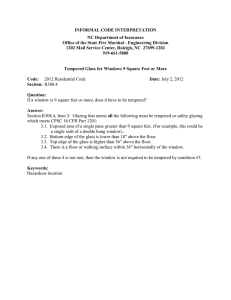
ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ Contents lists available at ScienceDirect ISA Transactions journal homepage: www.elsevier.com/locate/isatrans Research Article Sliding mode controllers for a tempered glass furnace Naif B. Almutairi n, Mohamed Zribi Electrical Engineering Department, College of Engineering and Petroleum, Kuwait University, P.O. Box 5969, Safat 13060, Kuwait art ic l e i nf o a b s t r a c t Article history: Received 2 January 2015 Received in revised form 5 October 2015 Accepted 5 November 2015 This paper investigates the design of two sliding mode controllers (SMCs) applied to a tempered glass furnace system. The main objective of the proposed controllers is to regulate the glass plate temperature, the upper-wall temperature and the lower-wall temperature in the furnace to a common desired temperature. The first controller is a conventional sliding mode controller. The key step in the design of this controller is the introduction of a nonlinear transformation that maps the dynamic model of the tempered glass furnace into the generalized controller canonical form; this step facilitates the design of the sliding mode controller. The second controller is based on a state-dependent coefficient (SDC) factorization of the tempered glass furnace dynamic model. Using an SDC factorization, a simplified sliding mode controller is designed. The simulation results indicate that the two proposed control schemes work very well. Moreover, the robustness of the control schemes to changes in the system's parameters as well as to disturbances is investigated. In addition, a comparison of the proposed control schemes with a fuzzy PID controller is performed; the results show that the proposed SDC-based sliding mode controller gave better results. & 2015 ISA. Published by Elsevier Ltd. All rights reserved. Keywords: Sliding mode control Temperature control Furnace system Tempered glass State-dependent form 1. Introduction This paper deals with the temperature control of a glass furnace system which is used in the tempered glass production. Tempered glass is a safety glass processed by a controlled thermal or chemical treatment to increase its strength compared with the ordinary (or annealed) glass. In general, tempered glass is about four times stronger than the normal glass. This property of tempered glass causes the broken glass to crumble into small granular chunks rather than splintering into jagged shards. As a result of its strength, tempered glass is used in environments where safety is an important issue. Applications of tempered glass include the side and the rear windows of vehicles, entrance doors, shower and tub enclosures, racquetball courts, patio furniture, microwave ovens and skylights, etc. [1]. Tempered glasses can be made from annealed glass via a thermal tempering process. In the thermal tempering process of ordinary glass, first the glass must be cut into the desired size. Then, the glass is examined for imperfections that could cause the breakage at any step during the tempering process. Next, the glass begins a heat treatment process in which it travels through a tempering furnace either in a batch or in a continuous feed. The furnace heats the glass to a temperature above 600 [K]. After that, n Corresponding author. Tel.: þ 965 2498 5845; fax: þ965 2481 7451. E-mail address: naif.ku@ku.edu.kw (N.B. Almutairi). the glass undergoes a high-pressure cooling procedure called quenching. During this process, which lasts few seconds, a highpressure air blasts the surface of the glass from an array of nozzles in varying positions. The air cools the outer surfaces of the glass quicker than the center. As the center of the glass cools, it tries to pull back from the outer surfaces. As a result, the center remains in tension, and the outer surfaces go into compression, which gives the tempered glass its strength. Another approach for making tempered glass is chemical tempering. In this tempering method, various chemicals exchange ions on the surface of the glass in order to create compression. But because of its higher cost when compared to the tempering method using furnaces and quenching, chemical tempering is not widely used [1]. The temperature control task in the tempered glass manufacturing process is the main part in the production process of tempered glass and it has an important influence on the quality of the products. Therefore, to produce tempered glass with a high quality, temperature in the glass tempering furnace must be controlled very well. Inadequate temperature control in the tempering process will lead to some product defects. Thus, in order to successfully control the temperature in the tempered furnace, the glass must be heated to a given temperature quickly. In addition, the temperature difference between the various parts of the glass surface must be very small, i.e., the glass surface must be heated evenly. In the tempered glass furnace industry, the widely used controller for temperature control is the conventional PI controller. http://dx.doi.org/10.1016/j.isatra.2015.11.005 0019-0578/& 2015 ISA. Published by Elsevier Ltd. All rights reserved. Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i 2 N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ Recent implementations of fuzzy logic controllers in temperature control of tempered glass furnace can be found in [2]. A nonlinear feedback linearization controller applied to a tempered glass furnace is given in [3], while an application of a sliding mode controller to the temperature control problem of a tempered furnace is given in [4]. During the last few decades, sliding mode control has received significant interest and has become a well-established research area with a great potential for practical applications. Sliding mode control can be applied to different types of systems provided that a mathematical model of the controlled process is available. The theoretical development aspects of SMC are well documented in the literature (for example see [5]). The discontinuous nature of the control action in SMC is claimed to result in outstanding robustness features including insensitivity to parameter variations and rejection of disturbances for both system stabilization and system tracking problems. In addition, the sliding mode control technique provides a systematic approach to the problem of maintaining stability and good performance in the face of modelling uncertainty. The following paragraph highlights the results of some applications of the sliding mode control technique to different types of chemical processes. In [6,7], the application of dynamic sliding mode controllers to a continuously stirred tank reactor are proposed. In [8], a sliding mode controller applied to an industrial high temperature furnace is proposed; a linear low-order mathematical model of the furnace is used in the design of this controller. Applications of sliding mode controllers based on a first-order plus dead-time model of some chemical processes are proposed in [9– 11]; the authors used a mixing tank process and a chemical rector as examples in their works. Another sliding mode controller based on first-order plus dead-time model of a temperature control of a water tank system is proposed in [12]. In [13], the application of a sliding mode controller based on a first-order plus dead-time model is applied to an isolated chemical reactor. A sliding mode controller based on a second-order plus dead-time model is applied to some chemical processes in [14]. A fuzzy sliding mode controller applied to chemical processes is proposed in [15]. A high-order sliding mode scheme is used to control a chemical rector in [16]. Another high-order sliding mode controller is used to regulate the temperature of a heat exchanger process in [17]. Recently, the sliding mode control technique is applied to tubular a photo-bioreactor [18] and to a solar power plant [19]. In the following, we survey some of the work on temperature control of furnaces. Several researchers investigated the problem of controlling the temperatures in different types of furnaces. A hybrid supervisory control system is designed for an industrial reheat furnace in [20]. This hybrid controller can replace the experienced operator in choosing the best temperature set-point value at each operating point of the furnace. Another hybrid intelligent controller applied to a shaft furnace is proposed in [21]. The proposed control scheme consists of six controllers, namely a pre-setting controller, a feedback controller, a prediction controller, a prediction based feedforward controller, and a fault diagnosis fault tolerant controller. A multi-mode intelligent controller is proposed in [22]; the controller is a combination of fuzzy control, bang-bang control, feedforward control, expert control and PID control. An adaptive controller used to control the temperature of a solar furnace is proposed in [23]. A feedback linearization scheme based on generalized predictive control for a solar furnace is proposed in [24]; the implementation results are given in [25]. A predictive control scheme applied to a rotary furnace is presented in [26]. The application of a nonlinear model predictive controller to an induction heating furnace can be found in [27]. The design and implementation of a control system applied to a vacuum diffusion furnace is proposed in [28]. The proposed control scheme consists of four controllers, namely a temperature PID controller, a gas flow tracking controller, a tracking controller and a furnace vacuum PI controller. Moreover, a cascaded PID controller design for the heating furnace temperature control problem is proposed in [29]. In this paper, we propose two sliding mode controllers to control the temperatures of a glass furnace which is used in tempered glass production. The main objectives in this work is to improve the current performance of the controlled tempered glass furnace, and to show that more sophisticated control schemes like SMC can be applied to chemical processes. The paper is organized as follows. The dynamic model of the tempered glass furnace system is presented in Section 2. The design of the first sliding mode controller is presented in Section 3. The design of the second sliding mode controller (the SDC-based) is developed in Section 4. The simulation results are presented and discussed in Section 5. A comparison of the proposed controllers with a fuzzy PID controller is presented in Section 6. Finally the conclusion is given in Section 7. Sometimes, the arguments of a function will be omitted in the analysis when no confusion can arise. 2. Dynamic model of the tempered glass furnace Fig. 1 depicts a schematic diagram of a typical horizontal radiative furnace which is used for tempered glass production. Assuming that the temperature in the whole of the glass and the upper and lower walls changes uniformly and that the conductive heat transfer is negligible, the dynamic model of this radiative furnace can be written as [4], T_ p ðtÞ ¼ a1 ðT 4w ðtÞ T 4p ðtÞÞ h i T_ w ðtÞ ¼ a2 T 4w ðtÞ F wp T 4p ðtÞ ð1 F wp ÞT 4B ðtÞ þ αPðtÞ T_ B ðtÞ ¼ a3 ðT 4w ðtÞ T 4B ðtÞÞ ð1Þ where T p ðtÞ, T w ðtÞ and T B ðtÞ are the absolute temperatures of the glass plate, the upper wall and the lower wall, respectively; the unit of these temperatures is Kelvin [K]. It is worth mentioning that the Kelvin scale is an absolute measurement scale for temperatures. Thus, the absolute temperature of the glass plate, the upper wall and the lower wall are all positive quantities. The input electric power (in Watts) is PðtÞ. The parameters of the system a1 , a2 and a3 are as follows, a1 ¼ βσ F wp Aw a2 ¼ ασ Aw a3 ¼ ασ Aw ð1 F wp Þ ð2Þ where σ is the Stefan–Boltzmann constant and it is equal to 5:6697 10 8 W=m2 U K4 ; Aw is the area of the wall (in m2); F wp is the shape factor between the upper wall and the plate; α and β are the warming rates of the walls and the plate respectively. Define the following state and input variables as follows, x1 ðtÞ ¼ T p ðtÞ x2 ðtÞ ¼ T w ðtÞ x3 ðtÞ ¼ T B ðtÞ uðtÞ ¼ PðtÞ ð3Þ Let xðtÞ ¼ x1 ðtÞ x2 ðtÞ x3 ðtÞ . Then, the dynamic model of the tempered glass furnace system can be written as follows, x_ 1 ðtÞ ¼ a1 ðx42 ðtÞ x41 ðtÞÞ x_ 2 ðtÞ ¼ a2 ðx42 ðtÞ F wp x41 ðtÞ ð1 F wp Þx43 ðtÞÞ þ αuðtÞ x_ 3 ðtÞ ¼ a3 ðx42 ðtÞ x43 ðtÞÞ ð4Þ Remark 1. The mathematical model of this furnace system has a unique equilibrium point given by ðT pe ; T we ; T Be Þ ¼ ðxe ; xe ; xe Þ where Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ xe is the equilibrium absolute temperature of the three states of the system. In this section, we will use a sliding mode controller to control the tempered glass furnace. The key step in this design is the introduction of a nonlinear transformation that maps the state equations of the tempered glass furnace model into the generalized controller canonical form; this step facilitates the design of the controller. 3.1. Transformation of the model of the system Define the new state variables y1 ðtÞ, y2 ðtÞ and y3 ðtÞ such that, x3 ðtÞ x1 ðtÞ a3 a1 y2 ðtÞ ¼ x41 ðtÞ x43 ðtÞ y3 ðtÞ ¼ 4a1 x31 ðtÞðx42 ðtÞ x41 ðtÞÞ þ 4a3 x33 ðtÞðx43 ðtÞ x42 ðtÞÞ ð5Þ Remark 2. The transformation in Eq. (5) can be written as follows, 2 3 2 3 y1 T 1 ðxÞ 6y 7 6 T ðxÞ 7 y 4 2 5 ¼ TðxÞ ¼ 4 2 5 y3 T 3 ðxÞ This transformation was derived using a vector field method (see [30]). The derivation of the transformation can be summarized as follows: 1) The controllability matrix of the nonlinear system is obtained using Lie brackets. 2) Then the last row of the inverse of the controllability matrix is used to obtain T 1 . 3) Finally, T 2 and T 3 are obtained using the fact that: T 2 ¼ LF T 1 and T 3 ¼ LF T 2 where LF T 1 represents the Lie derivative of T 1 with respect to the vector field F and LF T 2 represents the Lie derivative of T 2 with respect to the vector field F: Using the transformation in Eq. (5), the dynamic model of the tempered glass furnace using the new state variables is as follows, y_ 1 ¼ y2 y_ 2 ¼ y3 þ 28a23 x63 ðx42 x43 Þ þ 16a2 x32 ða1 x31 a3 x33 Þ ðx42 F wp x41 ð1 F wp Þx43 Þ ð6Þ Thus, the dynamic model of the tempered glass furnace in Eq. (6) can be written in the following generalized controller canonical form, y_ 1 ¼ y2 y_ 2 ¼ y3 y_ 3 ¼ f ðxÞ þ gðxÞuðtÞ where, f ðxÞ ¼ 12a21 x21 x42 ðx42 x41 Þ þ 28a21 x61 ðx41 x42 Þ þ 12a23 x23 x42 ðx43 x42 Þ þ 28a23 x63 ðx42 x43 Þ þ 16a2 x32 ða1 x31 a3 x33 Þ ðx42 F wp x41 ð1 F wp Þx43 Þ ð8Þ Remark 3. At steady state, the values of the new state variables are y1e ¼ yd , and y2e ¼ y3e ¼ 0; the constant yd is the desired value of the new state variable y1 ðtÞ. This desired value is related to the desired absolute temperature xd such that, 1 1 ð9Þ x yd ¼ a3 a1 d Assumption 1. The term gðxÞ in Eq. (7) is different from zero. Remark 4. It can be shown that the term gðxÞ in Eq. (7) is never zero for the furnace model under consideration. Using Eq. (2), we can write gðxÞ as follows, αð1 F wp Þ 3 x3 ð10Þ gðxÞ ¼ 16αx32 ða1 x31 a3 x33 Þ ¼ 16αx32 a3 x31 βF wp For gðxÞ to equal zero, either x2 ¼ 0 [K], or "sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi# βF wp 3 x3 ¼ x cx1 αð1 F wp Þ 1 ð11Þ Recall that the absolute temperature of the upper wall, x2 ðtÞ, is always positive. Also, given the data of the tempered glass furnace system in [4] which is listed in Table 1, the parameter c in Eq. (11) equals 2.17. This means that the temperature of the lower wall is more than twice the temperature of the glass plate. This is not physically possible. Hence, it can be concluded that gðxÞ a0 under normal operating conditions. Therefore, Assumption 1 is valid. 3.2. Controller design In this subsection, a sliding mode control scheme is designed. When the system is in the generalized controller canonical form, the simplest choice of sliding surface is a linear surface. Let α1 , α2 and W 1 be positive scalars. Define the sliding surface s1 such that, s1 ¼ y3 þ α2 y2 þ α1 ðy1 yd Þ y_ 3 ¼ 12a21 x21 x42 ðx42 x41 Þ þ 28a21 x61 ðx41 x42 Þ þ 12a23 x23 x42 ðx43 x42 Þ þ 16αx32 ða1 x31 a3 x33 ÞuðtÞ gðxÞ ¼ 16αx32 ða1 x31 a3 x33 Þ The dynamical model in Eqs. (7) and (8) will be used in the design of the first sliding mode control scheme for the furnace. 3. Design of the first sliding mode controller y1 ðtÞ ¼ 3 ð12Þ It should be noted that the sliding surface s1 is highly nonlinear when it is written in the original coordinates. The sliding surface s1 can be written in the original coordinates as follows, s1 ¼ 4a1 x31 ðtÞðx42 ðtÞ x41 ðtÞÞ þ 4a3 x33 ðtÞðx43 ðtÞ x42 ðtÞÞ þ α2 ðx41 ðtÞ x43 ðtÞÞ þ α1 x3 ðtÞ x1 ðtÞ a3 a1 yd 8 > < þ1 0 sgnðs1 Þ ¼ > : 1 . Also define the signum function such that, if s1 4 0 if s1 ¼ 0 if s1 o0 The following proposition gives the first result of the paper. ð7Þ Proposition 1. The sliding mode controller: 1 uðtÞ ¼ ð12a21 x21 x42 ðx42 x41 Þ þ28a21 x61 ðx41 x42 Þ 16αx32 ða1 x31 a3 x33 Þ þ12a23 x23 x42 ðx43 x42 Þ þ28a23 x63 ðx42 x43 Þ þ α2 y3 þ α1 y2 þW 1 sgnðs1 Þ þ 16a2 x32 ða1 x31 a3 x33 Þðx42 F wp x41 ð1 F wp Þx43 ÞÞ ð13Þ Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 4 Table 1 Values of the parameters of the tempered glass furnace. Parameter F wp Aw α β Value 0.7 1 8 10 5 35 10 5 when applied to the model of the tempered glass furnace system given by Eq. (4), stabilizes the states x1 ðtÞ, x2 ðtÞ and x3 ðtÞ to their common desired value xd . Proof Taking the time derivative of s1 in Eq. (12) and using Eq. (6), one obtains, s_ 1 ¼ y_ 3 þ α2 y_ 2 þ α1 y_ 1 ¼ 12a21 x21 x42 ðx42 x41 Þ þ 28a21 x61 ðx41 x42 Þ Fig. 1. Schematic diagram of a horizontal radiative furnace [4]. Therefore, lim y2 ðtÞ ¼ 0 ) lim ðx41 ðtÞ x43 ðtÞÞ ¼ 0 þ 12a23 x23 x42 ðx43 x42 Þ þ 28a23 x63 ðx42 x43 Þ þ 16a2 x32 ða1 x31 a3 x33 Þðx42 t-1 t-1 ) lim x41 ðtÞ lim x43 ðtÞ ¼ 0 F wp x41 ð1 F wp Þx43 Þ þ 16αx32 ða1 x31 a3 x33 ÞuðtÞ þ α2 y3 þ α1 y2 ð14Þ Using the controller given by Eq. (13) into the above equation, it follows that, s_ 1 ¼ W 1 sgnðs1 Þ ð15Þ By using the Lyapunov function V 1 ¼ 12 s21 , it can be easily checked that the dynamics in Eq. (15) guarantees that s1 s_ 1 o0 (when s1 a0), which is the condition needed to guarantee reaching the sliding surface s1 ¼ 0. Integrating Eq. (15) with respect to time gives us the reaching time t r1 . The time t r1 represents the required time for the error signals to reach the sliding surface s1 . Therefore, the reaching time for the controller 1 ð0Þj . Clearly the choice of W 1 given by Proposition 1 is t r1 ¼ j sW 1 influence how fast the error signals reaches the sliding surface. Thus, the trajectories associated with the unforced discontinuous dynamics in Eq. (15) exhibit a finite time reachability to zero from any given initial condition s1 ð0Þ, provided that the constant W 1 is sufficiently large and positive. Therefore, it can be concluded that s1 converges to zero in finite time. Next, we will examine the dynamics of the system on the sliding surface. From Eq. (12), and when s1 ¼ 0, one obtains, y3 ¼ α2 y2 α1 ðy1 yd Þ ð16Þ Using Eq. (6), the dynamic model of the reduced-order system on the sliding surface is governed by, t-1 t-1 ð20Þ which gives, lim x1 ðtÞ ¼ lim x3 ðtÞ t-1 ð21Þ t-1 since both x1 ðtÞ and x3 ðtÞ are positive quantities. Following the same approach, and using the result of Eq. (21), it follows that, lim y3 ðtÞ ¼ 0 ) lim ð4a1 x31 ðx42 x41 Þ þ 4a3 x33 ðx43 x42 ÞÞ t-1 t-1 ¼ 0 ) 4ð a1 þ a3 Þ lim ðx33 ðx43 x42 ÞÞ ¼ 0 t-1 ð22Þ Recall that x3 ðtÞ, a1 , and a3 are all positive quantities, this implies that, lim ðx43 x42 Þ ¼ 0 ð23Þ t-1 which gives, lim x2 ðtÞ ¼ lim x3 ðtÞ t-1 ð24Þ t-1 since both x2 ðtÞ and x3 ðtÞ are positive quantities. Finally, since y1 ðtÞ converges to yd asymptotically, we have, x3 ðtÞ x1 ðtÞ lim y1 ðtÞ ¼ yd ) lim t-1 t-1 a3 a1 x1 ðtÞ x1 ðtÞ lim t-1 a1 a3 1 1 ¼ yd ) lim x1 ðtÞ ¼ yd a3 a1 t-1 ¼ yd ) lim t-1 y_ 1 ¼ y2 y_ 2 ¼ α2 y2 α1 ðy yd Þ ð17Þ Let e1 ðtÞ ¼ y1 ðtÞ yd and e2 ðtÞ ¼ y2 ðtÞ y2f ¼ y2 ðtÞ. Then, Eq. (17) can be written as, " # " #" # 0 1 e1 e_ 1 ¼ ð18Þ e2 α1 α2 e_ 2 The characteristic equation of the linear system in Eq. (18) is given by, Δ1 ð λ Þ ¼ λ þ α 2 λ þ α 1 ¼ 0 2 which gives, lim x1 ðtÞ ¼ h t-1 The choice of the zeroes of the characteristic equation in Eq. (19) (from which we can obtain the values of the gains α1 and α2 ) affects the speed at which the error signals e1 ðtÞ and e2 ðtÞ converge to zero. Thus, by choosing α1 and α2 to be positive constants, we are guaranteed that the errors e1 ðtÞ and e2 ðtÞ converge to zero asymptotically. Hence, y1 ðtÞ yd and y2 converge to zero asymptotically. Moreover, using Eq. (16), we are guaranteed that y3 ðtÞ will also converge to zero asymptotically. yd 1 1 a3 a1 i xd ð26Þ Thus, from Eqs. (21), (24) and (26), we conclude that, lim x1 ðtÞ ¼ lim x2 ðtÞ ¼ lim x3 ðtÞ ¼ xd t-1 ð19Þ ð25Þ t-1 t-1 ð27Þ This completes the proof. A Simulink model showing the control structure of the proposed controller is given in Fig. 2. Although it is numerically feasible to implement the proposed sliding mode controller given by Eq. (13), it is of interest to develop a control scheme which is less computationally intensive and at the same time has the features of the SMC technique. In the following section, a second sliding mode controller which is based on the SDC factorization is proposed. Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 5 the nonlinear system [31]. Factorizing the mathematical model of the tempered glass furnace given by Eq. (4), we obtain the following state-dependent model of the furnace system, _ ¼ AðxÞxðtÞ þ BuðtÞ xðtÞ ð28Þ where, 2 2 3 x1 ðtÞ 6 x ðtÞ 7 xðtÞ ¼ 4 2 5; x3 ðtÞ a1 x31 6 a F 3 AðxÞ ¼ 4 2 wp x1 0 a1 x32 0 a2 x32 a3 x32 a2 ð1 F wp Þx32 a3 x33 2 3 0 6 7 7 5; B ¼ 4 α 5 0 3 ð29Þ 3 33 31 Here x A ℜ is the state vector, AðxÞ A ℜ and B A ℜ are the SDC matrices. It should be mentioned that the SDC factorization in Eqs. (28) and (29) is not unique. Motivated by the work done in [32], the SMC design method for linear time invariant (LTI) systems is applied to the SDC factorized model of the furnace system. The SMC design for LTI systems was studied thoroughly in the literature, for example the reader can refer to the work done in [33]. In order to design a sliding mode control for an LTI system, the system is transformed so that it can be separated into two parts such that one of the parts is so-called reduced-order form in which the control inputs are absent. In order to do so, the change of variables z1 ðtÞ ¼ x1 ðtÞ, z2 ðtÞ ¼ x3 ðtÞ, z3 ðtÞ ¼ x2 ðtÞ will be used. Then, the new SDC form of the furnace system is given by, z_ ¼ FðzÞz þGu ð30Þ where, 2 3 z1 6z 7 z ¼ 4 2 5; z3 2 6 FðzÞ ¼ 4 a1 z31 0 a2 F wp z31 0 a3 z32 a2 ð1 F wp Þz32 3 a1 z33 37 a3 z3 5; a2 z33 2 3 0 607 G¼4 5 α ð31Þ The SDC factorized model given by Eqs. (30) and (31) will be used in the design the second sliding mode control scheme. 4.2. Controller design This subsection proposes a design of an SDC-based sliding mode control scheme to the tempered glass furnace system. The control scheme is designed based on the SDC factorization of the system given in Eqs. (30) and (31). Since the model of the system is written in a linearly structured mathematical form with state-dependent coefficients, then the simplest choice of sliding surface is a linear surface. Let c1 , c2 , and W 2 be positive scalars. Also, let the sliding surface s2 be such that, s2 ¼ ðz3 xd Þ þ c1 ðz1 xd Þ þ c2 ðz2 xd Þ ¼ ðx2 xd Þ þ c1 ðx1 xd Þ þ c2 ðx3 xd Þ Fig. 2. A Simulink model showing the control structure of the first SMC. 4. Design of an SDC-based sliding mode controller In this section, an SDC-based sliding mode controller applied to the tempered glass furnace is proposed. The proposed controller is based on the state-dependent factorization of the dynamical model of the tempered glass furnace. 4.1. SDC Factorization of the tempered glass furnace system ð32Þ The following proposition gives the second result of the paper. Proposition 2. The sliding mode controller, 1 uðtÞ ¼ ða2 F wp þ c1 a1 Þx41 ða2 þ c1 a1 þ c2 a3 Þx42 α þ ðc2 a3 þa2 ð1 F wp ÞÞx43 W 2 sgnðs2 Þ ð33Þ when applied to the model of the furnace system given by Eq. (4), stabilizes the states x1 ðtÞ, x2 ðtÞ and x3 ðtÞ to their common desired value. Proof Taking the time derivative of s2 in Eq. (32) and using Eq. (4), one obtains, s_ 2 ¼ x_ 2 þ c1 x_ 1 þ c2 x_ 3 Rearrangement of a set of nonlinear differential equations describing a system in a linearly structured mathematical model with state-dependent coefficients is called an SDC factorization of ¼ a2 ðx42 F wp x41 ð1 F wp Þx43 Þ þ αu þc1 a1 ðx42 x41 Þ þc2 a3 ðx42 x43 Þ ð34Þ Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 6 Using the controller given by Eq. (33) into the above equation, its follows that, s_ 2 ¼ W 2 sgnðs2 Þ ð35Þ Using the Lyapunov function V 2 ¼ 12 s22 , it can be easily checked that the dynamics in Eq. (35) guarantees that s2 s_ 2 o 0 (when s2 a 0), which is the condition needed to guarantee reaching the sliding surface s2 ¼ 0. Integrating Eq. (35) with respect to time gives us the reaching time t r2 . The time t r2 represents the required time for the error signals to reach the sliding surface s2 . Therefore, the reaching 2 ð0Þj time for the controller given by Proposition 2 is t r2 ¼ j sW . Clearly 2 the choice of W 2 influence how fast the error signals reaches the sliding surface. Thus, the trajectories associated with the unforced discontinuous dynamics in Eq. (35) exhibit a finite time reachability to zero from any given initial condition s2 ð0Þ, provided that the constant W 2 is sufficiently large and positive. Therefore, it can be concluded that s2 converges to zero in finite time. Next, we will examine the dynamics of s2 on the sliding surface. Define the following error variables, e1 ðtÞ ¼ x1 ðtÞ xd ð36Þ e2 ðtÞ ¼ x3 ðtÞ xd ð37Þ Then, the dynamics of the system on the sliding surface s2 ¼ 0 in Eq. (32) is given by, x2 ¼ xd ðc1 e1 þ c2 e2 Þ ð38Þ Hence, the dynamic model of the system on the sliding surface s2 ¼ 0 is given by, e_ 1 ¼ a1 ðxd ðc1 e1 þc2 e2 ÞÞ4 a1 ðe1 þ xd Þ4 ð39Þ e_ 2 ¼ a3 ðxd ðc1 e1 þc2 e2 ÞÞ4 a3 ðe2 þ xd Þ4 ð40Þ The system of ordinary differential equations given by Eqs. (39) and (40) can be written in a compact form as, e_ ¼ f ðeÞ where, " f ðeÞ ¼ ð41Þ a1 ðxd ðc1 e1 þ c2 e2 ÞÞ4 a1 ðe1 þ xd Þ4 a3 ðxd ðc1 e1 þ c2 e2 ÞÞ4 a3 ðe2 þ xd Þ4 # " ; e¼ e1 e2 # ð42Þ We want to study the local stability of the nonlinear system of ordinary differential equations given by Eq. (41). It can be shown that the equilibrium point of this autonomous system is the origin e ¼ 0. When this system is linearized around this equilibrium point, we obtain the following linearized system, e_ ¼ Ae where, A¼ ∂f j ¼ ∂e e ¼ 0 ð43Þ " 4a1 ð1 þ c1 Þx3d 4a1 c2 x3d 4a3 c1 x3d 4a3 ð1 þ c2 Þx3d # ð44Þ The characteristic equation of the linearized system in Eq. (43) is, Δ2 ðλÞ ¼ λ2 þ 4x3d ða1 þ a3 þ a1 c1 þ a3 c2 Þλ þ 16a1 a3 x6d ð1 þ c1 þ c2 Þ ¼ 0 ð45Þ The necessary and sufficient condition for the local stability of the error system given by Eq. (43) is, 4x3d ða1 þ a3 þ a1 c1 þ a3 c2 Þ 4 0 16a1 a3 x6d ð1 þ c1 þ c2 Þ 4 0 ð46Þ These conditions are satisfied because that the parameters of the system a1 , a2 , a3 and the design parameters, c1 and c2 , are all positive; also the desired state xd is positive. Therefore it can be concluded that e1 ðtÞ and e2 ðtÞ converge to zero. Thus, the linearized Fig. 3. A Simulink model showing the control structure of the SDC-based SMC. system is stable. Therefore x1 ðtÞ and x3 ðtÞ converge to the desired value xd . In addition, since e1 ðtÞ and e2 ðtÞ converge to zero as t tends to infinity, Eq. (38) implies that x2 ðtÞ converges to xd as t tends to infinity. Therefore, it can be concluded that all the states of the system converge to their desired values as t tends to infinity. This completes the proof. It should be mentioned that stability of the closed loop system when using the SDC-based SMC controller is local. The control structure of the proposed SDC-based SMC is shown in Fig. 3. Remark 5 The essential difference between the two sliding mode controllers originates from the selected sliding surfaces. The first selected sliding surface is highly nonlinear, whereas the second selected sliding surface is linear. The structures of the two controllers are different. The first controller is based on the usage of a transformation that reduces the system to the generalized controller canonical form. The second sliding mode controller is designed based on writing the model of the system using a statedependent coefficient factorization. It is clear from equations Eqs. (12) and (13) and Eqs. (32) and (33) that the second sliding mode controller is simpler and less computationally intensive than the first sliding mode controller. Hence the SDC-based controller is Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 7 Fig. 4. The profile of the desired temperature versus time. Fig. 5. The temperatures versus time when using the first SMC. easier to implement than the first controller. However, it should be mentioned that the stability of the closed loop system when using the SDC-based sliding mode controller is local. 5. Simulation results The controllers designed in Sections 3 and 4 are simulated using the MATLAB software [34]. The parameters of the tempered glass furnace system are listed in Table 1. It should be mentioned that the power of the electrical system of the furnace could vary from zero to 16 KW. Hence, to obtain realistic results, the simulations are carried out using the following input electric power constraint, 0 r uðtÞ r 16 KW ð47Þ The initial temperatures used in all simulations are T p ð0Þ ¼ 300 [K], and T w ð0Þ ¼ T B ð0Þ ¼ 500 [K]. To show the effectiveness of the proposed control schemes, the desired temperature profile, xd , has three different set point values. First the desired temperature is set Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 8 Fig. 6. The control signal versus time when using the first SMC. Table 2 Settling times (in minutes) when using the first SMC. Set point value xd ¼ 600 [K] xd ¼ 800 [K] xd ¼ 1000 [K] Glass plate temperature, T p ðtÞ Upper wall temperature, T w ðtÞ Lower wall temperature, T B ðtÞ Ts ¼18.63 Ts ¼17.20 Ts ¼19.85 Ts¼ 8.55 Ts¼ 7.73 Ts¼ 24.47 Ts¼ 19.12 Ts¼ 18.78 Ts¼ 22.98 to 600 [K], then it changes from 600 [K] to 800 [K], and finally from 800 [K] to 1000 [K] as shown in Fig. 4. system is such that, 5.1. Simulation results when using the first SMC which is negative definite (for s1 a 0). Thus, the trajectories associated with the unforced discontinuous dynamics in Eq. (48) exhibit a finite time reachability to zero from any given initial condition s1 ð0Þ, provided that the constants K 1 and W 1 are positive. Therefore, it can be concluded that s1 converges to zero in finite time. Using the reaching law in Eq. (48), a term K 1 s1 will be added to the first sliding mode controller given by Eq. (13). To show that using the reaching law in Eq. (48) reduces the chattering in the control signal while keeping the value of W 1 small, we simulate the system using W 1 ¼ 10, and K 1 ¼ 1. The simulation results are shown in Figs. 7 and 8. Comparing the results in Figs. 5 and 6 and the results in Figs. 7 and 8, it is noticed that the chattering is greatly reduced and the time response of the system is almost unchanged as seen in Table 3. The simulations of the first sliding mode controller when it is applied to the tempered glass furnace are carried out using MATLAB. The controller parameters, α1 and α2 , are selected such that the roots of the characteristic equation in Eq. (19) are at 0.01 and 0.002. The weighting parameter used is taken to be W 1 ¼ 107 . The simulation results are presented in Figs. 5 and 6. The choice of W 1 influences how fast the sliding surface s1 ¼ 0 is reached. The choice of the parameters α1 and α2 influence how fast the error signals converge to zero. After some tuning of the values of the control parameters W 1 and α1 , α2 , we obtained responses of error signals which converge to zero in a reasonably fast manner. This means that the sliding surface s1 ¼ 0 is reached quickly (the attraction of the sliding surface is quite fast) and after reaching the sliding surface s1 ¼ 0, the error signals converge to zero in a well behaved manner. Note that the parameters α1 and α2 are taken to be 2 10 5 and 0.012 respectively. These parameters result a linearized system with a settling time of about 40 (min). It can be seen from Fig. 5 that the glass plate absolute temperature, the upper wall absolute temperature and the lower wall absolute temperature reached their desired values in a reasonable time for the three different values of xd . The settling times are summarized in Table 2. As shown in Fig. 6, the proposed control scheme suffers from the chattering problem. The chattering is due to the assumption that the control signal can be switched from one value to another at any moment and with almost zero time delay. Also, it is noticed that the value of W 1 is quite large. Therefore, to reduce the chattering in the control signal we need to reduce the value of W 1 . This can be achieved by replacing the reaching law given by Eq. (15) with the following reaching law, s_ 1 ¼ K 1 s1 W 1 sgnðs1 Þ ð48Þ where K 1 is a positive design parameter. To show that this reaching law exhibit a finite time reachability to zero from any given initial condition s1 ð0Þ, we again use the Lyapunov function V 1 ¼ 12 s21 ; the time derivative of V 1 with respect to the trajectories of the furnace V_ 1 ¼ s1 s_ 1 ¼ K 1 s21 W 1 js1 j ð49Þ 5.2. Simulation results of the SDC-based sliding mode controller The SDC-based sliding mode controller given by Eq. (33) is applied to the tempered glass furnace system in Eq. (4). The parameters of the sliding surface in Eq. (32) are taken to be c1 ¼ 0:25 and c2 ¼ 0:15; while the constant W 2 is 1.0. The simulation results are presented in Figs. 9 and 10. The choice of W 2 influences how fast the sliding surface s2 ¼ 0 is reached. The choice of the parameters c1 and c2 influence how fast the error signals converge to zero. After some tuning of the values of the control parameters W 2 and c1 , c2 , we obtained responses of error signals which converge to zero in a reasonably fast manner. This means that the sliding surface s2 ¼ 0 is reached quickly. After reaching the sliding surface s2 ¼ 0, the error signals converge to zero in a well behaved manner. Note that the parameters c1 and c2 are taken to be 0.25 and 0.15 respectively. These parameters result a linearized system with a settling time of about 40 (min). It can be seen from Fig. 9 that the three absolute temperatures reached their desired values in a reasonable time. The results are summarized in Table 4. Clearly, the simulation results show that the proposed SDCbased SMC suffers slightly from chattering. In order to eliminate this undesirable chattering, we have used the same reaching law Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 9 Fig. 7. Simulation reults when using the first SMC with a different reaching law. Fig. 8. Control signal of the first SMC with a different reaching law. used in eliminating the chattering in the first sliding mode controller. Figs. 11 and 12 depict the simulation results when the SDCbased SMC with the reaching law given by Eq. (48) is used. Fig. 11 and Table 5 indicate that the performance of the absolute temperatures of this controller is similar to the performance of the controller in Eq. (33). However, a comparison between Figs. 10 and 12 indicates a great reduction in the chattering of the control signal (Table 5). For comparison purposes, on the same graph, we plotted the plate glass absolute temperatures of the controlled tempered glass furnace for the two applications of the proposed control schemes. The results are shown in Fig. 13. Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i 10 N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ Table 3 Settling times (in minutes) when using the first SMC with a different reaching law. Set point value xd ¼ 600 [K] xd ¼800 [K] xd ¼ 1000 [K] Glass plate temperature, T p ðtÞ Upper wall temperature, T w ðtÞ Lower wall temperature, T B ðtÞ Ts¼ 18.30 Ts¼ 16.90 Ts¼ 19.65 Ts ¼7.28 Ts ¼6.45 Ts ¼23.63 Ts¼ 17.23 Ts¼ 16.90 Ts¼ 21.10 Fig. 9. The temperatures versus time when using the SDC-based SMC. Therefore, the simulation results indicate that the proposed SDC-based sliding mode controller gave slightly better results when compared to the first sliding mode controller. 5.3. Uncertainty in the warming rates The performance of the tempered glass furnace is simulated when some of the parameters of the system are assumed not to be known exactly. The nominal values of the warming rates of the walls and the plate are 8 10 5 and 35 10 5 , respectively. We will repeat the simulations assuming that α is changed by þ 200% from its nominal value while β is changed by 50% of its nominal value. The response of T p ðtÞ when the furnace system is controlled using the first SMC (when α used in the mathematical model of the system is increased by 200% and β is decreased by 50%) is shown in Fig. 14 (solid line). The response of T p ðtÞ when the furnace system is controlled using the SDC-based SMC is shown in Fig. 15 (solid line). In both figures, the response of the controlled furnace system with the nominal values of α and β is plotted using the dotted lines. It can be seen from these figures that the glass plate absolute temperature converges to its desired value. It should be mentioned that similar results were obtained for the other two absolute temperatures of the furnace, namely the absolute temperatures of the upper wall and the lower wall; these figures are not included in the article because of space limitations. The simulation results are summarized in Tables 6 and 7. Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 11 Fig. 10. The control signal versus time when using the SDC-based SMC. Table 4 Settling times (in minutes) when using the SDC-based SMC. Set point value xd ¼ 600 [K] xd ¼ 800 [K] xd ¼ 1000 [K] Glass plate temperature, T p ðtÞ Upper wall temperature, T w ðtÞ Lower wall temperature, T B ðtÞ Ts¼ 4.92 Ts¼ 5.42 Ts¼ 29.15 Ts¼ 4.43 Ts¼ 5.72 Ts¼ 17.87 Ts ¼4.27 Ts ¼3.93 Ts ¼9.77 Fig. 11. The temperatures versus time when using the SDC-based SMC with a different reaching law. N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 12 Fig. 12. The control signal versus time when using the SDC-based SMC with a different reaching law. Table 5 Settling times (in minutes) when using the SDC-based SMC with a different reaching law. Set point value xd ¼ 600 [K] xd ¼800 [K] xd ¼ 1000 [K] Glass plate temperature, T p ðtÞ Upper wall temperature, T w ðtÞ Lower wall temperature, T B ðtÞ Ts¼ 4.57 Ts¼ 5.07 Ts¼ 28.70 Ts ¼3.90 Ts ¼5.15 Ts ¼17.47 Ts¼ 3.98 Ts¼ 3.65 Ts¼ 9.50 Fig. 13. The plate glass absolute temperature of the tempered glass furnace using the proposed SMC control schemes. Fig. 14. (a) The glass plate absolute temperature (solid line) using the first SMC when α is changed by þ 200% and β is changed by 50%; the dotted line represents the nominal case. (b) The control signal versus time; the dotted line represents the nominal case. N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ Therefore, it can be concluded that the proposed two sliding mode control schemes are robust to changes in the warming rates of the walls and the plate in the furnace system. It should be mentioned that this is an expected result as it is well established that sliding mode controllers are robust to uncertainties in some of the system’s parameters. 5.4. Load disturbance rejection In order to show the effectiveness of the developed sliding mode controllers in the presence of an input disturbance in addition to the previous uncertainties in the warming rates, a reference signal of magnitude xd ¼600 [K] is used while a load step disturbance of magnitude 4 KW is also applied to the system. This load step disturbance is applied at t¼80 min (i.e., when the system has reached the equilibrium). Table 6 Settling times (in minutes) using the first SMC when α changes by þ 200% and β is changed by 50%. Set point value xd ¼ 600 [K] Glass plate temperature, T p ðtÞ Upper wall temperature, T w ðtÞ Lower wall temperature, T B ðtÞ Ts¼ 9.65 Ts¼ 9.08 Ts¼ 16.92 Table 7 Settling times (in minutes) using the SDC-based SMC when α changes by þ 200% and β is changed by 50%. Set point value xd ¼ 600 [K] Glass plate temperature, T p ðtÞ Upper wall temperature, T w ðtÞ Lower wall temperature, T B ðtÞ Ts¼ 8.3 Ts¼ 6.43 Ts¼ 11.43 13 The simulations of the controlled tempered glass furnace are carried out when the two proposed sliding mode control schemes are used. Fig. 16(a) shows the response of the furnace absolute temperatures when the first sliding mode controller is used; it shows that the proposed control scheme forces all absolute temperatures to reach their common desired value even with the application of a load step disturbance. The control signal uðtÞ ¼ PðtÞ (the input electric power to the furnace) is depicted in Fig. 16(b). Note that the control signal adjusts its value to compensate for the step load disturbance. The response of the controlled furnace when using the SDCbased sliding mode controller is shown in Fig. 17. It is clear from the responses of the absolute temperatures of the tempered glass furnace that this control scheme is also robust against a load step disturbance. Comparing the responses of the proposed sliding mode control schemes, we can see that both proposed control schemes are robust against a load step disturbance as well as against uncertainties in the warming rates. 6. Comparison of the proposed controllers with a fuzzy PID controller Fuzzy control and conventional control have similarities and differences. They are similar in that they try to solve the same type of problems, and the mathematical tools used to analyze the designed control systems are similar. However, the fundamental difference between them is that the conventional control starts with a mathematical model of the process and a controller is designed for that model, while a fuzzy controller starts with heuristics and human expertize (in terms of fuzzy IF-THEN rules) and a controller is designed by synthesizing these fuzzy rules. Due to the existence of nonlinearities in thermal tempering processes, and the availability of human expertize for adjusting the control process, many fuzzy logic controllers that improved the Fig. 15. (a) The glass plate absolute temperature (solid line) using the SDC-based SMC when α is changed by þ 200% and β is changed by 50%; the dotted line represents the nominal case. (b) The control signal versus time; the dotted line represents the nominal case. Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i 14 N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ Fig. 16. (a) The response of the absolute temperatures of the controlled tempered glass furnace when the first SMC is used and a load step disturbance is applied in addition to uncertainties in the warming rates. (b) The control signal versus time. Fig. 17. (a) The response of the absolute temperatures of the controlled tempered glass furnace when the SDC-based SMC is used and a load step disturbance is applied in addition to uncertainties in the warming rates. (b) The control signal versus time. temperature control performance were designed and applied to different types of furnaces. A fuzzy controller combined with a conventional PI controller was used in [35] to control the temperature in a glass-melting furnace where a simple first-order- plus-dead-time model of the system was used. Other fuzzy controllers applied to high temperature furnaces were proposed in [36,37]. In addition, fuzzy PID controllers applied to heating furnaces can be found in [38,39]. A two-stage fuzzy neural network Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ 15 Fig. 18. The temperature T p ðtÞ versus time when using the proposed two controllers and the fuzzy PID controller. Table 8 The setting times (in minutes) of the proposed two controllers and the fuzzy PID controller for the glass plate absolute temperature. Desired absolute temperature First SMC SDC-based SMC Fuzzy PID controller xd ¼ 600 [K] xd ¼ 800 [K] xd ¼ 1000 [K] Ts ¼18.30 Ts ¼7.28 Ts ¼17.23 Ts¼ 4.57 Ts¼ 3.90 Ts¼ 3.98 Ts¼ 5.72 Ts¼ 21.88 Ts¼ 17.43 Table 9 The computational times (in seconds) of the proposed two controllers and the fuzzy PID controller. Computational Time First SMC SDC-based SMC Fuzzy PID controller 4.14 1.90 19.41 temperature controller for an industrial heating furnace was developed in [40]. In this section, we will compare the results of the proposed controllers with the results obtained when using a fuzzy PID controller. Recall that the standard PID controller can be written as, Z t deðtÞ uðtÞ ¼ K p eðtÞ þK i ð50Þ eðτÞdτ þK d dt 0 where eðtÞ ¼ xd T p ðtÞ represent the error signal; K p is the proportional gain, K i is the integral gain and K d is the derivative gain of the controller. Motivated by the design methodology of the fuzzy PID proposed in [41], we use an online gain scheduling scheme to design the parameters ðK p ; K i ; K d Þ based on fuzzy systems. Three different fuzzy systems, each with a different fuzzy rule base, were Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i 16 N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ designed. Each data base consists of 49 fuzzy rules. An educated guess is used to tune the fuzzy member functions parameters. We used a product inference engine, a singleton fuzzifier, and a center average defuzzifier to combine the 49 rules in each set. Fig. 18(a) shows the glass plate absolute temperature when the first sliding mode controller is used; the trajectory of the glass plate absolute temperature when using the SDC-based sliding mode controller is shown in Fig. 18(b). Fig. 18(c) shows the glass plate absolute temperature when using the fuzzy PID controller. It can be seen that when using the three different control schemes, the glass plate absolute temperature converges to its desired values in a reasonable time. It should be mentioned that we obtained similar responses for the absolute temperatures T w ðtÞ and T B ðtÞ versus time; those plots are not shown because of space limitations. To quantify the comparison of the different control schemes, we investigated the settling times as well as the computational times of each of the controllers. The settling times of the glass plate absolute temperature for different desired temperatures are listed in Table 8; while the computational times needed to implement each control scheme are given in Table 9. It is noted that these computational times are obtained using the MATLAB commands tic and toc. It can be seen from Tables 8 and 9 that the SDC-based sliding mode controller gave the fastest settling times and the lowest computational time when compared to the other two controllers. Remark 6. In the proposed controllers, all states of the furnace system, namely the absolute temperatures of the glass plate, the upper wall and the lower wall, are supposed to be available for measurement in order to compute the control laws. High temperatures (up to 1200 [K]) of industrial furnaces can be measured using noble metal thermocouples. Also, Platinum resistance thermometers (PRTs) can be used to measure temperatures in the range of 13 [K] to 1200 [K] [42]. PRTs are more accurate than noble metal thermocouples. In addition, thermal radiation thermometers are also used to measure the temperatures of furnaces and for calibration and control purposes of these furnaces. Radiation thermometers can be used to measure temperatures without contact with the object whose temperature is being measured. The intensity of the infrared energy emitted by the object is proportional to its temperature; therefore the temperature of an object can be determined by using the amount of infrared energy emitted by the object and its emissivity. Radiation thermometers are used in cases when noble metal thermocouples and PRTs cannot be used or when these thermocouples do not yield accurate temperature measurements for some reasons. To show that the proposed control schemes work very well in the presence of measurement noise in the values of the absolute temperatures, a white Gaussian noise of zero mean and unity variance is used to simulate this type of noise. The simulation results of the controlled tempered glass furnace using the proposed sliding mode controllers are shown in Fig. 19. This figure indicates that the proposed control schemes work well even in the presence of bounded measurement noise. 7. Conclusion The temperature control of a tempered glass furnace system is addressed in this paper. Two sliding mode control schemes are proposed for this system. The designed controllers are conventional sliding mode controller and an SDC-based sliding mode controller. The latter is proposed because it is much simplified and requires less computation than the first one. The performances of the controlled system are simulated using MATLAB. Also, the performances are studied under variations in two of the parameters of the system as well as in the presence of an external load disturbance. The simulation results indicate that the proposed control schemes work very well and are robust to change in the parameters of the system as well as to disturbances acting on the system. Moreover, the results of the proposed controllers are compared to the results of the controlled furnace system using a Fig. 19. (a) Absolute temperatures of the controlled tempered glass furnace with a measurement noise (a) when using the first SMC. (b) when using the SDC-based SMC. Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i N.B. Almutairi, M. Zribi / ISA Transactions ∎ (∎∎∎∎) ∎∎∎–∎∎∎ fuzzy PID controller. The simulation results indicate that the SDCbased SMC gave better results when compared to the results of the first SMC and the results of the fuzzy PID controller. Future work will address the application of higher-order sliding mode controllers to the temperature control problem of the tempered glass furnace. References [1] Ford M. How is tempered glass made?. In Scientific American; 2001. [2] Nazarian P. Fuzzy Logic Controller Implementation for a Tempered Glass Furnace. In: Proceedings of the international conference on mathematical sciences & computer engineering. Kuala Lumpur, Malaysia; 2012. p. 78–9. [3] Nazarian P. Feedback linearization based control of a horizontal radiative furnace. In: Proceedings of the 9th WSEAS international conference on robotics, control and manufacturing technology. World Scientific and Engineering Academy and Society (WSEAS): Hangzhou, China; 2009. p. 40–3. [4] Nazarian P. Control of a radiative furnace under precise and uncertainty conditions. WSEAS Trans Syst Control 2009;4(5):211–20. [5] Fridman L, Moreno J, Iriarte R. Sliding modes after the first decade of the 21st century: state of the art. Lecture notes in control and information sciences. Berlin: Springer Verlag; 2011. p. 595. [6] Sira-RamÍRez H. Dynamical sliding mode control strategies in the regulation of nonlinear chemical processes. Int J Control 1992;56(1):1–21. [7] Sira-RamÍRez H, Llanes-Santiago O. Dynamical discontinuous feedback strategies in the regulation of nonlinear chemical processes. IEEE Trans Control Syst Technol 1994;2(1):11–21. [8] Edwards C, Spurgeon SK. Sliding mode output tracking with application to a multivariable high temperature furnace problem. Int J Robust Nonlinear Control 1997;7(4):337–51. [9] Camacho O, Rojas R, Garcıá W. Variable structure control applied to chemical processes with inverse response. ISA Trans 1999;38(1):55–72. [10] Camacho O, Smith CA. Sliding mode control: an approach to regulate nonlinear chemical processes. ISA Trans 2000;39(2):205–18. [11] Camacho O, Rojas Rn. A general sliding mode controller for nonlinear chemical processes. J Dyn Syst Meas Control 2000;122(4):650–5. [12] Cornieles E, Saad M, Arteaga F. Sliding mode controller for multivariable processes. In: Proceedings of the international conference on control and automation. Budapest, Hungary; 2005. [13] Musmade BB, Munje RK, Patre BM. Design of sliding mode controller to chemical processes for improved performance. Int J Control Autom 2011;4(1):15–31. [14] Chen C-T, Peng S-T. Design of a sliding mode control system for chemical processes. J Process Control 2005;15(5):515–30. [15] Shahraz A, Boozarjomehry R Bozorgmehry. A fuzzy sliding mode control approach for nonlinear chemical processes. Control Eng Pract 2009;17(5):541–50. [16] Aguilar-López R, Martínez-Guerra R, Maya-Yescas R. Temperature regulation via PI high-order sliding-mode controller design: application to a class of chemical reactor. Int J Chem React Eng 2009;7(1):1–17. [17] Almutairi NB, Zribi M. Control of a plate heat exchanger using the terminal sliding mode technique. Ind Eng Chem Res 2012;51(12):4610–23. [18] Andrade GA, et al. Boundary control of an industrial tubular photobioreactor using sliding mode. In: Proceedings of the 19th world congress the international federation of automatic control. Cape Town, South Africa; 2014. 17 [19] Andrade GA, et al. Sliding mode control of distributed parameter processes: application to a solar power plant. J Control Autom Electr Syst 2014;25 (3):291–302. [20] Wang W, Li H-X, Zhang J. A hybrid approach for supervisory control of furnace temperature. Control Eng Pract 2003;11(11):1325–34. [21] Chai T, Ding J, Wu F. Hybrid intelligent control for optimal operation of shaft furnace roasting process. Control Eng Pract 2011;19(3):264–75. [22] Wang X, Lu S, Jin S. Intelligence control method and application for decomposing furnace. In: Proceedings of the international conference on control automation robotics & vision. Guangzhou, China; 2012. [23] Costa BAd, Lemos JM. An adaptive temperature control law for a solar furnace. Control Eng Pract 2009;17(10):1157–73. [24] Beschi M, et al. A feedback linearization GPC control strategy for a solar furnace. In: Proceedings of the American control conference. Montreal, Canada; 2012. [25] Beschi M, et al. Implementation of feedback linearization GPC control for a solar furnace. J Process Control 2013;23(10):1545–54. [26] Kostial I, Spisak J, Dorcak D. The rotary furnace model based predictive control. In: Proceedings of the international carpathian control conference; 2012. [27] Goodwin GC, et al. Application of nonlinear model predictive control to an industrial induction heating furnace. Annu Rev Control 2013;37(2):271–7. [28] Li C, Zhang Y, Dai H. Design and implementation of the control system to vacuum diffusion furnace. In: Proceedings of the Chinese control conference. Xian, China; 2013. [29] Kumar YVP, et al. Cascaded PID controller design for heating furnace temperature control. IOSR J Electron Commun Eng 2013;5(3):76–83. [30] Żak SH. Systems and control. New York: Oxford University Press; 2003. p. 704. [31] Çimen T. State-dependent Riccati equation (SDRE) control: a survey. In: Proceedings of the 17th IFAC world congress. COEX, South Korea; 2008. [32] Durmaz B, Ozgoren MK, Salamci MU. Sliding mode control for non-linear systems with adaptive sliding surfaces. Trans Inst Meas Control 2012;34 (1):56–90. [33] Edwards C, Spurgeon SK. Sliding mode control: theory and applications. London: Taylor & Francis; 1998. p. 237. [34] MATLAB. The MathWorks Inc.: Natick, Massachusetts; 2008. [35] Moon U-C, Lee KY. Hybrid algorithm with fuzzy system and conventional PI control for the temperature control of TV glass furnace. IEEE Trans Control Syst Technol 2003;11(4):548–54. [36] Subramanian S, Raghothaman N, Chellappa B. Fuzzy logic control in high temperature furnace. Recent Res Sci Technol 2010;2(4):104–8. [37] Zhang L, Tan B. Analysis on temperature control of tubular furnace based on fuzzy control. Sens Transducers 2013;155(8):205–13. [38] Han Y, et al. Temperature control of electric furnace based on fuzzy PID. In: Proceedings of the international conference on electronics and optoelectronics. Dalian, Turkey; 2011. [39] Dequan S, et al. Application of expert fuzzy PID method for temperature control of heating furnace. Procedia Eng 2012;29:257–61. [40] Peng X, Mo Z, Xie S. Research and application on two-stage fuzzy neural network temperature control system for industrial heating furnace. J Comput 2012;7(2):433–8. [41] Zhen-Yu Z, Tomizuka M, Isaka S. Fuzzy gain scheduling of PID controllers. IEEE Trans Syst Man Cybern 1993;23(5):1392–8. [42] Yamazawa K, Anso K, Arai M. Evaluation of a horizontal furnace for precise comparison between a radiation thermometer and a platinum resistance thermometer. In: Proceedings of the SICE annual conference. Japan; 2007. Please cite this article as: Almutairi NB, Zribi M. Sliding mode controllers for a tempered glass furnace. ISA Transactions (2015), http: //dx.doi.org/10.1016/j.isatra.2015.11.005i