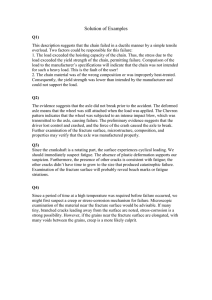
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/257714273 Failure of a Rear Axle Shaft of an Automobile Due to Improper Heat Treatment Article in Journal of Failure Analysis and Prevention · June 2013 DOI: 10.1007/s11668-013-9682-5 CITATIONS READS 6 6,639 2 authors, including: Luai Al-Hadhrami King Fahd University of Petroleum and Minerals 119 PUBLICATIONS 3,052 CITATIONS SEE PROFILE Some of the authors of this publication are also working on these related projects: multiphase flow oil/gas/water View project All content following this page was uploaded by Luai Al-Hadhrami on 27 October 2014. The user has requested enhancement of the downloaded file. J Fail. Anal. and Preven. (2013) 13:353–358 DOI 10.1007/s11668-013-9682-5 TECHNICAL ARTICLE—PEER-REVIEWED Failure of a Rear Axle Shaft of an Automobile Due to Improper Heat Treatment H. M. Tawancy • Luai M. Al-Hadhrami Submitted: 29 November 2012 / in revised form: 4 March 2013 / Published online: 22 March 2013 Ó ASM International 2013 Abstract A section of fractured rear axle shaft made of induction-hardened steel and removed from the scene of overturned automobile was analyzed to determine the most probable cause of failure. Light optical metallography and scanning electron microscopy combined with energy dispersive spectroscopy were used to characterize the microstructure and the mechanical strength was evaluated by microhardness measurements. Chemical analysis verified that the shaft was made of AISI 4140 steel as per specifications. However, microstructural characterization and microhardness measurements revealed that the shaft was improperly heat treated resulting in a brittle case, where crack propagation was found to occur by an intergranular mode in contrast with cleavage within the core. This behavior was related to differences in microstructure, which was observed to be martensitic-type within the case with microhardness equivalent to Rc 58, and a mixture of pearlite and ferrite within the core with Rc 25. Although it was not possible to reconstruct the exact sequence of events leading to fracture, it is possible that it was initiated by large overload within the extremely hard brittle case, which could lead to overturning of the vehicle and final fracture could have occurred by the impact of overturning. However, crack initiation due to hydrogen generated by rust and water pickup as well as the possibility that overturning of the vehicle was the cause of the fracture could not be ruled out. H. M. Tawancy (&) L. M. Al-Hadhrami Center for Engineering Research, Research Institute, King Fahd University of Petroleum and Minerals, P.O. Box 1639, Dhahran 31261, Saudi Arabia e-mail: tawancy@kfupm.edu.sa Keywords Brittle fracture Characterization Cleavage Electron fractography Hardness Steel Introduction Axles are installed in vehicles to perform two important functions: (i) they transmit driving torque to the wheels, and (ii) they maintain the position of the wheels relative to each other and to the body of the vehicle. In most noncommercial vehicles, the circular motion of the drive wheels is maintained by means of axle shafts, which are integral component of the rear axle. The shafts are installed in the tire’s wheel well near the differentials and stretch across the bottom of the vehicle. Often during operation, the shafts are subjected to tremendous torque due to heavy loads or quick acceleration and therefore, they are manufactured from various grades of hardened steels. However, for various reasons, the shafts may fail particularly by fatigue modes, e.g., [1–5]. In extreme cases, cracks in the shafts during driving can lead to overturning of the vehicle. A typical symptom of cracks in rear axle shafts is skidding of the vehicle to one side similar to driving on ice, which is commonly known as fishtailing. Complete spinning occurs if the driver does not properly respond by counter steering, i.e., turning the front wheels in the same direction as the skid. Therefore, cracks in the shaft can lead to overturning of the vehicle particularly during driving at high speed such as occurs on highways. However, the shaft may also fracture upon impact as a result of an accident. Therefore, the key question to be answered in respective failure analysis investigations is whether the fractured shaft is the cause or result of the accident. In the present case and according to the information received from the proponent, a vehicle overturned during 123 354 driving on a smooth highway at a speed of about 100 km/h (62 miles/h), which was within the speed limit. Also, it was stated that no collision was involved and there was no indication that the driver was trying to avoid an object. Since the accident was fatal no information could be obtained from the driver. As per specifications the fractured shaft with diameter of about 7 cm was manufactured by forging of steel grade AISI 4140 given an inductionhardening treatment to produce a case of 3–4 mm in depth. Although respective specifications regarding microstructure and hardness were not available, it is usually required that the case consists of tempered martensite with hardness of HV 500–550, and the core consists of a mixture of ferrite and pearlite [6, 7]. A section of fractured rear axle shaft removed from the scene was received to determine the most probable cause of failure. J Fail. Anal. and Preven. (2013) 13:353–358 fracture surface, (ii) specimens in the as-polished condition to measure the microhardness across the case and into the core, and (iii) specimens etched in 3% nital to reveal the grain structure within the case and core. A Vicker’s hardness tester was used to measure the microhardness using 10 g load. Experimental Results and Discussion Figure 1a is a schematic illustration of the rear axle shaft showing the approximate location of the fracture near the wheel mounting flange. A photograph of the section received for analysis is shown in Fig. 1b. In general, there Experimental Procedure Representative metallographic specimens were removed from the as-received section of the shaft for metallurgical evaluation using light optical microscopy and scanning electron microscopy combined with microchemical analysis employing a windowless x-ray detector. Inductively coupled plasma-atomic energy spectroscopy (ICP-AES) was used to measure the chemical composition of the steel used in the application with the exception of the carbon content, which was determined by combustion calorimetry (CC). Three types of specimens were included in the study: (i) specimens in the as-received condition for visual inspection and characterization of the morphology of Fig. 1 (a) A schematic illustration of the rear axle shaft showing the approximate location of fracture. (b) A photograph of the section of received for analysis 123 Fig. 2 A light optical macrograph showing two distinct regions A (case) and B (core) of the fracture surface (as-received condition) J Fail. Anal. and Preven. (2013) 13:353–358 355 Fig. 3 Light optical macrograph showing the characteristic features of regions A and B in Fig. 2 as viewed at higher magnification (asreceived condition). (a) Chevron marks in region A pointing to the fracture origin at the surface. (b) Shiny faceted fracture in region B Table 1 Chemical composition of AISI 4140 steel (wt.%) Element Nominal Fe Balance Balance Cr 0.80–1.00 0.89 Mn 0.75–1.00 0.96 C 0.38–0.43 – 0.41 Si 0.15–0.35 0.28 Mo 0.15–0.25 0.17 S 0.040a 0.03 P 0.035a 0.01 a Measured (ICP-AES) Measured (CC) Maximum was no evidence for macroscopic deformation in the vicinity of the fracture, however, there was some rust at the surface. As can be seen, the fracture runs normal to the axis of the shaft. It is well known that fracture propagation is generally determined by local stress condition [6, 8]. Although rear axle shafts are often subjected to heavy torques as pointed out earlier, torsion or shear fractures run at 45° to the direction of stress in contrast with tensile fractures, which run normal to the stress [5, 6]. Therefore, the observation of Fig. 1b suggests that the fracture is of the tensile type, which could have resulted from large overload. A light optical macrograph showing the fracture surface in the as-received condition is shown in Fig. 2. It is observed that the fracture surface consists of two distinct regions: (i) a relatively smoother perimeter region marked A where the fracture was initiated with depth corresponding to that of the case, and (ii) a rougher core marked B where final fracture occurred. Light optical macrographs illustrating details of the two regions as observed at higher magnifications are shown in Fig. 3. It is observed from Fig. 3a that region A contains chevron marks converging at the surface region where the fracture has been initiated. As Fig. 4 Characteristic microstructural features of the case (etched specimen). (a) Backscattered electron image showing martensitictype microstructure within the case. (b) Corresponding energy dispersive x-ray spectrum showing the elemental composition of the steel shown later, fracture in this region has propagated by an intergranular mechanism and MnS inclusions could have enhanced the notch sensitivity of the shaft. Shiny faceted fracture in the core (region B) such as that observed in Fig. 3b typifies a cleavage mechanism. Further confirmation of these crack propagation modes is provided by the SEM observations shown later. Also, it is shown that the 123 356 Fig. 5 Analysis of MnS inclusions observed in the case (etched specimens). (a) Backscattered electron images showing the inclusions as viewed at different magnifications (regions of dark contrast in the vicinity of the particles could be due to preferential etching and/or microcracks). (b) Energy dispersive x-ray spectrum derived from MnS particle as indicated by the arrow Fig. 6 Secondary electron images showing the morphology of fracture surface corresponding to the case (asreceived condition). (a) Gross morphology of the fracture surface. (b) The fracture surface as viewed at high magnification showing crack propagation by an intergranular mechanism 123 J Fail. Anal. and Preven. (2013) 13:353–358 observed difference in fracture behavior is caused by variation in microstructure of the case and core resulting from the hardening treatment. Table 1 shows that the measured chemical composition of the shaft material is consistent with the nominal composition of AISI 4140 as-specified. The microstructure of the case was observed to be typical of martensite as shown in the example of Fig. 4a indicating that the shaft was quenched and not tempered while the core was allowed to cool slowly. A further confirmation was provided by the observed fracture mode and microhardness measurement as shown later. Figure 4b shows a corresponding energy dispersive spectrum illustrating the elemental composition of the steel consistent with the data of Table 1 noting that the small concentration of Mo (0.2 wt.%) is below the detection limit. Another microstructural feature was the presence of elongated particles of MnS as demonstrated in the example of Fig. 5. The regions of dark contrast surrounding the particles could be due to preferential etching as a result of high local strain and/or microcracks. Such inclusions can act as centers for attracting dislocations leading to formation of microcracks [9, 10]. Also, it was shown that elongated particles of MnS promote hydrogen cracking of steels particularly if the hardness exceeds Rc 25 [11]. As shown later the hardness within the case was about Rc 58. Secondary electron images showing typical morphology of the fracture surface corresponding to the case are shown in Fig. 6. It is evident that crack propagation within the case occurred by an intergranular mechanism, which could be related to a combination of large overload and brittle case as further shown below. Figure 7 illustrates a typical microstructure of the core showing a mixture of pearlite and ferrite. Energy dispersive spectra derived from the core were the same as that shown in Fig. 4b. Corresponding morphological features of the J Fail. Anal. and Preven. (2013) 13:353–358 357 Fig. 7 Backscattered electron image showing typical microstructural features within the core (a mixture of pearlite and ferrite; etched specimen) fracture surface are shown in Fig. 8 consistent with crack propagation by a cleavage mechanism as reflected by the cleavage steps indicated by the arrows. This could have occurred due to the high strain rate experienced by the impact of overturning the vehicle. Figure 9 summarizes the results of measuring the microhardness (HV10) across the case and into the core, and the equivalent Rc values. As can be seen, the hardness near the surface exceeded 650 HV10 approaching Rc 58, which is considerably higher than the expected hardness of 500–550 HV. This appeared to be consistent with the characteristic microstructure within the case (Fig. 4a) as well as the fracture behavior (Fig. 6). The above results suggested that the most probable cause of failure was improper heat treatment of the shaft resulting in a case microstructure with poor ductility susceptible to brittle fracture. It is apparent that the shaft was not subjected to a proper tempering treatment. Although it was rather difficult to reconstruct the exact sequence of events leading to fracture of the shaft, it is possible that it was initiated in the brittle case by large overload leading to overturning of the vehicle. However, another possibility is hydrogen-induced cracking due to water pickup and some rust at the surface, but this could not be confirmed. Although the final facture could have occurred by the impact of overturning and the associated high strain rate, the possibility that overturning of the vehicle was the sole cause of the fracture could not be ruled out. Conclusion It is concluded that the root cause of the problem was embrittling the case by improper heat treatment. Although Fig. 8 Secondary electron images showing the morphology of fracture surface corresponding to the core (as-received condition). (a) Lower magnification image showing typical cleavage fracture. (b) Higher magnification image illustrating cleavage steps as indicated by the arrows Fig. 9 Vicker’s microhardness profile (HV10) across the case and into the core and the equivalent Rc values (polished specimen) it was difficult to determine the fracture initiation mechanism, it could have resulted by large overload, but the possibility of cracking due to hydrogen generated by rust and water pickup could not be ruled out. However, final 123 358 fracture could have resulted from the impact of overturning the vehicle. Another possibility is that overturning of the vehicle was fully responsible for the fracture. Acknowledgments It is a pleasure to acknowledge the continued support of King Fahd University of Petroleum and Minerals. References 1. Lu, S., Su, J., Liao, S., Wang, B., Yu, L., Jiang, Y., Wen, S.: Finite element analysis on fatigue failure prediction of a rear axle housing of vehicle based on cosmos. Appl. Mech. Mater. 121(126), 843–848 (2012) 2. Qinghua, M., Huifeng, Z., Fengiun, L.: Fatigue failure fault prediction of rear axle housing excited by random road roughness. Int. J. Phys. Sci. 6, 1563–1568 (2011) 3. Topac, M.M., Gunal, H., Kuralay, N.S.: Fatigue failure prediction of a rear axle housing prototype by using finite element analysis. Eng. Fail. Anal. 16, 1474–11482 (2009) 4. Clarke, C.K., Halimunanda, D.: Failure analysis of induction hardened automotive axles. J. Fail. Anal. Prev. 8, 386–396 (2008) 123 View publication stats J Fail. Anal. and Preven. (2013) 13:353–358 5. Asi, O.: Fatigue failure of a rear axle shaft of an automobile. Eng. Fail. Anal. 13, 1293–1302 (2006) 6. Naumann, F.K.: Failure Analysis and Prevention: Case Histories and Methodology, pp. 9–15. ASM, Materials Park (1983) 7. Kashar, L.: Effect of strain rate on the failure mode of rear axle. In: Esaklul, K.A. (ed.) Handbook of Case Histories in Failure Analysis, vol. 1, pp. 74–78. ASM International, Materials Park (1992) 8. Broek, D.: Fracture mechanics as an important tool in failure analysis. In: Dickson, J.I., Abramovici, E., Marchand, N.S. (eds.) Failure Analysis Techniques and Applications, pp. 33–44. ASM International, Materials Park (1992) 9. Zhang, S.C., Li, J., Luo, J., Wang, W.L.: Failure analysis of rear axle shaft of an automobile. Heat Treat. Metals 35, 111–114 (2010) 10. Liu, A.F.: Mechanics and Mechanisms of Fracture: An Introduction. ASM International, Materials Park (2005) 11. Flanders, N., Tennant, R., White, W.E.: Observations on relationships between microstructure and hydrogen-induced cracking, microstructural science, vol. 15, pp. 227–239. Blum, M.E., French, P.M., Middleton, R.N., Vander Voort G.F. (Eds.) ASM International, International Metallographic Society, Materials Park (1987)