Alloy and carbon steel bolting for use in the petroleum and natural gas industries, first ed., API, Washington, DC, USA, 2012. American Petroleum Institute (API) 20F, Corrosion resistant bolting for use in the petroleum and natural gas industries, first ed., API, Washington, DC, USA, 2015. American Society for Testing and Material (ASTM) G8, Standard Test Methods for Cathodic Disbonding of Pipeline Coatings, West Conshohocken, PA, USA, 2019. American Society of Mechanical Engineers (ASME) Section VIII Div. 01, Rules for Construction of Pressure Vessels, Boiler and Pressure Vessel Code, New York, USA, 2012. 161 162 Case studies of material corrosion prevention for oil and gas valves American Society of Mechanical Engineers (ASME) Section VIII Div. 02, Design and Fabrication of Pressure Vessels, Boiler and Pressure Vessel Code, New York, USA, 2012. American Society of Mechanical Engineers (ASME) B16.5, Pipe Flanges and Flanged Fittings: NPS ½00 Through NPS 2400 , Metric/Inch Standard, New York, USA, 2020. American Society of Mechanical Engineers (ASME) B31.3, Process Piping, ASME, New York, USA, 2012. A. Bahadori, Corrosion and Materials Selection, A Guide for the Chemical and Petroleum Industries, first ed., John Wiley and Sons, West Sussex, UK, 2014. Y. Bai, Q. Bai, Subsea Engineering Handbook, first ed., Elsevier, Atlanta, GA, USA, 2012. K.A. Chandler, Marine and Offshore Corrosion. Marine Engineering Series, Elsevier Science, 2014. B. Cottis, et al., Shrei’s Corrosion Reference Book, Elsevier Science, 2010, ISBN: 978-0-444-52787-5. Det Norske Veritas (DNV) RP-F112, Design of Duplex Stainless-Steel Subsea Equipment Exposed to Cathodic Protection, Det Norske Veritas, Hovik, Norway, 2008. Det Norske Veritas (DNV) RP-B401, Cathodic Protection Design, Det Norske Veritas, Hovik, Norway, 2010. Det Norske Veritas (DNV) RP-B101, Corrosion Protection of Floating Production and Storage Units, Det Norske Veritas, Hovik, Norway, 2015. H. Fang, M. Duan, Offshore Operation Facilities, Equipment and Procedures, Gulf Professional Publishing, 2014, https://doi.org/10.1016/B978-0-12-396977-4.00006-8. International Organization of Standardization (ISO) 8501, Preparation of Steel Substrates Before Application of Paints and Related Products—Visual Assessment of Surface Cleanliness—Part 1: Rust Grades and Preparation Grades of Uncoated Steel Substrates and of Steel Substrates After Overall Removal of Previous Coating, 2007. Geneva, Switzerland. J. Marsh, G. Gibson, M. Walsh, Hydrogen Embrittlement of Corrosion Resistant Alloys Under Cathodic Protection Conditions, NACE International, 2004. D. Nakhaie, M.H. Moayed, Pitting corrosion of cold rolled solution treated 17-4 PH stainless steel, Corrosion Sci. 80 (2014) 290–298, https://doi.org/10.1016/j.corsci.2013.11.039. National Association of Corrosion Engineers (NACE) MR0175-ISO15156, Petroleum and Natural Gas Industries—Materials for Use in H2S Containing Environments in Oil and Gas Production, 2015. Houston, Texas. B. Nesbitt, Handbook of Valves and Actuators: Valves Manual International, first ed., Elsevier, Oxford, UK, 2007. NORSOK M-001, Materials Selection, third ed., 2002. Lysaker, Norway. NORSOK M-501, Surface Preparation and Protective Coating, sixth ed., Lysaker, Norway, 2012. P.L. Skousen, Valve Handbook, third ed., McGraw-Hill, USA, 2011. P. Smit, R.W. Zappe, Valve Selection Handbook, fifth ed., Elsevier, New York, USA, 2004. P. Smith, Piping Material Specification and Application, first ed., Gulf Professional Publishing, Oxford, UK, 2005. ISBN: 0-7506-7743-0. M. Solnordal, S. Wastberg, G. Heiberg, O.H. Eide, Hydrogen induced stress cracking (HISC) and DNV– RP–F112, Measur. Control J. 42 (5) (2009). Norway: DNV. J.G. Speight, Oil and Gas Corrosion Prevention—From Surface Facilities to Refineries, first ed., Gulf Professional Publishing, USA, 2013. K. Sotoodeh, Axial flow check valves for pumps and compressors protection, Valve World Mag. 20 (1) (2015) 84–87. K. Sotoodeh, Valve bolting material selection in offshore industry, Valve World Mag. (January/February 2016) 21 (01) (2016) 30–32. K. Sotoodeh, Analysis and improvement of material selection for process piping system in offshore industry, Am. J. Mech. Eng. 6 (1) (2018) 17–26, https://doi.org/10.12691/ajme-6-1-3. K. Sotoodeh, A review on subsea process and valve technology, J. Marine Syst. Ocean Technol. 14 (2019) 210–219, https://doi.org/10.1007/s40868-019-00061-4. K. Sotoodeh, Optimized material selection for subsea valves to prevent failure and improve reliability, Life Cycle Reliab. Safety Eng. 10 (2020) 173–182, https://doi.org/10.1007/s41872-020-00152-x. K. Sotoodeh, Optimized valve stem design in oil and gas industry to minimize major failures, J. Fail. Anal. Prev. (2020), https://doi.org/10.1007/s11668-020-00891-0. External offshore subsea corrosion K. Sotoodeh, A review of valve stem sealing to prevent leakage from the valve and its effect on valve operation, J. Fail. Anal. Prev. (2020), https://doi.org/10.1007/s11668-020-01050-1. K. Sotoodeh, Subsea valves and actuators for the oil and gas industry, first ed., Gulf Professional Publishing, Austin, USA, 2021. K. Sotoodeh, HISC analysis for valves in the subsea oil and gas industry, Safety Extreme Environ. 3 (2021) 1–8, https://doi.org/10.1007/s42797-021-00030-4. K. Sotoodeh, Safety and Reliability Improvements of Valves and Actuators for the Offshore Oil and Gas Industry Through Optimized Design, University of Stavanger, 2021. (PhD thesis UiS), no. 573. K. Sotoodeh, Coating Application for Piping, Valves and Actuators in Offshore Oil and Gas Industry, first ed., CRC Press, 2022. ISBN: 9781032187198. G.E. Totten, L. Xie, K. Funatani, Modeling and simulation for material selection and mechanical design, first ed., CRC Press, New York, USA, 2003. Workshop Agreement NORSOK M-WA-01, HISC Guideline for Duplex Stainless Steel. Revision 01, NORSOK, Lysaker, Norway, 2005. 163 CHAPTER 3 Cross-contamination Case study 3.1. Using Teflon powder on stainless steel valve bodies to prevent cross-contamination 1 Introduction The use of dissimilar metals such as carbon steel, stainless steel, and titanium for industrial valves is always concerning. The contamination of a starting material, intermediates, or finished products by another material or product during the production process is called cross-contamination. The main sources of cross-contamination are human beings, equipment tools and facilities, air, raw materials, and water. For example, human beings, like factory workers, serve as carriers for microbial transfer between dissimilar metals. Air carries many organic and inorganic particles that can contaminate products and degrade their quality. Mixing different materials such as carbon and stainless steel causes the cross-contamination of one product (stainless steel) by the other (carbon steel). The contamination of stainless steel is considered problematic because it negatively affects the corrosion resistance and structural integrity of stainless steel, resulting in a reduced operational life. Stainless steel may get contaminated by chloride or mild- or low-alloy steel. Cross-contamination by the mixing of dissimilar metals could occur during production, manufacturing, transportation, or storage. Thus, contact between carbon or low-alloy steels and stainless steels must be prevented during manufacturing, shipping, and other stages. In fact, when carbon or mild steel makes contact with stainless steel, the protective passive chromium oxide film (Cr2O3) on the stainless steel may break. This film contributes to the corrosion resistance and nobility of stainless steel, and therefore, its breakage and damage make the stainless steel more susceptible to corrosion. Stainless steel may get contaminated by mild alloy or carbon steel owing to various reasons such as welding the carbon steel to stainless steel or contact with tools like screwdrivers, files, drills, or polishing or grinding tools. Rust is commonly seen on stainless steel used in equipment and facilities after welding to a carbon steel component or grinding with a carbon steel tool. In addition, grinding stainless steel welds with mild steel brushes could also cause contaminate the stainless steel surface. Falling particles during welding and flame cutting processes could also cause cross-contamination. Fig. 3.1 illustrates the cross-contamination of a stainless steel pipe Case Studies of Material Corrosion Prevention for Oil and Gas Valves https://doi.org/10.1016/B978-0-323-95474-7.00005-6 Copyright © 2022 Elsevier Inc. All rights reserved. 165 166 Case studies of material corrosion prevention for oil and gas valves Fig. 3.1 Cross-contamination of stainless steel pipe owing to welding. (Photo by author.) owing to welding. Stainless steel is not the only material at risk of cross-contamination. Titanium is a corrosion-resistant alloy (CRA) that is also at high risk of crosscontamination. In fact, titanium degradation by cross-contamination could occur because of contact with both carbon and stainless steel. Titanium is used for making piping and valves used in the corrosive sea water in the offshore industry as it provides the highest resistance against pitting and chloride stress cracking corrosion. To prevent the cross-contamination of titanium valves, it is important to avoid mixing them with carbon and stainless steel valves during machining, assembly, storage, and transportation processes. The following steps are recommended to prevent cross-contamination of stainless steel and titanium: - Onsite personnel should be suitably trained and should maintain good hygiene. - A proper air filtration system should be installed to protect materials at risk of crosscontamination from dust and dirt. - Extra care must be taken to protect stainless steel and titanium from contamination during handling and storage. - Proper packing, preservation, and transportation are essential to protect stainless steel and titanium surfaces from damage such as scratches and gouges that allow the entrapment of contaminants and provide an ideal location for corrosion. - A weak electrical current and mild electrolytic fluids should be used to effectively remove all contaminants produced during welding (see Fig. 3.2). - Materials should be stored in a dry and clean area and should not be mixed. - Manufacturers must establish procedures to avoid contamination and provide documentation certifying that contamination will not occur. Cross-contamination Electrical current and mild electrolyc fluid Welding filler Fig. 3.2 Use of weak current and mild electrolytic fluid to remove all contaminants produced during welding. (Photo by author.) 2 Aim and objectives This study mainly aims to prevent the cross-contamination and damage of stainless steel valve bodies due to contact with carbon steel valves or other reasons by applying a poly(tetrafluoroethylene) (PTFE) powder coating on their external surface. To achieve this aim, this study has the following objectives: - Understand mechanism of material damage caused by cross-contamination and identify cross-contamination risks associated with valves in the oil and gas industry - Identify key considerations and measures to be taken to prevent cross-contamination - Discuss the application of Teflon/PTFE powder coatings to prevent crosscontamination - Apply PTFE coating to stainless steel valves used in one offshore project to prevent cross-contamination 3 Importance and contributions In the Norwegian offshore industry, a large number of valves are made of duplex stainless steels. Valves made of different materials like carbon steel, stainless steel, and titanium are likely to be ordered from a single valve supplier. Thus, it is important to take measures to prevent the cross-contamination to protect such valves. Cross-contamination during production, storage, or transportation can damage a valve and necessitate its replacement, resulting in increased initial or capital costs (CAPEX). 4 Audience This case study should be of interest to materials and corrosion engineers as well as piping and valve engineers. Further, as it is related to the topside oil and gas industry, it may be of interest to oil and gas engineers. 167 168 Case studies of material corrosion prevention for oil and gas valves Fig. 3.3 PTFE powder coating on stainless steel valve. (Photo by author.) 5 Case study This case study considers the industrial valves used for topside facilities in a recent Norwegian offshore project. 22Cr Duplex stainless steel valves are widely used in the Norwegian offshore industry because of their high corrosion resistance and mechanical strength. Statistics show that almost 80% of the valves in the Norwegian offshore industry could be made of this material. By contrast, SS316 austenitic stainless steel valves are not as popular owing to the risk of pitting and chloride stress cracking corrosion caused by the chloride-containing and corrosive offshore environment. Of all valves in a recent Norwegian project, only around 3% were made of austenitic stainless steel. All valves made of both austenitic and duplex stainless steel in offshore projects were subjected to PTFE or Teflon powder coating to prevent cross-contamination through contact with carbon steel valves. Fig. 3.3 illustrates a stainless steel valve that is fully coated with PTFE to prevent cross-contamination. 6 Expected results and deliverables The aim in this case study is to separate both austenitic and duplex stainless steel valves from carbon steel valves during manufacturing, fabrication, storage, and transportation. Preventing the mixing of dissimilar materials could be unsuccessful; therefore, the main suggestion in this case study is to apply Teflon or PTFE powder coating. Powder coating, known as dry paint, has been used in the industry for over 50 years. PTFE is a useful fluoropolymer. A polymer (see Fig. 3.4) contains large molecules or macromolecules comprising many repeating subunits. PTFE finds widespread use because of its beneficial properties, including very high melting point and high stability at low temperature. It also affords good corrosion, wear, and friction resistance. Cross-contamination Fig. 3.4 Polymers containing many molecules. (Courtesy: Shutterstock.) Thus, PTFE powder coating is very suitable for applications involving heat and cold, friction, and wear. PTFE coatings afford other advantages such as very high resistance to chemical attack and resistance at high operating temperatures (e.g., 260°C). Further, PTFE has low surface energy; this results in weak molecular attraction, making it harder to form bonds. This is considered advantageous because liquids and solids do not adhere strongly to a PTFE coating, making them useful protective surface coatings. However, the disadvantage of PTFE coatings is their relatively poor adherence to substrate surfaces (in this case, stainless steel valve body). The most common approach for applying a PTFE coating is spray coating. This is a very accurate method that is considered the best solution for components with complex geometries. A good approach to improve the bonding between the PTFE coating and the substrate is to blast the substrate with dry abrasives. A PTFE coating could be a single- or two-layer coating system including a primer and top coat. 7 Conclusions The main conclusion of this case study is that cross-contamination between dissimilar valve materials, especially stainless steel and titanium, should be prevented to avoid material degradation. In this regard, the main approach is to avoid mixing dissimilar materials during and after manufacturing. Nonetheless, dissimilar materials could accidentally make contact with each other. Therefore, a secondary approach is to apply a PTFE powder coating on vulnerable materials to prevent cross-contamination of stainless steels. A PTFE powder coating affords advantages including high resistance to high operating temperatures, chemical attack, wear, and friction. 169 170 Case studies of material corrosion prevention for oil and gas valves Case study 3.2. Passing PTFE pipeline injected gadget through pipeline valves during factory acceptance test 1 Introduction Some industrial valves are installed on pipelines used to transport oil and gas from production facilities to customers. Pipeline valves typically have a size of at least 1600 and a high pressure class like 1500 (pressure nominal: 250 bar) or 2500 (pressure nominal: 420 Bar). All valve pressure classes and their values are defined in the American Society of Mechanical Engineers (ASME) B16.34 standard for valves with flanged, threaded, and welded ends. ASME B16.34 covers different valve requirements such as pressure rating, dimensions, tolerances, materials, nondestructive examination, testing, and marking. Pipeline valves are extremely important in an offshore platform because they are the largest, heaviest, and most complex and expensive valves with the longest delivery time compared to the other types of valves. Note that a detailed evaluation and discussion of the design aspects of pipeline valves is beyond the scope of this study. Fig. 3.5 illustrates three 3800 CL1500 pipeline ball valves to be installed on an oil export line. A pipeline injected gadget (PIG) runs inside pipeline and connected valves during operation for different purposes such as cleaning and inspection, as illustrated in Fig. 3.6. Pipeline valves are subjected to a PIG running test or drift test after manufacturing as a factory acceptance test (FAT). This test is performed to ensure that the valve is piggable Fig. 3.5 Three 38” CL1500 pipeline ball valves. (Photo by author.) Cross-contamination Pipeline PIG Figure 3–6: PIG running inside pipeline Fig. 3.6 PIG running inside pipeline. (Courtesy: Shutterstock.) and has a specific bore or internal diameter according to the engineering documents. During the drift test, a mandrel with three disks located on both ends and in the middle should be able to pass through the valve without any restriction. The mandrel disk is made of Teflon rather than metallic materials to prevent the cross-contamination of the valve during the test. The client can select the length and diameter of the mandrel based on the valve dimensions. In fact, the diameter and length of the mandrel typically increase with increasing valve size and dimensions. Fig. 3.7 illustrates the drift test of a top entry ball valve in a 22Cr duplex body valve; one of the Teflon mandrel disks is also clearly seen. Two other PTFE disks are located inside the valves at the middle and Mandrel Disk Fig. 3.7 Drift test of a 2000 Class 1500 valve using a mandrel for installation in gas export pipeline. (Photo by author.) 171 172 Case studies of material corrosion prevention for oil and gas valves the other end of the valve. The diameter of the mandrel as written on the disk is 280 mm; this is almost equal to the internal diameter of the valve. Notably, many pipeline valves are made of carbon steel and not stainless steel. However, the use of PTFE disks is recommended for the drift test of carbon steel valves. The center line thin rounded metal passing through the middle of the three disks could be a metallic material like carbon steel or another type of steel because it is not in contact with the valve internals during the drift test. 2 Aim and objectives This case study aims to prevent cross-contamination and damage of pipeline valves during a drift test with a mandrel. To achieve this aim, this study has the following objectives: - Introduce pipeline valves and why they are important - Discuss PIG running inside a pipeline and a drift test as a part of valve FAT - Discuss material selection considerations for different parts of mandrel, including the disks and center line thin rounded metal used for drift test of pipeline valves 3 Importance and contributions Pipeline valves are the most important and expensive valves in an offshore platform. Their failure because of reasons like material failure owing to cross-contamination incurs a high cost. The use of PTFE disks for the mandrels used in drift tests could be considered a pipeline valve preservation strategy that affords the following advantages: - Avoid failures and problems - Prevents cross-contamination during drift test 4 Audience This case study should be beneficial to materials and corrosion engineers as well as piping and valve engineers. Further, as it is related to the topside offshore oil and gas industry, it could be of interest to oil and gas engineers. In addition, it should be relevant and interesting to personnel and engineers involved in preservation issues, such as quality and procurement engineers. 5 Case study A couple of recent Norwegian projects are considered in this case study. The main pipeline valves used in these projects are as follows: - In project #1, three 3800 CL1500 carbon steel ball valves (Fig. 3.5) installed on oil export pipeline Cross-contamination - In project #1, three 2000 CL1500 carbon steel ball valves installed on gas export pipeline - In project #2, three 3000 CL1500 carbon steel ball valves installed on oil export pipeline - In project #2, three 2000 CL1500 carbon steel ball valves (Fig. 3.7) installed on gas export pipeline All these 12 valves were subjected to a drift test as part of FAT to ensure that the PIG could pass through them during operation. Mandrels with a steel centerline in the middle and three PTFE disks were used for the drift test. 6 Expected results and deliverables For the drift test of pipeline valves, three PTFE or Teflon disks and a central steel rod to connect the center of the disks should be used. A metallic disk should not be used as the mandrel to prevent cross-contamination. The mandrel should pass through the tested valves easily without any obstruction. 7 Conclusion A drift test is performed as a part of FAT on pipeline valves to ensure that the bore or internal diameter of the valve satisfies the project specifications and allows the passage of a PIG through the valve during operation. A PIG is passed through a pipeline and connected valves for maintenance, cleaning, or inspection. A mandrel tool with almost the same dimensions, specifically, internal diameter and length, as the PIG was passed through the valve during the drift test. The mandrel consists of disks and a central rod. The mandrel disks make contact with the internal bore of the valve. Therefore, the main recommendation of this case study is to use Teflon or PTFE disks to prevent the cross-contamination of the pipeline valves. Questions and answers 1. Which sentence is correct regarding cross-contamination? A. A carbon steel lifting lug is threaded into the body of a 6MO valve. There is no risk of cross-contamination of the 6MO valve. B. Cross-contamination occurs only during manufacturing. C. Duplex is the only stainless steel that could be damaged owing to crosscontamination. D. Separation of carbon steel from stainless steel does not prevent crosscontamination of stainless steel valves in all cases. Answer: Option A is wrong; a carbon steel lifting lug threaded into a 6MO super austenitic stainless steel valve causes cross-contamination corrosion of this valve. Option B is wrong because cross-contamination can also occur during storage and transportation. 173 174 Case studies of material corrosion prevention for oil and gas valves Option C is wrong because all types of stainless steels, including duplex, are at high risk of cross-contamination. Option D is correct because even the separation of dissimilar materials like carbon steel and stainless steel cannot guarantee the complete prevention of cross-contamination. 2. Which sentence is correct about cross-contamination prevention of pipeline valves during the drift test? A. A totally metallic mandrel is proposed for the drift test of pipeline valves. B. Cross-contamination of pipeline valves as a result of their contact with the mandrel happens during the manufacturing phase. C. Mandrel disks should be made of Teflon or PTFE to prevent crosscontamination. D. All of the above options are wrong. Answer: Option A is wrong because the recommendation is that mandrel disks be made of Teflon to prevent cross-contamination of pipeline valves (i.e., option C is correct). Option B is wrong because cross-contamination of pipeline valves owing to their contact with the mandrel can occur after manufacturing during the testing stage. Option D is wrong because option C is correct. Further reading K. Sotoodeh, Top entry export line valves design considerations, Valve World Mag. 20 (05) (2015) 55–61. K. Sotoodeh, A Practical Guide to Piping and Valves for the Oil and Gas Industry, first ed., Elsevier (Gulf Professional Publishing), Austin, USA, 2021. K. Sotoodeh, Subsea Valves and Actuators for the Oil and Gas Industry, first ed., Elsevier (Gulf Professional Publishing), Austin, USA, 2021. CHAPTER 4 Carbon dioxide (CO2) corrosion Case study 4.1. Carbon dioxide (CO2) corrosion prediction for carbon and low-alloy steel valves 1. Introduction Carbon dioxide (CO2) is odorless, nonflammable, and nontoxic, unlike hydrogen sulfide (H2S), and colorless, like H2S. Although CO2 is nontoxic, a high CO2 concentration in the air (at least 10%–20%) is dangerous to human life. In industrial applications, CO2 or sweet corrosion of carbon and low-alloy steels is a well-known problem that was first observed in the US oil and gas industry. A corrosion allowance is selected to mitigate CO2 corrosion. CO2 and H2S are undesirable corrosive acid gases produced as byproducts in the oil and gas industry. As hydrocarbons are extracted from subsurface geological formations, they carry water and acid gases that need to be separated from the main product before its transportation to refineries. CO2 and H2S are called acid gases because of their acidic properties in the presence of water. CO2 corrosion should be accurately predicted and modeled during the basic design phase of a project. Toward this end, this section discusses a practical model to predict and calculate the CO2 corrosion rate and corrosion allowance selection. To calculate the corrosion allowance, process parameters such as the operating pressure and temperature, pH of the fluid, design life of the valve, and information about glycol and corrosion inhibitors should be taken into account. First, it is important to understand the mechanism of CO2 corrosion. The first assumption in the proposed model and other models developed to address CO2 is that CO2 is considered a cause of uniform corrosion. Uniform corrosion is defined as a type of corrosion that proceeds at the same rate over the whole metal surface. The second assumption is that CO2 is corrosive in the presence of water, and therefore, dry CO2 is not corrosive. CO2 can form carbonic acid as per Eq. (4.1) through a chemical reaction with water as follows: Eq. 4.1. Formation of carbonic acid from reaction of CO2 with water. CO2 + H2 O ! H2 CO3 Case Studies of Material Corrosion Prevention for Oil and Gas Valves https://doi.org/10.1016/B978-0-323-95474-7.00007-X (4.1) Copyright © 2022 Elsevier Inc. All rights reserved. 175 176 Case studies of material corrosion prevention for oil and gas valves Therefore, the main conclusion is that if water is absent, CO2 corrosion will not occur. The third assumption is that CO2 corrosion causes metal loss from the internal surface of the piping and valves. Fig. 4.1 illustrates CO2 corrosion on carbon steel. Three main strategies can be used to mitigate and prevent CO2 corrosion. The first strategy is to increase the wall thickness of piping and valves made of carbon and low-alloy steels as a form of corrosion allowance. Typically, a corrosion allowance of 1, 1.5, or 3 mm is added to piping and valves made of carbon and low-alloy steels. Adding a corrosion allowance of 6 mm will make piping and valves very thick, heavy, and expensive. The second alternative strategy is to use corrosion-resistant alloys (CRAs), like stainless steel (SS) or nickel alloys such as Inconel 625, as a form of solid valve or cladding overlay. Cladding carbon steel piping and valves with Inconel 625 through a weld overlay is proposed as a solution for preventing both H2S and CO2 corrosion. The third strategy is to inject a corrosion inhibitor into the piping and valves. Different types of corrosion inhibitors, with different chemistry, physical properties, and solubility, may be injected into the fluid. For example, a steel surface can be covered with film-forming amines so that corrosive compounds, such as water and carbonic acid, cannot reach the steel surface. The best and most effective corrosion inhibitor is selected as per laboratory results by taking into consideration certain parameters such as efficiency; cost; health, safety, and environmental (HSE) considerations; and product availability. Like corrosion inhibitors, glycol or methanol can be injected into piping or valves to absorb water and reduce the corrosion rate. 1.1 CO2 corrosion calculations Various corrosion calculation models have been developed by research organizations and oil companies. Some common ones are listed below: • De Waard and Milliams (DWM) model • Predict model (Intercorr) Fig. 4.1 CO2 corrosion on carbon steel. Carbon dioxide (CO2) corrosion • NORSOK (M-506) (Statoil, Saga Petroleum, Hydro) • LIPUCOR (Total) • Hydrocorr (Shell) • Casandra (British Petroleum) • CorPos (Corr Ocean) • Cormed (Elf Aquitaine) CO2 corrosion is complex, and therefore no completely accurate model exists for its prediction. The proposed model uses a combination of the abovementioned methods to provide a practical way of predicting CO2 corrosion in piping systems and industrial valves made of carbon steel. Importantly, this model is applicable to hydrocarbons, such as in the oil and gas industry, but not to seawater, drinking water, air, hydraulic oil, caustic services, etc. In these cases, a corrosion allowance of 1 or 1.5 mm can be added to carbon steel. After calculating the CO2 corrosion rate, the most suitable material and corrosion allowance can be selected. 1.2 Basic CO2 corrosion rate The evaluation of the basic CO2 corrosion rate takes into account the operating temperature and pressure as well as the mole fraction of CO2. The basic CO2 corrosion rate is predicted using Eq. (4.2). Eq. 4.2. Basic CO2 corrosion rate prediction. LogðC:RÞBase ¼ 5:8 1710 + 0:67LogðP CO2 Þ T (4.2) where C. RBase: base corrosion rate based on DWM (mm/year) T: operating temperature (K) PCO2: partial pressure of CO2 (bar) The partial pressure of CO2 depends on the mole fraction of CO2 and is calculated using Eq. (4.3). Eq. 4.3. CO2 partial pressure calculation. P CO2 ¼ P Operation xCO2 where PCO2: partial pressure of CO2 (bar) POperation: operation pressure (bar) xCO2: mole fraction of CO2 (dimensionless) (4.3) 177 178 Case studies of material corrosion prevention for oil and gas valves The mole fraction represents the ratio of the number of molecules of a particular component to the total number of molecules. De Waard and Milliams developed a nomogram in 1975 (DWM) that can be used to obtain the basic CO2 corrosion rate (see Fig. 4.2). Taking a CO2 partial pressure on the right that is equal to 0.2 bar and connecting it to the operating temperature of 120°C on the left results in a corrosion rate of 10 mm per year, which is very close to the calculated result obtained in the case study. The basic corrosion rate of 10 mm per year is high, and it should be reduced to a realistic value using corrective factors, as explained below. 1.3 Corrective CO2 corrosion rate The calculated corrosion rate at the initial stage needs to be adjusted using additional corrective process parameters to provide more accurate estimations of the corrosion rate. This section proposes the following effective process parameters to adjust the basic corrosion rate: - F (system): This parameter, called the fugacity coefficient, is related to the nonideality of hydrocarbon gas (explained below) on the calculated corrosion rate. - F (glycol): This parameter takes into account the effect of glycol injection (usually MEG) on the corrosion rate calculations. Glycol reduces the corrosivity of the hydrocarbon by absorbing water. Fig. 4.2 Basic CO2 corrosion rate prediction nomogram as per DWM model. Carbon dioxide (CO2) corrosion - F (scale): This parameter takes into account the possibility of protective anticorrosion film production, which is very probable at high temperatures above 70°C when the pH is high. - F (water cut): The presence of free water is essential for corrosion to occur. Corrosion rates increase with an increase in the amount of water. - F (inhibitor): This parameter indicates the mitigation effect of any corrosion inhibitor injections on the initially calculated corrosion rate. - F (condensate): It shows the effect of water condensation formation for nominally dry gas lines in which the corrosion rate is reduced substantially. - F (pH): The pH is generally considered to have a critical effect on the corrosion rate. For example, an acidic environment with a low pH below 5 considerably increases the corrosion rate. Thus, the corrective corrosion rate (mm/y) is calculated using Eq. (4.4). Eq. 4.4. CO2 corrective corrosion rate calculation. ðCRÞCorrect: ¼ ðC:RÞBase F ðsystemÞ F ðglycolÞ F ðscaleÞ F ðwater cutÞ F ðinhibitorÞ F ðcondensateÞ F ðpHÞ (4.4) Effect of system F (system) is the effect of the wet gas nonideality due to both pressure and temperature conditions that can negatively impact the CO2 activity in valves. Actually, the partial pressure of CO2 is assumed to be 100% efficient (completely ideal) in the base equation of DWM, which is unrealistic in practice. Thus, it is better to substitute the partial pressure of CO2 with the CO2 fugacity or activity (F(CO2)) calculated using Eq. (4.5). Eq. 4.5. CO2 fugacity or activity calculation. F CO2 ¼ a P CO2 (4.5) here FCO2: CO2 fugacity/activity α: CO2 activity coefficient, known as F (system), that is calculated using Eq. (4.6) PCO2: partial pressure of CO2 (bar) The CO2 coefficient activity is calculated using Eq. (4.6). 179 180 Case studies of material corrosion prevention for oil and gas valves Eq. 4.6. CO2 activity coefficient or F (system) calculation. 1:4 LogðaÞ ¼ 0:0031 P T (4.6) where a: CO2 activity coefficient or F (system) T: operating temperature (K) P: operating temperature (bar) Note: If the above conditions are not satisfied, that is, the F (system) value is calculated to exceed 1, the CO2 is assumed to be 100% active and ideal, and therefore, F (system) ¼ 1. 1.4 Effect of glycol/methanol Glycol or methanol is often injected into wet-gas-containing pipelines and flow lines to prevent hydrate formation. Hydrates are ice-like solids that form from the water inside the gas at low temperature and high pressure. Hydrate formation in the piping system is undesirable because hydrates can block the piping and cause pressure drop and flow stability or assurance problems. Glycol or methanol effectively inhibits hydrate formation by absorbing and decreasing the water activity; this additionally reduces the corrosion rate. The corrosion rate reduction due to the presence of glycol, F (glycol), is calculated using Eq. (4.7). Eq. 4.7. Effect of glycol injection on corrosion rate. LogðF ðgÞÞ ¼ 1:6 LogðW ðgÞÞ 3:2 (4.7) where F( g): glycol reduction effect on corrosion rate W( g): water concentration percentage in water/glycol mixture Note: F (glycol) ¼ 1 for lines without any glycol injection 1.5 Effect of scaling The scaling effect is related to the production of a protective layer on the metal surface at temperatures above 70°C. High temperatures will activate CO2 and induce its reaction with iron, resulting in the production of a protective ferrous carbonate (FeCO3) layer on Carbon dioxide (CO2) corrosion the metal surface. Scaling formation significantly reduces the corrosion rate by the corrective factor F (scaling) obtained using Eq. (4.8). Eq. 4.8. Effect of scaling calculation. LogðF ðSÞÞ ¼ 2400 0:6 Logð f CO2 Þ 6:7 T (4.8) where F(S): scaling effect coefficient f(CO2): CO2 fugacity/activity T: operating temperature (K) Note: The scaling effect exists if (F(S)) is less than 1; otherwise, scale formation is not possible, and F(S) ¼ 1 is used for corrosion rate calculations. 1.6 Effect of inhibitor In the oil and gas industry, different chemicals have long been injected as corrosion inhibitors into pipes and valves containing corrosive fluids to reduce the potential for corrosion by forming a strong film on the metal surface. The inhibitor’s capability to reduce the corrosion attack, called the inhibitor efficiency, is calculated using Eq. (4.9). Eq. 4.9. Corrosion inhibitor efficiency. Inhibitor efficiency ¼ 1 CR with inhibitor CR without inhibitor (4.9) The inhibitor efficiency is often expressed as a percentage. For example, if the corrosion rate of a valve is 2 and 0.2 mm/year without and with a corrosion inhibitor, respectively, the corrosion inhibitor efficiency is 90%. Inhibition efficiency above 85% is generally considered ideal; it implies an 85% reduction in the corrosion rate compared with that obtained from the De Waard and Milliams nomogram shown in Fig. 4.2. The corrosion reduction factor due to inhibitor injection based on the DWM, F (inhibitor), is calculated using Eq. (4.10). 181 182 Case studies of material corrosion prevention for oil and gas valves Eq. 4.10. Corrosion reduction factor due to inhibitor injection. ðF ðiÞÞ ¼ 1 Inhibitor efficiency (4.10) Generally, 90% efficiency or availability is considered for the corrosion inhibitor at the design stage. Thus, F(i) ¼ 0.1. Specifically, the corrosion availability is considered as 85%, 90%, and 95% for condensate, gas lines, and oil streams, respectively. 1.7 Effect of water cut Dry hydrocarbons without water are noncorrosive because the presence of water in oil and gas is essential for the occurrence of corrosion. The presence of oil is generally deemed beneficial in terms of corrosion prevention owing to the formation of a protective oil film. However, the stability of the protective layer is dependent on the water quantity (i.e., water cut). The oil-forming film on a metal surface can be stable for a water cut of up to 20%–40%; however, its protective effect diminishes at a higher water cut. It is not actually possible to calculate and define the minimum water volume required for corrosion. Because the water cut cannot be calculated, its effect should be assumed as 1 in the corrosion rate calculation equation. 1.8 Effect of condensate The effect of the condensate is considered for cases with a humid gas where cooling below the gas dew point leads to the formation of condensate droplets. This condition is very likely to produce a protective film on the valve and substantially reduce the corrosion rate. If a condensate is produced, F (condensate) will be 0.1; otherwise, it will be 1. 1.9 Effect of pH The pH is generally considered to have a critical effect on the corrosion rate. For example, an acidic environment with a low pH below 5 considerably increases the corrosion rate. The pH can be calculated as a function of different parameters like the carbon dioxide partial pressure, operation temperature, bicarbonate, and presence of other dissolved gases and chemicals. To calculate the effect of pH on the corrosion rate, first, pHsat is calculated using Eqs. (4.11) and (4.12). Eqs. 4.11 and 4.12. pHsat calculation. 1307 0:17 Logð f ðCO2 ÞÞ T ¼ 5:4 0:66 Logð f ðCO2 ÞÞ pHSat1 ¼ 1:36 + (4.11) pHSat2 (4.12) Carbon dioxide (CO2) corrosion The lowest value obtained from Eqs. (4.11) and (4.12) is selected for the next step, in which the effect of pH is calculated using Eqs. (4.13) or (4.14) depending on the relationship between pHsat and the effect of pH: Eqs. 4.13 and 4.14. pH effect calculation. If :pHSat pHactual ! LogðF ðpHÞÞ ¼ 0:32ðpHSat pHact Þ If :pHSat pHactual ! LogðF ðpHÞÞ ¼ 0:13ðpHact pHSat Þ1:6 (4.13) (4.14) 1.10 Final CO2 corrosion rate The corrective corrosion rate in millimeters per year, calculated using Eq. (4.15), is multiplied by the design life of the plant in number of years to calculate the final CO2 corrosion rate. The design life of a valve or plant could be 20, 25, or even 30 years. The final corrosion rate is calculated using Eq. (4.15): Eq. 4.15. Final corrosion rate calculation. C:RFinal ¼ Design life ðyearÞ CRcorrective ðmm=yearÞ (4.15) The final corrosion rate should be rounded up to 1, 3, or 6 mm to obtain the corrosion allowance as per Table 4.1: 2. Aim and objectives This case study aims to prevent the failure of carbon and low-alloy steel piping and valves owing to CO2 corrosion. Toward this end, it is essential to establish an accurate guideline to predict this type of corrosion and its likelihood and severity in oil and gas production systems during the design phase. To achieve this aim, the following objectives and steps should be considered: 1. Explain the CO2 corrosion mechanism and identify materials vulnerable to this type of corrosion. 183 184 Case studies of material corrosion prevention for oil and gas valves Table 4.1 Final corrosion rates. Corrosion severity level Average of corrosion rate (mm/year) Final selected corrosion allowance Mild Medium Severe <0.04 0.04–0.12 0.12–0.24 1.0 3.0 6.0 Note 1: In Table 4.1, the design life of the plant and valve is considered as 25 years. The average corrosion rates may differ for a design life other than 25 years. Note 2: For offshore piping and valves on the platforms and ships, the NORSOK standard proposes standardizing the corrosion allowance for carbon steel piping and valves to 3 mm. A corrosion allowance of 6 mm on carbon steel should be avoided as it would increase the piping and valve wall thickness and make them heavy. Note 3: For onshore piping and valves in the refineries and chemical plants, if the calculated final corrosion rate exceeds 6 mm, then the first solution is to use a corrosion inhibitor or apply Inconel 625 cladding to the internal surface of carbon steel. Note 4: For onshore piping and valves in the refineries and chemical plants, if the calculated final corrosion rate exceeds 6 mm for valves, then the second solution is to change the material from carbon steel to a CRA such as austenitic SS grades 304 or 316 for onshore applications and 22Cr duplex for offshore applications. CRAs do not require a corrosion allowance (i.e., corrosion allowance ¼ 0). Note 5: Sometimes, a piping or valve material specification may require a minimum corrosion allowance of 1.5 mm instead of 1 mm for onshore carbon steel piping and valves in nonhydrocarbon containing services such as steam and water. 2. Develop a methodology for predicting the CO2 corrosion rate of the piping and valves in oil and gas facilities to serve as a basis for materials and corrosion engineers to design and select suitable materials. 3. Calculate corrosion allowance as an additional thickness to be taken into account for piping and valves to prevent CO2 corrosion. 3. Importance and contributions CO2 corrosion is known as one of the most important factors causing the damage and destruction of carbon steel equipment and facilities including piping and valves. CO2 attack is known as one of the most common forms of internal corrosion in various oil and gas industry facilities. Corrosion is generally considered one of the most challenging problems in this industry. Corrosion because of CO2 or any other corrosive element can be costly in that it can cause oil spillage or fugitive gas emissions that have negative environmental impacts. In addition, the emission of hydrocarbons to the environment because of corrosion or other factors can cause disasters like fire and explosion that lead to the loss of human life. 4. Audience This case study should be of interest to materials and corrosion engineers, especially those who work with piping and valves. The main information required for calculating the corrosion allowance are process data such as the operating pressure and temperature Carbon dioxide (CO2) corrosion and CO2 partial pressure. This information can be obtained from the process department. This means that the corrosion allowance for valves is estimated and evaluated through mutual cooperation between the materials and corrosion engineers who work with valves and the process engineers. Thus, the proposed methodology for corrosion evaluation could be beneficial for process engineers to understand how the data provided by them are used to calculate the corrosion rate. 5. Case study The operating pressure inside an 800 carbon steel valve containing corrosive oil is 100 bar, and the CO2 mole fraction is 0.002. The operating temperature of the valve is 120°C. The CO2 corrosion rate and material to be selected for the valve need to be determined by considering the following assumptions: - No glycol injection to the valve media. - Corrosion inhibitor with 96% efficiency is injected in the valve. - pH of the media is 7. - Design life of the plant is 10 years in one case and 20 years in another case. The first step is to calculate the basic CO2 corrosion rate in millimeters per year. The partial pressure of the CO2 is calculated as follows: PCO2 ¼ POperation xCO2 ¼ 100 0.002 ¼ 0.2 bar 120°C is equivalent to 393 K. 1710 1710 + 0:67LogðP CO2 Þ ¼ 5:8 + 0:67Log 0:2 T 393 ¼ 5:8 4:35 0:468 ¼ 0:98 ! ðCRÞBase ¼ 9:55 mm per year ! LogðCRÞBase ¼ 5:8 The basic corrosion rate is very high and should be adjusted by the corrective parameters. The first step is to calculate the activity of CO2 in the industrial valve. 1:4 P LogðaÞ ¼ 0:0031 T 1:4 ! LogðaÞ ¼ 0:0031 100 ! LogðaÞ ¼ 0:046 ! a ¼ 100:046 120 + 273 ¼ 0:8994 ! F ðsystemÞ ¼ 0:9 FCO2 ¼ a PCO2 ¼ 0.9 0.2 bar ¼ 0.18 bar According to the above calculations, the basic corrosion rate (C. R)Base is 9.55 mm per year and PCO2 is 0.2. The effect of the system is calculated as 0.9 for the same valve. The effect of glycol is 1 because no glycol is injected into the line. A corrosion inhibitor with 96% efficiency is injected into the valve; therefore, the effect of the inhibitor is 0.04. The 185 186 Case studies of material corrosion prevention for oil and gas valves effect of water cut is considered as 1. Further, because the valve contains oil but not gas and no condensation is formed, the effect of condensation is 1. Two effects need to be calculated: effect of scaling and effect of pH. 2400 2400 0:6 Logð f CO2 Þ 6:7 ¼ 0:6 Log ð0:18Þ 6:7 T 393 ¼ 6:1 + 0:447 6:7 ¼ 0:153 ! F ðscaleÞ ¼ 100:153 ¼ 0:70 LogðF ðscaleÞÞ ¼ The effect of pH is calculated from pHsat as follows: 1307 1307 0:17 Logð f ðCO2 ÞÞ ¼ 1:36 + 0:17 Logð0:18Þ T 393 ¼ 1:36 + 3:3257 + 0:127 ¼ 4:81 pHSat1 ¼ 1:36 + pHSat2 ¼ 5:4 0:66 Logð f ðCO2 ÞÞ ¼ 5:4 0:66 Log ð0:18Þ ¼ 5:4 + 0:49 ¼ 5:89 The lowest pHsat value is selected for calculating the effect of pH; in this case, it is 4.81. The pHsat value is lower than the actual pH; therefore, the effect of pH is calculated as follows: If :pHSat ¼ 4:81 pHactual ¼ 7 ! LogðF ðpHÞÞ ¼ 0:13ðpHact pHSat Þ1:6 ¼ 0:13 ð7 4:81Þ1:6 ¼ 0:13 3:5 ¼ 0:455 ! F ðpHÞ ¼ 100:455 ¼ 2:85 Because the effect of pH is 2.85 (i.e., it exceeds 1), it is assumed as 1 because none of the corrective effects can exceed 1. The next step is to calculate the corrective corrosion rate as follows: ðCRÞCorrect: ¼ ðCRÞBase F ðsystemÞ F ðglycolÞ F ðscaleÞ F(watercut) F(inhibitor) F(condensate) F(pH) ¼ 9.55 mm/year 0.9 1 0.7 1 0.04 1 1 ¼ 0.24066 mm/year Case 1: Considering a plant design life of 10 years, the final corrosion rate is 0.24066 10 ¼ 2.40 mm ! carbon steel with a corrosion allowance of 3 mm can be considered for this case. Case 2: Considering a plant design life of 20 years, the final corrosion rate is 0.24066 20 ¼ 4.81 mm ! for an onshore valve, carbon steel with a corrosion allowance of 6 mm can be used. Alternatively, for onshore applications, an austenitic SS valve such as SS304 or 316 could be considered as an alternative without any corrosion allowance to reduce the weight compared to that of a carbon steel valve with a corrosion allowance of 6 mm. For offshore applications, the use of 22Cr duplex or Inconel 625 valves instead Carbon dioxide (CO2) corrosion of carbon steel valve with a corrosion allowance of 6 mm is proposed. A corrosion allowance of 6 mm for the piping and valves in offshore is generally not recommended because it makes them heavier, and limited weight capacity is available on the offshore platforms and ships. Austenitic SS is not proposed for offshore use because offshore environments contain chloride that can cause pitting and stress cracking corrosion on piping. The operating temperature is a key consideration for the external corrosion of materials including austenitic stainless steels in offshore applications. Therefore, according to the NORSOK M-001 standard, austenitic SS is not allowed for use at operating temperatures above 60°C in offshore application because of external corrosion. In this case, the operating temperature is 120°C, which exceeds this limit. 6. Expected results and deliverables Carbon steel piping and valves are widely used for onshore units like refineries and petrochemical plants. Their suitability in consideration of CO2 corrosion should be justified by calculating the corrosion allowance. If the calculated corrosion allowance for onshore units exceeds 3 mm, the valve material may need to be changed to a CRA such as austenitic or duplex SS. An alternative and more common strategy is to use a corrosion allowance of up to 6 mm for carbon and low-alloy steels in onshore application. However, this will make the piping and valve components thicker and heavier. CRAs do not require a corrosion allowance because they are resistant to CO2 corrosion. Carbon steel piping and valves are not commonly used in offshore plants because the external environment is corrosive and a corrosive fluid flows through their internals meaning that both internal and external corrosion attacks are severe. However, if a carbon steel valve is used for an offshore plant, its resistance against CO2 corrosion should be justified by calculating the corrosion allowance using the proposed model or an alternative model. The alternative way is to standardize the corrosion allowance of carbon and low-alloy steels to 3 mm as per the NORSOK M-001 standard for offshore use. A corrosion allowance above 3 mm is not recommended for piping and valves in the offshore oil and gas industry because it would make them heavier. Such piping and valves are installed on ships or platforms with limited load capacity, making it important to reduce the weight of the installed facilities and components. 7. Conclusions CO2 or sweet corrosion of carbon and low-alloy steels has been a well-known problem in the oil and gas industry since the 1940s. In fact, it is one of the most common forms of attack in oil and gas production units and facilities. The prediction of CO2 corrosion is a complex task and requires detailed evaluations. In this light, this study provides a practical model for CO2 corrosion prediction and corrosion allowance consideration. The 187 188 Case studies of material corrosion prevention for oil and gas valves prediction of the CO2 corrosion rate using the proposed model depends on various process parameters such as the operating pressure and temperature and CO2 mole fraction. The calculated basic corrosion rate typically needs to be adjusted by corrective factors like the effect of scaling, pH, and activity. All these calculations are performed to select the corrosion allowance, that is, extra wall thickness, on the piping and valves to mitigate CO2 corrosion. The corrosion allowance depends on the design life of the plant as well as the process parameters. Questions and answers 1. Which of the following options provides a correct statement regarding the evaluation and prediction of carbon dioxide (CO2) corrosion? A. Prediction of corrosion allowance helps engineers to calculate and apply correct amount of corrosion allowance for duplex and super duplex piping and valves. B. CO2 corrosion rate is predicted during the design phase of a project. C. It is practical to consider a corrosion allowance of 10 mm for a carbon steel piping and valve. D. CO2 corrosion rate prediction is applicable to only carbon steel. Answer: Option A is wrong because both duplex and super duplex are corrosionresistance alloys (CRAs) that are not corroded by CO2, making it unnecessary to apply a corrosion allowance to them. Option B is correct. Option C is wrong because adding a corrosion allowance of 10 mm to piping and valves will make them heavy, resulting in a design that is not optimal and practical. Option D is wrong because the CO2 corrosion rate prediction is applicable to both carbon and low-alloy steels. 2. In which of the following cases is a corrosion allowance required? A. A valve body made of duplex, super duplex, or 6MO B. A valve body made of carbon steel with 3-mm Inconel 625 cladding C. A low-alloy steel valve used with steam D. Corrosion allowance is required in all of the cases above. Answer: Option A is wrong because duplex, super duplex, and 6MO are CRAs that are not corroded by CO2, making it unnecessary to apply a corrosion allowance to them. Option B is wrong because a carbon steel body is weld overlaid with Inconel 625 as a CRA material; therefore, a carbon steel valve is not in contact with a fluid containing CO2 and no corrosion allowance is required. Option C is correct because low-alloy steels containing chromium and molybdenum that are used with steam require a corrosion allowance of 1 or 1.6 mm. Option D is wrong because a corrosion allowance is not required for low-alloy steel valves (option C). 3. In which of the following cases could the CO2 corrosion rate and corrosion allowance increase? A. Injection of corrosion inhibitor into process line B. Injection of glycol into process line Carbon dioxide (CO2) corrosion C. Reducing the pH value of the fluid D. Formation of scaling on metal surface Answer: Options A, B, and D are wrong because the injection of corrosion inhibitor, injection of glycol, and formation of scaling, respectively, will reduce the CO2 corrosion rate and corrosion allowance. Option C is correct because reducing the pH value of the fluid can increase the corrosion rate. Further reading M.B. Kermani, A. Morshed, Carbon dioxide corrosion in oil and gas production—a compendium, NACE Int. Corros. 59 (8) (2003). R. Nyborg, Field data collection, evaluation and use for corrosivity prediction and validation of models, Part II: evaluation of field data and comparison of prediction models, in: National Association of Corrosion Engineers (NACE). Paper number 06118, 2006. L.T. Popoola, A.S. Gema, G. Latinwo, B. Gutti, A. Balogun, Corrosion problems during oil and gas production and its mitigation, Int. J. Ind. Chem. 4 (35) (2013), https://doi.org/10.1186/2228-5547-4-35. K. Sotoodeh, Requirement and calculation of corrosion allowance for piping and valves in the oil and gas industry, J. Bio Tribo Corros. 6 (21) (2020), https://doi.org/10.1007/s40735-019-0319-4. 189 CHAPTER 5 Hydrogen sulfide corrosion Case study 5.1. Material consideration to prevent hydrogen sulfide corrosion 1. Introduction Hydrogen sulfide (H2S), like carbon dioxide, is a type of acid gas that is an undesirable byproduct in the oil and gas industry. H2S is produced in facilities such as natural gas processing plants, petroleum refineries, and oil and gas wells. It is important to separate H2S from the oil and gas prior to transportation to refineries. The internal corrosion of piping, valves, and facilities owing to H2S is a well-known problem in the oil and gas industry. Internal corrosion due to H2S has several negative consequences like loss of production and revenue, damage to assets and property, injury to or loss of human life, and environmental damage and pollution. Fig. 5.1 shows the various names given to H2S. H2S is a colorless, poisonous, flammable, and toxic gas with the odor of rotten eggs. It is heavier than air, and therefore, it tends to accumulate in low-lying areas. The lower and upper explosive limits of H2S are 4% and 44%, respectively; in other words, H2S cannot burn in air at concentrations lower than 4% and higher than 44%. Burning H2S produces sulfur dioxide (SO2). H2S is produced in nature by the bacterial decomposition of organic materials. It may also be produced in low-oxygen environments or low-lying areas where natural gas, petroleum, or volcanic gases exist. The ignition temperature of H2S is 260°C. Fig. 5.2 summarizes some of the main properties of H2S. The toxicity of H2S varies depending on its concentration. At concentrations of 0.005–0.13 ppm (ppm), H2S has a minimal odor. At a concentration of 5 ppm, H2S is easily detectable and has a moderate odor. At a concentration of 10 ppm, H2S begins to irritate the eye. At a concentration of 27 ppm, H2S has a strong and unpleasant, but not unbearable, odor. A concentration of 100 ppm causes coughing, eye irritation, and loss of the sense of smell after 2–5 min. A concentration of 200–300 ppm causes inflammation or infection as well as respiratory tract irritation after 1 h of exposure. A concentration of 500–700 ppm causes loss of consciousness and possible death in 30 min. A concentration of 700–1000 ppm can cause rapid unconsciousness, stoppage of respiration, and death. Exposure to a concentration of 1000–2000 ppm causes very rapid unconsciousness, early stoppage of respiration, and death in a few minutes. In oil and gas activities such as drilling, three potentially dangerous conditions may occur Case Studies of Material Corrosion Prevention for Oil and Gas Valves https://doi.org/10.1016/B978-0-323-95474-7.00006-8 Copyright © 2022 Elsevier Inc. All rights reserved. 191 192 Case studies of material corrosion prevention for oil and gas valves Fig. 5.1 Other names of H2S. (Photo by author.) Fig. 5.2 Main properties of H2S. (Photo by author.) depending on the H2S concentration. The first condition is green or possible danger, in which the H2S concentration is less than 10 ppm. In this condition, the oil and gas activities are under control and no alarm is required owing to H2S release. The second condition is yellow or moderate danger, in which the H2S concentration is 10–15 ppm. In this condition, the oil and gas activities are under control but a flashing light is activated. The third, most serious, condition is red or extreme danger, in which the H2S concentration exceeds 15 ppm. In this condition, the oil and gas activities are not in control because H2S is released, and an amber, blue, or red light and a dual-tone audible alarm are activated. Low- and high-level alarms are activated for H2S concentrations of 10 and 15 ppm, respectively. Hydrogen sulfide corrosion In general, the following factors determine the effect of H2S: - Duration: length of time for which an individual is exposed - Frequency: how often an individual is exposed - Intensity: concentration an individual is exposed to - Individual susceptibility: individual’s health condition In humans, the lungs, eyes, brains, respiratory control center, and olfactory nerves are affected by H2S. H2S can enter the body through ingestion, injection, skin absorption, or inhalation. The type of corrosion associated with H2S and other sulfur compounds is called sour corrosion. Specifically, a process condition containing wet H2S is called a sour service. Sour corrosion typically occurs because H2S reacts with water to form an acid. The general mechanism of sour corrosion is given by the following equation: Eq. 5.1: General mechanism of H2S corrosion. H2 S + Fe + H2 O ! FeS + 2H (5.1) A combination of water and H2S produces hydrogen as well as iron sulfide. Corrosion mechanisms caused by hydrogen include hydrogen embrittlement (HE) and hydrogen-induced cracking (HIC). The iron sulfide produced by the above reaction generally adheres to the metal surface as a black powder or scale. The scale causes the local acceleration of corrosion as it acts as a cathode to the metal. Various sour corrosion mechanisms exist, including HE, HIC, sulfide stress cracking corrosion (SSC), stress cracking corrosion (SCC), stepwise cracking corrosion (SWC), stress-oriented hydrogen-induced cracking corrosion (SOHIC), soft zone cracking (SZC), and galvanically induced hydrogen stress cracking (GHSC). These mechanisms are described below. 1.1 HE Embrittlement is a phenomenon that causes loss of ductility in a material and makes it brittle. Hydrogen is only one of the many different causes of embrittlement. HE can be caused by contributing factors such as a susceptible material, environment (hydrogen source), and stress, as illustrated in Fig. 5.3, resulting in various delayed failures and problems. The presence of at least two of the three abovementioned parameters makes a failure inevitable. Materials vulnerable to HE include carbon steel, high-strength steels, titanium, and aluminum alloys. HE is also referred to as hydrogen attack or HIC. HE does not necessarily require water. Even the ingress of hydrogen into vulnerable steel reduces its ductility and increases the capacity of the attacked metal to bear loads. Diffused 193 194 Case studies of material corrosion prevention for oil and gas valves Hydrogen embrittlement Root cause-material susceptibility (material condition) Material susceptibility HE Hydrogen source Mechanical stress Triggers Fig. 5.3 Root cause and triggers of HE. (Courtesy: Valve Magazine.) hydrogen at the steel surface coalesces at inclusions or voids and results in increased internal stress to fracture the steel, as illustrated in Fig. 5.4. It is generally agreed that atomic hydrogen enters and diffuses into the metal surface. Once hydrogen atoms are absorbed, they can combine into a molecular form. Because hydrogen molecules are too large to diffuse through the metal, they can build up pressure and cause the metal to crack. Whether or not the absorbed hydrogen causes cracking is a complex issue that is dependent on factors such as the material strength, applied stress, and temperature. One of the main solutions to prevent HE is to use steels with very low contents of impurities such as sulfur and phosphorus. According to one theory, impurities like phosphorus and sulfur that have irregular microstructural shapes can provide larger void spaces inside steel and thereby facilitate the ingress of hydrogen atoms. Other Fig. 5.4 HE and cracking. (Courtesy: Shutterstock.) Hydrogen sulfide corrosion problems are associated with hydrogen attack, such as loss of ductility and high temperature. To prevent loss of ductility, it is important to select materials with low hardness or to limit the hardness of the materials. National Association of Corrosion Engineers (NACE) MR0175/International Organization for Standardization (ISO) 15156, a standard for the use of materials in H2S-containing environments in the oil and gas industry, provides a guideline on the maximum hardness level for various materials to prevent cracks. 1.2 HIC HIC is a type of hydrogen cracking that commonly occurs in carbon and low-alloy steels. In fact, atomic hydrogen diffuses into steel and combines to form larger hydrogen molecules to cause cracks. The driving force for crack formation is hydrogen pressure combined with HE. The susceptibility of materials to HIC strongly depends on the cleanliness of the steel and the size and shape of void spaces and inclusions. Inclusion is defined as physical and mechanical discontinuities that occur inside a material, and they are considered a suitable location for hydrogen attack. Notably, this type of sour corrosion does not require external applied forces or stresses. As shown in Fig. 5.5, as the concentration of diffused hydrogen increases, HIC corrosion occurs in carbon steel owing to its exposure to H2S. 1.3 SSC SSC is a form of hydrogen cracking due to the interaction of hydrogen attack and stresses in the forms of either applied or residual forces or a combination of both in the presence of water and H2S as per the NACE specification. Residual stresses are stresses that remain Fig. 5.5 HIC corrosion in carbon steel. (Courtesy: Shutterstock.) 195 196 Case studies of material corrosion prevention for oil and gas valves in the material after the cause of stress has been removed through machining, deformation, welding, etc. In general, harder materials are more prone to SSC. The type of applied stress results in SSC and should be tensile. Therefore, if a gasket is compressed between two flanges and is in contact with H2S, SSC cannot occur. Thus, the combination of tensile stress, corrosion media (H2S-containing environment), and vulnerable material as well as specific process conditions like high temperature and low pH could contribute to SSC. In fact, the concentration of diffusible hydrogen is higher at an elevated temperature, low pH value, and higher partial pressure of H2S. Partial pressure is defined as a pressure applied by a single component of gas if present alone at a specific temperature under the condition that the total volume of the gas is occupied by a mixture. In ideal gases, no collisions occur between molecules. Further, the total pressure of a gas mixture is equal to the sum of the partial pressure of each gas component. For every material, there is a minimum threshold hydrogen concentration below which it is not vulnerable to HIC. The cracks are typically perpendicular to the direction of stresses. Fig. 5.6 illustrates SSC. 1.4 SCC NACE defines SCC as the cracking of metal owing to corrosion and residual and/or applied stress in the presence of water and corrosive compound like chloride or amine. As in the case of SSC, a tensile stress, vulnerable material, and corrosive environment are Fig. 5.6 SSC. (Courtesy: Shutterstock.) Hydrogen sulfide corrosion required for SCC to occur. A chloride-containing environment is considered the most corrosive environment that causes SCC failure of vulnerable materials. The amount of stress required for SCC to occur can be lower than the material yield stress. Austenitic stainless steels such as grades 304, 321, and 347 are known to be most vulnerable to SCC (see Chapter 1 and Case study 1.7). Chloride is the most common family of halides and is the most common cause of SCC of austenitic stainless steels. Chloride can exist in diverse media like water, gas, oil, steam, and caustic. SCC cracks contain multiple branches and are usually transgranular, as illustrated in Fig. 5.7. In transgranular SCC, a fracture (crack) forms through the grains of the material and not along the boundaries. In addition to austenitic stainless steels, other materials vulnerable to SCC include brass (copper and zinc alloy) and aluminum and high-strength titanium alloys. Caustic, ammonia, and amine are known as other types of media that cause SCC. Amine is a type of solution that is mainly used in gas processing plants to absorb acid gases like carbon dioxide and H2S. Fig. 5.8 illustrates the cracking of carbon steel piping owing to amine SCC. The American Petroleum Institute API RP 945 discusses environmental cracking problems of carbon steel in amine units. SCC of stainless steels is beyond the scope of this study, although it has been reported on previously. API RP 945 proposes two ways to prevent amine cracking: selecting a material that is resistant to amine corrosion and applying a postweld heat treatment (PWHT) to carbon steel. The requirements for applying PWHT to carbon steels used in an amine service depend on the type of amine and operating temperature. Fig. 5.7 SCC of 304L austenitic stainless steel by chloride, with multiple branches and transgranular cracks. (Photo by author.) 197 198 Case studies of material corrosion prevention for oil and gas valves Fig. 5.8 Amine SCC of a carbon steel pipe. (Photo by author.) The important factors affecting SCC are the presence of water, temperature, electrochemical potential and time, pH, oxygen, and presence and concentration of corrosive products like chloride or ammonia. For example, brass cracks in ammonia. Inconel 600 cracks in pure water at a high temperature of approximately 300°C. Stainless steel cracks in a chloride-containing environment have already been discussed before. Notably, the nickel content of alloys strongly affects their chloride resistance. Specifically, alloys with nickel contents above 35% are highly resistant, and those with contents above 45% are almost immune. SCC can be prevented by different methods. First, the stress can be reduced below its threshold by annealing in case of residual stress, thickening the section, or reducing the load. Second, critical environmental factors like salt should be eliminated. Third, alloys that do not suffer this type of corrosion should be used. For example, Inconel 625 can be used instead of stainless steel 304, or carbon steel can be used instead of stainless steel 304. Even though carbon steel has lower corrosion resistance compared to stainless steel, it shows better corrosion resistance to SCC. Annealing is a heat treatment process that changes the physical and, sometimes, the chemical properties of a material to increase ductility and reduce hardness to make it more resistant to H2S. 1.5 SWC SWC refers to the case in which HICs developed at different depths in the steel are connected by small perpendicular cracks. These connecting perpendicular cracks are due to HE and stresses. Fig. 5.9 illustrates SWC in a steel. Unlike straight cracks, SWC occurs at different depths and levels. Hydrogen sulfide corrosion Fig. 5.9 SWC in steel. (Photo by author.) 1.6 SOHIC In SOHIC, small cracks are formed approximately perpendicular to the principal stress (residual or applied). SOHIC corrosion results in a ladder-like crack array, as illustrated in Fig. 5.10. SOHIC may appear in the base metal close to the heat-affected zone (HAZ), where it can initiate from HIC damage or other type of cracks such as SSC. SOHIC can be affected by the following factors: - SOHIC can occur in carbon steel and low-strength ferritic steels used for pressurecontaining components like pipelines and pressure vessels. - PWHT can be applied to welded joints to release the residual stress and make the hardness of the metallic material close to that of the weld zone. Therefore, PWHT can reduce the risk of sour cracking, including HIC. - SOHIC depends on the environment, pH level, and temperature. Specifically, SOHIC is more severe when a metal is exposed to a higher hydrogen or H2S partial pressure, lower pH, and higher temperature. - Residual and/or applied stresses are required for SOHIC to occur. A higher stress value causes more SOHIC. 1.7 SZC SZC is a form of SSC corrosion that can occur when a steel contains a local soft zone made of a low-yield-strength material. Such soft zones can yield and accumulate plastic deformation under specific loads. This deformation of can increase the susceptibility of the material to SSC corrosion. SZC is defined as per ISO 15156. 199 200 Case studies of material corrosion prevention for oil and gas valves Fig. 5.10 SOHIC corrosion. (Photo by author.) 2. Aim and objectives This study aims to mitigate and prevent H2S or sour corrosion in industrial valves used in various sectors of the oil and gas industry, like onshore, topside, and subsea. Toward this end, the following objectives must be achieved: - Provide general information about physical properties of H2S and possible health problems in humans owing to exposure to H2S. - Understand sour corrosion mechanisms associated with H2S, like HIC and SSC. - Provide information about parameters that affect each type of sour corrosion. - Discuss sour corrosion prevention strategies as per relevant standards for different materials. - Qualify and evaluate different materials to be used for industrial valves in various sectors of the oil and gas industry with regard to sour corrosion as per ISO 15156. 3. Importance and contributions H2S corrosion and its prevention are important in industrial processes, including those in the oil and gas industry. Specifically, the corrosion of various steels in H2S and other sulfide-containing solutions has long attracted considerable attention owing to its negative impacts like environmental pollution, loss of human life, and high economic cost. Notably, approximately 40% of material failures due to corrosion in the oil and gas Hydrogen sulfide corrosion industry are attributable to H2S. The NACE standards were developed to address the criticality and importance of sour corrosion. In fact, after carbon monoxide, H2S is considered the deadliest gas that can be released in an industrial environment. Environmental cracking because of exposure to H2S is one of the key factors that can affect the integrity or limit the life of metallic structures. The main contribution of this study is to provide a material selection philosophy considering the corrosivity of H2S, design life of the plant, resistance of the material to brittle fracture, failure modes and possibilities of H2S, etc. This study mainly considers the requirements of NACE MR0175/ISO 15156 for material selection in sour service. ISO 15156 does not include a list of approved materials for sour service; however, it provides methods and criteria to establish the suitability of various materials for sour services. 4. Audiences This case study should be of interest to students and engineers who are engaged in material and corrosion engineering or piping and valves in the oil and gas or other industries. This case study could also be of interest to those working on standards concerning sour corrosion, such as NACE. 5. Case study Industrial valves in one refinery and petrochemical project and in one topside and one subsea project are selected to evaluate the type of materials used for these valves. Then, essential requirements to prevent H2S corrosion based on industrial standards like NACE are provided. Material choices and selection for the industrial valves in different abovementioned oil and gas sectors are listed in the next section. 5.1 Material selection for industrial valves for onshore refineries and petrochemical plants Many valves in the oil and gas industry have a carbon steel body and bonnet in onshore refineries and petrochemical plants. The internals of these valves could be made of austenitic or martensitic stainless steels. The common types of austenitic stainless steels are grades 304, 316, 321, and 347. 13 Chromium (UNS S41000) and 17-4 PH are popular martensitic stainless steels that can be used for the internals and stems of industrial valves in refineries and petrochemical plants. Some valves in hydrocarbon services have a body and bonnet made of the austenitic stainless steel grades listed above. Duplex or nickel aluminum bronze (NAB) valves are used for sea water services. It should be noted that H2S corrosion can occur in sea water services through the activity of sulfur-reduction bacteria (SRB) that can convert sulfur to H2S. Therefore, duplex and NAB used in sea water services can also suffer H2S corrosion. Stellite and tungsten carbide are two common hard 201 202 Case studies of material corrosion prevention for oil and gas valves Fig. 5.11 Various on-off valves in a refinery with a carbon steel body and stainless steel internals in a refinery. (Courtesy: Shutterstock.) facing materials used for valve internals to prevent wear, galling, and erosion. Galling refers to the contact and friction of two metallic surfaces that leads to wear. Stellite is a cobalt alloy containing elements like carbon, chromium, molybdenum, nickel, and vanadium. There are two popular grades of Stellite: Stellite 6 (UNS R30006) and Stellite 21 (UNSR30012). Inconel X750 is another material that is commonly used for the spring of valves in refineries and petrochemical plants. A spring is used in check valves to shut down the valve and in ball valves to pressurize the seats against the ball to prevent internal leakage from the valves. The next section summarizes the materials used for valves in the topside offshore oil and gas industry. Fig. 5.11 illustrates various valves with a carbon steel body and stainless steel internals used to stop and start the fluid in a refinery. 5.2 Material selection for industrial valves for topside offshore oil and gas industry Topside valves could have a body made of carbon steel, austenitic stainless steel, duplex, super duplex, solid Inconel 625 or weld overlay, 6MO, and titanium. The valve internals could be the same as those used for the body and bonnet of the valve except for carbon steel body valves. In addition, martensitic stainless steels of grade 13 chromium (Cr)-4 nickel (Ni) (UNS S41600) may be used for the internals and stem of a valve with a carbon steel body. The advantage of 13Cr-4Ni over 13Cr martensitic stainless steel is that adding 4% Ni improves the toughness of this grade, making it less vulnerable to cracking. The material could crack owing to various reasons like low-temperature application or usage Hydrogen sulfide corrosion Fig. 5.12 A 22Cr duplex ball valve on an offshore platform. (Courtesy: Shutterstock.) in a chloride-containing or sour service environment. Hard nickel alloys with high mechanical strength, like Inconel 718 and 725, may be used for valve stems. Hard facing materials like Stellite and tungsten carbide are used for topside valves to prevent galling, wear, and erosion. Elgiloy is a cobalt alloy containing chromium, nickel, and molybdenum; it has high corrosion resistance and mechanical strength, and it provides excellent formability. Therefore, it is used for the spring of valves in the offshore oil and gas industry. Fig. 5.12 illustrates a 22Cr duplex valve on an offshore platform that is coated to prevent external corrosion. 5.3 Material selection for industrial valves for subsea offshore oil and gas industry Subsea valves could have a body and bonnet made of materials like carbon and low-alloy steel, duplex, super duplex, 6MO, or Inconel 625 in the form of a solid or weld overlay cladding inside carbon and low-alloy steels. Low-alloy steels are defined as a type of steel with a total alloying element content larger than that in carbon steel but smaller than 5% mass fraction. Unlike in the topside sector, martensitic stainless steels like 13Cr, 13Cr4Ni, and 17-4 PH are not used for the stems of subsea valves because of the high risk of pitting and chloride stress cracking corrosion (CLSCC). At the same time, martensitic stainless steels of the abovementioned grades are commonly used for valve stems in onshore units like refineries and chemical plants. Alternative stem materials for subsea valves include super duplex and Inconel 718 and 725. Stellite and tungsten carbide internal hard facing is commonly used in subsea valves, as in other sectors. Elgiloy (cobalt alloy) spring is also popular for subsea valves. Fig. 5.13 illustrates a subsea ball valve made of low-alloy steel of ASTM A694 F65 grade installed on the header of a subsea manifold. A subsea manifold is a structure containing piping and valves that is used to gather fluid 203 204 Case studies of material corrosion prevention for oil and gas valves Fig. 5.13 Subsea ball valve on subsea manifold. (Photo by author.) from different lines and to combine it into one or two channel pipes. The ball valve is exposed to a considerable amount of carbon dioxide and H2S. Therefore, some of the main requirements to prevent H2S or sour corrosion for the subsea valve are listed as follows according to the ISO 15156 requirements: - The maximum hardness of base material (low-alloy steel) should be limited to 22 HRC (hardness Rockwell scale). - Considering that the body and internals of the valve are forged, the maximum allowable sulfur content should be 0.025%. - The presence of oxygen, sulfur, rust, and chloride in the fluid service can increase the risk of damage. An oxygen scavenger or absorber could be injected into the fluid to absorb oxygen. Further, hydrodesulfurization could be used to reduce the amount of sulfur, which is naturally present in oil and gas. - A heat-treatment approach, such as hot rolling; annealing; normalizing; normalizing and tempering; normalizing, austenitizing, quenching, and tempering; or austenitizing, quenching, and tempering, could be used. 5.4 Material qualification and selection for sour service This section discusses the qualification, selection, and limitation of different materials for sour services. It is possible to select prequalified materials that are resistant to H2S Hydrogen sulfide corrosion corrosion mechanisms like SSC and SCC. The qualification of these materials could be based on field experience or laboratory testing. In addition, some prequalified materials have been mentioned in the NACE or ISO 1516 standards; therefore, no qualification test is required for such materials. When a material is qualified, it should be described and documented in such a way that essential properties that affect its performance in sour services, such as relevant metallurgical properties, chemical composition, fabrication method, product form, strength, hardness, heat treatment, microstructure, and cold work could be listed. The tolerances or ranges of the abovementioned properties should be described and documented. The other important factors that should be documented are the service or process condition in which the material is exposed, such as H2S, pH, chloride concentration, presence of sulfur, mechanical stress values, and time of exposure. The intensity of the service in which the prequalified material is going to be used should be less than the service condition in which the material is prequalified. A qualification based on field experience is likely more accurate than a laboratory test because it exactly simulates the real condition. A test report should be generated after the qualification of the materials in sour services, and it should contain specific information. For example, in the case of material qualification based on field experience, the type of material used and its properties as well as field data including the service information and time of exposure should be provided for the cracking mechanism. In the case of material qualification based on laboratory testing, a test report should specify the cracking mechanism; material selected for laboratory testing; selection, sampling, and preparation of test specimen; information about the test environment; and test results indicating compliance with ISO 15156. 5.4.1 Carbon and low-alloy steels This section explains the selection and qualification of carbon and low-alloy steels for resistance against SSC, SOHIC, SZC, and HIC. H2S partial pressure PH2s below and above 0.3 kPa (0.05 psi) are considered. Normally no special precautions are required for the selection of carbon and low-alloy steels for use under these conditions. However, at low H2S partial pressures, called region 0, the risk of HIC and SSC cracks exists. At high H2S partial pressure, an SSC-resistant material should be used. The SSC areas are divided into regions 1, 2, and 3 based on the H2S partial pressure and pH, as illustrated in Fig. 5.14. SSC resistance at high H2S partial pressures as per ISO 15156 is necessary for upstream oil and gas production units like valves located on offshore platforms, ships, or subsea. The sour service requirement for facilities, including industrial valves for downstream units like chemical plants and refineries, are less straightforward as per NACE MR0103. One of the key differences between the ISO 15156 and NACE MR0103 standards lies in the guideline addressing the environmental conditions under which SSC is likely to occur. NACE MR0103 focuses on a broader range of sour environment 205 206 Case studies of material corrosion prevention for oil and gas valves 0,3 kPa (0,05 psi) Y 6,5 1 5,5 0 2 4,5 3 3,5 2,5 0.1 1 10 100 1000 X Key X H2S partial pressure, kPa Y in situ pH 0 1 2 3 Region 0 SSC Region 1 SSC Region 2 SSC Region 3 Fig. 5.14 SSC regions based on H2S partial pressure and pH. (Courtesy: ISO 15156 standard.) conditions experienced in downstream process units. In fact, any of the following conditions alone can cause SSC in downstream units in the oil and gas industry: - Total sulfide content exceeding 50 ppm in the aqueous phase - Sulfide content of at least 1 ppm in the aqueous phase and pH below 4 - Sulfide content of at least 1 ppm and free cyanide content of at least 20 ppm in the aqueous phase along with pH above 7.6 - H2S partial pressure of at least 0.05 psi or 0.3 kPa in the gas phase associated with the aqueous phase of this process; this requirement is the same as the SSC condition as per ISO 15156 Some popular SSC-resistant carbon and low-alloy steels as per ISO 15156 are mentioned below. Carbon and low-alloy steels should have a maximum hardness of 22 HRC (hardness Rockwell C) provided that they contain less than 1% nickel and are not free machining steels. Free machining steels are those in which a higher amount of sulfide, phosphorus, and lead are added to the base steel to improve its machining. Acceptable heat treatments include hot rolling (for carbon steel only); annealing; normalizing; Hydrogen sulfide corrosion Fig. 5.15 PWHT on welding. (Photo by author.) normalizing and tempering; normalizing, austenitizing, quenching, and tempering; and austenitizing, quenching, and tempering. Many forged carbon and low-alloy steels may be used for subsea valves that require hardness control as low as 13 HRC or 187 HBW (Brinell hardness). Postweld heat treatment (PWHT) is applied on the welding to release the residual stress and hardness in the material, as illustrated in Fig. 5.15. As per ISO 15156, although PWHT is not required for welding carbon and low-alloy steels provided that the hardness value is a maximum of 22 HRC, as per the author’s experience, PWHT should be applied to carbon and low-alloy steels in sour services. However, when the carbon and low-alloy steel welding has hardness above 22 HRC, PWHT is essential. Electroplated or electroless plated metallic coatings, plastic coatings, and linings are not acceptable for preventing SSC. If a weld overlay or spray metallization is applied to a substrate, the base metal or substrate should be in keeping with the hardness and heat treatment mentioned above. Although using carbon and low-alloy steel threads is acceptable as per ISO 15156, in the present author’s experience, it is not recommended as per industrial practices to use thread connections for sour services. The ISO 15156 standard provides separate requirements for bolts and fasteners that might be exposed directly to H2S. Acceptable SSC-resistant low-alloy steel bolts for sour services are those whose names end with “M,” for example, ASTM A 193 B7M and ASTM A320 L7M. Acceptable nut materials for sour services that are compatible with sour-service-resistant bolting include ASTM A 194 grades 2HM and 7M. The other parameter is controlling the base metal chemistry in terms of carbon content and/or carbon equivalent and levels of microalloying elements in the base metals to such a low level that low hardness is guaranteed in the weld deposit and HAZ regardless of the welding process parameters. The carbon equivalent (CE) is calculated using Eq. 5.2; it should be limited to a maximum of 0.43 or even only 0.39. 207 208 Case studies of material corrosion prevention for oil and gas valves Eq. 5.2. Calculation of CE. CE ¼ %C + ð%Cr + %Mo + %VÞ %Mn %Ni + %Cu + + 5 6 15 (5.2) where C: carbon Mn: manganese Ni: nickel Cu: copper Cr: chromium Mo: molybdenum V: vanadium Partial pressure is an important parameter in the determination of the SSC region. This section provides an approach to calculate the H2S partial pressure. It is calculated using Eq. 5.3 by multiplying the total system pressure by the mole fraction of H2S in the gas phase. Eq. 5.3. Calculation of H2S partial pressure. PH 2 S ¼ p XH2 S 100 (5.3) where PH2S: H2S partial pressure expressed in psi or MPa P: total system pressure in psi or MPa XH2S: mole fraction of H2S in gas (expressed in %); the mole fraction of the component in a gas mixture is defined as the ratio of the number of moles of a specific substance to the total number of moles of all substances Example 5.1. The mole fraction of H2S in the gas is 10%. The total pressure of the gas is 70MPa (i.e., 10,153 psi). Then, the H2S partial pressure is calculated as follows, and accordingly, if SSC considerations are applied if carbon or low-alloy steel is used for such a service. Answer: X P H2 S ¼ p H2 S ¼ 10, 153 psi 0:1 ¼ 1015 psi > 0:05 psi 100 ! SSC considerationsshould be applied: Hydrogen sulfide corrosion Carbon and low-alloy steels are evaluated for resistance to HIC and SWC as follows: Carbon and low-alloy steels, especially for flat-rolled products, are always at risk of HIC. Flat-rolled steel is a type of processed metal that is generated via melting and stretching under applied forces. This force is used to produce a metal piece in the form of sheets and thin plates. The risk of HIC in carbon and low-alloy steels depends on two important factors: chemistry of the metal and manufacturing route. With regard to the chemistry, the sulfur level is very important. The maximum allowable sulfur content in carbon and low-alloy steels to mitigate HIC corrosion depends on the product form. Flat-rolled or sheet products have strong restrictions, with a maximum sulfur level of 0.003%. Seamless and forged products have maximum sulfur levels of 0.01% and 0.025%, respectively. Forgings with sulfur contents below 0.025% and castings are normally not considered sensitive to HIC. In practice, HIC rarely occurs in products other than rolled sheets. In addition, using modern technologies can mitigate the occurrence of HIC, especially in seamless pipes. The presence of rust, sulfur, or oxygen, particularly with chloride, can increase the risk of HIC. 5.4.2 Corrosion-resistant alloys The material groups considered as corrosion-resistant alloys (CRAs) in ISO 15156 are listed below: - Austenitic stainless steels like grade 300 - Highly alloyed austenitic stainless steels or super austenitic stainless steels; a super austenitic stainless steel is one with pitting resistance equivalent number (PREN) higher than 40 and a molybdenum content of 6% or higher. 6MO (UNS 31254) is a type of super austenitic alloy containing 6% molybdenum that is used for flare piping and valves in the Norwegian offshore industry. - Nickel-based alloys like Inconel 625 - Ferritic stainless steels - Martensitic stainless steels - Duplex stainless steels - Precipitation hardening stainless steels - Precipitation hardening nickel alloys like Inconel 718 and 725 - Cobalt-based alloys - Titanium and tantalum - Copper and aluminum Austenitic stainless steel requirements in sour service Some general requirements for austenitic stainless steels in sour services as per ISO 15156 are summarized below. These materials should be subjected to solution annealing and quenching or annealing and thermally stabilized heat treatment. They should not be cold worked to enhance mechanical properties and should have a maximum hardness of 209 210 Case studies of material corrosion prevention for oil and gas valves Table 5.1 Environmental limits for austenitic stainless steels as per ISO 15156. Material types Austenitic stainless steels Max. temperature (°C) Max. H2S partial pressure (psi) 60 15 60 50 Max. chloride concentration (mg/L) Any concentration 50 pH Any value Any value Sulfur resistance No No data available 22 HRC (same as carbon and low-alloy steels). The ISO 15156 standards specify two environmental conditions/limitations for austenitic stainless steels: maximum operating temperature of 60°C, maximum partial pressure of 15 psi for any combination of chloride and pH, and no sulfur; and maximum operating temperature of 60°C, H2S partial pressure of up to 50 psi, maximum chloride concentration of 50 mg/L, and any pH concentration, with the sulfur resistance being unknown. Table 5.1 summarizes environmental limits for austenitic stainless steels used for any equipment or component. In addition to the abovementioned conditions for austenitic stainless steels, it is important to limit some of the alloying elements. Specifically, the maximum contents of carbon, chromium, phosphorus, sulfur, manganese, and silicon are 0.08%, 16%, 0.045%, 0.04%, 2%, and 2%, respectively. Other alloying elements are permitted. Two grades of austenitic stainless steels, UNS S30900 and 31000, can be used for the flare system owing to the high temperature resistance, and a higher carbon content above 0.08% is allowed for them. The piping used for the flare system can be exposed to high temperatures because the hydrocarbons inside the flare system are burnt. The other important requirement is that free machining austenitic stainless steels are not allowed. Super austenitic stainless steel requirements in sour service Super austenitic stainless steels are divided into groups 3a and 3b in the ISO 15156 standard. Type 3a is a highly alloyed austenitic stainless steel with nickel (Ni) + 2 times molybdenum is higher than 30 where molybdenum has a minimum value of 2%. Type 3b is a highly alloyed austenitic stainless steel with PREN higher than 40. PREN is calculated as chromium (Cr) + 3.3% molybdenum (Mo) + 16 nitrogen (N). 6MO is a wellknown and common super austenitic stainless steel that is of type 3b. Table 5.2 lists the environmental conditions and limitations for high-alloy austenitic stainless steels used for any equipment or component. Both type 3a and 3b materials should be subjected to solution annealing heat treatment. The two main conditions for super austenitic stainless steels are that they should have a maximum hardness level of 35 HRC and should not be free machined. The hardness of the HAZ after welding should not exceed the maximum allowable hardness of 35 HRC Hydrogen sulfide corrosion Table 5.2 Environmental limits for super austenitic stainless steels as per ISO 15156. Material types Super austenitic stainless steel type 3a Super austenitic stainless steel type 3b Max. temperature (°C) Max. H2S partial pressure (psi) Max. chloride concentration (mg/L) 60 15 60 50 Any concentration 50 60 15 121 100 Any concentration 5000 149 45 5000 171 15 5000 pH Any value Any value Any value Any value Any value Any value Sulfur resistance No No No No No No specified for the base material. In addition, the hardness of the welded joint should not exceed the maximum hardness limit of the alloys used for the welding consumable. Solid solution nickel-based alloy requirements in sour service Inconel 625 and Hastelloy C276 are couple of solid solution nickel based alloys. ISO 15156 defines five types of solid solution nickel-based alloys based on the chemical composition, as listed in Table 5.3. Normally, there is no restriction for annealing of nickel alloys, implying that they can be used with any temperature, H2S partial pressure, chloride concentration, and pH. Some process limitations are specified for cold-worked nickel alloys that are mainly used for downhole equipment, which is beyond the scope of this paper. In general, the hardness of hard nickel materials should be limited to 40 HRC. However, Hatelloy C276 (UNS N10276) when used at a minimum temperature of 121°C has a maximum hardness of 45 HRC. As for other materials in sour services, the hardness of the weld metal should not exceed the maximum hardness limit of the alloy used for the welding consumable. Ferritic stainless steel alloy requirements in sour service Ferritic stainless steels are not commonly used for industrial valves in the oil and gas industry. Typically, such stainless steels have a chromium content of 14%–27%. Ferritic stainless steels for sour services should be annealed and have a maximum hardness of 22 HRC. High-chromium ferritic stainless steels can suffer from embrittlement. Ferritic stainless steels can be used under any temperature and chloride concentration; further, the H2S partial pressure should be a maximum of 1.5 psi and pH should be a minimum of 3.5. 211 212 Case studies of material corrosion prevention for oil and gas valves Table 5.3 Types of nickel alloys as per ISO 15156. Material types Minimum Cr% mass fraction Minimum Ni + Co% mass fraction Minimum molybdenum % mass fraction Type 4a 19 29.5 2.5 Type 4b 14.5 52 12 Type 4c 19.5 29.5 2.5 Type 4d 19 45 Type 4e 14.5 52 Minimum molybdenum + tungsten % mass fraction Metallurgical condition Solution annealed Solution annealed Solution annealed or cold worked Solution annealed or cold worked Solution annealed or cold worked 6 12 Table 5.4 Environmental limits for ferritic stainless steels in sour services as per ISO 15156. Material types Ferritic stainless steels Max. temperature (°C) Max. H2S partial pressure (psi) Any 1.5 Max. chloride concentration (mg/l) Any concentration pH 3.5 Sulfur resistance No data is available No data is available for their sulfur resistance. Table 5.4 summarizes the environmental limits for ferritic stainless steels in sour services as per ISO 15156. For welding ferritic stainless steels to any material of the same group, hardness testing of qualification welds must be performed, and the maximum hardness should be 250 Vickers hardness (HV). Martensitic stainless steel alloy requirements in sour service Martensitic stainless steels have high hardness and mechanical strength mainly owing to their heat treatment. They have high or low carbon content of 0.10%–1.2% and 12%– 17% chromium. They are used for the stem or shaft of industrial valves in refineries and chemical plants as well as for the shaft of mechanical equipment like pumps. Free machining martensitic stainless steels are not allowed for sour services. The hardness of martensitic stainless steels can be standardized to a maximum of 22 HRC. In addition, the hardness of the HAZ after welding should not exceed the maximum hardness of Hydrogen sulfide corrosion Table 5.5 Environmental limits for martensitic stainless steels in sour services as per ISO 15156. Material types Martensitic 13Cr (UNS S41000) Max. temperature (°C) Max. H2S partial pressure (psi) Max. chloride concentration (mg/l) Any Any concentration Any concentration pH 3.5 Sulfur resistance No data is available 22 HRC of the base material. Weldments of martensitic stainless steels should undergo a PWHT at a minimum temperature of 621 °C. Martensitic stainless steels can be used with any temperature, H2S partial pressure, and chloride concentration. Further, the pH of the fluid should be at least 3.5. No data is available for its sulfur resistance. Table 5.5 summarizes the environmental limits for martensitic stainless steels in sour services as per ISO 15156. Duplex stainless steel alloy requirements in sour service Duplex stainless steels have two phases: ferritic and austenitic. The ferrite content should be 35%–65%. Duplex stainless steels for sour services are divided according to the PREN values in ISO 15156. Table 5.6 summarizes the environmental limits for duplex stainless steels for any equipment or component. PREN values of 30–40 indicate duplex steel whereas values higher than 40 indicate super duplex steel having higher sour corrosion resistance, as shown in the table. Wrought and cast duplex steels should be subjected to solution annealing and liquid quenching. They should not be subjected to aging. Wrought products are typically made of a piece of pipe that can be formed by a hot extrusion process. A higher PREN value provides higher corrosion resistance; however, it can also lead to the formation of a sigma phase. A sigma phase is a brittle phase made of chromium and molybdenum that can form under the high temperatures seen in welding, heat treatment, or manufacturing, leading to a crack in duplex steel and reducing the mechanical and corrosion resistance. The Table 5.6 Environmental limits for duplex stainless steels in sour services as per ISO 15156. Material types 30 PREN 40 Mo 1.5% 40 PREN 45 Max. temperature (°C) Max. H2S partial pressure (psi) 232 232 Max. chloride concentration (mg/l) pH Sulfur resistance 1.5 Any concentration Any value No data is available 3 Any concentration Any value No data is available 213 214 Case studies of material corrosion prevention for oil and gas valves Fig. 5.16 Sigma phase formation and crack in duplex stainless steel. (Photo by author.) chance of sigma phase formation and failure is higher in smaller and less thick duplex and super duplex components. The hardness of the HAZ after welding should not exceed the hardness of the base material. The hardness of the welded joints should not exceed the maximum hardness limit of the welding consumable. The sigma phase should not exceed 0.5%. The ferritic content in the weld metal root should be 30%–70%. Fig. 5.16 shows sigma phase formation and cracks in duplex stainless steel. Precipitation-hardened stainless steel alloy requirements in sour service The main precipitation-hardened stainless steel alloy for industrial valve shafts is 17–4 pH (UNS 17400). It can be used with any temperature, chloride content, H2S partial pressure, and pH. However, no data is available for its sulfur resistance. The maximum hardness of this material should be 33 HRC. ISO 15156 proposes two heat treatments: age hardening and double age hardening. The mechanical properties of 17-4 PH stainless steel, like strength and hardness, depend on the type of heat treatment. The hardness of the base metal after welding should not exceed its maximum allowable hardness. In addition, the hardness of welded metal should not exceed the maximum hardness limit of the weld alloy. Precipitation-hardened nickel alloy requirements in sour service Examples of hard nickel alloys include Inconel X750, 718, 725, and 925. Inconel X750 is widely used for the spring of ball and check valves. In a check valve, a spring is used to Hydrogen sulfide corrosion Table 5.7 Environmental limit for Inconel 718 and 925 as per ISO 15156. Hard nickel alloy Inconel 718 and 925 Maximum temperature Maximum H2S partial pressure (psi) Maximum chloride concentration (mg/L) 232°C 30 Any concentration 204°C 200 Any concentration 199°C 330 Any concentration 191°C 360 Any concentration 149 °C 400 Any concentration 135°C Any concentration Any concentration pH Any value Any value Any value Any value Any value Any value Sulfur resistance No No No No No Yes close the disk of the valve. In a ball valve, a spring is used to pressurize the seat ring of the valve to the ball to provide tight sealing and to minimize or prevent internal leakage inside the valve. Inconel 718, 725, and 925 are common materials for valve stems to transfer the applied load for valve operation from a valve operator like a gear box or an actuator to valve internals. Table 5.7 lists the environmental limitations of Inconel 718 and 925 based on ISO 15156. Wrought UNS N07718 or Inconel 718 should satisfy one of the following conditions: - Solution annealed to maximum hardness of 35 HRC - Hot worked to maximum hardness of 35 HRC - Hot worked and aged to maximum hardness of 35 HRC - Solution annealed and aged to maximum hardness of 40 HRC UNS N09925 or Inconel 925 should satisfy one of the following conditions: - Cold worked to maximum hardness of 35 HRC - Solution annealed to maximum hardness of 35 HRC - Solution annealed and aged to maximum hardness of 38 HRC - Cold worked and aged to maximum hardness of 40 HRC - Hot finished and aged to maximum hardness of 40 HRC Inconel 725 shows higher resistance against sour corrosion compared to Inconel 718 as per the requirements of ISO 15156 listed in Table 5.8. Although the requirements in Table 5.8 are provided for wrought Inconel 725, they could apply to other forms of Inconel 725. In addition, the hardness of Inconel 725 should be a maximum of 43 HRC with solution annealing or aging. 215 216 Case studies of material corrosion prevention for oil and gas valves Table 5.8 Environmental limit for Inconel 725 wrought material as per ISO 15156. Hard nickel alloy Maximum temperature Maximum H2S partial pressure (psi) Maximum chloride concentration (mg/L) Inconel 725 (wrought) 232°C 150 Any concentration 220°C 300 Any concentration 204°C 600 Any concentration 175°C Any concentration Any concentration pH Any value Any value Any value Any value Sulfur resistance No Yes No Yes Although ISO 15156 does not provide any environmental limitation for Inconel X750 (UNS N07750) with regard to various process conditions like temperature, H2S partial pressure, chloride concentration, pH, and sulfur resistance, in the author’s experience, Inconel X750 is not used in some projects owing to its potential failure in sour services. Inconel 625 is an alternative spring material that can work better than Inconel X750 in sour services. Elgiloy UNS R30003 is a cobalt alloy that can be used as an alternative spring material to Inconel X750. UNS N07750 springs in sour services should have a maximum hardness of 50 HRC and should be cold worked and age hardened as per ISO 15156. Cobalt-based alloy requirements in sour service Two types of cobalt-based alloys are commonly used in the oil and gas industry. The first one is Stellite that is used for hard facing valve internals like the closure member and seat to prevent wear, erosion, and galling. The valve closure member is a movable part that is positioned in the flow path to modify the flow rate through the valve. Closure members of different shapes and types are available for various types of valves like ball, gate, disk, and plug. Fig. 5.17 illustrates a wedge gate valve in the closed position (left side) and open position (right side). The disk (closure member) of the valve blocks the fluid flow when the valve is in the closed position. However, when the operator operates the valve, the stem and connected closure member move upward to open the valve and enable the fluid service to pass through the valve. Valve seats are parts that are in contact with the valve closure member to close the valve and prevent internal leakage. Valve internals including the closure member and seats are in contact with the fluid and each other; therefore, they suffer erosion, wear, and galling. Galling refers to metalto-metal friction between two surfaces to cause wear. Galling could occur between the disk and seats of a wedge gate valve because valve opening/closing the valve causes constant friction. Thus, both disk and seat surfaces or contact surfaces should be hard faced with Stellite (cobalt-based alloy). Hydrogen sulfide corrosion Fig. 5.17 Wedge gate valve in closed (left side) and open position (right side). Stellite 6 and 21 are two popular hard facing materials. Stellite 6 (UNS R30006) is a cobalt-based alloy containing approximately 30% chromium, 5% tungsten, 1.5% carbon, 3.5% nickel, 1.5% silicon, and 3.5% iron on average. Stellite 6 has been found to be slightly harder than Stellite 21. However, the wear resistance of Stellite 21 was found to be marginally higher than that of Stellite 6 owing to the lower coefficient of friction. Stellite materials are nonmagnetic and show good resistance to corrosion and erosion. A Stellite weld overlay or hard facing is not limited to only wedge type gate and globe valves. It can also be overlaid on the internals of check and butterfly valves. Fig. 5.18 shows a Stellite overlay on the body of a dual plate check valve where the disks make contact during valve closure to prevent galling between the disk and the valve body. Stellite 6 overlay Fig. 5.18 Stellite 6 overlay on body of a dual plate check valve to prevent erosion and galling. (Photo by author.) 217 218 Case studies of material corrosion prevention for oil and gas valves Stellite 6 is not listed as a cobalt alloy for sour services. However, Stellite 6 can be used in severe sour services with the only limitation being a maximum hardness of 35 HRC as per the present author’s experience in various onshore projects associated with refineries and chemical plants. No environmental limitation is listed for the UNS R30003 (Elgiloy) spring in ISO 15156, implying that it can be used with any temperature, H2S partial pressure, chloride concentration, and pH. Although no limit is set on individual parameters, some combinations of parameter values may not be accepted. For use in sour services, cobalt-based springs should be cold worked and age hardened to provide high mechanical strength and hardness; however, the maximum hardness should be 60 HRC. No data is available for sulfur resistance. Cracking may occur after welding cobalt-based alloys. Elgiloy is typically not welded as it is used only for springs. Further, the welding of Stellite 6 or 21 in sour services is an area of concern with regard to cracking, and its hardness should be limited to a maximum of 35 HRC. Titanium alloy requirements in sour service Titanium may be used for topside offshore valves in corrosive sea water as it is discussed in Case study 7.1. Two grades of titanium are commonly used for valves: titanium grade 2 (UNS R50400) and titanium grade 5 (UNS R56400). Titanium grade 2 is an unalloyed titanium that is used for the body and bonnet of valves. It exhibits outstanding corrosion resistance against sea water but has limited mechanical strength. Fig. 5.19 illustrates an 1800 CL150 (pressure nominal 20) axial flow check valve made of titanium grade 2. This valve is installed after a fire water pump that is used to pressurize fire water into the piping system. An axial flow check valve is installed after the pump to prevent a back flow into the pump. The desirable flow direction is discharge from the pump, implying that any reverse flow into the pump from discharge to suction can damage it. Fig. 5.19 1800 CL150 check valve made of titanium grade 2. (Photo by author.) Hydrogen sulfide corrosion Some pressure-containing parts of industrial valves, like stem and bolts, may require higher mechanical strength; therefore, they can be made of titanium grade 5. Valve stems could require higher mechanical strength, especially when the valve is pneumatically or hydraulically actuated. An actuator is an electrical or mechanical device installed on top of the valve for operating it automatically without any need for an operator. Titanium grade 5 (UNS R56400) is not listed in ISO 15156, unlike titanium grade 2. Titanium grade 2 (UNS R50400) has no limitation in ISO 15156 with regard to the temperature, H2S partial pressure, chloride concentration, and pH. Titanium grade 2 is resistant to sulfur. The only limitation of titanium grade 2 as per ISO 15156 is that its maximum hardness should be 100 HRB (Hardness Rockwell B). Copper alloy requirements in sour service Copper-based alloys like copper-nickel or cupronickel can be used for sea water services. A copper-nickel alloy contains copper and nickel with or without other elements such as zinc (<1%). Two grades of copper alloys can be used for piping and valves in the oil and gas industry: 70% copper and 30% nickel (UNS C71500) and 90% copper and 10% nickel (UNS C70600). 70% copper and 30% nickel (UNS C71500) provide superior resistance to general corrosion and sea water. Adding nickel improves the corrosion resistance as well as the proof strength, hot strength, and toughness of copper-nickel. Other elements such as manganese, iron, tin, lead, and phosphorus may exist in copper-nickel. In sour services, copper-nickel can be used with any temperature, H2S partial pressure, pH, and chloride concentration. However, copper-based alloys can suffer accelerated mass loss corrosion (weight loss corrosion) in sour oilfield environments, especially if oxygen is present. In addition, copper alloys may be vulnerable to galvanically induced hydrogen stress cracking (GHSC). GHSC is a type of cracking that results in the presence of hydrogen in a metal, which is induced at the cathode of a galvanic couple, and tensile stress (residual and/or applied). Fig. 5.20 illustrates globe and check valves made of copper-nickel. Fig. 5.20 Copper nickel 90Cu/10 Ni check valve (left) and globe valve (right). (Photo by author.) 219 220 Case studies of material corrosion prevention for oil and gas valves Cladding, overlays, and wear-resistant alloys Cobalt alloys like Stellite or Inconel 625 can be used as corrosion-resistant claddings, linings, or weld overlays. If the end user can demonstrate and document the long-term in-service integrity of a cladding or overlay as a protective layer, the base material probably does not need to comply with NACE MR0175/ISO 15156. Otherwise, a base metal that is cladded or overlaid with a CRA should be compatible with the abovementioned requirements for sour services. Overlays are applied by thermal processes such as welding, silver brazing, or spray metallization, and they are acceptable if they comply with the following requirements: The heat-treated condition of the substrate is unchanged. For example, the temperature of the weld overlay does not exceed the lower critical temperature during the application of the overlay. At the critical temperature, also called transformation temperature, the material microstructure may undergo changes. Applying PWHT for stress relief could affect the cladding, lining, or overlay properties. The other important parameter is the dilution of the overlay during application, which might impact its corrosion resistance or mechanical properties. Stellite and tungsten carbide are wear-resistant alloys used in the valve industry. The cracking resistance of these materials is not stated in ISO 15156. Some materials used for wear-resistant applications, like Stellite, can be brittle. In fact, environment cracking can occur if these materials are under tension. Fig. 5.21 illustrates the ball of a ball valve made of 22Cr duplex steel. A rounded area (in darker color) is shown on the ball; this is where tungsten carbide is coated as the ball would be in contact with the seat during opening and closing operations. Tungsten carbide is overlaid on the ball contact surface with the seat as well as on the seats to prevent galling and wear between these two components. A Stellite Ball made of 22Cr duplex Tungsten carbide coang Fig. 5.21 Tungsten carbide coating on ball of a ball valve. (Photo by author.) Hydrogen sulfide corrosion overlay is used more commonly for gate, globe, butterfly, and check valve internals to prevent galling whereas tungsten carbide is used more commonly for ball valves internals. Coating Electroplated and electroless plated metallic coatings, plastic coatings, and linings cannot be used to prevent SSC. Nitriding is a case hardening process in which nitrogen is introduced into the surface of a ferrous alloy like steel. Nitriding with a maximum thickness of 0.15 mm is an acceptable surface treatment if it is performed at a temperature below the critical temperature. However, nitriding cannot be used to prevent cracks in a sour service. 6. Expected results and deliverables The material selection process for sour services and its impact on corrosion should reflect the overall philosophy regarding the design life, cost, safety, reliability, failure risk evaluation, resistance to failure fracture, inspection and corrosion monitoring, and project requirements. It is important to follow ISO 15156 and the end user requirements for material selection in sour or H2S-containing services. In general, limitations related to the H2S partial pressure, chloride concentration, temperature, and pH should be considered for the selection and application of materials in a sour service. Other sour corrosion mitigation approaches include control of the material hardness, acceptable heat treatments, inspection and corrosion monitoring, and chemical composition. Further, potential changes in operational parameters should be taken into account. In many cases, even if a fluid is sweet or free of H2S at the beginning of the production life of the field, materials suited for a sour service should be selected to take into account the fact that the field production may tend to turn to sour conditions during service. 7. Conclusions Sour corrosion results from the reaction of H2S and steel in the presence of water. This type of attack produces black iron sulfide scale and numerous pits. A galvanic reaction occurs between the iron sulfide scale and the steel. The steel acts as an anode and corrodes, whereas iron sulfide scale acts as a cathode. Different sources of H2S exist in an oilfield. One is the inflow of sour formation fluid as crude oil and gas can contain H2S. In addition, bacterial activities may produce H2S. Different sour corrosion mechanisms are explained in this chapter, such as HE, HIC, CLSCC, SSC, SWC. ISO 15156/NACE MR 0175 address sour service corrosion mechanisms and mitigation approaches for the upstream oil and gas industry, like facilities and valves on platforms and ships. Further, NACE MR0103 addresses sour corrosion in downstream units like refineries and chemical plants. In general, hardness and chemistry control as well 221 222 Case studies of material corrosion prevention for oil and gas valves as heat treatment are essential parameters to prevent sour corrosion. This chapter focuses on environmental limitations, hardness control, chemical composition limitations, and acceptable heat treatments for carbon steel, low-alloy steel, and CRAs in sour services as per ISO 15156. Questions and answers 1. Which sentence is correct regarding the H2S physical properties? A. H2S can be produced in nature by the decomposition of organic materials by bacteria. B. H2S is lighter than air and can thus be easily dispersed in air. C. An H2S concentration of 27 ppm can kill a human. D. H2S is flammable at any concentration. E. Intensity is the only factor that determines the severity of H2S on a human. Answer: Option A is correct. Option B is wrong because H2S is heavier than air and thus accumulates in low-lying areas and pits. Option C is wrong because H2S in a concentration of 27 ppm cannot kill a human. Option D is wrong as H2S is flammable and explosive only at concentrations of 4%–44%. Option E is wrong because various factors in addition to intensity determine the severity of H2S, such as duration, frequency, and individual susceptibility. 2. Which of the following factors does not affect the severity of cracking by H2S? A. Metallurgical properties of exposed material B. Partial pressure of H2S C. Chloride concentration in fluid service D. Mechanical strength of material E. Temperature and pH of fluid Answer: Options A, B, C, and E are correct as these factors affect the severity of cracking by H2S. Option D, that is, the mechanical strength of a material, is not 100% connected to severity of cracking by H2S. In fact, although higher mechanical strength of a material could cause more severe H2S cracking, it is better to say that increasing the material hardness enhances the severity of sour cracking caused by H2S. 3. Fig. 5.22 illustrates a bar made of SS304 material under tensile stress in a chloridecontaining environment. Transgranular branch cracks are observed in the bar. What kind of sour corrosion mechanism is associated with this type of cracking corrosion? A. Hydrogen-induced cracking (HIC) B. Stress cracking corrosion (SCC) C. Sulfide stress cracking (SSC) D. Stepwise cracking corrosion (SWC) Answer: Option B is correct. This type of corrosion occurs for two reasons: the presence of chloride and transgranular and branched cracks. Hydrogen sulfide corrosion Fig. 5.22 Cracking in a stainless steel bar under tensile stress in chloride-containing environment. (Photo by author.) 4. Which sentence is not correct regarding chloride stress cracking corrosion (CLSCC)? A. Austenitic stainless steels are more resistant than carbon steel against CLSCC. B. All 300 series stainless steels are highly susceptible. C. Duplex stainless steels are more resistant than 300 series steels. D. Nickel-based alloys are highly resistant but not immune to CLSCC. Answer: Option A is wrong as carbon steel is more resistant than stainless steel against CLSCC. 5. Which condition is not allowed for carbon and low-alloy steels based on ISO 15156 to prevent SSC? A. Hardness level less than 22 HRC B. Existence of free machining steels C. Nickel content less than 1% D. Annealing heat treatment Answer: Option B is correct. The existence of free machining steels is not allowed to prevent SSC. The other conditions must be met to prevent SSC. 6. Which sentence is correct regarding requirements of CRA materials in sour service as per ISO 15156 standard? A. In general, free machining steels are allowed for CRA materials. B. Maximum allowed hardness for all types of CRAs in sour services is 22 HRC. C. Ferritic content of duplex stainless steel should always be 50%. D. Super duplex provides higher resistance than duplex for sour services. Answer: Options A, B, and C are wrong. Free machining is not allowed for CRA materials as per ISO 15156. The maximum allowable hardness of some CRAs is more 223 224 Case studies of material corrosion prevention for oil and gas valves than 22 HRC; for example, the hardness of super austenitic stainless steels like 6MO can be a maximum of 35 HRC. The ferritic content of duplex can be 35%–65%, that is, it is not always 50%. Option D is correct. 7. What type of material is not popular for industrial valves in the oil and gas industry? A. Titanium B. Ferritic stainless steels C. Cobalt alloys like Stellite D. Duplex stainless steels Answer: Option A is wrong as titanium can be used for industrial valves in corrosive sea water services. Option B is correct as ferritic stainless steels are not popular for industrial valves. Option C is wrong because cobalt alloys like Stellite are widely used as a weld overlay on valve internals or solid materials to prevent erosion, wear, and galling. Option D is wrong because duplex stainless steels are widely used for the body, bonnet, and internals of valves in the Norwegian offshore industry. 8. Which sentences are correct regarding the valve material selection for sour service? A. Only valve parts that can be in direct or indirect contact with a sour service must conform to relevant sour service requirements. B. Nickel plating of valve internals is a good way to prevent sour corrosion. C. Valve springs are in contact with the sour service and should thus be resistant to SSC corrosion. D. Carbon equivalent of 0.45% is acceptable for carbon steel materials in sour service. Answer: Option A is correct. For example, some valve bolts are not directly connected to the sour service. However, they may be in indirect contact with the sour service because of gasket failure; therefore, they should be designed in consideration of the sour service requirements of the valve. Option B is wrong because electroplating valve internals with nickel is not a good approach for corrosion prevention. Electroless nickel plating may be removed from the valve internals and put the substrate at risk of corrosion. Option C is also correct. Option D is wrong because the carbon equivalent of carbon steel should typically be limited to a maximum of 0.43% to avoid cracking from sour corrosion. Thus, options A and C are correct. 9. Choose the right sentence regarding the materials restrictions in sour service as per ISO 15156. A. The sigma phase for duplex stainless steels can be 1%. B. A maximum hardness of 70 HRC is acceptable for an Elgiloy spring. C. The hardness of welded joints is 30 HRC while the maximum allowable hardness for the base metal is 25 HRC. The welded joint is not at the risk of sour corrosion cracking. D. Materials in a service without H2S may be designed for sour service requirements considering the fact that the service condition may change to sour over the design life of the plant. Hydrogen sulfide corrosion Answer: Option A is wrong because the sigma phase for duplex in sour service should not exceed 0.5% as per ISO 15156. Option B is wrong because the maximum hardness for an Elgiloy spring as per ISO 15156 should be 60 HRC. Option C is wrong because the hardness of welded joints should not exceed the maximum hardness of the base material. Option D is correct. 10. Which type of sour corrosion mechanism does not require any stress to occur? A. Hydrogen induced cracking (HIC) B. Stepwise cracking corrosion (SWC) C. Stress oriented hydrogen induced cracking (SOHIC) D. Soft zone cracking (SZC) Answer: Option A is correct. HIC is the only type of sour corrosion among the given choices that does not require any stress to happen. Further reading American Petroleum Institute (API) RP 945, Avoiding Environmental Cracking in Amine Units, 2003. Washington DC, USA. J. Brown, K. Lewis, in: An Overview of NACE International Standard MR0103 and Comparison with MR0175, NACE paper number 04649 presented in annual conference and exhibition, New Orleans, Louisiana, 2004. B. Cottis, Sheir’s Corrosion, Elsevier Science, 2010. ISBN: 978-0-444-52787-5. G. Domizzi, G. Anteri, J. Ovejero, Influence of sulfur content and inclusion distribution on the hydrogen induced blister cracking in pressure vessel and pipeline steels, Corros. Sci. 43 (2000) 325–339. M.S.J. Hashmi, Comprehensive Materials Finishing, Elsevier, 2017. ISBN: 978-0-12-803249-7. International Organization for Standardization (ISO) 15156, Petroleum and Natural Gas Industries— Materials for Use in H2S Containing Environments in Oil and Gas Production, fourth ed., 2020. Geneva, Switzerland. D.P. Karmakar, M. Gopinath, S. Harmalkar, N.A. Kumar, Investigation of wear and corrosion characteristics of Stellite 6 and Stellite 21 layers deposited by co-axial laser cladding, in: International Manufacturing Science and Engineering Conference, American Society of Mechanical Engineers, Los Angles, California, USA. Paper No.: MSEC2017-2841, 2017. National Association of Corrosion Engineers (NACE) MR0103, Petroleum, Petrochemical and Natural Gas Industries—Metallic Materials Resistant to Sulfide Stress Cracking in Corrosive Petroleum Refining Environments, 2015. S. Papavinasam, Corrosion Control in the Oil and Gas Industry, Gulf Professional Publishing, 2014. ISBN: 978-0-12-397022-0. V.S. Raja, T. Shoji, Stress Cracking Corrosion, Theory and Practice, Woodhead Publishing, 2011. ISBN: 978-1-84569-673-3. M. Richez, F. Zanoncelli, Total Requirements for Equipment in Severe Wet H2S Service, Dillinger Pressure Vessel Colloquium, 2009. R. Singh, Material selection for sour service environment, Pipeline Gas J. 237 (2) (2010). K. Sotoodeh, Actuator sizing and selection, Springer Nature Appl. Sci. 1 (2019) 1207, https://doi.org/ 10.1007/s42452-019-1248-z. K. Sotoodeh, A Practical Guide to Piping and Valves for the Oil and Gas Industry, first ed., Gulf Professional Publishing, Austin, USA, 2021. K. Sotoodeh, Subsea Valves and Actuators for the Oil and Gas Industry, first ed., Gulf Professional Publishing, Austin, USA, 2021. 225 CHAPTER 6 Crevice corrosion Case study 6.1. Crevice corrosion prevention on valve grooves made of carbon steel by applying Inconel 625 weld overlay 1. Introduction Crevice corrosion is a type of corrosion that occurs in confined spaces where fluid flow is limited. Crevice corrosion sometimes occurs before the start of pitting corrosion (described in Chapter 7), and it often has a very similar mechanism to that of pitting corrosion (see Fig. 6.1). Crevice corrosion is considered much more dangerous than uniform corrosion, and it has a much higher corrosion rate. Crevice corrosion proceeds through an electrochemical oxidation reduction (redox) process that occurs locally in trapped pockets. It can be intensified by the presence of chloride or sulfate in the electrolyte solution. Its mechanism involves the dissolution of the passivation film and gradual acidification of the electrolyte caused by its insufficient oxygen penetration. An anodic reaction occurs under the deposit, and iron dissolves through the formation of iron ions and electrons. The electrons flow to the cathode or passive areas around the inert deposit. They undergo a cathodic reaction in which a combination of oxygen, water, and electrons form hydroxide. The electrolyte in the crevice loses electrons and gains a positive electrical charge, whereas the electrolyte surrounding the crevice is negatively charged. Owing to the depletion of oxygen and an increase in the concentration of dissolved iron in the crevice, the solution can be acidified by the chemical reaction between iron ions and water, as given by Eq. (6.1). Eq. 6.1. Chemical reaction in crevice forms acidic environment. Fe+2 + 2H2 O ! FeðOHÞ2 + 2H+ (6.1) As noted earlier, the presence of chloride ions can intensify crevice corrosion by producing hydrochloric acid, as shown in Eq. (6.2). In fact, the pH of the electrolyte inside the crevice decreases (i.e., acidity increases) from 6 to 2–3 because the formation of hydrochloric acid further accelerates crevice corrosion. Case Studies of Material Corrosion Prevention for Oil and Gas Valves https://doi.org/10.1016/B978-0-323-95474-7.00003-2 Copyright © 2022 Elsevier Inc. All rights reserved. 227 228 Case studies of material corrosion prevention for oil and gas valves Fig. 6.1 Crevice corrosion mechanism under inert deposit. Eq. 6.2. Chemical reaction in crevice with presence of chloride ions. FeCl2 + 2H2 O ! FeðOHÞ2 + 2HCl (6.2) Crevice attack can be in the form of pitting or in the forms of filiform corrosion, intergranular attack (see Chapter 1 and Case study 1.7), or stress cracking corrosion (see Chapter 5). Filiform corrosion is a type of crevice or noncrevice corrosion that may occur on a metallic surface underneath an organic coating. Some of the phenomena occurring inside the crevice could be similar to galvanic corrosion (see Chapter 8). Galvanic corrosion occurs between two dissimilar and connected metals in a single environment. By contrast, crevice corrosion occurs in a single metal part in two connected environments. Crevices are typically confined spaces where fluids are trapped and become stagnant. Some examples of crevices are the spaces under gaskets, seals, and washers; ring-type joint (RTJ) flange grooves (see Fig. 6.2); and the gaps and contact areas between two parts Ring groove on flange face Fig. 6.2 Ring groove on flange face where gasket sits. (Photo by author.) Crevice corrosion inside cracks and seams. Fig. 6.3 shows crevice corrosion on a flange face, and Fig. 6.4 shows a comparison of pitting and crevice corrosion on a metallic component. Pits are in the form of holes, whereas crevice corrosion occurs under the washer. Crevice corrosion may occur in the bolting threads used for fastening flanges and valves, as illustrated in Fig. 6.5. Fig. 6.3 Crevice corrosion on flange face. (Photo by author.) Fig. 6.4 Comparison between pitting and crevice corrosion on a metallic component. (Photo by author.) 229 230 Case studies of material corrosion prevention for oil and gas valves Fig. 6.5 Crevice corrosion in bolting threads. (Photo by author.) In short, crevice corrosion can be defined as breakdown on a metal or alloy with a tight crevice due to a corrosive solution or fluid. To function as a corrosion site, a crevice should be sufficiently wide to allow the entry of corrosive compounds while being sufficiently narrow to allow the corrodent to remain stagnant. In fact, crevice corrosion is a type of localized corrosion at or immediately close to an area that is shielded from full exposure to the environment. This shield could be a coating, lining, or, in this case study, a sealing or gasket that allows the solution or fluid to remain stagnant. For a given crevice type, two factors are important in the initiation of crevice corrosion: chemical composition of electrolyte in the crevice and electrical potential drop in the crevice. Studies suggest that either one or a combination of these two parameters is responsible for the initiation of crevice corrosion. The chemical composition of the electrolyte in the crevice changes and a potential drop is caused by the deoxidation of the crevice and separation of electroactive areas, with net anodic reactions occurring within the crevice and net cathodic reactions occurring outside the crevice. Fig. 6.3 illustrates crevice corrosion on the RTJ flange face. RTJ flange faces are used for high-pressure-class piping (pressure class: 600 and higher, i.e., pressure nominal: 100 bar and higher). A metallic gasket is placed on the ring groove flange face to provide sealing between two mating flanges. The flange face is not necessarily located at the end of the valve where the valve is connected to the mating flange on the piping system. The connection between the body and the bonnet of the valve in high-pressure-class valves could be RTJ; in this case, it should be overlaid with Inconel 625 cladding to prevent crevice corrosion. Fig. 6.6 illustrates a weld overlay on the RTJ flange face between the body and the bonnet of a valve in the oil and gas industry. Fig. 6.7 illustrates a wedge gate valve in the closed position, with the disk, seat, and body of the valve being highlighted. The valve seat is located between the body and the disk. The disk is the moving part inside the valve; it moves up or down to allow or prevent the fluid from passing through the valve, respectively. The valve seat is a component or a part inside the valve body that establishes a seal in the area between the body and the Crevice corrosion RTJ flange face overlaid with weld cladding Valve body Fig. 6.6 Weld overlay on RTJ flange face of valve body in contact with bonnet. (Photo by author.) Seat Seat pocket Body Disk Fig. 6.7 A wedge gate valve including disk, seat, and body. (Photo by author.) disk of the valve to prevent internal leakage. The valve seat could be threaded or welded to the body. The area on the valve body where the seat is placed is called the seat pocket, as shown in the figure below. The seat pocket is known as a crevice where fluid can be trapped and can cause crevice corrosion. Thus, if the valve body is made of noncorrosion-resistant alloys (non-CRAs) like carbon or low-alloy steel, the chance of crevice corrosion would be very high; therefore, the seat pocket should be weld-overlaid or cladded with Inconel 625. 231 232 Case studies of material corrosion prevention for oil and gas valves 00 Weld cladding usually refers to the application of a relatively thick layer (3 mm or 18 ) of a CRA like Inconel 625 or stainless steel to provide a corrosion-resistant surface. Alternative weld overlay materials include austenitic stainless steels like grades 304 (18% chromium, 8% nickel), 304L (18% chromium, 8% nickel, low carbon), 309 (25% chromium, 12% nickel), 310 (25% chromium, 20% nickel), 316 (17% chromium, 12% nickel, molybdenum), 316L (17% chromium, 12% nickel, molybdenum, low carbon), 321 (18% chromium, 10% nickel, titanium), and 347 (18% chromium, 10% nickel, niobium). Crevice corrosion can occur in carbon steel, stainless steel, nickel alloys, aluminum alloys, titanium alloys, and copper alloys; specifically, it is severe in carbon and low-alloy steels. In fact, stainless steels, aluminum alloys, and other metals that form passive oxide layers on their surfaces are also vulnerable to crevice corrosion. Carbon and low-alloy steel valves can be used in all sectors of the oil and gas industry like offshore, subsea, refineries, and chemical plants. These valves are used for noncorrosive fluid services like air, water, and noncorrosive oil and gas. In addition to the flange face and seat pocket, the sealing areas on the valves are also exposed to crevice corrosion. It is important to determine which parts of an industrial valve require sealing. One of the main areas requiring sealing is the stem. Stem seals or packing are the most important seals in industrial valves as leakage from these seals can cause emission or fugitive emission of internal fluids to the environment. Stem seals could be of graphite packing, stem O-ring, or lip seal types. Fig. 6.8 illustrates a ball valve in a closed position, with the triple O-rings around the stem that are used to provide sealing between the valve body and the stem being highlighted. O-rings are placed or inserted inside the grooves inside the valve body; the grooves should be overlaid with Inconel 625 if they are made Triple O-rings inside grooves Valve stem Fig. 6.8 A ball valve in closed position with triple O-rings between stem and body of valve being highlighted. (Photo by author.) Crevice corrosion of carbon or low-alloy steel. Graphite packing or stem seals are common in gate, globe, and butterfly valves. Graphite packing affords different advantages such as high resistance to corrosive and chemical fluids. Lip seals are a combination of nonmetallic seals like Teflon and a metallic spring that can be used for sealing around the valve stem in applications where elastomeric O-ring materials are not robust enough. For example, O-rings may fail in high-pressure gas applications owing to their lack of antiexplosive decompression (AED); instead, lip seals can be used. Explosive decompression is a type of elastomeric O-ring failure that is caused by gas permeating into the elastomeric seals. In a manner analogous to O-rings, graphite and lip seals are placed inside grooves made of carbon or lowalloy steel and that are weld overlaid with Inconel 625. Seals could be used at other sealing areas in the valve, such as contacts between two valve pieces like body pieces, body and bonnet, or cover or between the valve body and seat. Such groove-shaped areas made of carbon or low-alloy steel must also be overlaid with Inconel 625 to prevent crevice corrosion. Although this case study focuses on the use of weld overlay on grooves to prevent crevice corrosion, crevice corrosion can also be mitigated by using the following approaches: - Design a part or component without any crevices: This approach is not applicable for industrial valves because they have standard shapes for RTJ flange faces as per the ASME B16.5 standard for flanges. Further, valves require seals that should be placed inside a groove to secure them in their places. - Use sealants to avoid moisture penetration into crevices: A sealant is injected into the packing, sealing, and seat pocket; however, it cannot prevent the risk of crevice corrosion. A sealant is injected in industrial valves as a part of maintenance activity when the sealing or seat of the valve is damaged, thereby putting the valve at risk of internal or external leakage. Sealant injection can temporarily repair the damaged seal or seat as a type of emergency maintenance, thus allowing the next maintenance interval to repair damaged seals to be postponed. Fig. 6.9 illustrates a sealant injection port on the ball and seat surfaces in a ball valve. - Design or redesign to remove stagnant areas where moisture and deposits may collect: This approach cannot be applied to industrial valves because a component cannot always be redesigned without any crevices. - Increase maintenance to remove deposits by high-pressure flushing, washing, etc.: This approach cannot be applied to industrial valves because there is no high-pressure flushing or washing injection line on RTJ flange faces. In addition, injection ports on the stem seals of valves are typically used for injecting lubrication to minimize the friction between the valve stem and seals. Thus, such ports are not used for high-pressure injection to prevent crevice corrosion. - Drain existing solutions on surface and avoid creating stagnant conditions: This approach could be useful to prevent crevice corrosion on RTJ flange joints. 233 234 Case studies of material corrosion prevention for oil and gas valves Seat Ball Sealant injecon line Fig. 6.9 Sealant injection port to ball and seat surfaces in a ball valve. (Photo by author.) - Use alloys with higher corrosion resistance instead of carbon and low-alloy steels: This approach is commonly used for valves in the topside offshore oil and gas industry to prevent different types of corrosion, including crevice corrosion; - Apply a weld overlay on the grooves and crevices. 2. Aim and objectives This study aims to prevent crevice corrosion and damage of carbon and low-alloy steel valve grooves located mainly on the bodies and bonnets of valves. Toward this end, the following objectives must be achieved: - Understand mechanism of crevice corrosion and how to prevent it - Identify areas of an industrial valve that could be at risk of crevice corrosion - Understand the use of cladding or weld overlay as well as weld overlay materials like Inconel 625 and austenitic stainless steels for protecting carbon and low-alloy steels 3. Importance and contributions Crevice corrosion is of great concern to material and corrosion engineers owing to the severity of its attack. It is more severe in carbon and low-alloy steels; passive metals like stainless steels and aluminum are also vulnerable to it. This means that unlike carbon dioxide corrosion as a type of uniform corrosion, crevice corrosion can even occur in CRAs. The high rate and severity of crevice corrosion could be attributable to the Crevice corrosion combination of corrosive parameters like dissolved oxygen, lower pH, and chloride ion concentration. Temperature is another important factor affecting the initiation of crevice corrosion. A higher temperature increases the risk and intensity of crevice corrosion. The minimum temperature required to produce a crevice attack is the critical crevice temperature (CCT). The CCT is always lower than the critical pitting temperature (CPT), defined as the temperature at which pitting corrosion starts. In this light, the present author focuses on the prevention of crevice corrosion through some case studies. 4. Audience This case study should be of interest to engineers and students engaged in material and corrosion, welding, valve and mechanical, and oil and gas or petroleum engineering. 5. Case study The case study considers a relatively large-sized offshore project. This project uses various types of valves, like gate, globe, butterfly, check, and ball valves. Because these valves are located on an offshore platform in a corrosive environment, they are commonly not made of carbon steel. In fact, less than 10% of the valves considered in this case study have a carbon-steel body or bonnet. Thus, Inconel 625 overlay is not commonly required on grooves to prevent crevice corrosion. Butterfly and dual plate check valves have a wafer design, implying that they are flange-less and are placed between two flanges. The wafer design of valves affords multiple benefits such as reduced weight, space, and cost. In fact, butterfly and dual plate check valves have a flat flange end; therefore, a weld overlay need not be applied on the flange ends for these two types of valves. Fig. 6.10 illustrates a dual plate check valve Flat end of a wafer check valve Fig. 6.10 A wafer dual plate check valve of high pressure class with a flat end without weld overlay. (Photo by author.) 235 236 Case studies of material corrosion prevention for oil and gas valves Ring groove between body and bonnet (cover) Ring groove on flange end Fig. 6.11 A piston check valve with a couple of ring grooves on flange end and between body and bonnet. with high pressure class of 1500 (pressure nominal: 250 bar) with a flat end that is installed between two flanges. Swing and butterfly valves have a one-piece body; therefore, no seals are used between the body pieces or the body and bonnet. Check valves are automatic valves that open and close with a forward and reverse flow, respectively. The different types of check valves include swing check valves, lift check valves, dual plate check valves, and axial flow check valves. Only swing check valves are not used in this project, because the disk of the valve causes slamming during closing, leading to noise and flow assurance problems in the piping system. Check valves generally do not have stem and stem sealing; therefore, no weld overlay is applicable to stem sealing grooves. Piston check valves could have ring grooves between the body and bonnet (cover) as well as the end flanges, as illustrated in Fig. 6.11; these should be weld-overlaid with Inconel 625 material, especially if the valve body and bonnet are made of carbon or low-alloy steel. A carbon steel body ball, through conduit gate, and butterfly valve require an Inconel 625 weld-overlay on the seat pockets and stem sealing areas. Further, some ball and through conduit gate valves are used with high pressure classes of 600 (pressure nominal: 100 bar) or higher with an RTJ flange face ending; therefore, an Inconel 625 weld overlay is applied to the grooves of the flange ends made of carbon steel. 6. Expected results and deliverables This case study recommends applying an Inconel 625 weld overlay on the groove areas in industrial valves made of carbon and low-alloy steels based on industrial experiences. These grooves are typically located in three areas: RTJ grooves of body flange faces where a Crevice corrosion flanged end valve is connected to the mating flange in the piping system; inside the valve where the valve seat is placed (i.e., seat pocket); and the sealing areas inside valves where seals are placed. Various types of seal materials like graphite, elastomeric O-rings, and lip seals may be used for the valves. All these grooves should be overlaid with Inconel 625 if they are made of non-CRAs like carbon and low-alloy steels. An austenitic stainless steel weld overlay on the valve grooves can be used instead of Inconel 625 weld overlay for the valves in refineries and petrochemical plants. An austenitic stainless steel weld overlay is cheaper and more economical compared to an Inconel 625 one. Low-carbon grades of austenitic stainless steels, like 304L or 316L, are preferable as weld overlay materials because the low carbon content reduces the risk of intergranular stress cracking corrosion. Intergranular stress cracking corrosion is explained in detail in Case study 1.7. 7. Conclusions This case study focuses on crevice corrosion. Crevice corrosion typically involves geometric issues or problems in joints or contacts. It is often associated with a small volume of stagnant solution caused by holes, gasket surfaces, lap joints, surface deposits, and crevices under bolts and rivet heads. Various factors affect crevice corrosion, like the type of crevice (crack or groove); type of contact between metal and metal or metal and nonmetal; geometry of crevice (e.g., gap size, depth, and surface roughness); composition of metal (e.g., alloys containing chromium or molybdenum are less exposed to crevice corrosion); and environmental conditions like pH, temperature, and oxygen. Different approaches are available to prevent crevice corrosion, like changing the design, using sealants to avoid moisture entrapment in the crevice, increasing the maintenance by injecting washing fluid in the crevices to remove corrosive solution, draining the fluid, and using CRA materials and applying Inconel 625 or austenitic stainless steel weld overlay on the grooves. The last two crevice corrosion approaches are more common for valves used in the oil and gas industry. Specifically, this case study aims to apply Inconel 625 weld overlay on the crevices of carbon and low-alloy steel valves. The valve areas subject to crevice corrosion, including RTJ flange faces, sealing areas, and seat pockets, should be weld-overlaid. Case study 6.2. Crevice corrosion prevention after removing threaded lifting lugs from valves during installation 1. Introduction A lifting lug is a component installed on some valves and actuators to facilitate the lifting, handling, and transportation of valves and actuators during and after manufacturing. 237 238 Case studies of material corrosion prevention for oil and gas valves Lifting lugs can be used during manufacturing, testing, packing, as well as internal and external transportation of valves. Internal transportation refers to valve movement inside the factory where it is made. External transportation refers to handling and transporting the valve outside the factory (e.g., in construction yard). A lifting lug is typically required only for large and heavy valves. The requirements of lifting lugs for valves (e.g., valve size of at least 600 , minimum valve weight of 25 kg) could differ from one project to another. Permanent lifting lugs may be required for valves with a weight of at least 200 kg. If a valve does not have any lifting lug, the valve supplier must alternatively provide lifting and handling instructions. Lifting lugs could be welded or screwed into the valve body/ bonnet or could be an integral part of the valve body. Fig. 6.12 illustrates a 3800 CL1500 ball valve installed on an oil export pipeline. This figure also shows a couple of lifting lugs that are welded to the valve body. The welded lifting lugs are permanently installed and remain on the valve body even after their installation. The important consideration for welded lifting lugs is to apply full nondestructive tests (NDT) on them after welding to ensure that there is no defect or discontinuity on the welded connection between the valves and the welded lifting lugs. Fig. 6.13 illustrates a 600 CL300 (pressure nominal: 50 bar) ball valve with a 22Cr duplex body and one pink lifting lug screwed-in on the valve body. There is no need to apply NDT to threaded lifting lugs. Screwed-in lifting lugs are not permanent and are typically removed from the valve body after the valve is installed on the piping system in the construction yard. Thus, screwed-in lifting lugs are typically installed temporarily Liing lugs welded to body Fig. 6.12 A 3800 CL1500 ball valve installed on export pipeline, with a couple of lifting lugs welded to valve body being highlighted. (Photo by author.) Crevice corrosion Screwed-in liing lug Fig. 6.13 A 600 ball valve of pressure class 300 with one screwed lifting lug into duplex body. (Photo by author.) on a valve. One advantage of threaded lifting lugs is that there is no need to prevent the welding of the lifting lug and the valve body that are made of dissimilar materials. Carbon steel screwed-in lifting lugs as per the ASTM A29 material grade are very popular for industrial valves. Screwed-in lifting lugs are used temporarily and are removed from the valve while it is in operation; therefore, an economical material like carbon steel can be used for the temporary threaded lifting lugs. The ASTM A29 standard is a specification for carbon and alloy steel bars. If the lifting lug for a 600 ball valve would be welded rather than screwed in, it would be a challenge to weld carbon steel and duplex, two dissimilar materials, together. In addition, NDT need not be applied to threaded lifting lugs, unlike welded ones to detect possible weld defects. It is important to coat the lifting lug in ASTM A29 with either a galvanic coating (i.e., molten zinc coating) or another type of coating to prevent external corrosion. The last type of lifting lug connection to the valve body is of integrated type. Fig. 6.14 illustrates a large-sized through conduit gate valve with lifting lugs integrated with the valve body during the casting process. 2. Aim and objectives This study aims to prevent the crevice corrosion and damage of threaded holes inside the bodies/bonnets of carbon and low-alloy steel valves after the removal of threaded 239 240 Case studies of material corrosion prevention for oil and gas valves Integrated liing lug Fig. 6.14 Large-sized through conduit gate valve with integrated lifting lugs on valve body. (Photo by author.) (screwed-in) temporary lifting lugs. Toward this end, the following objectives must be achieved: - Provide brief information about application, types, and requirements of lifting lugs for industrial valves - Identify the reasons why screwed-in lifting lugs are installed on valves on a temporary basis as well as the materials they are made of - Understand mitigation actions for crevice corrosion on treaded holes on valve bodies/ bonnets after the removal of temporary lifting lugs 3. Importance and contributions Crevice corrosion is considered one of the most important types of corrosion. However, the external crevice corrosion that occurs in the threads of lifting lugs of industrial valves is not considered as critical as the crevice corrosion cases discussed in Case study 6.1. In other words, the type of crevice corrosion reviewed in this case study generally cannot cause external leakage and emission, environmental pollution, loss of human life, fire, and explosion. However, it is essential to address crevice corrosion in the threaded holes of lifting lugs of valves, as is done in this case study. 4. Audience This case study should be of interest to students and engineers engaged in material and corrosion, valve and mechanical, and oil and gas or petroleum engineering. This study could also be of interest to those working on valve preservation and transportation issues. Crevice corrosion 5. Case study This case study focuses on industrial valves to be installed on an offshore platform. This project uses different types of valves, including ball, through conduit gate, butterfly, wedge gate, globe, piston, dual plate, axial check, and modular valves. Threaded lifting lugs have been used with all types of valves having a weight of 25–200 kg. They can also be used with some valves heavier than 200 kg. Threaded lifting lugs often have to be removed from valves after installation because valve manufacturers recommend the use of temporary threaded lifting lugs only for valve handling and transportation before installation. Valve manufacturers might not guarantee lifting lugs after valve installation because of concerns over the corrosion of carbon steel lifting lugs, especially their threaded joints, as a result of reactions with the corrosive offshore environment. The carbon steel threaded parts of lifting lugs could suffer galvanic corrosion owing to their contact with the body/bonnet of the valves in CRA materials. Galvanic corrosion between two dissimilar materials is explained in detail in Chapter 8. The remaining threaded holes inside the valve body and bonnet are at high risk of crevice corrosion. Crevice corrosion on screwed lifting lug holes is more severe with carbon steel. Thus, plugs made of silicon or plastic have been used to fill the threaded holes of lifting lugs to prevent crevice corrosion after valve installation and during operation. 6. Expected results and deliverables Temporary threaded or screwed-in lifting lugs are expected to be removed from valves after installation. The threaded holes of lifting lugs for carbon steel body valves should be filled by plastic or silicon plugs to prevent crevice corrosion. An alternative solution to prevent crevice corrosion inside these holes on the valve body/bonnet is to apply a hotdip galvanized zinc coating inside them during valve manufacturing. This alternative approach is not preferred in many cases for two reasons. First, a zinc coating on the threaded holes of lifting lugs can prevent the engagement of the male threads with the female threads inside the valve body. The thickness of the galvanic coating could be 40–90 μm; this can lead to undersized female threads and impact their matching with male threads. Second, if the lifting lug were to be screwed into the threaded hole in the valve body with a zinc coating, the zinc coating could be removed completely owing to the friction between male and female threads. The removal of the zinc coating would expose the threaded hole of the lifting lug to crevice corrosion. 7. Conclusions Lifting lugs are used with some industrial valves for handling and transportation. The requirements of the lifting lugs depend on the size or weight of valves according to 241 242 Case studies of material corrosion prevention for oil and gas valves the project specifications. For example, some valve specifications may require lifting lugs on valves with sizes of 600 or more or weights of 25 kg and higher. Lifting lugs are divided into three groups depending on their connection to the valve body: threaded, welded, and integrated. Threaded lugs are temporary, whereas welded and integrated lugs are permanent. Temporary lifting lugs are removed from the valves after the valve is installed in the piping system. In fact, valve manufacturers do not guarantee threaded lifting lugs for lifting valves after installation because these lugs are made of carbon steel and could suffer corrosion. To solve this problem, this case study recommends filling the female threaded holes inside the valve body/bonnet with plastic or silicon plugs after the removal of threaded lifting lugs to prevent crevice corrosion. Questions and answers 1. Select the correct sentence regarding crevice corrosion. A. Cladding of carbon or low-alloy steels is only performed by Inconel 625 to prevent crevice corrosion. B. The thickness of weld cladding by Inconel 625 could be as large as 10 mm (mm). C. Crevice corrosion is a type of uniform attack. D. Crevices could be between metal to metal or metal to nonmetal contact. Answer: Option A is wrong because austenitic stainless steels may be cladded to prevent crevice corrosion as alternatives to Inconel 625. Option B is wrong because the thickness of an Inconel 625 weld cladding is typically a maximum of 3 mm; a clad with thickness of 10 mm would be uncommon and excessively thick. Option C is wrong because crevice corrosion is a type of localized attack. Option D is correct; crevice corrosion may occur between two metals or one metal and one nonmetal. An example of crevice corrosion between two metals is that at the area between a bolt and a nut contact or between a metallic ring-type joint gasket and a flange face. An example of crevice corrosion between a metal and a nonmetal is that caused by fluid trapping under a rubber sealing (elastomeric material). 2. Which sentence is correct regarding crevice corrosion prevention? A. A ball valve in 22Cr duplex body and bonnet contains triple O-rings around the stem. The grooves at which the O-rings are placed should be weld-overlaid with Inconel 625 to prevent crevice corrosion. B. There is no need to apply Inconel 625 weld overlay on the grooves where the O-rings between the body and the seat ring of the valve are sitting if the valve body is made of carbon steel. C. Grooves inside the valve are designed only for placing O-rings. D. At the face of RTJ valve body flanges made of ASTM A105 material, metallic ring gasket seats should be weld-overlaid with Inconel 625 to prevent crevice corrosion. Crevice corrosion Answer: Option A is wrong because there is no need to apply Inconel 625 overlay on CRAs like 22Cr duplex where the seals are located to prevent crevice corrosion. Option B is wrong because Inconel 625 weld overlay is required on grooves where an O-ring is placed between the body and the seat ring if the valve body is made of carbon steel. Option C is wrong because the grooves inside the valve are meant for placing O-rings, lip seals, or graphite. Option D is correct because ASTM A105 is a forged carbon steel. 3. Three types of corrosion are shown in Fig. 6.15. Which sentences are correct regarding these corrosion types? A. The picture on the right shows pitting corrosion in the coating. B. The picture in the middle shows crevice corrosion between two welded joints. C. The picture on the left illustrates crevice corrosion in the metal owing to small crevices. D. The figure on the right shows filiform corrosion associated with a form of corrosion in painted steel. Answer: Option A is wrong. The type of corrosion on the right is a filiform corrosion related to a form of corrosion in painted steel. Thus, option D is correct. Option B is correct; the figure in the middle illustrates crevice corrosion between two welded joints. Option C is wrong because the picture on the left shows pitting corrosion owing to small pits and not crevice corrosion. Thus, options B and D are correct. 4. Identify the correct sentence about lifting lugs of valves. A. All valves have lifting lugs. B. A welded-type lifting lug is the only permanent type of lifting lug. C. The risk of crevice corrosion on a lifting lug connection is only applicable to valves with screwed-in lifting lugs. D. NDT is applicable to threaded lifting lugs. Fig. 6.15 Three types of corrosion. (Photo by author.) 243 244 Case studies of material corrosion prevention for oil and gas valves Answer: Option A is wrong; a lifting lug could be required for valves with a size of 600 or more or weight of 25 kg or higher depending to the project specification. Option B is wrong; integrated lifting lugs are also permanent. Option C is correct. Option D is wrong as NDT is only applicable to welded lifting lugs to detect possible defects or discontinuities in the welded joints. Further reading American Society for Testing and Materials (ASTM) A29, Standard Specification for General Requirements for Steel Bars, Carbon and Alloy, Hot-Wrought, 2020. West Conshohocken, PA. American Society of Mechanical Engineers (ASME) B16.5, Pipe Flanges and Flanged Fittings: NPS ½ Thorough NPS 24, Metric/Inch Standard, 2020. New York, NY. A.S.H. Makhlouf, M. Aliofkhazraei, Handbook of Materials Failure Analysis With the Case Studies From the Construction Industries, Elsevier, 2018. ISBN: 978-0-08-101928-3. Norwegian Oil Industry Association, Valve Technology, second revision, Norsk Olje & Gass, 2013. P. Smith, W. Zapper, Valve Selection Handbook, fifth ed., Elsevier, New York, NY, 2004. K. Sotoodeh, Comparing dual plate and swing check valves and the importance of minimum flow for dual plate check valves, Am. J. Ind. Eng. 5 (1) (2018) 31–45, https://doi.org/10.12691/ajie-5-1-5. K. Sotoodeh, A Practical Guide to Piping and Valves for the Oil and Gas Industry, first ed., Gulf Professional Publishing, Austin, USA, 2021. K. Sotoodeh, Subsea Valves and Actuators for the Oil and Gas Industry, first ed., Gulf Professional Publishing, Austin, USA, 2021. K. Sotoodeh, Prevention of Valve Fugitive Emissions in the Oil and Gas Industry, first ed., Gulf Professional Publishing, Austin, USA, 2021. CHAPTER 7 Pitting corrosion Case study 7.1. Using NAB valves instead of titanium in sea water service 1. Introduction Corrosion is a costly phenomenon that has negative impacts like loss of human life, assets, and production as well as environmental pollution. Sour, crevice, and pitting corrosion are the three main types of localized corrosion that are constrained to specific areas. Case studies of sour and crevice corrosion are reviewed in Chapters 5 and 6, respectively. Pitting corrosion causes the formation of cavities, spots, or pits on the metal surface, as illustrated in Fig. 7.1. Pitting corrosion has a very similar corrosion mechanism to crevice corrosion. Pitting corrosion involves local dissolution followed by cavity formation on the metal surfaces. Like crevice corrosion, pitting corrosion commonly occurs in materials that can form a passive layer, like stainless steel and aluminum. Pitting is one of the most destructive types of local corrosion, and it may cause the failure of metals and alloys owing to penetration. Pitting corrosion can be very small on the surface but large on the subsurface. The process of pitting corrosion can be divided into various stages such as passive film breakdown, metastable attack, and stable pit growth. The breakdown of the passive film causes pits to initiate. Subsequently, the pits start to grow and become larger. The severity of pitting corrosion is influenced by the metal composition, temperature, pH, presence, and concentration of an inhibitor, etc. Chloride stress cracking corrosion (CLSCC) is a type of metal cracking that occurs owing to localized corrosion like pitting in combination with applied or residual stress in the presence of a chloride-containing environment or fluid like sea water. All case studies in this chapter address internal pitting for industrial valves that occurs owing to an internal sea water service. Cast studies of external pitting and CLSCC corrosion caused by the offshore environment, including both topside and subsea zones related to valves, are reviewed and discussed in Chapters 1 and 2. Further, as discussed in Chapter 5, stress cracking corrosion (SCC) requires three factors: tensile stress, susceptible material, and corrosive environment. By contrast, pitting corrosion requires a vulnerable material and corrosive environment but not tensile stress. The most popular strategy to mitigate pitting corrosion is to select a suitable material. Accordingly, the NORSOK standard states that “Seawater corrosion-resistant materials shall be used for seawater systems, taking into account that most seawater for process use is chlorinated.” Sea water services can be divided into two categories: noncorrosive and Case Studies of Material Corrosion Prevention for Oil and Gas Valves https://doi.org/10.1016/B978-0-323-95474-7.00002-0 Copyright © 2022 Elsevier Inc. All rights reserved. 245 246 Case studies of material corrosion prevention for oil and gas valves Fig. 7.1 Pitting corrosion indicating holes and pits on metal surface. (Courtesy: Shutterstock.) corrosive. Various process parameters affect the corrosiveness of sea water, like oxygen and chloride contents, pH, and temperature. Higher oxygen and chloride concentrations intensify the corrosiveness of sea water. Sea water that does not contain any oxygen is called oxygen-free or deaerated sea water, and it is noncorrosive. Sea water that contains chloride concentrations below 20 parts per billion (ppb) is also noncorrosive. Corrosive sea water refers to those services that contain oxygen and/or chloride concentrations above 20 ppb. Carbon steel or stainless steel could be considered for noncorrosive sea water service. Temperature is another factor in the corrosiveness of sea water; specifically, a higher temperature increases the corrosiveness of sea water. The NORSOK M-001 material selection standard allows the use of super duplex stainless steel for sea water service piping and valves in the offshore topside environment if the sea water temperature is at most 20°C. Further, lowering the pH of sea water increases its corrosiveness. This case study aims to select a material for corrosive sea water piping and valves in the offshore industry. Titanium piping and valves are widely used for corrosive sea water services in the Norwegian offshore industry. However, titanium is considered the most expensive material’ as Chart 7.1 shows, it is 35 times more expensive than carbon steel and 17 times more expensive than NAB. Chart 7.1 shows a comparison of the cost of piping and valve materials according to the information provided by a major European piping and valve supplier in 2015. This case study aims to evaluate the use of NAB instead of titanium for industrial valves in the oil and gas industry to save cost. 2. Aim and objectives This aims to provide a material selection strategy and choices for industrial valves for corrosive sea water services. Specifically, NAB and titanium as two options for industrial Pitting corrosion Relative Cost of Materials 40 35 35 30 25 20 15 10 10 4 3 5 1 6 5 2 2 1 r. 2 ke l ) G ic Relative Cost of Materials um ni ta Ti ke l rS Al lu up m er in D iu m C op pe ze rN (N l6 co In Br on ne nl ai St le x up AB 25 0 6M s. .. es ee St s ai St le x up rd N ic C 22 es nl St s es nl ai St l 16 l3 ee St ar bo C 22 Lo w Te m pe ra t ur e C C ar bo n n St ee ee l l 0 Chart 7.1 Relative cost of materials used for piping and valves in oil and gas industry. (Photo by author.) valves in corrosive sea water service are introduced and compared with each other. Toward this end, the following objectives must be achieved: - Understand mechanism of pitting corrosion and how to prevent it. - Understand the differences between corrosive and noncorrosive sea water services. - Provide material selection strategy and options for sea water service. - Compare NAB and titanium as two choices for sea water service in terms of various properties like cost, mechanical strength, and corrosion resistance. - Compare the prices of various materials used for piping and valves in the offshore oil and gas industry. 3. Importance and contributions Pitting corrosion is known as one of the most dangerous types of localized corrosion, especially in corrosive sea water services. The most important approach to prevent pitting corrosion is to select a proper material that is known to have resistance to the service environment (i.e., sea water). The material selection strategy in general and for sea water service in particular requires the consideration of multiple parameters like corrosion resistance, mechanical strength and properties, cost, and availability. Proper material selection for any component including industrial valves is always an essential task during the engineering phase. In fact, proper material selection affects the safety and reliability life cycle 247 248 Case studies of material corrosion prevention for oil and gas valves of industrial valves, reduces extra initial, operation and corrosion costs, and prevents loss of asset. 4. Audience This study should be of interest to engineers and students engaged in material and corrosion, mechanical and valve, and oil and gas or petroleum (especially in offshore environments) engineering. Material selection strongly impacts the safety and reliability of components like industrial valves; therefore, this case should also be of interest to safety and reliability engineers. 5. Case study Titanium valves are widely used for corrosive sea water services in the Norwegian offshore industry. Titanium is mainly used in ball, butterfly, and check valves. In particular, it is most commonly used for butterfly valves in corrosive sea water. Such valves are used for both flow control and flow start/stop. Fig. 7.2 illustrates a couple of titanium butterfly valves for sea water service. In 2013, concerns were raised over the extremely high cost of titanium in one recent Norwegian project called Edward Grieg (EG). Thus, NAB was proposed as an alternative Fig. 7.2 Titanium butterfly valves for sea water service. (Photo by author.) Pitting corrosion material for industrial valves installed and operated in corrosive sea water services to save cost. NAB valves were probably used for the first time in a Norwegian project. The EG oil field is located in the North Sea, 35 km south of the Grane and Balder fields at a water depth of 110 m. Fig. 7.3 shows the EG jacket platform located in the shallow North Sea close to Stavanger. Titanium is the most expensive material used for piping and valves in the Norwegian offshore industry. NAB with UNS C95800 is a copper alloy containing 4.5% nickel, 9% aluminum, iron, manganese, and copper. Chart 7.1 shows that the cost of NAB is higher (almost double) than that of carbon steel but lower than that of corrosion-resistant alloys (CRAs) like stainless steels, nickel alloys, and titanium. As titanium is 17 times more expensive than NAB, NAB and copper nickel are considered the cheapest piping and valve materials after carbon and low-temperature carbon steels (LTCSs). NAB is not selected for piping; it is only used for valves. In fact, NAB valves should be used with nonmetallic glass-reinforced plastic (GRP) pipes. GRP pipes are very cheap and economical; they consist of a polymer material reinforced with glass fibers. Replacing titanium with NAB obviously saves cost. Further, the mechanical strength and corrosion resistance between titanium and NAB are compared, as discussed below. Fig. 7.4 illustrates a NAB butterfly valve used in the EG project. Titanium has a silver color, whereas NAB has a yellowish gold color. NAB affords higher mechanical strength compared to titanium. The allowable stress, defined as the maximum stress that can be applied safety to a component (i.e., industrial valve), is one of the indicators of the mechanical strength of a material. The allowable Fig. 7.3 Edvard Grieg platform. (Courtesy of Norwegian Petroleum.) 249 250 Case studies of material corrosion prevention for oil and gas valves Fig. 7.4 NAB butterfly valve for sea water service in EG project. (Photo by author.) stress for a forged or cast valve body is calculated using Eq. (7.1) as per the ASME B31.3 process piping code. Eq. 7.1. Allowable stress calculation based on ASME B31.3 process piping code. Allowable stress ¼ 2 1 Yield or Tensile whichever is lower 3 3 (7.1) Titanium grade 2 or unalloyed titanium is typically selected and used for the body of valves with yield strength and tensile strength of 40 kilo pound per square inch (ksi) and 50 ksi, respectively. The allowable stress of titanium using the above equation is calculated as 2 1 40 ¼ 26:7 ksi or 50 ¼ 16:67 ksi 3 3 Therefore, the allowable stress of titanium is 16.67 ksi. NAB (UNS 95800) has a tensile and yield strength of 85 and 50 ksi, respectively, and the allowable stress of NAB is calculated as the lower of Pitting corrosion 85 100 35 50 40 50 28.33 16.66 0 Yield Strength Tensile Strength Titanium Mechanical Properties NAB Mechanical Properties Allowable Strength Fig. 7.5 Comparison between mechanical properties of NAB and titanium. (Photo by author.) 2 1 50 ¼ 33:3 ksi or 85 ¼ 28:33 ksi 3 3 Therefore, the allowable stress of titanium is 28.33 ksi. Fig. 7.5 shows a comparison of the mechanical properties of titanium and NAB, including their yield, tensile, and allowable stress. Another important mechanical property of a material is the pressure rating or pressure-temperature rating. The pressure rating is defined as the maximum pressure that a flange or a flanged end component like a flanged end valve can withstand. The pressure rating is also called the pressure-temperature rating because its value depends on the temperature. Specifically, a higher temperature reduces the pressure rating. The pressure rating can be calculated using Eq. (7.2) provided by ASME B16.34. Sea water services typically have a low pressure class such as 150 (i.e., pressure nominal of 20 bar). Eq. 7.2: Pressure-temperature rating calculation as per ASME B16.34 standard. P Rating ¼ C 1 S1 P r 8750 (7.2) where C1 ¼ 1; S1 ¼ Selected stress of lower between (60% yield stress) and (1.25 25% tensile stress). Pr ¼ 115 for pressure class of 150. 251 252 Case studies of material corrosion prevention for oil and gas valves For NAB, the tensile stress is 85,000psi and yield stress is 35,000psi. Thus, S1 ¼ lower of (60% yield stress¼ 60% 35,000¼ 21,000psi) and (1.25 25% tensile stress¼ 1.25 25% 85,000¼ 26,560psi), that is, S1 ¼ 21,000psi. Then, the NAB pressure rating can be calculated using the above equation as follows: P Rating NAB ¼ 1 21, 000 115 ¼ 276 psi ¼ 19 bar 8750 The next step is to calculate the pressure rating for titanium. For titanium, the tensile stress is 50,000 psi and yield stress is 40,000 psi. S1 ¼ lower of (60% yield stress ¼ 60% 40,000 psi ¼ 24,000 psi) and (1.25 25% tensile stress¼ 1.25 25% 50,000 psi ¼ 15,625 psi), that is, S1 ¼ 15,625 psi. Then, the pressure rating of the titanium valve can be calculated as follows: P Rating Titanium ¼ 1 15625 115 ¼ 205 psi ¼ 14:16 bar 8750 The calculation results show that NAB can withstand a higher pressure compared to titanium of pressure class 150. In some cases, the fluid pressure of sea water could be higher than pressure class 150; therefore, pressure class of 300 (i.e., pressure nominal of 50 bar) may be selected for sea water service. It should be noted that NAB provides a higher pressure rating than titanium for pressure class 300. For a sea water pressure of 14.16–19 bar, titanium of pressure class 300 should be selected, whereas for a pressure between 14.16 and 19 bar, NAB with pressure class of 150 should be selected. Selecting a higher pressure class makes the piping and valve components thicker, heavier, and more expensive. Therefore, for sea water piping and valves with pressure between 14.16 and 19 bar, CL300 titanium piping and valves that makes the piping and valves larger, thicker, and heavier compared to CL150 NAB valves with GRP pipe should be selected. This section compares the corrosion resistance between NAB and titanium considering three types of corrosion in sea water service: general, crevice, and pitting corrosion (see Table 7.1). Corrosion resistance values of 1 to 10 indicate the lowest to the highest corrosion resistance, respectively. Titanium exhibits excellent performance in a corrosive environment such as sea water services. Compared with titanium, NAB has lower yet good resistance to general, pitting, and crevice corrosion. Table 7.1 Corrosion resistance comparison between NAB and Titanium. NAB Titanium General corrosion Pitting corrosion Crevice corrosion 9 10 7 10 8 10 Pitting corrosion 6. Expected results and deliverables The possibility of using NAB instead of titanium for valve materials in corrosive sea water should be evaluated. Titanium provides excellent and slightly higher corrosion resistance compared to NAB. In other words, NAB also provides very high corrosion resistance in sea water. Further, it has higher mechanical strength and lower cost than titanium. However, two disadvantages should be considered in the selection of NAB for valves in sea water service. First, NAB valves are used with GRP piping, and there may be some challenges associated with the fabrication, stress analysis, and support of the GRP pipe. Second, NAB may suffer corrosion in polluted sea water containing hydrogen sulfide that could be produced by bacteria activities in the sea water flowing through the piping system including valves. Thus, NAB valves and GRP pipes are more likely to fail compared to titanium piping and valves owing to corrosion in sea water; therefore, they will require more repairs and maintenance. The present author’s experience of refineries and chemical plants located onshore suggests that NAB valves with GRP pipes are more common than titanium piping and valves. The popularity of NAB valves in the onshore industry is attributable to the ease and lower cost of maintenance in the onshore industry compared to offshore units as well as the cost savings with the use of NAB. Piping and valves located offshore are less accessible, making maintenance more challenging and costly. The most important parameter in material selection for sea water is corrosion resistance. Thus, selecting titanium, which has the highest corrosion resistance to sea water, for offshore piping and valves, is likely the best choice to minimize the risk of maintenance owing to corrosion failure of piping and valves. Further, the maintenance cost for offshore facilities is typically higher than the cost savings achieved through the use of the cheaper material between NAB and titanium. Thus, in the present author’s experience, titanium piping and valves are more common than NAB valves with GRP pipes in offshore facilities. 7. Conclusions Sea water service is very corrosive and can cause crevice and pitting corrosion. Therefore, suitable material selection for industrial valves in sea water is essential to prevent corrosion failure. Titanium and NAB are two options for corrosive sea water service. Titanium has excellent corrosion resistance to sea water but is the most expensive material for piping and valves in the offshore industry; specifically, its cost is almost 35 times that of carbon steel and 17 times that of NAB. By contrast, compared with titanium, NAB has very good but lower corrosion resistance to sea water and NAB has higher mechanical strength. In this case study, titanium and NAB are compared in terms of their allowable stress and pressure–temperature rating. This case study proposes using NAB instead of titanium for industrial valves in onshore units like chemical plants and refineries. Although NAB valves with GRP piping provide large cost savings compared to titanium piping 253 254 Case studies of material corrosion prevention for oil and gas valves and valves, their possible failure owing to corrosion in offshore facilities would have a large cost impact. Thus, titanium piping and valves are more popular in offshore facilities. Case study 7.2. Failure of Inconel X750 valve springs in sea water service 1. Introduction Springs are used in different types of valves like ball, through conduit gate, and check valves for different purposes. First, they are used for the closure of some types of check valves like axial, dual-plate, and piston valves. In fact, check valves are opened when the fluid pressure exceeds the spring torque. However, when the fluid pressure decreases or fluid flow stops, the spring torque exceeds the fluid pressure and closes the valve. Fig. 7.6 illustrates a piston check valve in closed position owing to the spring force behind the disk. The flow direction is from left to right and under the disk. When fluid starts flowing and the fluid pressure exceeds the spring force behind the disk, it pushes the disk upward to open the valve. When the fluid flow or pressure reduces and stops, the disk returns to its original place and keeps the valve closed. Fig. 7.7 illustrates a dual-plate check valve in closed position with a couple of half disks and a couple of springs. Fig. 7.8 shows an axial flow check valve with a spring. Second, in ball and through conduit gate valves, a spring is located behind the valve seat to push the seat toward the disk or ball to provide sealing between the ball and seat and thereby prevent internal leakage (see Fig. 7.9). Inconel X750 is a very popular spring material for industrial valves that is made of nickel, chromium, and iron. Inconel X750 (UNS N07750) is a precipitation-hardenable nickel chromium alloy that offers high corrosion resistance as well as mechanical and fatigue strength. The valve spring is subjected to several cycles and repeated stresses during valve operation. Thus, the valve spring must be reliable and able to handle constant cyclic stresses. In material science, fatigue is defined as the initiation and propagation of cracks in a material (i.e., valve spring) owing to cyclic loads. A check valve manufacturer claimed that Inconel X750 springs used for such valves have undergone fatigue load tests and showed reliable operation under a large number of cycling loads. Further, Inconel X750 springs can be used at temperatures as high as 600°C. However, industrial valves are generally not subjected to such high temperatures. In addition to its high mechanical strength, fatigue resistance, and hardness, Inconel X750 is popular for the spring of industrial valves because of its relatively low cost compared to many other nickel alloys like Inconel 625, availability in the market, and the fact that it can be used for extremely low or cryogenic temperatures as low as 198°C. Table 7.2 lists the chemical composition of Inconel X750. Pitting corrosion Fig. 7.6 A piston check valve. (Photo by author.) Couple of half disk Couple of springs Fig. 7.7 A dual-plate check valve. (Photo by author.) Spring Fig. 7.8 An axial flow check valve. (Photo by author.) 255 256 Case studies of material corrosion prevention for oil and gas valves Spring Seat Ball Fig. 7.9 A ball valve, with the ball, seat, and spring being highlighted. (Photo by author.) The mechanical properties of Inconel X750 depend on the applied heat treatment. Various types of annealing and precipitation-hardening heat treatments can be applied to Inconel X750. Annealing reduces the material hardness. In annealing heat treatment, the material is heated up to a predetermined temperature, held at that temperature for a specific period, and finally cooled down slowly to room temperature; this process improves its ductility and reduces its brittleness. Inconel 718 is another hard nickel alloy that could be supplied by some valve manufacturers instead of Inconel X750; however, it is not a popular choice for the spring of valves. Check, ball, and through conduit gate valves could be used in corrosive sea water service. In this case, the spring of the valves would be in contact with sea water. Although both Inconel 718 and X750 show high corrosion resistance in many complex and corrosive environments, both suffer crevice and pitting corrosion in sea water services. Inconel X750 has low corrosion resistance in sea water because it does not have any Table 7.2 Chemical composition of Inconel X750. Element Percentage Nickel (and cobalt) Chromium Iron Titanium Aluminum Niobium and tantalum Manganese Silicon Sulfur Copper Carbon Cobalt Minimum 70% 14%–17% 5%–9% 2.25%–2.75% 0.4%–1% 0.7%–1.2% Maximum 1% Maximum 0.5% Maximum 0.01% Maximum 0.5% Maximum 0.08% Maximum 1% Pitting corrosion molybdenum; molybdenum in an alloy has a strong impact on the pitting resistance equivalent number (PREN) of that material. Therefore, it is important to find alternative spring materials for sea water services, as explained in Section 5. 2. Aim and objectives This study aims to prevent the pitting corrosion of springs used for industrial valves. Toward this end, the following objectives must be achieved: - Understand the function and application of springs in industrial valves. - Identify the types of valves that contain a spring. - Discuss the properties of Inconel X750 springs that are widely used for industrial valves and the reasons why this spring material is not recommended for sea water services. - Identify alternative spring materials for industrial valves in sea water service to prevent pitting corrosion. 3. Importance and contributions The failure of springs in check valves has different consequences compared with the failure of springs in ball and gate valves. If the spring of a check valve fails, the valve becomes nonoperable. In this case, if fluid passes through the valve, the disk of the valve remains open until the valve is removed from the line and the spring is changed. If the springs behind the seats of ball and through conduit gate valves fail, the valve cannot provide a tight sealing and can cause internal leakage in the piping system. Thus, it is essential to select a proper spring material, especially for sea water service, to prevent malfunction and loss of operation in check valves and internal leakage in ball and gate valves. The failure of nonslam check valves to function can cause great damage to the very expensive equipment located upstream of these valves owing to reverse flow. Internal leakage from valves can result in inefficient operation. This can affect some essential process parameters like pressure, temperature, fluid flow, and level with the result that their value is in an unacceptable range. For example, a ball valve is operated in sea water, with the sea water being used as a cooling medium. Assume that this valve should be closed to stop the sea water supply. However, the internal leakage of the valve causes sea water to flow in the line and make contact with the other medium that is to be cooled by the sea water. In this case, the temperature of the warmer fluid becomes lower than what it should be because of unintentional contact with the sea water service. Therefore, preventing valve spring failure affords the following advantages: - Prevention of check valve malfunction and loss of operability - Prevention of damage to expensive equipment and loss of asset - Prevention of jeopardizing the process design parameters - Prevention of valve internal leakage 257 258 Case studies of material corrosion prevention for oil and gas valves 4. Audience This case study should be of interest to engineers and students engaged in material and corrosion, mechanical and valve, and oil and gas or petroleum engineering. In particular, this case study is aimed at material and valve engineers. 5. Case study This case study addresses spring material selection for industrial valves in a couple of large offshore topside projects on the Norwegian continental shelf. The sea water services are divided into two groups: maximum sea water temperature of 20°C, in which super duplex is used for the piping and valve body, and sea water service with operating temperature above 20°C, in which either NAB or titanium is used for the valve body. Inconel X750 is not a suitable spring material for both cases of sea water service owing to its failure against crevice and pitting corrosion. As an alternative, Inconel 625 spring is selected in both projects for super duplex check, through conduit gate and ball valves. However, Inconel 625 is not as strong as Inconel X750 against cycling loads and fatigue stress. The present author suggests, based on industrial experiences of some subsea projects, the use of Elgiloy (UNS R30003) for the spring of 25Cr super duplex valves. Elgiloy is a nonmagnetic cobalt-chromium-nickelmolybdenum alloy that affords a unique combination of very high strength as well as excellent formability, excellent corrosion resistance, and high fatigue strength. For NAB valves in corrosive sea water, Elgiloy spring seems a very good option; alternatively, an Inconel 625 spring can also be used. The other spring material that could be used for NAB valves is Hastelloy C276 (UNS N10276). Hastelloy C276 is a nickel-chromium-molybdenum alloy that provides high corrosion resistance, especially to sea water, because it contains chromium and molybdenum. Titanium grade 5 and Hastelloy C276 have been selected as the spring material of titanium valves in different projects. Titanium grade 5 is selected for the spring instead of titanium grade 2 because it affords high mechanical strength and hardness and higher resistance against fatigue stress and cycling loads. 6. Expected results and deliverables Inconel X750 should not be used as the spring material for valves in sea water service to prevent the risk of crevice and pitting corrosion. Table 7.3 summarizes the spring material choices for different piping and valve bodies in sea water service. Pitting corrosion Table 7.3 Spring material selection for valve body materials in sea water service. Valve body material in sea water Spring material choice 25Cr super duplex NAB Titanium Inconel 625, Elgiloy Inconel 625, Elgiloy, Hastelloy C276 Hastelloy C276, Titanium grade 5 7. Conclusion A spring is a small component in a valve; therefore, its material selection has not attracted much attention. In some past projects, Inconel X750 spring materials used for ball and check valves suffered crevice and pitting corrosion. Thus, this case study discusses suitable material selection for the spring of valves in sea water service. A couple of projects were considered in this study. Three types of materials were used for industrial valves in sea water service in these two projects: super duplex, NAB, and titanium. Inconel 625 and Elgiloy spring materials are proposed for 25Cr super duplex materials. Inconel 625, Elgiloy, and Hastelloy C276 springs are used for NAB valves. Finally, Hastelloy C276 and titanium grade 5 springs are selected for titanium valves. Case study 7.3. Challenge of material selection for bearing of butterfly valves in sea water service 1. Introduction The application of titanium butterfly valves is discussed in Case study 7.1. In many cases, most components of butterfly valves, including the body, disk, stem, spring, and bearings, are made of titanium to resist sea water corrosion. Bearings are circular components that are placed around the valve stem to prevent its sideways movement. The stem of a butterfly valve rotates and is therefore in constant friction with the bearing. The metal-tometal contact between the valve stem and the bearing under loads and in the presence of corrosive sea water service cause fretting corrosion and leads to the wear of these two parts. In addition, wear between the valve stem and the bearing increases the force required for valve operation. Fretting corrosion refers to the material deterioration that occurs at the interface of two contacting surfaces owing to movement or sliding between them. To prevent this type of corrosion, the internal part of the bearing is lined with Teflon coating to prevent metal-to-metal contact with the valve stem. Thrust bearings are another type of bearing that are used to prevent throwing out the stem from its position; however, they are beyond the scope of this study. The challenge in this case is that no titanium bearings are available on the market; therefore, an alternative material needs to be selected for the bearing. Fig. 7.10 illustrates a purple-colored bearing around the 259 260 Case studies of material corrosion prevention for oil and gas valves Bearing around sha Fig. 7.10 Bearing around shaft of a butterfly valve. (Photo by author.) Fig. 7.11 Bearings of butterfly valves. (Photo by author.) stem of a butterfly valve. Fig. 7.11 illustrates bearings for the butterfly valves used in offshore projects. 2. Aim and objectives This study aims to show that material availability plays an important role in material selection by considering bearing material selection for butterfly valves in sea water service. Toward this end, the following objectives must be achieved: - Understand the application and function of bearings for industrial valves. - Identify the negative consequences of valve bearing failure owing to material corrosion or any other reasons. - Review a case study in which a titanium bearing could not be selected for a valve owing to its unavailability in the market. - Propose alternative bearing materials for titanium butterfly valves in corrosive sea water service according to industrial experience. Pitting corrosion 3. Importance and contributions Material selection is a complex decision-making process involving the consideration of different parameters. In many cases, a material is selected by considering parameters including corrosion resistance, mechanical strength, and cost. Many inexperienced engineers may select the best material that satisfies the abovementioned requirements, even though it may not be available in the market. Therefore, engineers and valve suppliers must consider the availability of a material in the market. This case study also aims to prevent bearing failure owing to corrosion and mechanical loads during valve operation. Valve bearing failure could have many negative consequences including stem deflection or buckling because of loads, jeopardizing the sealing between the stem and the stem seals, and causing problems in valve operation. Thus, the main contributions of this study are selecting a proper material for valve stem bearings to prevent damage to the valve stem because of applied loads mainly from the valve operator and preventing stem leakage and problem during valve operation. 4. Audience This case study should be of interest to students and engineers engaged in material, mechanical, piping, and oil and gas engineering. 5. Case study This case study focuses on titanium butterfly valves in a large offshore project. It uses 50–100 titanium butterfly valves with sizes of 400 –3000 with pressure class of 150 (i.e., pressure nominal of 20 bar). The project specification required titanium bearings with Teflon lining for these valves. The valve supplier raised the concern that it is not possible to find titanium bearings in the market. Typically, the internal parts of valves should have minimum corrosion resistance to the valve body as they are in contact with the fluid service. However, the bearing is not a component that is always in contact with the fluid service, unlike the valve body; therefore, it is possible to select a material with lower corrosion resistance for the valve bearing compared to titanium. In this case, the valve manufacturer and end user decided to use Hastelloy C276 instead of titanium for the bearings. Hastelloy C276 has lower corrosion resistance compared to titanium; however, it provides very high corrosion resistance to sea water service. The second concern was related to the proper adhesion of Hastelloy C276 to the PTFE lining. The PTFE lining is applied to the metallic bearing to prevent friction, wear, and galling between the stem and the bearing. The valve supplier performed a spinning test in which the Hastelloy C276 bearing with PTFE lining was rotated around the valve stem many times to simulate the friction between the bearing and the stem during valve operation and stem rotation. The 261 262 Case studies of material corrosion prevention for oil and gas valves experiment revealed good and strong bonding and adhesion between Hastelloy C276 and the PTFE lining. Therefore, the use of Hastelloy C276 with PTFE lining instead of a titanium bearing with PTFE lining is acceptable. 6. Expected results and deliverables Titanium butterfly valves are widely used in offshore environments for corrosive sea water service. Hastelloy C276 provides very high corrosion resistance against sea water; therefore, it was selected for the bearing of valves in sea water service instead of titanium bearings. The internal part of Hastelloy C276 was lined with Teflon to prevent wear and friction between the bearing and the stem. A test was performed to ensure strong bonding between the metallic (Hastelloy C276) and nonmetallic (Teflon) part of the valve bearing. 7. Conclusion A valve stem bearing prevents sideways or upward movement of the stem. The material selection of the bearing is typically performed by considering parameters like the mechanical strength and corrosion resistance. However, the availability of a material in the market generally plays an important role in material selection, especially for bearings in this case. In one offshore project, titanium bearings were not available in the market for titanium butterfly valves in sea water service. Thus, the valve manufacturer and end user of the project decided to use Hastelloy C276 for the bearing of the valve. Hastelloy C276 was lined with Teflon and subjected to a test in which the bearing was spun around the stem many times to check the adhesion between the PTFE and the metallic bearing. This test was aimed at ensuring that the Teflon part of the bearing is not removed by the rotary motion of the valve stem. The removal of the Teflon part of the bearing can cause friction, galling, and wear between the valve stem and the bearing. The experiment revealed good and strong bonding and adhesion between Hastelloy C276 and the PTFE lining. Case study 7.4. Hardfacing material selection for industrial valves in sea water service 1. Introduction Hardfacing is defined as a method for improving the wear resistance of a base metal or substrate by depositing hard-facing alloys like tungsten carbide or Stellite. In fact, hardfacing is a metal working process in which a harder material is applied on a core metal through various processes such as weld overlay, spray, or laser to prevent the risk of Pitting corrosion erosion, galling, and wear of the core metal. Galling is defined as adhesive wear between the surfaces of two metals. Hardfacing prevents cavitation in industrial valves. Cavitation can be considered a type of metal erosion in which the pressure of a liquid decreases below its vapor pressure. This makes the gas bubbles vaporize from the liquid in a process called flashing. The bubbles recover the pressure and collapse firmly in a way that creates pressure waves. Consequently, the pressure waves damage valve components like the body and internals. Different tests, such as a hardness test, corrosion test, adhesion test, nondestructive test, metallographic examination on the core material, thickness test, should be performed on hardfacing applied materials to ensure that the hardfacing material and its application process are free from defects and flaws. The internal parts of the valve, like the seat and closure member, are in constant contact during valve operation, cause wear and galling; therefore, it is important to apply hardfacing materials on the valve closure member and seats or at least on their contact surfaces. A closure member refers to a valve part, such as a ball, disk, gate, or plug that is positioned in the flow stream to permit or prevent the flow. Stellite 6 and 21 are popular hardfacing cobalt alloys used in the valve industry, especially for wedge gate, globe, and butterfly valves. Stellite 6 is more common than Stellite 21 in the valve industry based on the present author’s experience. Stellite 6 as a clad layer is harder than Stellite 21; therefore, Stellite 6 likely has higher erosion resistance compared to Stellite 21. However, the friction and galling between contact surfaces made of Stellite 6 are higher than those on surfaces made of Stellite 21 and fractioning against each other. Stellite 6 is a cobalt alloy containing, on average, 55% cobalt, 30% chromium, 5% tungsten, 1.5% carbon, 3.5% nickel, 1.5% silicon, and 3.5% iron. The hardness of Stellite 6 is in the range of 36–45 HRC. Stellite can be used as a solid material rather than hardfacing. For example, instead of having a 22Cr duplex seat with 1.6-mm final thickness of Stellite 6 weld overlay after machining in a wedge gate or a globe valve, solid Stellite can be selected as the material of the seat. However, using solid Stellite valve internals is not popular based on the author’s experience in various projects. Fig. 7.12 illustrates a wedge gate valve in both open and closed positions. The disk and seat surfaces are in contact and friction against each other when the valve is in the closed position. Thus, 1.6-mm Stellite 6 is weld overlaid on the seats and disk contact surfaces. A wedge gate valve is a type of valve used for stopping and starting a fluid. Erosion and galling of the valve internals, including the disk and seat, can cause internal leakage from the valve and jeopardize the sealability of the valve. Fig. 7.13 illustrates a ball valve in open and closed positions on the left and right sides, respectively. The ball of the valve is in contact and friction with the seat; therefore, it is common to apply tungsten carbide on the whole ball and seat surfaces or on only the ball and seat contact surfaces to mitigate galling and erosion. Tungsten carbide is harder and more erosion-resistant compared to Stellite. As its name implies it includes tungsten and carbide atoms. It is much stronger compared to steel and is typically applied on a metal 263 264 Case studies of material corrosion prevention for oil and gas valves Stem Handwheel (activator) Yoke Gland follower Bonnet Disc (gate) Body (a) Closed (b) Open Fig. 7.12 A wedge gate valve in closed and open positions. (Photo by author.) Fig. 7.13 A ball valve in closed and open positions. (Photo by author.) Seat Pitting corrosion surface by a thermal spray method called high-velocity oxygen fuel (HVOF). This process applies large kinetic energy to the powder particles. The final thickness of tungsten carbide is much lower than that of Stellite and could be 400 μm after grinding and polishing. Tungsten carbide hardfacing should be machined and polished to reach a surface roughness of 0.8 μm. Tungsten carbide is used for hardfacing in ball and through conduit gate valves when the valve seat is metallic, as a result of which metal-to-metal (MtM) contact occurs between the valve seats and the ball or disk. Therefore, tungsten carbide is not applied to ball valve internals have a soft seat because these do not cause galling and wearing on the ball contact surfaces. The main concern in this case study is that both Stellite and tungsten carbide are at the risk of pitting corrosion in sea water service; therefore, alternative hard facing materials shall be selected for the valves operated in sea water. 2. Aim and objectives This case study aims to prevent pitting corrosion of Stellite and tungsten carbide hardfacing materials for industrial valves in sea water service. Toward this end, the following objectives should be achieved: • Explain the applications and essence of hardfacing alloys for industrial valves. • Provide some general information about the chemical composition and properties of Stellite and Tungsten carbide. • Find alternative hardfacing materials suitable for sea water service according to industrial experiences. 3. Importance and contributions Damage to hardfacing materials owing to corrosion or other reasons leads to damage to the valve internals owing to wear and galling as well as internal leakage of the valves. Damage of valve internals, especially in the offshore oil and gas industry, is very costly from an operational viewpoint, and it requires time-consuming and expensive maintenance. Because the valves in this case study are operating with sea water service, stoppage of sea water piping fluid flow because of valve maintenance does not lead to oil and gas production loss necessarily. Internal valve leakage causes an inefficient operating system that can affect the piping systems’ pressure, temperature, flow, and velocity. Thus, the prevention of the corrosion of hardfacing materials in sea water is important and has following contributions: - Preventing the valve internal leakage - Avoiding costly maintenance on the valve internals during operation - Minimizing the risk of damage to valve internals owing to galling, wear, and erosion - Preventing inefficient process operating system 265 266 Case studies of material corrosion prevention for oil and gas valves 4. Audience This case study should be of interest to students and engineers engaged in material and corrosion, piping, valves and mechanical, oil and gas, marine and petroleum, and, finally, safety and reliability engineering. 5. Case study Different types of valves like gate, globe, butterfly, and ball valves are used in sea water services. Both tungsten carbide and Stellite suffer pitting and cracking corrosion in sea water service; therefore, alternative hardfacing materials must be selected for the valves in sea water services. In this case study, the valve bodies and internals for sea water service are made of titanium and super duplex. Super duplex gate, globe, and butterfly valve internals are hard-faced with Stellite if the valve is not used in sea water service. Super duplex ball valve internals are hard-faced with tungsten carbide in non-sea water services. Stellite or tungsten carbide is not commonly applied on titanium. In fact, titanium is hardened with nitride for wear resistance in sea water service. Nitriding is a thermochemical heat treatment process in which nitrogen is introduced into the outer surface of titanium alloy. A thin surface layer of titanium nitride is formed on titanium; it provides very high hardness (as high as 900–1100 Vickers hardness). Two materials are proposed for the hardfacing of super duplex valve internals in sea water service: Ultimet and Triballoy. Ultimet (UNS R31233) is a cobalt alloy like Stellite 6 that provides very good wear resistance. It contains other compounds like chromium, nickel, molybdenum, iron, and tungsten. It was experienced that overlaying this material is not as easy as applying Stellite 6 for valve manufacturers. The sufficient adhesion of Ultimet with the core material can be a challenge in some cases, leading to the removal of the weld overlay after some years of operation. This type of overlay is very common for 25Cr duplex valves in sea water services in the Norwegian offshore industry. Tribaloy alloys with either nickel or cobalt have been developed for applications with extreme wear, high temperature, and corrosive media. As noted before, this material is a good alternative for Stellite in sea water services. Tribaloy 800 is a cobalt-chromiummolybdenum alloy with high erosion, corrosion and galling resistance. Tribaloy 800 contains minimum 50% cobalt, 17.5%Cr, and 28.5%Mo. The high amount of molybdenum in Tribaloy 800 increases the resistance of this material against pitting corrosion associated with seawater services. 6. Expected results and deliverables It is expected that 25Cr super duplex gate, ball, globe, and butterfly valves are hard-faced by Ultimet or Triballoy on valve internals including seats and closure members in sea Pitting corrosion water service, and Stellite or tungsten carbide are not used. The titanium body and internal valves are hardened by nitrogen through a nitriding process if hardening is required. 7. Conclusion Hard-faced alloys like Stellite or tungsten carbide are used for the valve internals to prevent erosion, wear, galling, and cavitation. However, both tungsten carbide and Stellite suffer pitting corrosion and cracking in sea water services. This case study introduces a couple of hardfacing alloys, Ultimet and Tribaloy, for the valve internals in sea water service. Two types of materials are used for valves in this case study for sea water services: super duplex, which is applicable for less-corrosive sea water services with a maximum operating temperature of 20 °C, and titanium for corrosive sea water service with operating temperatures above 20 °C. The internals of 25Cr super duplex body valves are 25Cr super duplex and those of titanium valves are titanium. Ultimet or Tribaloy hardfacing are used for hardfacing the 25Cr super duplex valve internals. However, hardfacing of titanium in sea water is performed by applying nitrogen to the titanium surface through a thermochemical heat treatment process called nitriding. Questions and answers 1. Select the incorrect sentence regarding pitting corrosion and its prevention? A. Pitting corrosion is a type of localized corrosion that can be caused by sea water. B. One of the most important strategies to prevent pitting corrosion is to select a suitable material. C. The mechanism of pitting corrosion is more similar to that of sweet corrosion rather than that of crevice corrosion. D. Pitting corrosion requires a vulnerable material and corrosive environment without any need for applied or residual stress. Answer: Options A, B, and D are correct. Option C is wrong because pitting corrosion is a localized type of corrosion whereas sweet or carbon dioxide corrosion is a type of uniform corrosion; therefore, these two types of corrosion have different mechanisms. 2. Which spring material is proposed for corrosive sea water service? A. Inconel 718 B. Inconel X750 C. Elgiloy D. Stainless steel 316 Answer: Option C is correct. 3. Which sentence is correct regarding the spring application and material for the valves in sea water services? A. Spring is only applicable for check valves. B. Inconel 625 can be considered as a spring for titanium body valves. 267 268 Case studies of material corrosion prevention for oil and gas valves C. Hastelloy C276 is a suitable spring material for corrosive sea water service. D. Titanium grade 2 is a more suitable spring material than titanium grade 5 for titanium body valves in sea water service. Answer: Option A is wrong as a spring can be used for ball and through conduit gate valves. Option B is wrong as Inconel 625 is not suitable for titanium body valves (see Table 7.3). Option C is correct. Option D is wrong as titanium grade 5 is more suitable than titanium grade 2 because of its higher mechanical and fatigue strength. 4. Which sentence is correct regarding the stem bearing material selection in sea water service? A. Stem bearing is a completely metallic component without any nonmetallic section. B. Titanium bearing is the preferred choice of bearing material for titanium body valves. C. Availability of material is not a concern for bearing material selection for titanium body valves in sea water service in the last case study. D. Super duplex bearing could be selected for titanium body valves in sea water services. Answer: Option A is wrong because the bearing has a nonmetallic lining that could be made of Teflon to prevent friction and fretting corrosion between the bearing and the stem. Option B is correct. Option C is wrong because material availability is a concern for bearing material selection in sea water service (see Case study 7.3). Option D is wrong; super duplex is considered weak for bearings in corrosive sea water compared with titanium valves. Titanium and Hastelloy C 276 are two types of bearing materials proposed for sea water services where a titanium valve is used. 5. The stem bearing is typically lined with Teflon or PTFE. Which property of bearing is improved by using a nonmetallic linear? A. Mechanical strength B. Pitting and crevice corrosion resistance C. Wear, galling, and fretting corrosion resistance D. Availability of material Answer: Option C is correct. The PTFE lining on the valve bearing prevents wear, galling, and fretting corrosion between the bearing and the stem. 6. What type of hardening material is required for the internals of a valve made fully of titanium? A. Nitrogen for nitriding B. Tungsten carbide C. Stellite D. Ultimet Answer: Option A is correct. Pitting corrosion Further reading American Petroleum Institute (API), Specification for Pipeline and Piping Valves, twenty-fourth ed., API 6D, Washington, DC, 2014. American Society of Mechanical Engineers (ASME) B31.3, Process Piping, 2012. New York, NY. American Society of Mechanical Engineers (ASME) B16.34, Valves- Flanged, Threaded and Welding End, 2004. New York, NY. N. Bensalah, Pitting Corrosion, Intechopen, Rijeka, Croatia, 2012. ISBN: 978-953-51-0275-5. D.W. Green, R.H. Perry, Perry’s Chemical Engineering Handbook, eighth ed., McGraw-Hill Education, 2008. Haynes International, Ultimet Alloy, Principal Features, 2015, Available: http://www.haynesintl.com/ alloys/alloy-portfolio_/Corrosion-resistant-Alloys/ULTIMET-alloy.aspx. (accessed 29 November 2021). Y. Mahajan, D.V. Moghe, R. Peshwe, Failure analysis of engine valve spring, Int. J. Eng. Res. Technol. 3 (2014) 5. B. Nesbitt, Handbook of Valves and Actuators, first ed., Elsevier, New York, USA, 2007. NORSOK M-001, Material Selection, fifth ed., 2014. Lysaker, Norway. NORSOK L-001, Piping and Valves, fourth ed., 2017. Lysaker, Norway. K. Sotoodeh, Cavitation in globe valves and solutions, Valve World Mag. 21 (03) (2016) 32–36. K. Sotoodeh, Application of hard facing alloys for valves, Valve World Mag. 24 (8) (2019) 63–64. K. Sotoodeh, Nickel aluminium bronze vs titanium sea water system valves, Stainless Steel World Mag. 31 (2019) 53–55. K. Sotoodeh, Why are butterfly valves a good alternative to ball valves for utility services in the offshore industry? Am. J. Ind. Eng. 5 (1) (2018) 36–40, https://doi.org/10.12691/ajie-5-1-6. 269 CHAPTER 8 Galvanic corrosion Case study 8.1. Galvanic corrosion between valve stem and graphite packing for valves in sea water service 1. Introduction Galvanic corrosion, also called dissimilar metal corrosion or electrolytic corrosion, occurs when a metal or alloy is electrically coupled to another metal or conducting nonmetal in the same electrolyte. When dissimilar metals are electrically coupled and form galvanic coupling, the corrosion of the metal with less corrosion resistance or higher activity increases, and it becomes an anode, whereas the corrosion of the metal with more corrosion resistance decreases, and it becomes a cathode. The driving force for corrosion is the developed electrical potential difference between these two dissimilar materials. Various factors or variables affect the severity of galvanic corrosion. The first factor is the type of joint. Galvanic corrosion can occur between different joints like welded or fastened (i.e., with bolts and nuts) joints or two metals that are in contact with each other without any welded or threaded connection. The second factor is the geometry of joints. For example, the surface area between two dissimilar metals or the ratio of the cathodic to the anodic area strongly influences the galvanic corrosion intensity. The larger the cathode is compared to the anode, the more severe is the corrosion caused in the anode. In fact, from the viewpoint of corrosion prevention, the most favorable solution is a very large anode connected to a very small cathode. The distance between the anode and the cathode can be considered a part of the geometry of joints; a smaller distance between the anode and the cathode causes more serious galvanic corrosion. Surface shapes and conditions are other factors associated with the geometry and joints that can affect galvanic corrosion. Environment process parameters influence the severity of galvanic corrosion. A higher oxygen concentration, lower pH, higher temperature, better conductivity, and higher corrosivity of electrolyte increase the rate of galvanic corrosion. The fourth factor is the electrode potential. Different metals have different electrical potentials, and a higher electrical potential difference between two metals leads to more severe and a higher rate of galvanic corrosion. Fig. 8.1 illustrates galvanic corrosion owing to the contact between iron and copper. The galvanic table indicates that iron is anodic with respect to the copper; therefore, it suffers corrosion in contact with copper in an electrolyte environment. As shown in the figure, the anode area, including the three circular iron pieces, is much smaller than the copper cathode area; therefore, iron is corroded rapidly. A galvanic table (see Fig. 8.2) lists metals based on the order of their relative activity in an electrolyte environment. Case Studies of Material Corrosion Prevention for Oil and Gas Valves https://doi.org/10.1016/B978-0-323-95474-7.00004-4 Copyright © 2022 Elsevier Inc. All rights reserved. 271 272 Case studies of material corrosion prevention for oil and gas valves Fig. 8.1 Galvanic corrosion of three circular iron parts indicating holes and pits on metal surface. (Photo by author.) Anodic or active metals like magnesium, zinc, and aluminum that easily undergo corrosion appear at the top of the table. Cathodic or least active metals like graphite, gold, and silver appear at the bottom. In fact, the metals appearing at the bottom are noble metals with higher electrical potential values. Various approaches are available to prevent galvanic corrosion: • Select materials with similar or close electrical potentials • Provide electrical isolation between two metals by applying insulation • Isolate dissimilar metal couplings from the electrolyte (fluid service) • Apply coating to both metals; the coating should be in good condition and should not suffer corrosion as this could worsen galvanic corrosion • Separate two metals by placing a suitable spacer between them • Install a sacrificial anode (i.e., third metal) on both metals • Add corrosion inhibitor to environment in which galvanic coupling is located • Avoid threaded joints as much as possible 2. Aim and objectives This case study aims to prevent galvanic corrosion of super duplex butterfly valve stems that are in contact with graphite packing in sea water service. This case study does not consider titanium valves with titanium stems owing to the corrosion resistance of titanium in sea water service. Toward this end, the following objectives must be achieved: • Understand the mechanism of galvanic corrosion and the factors affecting its severity • Briefly explain the galvanic series and table • Address cases in which graphite stem packings are used for butterfly valves in sea water service • Highlight risk of galvanic corrosion between graphite packing and stem of butterfly valves in sea water services Galvanic corrosion 0.2 0 -0.2 -0.4 Volts v SCE -0.6 -0.8 -1.0 -1.2 -1.4 -1.6 Magnesium Zinc Beryllium Aluminium alloys Cadmium Mild steel & Cast iron Low alloy steel Austenitic cast iron Aluminium bronze Naval brass, yellow brass & red brass Tin Copper 50/50 lead tin solder Admiralty brass, aluminium brass Manganese bronze Silicon bronze Stainless steel - grades 410, 416 Nickel silver 90/10 copper nickel 80/20 copper nickel Stainless steel - grade 430 Lead 70/30 copper nickel Nickel aluminium bronze Nickel chromium alloy 600 Nickel 200 Silver Stainless steel - grades 302, 304, 321 & 347 Nickel copper alloys - 400, K500 Stainless steel - grades 316 & 317 Alloy 20 stainless steel Nickel iron chromium alloy 825 Titanium Gold, platinum Graphite LEAST NOBLE - ANODIC MOST NOBLE - CATHODIC Fig. 8.2 A galvanic table. • Highlight various general approaches to prevent galvanic corrosion • Provide solutions to prevent galvanic corrosion between packing and stem of valves in sea water services 3. Importance and contributions The galvanic corrosion of the valve stem in sea water service leads to the leakage of sea water from the valve to the environment. Such leakage does not have a negative environmental impact like pollution, fire, or explosion. However, it increases operational 273 274 Case studies of material corrosion prevention for oil and gas valves costs owing to the loss of sea water and reduces the water pressure in the system. Therefore, the prevention of galvanic corrosion would avoid additional operational costs and flow assurance problems. Reducing the pressure in the piping system is important for engineers working in process departments. 4. Audience This study should be of interest to engineers and students engaged in material and corrosion, mechanical and valve, oil and gas or petroleum, and offshore oil and gas engineering. Material selection strongly influences the safety and reliability of components like industrial valves; therefore, this case study should also be of interest to safety and reliability engineers. 5. Case study Previous chapters have noted that wafer-type butterfly valves are a common choice for sea water service in the Norwegian offshore industry for both fluid stop/start and control. A wafer-type valve has a flangeless design; this affords advantages such as reduced size, weight, and cost. Most valves are made of exotic materials like super duplex and titanium; therefore, cost reduction is greatly beneficial from engineering valve design and selection viewpoints. One end user of an offshore project raised concerns about the possibility of galvanic corrosion in super duplex butterfly valves in sea water service. In this case, the 25Cr super duplex valve stem was in contact with three graphite packing rings. In the galvanic series, graphite has the highest nobility, that is, its nobility is higher than that of metals like silver, gold, and platinum. A graphite packing or stem sealing is used to prevent the leakage of fluid (i.e., sea water) from the stem area to the environment. Although a graphite stem sealing is very popular in the valve industry owing to the chemical, corrosion, and fire resistance of graphite, engineers and metallurgists note that metal in sea water service can suffer galvanic corrosion because of contact with graphite. The constant contact of graphite stem seals or packings with a super duplex stem in the presence of corrosive media like sea water acts as an electrolyte and can cause galvanic corrosion. Because titanium has higher nobility than stainless steel and exhibits excellent corrosion resistance against sea water, material and valve engineers in this project concluded that galvanic corrosion could not occur between titanium and graphite in sea water service; even if it would, it would not be a concern. Thus, titanium valves are not considered in this case study. Different types of corrosion can occur because of the contact of graphite with the valve stem. The contact of the graphite packing with the 25Cr super duplex stem can cause not only galvanic corrosion but also crevice and pitting corrosion of the stem. Fig. 8.3 illustrates a 25Cr super duplex valve stem and three graphite packing layers Galvanic corrosion Stem Packing and Stem Gap (Risk of Crevice Corrosion due to sea water) Fig. 8.3 Possibility of crevice and pitting corrosion on stem because of gap between bottom packing and valve stem. (Photo by author.) around it. The two packing layers at the top are in tight contact with the valve stem, whereas the one at the bottom is not in contact with the stem. The first concern regarding the bottom packing is the potential leakage of sea water fluid service from it. The second concern is that sea water can be trapped in the gap and cause crevice corrosion on the stem. Crevice corrosion could worsen into pitting corrosion. More information about crevice and pitting corrosion is provided in Chapters 6 and 7, respectively. Galvanic corrosion could also occur at the bottom. In this case, the graphite packing acts as a cathode owing to its nobility, and it corrodes the 25Cr super duplex stem that serves as the anode at the areas of contact between the anode and the cathode in the presence of sea water as the electrolyte. In this electrochemical galvanic corrosion process, the super duplex stem loses electrons and corrodes as an anode. 6. Expected results and deliverables Four different solutions are proposed for stem packing to prevent galvanic corrosion. Butterfly valves with a 25Cr super duplex stem and body in sea water service are expected to be designed and delivered as per the proposed packing solutions: 1. Low-purity graphite The quality of graphite influences the leakage rate and sealability. The graphite should have a minimum purity of 98%, and impurities like chloride and sulfur should be limited. The chloride content in the packing should be reduced to a maximum of 275 276 Case studies of material corrosion prevention for oil and gas valves 50 parts per million (ppm), because a higher concentration can produce hydrochloric acid that causes corrosion. Further, the sulfur content should be below 700 ppm; otherwise, the sulfur can easily oxidize to sulfur oxide and escape from the packing, causing the loss of packing volume and tightness. In addition, it is important to size the graphite packing accurately with a smooth internal diameter to provide good and crevice-free contact with the stem and avoid excessive friction with the stem. Excessive friction between the packing and the stem can cause a high force during valve operation, damage the packing, and cause fluid leakage from the valve stem area. 2. Flexible graphite packing usage Using a graphite foil or flexible graphite with low chloride or sulfur concentrations reduces the chance of crevice, pitting, and galvanic corrosion on the stem material. A graphite foil can reduce the risk of corrosion because graphite is flexible and could fill in the crevices, thereby preventing trapped holes between the graphite and the stem. Fig. 8.4 shows flexible graphite with the trade name Sigraflex. 3. Using Teflon packing Teflon packing (see Fig. 8.5) is proposed as an alternative to graphite. Its use has some advantages and disadvantages. The main advantage of polytetrafluoroethylene (PTFE) or Teflon packing is that this material can be deformed much more easily compared to graphite and can fill in the gaps and surface irregularities on the stem; therefore, it can greatly reduce the risk of crevice, pitting, and galvanic corrosion. Further, the PTFE stem packing has a selflubrication property that can eliminate wear with the stem. Therefore, less force may be required for valve operation with Teflon packing compared to graphite packing. However, using a PTFE stem seal poses some challenges with regard to the fire-safe design and functionality of industrial valves during fire. First, PTFE is not an electrical conductor. During valve operation, the friction between the soft seat and the valve Fig. 8.4 Flexible graphite (Sigraflex). (Photo by author.) Galvanic corrosion Fig. 8.5 PTFE packing. (Photo by author.) closure member (e.g., ball or gate) can generate static electricity. Static electricity can cause spark and fire hazards. To avoid these hazards, the valve should be designed so as to release static electricity through the path between the valve closure member, stem, and body. PTFE packing between the stem and the body can prevent the release or discharge of static electricity from the valve and thereby not to prevent a spark and fire. From the viewpoint of fire safety design, the internal and external leakage of the valve in case of a fire should be controlled. The amount of leakages is tested according to some American Petroleum Institute (API) standards like API 607 and API 6FA as well as International Organization for Standardization (ISO) standards like EN ISO 10497. PTFE is not a fire-resistant material and can easily and quickly melt in case of fire; by contrast, graphite is a fire-resistant material. Thus, the amounts of external leakage from the valve stem of a couple of valves with the same size, pressure class, and design but with two different types of packing—PTFE (Teflon) and graphite—are not identical. In fact, a PTFE stem packing suffers more leakage than a graphite packing in case of fire because it is not fire resistant. There are questions over whether a butterfly valve in sea water service requires a fire-safe design considering that it handles sea water, which cannot cause fire and explosion. However, although this valve does not handle a flammable liquid, it should be designed in consideration of fire safety requirements. The source of a fire could be an external fire rather than an internal one. If the valve does not meet fire safety requirements, sea water can leak from it and significantly reduce its flow capacity. Sea water service could be used for cooling or for extinguishing a fire. Therefore, extensive sea water leakage from butterfly valves in case of fire owing to the use of Teflon stem sealing could have various consequences. First, sea water might not provide the required cooling temperature if it is used as a cooling medium. Second, the pressure and amount of sea water supplied to extinguish the fire 277 278 Case studies of material corrosion prevention for oil and gas valves may not be sufficient. Therefore, Teflon packing is not a good choice for a fire-safe design, and further tests are required. 4. Isolation of graphite packing In this case study, the graphite packing in butterfly valves is isolated. In fact, three graphite packing rings are isolated from the sea water flow by using a lip seal under the bottom packing ring, as illustrated in Fig. 8.6. In this figure, the golden-yellow gland flange provides the required force on the packing rings for sealing. In fact, the gland flange exerts an axial force on the packing rings, and this force is converted into a lateral force for sealing. A lip seal contains two parts: a white external Teflon layer is shown in the picture, and a metallic spring inside the PTFE ring provides the required force for sealing the lip seal. The disadvantage of this solution is that an extra groove needs to be machined on the internal part of the valve body to insert the lip seal. A groove in 25Cr super duplex material is at risk of crevice corrosion; however, this is not a major risk because the crevice is made of a corrosion-resistant alloy (CRA), and crevice corrosion is severe in non-CRAs like carbon and low-alloy steels. Chapter 6 provides more information about crevice corrosion in the grooves machined inside valve bodies. The other disadvantage of this extra machining is that extra work must be performed in the valve production and manufacturing process, and this can increase the valve delivery time. The other challenge related to machining a groove to insert a lip seal is that the groove should be very smooth and have low roughness to ensure that no leakage can occur from the lip seal toward the graphite packing rings. In fact, the grooves for inserting the lip seal should be smoother and have less roughness compared to those for O-rings considering the fact that the lip seal Three graphite rings Gland flange Lip seal Fig. 8.6 Isolation of three graphite rings from sea water by using a lip seal ring at bottom of graphite rings. (Photo by author.) Galvanic corrosion does not have the flexibility of O-rings to fill in the gaps and irregularities inside the metallic materials. Note: The isolation of the graphite packing solution was considered in one project, and pure graphite rings with very low impurity as per solution #1 without isolation were used in another project. 7. Conclusions Galvanic corrosion occurs between two metals or between one metal and one nonmetal with different electrical potentials in an electrolyte environment. Different factors affect galvanic corrosion, like the type and geometry of joints between two dissimilar metals, environmental process parameters, and electrical potential of the two metals. Various approaches are available for mitigating galvanic corrosion, like isolating the two metals from each other, selecting similar materials or materials with close electrical potentials, or adding a corrosion inhibitor. This case study addresses galvanic corrosion between the graphite packing and the stem of butterfly valves made of 25Cr super duplex in sea water service. Different approaches are proposed for mitigating galvanic corrosion, such as reducing impurities like chloride and sulfide in the graphite packing, using graphite packing with a smooth surface and accurate internal diameter that matches the external diameter of the valve stem, using flexible graphite to fill in the crevices, and isolating the graphite packing rings from sea water by using a lip seal ring layer. The last solution was applied for the butterfly valves in sea water service in this case study. Case study 8.2. Galvanic corrosion between valve stem and stem key 1. Introduction A valve stem is a pressure-containing component that transfers loads from the valve gear box or actuator to the valve internals to close and open the valve or vice versa. A valve stem is generally made of a CRA with high mechanical strength and corrosion resistance. When the valve gear box or actuator are installed on top of the valves, the open or closed state of the valves can be distinguished. Fig. 8.7 illustrates a position indicator installed on top of an actuator; it indicates that the valve is in the open position. Fig. 8.8 illustrates a gear box installed on top of the valve that is in the “Shut” or closed position. The gear box is colored red, indicating that the butterfly valve connected to it is used to handle the fire water service. Fire water is used to extinguish a fire in the plant. A gear box or actuator may be removed from top of the valve for maintenance or any other reason when the valve is connected to the piping and under operation. In this case, 279 280 Case studies of material corrosion prevention for oil and gas valves Fig. 8.7 Position indicator on the of actuated valve indicating open position. (Photo by author.) Fig. 8.8 A gear box installed on butterfly valve indicating shut or closed position. (Photo by author.) it is not possible for the valve operator or other personnel who are working with the valves to know the position of the valve. Therefore, one or two grooves are machined inside the valve stem, where one or two bars called stem keys are installed. Stem keys are commonly used in quarter-turn valves like ball and butterfly valves. Quarter-turn valves are those that are opened and closed by the 90 degrees rotation of the valve stem and Galvanic corrosion Stem key Stem Fig. 8.9 A butterfly valve during pressure test with stem and stem key highlighted. (Photo by author.) closure member. Fig. 8.9 illustrates a manually operated butterfly valve during a pressure test without any gear box. A stem key is installed in the groove machined in the stem. The stem groove indicates the direction of the disk inside the valve. In fact, the direction of the valve disk is parallel to the stem groove. Therefore, the valve is slightly open in this case considering the location of the stem key on the stem. The maximum allowable stem torque/thrust (MAST) is defined as the maximum torque/thrust that can be applied to the valve train without risk of damage, as defined by the valve manufacturer/supplier. MAST depends on the mechanical strength of both the stem and the stem key. Thus, the stem key should also be made of a material with high mechanical strength. In addition, the stem key should be made of the same material as the valve stem to prevent galvanic corrosion, especially in offshore environments. 2. Aim and objectives This case study aims to prevent galvanic corrosion of the valve stem key that is in contact with the stem in the corrosive offshore environment. Toward this end, the following objectives must be achieved: • Understand the mechanism and risk of galvanic corrosion between the valve stem and the stem key in offshore environment • Provide a solution to prevent galvanic corrosion between the stem and the stem key of valves in offshore environments 281 282 Case studies of material corrosion prevention for oil and gas valves 3. Importance and contributions Galvanic corrosion of the valve stem key can affect the mechanical strength and resistance of the valve stem against the operational loads applied by the gear box or actuator. The corrosion and failure of the stem key could be more severe if the valve is operated by a pneumatic or hydraulic actuator because such actuators apply higher forces to the valve stem. If the valve stem fails because of galvanic corrosion of the stem key or another reason, the valve could become inoperable. If the valve cannot be operated, it fails to function. The main function of stem-containing valves is to control, stop, or start the fluid flow. If the flow fluid is not controlled properly owing to valve malfunction, it can cause flow assurance problems and jeopardize the safety and reliability of the process and piping systems. For example, a valve should be opened to let the oil move in the production line, and it cannot be opened. This means both loss of production and flow assurance problem at the same time. Overall, galvanic corrosion in the stem key has negative consequences such as failure of valve to function and jeopardizing the flow assurance and process safety in piping systems connected to the failed valve. 4. Audience This case study should be of interest to engineers and students engaged in material and corrosion, mechanical and valve, and oil and gas or petroleum engineering. This case study is mainly aimed at material and valve engineers. The malfunction of such valves could be an interesting topic for engineers engaged in safety and reliability. Stem key Fig. 8.10 Galvanic corrosion on stem key of a ball valve. (Photo by author.) Stem Galvanic corrosion 5. Case study Galvanic corrosion was observed in the stem key of a ball valve in a topside offshore project. Fig. 8.10 illustrates some rust and corrosion on the stem key of the ball valve made of AISI 4140. AISI 4140 is a chromium-molybdenum high-tensile strength low-alloy steel suitable for the stem key because of its high mechanical strength; however, it is a non-CRA. In fact, the corrosion resistance and nobility of this material are much lower than those of 22Cr duplex. Typically, the stem key is installed on the upper part of the stem where both the stem and the stem key are covered by the valve operator such as gear box or actuator. In this condition, the coupling between the stem and the stem key is entrapped by the valve operator and insulated from the corrosive offshore environment; therefore, galvanic corrosion cannot occur. However, the valve operator (gear box or actuator) may be removed from the top of the valve, as illustrated in the figure; therefore, the coupling between dissimilar metals like the 22Cr duplex stem and AISI 4140 stem key is exposed to the corrosive offshore environment that serves as an electrolyte. In this case, the stem key made of AISI 4140, a material with low nobility, corrodes. The main recommendation in this case to prevent galvanic corrosion is to make both the stem and the stem key from 22Cr duplex. 6. Expected results and deliverables This case study recommends selecting the same material for the valve stem and stem key to prevent galvanic corrosion, especially for valves operated in an offshore environment. For example, martensitic stainless steel type 13% chromium (Cr)-4% nickel (Ni), 22Cr duplex, 25Cr super duplex, Inconel 718, and titanium are used for the valve stems in offshore topside environments; then, the stem key should be made of the same material. However, an AISI 4140 stem key may be used for industrial valves onshore and in noncorrosive environments. 7. Conclusion This case study considers galvanic corrosion between a stem and stem key made of two dissimilar materials. The stem of the ball valve is made of 22Cr duplex, and the stem key is made of the low-alloy steel AISI 4140 having high mechanical strength. The corrosion of the AISI 4140 stem key was observed after a period of valve operation in the offshore environment, especially when the valve operator was removed from the valve for maintenance. The offshore environment is corrosive, and it acts as an electrolyte owing to its chloride content. Galvanic corrosion likely does not occur between dissimilar stem key and stem materials when the valve operator (gear box/actuator) is installed on top of the valve. In fact, the coupling of the stem and stem key is isolated from the corrosive offshore 283 284 Case studies of material corrosion prevention for oil and gas valves environment (electrolyte) when the valve operator is installed on top of the valve in normal operating conditions. However, the valve operator may be removed from the top of the valve for maintenance or any other reason that causes the risk of galvanic corrosion between the stem and the stem key. Thus, this case study recommends selecting the same material for the valve stem key and stem to prevent galvanic corrosion in offshore environments. Questions and answers 1. Select the correct statement about galvanic corrosion? A. Another name for galvanic corrosion is similar metal corrosion. B. A larger cathode area compared to the anode area can intensify the galvanic effect and corrosion. C. The geometry and type of joint between two metals do not affect the severity of galvanic corrosion. D. Contact between duplex stainless steel and carbon steel in electrolyte environment causes duplex galvanic corrosion. Answer: Option A is wrong because the other name for galvanic corrosion is dissimilar metal corrosion. Option B is correct. Option C is wrong as both the geometry and type of joint between two metals affect galvanic corrosion. Option D is wrong because carbon steel is a more active metal than duplex stainless steel; therefore, in the coupling between them in an electrolyte environment, carbon steel is the anode and it gets corroded. 2. Which sentence is not correct regarding the galvanic series and table? A. The natural differences in metallic electrical potentials produce galvanic differences and corrosion. B. The further apart the metals are in the galvanic series and table, the higher are the effect and rate of galvanic corrosion. C. The more active metal is the cathode, and it is the one that corrodes. D. Isolation of two dissimilar metals from each other can stop galvanic corrosion. Answer: Option C is wrong because the more active metal is the anode, and it is the one that corrodes. All other options are correct. 3. Which kind of corrosion can happen between the graphite packing and a stem in 25 Cr super duplex for a valve operated in sea water? A. Crevice corrosion B. Pitting corrosion C. Galvanic corrosion D. All options are correct Answer: Option D is correct. Crevice corrosion can occur on the valve stem owing to the trapped sea water in the crevices and irregularities between the stem and the graphite packing. Crevice corrosion can intensify and cause pitting corrosion. In addition, graphite has high nobility, and in the presence of water as an electrolyte, it can cause Galvanic corrosion galvanic corrosion of the 25Cr super duplex valve stem. Thus, all three types of corrosion can occur. 4. Which option is not correct to mitigate/prevent galvanic corrosion between the graphite packing and stem of a duplex valve in sea water service? A. Reduce graphite impurities such as carbon B. Use lip seal at bottom of graphite rings to isolate them from sea water C. Use flexible graphite like graphoil D. Use O-ring instead of graphite packing for some valves Answer: Option A is wrong because carbon is not an impurity in graphite. Galvanic corrosion resulting from graphite can occur because of impurities like sulfur and chloride but not carbon. Options B and C are correct as these approaches have been proposed to mitigate galvanic corrosion. Option D is also correct because, instead of graphite, O-rings are commonly used for stem sealing in ball valves to prevent galvanic corrosion. 5. A valve stem in a topside offshore environment is made of 25Cr super duplex. Which condition can cause galvanic corrosion between the valve stem key and stem? A. The stem key is made of high-strength low-alloy steel; however, the stem and stem key are not in contact with the corrosive offshore environment owing to the installation of the gear box on top of the coupling between the stem and the stem key. B. The stem key is made of 25Cr super duplex. C. If the valve is a globe- or wedge-type gate valve. D. Combination of dissimilar materials of stem and stem key in contact with offshore environment because of various reasons such as removing the valve operator from top of the valve. Answer: Option A is wrong because galvanic corrosion cannot occur between the stem and stem key if they are enclosed by the valve operator and are insulated from the offshore environment. Option B is wrong because both the stem and stem key are made of the same material (i.e., 25Cr super duplex); therefore, galvanic corrosion cannot occur. Option C is wrong because globe and wedge gate valves are not quarter-turn valves and do not have a stem key. Option D is correct as it leads to the occurrence of galvanic corrosion. Further reading American Petroleum Institute (API) 6FA, Specification for Fire Test for Valves, third ed., 2011. Washington DC, USA. American Petroleum Institute (API) 607, Fire Test for Quarter-Turn Valves and Valves Equipped With Non-Metallic Seat, seventh ed., 2016. Washington, DC, USA. International Organization for Standardization (ISO) 10497, Testing of Valves—Fire Type-Testing Requirements, third ed., 2010. Geneva, Switzerland. Kruijer A., Exchanging elastomer knowledge. Shell company. Valve World Mag. 2009. Available at: https:// www.valve-world.net/pdf/vw10ce_emissions_shell.pdf. 285 286 Case studies of material corrosion prevention for oil and gas valves K. Sotoodeh, Packing solutions for butterfly valves in sea water services, Valve World Mag. 2015 (20) (2015, October) 48–53. K. Sotoodeh, Valve failures, analysis and solutions, Valve World Mag. 23 (11) (2018, December) 48–52. K. Sotoodeh, Why are butterfly valves a good alternative to ball valves for utility services in the offshore industry? Am. J. Ind. Eng. 5 (1) (2018) 36–40, https://doi.org/10.12691/ajie-5-1-6. K. Sotoodeh, Valve operability during a fire. American Society of Mechanical Engineers (ASME), J. Offshore Mech. Arctic Eng. 141 (4) (2019) 044001, https://doi.org/10.1115/1.4042073. Paper No. OMAE-18-1093. K. Sotoodeh, The importance of maximum allowable stem torque in valves, Springer Nature Appl. Sci. 1 (2019) 433, https://doi.org/10.1007/s42452-019-0445-0. CHAPTER 9 Erosion corrosion Case study 9.1. Erosion mitigation for industrial valves installed upstream and downstream of first stage separator on a topside platform 1. Introduction Erosion is a process by which individually separated small solid particles with the tendency to remain still and/or impact liquid droplets strike the surface of a material to cause damage and metal loss. In fact, piping and valve erosion is a long-term effect caused by particle impingement or internal fluid flow. The piping and valve wall thickness decreases owing to the effect of erosion in the same manner as the effect of sweet or carbon dioxide corrosion. Erosion–corrosion is a combination of erosion and corrosion processes, and it has been used to explain the internal surface damage and dissolution under corrosion of components such as valves owing to the internal fluid service and loss rates under solid particle erosion. Erosion is a mechanical process, whereas corrosion is an electrochemical process. The term erosion-corrosion is used when erosion has a much higher effect than corrosion on metal loss; for example, the erosion damage rate could be at least 10 times higher than the corrosion damage rate. The term corrosion–erosion is used in the opposite condition, in which corrosion-induced material loss is equal to or up to 10 times higher than the erosion damage rate. Erosion or a combination of erosion and corrosion is considered one of the operational problems in piping systems, including industrial valves. Although this case study considers erosion as a problem, it can have some benefits and applications in the oil and gas industry. For example, the surface preparation of metals (i.e., substrate) before applying a coating is done by sand blasting, an erosive cleaning process. Sand blasting or abrasive blasting is performed through the operation of a stream of abrasive material, typically sand, against a surface under high pressure to smoothen the rough surface, shape the surface, and remove contaminants before applying a coating. Various parameters affect the erosion wear rate of erodent particles, including the particle density, hardness, moment of inertia, roughness, size, velocity, and kinetic energy. In addition to the properties of erodents or sand particles, some properties of the metal, including density, hardness, and fracture toughness, are also important. Sand particles are produced during oil and gas production, and they can cause considerable erosion damage on processing equipment, facilities, and components like industrial valves. The frequent contact of sand with the internal metal surface can be intensified by the Case Studies of Material Corrosion Prevention for Oil and Gas Valves https://doi.org/10.1016/B978-0-323-95474-7.00009-3 Copyright © 2022 Elsevier Inc. All rights reserved. 287 288 Case studies of material corrosion prevention for oil and gas valves high fluid velocity and cause severe erosion. Fluid flow is the third parameter affecting the erosion rate. Fluid factors such as temperature and velocity directly impact the metal erosion rate. The shape and application of the piping component is the fourth factor affecting erosion. Components that create a higher pressure drop, like elbows, can intensify erosion in the piping system. An elbow is a piping component that is used to change the direction of piping. Some types of valves, like choke and globe valves, can cause a high fluid pressure drop; therefore, they are at higher risk of a type of erosion and cavitation. Cavitation is explained in more detail in Chapter 7 and Case study 7.4. Fig. 9.1 illustrates a piping arrangement with a couple of elbows used to change the direction of piping. The pipe has a high risk of erosion at the areas where the elbows are installed. Fig. 9.2 illustrates a globe valve used in the oil and gas industry. The fluid flows from left to right and enters the valve from the port on the left. The fluid in the middle of the valve undergoes two 90 degrees rotations under the valve plug. These flow direction changes under the valve plug cause a pressure drop and erosion. Areas like the valve plug and seats are at risk of erosion and cavitation. Fig. 9.3 illustrates erosion and cavitation in the plug of the globe valve illustrated in Fig. 9.2. Choke valves are a type of flow regulator installed at wellheads to induce restriction in a flow line and cause pressure drop and restriction of the flow produced from the well. Fig. 9.4 illustrates a choke valve with manual operation as well as a needle-type plug. The fluid enters from the bottom of the valve and, after undergoing a 90 degrees rotation, moves to the left and exits the valve. Erosion is a severe problem in choke valves. Solids and particles in the production fluid are the main cause of choke valve failure. It should be noted that sand erosion is more severe with a higher impact at a lower opening percentage of the valve. Particles alone do not cause abrasion and wear of the choke valve internals; the velocity and turbulence of the fluid can jeopardize the choke valve restriction and cause the well to fill up with fluids and fail. The body is the main pressure boundary of the valve, including both flange ends connected to the inlet and outlet piping. Fig. 9.5 illustrates the sand and fluid flow erosion of the choke valve internal plug. The risk of Elbow #1 Elbow #2 Fig. 9.1 A piping arrangement including a couple of elbows. (Courtesy: Shutterstock.) Erosion corrosion Actuator force Seals Bonnet Body Valve plug Pressure P2 Fluid flow - Pressure P1 Valve seat Differential pressure [DP] Fig. 9.2 A globe valve highlighting the fluid flow path inside the valve. (Photo by author.) Fig. 9.3 Cavitation and erosion in plug of a globe valve. (Photo by author.) erosion for a choke valve is not limited to only the valve internals; the body and bonnet of the choke valves are also at risk of erosion. The first and key process unit in the topside offshore oil and gas industry is the separation unit. This process system or unit is designed to receive fluid including oil, gas, and water from different wells and to separate them. This system typically includes three stage 289 290 Case studies of material corrosion prevention for oil and gas valves Fig. 9.4 A choke valve. Fig. 9.5 Erosion of a choke valve plug owing to sand and high flow velocity. Erosion corrosion separators installed in sequence. It is very common for a considerable amount of sand to reach the first stage separator with a three-phase flow. Therefore, the piping and valves installed and operated upstream (before) and downstream (after) of the separator handle a lot of sand and should be designed to handle the same without suffering any possible damage. Three main approaches can be adopted to prevent erosion and its combination with corrosion: • Select hardfacing materials like Stellite and tungsten carbide (see Chapter 7 and Case study 7.4). • Limit flow velocity in the piping and valves to prevent erosion damage in fluid services that do not contain sand or solids. • Provide straight piping path before and after valves and other components that are sensitive to erosion to reduce the flow turbulence and achieve a laminar flow under ideal conditions, because a turbulent flow can cause more severe erosion than a laminar flow (see Fig. 9.6). • Consider erosion allowance and erosion rate as additional thickness on the piping and valve components; this case study focuses on erosion prevention by selecting and adding erosion allowance to the valve wall and internals. 2. Aim and objectives This case study aims to prevent erosion as well as erosion-corrosion in various valves with extremely dirty or particle-containing services located before and after the separator. According to the API RP 615 standard and guide for valve selection, “Dirty service is a general term used to identify fluids with suspended solids that may seriously impair the performance of the valve unless the correct valve type and trim are selected.” Toward this end, the following objectives must be achieved: Fig. 9.6 Comparison of laminar and turbulent flows. 291 292 Case studies of material corrosion prevention for oil and gas valves • Understand the mechanism of erosion and erosion-corrosion. • Understand the parameters affecting erosion and erosion-corrosion. • Identify some common approaches to prevent erosion as well as its combination with corrosion. • Review a case study in which industrial valves operated upstream and downstream of the first stage separator are used for a very dirty (particle-containing) service on an offshore platform. • Choose the best valve for a particle-containing service. • Provide a solution to prevent the risk of erosion and erosion-corrosion for valves in dirty service. A dirty service can be divided into the following two types on a production platform: 1. Limited number of abrasive particles that do not significantly erode the pipe wall thickness and valve parts 2. Large abrasive particles such as sand and scales that can cause erosion of a few millimeters (e.g., 1 or 2 mm) on the pipe wall and valve parts. The case studies are focused on such particles. 3. Importance and contributions The erosion of a metal may be the result of high fluid velocity and turbulence, particles and abrasives, and cavitation. The eroded metal surface can be prone to corrosion and erosion-corrosion. Thus, preventing erosion can prevent erosion-corrosion. For example, an eroded metal surface can be damaged owing to galvanic corrosion through the formation of a galvanic coupling with adjacent areas. Erosion control and prevention, especially in the oil and gas industry and fluid service, is thus an important task. The negative effects of erosion and corrosion are similar because both can cause metal damage and leakage of oil and gas. Leakage of oil and gas to the environment has extremely undesirable and negative impacts, such as environmental pollution and fire and explosion on the platforms that kill onsite personnel. Some oil and gas services contain extremely toxic compounds like hydrogen sulfide that can rapidly kill humans. Erosion or corrosion damage to valves can cause loss of valuable assets. Further, the leakage of the produced oil and gas results in loss of production and money. Besides, it is very expensive to perform maintenance on industrial valves located on an offshore platform or ship. Thus, this study aims to prevent negative events like leakage of oil and gas to the environment, environmental pollution, loss of asset and production, and costly offshore maintenance activities. 4. Audience This study should be of interest to engineers and students engaged in material and corrosion, mechanical and valve, oil and gas or petroleum, and offshore oil and gas engineering. Material failure owing to erosion or/and erosion-corrosion has a high impact on the Erosion corrosion safety and reliability of the affected components like industrial valves; therefore, this case study should also be of interest to safety and reliability engineers. 5. Case study This case study addresses erosion in industrial valves located before and after the first stage separator on an offshore platform. First, the produced mixture of oil, water, and gas in the wellhead is transported to the first stage separator through a large 2400 pipe called the flowline. This fluid contains a considerable amount of sand that is produced from the oil and gas reservoir (i.e., hydrocarbon reservoir). A reservoir is a subsurface or subsea volume containing hydrocarbons in the porous and fractured rock formation. Therefore, valves installed on the flow lines downstream of the wellhead and upstream of the first stage separator are selected for very dirty services with a large amount of sand. Second, the produced sand is accumulated under the separators, and then, jet water is injected into the separators to wash and clean them. The outlet lines from the separators contain a large amount of sand; therefore, the valves selected for these lines should be robust enough to handle very dirty service. Fig. 9.7 shows a typical dirty line in red color in an offshore plant, including the flow line and produced water outlet line of the separator as well as the associated valves in blue color. Remarkably, more than one flow line and several produced water outlet lines are present in a typical offshore platform. All valves are for on/off application and not flow control. The next section provides some information about valve choices for particle-containing services and final valves selected for this case study. The valves located on the flow line have a high pressure rating of CL1500 Flow Line Contains very dirty fluid full of Sand Well Head Separator Produced Water Contains very dirty fluid full of Sand Reservoir Jet Water Injection Line Fig. 9.7 Schematic of very dirty service lines including flow line and separator produced water outlet line. (Photo by author.) 293 294 Case studies of material corrosion prevention for oil and gas valves (i.e., 250 bar), and those installed at the outlet of the separator have a rating of CL300 equal (i.e., 50 bar). Different types of valves can be selected for very dirty services to prevent erosion, including pinch valve, diaphragm valve, knife gate valve, and plug and through conduit gate valves. Metal seat ball valves are not preferred for particle-containing services because particles can get stuck between the ball and seat of the valve during valve operation and damage the valve seat. Damage to the ball valve seat leads to internal leakage. The pinch valve illustrated in Fig. 9.8 is another type of valve used for particle-containing (dirty) services. An elastic rubber sleeve in the pinch valve is used as the valve closure member to start/ stop the fluid. The pinch valve in the figure is in the closed position when the stem force presses the rubber sleeve and closes the valve such that the particle-containing fluid cannot pass through the valve. The upward movement of the stem releases the applied force from the rubber tube, and the valve opens. Pinch valves are prone to damage, and their internal rubber tube often requires maintenance owing to the frequent opening and closing cycles caused by the stem force. The maintenance cost, especially in offshore environments, is high; therefore, the pinch valve is not used for valves in dirty service in this case. The other valve suitable for dirty service is the diaphragm valve (see Fig. 9.9). The diaphragm valve contains a diaphragm that serves as the closure member of the valve; it is highlighted in the picture. In the figure, the diaphragm places the valve in the open position; therefore, fluid passes through the valve. However, when the stem force pushes the diaphragm down, it closes the valve and stops the fluid flow through the valve. Like a pinch valve, a diaphragm valve requires maintenance owing to wear and friction of the diaphragm; therefore, it is not recommended for this case. A knife gate valve (see Fig. 9.10) is a family of industrial valves designed to meet specific requirements and challenges to handle dirty or contaminated media. In general, Rubber tube Fig. 9.8 A pinch valve and its rubber tube. (Photo by author.) Erosion corrosion Stem Diaphragm Fig. 9.9 A diaphragm valve in open position. Fig. 9.10 A knife gate valve with a disk in the half-open position. (Photo by author.) knife gate valves have a gate that acts as a knife when the valve is closed. This valve has only one seat at its outlet side. Therefore, this valve is considered unidirectional, implying that it only provides sealing in one direction when the inlet flow comes from side opposite to where the seat is located. The default design of this valve is metal to metal seat and disk contact; however, it is possible to apply a soft seat ring between the disk and metal 295 296 Case studies of material corrosion prevention for oil and gas valves seat to improve the sealability of the valve. This valve is typically a wafer (i.e., flangeless) design as per the MSS-SP 81 standard and has a low pressure resistance as high as 150 psi (i.e., approximately 10 bar). Thus, the valve is not robust enough to be used for the provided pressure classes in this case study, including 50 and 250 bar. Through conduit gate valves can be of slab, double-expanding, or single-expanding types; all are suitable for dirty services in high pressure classes, including that in this case. One advantage of through conduit gate valves is that they can provide double isolation, implying that if the fluid passes the first isolation, it can be trapped by the double isolation to prevent internal leakage of the valve. On the contrary, the pinch, diaphragm, and knife valves do not afford double isolation. In fact, double isolation provides higher safety and reliability for an industrial valve by minimizing the risk of internal leakage through the valve. A slab gate valve (see Fig. 9.11) comprises a single gate or disk, and it raises and lowers between the seat rings. The gate moves and slides between two seats; therefore, this valve is suitable for operation in particle-containing parts. The standard design relies on the fluid pressure to provide sealing between the gate and the downstream seat (see Fig. 9.12). This figure shows that the fluid pushes the disk/gate to the downstream seat; therefore, this seat acts as a double piston effect (DPE) seat that seals the fluid from both line and cavity sides. The fluid pressure and spring force push the upstream seat to the disk/gate so that this seat isolates the cavity from the line. However, if the fluid enters the cavity and gets pressurized, it is relieved through the upstream seat. The downstream seat provides tight sealing, also called DPE, to prevent leakage. By contrast, the upstream seat is a self-reliving (SR) seat that allows flow leakage from the cavity area where the fluid pressure is indicated by P3 to the valve bore area where the Gate Seats Fig. 9.11 A slab gate valve. Erosion corrosion Fig. 9.12 A gate to upstream and downstream seats position for a slab gate valve. (Upstream seat is flowing and downstream is DPE.) pressure is P1. A valve with one SR seat and one DPE seat is called double isolation and bleed type 2 (DIB2). It is possible to select a DPE for the upstream seat to prevent leakage from the cavity to the valve bore, as illustrated in Fig. 9.13. In fact, the upstream seat is pushed against the floating gate more strongly in Fig. 9.13 than in Fig. 9.12. A valve with two seats with DPE on both is called double isolation and bleed type 2 (DIB2). Fig. 9.13 A slab gate valve with both seats having DPE function. 297 298 Case studies of material corrosion prevention for oil and gas valves Expanding gate valves, like slab gate valves, are used for stopping and starting the fluid flow. Expanding gate valves could be of either single or double expanding type. Fig. 9.14 illustrates an expanding gate valve in the open position; the closure member hole is aligned with the piping bore so that fluid can pass through the valve without any restriction. The closure member of the expanding gate valve, unlike a slab gate valve, is made of two half disks, one male and one female, with a sealing between them. Unlike slab gate valve seat sealing, which is achieved through floating seats and fluid pressure that pushes the disk to the downstream position, an expanding gate valve is a torque sealed valve in which the stem force is transmitted to half disks to push them strongly toward the seats. For a double expanding gate valve, two half disks are pushed and expanded against both seats strongly in both closed and open positions. However, in a single expanding gate valve, strong sealing between the disk halves and seats is achieved only in the closed position. A double expanding gate valve is more expensive than both single expanding and slab gate valves; however, it requires less maintenance and has a longer operational life. A plug valve (see Fig. 9.15) is another valve that can be used for particle-containing services. In Fig. 9.15, the plug valve on the left side is in the open position and allows fluid Fig. 9.14 A double expanding gate valve. Erosion corrosion Fig. 9.15 A plug valve configuration. to pass through the valve. The plug valve on the right side is in the closed position because the hole inside the plug is perpendicular to the flow path. A plug valve is suitable for on-off or limited throttling applications in abrasive and erosive media as an alternative to metal seat ball valves or through conduit gate valves. Like ball and butterfly valves, this valve is a quarter-turn valve, and the closure member rotates 90° from opening to closing and vice versa. Plug valves may be the oldest valve type. Fig. 9.16 illustrates a 400 CL300 slab gate valve with two DPE seats (DIB1) (special design) made of 22Cr duplex material with an electrical actuator for a separator produced water outlet line before the pressure test at the manufacturer factory. In some cases, a through conduit gate valve occupies considerable space because it is relatively high compared to other types of valves like a ball and plug valve. In cases in which the height of a through conduit gate valve would be a challenge, a lubricated plug valve can be selected instead. However, lubricated plug valves are not desirable for some end users because they need to perform regular lubrication to provide sealing between the plug and the body. Fig. 9.17 illustrates a 2400 CL1500 slab gate valve made of 22Cr duplex and coated with phenolic epoxy; this valve is used on a very dirty flowline connected to the first stage separator. The actuator is of hydraulic spring return type. The challenge is to ensure that enough space is available for the valve and vertically installed actuator. 299 300 Case studies of material corrosion prevention for oil and gas valves Fig. 9.16 400 CL300 22Cr duplex slab gate with electrical actuator used for first stage separator outlet line. 6. Expected results and deliverables Through conduit gate valves are considered the most suitable valve for the inlet line to the separator and for the outlet lines from the separator. The through conduit gate valve could be made of duplex, super duplex, or Inconel 625 depending on the fluid service. In this case study, the valve was made of 22Cr duplex. Duplex, super duplex, and Inconel 625 all provide high erosion resistance. However, the fluid contains a lot of sand and can therefore cause considerable erosion. Therefore, 2 mm erosion allowance is considered for these valves. In fact, 2 mm should be added to the wall thickness of the valve. Because the valves in this case study are made of corrosion-resistant alloys (CRAs), corrosion allowance need not be added to the calculated wall thickness of the valve. Chapter 4 provides more information about corrosion allowance calculations and requirements. 7. Conclusions This case study focused on erosion or erosion-corrosion damage to industrial valves in the offshore oil and gas industry. It considered some 22Cr duplex slab gate valves located Erosion corrosion Fig. 9.17 2400 CL1500 22Cr duplex slab gate with hydraulic spring return actuator. upstream and downstream of the first stage separator that handled extremely dirty or particle-containing service. Dirty services refer to fluids containing a large amount of sand and that therefore cause the erosion of facilities including piping and valves. This case study explains different choices of valves for dirty services. A through conduit gate valve is considered the best choice and is selected for valves located upstream and downstream of the first stage separator on an offshore platform. Pinch, diaphragm, and knife gate valves are not recommended for offshore applications. Metal seated ball valves are at risk of seat damage in sandy services during valve operation. Lubricated plug valves could be used as an alternative to slab gate valves for the downstream lines of the first stage separator; however, plug valves require constant lubrication by the operator, which may be undesirable. Erosion allowance of 2 mm is added to the valve wall thicknesses to prevent erosion and erosion-corrosion damage. The calculation of the erosion allowance is explained in detail in the Det Norske Veritas (DNV) Recommended Practice (RP) O501 for erosive wear in piping systems; however, it is outside the scope of this study. 301 302 Case studies of material corrosion prevention for oil and gas valves Case study 9.2. Erosion prevention for subsea valves 1. Introduction Subsea oilfield development was started in the early 1970s with the installation of subsea components on sea floors. The necessity of subsea engineering and development arises from the fact that many oilfields are located in deep and remote areas. Various advantages are associated with subsea engineering. First, subsea engineering improves oil and gas production and recovery from a reservoir. An oil and gas reservoir is a subsurface accumulation of hydrocarbons contained in a porous or fractured rock formation. Second, subsea engineering saves some space and avoids the need for certain equipment on a topside platform. It also provides some basic oil and gas treatment underwater; therefore, all unnecessary and undesirable byproducts of oil and gas, like sand and water, need not be brought all the way to topside facilities. Further, undesirable byproducts such as carbon dioxide (CO2) and hydrogen sulfide (H2S) may be removed from the reservoir fluid (typically, oil and gas) on the sea floor; therefore, the need not be transferred to topside facilities through a flowline. Subsea production systems are located on the sea floor rather than on the surface. A subsea production system contains the whole process and all the facilities used for drilling, well completion, field development, and production. A typical subsea production system includes subsea completed wells; subsea wellheads and production trees; subsea manifolds; subsea tie-ins to connect the piping to another piping system or to a facility including pipeline ends and inline structures; and a flowline and subsea equipment such as a boosting pump, compressors, a chemical and hydraulic injection system, an umbilical, and a production control system. Fig. 9.18 illustrates a typical subsea production system. Some subsea production components can be categorized as “subsea processing” components. Processing refers to the treatment of the produced fluid from the reservoir. Subsea processing involves different activities such as separation, pumping, compression, and filtering. The pressure-containing components at the surface of an oil and gas well that provide an interface for drilling, completion, and testing of the well as well as the production equipment are collectively known as the wellhead. A subsea well includes downhole well completion components as well as subsea trees. Well completion refers to the process of making a well ready for production and injection into the well after drilling. A wellhead provides a pressure barrier and access to the well bore and production tubing. Production tubing is installed in the well after drilling the well to convey produced fluids from the hydrocarbon-forming reservoir rock to the sea bed where the wellhead and subsea trees are located. The surface pressure control of the wellhead is performed using an assembly of valves, pipes, and fittings called a “Christmas tree.” Subsea manifolds (Fig. 2.15) are used to simplify the subsea system by minimizing the usage of subsea pipelines and risers as well as optimizing the fluid flow. The manifold structure is an arrangement of piping and valves that is designed to integrate, distribute, and control the fluid flow. Manifolds Erosion corrosion Fig. 9.18 A subsea production system. (Photo by author.) are installed on the seabed to gather production from different wells or inject water or gas into the wells for advanced oil recovery. Subsea flow lines are pipelines used to connect the subsea wellhead or manifold to the surface facilities through risers. A riser is a segment of pipeline in a vertical or near vertical position that is connected between the flowline and the surface facility (e.g., floating ship). A jumper is a short piece of pipe used to connect two subsea components together (e.g., manifold and wellhead). Almost all subsea valves are located on Christmas trees, wellheads, and manifolds. Many of these valves need to be designed for handling an extremely dirty service because the produced fluid from the reservoir contains a large amount of sand. 2. Aim and objectives This case study aims to prevent erosion damage to subsea valves that are mainly located on the manifolds and wellheads. Subsea valves face the unique challenge of being designed for zero maintenance and leakage for a relatively long period of time such as 20 years or even 30 years. The main reason for requiring zero leakage and maintenance for subsea valves is that many new subsea projects are located at water depths of 1–3 km at a distance from the shore, where maintenance is not possible. In fact, deeper subsea projects involve additional challenges like increased distance from the shore and harsh environments like icy Arctic seas. Further, subsea valves are operated in very sensitive marine environments 303 304 Case studies of material corrosion prevention for oil and gas valves where the spillage of oil and gas has extremely negative consequences on the environment, its biological resources, and human and animal life. Erosion of valves can cause leakage and spillage of oil and gas from piping systems to the subsea environment, resulting in severe health, safety, and environment (HSE) issues. In fact, oil spillage is very costly and can cause fire and explosion and the death of many offshore workers. The erosion of valve internal parts like seats and closure members can cause the internal leakage of fluid. Such leakage leads to inefficient system operation and can impact essential process parameters like the pressure, temperature, flow, and velocity. Thus, the equipment and piping systems cannot be operated as intended; this degrades their performance. In some cases with significant erosion, like erosion in choke valves, the valve can lose its ability to operate efficiently. 3. Importance and contributions Managing sand and preventing sand erosion in the subsea oil and gas industry are very important considering the negative effects and consequences of sand erosion. In fact, subsea sand production can cause the following undesirable events: • Process upset: The accumulation of a large amount of sand in separators can jeopardize the effective separation of oil, gas, and water. • Loss of control of produced flow from well: Sand can damage the choke valves installed at or close to the wellhead to control the produced flow by reducing their pressure. The damage of choke valves owing to sand erosion or other reasons can cause a loss of control of the produced fluid from the well. • Loss of well owing to damage by sand. • Erosion damage to producing facilities like separators, valves, and piping. Sand can accumulate in the bottom cavity volume of the slab or expanding gate valves installed on the wellheads and manifolds with vertical movement of the stem and prevent closing of the valve. 4. Audience This case study should be of interest to engineers and students engaged in material and corrosion, mechanical and valve, and oil and gas or petroleum engineering. This case study is mainly aimed at material and valve engineers. The malfunction of valves should also be of interest to engineers engaged in safety and reliability. 5. Case study This case study considers the same project and valves as those reviewed in case study 2.2. This project contains 13 manifolds at a depth of 2 km and 1056 ball, through conduit gate, Erosion corrosion and axial check valves. Ball valves with sizes of 1000 , 1600 , and 2200 are typically located on the manifold headers. Gate valves are mainly located on the branches of manifolds; their sizes could be 7 1/1600 or 2 1/1600 . Gate and ball valves have small sizes below 200 , such as ½00 and ¾00 . Axial check valves with a small size of ¾00 and 200 are used on chemical injection lines. They serve to isolate the chemical injection lines from the main process lines. Low-alloy steel with full Inconel 625 overlay in some cases and partial overlay in other cases is selected for all large-bore valves (>200 ), and 25Cr super duplex is selected for all small-bore valves (200 ). Through conduit gate valves on the Christmas trees and choke valves should also be considered in this case study. These valves are typically larger than 200 ; therefore, they could be made of low-alloy steel with 3 mm full Inconel 625 overlay inside them. A full overlay means that all valve internals, including the body, bonnet, closure member, and seats, are cladded with 3-mm Inconel 625. A partial overlay means that only grooves inside the body where gaskets and seals are placed are overlaid with 3 mm Inconel 625. 6. Expected results and deliverables All valves with a size of 200 or smaller that are used on the chemical injection lines do not handle sand and erosive fluid; therefore, erosion consideration need not be considered for them. In fact, no erosion allowance is required for gate, ball, and axial valves located on manifolds with a size of 200 or smaller. In this case study, valves with a maximum size of 200 are all made of super duplex. An erosion allowance of 2 or 3 mm should be considered for other valves (>200 ), including through conduit gate valves on the wellhead and choke, ball, and through conduit gate valves on the manifolds. The through conduit gate valves on the wellhead and choke valves and most manifold valves are made of low-alloy steel with 3-mm full Inconel 625 cladding inside them. Considering the erosion allowance of 2 mm for wellhead valves, choke valves, and most manifold valves, the thickness of the Inconel 625 cladding should be increased from 3 to 5 mm. Thus, the thickness of all valve parts with full Inconel 625 cladding, including the body, bonnet, closure member, and seats, should be increased by 2–3 mm in consideration of the erosion allowance. Some gate valves with a size of 7 1/1600 that are located on manifolds are made of low-alloy steel with partial Inconel 625 cladding on the body grooves to prevent crevice corrosion. Chapter 6 provides more information about Inconel 625 cladding of the grooves in carbon and low-alloy steels to prevent crevice corrosion. Typically, these valves are used for chemical injection and do not carry particle-containing fluids; therefore, no erosion allowance needs to be considered for them. Table 9.1 summarizes the expected results and deliverables for all valves in the project with regard to erosion allowance selection to prevent erosion issues. 305 306 Case studies of material corrosion prevention for oil and gas valves Table 9.1 Summary of erosion allowance consideration for subsea valves in the case study. Valve type/size and location Ball, gate, and check valve (200 ) on manifolds Choke valves on wellhead or after wellhead >200 Ball and gate valve on manifolds >200 Gate valve on manifolds >200 Valve body/bonnet Valve internals Erosion allowance on body, bonnet, and internals Super duplex Super duplex Zero Low alloy steel + 5 or 6 mm Inconel 625 cladding (2–3 mm erosion allowance included) Low alloy steel + 5 or 6 mm Inconel 625 cladding (2–3 mm erosion allowance included) Low alloy steel + 3 mm Inconel 625 cladding on grooves Low alloy steel + 5 or 6 mm Inconel 625 cladding (2–3 mm erosion allowance included)a Low alloy steel + 5 or 6 mm Inconel 625 cladding (2–3 mm erosion allowance included)a Super duplex 2–3 mm 2–3 mm Zero a The contact surfaces of valve internals (e.g., ball and seats for a ball valve) are also hard-faced with either Stellite or Tungsten carbide applied over a 5–6-mm Inconel 625 cladding to prevent wear and galling. 7. Conclusion Material degradation because of erosion or erosion-corrosion can jeopardize the integrity, safety, and reliability of subsea components including industrial valves. Many subsea valves located on Christmas trees and manifolds are exposed to severe erosion owing to the production of a large amount of sand from oil and gas reservoirs. This case study aimed to prevent erosion damage to subsea valves that are mainly located on manifolds and wellheads by selecting a suitable erosion allowance. Erosion allowance, like corrosion allowance, is an additional thickness in millimeters added to different valve parts like the body, bonnet, and internals. The proposed erosion allowance for subsea valves exposed to erosion in this case study is 2–3 mm. Table 9.1 summarizes the erosion allowance consideration for the subsea valves in this case study. Questions and answers 1. Select the correct statement about erosion-corrosion? A. Corrosion is more dominant than erosion in erosion-corrosion. B. Erosion occurs only in particle-containing services. C. Erosion and erosive particles always have a negative effect in the industry. D. Different parameters affect the rate of erosion from particles, fluid flow, and characteristic of the eroded material. Erosion corrosion Answer: Option A is incorrect because erosion is more severe and dominant than corrosion in erosion-corrosion. Option B is wrong because erosion can also occur in particle-free fluid services with high velocity. Option C is wrong as sand blasting to produce external erosion on a substrate is performed to provide a smooth and suitable surface for the adhesion and application of a coating on a substrate. Option D is correct. 2. Which type of valve is the best choice for particle-containing services in the offshore oil and gas industry? A. Pinch valve B. Through conduit gate valve C. Diaphragm valve D. Metal seat ball valve Answer: Options A and C are wrong because pinch and diaphragm valves require costly maintenance owing to the damage to the elastic internal tube and diaphragm during operation, respectively. Option B is correct answer. Option D is wrong because metal seat ball valves suffer seat damage during the movement of the valve closure member from open to closed or closed to open positions if the particle gets stuck between the ball and seats. 3. Which measure does not mitigate the erosion damage? A. Reducing the hardness of materials exposed to erosion B. Adding erosion allowance to the valve wall thickness and internals C. Applying hardfacing materials to the valve internals D. Reducing the flow velocity Answer: Option A is correct answer. Reducing the hardness of a material is a way to mitigate sour corrosion by hydrogen sulfide; however, it could lead to an increased erosion rate. 4. Which sentence is not correct about the consequences of erosion in subsea industrial valves? A. Erosion of body and bonnet of subsea valves can cause oil spillage into the sea. B. Erosion of valve internals can cause internal leakage of the valve. C. Loss of asset and production are not negative consequences of erosion. D. Choke valves are most prone to erosion compared to other subsea valves. Answer: Option C is wrong. Loss of asset and production are both considered negative consequences of erosion. 5. Which sentence is correct regarding the erosion allowance consideration for subsea valves? A. Erosion allowance is required for all subsea valves. B. Body and bonnet are the only parts requiring erosion allowance in sandy services. C. Erosion allowance of 10 mm is very common for valves in sandy service. D. Erosion allowance is added to the wall thickness of the valve components internally. 307 308 Case studies of material corrosion prevention for oil and gas valves Answer: Option A is wrong; valves with sizes of 200 or smaller for chemical injection lines do not require erosion allowance. Option B is wrong because erosion allowance is typically added to the valve internals. Option C is wrong because an erosion allowance of 10 mm is very large; typically, the maximum erosion allowance is 3 mm. Option D is correct. Further reading American Petroleum Institute (API) RP 615, Valve Selection Guide, second ed., 2016 (Washington DC, USA). L. Cannistraci, In the ocean’s depths, valve face unique challenges, Valve Mag. (2010). https://www. valvemagazine.com/magazine/sections/features/4419-in-the-oceans-depths-valves-face-uniquechallenges.html?showall¼1&start¼0. Det Norske Veritas (DNV) RP O501, Erosive Wear in Piping Systems. Revision 4.2, 2005 (Hovik, Norway). K. Haugen, O. Kvernvold, A. Ronold, R. Sandberg, Sand erosion of wear-resistant materials: erosion in choke valves, Wear (1995) 179–188. T.J. Lockett, J. Krol, J. Lilley, Shearwater Sand Management Manual (Report Produced by AEA Technology for Shell UK Exploration and Production), 2000. J.W. Martin, Erosion Guidelines Revisions 2.1, British Petroleum, 1999 (Sunbury report No. S/UTG/ 102/99). H.C. Meng, K.C. Ludema, Wear models and predictive equations: their form and content, Wear 181–183 (1995) 443–457. J. Praveen, M. Pathan, K. Ansari, Hyperbaric pressure testing of a subsea valve to validate deep water condition, Int. J. Mech. Prod. Eng. Res. Dev. 8 (2) (2018) 1011–1022. H.N. Raghavendra, Simulation of erosion wear in choke valves using CFD, Int. J. Eng. Res. Technol. 3 (7) (2014). K. Sotoodeh, Cavitation in globe valves and solutions, Valve World Mag. 21 (03) (2016) 32–36. K. Sotoodeh, A review on subsea process and valve technology, Marine Syst. Ocean Technol. 14 (2019) 210–219, https://doi.org/10.1007/s40868-019-00061-4. K. Sotoodeh, Valve selection in dirty process service, Valve World Mag. 25 (5) (2020) 58–60. K. Sotoodeh, Subsea Valves and Actuators for the Oil and Gas Industry, first ed., Gulf Professional Publishing, Austin, USA, 2021. S. Tattersall, Choke valve technology in subsea environment, SAGE J. (2016), https://doi.org/ 10.1177/0020294016640556. S. Vijayakrishnan, Knife gate and slurry valves, Valve World Mag. 18 (10) (2013) 73–78. Index Note: Page numbers followed by f indicate figures, t indicate tables and b indicate boxes. A Acid gas, 97 American Society for Testing Materials (ASTM), 10–11 American Society of Mechanical Engineers (ASME), 170 Atmospheric zone, 71–72 Austenitic stainless steels/300 series steels, 63–64 B Bolting, 9–10 C Capital expenditure (CAPEX), 19–20, 167 Carbon and low-alloy steel, 232 Carbon dioxide (CO2) corrosion, carbon, low-alloy steel valves, 175–189, 176f, 184t Carbon, low-alloy steel valves, material selection, 142–150, 144f, 147–150f Carbon steel contact, 167 Carbon steel nuts, 10 Car seal closed (CSC), 76 Car seal open (CSO), 76 Cavitation, 288 Charles’ law, 58–59, 59b Charpy impact test/Charpy V-notch test, 12–13, 12f Chloride stress cracking corrosion (CLSCC), 6–7, 118, 245 Chromium oxide (Cr2O3) protective layer, 39–40, 165–166 Coating, cathodic protection, external corrosion, 118–137, 137f challenges/solutions, 119–136 cathodic protection, 124–136, 126–127f, 128–129t, 131–132f, 131t, 133–135t project description, manifolds, 119 valve, actuator material selection, 120–122, 121t, 122f valves, type, function, 119–120, 119–120f Coating/painting, 46 Corrosion, 1 allowance, 175 inhibitor efficiency, 181b reduction factor, inhibitor injection, 182b Corrosion-resistant alloys (CRAs), 5, 165–166, 188, 249 Corrosion under insulation (CUI), 43–45 Cracking corrosion, 101 CRAs. See Corrosion-resistant alloys (CRAs) Crevice corrosion, 148, 227–237, 228–232f, 234–236f damage prevention, 234 prevention, removing threaded lifting lugs, 237–244, 238–240f, 243f Critical crevice temperature (CCT), 234–235 Critical pitting temperature (CPT), 52–53 Cross-contamination, 165–166 prevention PTFE pipeline injected gadget through pipeline valves, 170–174, 170–171f teflon powder coating, stainless steel valve bodies, 165–169, 166–169f 13Cr (UNS S41000) stainless steel, 39–40 CUI. See Corrosion under insulation (CUI) D Det Norske Veritas (DNV), 300–301 De Waard and Milliams (DWM) model, 176 Dimension nominal (DN), 71–72 Dirty services, 293–294 Dissimilar metals, 165–166 DNV. See Det Norske Veritas (DNV) Double isolation and bleed type 2 (DIB2), 74 Double piston effect (DPE), 74, 296 E Edward Grieg (EG), 248–249 Electrical actuator, 69–70 Electrical potential difference, 271 Electrolyte, 271 Emergency shutdown valves (ESD), 36 Erosion allowance, 300 Erosion-corrosion, 287 Erosion mitigation, industrial valves, 287–301, 288–291f, 293–301f 309 310 Index Erosion prevention, subsea valves, 302–308, 303f, 306t ESD. See Emergency shutdown valves (ESD) Extremely tiny particles/precipitates, 17–18 F Factory acceptance test (FAT), 170–172 Fail-safe closed actuator, 86 Fatigue resistance, 254 Final corrosion rate calculation, 183b Fugacity, 179 Fugitive emission/leak/leakage, 15–16 G Galling, 262–263 Galvanic corrosion valve stem, graphite packing, 271–279, 272–273f, 275–278f valve stem-stem key, 279–285, 280–282f Gear ratio, 3–4, 3b Glass-reinforced plastic (GRP), 61, 249 Gross national product (GNP), 36 H Hardfacing material selection, industrial valves, 262–268, 264f Hardness control, 110 Health, safety, and environment (HSE), 15–16 Heat-affected zone (HAZ), 65–66 High-velocity oxygen fuel (HVOF), 263–265 Hot-dip galvanized (HDG) coating, 13 Hydrogen attack/HIC, 101 Hydrogen-induced stress cracking (HISC) analysis method, challenges/solutions, 106–116 assessment, 110–114, 110–112f, 117f buttweld, face, toe, and root, 109t, 109f duplex, super duplex steels, 106–110, 108f hard nickel alloys, 114–116, 115t Hydrogen-induced stress cracking (HISC) corrosion, prevention, 97–117 cathodic protection, 103–105, 103–104f loads and stresses, 100–102 applied, 100–101, 100–101f residual, 101–102, 102f marine, subsea, 106 susceptible material, 97–99, 98f Hydrogen sulfide (H2S), 97–105 Hydrogen sulfide corrosion, material consideration, 191–225, 192f HIC, 195, 195f hydrogen embrittlement, 193–195, 194f petrochemical project, 201–221 material qualification, 204–221, 206–207f material selection, subsea offshore offshore oil, 203–204, 204f material selection, topside offshore oil, 202–203, 203f onshore refineries, 201–202, 202f SCC, 196–198, 196–198f SOHIC, 199 SWC, 198, 199f SZC, 199, 200f I IGSCC. See Intergranular stress cracking corrosion (IGSCC) Inconel 625 weld overlay, 236 Inconel 718 (UNS N07718), 40 Inconel X750 valve springs, failure, sea water service, 254–259, 255–256f, 256t Intergranular stress cracking corrosion (IGSCC), 65 International Organization for Standardization (ISO), 59–60 L Lifting lug, 237–238 Liquefied natural gas (LNG), 63 Localized corrosion, 230 Low-alloy steel, 97–98 Low-alloy steel bolts, 10 Low-temperature carbon steels (LTCSs), 11–12, 249 M Martensitic stainless steel/series 400 stainless steels, 34–35, 98–99, 150–161, 151f, 153t, 155t, 156f pitting, CLSCC, 157f Material selection, bearing of butterfly valves, 259–262, 260f Maximum allowable stem load/torque/thrust (MAST), 41, 281 Mechanical joint/hub and clamp, 17–18 6MO (UNS S31254), super austenitic stainless steel, 57–58 Index N Name plate, 71–72 National Association of Corrosion Engineers (NACE), 59–60, 101–102 Nickel aluminum bronze (NAB), 19–20 Nitriding, 266 Nominal pipe size (NPS), 71–72 Nondestructive testing (NDT), 237–238 Norwegian offshore industry, 167 O PREN. See Pitting resistance equivalent number (PREN) Process parameters, 175 PWHT. See Post weld heat treatment (PWHT) R Real gas law, 57–58, 58b Residual stress, 53 Ring-type joint (RTJ), 228–229 Rivet, 75 Rotten egg smell, 97 Organic coating, 48–50 P Particle-containing fluids, 305 Petrochemical project austenitic stainless steel, 209–210, 210t cladding, overlays, and wear-resistant alloys, 127f, 220–221 coating, 221 cobalt-based alloy, 119–120f, 216–218 copper alloy, 126f, 219 corrosion-resistant alloys, 209–221 cracking in a stainless steel bar, 223f duplex stainless steel alloy, 213–214, 213t, 214f ferritic stainless steel alloy, 211–212, 212t martensitic stainless steel alloy, 212–213, 213t precipitation-hardened nickel alloy, 214–216, 215–216t precipitation-hardened stainless steel alloy, 214 solid solution nickel-based alloy, 211, 212t super austenitic stainless steel, 210–211, 211t titanium alloy, 122f, 218–219 Pipeline injected gadget (PIG), 170 Pipe schedule (SCH), 81 Piping and valve material specification (PMS), 74–75 Pitting corrosion, NAB valves, 42–43, 150–151, 245–254, 246–251f, 252t Pitting resistance equivalent number (PREN), 7, 7b PMS. See Piping and valve material specification (PMS) Pneumatic/hydraulic actuators, 71 Poly(tetrafluoroethylene) (PTFE), 167, 276–278 Post weld heat treatment (PWHT), 65–66 Powder coating/dry paint, 168–169 Precipitation hardening/age hardening/particle hardening, 17–18 S SCC. See Stress cracking corrosion (SCC) Sealing area, 232–233 Seat pocket, 230–231 Self-relieving (SR)/single piston effect (SPE), 74 Society, Protective Coatings (SSPC), 122–123 Sour service, 101 Spring material selection, industrial valves, 258, 259t SSC. See Sulfide stress cracking corrosion (SSC) Stem and stem key, 283–284 Stress cracking corrosion (SCC), 53, 245–246 Subsea valve, 98–99 Sulfide stress cracking corrosion (SSCC), 59–60 Surface area, 271 Swagelok connection, 83 Sweet corrosion, 175 T Tag number identification code/piping and valve material specification, 71–72 Thermal spray aluminum (TSA), 32 Titanium, 165–166 butterfly valves, large offshore project, 261–262 super duplex valve bodies, internals, 266 Topside offshore corrosion prevention austenitic stainless steel, industrial valves, 63–80, 64–66f, 68–80f corrosion prevention, insulation coating, 42–51, 42–46f, 48–50f, 49t 13Cr-4Ni martensitic stainless steels/25Cr super duplex (UNS S32760), 41 hubs, clamps material selection, 30–32, 31t, 31–32f, 33–34t low-alloy steel bolts, carbon steel nuts, 9–26, 9–14f, 17f, 19–22f 311 312 Index Topside offshore corrosion prevention (Continued) mechanical joints, material selection, 26–34, 26–28f, 28t 17-4 PH stem material prevention, 34–42, 35f, 37–38t, 39f pitting corrosion, CLSCC, 51–63, 51–54f, 56f, 58f, 60–61f proposed coating system, 62, 62t pressure-containing, nonpressure-containing fastener materials, 23, 24–25t tubing for piping, instrumentation, actuators, 81–95, 82f, 84–86f SS316, 88 valve gear boxes, material selection, 1–8, 2–4f cast iron/carbon steel gear boxes, 5–8, 5–6f stainless steel SS316, 8 Torque/moment of force, 41 Toxic, corrosive, 97 TSA coating/metallization/metal coating, 47 V Valve Valve Valve Valve Valve bolting, 111 bolt material selection, 137–142, 138f, 141f data sheet (VDS), 74–75 locks and accessories, 75 trim, 38–39 W Water cut, 182 Weld cladding, 232 Z Zinc-rich epoxy coatings, 48–50