Solutions
1
If copper (which has a melting point of 1085°C) homogeneously nucleates at 850°C, calculate
the critical radius given values of –1.77 × 109 J/m3 and 0.200 J/m2, respectively, for the latent
heat of fusion and the surface free energy.
Solution
This problem states that copper homogeneously nucleates at 849°C, and that we are to
calculate the critical radius given the latent heat of fusion (–1.77 ´ 109 J/m3) and the surface free
energy (0.200 J/m2). Solution to this problem requires the utilization of Equation 10.6 as
# 2 γ T &# 1 &
m(
r * = %% −
(%% T − T ((
ΔH
'
$
f '$ m
# (2)(0.200 J/m 2 ) (1085 + 273 K) &)
,
1
= %−
(+
.
9
3
−1.77 × 10 J/m
$
'* 1085°C − 850°C -
= 1.31 ´ 10-9 m = 1.31 nm
2
The kinetics of the austenite-to-pearlite transformation obey the Avrami relationship. Using the
fraction transformed–time data given here, determine the total time required for 95% of the
austenite to transform to pearlite:
Fraction Transformed
Time (s)
0.2
12.6
0.8
28.2
Solution
The first thing necessary is to set up two expressions of the form of Equation 10.17, and then
to solve simultaneously for the values of n and k. In order to expedite this process, we will rearrange
and do some algebraic manipulation of Equation 10.17. First of all, we rearrange as follows:
(
1 - y = exp - kt n
)
Now taking natural logarithms
ln (1 − y) = − kt n
or
€
− ln (1 − y) = kt n
which may also be expressed as
€
# 1
ln %
$1 −
&
( = kt n
y'
Now taking natural logarithms again, leads to
€
) # 1 &,
ln + ln %
(. = ln k + n ln t
* $ 1 − y '-
which is the form of the equation that we will now use. Using values cited in the problem statement,
€
the two equations are thus
ìï é 1 ù üï
ln í ln ê
ú ý = ln k + n ln (12.8)
îï ë1 - 0.2 û ïþ
ìï é 1 ù üï
ln í ln ê
ú ý = ln k + n ln (28.5)
ïî ë1 - 0.8 û ïþ
Solving these two expressions simultaneously for n and k yields n = 2.45 and k = 4.48 ´ 10-4.
Now it becomes necessary to solve for the value of t at which y = 0.95. One of the above
equations—viz
− ln (1 − y) = kt n
may be rewritten as
€
tn = −
And solving for t leads to
ln (1 − y)
k
€
# ln (1 − y) &1/n
t = %−
('
$
k
Now incorporating into this expression values for n and k determined above, the time required for 95%
€
austenite transformation is equal to
é ln (1 - 0.95) ù
t = ê-4 ú
ë 4.48 ´ 10 û
1/ 2.45
= 36.42 s
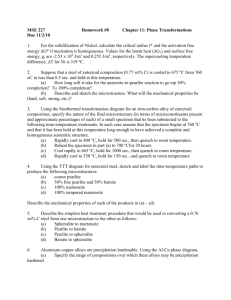
3
Using the isothermal transformation diagram for an iron–carbon alloy of eutectoid composition
(Figure 10.23), specify the nature of the final microstructure (in terms of microconstituents
present and approximate percentages of each) of a small specimen that has been subjected to the
following time–temperature treatments. In each case assume that the specimen begins at 760°C
(1033 K) and that it has been held at this temperature long enough to have achieved a complete
and homogeneous austenitic structure.
(a) Cool rapidly to 700°C (973 K), hold for 104 s, then quench to room temperature.
Solution
Below is Figure 10.23 upon which is superimposed the above heat treatment.
After cooling and holding at 700°C for 104 s, approximately 50% of the specimen has
transformed to coarse pearlite. Upon cooling to room temperature, the remaining 50% transforms to
martensite. Hence, the final microstructure consists of about 50% coarse pearlite and 50% martensite.
(b) Reheat the specimen in part (a) to 700°C (973 K) for 20 h.
Solution
Heating to 700°C for 20 h the specimen in part (a) will transform the coarse pearlite and
martensite to spheroidite.
(c) Rapidly cool to 600°C (873 K), hold for 4 s, rapidly cool to 448°C (721 K), hold for 10 s,
then quench to room temperature.
Solution
Below is Figure 10.23 upon which is superimposed the above heat treatment.
After cooling to and holding at 600°C for 4 s, approximately 50% of the specimen has
transformed to pearlite (medium). During the rapid cooling to 448°C no transformations occur. At
448°C we start timing again at zero time; while holding at 448°C for 10 s, approximately 50 percent of
the remaining unreacted 50% (or 25% of the original specimen) will transform to bainite. And upon
cooling to room temperature, the remaining 25% of the original specimen transforms to martensite.
Hence, the final microstructure consists of about 50% pearlite (medium), 25% bainite, and 25%
martensite.
(d) Cool rapidly to 398°C (671 K), hold for 2 s, then quench to room temperature.
Solution
Below is Figure 10.23 upon which is superimposed the above heat treatment.
After cooling to and holding at 400°C for 2 s, no of the transformation begin lines have been
crossed, and therefore, the specimen is 100% austenite. Upon cooling rapidly to room temperature, all
of the specimen transforms to martensite, such that the final microstructure is 100% martensite.
(e) Cool rapidly to 398°C (671 K), hold for 20 s, then quench to room temperature.
Solution
Below is Figure 10.23 upon which is superimposed the above heat treatment.
After cooling and holding at 400°C for 20 s, approximately 40% of the specimen has
transformed to bainite.
Upon cooling to room temperature, the remaining 60% transforms to
martensite. Hence, the final microstructure consists of about 40% bainite and 60% martensite.
(f) Cool rapidly to 398°C (671 K), hold for 200 s, then quench to room temperature.
Solution
Below is Figure 10.23 upon which is superimposed the above heat treatment.
After cooling and holding at 400°C for 200 s, the entire specimen has transformed to bainite.
Therefore, during the cooling to room temperature no additional transformations will occur. Hence, the
final microstructure consists of 100% bainite.
(g) Rapidly cool to 575°C (848 K), hold for 20 s, rapidly cool to 350°C (623 K), hold for 100
s, then quench to room temperature.
Solution
Below is Figure 10.23 upon which is superimposed the above heat treatment.
After cooling and holding at 575°C for 20 s, the entire specimen has transformed to fine
pearlite. Therefore, during the second heat treatment at 350°C no additional transformations will occur.
Hence, the final microstructure consists of 100% fine pearlite.
(h) Rapidly cool to 250°C (523 K), hold for 100 s, then quench to room temperature in water.
Reheat to 315°C (588 K) for 1 h and slowly cool to room temperature.
Solution
Below is Figure 10.23 upon which is superimposed the above heat treatment.
After cooling and holding at 250°C for 100 s, no transformations will have occurred—at this
point, the entire specimen is still austenite. Upon rapidly cooling to room temperature in water, the
specimen will completely transform to martensite. The second heat treatment (at 315°C for 1 h)—not
shown on the above plot—will transform the material to tempered martensite. Hence, the final
microstructure is 100% tempered martensite.
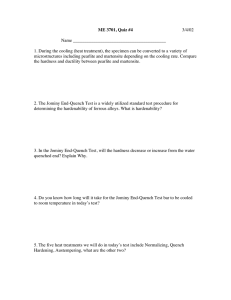
4
Figure 10.40 shows the continuous cooling transformation diagram for a 1.13 wt% C iron–
carbon alloy. Make a copy of this figure and then sketch and label continuous cooling curves to
yield the following microstructures:
(a) Fine pearlite and proeutectoid cementite
(b) Martensite
(c) Martensite and proeutectoid cementite
(d) Coarse pearlite and proeutectoid cementite
(e) Martensite, fine pearlite, and proeutectoid cementite
Solution
Below is shown a continuous cooling transformation diagram for a 1.13 wt% C iron–carbon
alloy, with continuous cooling paths that will produce (a) fine pearlite and proeutectoid cementite;
(b) martensite; (c) martensite and proeutectoid cementite; (d) coarse pearlite and proeutectoid
cementite; and (e) martensite, fine pearlite, and proeutectoid cementite.
5
Briefly describe the simplest heat treatment procedure that would be used in converting a 0.76
wt% C steel from one microstructure to the other, as follows:
(a) Spheroidite to tempered martensite
(b) Tempered martensite to pearlite
(c) Bainite to martensite
(d) Martensite to pearlite
(e) Pearlite to tempered martensite
(f) Tempered martensite to pearlite
(g) Bainite to tempered martensite
(h) Tempered martensite to spheroidite
Solution
In this problem we are asked to describe the simplest heat treatment that would be required to
convert a eutectoid steel from one microstructure to another. Figure 10.28 is used to solve the several
parts of this problem.
(a) For spheroidite to tempered martensite, austenitize at a temperature of about 760°C, quench to room
temperature at a rate greater than about 140°C/s, then isothermally heat at a temperature between 250
and 650°C.
(b) For tempered martensite to pearlite, austenitize at a temperature of about 760°C, then cool to room
temperature at a rate less than about 35°C/s.
(c) For bainite to martensite, first austenitize at a temperature of about 760°C, then quench to room
temperature at a rate greater than about 140°C/s.
(d) For martensite to pearlite, first austenitize at a temperature of about 760°C, then cool to room
temperature at a rate less than about 35°C/s.
(e) For pearlite to tempered martensite, first austenitize at a temperature of about 760°C, then rapidly
quench to room temperature at a rate greater than about 140°C/s, then isothermally heat treat (temper)
at a temperature between 250 and 650°C.
(f) For tempered martensite to pearlite, first austenitize at a temperature of about 760°C, then cool to
room temperature at a rate less than about 35°C/s.
(g) For bainite to tempered martensite, first austenitize at a temperature of about 760°C, then rapidly
quench to room temperature at a rate greater than about 140°C/s, then isothermally heat treat (temper)
at a temperature between 250 and 650°C.
(h) For tempered martensite to spheroidite simply heat at about 700°C for approximately 20 h.
6
Is it possible to produce an iron–carbon alloy that has a minimum tensile strength of 690 MPa
and a minimum ductility of 50%RA? If so, what will be its composition and microstructure
(coarse and fine pearlites and spheroidite are alternatives)? If this is not possible, explain why.
Solution
This problem asks if it is possible to produce an iron–carbon alloy that has a minimum tensile
strength of 690 MPa and a minimum ductility of 50%RA. If such an alloy is possible, its composition
and microstructure are to be stipulated.
From Equation 6.20, this tensile strength corresponds to a Brinell hardness of
HB =
TS (MPa) 690 MPa
=
= 200
3.45
3.45
According to Figures 10.30a and b, the following is a tabulation of the composition ranges for fine and
€
coarse pearlites and spheroidite that meet the stipulated criteria.
Microstructure
Compositions for
HB ³ 200
Compositions for
%RA ³ 50%
Fine pearlite
> 0.45 %C
< 0.47 %C
Coarse pearlite
> 0.7 %C
< 0.54 %C
Spheroidite
not possible
0-1.0 %C
Therefore, only fine pearlite has a composition range overlap for both of the hardness and ductility
restrictions; the fine pearlite would necessarily have to have a carbon content between 0.45 and 0.47
wt% C.
7
(a) List the four classifications of steels. (b) For each, briefly describe the properties and typical
applications.
Solution
This question asks that we list four classifications of steels, and, for each, to describe
properties and cite typical applications.
Low Carbon Steels
Properties: nonresponsive to heat treatments; relatively soft and weak; machinable and weldable.
Typical applications: automobile bodies, structural shapes, pipelines, buildings, bridges, and tin cans.
Medium Carbon Steels
Properties: heat treatable, relatively large combinations of mechanical characteristics.
Typical applications: railway wheels and tracks, gears, crankshafts, and machine parts.
High Carbon Steels
Properties: hard, strong, and relatively brittle.
Typical applications: chisels, hammers, knives, and hacksaw blades.
High Alloy Steels (Stainless and Tool)
Properties: hard and wear resistant; resistant to corrosion in a large variety of environments.
Typical applications: cutting tools, drills, cutlery, food processing, and surgical tools.
8
Compare gray and malleable cast irons with respect to (a) composition and heat treatment, (b)
microstructure, and (c) mechanical characteristics.
Solution
This question asks us to compare various aspects of gray and malleable cast irons.
(a) With respect to composition and heat treatment:
Gray iron—2.5 to 4.0 wt% C and 1.0 to 3.0 wt% Si. For most gray irons there is no heat
treatment after solidification.
Malleable iron—2.5 to 4.0 wt% C and less than 1.0 wt% Si. White iron is heated in a
nonoxidizing atmosphere and at a temperature between 800 and 900°C (1073 and 1173 K) for an
extended time period.
(b) With respect to microstructure:
Gray iron—Graphite flakes are embedded in a ferrite or pearlite matrix.
Malleable iron—Graphite clusters are embedded in a ferrite or pearlite matrix.
(c) With respect to mechanical characteristics:
Gray iron—Relatively weak and brittle in tension; good capacity for damping vibrations.
Malleable iron—Moderate strength and ductility.
9
Why must rivets of a 2017 aluminum alloy be refrigerated before they are used?
Solution
Rivets of a 2017 aluminum alloy must be refrigerated before they are used because, after
being solution heat treated, they precipitation-harden at room temperature.
hardened, they are too strong and brittle to be driven.
Once precipitation-
10
The following is a list of metals and alloys:
Plain carbon steel
Magnesium
Brass
Zinc
Gray cast iron
Tool steel
Platinum
Aluminum
Stainless steel
Tungsten
Titanium alloy
Select from this list the one metal or alloy that is best suited for each of the following applications, and
cite at least one reason for your choice:
(a) The block of an internal combustion engine
(b) Condensing heat exchanger for steam
(c) Jet engine turbofan blades
(d) Drill bit
(e) Cryogenic (i.e., very low temperature) container
(f) As a pyrotechnic (i.e., in flares and fireworks)
(g) High-temperature furnace elements to be used in oxidizing atmospheres
Solution
(a) Gray cast iron would be the best choice for an engine block because it is relatively easy to cast, is
wear resistant, has good vibration damping characteristics, and is relatively inexpensive.
(b) Stainless steel would be the best choice for a heat exchanger to condense steam because it is
corrosion resistant to the steam and condensate.
(c) Titanium alloys are the best choice for high-speed aircraft jet engine turbofan blades because they
are light weight, strong, and easily fabricated very resistant to corrosion. However, one drawback is
their cost.
(d) A tool steel would be the best choice for a drill bit because it is very hard retains its hardness at
high temperature and is wear resistant, and, thus, will retain a sharp cutting edge.
(e)
For a cryogenic (low-temperature) container, an aluminum alloy would be the best choice;
aluminum alloys have an FCC crystal structure, and therefore, are ductile at very low temperatures.
(f) As a pyrotechnic in flares and fireworks, magnesium is the best choice because it ignites easily and
burns readily in air with a very bright flame.
(g)
Platinum is the best choice for high-temperature furnace elements to be used in oxidizing
atmospheres because it is very ductile, has a relatively very high melting temperature, and is highly
resistant to oxidation.
11
Give the approximate minimum temperature at which it is possible to austenitize each of the
following iron–carbon alloys during a normalizing heat treatment: (a) 0.25 wt% C, (b) 0.75 wt%
C, and (c) 0.90 wt% C.
Solution
(a) For 0.25 wt% C, heat to at least 885°C (1158 K) since the A3 temperature is 830°C (1103 K).
(b) For 0.75 wt% C, heat to at least 790°C (1063 K) since the A3 temperature is 735°C (1008 K).
(c) For 0.90 wt% C, heat to at least 820°C (1093 K) since the Acm temperature is 765°C (1038 K).
12
What influence does the presence of alloying elements (other than carbon) have on the shape of
a hardenability curve? Briefly explain this effect.
Solution
The presence of alloying elements (other than carbon) causes a much more gradual decrease in
hardness with position from the quenched end for a hardenability curve. The reason for this effect is
that alloying elements retard the formation of pearlitic and bainitic structures which are not as hard as
martensite.