See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/259484891
SPC and Process Capability Analysis – Case Study
Conference Paper · June 2009
CITATION
READS
1
5,149
2 authors:
Tatjana Sibalija
Majstorovic Vidosav
Metropolitan University
University of Belgrade
81 PUBLICATIONS 240 CITATIONS
86 PUBLICATIONS 306 CITATIONS
SEE PROFILE
SEE PROFILE
All content following this page was uploaded by Tatjana Sibalija on 31 December 2013.
The user has requested enhancement of the downloaded file. All in-text references underlined in blue are added to the original document
and are linked to publications on ResearchGate, letting you access and read them immediately.
International Journal ’’Total Quality Management & Excellence’’, Vol. 37, No. 1-2, 2009.
SPC AND PROCESS CAPABILITY ANALYSIS– CASE STUDY
UDC:
Tatjana V. ŠIBALIJA, Vidosav D. MAJSTOROVIĆ,
Faculty of Mechanical Engineering, University of Belgrade
Abstract: This paper presents one postulates of one of the most important quality engineering techniques
Statistical Process Control (SPC), embracing quality engineering tools: control charts and process
capability measurement. Their application is explained on a case study, which presents one part of Six
Sigma pilot project conducted in the observed manufacturing system.
Key Words: Statistical process control (SPC), control charts, process capability, Six Sigma.
1. INTRODUCTION
SPC implies application of statistical
methods for identification and control of special
causes of variation in the process. SPC presents a
set of control charts based on statistical
principles, which monitor the process behaviour
(via observed significant factors) and indicate
process behaviour changes in order to eliminate
the potential problem on time, before it occurs.
SPC program has two specific functions: (i)
as a monitor, to verify that process is under
control, or to indicate that a process is not in
control, based on interpretation of control-chart
abnormalities or other indicators; (ii) as a quality
improvement technique, for the purpose of
improving process capability [1].
Within SPC, control charts and capability
studies are the main tools used to describe
processes graphically. These two quality
engineering tools are explained in this paper, as
well as their application on a real case study.
2. SPC - BACKGROUND
Implementation of SPC for the observed
process/system is carried out according to the
following steps [2]:
1. Selection of quality characteristics / process
parameters (factors) relevant to the observed
product and/or process. Each control chart
follows the behaviour of the observed quality
characteristic with respect to process
parameters. Each point at the chart presents
characteristics of one sample, and it is
compared to prior points (measuring value
and distribution) in order to estimate the
process trend. Table 1. shows the instructions
for selection of the type of control chart
according to the nature of the quality
characteristic (attribute or numerical data) and
sample size. Data collection for attribute
control charts is faster and easier than for
numerical charts, but numerical control charts
are more eligible due to better quality of
information about the observed process. .
2. Quality of measuring system. In order to
provide reliable measurements of quality
characteristics, it is necessary to perform
measuring system analysis and approve
measuring system for measurement of the
observed
characteristics,
prior
to
implementation of SPC.
3. Initial data collection for control chart
formation. Prior to formation of control chart,
sampling plan must be determined at such
way to adequately represent the observed
characteristic of product and/or process and
initial measuring data must be collected.
Training of operators who will measure
characteristics and collect measuring data
must be properly performed.
4. Definition and documenting of OCAP (Out of
Control Plan Action). OCAP is the plan of
actions that must be carried out when the
observed characteristic is out of control. Each
control chart has its own OCAP. The purpose
of OCAP is to instruct the operator who
collects the measuring data how to react on
each particular problem that indicates out of
control condition.
5. Calculation of control limits is performed with
respect to the type of control chart.
Calculation of control Limits for X , R and
X , σ charts is explained in the section 2.1.
6. Estimation of control. After control chart
setup, it is possible to estimate weather the
process is statistically stable. The following
situations indicate that process is not
statistically stable:
• One or more points out of control limits;
• WER (Western Electric Rules) are special
rules indicating that process is not stable or
data are not correct (fig 1.), applicable only
for numerical data ( σ presents standard
deviation of the process with respect to the
observed characteristic):
International Journal ’’Total Quality Management & Excellence’’, Vol. 37, No. 1-2, 2009.
characteristic. If the same process is
performed on several machines, it is possible
to detect the machines (charts) with lower
capability with respect to the observed
characteristic and to react on time.
It is important to clarify two key terms in
SPC: (i) Variability: Each process contains
certain level of variability. Usual sources of
variation cause the variation within the process
but do not affect its stability, so the response is
predictable. Such process is called statistically
controlled (stable). Special sources of variation
affect the variation distribution, and in such case,
process response is not predictable until the
special causes of variation are detected and
eliminated. (ii) Sampling: SPC uses samples of
data in order to measure behaviour of the process
for the given moment of time. The goal is to
obtain maximum quality information with
minimum quantity of data. Appropriate sample
size and frequency of sampling is of the special
importance for proper implementation of SPC.
For the effective application of SPC,
following points should be thoroughly
considered: optimal sample size; control of
process characteristics rather than control of
product characteristics; control of numerical
characteristics
rather
than
attribute
characteristics; accurate measurements; regular
process control and stopping on time (before it
produces defective products).
- 7 consecutive points above or below average
value of characteristic ( X ),
- 7 consecutive points in ascending or
descending sequence (trend),
- 2 from 3 points in zones [–3σ ; –2σ] and [+
2σ ;o +3σ] (zone A),
- 4 from 5 points in zones [–2σ ; –σ] and [+ σ
; +2σ] (zone B),
- 15 points in zone [–σ ; + σ] (zone C),
- 8 points in zones [ –2σ ; –σ] and [+ σ ; +2σ]
(zone B) or bellow,
- 14 consecutive points alternating up-down.
• One or more individual values within the
observed sample out of specification limits.
7. Identification of the cause of instability by
data analysis. After detection of data that
show process instability, the cause of
instability could be found and eliminated by
following the responding OCAP. For the
considered point showing instability or out of
control condition, the cause and appropriate
action should be entered, from the list of
causes and actions in the OCAP.
8. Calculation of process capability indices (Cp
and Cpk), in order to perform benchmarking
and to compare with prior process behaviour
(aiming to continuously improve the process).
9. Process control and focus on chart
(characteristics) with low Cpk value. Control
charts with low Cpk value indicate possible
instability or out of control condition of
process, with respect to the observed
Table 1: Selection of the type of control charts [3].
Data type
Definition
Sample size
constant
Number of defects in unitAttribute data
product
variable
(continual and
Number of defective products constant sample size > 50
discrete values)
constant sample size > 50
Data
sample size =1
Numerical data
sample size <10
(continual values)
sample size ≥10
Type of control chart
"c" chart (number of defects)
"u" chart (defects per unit-product)
"np" chart
"p" chart (defective units portion)
X , Rm chart with moving range
X , R chart
X , σ chart
avergae characteristic
value in the sample
+3σ
zone A
+2σ
+σ
zone B
X
zone C
-σ
-2σ
zone B
-3σ
zone A
sample number
Figure 1. Allocation of zones at the control chart for numerical data, for the application of WER [3].
2
International Journal ’’Total Quality Management & Excellence’’, Vol. 37, No. 1-2, 2009.
2.1.1.
Control charts
Control charts are quality engineering tool,
used separately or within SPC to measure and
control process variation and detection of special
causes of variation.
Control charts are composed of sampling
results taken over time that are plotted as points
on charts. Different kinds of control charts
accommodate variable (continuous distributions)
or attribute (continual and discrete distributions)
sampling. Variable control charts are composed
of two graphs. The top graph monitors process
statistical location (the average sample measuring
value). It measures whether the process is
adjusted properly, comparing the calculated
process average to the nominal or target value.
The bottom graph monitors process variation
(range or standard deviation of the sample).
Attribute control charts are composed of only one
graph that monitors lot-to-lot variations in terms
of percent or number of nonconforming
(defective products or defects).
Depending of the sample size, X , R and X , σ
are the most commonly used control charts in
industrial practice. The first step in chart
formation is to determine the sample size and
frequency of sampling. Usual practice is to
consider smaller sample size and regular
sampling, since the purpose is to detect process
changes over time and not to disturb the regular
process realization. The second step implies
collecting of initial sampling data (approximately
20 samples). Based on initial data, the average
value and the range or standard deviation of
characteristic should be calculated.
If sample size is n ≤10 than X , R control chart
is formed and control limits are calculated
according to following [4]:
• for the average ( X ) chart:
- upper control limit: UCL = X + A2 R
- lower control limit: LCL = X - A2 R
• for the range ( R ) chart:
- upper control limit: URL = D4 R
- lower control limit: LRL = D3 R
where A2, D4 and D3 are coefficients which value
depends of the sample size, and R is average
value of ranges of all observed samples.
For sample size n >10 X , σ chart is
considered and control limits are calculated as
follows [4]:
• for the average ( X ) chart:
- upper control limit: UCL = X + A1 σ
- lower control limit: LCL = X - A1 σ
for the standard deviation ( σ )chart:
- upper control limit: URL = B4 σ
- lower control limit: LRL = B3 σ .
where A1, B4 and B3 are coefficients which value
depends of the sample size, and σ is average
value of standard deviations of all observed
samples.
•
2.1.2.
Process Capability
Capability studies are used to predict the
overall ability of a continuous distribution
(variable type) process to make products within
the required specifications. Capability indices
used to express process capability and
performance are [5]:
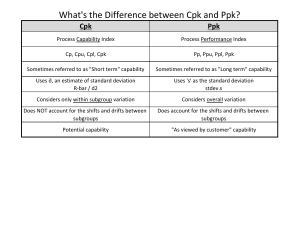
• Cp = Process Capability (simple and
straightforward
indicator
of
process
capability);
• Cpk = Process Capability Index (adjustment
of Cp for the effect of non-centred
distribution);
• Pp = Process Performance (a simple and
straightforward
indicator
of
process
performance);
• Ppk = Process Performance Index
(adjustment of Pp for the effect of noncentred distribution).
Mathematical formulations of the above
indices are:
Cp = Tolerance
6σ
Cpk = minimum { USL − X ; X − LSL }
3σ
3σ
where σ is standard deviation of process with
respect to the observed characteristic:
σ = R / d2
d2 is coefficient which depends on sample size,
6σ is natural process tolerance, Tolerance is
specification tolerance of the process (Tolerance
= USL – LSL, where USL is upper and LSL is
lower specification limit, with respect to the
observed characteristic (fig. 2.)).
Process with Cp = 1.0 or greater provides
response (products) that meet customer
specification, if process is centred in the middle
of the specification range. But, if average value
of the observed characteristic is changed than
distribution could be shifted so the process could
be shifted with respect to specifications. Cp does
not consider the location of the process, in
contrast to Cpk. Cpk presents the specification
width (USL – LSL) with respect to how well the
process spread is located about the target and the
specification limits. A Cpk=1.0 or greater implies
that a process which is in control is predictable
International Journal ’’Total Quality Management & Excellence’’, Vol. 37, No. 1-2, 2009.
found that vital defects are mainly related to
product characteristic - pot enamel thickness.
Ishikawa diagrams were used to analyse vital
defect and their main causes. They revealed that
the majority of the defects are related mainly to
sub-processes A5.2. – Base enamelling and
A.5.4. – Cover enamelling ([6]-[9]). Measuring
system analysis was performed in the Measure
phase: the observed measuring system used to
measure the most important product quality
characteristic - pot enamel thickness was found as
adequate for the observed measurements [10].
The analysis of process A5 - Automatic
enamelling was performed using SPC. Based on
two-weeks sample data for production performed
on Automat 2, X , R control charts were created
for base enamel thickness (fig. 3.) and for total
(base plus cover) enamel thickness (fig. 4.).
Sample size was 5 measurements at one part
(pot) and sampling frequency was 2 hours ([6][9]). Specification limits for base enamel
thickness are: LSL÷USL = 80÷120 µm ([8]-[9]),
and for total enamel thickness: LSL÷USL =
180÷300 µm ([7]). Control limits for both charts
were set according to the "6σ" requirements:
LCL/UCL = Average -/+ 3 σ ([4]).
From fig. 3 and fig. 4, following conclusions
could be drawn ([8]-[10]):
- data for base enamel thickness characteristic
are normally distributed (P<0.005),
- X , R chart for base enamel thickness is in
control (there are no points out of control
limits),
- process capability indices (Cp=Cpk=1.41,
Pp=1.5, Ppk=1.22) do not satisfy "6σ"
requirements: Cp, Cpk, Pp, Ppk > 2 ([4]);
- from capability histogram it is visible that
process was off-centre, with respect to base
enamel thickness;
- data for total enamel thickness are normally
distributed (P<0.005),
- X , R chart for total enamel thickness is out of
control; data at the chart are gathering into
two groups, with no visible criteria for their
distinguishing; this indicates dispersion
problem;
- process
capability
indices
(Cp=5.58,
Cpk=4.43, Pp=3.24, Ppk=2.57) are very good
and meet "6σ" requirements.
This indicated that process needs optimisation
with respect to base enamel thickness ([8]-[9])
and with respect to cover enamel thickness ([7]).
Since it was not possible to measure cover
enamel thickness directly, chart presented at fig.
4 shows data for total thickness, which includes
base and cover thickness.
over time, and it is capable to meet customer
specifications with respect to the observed
characteristic. For processes that are expected to
meet "6σ" requirements, minimal required value
is Cpk=2 and Cp=2 [4].
LSL
USL
6σ
Tolerance
Figure 2. Statistical presentation of process
capability.
In contrast to Cp and Cpk that are used for
short term, performance indices Pp and Ppk are
used for long term analysis. Cp and Cpk compute
the index with respect to the samples of data
(average values of the samples), while Pp and
Ppk take into account whole process (all
individual data within all samples). Standard
deviation for Ppk is calcuated as:
∑ (X − X
σ =
i
)2
i
N −1
where X is average value of characteristic, X i
is individual measuring value, N is total number
of measurements (i=1, .., N).
For both Ppk and Cpk the 'k' stands for
'centralizing facteur'- it assumes the index takes
into consideration the fact that data is maybe not
centred (hence, index shall be smaller). It is more
realistic to use Pp & Ppk than Cp & Cpk as the
process variation cannot be tempered with by
inappropriate subgrouping (samples). However,
Cp and Cpk can be very useful in order to know
if, under the best conditions, the process is
capable of fitting into the specifications or not.
The values for Cpk and Ppk will converge to
almost the same value when the process is in
statistical control, because the real standard
deviation and the sample standard deviation will
be identical [5].
3. CASE STUDY
The pilot-project Six Sigma, for the observed
manufacturing system, was conducted according
to DMAIC (Define-Measure-Analyse-ImproveControl) methodology. In the Define phase,
manufacturing system was mapped using IDEFO
method. In order to rank and analyse defect in the
manufacturing process A5 – Automatic
enamelling, Pareto analysis was performed. It
4
International Journal ’’Total Quality Management & Excellence’’, Vol. 37, No. 1-2, 2009.
Sample Mean
Xbar Chart
Capability Histogram
110
UCL=110,09
105
_
_
X=103,73
100
LCL=97,36
1
20
39
58
77
96
115
134
153
172
93
96
R Chart
102
108
111
114
20
_
R=11,03
10
0
LCL=0
1
20
39
58
77
96
115
134
153
172
90
100
Last 25 Subgroups
110
120
Capability Plot
112
Values
105
Normal Prob Plot
AD: 15,241, P: < 0,005
UCL=23,33
Sample Range
99
Within
Within
StDev 4,74309
Cp
1,41
Cpk 1,14
CCpk 1,41
104
Overall
StDev 4,44462
Pp
1,5
Ppk
1,22
Cpm *
Overall
96
Specs
170
175
180
Sample
185
190
Figure 3. X , R control chart for base enamel thickness [9].
Sample Mean
Xbar Chart
232
111111121111111112 2212
5 2 2 22 22
552 2 2 2
2 22 2
224
86
22
2 58
1 1111111 111 1 11 1
1
11111111111111111111 11 1111 1
1
1
1
216
1
20
39
58
Capability Histogram
11
1 11
1
88 115222222122 115552221 21222222 122221222222
8 5 2 6 5 2 2 2
2
2
8 8 6 22 2 62
2 2
86
77
96
22
2
1
1
1
1
11111111
1
8
115
8
8
134
153
UCL=232.36
_
_
X=227.56
LSL
Specifications
LSL 180
USL 300
LCL=222.75
172
192 208 224 240 256 272 288
R Chart
Normal Prob Plot
AD: 11.136, P: < 0.005
20
Sample Range
USL
UCL=17.62
_
R=8.33
10
2
2222222222
3
0
1
20
39
2 2222
58
LCL=0
77
96
115
134
153
172
200
Last 100 Subgroups
240
Capability Plot
240
Values
220
Within
StDev 3.58161
Cp
5.58
Cpk 4.43
225
210
Within
Overall
Overall
StDev 6.1671
Pp
3.24
Ppk 2.57
Cpm *
Specs
100
120
140
Sample
160
180
Figure 4. X , R control chart for total (base and cover) enamel thickness [7].
International Journal ’’Total Quality Management & Excellence’’, Vol. 37, No. 1-2, 2009.
Thus, data at chart presented at fig. 4 contain
variation of base and of cover enamel thickness.
Due to his fact, it is necessary first to optimise
the process A5 with respect to base enamel
thickness (optimisation of sub-process A5.2.) in
order to solve location problem (since previous
and current process is off-centre). Then,
optimisation of the process with respect to cover
enamel thickness (optimisation of sub-process
A5.4.) should be performed [2], [11]. The
purpose of such optimisation is to find optimal
process parameters setting (for both subprocesses A5.2. and A5.4) that meet
specifications for the target base and total enamel
thickness and to reduce variability of process
with respect to both characteristics.
6. CONCLUDING REMARKS
SPC and process capability analysis present
powerful means for the analysis of current and
previous process behaviour and they provide
information that serve as a basis for the process
improvement. Correct implementation of SPC
assures possibility to detect special causes of
process variation on time, in order to eliminate
them before generating defective products.
Process capability analysis entails comparing the
performance of a process against its
specifications, thus enabling analysis of previous
and current process performance, as well as
benchmarking. This is of special importance
when comparing previous or current process
performance with the process performance after
improvement.
SPC and process capability analysis are
inevitable steps in implementation of Six Sigma
methodology for the existing process and/or
system according to DMAIC cycle. Within the
scope of plot-project for the observed process
(A5 - Automatic enamelling) improvement
according to DMAIC methodology, SPC and
process capability analysis were used in Analyse
phase. Their application revealed the location
problem in sub-process A5.2 and dispersion
problem in sub-process A5.4.
In the Improve phase of DMAIC approach
DoE was used to identify the optimal settings of
critical-to-quality factors (process and enamel
parameters), for automatic enamelling process
[11]. By implementing the optimum parameters
into practices, it is expected that the process
performance will be improved, therefore
improving process robustness and capability. In
order to ensure sustainability, achieved results
will be followed through Control phase of
DMAIC approach. The improved data on
View publication stats
significant factors, as identified from the
experimental design, will be monitored and the
whole process will be documented to ensure that
improvements are maintained beyond the
completion of the pilot- project. The achieved
process improvements will be monitored and
verified in everyday practice by using control
charts and process capability analysis with
respect to base and total enamel thickness
characteristics.
REFERENCES
[1] Šibalija, T., Attaining Process Robustness through
Design of Experiment and Statistical Process Control,
Proceedings of the 11th CIRP International Conference
on Life Cycle Engineering – LCE 2004, pp.161–168,
Belgrade, 2004.
[2] Majstorović, V., Šibalija, T., Implementation of
SPC, Report on researches conducted in Six Sigma
pilot-project No.01.01.B. 2007/1, Faculty of
Mechanical Engineering, University of Belgrade,
2007 (on Serbian language).
[3] Majstorović V., Šibalija T, Soković M., Pavletić
D., Monograph: “Tempus ETIQUM – Six Sigma
Model and Application” - in progress (on Serbian
language).
[4] Pyzdek T., The Six Sigma Handbook, McGrawHill Companies, Inc, 2003.
[5] www.isixsigma.com
[6] Šibalija, T., Majstorović, V., Six Sigma
Methodology – Case Study, Proceedings of the 8th
International Conference on The Modern Information
Technology in the Innovation Processes of the
Industrial Enterprises–MITIP, pp.246-252, Budapest,
Hungary, 2006.
[7] Šibalija, T., Majstorović, V. Six Sigma
Methodology
Implementation
in
Serbian
Manufacturing enterprise, International Journal
’’Total Quality Management & Excellence’’, No.3,
Vol. 35, pp. 17-22, 200 7.
[8] Majstorović, V., Šibalija, T., An Application of
DMAIC Approach to Process Quality Improvement –
Case Study, Proceedings of IFAC Workshop on
Manufacturing, Modelling, Management and Control MIM 2007, Budapest, Hungary, 2007.
[9] Šibalija, T., Majstorović, V. An Application of
DMAIC Approach – Case Study from Serbia,
Proceedings of International Conference on Advances
in Production Management Systems–APMS 2008,
pp.120-126, Espoo, Finland, 2008.
[10] Šibalija, T., Majstorović, V., Measuring System
Analysis in Six Sigma methodology application – Case
Study, Proceedings of the 10th CIRP Seminar on
Computer Aided Tolerancing - CAT 2007, Erlangen,
Germany, 2007.
[11] Šibalija, T., Majstorović, V., (2007) An Example
of DoE Application For Automatic Enamelling
Process Improvement, International Journal ’’Total
Quality Management & Excellence’’, No.1-2, Vol.35,
pp.405-410, 2007.