DISCLAIMER
Portions of this document may be illegible
in electronic image products. Images are
produced from the best available original
document.
Experimental and Theoretical Study of Reflux Condensation
by
Knut Bakke
Thesis submitted in partial fulfillment of the requirements for the degree of
Doktor Ingenipr
Norwegian University of Science and Technology
Department of Refrigeration and Air Conditioning
November 1997
“Experience is the name everyone
gives to their mistakes.”
Oscar Wilde
Abstract
The objective of this work is to study separation of gas mixtures in a reflux condenser,
also called a dephlegmator. Reflux condensation is separation of a gas mixture, in
reflux flow with condensing liquid, under continuous heat removal. This thesis con­
tains theoretical and experimental work on the subject.
A numerical model of a dephlegmator for binary mixtures was developed. The model
may readily be extended to multi-component mixtures, as the solution method is
based on a matrix solver.
Separation of a binary mixture in a reflux condenser test rig is demonstrated. The
test facility contains a single-tube test section, and was designed and built during this
project. Test mixtures of propane and n-butane were used, and a total of 15 experi­
ments are reported. Limited degree of separation is obtained in the experiments, due
to limited heat transfer area and narrow boiling point range of the test mixture.
The numerical model reproduces the experiments, within reasonable accuracy. Devi­
ation, between measured and calculated properties, is less than 6% of the measured
temperature, and less than 5% of the measured flow rate. The model work is based
on mechanistic models of physical processes, and has not been calibrated or tuned to
fit the experimental data.
The numerical model is applied on a number of separation processes. These case
studies show that the required heat transfer area increases rapidly with increments
in top product composition (light component). Flooding limits the amount of reflux
liquid. The dephlegmator is, therefore, suitable for separation of feed mixtures that
are rich in light components. The gliding temperature in the dephlegmation process
enables utilisation of top product as refrigerant, with subsequent energy savings as a
result.
i
ii
Preface
This work was accomplished at Department of Refrigeration and Air Conditioning at
the Norwegian University of Science and Technology (NTNU). The study started in
September 1994, and ended in November 1997. The thesis is a contribution to the
research and development activity on process equipment for treatment of natural gas,
and was financed by the Research Council of Norway (NFR), through the research
program “GAVOT”, Gassforskning - varer og tjenester.
My supervisors have been Associate Professor Geir A. Owren, NTNU and Researcher
Bengt A. Neeraas, SINTER
During this time, I have been employed by the Foundation for Scientific- and Indus­
trial Research, SINTER.
Additional financial support provided by SINTER and NFR made it possible to per­
form experimental research, as a test facility was built in the laboratory. Research
manager David Lysne was very positive and helpful in the process of financing the
experimental activity.
I would like to express my thankfulness to Geir Owren for fruitful and interesting
discussions on all aspects of this work. It has truly been an experience.
Further, thanks are due to colleges at NTNU - SINTER for making this department
an interesting place to spend time. More specific, thanks are due to Arvid Almenning and Karl Gustav Gustavsen who gladly assisted me in the laboratory. Morten
Christian Svensson helped me with the data reconciliation method. Tove Stoeckert
and David Lysne volunteered to proofread the thesis. Without the positive attitude of
these people, this work would have been much harder than it turned out to be.
Finally, many thanks to friends and family, who put up with me through this chal­
lenging period.
Trondheim, November 1997
Knut Bakke
m
iv
Contents
Abstract
1
2
Preface
ili
Nomenclature
xi
Introduction
1
1.1
1.2
1.3
1.4
1
2
3
3
4
5
6
Background............................................................................................
Structure of the thesis............................................................................
Limitations............................................................................................
Definitions...............................................................................................
Literature review
2.1
2.2
2.3
3
i
5
Heat- and mass transfer models............................................................
Flooding point prediction......................................................................
Processes utilising dephlegmator technology......................................
5
8
13
Theory
17
3.1
3.2
3.3
17
19
20
Multicomponent heat-and mass transfer............................................
Flooding..................................................................
Pressure dependence and pressure drop ............................................
Numerical model
25
4.1
4.2
4.3
4.4
25
30
31
37
Model basis and assumptions...............................................................
Model implementation for an arbitrary heat exchanger ...................
Model implementation for PFHE.........................................................
Comparison with other models............................................................
Test facility
39
5.1
5.2
39
46
Design.....................................................................................................
Instrumentation......................................................................................
Experimental procedure
51
6.1
6.2
6.3
6.4
51
53
53
54
Selection of test fluid............................................................................
Operation...............................................................................................
Data collection and conversion............................................................
Parameter estimation............................................................................
v
7
8
9
Results
59
7.1
7.2
7.3
59
63
65
Experimental results ............................................................
Experimental results compared with numerical calculations.............
Discussion...............................................................................................
Case studies using the numerical model
73
8.1
8.2
8.3
8.4
8.5
73
74
84
86
88
General case study description .............................................................
De-methanizer. ......................................................................................
De-ethanizer............................................................................................
De-propanizer............................................
Alternative design of plate-fin layer ...................................................
Recommendations for future work
91
10 Conclusions
93
References
95
Appendices
101
A
Patents using dephlegmator technology
103
B
Matrix elements in model solution procedure
107
C
Gas chromatograph measurements
111
D Accuracy in Peng-Robinson and Soave-Redlich-Kwong cubic equations
of state for propane—n butane mixtures
115
E
Estimation and treatment of uncertainty in measurements
121
F
Data analysis of measurements
125
G Summary of measurements
129
H Specific recommendations for future work
163
vi
List of Tables
1.1
3.1
4.1
4.2
5.1
5.2
6.1
6.2
7.1
7.2
Definitions...............................................................................................
3
Data for pressure drop calculation (Measurement 1100697).............
23
Initial value input to numerical model................................................
29
Plate-fin dephlegmator design - parameter range................................
36
Accuracy of instrument Bopp & Reuther type OI 06Agl9 R7/A4
47
Calibration of instrument EG&G type FT2-8WFR2-PEH1 .............
49
Test rig fluid mixture composition......................................................
52
Control utilities on test rig...................................................................
53
Operating range of test rig . . .............................................................
59
Effect of heat- and mass transfer coefficient (Average deviation be­
tween measured- and calculated values in percent of measured value) 68
7.3 Estimated sub-cooling, due to difference in predicted and saturated
liquid composition, and difference in measured- and calculated tem­
perature ..................................................................................................
70
7.4 Effect of initial value, vapor flow rate (Average deviation between
measured- and calculated values in percent of measured value) ...
72
8.1 Base case input data for de-methanizer case......................................
75
8.2 Design of dephlegmator (De-methanizer case)...................................
76
8.3 Effect on design of parameter variation...............................................
77
8.4 Sensitivity of de-methanizer design to process pressure...................
79
8.5 Sensitivity of de-methanizer design to wall heat flux.........................
80
8.6 Sensitivity of de-methanizer design to top product composition (methane) 81
8.7 Distillation column design (Dephlegmator pre-separation, 15 trays).
82
8.8 Distillation column design (Without dephlegmator pre-separation, 10
trays) .....................................................................................................
83
8.9 Design of dephlegmator (De-ethanizer case with 50% capacity)...
85
8.10 Design of dephlegmator (De-propanizer case)...................................
87
C. 1 Gas chromatograph configuration......................................................... Ill
C. 2 Calibration data for GC measurements on Cg/n-C^ ......................... 113
D. 1 Comparison of thermodynamic data from experiments [57] and PengRobinson EOS ...................................................................................... 119
D. 2 Comparison of thermodynamic data from experiments [57] and SoaveRedlich-Kwong EOS............................................................................ 120
E. 1 Uncertainty in measurements (within a 95% confidence level for ran­
dom errors)............................................................................................ 124
E.2 Probability factors of the T distribution with v degrees of freedom [59] 124
vii
F. 1
F. 2
G. l
G.2
G.3
G.4
Summary of variables, measurements and equations in data analysis
Measurement points on test rig . . .......................................................
Summary of measurements (1)............................................................
Summary of measurements (2)............................................................
Summary of measurements (3)............................................................
Relative deviation between measured values and model calculations
(in percent of measured value).............................................................
Vlll
127
128
129
130
130
131
List of Figures
1.1
2.1
2.2
2.3
3.1
3.2
3.3
3.4
4.1
4.2
4.3
4.4
4.5
5.1
5.2
5.3
5.4
5.5
5.6
5.7
6.1
6.2
6.3
7.1
7.2
7.3
7.4
7.5
7.6
The principle of reflux condensation...................................................
Pressure drop and superficial liquid velocity as a function of superfi­
cial vapor velocity..................................................................................
Calculated flooding velocity for water at 10 bar in a 20 mm (i.d.) tube
Calculated flooding velocity for methane at 10 in a 20 mm (i.d.) tube
Illustration of the condensing process in a T-x plot (Binary mixture,
constant pressure)..................................................................................
Mass transfer-diffusion vs. concentration gradient [14] ................
Total- and gravitational pressure drop in dephlegmator tube as a func­
tion of void fraction...............................................................................
Pressure drop due to acceleration and friction in dephlegmator tube
as a function of void fraction...............................................................
Control volume for reflux condensation model...................................
Fin geometry of a plate-fin heat exchanger.........................................
Sensitivity of PFHE heat transfer area to variation of fin geometry .
Sensitivity of PFHE flooding ratio to variation of fin geometry . . .
Comparison between model results and data from Di Cave et al. [21 ]
- condensation ratio and composition...................................................
Dephlegmator test rig [53]..................................................................
Connector sheet for power supply unit [54] ......................................
Details of test rig - test section............................................................
Details of test rig - boiler [53] ............................ ...............................
Details of test rig - heating cable layout in boiler [53]......................
Temperature reference connection......................................................
On-site check of reflux volume flow meter.........................................
Boiling-point vs. pressure diagram for light hydrocarbons C% —»Cs .
Flow of information in data analysis and model evaluation.............
Parameter estimation of measured data................................................
Experimental results: Variation of separation (propane) with wall heat
flux ........................................................................................................
Experimental results: Variation of reflux ratio with wall heat flux . .
Experimental results: Comparison between predicted and saturated
reflux liquid composition (propane) ...................................................
Statistical uncertainty of liquid volume flow measurements.............
Comparison between measured and calculated temperature.............
Comparison between measured and calculated feed flow rate ....
IX
2
8
9
10
18
20
24
24
25
31
34
35
38
40
42
43
44
45
47
48
52
54
57
60
60
61
62
64
64
7.7
7.8
7.9
7.10
7.11
7.12
8.1
8.2
8.3
8.4
8.5
8.6
8.7
8.8
8.9
8.10
C.l
D.l
D.2
D.3
F.l
Comparison between measured and calculated reflux flow rate ...
Temperature measurement points of vapor inlet and reflux liquid outlet
section
......................................................................................
Liquid- and vapor temperature deviation as function of Tv>meas Tl,meas ............................................................................... ..................
Saturated liquid composition dependency on temperature for propane/nbutane mixtures at 10 bar pressure . ...................................................
Illustration of sub-cooling in a T-x plot at constant pressure.............
Reduction of heat transfer area with void fraction in a circular tube .
Methane-ethane T-x diagram................
Methane - ethane composition profile ...............................................
Sensitivity of de-methanizer design to process pressure...................
Sensitivity of de-methanizer design to wall heat flux.........................
Sensitivity of de-methanizer design to top product composition ...
Process plant with dephlegmator and distillation column................
Partial refrigeration by top product in a dephlegmator......................
De-ethanizer composition profile.........................................................
De-propanizer composition profile......................................................
New design of PFHE dephlegmator internal geometry......................
Sample of gas chromatograph printout................................................
Tuning of PR interaction coefficient, 8^............................................
Tuning of SRK interaction coefficient,
.........................................
Experimental and calculated values using Peng-Robinson EOS with
tuned interaction coefficient, Sij = -0.0086 ......................... ...............
Conceptual sketch of test rig . . . ......................................................
x
65
66
67
69
70
71
74
77
78
79
80
82
84
86
88
89
112
117
117
118
125
Nomenclature
xi
Unit
kmole/s
inch
m2/s
kmole/s
kg/m2s (or Ib/h ft2)
kg/m2s
kmole/s
m
kmole/m2s
kg/m2s (or lb/h ft2)
m
kmole/s
kg
kg/kmole
kmole/m2s
kmole
Pa
J/kmole K
kmole/s
First introduced
4
4
F
2
2
3
2
4
6
4
2
3
4
2
4
3
2
3
H O n ^ -M o ^ o \w t> u a i
Roman letters
A
Area
A
Coefficient matrix
B
Bypass vapor stream
C
Constant in Equation 2.4
D
Tube inside diameter
D
Binary diffusion coefficient
F
Correction factors in equation 2.3
F
Feed flow rate
F()
Set of constraints
FR
Flooding ratio
G
Superficial vapor mass flux
G
Mass flow rate
G
Molar flow rate
Gr
Grashof number
H
Height of plate-fin core
J
Molar flux
L
Superficial liquid mass flux
L
Tube length
L
Reflux liquid stream
M
Mass
MW Molecular weight
N
Molar flux
N
Number of moles
Nu
Nusselt number
P
Pressure
Pr
Prandtl number
R
Residual vector
R
Response factor
R
Universal gas constant (8314.4)
R
Return liquid stream
Re
Reynolds number
Xll
s
s
T
V
w
z
a
b
b
c
cp
f
g
h
h
j
j
k
n
n
P
q
q
t
t
u
u
V
V
X
X
x,y,z
y
z
Perimeter length
Precision index of measurement
Temperature
Top product vapor stream
Width of plate-fin core
Vector of data values
Attraction parameter
Half fin height
Van der Waals covolume
Molar concentration
Molar heat capacity
Friction factor
Acceleration of the force of gravity
Enthalpy
Fin height
Dimensionless superficial velocity
Colburn factor
Mass transfer coefficient
Molar flux across interface
Number of fins per meter
Fin spacing
Heat flux
Duty
Probability multiplier
Thickness
Velocity
Velocity vector
Molar reflux ratio
Molar volume
Solution vector
Variable
Molar composition
Measured value
Coordinate direction
Experimental and Theoretical Study of Reflux Condensation
m
K
kmole/s
m
J/kmole
m
m3/kmole
kmole/m3
J/kmole K
m/s2
J/kmole
m
kmole/m2 s
kmole/m2 s
m-1
m
W/m2
W
m
m/s (or ft/s)
m
3
7
3
6
4
6
D
4
D
3
4
3
2
4
4
2
2
4
4
4
4
4
6
E
4
2
3
2
D
4
E
2,2,6
E
2
xiii
Greek letters
Deviation
Heat transfer coefficient
Relative volatility
Void fraction
a
6
e
e
8
6
Correction factor in PR and SRK
Interaction coefficient
Tube wall roughness
Error estimate
Tube taper angle (from horizontal)
Second order error term
Correction factor in PR and SRK
Thermal conductivity
Dynamic viscosity
Kinematic viscosity
Density
Surface tension
Tensile stress
Standard deviation
Shear stress
Area factor
Acentric factor
k
A
jj,
V
p
a
a
a
T
4>
w
Subscripts
I
Interface
a
Light component in binary mixture
abs
Absolute value
acc
Acceleration
Heavy component in binary mixture
b
boil
Boiler
bot
Bottom
bypass Bypass vapor stream
c
Cross (perpendicular to flow direction)
c
Combined
Experimental and Theoretical Study of Reflux Condensation
W/m2K
4
3
3
3
Q Q
A
a
a
a
m
m
degrees
J/kmole
W/m2 K
Ns/m2 (or cp)
m2/s
kg/m3 (or lb/ft3)
N/m (or dyne/cm)
N/tn2
N/m2
3
E
2
4
D
4
2
3
2
2
4
6
3
4
D
2
3
G
3
3
6
8
F
4
E
xiv
calc
col
cond
deph
ext
feed
fin
fric
grav
h
i,j,k
in
I
lam
loss
meas
out
P
pred
r
rect
ref
reflux
strip
sub
sur
test
top
tot
turb
V
w
V
0
Calculated value from numerical model
Distillation column
Condenser
Dephlegmator
External refrigeration
Feed stream to separation unit
Fin (in PFHE)
Friction
Gravity
Hydraulic
Counting integers
Inlet
Liquid
Laminar flow
Heat loss on test rig
Measured values
Outlet
Plate (in PFHE)
Indirectly deteminded measurement value
Reduced temperature (=
Rectifier section of column
Reference value
Reflux liquid stream
Stripper section of column
Sub-cooling
Surroundings
Test section
Top product stream from separation unit
Total
Turbulent flow
Vapor
Wall
Degrees of freedom
Initial or reference value
Experimental and Theoretical Study of Reflux Condensation
7
8
6
8
8
4
4
3
3
2
4, C, E
2
2
3
6
7
2
4
7
D
8
4
8
8
7
F
5
4
3
3
2
3
E
4
XV
Superscripts
NOC
est
n
sat
Number of components
Estimate
Upper counting limit in summation
Saturated state
3
F
6
4
Miscellaneous symbols
d
d
Differential operator
Differential vector operator
Partial differential operator
2
3
4
Air Products & Chemicals Inc.
Hydrocarbons (methane,ethane,butane,etc)
Equation of state
Gas chromatograph
Heat Transfer and Fluid Flow Services
International Energy Agency
Liquid natural gas
Number of components
Natural gas liquids
The Norwegian University of Science and Technology
Plate-fin heat exchanger
Peng-Robinson EOS
Root mean square
Soave-Redlich-Kwong EOS
Tubular Exchanger Manufacturers Association
Vapor-liquid equilibrium
Volatile organic compounds
Inner diameter
2
6
D
5
2
1
2
3
2
Abbreviations
APCI
Ci,C2,C3,...,Cn
EOS
GC
HTFS
IEA
LNG
NOC
NGL
NTNU
PFHE
PR
RMS
SRK
TEMA
VLB
VOC
i d.
Experimental and Theoretical Study of Reflux Condensation
1
C
6
D
5
D
1
2
1
Introduction
1.1 Background
Norway is a major exporter of natural gas, and has increased its export volume sig­
nificantly during the past few years. The gigantic Troll field1 will, with supplements
from other fields, provide a vast export of gas for at least 50 years. In this context,
research and development of gas related technology is important for the Norwegian
petroleum industry.
The International Energy Agency (IEA) strategy plan 1995 - 2000 [1] states, quota­
tion: “Around 60% of all applications of heat exchangers involve multiphaseflow, in nearly
all cases with phase change (condensation, evaporation). The inadequacy of design methods
in this area still presents major problems, in extending the range of applications ...”
Reflux condensation is such an extension to this range of applications. The above
mentioned strategy plan also states that extension of plate-fin heat exchanger (PFHE)
applications to include simultaneous heat- and mass transfer should be pursued.
This thesis presents a separation unit, called a dephlegmator which is designed for
separating gas mixtures. The dephlegmator may, in principle, be used for separation
of any zeotropic gas mixture. A dephlegmator is essentially a separation process
inside a heat exchanger, and it can fully or partly replace conventional equipment,
like distillation columns and partial condensers.
Reflux condensation works as displayed in Figure 1.1. A mixed vapor stream is
continuously stripped of heavy components in up-flow, and the reflux liquid flow is
enriched on these components. Continuous heat removal contribute to high thermal
efficiency. Small mass transfer driving forces reduce thermodynamic irreversibil­
ity compared to conventional distillation. Typical processes where dephlegmator
technology is potentially viable are petrochemical plants such as ethylene recovery,
de-methanizer, de-ethanizer, de-propanizer, pre-separation and retrofitting of existing
distillation processes. Other areas are re-liquefaction of boil-off gas from gas tanks
and VOC recovery.
Current design basis and operational experience are proprietary to the manufactur­
ers of equipment and processes. Improved understanding and open literature on
the subject, will reduce scepticism and enhance utilisation among the users of such
equipment, namely the process industries.
1 The Troll gas field was officially opened at the 19 June 1996, and gas exports started in October the
same year
1
2
1
INTRODUCTION
! t
Vapor
I I t
Vapor
Figure 1.1: The principle of reflux condensation
1.2
Structure of the thesis
The philosophy used when undertaking this work was to first identify a particular
physical phenomenon to examine in detail. Secondly, the identified phenomenon,
being reflux condensation, was examined with respect to the physics involved and
translated into a model. The model has subsequently been compared with experi­
mental data, to ascertain its validity. Finally, the model was used to study processes
viable for industrial use.
This thesis contains the following main parts:
• Theory: Literature review, theoretic basis and numerical model for dephlegmator simulation in Chapters 2, 3 and 4.
♦ Experimental work: Design, engineering and construction of the test facility in
Chapter 5. Measurement program and uncertainty analysis in Chapter 6.
• Results: Comparison between model and experiments. The results are presented
in Chapter 7.
♦ Case study: The numerical model is applied to design dephlegmators to different
processes in Chapter 8.
Experimental and Theoretical Study of Reflux Condensation
1.3
Limitations
3
• The thesis is completed with recommendations for further work in Chapter 9
and conclusions in Chapter 10.
1.3
Limitations
The chosen topic of this thesis is an extensive one, and must be subject to some
limitations due to the limited time spent on the work. This three year project includes
experimental and theoretical work.
Both the model and the experiments consider a single tube, and the work does not
reflect on “multi-tube items” such as flow distribution and instability. In Chapter 8, a
plate-fin heat exchanger is calculated on an “equivalent” single tube basis.
All model and experimental work have been performed on binary mixtures.
The terms dephlegmator and dephlegmation are used in connection with separation
using membranes and emergency cooling in nuclear power plants. These subjects are
not considered a part of this work, although flooding point prediction methods, de­
veloped in connection with emergency cooling in nuclear power plants, are reviewed.
1.4 Definitions
To avoid any potential confusion with respect to the terms used throughout this thesis,
the following definitions are given:
Term
Dephlegmation
Dephlegmator
Reflux condensation
Reflux condenser
Definition
Separation of a gas mixture in reflux flow with condensing
liquid under continuous heat removal
An apparatus in which dephlegmation occurs
Dephlegmation
Dephlegmator
Table 1.1: Definitions
Experimental and Theoretical Study of Reflux Condensation
4
Experimental and Theoretical Study of ReOux Condensation
1
INTRODUCTION
2
Literature review
The literature on dephlegmation, or reflux condensation, is concerned with three
different areas; heat- and mass transfer, flooding and process integration. Theoretical
and experimental development, or a combination of both, are reported. The following
sections reviews the open literature. Literature surveys were made both in the database
of Heat Transfer and Fluid Flow Services (H ITS), Harwell, UK and other major
databases through the Technical University Library of Norway. Some 100 references
were found with dephlegmation or dephlegmator as subject, of which 41 are patents.
A summary of known patents are listed in Appendix A. Work from countries such
as the former USSR, Poland, Romania and China is unfortunately inaccessible due
to lack of translations. These are, therefore, only reviewed on basis of abstracts from
the databases [2,3].
References of direct relevance to the topics discussed in this thesis are cited where
appropriate.
2.1 Heat- and mass transfer models
Numerous authors have studied heat- and mass transfer of multicomponent (mainly
binary) mixtures. Colburn & Hougen [4] wrote the first significant paper on mul­
ticomponent condensation. This along with other important work [5-12] forms the
basis for the specific work on condensation of mixtures. The subject is also described
in various books, where the works by Collier & Thome [13] and Taylor & Krishna [14]
are detailed and well described.
Articles which particularly deal with heat- and mass transfer in reflux condensation
of mixtures are scarce. Kirschbaum [15] presents some early work (1930) on reflux
condensation of binary mixtures. This work, along with the work of Kirschbaum &
Lipphardt [16] and Kirschbaum & Troster [17] investigates mass transfer in partial
condensation. Kirschbaum [15] claims that the rectification is solely dependent on
the reflux ratio (v). However, Equation 2.1 is valid only at thermodynamic equilib­
rium, and denotes an upper separation limit. A rather large deviation between the
theoretical limit and experimental data is shown [17]. This deviation increases with
vapor velocity and reflux ratio.
(2.1)
5
2
6
LITERATURE REVIEW
The experiments of Kirschbaum et al. were performed on the outside of a single tube,
contrary to the common practice of reflux condensation inside tubes.
Bell [18] presents an algorithm for design and rating of reflux condensers, but it is
neither implemented nor verified experimentally. The author points out the lack of
understanding of the processes involved and experimental basis for further develop­
ment.
Two articles by Davis, Tung and Mah [19,20] study condensation and evaporation
in reflux flow. In Reference 19, an experimental scheme with a binary mixture of
n-hexane - toluene with heat input/removal through a wetted-wall is studied. A math­
ematical model based on differential conservation equations is presented and verified
against experiments. The model includes heat- and mass transfer in both liquid and
vapor phase, and performs top-down calculation. Davis et al. assumes uniform liquid
composition in the liquid phase. The experimental rectangular column consists of
one wetted wall with three adjacent adiabatic, dry walls (0.152mx0.00953m). The
model predictions are in good agreement with experiments, but few of the experi­
mental runs are presented. In Reference 20, the wetted wall column is replaced by
plate-fin channels. Again, the authors report acceptable agreement between theory
and experiments.
Di Cave, Mazzarotta and Sebastani [21] present a model based on the Colburn &
Drew [5] approach. The model is supported by experiments on a 18 mm i.d. 920 mm
long tube. The authors point out sensitivity of the model with respect to heat- and
mass transfer coefficients. The model is developed for a single tube, and it is argued
that this is sufficient to describe a complete tube bundle. No comments are made on
multi-tube challenges such as fluid distribution, instability or flooding limits.
Fox, Peterson and Hijikata [22] present a time dependent hydrodynamic model for
steam-air mixtures in the condensing section of a thermosyphon. The oscillating
nature of the reflux flow phenomenon at various Reynolds1 (Re) and Grashof2 (Gr)
numbers are studied. Unstable flow patterns were found, as expected, at increasing
Re and Gr numbers. The impact from flow patterns on heat transfer was found to be
significant.
Heat- and mass transfer coefficients in reflux condensation of mixed vapors are treated
by Onda, Sada and Takahashi [23]. An experimental apparatus with 20 mm column
i.d. and lengths 330, 830,1330 and 1830 mm is presented. Test fluid is a binary mix­
1 Reynolds number denotes the ratio of inertia and viscous forces
2Grashof number denotes the ratio of buoyancy and viscous forces
Experimental and Theoretical Study of Reflux Condensation
2.1
Heat- and mass transfer models
7
ture of methanol and water, No information on temperature or pressure is reported,
although an illustration of the experimental apparatus indicates atmospheric condi­
tions. The apparently good agreement between experiments and theory is, therefore,
of limited value to the reader.
Rohm [24] treats unsteady state behavior in dephlegmation of binary vapor mixtures.
A literature survey by the same author [25], based on several references, states that
three known methods for multi-component mass transfer give similar and acceptable
results. These methods are the linear theory3 by Toor [7,8] and Stewart & Prober [9]
and the matrix method of Krishna & Standart [11]. The models are compared for
steady state simulation of the dephlegmation process on a ternary mixture (methanol,
ethanol and water). The matrix method of Krishna & Standart [11] produces more
accurate results, the penalty is more computing time.
Dixit, Gaitonde and Sharma [26] present a model for computation of rectification
in dephlegmators for an aqua-ammonia (binary mixture) refrigeration system. The
method is extracted from a general model for distillation columns, and modified for
dephlegmation. The authors discuss, rather briefly, the results of computations on a
qualitative basis. Verification of these are not reported.
Fiolitakis [27] presents a model for binary mixtures. The model consists of conser­
vation equations for species, mass and energy. At the inlet of the dephlegmator, the
author assumes thermodynamic equilibrium (i.e. both temperature and concentration
gradients are zero) between liquid and vapor.
Urban, Nishio, Matsuo, Ishikawa, Natori, Akamatsu, Sonoi and Onaka [28] present
a recent paper about a dephlegmator for an ethylene plant. The authors report a nu­
merical model and experiments on a pilot plant, with a plate-fin heat exchanger used
as a dephlegmator. The described model is detailed, and even distinguish between
primary surface (parting sheets) and fin surface. The rationale for this is, quotation:
"The separation effect was only slightly better in the case ofserratedfins despite much
higher value ofjo factor. This indicates that condensation of low volatility compo­
nents with simultaneous vaporization of high volatility components (which results in
high separation effect) occurs only at the parting sheet surface. At the fins surface
all components are condensing in a “one way” manner. Next, the liquid condensed
on the fins moves under surface tension forces towards the parting sheet (primary)
surface.” This conclusion is not strongly supported by the reported observations,
and the difference in separation may originate from other sources, such as coolant
3The linear theory of multicomponent mass transfer were developed independently by the authors
Experimental and Theoretical Study of Reflux Condensation
2
8
LITERATURE REVIEW
conditions and over design of area. The authors report agreement between model and
pilot plant test, although no numbers are presented to quantify this agreement. The
paper also discuss flow distribution an distributor design.
H ITS in the UK works both with theory and laboratory activities on dephlegmators.
This work is not commonly available to the public and, thus, not reported in this
thesis.
2.2 Flooding point prediction
- dP/dz
(
(-------)
Figure 2.1: Pressure drop and superficial liquid velocity as a function of superficial
vapor velocity
Flooding is recognized as an important constraint in vertical reflux flow. Much of
the work on this subject has been dedicated to emergency heat removal in nuclear
reactors.
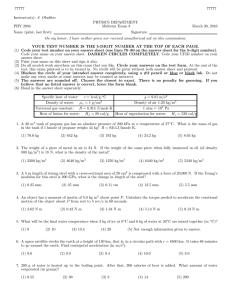
Definition of the flooding point varies from author to author. Figure 2.1 shows both
liquid superficial velocity and pressure drop plotted qualitatively against superficial
vapor velocity in a vertical tube. Some authors define the flooding point based on
entrainment level, some on liquid bridging of the flow channel, and others on no
liquid reflux. The latter two criteria are recognized in the figure. No liquid reflux
occurs in the vicinity of the maximum pressure drop, while bridging occurs when
the pressure drop curve starts to increase rapidly towards the peak with increasing
superficial vapor velocity.
Experimental and Theoretical Study of Reflux Condensation
2.2 Flooding point prediction
9
Many attempts have been made to predict the flooding point, most of them are based
on empiricism. There are several reviews on the flooding literature [29-32], where the
review by Bankoff & Lee [32] considers most aspects of flooding. All of the reviews
point out that vapor velocity and entrance/exit geometry are significant parameters
that determine the onset of flooding. Another point commented is the wide variation
in flooding point predictions between different authors. There is no common agree­
ment on what parameters that are most important to the flooding phenomenon. The
difference in experimental setup explains some of the variation. Most experiments
are done with air-water or steam-water, different fluids properties may, therefore,
influence flooding predictions.
Further, it is unclear whether or not the adiabatic and condensing situation differs
significantly with respect to the flooding point.
Correlations for flooding point prediction are either empirical, semi-empirical or
analytical. Ragland [31] states that the statistical nature of this phenomenon may
obstruct purely analytical solutions. Many correlations for flooding point prediction
exist [29-35], only four are presented here to show the qualitative differences among
them. The equations are plotted in Figures 2.2 and 2.3, for a methane and a water
system, respectively, at 10 bar in a 20 mm (inner diameter) tube. The differences in
predicted flooding velocity are evident.
Flooding velocity (Water (liquid - vapor), 10 bar)
20
i
i
i
i
0.2
0.3
0.4
_i_
0.5
I »
i
i
i
_i_
0.6
0.7
0.8
English et al.
Diehl and Koppany
Wallis (C=1.0)
Wallis (C=0.7)
Pushkina and Sorokin
I
g. io
0
0.1
0.9
1
(L/G) Ratio of superficial liquid to vapor mass flow rates
Figure 2.2: Calculated flooding velocity for water at 10 bar in a 20 mm (i.d.) tube
Experimental and Theoretical Study of Reflux Condensation
2
10
LITERATURE REVIEW
Flooding velocity (Methane (liquid - vapor), 10 bar)
5
I
I
i
i
i
0.1
0.2
0.3
r
i
4
i
i
i
English et al.
Diehl and Koppany
Wallis (C=1.0)
Wallis (C=0.7)
Pushkina and Sorokin
i
----------------...........
...........
--------
3
a
2
73
I
a
1
0
J____I___ I____I____L
0
0.4
0.5
0.6
0.7
0.8
0.9
1
(L/G) Ratio of superficial liquid to vapor mass flow rates
Figure 2.3: Calculated flooding velocity for methane at 10 in a 20 mm (i.d.) tube
English, Jones, Spillers and Orr [34] present an empirical correlation, Equation 2.2.
The correlation predicts a maximum superficial vapor mass flow rate (G) at the bottom
of the condenser. They state that this mass flow rate depends on tube diameter (D),
liquid and vapor density (pv, pi), surface tension (a), liquid viscosity (pi), tube-taper
angle ($) and the ratio of liquid and vapor superficial mass flow rates (L/G). This cor­
relation is based on 56 flooding experiments done by the authors on water, n-propyl
alcohol, n-heptane and carbon tetrachloride. The flooding point is taken as the top
point of the pressure drop curve in Figure 2.1.
£)0.3p0.46a0.09p0.5
G
G, z;
D
Pli Pv
<7
Pi
e
1550
tf-14{cose)°-32(L/G)0-07
Superficial vapor and liquid mass flow rate - lb/h ft2
Tube inner diameter - in.
Liquid and vapor density - lb/ft3
Surface tension - dyne/cm
Liquid viscosity - cp
Tube taper angle (from horizontal) - degrees
Experimental and Theoretical Study of Reflux Condensation
(2.2)
11
2.2 Flooding point prediction
Diehl & Koppany [33] also present an empirical correlation for prediction of the
superficial flooding velocity (u„). The authors report that flooding is dependent on
a critical diameter determined only by surface tension (a). In addition, the flooding
velocity depends on tube diameter (D), vapor density (pv) and the ratio of liquid and
vapor superficial mass flow rates (L/G). This correlation is based both on experiments
by the authors (hydrogen-diesel oil, water, and steam-air-water) and on measurements
done by others. The flooding point is defined (unclearly): “ The flooding point was
determined in the tests by noting the velocity at which a large increase of entrain­
ment occurred and by checking the pressure drop increase as the vapor velocity was
increased.”
F\F2
Fi
Fx
1.0
(2.3)
D '
< 1.0
<7/80,
' D
> 1.0
.<7/80
F2
uv
fi, #
o
Superficial flooding velocity of vapor - ft/s
Correction factors
Surface tension - dyne/cm
Pv
Vapor density - lb/ft3
D
Tube inner diameter - in.
Z, G
Superficial liquid and vapor mass flow rate - lb/h ft2
The correlation given by Wallis [35], Equation 2.4, is probably the most commonly
used for prediction of the flooding point. This equation is referred to as semiempirical. The flooding point predictions are made on the basis of water-air experi­
ments. The sum of the square root of the liquid and vapor dimensionless velocities
(p,j„) is predicted to be constant at the flooding point. The equation is valid for tubes
and packed columns. The constant (C) varies with geometry of the tube or column.
Experimental and Theoretical Study of Reflux Condensation
2
12
# +;7
=
jv
—
31
=
Jv
31
C
G.vjini It u
Pvt Pi
9
Dh
LITERATURE REVIEW
c
(2.4)
Gy,in
VPv (Pi ~ Pv) 9 Dh
Gj7in
y/Pi (pi ~ Pv) 9 Dh
Dimensionless superficial vapor velocity
Dimensionless superficial liquid velocity
Constant (0.7 - 1.0)
Superficial vapor and liquid mass flux at inlet - kg/m2 s
Vapor and liquid density - kg/m3
Acceleration due to gravity - m/s2
Hydraulic diameter - m
Pushkina and Sorokin [36] found that tube diameter is invariant in the interval between
6 and 309 mm. They recommend the Kutadeladze correlation, Equation 2.5, which
is based on water-air experiments. Flooding is predicted as the vapor velocity (uy)
where flow reversal occurs and is claimed to depend on surface tension (a), vapor and
liquid density (pv,pi) and the acceleration of gravity (g).
0.25
uv
gv{pi - Pv)
3.2
P v2
Viy
Flooding velocity of vapor - m/s
9
a
Acceleration due to gravity - m/s2
Ph Pv
Liquid and vapor density - kg/m3
(2.5)
Surface tension - N/m
Both Equation 2.2 and 2.3 are dimensional, and take English engineering units as in­
put in the listed form. The equations must therefore be carefully converted to comply
Experimental and Theoretical Study of Reflux Condensation
2.3
Processes utilising dephlegmator technology
13
with SI units. This was done when comparing the different equations.
Girard & Chang [37] have recently developed an elaborate system of equations that
treats wave stability in order to solve the flooding problem. Even with a set of eight
simplifying assumptions, their model is rather complex. The model is verified by
experimental data obtained in 4.8 m long Pyrex tubes of 2.06,1.59 and 0.95 cm i.d.
The work is done with focus on water cooling of fuel rods in nuclear power plants,
and does not consider mixtures.
For tube bundles some authors recommend a reduction in velocity of between 30%
and 50% of the flooding correlations [18,29],
The discrepancies in existing theory and experimental work do not lead to any strong
conclusions. The flooding correlations have generally been developed for circular
tubes with large diameters (typically 3/4 inch). The geometry of the actual equipment
should always be checked against the experimental setup that was used to develop the
different correlations.
Limb & Czamecki [38] have tested different flooding correlations in plate-fin chan­
nels. The authors state: “These data confirm that most of the existing correlations
are suspect for equivalent diameters below 3/4 in., with the possible exception of the
Wallis correlation.’’
The present work focuses both on rectangular plate-fin channels and circular tubes.
The Wallis correlation is, supported by the above statements, used throughout this
thesis.
2.3 Processes utilising dephlegmator technology
The literature on process integration with dephlegmator technology is dominated by
articles and patents from Air Products & Chemicals Inc. (APCI). Ethylene recovery
has been their main concern, but various combinations of gas separation are suggested
and patented [2,3,39,40], The literature from APCI includes several patents (listed
in Appendix A). Connected processes such as recovery from synthesis gas, COg, N2,
He, HgS and H2 recovery are also presented [38-41]. Some industrial experience
with dephlegmator technology is reported, and examples are reproduced below.
Absorption refrigeration cycles with H2O-NH3 or Li-Br refrigerant is a field where
dephlegmator technology gains some attention [2,3].
Various older patents, mainly from the 1920s and 1930s, describe distillation and
Experimental and Theoretical Study of Reflux Condensation
14
2
LITERATURE REVIEW
cracking of valuable gases from coal shales, solids and oils [2,3]. Utilization of these
processes are believed to have been hampered by development of other more suitable
processes.
Recovery of hydrocarbons from fluid catalytic cracker off-gas using dephlegmator
technology is a feasible process [41]. The introduction of dephlegmators in the cryo­
genic section reduces refrigeration duty significantly. Expanded top product from the
dephlegmators may be sufficient to cover the condensing duty. Brahn [41] reports
satisfactory economy for such plants, i.e. significant cost reduction and pay-back
time less than two years.
A similar process for recovery of NGL from natural and associated gases is reported
by Limb & Czamecki [38,42] with several alleged advantages. By replacing a turbo­
expander process with a high pressure process (with dephlegmators), better turn-down
capability and power savings of 40% are reported. An installation at the Kincora gas
terminal in Australia is reported to work better than design (95% propane recov­
ery). The authors briefly present some new applications for the process, of which
one is hydrocarbon dew point control. The reflux heat exchanger will separate out
heavy components at higher temperatures and save about half the refrigeration duty
according to the authors. Limb & Czamecki also indicate applications such as ethane
recovery, dual mode plant4, supercritical feed and LNG production.
A thermodynamic analysis of separation in refineries and natural gas handling is given
by Rojey [43]. Distillation with heat exchange is given attention, and a process is
presented where the rectifier of a distillation column is replaced by a dephlegma­
tor. Optimization is done with focus on reducing necessary equipment, temperature
difference and entropy production. This leads to reduction in both investments and op­
erational costs. For propane-butane separation, 99% recovery of propane is achieved
with increased refrigeration temperature from -85°C to -60°C. A 30% reduction in
refrigeration duty is reported.
IMI Marston, a manufacturer of plate-fin heat exchangers, identifies a number of
processes in which PFHE dephlegmators are suitable. These are: extracting helium
from natural gas, condensing argon, hydrogen purification, COg purification, ethylene
recovery, ammonia purge gas separation, etc [44]. ALTEC, another PFHE manufac­
turer, also promotes reflux condensers for applications such as air separation, refinery
& petrochemical recoveries, natural gas processing and refrigeration systems [45].
4The suggested dual mode plant handles both ethane and propane recovery
Experimental and Theoretical Study of Reflux Condensation
2.3
Processes utilising dephlegmator technology
15
The term dephlegmation is used in membrane separation technology [46] for adia­
batic separation in membranes. This technology is not considered to be a part of the
subjects covered by this work.
Experimental and Theoretical Study of Reflux Condensation
16
Experimental and Theoretical Study of Reflux Condensation
2
LITERATURE REVIEW
3
Theory
Reflux condensation in dephlegmators offers, in principle, some intriguing advantages
to both conventional distillation processes and partial condensers. Heat removal at a
gliding temperature range is one feature that may improve thermodynamic efficiency.
In a conventional distillation column, all heat is removed at the lowest temperature in
the condenser. The temperature difference between the condenser and the surround­
ings may be substantial (cryogenic temperature).
The driving forces for mass transfer in a conventional distillation column are often
large, especially around the feed point. In a dephlegmator, the driving forces are
small, and the irreversible loss due to mass transfer is significantly reduced. The rea­
son for this is that the reflux flow of liquid enhances stripping of the light component
from the liquid phase. Liquid in down-flow is continuously exposed to vapor at a
higher temperature, enabling the light component to re-evaporate.
In order to fully understand the possibilities and limitations of this technology, the
different factors that govern the utilisation of dephlegmators must be investigated. It
is important to obtain knowledge about the physical basis of the dephlegmation pro­
cess, and to identify the more important parameters. This applies to both design and
operation of such equipment. In this chapter, the following subjects are discussed:
• Heat- and mass transfer
• Flooding
• Pressure dependence and pressure drop
3.1
Multicomponent heat- and mass transfer
A thermal process device, such as a dephlegmator, which is designed to separate
liquid and vapor fractions with binary or multicomponent mixtures, is constrained by
the physics of heat- and mass transfer. The significance of the different contributions
varies with temperature, pressure, fluid properties, flow rates, geometry and heat flux.
Heat transfer
A temperature difference always leads to heat transfer from the high- to the low tem­
perature. The rate at which the heat transfer takes place depends on the temperature
difference, thermal properties and geometry of the materials involved. Determination
17
3
18
THEORY
of heat- and mass transfer coefficients is recognized as a challenge in modeling. The
heat transfer coefficient, a, is commonly assumed to vary with flow rate, geometry,
mass transfer and properties of the actual fluid mixture. Correlations for these coeffi­
cients are mainly empirical, and may contain substantial uncertainty. This is indeed
true for complex geometries and multi-phase flow. The heat transfer coefficients
needed in this text are obtained from open literature and cited where used.
Condensation of a multicomponent mixture is a process where both composition1
and temperature of the liquid and vapor phase change. This is illustrated in Figure
3.1 for a binary mixture. Super-heated vapor is cooled to the dew point (1). Further
cooling splits the feed vapor into a two-phase mixture of vapor and liquid. The first
condensed liquid (2) is rich in heavy components. Both vapor phase and liquid phase
are enriched with light components throughout the two-phase region. This means
that both the dew point temperature (1—»3—>5) and the boiling point temperature
(2—»4—»6) of the mixture decrease. Total condensation is accomplished in point 6.
Liquid-vapor
Composition (increasing light
)
100%
Figure 3.1: Illustration of the condensing process in a T-x plot (Binary mixture,
constant pressure)
‘Composition of a binary mixture refers to the lighter component, if not differently specified,
throughout this thesis
Experimental and Theoretical Study of Reflux Condensation
19
3.2 Flooding
Mass transfer
In a gas or liquid mixture with a concentration gradient, mass transport by diffusion
may occur. The condensation process illustrated in Figure 3.1 serves as an example
of a process where mass transfer develops. When the heavy component is transferred
into the liquid phase, the concentration in the vapor is lowered in the vicinity of the
vapor-liquid interface. The concentration gradient between the bulk and the interface
initiates mass transfer by diffusion. Similarly, the light component diffuses from the
interface towards the bulk of the vapor. Pick’s law describes this transport in a binary
mixture, Equation 3.2, and states that mass transport by diffusion in a binary mixture
is proportional to the concentration gradient.
(3.1)
(3.2)
(3.3)
The interaction effects in a ternary mixture is treated by Taylor & Krishna [14]. The
“three-way” interaction renders a possibility of diffusive transport with no gradient,
known as osmotic diffusion and transport against gradients, reverse diffusion. These
phenomena, illustrated in Figure 3.2, occur because transport is dependent on the
gradients of the other compounds in the mixture.
In a system with macroscopic flow, mass transfer by bulk transport is also present.
The total transport of one component is:
Na
= Ja +
Nt/a
(3.4)
For mixtures containing multiple components, the challenge of describing mass trans­
port becomes complex, and will not be elaborated here.
3.2 Flooding
Flooding in counter-current vertical flow is obtained when a rapid increase in pressure
drop is observed with increasing flow rates. An illustration of this is given in Figure
2.1. Vapor friction on the liquid film increases with increasing flow rate, and waves
form on the liquid surface. Further increase of vapor flow rate leads to liquid bridging
Experimental and Theoretical Study of Reflux Condensation
20
3
THEORY
Ternary diffusion
Binary diffusion
J1
J1
Osmotic
diffusion
Diffusion \
o
dxl
Normal
diffusion
behaviour
Normal
diffusion
behaviour
dxl
Reverse
diffusion
Figure 3.2: Mass transfer - diffusion vs. concentration gradient [14]
of the flow channel. The flow regimes resulting from further increase in flow rate
(especially vapor rate) are complex, and highly statistical in nature, until a reversal to
co-current annular flow is obtained at yet higher vapor flow rates. The mechanisms
of flooding are treated in detail elsewhere, as reported in Section 2.2, and will not be
discussed here.
3.3 Pressure dependence and pressure drop
The pressure has a significant influence on a separation process. At high pressure,
the two-phase region in Figure 3.1 shrinks. The boiling- and the dew point line shifts
upwards, and the temperature difference between them decreases. This is shown
in a temperature-composition diagram for methane and ethane in Figure 8.1. At
elevated pressure, the temperature needed to liquefy gas increases, while the volatility
decreases. High relative volatility eases the separation of gases. The relative volatility
of two gases is defined as (component a being the more volatile of the two):
(3.5)
If the relative volatility is greater than unity, separation is possible. aab is temperature
and pressure dependent. The above mentioned pressure dependence indicates an
optimization task on design of separation equipment, with volatility and separation
Experimental and Theoretical Study of Reflux Condensation
3.3
Pressure dependence and pressure drop
21
efficiency on one side, and refrigeration and compressor duty on the other. The
pressure dependency is studied in some detail in Chapter 8, as a part of the case
studies with the numerical model.
Pressure drop in reflux flow is generally low due the limited flow rates, restricted by
flooding, as discussed in Section 3.2. This is supported by the example reported in
Figures 3.3 and 3.4 below.
The equation for conservation of momentum in two-phase flow [47] is given by
Equation 3.6. By assuming a vertical tube2, separate flow of vapor and liquid phase,
uniform density in each phase and constant shear stress, the momentum equation is
integrated to Equation 3.7. a is the void fraction of vapor phase.
+g[apv
+ (1 - Oi)pi]
(3.7)
The total pressure drop in a two-phase flow may now be classified into three terms
due to friction, gravity and acceleration, Equation 3.8. These separate terms are
recognized on the right hand side of Equation 3.7.
The frictional pressure drop, Equation 3.9, has two terms, one due to friction between
wall and liquid, and one due to friction between liquid and vapor. By using friction
factors from White [48] for both wall and liquid-vapor interface, the frictional pressure
drop is given by Equations 3.9, 3.12, 3.13 and 3.14. Reynolds number and friction
factor are calculated for liquid and vapor, respectively, for wall and interface.
Pressure drop due to gravity is given by Equation 3.10, and due to acceleration by
^Positive z direction is upwards
Experimental and Theoretical Study of Reflux Condensation
22
3
THEORY
Equation 3.11.
)
_W
^
\ jz V
tot
\^
(3.8)
dz J acc
grav
+ 5/7"/)
{SWTW
(3.9)
fric
g[apv + (1 - o;)pi]
(3.10)
grav
^ acc
— [o.Gvuv + (1 — a)Giui]
d
dz
&G2 + (1 - ol)G2
pv
pi
(Gl_G±\^ , 2<*GvdGv
Pi ) dz
\Pv
pv
dz
I o(l ~ a)Gi dGi _ aG2 dpv
pi
dz
pi dz
(1 — a)Gj dpi
Pi
dz
(3.11)
fG2
(3.12)
8P
flam
fturb
Re
64
Ee
f— 1.8 log 6.9
Ri +
(3.13)
(3.14)
uD
The different terms of the pressure drop correlation is evaluated below, based on
process data from the test rig described in Chapters 5 to 7. The data in Table 3.1 are
taken from one of the measurements, named tl00697, in Appendix G. This is the
measurement with the highest wall heat flux, separation and reflux ratio. The void
fraction is assumed to be 1.0 at the top, and to vary linearly from top to bottom of the
tube. The pressure drop, and the single terms in Equation 3.8, are plotted in Figures
3.3 and 3.4 as a function of void fraction. Hewitt [47] reports data for vertical upwards
flow with void fractions between 0.9 and 1. This interval is used in the figures.
Pressure drop in the tube is in the order of 2 to 5 mbar/m in a dephlegmator tube
Experimental and Theoretical Study of Reflux Condensation
3.3
Pressure dependence and pressure drop
23
(with properties as listed in Table 3.1), at void fractions varying form 0.9 to 1 at the
inlet of the tube. The dominating contribution to the overall pressure drop is due to
gravity. The relatively low pressure drop validates a constant pressure assumption in
the remaining theoretical work in this thesis.
Gi
Gv
Pi
Pv
dGi
A
dz
dpi
dpv
da
L
D
p
e
Top Bottom
0.00
-17.20
13.40
26.50
499.80
501.53
23.43
23.56
8.62
-6.56
-0.87
-0.07
0.15
2.00
21.4
10.87e5
0.0015
Unit
kg/m2s
kg/m2s
kg/m3
kg/m3
kg/m3s
kg/m3s
kg/m4
kg/m4
m_1
m
mm
Pa
mm
Table 3.1: Data for pressure drop calculation (Measurement 1100697)
Experimental and Theoretical Study of Reflux Condensation
24
3
THEORY
Total
Gravity
Inlet void fraction (-)
Figure 3.3: Total- and gravitational pressure drop in dephlegmator tube as a function
of void fraction
Acceleration
Friction (wall)
Friction (interface)
60 -
40
20
-
-20
-40 0.9
0.92
0.94
0.96
0.98
Inlet void fraction (-)
Figure 3.4: Pressure drop due to acceleration and friction in dephlegmator tube as a
function of void fraction
Experimental and Theoretical Study of Reflux Condensation
4
Numerical model
Several models of reflux condensation are reviewed in Section 2.1. These are based
on conservation of species, mass, momentum and energy, in addition to equilibrium
at the interface between liquid and vapor. The models tend to involve a large amount
of equations to be solved. Insufficient physical models for prediction of properties
and heat- and mass transfer coefficients, reduce accuracy. Such a model is dependent
on initial values and require iterative solution schemes. Numerical difficulties with
complex models have been reported [19]. The various physical effects of a large
number of unknown properties are difficult to judge, and the quality of such models
as design tools, and the results produced, may be doubtful.
This chapter presents a simpler and different approach, in which all simplifications
are discussed and the effects of these are surveyable.
4.1 Model basis and assumptions
Figure 4.1 displays a control volume of the current model, where the different param­
eters are named. The system is assumed to be isobaric, an assumption which reduces
the number of equations, as the momentum equations are neglected. Pressure drop in
a dephlegmator was discussed in Section 3.3.
I
f
-—
9w
T,
X
Liquid
c
h naj nb
|X,
:yi
qv
Interface
°4
Tv
y
(j
Vapor
-G-t
Figure 4.1: Control volume for reflux condensation model
The conservation equations for mass, species and energy in liquid and vapor phase
are listed in Equations 4.1 to 4.8. Diffusion of mass and heat in the axial (flow)
direction is neglected in this system. The non-linear differential algebraic system
25
4
26
NUMERICAL MODEL
consists of 6+2NOC independent equations and 8+4NOC variables. In order to solve
the equations, a set of assumptions and closure laws must be added.
dGv NOC
ni Si
dz
i=i
dGi
dz +
-
dz
= 0
(4.1)
E ni^1 - 0
(4.2)
NOC
2=1
Gvyi ) - ni Si
=
0
(4.3)
Gi Xi) + rii Si
=
0
(4.4)
—
0
(4.5)
qw )
—
0
(4.6)
E y* -1
=
0
(4.7)
=
0
(4.8)
NOC
E
— y — Gvhvj —Si(qv+ ^2 nihv,i)
2=1
NOC
dz
Gi hi j -f- Si (c[v
^ ] fiihv i
i=1
NOC
2=1
NOC
E Xi - 1
2= 1
The system could be solved, simultaneously for the whole dephlegmator, by a dif­
ferential algebraic equations solver. The main disadvantage of using such a strategy,
and the rationale for not using it here, is loss of control with the different variables
during the calculations.
Proceeding from the conservation equations, the aim was to develop an analytical
solution to the problem of reflux condensation.
The system is reduced to a binary mixture. This constraint is not strictly necessary,
but the binary case is more surveyable than cases with multiple components. An ex­
tension of the model to handle multicomponent mixtures postponed until a thorough
understanding of the binary case is obtained. This assumption reduces the number of
conservation equations to eight, four in each phase.
A linear interpretation of the remaining differential algebraic equations is needed to
Experimental and Theoretical Study of Reflux Condensation
4.1
Model basis and assumptions
27
obtain an analytical solution. The composition sums and the heat- and mass transfer
Equations (4.9 - 4.11) are substituted. The system is reduced to six independent
equations.
nb
= ^[(1 + y)na +k (yj-y)]
qv
- av{Tv — Tj)
(4.10)
qw
= ai(Ti-Tw)
(4.11)
(4.9)
To close the system of equations and variables, an assumption is made with respect to
the liquid phase composition, as the liquid phase is assumed to be saturated. In mass
transfer modeling [14], it is common to make a choice between a completely mixedor an unmixed liquid phase. The effect of the two optional choices is significant at low
heat flux. Here, the assumption is made that the liquid phase is well mixed without
sub-cooling. This assumption must be kept in mind, and the model should be used
with care at low heat flux, and in the presence of non-condensible components.
The interface perimeter, 57, is set equal to the tube perimeter in the model.
Interface conditions are defined to be saturated at the liquid temperature. This defini­
tion is formulated in Equations 4.12 - 4.14.
Ti
VI
XI
=
=
Ti
%(T,,Tr*
(4.12)
=
c(T;,T)"*
(4.14)
(4.13)
The effect of the assumptions are discussed in Section 7.3.
A set of linear thermodynamic relations are substituted into the equations. These
are necessary in order to obtain a linear system of equally numbered variables and
equations. A first order Taylor series expansion of the thermodynamic relations is
used. As an example, first order Taylor series expansion of enthalpy in the vicinity of
a known point, h(To, To, A7,o)> is shown in Equation 4.15. The second order term,
9 (AT2, AT2, AN?), contains the deviation between the real and the approximated
value. By reducing the step length, the alteration in the thermodynamic properties
are small. The method is consistent with small steps, as the error in the Taylor
Experimental and Theoretical Study of Reflux Condensation
28
4
NUMERICAL MODEL
approximation is reduced in the second order error term1.
(4.15)
The thermodynamic Equations, 4.16 - 4.22, are listed below. When substituting these
into the conservation equations, a set of six equations with six unknowns is obtained.
The unknowns are: na, £ Gv, ^ Gu £ y, j-z Tv and £ 2).
(4.16)
hi
—
hliref
(4.19)
(4.20)
(4.21)
(4.22)
The solution method is more compact when the variables and equations are denoted
as matrices, Equation 4.23. The conservation equations, with substituted linear
thermodynamic functions, are shown as matrix elements in Appendix B. The analytic
solution is obtained in Equation 4.24. The solution vector, x, was not as simple as
desired, as the matrix elements contain multiple terms. The rationale for obtaining
an analytical set of equation, is to examine the different parameters effect on the
solution. This analysis demands an overview of each variable, which was lost due to
'The error term reduces proportional to the square of the step in each direction (T,P,Ni)
Experimental and Theoretical Study of Reflux Condensation
4.1
Model basis and assumptions
29
the complexity of the analytical solution.
Ax
=
R
(4.23)
x
=
A-1 R
(4.24)
A
-
Coefficient matrix (6 by 6)
x
—
Solution vector (6 by 1)
R
-
Residual vector (6 by 1)
The model need initial values for at the start of the calculations. The required initial
values are listed in Table 4.1.
A numerical solution procedure was chosen, where the equations are solved by a
matrix solver using Gauss elimination.
The numerical integration is done by a fourth order Runge-Kutta method with variable
step size [49]. The model can advance either upwards or downwards, dependent on
the specified initial data. The thermodynamic properties are calculated from the initial
values, along with heat- and mass transfer coefficients.
Initial value
y
Gy
G,
Ty
T,
P
q«?
kmole/kmole
kmole/s
kmole/s
K
K
Pa
W/m2
Description
Light composition of vapor phase
Molar flow rate of vapor
Molar flow rate of liquid
Vapor phase temperature
Liquid phase temperature
Pressure
Wall heat flux (May also be specified as
wall temperature)
Table 4.1: Initial value input to numerical model
Experimental and Theoretical Study of Reflux Condensation
4
30
4.2
NUMERICAL MODEL
Model implementation for an arbitrary heat exchanger
The model is programmed in C, and takes input as specified in Table 4.1 at one end of
the dephlegmator. In addition, a criterion is set, at the opposite end, to determine when
to stop the numerical integration. This criterion may be chosen between composition,
flow rate, length of dephlegmator or flooding point.
Thermodynamic properties are calculated using an in-house thermodynamic library,
where the Peng-Robinson equation of state [50] is used. Appendix D describes the
equation and mixing rules, used on the test mixture of propane and n-butane in the
laboratory test rig (Chapters 5 and 6).
Flooding is monitored by calculating the Wallis flooding coefficient (Equation 2.4).
In a multi-tube heat exchanger, some authors recommend a reduction in flooding
factor [18,29]. In this program, the flooding coefficient is printed to the output file,
and can be evaluated according to the comments made in Section 2.2.
The vapor phase heat transfer coefficient is calculated by Equations 4.25 or 4.26,
taken from Kays & Crawford [51]. Nusselt (Nu) number denotes a dimensionless
temperature gradient at the surface, and the Prandtl (Pr) number denotes the ratio of
the momentum and thermal diffiisivity. There are several equations for pure gas flow
in the literature, but no work has been done to evaluate and choose between them
in the reflux flow case. The different correlations only differ slightly on constants
and exponents. These details are important enough for some applications, but are
considered to be of secondary importance here.
Hlam
—
4.64
(4.25)
N.V'turb
~
0.023 Re0-8 Pr0-333
(4.26)
Nu =
Re =
Pr =
a Dh
A
u Dk
V
cpfi
A
When constant wall temperature is specified, the film heat transfer coefficient is
calculated from film theory [13].
Experimental and Theoretical Study of Reflux Condensation
4.3
Model implementation for PFHE
31
The the mass transfer coefficient, k, is calculated from Equation 4.27.
v MWVXV \cpvpvDabJ
(4.27)
The program can calculate a dephlegmator with arbitrary geometry, and is used in
Section 7.2 for the experimental test rig. The calculations in that section form the
connection between the experimental study and the theoretical model. By comparing
the experimental results and calculation, the quality of the model is evaluated.
4.3
Model implementation for PFHE
......r
! 5
h —» t
1
T
!
-i p i-—
Figure 4.2: Fin geometry of a plate-fin heat exchanger
The model for a plate-fin heat exchanger is a specialised version of the model de­
scribed previously. The flooding point and heat transfer coefficient are calculated
as described in the previous section. The heat transfer coefficients used here are
conservative because a rectangular channel has higher heat transfer coefficient in the
laminar region than a circular tube. The value depends on the ratio of length to width
of the channel, and may be up to 150% of the value in a circular tube (p.43 of [52]).
The design of a plate-fin dephlegmator is assumed to be constrained by feed specifica­
tions, top product requirements and a predefined footprint area for the heat exchanger.
Fin geometry and heat exchanger external measures are specified. The program cal­
culates heat transfer area and required thickness of the fins and separating plates.
Fin geometry is displayed in Figure 4.2, and the correlations for characteristic geo­
metrical data are given in Equations 4.28 - 4.34.
Experimental and Theoretical Study of Reflux Condensation
4 NUMERICAL MODEL
32
tfin
(4.28)
—
in G
tpi
£
a
(
P
(4.29)
0.5
(4.30)
=
II
tp2
—
P
(4.31)
2 'fifin'^
Where:
Dh tp
Ac
W H
a
r
tpi
tp2
tp3
-
glP-Zf
(4.32)
Dh
=
Si
=
4>WH
An
=
4>WH[1-
(P — 2 t/m +
(4.33)
(h + tp)p
tp
tfin
tfin)
(h + tp)p
h + tp
Hydraulic diameter
Separating plate thickness
Cross flow area
Heat exchanger core width
Heat exchanger core height
Maximum allowed tensile stress
Maximum allowed shear stress
Plate thickness (tensile stress)
Plate thickness (flexural stress)
Plate thickness (shear stress)
P
P
h
S/
tym
n/iro
b
P
0
-
(4.34)
Fin spacing
Fin height
Heat transfer area/m
Fin thickness
Number of fins/m
Half fin height(h/2)
Pressure
Area factor
The area factor, <j>, introduced in Equations 4.33 and 4.34, is included to calculate
the actual area occupied by dephlegmator channels. The heat transfer area per core
length, Si, is estimated with the assumption that 25% of the available core geometry
is used for coolant. This assumption, with (j> = 0.75, is made because the coolant
side is not restricted by flooding and can be designed with smaller channels. This
leads to higher area to volume ratio on the coolant side and more available space for
extra reflux channels; thus giving more heat transfer area per length. The value of the
Experimental and Theoretical Study of Reflux Condensation
4.3
Model implementation for PFHE
33
area factor depends on the chosen cold stream in the design process. Several process
streams may be used for cooling duty, but the coolant side is not explicitly treated in
the current model.
Flow and pressure distribution, and instability due to these effects, are not calculated
by the model.
Preliminary design
Mechanical design of plate- and fin thickness is possible regardless of process fluids,
as pressure govern the design of plate- and fin thickness inside a PFHE unit.
Fin and plate thickness are calculated by Equations 4.28 - 4.31 based on design
pressure and fin geometry. The plate thickness is taken as the maximum2 of tpi, tp2
and tp3. Minimum fin thickness is 0.15 mm and minimum plate thickness is 0.8 mm.
Data from these calculations are used to calculate hydraulic diameter, heat transfer
area and flow area by Equations 4.32 - 4.34.
The design task is, in essence, optimization between heat transfer area and flooding.
High density of heat transfer area is desirable to minimise the overall dimensions
of the unit. Flooding factor below a limiting value is necessary to operate the
dephlegmator as a reflux flow device. Heat transfer area per meter is calculated by
Equation 4.33. The flooding factor (Equation 2.4) is inversely proportional to the
square root of the flow area multiplied by the quadratic root of the hydraulic diameter,
C ^0.5— FR.
For a design pressure of 40 bar and core3 width(W)/height(H) of 1.2 m, the area
variation and flooding ratio (FR) are displayed in Figures 4.3 and 4.4 for different
combinations of fin spacing(p) and height(h). The effect of fin spacing is contrary for
the two criteria. Small fin spacing is desirable to obtain high area, high fin spacing is
desirable to obtain low flooding factor. The last statement being valid for fin heights
above approximately 3 mm, thus fin height greater than 3 mm is reasonable in order to
avoid flooding. The heat transfer area is dependent on fin spacing, while the flooding
ratio only varies slightly (h > 3mm). The significant decrease in heat transfer area with
increasing fin spacing leads to the conclusion that fin spacing should be minimised in
each case, subject to the flooding limit. Fin spacing less than 1 mm is not common
^Maximum allowable tensile stress for aluminium is taken as 23 MPa, and maximum allowable shear
stress is half this value
^Maximum available stacking height and width are commonly about 1.2 m
Experimental and Theoretical Study of Reflux Condensation
34
4
NUMERICAL MODEL
among commercially available plate-fin heat exchangers.
Heat transfer area variation
p=
p=
p=
p=
1800 1600 -
1 mm
2mm
3 mm
5 mm
1400 -
P = 40.0 bar
Fin height - h (mm)
Figure 4.3: Sensitivity of PFHE heat transfer area to variation of fin geometry
The non-linearities observed in Figures 4.3 and 4.4 are due to the different design
plate and fin thickness with changing fin heights and spacing.
The final choice of geometry is left to the engineer, and focus should be set on
maximizing fin pitch (minimising fin spacing). In the following case studies(Chapter
8), separate fin geometry is chosen for each case. Sensitivity analysis is performed
on these data.
Experimental and Theoretical Study of Reflux Condensation
43 Model implementation for PFHE
Flooding ratio variation
= 40.0 bar
Fin height - h (mm)
Figure 4.4: Sensitivity of PFHE flooding ratio to variation of fin geometry
Experimental and Theoretical Study of Reflux Condensation
35
4 NUMERICAL MODEL
36
Design procedure
A general procedure for design of plate-fin dephlegmators is outlined here. The input
is assumed to be feed properties, top product composition and pressure. The design
should comply with limitations given by manufacturers of plate-fin heat exchangers.
Some typical values are given in Table 4.2 for aluminium units. The procedure is
used in Chapter 8.
Item
Pressure
Width
Height
Length
Fin width
Fin pitch
Fin height
P
W
H
L
P
h
Maximum
80
1200
1200
6200
5
1000
12
Minimum
-
1
200
3
Unit
bar
mm
mm
mm
mm
fins/m
mm
Table 4.2: Plate-fin dephlegmator design - parameter range
(D Specify input:
Feed flow rate(F), feed composition^jeed), top product composition(ytop).
Specify operational pressure(P). If not specified by process, the pressure may
be chosen. Low pressure enhances separation, high pressure increases coolant
temperature.
® Initial value:
Study a T-x diagram of the actual mixture, and calculate top and reflux flow
rate from approximated composition of the liquid reflux. This is used as an
initial value. Set heat flux.
(D Core external geometry:
Set W and H to maximum allowable. In case of predefined footprint area,
the values are given. If not specified, use maximum from heat exchanger
manufacturers (1.2m).
© Core internal geometry:
Set fin pitch(p) and height(h) to 1 and 5 mm respectively.
Experimental and Theoretical Study of Reflux Condensation
4.4
Comparison with other models
37
© Execution:
Run program
© Flooding limit: To enhance heat- and mass transfer, the unit should be operated
close to, but not above the flooding limit.
• If flooding limit is not exceeded, reduce h and return to ©. p and h may
be varied in the following intervals: p = [1..5] mm, h = [3..12] mm. If
reduction of p and h is not sufficient, reduce W and H. Return to ®.
• If flooding limit is exceeded, increase p and h. Return to ®. If flooding
factor is still to high with maximum p and h, more than one dephlegmator
is needed. Divide feed flow rate into smaller fractions and return to @.
Calculate one unit at the time.
© Core length:
If L exceeds maximum allowable (Either decided by space restrictions or man­
ufacturing limitations (6m)), increase heat flux. Return to ®.
® Bottom product quality:
If a specified quality of the liquid reflux is required, the heat flux must be varied.
Return to ©.
© Pressure design:
If pressure is subject to design, vary pressure and return to ©.
© Completion:
Design is complete.
4.4 Comparison with other models
An attempt was made to compare the model with results in published literature. It is
impossible to establish rigid comparison schemes due to insufficient information or
detailing level in the various publications. The lack of publications is also pointed
out by Davis et al. [19].
Di Cave et al. [21] studies a single tube dephlegmator. Insufficient information on
flow rates and heat duty, unfortunately makes comparison difficult. Only flow rate
ratios in the condensing section are reported in addition to inlet temperature and flow
rate of the coolant. The flow rate ratios supplied are condensing ratio and reflux ratio.
15 experiments are reported4, of which three are compared here.
4The 15 experiments are divided into three groups with similar properties
Experimental and Theoretical Study of Reflux Condensation
4
38
NUMERICAL MODEL
Figure 4.5 displays a comparison with experimental runs for a n-hexane/n-octane
binary mixture. The data points refer to experiments 3C, 5D and 4E in Reference 21.
The assumptions made (by this author) are constant wall temperature and atmospheric
pressure. The wall temperature is set equal to the coolant temperature for each of
three runs. The agreement, as shown in the figure, is good.
l
i
Condensation ratio
y_b
x_b
0.9
-X
-
i °-5
0.4
0.3
i
i
46
3 °'7
g
i
;
0.8
5
i
i
x
X:
X
:
X'
"
0.2
-
0.1
.
0
0
0.1
0.2
. — -1_____1_____1____ » —1_____1____
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
Experimental value (-)
Figure 4.5: Comparison between model results and data from Di Cave et al. [21] condensation ratio and composition
Experimental and Theoretical Study of Reflux Condensation
5
Test facility
Literature describes experimental work on reflux condensation as stated in Chapter 2.
Many articles are dedicated to flooding. Some authors report experimental work on
heat- and mass transfer, but the majority treat theoretical development. This section
describes the experimental set up for the current project.
The plant was designed to demonstrate the dephlegmation principle. To avoid hydrodynamic problems such as unequal pressure drop between channels and distribution
of fluid, only a single tube is currently used.
The test rig is located in the laboratory at The Department of Refrigeration and Air
Conditioning at NTNU. The site is equipped with safety arrangements to handle nat­
ural gas. Gas detectors identify possible leakage. Safety- and relief valves are vented
to the outside of the laboratory building. The staff at the laboratory has experience
with several other test facilities containing light hydrocarbons.
5.1 Design
Information about design of dephlegmators is scarce, and much of the design work
is based upon experience on similar equipment. Although a forced circulation circuit
(compressor or blower) poses freedom in operation, a self-circulation system was
chosen to keep the system as simple as possible.
The test plant, shown in Figure 5.1, consists of three main parts, a test section, a boiler
and an overhead condenser.
Design pressure is 30 bar and maximum temperature1 is 80 °C. The rig was tested to
33 bar (gauge) pressure with nitrogen. The operational pressure in the current project
was 9-12 bar.
Test section
Dimensions of the test section were calculated on basis of the Wallis flooding corre­
lation, as described in Section 2.2, and the dimensions of available flow measuring
instruments.
The test section, Figure 5.3, consists of a copper tube with an outer diameter2of 25.4
‘The maximum temperature is due to limitations in the sight glasses. If these are replaced by bolts,
temperature can be increased
2Tube diameters are referred to as outer diameter, if not indicated otherwise
39
40
5
TEST FACILITY
Top product
Condenser
Bottomproduct ■
Boiler
Figure 5.1: Dephlegmator test rig [53]
1
-
Test section
7
Cooling circuit (test section)
2
-
Boiler
8
Cooling circuit (overhead condenser)
3
-
Condenser
9
Pressure transmitter
4
-
Reflux liquid flow meter
10
Differential pressure transmitter
5
-
Return liquid flow meter
11
Heating cables
6
-
Bypass vapor flow meter
Experimental and Theoretical Study of Reflux Condensation
5.1
Design
41
mm (21.4 mm i.d.). The test section inner tube is covered by a 38.1 mm diameter
cooling jacket, made of stainless steel and divided into four sections. This sectioning
of cooling capacity ensures freedom in operation, as both length of cooling section
and heat flux may be varied. Cooling duty is supplied by water.
Inlet of vapor from boiler and outlet of condensed liquid at the bottom of the test
section is done through a specially designed inlet section. As inlet conditions often
control flooding in the tube [29,30], this section is flanged and easy to replace.
Boiler
The boiler, Figure 5.4, is a 129 mm stainless steel cylinder. Three individually con­
trolled 8m (length) - 3mm (diameter) Thermocoax heating elements supply heating.
These enter and exit the boiler through the bottom end and are coiled, as shown in
Figure 5.5. Maximum total duty is 6 kW.
Safety is maintained by level-, pressure- and temperature guards, and a separate safety
valve (30 bar). The boiler was pressure tested to 33 bar with water and nitrogen.
Overhead condenser
Vapor from the top of the test section is condensed before flow rate is measured and
the liquid is returned to the boiler. The overhead condenser is a water cooled shell
and tube heat exchanger (TEMA type E). A modification of the liquid outlet was
necessary to ensure low pressure drop through the unit. The outlet is taken directly at
the bottom of the condenser shell.
Power supply unit
A separate rack contains power supply and security switches. Heating duty to boiler
is controlled separately to each heating element, and total duty is measured. The
power supply unit also contains emergency stop switch, pressure, temperature and
level switches for the boiler. The connector sheet is shown in Figure 5.2.
Piping, valves and connections
The connecting tubes are in stainless steel, 19.05 mm for vapor flow and 10 mm for
liquid flow.
Experimental and Theoretical Study of Reflux Condensation
5
42
TEST FACILITY
Figure 5.2: Connector sheet for power supply unit [54]
Cooling circuits
Both the test section and the overhead condenser are cooled by water. The water
is filtered, to avoid fouling. Flow rate and temperature are measured. Heating, in
temperature controlled baths, is supplied to both cooling circuits to control the inlet
temperature of the cooling water.
Insulation
The test rig is insulated with 10 and 20mm insulation The insulation reduce heat loss
and stabilise operation with respect to varying surrounding temperature.
Experimental and Theoretical Study of Reflux Condensation
5.1
43
Design
Cooling
inlet —
166.7 mm
0 38.1 mm
166.7 mm
0 25.4 mm
333.3 mm
166.7 mm
333.3 mm
166.7 mm
test, 1/4
266.7 mm
Cooling
outlet —
L 2000 mm
Figure 5.3: Details of test rig - test section
Experimental and Theoretical Study of Reflux Condensation
44
5 TEST FACILITY
1/2" NPT
21.5
1/4" NPT
bottom
Tube 129x2
T'pipe thread
Socket for
level gauge
Detail of socket for
level gauge,
seen 90 ' angel
1/16" In
!_ -L _
1/4" NPT
Cross section A-A
Figure 5.4: Details of test rig - boiler [53]
Experimental and Theoretical Study of Reflux Condensation
5.1
45
Design
o
o
m
J2C
1
o
as
3=
1/16" NPTF
Heaterlength = approx.
1/16" NPTF
8m
"I"
1/4" NPT
Figure 5.5: Details of test rig - heating cable layout in boiler [53]
Experimental and Theoretical Study of Reflux Condensation
46
5 TEST FACILITY
5.2 Instrumentation
There are five different groups of measurements on the test rig. These are measurement
of temperature, pressure, flow rate, boiler duty and composition. Instrumentation
collects data for interpretation of the process. The process data is also necessary for
operation of the test rig.
The different points of measurements are shown in Figure 5.1. Data from the different
instruments are sampled by a Keithley 2001 multi-meter and Keithley 7001 logger
unit. The raw data are collected in a PC and treated separately by a data analysis
routine, described in Section 6.3.
Temperaturf measurements
Temperature measurements are conducted by various thermocouples. The test section
is equipped with ten 0.5 mm chrome-alumel thermocouples, type E, positioned along
the height of the tube, Figure 5.3. The thermocouples are soldered into machined
slots in the tube walls.
The temperature of the process fluid and cooling water is measured with type T
copper-constantan thermocouples, positioned according to Figure 5.1. These are in­
serted in capillary tubes mounted in the various flow channels.
A total of 23 different temperature measurements are performed. The thermal refer­
ence is water at the triple point. The connections to the thermal reference are shown
in Figure 5.6.
The thermocouples have been calibrated by regression of temperature to a refer­
ence thermometer. The reference thermometer is calibrated according to the ITS90standard by the Laboratory for National Norms in Norway.
Accuracy3 of the type E thermocouples after calibration is ±0.05°C. Accuracy of the
type T thermocouples after calibration is ±0.02° C.
Pressure measurements - absolute and differential
Absolute pressure and differential pressure difference over the test section are mea­
sured by Honeywell ST3000 pressure transmitters. The pressure transmitter was
calibrated between 100 and 2500 kPa with an accuracy of ±0.1% of measured value.
3The total accuracy of each measurement is treated in Appendix E
Experimental and Theoretical Study of Reflux Condensation
47
5.2 Instrumentation
•
Temperaturemeasuring point
o
Reference temperaturepoint
------------.........
.........
Cupper
Constantan
Chrome
Alumel
Ice I
Thermocouple (type T)
Thermocoax (type E)
Figure 5.6: Temperature reference connection
The differential pressure transmitter was calibrated between 0 and 500 Pa with an
accuracy of ±5% of measured value.
Flow rate measurements
Oval wheel flow meters, Bopp & Reuther type 0106 Agl9 R7/A4, measure volume
flow of the liquid from the test section and from the condenser, positions 4 and 5 in
Figure 5.1. The uncertainty in volume flow depends on viscosity and flow rate. The
supplier claims an uncertainty according to Table 5.1 for a liquid with viscosity=0.3
mPa s.
Flow rate [1/h]
50-160
40-50
25-40
10-25
Uncertainty
± 0.5 %
± 0.7 %
± 1.5 %
± 2.0 %
Table 5.1: Accuracy of instrument Bopp & Reuther type OI 06Agl9 R7/A4
In Table 5.1, the operating range of the volume flow meters is limited downwards
Experimental and Theoretical Study of Reflux Condensation
48
5
TEST FACILITY
to 10 1/h. The operation of the test rig has shown that it is necessary to operate the
reflux liquid flow meter at flow rates around, and below this limit. An on-site check
of this flow meter was therefore conducted. The test section was operated as a total
condenser, while the rest of the rig was closed off by valves. The measured flow
rate was compared with a calculated flow rate (from conservation equations). The
deviation between calculated and measured flow rate is shown in Figure 5.7. The
calculated values are higher than the measured values, varying up to 4.5% of the
measured value. The calculated deviation agrees with Table 5,1 for flow rates above
101/h.
Measured flow rate (1/h)
Figure 5.7: On-site check of reflux volume flow meter
The bypass vapor flow is measured by a EG&G FT-series turbine flow meter. The
flow meter was calibrated with air at the conditions listed in Table 5.2. The producer
claims a repeatability of ±0.1 % (based on normal 10:1 range) and a linearity of ±4%
of full scale. The bypass flow meter readings are corrected for variations in pressure
and temperature.
The cooling duty water flow rate to the test section is measured by an Aquametro
(VZTH2-8H) impeller flow meter with nominal flow rate 75 1/h and maximum flow
rate 150 1/h. This measuring instrument has an accuracy of ±5%. The condenser
Experimental and Theoretical Study of Reflux Condensation
5.2 Instrumentation
49
Calibration 1
Measure
Unit
Pressure
Flow rate range
Temperature range
Fluid viscosity
Fluid density
29.06
0.136- 1.797
15.4 - 16.7
5.01-10"7
35.99
bar
m3/h
°C
m2/s
kg/m3
Calibration 2
Measure
56.30
0.137- 1.850
14.1 - 17.0
2.56-lO"7
69.92
bar
m3/h
°C
m2/s
kg/m3
Table 5.2: Calibration of instrument EG&G type FT2-8WFR2-PEH1
duty water flow rate is measured by an Aquametro piston flow meter which was
calibrated for flow rates between 60 1/h and 6001/h. The accuracy of this water flow
measurement unit is ±2% of the measured value after calibration.
Boiler duty measurement
The boiler duty is measured by an Electrocontrol energy V1PD3 3-phase energy meter.
The instrument was calibrated with a FLUKE multi-meter in the operating range of the
heating cables.The accuracy of the boiler duty measurements is 0.3% of the reading
plus 0.3% of the full scale.
Composition measurements
A gas chromatograph (GC), Hewlett-Packard - HP 5890A, measures the composition
of the different streams in the test facility. The GC consists of 3 columns and a thermal
conductivity detector. The vapor and liquid sample ports are displayed in Figure 5.1.
The liquid sample is evaporated in a boiler before sampling.
Samples are extracted from the test rig when stable operation is established. The
composition measurements are described in detail in Appendix C.
Experimental and Theoretical Study of Reflux Condensation
50
Experimental and Theoretical Study of Reflux Condensation
5
TEST FACILITY
6
Experimental procedure
6.1 Selection of test fluid
Design of the test facility allows a maximum temperature of 80°C, a minimum cooling
water temperature of 5°C, and a maximum pressure of 30 bar (Section 5.1). These
values act as limits for operation of the test rig. Selection of test fluids is done with
respect to relative volatility, pressure and boiling point temperature. Hydrocarbons
are used as test fluids, to obtain measurements on realistic mixtures found in processes
in the petroleum and petrochemical industries.
Volume fraction of vapor in the boiler is the more significant operational constraint.
To ensure safe operation of the heat coil, a level switch is situated above the coil
bundle, Figure 5.4. This limits the vapor volume fraction upwards to 0.25 m^/mfot.
The limit includes vapor volume in tubes and top condenser.
A binary mixture is chosen as test fluid, due to the relative simplicity of calculating
thermodynamic properties. Measurements on this binary mixture are compared di­
rectly to calculations performed with the numerical model, which also uses binary
mixtures.
Minimum boiling point temperature of the mixture is the boiling point temperature
of pure light component at a given pressure. The test rig is currently cooled by water,
and the minimum boiling point temperature must be chosen above the water temper­
ature available. Water supply is maintained at constant flow rate from an overhead
tank in the laboratory. Figure 6.1 displays boiling point temperature of some pure
hydrocarbons as a function of pressure. The upper and lower temperature limits of the
test rig are also displayed. Ethane is clearly not appropriate at pressures below 27 bar.
Propane is suitable at pressure above 5.5 bar, and is chosen as the light component.
The heavy component should have a high boiling point to ensure high relative volatil­
ity, but not above the maximum operating temperature of 80°C. If the boiling point
temperature is above the upper temperature limit of the test rig, the choice in mixture
compositions is limited. Normal-butane fits these requirements, and is chosen as the
second component.
The vapor composition evaporated from a given binary liquid mixture varies only
slightly with pressure. Two different mixtures are used to obtain variation in feed
composition to the test section. The fluid mixture in the test rig is weighed as listed
in Table 6.1, using an electronic weight with a precision of ±0.001 kg.
51
52
6 EXPERIMENTAL PROCEDURE
Condenser temperature
Maximum temperature
N-pentane
I-pentane -
Propane
300 Ethane
Pressure (bar)
Figure 6.1: Boiling-point vs. pressure diagram for light hydrocarbons Ci —>C5
The test rig is flushed with nitrogen and evacuated before the test fluid is introduced.
Mixture
a
b
Mc3
[kg]
2.14
2.88
Propane
Nc,
[kmole]
4.85e-2
6.54e-2
xc3
[-]
0.50
0.60
N-butane
Mn_c4 Nn-C4
[kmole]
[kg]
2.80
4.82e-2
58.12
4.36e-2
Table 6.1: Test rig fluid mixture composition
Experimental and Theoretical Study of Reflux Condensation
xn—C4
[-1
0.50
0.40
53
6.2 Operation
6.2 Operation
Based on monitored on-line data, the test-rig is operated at steady-state, when equilib­
rium between heat supply and heat removal is obtained. The lower design flow rate of
the liquid flow meters (101/h) and the flooding point are the main limiting restrictions
on operation. Liquid flow rate is mastered by interaction of boiler duty, and cooling
duty on both test section and condenser. Flooding is controlled by monitoring the
pressure drop over the test section, and by observations through the sight glass at the
top of the test section.
The different control utilities of the rig are listed in Table 6.2. Both flow rate and
temperature of the refrigerant affect the heat flux across the test section tube wall.
Type of control
Description
Heat supply (Variac)
Condenser valve (Needle valve)
Test section valve (Needle valve)
Condenser heater (Heated bath)
Test section heater (Heated bath)
Bypass valve (Needle valve)
Top valve (Ball valve)
Continuous power supply (0 - 6000 W)
Flow rate of cooling water to condenser
Flow rate of cooling water to test section
Temperature of water to condenser
Temperature of water to test section
Flow rate in bypass line
Pressure drop across test section
Table 6.2: Control utilities on test rig
6.3 Data collection and conversion
Data from measurements on the test rig is collected by an on-line data logger. In ad­
dition, flow rate of condenser cooling water and composition are measured manually.
The different measurement points are displayed in Table F.2 in Appendix F. A data
analysis routine calculates heat flux, separation, heat loss and temperature profiles.
The program also writes an input file to the numerical model.
Every data series contain an interval of independent measurements, collected by the
on-line logger, for each measurement point. Over a time period with stable signals,
a number of individual measurements are collected. The measurement value of each
point is taken as the mean value of the signals in the measurement interval. The
measurements are evaluated and reported with uncertainty (within a 95% confidence
level). Uncertainty analysis is performed in Appendix E.
Experimental and Theoretical Study of Reflux Condensation
54
6 EXPERIMENTAL PROCEDURE
Some of the data developed by the data analysis program are not directly measured,
but calculated indirectly based on other measured data. Appendix F describes how
data is developed from indirect measurements.
The results from the numerical model are compared with the measurement data of
every test run, and presented in Chapter 7. Figure 6.2 displays the flow of data for
each measurement series.
...1 Calibration data
Manual data
Data analysis program
■I Thermodynamic package!
| Numerical input file!
( Numerical model )«.
Numerical results 11 Experimental results
Comparison -—
Figure 6.2: Flow of information in data analysis and model evaluation
6.4 Parameter estimation
The collected data in each measurement series does not necessarily satisfy the con­
servation equations. This is due to measurement errors, a problem which may be
approached in different ways. Individual interpretation of data, based on experience
or tradition, is common procedure. As experience differs, this may lead to diverging
conclusions on the same data set.
A simple presentation of a measurement is to report the raw data individually. This
method leaves the interpretation to the reader. The approach is objective, but may not
reveal useful information related to the process subject to investigation.
Individual measurements may be corrected to satisfy the conservation equations. The
Experimental and Theoretical Study of Reflux Condensation
55
6.4 Parameter estimation
correction is based on calibration or experience. A risk of misinterpretation is present.
If there are parallel measurements, data with poor accuracy may be disregarded. Some
of the process parameters may also be determined from the conservation equations,
giving zero residuals, but not necessarily the correct values.
The uncertainty in each measurement may be exploited by statistical methods to ob­
tain a set of estimated parameters. Parameter estimation is adopted here.
A variation in statistical uncertainty between different groups of measurements is ev­
ident from the collected data. This is listed for each measurement series in Appendix
G. The flow rate measurements are particularly susceptible to statistical uncertainty,
an observation that is discussed further in Chapter 7.
MacDonald & Howat [55] describes a method for interpretation of measured data,
where data reconciliation techniques are extended to estimate process parameters.
The data reconciliation method is called "maximum-likelihood” estimation, where a
defined statistical uncertainty for each parameter is used to estimate the most likely
distribution of the data. The mathematical definition of the method is, to minimise
the weighted sum of squares adjustment to the data, Equation 6.1, while satisfying a
set of constraints, Equation 6.2.
The mathematical method requires normal distribution of the random errors. The
distribution of the measured data are discussed in Appendix E. Parameter estimation,
by data reconciliation, does not account for systematic errors. Consistent definitions
of the residual functions, and the estimate for standard deviation of each variable are
necessary.
^ (Zo - Z)?
Minimise
f(Z)
=
0
Z0
-
Vector of initial values
z
-
Vector of “true” values
n
—
Number of parameters in Z
a
-
Standard deviation
F{ Z)
-
Set of constraints
Experimental and Theoretical Study of Reflux Condensation
(6.1)
(6.2)
56
6 EXPERIMENTAL PROCEDURE
z7
=
[F,V,L,R,B,Tf,Tv,Tl,Tr,
Z; Vi 2-
1
%R] Qboilt Qcondi Qtesti Qlossi P\
(6.3)
0
(6.4)
Fi
Lx
=0
Lhi + RIir - (F + B)hp + <jW = 0
(6.6)
f4
(6.7)
F5
k
L + R-(F + B) =
k,
Ft
f3
+
Rxr
— (F +
B)z
o
I
I
1
1
I
I
o
H
1
Si
1
M
Fe
Fhp — Vhy — Lh&
Fr
tyboil
Qtest
Qcond
(6.5)
(6.8)
— qtest
Qloss
0
= 0
—
(6.9)
(6.10)
The single values in the data vector Z are estimated based on the initial values in
Zo, and the standard deviation of the actual measurement, 0{. The estimated set of
parameters, Z, is adopted as the true measurement data.
The standard deviation of each data value is determined from the statistical uncertainty
in the measurement, as listed in Appendix G. The initial estimates for composition,
heat loss and feed- and top product flow rate are not based on direct measurements,
and an estimate for standard deviation is required. For the composition values, a
standard deviation of one mole percent is set. The standard deviation in feed flow
rate and top product flow rate are estimated as RMS values of the standard deviations
in the remaining flow rates. Similarly, the standard deviation of the heat loss term is
estimated as a RMS value of the standard deviation in the remaining energy terms.
The deviation between measured(or predicted) and estimated values are shown in
Figure 6.3. Labels on the x-axis refer to the variables in the measurement vector (Z).
The uncertainty of the reflux flow rate measurement is particularly high, as commented
previously in this chapter. This is recognized by a large relative adjustment of the
parameter in Figure 6.3. The remaining flow rates are also adjusted significantly due
to their high statistical uncertainty. Estimates for temperature, pressure, composition
and duty are subjects to minor adjustments. The high uncertainty in the manually
measured condenser duty is reflected by the adjustments in this parameter.
The measurement results are presented in Chapter 7 and in Appendix G. The first
table of the individual measurement data in Appendix G reports raw data, with the
accompanying statistical uncertainty, while the second reports maximum-likelihood
values. In Chapter 7, the maximum-likelihood estimates are used.
Experimental and Theoretical Study of Reflux Condensation
57
6.4 Parameter estimation
100
t100697
al 10697
al20697
al30697
bl10697
b170697
b180697
a190697
al50797
b010897
b040897
a050897
b050897
C120897
al30897
80
Parameter correction (%)
%
60
A
S
©
40
O
A
Q
X
20
□
1
*
s
*
*
•
•
X
X
0
$
i
+
X
X
□
■
0
•
A
▲
V
V
♦
e
•
..jjj..
---
l ?
a
-20
F
VL
RB TFTVTLTRz
y
x
xRqbqcqtqlP
Figure 6.3: Parameter estimation of measured data
Experimental and Theoretical Study of Reflux Condensation
58
Experimental and Theoretical Study of Reflux Condensation
6 EXPERIMENTAL PROCEDURE
7
Results
This chapter presents the experimental results obtained from the test rig. Separation
of a feed vapor stream into a lighter top product and a heavier reflux liquid is demon­
strated. The data is first presented independently. Further, the experimental results
are compared with calculations performed by the numerical model.
7.1 Experimental results
15 experiments are presented with variations on operating conditions as shown in
Table 7.1. A summary of the experiment details is listed in Appendix G, along with
output from the data analysis program for each measurement.
Parameter
Pressure
Wall heat flux
Feed temperature
Feed composition (propane)
Feed flow rate
Top product temperature
Top product composition (propane)
Top product flow rate
Reflux liquid temperature
Reflux liquid composition (propane)
Reflux liquid flow rate
Range
12.17
9.03
1682.7 4782.2
46.27
60.28
0.77
0.62
1.18e-4 1.79e-4
42.44
56.38
0.68
0.79
8.84e-5 1.66e-4
59.42
45.26
0.42
0.56
1.24e-5 3.61e-5
bar
W/m2K
°C
kmole/kmole
kmole/s
°C
kmole/kmole
kmole/s
°C
kmole/kmole
kmole/s
Table 7.1: Operating range of test rig
Separation of the feed stream into top product, as a function of wall heat flux is plotted
in Figure 7.1. A linear trendline is included to indicate the effect of heat flux. The
top product stream is enriched in the light component, varying from 1.7 to 7.8 mole
percent. Separation of top product (y-z) increases with heat flux. The limited degree
of separation is due to a narrow boiling range of propane and n-butane (41.4 K at
atmospheric conditions), in addition to limited heat transfer area.
The reflux ratio is plotted for each measurement in Figure 7.2. The reflux ratio
increases with heat flux, as more liquid is condensed.
59
60
7 RESULTS
+
o -------------- 1-------------- 1-------------- 1-------------- 1-------------- 1-------------- 1_________
1500
2000
2500
3000
3500
4000
4500
5000
Wall heal flux (W/m2K)
Figure 7.1: Experimental results: Variation of separation (propane) with wall heat
flux
0.5
0.45
0.4
0.35
Z
0.3
*3
0.25
ii
>
0.2
0.15
0.1
0.05
0
1500
2000
2500
3000
3500
4000
4500
5000
Wall heat flux (W/m2K)
Figure 7.2: Experimental results: Variation of reflux ratio with wall heat flux
Experimental and Theoretical Study of Reflux Condensation
7.1
Experimental results
61
In Figure 7.3, the predicted liquid composition of propane in the reflux stream is
plotted against the saturated composition at the measured temperature and pressure.
The saturated composition is higher than the predicted value for all the measurements;
thus the reflux liquid stream is slightly sub-cooled.
Predicted reflux composition (kmole/kmole)
Figure 7.3: Experimental results: Comparison between predicted and saturated reflux
liquid composition (propane)
Remarks about the measurements
The experimental results are compared to the numerical model, and presented in
Section 7.2. There are, however, some issues regarding the measurements worth
considering.
Figures 7.1 and 7.2 show that the measurements have been performed with heat fluxes
around 2 and 4 kW/m2. The main focus while operating the rig, was to stabilise the
flow measurements. Stable operation limited the variation of wall heat flux.
Statistical uncertainty of the measured liquid flow rate is high, as illustrated in Figure
7.4. The figure shows the distribution of the collected data. The flow was checked
with ultra-sound measurements, and a fluctuating nature was observed. The unstable
Experimental and Theoretical Study of Reflux Condensation
62
7 RESULTS
operation of the flow meters is not caused by the flow meters, but by the process
itself. The instabilities are caused by uneven distribution of refrigerant (water) in the
condenser and test section. The flow rate of water is kept at a low level to limit heat
flux in the test section.
Uncertainty increases at decreasing volume flow and is high compared with the un­
certainty in the measuring unit itself (Table 5.1).
1------- 1------- 1------- 1------- 1------- r
20
18
.
1------- r
Reflux
+
Return
o
++
16
I
14
1
12
+
+
•a
&
6
4
+
+
2
0
0
5
10
15
_l_______ I_______ I_______ L.
J_______ L_
20
40
25
30
35
45
50
Flow rate (1/h)
Figure 7.4: Statistical uncertainty of liquid volume flow measurements
The parameter estimation method described in Section 6.4 exploits the uncertainty of
the volume flow meters to estimate most probable values.
Differential pressure measurements are disregarded due to liquid holdup in the feed
lines. An improved rig will include two absolute pressure transmitters, instead of the
differential pressure transmitter.
The composition measurements undertaken in the gas chromatograph depend strongly
on the quality of the samples withdrawn from the test rig. The design of the sample
ports was insufficient, and there were difficulties in extraction of test samples. The
problem consisted of liquid holdup in the sample tubes and valves, and a significant
amount of flushing was necessary to ensure a correct sample. This flushing influences
Experimental and Theoretical Study of Reflux Condensation
7.2 Experimental results compared with numerical calculations
63
the filling of the test rig, and a decision was made to only take a few samples. The
composition measurements were used to check the estimated composition from the
data analysis program. The experiments which was subject to composition measure­
ments are denoted as al50797, a050897 and cl20897.
Improvements on the experimental rig are suggested in Chapter 9 and Appendix H.
7.2
Experimental results compared with numerical calculations
Each measurement is compared to calculations performed by the numerical model.
The measured properties at the top of the unit and the wall heat flux are used as input
to the model, which calculates the dephlegmator from top to bottom. The length of
the test section (2m) is used as a stop criterion. The model output are properties and
flow rates along the length of the dephlegmator channel.
A comparison between measured and calculated temperature and flow rate of both
feed and reflux product is presented in Figures 7.5, 7.6 and 7.7. The deviation
between measured and calculated properties1, at the bottom of the test section, is
used to evaluate the ability of the model to predict the test dephlegmator. Relative
deviation between measured and calculated values for each measurement is listed in
Table G.4.
The model has not been tuned to fit experimental data, and the correlations for heatand mass transfer coefficients are used as stated in Equations 4.25,4.26 and 4.27.
Temperature
The agreement between measured and calculated temperature is shown in Figure 7.5.
Temperature estimates are generally lower than the measured values. The tendency
to under predict temperature is larger for the liquid phase than for the vapor phase.
Flow rate
Model predictions on flow rates fits the measured data well, as displayed in Figures
7.6 and 7.7. The calculated flow rates are, in general, slightly above the measured
values. Relative deviation between measured and calculated flow rates are higher for
the reflux liquid flow, than the feed vapor flow.
'Relative deviation is reported in percent of measured value in °C for temperature, in kmole/s for
flow rate and in kmole/kmole for composition
Experimental and Theoretical Study of Reflux Condensation
64
7
RESULTS
-""1--------- -------1-------------------;-------- ------- ,-------
65
Reflux
Feed
+
o
60 -
X'Oo
x ++
u
.X
2
55
X
I
/#**
50
O ++
OX
u
+
45
40
-
X________I______ ______ I____________ t
40
45
50
55
______ l______
60
65
Measured temperature (C)
Figure 7.5: Comparison between measured and calculated temperature
12
14
16
18
Measured flow rate (le-5 kmol/s)
Figure 7.6: Comparison between measured and calculated feed flow rate
Experimental and Theoretical Study of Reflux Condensation
7.3
65
Discussion
Measured flow rate (le-5 kmol/s)
Figure 7.7: Comparison between measured and calculated reflux flow rate
7.3
Discussion
The numerical model is capable of predicting the measured data with acceptable
precision. The deviations are less than 13% of the measured (or predicted) value
for all the experiments, of which the discrepancy is highest for reflux liquid phase
properties (Table G.4).
Comparison between measured and calculated values show that the model under
predicts temperature and over predicts flow rate. This means, in terms of dephlegmator
length, that the calculated dephlegmator is too short with respect to temperature. With
respect to flow rate, the calculated dephlegmator is too long.
A number of issues that affect the model predictions are identified and discussed
below.
Uncertainty in measurements
Uncertainty in the measurements have been discussed previously in this section, in
Chapters 5 and 6, and in Appendix E. Measurement uncertainty may influence
the agreement between model and experiments. The low reliability of the flow
Experimental and Theoretical Study of Reflux Condensation
7 RESULTS
66
measurements are not recognized from the comparison in the previous section, as the
agreement on flow rate is satisfactory.
Inconsistency in measurements
Measurements of process temperature are done by thermocouples, inserted in capil­
lary tubes in the test rig. The measurement points are not at the exact entrance- and
exit positions of each stream, due to physical constraints in the rig. This leads to
inconsistency between the measured- and calculated temperature.
Measurement of reflux liquid temperature is done in the outlet of the liquid collec­
tor, as shown in Figure 7.8. This installation was done to avoid interruption of the
liquid film in the test section, and to avoid unwanted influence of vapor phase on the
measurements. The position of the calculated liquid temperature is also indicated.
Similarly, the actual measurement point for feed vapor temperature deviates from the
point calculated by the model.
£ Refrigerant
"Calculated" liquid
temperature..........
•" "Calculated" vapor
temperature
Measured liquid
temperature.......
Liquid-
Reflux liquid
Measured vapor
temperature
Feed vapor
Figure 7.8: Temperature measurement points of vapor inlet and reflux liquid outlet
section
Heat transfer from the feed vapor to the reflux liquid, may partially explain the differ­
ence in measured and calculated temperature. This is supported by observing that the
Experimental and Theoretical Study of Reflux Condensation
67
7.3 Discussion
deviation increases with temperature difference, as shown in Figure 7.9. The linear
trendlines are included to highlight the effect of increased temperature difference.
Vapor
o
Tv - T1 (measured) (K)
Figure 7.9: Liquid- and vapor temperature deviation as function of TVtmeas — Ti!meas
The process data is exclusive for this particular rig. Uncertainty and inconsistency in
the measurements, may lead to erroneous conclusions with respect to the model pre­
dictions. Verification of the model by comparison with data from similar equipment
is desired. Such data is not presently available, with exception of the reported data
in Section 4.4. The model estimates on data from Di Cave et al. [21] agrees with the
calculations reported in this section for liquid phase composition. The model under
predicts the feed composition reported in Reference 21, as opposed to predictions
made here. The deviations on feed composition in both data sets are, however, small.
Model basis
An empirical correlation, not based on fundamental physics, is susceptible to errors
when applied to different processes than it was originally developed for. This is the
case for the heat- and mass transfer correlations used in the model, which may be
termed semi-empirical. These correlations were developed empirically for a specific
geometry, based on a theoretical understanding and dimension analysis. The vapor
Experimental and Theoretical Study of Reflux Condensation
7
68
RESULTS
heat transfer coefficient is calculated from a correlation for single-phase flow in a
tube. No correction is made due to the two-phase flow, such as vapor-liquid interface
effects and increased relative velocity. Prediction of the mass transfer coefficient is
based on analogy to heat transfer.
Table 7.2 lists average deviation between measured- and calculated values in percent
of the measured values. The heat- and mass transfer coefficients, av and k, have been
increased with 40% and 100%, respectively, in the two last columns of the table.
The increment of heat- and mass transfer coefficients reduces the relative deviation on
liquid temperature and composition in both phases. The effect on vapor temperature
and flow rate of liquid and vapor, is a reversing of sign on the deviation. The change
of sign on the relative deviations does not occur at the same value of heat- and mass
transfer coefficients.
Table 7.2 shows that increased heat- and mass transfer coefficients improve the pre­
dictions from the numerical model. The effect of increased heat- and mass transfer
coefficients is not consistent for all variables, and does not alone explain the deviation
between measured and calculated values.
Measured
value
X
Gi
Ti
y
Gv
Tv
* kref
-7.83
-1.54
3.23
-0.99
-0.36
1.12
&v,ref
Average deviation [%]
1.4ttV)rey, 1.4A‘ref ^^v,ref
-5.32
-3.40
0.61
5.41
2.09
1.21
-0.70
-0.59
-0.09
0.50
0.33
-1.50
9
Table 7.2: Effect of heat- and mass transfer coefficient (Average deviation between
measured- and calculated values in percent of measured value)
Constant pressure is assumed in the model. Pressure drop leads to lower dew- and
boiling point temperature, about 4 K/bar for an equimolar mixture of propane and nbutane at 10 bar. This effect supports the model tendency to predict lower feed/reflux
temperature, as the calculations are initiated at a slightly too high pressure. The actual
pressure drop is below 10 mbar, and does not explain the temperature deviations.
Experimental and Theoretical Study of Reflux Condensation
7.3
69
Discussion
The reflux liquid product is assumed to be saturated. Composition of a saturated
liquid is, at constant pressure, dependent on temperature, as shown in Figure 7.10. A
modest error in temperature has a significant effect on the predicted composition.
0.02
-
-
Liquid composition, propane (kmole/kmole)
Figure 7.10: Saturated liquid composition dependency on temperature for propane/nbutane mixtures at 10 bar pressure
Figure 7.3 indicates that the liquid is sub-cooled. This sub-cooling may be estimated,
as illustrated in Figure 7.11, using Equation 7.1.
( f)Tsat \ -1
^
(Z"" - Spred)
(7.1)
This deviation is calculated and displayed in table 7.3. The model assumption of satu­
rated liquid has a limited effect, and does not alone explain the observed discrepancies
between measured and predicted reflux liquid temperature.
Experimental and Theoretical Study of Reflux Condensation
70
7
RESULTS
x x
Figure 7.11: Illustration of sub-cooling in a T-x plot at constant pressure
Measurement
1100697
al 10697
bl10697
al20697
al30697
b170697
bl80697
al90697
al50797
b010897
b040897
a050897
6050897
cl20897
al 30897
dTi,sub
0.4683
0.3628
0.3373
0.1735
0.1734
0.3637
0.1730
0.0212
0.0051
0.0450
0.0323
0.0433
0.0075
0.0081
0.0933
T;L,meas
Til,calc
2.52
1.97
2.35
2.64
2.99
2.02
1.38
1.09
1.76
0.87
1.90
1.47
-0.05
1.46
0.94
Table 7.3: Estimated sub-cooling, due to difference in predicted and saturated liquid
composition, and difference in measured- and calculated temperature
Experimental and Theoretical Study of Reflux Condensation
71
7.3 Discussion
The interface perimeter, Si, is set equal to the tube perimeter, Stest, in the model. The
actual perimeter, and vapor heat transfer area, is smaller due to the liquid film. This
effect is small, as illustrated in Figure 7.12, where the reduced relative heat transfer
area, Si!Stest, is plotted as a function of void fraction.
Void fraction (-)
Figure 7.12: Reduction of heat transfer area with void fraction in a circular tube
Model input is initial values taken from the measurements. The experimental flow
rate of top product is predicted indirectly from measurements of liquid- and bypass
flow rates. The sensitivity of model predictions to this parameter is studied here.
Table 7.4 indicates that the flow rates are over predicted by the model (averages are
0.4% for vapor and 1.5% for liquid). A 5% reduction of the initial value top product
flow rate leads to changes in the predicted properties as listed in the last column of
Table 7.4. The predicted feed flow rate is strongly dependent on the initial value of top
product. The remaining properties at the bottom of the dephlegmator are reasonably
unaffected by a modest reduction in this initial value.
Refrigerant is not included in the model, and heat transfer is treated as a predefined
heat flux or wall temperature. The heat flux depends on the cold side fluid proper­
ties, and was modified to vary along the test section. Local temperature difference
measurements are not available in the test section. Average differences for each of
Experimental and Theoretical Study of Reflux Condensation
72
7
Measured
value
X
Gi
Ti
y
Gv
Tv
RESULTS
Average deviation [%]
Gy,top — Kneas
-7.83
-1.54
3.23
-0.99
-0.36
1.12
&v,top ~
-7.63
-1.60
3.14
-0.69
3.71
0.96
Table 7.4: Effect of initial value, vapor flow rate (Average deviation between
measured- and calculated values in percent of measured value)
the four cooling jacket sections are available, but discrepancy between the assumed
linearly varied heat flux and the real heat flux are impractical to establish.
Solution method and Taylor expansion of thermodynamic relations may affect the
model predictions. This effect is important if the thermodynamic derivatives with
respect to temperature and composition are large. An example of this is a mixture of
propane and nitrogen (inert gas), with a significant difference in properties of the two
compounds. The propane-butane mixtures used in this work have similar properties
and the thermodynamic derivatives are small.
Droplets were observed through the sight glass above the test section. The entrain­
ment of droplets increases with vapor velocity up to the flooding point. The detected
entrainment, in the operating ranges, is modest, but no visual observation is possible
in the test section itself. Entrainment and deposition are not included in the model.
Entrainment contributes to thinning of liquid film and increased vapor-liquid interface
area.
Summary
The deviations between measured- and predicted temperature are caused by a com­
bination of the topics discussed in this section. Inconsistency in the temperature
measurements is the dominant contributor. Prediction of heat- and mass transfer
coefficients biases the results to some extent, but does not alone explain the observed
discrepancy. The saturated liquid assumption, neglecting pressure drop, interface
perimeter deviation, treatment of cold process side and entrainment do not affect the
results significantly.
Experimental and Theoretical Study of Reflux Condensation
8
Case studies using the numerical model
Case studies are used to relate theory to industrial processes, using the numerical
model described in Chapter 4. This exercise should enhance understanding of the
physics involved in reflux condensation. Experimental data from the laboratory,
reported in Chapter 7, supports the validity of the model.
This chapter describes a number of cases, where dephlegmator technology may be
appropriate. Different dephlegmator geometry is chosen for each case. A general
description valid for all cases is given in Section 8.1. Each case are treated in
Sections 8.2 to 8.4, where case specific data is listed. The first case, a de-methanizer,
is thoroughly reported, while the other cases are reported in a briefer form. Improved
design, including other fin types, is discussed in Section 8.5.
8.1 General case study description
The chosen geometry is that of a plate-fin heat exchanger. This choice is done to
relate the cases to actual process equipment. The PFHE is considered to be the most
suitable unit in operation as a dephlegmator.
The aim of this study is to design a plate-fin dephlegmator, and to predict the effect
on performance by variations in process parameters. High flow rate enhances heat
and mass transfer, and the different designs are, therefore, performed with a high flow
rate at the inlet of the unit. This is limited by the flooding point.
The model calculates plain fins with case dependent fin and plate geometry. The core
geometry is restricted by the maximum stacking height, width and length available
from manufacturers of aluminium PFHEs. Maximum stacking height and width are
commonly about 1.2 m, and maximum length are about 6 m. These restrictions are
due to thermal expansion and material strength of heat exchanger cores in the brazing
operation.
Heat removal is treated, in the model, as a predefined wall temperature or heat flux.
The constant heat flux option is used here, as it approximates a situation with constant
temperature difference between coolant and condensing fluid. The heat flux depends
on the conditions on the cold side, which is not included in the model. In real
processes, available cold process streams may be used to supply condensing duty .
The nature of heat transfer in these instances depends on the flow rate, composition,
pressure and temperature of the cold stream.
73
74
8
CASE STUDIES USING THE NUMERICAL MODEL
Some of the results in this chapter are presented with several digits after the decimal
point. This is done to show differences in simulation runs with small overall changes,
and does not reflect the accuracy in the reported numbers.
8.2
Demethanizer
The first case to be investigated is separation of methane from heavier hydrocarbons.
The process is common in hydrocarbon processing industries, such as natural gas
process plants and ethylene plants.
Design of de methanizer
APCI [39] recommends dephlegmator technology for pre-separation in conventional
distillation processes. The scenario here is the following: A natural gas flow of 3000
kmole/h is to be refined to export gas. Water, COg and HgS is removed upstream,
and the gas is assumed to enter the pre-separation unit at 40 bar. The temperaturecomposition diagram in Figure 8.1 is included to show the temperature boundary of
the two-phase region at varying pressure.
P = lObar —
P = 20bar —
P = 30bar...
P = 40bar —
Composition, methane (kmole/kmole)
Figure 8.1: Methane-ethane T-x diagram
Experimental and Theoretical Study of Reflux Condensation
8.2 De methanizer
75
Assuming a methane content of 70 mole percent in the feed stream, the case is
simplified to a binary mixture of methane and ethane. This assumption, with the heavy
fraction consisting only of ethane, is a conservative approximation. By choosing a top
product composition of 95 mole percent methane, and following the design procedure
in Section 4.3, top flow rate, heat flux and core geometry is set. The specifications
are listed in Table 8.1.
Parameter
Pressure
Feed flow rate
Feed composition
Top product composition
Heat flux
Core height
Core width
Fin height
Fin spacing
P
F
z/eec2
Ytop
9
H
W
h
P
40
3000
0.70
0.95
500
1.2
1.2
5.0
1.0
Unit
bar
kmole/h
kmole/kmole
kmole/kmole
W/m2
m
m
mm
mm
Table 8.1: Base case input data for de-methanizer case
The first run gives a flooding factor significantly above the allowed 0.7, even with
maximum fin- and core geometry. This indicates the need for a division of the feed
stream into more than one unit. By following the design procedure, the solution
obtained is displayed in Table 8.2, for a dephlegmator with feed flow rate capacity of
one quarter of the initial specifications.
A pre-separation plant will, in this case, consist of four heat-exchanger cores with a
total cooling duty of 3.66 MW. The composition profile1 of liquid and vapor phase
throughout the length of the dephlegmator unit is indicated in Figure 8.2.
‘The points on each curve in Figures 8.2,8.8 and 8.9, indicate step length as decided by the numerical
integration method in the model
Experimental and Theoretical Study of Reflux Condensation
76
8
CASE STUDIES USING THE NUMERICAL MODEL
Parameter
Feed flow rate
Top product flow rate
Liquid flow rate
Liquid composition
Core height
Core width
Core length
Fin height
Fin spacing
Fin thickness
Plate thickness
Hydraulic diameter
Heat removed
Flooding factor
Temperature difference, bottom
Temperature difference, top
Unit
F
V
L
X
H
W
L
h
P
t/in
tV
D/>
q
c
dTfcot
dTt0p
759.6
442.8
316.8
0.35
1.20
1.20
5.86
8.0
4.0
0.7
1.2
4.55
914.3
0.65
6.43
8.58
kmole/h
kmole/h
kmole/h
kmole/kmole
m
m
m
mm
mm
mm
mm
mm
kW
K
K
Table 8.2: Design of dephlegmator (De-methanizer case)
Experimental and Theoretical Study of Reflux Condensation
77
8.2 De methanizer
Methane - ethane (q = 500 W/m2, P = 40 bar)
0.9 ,r
0.7 0.6
-
0.5 0.4 -
Distance from top of unit (m)
Figure 8.2: Methane - ethane composition profile
Sensitivity of de methanizer case
Variation of one parameter in the model affects the remaining parameters. Table 8.3
summarises the effect of these variations in the de-methanizer case. The initial values
at the top of the dephlegmator is kept constant, when not subject to variation. The
required feed rate and composition is also kept constant. The arrows denote increase
(<*), decrease (x) and no significant change (-) of the parameters.
Parameter
Pressure
Heat flux
ytop
Fin spacing
Fin height
s
y
y
y
y
Flooding
[-]
y
y
\
X
Length
[m]
y
X
y
y
y
Duty
[W]
y
y
y
-
Xreflux
r kmole-i
'■kmole J
y
y
X
y
y
Table 8.3: Effect on design of parameter variation
Experimental and Theoretical Study of Reflux Condensation
V
[-]
y
y
-
8
78
CASE STUDIES USING THE NUMERICAL MODEL
The different process parameters have been varied in the vicinity of the design values
to study the effect on heat transfer area and separation. The results from the sensitivity
analysis are shown in Tables 8.4, 8.5 and 8.6. In addition, some of the results are
highlighted in Figures 8.3, 8.4 and 8.5.
Variation of the process pressure is presented in Table 8.4. Refrigeration at low
pressure is costly due to low temperature, the reward being increased purification. This
is indicated in the pressure variation plot, Figure 8.3. An increase in liquid methane
content of 16.7 mole percent is induced by a pressure increase from 20 to 40 bar. The
reflux ratio is also increased, and the pressure increment increases the refrigeration
duty with 4.6%. The duty is measured as heat transferred from the dephlegmation
process, and does not refer to actual refrigeration cost. The refrigeration cost depend
on process temperature, which, at the top of the dephlegmator, increases from 178K
to 193K as a result of the increased pressure. The flooding factor increases with
increasing pressure.
Liquid composition (Cl) —tReflux ratio —xDuty ---■*■
0.6
-
Base case—-
Pressure (bar)
Figure 8.3: Sensitivity of de-methanizer design to process pressure
The total heat transfer area on the condensing side varies with heat flux as displayed
in Figure 8.4, where the area is shown as length of heat exchanger. The plot shows
that heat flux can be increased, giving a smaller unit, with a penalty in overall duty.
Experimental and Theoretical Study of Reflux Condensation
8.2
79
Demethanizer
p
20
25
30
35
40
44
L
5.06
5.23
5.46
5.63
5.86
6.03
Xreflux
Tfeed
Treflux
0.21
0.25
0.28
0.32
0.35
0.38
230.2
233.4
238.7
242.9
244.4
246.0
221.1
226.4
231.3
234.8
238.0
239.8
Flooding
0.58
0.59
0.60
0.62
0.65
0.68
q
V
874.1
879.8
895.2
900.3
914.3
922.7
0.50
0.55
0.59
0.62
0.70
0.75
Table 8.4: Sensitivity of de-methanizer design to process pressure
The effect of variation of wall heat flux is shown in Table 8.5. The liquid methane
composition increases slightly with heat flux. Reflux ratio and flooding factor are
fairly unaffected by variation in heat flux.
-— Base case
Heat flux (W/mA2)
Figure 8.4: Sensitivity of de-methanizer design to wall heat flux
The effect of altering the top product composition is shown in Table 8.6. Figure 8.5
displays the variations of heat exchanger area and reflux ratio. There is a significant
increase in length of the unit with increasing top product purity. Flooding factor
and reflux ratio increase with top composition (keeping the feed conditions constant),
Experimental and Theoretical Study of Reflux Condensation
80
8
Qwall
400
500
600
800
1000
CASE STUDIES USING THE NUMERICAL MODEL
L
7.18
5.86
4.99
3.83
3.13
Xrefiux
0.3498
0.3504
0.3515
0.3577
0.3651
Flooding
q
V
0.65
0.65
0.65
0.65
0.65
896.2
914.3
934.3
962.2
976.7
0.70
0.70
0.69
0.70
0.69
Table 8.5: Sensitivity of de-methanizer design to wall heat flux
while the reflux composition is unaltered by the changes in top product composition.
1
0.75
0.5
0.25
Base case
0.9
0.91
0.92
0.93
0.94
0
0.95
0.96
0.97
0.98
0.99
Top product composition (-)
Figure 8.5: Sensitivity of de-methanizer design to top product composition
Experimental and Theoretical Study of Reflux Condensation
8.2 De-methanizer
ytop
0.90
0.93
0.95
0.97
0.99
0.995
81
L
4.56
5.34
5.86
6.49
7.28
7.46
Xrefiux
0.3507
0.3498
0.3504
0.3485
0.3477
0.3484
Flooding
0.61
0.63
0.65
0.66
0.68
0.68
q
V
711.5
833.2
914.3
1012.6
1135.8
1163.9
0.57
0.65
0.70
0.74
0.79
0.80
Table 8.6: Sensitivity of de-methanizer design to top product composition (methane)
Comparison with distillation column
To obtain a high degree of separation, a distillation column follows after the dephlegmator in the pre-separation plant. A comparison with a conventional distillation
column without a dephlegmator is done to estimate the difference in refrigeration duty
and equipment. The process simulation tool PRO/ll from Simulation Sciences Inc.
is used to design the two columns. Again, the pressure is set to 40 bar. In both cases,
recovery of 95% of the methane content in the feed is required. Figure 8.6 shows the
process plant including the dephlegmator.
Both columns are designed without pressure loss and a tray efficiency of 100%.
The “pre-separation” column takes the bottom product of the dephlegmator system
as feed. The column design dictates a column with 15 trays, including condenser and
re-boiler, with feed at tray 7. Fewer trays may also be appropriate, the optimum on
condenser and re-boiler duty is rather flat. A column with fewer trays means savings
on investments, but a slight increase in condenser and re-boiler duty. The design is
listed in Table 8.7.
The conventional column takes the same feed as the pre-separation plant, and is de­
signed with 10 trays, including condenser and re-boiler, with feed at tray 5. The
design is listed in Table 8.8.
Feed properties and rate differs between the two columns. The conventional column
takes a high flow rate of light vapor as feed, while the “pre-separation” column takes
a lower flow rate of heavy liquid as feed. These differences influence the design in
terms of diameter, condenser- and re-boiler duty, and number of trays (Tables 8.7 and
8.8).
Experimental and Theoretical Study of Reflux Condensation
82
8 CASE STUDIES USING THE NUMERICAL MODEL
Figure 8.6: Process plant with dephlegmator and distillation column
Parameter
Pressure
Feed flow rate
Feed composition
Top product composition
Top product flow rate
Diameter (rectifier)
Diameter (stripper)
Condenser duty
Condenser temperature
Re-boiler duty
Re-boiler temperature
Dephlegmator duty
Dephlegmator temperature, top
Dephlegmator temperature, bottom
Refrigeration duty, total
Unit
p
Fcoi
z/eed
y top
Vco,
Dred
Dsirtp
Qcond
Tcond
Qboil
Tcond
Qdeph
Ttop
Tbot
40
1238.4
0.35
0.95
355.7
762
1372
639
199.0
1760
278.4
3657
193.0
238.0
4296
bar
kmole/h
kmole/kmole
kmole/kmole
kmole/h
mm
mm
kW
K
kW
K
kW
K
K
kW
Table 8.7: Distillation column design (Dephlegmator pre-separation, 15 trays)
Experimental and Theoretical Study of Reflux Condensation
8.2
83
Demethanizer
Parameter
Pressure
Feed flow rate
Feed composition
Top product composition
Top product flow rate
Diameter (rectifier)
Diameter (stripper)
Condenser duty
Condenser temperature
Re-boiler duty
Re-boiler temperature
Refrigeration duty, total
P
F
z/ee<2
ytop
V
Drect
Dstrip
Qcond
Tcond
9i>otZ
Tfco»7
fltoi
40
3038.4
0.70
0.95
2126.9
1829
1372
4333
199.0
1740
278.2
4333
Unit
bar
kmole/h
kmole/kmole
kmole/kmole
kmole/h
mm
mm
kW
K
kW
K
kW
Table 8.8: Distillation column design (Without dephlegmator pre-separation, 10 trays)
No optimization is done in either case. The potential for savings on refrigeration work
is evident, as refrigeration duty in the dephlegmator pre-separation case may be partly
delivered at higher temperature. The dephlegmator condensing duty is 85% of the
total duty. The top product from the dephlegmators may provide partial refrigeration
duty, as shown in Figure 8.7. By exploiting the low temperature in the top product
stream, the external refrigeration duty (qext) is reduced. Expansion of the top product,
in a valve or expander, can eliminate the need for external refrigeration completely.
The actual process determine the feasibility of this option.
The savings in operational cost depend on the actual process. Integration with other
process streams or utilisation of a multicomponent refrigeration cycle may increase
savings further.
Limb et al. [42] claims a 40% reduction in refrigeration compressor shaft work, and
reduced investment cost, for recovery of C2+ at an Australian plant. The potential for
power savings in this process is reported by others [39,41],
Experimental and Theoretical Study of Reflux Condensation
84
8
CASE STUDIES USING THE NUMERICAL MODEL
V
F
>
L
Figure 8.7: Partial refrigeration by top product in a dephlegmator
8.3
De-ethanizer
The next case to be studied is separation of ethane and heavier hydrocarbons.
The chosen scenario here is the following: A gas volume of 1000 kmole/h of gas is
to be purified of ethane. Water, CO2, HgS and methane is removed upstream, and
the gas is assumed to enter the pre-separation unit at 10 bar. Assuming a feed ethane
composition of 60 mole percent, the case is simplified to a binary mixture of ethane
and propane. The requirement is set to separation into 98 mole percent ethane at the
top of the unit.
The first run, with maximum fin height and fin spacing (5 and 12 mm respectively),
gives a flooding factor of 0.9, well above the allowed 0.7. In addition, the calculated
core length (10.93 m) is too large. This means that the gas stream must be divided
into two units.
Modifying the fin geometry by following the design procedure, the solution obtained
is displayed in Table 8.9, for a dephlegmator with feed flow rate capacity of one
half of the initial specifications. The development of composition throughout the
dephlegmator, for both liquid and vapor phases, is shown in Figure 8.8.
Experimental and Theoretical Study of Reflux Condensation
85
8.3 Deethanizer
Parameter
Pressure
Heat flux
Feed flow rate
Vapor flow rate
Liquid flow rate
Liquid composition
Core height
Core width
Core length
Fin height
Fin spacing
Fin thickness
Plate thickness
Hydraulic diameter
Heat removed
Flooding factor
Temperature difference, bottom
Temperature difference, top
Unit
p
9
F
V
L
X
H
W
L
h
P
t/ira
tP
Dh
q
c
dTbot
dT^op
10
800
500.4
223.2
277.2
0.31
1.20
1.20
3.67
10.0
3.0
0.15
0.80
4.42
1243
0.69
3.02
1.45
bar
W/m2
kmole/h
kmole/h
kmole/h
kmole/kmole
m
m
m
mm
mm
mm
mm
mm
kW
-
K
K
Table 8.9: Design of dephlegmator (De-ethanizer case with 50% capacity)
Experimental and Theoretical Study of Reflux Condensation
8
86
CASE STUDIES USING THE NUMERICAL MODEL
Ethane - propane (q = 800 W/m2, P = 10 bar)
x
Distance from top of unit (m)
Figure 8.8: De-ethanizer composition profile
8.4
Depropanizer
In the last case, the increased area needed with increased top product purity is high­
lighted. The chosen scenario here is the following: A gas volume of 300 kmole/h
of gas is to be purified on propane. A binary gas mixture of propane and iso-butane
enters the separation unit at 3 bar, with a propane content of 75 mole percent. The
required top product is set to 99 mole percent propane at the top of the unit.
By following the design procedure, the solution obtained is displayed in Table 8.10,
for a dephlegmator with specified feed flow rate capacity. The composition devel­
opment throughout the dephlegmator, for both liquid and vapor phases, is shown in
a composition plot in Figure 8.9. The composition plot clearly show the large area
needed to perform separation into high product purity.
The total length of this unit is calculated to be 11.43 m. The initial specifications are
not met, as the calculated dephlegmator is almost twice the maximum length available
in a standard PFHE.
Experimental and Theoretical Study of Reflux Condensation
8.4
87
De-propanizer
Unit
Parameter
Pressure
Heat flux
Feed flow rate
Vapor flow rate
Liquid flow rate
Liquid composition
Core height
Core width
Core length
Fin height
Fin spacing
Fin thickness
Plate thickness
Hydraulic diameter
Heat removed
Flooding factor
Temperature difference, bottom
Temperature difference, top
p
9
F
V
L
X
H
W
L
h
P
tJin
tV
Dh
q
c
dTi,0i
dTtop
3
300
320.4
144.0
176.4
0.57
1.20
1.20
11.43
12.0
5.0
0.15
0.80
6.88
966
0.65
2.27
0.20
bar
W/m2
kmole/h
kmole/h
kmole/h
kmole/kmole
m
m
m
mm
mm
mm
mm
mm
kW
-
K
K
Table 8.10: Design of dephlegmator (De-propanizer case)
Experimental and Theoretical Study of Reflux Condensation
88
8
CASE STUDIES USING THE NUMERICAL MODEL
Propane - isobutane (q = 300 W/m2, P = 3 bar)
Distance from top of unit (m)
Figure 8.9: De-propanizer composition profile
8.5 Alternative design of plate-fin layer
The current model performs design and calculations on PFHEs with plain fin geometry.
Other fin geometries, such as offset strip fin and wavy fin, are available in conventional
heat exchangers to increase heat transfer. These fin types may also increase the
efficiency of dephlegmators, although the flooding point is altered. The case study
shows that flooding is an important constraint. If the product purity required is high,
as in the de-ethanizer and de-propanizer cases, the large area needed may be reduced
by using other fin types.
As a general rule, the flow area (front end) guides the flooding factor, while the heat
transfer area determine the separation of the gas mixture.
Design with focus on the local flooding point is suggested here. A dephlegmator
(PFHE) consisting of different fin types and geometry could meet the requirements
of both flooding and area. This is illustrated in Figure 8.10, where the suggested heat
exchanger core consists of four different zones with individual fin geometry. The
upper two fin types are offset strip fin with small fin spacing, giving high area density
and enhanced heat transfer. To avoid flooding, the fin spacing is increased in the
lower zones, where the required area is reduced and of secondary importance.
Experimental and Theoretical Study of Reflux Condensation
89
8.5 Alternative design of plate-fin layer
Detailed optimisation and design of a plate-fin dephlegmator, as suggested here, is
not part of the current work.
Top product
UUUUUUU1
1DDDDDDD DDDDDDDDDDDDDDDDDDDDOI
DDDODDDDDOQDDDDDDODQDQODDDODDDDDDD
DDDDDDDDDDDDDDOQDQDDD
DDDDDOODDDDDDQD
Fin type 1
Fin type 2
Fin type 3
Fin type 4
Feed vapor - reflux liquid
Figure 8.10: New design of PFHE dephlegmator internal geometry
Experimental and Theoretical Study of Reflux Condensation
90
8
CASE STUDIES USING THE NUMERICAL MODEL
Experimental and Theoretical Study of Reflux Condensation
9 Recommendations for future work
A research work always identify new questions and issues to study in further depth.
Some of these issues are identified at an early stage. Others are discovered during the
course of work, due to new understanding of the problem at hand. New findings are
addressed, but limited resources (time, financial, personnel) may prevent obtaining a
solution to all of them.
Identification of new issues and topics to investigate in future work is, more or less,
the nature of research, and should be regarded as a part of the results. This work has
uncovered a number of topics to pursue in the future work.
There are still a number of challenges in this area of technology. Flooding, heatand mass transfer, distribution of fluid and instability are important phenomena that
are difficult to cover in one model or experimental rig. This thesis has focused on
the thermodynamic processes for binary mixtures. Extension of this work to model
multi-component systems on both process- and refrigerant side is needed. The re­
ported results in this thesis does not indicate potential problems in expanding the
model.
An important issue, that should be given priority, is investigation of the fluid dynamic
processes in connection with flooding, instability between flow channels and distri­
bution of fluid. Design and operation of dephlegmators are restricted by these major
obstacles. In this context, description of the refrigerant side is important. Future
work on dephlegmator should, therefore, focus on real geometries, such as plate-fin
heat exchangers. The different forms of instability and flow regimes that occur must
be studied, and both theoretical and experimental work is required.
Fluid dynamic work enables improved internal design of plate-fin layers to avoid
flooding and insufficient distribution of fluid. Focus on local flooding point is impor­
tant.
The different areas of research, to be pursued in future work, should end up in a
“unit operation” model for dephlegmators. The potential for energy savings with
dephlegmators depends on process integration. This integration may not be properly
evaluated unless a dephlegmator unit operation is available in a process simulation
tool.
Specific suggestions to future research, regarding the current experimental and theo­
retical work, are listed in Appendix H.
91
92
9
Experimental and Theoretical Study of Reflux Condensation
RECOMMENDATIONS FOR FUTURE WORK
10 Conclusions
The following conclusions are derived, based on the work described in this thesis:
Separation of a binary mixture in a reflux condenser test rig is demonstrated. 15
experiments with separation of propane and n-butane mixtures are reported. Limited
degree of separation is obtained in the experiments, due to limited area and narrow
boiling point range of the test mixture.
The numerical model reproduces the experiments, within reasonable accuracy. Devi­
ation, between measured and calculated properties, is less than 6% of the measured
temperature, and less than 5% of the measured flow rate. The model work is based
on mechanistic models of physical processes, and has not been calibrated or tuned to
fit the experimental data.
Difference between measured and calculated temperature at the bottom of the test
section, is mainly due to inconsistency between measured- and calculated points. In
addition, heat- and mass transfer coefficients calculated by the model are low due to
two-phase flow effects not included in the model.
Model assumptions (constant pressure and saturated liquid) do not contribute signifi­
cantly to discrepancy between measured and calculated properties.
The numerical model is applied to a number of processes. These case studies show
that the required heat transfer area increases rapidly with increments in top product
composition (light component). Flooding limits the amount of reflux liquid. The
dephlegmator is, therefore, suitable for separation of feed mixtures that are rich in
light components. Gliding temperature in the process enables the use of top product
as refrigerant, with subsequent energy savings as a result.
Flooding is recognized as a major design constraint in dephlegmators. A new design
to overcome this constraint in a plate-fin dephlegmator is proposed.
93
94
Experimental and Theoretical Study of Reflux Condensation
10
CONCLUSIONS
References
[1] G.F. Hewitt. IEA Programme of Research and Development on Energy Conser­
vation in Heat Transfer and Heat Exchangers. Strategy plan 1995 - 2000, June
1995. Second Draft.
[2] Literature search, the Technical University Library of Norway, September 1996.
Abstracts and keywords from literature search.
[3] Literature search, the Technical University Library of Norway, September 1997.
Abstracts and keywords from literature search.
[4] A.P. Colburn and O.A. Hougen. Design of Cooler Condensers for Mixtures
of Vapors with Noncondensing Gases. Industrial Engineering Chemistry,
26(11):1178- 1182, November 1934.
[5] A.P. Colburn and T.B. Drew. The Condensation of Mixed Vapors. American
Institute of Chemical Engineers, pages 197 — 215,1937.
[6] L. Silver. Gas Cooling with Aqueous Condensation. Trans. Inst. Chem. Eng.,
25:30-42, 1947.
[7] H.L. Toor. Solution of the Linearized Equations of Multicomponent Mass
Transfer: I. AIChE Journal, 10(4):448 - 455, July 1964.
[8] H.L. Toor. Solution of the Linearized Equations of Multicomponent Mass
Transfer: II. Matrix Methods. AIChE Journal, 10(4):460 - 465, July 1964.
[9] W.E. Stewart and R. Prober. Matrix Calculation of Multicomponent Mass
Transfer in Isothermal Systems. I & EC Fundamentals, 3(3):221 - 235, August
1964.
[10] R. Krishna, C.B. Panchal, D.R. Webb, and I. Coward. An Ackermann-Colbum
and Drew Type Analysis for Condensation of Multicomponent Mixtures. Letters
in Heat and Mass Transfer, 3:163 - 172,1976.
[11] R. Krishna and G.L Standart. Determination of Interfacial Mass and Energy
Transfer Rates for Mulicomponent Vapour-Liquid Systems. Letters in Heat and
Mass Transfer, 3:173 - 182,1976.
95
96
REFERENCES
[12] KJ. Bell and M.A. Ghaly. An Approximate Generalized Design Method for
Multicomponent/Partial Condensers. AIChE Symposium Series, 69(131):72 79, 1973.
[13] J.G. Collier and J.R. Thome. Convective Boiling and Condensation. Oxford
University Press, 3rd edition, 1994.
[14] R. Taylor and R. Krishna. Multicomponent Mass Transfer. John Wiley & Sons,
Inc, 1993.
[15] E. Kirschbaum. Die Verstarkungen durch teilweise Kondensation binarer Gemische und ihre Beriicksichtigung bei der Berechnung von Rektifizierapparaten.
DECHEMA-Monographien, 2(12): 1 - 40,1930.
[16] E. Kirschbaum and G. Lipphardt. Teilkondensation von Zweistoffgemischen.
Chemie-lng.-Techn., 6:393- 397, 1957.
[17] E. Kirschbaum and E. Troster. Untersuchungen zum Stoffubergang bei der
Teilkondensation von Gemischdampfen. Chemie-lng.-Techn., 6:395 - 400,
1960.
[18] K.J. Bell. Design of Reflux Condensers. Heat Transfer Equipment Design,
pages 527 - 534,1988.
[19] J.F. Davis, Hsien-Hsin Tung, and R.S.H. Mah. Fractionation with Condensation
and Evaporation in Wetted-Wall Columns. AIChE Journal, 30(2):328 - 338,
March 1984.
[20] Hsien-Hsin Tung, J.F. Davis, and R.S.H. Mah. Fractionation Condensation and
Evaporation in Plate-Fin Devices. AIChE Journal, 32(7): 1116 - 1124, July
1986.
[21] S. Di Cave, B. Mazzarotta, and E. Sebastani. Mathematical Model for Pro­
cess Design and Simulation of Dephlegmators (Partial Condensers) for Binary
Mixtures. The Canadian Journal of Chemical Engineering, 65(11):559 - 564,
August 1987.
[22] R.J. Fox, P.F. Peterson, and K. Hijikata. Mixed Convective Condensation in a
Reflux Condenser. In 10th Int. Heat Transfer Conference, Brighton UK, pages
465 - 470, 1994.
Experimental and Theoretical Study of Reflux Condensation
REFERENCES
97
[23] K. Onda, E. Sada., and K. Takahashi. The Film Condensation of Mixed Vapour
in a Vertical Column. Int. Journal ofHeat Mass Transfer, 13:1415 -1424,1970.
[24] H.J. Rohm. Simulation of the Unsteady State Behaviour of the Dephlegmation
of Binary Vapour Mixtures. Letters in Heat and Mass Transfer, 5(5):307 - 314,
1978.
[25] H.J. Rohm. The Simulation of Steady State Behaviour of the Dephlegmation of
Multi-Component Mixed Vapours. Int. Journal of Heat Mass Transfer, 23:141
-146,1978.
[26] D.K. Dixit, U.N. Gaitonde, and G.K. Sharma. Computer Simulation of
Generator-Rectification Column-Dephlegmator Assembly of Aqua-Ammonia
Vapour Absorption Refrigeration System. In Proceedings of the Biennal
Congress of the International Solar Energy Society, Denver, Colorado, USA,
pages 4079 - 4084, Aug 19 - 23 1991.
[27] E. Fiolitakis. Modellierung eines Dephlegmators zur partiellen ^Condensation
eines Gas/Dampf-Gemisches. Chem.-lng.-Tech., 66(5):720-724,1994.
[28] Z. Urban, T. Nishio, H. Matsuo, T. Ishikawa, Y. Natori, M. Akamatsu, H. Sonoi,
and M. Onaka. Dephlegmator for Ethylene Plant - Modeling of Dephlegmation.
In International Conference ofCompact Heat Exchangersfor Process Industries,
Snowbird, Utah, USA, June 22 - 27 1997.
[29] A.W. Deakin. A Review of Flooding Correlations for Reflux Condensers. Tech­
nical report, AERE Harwell, October 1977. AERE M - 2923.
[30] H. Imura, H. Kusuda, and S. Funatsu. Flooding Velocity in a Counter Current
Annular Two-Phase Flow. Chemical Engineering Science, 32:77 - 87, 1977.
[31] W.A. Ragland and E.N. Ganic. Flooding in Counter-Current Two-Phase Flow.
Advances in Two-phase Flow and Heat-transfer (NATO ASI series), 2:505 538,1982.
[32] S.G. Bankoff and S.C. Lee. A Critical Review of the Flooding Literature.
Multiphase Science and Technology, pages 95 - 180. Hemisphere Publishing
Corporation, 1986. Volume 2.
[33] J.E. Diehl and C.R. Koppany. Flooding Velocity Correlation for Gas-Liquid
Counterflow in Vertical Tubes. Chemical Engineering Symposium Series,
65(92):77-83,1969.
Experimental and Theoretical Study of Reflux Condensation
98
REFERENCES
[34] K.G. English, W.T. Jones, R.C. Spillers, and V. Orr. Flooding in a vertical
updraft partial condenser. Chemical Engineering Progress, 59(7):51 -53,1963.
[35] G.B. Wallis. Flooding Velocities for Air and Water in Vertical Tubes. Technical
report, AEEW, 1961. AEEW-R123.
[36] O.L. Pushkina and Y.L. Sorokin. Breakdown of Liquid Film Motion in Vertical
Tubes. Heat Transfer - Soviet Research, 1(5):56 — 64,1969.
[37] R. Girard and J.S. Chang. Reflux condensation phenomena in single vertical
tubes. International Journal of Heat Mass Transfer, 35(9):2203 - 2218,1992.
[38] D.I. Limb and B.A. Czamecki. The Petroflux Process for NGL Recovery Ex­
perience to Date and New Developments. In 66th Gas Process. Assoc. Annual
Convention, Denver, USA, pages 105- 114,1987.
[39] D P. Bernhard, T.W. Goodwin, and H.C. Rowles. Recovery of Hydrocarbon
Liquids using Dephlegmator Technology. In Presented at the 1986NPRA annual
Meeting, L.A., California, pages 1041 - 1047, March 23 - 25 1986.
[40] G.A. Lucadamo and H.C. Rowles. Dephlegmator Process for Carbon DioxideHydrocarbon Distillation. United States Patent, Aug. 1986.
[41] M.G. Brahn. Olefin recovery from FCC offgas can pay off. Oil & Gas Journal,
pages 94 - 98,1992.
[42] D.I. Limb and B.A. Czamecki. Reflux-exchange process lifts propane recovery
at Aussie site. Oil & Gas Journal, pages 35 - 40,1987.
[43] A. Rojey. Optimisation energetique des precedes de separation en raffinage et en
traitement de gaz naturel. Revenue de 1‘lnstitut Francois du Petrole, 49(6):627
- 638, Novembre - Decembre 1994.
[44] Industrial heat exchangers. Commercial brochure by IMI Marston ltd., 1991.
[45] Brazed aluminium plate-fin heat exchangers. Commercial brochure by ALTEC
International, April 1995.
[46] G. Schultz and U. Werner. Gas Separation Using the Membrane Rectification
Technique. Desalination, 51:123- 133, July 1984.
[47] G.F. Hewitt and N.S. Hall-Taylor. Annular Two-Phase Flow. Pergamon Press,
1970.
Experimental and Theoretical Study of Reflux Condensation
REFERENCES
99
[48] F.M. White. Fluid Mechanics. McGraw-Hill International Editions, 2nd edition,
1986.
[49] W.H. Press, B.P. Flannery, S.A. Teukolsky, and W.T. Vetterling. Numerical
Recipes in C. Cambridge University Press, 1989.
[50] D.Y. Peng and D.B. Robinson. A New Two-Constant Equation of State. Ind.
Eng. Chem., Fundam., 15(l):59-64, 1976.
[51] W.M. Kays and M.E. Crawford. Convective Heat and Mass Transfer. McGrawHill, Inc., 2nd edition, 1980.
[52] R.L. Webb. Principles of Enhanced Heat Transfer. John Wiley & Sons, Inc.,
1994.
[53] H.S. Maehlum. Autocad drawing, 1997. SINTEF Energy.
[54] K.G. Gustavsen. Micrografx designer drawing, 1997. SINTEF Energy.
[55] R.J. MacDonald and C.S. Howat. Data Reconciliation and Parameter Estimation
in Plant Performance Analysis. AIChE Journal, 34(1):1 - 8, January 1988.
[56] G. Soave. Equilibrium constants from a modified Redlich-Kwong equation of
state. Chemical Engineering Science, 27:1197- 1203,1972.
[57] P. Beranek and I. Wichterle. Vapour-Liquid Equilibria in the Propane-n-Butane
System at High Pressures. Fluid Phase Equilibria, 6:279 - 282,1981.
[58] ISO 5168. Measurement offluid flow - Estimation of uncertainty of a flow-rate
measurement, 1978.
[59] R.P. Benedict. Fundamentals of Temperature, Pressure, and Flow Measure­
ments. John Wiley & Sons, 3rd edition, 1984.
[60] B.N. Taylor and C.E. Kuyatt. Guidelines for Evaluating and Expressing the
Uncertainty of NIST Measurement Results. Technical report, NIST technical
Note 1297, September 1994. 1994 Edition.
[61] I. Guttman, S.S. Wilks, and J.S. Hunter. Introductory Engineering Statistics.
John Wiley & Sons, Inc, 3rd edition, 1971.
Experimental and Theoretical Study of Reflux Condensation
100
Experimental and Theoretical Study of Reflux Condensation
REFERENCES
APPENDICES
101
102
Experimental and Theoretical Study of Reflux Condensation
Appendix
A
Patents using dephlegmator technology
This appendix lists patents found in literature search on dephlegmators [2,3].
Author
Aleksev, V.P. et al.
Country
RUS
Year
1996
Process
Fractionated alcohol prodn.
on single shift operation
APCI
USA
1997
Moderate purity oxygen production
process used in cryogenic
distillation of air
APCI
USA
1994
Precooling for ethylene recovery in
dual demethanizer fractionation systems
APCI
USA
1994
Recovering ethylene from mixture
with hydrogen and 1-3C hydrocarbon(s)
APCI
USA
1991
Dephlegmator process for the
recovery of helium
APCI
USA
1988
Dephlegmator process for carbon
dioxide-hydrocarbon distillation
APCI
USA
1988
Dephlegmator process for nitrogen
rejection from natural gas
APCI
USA
1988
Process for the recovery of
hydrogen/heavy hydrocarbons
from hydrogen-lean feed gases
APCI
USA
1987
Process for recovery and purification
of C3+/C4+ hydrocarbons using
segregated phase separation and
dephlegmation
103
104
Appendix A
APCI
USA
1986
Process for recovery and purification
of C3-C4+ hydrocarbons using
segregated phase separation and
dephlegmation
APCI
USA
1986
Staged multicomponent refrigerant
cycle for a process for recovery
of C3+ hydrocarbons
APCI
USA
1985
Dual dephlegmator process to separate
and purify syngas mixtures
APCI
USA
1984
Recovering C4+ hydrocarbons using
a dephlegmator
APCI
USA
1983
Process for recovering C44.
hydrocarbons using a dephlegmator
APCI
USA
1979
Separation of hydrogen containing
gas mixtures
Carter, R.
USA
1930
Art of recovering blended fuels
Comb.Petro. "Borzesti"
ROM
1982
Dephlegmation-concentration
of the product from the top of
fractionation-distillation towers
Chem.-Tech. Inst.
USSR
1976
Automatic control of the working
conditions of a dephlegmator during
distillation
Daido Hoxan Inc.
JAP
1996
High purity N2 gas production
method
Experimental and Theoretical Study of Reflux Condensation
105
Appendix A
Dainippon IC
JAP
1995
Preparation of 2-hydroxycarboxylic
acid oligomers in high yields
Demoulins, H.D. et al.
UK
1923
Purifying hydrocarbons
FA Holstein
NET
1991
Distn. of fruit brandy
to reduce cyanide content
Gaz de France
FRA
1989
Fluid heating installation having an
associated absorption heat pump cycle
Gaz de France
FRA
1983
Improvements to a fluid heating
equipment with a thermal cycle
associated to an absorption heat pump
Heyl, G.E.
UK
1926
Cracking hydrocarbons
Huers AG
GER
1996
Cleaving tert. butyl alcohol
in distillation column
Kothe U.
1987
GER
Fine distilling appts
Kuraksiin, V.M. et al.
RUS
1996
Rectification column for fermented
solns. with reduced size
Matsushita et al.
JAP
1997
Water distiller for absorption type
heat pump used at home
Morrell, J.C.
UK
1975
Treatment of oil shales
Morrell, J.C.
AUS
1979
Distillate fuels from oil shales
Nosek, F.
CZR
1938
Furnace retort for cracking
Experimental and Theoretical Study of Reflux Condensation
106
Appendix A
Overton, P.C.
AUS
1937
Coal distillation plant
Schmitt, K.
GER
1982
Device for thawing an evaporator of an
absorption system with hot gas
Schultz, E. et al.
AUS
1927
Recovery of light oil from organic
materials
Smirnov, V.I.
RUS
1996
Rectification plant for sepn. of liq.
according to boiling point
Stone and Webster
USA
1990
Cryogenic separation of gaseous
mixtures
Trumble, M.J.
UK
1926
Distilling coal shale, etc.
Trumble, M.J.
USA
1924
Process of producing gasoline from solid
material extraction and cracking of
shale oil
VEB Waermeanlag.
GER
1983
Process for raising the heat output of
absorption heat pump
Wallace, G.W.
USA
1924
Cracking and hydrogenating
hydrocarbons
Experimental and Theoretical Study of Reflux Condensation
B
Matrix elements in model solution procedure
This appendix lists the non-zero elements of the coefficient matrix, A, the variable
vector, x, and the residual vector, R in Equation 4.23 in Chapter 4. The symbolic
manipulation was performed with MAPLE V.
The thermodynamic (Taylor expanded) functions, the heat- and mass transfer corre­
lations and the composition sums have been substituted into this set of equations.
Ai,i
=
Ai,2
=
Al,4
-
A2,i
=
A2,3
=
A2,6
=
A3,i
=
As,2
A4,i
=
=
A4)3
=
A5,1
-
Si
dx
&r
Si( hVta,refy
CPv,a,yTv
~hVyb,ref 4" yCpv,bTv
As,2
=
^•u,re/ 4“ CpyPy
4"
P,Ni
CPv,ayTv^ref
CPv,bTv
4"
CPv,bTv,ref
ycPv,bTv,ref 4" y^v,b,rej')ly
CpvTVtTef 4"
dhv
p,t,n2
( dhv \
/ dhv\
\dN2J P,T,Nj y
V dN2 ) p,T,Ni
y-
f dhv
P,T,N2
yref
( dhv \
_ / dhv\
\dNi) Pj^-2
\dN2) pit,n1_
As,4
=
As,5
=
Gvcpv
A6,1
=
Si{
.a.rcf y
~hv,b,ref 4"
CPv,a.y'%'v 4" CPv.ayTv.rcf
yCPv,bTv —
CPv,bT?; -(- Cpv>bTv>rej
ycPv,bTV,rej 4" Z/^u,6,re/)/2/
107
108
Ae,3
Appendix B
hi,ref 4" CpiTl
Cp\T[,ref 4"
Experimental and Theoretical Study of Reflux Condensation
dz X
/ dhi X
9T ) p,Ni \ dNi) p,t,n2
Appendix B
R3
=
R4
=
Rs
=
K-y,'!
109
-
(§)pjV|
otvyTi H“ kyrcjcpvfiTv
T,'’t
y)Sl/y
+
Si[oLvyTv
kyrejcpv^TVirej -j- kyrejhv^^rej
1
T/cp^r^e/
%,6,r«y - A
T,,r,/cp^
p pj' '^'lirefc'Pvib'Fv,ref ~ k
+kycpVibTVjref
=
(S)P,„,
+
T, + (f^)pM rW + »)*/»
~^~k
Re
Ti
p
^iref^v^ref — kycpvfiTv
&£/^u,6,re/)/V
otvyTi + kyTefCpv^Tv
kyTejcpv^Tv^rGj 4- kyrefhv^jrej
+*
~^k
+kycpVtbTv>ref
Tltrefcpv,bTVtref — k
kyhVjbjTej
Experimental and Theoretical Study of Reflux Condensation
TiirefhVib,ref ~ kycpVtbTv
cxiyTi -4- &iyTw^ / y
110
Experimental and Theoretical Study of Reflux Condensation
Appendix B
C
Gas chromatograph measurements
This appendix describes the composition measurements on the test rig, described in
Section 5.2.
A gas chromatograph (GC), Hewlett-Packard - HP 5890A, determines the composition
of the different streams in the test facility. The GC consists of 3 columns and a thermal
conductivity detector. In addition, the GC system contains an integrator, HP 3392A,
and an event control unit, HP 19405A, for valve operation. The vapor and liquid
sample ports are displayed in Figure 5.1. The liquid sample is evaporated in a boiler
before sampling. Details of the GC configuration are listed in Table C.l.
Samples are extracted from the test rig when stable operation is established.
Unit
Column 1
Column 2
Column 3
Injection loop
Injektor temperature
Detector temperature
Column temperature
Valve temperature
Carrier gas rate
Reference gas rate
Description
5 ft 1/8 inch, 30% DC 200 Silicon oil on 60/80 mesh
Cromosorb P-AW
6 ft 1/8 inch, Porapak Q, 80/100 mesh
10 ft 1/8 inch, Molecular sieve 13X, 45/60 mesh
100 /i 1
70°C
250°C
70°C
70°C
25 ml/min, Helium
45 ml/min, Helium
Table C.l: Gas chromatograph configuration
The composition of the test gas is determined through response factors, R;, for each
component, i. The composition is calculated with Equation C.l, where R, is the
response factor determined by the calibration gas, and A; is the measured area under
each peak of the chromatograph print. For a binary mixture, Equation C.l reduces to
Equation C.2. To calibrate the GC, a calibration gas with known composition is used.
The gas was weighted to a known vapor composition, and the ratio of the response
factors is determined, on the basis of this known calibration gas composition, by
Equation C.3. This ratio is used to calculate the composition of the different test
samples extracted from the test rig. An example of a gas chromatograph print is
111
112
Appendix C
displayed in Figure C.l.
RiAi
Z;
(C.l)
—
For a binary mixture:
Zl
z\A%
A\ — z\A\
Ri
R2
dz\
(C.2)
H'Ai + A2
(C.3)
(S+ w,dM+§^dAl
=
Ai (a2<^) - jg2dAj - j£dA2)
(C.4)
(Ai^ + A2)
VJ
AiA2dzi
zj2A2dAi
+
(ziAi — A;+)2
(z\A\ — A;)2
z\ dA2
z\A\ — Ai
Ri
R2
d
(C.5)
i
S5
KS8:£$£fe5:$
£<a©o
oo
e
5SS
Si
TrrrT
-H-r
Uf
fl»wei»tVPS.—<UW
SS *
Figure C.l: Sample of gas chromatograph printout
Experimental and Theoretical Study of Reflux Condensation
I
113
Appendix C
A total of 9 calibration runs were performed with a binary mixture of propane and
normal-butane to determine the ratio of the response factors, and the variation of the
variables in Equation C.2. Accuracy of the composition measurements is determined
on the basis of Equation C.4. Equations C.4 and C.5 are standard partial derivative
functions to estimate propagation of uncertainty. The standard deviation is used as an
estimate for the uncertainty in the areas (Ai,A2). The uncertainty in the composition
of the calibration gas is estimated to be 1 mole percent based on the uncertainty
analysis in Appendix D. A summary of the calculated uncertainty is given in Table
C.2.
Unit
Number of calibration runs
Molar composition propane
ft
Ai
d(Ai)
Equation
PR
C.3
JnEAlziEA^2
y
n(n-l)
d(A2)
JnEAlz(LArf
<%ft)
C.5
a2
V
n(n-l)
Value
9
0.49
1.416
1238533
4267.6
1826922
9466.1
0.069
Table C.2: Calibration data for GC measurements on C3A1-C4
The problems of obtaining correct samples are described in Section 7.1. A decision
was made to only perform control of the calculated composition on a few measure­
ments. These experiments are denoted as al50797, a050897 and cl20897 and listed
in Appendix G. The measured liquid composition is lower than calculated, but the
extraction of liquid samples poses a rather large uncertainty in the chromatograph
measurements. This uncertainty is difficult to quantify, but the reported results are
within 8% of the calculated value, even for the liquid composition. It is, therefore, fair
to say that the agreement between measured and calculated composition is acceptable.
Experimental and Theoretical Study of Reflux Condensation
114
Experimental and Theoretical Study of Reflux Condensation
Appendix C
D
Accuracy in Peng-Robinson and Soave-Redlich-Kwong
cubic equations of state for propane-n-butane mixtures
The thermodynamic calculations in this thesis are based on the Peng-Robinson [50]
cubic equation of state, Equation D.l. In this appendix, the equation is compared
to the Soave-Redlich-Kwong [56] equation of state, Equation D.2, and experimental
VLE-data [57] for the propane/n-butane binary system at different pressures.
For mixtures, the mixing rules are given in Equations D.3 - D.5. The pure component
attraction parameter and covolume are found from Equations D.l and D.2 at the
critical point (Equations D.6 - D.10).
Peng-Robinson EOS [50]
Soave-Redlich-Kwong EOS [56]
RT | a(T)
v — b v(v + b)
a =
(D.3)
i
b
=
(D.2)
j
53 X*bi
(D.4)
i
(D.5)
a,i(T) = ai(TCli)a(Tr,aj)
%(T) = %(%,;)
(D.6)
(D.7)
(D.8)
kpr
ksrk
= 0.3746 + 1.5423V,- - 0.2699w? (D.9)
=
115
0.480 + 1.574v,-— 0.176v^
(D.10)
Appendix D
116
Beranek and Wichterle [57] claim the following accuracy in their experimental work:
• Temperature = 0.01 K (absolute)
• Pressure = 0.001 MPa (absolute)
• Concentration =1.5% (relative)
Pressure and vapor composition were calculated from the experimental values of
temperature and liquid composition, using both the SRK and the PR equation. The root
mean square deviation between experimental and calculated P and y were calculated
with different values of the interaction coefficient, f>i3.
The plots in Figure D. 1 and D.2 show distinct minima with respect to the uncertainty
in pressure and vapor composition. The vapor composition is chosen as the guiding
parameter. The minimum for ^-uncertainty in the PR-plot is a RMS value of 0.14%
for 6ij = -0.0086. The corresponding minimum for the SRK equation is 0.20% for
&ij = -0.148. Beranek and Wichterle [57] found Sij = -0.146. for the SRK equation.
The lower RMS value for the Peng-Robinson equation of state supports the choice of
this correlation. The Ax and Ay in Table D.l suggest an uncertainty on composition
predictions of ± 1 mole percent. The experimental- and calculated composition values
are plotted in Figure D.3.
Experimental and Theoretical Study of Reflux Condensation
Appendix D
117
Peng-Robinson EOS
0.01
-
RMS
0.008 -
0.004 -
0.002
-
-0.03 -0.025 -0.02 -0.015 -0.01 -0.005
0
0.005 0.01 0.015 0.02
Interaction parameter
Figure D.l: Tuning of PR interaction coefficient, Sij
Soave-Redlich-Kwong EOS
RMS
0.01 ir
0.004
0.002
-
-0.03 -0.025 -0.02 -0.015 -0.01 -0.005
0
0.005 0.01
0.015 0.02
Interaction parameter
Figure D.2: Tuning of SRK interaction coefficient, 6^
Experimental and Theoretical Study of Reflux Condensation
Appendix D
118
0.9 -
0.8
Liquid composition
Vapor composition
-
0.7 -
0.6
-
0.5 0.4 -
Experimental propane composition
Figure D.3: Experimental and calculated values using Peng-Robinson EOS with
tuned interaction coefficient, 8{j = -0.0086
Experimental and Theoretical Study of Reflux Condensation
Appendix D
P [bar]
3.540
4.005
4.681
5.910
9.474
9.935
5.669
7.279
9.304
10.884
12.912
14.930
15.687
9.063
10.035
11.275
14.131
16.388
19.389
22.361
23.573
13.812
15.090
16.735
20.577
23.683
28.005
32.184
34.136
119
T [K]
303.14
303.14
303.14
303.14
303.14
303.14
323.10
323.10
323.10
323.10
323.10
323.10
323.10
343.17
343.17
343.17
343.17
343.17
343.17
343.17
343.17
363.38
363.38
363.38
363.38
363.38
363.38
363.38
363.38
xCs ,exp
y Ci,exp
xc3,pr
yc3,pr
0.096
0.164
0.257
0.437
0.867
0.910
0.066
0.225
0.399
0.541
0.700
0.857
0.905
0.065
0.133
0.216
0.411
0.535
0.691
0.854
0.903
0.063
0.128
0.207
0.399
0.527
0.691
0.847
0.900
0.261
0.388
0.530
0.707
0.942
0.958
0.155
0.411
0.635
0.742
0.853
0.931
0.954
0.144
0.267
0.400
0.601
0.710
0.833
0.918
0.944
0.122
0.232
0.351
0.559
0.669
0.797
0.891
0.933
0.1019
0.1700
0.2658
0.4307
0.8571
0.9077
0.0685
0.2255
0.4084
0.5412
0.7007
0.8481
0.9008
0.0648
0.1331
0.2172
0.3985
0.5308
0.6930
0.8393
0.8949
0.0609
0.1274
0.2097
0.3891
0.5219
0.6898
0.8338
0.8947
0.2570
0.3847
0.5253
0.6987
0.9485
0.9679
0.1631
0.4343
0.6437
0.7539
0.8572
0.9338
0.9579
0.1380
0.2609
0.3877
0.5972
0.7130
0.8280
0.9148
0.9450
0.1155
0.2254
0.3430
0.5476
0.6673
0.7940
0.8898
0.9290
Ax
0.0059
0.0060
0.0088
-0.0063
-0.0099
-0.0023
0.0025
0.0005
0.0094
0.0002
0.0007
-0.0089
-0.0042
-0.0002
0.0001
0.0012
-0.0125
-0.0042
0.0020
-0.0147
-0.0081
-0.0021
-0.0006
0.0027
-0.0099
-0.0051
-0.0012
-0.0132
-0.0053
Ay
-0.0040
-0.0033
-0.0047
-0.0083
0.0065
0.0099
0.0081
0.0233
0.0087
0.0119
0.0042
0.0028
0.0039
-0.0060
-0.0061
-0.0123
-0.0038
0.0030
-0.0050
-0.0032
0.0010
-0.0065
-0.0066
-0.0080
-0.0114
-0.0017
-0.0030
-0.0012
-0.0040
Table D.l: Comparison of thermodynamic data from experiments [57] and PengRobinson EOS
Experimental and Theoretical Study of Reflux Condensation
120
P [bar]
3.540
4.005
4.681
5.910
9.474
9.935
5.669
7.279
9.304
10.884
12.912
14.930
15.687
9.063
10.035
11.275
14.131
16.388
19.389
22.361
23.573
13.812
15.090
16.735
20.577
23.683
28.005
32.184
34.136
Appendix D
T [K]
303.14
303.14
303.14
303.14
303.14
303.14
323.10
323.10
323.10
323.10
323.10
323.10
323.10
343.17
343.17
343.17
343.17
343.17
343.17
343.17
343.17
363.38
363.38
363.38
363.38
363.38
363.38
363.38
363.38
xCs,exp
0.096
0.164
0.257
0.437
0.867
0.910
0.066
0.225
0.399
0.541
0.700
0.857
0.905
0.065
0.133
0.216
0.411
0.535
0.691
0.854
0.903
0.063
0.128
0.207
0.399
0.527
0.691
0.847
0.900
y C3,exp
0.261
0.388
0.530
0.707
0.942
0.958
0.155
0.411
0.635
0.742
0.853
0.931
0.954
0.144
0.267
0.400
0.601
0.710
0.833
0.918
0.944
0.122
0.232
0.351
0.559
0.669
0.797
0.891
0.933
*c3,srk
0.1036
0.1734
0.2702
0.4343
0.8489
0.8979
0.0660
0.2266
0.4097
0.5408
0.6967
0.8402
0.8914
0.0598
0.1303
0.2162
0.3989
0.5305
0.6905
0.8341
0.8886
0.0547
0.1235
0.2082
0.3903
0.5235
0.6906
0.8334
0.8937
yCs,SRK
0.2557
0.3856
0.5280
0.7021
0.9472
0.9657
0.1541
0.4320
0.6444
0.7549
0.8572
0.9319
0.9551
0.1254
0.2524
0.3828
0.5966
0.7135
0.8282
0.9134
0.9429
0.1024
0.2164
0.3379
0.5476
0.6691
0.7962
0.8910
0.9293
Ax
0.0076
0.0094
0.0132
-0.0027
-0.0181
-0.0121
-0.0000
0.0016
0.0107
-0.0002
-0.0033
-0.0168
-0.0136
-0.0052
-0.0027
0.0002
-0.0121
-0.0045
-0.0005
-0.0199
-0.0144
-0.0083
-0.0045
0.0012
-0.0087
-0.0035
-0.0004
-0.0136
-0.0063
Ay
-0.0053
-0.0024
-0.0020
-0.0049
0.0052
0.0077
-0.0009
0.0210
0.0094
0.0129
0.0042
0.0009
0.0011
-0.0186
-0.0146
-0.0172
-0.0044
0.0035
-0.0048
-0.0046
-0.0011
-0.0196
-0.0156
-0.0131
-0.0114
0.0001
-0.0008
-0.0000
-0.0037
Table D.2: Comparison of thermodynamic data from experiments [57] and SoaveRedlich-Kwong EOS
Experimental and Theoretical Study of Reflux Condensation
E
Estimation and treatment of uncertainty in measure­
ments
A result of a given measurement is, usually, only an estimate of the specific value
of the quantity subject to the measurement. The result is, therefore, only complete
when supplemented with a quantitative announcement of its uncertainty. The errors
are commonly [58-61] divided into four groups:
• Spurious errors
• Random errors
• Constant systematic errors
• Variable systematic errors
The following describes the different groups of errors accompanied by a statement of
propagation of such uncertainties related to the current study.
Spurious errors
Spurious errors are those related to malfunction of instruments or human errors. These
errors are usually difficult to detect and are not incorporated into the statistical uncer­
tainty analysis. A thorough analysis of the measurement chain, from measurement
point to conversion of data, and documented measurement routines minimise the risk
of having spurious errors.
Random errors
A series of measurements of any kind produces a scatter of individual values around
the mean value. The magnitude of the deviations from the mean value is quantified
as a statistical uncertainty. In large populations, the data points are assumed to vary,
by chance, in a manner approaching a normal distribution. The statistical uncertainty
is derived by statistical analysis of repeated measurements [59].
The mean value of a population of repeated measurements is derived from Equation
E.2. This is the best estimate for the true value of the measured parameter. The
Central Limit Theorem states that the distribution of the sum of values, having iden­
tical distribution, approaches the normal distribution [61]. In a small population of
measurements, the standard deviation is not obtainable, and the student-t probability
121
122
Appendix E
distribution is often used as a correction to the normal distribution. The student-t
parameter, tu, in Equation E.3 inflates the precision index, S, and reduces the effect
of underestimating the standard deviation [59]. The student-t parameter for the given
probability and degrees of freedom is reproduced in Table E.2. The measured value
with specified uncertainty is given by Equation E.l.
X{
Xi
e;
Si
XiX ± e,M
n
1
; z
n
k= 1
Si
1
N—1) £(l"‘"5r‘)2
(E.l)
(E.2)
(E.3)
12
(E.4)
Constant systematic errors
Systematic uncertainty is fixed and gives a constant output being either too high or
too low compared to the true value. The uncertainties in question may be known, and
can be corrected for by calibration, or they may be of unknown magnitude and sign.
The value of a systematic uncertainty may be evaluated by an approximation to a
standard deviation. This value is determined by experience, knowledge and/or pure
judgment of the uncertainty involved. A basis for this evaluation may include:
• Specifications from the manufacturer of equipment
• Calibration to known values
• Experience from previous measurements
• General knowledge or experience with equipment
• Other means
Variable systematic errors
Variable systematic errors are identified when the output of an instrument vary in the
operating range of the instrument. Flow measurements are typical, where the error
increases as the flow rate decreases towards the lower limit of the measurement range.
An example of this type of error is displayed in Table 5.1.
Experimental and Theoretical Study of Reflux Condensation
123
Appendix E
Propagation of errors
It is recommended in Reference 58 to disregard error contributions which are signifi­
cantly smaller than the largest component. If the smaller error is less than one fifth of
the larger error, it is, as a general rule, permissible to disregard this source of error.
When the measurement result has a functional dependence on several variables, Equa­
tion E.5, random errors may be combined using Equation E.6 for standard deviation.
The covariance term, reproduced in Equation E.7, is used whenever there is an inter­
dependency between variables.
y
(E.5)
y(*^l?*^2)****? ^n)
(E.6)
i=1
S
Xj)
1
n
”
53
_
— **]
.7=2+1
_
~ xi\
(E.7)
The combined estimate of uncertainty in the measurements, is obtained using the rootsum-square method, although the separate components are also listed in Table E.l.
This is done because there is no consensus on how to properly present the combined
uncertainty [58]. The statistical uncertainty is represented with a typical value, as
it differs between measurements. This value is printed for every measurement in
Appendix G.
Experimental and Theoretical Study of Reflux Condensation
124
Appendix E
Measurement
Bypass vapor flow
Reflux liquid flow
Return liquid flow
Thermocouple type T
Thermocouple type E
Pressure
Differential pressure
Condenser liquid flow
Test section liquid flow
Heater duty
Uncertainty (in % of measured value)
Random Calibration Precision Sum
1.64
4
0.007 4.32
2
8.03
0.003 8.28
2.52
1.5
0.003 2.93
0.04
0.01
0.07
0.06
0.01
0.04
0.29
0.1
0.09
0.1
0.006 0.13
0.001
5
0.003 5.00
3.50
2
4.03
2
0.11
0.003 2.00
1.2
0.69
0.005 1.38
Table E.l: Uncertainty in measurements (within a 95% confidence level for random
errors)
V
*90%
*95%
*98%
V
*90%
*95%
*98%
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
6.314
2.920
2.353
2.132
2.105
1.943
1.895
1.860
1.833
1.812
1.796
1.782
1.771
1.761
1.753
1.746
1.740
12.706
4.303
3.182
2.776
2.571
2.447
2.365
2.306
2.262
2.228
2.201
2.179
2.160
2.145
2.131
2.120
2.110
31.821
6.965
4.541
3.747
3.365
3.143
2.998
2.896
2.821
2.764
2.718
2.681
2.650
2.624
2.602
2.583
2.567
18
19
20
21
22
23
24
25
26
27
28
29
30
40
60
120
oo
1.734
1.729
1.725
1.721
1.717
1.714
1.711
1.708
1.706
1.703
1.701
1.699
1.697
1.684
1.671
1.658
1.645
2.101
2.093
2.086
2.080
2.074
2.069
2.064
2.060
2.056
2.052
2.048
2.045
2.042
2.021
2.000
1.980
1.960
2.552
2.539
2.528
2.518
2.508
2.500
2.492
2.485
2.479
2.473
2.467
2.462
2.457
2.423
2.390
2.358
2.326
Table E.2: Probability factors of the T distribution with v degrees of freedom [59]
Experimental and Theoretical Study of Reflux Condensation
F
Data analysis of measurements
Data collected from the test rig is used as input to the data analysis program. The
different measurements are listed in Table F.2.
Data files from the data logger, in volts, is converted to measurement data by calibra­
tion information for each measurement point. The conversion routine also calculate
the statistical distribution of each measurement point.
The measurements from the test rig are temperature, pressure, volume flow rates and
heater duty. For a complete analysis of each measurement, some properties must
be converted indirectly from the measured data. These properties are composition,
enthalpy, molar flow rate, heat flux and cooling duty.
A
Qcond
r- V-
Top
condenser
Qtest
Figure F.l: Conceptual sketch of test rig
Enthalpy, composition and flow rate (in terms of kmole/s) is calculated from the mea­
surements, by using conservation equations on the test rig. There are 7 independent
125
Appendix F
126
conservation equations (Equations El - E7) for mass, composition and energy for
the three main parts of the test rig, shown in Figure F.l. In addition, there are 4 ther­
modynamic relations connecting enthalpy, composition, pressure and temperature,
Equations F.8 - F. 11.
Boiler:
L + R-(F + B)
=■ 0
— (F + B)z
=
0
+ B)hp + qboil
=
0
(F.l)
(F.2)
(F.3)
F-V-L
Fz — V y — Lx
=
=
0
(F.4)
0
(F.5)
Fhp — V hy — Lhp — qtest
=
0
(F.6)
Lx +
Lhp + RhR —
Rxr
(jF
Test section:
Total rig:
qboil
Qtest — Qcond
Qloss
0
(F.7)
Enthalpy:
hp
hy
(F.8)
h-L
hp
(F.10)
(F.9)
f(TR,P,xR)
(F.ll)
In order to solve the properties of the five streams, a set of equations and measurements
must be solved. Originally, composition measurements were included, but problems
with the fluid sample ports (Appendix C) prevents the use of these measurements.
This gives a number of 11 measurements applicable for solving the stream properties,
Table F.l.
Experimental and Theoretical Study of Reflux Condensation
127
Appendix F
Variables
FVLRB
zy xx#
hy h# hr
({boil qcond qtest q/oss
T# Ty TL Tr
p
#
kmole/s
J/kmole s
W
°C
Pa
Sum
5
4
4
4
4
1
22
Measurements and equations
1/h
LRB
#
3
W
°C
Pa
kmole/s
kmole/s
W
J/kmole
3
4
Qboil Qcondi QtesZ
T# Ty TL T#
P
Conservation, mass
Conservation, comp.
Conservation, energy
Enthalpy
Sum
1
2
2
3
4
22
Table F.l: Summary of variables, measurements and equations in data analysis
No
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Name
Boiler, liquid
Boiler, vapor
Reflux flow (liquid)
Top product, liquid
Top product, vapor
Partial condenser, in
Partial condenser, 3/4
Partial condenser, 1/2
Partial condenser, 1/4
Partial condenser, out
Condenser, in
Condenser, out
Test section, 01
Test section, 02
Test section, 03
Test section, 04
Test section, 05
Test section, 06
Test section, 07
Experimental and Theoretical Study of Reflux Condensation
Symbol
'^boil,v
TL
TR
Ty
Ttest,in
Ttesi,3/4
Ttest,1/2
Tfest,l/4
Ttest,out
Tcond,in
Tcond, out
Toi
Tq2
Tos
Tq4
Tqs
Toe
Tot
Unit
°C
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
Manual/on
O
O
O
O
O
O
O
O
O
O
O
0
o
o
0
o
0
o
0
Appendix F
128
No
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Name
Test section, 08
Test section, 09
Test section, 10
T Surroundings
Bypass volume flow
Cooling water, test section
Reflux volume flow
Top product volume flow
System pressure
Differential pressure
Boiler heat duty
Inlet composition
Top product composition
Reflux composition
Cooling water, condenser
Symbol
Tos
Tog
Tio
T$ur
bypass
Vtesi
^reflux
P
dP
z
y
X
^cond
Unit
°c
°c
°c
°c
m3/h
1/h
1/h
1/h
Pa
Pa
kW
kmole/kmole
kmole/kmole
kmole/kmole
1/s
Table F.2: Measurement points on test rig
Experimental and Theoretical Study of Reflux Condensation
Manual/on
O
O
O
O
O
O
o
o
o
o
o
M
M
M
M
G
Summary of measurements
Tables G.l - G.3 contain a summary of the measurements in this study. Each mea­
surement is listed individually, with the mean value of each data point and statistical
distribution. The first table of each reported measurement contains raw data con­
verted from volt signals to measurement values by calibration data. The next table
presents the maximum likelihood values, and finally characteristic data for heat flux
and flloding are presented.
Some of the results in this appendix are presented with several digits after the decimal
point. This is done to show differences in experiments with small overall changes in
composition and flow rate, and does not reflect the accuracy in the reported numbers.
The average deviation in Table G.4 is calculated by Equations G. 1 and G.2.
Measurement
1100697
al10697
6110697
al20697
al30697
6170697
6180697
al90697
a!50797
6010897
3050897
6050897
C120897
3130897
1 n
- 53 I A, |
(G.2)
Heat flux
4782.2
4340.5
4182.6
3815.7
3924.8
4362.2
1843.2
1684.6
3781.6
2208.6
4349.8
2134.9
1682.7
1698.6
ytop Zfeed
0.078
0.071
0.070
0.067
0.072
0.071
0.029
0.025
0.058
0.032
0.057
0.027
0.017
0.021
0.356
0.324
0.319
0.289
0.334
0.319
0.119
0.107
0.269
0.279
0.276
0.126
0.078
0.101
Table G.l: Summary of measurements (1)
129
<|r
Aabs =
(G.l)
II
__
1
-5>i
<
—
A =
Appendix G
130
1100697
al 10697
bl10697
al20697
al30697
b170697
b180697
al90697
al50797
bO10897
b040897
a050897
b050897
cl20897
al30897
P
bar
10.87
10.28
11.06
9.03
10.44
9.49
10.16
10.27
10.58
10.11
11.58
11.48
9.66
12.17
11.82
Heat flux
W/m2
4782.2
4340.5
4182.6
3815.7
3924.8
4362.2
1843.2
1684.6
3781.6
2208.6
4511.0
4349.8
2134.9
1682.7
1698.6
Oboii
attest
Qcond
w
w
w
2599.9
2545.1
2501.7
2501.6
2289.0
2289.5
2180.8
2180.9
2288.0
2228.2
2650.7
2592.7
2472.7
2838.6
2290.2
643.0
583.6
562.4
513.1
527.7
586.5
247.8
226.5
508.5
297.0
606.6
584.9
287.1
226.3
228.4
1870.1
1705.0
1861.2
1918.6
1706.9
1440.1
1862.7
1880.1
1798.5
1800.1
1838.6
1823.9
2096.0
2542.2
1984.7
qioSS
%
3.3
10.1
3.1
2.8
2.4
11.5
3.2
3.4
-0.8
5.9
7.8
7.1
3.6
2.5
3.4
Table G.2: Summary of measurements (2)
1100697
al 10697
bl10697
a120697
al30697
6170697
b180697
al90697
a150797
bO10897
6040897
a050897
6050897
cl20897
al30897
T
328.0
325.4
328.7
319.4
326.0
323.1
326.2
325.3
327.7
325.6
333.4
332.9
323.7
327.8
330.0
Inlet
z
F
0.680 1.37e-4
0.684 1.32e-4
0.682 1.32e-4
0.702 1.25e-4
0.687 1.18e-4
0.664 1.32e-4
0.674 1.28e-4
0.690 1.28e-4
0.659 1.35e-4
0.666 1.30e-4
0.628 1.58e-4
0.624 1.55e-4
0.649 1.43e-4
0.774 1.79e-4
0.756 1.42e-4
T
322.8
320.6
324.3
315.6
321.3
318.4
324.3
323.5
324.2
323.4
329.5
329.4
322.3
326.3
325.1
Top product
V
y
0.758 1.01e-4
0.755 9.99e-5
0.752 9.98e-5
0.770 9.71e-5
0.759 8.84e-5
0.735 1.00e-4
0.702 1.14e-4
0.715 1.16e-4
0.717 1.07e-4
0.698 1.14e-4
0.687 1,24e-4
0.681 1.21e-4
0.675 1.27e-4
0.791 1.66e-4
0.777 1.29e-4
Reflux liquid
T
X
R
326.7 0.462 3.61e-5
324.1 0.465 3.24e-5
327.6 0.462 3.18e-5
318.4 0.469 2.81e-5
324.7 0.470 2.95e-5
321.8 0.443 3.19e-5
325.6 0.431 1.36e-5
324.7 0.459 1.24e-5
326.9 0.444 2.86e-5
324.9 0.442 1.64e-5
332.6 0.416 3.45e-5
332.1 0.417 3.35e-5
323.2 0.437 1.61e-5
327.2 0.559 1.30e-5
326.3 0.550 1.30e-5
Table G.3: Summary of measurements (3)
Experimental and Theoretical Study of Reflux Condensation
131
Appendix G
Run
number
t100697
al10697
bl10697
al20697
al30697
M70697
bl80697
al90697
al50797
bO10897
b040897
a050897
b050897
cl20897
al30897
-12.92
-9.91
-11.68
-11.76
-12.35
-10.14
-7.51
-5.03
-7.80
-3.64
-8.77
-6.84
0.23
-5.83
-3.44
L
-3.88
-4.01
-2.52
2.49
-2.03
-3.13
3.68
-3.23
-2.80
-2.44
-4.06
-2.39
-1.86
7.69
-4.62
A
^abs
-7.83
7.86
-1.54
3.39
X
Deviation [%]
T,
y
4.71 -2.00
3.87 -1.39
4.32 -1.75
5.83 -1.89
5.80 -1.98
4.15 -1.42
2.63 -0.62
2.11 -0.23
3.27 -0.97
1.68 -0.23
3.20 -1.02
2.49 -0.82
-0.10 0.09
2.70 -0.45
1.77 -0.12
3.23
3.24
-0.99
1.00
F
-0.87
-0.98
-0.53
0.56
-0.42
-0.68
0.55
-0.23
-0.96
-0.38
-0.95
-0.45
0.00
0.45
-0.42
Tv
3.12
2.91
1.85
-1.69
2.22
2.32
-1.13
0.96
1.96
0.76
2.22
1.10
0.46
-1.59
1.30
-0.36
0.56
1.12
1.71
Table G.4: Relative deviation between measured values and model calculations (in
percent of measured value)
Experimental and Theoretical Study of Reflux Condensation
132
Appendix G
File ’tl00697.tex’ processed at Sun Nov 2 11:12:551997
Data (75 data points) from files ,tl00697.raw’ and ’tl00697.inn\
Measurement
Tboil,l
Tboil,v
TL
TR
Tv
Tfestyin
Ttest,3/4
Ttest, 1/2
Ttest,l/4
Ttest,out
Tcond,in
TcondjOut
Toi
Tq2
Tq3
Tq4
To5
Toe
Tqt
Tos
Tog
Tio
T$Ur
VB
Viest
Vr
Vy
P
96oz'Z
Unit
°C
°C
°C
°C
°C
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
1/h
1/h
lAi
1/h
kPa
W'
Mean value
51.07
54.86
53.54
40.09
49.66
35.39
37.60
39.91
42.25
44.93
18.98
28.19
48.08
50.06
49.49
50.31
46.94
49.02
44.98
46.22
42.34
47.19
25.87
156.74
58.10
12.40
39.52
1086.59
2600.02
Experimental and Theoretical Study of Reflux Condensation
a95%
5.62e-02
4.85e-02
4.82e-02
4.47e-02
4.65e-02
1.51e-02
2.32e-02
2.61e-02
3.02e-02
3.78e-02
3.40e-02
4.79e-02
8.15e-02
4.79e-02
4.12e-02
4.07e-02
4.56e-02
4.07e-02
4.34e-02
3.51e-02
2.76e-02
3.60e-02
6.18e-02
2.47e+00
4.02e-02
1.97e-01
6.00e-01
9.76e-01
8.03e-01
Relative value
1.10e-03
8.85e-04
9.00e-04
l.lle-03
9.37e-04
4.27e-04
6.18e-04
6.54e-04
7.14e-04
8.40e-04
1.79e-03
1.70e-03
1.69e-03
9.56e-04
8.33e-04
8.09e-04
9.70e-04
8.30e-04
9.64e-04
7.59e-04
6.52e-04
7.64e-04
2.39e-03
1.57e-02
6.92e-04
1.59e-02
1.52e-02
8.98e-04
3.09e-04
133
Appendix G
Maximum-likelihood values:
New value
1.37e-04
1.01e-04
V
L
3.61 e-05
1.19e-04
R
1.75e-05
B
3.28e+02
TF
3.23e+02
Tv
3.27e+02
TL
3.13e+02
TR
6.80e-01
z
7.58e-01
y
X
4.62e-01
7.46e-01
Xfl
2.60e+03
1.87e+03
Qcond
w
6.43e+02
fltest
w
8.68e+01
flioss
Pa
1.09e+06
P
Condenser water flow rate
Cooling duty on test section part 1
Cooling duty on test section part 2
Cooling duty on test section part 3
Cooling duty on test section part 4
Average heat flux
Number of theoretical stages
Wallis flooding factor
Heat loss on total rig (energy)
Stream
X-calc
Xpred
Reflux liquid
0.4619
0.7464
Return liquid
Feed vapor
0.6801
Bypass vapor
0.6801
Top product vapor 0.7578
F
kmole/s
kmole/s
kmole/s
kmole/s
kmole/s
K
K
K
K
kmole/kmole
kmole/kmole
kmole/kmole
kmole/kmole
W
W
Experimental and Theoretical Study of Reflux Condensation
Old value
1.30e-04
9.67e-05
3.35e-05
1.14e-04
1.73e-05
3.28e+02
3.23e+02
3.27e+02
3.13e+02
6.87e-01
7.61e-01
4.71e-01
7.50e-01
2.60e+03
1.87e+03
6.43e+02
8.68e+01
1.09e+06
Difference
7.12e-06
4.51e-06
2.61e-06
4.61e-06
1.03e-07
1.97e-02
-8.95e-03
-7.59e-03
-5.62e-03
-6.49e-03
-3.44e-03
-8.81e-03
-3.51e-03
-1.10e-01
-2.46e-02
-8.50e-02
-5.47e-05
-6.45e+01
174.45 1/h
148.54 W
155.78 W
157.54 W
181.25 W
4782.22 W/m2
1.36
0.77
86.78 W ( 3.34 %)
Flow rate (kmole/s)
3.6074e-05
1.1871e-04
1.3733e-04
1.7452e-05
1.0126e-04
a
3.52e-06
2.12e-06
5.33e-07
1.73e-06
2.73e-07
4.85e-02
4.65e-02
4.82e-02
4.47e-02
1.00e-02
1.00e-02
1.00e-02
1.00e-02
8.03e-01
6.55e+01
4.45e-01
3.04e+00
9.76e+02
134
Appendix G
File ’all0697.tex’ processed at Sun Nov 2 11:13:001997
Data (70 data points) from files ’al 10697.raw’ and ’al 10697.inn\
Measurement
TboiU
Tboil,v
TL
TR
TV
Ttest,in
Ttest,3/4
T(esi, 1/2
Ttest, 1/4
Ttesi.oui
Tconrf,m
Tcond,ouf
Toi
Tq2
Tq3
Tq4
Tos
Tq6
Tq7
Tos
Too
Tio
Tsur
VB
Vfi
Vy
P
C[boiZ
Unit
°C
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
1/h
1/h
1/h
1/h
kPa
W
Mean value
48.50
52.22
50.96
37.89
47.45
33.89
35.95
38.05
40.31
42.88
15.15
24.98
45.75
47.66
47.23
47.94
44.69
46.50
42.96
44.66
41.34
45.64
23.04
167.09
55.96
10.80
39.26
1028.19
2863.62
Experimental and Theoretical Study of Reflux Condensation
a95%
3.63e-02
2.71e-02
2.79e-02
2.48e-02
2.47e-02
2.27e-02
2.43e-02
2.46e-02
2.78e-02
2.55e-02
3.56e-02
3.36e-02
7.59e-02
3.80e-02
2.53e-02
2.57e-02
3.74e-02
3.02e-02
3.97e-02
2.14e-02
2.00e-02
2.30e-02
9.93e-02
2.84e+00
6.54e-02
2.21e-01
5.78e-01
5.71e-01
6.90e+01
Relative value
7.49e-04
5.19e-04
5.47e-04
6.56e-04
5.22e-04
6.71e-04
6.76e-04
6.46e-04
6.88e-04
5.96e-04
2.35e-03
1.34e-03
1.66e-03
7.96e-04
5.36e-04
5.37e-04
8.38e-04
6.50e-04
9.25e-04
4.80e-04
4.84e-04
5.03e-04
4.316-03
1.70e-02
1.17e-03
2.04e-02
1.47e-02
5.55e-04
2.41e-02
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
1.32e-04
1.26e-04
kmole/s
6.44e-06 3.82e-06
F
V
9.99e-05
9.64e-05
3.43e-06 2.17e-06
kmole/s
3.24e-05
2.94e-05
3.01e-06 6.01e-07
L
kmole/s
1.18e-04
1.14e-04
kmole/s
3.52e-06 1.68e-06
R
1.77e-05
1.76e-05
8.94e-08 3.00e-07
kmole/s
B
3.25e+02
2.71e-02
K
3.25e+02
5.21e-03
TF
3.21e+02 3.21e+02 -2.33e-03 2.47e-02
K
Tv
3.24e+02 3.24e+02
K
-2.01e-03 2.79e-02
TL
3.11e+02 3.11e+02
K
-1.30e-03 2.48e-02
TR
kmole/kmole
6.84e-01
6.90e-01
-6.32e-03 1.00e-02
z
kmole/kmole
7.55e-01
7.56e-01
-1.85e-03
1.00e-02
y
kmole/kmole
4.65e-01
4.72e-01
-6.89e-03
1.00e-02
X
7.46e-01
1.00e-02
kmole/kmole
7.44e-01
-2.26e-03
XR
W
2.55e+03 2.86e+03 -3.19e+02 6.90e+01
Qboil
W
1.70e+03 2.02e+03 -3.10e+02 7.05e+01
flcond
w
5.84e+02
5.84e+02
-2.18e-01
6.83e-01
fltest
w
2.56e+02 2.64e+02 -7.876+00 1.12e+01
flZoss
Pa
1.03e+06 1.03e+06 -1.71e+01 5.71e+02
P
Condenser water flow rate
176.111/h
Cooling duty on test section part 1
133.89 W
Cooling duty on test section part 2
136.37 W
Cooling duty on test section part 3
146.72 W
Cooling duty on test section part 4
166.87 W
4340.54 W/m2
Average heat flux
Number of theoretical stages
1.32
Wallis flooding factor
0.76
Heat loss on total rig (energy)
256.45 W (10.08 %)
Stream
Flow rate (kmole/s)
X-calc
Xpred
0.4654
Reflux liquid
3.2393e-05
Return liquid
1.1759e-04
0.7439
1.3225e-04
Feed vapor
0.6837
Bypass vapor
0.6837
1.7732e-05
Top product vapor 0.7546
9.9860e-05
Experimental and Theoretical Study of Reflux Condensation
135
Appendix G
136
File ’bll0697.tex’ processed at Sun Nov 2 11:13:121997
Data (83 data points) from files ’bl 10697.raw’ and ’bl 10697.inn’.
Measurement
Tboil,!
^boil, v
TL
TR
Ty
T{est,in
Tfest,3/4
Ttesi,1/2
Ttest, 1/4
'^■test,out
Tcond,in
TcondjOut
Toi
T02
Tq3
Tq4
To5
Toe
To?
Tos
Too
Tio
TSUr
VB
Vtest
VB
Vy
P
Qboil
Unit
°C
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
1/h
1/h
1/h
1/h
kPa
W
Mean value
51.94
55.59
54.45
41.52
51.15
39.54
41.25
42.95
44.87
46.93
19.15
29.14
50.13
51.47
51.39
52.03
48.72
50.74
48.50
49.19
46.35
49.73
27.70
163.38
66.31
10.62
42.28
1106.10
2501.68
Experimental and Theoretical Study of Reflux Condensation
<795%
3.38e-02
2.80e-02
2.28e-02
2.36e-02
4.07e-02
9.95e-02
9.42e-02
9.10e-02
8.24e-02
7.64e-02
3.84e-02
3.95e-02
1.39e-01
5.51e-02
7.73e-02
5.74e-02
7.15e-02
7.80e-02
6.13e-02
7.27e-02
1.09e-01
1.30e-01
3.20e-02
2.23e+00
3.43e-01
2.40e-01
4.37e-01
5.83e-01
1.46e-02
Relative value
6.51e-04
5.04e-04
4.19e-04
5.69e-04
7.96e-04
2.52e-03
2.28e-03
2.12e-03
1.84e-03
1.63e-03
2.00e-03
1.35e-03
2.78e-03
1.07e-03
1.50e-03
1.10e-03
1.47e-03
1.54e-03
1.266-03
1.48e-03
2.34e-03
2.61 e-03
1.15e-03
1.37e-02
5.17e-03
2.26e-02
1.03e-02
5.27e-04
5.84e-06
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
1.32e-04
1.32e-04
8.65e-08
F
kmole/s
3.73e-06
9.98e-05
1.03e-04
-3.16e-06 1.76e-06
V
kmole/s
kmole/s
3.18e-05
2.86e-05
3.24e-06 6.45e-07
L
1.18e-04
1.21e-04
kmole/s
-3.24e-06
1.25e-06
R
kmole/s
1.84e-05
-8.59e-08 2.51e-07
B
1.83e-05
3.29e+02 3.29e+02
K
4.63e-03 2.806-02
Tf
K
3.24e+02 3.24e+02
-1.08e-02 4.07e-02
Ty
3.28e+02
3.28e+02
K
-1.21e-03 2.28e-02
TL
K
3.15e+02 3.15e+02
1.87e-03 2.36e-02
TR
kmole/kmole
z
6.82e-01
6.84e-01
-2.33e-03
1.00e-02
kmole/kmole
7.44e-01
1.00e-02
7.52e-01
7.86e-03
y
X
kmole/kmole
4.62e-01
4.69e-01
-6.40e-03
1.00e-02
1.00e-02
kmole/kmole
7.41e-01
7.35e-01
6.07e-03
XR
W
2.50e+03 2.50e+03
1.46e-02
4.28e-05
Qboil
W
1.86e+03 1.86e+03
5.89e+00 6.49e+01
Qcond
w
5.62e+02 5.68e+02 -5.90e+00 2.94e+00
diest
w
7.81e+01 7.80e+01
1.07e-02 2.76e+00
dZoss
P
Pa
l.lle+06 l.lle+06
4.04e+00 5.83e+02
Condenser water flow rate
159.64 Vh
Cooling duty on test section part 1
131.27 W
131.01 W
Cooling duty on test section part 2
Cooling duty on test section part 3
147.27 W
Cooling duty on test section part 4
158.75 W
Average heat flux
4182.58 W/m2
Number of theoretical stages
1.32
Wallis flooding factor
0.75
Heat loss on total rig (energy)
78.06 W( 3.12%)
Stream
Flow rate (kmole/s)
Xcalc
^pred
Reflux liquid
0.4624
3.1838e-05
Return liquid
0.7409
1.1812e-04
Feed vapor
0.6818
1.3168e-04
Bypass vapor
0.6818
1.8281e-05
Top product vapor 0.7517
9.9842e-05
Experimental and Theoretical Study of Reflux Condensation
137
138
Appendix G
File ’al20697.tex’ processed at Sun Nov 2 11:13:19 1997
Data (40 data points) from files ’al20697.raw’ and ’al20697.inn’.
Measurement
Unit
TboilJ
°C
Tboil,v
°c
°c
°c
°c
°c
°c
TL
TR
TV
Ttest,in
Tfest,3/4
Ttest,l/2
Ttest,1/4
°c
°c
Tcond,out
°c
°c
°c
Toi
T02
°c
°c
To3
°c
°c
Ttest,out
Tcond^in
Tq4
Tos
Toe
Tq7
Tos
Tog
Tic
Tsut
vB
Viesi
VB
Vy
P
Sboil
°c
°c
°c
°c
°c
°c
°c
1/h
1/h
1/h
1/h
kPa
W
Mean value
43.19
46.27
45.26
32.54
42.45
32.60
34.22
35.91
37.33
38.98
13.38
20.66
41.18
42.41
42.07
42.66
40.21
41.53
39.48
39.26
36.88
39.99
28.55
210.13
69.38
7.93
45.90
902.93
2501.63
Experimental and Theoretical Study of Reflux Condensation
a95%
6.35e-02
4.59e-02
5.24e-02
4.48e-02
3.43e-02
1.28e-02
1.89e-02
1.76e-02
2.39e-02
2.06e-02
4.87e-02
5.29e-02
1.68e-01
6.65e-02
3.58e-02
3.74e-02
3.39e-02
2.33e-02
2.62e-02
2.72e-02
2.09e-02
2.32e-02
2.79e-02
2.98e+00
9.16e-02
3.60e-01
7.08e-01
8.34e-01
2.41e-02
Relative value
1.47e-03
9.92e-04
1.16e-03
1.38e-03
8.09e-04
3.94e-04
5.52e-04
4.90e-04
6.42e-04
5.28e-04
3.64e-03
2.56e-03
4.08e-03
1.57e-03
8.51e-04
8.77e-04
8.42e-04
5.61e-04
6.64e-04
6.926-04
5.67e-04
5.80e-04
9.76e-04
1.42e-02
1.32e-03
4.54e-02
1.54e-02
9.24e-04
9.65e-06
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
6.88e-06
kmole/s
1.25e-04
1.38e-04
F
-1.23e05
9.71e-05
V
kmole/s
1.16e-04
-1.85eOS 2.42e-06
2.81e-05
6.14e-06 9.96e-07
L
kmole/s
2.19e-05
kmole/s
-1.88e-05 2.09e-06
R
1.17e-04
1.35e-04
-3.03e-07 2.81e-07
B
kmole/s
1.956-05
1.98e-05
3.19e+02
K
3.19e+02
6.99e-03 4.59e-02
TF
K
3.16e+02 3.16e+02
-8.56e-03 3.43e-02
Tv
K
3.18e+02
3.18e+02
-3.99e03 5.24e-02
TL
3.06e+02 3.06e4O2
K
1.46e-02 4.48e-02
TR
1.00e-02
z
kmole/kmole
7.02e-01
-4.31e-03
7.076-01
kmole/kmole
7.70e-01
7.51e-01
1.87e-02 1.00e-02
y
kmole/kmole
4.69e-01
4.72e-01
-3.16e-03
1.00e-02
X
7.58e-01
7.45e-01
1.39e-02
l.OOe-02
kmole/kmole
XR
W
2.50e+03 2.5064-03
2.71e-04 2.41e-02
([boil
W
3.76e-01 6.71e4-01
1.92e+03 1.9264-03
(\cond
W
5.13e+02
5.13e4-02
-3.77eO! 6.78e-01
Ttest
w
5.02e-04 2.45e-iOO
7.00e401 7.006401
([loss
Pa
9.03e+05 9.0364-05
4.66ef01 8.3464-02
P
Condenser water flow rate
226.55 1/h
130.60 W
Cooling duty on test section part 1
Cooling duty on test section part 2
135.58 W
Cooling duty on test section part 3
114.44 W
Cooling duty on test section part 4
132.81 W
Average heat flux
3815.66 W/m2
Number of theoretical stages
1.29
0.74
Wallis flooding factor
Heat loss on total rig (energy)
69.97 W ( 2.80 %)
Stream
Flow rate (kmole/s)
X-calc
X-pred
Reflux liquid
0.4687
2.8055e-05
1.1665e-04
Return liquid
0.7585
Feed vapor
1.2516e-04
0.7023
Bypass vapor
0.7023
1.9544e-05
Top product vapor 0.7698
9.7106e-05
Experimental and Theoretical Study of Reflux Condensation
139
Appendix G
140
File ’al30697.tex’ processed at Sun Nov 211:13:231997
Data (40 data points) from files ’al 30697.raw’ and ’al30697.inn\
Measurement
Unit
Tboil,l
°C
°C
Tboil,v
TL
TR
Tv
Ttest,in
Ttest,3/4
Ttest, 1/2
Ttest ,1/4
Ttest,out
Tcond,in
Tcondyout
Toi
Tq2
To3
Tq4
Tq5
Toe
Tor
Tqs
Tq9
Tio
T$ur
VS
Vtest
Vfi
Vy
P
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
1/h
Vh
1/h
lAi
kPa
W
Mean value
49.32
52.79
51.58
38.53
48.12
35.82
38.24
40.20
42.26
44.64
19.94
27.81
47.67
49.23
48.68
49.15
46.35
47.83
44.51
45.28
41.41
42.36
27.33
163.91
51.60
9.11
35.78
1043.62
2289.05
Experimental and Theoretical Study of Reflux Condensation
<795%
Relative value
4.53e-02
3.60e-02
3.50e-02
2.79e-02
2.90e-02
1.02e-02
3.24e-02
1.93e-02
2.38e-02
2.21e-02
1.49e-02
4.09e-02
1.00e-01
4.01e-02
2.69e-02
2.73e-02
5.04e-02
2.98e-02
3.95e-02
2.15e-02
5.01e-02
6.13e-02
7.06e-02
3.57e+00
3.23e-02
3.44e-01
1.29e+00
6.78e-01
2.29e+00
9.18e-04
6.83e-04
6.79e-04
7.25e-04
6.03e-04
2.85e-04
8.47e-04
4.79e-04
5.64e-04
4.95e-04
7.49e-04
1.47e-03
2.10e-03
8.15e-04
5.52e-04
5.56e-04
1.09e-03
6.22e-04
8.87e-04
4.74e-04
1.21e-03
1.45e-03
2.58e-03
2.18e-02
6.25e-04
3.78e-02
3.61e-02
6.50e-04
9.99e-04
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
1.18e-04
kmole/s
l.lle-04
F
7.01e-06 6.28e-06
V
kmole/s
8.84e-05
8.62e-05
2.20e-06 3.63e-06
kmole/s
2.95e-05
L
2.47e-05
4.81e-06 9.36e-07
1.06e-04
kmole/s
1.04e-04
R
2.23e-06 3.74e-06
kmole/s
1.76e-05
B
1.75e-05
2.54e-08 3.82e-07
3.26e+02
K
3.26e+02
5.26e-03 3.60e-02
TF
3.21e+02 3.21e+02
K
-2.32e-03 2.90e-02
Tv
3.25e+02
K
3.25e+02
-1.90e-03 3.50e-02
TL
K
3.12e+02 3.12e+02
-2.16e-04 2.79e-02
TR
kmole/kmole
6.87e-01
6.94e-01
-6.77e-03
1.00e-02
z
7.59e-01
kmole/kmole
7.57e-01
2.48e-03
1.00e-02
y
kmole/kmole
X
4.70e-01
4.73e-01
1.00e-02
-3.31e-03
kmole/kmole
7.47e-01
7.46e-01
1.00e-02
1.16e-03
Xfi
W
2.29e+03
2.29e+03
-9.87e-02
2.29e+00
QbotZ
W
1.71e+03 1.71e+03
-6.26e-02 5.97e+01
Qcond
w
5.28e+02
5.28e+02
-3.60e-02 3.30e-01
Qtest
w
5.43e+01 5.43e+01
-6.34e-05 1.90e+00
Q/oss
Pa
P
1.04e+06 1.04e+06 -9.34e+00 6.78e+02
Condenser water flow rate
186.67 1/h
Cooling duty on test section part 1
144.41 W
Cooling duty on test section part 2
117.32 W
Cooling duty on test section part 3
123.52 W
Cooling duty on test section part 4
142.51 W
Average heat flux
3924.82 W/m2
Number of theoretical stages
1.33
Wallis flooding factor
0.71
Heat loss on total rig (energy)
54.29 W ( 2.37 %)
Stream
XcaZc
X-pred Flow rate (kmole/s)
Reflux liquid
0.4698
2.9537e-05
Return liquid
0.7472
1.0598e-04
Feed vapor
1.1796e-04
0.6868
Bypass vapor
0.6868
1.7561e-05
Top product vapor 0.7592
8.8423e-05
Experimental and Theoretical Study of Reflux Condensation
141
142
Appendix G
File ’bl70697.tex’ processed at Sun Nov 2 11:13:30 1997
Data (98 data points) from files ’bl70697.raw’ and ’bl70697.inn\ In addition 2
serie(s) ignored due to inconsistency in data.
Measurement
T boil,l
Tboil,v
TL
TR
Tv
Ttest,in
Ttesi, 3/4
Xiest, 1/2
Ttest, 1/4
Ttest, out
TCond,in
Tcond,out
Toi
Tq2
Tq3
Tq4
Tq5
Toe
Tot
Tqs
Toe
Tio
Tsur
VB
~Vtest
Vr
Vy
P
*iboil
Unit
°C
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
Mi
Mi
Mi
Mi
kPa
W
Mean value
45.98
49.91
48.65
34.74
45.26
33.79
35.71
37.34
39.24
41.29
17.99
24.67
43.75
45.19
44.87
45.64
42.71
43.74
41.49
41.41
39.32
40.61
22.26
0.46
67.35
10.41
24.02
949.51
2565.53
Experimental and Theoretical Study of Reflux Condensation
^95%
1.24e-01
1.22e-01
1.20e-01
1.13e-01
1.24e-01
1.63e-01
1.12e-01
1.20e-01
1.17e-01
1.09e-01
1.44e-01
1.34e-01
1.29e-01
1.14e-01
1.21e-01
1.24e-01
1.21e-01
1.15e-01
1.21e-01
1.16e-01
4.00e-01
3.67e-01
6.35e-02
7.89e-04
5.33e-02
3.00e-01
1.80e+00
2.13e+00
6.06e+01
Relative value
2.69e-03
2.44e-03
2.46e-03
3.26e-03
2.73e-03
4.83e-03
3.14e-03
3.22e-03
2.98e-03
2.64e-03
8.01e-03
5.45e-03
2.95e-03
2.53e-03
2.70e-03
2.72e-03
2.84e-03
2.63e-03
2.92e-03
2.80e-03
1.02e-02
9.03e-03
2.85e-03
1.70e-03
7.91e-04
2.89e-02
7.49e-02
2.25e-03
2.36e-02
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
1.32e-04
kmole/s
9.88e-05
F
3.32e-05 7.94e-06
1.00e-04
V
kmole/s
7.04e-05
2.97e-05 5.27e-06
3.19e-05
L
kmole/s
2.84e-05
3.47e-06 8.21e-07
1.00e-04
R
kmole/s
7.04e-05
2.97e-05 5.28e-06
kmole/s
4.56e-08
B
4.56e-08
9.38e-15 7.75e-ll
K
3.23e+02 3.23e+02
6.17e-02 1.22e-01
Tf
3.18e+02 3.18e4-02
K
-2.53e-02 1.24e-01
Tv
K
3.22e+02 3.22e4-02
-2.216-02 1.20e-01
TL
3.08e+02 3.08e4-02
K
-2.62e-02 1.13e-01
TR
z
kmole/kmole
6.64e-01
1.00e-02
6.58e-01
6.65e-03
7.35e-01
kmole/kmole
7.42e-01
-6.88e-03 1.00e-02
y
X
kmole/kmole
4.43e-01
1.00e-02
4.49e-01
-6.56e-03
kmole/kmole
7.35e-01
1.00e-02
7.42e-01
-6.86e-03
XR
W
2.2964-03 2.5764-03 -2.76e4-02 6.06e4-01
qbon
W
1.4464-03 1.7164-03 -2.66e4-02 5.9764-01
Qcond
W
5.8764-02
5.87e+02
-5.44e-02 4.64e-01
Atest
w
2.63e4-02 2.73e4-02 -9.90e4-00 1.1564-01
qloss
p
Pa
9.4964-05 9.50e4-05 -1.87e4-02 2.1364-03
Condenser water flow rate
219.821/h
Cooling duty on test section part 1
149.71 W
Cooling duty on test section part 2
127.78 W
Cooling duty on test section part 3
148.21 W
Cooling duty on test section part 4
160.90 W
Average heat flux
4362.20 W/m2
Number of theoretical stages
1.32
Wallis flooding factor
0.77
Heat loss on total rig (energy)
262.81 W( 11.48%)
Stream
Xcalc
Xpred Flow rate (kmole/s)
Reflux liquid
0.4426
3.1903e-05
Return liquid
0.7349
1.0010e-04
Feed vapor
0.6642
1.3196e-04
Bypass vapor
0.6642
4.5644e-08
Top product vapor 0.7349
1.0005e-04
Experimental and Theoretical Study of Reflux Condensation
143
144
Appendix G
File ’M80697.tex’ processed at Sun Nov 2 11:13:361997
Data (100 data points) from files ’bl 80697.raw’ and ’bl80697.inn\
Measurement
TioiZJ
Tboil,v
TL
TR
Ty
Ttesi.in
Tfest,3/4
f'test,l/2
f<est,l/4
Ttest,out
Tcondjn
Tcond^out
Toi
T02
To3
To4
Tos
Toe
T07
Tog
Too
Tio
Tsur
VS
v*«,
Vs
Vy
P
Qboil
Unit
°C
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
1/h
1/h
1/h
1/h
kPa
W
Mean value
49.75
53.06
52.44
39.96
51.12
43.99
45.08
45.90
47.23
48.45
20.15
28.05
51.85
52.06
52.09
52.48
50.87
51.93
50.50
51.68
50.32
51.37
23.43
0.46
48.06
3.28
42.65
1015.73
2180.83
Experimental and Theoretical Study of Reflux Condensation
a95%
2.52e-02
8.33e-03
1.10e-02
7.88e-03
7.73e-03
1.18e-02
1.04e-02
7.76e-03
7.89e-03
8.81e-03
8.43e-03
1.07e-02
1.32e-01
5.29e-02
5.48e-02
7.05e-03
1.49e-02
7.24e-03
1.85e-02
8.10e-03
8.02e-03
7.68e-03
2.14e-02
6.19e-04
6.20e-02
2.92e-01
4.66e-01
2.03e-01
6.35e-03
Relative value
5.07e-04
1.57e-04
2.11e-04
1.97e-04
1.51e-04
2.69e-04
2.31e-04
1.69e-04
1.67e-04
1.82e-04
4.18e-04
3.82e-04
2.54e-03
1.02e-03
1.05e-03
1.34e-04
2.93e-04
1.39e-04
3.67e-04
1.57e-04
1.59e-04
1.50e-04
9.12e-04
1.34e-03
1.29e-03
8.90e-02
1.09e-02
2.00e-04
2.91e-06
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
1.31e-04
1.18e-05
1.28e-04
-3.48e-06
kmole/s
F
1.22e-04
1.14e-04
-8.20e-06 1.35e-06
V
kmole/s
8.86e-06
4.72e-06 7.89e-07
kmole/s
1.36e-05
L
1.34e-06
1.22e-04
1.14e-04
-8.20e-06
kmole/s
R
4.79e-08
-1.97e-14 6.44e-ll
kmole/s
4.79e-08
B
3.87e-04 8.33e-03
K
3.26e+02 3.26e+02
TF
-6.51e-04 7.73e-03
3.24e+02 3.24e+02
K
Ty
3.26e+02
-1.12e-04 1.10e-02
K
3.26e+02
TL
5.39e-04 7.88e-03
K
3.13e+02 3.13e+02
TR
1.00e-02
6.70e-01
kmole/kmole
3.47e-03
z
6.74e-01
1.00e-02
6.87e-01
1.52e-02
kmole/kmole
7.02e-01
y
1.00e-02
4.34e-01
kmole/kmole
-3.23e-03
X
4.31e-01
1.00e-02
6.87e-01
kmole/kmole
1.52e-02
7.02e-01
XB
W
2.18e+03 2.18e+03
2.19e-05 6.35e-03
Qboil
w
1.86e+03 1.86e+03
1.01e-01 6.52e401
Qcond
2.48e+02
3.20e-01
w
2.48e+02
-1.01e-01
fliesi
1.45e-04 2.46e400
w
7.03e+01 7.03e+01
fl/oss
Pa
3.61e400 2.03e402
P
1.02e+06 1.02e4G6
Condenser water flow rate
202.73 1/h
60.15 W
Cooling duty on test section part 1
Cooling duty on test section part 2
45.78 W
74.06 W
Cooling duty on test section part 3
67.94 W
Cooling duty on test section part 4
1843.15 W/m2
Average heat flux
Number of theoretical stages
1.12
0.70
Wallis flooding factor
Heat loss on total rig (energy)
70.34 W( 3.23%)
Flow rate (kmole/s)
Stream
XcaZc
Upred
Reflux liquid
0.4312
1.3584e-05
0.7024
1.1425e-04
Return liquid
1.2779e-04
Feed vapor
0.6735
Bypass vapor
0.6735
4.7907e-08
Top product vapor 0.7024
1.1420e-04
Experimental and Theoretical Study of Reflux Condensation
145
Appendix G
146
File ’al90697.tex’ processed at Sun Nov 2 11:13:43 1997
Data (30 data points) from files ’al90697.raw’ and ’al90697.inn’. In addition 20
serie(s) ignored due to inconsistency in data.
Measurement
Tfcoz'z.z
Unit
°C
Tboil,v
°C
TL
TR
Tv
Vy
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
1/h
1/h
1/h
mi
P
kPa
Qboil
W
Ttest,in
Ttest
,3/4
Ttest, 1/2
Ttest,
1/4
Ttest, out
Tcond,in
Tcond,out
Toi
T02
T03
Tq4
Tqs
Tq6
To?
Tqs
Tq9
Tio
Tsur
VS
Vtest
Vs
Mean value
48.91
52.18
51.59
39.35
50.30
44.17
45.36
46.25
47.31
48.27
20.16
27.90
51.81
51.77
51.83
52.15
50.99
51.73
50.11
50.77
48.33
50.60
24.52
0.45
47.72
3.33
41.39
1027.30
2180.93
Experimental and Theoretical Study of Reflux Condensation
<795%
5.66e-02
1.48e-02
1.52e-02
1.32e-02
1.26e-02
9.98e-03
1.31e-02
1.47e-02
1.41e-02
1.08e-02
1.53e-02
1.53e-02
6.90e-02
2.07e-02
1.45e-02
1.28e-02
2.32e-02
1.31e-02
2.26e-02
1.09e-02
1.59e-02
2.23e-02
6.30e-02
1.03e-03
3.69e-02
4.83e-01
9.16e-01
3.06e-01
1.16e-02
Relative value
1.16e-03
2.83e-04
2.94e-04
3.37e-04
2.51e-04
2.26e-04
2,90e-04
3.19e-04
2.98e-04
2.23e-04
7.58e-04
5.47e-04
1.336-03
4.00e-04
2.80e-04
2.466-04
4.556-04
2.52e-04
4.52e-04
2.16e-04
3.296-04
4.426-04
2.57e-03
2.29e-03
7.72e-04
1.45e-01
2.21e-02
2.986-04
5.326-06
147
Appendix G
Maximum-likelihood values:
New value
1.28e-04
F
kmole/s
1.16e-04
V
kmole/s
kmole/s
1.24e-05
L
1.16e-04
R
kmole/s
B
kmole/s
4.75e-08
3.25e+02
K
TF
3.23e+02
K
Tv
K
3.25e+02
TL
K
3.13e+02
TR
kmole/kmole
z
6.90e-01
kmole/kmole
7.15e-01
y
X
kmole/kmole
4.59e-01
kmole/kmole
7.15e-01
Xj?
W
2.18e+03
QboiZ
W
1.88e+03
Qcond
W
2.27e+02
Qiesi
W
7.44e+01
Qioss
P
Pa
1.03e+06
Condenser water flow rate
Cooling duty on test section part 1
Cooling duty on test section part 2
Cooling duty on test section part 3
Cooling duty on test section part 4
Average heat flux
Number of theoretical stages
Wallis flooding factor
Heat loss on total rig (energy)
Stream
Reflux liquid
Return liquid
Feed vapor
Bypass vapor
Top product vapor
X-calc
X-pred
0.4593
0.7151
0.6904
0.6904
0.7151
Experimental and Theoretical Study of Reflux Condensation
Old value
1.28e-04
1.19e-04
9.03e-06
1.19e-04
4.75e-08
3.25e+02
3.23e+02
3.25e+02
3.13e+02
6.94e-01
7.12e-01
4.60e-01
7.12e-01
2.18e+03
1.88e+03
2.27e+02
7.44e+01
1.03e+06
Difference
1.21e-07
-3.27e-06
3.39e-06
-3.27e-06
-5.94e-15
3.34e-04
-3.20e-04
-5.28e-05
1.62e-04
-3.60e-03
3.39e-03
-3.75e-04
3.39e-03
7.69e-06
5.51e-03
-5.51e-03
8.64e-06
7.46e-01
208.841/h
65.71 W
49.27 W
58.55 W
53.00 W
1684.62 W/m2
1.11
0.69
74.35 W ( 3.41 %)
Flow rate (kmole/s)
1.2422e-05
1.1607e-04
1.2845e-04
4.7546e-08
1.1602e-04
a
1.88e-05
2.65e-06
1.31e-06
2.64e-06
1.09e-10
1.48e-02
1.26e-02
1.52e-02
1.32e-02
1.00e-02
1.00e-02
1.00e-02
1.00e-02
1.16e-02
6.58e+01
1.75e-01
2.60e+00
3.06e+02
Appendix G
148
File ’al50797.tex’ processed at Sun Nov 2 11:14:15 1997
Data (35 data points) from files ’al50797.raw’ and ’al50797.inn’.
Measurement
Tboil,l
Unit
°C
°C
TL
TR
Ty
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
Ttest,in
Tte$t.3/4
Tiesi,l/2
Xses<, 1/4
Ttest, out
Tcond,in
Tcond,out
Toi
To2
Tq3
To4
Tos
Toe
Tot
Tos
Tog
Tio
TsuT
Vs
Viesi
Vs
Vy
P
1/h
1/h
1/h
1/h
kPa
W
Mean value
51.13
54.59
53.76
40.45
51.07
40.31
42.34
43.94
45.81
47.76
20.14
28.67
51.16
51.80
51.71
52.20
49.58
51.08
48.77
49.35
45.24
49.06
28.92
0.47
58.92
8.68
35.69
1057.92
2288.03
Experimental and Theoretical Study of Reflux Condensation
°95%
7.52e-02
5.87e-02
6.22e-02
5.11e-02
6.80e-02
6.83e-02
6.91e-02
6.92e-02
7.16e-02
7.01e-02
1.43e-02
2.95e-02
1.01e-01
6.83e-02
6.49e-02
6.35e-02
7.59e-02
6.98e-02
7.39e-02
6.81e-02
6.72e-02
6.63e-02
4.78e-02
1.12e-01
1.83e-02
6.99e-01
1.18e+00
7.36e-01
1.15e-02
Relative value
1.47e-03
1.07e-03
1.16e-03
1.26e-03
1.33e-03
1.69e-03
1.63e-03
1.57e-03
1.56e-03
l,47e-03
7.10e-04
1.03e-03
1.97e-03
1.32e-03
1.26e-03
1.22e-03
1.53e-03
1.37e-03
1.52e-03
1.38e-03
1.49e-03
1.35e-03
1.65e-03
2.38e-01
3.10e-04
8.05e-02
3.31e-02
6.96e-04
5.03e-06
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
1.35e-04
1.26e-04
F
kmole/s
9.25e-06 3.19e-05
V
1.03e-04
kmole/s
1.07e-04
3.97e-06 2.47e-05
L
kmole/s
2.86e-05
2.34e-05
5.27e-06 1.88e-06
R
kmole/s
1.03e-04
1.07e-04
3.97e-06 3.39e-06
B
kmole/s
5.05e-08
5.05e-08
-3.02e-12 1.20e-08
K
3.28e+02 3.28e+02
4.43e-03 5.87e-02
TF
K
3.24e+02
3.24e+02
-3.72e-03 6.80e-02
Tv
K
3.27e+02
3.27e+02
-1.62e-03 6.22e-02
TL
3.14e+02
K
3.14e+02
-7.07e-04 5.11e-02
TR
z
kmole/kmole
6.59e-01
6.65e-01
-5.81e-03
1.00e-02
kmole/kmole
7.17e-01
7.15e-01
1.71e-03
1.00e-02
y
X
kmole/kmole
4.44e-01
4.44e-01
-6.79e-05
1.00e-02
kmole/kmole
7.15e-01
1.71e-03
1.00e-02
7.17e-01
W
2.29e+03
2.29e+03
-2.40e-06
1.15e-02
flfcoiZ
W
1.80e+03
1.80e+03
1.95e-03 6.29e+01
Qcond
w
5.08e+02
5.08e+02
-1.95e-03
1.58e-01
9test
w
-1.89e+01 -1.89e+01
-5.82e-07 6.61e-01
flZoss
P
Pa
1.06e+06
1.06e+06 -4.19e+00 7.36e+02
Condenser water flow rate
181.29 mi
Cooling duty on test section part 1
138.24 W
Cooling duty on test section part 2
109.11 W
Cooling duty on test section part 3
128.13 W
Cooling duty on test section part 4
132.99 W
Average heat flux
3781.58 W/m2
Number of theoretical stages
1.27
Wallis flooding factor
0.75
Heat loss on total rig (energy)
-18.89 W(-0.83%)
Stream
Flow rate (kmole/s)
Xcalc
Xpred
Reflux liquid
0.4438 0.41
2.8627e-05
Return liquid
0.7171
1.0656e-04
Feed vapor
0.6592 0.66
1.3514e-04
Bypass vapor
0.6592
5.0526e-08
Top product vapor 0.7171 0.72
1.0651e-04
Experimental and Theoretical Study of Reflux Condensation
149
150
Appendix G
File ’b010897.tex’ processed at Sun Nov 211:14:541997
Data (40 data points) from files ’b010897.raw’ and ’b010897.inn\
Measurement
Unit
°C
^boil)V
°C
TL
TR
Ty
Ttest,in
Ttesi,3/4
Tiest,1/2
Tfest, 1/4
Ttest,out
°C
Tcond,in
Tcond,out
Toi
T02
Tos
Tq4
Tq5
Toe
To?
Tos
Too
Tio
Tgitr
VB
Vtesi
Vb
Vv
P
Qboil
°C
°C
°C
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
1/h
1/h
1/h
1/h
kPa
W
Mean value
49.14
52.40
51.75
39.36
50.28
41.61
43.34
45.06
46.39
48.01
18.27
26.62
51.93
52.35
52.05
52.49
50.87
52.36
49.77
50.71
47.80
50.09
30.13
0.40
40.07
3.53
37.53
1010.97
2383.62
Experimental and Theoretical Study of Reflux Condensation
°95%
8.79e-02
1.02e-01
9.73e-02
8.71e-02
8.60e-02
5.26e-02
6.10e-02
5.16e-02
5.68e-02
6.94e-02
1.58e-01
1.28e-01
9.63e-02
7.63e-02
7.38e-02
7.62e-02
6.97e-02
7.25e-02
7.02e-02
6.51e-02
8.31e-02
6.86e-02
3.90e-02
9.95e-04
1.49e-02
4.78e-01
1.13e+00
1.95e+00
7.03e+01
Relative value
1.79e-03
1.94e-03
1.88e-03
2.21e-03
1.71e-03
1.26e-03
1.41e-03
1.14e-03
1.22e-03
1.45e-03
8.67e-03
4.80e-03
1.85e-03
1.46e-03
1.42e-03
1.45e-03
1.37e-03
1.38e-03
1.41e-03
1.28e-03
1.74e-03
1.37e-03
1.30e-03
2.47e-03
3.72e-04
1.36e-01
3.00e-02
1.93e-03
2.95e-02
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
1.30e-04
1.18e-04
1.27e-05
F
1.63e-05
kmole/s
1.14e-04
V
1.08e-04
5.91e-06 3.25e-06
kmole/s
6.83e-06 1.29e-06
L
1.64e-05
9.56e-06
kmole/s
1.14e-04
1.08e-04
5.91e-06 3.24e-06
R
kmole/s
4.17e-08
B
kmole/s
4.17e-08
5.97e-15
1.03e-10
3.26e+02 3.26e+02
3.38e-02
1.02e-01
K
Tf
-1.56e-02 8.60e-02
3.23e+02 3.23e+02
K
Ty
3.25e+02 3.25e+02
-6.00e-03 9.73e-02
K
Tl
3.13e+02 3.13e+02
-7.75e-03 8.71e-02
K
TR
z
6.66e-01
6.75e-01
-9.53e-03
1.00e-02
kmole/kmole
6.96e-01
2.08e-03
1.00e-02
kmole/kmole
6.98e-01
y
-7.85e-04 1.00e-02
X
4.42e-01
4.43e-01
kmole/kmole
6.98e-01
6.96e-01
2.08e-03
1.00e-02
kmole/kmole
W
2.23e+03 2.38e+03 -1.55e+02 7.03e+01
flioiZ
W
1.80e+03 1.95e+03 -1.54e+02 6.84e+01
flcoraci
2.97e+02 2.97e+02
W
-2.76e-03
l.lle-01
test
W
1.31e+02 1.32e+02 -1.216+00 6.06e+00
9/oss
P
1.01e+06 1.01e+06 -7.11e+01 1.95e+03
Pa
Condenser water flow rate
201.071/h
Cooling duty on test section part 1
80.22 W
79.54 W
Cooling duty on test section part 2
Cooling duty on test section part 3
62.12 W
Cooling duty on test section part 4
75.09 W
Average heat flux
2208.59 W/m2
1.14
Number of theoretical stages
0.71
Wallis flooding factor
Heat loss on total rig (energy)
131.11 W( 5.88%)
Stream
Flow rate (kmole/s)
"%-calc
X-pred
0.4424
Reflux liquid
1.6388e-05
Return liquid
0.6980
1.1392e-04
Feed vapor
0.6659
1.3027e-04
Bypass vapor
0.6659
4.1730e-08
Top product vapor 0.6981
1.1388e-04
Experimental and Theoretical Study of Reflux Condensation
151
152
Appendix G
File ’b040897.tex’ processed at Sun Nov 2 11:14:591997
Data (15 data points) from files ’b040897.raw’ and ’b040897.inn’.
Measurement
T boii,i
Tboil,v
Unit
°C
°C
Ttest,in
°c
°c
°c
°c
Tfest,3/4
°c
Ttest, 1/2
°c
TL
Tr
Tv
7’iest,1/4
Ttest,out
Tcond,in
Tcond^out
Toi
T02
Tq3
Tq4
To5
Tq6
Tq7
Tqs
Tq9
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
Tio
°c
T$ur
°c
1/h
1/h
1/h
1/h
VB
Vtest
Vr
Vy
P
Qboil
kPa
W
Mean value
56.10
60.28
59.42
45.57
56.38
42.11
44.85
47.06
49.35
52.06
23.01
33.54
56.14
57.56
57.09
57.87
55.15
57.53
53.65
56.24
49.08
54.66
26.02
0.45
52.61
12.54
39.14
1158.01
2650.78
Experimental and Theoretical Study of Reflux Condensation
°"95%
8.63e-02
2.55e-02
1.87e-02
2.02e-02
3.14e-02
3.03e-02
3.03e-02
3.76e-02
3.64e-02
3.55e-02
2.52e-02
3.24e-02
2.39e-01
4.92e-02
3.36e-02
3.59e-02
5.44e-02
4.38e-02
1.06e-01
4.72e-02
3.89e-02
3.85e-02
6.46e-02
1.82e-03
1.42e-02
9.70e-01
2.01 e+00
4.34e-01
1.39e+00
Relative value
1.54e-03
4.22e-04
3.15e-04
4.44e-04
5.57e-04
7.20e-04
6.76e-04
7.99e-04
7.37e-04
6.81e-04
1.09e-03
9.66e-04
4.26e-03
8.55e-04
5.89e-04
6.20e-04
9.86e-04
7.62e-04
1.97e-03
8.40e-04
7.92e-04
7.05e-04
2.48e-03
4.05e-03
2.69e-04
7.74e-02
5.14e-02
3.74e-04
5.23e-04
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
1.58e-04
1.44e-04
F
kmole/s
1.49e-05
1.34e-05
1.24e-04
1.10e-04
1.34e-05 5.70e-06
V
kmole/s
3.45e-05
3.31e-05
1.44e-06 2.56e-06
L
kmole/s
1.24e-04
1.10e-04
1.34e-05 5.68e-06
R
kmole/s
2.33e-14 2.11e-10
5.21e-08
B
kmole/s
5.21e-08
K
3.33e+02 3.33e+02
1.84e-04 2.55e-02
TF
K
3.30e+02 3.30e+02
4.58e-04 3.14e-02
Ty
3.33e+02 3.33e+02
-3.30e-05
1.87e-02
K
TL
3.19e+02 3.19e+02
-4.03e-04 2.02e-02
K
TR
kmole/kmole
6.28e-01
6.27e-01
1.42e-03
1.00e-02
z
kmole/kmole
6.87e-01
6.89e-01
-2.41e-03
1.00e-02
y
kmole/kmole
4.17e-01
-5.90e-04 1.00e-02
X
4.16e-01
kmole/kmole
6.89e-01
-2.40e-03 1.00e-02
6.87e-01
Xfl
W
2.65e+03 2.65e+03
-1.06e-01 1.39e+00
Qboil
W
1.84e+03
1.84e+03
-1.06e-01 6.44e+01
Q.cond
W
6.07e+02 6.07e+02
1.01e-03
1.63e-01
fltest
w
2.06e+02 2.06e+02
-1.32e-03 7.20e+00
flioss
P
Pa
1.16e+06 1.16e+06 -2.27e+00 4.34e+02
Condenser water flow rate
150.221/h
167.31 W
Cooling duty on test section part 1
Cooling duty on test section part 2
134.71 W
Cooling duty on test section part 3
139.45 W
165.08 W
Cooling duty on test section part 4
Average heat flux
4510.98 W/m2
Number of theoretical stages
1.28
Wallis flooding factor
0.81
Heat loss on total rig (energy)
205.55 W (7.75 %)
Stream
Flow rate (kmole/s)
X-calc
X-pred
Reflux liquid
0.4160
3.4526e-05
Return liquid
1.2393e-04
0.6870
Feed vapor
1.5840e-04
0.6280
Bypass vapor
0.6280
5.2072e-08
1.2387e-04
Top product vapor 0.6871
Experimental and Theoretical Study of Reflux Condensation
153
154
Appendix G
File ’a050897.tex’ processed at Sun Nov 2 11:14:371997
Data (44 data points) from files ’a050897.raw’ and ’a050897.inn\ In addition 6
serie(s) ignored due to inconsistency in data.
Measurement
Unit
Tboii,i
°C
TboiljV
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
TL
TR
Ty
Ttest,in
Ttest,3/4
Ttest,1/2
Ttest,1/4
Ttest,out
Tcond,in
Tcond,out
Toi
Tq2
Tq3
Tq4
Tos
Toe
Tq7
Tos
Too
Tio
T$ur
VB
P
1/h
1/h
1/h
1/h
kPa
QfcoiZ
W
Ytesi
VB
Vy
Mean value
55.47
59.74
58.98
45.38
56.21
42.20
44.83
46.95
49.26
51.89
23.00
33.51
56.16
57.48
57.03
57.84
55.12
57.70
53.64
56.17
49.32
54.72
24.75
0.45
52.03
11.74
39.04
1148.57
2623.99
Experimental and Theoretical Study of Reflux Condensation
cr95%
1.12e-01
1.25e-01
1.33e-01
1.44e-01
1.31e-01
1.27e-01
1.34e-01
1.43e-01
1.48e-01
1.62e-01
1.10e-01
1.32e-01
1.97e-01
1.53e-01
1.41e-01
1.39e-01
1.41e-01
1.43e-01
1.31e-01
1.48e-01
1.29e-01
1.33e-01
8.91e-02
1.26e-03
1.42e-02
5.28e-01
1.04e+00
2.90e+00
1.40e+01
Relative value
2.02e-03
2.10e-03
2.25e-03
3.17e-03
2.33e-03
3.02e-03
2.99e-03
3.05e-03
3.01e-03
3.11e-03
4.79e-03
3.94e-03
3.51e-03
2.65e-03
2.48e-03
2.40e-03
2.56e-03
2.48e-03
2.43e-03
2.63e-03
2.62e-03
2.44e-03
3.60e-03
2.81e-03
2.72e-04
4.50e-02
2.65e-02
2.53e-03
5.34e-03
Appendix G
155
Maximum-likelihood values:
New value
1.55e-04
kmole/s
F
1.21e-04
V
kmole/s
kmole/s
3.35e-05
L
1.21e-04
R
kmole/s
5.17e-08
B
kmole/s
K
3.33e+02
TF
K
3.29e+02
Tv
K
3.32e+02
TL
K
3.18e+02
TR
kmole/kmole
z
6.24e-01
kmole/kmole
6.81e-01
y
kmole/kmole
X
4.17e-01
kmole/kmole
6.81e-01
XR
W
2.59e+03
Qboil
W
1.82e+03
Qcond
W
5.85e+02
fltest
w
1.84e+02
Q/oss
Pa
P
1.15e+06
Condenser water flow rate
Cooling duty on test section part 1
Cooling duty on test section part 2
Cooling duty on test section part 3
Cooling duty on test section part 4
Average heat flux
Number of theoretical stages
Wallis flooding factor
Heat loss on total rig (energy)
Stream
XcoZc
Xpred
Reflux liquid
0.4169 0.39
Return liquid
0.6812
Feed vapor
0.6240 0.62
Bypass vapor
0.6240
Top product vapor 0.6812 0.69
Experimental and Theoretical Study of Reflux Condensation
Old value
1.41e-04
1.10e-04
3.10e-05
1.10e-04
5.17e-08
3.33e+02
3.29e+02
3.32e+02
3.19e+02
6.27e-01
6.86e-01
4.18e-01
6.86e-01
2.62e+03
1.85e+03
5.85e+02
1.84e+02
1.15e+06
Difference
1.34e-05
1.10e-05
2.43e-06
1.10e-05
3.31e-14
2.34e-02
1.49e-02
-8.63e-03
-6.02e-02
-2.73e-03
-4.39e-03
-8.71e-04
-4.39e-03
-3.13e+01
-3.10e+01
1.65e-03
-3.12e-01
-3.21e+02
151.77 Vh
158.90 W
127.68 W
139.04 W
159.25 W
4349.81 W/m2
1.28
0.80
183.91 W( 7.09%)
Flow rate (kmole/s)
3.3451e-05
1.2124e-04
1.5464e-04
5.1681e-08
1.2119e-04
a
7.39e-06
2.94e-06
1.40e-06
2.93e-06
1.45e-10
1.25e-01
1.31e-01
1.33e-01
1.44e-01
1.00e-02
1.00e-02
1.00e-02
1.00e-02
1.40e+01
6.49e+01
1.59e-01
6.52e+00
2.90e+03
Appendix G
156
File 'b050897.tex' processed at Sun Nov 2 11:15:03 1997
Data (13 data points) from files ’b050897.raw’ and ’b050897.inn’. In addition 2
serie(s) ignored due to inconsistency in data.
Measurement
T'boilJ
TbozljV
TL
TR
Ty
Ttest,in
Ttest, 3/4
Ttest,1/2
Ttest,1/4
Ttest,out
Tcondjt'n
Tcond,Ottf
Toi
Tq2
Tq3
Tq4
Tos
Toe
T07
Tos
Too
Tio
Tsur
VB
^test
Vr
Vy
P
Unit
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
1/h
Vh
1/h
1/h
kPa
W
Mean value
47.03
50.52
50.05
38.52
49.19
42.80
44.15
45.07
46.25
47.58
11.13
23.31
50.02
51.17
50.89
51.15
49.57
50.92
49.09
50.00
47.00
49.56
23.68
0.44
51.86
3.84
45.02
966.11
2452.44
Experimental and Theoretical Study of Reflux Condensation
°95%
8.92e-02
7.28e-02
7.08e-02
4.98e-02
5.40e-02
2.75e-02
2.27e-02
3.48e-02
3.87e-02
4.02e-02
2.53e-02
4.36e-02
7.80e-02
5.93e-02
4.95e-02
5.03e-02
6.80e-02
5.05e-02
6.43e-02
5.77e-02
3.86e-02
4.11e-02
7.50e-02
1.16e-03
3.26e-02
7.05e-01
9.08e-01
1.06e+00
2.41e+01
Relative value
1.90e-03
1.44e-03
1.41e-03
1.29e-03
1.10e-03
6.44e-04
5.15e-04
7.71e-04
8.37e-04
8.45e-04
2.27e-03
1.87e-03
1.56e-03
1.16e-03
9.73e-04
9.83e-04
1.37e-03
9.92e-04
1.31e-03
1.15e-03
8.22e-04
8.28e-04
3.17e-03
2.60e-03
6.28e-04
1.83e-01
2.02e-02
1.09e-03
9.85e-03
Appendix G
157
Maximum-likelihood values :
New value
F
kmole/s
1.43e-04
V
kmole/s
1.27e-04
1.61e-05
L
kmole/s
1.27e-04
R
kmole/s
4.43e-08
B
kmole/s
Tf
3.24e+02
K
3.22e+02
K
Ty
3.23e+02
K
TL
3.12e+02
K
TR
z
6.49e-01
kmole/kmole
kmole/kmole
6.75e-01
y
X
4.37e-01
kmole/kmole
6.75e-01
kmole/kmole
Xfl
W
2.47e+03
fl&oiZ
w
2.10e+03
Qcond
w
2.87e+02
fltesi
w
8.96e+01
9/oss
P
Pa
9.66e+05
Condenser water flow rate
Cooling duty on test section part 1
Cooling duty on test section part 2
Cooling duty on test section part 3
Cooling duty on test section part 4
Average heat flux
Number of theoretical stages
Wallis flooding factor
Heat loss on total rig (energy)
Stream
Reflux liquid
Return liquid
Feed vapor
Bypass vapor
Top product vapor
xcaZc
X-pred
0.4371
0.6754
0.6487
0.6487
0.6754
Experimental and Theoretical Study of Reflux Condensation
Old value
1.40e-04
1.30e-04
1.04e-05
1.30e-04
4.43e-08
3.24e+02
3.22e+02
3.23e+02
3.12e+02
6.54e-01
6.72e-01
4.37e-01
6.72e-01
2.45e+03
2.08e+03
2.87e+02
8.96e+01
9.66e+05
Difference
3.42e-06
-2.22e-06
5.64e-06
-2.22e-06
-4.52e-15
7.13e-03
-4.81e-03
-1.16e-03
1.70e-03
-5.49e-03
3.74e-03
-1.13e-04
3.74e-03
2.03e+01
2.02e+01
-4.26e-03
4.07e-02
5.80e+00
146.391/h
81.25 W
55.11 W
70.92 W
79.79 W
2134.93 W/m2
1.13
0.75
89.63 W ( 3.62 %)
Flow rate (kmole/s)
1.6080e-05
1.2737e-04
1.4341e-04
4.4285e-08
1.2733e-04
a
2.58e-05
2.63e-06
1.92e-06
2.61e-06
1.15e-10
7.28e-02
5.40e-02
7.08e-02
4.98e-02
1.00e-02
1.00e-02
1.00e-02
1.00e-02
2.41e+01
7.27e+01
1.80e-01
3.26e+00
1.06e+03
Appendix G
158
File ’cl20897.tex’ processed at Sun Nov 2 11:14:43 1997
Data (50 data points) from files ’cl20897.raw’ and ’cl20897.inn\
Measurement
Unit
TfcoiZ,/
°C
Tboil,v
°C
TL
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
TR
Tv
Tt est,in
Ttest, 3/4
Ttest, 1/2
1/4
Ttest,out
Tcond,in
Tcond,out
Toi
Tq2
To3
Tq4
To5
Toe
T07
Tqs
Tq9
Tio
Tsur
VS
V test
Vs
Vy
P
96oi7
1/h
1/h
1/h
1/h
kPa
W
Mean value
51.03
54.59
54.07
43.94
53.17
45.95
47.32
48.23
49.60
50.93
20.10
30.89
53.99
55.01
54.76
54.79
53.23
54.80
52.80
52.77
51.41
53.11
25.22
0.44
39.27
2.84
59.72
1217.39
2816.34
Experimental and Theoretical Study of Reflux Condensation
cr95%
Relative value
5.62e-02
5.64e-02
5.59e-02
3.54e-02
5.04e-02
1.40e-02
2.18e-02
1.106-03
1.036-03
1.03e-03
8.07e-04
9.486-04
3.04e-04
4.60e-04
4.84e-04
6.706-04
8.35e-04
6.936-04
9.29e-04
1.116-03
6.366-04
5.426-04
3.84e-04
1.52e-03
4.11e-04
4.98e-04
2.01e-03
8.676-04
7.13e-04
2.42e-03
2.21e-03
1.13e-03
1.82e-01
6.94e-03
3.12e-04
2.59e-03
2.336-02
3.32e-02
4.25e-02
1.39e-02
2.87e-02
5.99e-02
3.50e-02
2.97e-02
2.10e-02
8.09e-02
2.25e-02
2.63e-02
1.066-01
4.466-02
3.79e-02
6.11e-02
9.766-04
4.43e-02
5.18e-01
4.15e-01
3.79e-01
7.29e+00
Appendix G
159
Maximum-likelihood values:
New value
1.79e-04
1.66e-04
1.30e-05
L
1.66e-04
R
5.48e-08
B
3.28e+02
K
TF
3.26e+02
K
Tv
3.27e+02
K
TL
K
3.17e+02
TR
z
kmole/kmole
7.74e-01
kmole/kmole
7.91e-01
y
X
kmole/kmole
5.59e-01
7.91e-01
kmole/kmole
Xfi
W
2.84e+03
Qboil
W
2.54e+03
Qcond
W
2.26e+02
fliest
w
7.01e+01
flZoss
1.22e+06
P
Pa
Condenser water flow rate
Cooling duty on test section part 1
Cooling duty on test section part 2
Cooling duty on test section part 3
Cooling duty on test section part 4
Average heat flux
Number of theoretical stages
Wallis flooding factor
Heat loss on total rig (energy)
F
V
kmole/s
kmole/s
kmole/s
kmole/s
kmole/s
Stream
Reflux liquid
Return liquid
Feed vapor
Bypass vapor
Top product vapor
Xcalc
Xpred
0.5589
0.7910
0.7741
0.7741
0.7910
0.54
0.76
0.78
Experimental and Theoretical Study of Reflux Condensation
Old value
1.78e-04
1.71e-04
7.71e-06
1.71e-04
5.48e-08
3.28e+02
3.26e+02
3.27e+02
3.17e+02
7.66e-01
7.75e-01
5.61e-01
7.75e-01
2.82e+03
2.52e+03
2.26e+02
7.01e+01
1.22e+06
Difference
4.11e-07
-4.88e-06
5.30e-06
-4.88e-06
-4.77e-14
9.12e-03
-2.38e-02
-1.01e-03
1.25e-02
8.06e-03
1.57e-02
-1.62e-03
1.56e-02
2.23e+01
2.23e+01
-3.81e-02
1.74e-02
1.52e+01
200.861/h
62.46 W
41.37 W
62.26 W
60.20 W
1682.67 W/m2
1.08
0.77
70.13 W (2.47 %)
Flow rate (kmole/s)
1.3009e-05
1.6588e-04
1.7883e-04
5.4767e-08
1.6583e-04
a
3.26e-05
1.24e-06
1.41e-06
1.19e-06
1.21e-10
5.64e-02
5.04e-02
5.59e-02
3.54e-02
1.00e-02
1.00e-02
1.00e-02
1.00e-02
7.29e+00
8.82e+01
2.55e-01
2.46e+00
3.79e+02
Appendix G
160
File ’al30897.tex’ processed at Sun Nov 2 11:15:091997
Data (100 data points) from files ’al30897.raw’ and ’al30897.inn\
Measurement
Unit
T boil,l
°C
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
°c
Tboil,v
TL
TR
TV
Ttest,in
Ttest,3/4
Ttest,1/2
Tfest, 1/4
Ttest,out
Tcond,in
Tcond,out
T0i
Tq2
To3
Tq4
Tos
Toe
Tot
Tos
Tog
Tio
Tsyr
VB
Vb
' Vy
P
boil
1/h
1/h
1/h
1/h
kPa
W
Mean value
50.67
53.83
53.17
42.49
51.99
44.97
46.08
46.84
48.24
49.63
21.24
31.06
52.48
53.51
53.30
53.31
51.69
52.97
50.99
51.42
49.98
51.88
23.79
0.45
42.26
3.16
44.10
1182.00
2293.47
Experimental and Theoretical Study of Reflux Condensation
Relative value
6.48e-04
3.28e-02
5.33e-04
2.87e-02
6.59e-04
3.51e-02
6.87e-04
2.92e-02
3.19e-02
6.13e-04
2.76e-04
1.24e-02
2.70e-04
1.24e-02
1.52e-02
3.24e-04
1.78e-02
3.69e-04
4.06e-04
2.01e-02
2.73e-02
1.29e-03
3.02e-02
9.73e-04
8.46e-04
4.44e-02
2.47e-02
4.61e-04
2.14e-02
4.01e-04
2.22e-02
4.16e-04
4.59e-04
2.37e-02
4.41e-04
2.34e-02
1.93e-02
3.79e-04
1.95e-02
3.80e-04
1.73e-02
3.46e-04
1.69e-02
3.25e-04
6.05e-02
2.54e-03
9.44e-04
2.09e-03
4.40e-02
1.04e-03
3.03e-01
9.59e-02
1.07e-02
4.74e-01
6.31e-04
7.46e-01
4.65e+00
2.03e-03
*95%
Appendix G
Maximum-likelihood values:
New value Old value Difference
a
1.42e-04
1.35e-04
F
kmole/s
6.75e-06 1.31e-05
1.29e-04
1.27e-04
V
kmole/s
2.34e-06 1.39e-06
1.30e-05
8.61e-06
L
kmole/s
4.41e-06 8.26e-07
1.29e-04
1.27e-04
R
kmole/s
2.34e-06 1.36e-06
B
kmole/s
5.46e-08 5.46e-08
1.58e-14 1.14e-10
K
3.27e+02
3.27e+02
4.77e-03
2.87e-02
TF
K
3.25e+02 3.25e+02
-3.37e-03 3.19e-02
Tv
K
3.26e+02 3.26e+02
-1.01e-03 3.51e-02
TL
K
3.16e+02 3.16e+02
-2.36e-03 2.92e-02
TR
kmole/kmole
z
7.56e-01
7.64e-01
-8.21e-03 1.00e-02
kmole/kmole
7.77e-01
7.79e-01
-1.84e-03 1.00e-02
y
X
kmole/kmole
5.50e-01
5.52e-01
-1.88e-03 1.00e-02
kmole/kmole
7.77e-01
7.79e-01
-1.84e-03 1.00e-02
XR
W
2.29e+03
2.29e+03
-3.27e+00
4.65e+00
QboiZ
W
1.98e+03 1.99e+03 -3.25e+00 6.96e+01
0cond
W
2.28e+02 2.28e+02
Qtest
-1.52e-02 2.38e-01
W
7.71e+01 7.71e+01
-4.91e-03 2.70e+00
flZoss
P
Pa
1.18e+06 1.18e+06 -2.19e+01 7.46e+02
Condenser water flow rate
174.25 1/h
Cooling duty on test section part 1
54.49 W
Cooling duty on test section part 2
36.99 W
Cooling duty on test section part 3
68.54 W
Cooling duty on test section part 4
68.37 W
Average heat flux
1698.55 W/m2
Number of theoretical stages
1.10
Wallis flooding factor
0.70
Heat loss on total rig (energy)
77.08 W ( 3.37 %)
Stream
Flow rate (kmole/s)
X-calc
X-pred
Reflux liquid
0.5497
1.3022e-05
Return liquid
0.7770
1.2905e-04
Feed vapor
0.7562
1.4202e-04
Bypass vapor
0.7562
5.4562e-08
Top product vapor 0.7770
1.2899e-04
Experimental and Theoretical Study of Reflux Condensation
161
162
Experimental and Theoretical Study of Reflux Condensation
Appendix G
H
Specific recommendations for future work
This appendix contains specific items for further work with dephlegmators at NTNU,
and is meant as a supplement to the comments made in Chapter 9.
Theory and model
The main focus of the theoretical work was developing the numerical model. Sug­
gestions for improvements on theoretical work are listed below.
• Include cold process stream. By including the cold process stream, the heat
flux along the dephlegmator channel may be varied in a realistic manner. Multi
stream capability of a PFHE is also desirable in an improved model.
• Verification of model with data from different laboratory-, pilot- and commer­
cial plants. Such information has not been available in this project. Verification
of the model is important to obtain acknowledgment from industry.
• An extension to a multi-component mixture is desirable. This extension will
ease comparison with industrial processes.
• Development of more rigid mathematical treatment of top section. The current
model uses very short step lengths at the top of the dephlegmator if high purity
is required. This influence computing time and stability.
• Include internal geometry of plate-fin heat exchangers.
• Use model to identify and verify new processes (C02 - recovery, VOC, LNG).
Design and operation of dephlegmators on board ships with focus on vessel
motion due to waves.
Laboratory
Based on the current test rig, the following improvements are suggested:
• Improve sample ports for composition measurements. The test sample loops
should be designed to accommodate flushing with inert gas. The valves and
the outlet from the test rig should be redesigned to avoid liquid holdup.
• All vapor and liquid lines must be equipped with valves to avoid liquid holdup
during partial operation.
163
Appendix H
164
• New design of cooling circuits will improve operating stability. The low flow
rates were not stable and a new design with recirculation, and better temperature
control is needed. The flow passage in the cooling jacket surrounding the test
section should be redesigned to stabilise the flow.
• Various problems were encountered with the instrumentation, and a revision
is needed. Parallel instrumentation would have solved many problems with
the flow rate measurements, both with respect to varying flow rate operating
conditions, and quality control by comparison.
• Differential pressure measurements with separate pressure transmitters to avoid
liquid holdup in dP-line.
• Modify measurement point for reflux liquid and feed vapor temperature to
obtain “true” temperature.
• Instrumentation of test section to quantify heat flux. Install more thermocouples
in refrigerant flow sections, in order to measure local temperature difference.
• Incorporate the data reconciliation method in the initial phase of new experi­
ments, and evaluate required accuracy of new instruments.
• Operation with ternary mixtures, and more variation of feed composition.
A new test rig may include:
• A forced circulation unit (compressor or blower) enhances flexibility on flow
rates. Variation of the feed composition is easier with a forced circulation unit,
where the boiler and vapor bypass may be operated individually.
• Operation with parallel channels to address flow instability.
• Operation with plate-fin passages to address flow distribution.
Experimental and Theoretical Study of Reflux Condensation