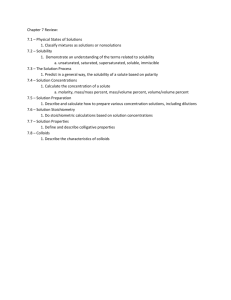
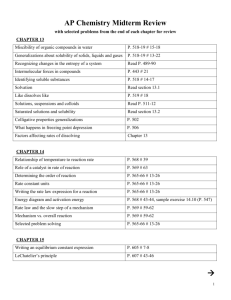
62 LEARNING GUIDE Week No.: __7__ TOPIC: CRYSTALLIZATION EXPECTED COMPETENCIES: At the end of the lesson, you must have: a. solved problems regarding heat and material balances in crystallization; and b. identified the industrial applications of the different crystallization equipment. CONTENT/TECHNICAL INFORMATION 7.1 CRYSTALLIZATION Crystallization is a solid-liquid separation process in which mass transfer of a solute occurs from the liquid solution to a pure solid crystalline phase (Geankoplis, 1993). In crystallization, formation of solid particles is achieved by either cooling or removing some of the solvent to achieve a supersaturated solution. Figure 1 shows a simple diagram of crystallization operation. A supersaturated solution is a solution in which solute concentration is greater than its solubility at the given solvent and at the given temperature. Addition of a small amount of solute will initiate precipitation of the solute. Figure 1 Simple Diagram of Crystallization Solvent Feed Magma Filter/Centrifuge Crystals Mother Liquor 63 7.2 PRINCIPLES OF CRYSTALLIZATION 7.2.1 Equilibrium Solubility in Crystallization In crystallization, equilibrium is attained when the mother liquor is saturated. This is represented by a solubility curve. Solubility is mainly dependent on temperature. Pressure has a negligible effect on solubility. Solubility data are given in the form of curves where solubilities are plotted versus temperature. Solubility curves for some typical salts dissolved in water are given in Figure 2. For most materials, solubility increases with temperature. Figure 2 Solubility Curves of Common Salts in Water (source: Wikimedia Commons) How to read the solubility curve diagrams: (see Figure 3) Say, we want to know the solubility of KCl at 60oC. From the 60oC mark on the xaxis, we will be projecting a line toward the solubility curve of KCl, once we intersect the KCl solubility curve, we will be projecting a horizontal line toward the y-axis and read the solubility value. The solubility of KCl at 60oC is 45 g KCl/100 g H2O or 0.45 g KCl/g H2O. Figure 3 How to use the solubility curve diagram 64 Concentrations above Figure 4 the solubility curve Solubility Curve of Sodium Thiosulfate in Water would mean that solid crystals will already form while concentrations below the solubility curve, would mean that only a solution exists. Some salts have definite breaks in the solubility curve which indicate different hydrates that can be formed. Let us take for example the solubility curve for (source: Geankoplis, 1993) sodium thiosulfate (Na2S2O3) in water shown in Figure 4. The pentahydrate Na2S2O3ꞏ5H2O is stable up to 48oC, from 48 to 65oC, the stable phase is the dihydrate Na2S2O3ꞏ2H2O, the half-hydrate Na2S2O3ꞏ1/2H2O is stable at 65 to 70oC, and the anhydrous Na2S2O3 is present at temperatures above 70oC. 7.2.2 Yields In many industrial crystallization processes, the mother liquor and the solid crystals are in contact for a long period time so as to reach equilibrium. Hence, the mother liquor is saturated at the final temperature of the process, and the final concentration of the solute in the solution can be obtained from the solubility curve. The yield of crystals can then be calculated by doing material balances. Figure 5 shows a diagram of crystallization and the properties of the different streams. Figure 5 Crystallization Vapor V Feed F xF Crystallizer Crystals C TC Mother liquor L xsat TL 65 Example 1: A 20 wt% solution of Na2SO4 at 200oF is pumped continuously to a vacuum crystallizer from which the magma is pumped at 60oF shown in Figure 6. What is the composition of this magma, and what percentage of Na2SO4 in the feed is recovered as Na2SO4∙10H2O crystals after this magma is centrifuged? Given: Figure 6 Diagram of Example 1 F xF = 0.20 TF = 200oF Crystallizer 60oF M T = 60oF Centrifuge C Na2SO4∙10H2O Required: a. Composition of magma (%L and %C in magma) b. % recovery Solution: Figure 7 below shows the solubility curve for Na2SO4 in water. Figure 7 Solubility Curve of Sodium Sulfate in Water (oC) L 66 It can be seen from the curve that at 60oF or 15.56oC, the solubility of Na2SO4 is 13 g Na2SO4 per 100 g H2O. If the concentration of the Na2SO4 in water exceeds this value, the crystal that will be formed are either Na2SO4∙10H2O or Na2SO4∙7H2O, depending on how much is the excess concentration. Now, let us try to check if the concentration of the feed solution is above or below the solubility of Na2SO4: Solubility = 13 g Na2SO4/100 g H2O = 0.13 g Na2SO4/g H2O xF = 0.20 = 0.20 g Na2SO4/g solution 0.20 g Na2 SO4 1 g solution x xF = 1 g solution 0.80 g H2 O xF = 0.25 g Na2SO4/g H2O xF > solubility, hence when the feed solution is fed into the crystallizer and the temperature is dropped to 60oF, solid crystals of Na2SO4 will be formed. The problem has already stated that the crystals that will be formed are Na2SO4∙10H2O crystals, but in case we don’t have an idea on the form of crystals that will be produced upon crystallization, we can always check the solubility curve. If we are to locate the point wherein T = 60oF or 15.56oC, and x = 25 g Na2SO4/ 100 g H2O, we can see that it is at the region that is above the solubility line which is labeled “Na2SO4∙10H2O” and below the line which is labeled “Na2SO4∙7H2O”, this means that the crystals that will be formed are Na2SO4∙10H2O crystals. BASIS: 100 kg feed OMB: F=L+C 100 kg = L + C -- eq.1 Water balance: F(1-xF) = L(1-xL) + Cw Take note that the crystals exist as a decahydrate hence it contains water in it and we have to use stoichiometric factors to determine the amount of water that went into the crystal. We have discussed a while ago that the mother liquor is a saturated solution at the given temperature, hence the concentration of solute in the mother liquor is equal to the solubility of the given solute: xL = 0.13 g Na2SO4/g H2O = 0.11504 g Na2SO4/g total xF = 0.20 g Na2SO4/g total substituting in the water balance, 100 kg(1 – 0.20) kg H2O = L(1 – 0.11504) kg H2O 1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 Na SO ∙10H O 10 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 H O 18 𝑘𝑘𝑘𝑘 H O + C�322 𝑘𝑘𝑘𝑘 Na 2SO 4∙10H 2O � �1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 Na SO 2∙10H O� �1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 H2 O� 80 = 0.88496L + 0.55901C --- eq.2 2 4 2 2 unknowns, 2 equations we can thereby solve for L and C. 2 4 2 2 67 In the magma: L = 73.935 kg C = 26.065 kg Magma = L + C = 100 kg % L in magma = 73.94% % C in magma = 26.07% % recovery = ? % recovery = mass of Na2 SO4 in crystals x 100 mass of Na2 SO4 in feed We have calculated that C = 26.065 kg and that the crystals are in the form of Na2SO4∙10H2O, hence to determine the mass of Na2SO4 that was recovered as the decahydrate crystals we use or knowledge on stoichiometry: Mass of Na2SO4 in crystals = 26.065 kg Na2 SO4 ∙ 10H2 O x x 1 kmol Na2 SO4 1 kmol Na2 SO4 ∙10H2 O Mass of Na2SO4 in crystals = 11.495 kg Na2SO4 1 kmol Na2 SO4 ∙10H2 O x 322 kg Na2 SO4 ∙10H2 O 142 kg Na2 SO4 1 kmol Na2 SO4 Mass of Na2SO4 in feed = 100 kg feed(0.2 kg Na2SO4/kg feed) Mass of Na2SO4 in feed = 20 kg % recovery = (11.495 kg Na2SO4/20 kg Na2SO4) x 100 % recovery = 57.475% Summary: Magma composition: L = 73.94% ; C = 26.07% % recovery = 57.48% 68 Example 2: A salt solution weighing 10 000 kg with 30 wt% Na2CO3 is cooled to 293 K. The salt crystallizes as the decahydrate. What will be the yield of Na2CO3∙10H2O crystals if the solubility is 21.5 kg anhydrous Na2CO3/100 kg of total water if: a. No water is evaporated b. 3% of the total weight of the solution is lost by evaporation of water in cooling. Given: Figure 7 Diagram of Example 2 E F = 10 000 kg xF = 0.30 Crystallizer 293 K Centrifuge M L C Na2CO3∙10H2O Solubility = 21.5 kg Na2CO3/100 kg water = 0.17695 kg Na2CO3/kg solution Required: a. C (if E = 0) b. C (if E = 0.03F) Solution: a. C if E=0 OMB: F=E+C+L 10 000 = C + L -- eq.1 Na2CO3 balance: xFF = C + xLL C is in the form of the decahydrate crystals, hence we have to use stoichiometric factors to convert the decahydrate crystals to the anhydrous crystal: 1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁 𝐶𝐶𝐶𝐶 ∙10𝐻𝐻 𝑂𝑂 1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁2 𝐶𝐶𝐶𝐶3 (0.30 x 10 000) kg Na2CO3 = C�286 𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁2𝐶𝐶𝐶𝐶3∙10𝐻𝐻2𝑂𝑂 � �1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁 3000 = 0.37063C + 0.17695L 2 3 2 + L(0.17695) kg Na2CO3 -- eq.2 2 𝐶𝐶𝐶𝐶3 ∙10𝐻𝐻2 𝑂𝑂 106 𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁 𝐶𝐶𝐶𝐶 � �1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁2 𝐶𝐶𝐶𝐶3 � 2 3 69 using eq. 1 and eq.2, we can now solve for C and L: C = 6353.3 kg ; L = 3646.7 kg b. 3% of the total weight of feed is lost to evaporation E = 0.03F = 0.03(10 000 kg) E = 300 kg OMB: F=E+L+C 10 000 kg = 300 kg + L + C 9700 kg = L + C --eq.1 Na2CO3 balance: xFF = C + xLL + xEE but: xE = 0 (since pure water evaporates) xFF = C + xLL 1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁 𝐶𝐶𝐶𝐶 ∙10𝐻𝐻 𝑂𝑂 1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁 𝐶𝐶𝐶𝐶3 106 𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁 𝐶𝐶𝐶𝐶 (0.30 x 10 000) kg Na2CO3 = C�286 𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁2𝐶𝐶𝐶𝐶3∙10𝐻𝐻2𝑂𝑂 � �1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁 𝐶𝐶𝐶𝐶2 ∙10𝐻𝐻 � �1 𝑘𝑘𝑘𝑘𝑘𝑘𝑘𝑘 𝑁𝑁𝑁𝑁2 𝐶𝐶𝐶𝐶3 � 𝑂𝑂 2 3 2 2 3 + L(0.17695) kg Na2CO3 3000 = 0.37063C + 0.17695L -- eq.2 2 2 3 using eq. 1 and eq.2, we can now solve for C and L: L = 3072.7 kg C = 6627.3 kg Summary: a. yield = C = 6353 kg b. yield = C = 6627 kg 7.2.3 Heat Balances in Crystallization When a compound whose solubility increases with temperature dissolves, there occurs an absorption of heat, called the heat of solution. When crystallization of this compound occurs, the opposite of dissolution happens and there would be a release of heat equal to the heat of solution. At equilibrium, the heat of crystallization is equal to the negative of heat of solution at the same concentration in solution. Figure 8 shows the process flow for crystallization involving heat transfer. where: F = feed mass rate V = evaporated solvent mass rate L = mother liquor mass rate C = crystals mass rate W = cooling water mass rate hV = enthalpy of the vapor hF = enthalpy of the feed Figure 8 Crystallization by cooling and evaporation of solvent XF = mass fraction of solute in feed XL = mass fraction of solute in mother liquor XC = mass fraction of solute in crystals hL = enthalpy of the mother liquor hC = enthalpy of the crystals t = temperature of the streams 70 Based on Figure 8, the mass and heat balances are: OMB: F=V+L+C Solute balance: XFF = XLL + XCC Solvent balance: (1 – XF)F = V + (1 – XL)L + (1 – XC)C Heat Balance: q lost = q gain heat released due to crystallization = heat absorbed by the cooling water if we are to do a heat balance in the solution/crystal side: FhF = Vhv + LhL + ChC + q q = FhF – (Vhv + LhL + ChC) where: hF = cp,F(TF – Tdatum) hV = heat of vaporization = hSV – hSL hL = cp,L(TL – Tdatum) hC = heat of crystallization = -(heat of solution) also, take note that: TC = TL = TV going back to the heat balance, q lost = q gain: q released by crystals = q absorbed by cooling water FhF – (Vhv + LhL + ChC) = W(cp,w)(T2 – T1) Example 3: A crystallizer is to be used to produce 1 short ton/h of copperas (FeSO4ꞏ7H2O) crystals. The saturated solution enters the crystallizer at 120oF. The slurry leaving the crystallizer will be at 80oF. Cooling water enters the crystallizer jacket at 60oF and leaves at 70oF. If no water is evaporated from the crystallizer, determine the cooling water required (ft3/h) Data: specific heat of solution = 0.7 BTU/lboF Heat of solution = 4400 cal/gmol copperas Solubility at 120oF = 140 lb copperas/100 lb water Solubility at 80oF = 74 lb copperas/100 lb water Given: Figure 9 Diagram of Example 3 71 Required: W in ft3/h Solution: W=? heat balance in the crystallizer: q released by crystals = q absorbed by cooling water FhF – (Vhv + LhL + ChC) = W(cp,w)(T2 – T1) since: V = 0 FhF – (LhL + ChC) = W(cp,w)(T2 – T1) Let us first determine F, L, and C: OMB: F=L+C F = L + 2000 lb/h ; C = 1 short ton/h = 2000 lb/h -- eq. 1 Solute balance: XFF = XLL + XCC Feed enters as a saturated solution at 120oF; hence its concentration is equal to its solubility: 140 𝑙𝑙𝑙𝑙 𝐹𝐹𝐹𝐹𝐹𝐹𝑂𝑂4 ∙7𝐻𝐻2 𝑂𝑂 100 𝑙𝑙𝑙𝑙 𝐻𝐻2 𝑂𝑂 XF = 𝑥𝑥 240 𝑙𝑙𝑙𝑙 𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠 100 𝑙𝑙𝑙𝑙 𝐻𝐻 𝑂𝑂 2 XF = 0.58333 lb FeSO4ꞏ7H2O/lb solution XL = concentration of solution at saturation (80oF) 74 𝑙𝑙𝑙𝑙 𝐹𝐹𝐹𝐹𝐹𝐹𝑂𝑂 ∙7𝐻𝐻 𝑂𝑂 100 𝑙𝑙𝑙𝑙 𝐻𝐻2 𝑂𝑂 XF = 100 𝑙𝑙𝑙𝑙 𝐻𝐻4 𝑂𝑂 2 𝑥𝑥 174 𝑙𝑙𝑙𝑙 𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠𝑠 2 XF = 0.42529 lb FeSO4ꞏ7H2O/lb solution 0.42529 lb FeSO4 ∙ 7H2 O 0.58333 lb FeSO4 ∙ 7H2 O � = L� � + (2000𝑙𝑙𝑙𝑙𝐹𝐹𝐹𝐹𝐹𝐹O4 ∙ 7H2 𝑂𝑂/ℎ) lb sol′n lb sol′n 0.58333F = 0.42529L + 2000 ---eq. 2 Using eq.1 and 2, we can solve for F and L F = 7273.0 lb/h L = 5273.0 lb/h F� Let us now solve for the enthalpies: this time, our datum is the temperature of the slurry (crystals + mother liquor mixture), TL = TC = 80oF hF = cp,FΔT = cp,F(TF – TL) = (0.7 BTU/lboF)(120 – 80 oF) hF = 28 BTU/lb hL = 0 (because our Tdatum = TL) hC = heat of crystallization = -heat of solution = -4400 cal/gmol FeSO4ꞏ7H2O 𝑐𝑐𝑐𝑐𝑐𝑐 1 𝐵𝐵𝐵𝐵𝐵𝐵 454 𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔 1 𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙 𝐹𝐹𝐹𝐹𝐹𝐹𝑂𝑂4 ∙ 7𝐻𝐻2 𝑂𝑂 ℎ𝑐𝑐 = −4400 𝑥𝑥 𝑥𝑥 𝑥𝑥 277.86 𝑙𝑙𝑙𝑙 𝐹𝐹𝐹𝐹𝐹𝐹𝑂𝑂4 ∙ 7𝐻𝐻2 𝑂𝑂 𝑔𝑔𝑔𝑔𝑔𝑔𝑔𝑔 𝐹𝐹𝐹𝐹𝐹𝐹𝑂𝑂4 ∙ 7𝐻𝐻2 𝑂𝑂 252 𝑐𝑐𝑐𝑐𝑐𝑐 1 𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙𝑙 hC = -28.529 BTU/lb FeSO4ꞏ7H2O 72 let us then evaluate the properties of water at the average temp = 65oF = 18.333oC Table 1 Heat Capacity of Liquid Water at 1 atm Table 2 Density of Liquid Water From Tables 1 and 2, we get: cp,w = 0.99990 cal/goC = 1.0008 BTU/lboF ρw = 0.99848 g/cm3 = 62.305 lb/ft3 going back to the heat balance: FhF – (LhL + ChC) = W(cp,w)(T2 – T1) FhF – ChC = W(cp,w)(T2 – T1) ; hL = 0 Substituting values: (7273.0 lb/h)(28 BTU/lb) – (2000 lb/h)(-28.529 BTU/lb) = W(1.0008 BTU/lboF)(70 – 60 oF) W = 26 049 lb/h 26 049 𝑙𝑙𝑙𝑙/ℎ W𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑣𝑣 = 62.305 𝑙𝑙𝑙𝑙/𝑓𝑓𝑓𝑓 3 Wvolume = 418.09 ft3/h 73 7.3 CRYSTALLIZATION EQUIPMENT a. Pan crystallizers – batch operation; used often in small-scale operations, wasteful of floor space and of labor and gives low quality product. b. Agitated batch crystallizers – consist of a cone-bottomed agitated tank; low capital cost, simple to operate. c. Swenson-Walker crystallizers – continuous crystallizers consist of an open round bottomed-trough, 24-in wide by 10ft long, and containing a long ribbon mixer that turns at about 7 rpm. d. Oslo crystallizers – evaporating crystallizers used for the production of large-sized uniform crystals; consist of a forced circulation evaporator with an external heater containing a combination of salt filter and particle size classifier on the bottom of the evaporator body. PROGRESS CHECK I. Solve the following problems: 1. 1200 kg/h of potassium chloride is dissolved in sufficient water to form a saturated solution at 90oC and fed into a crystallizer. The solution was cooled to 50oC to obtain crystals and 5% of the weight of the original solution is lost through evaporation. Determine: a. yield of crystals obtained; b. recovery of crystals; and c. the outlet temperature of cooling water if it enters at a temperature of 20oC and a rate of 50,000 kg/h. Data: heat capacity of feed solution = 71.65 J/gꞏK heat of solution = 17.24 kJ/mol KCl heat capacity of water = 1 cal/goC (use Figure 2 for the solubility values) 2. One metric ton of Na2S2O3ꞏ5H2O is to be crystallized per hour by cooling a solution containing 56.5% sodium thiosulfate to 28oC in a crystallizer. Evaporation is negligible. Determine: a. the amount of feed solution required; and b. the percentage of Na2SO3 recovered as Na2SO3ꞏ5H2O crystals. (Use Figure 4 for the solubility values) II. Give at least 3 industrial applications for each crystallization equipment discussed above. REFERENCES Geankoplis, C. J. (1993). Transport Processes and Unit Operations (3rd ed.). Prentice Hall. McCabe, W. L., Smith, J. C., & Harriott, P. (1993). Unit Operations of Chemical Engineering. McGraw-Hill Book Co.