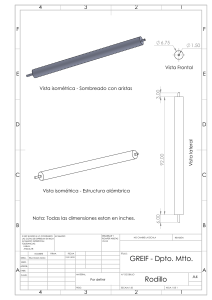
UNIVERSIDAD NACIONAL JORGE BASADRE GRHOMANN ESCUELA ACADEMICO PROFESIONAL DE INGENIERIA MECANICA – UNJBG CURSO: DIBUJO MECANICO I PRACTICA DIRIGIDA Nº 8 TOLERANCIAS GEOMETRICAS I – COMPETENCIAS - Estudio de la teoría de acabado superficial, Ra; Rz Conocer la simbología para indicar el acabado superficial en los planos. Conocer la simbología para la orientación de la rugosidad Conocer el equipo necesario que nos permite medir la rugosidad II – MARCO TEORICO 2.1 DEFINICIONES BASICAS Rugosidad Ra. - Llamada también aspereza, escabrosidad, rugosidad media, aspereza media, desviación aritmética media o rugosidad micro geométrica, es la huella que se produce en la superficie de los componentes como consecuencia de los procesos de elaboración. Es la rugosidad adoptada por la ISO y, corresponde a la media aritmética de las alturas, en valor absoluto, comprendidas entre el perfil medido y el perfil medio. Se mide en Micras. Rugosidad Rz.- Corresponde a la altura promedio de las irregularidades del perfil en 10 puntos y se calculan determinando la media aritmética de las desviaciones del perfil, es decir la media de los valores absolutos de las alturas de las “5” crestas del perfil más altas y de las profundidades de los “5” valles del perfil más bajo, dentro de la longitud básica. 2.2. SIMBOLOGIA PARA INDICAR EL ACABADO SUPERFICIAL EN LOS PLANOS SIMBOLOGIA DESCRIPCION Una superficie especificada como en la Figura 8.3 a puede ser obtenida por cualquier método de producción. El valor numérico o el grado de rugosidad indicado en el símbolo de acabado superficial es el máximo valor admisible de la rugosidad superficial. Una superficie especificada como en la Figura puede ser obtenida por arranque de material por maquinado. Se consideran procesos con arranque de material: aserrado, taladrado, torneado, fresado, rectificado, mandrinado, etc. Una superficie especificada como en la Figura puede ser obtenida sin arranque de material. Se consideran procesos sin arranque de material: forja, extrusión, laminado, doblado o plegado, embutición, etc. Cuando se necesita escribir los limites admisibles de la rugosidad, se hace tal como se muestra en la figura, situando el límite superior a1 encima del límite inferior a2 © Ing° Avelino Pari Pinto – Docente Responsable del Curso – 09/2020 UNIVERSIDAD NACIONAL JORGE BASADRE GRHOMANN ESCUELA ACADEMICO PROFESIONAL DE INGENIERIA MECANICA – UNJBG 2.3. VALORES NUMERICOS O GRADOS DE RUGOSIDAD 2.5 APLICACIÓN DE LAS CLASES DE RUGOSIDAD RUGOSIDAD N1 N2 N3 N4 N5 N6 N7 N8 N9 APLICACION Espejos. Bloques patrón Planos de apoyo de relojes comparadores Herramientas de precisión. Cojinetes superacabados. Acoplamientos estancos de alta presión en movimiento alternativo. Superficies bruñidas de retención sin retén. Soportes de cigüeñales y árboles de levas. Pies de válvulas. Superficies de cilindros de bombas hidráulicas. Cojinetes lapeados. Pernos de árboles para rotores de turbina, reductores… Árboles acanalados. Superficie exterior de pistones. Acoplamientos efectuados a presión. Asientos de válvulas… Tambores de freno. Agujeros brochados. Cojinetes de bronce. Dientes de engranaje. Superficies de piezas deslizantes, como patines y sus guías. Caras de engranajes. Árboles y orificios de engranajes. Cara de émbolo. Pernos y cojinetes para transmisión (montaje a mano). Superficies de acoplamiento de partes fijas desmontables. Superficies laterales de retención con retenes normales. 2.6 EQUIVALENCIA DE CON NORMA DIN 140 RUGOSIDAD,[µm] 50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025 CLASE DE RUGOSIDAD N 12 N 11 N 10 N9 N8 N7 N6 N5 N4 N3 N2 N1 EQUIVALENCIA DIN 140 APLICACIONES/DENOMINACION Forja, fundición, estampado Procesos de desbaste con arranque basto de viruta Torneado fino, escariado, rectificado, brochado Escariado, rectificado, esmerilado Rectificado fino, bruñido Lapeado © Ing° Avelino Pari Pinto – Docente Responsable del Curso – 09/2020 UNIVERSIDAD NACIONAL JORGE BASADRE GRHOMANN ESCUELA ACADEMICO PROFESIONAL DE INGENIERIA MECANICA – UNJBG III – DESARROLLO 1 – Dibujar en una hoja A4 a escala 1:2 el componente mecánico y dar lectura a los siguientes puntos: a) Lectura a la simbología ubicada en la parte superior derecha b) Lectura o interpretación de a la simbología de acabado superficial indicado en la VF del plano. LECTURA: a) …………………………………………………………………………………………………………………………………………………………………………… ………………………………………………………………………………………………………………………………………………………………………… b) ……………………………………………………………………………………………………………………………………………………………………. © Ing° Avelino Pari Pinto – Docente Responsable del Curso – 09/2020 UNIVERSIDAD NACIONAL JORGE BASADRE GRHOMANN ESCUELA ACADEMICO PROFESIONAL DE INGENIERIA MECANICA – UNJBG 2. – Dibujar, el componente mecánico “BASE INFERIOR”, a escala 1:1, e interpretar tolerancias lineales, geométricas y acabados superficiales. Para ello tener en cuenta los siguientes parámetros: a) Estilo de Texto: Componente 2; Tamaño de texto: 2.5; Fuente: Verdana b) Estilo de acotación: Componente 2; tamaño de flechas: 3.5; Desface del origen: 2; Líneas salientes después de la línea de cota: 2. Usar “Override ” para las cotas con tolerancias lineales: deviation: Superior: Valor; Inferior: 0 c) Altura del símbolo de acabado superficial: 5 y 8 mm. © Ing° Avelino Pari Pinto – Docente Responsable del Curso – 09/2020 UNIVERSIDAD NACIONAL JORGE BASADRE GRHOMANN ESCUELA ACADEMICO PROFESIONAL DE INGENIERIA MECANICA – UNJBG 2- Dibujar el componente mecánico “Matriz” a escala 1:1 e interpretar la simbología de tolerancias y acabado superior. Usar los mismos parámetros de “Base Inferior” © Ing° Avelino Pari Pinto – Docente Responsable del Curso – 09/2020 UNIVERSIDAD NACIONAL JORGE BASADRE GRHOMANN ESCUELA ACADEMICO PROFESIONAL DE INGENIERIA MECANICA – UNJBG 4 – Dibujar en una hoja A4 a escala 1:2 el componente mecánico y dar lectura a los siguientes puntos: a) Lectura a la simbología ubicada en la parte superior derecha b) Lectura o interpretación de a la simbología de acabado superficial indicado en la VF del plano. © Ing° Avelino Pari Pinto – Docente Responsable del Curso – 09/2020