Performance evaluation of a shell and tube heat exchanger with recovery
advertisement

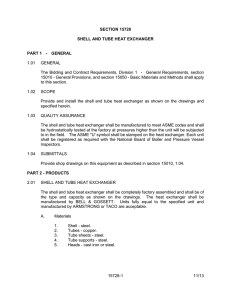
ARTICLE IN PRESS JID: JTICE [m5G;June 1, 2021;0:33] Journal of the Taiwan Institute of Chemical Engineers 000 (2021) 113 Contents lists available at ScienceDirect Journal of the Taiwan Institute of Chemical Engineers journal homepage: www.elsevier.com/locate/jtice Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate Babak Masoumpour, Mohammad Ataeizadeh, Hassan Hajabdollahi, Mohammad Shafiey Dehaj* Department of Mechanical Engineering, Faculty of Engineering, Vali-e-Asr University of Rafsanjan, Rafsanjan, Iran A R T I C L E I N F O Article History: Received 8 February 2021 Revised 29 April 2021 Accepted 16 May 2021 Available online xxx Keywords: Shell and tube heat exchanger Mass flow rate recovery Reflux ratio Multi objective optimization A B S T R A C T In this paper, a new heat exchanger configuration considering return of stream from outlet to mixed with inlet stream is investigated. For this purpose, the effect of mass flow rate recovery (MFRR) using reflux direction on thermo-economic optimizing the shell and tube heat exchanger (STHE) is investigated numerically and compared to the case without recovery. Effectiveness and total annual cost (TAC) are considered as objective functions and nine design parameters related to the STHE parameters as well as reflux ratio and recovery tube diameter are considered. The optimum results are presented as Pareto front and reveal the significant improvement in the both TAC and effectiveness by considering MFRR compared with conventional heat exchanger (without stream recovery). For example, 5.8% improvement in the effectiveness is observed in the case of MFRR compared with the conventional heat exchanger for the fixed value of TAC=4943 $/year. Furthermore, the TAC decreased by 24% in the cases of MFRR compared with conventional heat exchanger with a fixed effectiveness (e = 0.54) . For extending the results, the effect of MFRR at different mass flow rates of the tube side (cold side) _ c ¼ 5 kg=s. are studied. The obtained results show that, the best results are obtained at the mass flow rate of m Finally, using the definition of reflux ratio, its effect on optimum objective functions are derived and discussed. © 2021 Taiwan Institute of Chemical Engineers. Published by Elsevier B.V. All rights reserved. 1. Introduction Heat exchangers are devices that provide heat transfer flow between two or more fluids at different temperatures. Shell and tube heat exchangers, among others heat exchanger, have the most variety of shapes and applications in the industry (40% - 50%) [1]. Recently, energy problems are noticed in many countries. An increase in energy consumption, energy cost, energy safety, competitive market of energy among countries, increase in greenhouse gases emission, and environmental problems are now serious issues for all countries. Energy-saving and storage are the main economic goal of the world. Using various theories for enhancing the technical and economical function of industrial equipment including heat exchangers has been noticed by many researchers worldwide. Recovery effects can play a very important role in the thermal design of industrial equipment and heat and mass transfer processes. These studies are categorized in three kind including, experimental, numerical and both of experimental and numerical analysis. For example, Pandiyarajan et al. experimentally investigated the heat recovery from diesel engine exhaust adopting thermal storage system and finned STHE * Corresponding author. Mohammad Shafiey Dehaj, Department of Mechanical Engineering, Vali-e-Asr University of Rafsanjan, TelFax: +98-34-31312499 E-mail address: m.shafiey@vru.ac.ir (M. Shafiey Dehaj). [2]. Their experimental results revealed that approximately 10%-15% of heat is recovered with storage system. Recovery of the waste heat from a diesel engine using two STHEs available in the market is examined by Bari and Hossain [3]. They used water as the working fluid. Their results showed that excess power increases from 16 to 23.7 after the optimization process. Lu et al. was performed experimental inquiry on thermoelectric generator for waste heat recovery (WHR) [4]. Their experimental results showed the net power strengthened remarkably by employ of winglet vortex generators. WHR processes can be classified according to their temperature range including high temperature, low temperature, and mean temperature. For a precise and proper analysis of every industry and process, temperature classification is a very useful method in selecting various technologies including the WHR. For example, Bernardo et al. experimentally studied the organic Rankine cycle for low grade WHR in a ceramic industry [5]. Their results presented that maximal cycle performance gained are a gross electrical effectiveness of 12.47 % and a net electrical effectiveness of 10.94 %. Hongting et al. experimentally studied on heat pipe reinforced heat exchanger handled for industrial waste heat recovery [6]. The results showed that the thermal effectiveness parameters of the HPHE reduced with running time of the system. In the case of numerical analysis, Lin et al. analytically investigated the influence of the recycle effect on heat transfer to the https://doi.org/10.1016/j.jtice.2021.05.022 1876-1070/© 2021 Taiwan Institute of Chemical Engineers. Published by Elsevier B.V. All rights reserved. Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 ARTICLE IN PRESS JID: JTICE 2 [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 Nomenclature Ao af cp C* Cmin Cmax di do f ir h K j L np Nt Nu NTU pt Pr R Re Rf T U zop zinv Tube side flow cross section area(m2) Annualized factor (–) Specific heat (J/kg. K) Heat capacity rate ratio Minimum of Ch and Cc (W/K) Maximum of Ch and Cc (W/K) Tube inside diameter (m) Tube outside diameter (m) Fanning friction factor (-) Interest rate (−) Heat transfer coefficient (W/ m2 K) Thermal conductivity (Wm−1K−1) Colburn factor (−) Tube length (m) Number of tube pass (−) Tube number in cross section (−) Nusselt number (-) Number of transfer units (-) Tube pitch (m) Prandtl number (-) Reflux ratio (-) Reynolds number (-) Fouling resistance (K .m2/W) Temperature (K) Overall heat transfer coefficient (W/ m2 K) Operational cost ($/year) Investment cost ($) Greek abbreviation m Viscosity (kgm−1s−1) ΔP Pressure drop (kpa) hp Pump efficiency (-) r Density (kg/ m3) e Effectiveness (-) t Hours of operation per year (hour) s Ratio between Aflow and Afront fel Unit price of electricity ($/kWh) studied to reveal the effects of external recycles on HEs with different configurations [11-13]. On the other, several researchers performed the influence of external recycles on different boundary conditions [14-16]. As it is mentioned, in some research, both experimental and numerical analysis were carried out. For instance, Kandilli and Koclu evaluated the optimum operation conditions of PHE for WHR in textile industry and employed first and second-law analysis [17]. Their results showed that enhancing the waste water mass flow rates flow rates at constant cold water mass flow rate can increase the ration of heat transfer. Ma et al. investigated the characteristics of a HPHE employed for recovering the waste heat in a slag cooling process in steel industry using both experimental and numerical methods [18]. Their experimental and numerical results revealed that the heat transfer effectiveness considerably improved after using the on-line cleaning device. Jouhara et al. described the design, construction and examining of an innovative heat recovery system based on a Flat Heat Pipe HE [19]. Their results concluded that the FHP is an innovative maximum performance technology for WHR. Gu et al. studied the organic Rankine cycle (ORC) for a WHRS by both theoretical and experimental [20]. It was demonstrated that the maximal cycle performance of the Appling system is 5.2 %, and the testing result as well as affirms that cycle performance is insentient to heat source temperature, but sentient to evaporating pressure. Tryfon et al. investigated the effectiveness of a custom made subcooler was experimentally and CFD analytically [21]. The experimental results proved that the new obtained formula predicts an acceptable functionality for the system with an average relative error of 0.2% and maximum relative error of 1.8%. In addition, a numerical simulation was performed for the same heat exchanger. Yang et al. applied a novel full-open absorption heat pump to recover heat from a flue gas using both experimental and theoretical investigation [22]. It was indicated that theoretical investigation approbates well with the experimental results. Brough et al. investigated heat pipe heat exchanger to recover surface heat base on numerical simulation (TRNSYS software) and experiment [23]. In some more new research, numerical analysis also optimization is carried out. For instance, Sanaye and Hajabdollahi investigate the multi-objective optimization of STHE for improving the effectiveness [24]. Their results indicated the level of contrast between Subscripts i Inside or tube side c Cold side h Hot side o Outside or shell side s Shell t Tube power-law fluids from a double-pass parallel plate heat exchanger with uniform wall temperature [7]. Analytical results indicated that the recycle effect can effectively increase the effectiveness compared with that in a single-pass. Evaluating the effectiveness of a baffled solar air heater with external recycle was investigated by Mohammadi and Sabzpooshani [8]. Their results were performed for various mass flow rates. HO and Chen theoretically external recycle (ER) in the double-pass sheet-and-tube solar water heater to enhance the collector effectiveness [9]. Their results revealed that collector effectiveness improved in the case of recycle effect in comparison to single-pass device for the same flow rate. Heat transfer improvement for the power-law fluids through a parallel-plate double-pass HEs with recycle effect was solved analytically by Lin et al [10]. The numerical results showed that the recycle ratio and impermeable sheet play remarkable effects on the performance of the heat transfer as compared to that in a single pass. Some other research was Fig. 1. Schematic of shell and tube heat exchanger with E type of shell. a) Without recovery or conventional heat exchanger, b) With recovery or reflux. Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 ARTICLE IN PRESS JID: JTICE [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 effectiveness and total annual cost. Some another authors have been done that showed the application of waste heat recovery in different types of heat exchangers, such as cross-flow heat exchanger [25] and Compact heat exchangers [26]. Some other works, numerically analysis have studied the effects of waste heat recovery in the heat exchanger from the thermoelectric [27] and thermo-economic [28] optimization viewpoint. There are three aims in the present paper: first, to extend the numerical simulation for a shell and tube heat exchanger with mass flow rate recovery(MFRR) and study the recovery effects on the thermo-economic optimization; second, effectiveness and total annual cost (TAC) are considered as objective functions and nine design parameters are selected; third, to investigate variations of objective functions versus some important parameters such as temperature distribution, reflux ratio, cost, and the results are obtained and discussed. 2. Thermal modeling There are some various kinds of shells such as E, F and kinds used in various applications. In this paper, E kind of shell (which is the most common type of shell) in TEMA standard (Tubular exchanger manufacturing association), as shown in Fig. 1a, is selected. As it is mentioned, the main contribution of this paper is studying the mass flow rate recovery as shown in Fig. 1b. For this purpose, an additional line is provided to reflux some part of fluid from outlet to the inlet. Because of pressure loss in the heat exchanger, an additional pump is required which work in the steady state condition. Effectiveness in terms of number of transfer units (NTU) and heat capacity ratio (C*) for this kind of shell and tube heat exchanger was estimated from [1]: e¼ 2 ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi r r ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi ffi ffi 2 ð1 þ C Þ þ 1þC Coth 0:5 NTU 1 þ C2 ð1Þ resistances, tube inside diameter, tube wall conductivity and tube inside fouling resistances, respectively. In addition, hi and ho are tube and shell side convection heat transfer coefficients which are presented in the following sub-sections 2.1. Heat transfer coefficient and friction factor in tube side (cold side) R¼ _R m _ i;primary m ð10Þ For thermal analysis of the MFRR from the cooling fluid and reflux direction from the outlet to the inlet, a parameter called reflux ratio (R) is used, which is defined as follows: Outlet pressure and flow stability are two important parameters which may be affected by refluxing. The mentioned parameters are more important in the case of gas stream with high rate of refluxing. To avoid the mentioned negative effects, the liquid based heat exchanger with the reasonable reflux ratio are selected. Formulation of tube side inlet mass flow rate of STHE are obtained as: _ i;t ¼ ð1 þ RÞm _ i;primary m ð11Þ _ R ،m _ i;t and m _ i;primary are reflux direction mass flow rate, total where m inlet mass flow rate and primary inlet mass flow rate, respectively. Convection heat transfer coefficient in the tube side is obtained as following equations [30]: 2300 < Re104 ð12Þ 0 1 f ðRe 1000ÞPr C k B qffiffi h¼@ 2 A 1 þ 12:7 2f ðPr0:67 1Þ di Re > 104 ð13Þ 0 in which C*and NTU are defined as: C C ¼ min Cmax ð2Þ _ p Þc ; ðmc _ p Þh ÞandC max ¼ maxððmc _ p Þc ; mc _ p Þh Þ Cmin ¼ minððmc ð3Þ 3 B h¼@ 1 1:07 þ 900 Re Re Pr 2f C k qffiffi A f 0:67 1Þ di ð0:63=ð1 þ 10 PrÞÞ þ 12:7 2ðPr f is friction factor which is estimated from formula (12 and 13). 2 f ¼ ð1:58 logðReÞ 3:28Þ Uo A O NTU ¼ Cmin ð4Þ e ¼ Q=Q max ð5Þ _ and cp are the mass flow rate and the specific heat capacity, where m the subscripts h and c indicates hot-side and cold-side, respectively. The effectiveness can be determined using the following definition [1]: in which Q is rate of heat transfer and obtained as follows using the first law of thermodynamic: _ p c Tc;out Tc;in ¼ mc _ p h Th;in Th;out Q ¼ DHc ¼ DHh ¼ mc ð6Þ Q max ¼ Cmin DTmax ¼ Cmin Th;in Tc;in ð7Þ where Qmax is maximum rate of heat transfer and calculated with the following formula: where AO is the total tube outside heat transfer surface area and Uo is the overall heat transfer coefficient which are computed from [1]: Ao ¼ At ¼ pLdo Nt Uo ¼ ð8Þ 1 1 ho þ Ro;f þ do lnðdo =di Þ 2kw þ ddoi Ri;f þ ddoi h1i ð9Þ where L ، do, Nt ، Ro,f, di ، kw and Ri,f are tube length in each pass, tube outside diameter, tube number in cross section, tube outside fouling 2300 < Re104 ð14Þ f ¼ 0:00128 þ 0:1143 ðReÞ0:311 Re > 104 ð15Þ Where Pr, f, k are Prantel number, friction factor and fluid conductivity, respectively. In addition, Re is Reynolds number and in the with and without MFRR are defined as: Ret ¼ _ i;primary 4np ð1 þ RÞm Nt pdi mt ð16Þ Ret ¼ _ i;primary 4np m Nt pdi mt ð17Þ In the above equations, npand m are number of tube pass and viscosity in the tube side. ! np 4fl 2 2 DPt ¼ m_ þ 1 s þ K s K DPrecovery 1 c e di 2rt Ao 2 ð18Þ In addition, pressure drop in the tube side is obtained as follows [1] here r, Kc, Ke and s are the tube side density, tube inlet and outlet Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 ARTICLE IN PRESS JID: JTICE 4 [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 pressure drop coefficients as well as ratio of minimum free flow area to the frontal area, respectively. Furthermore, Ao is tube side flow cross section area in each pass defined as [1]: pdi 2 Nt Ao ¼ ð19Þ 4 np 2.2. Heat transfer coefficient and pressure drop in shell side In this research, Bell-Delaware technique is applied to obtain the coefficient of heat transfer and pressure drop in the shell side [29]. In this technique, an ideal heat transfer coefficient for cross flow stream in the tube bundle is estimated and improved with some correction factors. Ideal heat transfer coefficient in the shell side is obtained as [29]: 0:67 _ ks ms 0:14 m hid ¼ js Cp ð20Þ As C p ms msw here As, ks and ms are cross flow area at near the shell centerline, fluid conductivity and viscosity in the shell side, respectively. Moreover, msw is shell side viscosity at wall temperature and js is ideal Colburn factor in the shell side estimated as [29]: 1:33 a ðRes Þa2 ð21Þ js ¼ a1 Pt =do a¼ a3 1 þ 0:14ðRes Þa4 Res ¼ As ¼ _ do m A s ms Ds ðPt do ÞBS Pt 2.3. Economic Analysis In this research, two objective functions including the effectiveness of the STHE or effectiveness and TAC are considered for the optimization problem. The TAC of the system is included of the operational cost and investment cost. Effectiveness is obtained in Eq. 1 and TAC is described in the below form [24]: TACð=yearÞ ¼ af Zi þ Zop Zi ¼ 8500 þ 409 At 0:85 af ¼ ð30Þ ð31Þ ir n 1 ð1 þ irÞ ð32Þ where af, Zi, ir and n are annualized factor, investment cost, interest rate and depreciation time, respectively. In addition, the total operating cost related to pumping power to overcome friction losses of both hot and cold streams was computed from [24]: Zop ð=yearÞ ¼ ðDPt þ DPs þ DPrecovery Þ ’el t P¼ _ m rhp ð33Þ DP ð34Þ ð22Þ where subscripts t and s indicate the tube and shell side. Moreover, hp, feland t are isentropic effectiveness of pump, unit price of electricity and hours of system operation in a year, respectively. ð23Þ 3. Fitness functions, design parameters and constraints ð24Þ here Pt, Res and BS are tube pitch, shell side Reynolds and baffle spacing, respectively. In addition, a1-a4 are constants and depend on the Reynolds number and tube arrangement and are obtained by BellDelaware team [29]. Furthermore, where Ds is considered as shell diameter and obtained as follow [29] rffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi 4 Nt CL Ds ¼ Pt ð25Þ p CTP where CL and CTP are tube layout and tube count constants, respectively which depend on the tube arrangement and pass. Shell side heat transfer coefficient is modified by having ideal heat transfer coefficient and some correction factors as follows [29] ho ¼ hs ¼ hid ðJc JI Jb Js Jr Þ pressure drop, Colburn factor, friction factors and constants in relations 21-22 and 27-28, are referred to references [1, 29] ð26Þ where Jc, JI, Jb, Js and Jr are correction factors related to the baffle configuration, baffle leakage, bundle/pass partition bypass streams, inlet/ outlet baffle spacing and adverse temperature gradient, respectively. Friction factor is also evaluated as follows [29]: !b 1:33 f s b1 ðRes Þb2 ð27Þ pt Using the flow reflux direction for the cold fluid has two opposite effects. Increasing the mass flow rate of the clod fluid, and the Reynolds number, which in turn increases the overall heat transfer coefficient, have a very favorable effect on the thermal performance of the system. On the other hand, the increase in mass flow rate because of the increase in operational cost, due to the increase in pump power consumption, has a conflicting effect on the heat exchanger. To evaluate the conflicting effects of thermo-economic, effectiveness and total annual cost (TAC) are selected as two objective functions. In this work, tube arrangement, tube diameter, tube pitch ratio (ratio between tube pitch and tube outside diameter), tube length, tube Table. 1 Variation range of design parameters Design parameter Lower bound Upper bound Tube arrangement (degree) Tube inside diameter (mm) Tube pitch ratio (pt/do) Tube length in each pass (m) Tube number (-) Baffle spacing ratio (BS/Ds) Baffle cut ratio (BC/Ds) Reflux ratio (-) Recovery direction diameter (mm) 10.3 1.25 3 100 0.2 0.19 0 10.3 30°-45° -90° 17.3 2 8 800 1.4 0.32 1 17.3 do b¼ b3 b4 1 þ 0:14ðRes Þ ð28Þ here b1-b4are constants and depend on the Reynolds number and tube arrangement. Finally, the total pressure drop in the shell side is estimated as follows: Dps ¼ Dpcr þ Dpi=o þ Dpw ð29Þ where Dpcr, Dpi/o and Dpware pressure drop in cross-flow, inlet/outlet and window part, respectively. The details for computation of Table. 2 Input data for modeling and optimization [24]. Parameter Value Water fouling resistance (m2. W/K) Oil fouling resistance (m2. W/K) Interest rate (–) System life time (year) Hours of operation in year (h) Price of electrical energy ($/kW h) Pump effectiveness (–) 0.000074 0.00015 0.10 10 5000 0.02 0.6 Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 ARTICLE IN PRESS JID: JTICE [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 number, baffle spacing ratio (ratio between baffle spacing and shell inside diameter), baffle cut ratio (ratio between baffle cut and shell inside diameter), as well as reflux ratio and recovery direction diameter are considered as nine design parameters and listed in Table. 1 are selected. The standard size of the tube’s internal and external diameters is presented in the appendix. The constraint is also considered as follows: 3< L < 12 DS 5 Table. 3 Constants considered in the Eq. (36) ð35Þ In addition, input parameters listed in Table 2 are considered for numerical simulation. Parameter With recovery Without recovery α1 α2 α3 α4 α5 β1 β2 β3 β4 -595.1 -284.9 273.2 -193.9 312.9 71.61 -150 -170.3 167 774.9 -2406 1785 -1197 529.2 359.2 -35.74 -534.4 260.1 4. Case study In this study, a verified code which was previously developed by the author is used for modelling [24]. In fact, the details of verification are referred into the reference [24]. In this study, the fast and elitism Non-Dominated Genetic Algorithm (NSGA-II) was applied to find the effects of mass flow rate recovery (MFRR) to the tube side in a shell and tube heat exchanger. The Oil with a mass flow rate of 10 kg/s and inlet temperature of 80⸰C is considered as shell side (hot fluid), while water with a mass flow rate of 6 kg/s and inlet temperature of 20⸰C is selected as tube side (cold fluid). Thermophysical properties of both side are considered as a function of temperature and concluded at the input and output average temperature. Lastly, to extend the results, the optimization is also carried out for various tube side (cold side) mass flow rates including 4, 5, 8 and 10 kg/s. 5. Discussion and results In this research, the effect of fluid inlet parameters, including mass flow rate and inlet temperature, on the optimal results of the shell and tube heat exchanger has been investigated using the mass flow rate recovery(MFRR) technique (reflux direction). It is worth noting that the thermo-economic optimal results are presented after 3 repetitions and re-ranking. Utilizing this method leads to an increase in the inlet temperature of the fluid, somehow of preheating, which improves the thermal performance of STHE. Besides, establishing a reflux direction increases the inlet mass flow rate, and pump power, and consequently, the operational cost is increased. Therefore, to achieve the conflicting effect of MFRR on effectiveness and TAC, the use of multi-objective algorithm becomes necessary. For this purpose, the geometry of the considered STHE is simulated, and the final optimal results are obtained next. The NSGAII is applied for 1000 generations, using a search population size of 150 individuals, gene mutation probability of 0.035, crossover probability of 0.9 and controlled elitism value of 0.5 and the results for the Pareto optimal front are showed in Fig. 2. Also, to better understand the effect of MFRR on optimal results, the results of cases with MFRR and without it are compared. The final optimal results (pareto front) for both cases of with and without MFRR are shown in Figure 2 for hot and cold side mass flow rate of 10 and 6 kg/s, respectively. The present results confirm the enhancing effect of recovery on the thermo-economic characteristics of the shell and tube heat exchanger, which is indicated by the dominance of the final optimal results in the case with recovery over the optimal results in the case without it. Simply put, Figure 2 illustrates that by installing a reflux direction to return cold fluid from the outlet to the inlet of the STHE, effectiveness and the TAC of the STHE increase and decrease, respectively, which are desired, and shows that the constructive effect of the recovery has been achieved. MFRR, on the one hand, increases the inlet mass flow rate of the heat exchanger and consequently increases the Re number, overall heat transfer coefficient, and on the other hand, is associated with favorable changes in C*(Reduce C*). These are two important factors that enhance thermal effectiveness. Formula 36 is calculated in order to find the relationship between effectiveness and TAC in the optimal position for the points presented in Figure 2 for the two cases of the conventional heat exchanger and recovered one, respectively with the constants listed in Table 3. Equation 36 is valid for an effectiveness value of 0.1168 e 0.6483 and a TAC of 2088.1 TAC 8808.9 for the MFRR. The above equation can also be used for the effectiveness value of 0.1190 e 0.6128 and the TAC of 2082.6 TAC 10227 for the conventional exchangers. The above equation calculates the minimum values of the TAC (optimal TAC) for a given effectiveness. Also, the validation of the extracted relationship with the optimal results presented in Figure 2 has been performed for the state without and with recovery in Figure 3 a and 3b, respectively. TAC ¼ Fig. 2. Pareto optimal fronts for both studied cases a1e4 þ a2e3 þ a3e2 þ a4e1 þ a5e0 1000 b1e3 þ b2e2 þ b3e1 þ b4e0 ð36Þ Variation of objective functions in terms of mass flow rate recovery (MFRR) The optimal values of the design parameters and objective functions for the five sample points of a-e presented in Figure 2 for the conventional heat exchanger and the recovered one are listed in Tables 4 and 5, respectively. As it can be seen in these tables, because of mass reflux in the case of recovery, generally higher tube number are selected in this case as compared with conventional case. In fact, the net tube side mass flow rate in the case of reflux Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 ARTICLE IN PRESS JID: JTICE 6 [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 Fig. 3. . Comparison of TAC between the result in results in figure 2 and equation 36. (a) Without recovery (b) with recovery Table. 4 Design parameters and objective functions for five optimum points a-e in Fig. 2 in the case of with recovery Design parameter (a) (b) (c) (d) (e) Tube arrangement (°) Tube number (–) Tube pitch ratio (pt/do) Tube inside and outside diameter (m) Tube length in each pass (m) Baffle spacing ratio (BS/Ds) Baffle cut ratio (BC/Ds Reflux ratio (-) Recovery direction diameter (mm) Effectiveness (-) TAC ($/year) Tube side Reynolds number (-) 45 576 1.2610 0.0052-0.0063 7.1961 0.2283 0.2206 0.1945 0.0196-0.0220 0.6445 8757.4 4304.2 45 473 1.3043 0.0052-0.0063 5.4362 0.3606 0.2655 0.2028 0.0203-0.0220 0.5959 5775.8 5061.1 45 414 1.2654 0.0052-0.0063 4.9613 0.4929 0.3139 0.1975 0.0203-0.0220 0.5641 4943.9 5528.3 45 271 1.2500 0.0052-0.0063 3.8961 0.9370 0.3195 0.1896 0.0203-0.0220 0.4433 3386.5 7426.8 45 186 1.2725 0.0052-0.0063 3.0354 1.3717 0.2604 0.1222 0.0196-0.0220 0.3119 2608.6 9353.5 Table. 5 Design parameters and objective functions for five optimum points a-e in Fig. 2 in the case of without recovery Design parameter (a) (b) (c) (d) (e) Tube arrangement (°) Tube number (–) Tube pitch ratio (pt/do) Tube inside and outside diameter (m) Tube length in each pass (m) Baffle spacing ratio (BS/Ds) Baffle cut ratio (BC/Ds Reflux ratio (-) Recovery direction diameter (mm) Effectiveness (-) TAC ($/year) Tube side Reynolds number (-) 45 544 1.2823 0.0052-0.0063 7.1729 0.200 0.3103 0.6068 8657.6 4034.8 45 377 1.2852 0.0052-0.0063 6.0698 0.3470 0.2614 0.5650 5800 5036.6 45 364 1.2566 0.0052-0.0063 5.1496 0.4740 0.2680 0.5332 4943 5089.0 45 269 1.2933 0.0052-0.0063 3.8461 0.7858 0.3038 0.4229 3354.0 5917.2 45 188 1.2727 0.0052-0.0063 3.1282 1.3150 0.2680 0.3175 2655.0 7992.0 increases and optimization algorithm adjusted the tube number higher to moderate the Reynolds number and pressure drop. Considering the values of tube side Reynolds number in these tables, verified this point. Figure 4 shows the changes in effectiveness and TAC with the reflux ratio for the five sample points of a-e. It can be seen from Figure 4 that the trend of changes in both objective functions is incremental, but this trend is linear for the effectiveness while following the nonlinear trend for the TAC. Reflux ratio is directly related to C* and Re number. On the one hand, according to Equation 12 and 13, the increase in the reflux ratio has increased the heat transfer coefficient of the tube side, and with the increase of this important thermal parameter, overall heat transfer coefficient and NTU increase according to Equations 9 and 4, respectively. On the other hand, according to Equation 2, C* has also decreased, Therefore both factors have helped to increase the thermal effectiveness and ultimately have increased the shell and tube heat exchanger performance. Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 JID: JTICE ARTICLE IN PRESS [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 Fig. 4. Objective functions variations respect to reflux ratio for typical five optimal points a-e in Fig. 2. Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 7 JID: JTICE 8 ARTICLE IN PRESS [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 Fig. 5. Percentage improvement in objective function versus reflux ration ratio for typical five optimal points a-e in case of recovery. (A) Percent variation of effectiveness versus reflex ratio. (B) Percent variation of TAC versus reflux ratio. It is noteworthy that the reflux ratio due to the increase in pump power consumption is directly related to the TAC, such that with its increase, this economic parameter, especially at high values of reflux ratio, is associated with a significant increase, which is unfavorable. According to Eqs. 14 and 15, although the ft is decreased, the pressure drop in the tube side of the heat exchanger is increased with increasing the reflux ratio. On the other hand, the pressure drop of the reflux direction, as an effective parameter, also contributes to the increase in pump power consumption and unfavorably leads to an increase in the operational cost due to the fixed initial cost, it increases the total annual cost. To better understand the presented figures in Fig.4, the percentage of objective functions changes with the reflux ratio is shown in Fig. 5A and Fig. 5B for five sample points of a-e. The variation trend of effectiveness is almost the same for all five points. However, point A has the highest slope and then B, C, D and E. Besides, the slope of the TAC curve is adversely the highest for point E and then is D, C, B and A, respectively. In fact, Fig. 5 indicates that for a constant reflux ratio, a heat exchanger with higher effectiveness experiences more difference in the effectiveness and a lower increase in TAC. For example, when the reflux ratio is increased to R = 1, the effectiveness and the TAC of point A, are increased %22 and %76, respectively, while for the same reflux ratio, the values are %9 and %122 for point E. According to the presented results, the application of MFRR is not recommended for low-effectiveness STHE. In the continue, the recovery effect of the mass flow rate was presented and compared on the thermo-economic and hydraulic specification such as Zop,AO, Zi and ft of the heat exchanger with and without recovery under the optimal condition (fig 6a- fig6d). The direct relation between the reflux direction with the tube side Reynolds number can alter the thermo-economic and hydraulic parameters of the STHE. An increase in the Reynolds number of the tube side will enhance the overall heat transfer coefficient and number of transfer units (NTU); thus maintaining a constant effectiveness requires lower total heat transfer surface area heat exchanger and hence lower volumes. Moreover, according to Eq 31, the initial cost of the heat exchanger will also decline due to the decrement in the total heat transfer surface area. On the other hand, at the recovery state, although the ft decreased due to the increase in Reynolds number, the pump power was enhanced due to the establishment of the reflux direction which will increment the operating cost. In fact, the increase in the power consumption of the pump can be regarded as a negative effect of flow recovery. Output temperature is one of the important parameters in the design of an optimal heat exchanger. Having the effectiveness of the heat exchanger and input parameters of the fluid, the output temperature of the exchanger can be determined by Eq 5, These parameters are presented for the optimal points. They are also depicted in Fig 7 for the cases with and without recovery, respectively (fig 7a and fig 7b). The variation of the effectiveness with the output temperature was linear for both cases. The highest temperature difference of the fluid occurred at the maximum effectiveness giving rise to the highest output temperature of the cold fluid and the lowest output temperature of the hot fluid. Moreover, the proportionality of the effectiveness with the output temperature concludes the presence of an optimal temperature for each effectiveness. As mentioned before, the application of a recovery system can enhance the thermal performance, giving rise to higher effectiveness and hence higher temperature of the clod fluid and lower temperature of the hot one. To generalize the results, the optimization was carried out at various cold side mass flow rate (varying the input rate ending up to the _ c ¼ 4 kg _ _ _ recovery) including m s ; mc ¼ 5 kg=s, mc ¼ 8 kg=s and mc ¼ 10 kg=s. Fig. 8 shows the optimal final effectiveness vs. the TAC. Generally, the results indicate an improvement in the final optimal points (pareto front) of the case with recovery as compared to the without recovery. According to Fig. 8, at high and low mass flow rate of the cold side, the recovery of the mass flow rate did not significantly affect the objective function (effectiveness and TAC). Moreover, the _ c ¼ 5 kg=s with recovery case dominated final optimal points at m those of the without recovery case which can be inferred as a thermo-economic improvement. For further investigation of the differences at various cold side mass flow rates, the variations in the effectiveness/TAC were calculated at constant TAC/effectiveness as depicted in Fig. 9. It must be noted that due to the same pareto front at mass flow Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 JID: JTICE ARTICLE IN PRESS [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 9 Fig. 6. Distribution of some important parameters vs objective function for the optimum results in Fig. 2. (a) Heat transfer area vs effectiveness. (b) Investment cost vs effectiveness. (c) Friction factor vs effectiveness. (d)Operational cost vs TAC. Fig. 7. Distribution of outlet temperature versus effectiveness on each side for the Pareto optimal front in fig2. (a) with recovery. (b) without recovery. Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 JID: JTICE 10 ARTICLE IN PRESS [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 Fig. 8. Optimal Pareto fronts in the case of recovery and without recovery for different rates of cooling fluid. (a). 4 kg/s, (b). 5 kg/s, (c). 8 kg/s, (d) 10kg/s Fig. 9. Percent of variation in objective functions for the case of recovery and for various mass flow rate. (a) Percent variation of TAC versus effectiveness. (b) Percent variation of effectiveness versus TAC Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 JID: JTICE ARTICLE IN PRESS B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 [m5G;June 1, 2021;0:33] 11 Fig 10. variation in objective functions for the case of recovery and for various reflux ratio(R). (a) variation of effectiveness versus hot fluid inlet temperature. (b) variation of TAC versus hot fluid inlet temperature. (c) variation of effectiveness versus cold fluid inlet temperature. (d) variation of TAC versus cold fluid inlet temperature. (e) variation of effectiveness versus hot mass flow rates. (f) variation of TAC versus hot mass flow rates. (g) variation of effectiveness versus hot mass flow rate in R=0.6. Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 JID: JTICE 12 ARTICLE IN PRESS [m5G;June 1, 2021;0:33] B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 _ c ¼ 4 kg=s and m _ c ¼ 10 kg=s, their results were ignored rates of m to avoid irregularity in the figure. Generally, the improvement in the TAC was more significant at high efficiencies (a considerable increase in the slope at high efficiencies). Moreover, the desirable _ c ¼ 5 kg=s followed by economic properties were observed at m _ c ¼ 6 kg=s and m _ c ¼ 8 kg=s. For example, the mass flow rates of m _ c ¼ 5 kg=s in constant effecTAC experienced a 24% decrease at m tiveness (e = 0.54) while the percentage in the improvement of the TAC was 11% and 8%, respectively. The same trend can be observed for the thermal effectiveness as the best results were observed at _ c ¼ 5 kg=s. m Fig. 10 shows the sensitivity analysis of the objective functions for similar input conditions (mass flow rate and inlet temperature) and various reflux ratio include R = 0, R = 0.3, R = 0.6 and R = 1. By an increment in the hot fluid temperature, its viscosity changed, which enhanced the Re number of the shell side; hence increasing the heat transfer coefficient of that side. By installing a reflux direction to recover and increase the reflux ratio, the Re number of the tube side also enhanced giving rise to an increment in the heat transfer coefficient of the tube side. Regarding the rise in the heat transfer coefficient at both sides, the highest difference in the effectiveness occurs at high reflux ratio and hot side temperatures. Also, the changes in the input temperature of the hot and cold fluid had no significant influence on the TAC. An increase in the reflux ratio, however, is accompanied by a rise in the pressure drop due to the increase in the mass flow rate of the cold side which will increment the operating cost and hence enhance the TAC. It must be noted that the increase in the mass flow rate of the hot side (shell side) will increase the pressure drop in that side. An increase in the reflux ratio also caused the same trend in the cold side (tube side), giving rise to an increment in the TAC. The variation trend of the effectiveness with the mass flow rate of the hot fluid showed an inflection point at all reflux ratio. For the points before the inflection point, an increase in the mass flow rate of the hot side increased the C* due to the increased Cmin at constant Cmax (Eq2), This will decline the effectiveness. After the inflection point, an increase in the mass flow rate of the hot side at constant Cmin, increased the Cmax parameter which decreased the C* parameter and hence increased the effectiveness. Therefore, any changes in the mass flow rates of the hot or cold sides can negatively affect the thermal performance if accompanied by an increase in the C* parameter and vice versa. Regarding the input conditions of both fluids, as the recovery of the mass flow rate will further increase the difference between Cs and Ct (Cs<Ct), it will shift the inflection point at higher mass flow rates of the hot fluid. the higher the reflux ratio, the inflection point will occur at higher mass flow rates of the hot fluid. For a better understanding of the mentioned points, the variations in the effectiveness are plotted versus the mass flow rate(R = 1) of the hot side in Fig. 10g. 6. Conclusion In this research, the effect of mass flow rate recovery(MFRR) using reflux direction on thermo-economic optimizing the shell and tube heat exchanger(STHE) is investigated and compared to the case without recovery. For this purpose, effectiveness and TAC were selected as two objective functions and nine design parameters were considered in this study. The most significant findings of this study are presented in the following: Thermo-economically, the best optimal thermal effectiveness and _ c ¼ 5 kg=s followed by m _ c ¼ 6 kg=s and TAC were observed at m _ c ¼ 8 kg=s: m Almost the same final optimal points (pareto front) at high and _ c ¼ 4 and m _ c ¼ 10 kg=sÞ indicate the low mass flow rates (m ineffectiveness of the studied solutions at the mentioned mass flow rates. The objective functions (effectiveness and TAC) followed an ascending trend with the recovery of mass flow rate. This trend was linear for the effectiveness while showed a nonlinear behavior in terms of TAC. The sensitivity analysis of the thermo-economic properties with the reflux ratio indicated a higher difference in the effectiveness and a lower increase in the TAC in a constant reflux ratio for heat exchanger with higher effectiveness. Therefore, the use of recovery is not recommended for heat exchanger with low effectiveness. The growth in the input mass flow rate as a result of the reflux direction installation caused an increase in the Reynold number of the tube side with enhanced the heat transfer coefficient. Therefore, at constant effectiveness and NTU, it required lower heat transfer and initial cost. In the case of recovery, although the friction factor declined due to the increase in Reynold number, the power consumption of the pump also incremented due to the installation of a new reflux direction (negative effect of the MFRR) which will adversely influence the operating cost. An increase in the mass flow rate of the tube and shell side increased the pump power consumption due to the pressure drop. The increment in the reflux ratio the mentioned factor which considerably enhanced the operating cost and TAC of the heat exchanger at high input mass flow rates of both fluids and higher recovery rates. The variations in effectiveness vs. cold or hot fluid mass flows had an inflection point. The application of the MFRR dependent on the C* parameter changed the inflection point. Therefore, any alterations in the input mass flow rates can negatively influence the thermal performance if increments the C*parameter and vice versa. Declaration of Competing Interest None. Appendix Table 6 Table. 6 Thirty-eight standard diameter considered in inch dimension [1] (0.194, 1/4) (0.331, 3/8) (0.435, 5/8) (0.555, 5/8) (0.606, 3/4) (0.635, 7/8) (0.805, 7/8) (0.206, 1/4) (0.370, 1/2) (0.481, 5/8) (0.482, 3/4) (0.620, 3/4) (0.657, 7/8) (0.214, 1/4) (0.402, 1/2) (0.495, 5/8) (0.510, 3/4) (0.643, 3/4) (0.685, 7/8) (0.277, 3/8) (0.430, 1/2) (0.509, 5/8) (0.532, 3/4) (0.352, 3/4) (0.709, 7/8) (0.67, 1) (0.305, 3/8) (0.444, 1/2) (0.527, 5/8) (0.560, 3/4) (0.680, 3/4) (0.745, 7/8) (0.319, 3/8) (0.407, 5/8) (0.541, 5/8) (0.584, 3/4) (0.607, 7/8) (0.777, 7/8) References [1] Shah RK, Sekulic DP. Fundamentals of heat exchanger design. John Wiley & Sons; 2003. [2] Pandiyarajan V, Pandian MC, Malan E, Velraj R, Seeniraj RV. Experimental investigation on heat recovery from diesel engine exhaust using finned shell and tube heat exchanger and thermal storage system. Applied energy 2011;88(1):77–87. [3] Bari S, Hossain SN. Waste heat recovery from a diesel engine using shell and tube heat exchanger. Applied Thermal Engineering 2013;61(2):355–63. [4] Lu X, Yu X, Qu Z, Wang Q, Ma T. Experimental investigation on thermoelectric generator with non-uniform hot-side heat exchanger for waste heat recovery. Energy Conversion and Management 2017;150:403–14. Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022 JID: JTICE ARTICLE IN PRESS B. Masoumpour et al. / Journal of the Taiwan Institute of Chemical Engineers 00 (2021) 113 s F, Mota-Babiloni A. Experimental study of an ORC [5] Peris B, Navarro-Esbrí J, Mole (organic Rankine cycle) for low grade waste heat recovery in a ceramic industry. Energy 2015;85:534–42. [6] Ma H, Yin L, Shen X, Lu W, Sun Y, Zhang Y, Deng N. Experimental study on heat pipe assisted heat exchanger used for industrial waste heat recovery. Applied energy 2016;169:177–86. [7] Lin GG, Ho CD, Huang JJ, Chen YC. An analytical study of power-law fluids in double-pass heat exchangers with external recycle. International journal of heat and mass transfer 2012;55:2261–7 (9-10). [8] Mohammadi K, Sabzpooshani M. Appraising the performance of a baffled solar air heater with external recycle. Energy conversion and management 2014;88:239–50. [9] Ho CD, Chen TC. The recycle effect on the collector effectiveness improvement of double-pass sheet-and-tube solar water heaters with external recycle. Renewable Energy 2006;31(7):953–70. [10] Lin GG, Ho CD, Huang JJ, Chen YR. Heat transfer enhancement for the power-law fluids through a parallel-plate double-pass heat exchangers with external recycle. International communications in heat and mass transfer 2012;39(8):1111–8. [11] Yeh HM, Ho CD. Solar air heaters with external recycle. Applied Thermal Engineering 2009;29(8-9):1694–701. [12] Yeh HM, Ho CD. Effect of external recycle on the performances of flat-plate solar air heaters with internal fins attached. Renewable Energy 2009;34(5):1340–7. [13] Yeh HM. Effect of external recycle on the performance in parallel-flow rectangular heat-exchangers, 13. 淡江理工學刊; 2010. p. 405–12. [14] Ho CD, Tu JW, Wang GB, Lai WC, Chen WZ. Recycle effect on heat transfer enhancement in double-pass parallel-plate heat exchangers under asymmetric wall fluxes. International communications in heat and mass transfer 2010;37(3):274–80. [15] Ho CD, Hsien TL, Chang H, Tu JW, Yang CM. The influences of recycle on a doublepass laminar counterflow concentric-tube heat exchangers with sinusoidal wall fluxes. International communications in heat and mass transfer 2009;36(6):579–84. [16] Ho CD, Tu JW, Chuang YJ, Chuang CJ. Recycle effect on heat-transfer effectiveness improvement in a double-pass parallel-plate heat exchanger under uniform wall fluxes. International communications in heat and mass transfer 2008;35(10):1344–9. [17] Kandilli C, Koclu A. Assessment of the optimum operation conditions of a plate heat exchanger for waste heat recovery in textile industry. Renewable and Sustainable Energy Reviews 2011;15(9):4424–31. [18] Ma H, Du N, Zhang Z, Lyu F, Deng N, Li C, Yu S. Assessment of the optimum operation conditions on a heat pipe heat exchanger for waste heat recovery in steel industry. Renewable and Sustainable Energy Reviews 2017;79:50–60. [m5G;June 1, 2021;0:33] 13 [19] Jouhara H, Almahmoud S, Chauhan A, Delpech B, Bianchi G, Tassou SA, Arribas JJ. Experimental and theoretical investigation of a flat heat pipe heat exchanger for waste heat recovery in the steel industry. Energy 2017;141:1928–39. [20] Gu W, Weng Y, Wang Y, Zheng B. Theoretical and experimental investigation of an organic Rankine cycle for a waste heat recovery system. Proceedings of the Institution of Mechanical Engineers. Part A: Journal of Power and Energy 2009;223(5):523–33. [21] Roumpedakis TC, Chapaloglou S, Pallis P, Leontaritis AD, Braimakis K, Karellas S, Vourliotis P. Experimental investigation and CFD analysis of heat transfer in single phase subcooler of a small scale waste heat recovery ORC. Energy Procedia 2017;129:487–94. [22] Yang B, Jiang Y, Fu L, Zhang S. Experimental and theoretical investigation of a novel full-open absorption heat pump applied to district heating by recovering waste heat of flue gas. Energy and Buildings 2018;173:45–57. [23] Brough D, Mezquita A, Ferrer S, Segarra C, Chauhan A, Almahmoud S, Jouhara H. An experimental study and computational validation of waste heat recovery from a lab scale ceramic kiln using a vertical multi-pass heat pipe heat exchanger. Energy 2020;208:118325. [24] Sanaye S, Hajabdollahi H. Multi-objective optimization of shell and tube heat exchangers. Applied Thermal Engineering 2010;30:1937–45 (14-15). langer S, Gosselin L. Multi-objective genetic algorithm optimization of thermo[25] Be electric heat exchanger for waste heat recovery. International journal of energy research 2012;36(5):632–42. [26] Bari S, Hossain SN. Design and optimization of compact heat exchangers to be retrofitted into a vehicle for heat recovery from a diesel engine. Procedia Engineering 2015;105:472–9. [27] Crane DT, Jackson GS. Optimization of cross flow heat exchangers for thermoelectric waste heat recovery. Energy conversion and management 2004;45:1565–82 (9-10). € ylemez MS. On the thermoeconomical optimization of heat pipe heat [28] So exchanger HPHE for waste heat recovery. Energy Conversion and Management 2003;44(15):2509–17. [29] Kakac S, Liu H, Pramuanjaroenkij A. Heat exchangers: selection, rating, and thermal design. CRC press; 2020. [30] Mirzaei M, Hajabdollahi H, Fadakar H. Multi-objective optimization of shell-andtube heat exchanger by constructal theory. Applied Thermal Engineering 2017;125:9–19. Please cite this article as: B. Masoumpour et al., Performance evaluation of a shell and tube heat exchanger with recovery of mass flow rate, Journal of the Taiwan Institute of Chemical Engineers (2021), https://doi.org/10.1016/j.jtice.2021.05.022