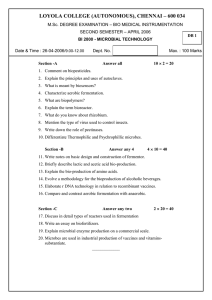
Production of Fumaric Acid in 20-Liter Fermentors R. A. RHODES, A. A. LAGODA, T. J. MISENHEIMER, M. L. SMITH, R. F. ANDERSON, AND R. W. JACKSON Fermentation Laboratory, Northern Utilization Research and Development Division,1 Peoria. Illinois Received for publication June 28, 1961 ABSTRACT RHODES, R. A. (U. S. Department of Agriculture, Peoria, 111.), A. A. LAGODA, T. J. MISENHEIMER, M. L. SMITH, R. F. ANDERSON, AND R. W. JACKSON. Production of fumaric acid in 20-liter fermentors. Appl. Microbiol. 10:9-15. 1962.-The conditions necessary for the production of fumaric acid in 20-liter fermentors by fermentation of glucose with Rhizopus arrhizus strain NRRL 2582 were determined. Continuous neutralization of fumaric acid was necessary for optimal yields. Yields of the calcium salt were in excess of 65 g of fumaric acid from 100 g of sugar consumed during fermentation of sugar concentrations of 10 to 16 %. Conditions established for calcium fumarate production include a simple mineral salts medium, 0.5 v:v:min aeration rate, 300 rev/min agitation rate in a baffled tank, 33 C incubation temperature, CaCO3 to neutralize the acid formed, and a 4 to 5 % (v/v) vegetative inoculum. A suitable procedure and medium for the preparation of a vigorous vegetative inoculum were established. The tendency for calcium fumarate fermentations to foam excessively was controlled with a proper antifoam agent added prior to sterilization of the medium and again at daily intervals during fermentation. The production of soluble sodium or potassium fumarates was inhibited when the concentration of fumarates reached 3.5 to 4.0 %. No means of overcoming this inhibition was found. Starches and certain other grain-derived carbohydrates were fermented to form calcium fumarate in flask experiments with approximately the same efficiency as was glucose. MATERIALS AND METHODS The 20-liter fermentors were constructed of stainless steel and equipped with facilities for the continuous control of pH by automatic addition of sterile alkali. Detailed descriptions of these fermentors and their pH control system have been published by Dworschack, Lagoda, and Jackson (1954, 1956). Fermentations were made at a 10-liter operating volume. Agitation rates were established with a tachometer, aeration rates by measurement of the effluent air flow. Addition of sterile 5 N alkali was made from a reservoir attached to each fermentor and was controlled by a solenoid-type valve actuated through an automatic titration device connected to pH electrodes in the fermentor. This system maintained the pH of the fermentation medium within 0.1 of a pH unit. The pH of the fermentation medium initially was 6.6 to 6.8. Ordinarily, less than 2 hr of fermentation time were required to achieve the optimal operating pH range of 5.8 to 6.0; hence, initial adjustment with sterile acid was not required. Essentially the same medium previously found optimum for flask fermentations was satisfactory for the 20-liter fermentors. KH2PO4, 0.4 g; MgSO4 7H20, 0.4 g; ZnSO4.7H20, 0.044 g; iron tartrate, 0.01 g; and corn steep liquor, 0.5 ml, were incorporated per 1,000 ml fermentation volume. A commercial corn sugar closely approximating glucose monohydrate was employed as the fermentable carbohydrate. The fermentation medium containing the carbohydrate was sterilized in the fermentor by steam injection at 121 C for 5 min. To produce calcium fumarate, CaCO3 was added as a thick slurry to the fermentors and sterilized with the medium. The (NH4)2SO4 used as a nitrogen source was added aseptically as a sterile solution to the prepared inoculum immediately before inoculation of the fermentors. R. arrhizus Fisher strain NRRL 2582 was used to produce fumaric acid in all experiments reported. Inocula of this organism were grown in the described fermentation medium modified by increasing the KH2PO4 concentration to 1.6 g per 1,000 ml and by Fumaric acid is well established as an article of commerce in the United States. The estimated 1959 production of fumaric acid was about 10 million pounds, most of which was utilized by the plastics industry in polyester and alkyd resins, and the remainder went to lesser volume uses such as rosin adducts, varnishes, and foods. The fermentative production of fumaric acid, if favored by a cheap source of sugar, could become economically important. A previous publication (Rhodes et aL., 1959) reported that fumaric acid was produced readily by Rhizopus arrhizus in shaken flask 1 Agricultural Research Service, U. S. Department of Agriculture. 9 Downloaded from https://journals.asm.org/journal/am on 16 May 2022 by 37.132.183.104. cultures with yields of 65 % of the sugar supplied. Our initial investigation of the fermentation has been extended to a semipilot-plant scale with 20-liter fermentors. [VOL . 10( RHODES, LAGODA, MISENHEIMER, SMITH, ANDERSON, AND JACKSON the use of 4.0 g per 1,000 ml of (NH4)2S04 as a nitrogen source. These amounts are approximately four and two times, respectively, the concentrations optimal for fumaric acid production. Two per cent glucose was used as the carbon source and 3 g of CaCO3 was included per 1,000 ml of inoculum medium. This medium allowed production of a vigorous vegetative inoculum. The physical characteristics required of inoculum for fermentors were not the same as those required for flasks. Efficient fermentations required a finely dispersed growth consisting of minute particles of filamentous mold growth. Growth of the mold in the fermentors had to be diffuse but not of a particle size such as to adhere to fermentor baffles, air sparger, impeller, pH electrodes, or fermentor surfaces. When improper inocula, such as the delicate mycelial strands of germinated spores, were used, virtually all of the mold growth was removed physically from the medium onto fermentor surfaces during the first hours of fermentation; indeed, the fermentation liquor became almost sterile. Conversely, mold inoculum of heavy vegetative growth was not readily dispersible in the medium and resulted in mycelial pellets that induced only slow fermentation. Many experiments were conducted to determine the procedure necessary for development of a suitable inoculum for fermentors. The following procedure gave a vegetative inoculum with capacity for rapid fermentation. Stage 1. Spores of strain 2582 were washed from a slant culture with 20 ml of sterile 0.06 % Tween 802 into 100 ml of inoculum medium contained in conically indented 300-ml Erlenmeyer flasks and incubated 20 to 22 hr at 33 C on a rotary shaker. Stage 2. Additional inoculum medium was inoculated with 20 % by volume of growth from stage 1 and incubated 22 to 24 hr at 33 C. Indented flasks were employed to supply the volume needed for our purpose but it was shown that use of properly agitated fermentors resulted in similar mold growth. During each stage in the development of mold growth to be used as inocula, about 1.0 to 1.5 %o glucose was consumed and the pH of the inoculum fell to about 1.5; the amount of inoculum growth was controlled by the amount of CaCO3 supplied since the mold does not grow appreciably at pH levels below 3.0. The vegetative growth of stage 2 was used to inoculate the 20-liter fermentors. It was readily dispersed by agitation in the fermentors and remained dispersed without pellet formation; it did not adhere to fermentor surfaces and initiated immediate and vigorous production of acid. Furthermore, it could be handled easily with common pipettes and laboratory pumps. Although additional volume build-up of inoeAtlas Powder Company, Wilmington, Del. The mention of products does not imply endorsement by the U. S. Department 2 of Agriculture over other products of a similar nature. ulum was possible by further transfer of the vegetative growth using the same protocol, this kind of vegetative inoculum was not as efficient for fumarate production in flasks as was a germinated-spore inoculum or the two-stage material. Samples from the fermentations were taken aseptically and were held under refrigeration until analyzed. Culture liquors were diluted to appropriate volume and, when solid calcium fumarate was present, heated to effect its solution; mycelium and residual calcium carbonate were removed by filtration. Sugar content was measured by the method of Shaffer and Hartmann (1921). Aliquots of the diluted liquors were passed through a cation column (Dowex 50, H+ form3), and a portion of the eluate was titrated to measure the amount of total fermentative acidity. Fumaric acid in the cation-treated material was determined by adsorption of the fermentation acids on an anion resin (Dowex 1, OH- form) and the selective elution of fumaric acid. Other nonvolatile fermentation acids present, chiefly malic and some succinic, were eluted from the resin columns with 1.15 N acetic acid; fumaric acid then was eluted with 0.1 N HCl. Eluted acids were measured by titration with 0.01 N NaOH after drying on a steam bath to remove the volatile eluting acids. Analytical results were corrected for volume changes in the fermentors determined on final samples. Yields were calculated on an anhydrous weight basis I Dow Chemical Company, Midland, Mich. TABLE 1. Factors affecting production of soluble fumarates Fermentation conditions Alkali Inocu- pH NaOH 5 5.4 5 5 5 5 5 5 5 5 5 5 5 5.8 6.2 4 4 5 KOH 4 4 5 conGlucose Total O.l N Templumglucose used C % Fermentation results ~ ~~z ~ E sumed Fma aid Amt Yield g/10O ml mg/100 g/lOo ml ml/100 ml glo0 6.0 6.0 6.0 6.0 6.0 6.0 6.0 6.0 6.0 6.0 6.0 33 33 33 33 30 32 34 36 33 33 33 33 33 33 33 10 10 10 10 10 10 10 10 10 10 10 10 7.9 9.1 11.3 200 200 200 200 200 200 200 200 100 150 200 250 160 160 200 9.2 9.7 9.8 8.5 9.1 10.1 10.1 9.6 5.9 8.6 9.2 9.5 7.8 8.5 11.3 6.0 6.0 6.0 33 33 33 7.7 9.2 11.1 160 160 200 7.7 8.6 10.1 6.6 acid 712 950 925 710 880 930 950 750 790 900 860 860 850 730 3.1 4.0 3.7 1.9 3.7 4.0 3.8 3.0 3.6 3.6 3.6 3.5 3.6 3.0 1,000 4.1 34 42 38 22 42 40 38 31 61 41 39 37 46 35 36 720 3.1 41 720 3.3 39 830 3.4 33 Conditions: 0.5 v:v:min aeration 0 to 24 hr, 1.0 v:v:min aeration 24 to 72 hr; 200 rev/min agitation rate. Downloaded from https://journals.asm.org/journal/am on 16 May 2022 by 37.132.183.104. 10 FUMARIC ACID PRODUCTION from the amount of fumaric acid produced and the amount of carbohydrate consumed during the fermentation: Per cent yield = fumaric acid produced carbohydrate consumed ' EXPERIMENTAL RESULTS Sodium fumarate production in 20-liter fermentors. The sodium and potassium salts of fumaric acid are much more soluble than is the calcium salt, which precipitates at low concentration (<3 %) and causes thickening of the medium. Also, the large amounts of CaCO3 required in the fermentation are not easily handled. For these and other reasons, fermentations in 20-liter fermentors were undertaken with continuous neutralization of fumaric acid by the automatic addition of sodium or potassium hydroxide. It is apparent from the data in Tables 1 and 2 that yields of soluble fumarates comparable to those obtained in flasks with CaCO3 neutralization were obtained only in the fermentation of limited amounts of sugar. Experiments in flasks demonstrated that both growth and sporulation of R. arrhizus were restricted by sodium fumarate concentrations above 3 to 4% (w/v) and were completely inhibited by concentrations above 8 to 10% (w/v). Sporulation of the mold was more readily inhibited than was growth. Sodium chloride was tolerated in higher concentration than was sodium fumarate. Similar patterns of inhibition were observed with potassium fumarate and potassium chloride, although considerably greater tolerance to both potassium salts TABLE Initial glucose supplied hr g/100 ml g/100 24 10 12 13 13.5 Time tion 36 Fumaric acid Commercial glucose Total 0.1 N Initial concn hr g/100 ml 11 Continuous* 10.7 7.5 5.4 Consumed g/100 ml 0.9 0.3 1.1 0.2 acid Amt ml/100 ml g/100 37.5 25.0 32.5 20.0 Proportion of total acid 48 0.04 30 45 31 38 10 12 13 13.5 11 33 9 20 Continuous 10.7 7.5 5.4 45 72 3.5 2.3 3.3 1.2 280 165 245 160 1.1 0.6 0.5 0.6 65 64 35 59 31 26 15 60 50 Continuous 10.7 7.5 5.4 7.6 5.8 6.6 3.4 650 450 650 420 2.8 1.7 2.5 1.5 74 64 65 63 37 29 38 44 Continuous 10.7 7.5 5.4 10.1 8.5 7.5 5.2 796 730 790 650 3.9 2.8 3.0 2.6 71 67 65 68 39 33 40 50 * Glucose added at 1-min intervals between 12 and 50 hr to maintain sugar concentration in the fermentor at 1.5 to 2.0%; initial concentration: 2.8%. Inoculum and (NH4)2SO4 proportional to initial glucose: 10.7% glucose, continuous feed, 5% inoculum, 200 mg (NH4)2SO4/100 ml; 10.7% glucose, initial batch, 5% inoculum, 200 mg (NH4)2SO4/100 ml; 7.5% glucose, 4% inoculum, 160 mg (NH4)2SO4/100 ml; 5.4% glucose, 3% inoculum, 120 mg (NH4)2SO4/100 ml. Conditions: 0.5 v:v:min aeration 0 to 24 hr, 1.0 v:v:min aeration 24 to 72 hr; 200 rev/min agitation rate; pH 6.0; 33 C. acid Fumaric acid Amt ml/100 ml g/100 ml Yield % 6 7 8 10 12 10 5.8 6.1 6.3 6.2 6.8 6.2 4.6 5.0 4.3 3.4 3.5 3.7 700 681 435 532 435 322 2.7 2.8 1.6 1.8 1.4 1.1 59 56 37 53 40 30 6 7 8 5.3 5.7 6.0 10 8.2 9.3 7.4 6.8 7.0 6.3 1,036 1,188 1,020 1,162 1,000 850 3.9 4.6 3.5 3.2 4.1 2.6 48 50 47 47 59 41 5.6 7.8 7.5 7.4 6.8 6.7 64 74 76 67 69 73 7.0 9.0 71 80 10.0 91 8.3 8.1 65 65 76 10 12 13 13.5 6 7 8 10 12 10 5.2 4.5 5.4 5.7 5.8 5.8 8.8 10.5 9.9 11.0 9.9 9.2 1,305 1,750 1,729 1,715 1,628 1,635 6 7 8 10 12 10 4.0 4.1 4.7 5.7 5.8 5.7 9.9 11.3 11.0 12.7 12.5 11.9 1,575 2,020 2,318 1,900 1,925 1,980 6 7 8 10 12 10 4.0 4.0 4.1 5.7 5.8 5.3 10.1 12.0 12.2 13.0 13.0 13.3 1,452 1,868 2,130 2,100 2,040 2,172 10.3 8.7 9.1 62 70 74 79 67 68 8 4.0 5.8 6.2 4.4 12.7 13.2 13.3 13.9 2,004 2,010 1,932 2,190 8.8 9.0 8.4 10.1 69 68 63 73 4.0 4.3 12.8 15.1 1,920 2,280 8.9 10.5 70 70 10 12 13 13.5 10 12 13 13.5 13 13.5 16 123 g/lOO ml ml Total 0.1 N 10 16 96 Glucose consumed 16 16 72 pH 5.8 5.8 6.2 16 21 CaCOs 12 Yield ml 0.1 0.1 0.1 Fermentation results Fermentation conditions TABLE Time of fermenta- 3. Factors affecting calcium fumarate production 16 2. Effect of initial glucose concentration and continuous glucose addition on sodium fumarate production 11 10 12 10 13 8 16 10 9.1 6.3 8.4 9.0 Conditions: 0.5 v:v:min aeration; 300 rev/min agitation; 33 C; 180 mg (NH4)2SO4 supplied per 100 ml medium; 5% (v/v) inoculum. Downloaded from https://journals.asm.org/journal/am on 16 May 2022 by 37.132.183.104. 1962] RHODES, LAGODA, MISENHEIMER, SMITH, ANDERSON, AND JACKSON was observed in the flask experiments. Since the use of potassium hydroxide was not more successful in fermentations than was the use of sodium hydroxide (Table 1), inhibition of acid production apparently was more sensitive than was the inhibition of growth. The mold could be adapted with difficulty to tolerate greater concentrations of either sodium or potassium fumarate by successive transfer on media containing increasingly higher concentrations of the given salt. However, these characteristics were not sufficiently stable to provide a strain of 2582 which could be used in fermentations. Inhibition of fumarate formation occurred as the concentration of sodium or potassium fumarate approached 3 %. As shown in Table 1, the optimal pH range for fumarate production was 5.8 to 6.2. Fermentations employing alkali routinely were maintained at pH 6.0. A suitable temperature for this fermentation in fermentors, as in flasks, was about 33 C (Table 1). Yields of sodium fumarate obtained when different concentrations of glucose were supplied in fermentors are shown in Table 2. Continuous addition (each minute) of glucose did not significantly increase yields of fumarate compared to yields obtained from the same amount of glucose supplied in a single initial batch. However, a somewhat greater rate of sugar utilization was obtained with continuous feed. Sterile glucose was added dropwise from a 50 % solution through a solenoid valve actuated by a timing device. It was possible to predict the rate of sugar utilization and thus to maintain glucose concentrations in the fermentors within 0.5% over a 40- to 50-hr period until the desired total amount was supplied. Calcium fumarate production in 20-liter fermentors. A portion of the results of experiments on the production of calcium fumarate in 20-liter fermentors is summarized in Table 3. It is apparent that, as contrasted to sodium or potassium fumarate formation, highly efficient fermentative production of calcium fumarate was realized from a wide range of glucose concentrations. Yields of 65 g of fumaric acid from each 100 g of sugar fermented were obtained by the fermentation of glucose concentrations between 10 and 16 %. The optimal amount of nitrogen supplied as (NH4)2S04 was 34 to 42 mg per 100 ml of fermentation medium; the greater amount in the range often was most suitable when higher sugar levels were fermented or when smaller amount of inocula were employed. For brevity, only the results obtained by the use in the fermentation of 180 mg (NH4)2SO4 per 100 ml (38 mg N/100 ml) are included in Table 3. The rapidity of the fermentation can be noted from the data. The peak of acid production ordinarily occurred in the 24- to 48-hr fermentation period when 50 to 75 ml of 0.1 N acid per 100 ml of fermentation liquid were produced each hour. Conversion of glucose [VOL. 10 to fumaric acid sometimes approached 90 % during this period. As insoluble calcium fumarate accumulated, the medium became thick, not unlike thin mortar or plaster, and was thixotropic. Fermented media containing appreciable calcium fumarate almost immediately set to a gel on standing at room temperature but were quite fluid when agitated or heated. Sufficient calcium fumarate was present, during much of the fermentation of any of the sugar concentrations used, to thicken the fermentation medium appreciably. The mold growth was finely dispersed and intimately intermixed with calcium fumarate and, in incomplete stages, with CaCO3. This condition was indicative of effective fermentation. Diminution of efficiency in late stages of the fermentation suggests that the continuous presence of solids in the medium and the thickened consistency which developed with calcium fumarate accumulation may result in less effective aeration. Higher rates of air flow up to 1.0 v:v:min were beneficial in fermentations for the production of sodium fumarate, but rates greater than 0.5 v:v:min were not useful with the thicker medium encountered when calcium fumarate was formed. Agitation rates influence oxygen absorption more greatly than do aeration rates in fermentation media which contain particulate material (Brierley and Steel, 1959). A 300-rev/min agitation rate appeared optimal for calcium fumarate production, whereas a 200-rev/min rate with higher aeration rates was more effective for sodium fumarate production. Omission of baffles in the fermentors resulted in diminished fumaric acid production. The presence of baffles and the proper rate of agitation were essential both for TABLE 4. Production of calcium fumarate from commercial sugars and starches in shaken flasks Fumaric acid Carbohydrate fermented Type Re- maining Consumed g/100 ml g/1OO ml Commercial glu- 0.1 8.7 Total 0.1 N acid Proportion of total Yield ml/100 ml g/100 ml 1,324 5.8 76 67 1,150 4.9 73 61 1-1,162 4.9 72 61 -1,165 4.6 69 55 230 475 1,700 1,588 1.8 6.7 6.2 64 68 67 38 66 60 1,588 6.2 67 61 1,450 5.4 64 55 Amt acid cose No. 70 corn 1.4 8.0 sugar No. 80 corn 1.2 8.0 sugar lst Greens 2.6 8.4 10.1 0.9 Hydrol 5.0 4.8 Xylose Soluble starch 1.5 10.2 Batter process 1.7 10.4 starch Turbo - milled 1.0 10.1 starch Dextrin 2.6 9.9 Flask fermentation: 66-hr fermentation of sugars, 96-hr fermentation of starches, 5% inoculum. Downloaded from https://journals.asm.org/journal/am on 16 May 2022 by 37.132.183.104. 12 FUMARIC ACID PRODUCTION effective aeration and for the dispersal and maintenance of a suitable state of mold growth. The fermentor baffles were submerged in the medium, ending just under the liquid surface. A tendency was found for inoculum growth to adhere and to proliferate on baffle surfaces which extended above the medium. The approximate oxygen absorption rate in bisulfite under these conditions (0.5 v: v: min aeration, 300-rev/mmn agitation, pipe sparger, baffled fermentor) was previously determined to be 1.6 mM oxygen absorbed liter: min. The production of calcium fumarate in aerated fermentors was accompanied by the formation of a tenacious foam. When foam formed, it was extremely stable and appeared to be a rigid gel composed of liquid, air, mycelial strands, and solid particles of CaCO3 and calcium fumarate. This foam was difficult to control. Antifoam agents based on liquid fat were ineffective, possibly because of the formation of calcium soaps. Silicone antifoam agents were somewhat more efficacious but could not be relied upon for routine use. A polypropylene glycol, Polyglycol P2000,3 was used routinely for foam control with marked success. TABLE 5. Effect of ammonium sulfate concentration on calcium fumarate production from starch substrates in shaken flasks 0 _s Carbohydrate Total Carbohydrate source 0.1 Re0 U Amt g/100 g/loo % % 3.9 4.4 4.4 4.4 1,010 3.4 870 2.7 63 70 67 69 57 54 49 55 55 55 42 820 820 830 900 840 870 2.0 2.1 1.2 2.7 1.9 2.4 42 44 25 51 39 48 26 27 16 35 24 31 25 50 u 100 0 150 200 0.7 0.7 0.7 0.7 0.7 0.7 8.0 8.0 8.0 8.0 8.0 8.0 1,070 1,070 1,140 1,100 25 50 100 150 200 0.4 7.8 0.5 7.7 0.5 7.7 0.5 7.7 0.4 7.8 0.5 7.7 0 50 100 150 200 50 100 150 200 250 g/JOO Proportion of Yield acid mIlo ml/100 mnl 250 Soluble starch N ac id ml Wheat mash Batter process starch Cumed ingsue main- ml mg/100 ml Corn mash Fumaric acid utilization o 6.9 7.5 8.0 8.5 7.8 580 870 1,110 1,200 1,080 2.2 3.4 4.8 5.2 4.2 66 68 75 74 68 32 45 60 61 54 1.8 7.0 7.7 610 2.3 870 3.6 990 4.0 1,390 5.4 1,030 3.9 66 71 70 70 66 33 47 48 63 Flask fermentation: 90-hr 8.3 8.6 8.6 fermentation, 5% inoculum. A small quantity (50 ppm, v/v) was added to the fermentors before sterilization of the medium; this amount prevented foam formation during most of the fermentation. The manual addition at daily intervals of an additional 10 to 20 ppm sometimes was necessary during later stages of the fermentation. The pattern of acid formation in this fermentation is readily ascertained from the data in Table 3. The decreased yield of acid sometimes noted in samples taken at the end of the fermentations represents principally the correction applied for volume change in the fermentor. No actual measurement of the volume of liquid in the fermentor was possible during the fermentation. Concentration changes thus may have altered the apparent yields based on samples taken during the course of the fermentation. Final volumes of fermentation liquid were determined and the results for final samples corrected accordingly. At times, the entire fermentor contents were collected at completion of fermentation, measured, made to a corrected volume, and a sample then taken for analysis. Flask fermentations. The fermentation of molasses besides commercial dextrose was described in a previous publication (Rhodes et al., 1959). Brief trials were conducted to determine the feasibility of producing fumaric acid as the calcium salt by the fermentation of still other carbohydrates. The results are illustrated by the data shown in Table 4. With the exception of hydrol, these grain carbohydrate substrates were converted to fumaric acid with reasonable efficiency; it is possible that further adjustment of the fermentation medium would make them even more amenable to fermentation. Hydrol was not readily utilized, probably because of the high salt content resulting from neutralization of the acid used for starch hydrolysis. R. arrhizus strain NRRL 2582, in addition to utilizing glucose and sucrose readily, possesses an amylase 34 1.7 1.1 0.6 0.1 0.8 1.1 0.5 0.2 0.2 13 4.5 12 _ 2400 E Total Acid >10= 80 Glucose 1600 .% 6 ¢ \ EA" .Fumaric Acid O X E 0 4 2000-E 100 %~~~~~~~~80 go % Time, Hours FIG. 1. Calcium fumarate fermentation in 20-liter fermentors Downloaded from https://journals.asm.org/journal/am on 16 May 2022 by 37.132.183.104. 1962] RHODES, LAGODA, MISENHEIMER, SMITH, ANDERSON, AND JACKSON by which starches also were quite readily hydrolyzed and then fermented to form fumaric acid (Table 4). For efficient fermentative conversion of any carbohydrate substrate to fumaric acid, the supply of nitrogen mtust be restricted. R. arrhizus apparently has only limited proteolytic ability and thus can ferment efficiently commercial starch products which contain up to 3 % protein. Fermentation of whole corn or whole wheat mash was less efficient than was that of the starch fractions, probably because of the presence of excessive, available nitrogen. Starch substrates were thinned to make them fluid at fermentation temperatures. Mild acid hydrolysis was not suitable for this purpose when applied to starches which contained protein because the acid hydrolysis procedure made excessive nitrogen available to the mold and resulted in a diminished yield of product. Liquefaction of starch with enzymes was most satisfactory. A heat-stable commercial liquefying enzyme (Rhozyme DX or H-394) was used at recommended concentrations to produce a nearly water-thin liquid medium containing between 1 and 3 %s concentration of free glucose. The effect of varying nitrogen levels on the fermentation of starches (Table 5) indicates that less nitrogen was required when impure starch substrates were fermented than when relatively pure starches were used. DIscussIoN Fumaric acid can be produced efficiently by the fermentation of glucose with R. arrhizus in 20-liter fermentors. The fermentation followed a regular pattern. Initially, there was slow utilization of carbohydrate accompanied by the development of mycelial growth and initiation of acid production. A progressive increase in the rate of acid production and the virtual completion of mycelial development occurred between 12 and 24 hr. During the ensuing 24to 48-hr period, the duration depending on available sugar supply, acid production, and sugar utilization were nearly linear (Fig. 1). Subsequently, as the concentration of sugar diminished to less than 1 %o and as the CaCO3 was exhausted, the fermentation became more erratic and slowed considerably. Residual reducing action equal to 0.5 % glucose always was noted; it is not known whether this represented unfermented glucose or whether it resulted from the presence of other reducing material. Although a theoretical yield of fumaric acid from hexoses may be considered to be 64.4 % (mole of fumaric acid per mole of glucose fermented), the data indicate that during the most rapid phases of fermentation, nearly complete utilization of glucose carbon to form fumaric acid was obtained. Such rates of conI Rohm and Haas Company, Philadelphia, Pa. [VOL. 10 version occurred after mold growth was completed and may indicate the existence of a 2-carbon utilization pattern of the type established in bacteria by Kornberg and Krebs (1957). During the 24- to 48-hr interval after completion of growth, nearly 100% of the weight of glucose fermented appeared as fumaric acid. For example, in the fermentor trial shown graphically in Fig. 1, slightly more than 4 g of fumaric acid per 100 ml were formed from the fermentation of 4.2 g of glucose during the 36- to 48-hr period. Similarly, in another fermentor of the same run, 4.18 g of fumaric acid were formed from 3.87 g of glucose fermented. As may be noted from Table 3, these results were not unique; the weight yield of fumaric acid often exceeded 64.4 % during the most rapid phases of acid production although yields of fumaric acid for the fermentation as a whole were about 65 %. The formation of soluble fumarates was not practical. At very low glucose concentrations, reasonable conversion efficiencies sometimes were obtained in relatively short fermentation intervals; however, continuous addition of glucose did not alleviate the inhibition which became apparent as fumarate concentrations reached ca. 3 %. The development of a continuous fermentation to overcome fumarate inhibition probably would be difficult. Maintenance of sufficient vegetative mycelial growth in the fermentors would be especially troublesome with a nonseptate mold such as R. arrhizus because the mycelium, upon transfer to fresh medium, tends to increase in particle size and to form pellets without fragmentation. No extensive investigation was made of the recovery of fumaric acid from fermentation liquors. A system based on the recovery of fumaric acid as the relatively insoluble free acid (0.7 g per 100 ml) was tried. First, the pH of the medium was adjusted to 3.5 with HCl to destroy any residual CaCO3, and the calcium fumarate was put into solution with heat; calcium fumarate was not appreciably hydrolyzed at this pH. The mycelium which agglutinated during heating was separated readily by coarse filtration. Addition of HCl to the filtrate to ca. pH 2 resulted in a heavy precipitation of finely divided fumaric acid particles, which continued as cooling occurred. The relatively great differential in the solubility of fumaric acid at 100 C (9.8%) and 25 C (0.7 %) made possible the solution and recovery of fumaric acid from a minimal amount of water. A substantial amount of fumaric acid remained adherent to, or contained in, the heated mycelium after filtration. Most of this acid could be recovered by further washing and heating of the mycelium in the residual liquor from the initial fumaric acid precipitation. LITERATURE CITED BRIERLEY, M. R., AND R. STEEL. 1959. Agitation-aeration in submerged fermentation. II. Effect of solid disperse phase Downloaded from https://journals.asm.org/journal/am on 16 May 2022 by 37.132.183.104. 14 FUMARIC ACID PRODUCTION absorption in a fermentor. Appl. Microbiol. 7:57-61. DWORSCHACK, R. G., A. A. LAGODA, AND R. W. JACKSON. 1954. on oxygen Fermentor for small-scale submerged fermentations. Appl. Microbiol. 2:190-197. DWORSCHACK, R. G., A. A. LAGODA, AND R. W. JACKSON. 1956. The control and recording of pH in small-scale fermenta- tions. Proc. Instr. Soc. Am. 11:paper no. 56-17-1. KORNBERG, H. L., AND H. A. KREBS. 1957. Synthesis of cell 15 constituents from C2-units by a modified tricarboxylic acid cycle. Nature 179:988-991. RHODES, R. A., A. J. MOYER, M. L. SMITH, AND S. E. KELLEY. 1959. Production of fumaric acid by Rhizopus arrhizus. Appl. Microbiol. 7:74-80. SHAFFER, P. A., AND A. F. HARTMANN. 1921. The iodometric determination of copper and its use in sugar analysis. II. Methods for the determination of reducing sugars in blood, urine, milk and other substances. J. Biol. Chem. 45:365-390. Downloaded from https://journals.asm.org/journal/am on 16 May 2022 by 37.132.183.104. 1962]