Maximizing CO2 sequestration in cement-bonded fiberboards through carbonation curing
advertisement

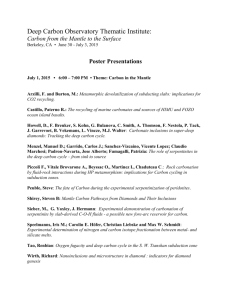
Construction and Building Materials 213 (2019) 51–60 Contents lists available at ScienceDirect Construction and Building Materials journal homepage: www.elsevier.com/locate/conbuildmat Maximizing CO2 sequestration in cement-bonded fiberboards through carbonation curing Zhen He a,b, Yaodong Jia c, Sam Wang d, Mehrdad Mahoutian e, Yixin Shao e,⇑ a Shaanxi Key Laboratory of Safety and Durability of Concrete Structures, Xijing University, Xian, China State Key Laboratory of Water Resources and Hydropower Engineering Science, Wuhan University, Wuhan, China c Callaghan Innovation, Advanced Materials, New Zealand d AMEC Foster Wheeler, Oakville, Ontario, Canada e Department of Civil Engineering, McGill University, Montreal, Quebec, Canada b h i g h l i g h t s The maximum possible CO2 uptake by Portland cement during carbonation curing is determined. Carbonation curing of cement-bonded fiberboards promotes CO2 uptake to 85% efficiency. The flexural strength by carbonation curing can reach 70 to 100% of ultimate strength within 24 h. Carbonated fiberboards are more resistant to freeze-thaw cycling and wet-dry cycling. Cement fiberboards can serve as CO2 sink for carbon capture and storage. a r t i c l e i n f o Article history: Received 14 September 2018 Received in revised form 1 April 2019 Accepted 8 April 2019 Available online 12 April 2019 Keywords: CO2 sequestration Carbonation curing Cement-bonded fiberboard Cellulose fiber Strength Durability a b s t r a c t CO2 sequestration in cement-bonded cellulose fiberboards through carbonation curing was studied. The maximum possible carbon dioxide uptake by ordinary Portland cement within a curing process was determined by a cement solution carbonation. It was 28.5% based on cement mass after 18 h initial hydration and 24 h carbonation. The best combination of material and process parameters in fiberboard carbonation had facilitated a curing process to allow 24.4% carbon uptake in 8 h carbonation and 20% carbon uptake in 0.5 h carbonation, a 70–85% reaction efficiency within 24 h. It was found that the CO2 sequestration was dependent on the water content in fiberboards after preconditioning. An optimal water content was ranged from 40 to 60%. Carbonated fiberboards had shown a flexural strength at least 70% of ultimate strength within 24 h and a much improved freeze-thaw and wet-dry durability performance. If all cement-bonded cellulose fiberboards in United States adopt carbonation production, the annual CO2 consumption by fiberboards can reach 0.36 Mt. Ó 2019 Elsevier Ltd. All rights reserved. 1. Introduction Cement-bonded cellulosic fiberboards are widely used in construction for exterior sidings, roofings and backboard applications. In the last 15 years, extensive research had been carried out on the process, performance and applications of cement-bonded fiber products [1]. Cellulose fiber cement composites demonstrated higher impact resistance, toughness, ductility and crack resistance compared with those cement-based products without fibers [1]. Carbonation curing was introduced to improve the durability of fiberboards. It was found that carbonation curing reduced the capillary porosity of composites, the microcracking and the moisture ⇑ Corresponding author. E-mail address: yixin.shao@mcgill.ca (Y. Shao). https://doi.org/10.1016/j.conbuildmat.2019.04.042 0950-0618/Ó 2019 Elsevier Ltd. All rights reserved. content in cellulose fiber cement composites, leading to a stronger bond between cellulose fiber and cement matrix [2]. Carbonation was applied to cellulose fiber reinforced roofing tile production [3]. Water absorption and apparent porosity were decreased with carbonation while bulk density increased. The improvement on the mechanical performance suggests that the fibres retained their tensile strength in the inorganic matrix. The accelerated carbonation was effective in mitigating the degradation suffered by the cellulose fibers in an alkali medium [3]. The use of cement-bonded cellulose fiberboards is increasing. It is estimated that the demand for cement fiberboards in US market alone will reach 250 million m2 per year in 2022 [4]. The traditional method of making cement fiberboards is the Hatcheck process. In this method, cement, fiber, silica sand and water are mixed in a slurry form with high water content. After 52 Z. He et al. / Construction and Building Materials 213 (2019) 51–60 thoroughly mixed, the slurry is dewatered through filtering and cast into thin sheets which are then stacked to form laminates. The fiberboard laminates are treated by preconditioning drying to reduce the moisture content and then sent for autoclave curing. The autoclave temperature and pressure for curing the cellulose fiberboard are usually set at 170–185 °C and 9–10 bar pressure [5]. Since autoclave curing is an energy intensive process, it is challenging and rewarding if a less energy intensive process can be developed to replace autoclaving. In this regard, early age carbonation curing can be an alternative [6]. As a steam replacement, early age carbonation technology had been applied to concrete masonry blocks production [7] and concrete bricks production [8]. Because of the enhanced compatibility between cement binder and wood particles, carbonation curing was also successfully applied to the production of cementbonded wood particleboard with low water to cement ratio. It was reported that particleboards made by Portland cement bonded recycled wood and carbonation activation could achieve CO2 absorption by 9% based on cement mass and satisfy high performance requirement [9]. The recycled wood based particleboard could also be made using carbonation activated magnesium oxide cement as binder [10]. Balsa wood based particleboards were successfully fabricated using Portland cement and carbonation curing [11]. Without carbonation, particleboards could be made with fastsetting magnesium phosphate cement [12]. The mechanism of rapid carbonation of cement-based materials was studied by Young et al. [13]. It is the reactions of di-calcium silicate (C2S) and tri-calcium silicate (C3S) with CO2 that generate strength-contributing phases, such as calcium silicate hydrates and calcium carbonates, as described by Eqs. (1) and (2): 2ð3CaO SiO2 Þ þ 3CO2 þ 3H2 O ! 3CaO 2SiO2 3H2 O þ 3CaCO3 ð1Þ 2ð2CaO SiO2 Þ þ CO2 þ 3H2 O ! 3CaO 2SiO2 3H2 O þ CaCO3 ð2Þ If initial hydration as pre-condition is introduced before carbonation, hydration products such as calcium hydroxide (CH) and calcium-silicate-hydrate (C-S-H) can also be carbonated [14]. The reactions can be described by Eqs. (3) and (4): CaðOHÞ2 þ CO2 ! CaCO3 þ H2 O ð3Þ 3CaO 2SiO2 3H2 O þ 3CO2 ! 3CaCO3 þ 2SiO2 þ 3H2 O ð4Þ As indicated by Eqs (1)–(4), carbonation curing is a carbon dioxide uptake process. Gaseous carbon dioxide is converted into solid calcium carbonates during carbonation curing. Cement-bonded cellulose fiberboards can serve as CO2 sink to permanently sequester carbon dioxide. In the near future, plenty of high purity of CO2 will be available from carbon capture and recovery at the industrial point sources due to possible emission regulation. Instead of being injected in geologic formation for storage, the carbon dioxide gas can be utilized in the production of cellulous fiberboards to gain economical, technical and environmental benefits. The question to be addressed is how much CO2 can be sequestered in cement fiberboards. The theoretical maximum CO2 uptake by ordinary Portland cement (OPC) was about 50% of cement mass [15]. Since not all calcium compounds can react with CO2 in curing period, it is essential to know the maximum possible CO2 uptake by fiberboards within a feasible industry process window. The purpose of this study is to determine the carbon dioxide uptake capacity by cement-bonded fiberboards and to maximize the carbon dioxide utilization by optimizing the material and process parameters. Those parameters include mixture proportions, compact pressure, preconditioning time, and carbonation duration. A fundamental study is carried out first to determine the maxi- mum possible CO2 uptake in a cement powder solution carbonation, an ideal condition for carbonation. The carbonation behavior of fiberboards is then evaluated by carbon dioxide uptake, immediate strength gain, long term strength gain, the microstructure changes as well as the freeze-thaw and wet-dry resistance. A scale-up production is successfully implemented and the carbon dioxide sequestration capacity by cement fiberboard carbonation as well as its energy consumption is estimated. 2. Experimental program 2.1. Setup for cement solution carbonation To determine the maximum possible carbon uptake by carbonation curing, cement solution carbonation was carried out. The test was designed to simulate the best reaction condition with suspended cement particles in a saturated CO2 solution with continue CO2 supply. Experiments were conducted using general use ordinary Portland cement (OPC). Its Blaine fineness number was 3730 cm2/g, specific gravity 3.14 g/cm3 and carbon dioxide content 0.54%. The setup of cement solution carbonation is shown in Fig. 1. 10 g cement was mixed with 400 g water with a magnetic stirrer in a flask. CO2 of 99% purity was injected into the solution at 5 Standard litres per minute (SLPM). To avoid pressure, the flask had an open exit to allow flow-through. The flask was placed on a digital balance to monitor the mass gain. Four tests (A1–A4) were performed: carbonation of 2 h or 24 h with or without 18 h initial hydration. For immediate carbonation without initial hydration, CO2 gas was injected into flask immediately after cement powder was mixed with water. This was to simulate fresh concrete carbonation. For carbonation after 18 h hydration, cement powder was mixed with water for 18 h by a stirrer and then CO2 gas was injected. After solution test, the cement powder was filtrated by a medium speed filter paper and oven dried at 100 °C. Then the powder was pulverized and analyzed using thermogravimetry (TG) and X-ray diffraction (XRD) techniques. CO2 uptake was quantified by three methods: mass gain method, Coulometric titration method and TG analysis. The mass gain method uses digital balance to record the mass increase during carbonation (Fig. 1). Since gas flow may cause evaporation, the system is calibrated by running a parallel test without cement. The actual CO2 uptake is calculated by summing up the mass gain due to cement carbonation and the water evaporation caused by gas flow. The test is repeated at least twice for each batch for average. The percent CO2 uptake is calculated taking dry cement as reference. Coulometric titration method is also used to measure CO2 content in carbonated cement powder. Coulometer made by UIC Inc. is Fig. 1. Cement solution carbonation setup. 53 Z. He et al. / Construction and Building Materials 213 (2019) 51–60 used in this research. The system consists of an acidification module (Module CM5130 Acidification) and a CO2 analyzer (Model CM5014 CO2 Coulometer). The powder sample reacts firstly with sulfuric acid in the acidification module to release CO2 which is then detected by CO2 analyzer. Three samples are tested for each batch and the average results are presented. CO2 content in asreceived cement is also determined. The difference of the two CO2 contents represents carbon dioxide uptake by carbonation. The percent CO2 uptake is expressed in terms of dry cement. Thermogravimetry analysis is performed on the same filtered powders using thermal analyzer (NETZSCH, TG 449 F3 Jupiter, resolution of 0.01 mg) between 20 °C and 1000 °C at the heating rate of 10 °C/min. The mass loss between 450 °C to 1000 °C is considered as CO2 loss and is used to determine CO2 content due to carbonation. The temperature ranges are determined by differential thermogravimetry (DTG) analysis. Again the percent uptake is calculated based on dry cement ratio. The difference in CO2 contents between carbonated and hydrated cement represents the CO2 uptake by carbonation. 2.2. Setup for cement fiberboard carbonation Both bleached cellulose fibers and unbleached cellulose fibers were used with a diameter of 30 lm, length of 3 mm and a specific gravity of 1.5 g/cm3. Table 1 summarizes the mixture proportions of the cement-bonded cellulous fiberboards produced in this study. Smaller samples (76 127 12 mm) were used in preliminary study to determine the optimal combinations of material and process parameters in batches CBF 0 to CFB 7. CFB 8 was made from a scale-up production based on the preliminary study and had a dimension of 305 610 12 mm. The proportion in Table 2 was designed for one board sample with a fixed surface area (76 127 mm or 305 610 mm) and a thickness between 11 and 12 mm. The final thickness was determined by the compact pressure to justify the water content for carbonation. Silica flour, a required ingredient for autoclaving, was eliminated from mixture proportion because it was not necessary for carbonation. Bleached cellulose fibers were employed in all batches (CFB 0 to CFB 5, CFB 7 Table 1 Mixture proportion of cement fiberboard (per sample). Batch Cement (g) Fiber (g) Fiber/cement ratio (%) Water (g) CFB 0-4, 7, control CFB 5-6 CFB 8 121 135 2335 14.9 10.8 287.6 12 8 12 67.4 65.6 1297.3 Note: CFB 0 to CFB 5, CFB 7, CFB control: 76 127 12 mm, bleached cellulose fibers; CFB 6: 76 127 12 mm, unbleached cellulose fibers; CFB 8: 305 610 12 mm, bleached cellulose fibers. Water: water in saturated green body after compact forming. to 8, CFB control) except CFB 6 in which unbleached cellulose fibers were used. This was to determine if the less expensive unbleached cellulose fiber could also be used as reinforcement in fiberboards. Three identical board samples were prepared for each batch. For batches CFB 0 – CFB 7, the fibers were soaked in tap water over night. After fiber slurry was beaten to a uniform suspension, cement was slowly added. After mixing for 20 min, the excessive mixing water in the slurry was filtered out by a paper filter so that a workable fiber-cement mixture was formed. The mixture was then partitioned into three equal amounts in three steel molds of 76 mm by 127 mm each. Compression molding was used in forming the fiberboards with compact pressure between 0.7 and 1.4 MPa and compression duration of 10 min to have a thickness between 11 mm and 12 mm. The compression also helped squeeze out extra water to form a saturated green body. The remaining water in each saturated green body is shown in Table 1. It was calculated by subtracting the volume of solid cement and the volume of fiber from the total volume of compact specimen. The saturated green boards were then demolded and subject to preconditioning drying using an oven or a fan. This procedure is critical for carbonation since the precondition removes percentage of free water, making space for CO2 gas to penetrate and carbonates to precipitate. Batch CFB 8 followed same procedure in a larger steel mold to make a fiberboard of 305 610 12 mm. Table 2 summarizes the results of preconditioning of seven batches (CFB 0 – CFB 6) by oven drying and two batches (CFB 7 and CFB 8) by fan drying. The water content after precondition was calculated by the ratio of mass of remaining water over mass of initial water in saturated green body, i.e. Water content (%) = Mass of remaining water/mass of initial water. The mass of initial water = mass of saturated body – mass of cement –mass of fiber. The mass of remaining water = mass of initial water – mass of evaporated water by precondition. CFB 0 was the reference batch without preconditioning drying. The sample was saturated with a 100% water content. CFB 1, 2 and 3 were used to study the combined effect of compact pressure and oven drying time on water content. CFB 4 was conditioned at lower temperature to have higher water content. CFB 5 and 6 were fiberboards with less fibers (8%) in comparison to 12% in CFB 0 to CFB4. CFB 6 employed unbleached fibers as replacement of bleached counterpart. CFB 7 was identical to CFB 3 and 4 except the drying process. Instead of using an oven, fan drying was investigated in CFB 7. It was more feasible to use fan drying in full-scale production although it took longer time. Fan drying was carried out at ambient temperature (25 °C) and 50% relative humidity (RH) for 18 h to achieve an equivalent water content obtained in oven drying. Based on CFB 7, CFB 8 was a scale-up production to make a fiberboard of 305 610 12 mm conditioned by the same fan drying. The hydration control batch was prepared using fiber-cement ratio of 12% and compact pressure of 0.7 MPa to form a board sample of 76 127 12 mm. The control samples were hydration cured for eight hours (short term strength test) and 28 days (long term Table 2 Preconditioning parameters for carbonation. Batch Compact pressure (MPa) Thickness (mm) Drying time Temperature (oC) Water content (%) CFB CFB CFB CFB CFB CFB CFB CFB CFB 0.7 1.4 1.0 0.7 0.7 0.7 0.7 0.7 0.7 11.7 10.9 11.2 11.8 11.8 11.8 11.9 12.0 12.0 0 40 min 60 min 150 min 150 min 150 min 150 min 18 h fan 18 h fan 25 60 60 60 50 60 60 25 25 100 55 62 42 59 46 46 40 45 0 1 2 3 4 5 6 7 8 Note: CFB = cement fiberboard; min = minute; h = hour. 54 Z. He et al. / Construction and Building Materials 213 (2019) 51–60 strength test) in a chamber at ambient temperature and a relative humidity of 95%. Fig. 2 shows the setup of carbonation curing for fiberboards. Immediately after preconditioning, the board samples were placed in the pressure chamber for carbonation curing. All batches were carbonated with pure gas (purity of 99.8%) at a pressure of 0.5 MPa for a designated carbonation time (0.5 h, 2 h or 8 h) as shown in Table 3. For batches CFB 0 to CFB 7, the carbonation chamber was placed on an electric balance to measure the mass curve of the system due to carbon dioxide uptake. Measurement Group System 5000 was used for data acquisition. For CFB 8, larger carbonation chamber was used. The mass curve was not recorded. 2.3. CO2 uptake measurement CO2 uptake by fiberboards is estimated by two methods: mass gain method and mass curve method. Mass gain method calculates CO2 uptake in fiberboard by comparing mass of samples before and after carbonation (Eq. (5)), in which m1 and m2 represents sample mass before and after carbonation reaction. Carbonation-induced water loss (mwater) was collected by absorbent paper and added to final mass (m2 ). By treating the system as a closed system, it was imperative to include the evaporated water, which was initially inside the samples prior to carbonation. Percent CO2 uptake is expressed with reference to the dry cement mass (mcement). Mass gain method was applied to all batches. CO2 uptake ð%Þ ¼ m2 þ mwater m1 100% mcement ð5Þ Mass curve method estimates the CO2 uptake through digitally recorded mass of the system for Batches CFB 0 – CFB 7. It was difficult to obtain the mass curve for CFB 8 because of the size of the boards and the chamber. After fiberboard samples were placed in the chamber, the balance was zeroed. The CO2 gas was then injected to a specified pressure and the valve was kept open so that there was a continuous gas supply to maintain the constant pressure. Since the pressure was a constant, the increase in mass of the system was due to the carbon dioxide uptake by fiberboard. At the end of carbonation at which time gas was released to atmospheric Fig. 2. Carbonation curing setup for cement-bonded fiberboards. Table 3 Carbonation and hydration parameters. CO2 uptake ð%Þ ¼ Mm 100% mass of cement ð6Þ 2.4. Performance tests For each batch, immediately after carbonation, flexural strengths (fs) and compressive strengths (fc), and microstructure characteristics were determined. Long term strengths were also tested after 28 days subsequent hydration. Flexural strength (fs) was determined by a three-point bending test of a fiberboard (76 127 12 mm) over a span of 101 mm. Scanning electron microscopic (SEM) analysis was performed to study the fracture surface morphology. Durability tests of carbonated fiberboards were performed to examine the board resistance to freeze-thaw cycling and wet-dry cycling. It is important for outdoor applications such as sidings and roofings. The commercial fiberboards made from Hatcheck process and cured by autoclave were also tested as reference. Fiberboard CFB 8 made from scale-up production was used in durability tests. After 28 days subsequent hydration, CFB 8 boards were cut into small samples of 76 127 12 mm for freeze-thaw and wet-dry tests. In freeze-thaw tests, two standard tests were followed: ASTM C666 and CSA A231.2. For ASTM C666, samples were subjected to freeze-thaw cycles from 17 °C to 4 °C with 4–6 h per cycle in water. After 200 cycles, the samples were oven dried for 24 h at 60 °C for thickness measurement and residue flexural strength tests. For CSA A231.2, samples were immersed in a 3% NaCl solution and subjected to freeze-thaw cycles from 15 °C for 18 h to 20 °C for 6 h. After 20 cycles, the thickness was measured and residue flexural strengths were tested. In wet-dry tests, samples were exposed to a wet/dry cycle following procedure developed in [16]. One cycle included 24 h drying (23.5 h drying in an oven at 65 °C and 20% RH, with 0.5 h air cooling at 22 °C and 60% RH), and 24 h wetting (23.5 h soaking in water at 20 °C, and 0.5 h air drying at 22 °C and 60% RH). After 5 and 10 cycles, residue flexural strengths were tested. 3. Results and discussion Batch Gas pressure (MPa) Curing time CFB CFB CFB CFB 0.5 0.5 0.5 – Carbonation 2 h Carbonation 8 h Carbonation 0.5 h Hydration 8 h 0, 1, 2, 3, 5, 6 4 7, 8 control pressure and the residual mass of the system, M, was recorded. The residue mass, M, is the sum of CO2 uptake by fiberboards and residual CO2 gas left inside chamber, m. It was noted that the chamber initially contained one volume of air before CO2 injection, when the balance was zeroed. After the gas was released at the end of carbonation, the gas inside chamber was a mix of air and residual CO2. Therefore the residual CO2, m, should be measured and subtracted from the residual mass of the system, M, to calculate CO2 uptake by fiberboards. To measure the residual CO2 in chamber, the test was repeated using CO2-insensitive expanded polystyrene (EPS) foam samples of the same volume. Since EPS foam did not absorb CO2, the residual mass of the system recorded by balance represented the residual CO2 mass, m, left inside chamber after releasing. The difference between M and m represents the CO2 uptake by fiberboard (Eq. (6)). Data collected by mass gain and mass curve methods are two different measurements from the same process and therefore should be comparable. They are also independent from any carbon content existing before carbonation. The thermal analysis of carbonate content was not performed for fiberboards because of the influence of carbon-rich cellulose fibers. 3.1. CO2 uptake in cement solution carbonation Table 4 summarizes CO2 uptake in cement solution carbonation. For 2 h carbonation in solution, it was 19.0% without hydration 55 Z. He et al. / Construction and Building Materials 213 (2019) 51–60 Table 4 CO2 uptake in cement solution carbonation (%). ID Hydration (h) Carbonation (h) Theoretical maximum (%) A1 A2 A3 A4 0 0 18 18 2 24 2 24 50 50 50 50 3 1-C3S+C2S 2-Ettringite 3-Ca(OH)2 4-CaCO3 4 18H+24C 4 18H+2C 4 4 4 1 18H hydraon only 1 2 4 4 4 4 4 4 4 4 3 3 1 1 As-received 1 1 5 10 15 20 25 30 35 1 1 1 1 40 45 50 55 Fig. 3. XRD patterns of cement after hydration and carbonation in solution. Mass gain Titration TG Average 19.3 ± 0.2 24.7 ± 1.5 23.7 ± 0.8 28.8 ± 1.6 20.1 ± 0.1 25.6 ± 0.6 24.5 ± 0.2 29.6 ± 0.2 17.5 20.6 21.1 27.0 19.0 ± 0.3 23.6 ± 2.1 23.1 ± 1.0 28.5 ± 1.8 0.4 CaCO3 Ref-As received 0.35 18H hydraon only 0.3 DTG, %/°C (A1) and 23.1% with 18 h hydration (A3). In prolonged carbonation of 24 h, CO2 uptake was increased to 23.6% without hydration (A2) and 28.5% with 18 h hydration (A4). Three independent measurements by mass gain, chemical titration and thermogravemitry analysis were in good agreement. It was interesting to note that the increase in carbon uptake due to initial hydration was in the range of 4.1 to 4.9% in solution carbonation. XRD analysis was performed on four cement samples: asreceived cement, 18 h hydrated cement, 2 h carbonated cement after 18 h hydration and 24 h carbonated cement after 18 h hydration. Their XRD patterns are given in Fig. 3. It was clear that hydration products such as calcium hydroxide were formed in 18 h hydration and consumed in the subsequent 2 h or 24 h carbonation. After 2 h carbonation, there were still some C3S and C2S detected. After 24 h carbonation, all calcium silicates were consumed. On the other hand, significant amount of calcium carbonates were formed after 2 h or 24 h carbonation. The carbonated cement powder was dominated by carbonates. It was evident that, with 18 h initial hydration, both calcium silicates (Eqs. (1) and (2)) and hydration products (Eqs. (3) and (4)) were carbonated, leading to a maximized degree of carbonation. Solution carbonation tests provided the maximum possible CO2 uptake of cement within the given process window. Fig. 4 shows DTG curves of the four cement samples. While the hydrated cement exhibited strong calcium hydroxide, the carbonated cement had only shown calcium carbonates. Calcium hydroxide had been completely consumed by carbonation no matter what carbonation duration was used. Apparently, hydration products also participated in the carbonation reaction if initial hydration was introduced. A strong peak at 745 °C was indicative of formation of calcium carbonate which was the dominant phase in carbonated cement. Although DTG curves were not enough to discuss the formation of calcium silicate hydrate, especially at early age, the peak shift might suggest different microstructures. For 18 h hydration reference, a peak was detected at 145 °C, representing hydration products (either calcium silicate hydrate or calcium aluminate hydrate). After 2 h or 18 h carbonation, the peak of Experimental 18H+2C 18H+24C 0.25 0.2 Ca(OH)2 0.15 0.1 Carbonaon 0.05 0 Hydraon 0 200 400 600 800 1000 Temperature,°C Fig. 4. DTG curves of cement after hydration and carbonation in solution. hydration products was shifted to 108 °C and was independent from carbonation duration. The final hydration products after carbonation were therefore different from conventional hydration reaction. This phenomenon was also observed in previous study [13] and needs further investigation. 3.2. CO2 uptake in cement-bonded fiberboards CO2 uptake results of fiberboards determined by mass gain method (MG) and mass curve method (MC) are summarized in Table 5. The results by the mass curve method were found consistently higher than that by the mass gain method in all batches. This might be caused by the vapor loss after opening the chamber with the mass gain method because not all water evaporated due to carbonation could be collected. It is likely that CO2 uptake determined by mass curve method provides the upper bound value and CO2 uptake by mass gain method yields the lower bound value. The averages of CO2 uptake in 2 h carbonation were in a range from 14.3% to 19.5%, based on dry cement mass. They were lower than 23.1%, the maximum possible CO2 uptake by cement solution carbonation (Table 4). The average of CO2 uptake in 8 h carbonation was 24.4% (CFB 4), which was below the 28.5%, the maximum possible CO2 uptake in 24 h carbonation (Table 4). Longer carbonation time can promote more carbonation reaction. However the curing process is usually limited to 24 h to be economic. To work within this process window, either oven drying 150 min at 50 °C followed by 8 h carbonation or fan drying 18 h followed by 0.5 h carbonation can be adopted. The half hour carbonation after 18 h fan drying could reach a CO2 uptake of 20%, a 70% efficiency in comparison to maximum possible value in Table 4. Fan drying also makes carbonation curing of fiberboard feasible in industry scale. Water content in fiberboards after precondition is a critical parameter in maximizing carbonation reaction. It is similar to the moisture content that is required for weathering carbonation of matured concrete. The previous study on weathering carbonation 56 Z. He et al. / Construction and Building Materials 213 (2019) 51–60 Table 5 CO2 uptake by mass curve method (MC) and mass gain method (MG). CFB 1 CFB 2 CFB 3 CFB 4 CFB 5 CFB 6 CFB 7 CFB 8 1.7 1.5 1.6 15.2 13.5 14.3 18.1 16.0 17.1 20.1 18.9 19.5 25.1 23.6 24.4 20.6 19.1 19.9 15.6 14.4 15.0 20.4 20.1 20.2 – 20.5 20.5 of concrete indicated that moisture content should be maintained at about 60% to facilitate carbonation reaction [17]. In early carbonation, it is equivalent to a water removal of 40% with reference to initial water in saturated green body. It can be achieved by both compact pressure and preconditioning drying. Fig. 5 shows the effect of compact pressure and oven drying on water content. It was clear higher compact pressure had reduced total water content. However the samples were still saturated. To make free space for gas to penetrate and carbonates to precipitate, preconditioning by drying is necessary. To justify the water content, oven drying was adopted for a fast production. For fiberboards compact formed by 1.4 MPa, 1.0 MPa and 0.7 MPa (CFB 1, 2, 3), the corresponding drying time was selected at 40, 60 and 150 min for a fixed temperature of 60 °C. The combined action resulted in a water content of 55, 62 and 42% respectively. For constant compact pressure of 0.7 MPa and constant drying time of 150 min, the water content could be maintained at 42–59%. It should be noted that CFB 4 was preconditioned at lower temperature (50 °C), leading to a higher water content. In comparison to oven drying, fan drying (CFB 7 and 8) could also reach a water content of 40–45% but required a longer process time (Table 2). The relationship between CO2 uptake and water content after precondition is presented in Fig. 6. Saturated fiberboards were difficult to be carbonated. The CO2 uptake for the reference batch without drying (CFB 0) was only 1.6%. It was evident that carbonation of saturated sample was not effective. With precondition drying either by oven or by fan, the uptake was tremendously increased. Fig. 6 shows, if batch CFB 4 was removed from the plot, the correlation between CO2 uptake and water content was clear. The lower the water content, the higher the carbon dioxide uptake. It was valid when carbonation duration was 2 h or less. CFB 4 was carbonated 8 h and was not in line with the trend. This trend did not continue when water content was further decreased to below 40% since carbonation reaction happened in an aqueous pore solution [17]. As long as the water content was in the range of 40–60% with reference to the saturated green body (Table 1), the CO2 uptake of 14–20% with reference to cement mass could be achieved if carbonation of fiberboards is limited to 2 h or less. It was interesting to notice that relatively higher water content (59%) in batch CFB 4 led to a slower reaction but a higher uptake in 160 150 150 150 150 CFB1@60C 140 120 CFB2@60C CFB3@60C Maganitude CFB4@50C 100 CFB5@60C CFB6@60C 80 60 60 40 40 20 1.4 62 59 55 42 46 46 1.0 0.7 0.7 0.7 0.7 0 Compact pressure (MPa) Drying time (min) Water content (%) Fig. 5. Effect of compaction and oven drying on water content. 25.00 Carbon dioxide uptake (%) MC,% MG,% Ave,% CFB 0 CFB7 20.00 CFB5 CFB8 CFB3 CFB2 15.00 CFB6 CFB1 10.00 5.00 y = -0.3005x + 32.391 R² = 0.8869 0.00 0.0 20.0 40.0 60.0 80.0 CFB0 100.0 120.0 Water content after precondition (%) Fig. 6. Relationship between water content and CO2 uptake. a prolonged carbonation. The ultimate carbon dioxide uptake by CFB 4 had reached 24.4% in 8 h. The higher water content helped avoid fast temperature rise, reduced reaction rate, resulting in even higher CO2 uptake. The intensive reaction heat for cellulose fiberboard by carbonation allowed the carbonation to proceed with higher water content. The conclusion was valid for batches made with same compact pressure (0.7 MPa for CFB 3 to 6). Although CFB 2 also exhibited a relatively high water content of 62%, the uptake was only 17.1%. This was attributed to the high compact pressure (1 MPa) in forming that made less potential space for carbonate precipitation. When the water content was reduced to 40 – 46%, its corresponding CO2 uptake could reach 20%. It happened in CFB 3, 5, 7, 8. They were fiberboards with same bleached fibers but different fiber contents, drying methods and carbonation duration. It appeared that 18 h fan drying could make same uptake as 150 min oven drying. Even 30 min carbonation could produce comparable uptake as 2 h carbonation. The process window was quite wide, allowing the trade-off between the uptake and the cost. It was conclusive that water content after preconditioning drying was the most critical parameter. It could be justified by oven drying or fan drying for a different duration to maximize the uptake within a 24 h process window. Fan drying seems to be promising in scale-up production. Longer carbonation time was always beneficial for higher uptake. Nevertheless fast production was more economically attractive. Compared with batch CFB 3 of 12% fiber/cement ratio, CFB 5 of 8% fibers by weight had a comparable uptake value (Fig. 6). Batches CFB 5 and CFB 6 were identical with a fiber cement ratio of 8% except the treatment of fibers. CFB 5 used bleached cellulose fibers and CFB 6 employed unbleached cellulose fibers. The CO2 uptake was quite different. It was 19.9% in CFB 5 with bleached fibers and 15.0% in CFB 6 with unbleached fibers. In comparison to the CO2 uptake of 12.5% in cement paste without fibers [18], the use of cellulose fibers helped facilitate more carbonate precipitation. It seemed that the fiber/cement ratio had no direct effect on CO2 uptake, but the bleaching treatment of cellulose fiber played a critical role in promoting carbonation reaction. 57 Z. He et al. / Construction and Building Materials 213 (2019) 51–60 3.3. Strength gain of carbonated cellulose fiberboard Table 6 summarizes the flexural strengths (fs) and compressive strengths (fc) of carbonated cellulose fiberboards. For early age strength immediately after carbonation, the ages at the test of each batch were quite different. The age of the sample was equal to the preconditioning time plus carbonation time. The hydration reference (CFB control) strength at the age of 10.5 h was fs = 2.0 MPa and fc = 3.1 MPa. Obviously carbonation curing had doubled the flexural strength and tripled the compressive strengths within 24 h. Table 6 demonstrates the relationship between strength and compact pressure. Higher flexural and compressive strengths for CFB1 were directly related to the higher compaction pressures of 1.4 MPa. It was more apparent in compressive strength than in flexural strength. For the same compact pressure, compressive strength appeared to be more correlated to CO2 uptake than flexural strength after 0.5 h, 2 h or 8 h carbonation. There was a clear trend to relate compressive strength to CO2 uptake at the constant compact pressure of 0.7 MPa. The significant increase in carbonation strength over hydration strength was suggestive that high degree of carbonation was the effective way to improve early age compressive strength. For flexural strength, however, its relationship with CO2 uptake was not as clear as compressive strength. The immediate flexural strength after carbonation was in a range between 4.1 MPa and 8.3 MPa. The large discrepancy was caused by the difference in the age of test, the compact pressure and the degree of carbonation. It seemed that 18 h precondition drying by a fan followed by half hour carbonation was an option to trade off between flexural strength and cost within a 24 h process window. Flexural strength was found to be more dependent on the fiber/ cement ratio than the compressive strength. CFB 5 had a lower fiber/cement ratio of 8% but showed a higher early age flexural strength in comparison to CFB 3 with 12% fiber. This could be attributed to the higher cement content in CFB 5, which formed a stronger cement matrix and better bond in fiberboard. The unbleached fibers in CFB 6 made fiberboard weaker at early age because of the low carbonation degree. CFB 7 and 8 displayed higher flexural strength. The short carbonation (0.5 h) was compensated by a longer preconditioning time (18 h). Twenty-eight-day strengths of fiberboards after 28 days subsequent hydration are also presented in Table 5. Compressive strengths had seen an increase in all batches. It was evident that subsequent hydration was not hindered by early carbonation. For fiberboard with 8% fiber cement ratio, the subsequent strength gain was significant, exceeding those with 12% fibers. This was likely attributed to the high cement content. The development of flexural strengths at 28 days followed similar trend as observed in immediate strength. The scale-up production made fiberboards relatively higher in flexural strength and lower in compressive strength. Size effect in production appeared to play a role. The strength of CFB control after hydration of 28 days was fs = 6.5 MPa and fc = 15.6 MPa. The commercial cement fiberboard had shown a flexural strength of 6.9 MPa and a compressive strength of 14.8 MPa [19]. With these two references, most carbonated fiberboards had exhibited strength comparable with or better than the control. The compressive strength of fiberboards from scale-up production needs to be improved. In comparison with commercial products, the carbonated fiberboards had shown more than 70% of the ultimate strength within 24 h after casting. Carbonation curing has shown the potential to replace autoclave curing for fast strength gain. 3.4. Microstructure of carbonated cellulose fiberboard SEM micrographs of typical carbonated cellulose fiberboards from Batch CFB 4 are shown in Fig. 7. Large and densely distributed carbonate crystals with the grain size of 5 mm were found to grow both out of the paste matrix (Fig. 7a) and on fiber surface (Fig. 7b). Cement paste was found to diffuse into the fiber cell walls and cavities and carbonate crystals to protrude from those thin cement layers. All these features were seen throughout the entire thickness of the fiberboard. SEM micrograph of hydrated fiberboard is shown in Fig. 8 as a reference. Hydration products such as ettringite needles can be seen. It is apparent that the microstructures of carbonated and hydrated fiberboards are different in that carbonated products comprise of a large number of calcium carbonate crystals embedded in conventional hydration products, leading to a densified matrix. 3.5. Durability of carbonated cellulose fiberboards Freeze-thaw and wet-dry durability of carbonation cured fiberboards were studied using CFB 8 made from scale-up production. They are important in out-door exposed applications. Fig. 9 shows the effect of curing on thickness increase caused by freeze-thaw cycling. The commercial products by Hatcheck process and autoclave curing exhibited significant expansion along the thickness if compared to the carbonated counterparts. It was 20% by ASTM test and 75% by CSA test. The carbonated fiberboards experienced only 3% and 11% expansion along the thickness in the two tests. Fig. 10 shows the photos of final thickness after freeze-thaw tests. Clearly there was delamination in commercial products which was responsible for the expansion in thickness. Carbonated fiberboards were more dimensionally stable. It was also attributed to the monolithic compression molding in carbonation process instead of laminate stacking in Hatcheck process. The flexural strength reduction after freeze-thaw cycling is compared in Fig. 11. The Table 6 Flexural and compressive strength of carbonated fiberboards. CFB 2 CFB 3 CFB 4 CFB 5 CFB 6 CFB 7 CFB 8 Immediate after carbonation Age (h) 2.6 Compact (MPa) 1.4 Uptake, % 14.3 fs (MPa) 5.7 ± 0.7 fc (MPa) 13.6 ± 1.2 CFB 1 3.0 1.0 17.1 5.5 ± 0.8 10.2 ± 0.3 4.5 0.7 19.5 4.1 ± 0.1 10.5 ± 0.4 10.5 0.7 24.4 5.8 ± 0.4 12.5 ± 0.4 4.5 0.7 19.9 6.0 ± 0.5 11.0 ± 0.4 4.5 0.7 15.0 4.9 ± 0.3 7.6 ± 0.3 18.5 0.7 20.2 8.3 ± 0.3 11.2 ± 0.4 18.5 0.7 20.5 6.5 ± 0.5 10.5 ± 1.5 After 28 days subsequent hydration Age (d) 28 fs (MPa) 6.3 ± 0.6 fc (MPa) 15.8 ± 0.1 28 7.9 ± 0.3 15.9 ± 0.2 28 6.1 ± 0.2 15.2 ± 1.5 28 8.5 ± 0.6 18.4 ± 0.7 28 7.6 ± 0.4 23.1 ± 0.3 28 6.9 ± 0.7 20.2 ± 0.1 28 12.2 ± 0.2 15.8 ± 0.1 28 8.5 ± 0.3 12.1 ± 0.5 Note: fs = flexural strength; fc = compressive strength. For hydration reference of CFB control at 28 days: fs = 6.5 MPa, fc = 15.6 MPa. For commercial fiberboards: fs = 6.9 MPa, fc = 14.8 MPa. 58 Z. He et al. / Construction and Building Materials 213 (2019) 51–60 (a) In cement paste Fig. 9. Thickness increase due to freeze-thaw cycling. ple had maintained 100% and 89% strength in comparison to 81% and 79% remaining in autoclaving cured samples. 4. The CO2 sequestration capacity and energy analysis (b) On fiber surface Fig. 7. Microstructure of carbonated fiberboard. Fig. 8. Microstructure of hydrated fiberboard. autoclaving cured commercial products had seen a faster reduction than the carbonation cured samples. After 200 cycles in water, the final flexural strength of autoclave products was decreased to 37%, while the carbonation cured samples still maintained 98% of original strength. For test in saline water by 20 cycles, the residue flexural strength was only 6% in commercial products but was 56% in carbonated boards. The carbonated fiberboards are more resistant to freeze-thaw damage. It was possibly due to the precipitation of calcium carbonates by carbonation. Effect of wet-dry cycling on flexural strength is displayed in Fig. 12. The flexural strength was tested after 5 and 10 cycles and compared to the original strength. The carbonation cured sam- The United States fiber cement market is estimated to be 250 million m2/year in year 2022 [4]. Assuming a typical thickness of 12 mm, a density of 1200 kg/m3 and a cement content of 50%, the annual production of cement fiberboards in US will consume approximately 1.8 million tonnes of cement. If all fiber cement productions in US adopt carbonation curing in place of autoclaving, the annual carbon dioxide utilization in fiber cement products could reach 360,000 tonnes using CO2 at an uptake rate of 20%. The global market is much bigger. The production of cementbond fiberboards can serve as CO2 sink for carbon sequestration and storage. Instead of being injected into geologic formation for storage, carbon dioxide gas recovered from industry sources such as cement plants can be beneficially used in building products for accelerated strength and improved durability. It will reduce the dependence on natural gas for high pressure and high temperature steam. Energy analysis was performed to compare carbon dioxide curing with autoclave curing. It was well documented that autoclaving of 1 m3 concrete would consume 0.712 GJ of energy through the combustion of natural gas [20]. Its electricity equivalent is 198 kWh/m3. The use of energy in carbonation curing occurred during preconditioning by initial hydration. Oven drying or fan drying was used to precondition the fiberboards to remove approximately 50% free water and create space for carbonates to precipitate. Oven drying could reach the goal in 3 h but was energyintensive. On the other hand, fan drying took 18 h but required much less energy. Fan drying is preferred. Energy consumption by fan drying is dependent on the relative humidity (RH) of the site. A quantitative energy consumption was measured. Table 7 summarizes the energy consumption during preconditioning by initial hydration of one panel (CFB 8, 305 610 12 mm) with volume of 0.0022 m3. For a fixed initial hydration time of 18 h, three RH conditions were tested: 25%, 50% and 80%. A special electric fan with adjustable wind velocity and power direct-reading function was used to control the evaporation rate and record the energy consumption. A wind box was built on a digital balance inside an environmental chamber with selected RH. The panel was placed in wind box with two ends open. When the target wind speed was reached based on the criterion of 50% water removal at the given RH in 18 h, the electric fan power was measured. The corresponding energy consumption can be calculated based on the fan drying time and power used in a unit of Wh. For the worst scenario 59 Z. He et al. / Construction and Building Materials 213 (2019) 51–60 Fig. 10. Dimensional change in thickness. 120 Original strength After 200 cycles by ASTM C666 After 20 cycles by CSA.A231 Flexural strength, % 100 80 RH,% Air drying h Fan drying h Wind speed m/s Electric fan power, W Total energy Wh 25 ± 5 50 ± 5 80 ± 5 17 0 0 1 18 18 0.5 0.5 1.7 0.28 0.28 3.04 0.28 5.04 54.7 Initial hydration temperature = 25 °C. 60 less energy. Carbonation curing will show significant economic and environmental benefits. 40 20 5. Conclusions 0 Commercial products Carbonation cured Fig. 11. Effect of freeze-thaw cycles on flexural strength. 120 100 Flexural strength, % Table 7 Energy consumption in initial hydration of one panel (305 610 12 mm). 0 Cycle 5 Cycles 10 Cycles 80 60 40 20 0 Commercial products Carbonaon products Fig. 12. Effect of wet-dry cycles on flexural strength. (wet site with RH of 80%), the total energy required for precondition was 54.7 Wh/panel, or 24.8 kWh/m3. Compared with 198 kWh/m3 by autoclaving, carbonation curing consumes much In this study, CO2 sequestration in cement-bonded cellulose fiberboard has been investigated. The following conclusions are drawn: (1) The maximum possible CO2 uptake by ordinary Portland cement is determined in a cement solution carbonation. It is obtained in best combination of material and process parameters and in an ideal condition. With 18 h initial hydration, the maximum possible carbon dioxide uptake can reach 23.2% by 2 h carbonation and 28.5% by 24 h carbonation. (2) Precondition by initial hydration is helpful to promote carbonation and can be achieved using oven drying or fan drying. Oven drying is fast but energy-intensive, while fan drying is slow but consumes less energy. For full scale production, fan drying is more feasible. (3) Cement-bonded cellulose fiberboards have exhibited excellent CO2 absorption behavior. The use of cellulose fibers enhances the carbonate precipitation in cement matrix, leading to a possible CO2 uptake of 24.4% based on cement mass. This uptake value represents 85% reaction efficiency if compared with the maximum possible in solution carbonation. It is achieved within 24 h process window. (4) The key parameter for promoting carbonation degree is the water content in fiberboards. It is found that the ideal range of water content in fiberboard carbonation is 40–60% with reference to the original water.