Reservoir Fluids: Sampling & Testing - Petroleum Engineering
advertisement

Fundamentals of Reservoir Fluids
NORMAN J. CLARK
MEMBER AIME
Fundamentals of Reservoir F1uids--Introduction
During the movement of oil and gas to the surface
from the reservoir in which they are found, the temperatures and pressures to which they are subjected change
significantly; as a result, their physical properties undergo
many radical changes. The economic value of produced
oil and gas is dependent upon these physical properties,
and the operator finds it invaluable to be able to predict
handling and producing techniques which will allow him
to produce his reserves in a form that will provide a
maximum profit.
For many years, therefore, investigators have studied
the phase behavior of hydrocarbon materials with the
goal of fully developing methods for dctermining answers
to problems concerning the physical behavior both of
produced hydrocarbons and of those that are left in the
reservoir. Written material'-' regarding the fundamental
physical concepts governing hydrocarbon behavior and
describing the methods employed in practically ap')lying
these concepts to solving production problems is scattered
throughout the literature. The purpose of this series,
therefore, is to bring together these concepts and methods
of their application in solving practical, day-to-day reservoir engineering problems.
When production starts and pressure is reduced in a
hydrocarbon reservoir, both liquid and gas are formed
from what was at first only a liquid (as in an oil reservoir) or only a gas (as in a gas reservoir). One or the
other of the two phases (liquid and gas) is produced differentially to some degree because of variations in permeability of the rock to gas and oil as saturations change.
Therefore, the hydrocarbon analysis of the composite proOriginal manuscript received in Society of Petroleum Engineers office April 3, 1961. Revised manuscript received Nov. 17, 1961.
lReferences given at end of paper.
SPE 91
JANUARY, 1962
duced materials changes from that of the original material
in place in the reservoirs. Obviously, then, the behavior
of reservoir fluids during production operations becomes
quite complex, and it is necessary to obtain laboratory
analyses of the initial reservoir fluids for conditions of
change where liquid and gas separate both differentially
and under equilibrium conditions. With these data, production problems involving separation under various conditions can then be solved.
The practical approach to the study of reservoir fluid
behavior is to anticipate pressure and temperature changes
to which the reservoir material will be SUbjected during
production operations, both in the reservoir and at the
surface; then the changes to reservoir fluid samples, which
occur for each of these pressure and temperature conditions, are measured by laboratory tests.
The study of oil and gas reservoir performance requires
quantitative data on the composition, characteristics and
behavior of the oil and gas in the reservoir under original
conditions; in addition, similar data must be obtained for
the oil and gas under all changing conditions of temperature and pressure-as the materials move to the wellbore,
as they are produced to the surface, and as they are either
gathered in the stock tank or piped to the consumer.
The laws for perfect gases and perfect solutions do not
apply, without modification, to the behavior of hydrocarbon mixtures. Although in recent years many investigators have made notable progress toward developing
means for quantitatively evaluating hydrocarbon phase behavior, the industry still does not have a reliable theoretical method by which it can accurately and completely
calculate the behavior of complex hydrocarbon mixtures
under high pressures.
Where the production problem deals with changes in
the reservoir material under conditions approximating that
of equilibrium conditions, such changes may be calculated
with reasonable precision. For this purpose, the concept
of K-values has been employed. A K-value is the ratio
of the mole fraction of a component in the equilibrium
gas phase to the mole fraction of the same component in
the equilibrium liquid phase. In essence it is a measure of
volatility, which is controlled by the balance between
molecular forces at the condition of temperature and
pressure to which the material is SUbjected. A complete
description of equilibrium calculations, how they are made,
their qualifications and application to reservoir engineering
problems will be covered in this series.
***
11
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Editor's Note: The following paragraphs briefly introduce and summarize material to be found in a five-part
series of Technical Articles which will be published in
consecutive issues of JOURNAL OF PETROLEUM TECHNOLOGY. This series will cover the fundamentals of sampling,
testing, adjusting and interpreting oil and gas sample data
for use in reservoir studies. The first installment begins
on page 12 of this issue. References, Tables and Figures
will be numbered consecutively, but will be published
only with the particular installment of the series in which
they are first mentioned.
NORMAN J. CLARK ENGINEERING
DAllAS, TEX.
Fundamentals of Reservoir Fluids, Part One
FUNDAMENTALS OF
RESERVOIR FLUIDS
Sampling and Testing Oil Reservoir Samples
NORMAN
J. CLARK
MEMBER AIME
An oil-reservoir performance study depends upon a
few direct laboratory measurements made on the reservoir
oil sample. The following data usually are required: (l)
original reservoir temperature and pressure; (2) pressurevolume relation at one or more temperatures, with one
relation always being measured at reservoir temperature;
(3) the effects of variation of separator pressure on the
amounts of gas liberated and on the shrinkage of produced
oil in the stock tank which results from such separation
process; ( 4 ) differential gas liberation data; ( 5) the
density or specific volume of reservoir fluid; (6) the relation of reservoir oil viscosity at reservoir temperature and
at pressures ranging from reservoir pressure to atmospheric
pressure with the viscosity of stock-tank oil; (7) a hydrocarbon analysis of the mixture as it existed originally in the
reservoir; and (8) ASTM distillation analyses of residual
oil. Complete and fairly accurate data on these various
properties can be obtained with comparative ease and at
moderate cost through a laboratory examination of a
sample of reservoir oil.
Extrac·ting Reservoir Oil Samples
There are two general methods for obtaining a sample
of reservoir oil for laboratory examination purposes-( 1 )
by means of subsurface samplers,"· and (2) by obtaining
surface samples of separator liquid and gas.
Several different types of subsurface samplers are used,
the most notable of which are the Humble Oil & Refining
Co. evacuated-chamber type" which has a valve only at
the bottom of the sample chamber, the U. S. Bureau of
Mines type,12 and the Gulf Oil Corp. type 13 which has
valves on both the top and the bottom of the sample
chamber. These instruments are run by wire line into
the well to be sampled. Reservoir temperature and pressure are recorded either simultaneously or on separate
runs made the same day as near the time of sampling as
possible.
Surface samples of oil and gas are obtained at the
separator in separate containers and then recombined in
the lab in proportion to the gas-oil ratio measured at the
separator.
Either method of obtaining the sample is suitable providing exacting procedures are followed to yield samples
for laboratory tests that are truly representative of the
12
SPE 91
material as it exists at reservoir conditions of temperature
and pressure. Local conditions and the experience of personnel usually determine which method is better to use."
It is extremely important that experienced personnel plan
and perform the sampling program; the manner in which
the well is stabilized for sampling often completely controls the nature of the sample obtained and, therefore, the
results of all subsequent studies utilizing the data.
Laboratory Examination of the Oil Sample
When a subsurface sampler is received in the lab, the
saturation pressure of the oil sample at the measured
reservoir temperature is determined and checked against
the measured pressure at the time of sampling. Three
subsurface samples usually are obtained from the well, the
extra samples being used to check laboratory results
(particularly in regard to the saturation pressure) and to
conduct any repeat tests that might be required. Obtaining
an accurate measurement of saturation pressure is very
important because this value is utilized in many of the
other tests performed on the sample. After this test, the
sample is ready for further testing.
When first received in the lab, separator oil and gas
samples are recombined at reservoir temperature conditions, and the saturation pressure is determined. The re-
(A)
8t /Bt.=
(B)
(E)
(0)
(C)
~~.~90~~C
%.9959
Bt/Bt.=
;~:~~~~
=-1.0000
t.= ;~~3~~~CC
8t/ B
=- 1.3532
8t/ Bta=
;~~j~~C~
=;(.0032
Bt/8,.",
227~·.~~~CcC
=2.9681
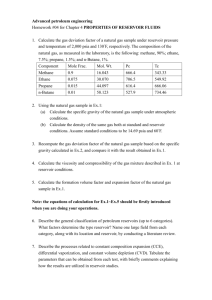
Fig. I-Equilibrium liberation of gas from oil and gas
mixture by removing mercury and reducing pressure (determination of PVT data at 134°F).
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Introduction
NORMAN J. CLARK ENGINEERING
DALLAS, TEX.
sulting recombined sample of saturated oil then is used
for subsequent tests in the same manner as the subsurface
sample.
(B)
(A)
(C)
~
GAS REMOVED
CONSTANT PRESSURl
"'''
PSIG
1900
1900 1,037CC
PSIG
PSIG
e,se
----"-GAS REMOVED CONSTAt<"
PRESSlRE mcc o! S C
1600
1600
PSIG
PSIG
7'
Liberation of Dissolved Gas
If liberated gas is permitted to stay in direct contact
with a liquid sample (as shown by the equilibrium or flash
process in Fig. 1), a different volume of gas will be liberated down to a given pressure than would be liberated
if gas were removed from contact with the liquid as it is
liberated. The remaining liquid is also different but in the
opposite direction and, thus, shrinkage is different.
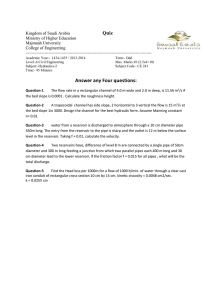
Differential liberation is that process of gas liberation
where the gas is removed as it is formed incident to a drop
in pressure at constant temperature, as shown in Fig. 2.
Fig. 3 compares equilibrium and differential shrinkages
of a low-shrinkage oiP" under reservoir conditions as pressure drops. It shows that under equilibrium conditions a
greater quantity of heavy components is progressively
pulled into the gas by light gas components and, thus,
shrinkage is greater. Under these conditions, the low
shrinkage by differential liberation is caused by gas being
removed as it is formed; this prevents the light gas molecules from being attracted to heavy liquid molecules,
thereby minimizing the quantity of liquid pulled into the
gas phase.
Fig. 4 compares the equilibrium and differential shrinkages of a very high-shrinkage oil. In this case, the difference
may be reversed from that of low-shrinkage oil (Fig. 3).
A relatively greater volume of gas is formed in the highpressure range than is formed with low-shrinkage oil, a
phenomenon caused by the large quantity of intermediates
being pulled into the gas phase. These intermediates enter
the gas phase because they have an inherently high kinetic
energy and because they are strongly attracted to the light
gas molecules which are densely spaced at the high-pressure condition. Once the intermediates are removed from
the system by differential liberation, they have no further
influence on gas liberation and oil shrinkage; therefore,
oil shrinkage remains high through the lower pressure
ranges. If the gas is not removed, as in the flash liberation
process, intermediate molecules lose much of their tendency
to vaporize. This is true for two reasons-( 1) a large
quantity of intermediates is already present in the gas
phase; and (2) the intermediates are attracted to the heavy
liquid molecules, as well as to the light gas molecules.
Obviously, then, shrinkage is less under equilibrium conditions than under the differential process.
Differential Liberation Tests
An oil sample is prepared for differential liberation
testing by charging a quantity of saturated oil into a pressure-volume cell at original reservoir pressure and temperature. To perform the test, the pressure of the sample at
constant reservoir temperature is reduced by withdrawing
increments of mercury, as shown in Fig. 2.
While the gas liberated during a pressure-reduction step
JANUARY, 1962
H9 RETURNED
Hg RETURNED
CONSTANT PRESSURE
CONSTANT PRESSURE
Bo/Boa: :~:~:3
0
,9664
Fig. 2-Differential liberation of gas from oil and gas
mixture (determination of differential shrinkage and gas
liberation data at 134°F).
is withdrawn and metered, the reduced pressure on the
oil sample is maintained constant by returning mercury to
the cell. The cumulative volume of gas liberated by this
differential liberation process, designated G r,,, is recorded
for the corresponding pressures as cubic feet of gas at
standard conditions of temperature and pressure (60°F
and 14.7 psia) per barrel of oil saturated at the reservoir
sampling conditions of temperature and pressure (134°F
and 2,190 psig). The remaining volumes of saturated oil
at the various pressure steps are recorded as the volume
of saturated oil at reduced pressure and reservoir temperature per volume of saturated oil at sampling conditions of
temperature and pressure. This is designated as the differential shrinkage factor B"/B,,,.
Table 1 gives the differential liberation data for the oil
sample to be used in the example problem. Note that the
laboratory data are based on the sampling pressure, or
the pressure existing in the wellbore at the time of sampling. In nearly all cases this is a lower pressure than that
which existed at original conditions, and the value will
require adjustment to a unity basis at initial reservoir pressure before it can be used in reservoir calculations. The
adjustment procedure will be discussed later."
Many calculations utilize differential liberation data in
the form of a formation-volume-factor curve (or Bo curve)
where units are expressed as barrels of oil at reservoir
pressure and temperature per barrel of stock-tank oil. Commerical lab reports nearly always include calculated Bo
data utilizing the residual oil volume, where all gas first
was liberated at reservoir temperature and then brought
up to standard conditions of temperature and pressure.
A common mis-use is to apply this data directly to reservoir studies, utilizing production data as though the field
production were separated similar to oil in the lab rather
than at field separator conditions. The method for obtaining an adjusted Bo curve requires knowledge of either
the initial flash BOit or its reciprocal, the initial flash oilshrinkage factor, which applies to the specific conditions
of field separation by which the oil was produced. * *
''The method of adjusting differential liberation data will be discussed in the Feb., 1962 issue of Journal of Petroleum Technology.
"*This method will be explained in the Feb., 1962 issue of J ourual of
Petroleum Technology, following the section on adjustment of separator
liberation data.
13
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Each type of liberation process is encountered to a certain degree at one time or another in the production of
petroleum deposits; for a given oil sample, therefore, both
processes must b<, investigated to provide data for any
eventual reservoir study.
~h~~M~b~~RED
GAS L'IBERATED
LObr--~------------1
SEPARATED
AT REDUCED
PRESSURE
.75
EOUILIBRIUMt-. _
....--
LiJ
LiJ
2
SEPARATED
AT REDUCED
PRESSURE
2:
::;)
..J
0.50
~
..J
0.50
>
>
..J
..J
o
o
SATURATED OIL
AT ORIGINAL
RESERVOIR
PRESSURE - __ mw~
.25
SATURATED OIL
AT ORIGINAL
RESERVOIR
PRESSURE --~
.25
OLW~~--_ _ _-~~~--------~~
PRESSURE
PRESSURE - - - - -
Fig. 4-Differential and equilihriUln shrinkage of a very
high-shrinkage oil at reservoir temperature.
Flash Liberation Tests
to atmospheric pressure, and the volume and API gravity
of the residual oil are measured.
This complete process represents production to a separator, and then further production to the stock tank.
Data determined from these tests are gas-oil ratios and
shrinkage factors at various separator pressures. The gasoil ratios are determined as cubic feet of gas separated
at standard conditions per barrel of residual stock-tank
oil and, also, per barrel of initial reservoir oil. The shrinkage factor determined is the barrels of stock-tank oil per
barrel of sample reservoir oil, and is designated 1IB o , , '
At least two separator pressures usually are selected
for flash separation tests utilizing the burette-O psig and
some pressure near 25 psig. Lab data from such tests on
the sample oil are shown in Table 2. Note that this table
does not show the volume of gas liberated from the oil
in passing from the separator pressure to atmospheric pressure. Since measurements of this gas are subject to error
due to the small volumes involved, the values usually are
not recorded. The specific gravity of the gas liberated at
the O-psig separator pressure is measured and recorded as
shown in Table 6.
A high-separator-pressure test is made between 100 and
200 psig utilizing a pressure-volume cell to withstand the
high pressures, and similar data are obtained. Stock-tank
gas-oil ratios usually are measured in conjunction with
these tests because the greater volumes of gas liberated at
the high pressures permit greater accuracy to be obtained.
From the volumes and densities of the separator gas and
residual oil separated at 0 psig, the specific volume of the
initial oil is determined and recorded as shown in Table
6. The oil sample used in the example is saturated at
sampling pressure and reservoir temperature.
Two types of flash liberation tests are performed in the
laboratory.
1. Separator tests are conducted to simulate the mechanism by which oil and its gas (which was dissolved at
initial conditions but which is liberated in passing to separator conditions) are separated by the field separators.
2. Pressure-volume-temperature (PVT) tests are performed to determine, at constant reservoir temperature,
the relation of total volume of oil and its gas with pressure.
Although in a single-stage separation set-up oil is considered as being under flash equilibrium up to surface
separation conditions, a degree of differential liberation is
encountered if multistage separation exists. Although not
usually the case, under some circumstances PVT measurements may require that oil and gas volumes be measured
separately.
Laboratory Separator Tests
Separator data obtained from laboratory tests are particularly necessary in determining proper operation of field
separators, and they serve as an important adjunct to
proper reservoir control. Low-pressure separator tests are
made in the laboratory by use of a Bunte burette into
which a measured amount of saturated oil is bled from
the quantity of sample oil. During a test, pressure is maintained in the burette at a constant pressure below 25 psig,
and the volume of oil at the burette pressure is measured.
The gas separated from the oil in the burette is measured
by a wet-test meter. The burette pressure then is decreased
TABLE I-DIFFERENTIAL LIBERATION DATA FOR SAM·PLE FLUID AT SAMPLE
PRESSURE AND RESERVOIR TEMPERATURE
p
Pressure
~
p. =2190
1900
1600
1300
1000
700
400
195
o
o
14
GL.
Gas Liberated
(scf/bbl
Sat. Oil at p. and Tr)
o
70
137
209
275
347
423
487
646
760
BO/Q08
IDifl'. Shrinkage Factor
(bbl Sat. Oil/bbl
TABLE 2-FLASH SEPARATION DATA ON SATURATED OIL SAM,PLE
Oil at ps and T r )
1.0000
.9664
.9355
.9034
.8731
.8405
.8029
.7750
.6850
.6650
(1)
Separator
Pressure
(p,ig)
(2)
GOR
Separator
(,cf/STS)
(3)
GOR'
Stock Tank
(,cf/STB)
(4)
l/B o ./
fla,h
Shrinkage
Factor
(STB/bbl
,ample oil)
o
1190
0
0.602
20
1060
0.635
SO"
947
0.660
150
802
190
0.655
*Flashed from pressure in Col. (1) to 0 psi.
** Interpolated
(6)
GOR
Separator
(5)
Gravity
(OAPI)
42.9
45.0
45.7
45..4
(scf/bbl
sample oil)
Col. (2) X
Col. (4)
717
675
625
525
from curve.
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Fig. 3-Differential and equilihriutn shrinka·ge of a lowshrinkage oil at reservoir tenIperature. 15
TABLE 3-PRESSURE-VOLUME-TEMPERATURE RELATION AT
RESERVOIR TEMPERATURE (BASED ON UNIT VOLUME OF
SATURATED OIL AT SAMPLING PRESSURE)
Pressure
8t/Bl8
In P-V Cell
Volume Oil
Or Oil and Gas
-~
Pi ~
3500
3000
2500
p,~2190
2130
2075
1970
1835
1680
1525
1380
1240
1120
1000
875
770
570
505
440
390
350
315
290
265
0.9824
0.9888
0.9959
1.0000
1.0090
1.0182
1.0397
1.0706
1.1173
1.1799
,1.2586
1.3532
,1.4639
1.5905
1.7809
2.0033
'2.6698
2.9881
3.4836
3.9614
4.4636
4.9415
5.4417
5.9194
PVT tests are performed by transferring a known volume
of the saturated sample oil from the sampler to the pressure-volume cell, and then measuring the total volume
at reservoir temperature and at pressures higher than sample
saturation pressure. The sample is permitted to expand
to pressures which are as low as practical, and the resulting volumes are recorded at various pressure points. The
test process is shown in Fig. 1.
Occasionally, the effect of temperature change on the
sample is needed. In such a case, tests are repeated at
two other temperatures, e.g., at atmospheric temperature
and at some intermediate temperature between atmospheric
and reservoir temperature. The data obtained are volume
factors, designated B,jB,,, and are expressed as barrels
of total oil and liberated dissolved gas at the pressure under
consideration per barrel of saturated oil sample at sampling pressure. Table 3 gives laboratory pressure-volume
data for the sample oil at a reservoir temperature of
134°F.
Viscosity Relationships
The viscosity of the reservoir oil sample usually is determined by a pressure or rolling-ball type of viscosimeter.",16 This apparatus is based upon the principle that
oil viscosity determines the time required for a closefitted steel ball to roll down an inclined steel cylinder
filled with oil. Time measurements are made at pressure
intervals, and the viscosity is determined from the time
data. Fig. 5, a plot of the laboratory viscosity data determined for the sample oil, shows that above the satura:tion pressure the viscosity increases with an increase in
pressure; below the saturation pressure, viscosity increases
with a decrease in pressure.
The viscosity of residual or stock-tank oil is determined
by an Ubbelohde'7 (or similar) viscosimeter at room temperature, at reservoir temperature and at some intermediate
temperature.
Hydrocarbon Analysis
A hydrocarbon analysis is made of a portion of the
saturated oil sample. Two types of apparatus are used in
this analysis-(1) the Podbielniak (or pod column) for
low-temperature distillation of the low-molecular-weight
fractions, methane through hexane; and (2) a high-temperature apparatus for distilling heptane through nonane.
JANUARY, 1962
08
r---r-
-- --_.--f-. . -
~-
f.\----+-----+---t------ f-----
------+-------i
061\
"
0.4
0.2
SAMPLE
_ _++=-"-_±:__-__+jJSA-T-URr__AT-'O-N----t--=I
~_----+'~
r-- vi.
_I-PRESSURE
2190 P$!G
I----+-----+-----i---j-------r-,-----,
500
1000
1500
2000
2500
3000
3500
PRESSURE, PSIG
Fig. 5-Viscosity of reservoir oil (temperature, 134°F).
The residual is reported as the decane-plus fraction. In
many cases, however, the sample is analyzed only through
hexane, and the remainder is reported as a heptane-plus
fraction.
The accuracy and applicability of phase-behavior calculations for such things as optimum separator conditions
will depend to a great degree upon the detail and accuracy
of the hydrocarbon analysis in the range of the heavier
components; therefore, accurate extended analyses through
nonane should be obtained when practicable.
In addition to the weight-per cent analysis obtained,
the molecular weights and densities of the individual cuts
are determined after volumetric measurements. The hydrocarbon analysis, molecular weight and density data for
the sample oil are illustrated in Table 4.
ASTM Distillation
ASTM distillation test data may be used to extend the
hydrocarbon analysis through the range of components
heavier than hexane, in conjunction with more detailed
phase-behavior calculations. In addition, the data serve as
an index for evaluating crude because they indicate the
boiling ranges of gasoline, kerosene and lube-stock constituents. ASTM distillation data for the oil sample are
shown in Table 5.
Orsat Gas Analyses
An Orsat gas analysis is run on gas liberated from the
oil to determine the amou·nts of components other than
hydrocarbons which might be present-components such
as oxygen, hydrogen sulfide and carbon dioxide. The nitrogen content may then be determined by difference calculations.
TABLE 4-HYDROCARBON ANALYSIS OF OIL SAMPLE
Density
Component
Methane
Ethane
Propane
I-Butane
N-Butane
I·Pentane
N-Pentane
Hexane
Heptane
Octane
Nonane
Decone and Heavier
Hexane and
Heavier
Weight
(gm/cc
Molecular
Per Cent
at 60'F)
Weight
7.39
3.96
5.75
0.79
4.44
0.84
2.98
4.11
5.57
5.17
4.44
54.56
0.6826
0.7263
0.7430
0.7623
0.8472
86
99
,110
123
285
0.8147
203
iOo.OO
15
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Pressure-Volume-Temperature Tests
10
TASLE 5-ASTM DISTILLATION OF RESIDUAL-OIL SAMPLE
FLASHED TO 0 PSI AND 76°F
Per Cent
Over
Temperature (OF)
ISP
5
10
15
20
25
30
35
40
45
50
55
60
65
112
176
212
244
274
(l00
332
372
418
460
506
550
588
626
Maximum Temperature = 652°F
Recovery, by Volume = 67 per cent
Residue, by Volume = 31 per cent
Loss, by Volume = 2 per cent
Gravity of Overhead Product
= 49.9
°API
TABLE 6-MISCELLANEOUS OIL-SAMPLE DATA
Specific Gravity of 0 psi Separator
Gas @ 60°F _
Temperature, OF ___________ _
76
105
1,865
Saturation Pressure, psi
2,040
0.02331
Specific Volume, cu ftjlb
0.02380
API Gravity, Residual Differential
Liberation Oil _
Viscosity, cp:
Saturated Oil,
Residual Oil,
Residual Oil,
Residual Oil,
11.
12.
Nomenclature
13.
Tr = reservoir temperature, of
14.
l/B o .!
Bo/Bo.
=
=
sampling pressure, psig
gas liberated, scf/bbl saturated oil at p, and T,.
two-phase flash formation volume factor, bbJ
oil and gas/bbl saturated oil at p, and Tr
flash shrinkage factor, STB/bbl sample oil
differential shrinkage factor, bbl saturated oil!
bbl oil at p, and Tr
15.
16.
17.
.............
134
2,190
0.02428
~
........ 45.4
. ... _ ............. 0.31
.... 2.92
1.99
1.48
Subsurface Sample of Oil and Gas", Oil and Gas Jour.
(May 16, 1935).
"Humble Subsurface Sample Equipment", Manual 0/ IT!structions, Engineering Laboratories, Inc., Tulsa, Okla.
Lindsly, B. E.: "A Bureau of Mines Study of a BottomHole Sample from the Crescent Pool, Oklahoma", Pet. Eng.
(Feb., Mar., Apr., 1936).
Pirson, S. J.: Elements 0/ Oil Reservoir Engineering, McGrawHill Book Co., Inc., N. Y. (1950).
Buckley, S. E.: Petrol,eum Conservation, AIME, Dallas
(1951).
Clark, N. J.: "It Pays to Know Your Petroleum", World Oil
(April, 1953).
Hocott, C. R. and Buckley, S. E.: "Measurements of the
Viscosities of Oils Under Reservoir Conditions", Trans.,
AIME, (1941) 142, 131.
Ubbelohde, L.: "The Simplest and Most Accurate Viscosimeter and Other Instruments with Suspended Level", Jour.
of Inst. 0/ Pet. (1933) 19, 396.
***
References
1. Lewis and Randall: Thermodynamics, McGraw-Hill Book Coo,
Inc., N. Y. (1923).
2. Andrews: Trans., Roy. Soc. London (1869) 159.
3. Nielson, Ralph F.: "Molecular Explanation of Retrograde
Condensation", Oil Weekly (Jan. 5, 1952).
4. van der Waals: Zeit. physik, Chem. (1890) 5, 133.
5. Sage, B. H. and Lacey, W. N.: Volumetric and Phase Be·
havior of Hydrocarbons, Stanford U. Press, Stanford U.,
Calif.
6. Weinaug, C. F. and Bradley, H. A.: "The Phase Behavior of
a Natural Hydrocarbon System", Trans., AIME (1951) 192,
233.
7. Allen, J. c.: "Factors Affecting Classification of Oil and Gas
Wells", Paper presented at API Spring Meeting (1952) in
Shreveport, La.
8. Kuenen: Zeit. physik, Chem., (1893) II, 38.
9. Clark, Norman J.: Elements of Petroleum Reservoirs, AIME,
Dallas (1960).
10. Schilthuis, R. J.: "Techniques of Securing and Examining
16
NORMAN J. CLARK is the owner of
Norman J. Clark Engineering Co.,
Dallas-based petroleum consulting firm.
He organized the company in July,
1958, after resigning his position as
assistant manager in charge of engineering and consulting work for Core Laboratories, Inc., Dallas. Before joining
Core Labs in 1955, he had spent 14
years with Humble Oil & Refining Co.
in Houston. He graduated from Southwest Texas State
Teachers College with a BS degree in math and physics
in 1937, and received a BS degree in petroleum engineering from The U. of Oklahoma in 1941. A frequent
contributor to Society publications and to industry trade
journals, he is the author of ELEMENTS OF PETROLEUM
RESERVOIRS, a book published by the Society in 1960.
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
G L8
Bt/B t ,
=
=
=
p,
2,190 psi and 134°F.
74°F
105°
134°F
~~ 1.096
Fundamentals of Reservoir Fluids, Part Two
FUNDAMENTALS OF
RESERVOIR FLUIDS
Adjusting Oil Sample Data for Reservoir Studies
NORMAN J. CLARK
MEMBER AIME
Introduction
The presence of free gas in the form of a gas cap
located above the oil zone in a reservoir usually indicates
that equilibrium conditions exist between the gas and oil.
Therefore, the oil at the gas-oil contact probably was
saturated at initial reservoir conditions of pressure and
temperature.
Any reduction in this reservoir pressure as oil is produced causes gas to be released from solution in the oil.
Oil samples taken from a reservoir after production has
occurred, therefore, will contain less dissolved gas even
though the oil was saturated at sampling pressure.
If the reservoir is initially undersaturated and the
sampling pressure is above saturation pressure, the sample
will contain the same amount of dissolved gas as it did
initially. If the sample has liberated some of its dissolved
gas prior to sampling, the laboratory data must be adjusted to provide values comparable to those which would
have been measured had the sample been taken at the
initial reservoir pressure. It is necessary to have data on
the oil sample at initial conditions of pressure and temperature because most reservoir calculations, particularly
for reservoir behavior, utilize initial conditions as a basis.
Amyx, Bass and Whiting'· have described the necessity of
adjusting reservoir oil sample data.
Adjustment Procedures
Procedures for adjusting the various oil sample data
are illustrated in detail in the following paragraphs, and
then applied to the oil sample data of Tables 1 and 6. *
In adjusting the example data used here, the following
assumptions are made.
18References given at end of paper.
':'Tables 1 through 6 appeared with the first article in the Fundamentals af Reservoir Fluids series, published in the Jan., 1961. issue of
Journal of Petroleum Technology.
1. In the reservoir from which the sample was taken,
the oil was saturated at initial reservoir pressure.
2. As a result of the bottom-hole pressure traverses
made at the time of sampling, the sampling pressure was
found to be 2,190 psig.
3. Examinations of available information - such as
early bottom-hole pressure measurements, drill-stem tests
and other reservoir characteristics - revealed the initial
reservoir pressure to be 2,500 psig. Therefore, the laboratory oil sample data will be adjusted to this pressure at
a reservoir temperature of 134°P.
Differential Liberation Data
Corrective Gas Volume
The relation for determining the corrective gas volume,
or the amount of gas liberated from the sample oil between initial reservoir pressure and sampling pressure, is
as follows.
- p, X G
CGV = Pi
--L8(pS-p)
p, - p
where CGV
•
(1)
= corrective gas volume, cu ft of gas/bbl
of oil at p, and Tr,
Pi
= initial reservoir pressure, psig,
p.
=
p
sampling pressure, psig,
= some low pressure on the straight-line
portion of the gas liberation curve, psig,
and
GL,(ps-P) = gas liberated between p, and p, cu ft of
gas/bbl of oil at p, and T, ..
Utilizing the 400-psig-pressure data point for p, the
value for the corrective gas volume is
2,500 - 2,190
CGV = 2,190 _ 400 X 423 = 73 cu ft.
The corrective gas volume can also be determined
graphically by plotting the differential gas liberation data
and extrapolating the curve to the initial reservoir pressure. This technique, illustrated in Pig. 6, merely utilizes
graphical means to obtain the results of Eg. 1.
Corrective Oil Volume
The next determination is the corrective oil volume;
this is the volume of oil saturated at the initial reservoir
pressure (2,500 psig) which, after the corrective gas
volume of gas (73 cu ft) has been released, will result in
SPE 91
FEBRUARY, 1962
143
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Editor's Note: This is the second of five Technical
Articles in the Fundamentals of Reservoir Fluids series.
The first, "Sampling and Testing Oil Reservoir Samples",
appeared in the Jan., 1962, issue of JOURNAL OF PETROLEUM TECHNOLOGY. References, Tables and Figures are
numbered consecutively, but are published only with the
particular installment of the series in which they are first
mentioned.
NORMAN J. CLARK ENGINEERING
DALLAS, TEX.
1 bbl of oil saturated at the sampling pressure (2,190
psig). The relation for obtaining the corrective oil volume
is as follows.
COV=
(2)
G L
where G L
-
GL ,
+ CGV
COY
(3)
=
adjusted value, scf of gas liberated to
some reduced pressure/bbl of saturated
oil at Pi and Tn and
G", = value of unadjusted laboratory data, scf
of gas liberated to some reduced pressure/bbl of saturated oil at p, and T,;
and
Bo
Ho '
Bo/B"
=
COY
Separator Liberation Data
Laboratory separator liberation data, including gas-oilratio and shrinkage values, must be adjusted to the basis
of initial saturated reservoir oil; since the amount of gas
dissolved in the oil sample is a function of initial reservoir pressure, then the separator liberation data also are
functions of that pressure.
At the time of the reservoir study, it may be found
that none of the laboratory separator tests on the sample
were taken at the same pressure as that of the average
separator pressure maintained in the field during its producing life. Therefore, laboratory separator results first
are interpolated to obtain data on a basis of correct field
separator pressure; the resulting data then are adjusted to
a basis of correct initial reservoir pressure. The following
paragraphs describe two methods by which this adjustment can be accomplished. The proper method to use
should depend upon the data available or upon the data
which the analyst considers more appropriate at the time
he makes the adjustment. Generally, however, the first
method presented will be the easier and the more straightforward of the two.
Method 1
(4)
where Bo/B" , = adjusted differential shrinkage factor, bbl
of saturated oil at some reduced pressure/bbl of saturated oil at Pi and Tn and
Fig. 8 shows the five steps to be followed in the first
method.
Step A-The laboratory separator data first are plotted
graphically to obtain values which correspond to the
50-psig (or average) field trap pressure. These plots,
shown in Fig. 9, indicate that 1 bbl of oil at p, and T,
will be separated by a 50-psig trap into 0.660 STB of oil
and 625 scf of gas.
700
I
I
I
II
600
,,
II
I
1\
I
I
i
!
,
i
ii:
J:
(J)
I :I!
,
.8000
1\
I
'\
I,
1\
I
I
PRESSURE, PSIG
Fig. 6-Laboratory differential-shrinkage
and gas-liberation data, illustrating graphical method of determining corrective oil and
gas voluDles in adjusting oil sample data to
a basis of correct initial reservoir pressure
(data from Table 1).
144
I
1\
!
I
I
I!
i
:!
I I
!
1000
1500
i
m
1
(J)
-,
I
0
<t
.5000
"\
I
1
1\
,
2500
(5
is m
".6000~ ...J
(5
I
I
2000
I
!
I
i
i=
~
...J
z ...,:
I
I
ci
IIJ <t
a: (J)
.7000 UJ
U. ...J
U.
,
i i
I
I I I I I I
500
,
i I
I
!
I
NOTE: CbRREtT. ~i' EST.
TO BE 2,500 PSIG
I I I I
t
I! I
I I 1\.,1
I! 1• I,I
I
100
I
II i
iI!
Z
<t <t
.9000~ Ci
ii
j
t-"
IIJ 0
(!)
i
1\
I
I
I
,.A
a:
~
.oooo~
I-'
«(J)
.- ...J
Om
~m
0
m
JOOO
PRESSURE PSIG
Fig. 7-Adjusted differential liberation data
to basis of correct initial reservoir pressure
(data from Table 7).
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
where COY = corrective oil volume, bbl of oil at p,
and Tr/bbl of oil at p, and T" and
p = some low pressure on the straight-line
portion of the differential liberation
curve.
The corrective oil volume may also be determined by
the graphical method. Fig. 6 shows the corrective oil
volume to be 1.035 bbl of oil at p, and T,.jbbl of oil at
p, and T r •
Adjusting the differential liberation data involves altering all of the data to a basis of 1 bbl of oil saturated
at the initial reservoir pressure of 2,500 psig. This is
accomplished by the following relations.
Bo/B" = unadjusted laboratory shrinkage factor,
bbl of saturated oil at some reduced
pressure/bbl of saturated oil at p, and T ,.
The laboratory differential liberation data of Table 1
are adjusted and the results of calculations are shown
in Table 7. The adjusted differential liberation data then
are plotted in the form of work curves for subsequent
reservoir calculations, as shown by Fig. 7.
SAT. OIL AT
P. (2,190 PSIG)
G
AND T, (134 F)
SAT. Oil AT
p, (2,500 PSIG)
AND T, (l34°F)
STOCK.TANK OIL
SEPTD. AT AVG.
FiElD SEP. PRESSURE
GAS, SCF
800
~~
~~700
~~
I-~~II+
~~
(!)'"
~
~"""-'--'""-'
Step {AI-flash liberation Data (Interpolated from laboratory Data).
II
.96bbl
+
/
'00
a: «
/ /'
III.J
IDID
",ID
.Jii::
500
/ /
·T
-
i"""-< :>....... j / '
!:;I~:::!
~
;:....
0.-
UJO
~
T I
I;; I/Bost- I-- I-- .
GAS, SCF
~
.....
r-
r-.
1
51PI GRAVITY
--
SEP lOR
-
I
......
'I
I
/
(.)
III
Step Un-Data from Adjusted Differential liberation Data.
10.
II
SEPARATOR PRESSURE, PSIG
Fig. 9-Laboratory flash separator data vs separator pressure for sample oil (data from Table 2).
+u==
of gas in continuing to separator conditions, the total gas
liberated to 50-psig separator conditions from 1 bbl of
initial oil is 675 scf (or 604 + 70.5). The flash-shrinkage
factor, adjusted for both initial reservoir pressure and
field separator pressure, then is 0.6376 STB of oil/bbl of
initial reservoir oil.
Step E-The initial dissolved gas-oil ratio, adjusted for
initial reservoir pressure and field separator pressure, is
1,059 scf (or 675/0.6376) of gas/STB of oil.
Step (C)-From Data of Step {AI.
I--~
Step (D)-Adjusted Shrinkage Factor
=co.
__
.6376 STB/bbllnitial Reservoir Oil.
Method II
Step (EI_Adjusted Initial Dissolved Gas-Oil Ratio = , ,059 cu ft/STB.
Fig. 8-Graphic illustration of adjustment of flash shrinkage factor and dissolved gas-oil ratio to initial reservoir
conditions using differential liberation data.
Step B-The volume of gas which must be added to
the volume measured in the laboratory so that the total
volume will be consistent with an oil sample saturated at
initial reservoir pressure is determined by the plot of adjusted differential data (Fig. 7 and Table 7). This amount
is the corrective gas volume divided by the corrective
oil volume and, in the case of the example problem, is
70.5 scf (or 73/1.035) of gas/bbl of oil at PI and Tr
(or/0.966 bbl of oil at P. and Tr).
Step C-Based on data from Step A, 0.966 bbl of oil
at P. and Tr will separate through a 50-psig trap into
0.6376 STB (or 0.660 X 0.966) of oil and 604 scf (or
625 X 0.966) of gas.
Step D-Since 1 bbl of oil at Pi and TT releases 70.5
scf of gas in going to the p s condition and then 604 scf
The second method, illustrated in Fig. 10, utilizes flash
separator data.
Step A-The separator flash liberation data for a 150psig trap (Table 2) indicates that, for 1 bbl of oil at p.,
0.655 STB of oil and 525 scf of gas will be separated
through a 150-psig separator.
Step B-The 150-psig separator data are used as a
basis for preparing a gas-oil-ratio curve to determine the
amount of gas liberated from oil when the pressure drops
from Pi = 2,500 psig to the 2,190-psig sampling pressure.
The assumption is made here that the gas liberation
curve is a straight line between the highest (l50-psig)
separator pressure and the sampling pressure, as shown
by Fig. 11. Extrapolation of the curve indicates 80 scf
of gas/bbl of oil at sampling pressure. Although this
assumption is not exact, the existence of two partially
compensating errors permits the approximation to be
reasonable. These errors are as follows: (1) the line is a
curve, which tends to decrease the gas volume required;
and (2) the separation in the reservoir occurs at reser-
TABLE 7-ADJUSTMENT OF DIFFERENTIAL LIBERATION DATA TO BASIS OF INITIAL RESERVOIR PRESSURE AND RESERVOIR TEMPERATURE
(1)
GLs
Gas Librtd.
(scf/bbl sat. oil
at ps and TT}
From Table 1
Adistd. Gas
Liberated
(scf/bbl sat. oil
at pi and TT)
Col. (2) + 73, .035*-
(4)
B./B ••
Difl'. Shrinkage
Factor
(bbl sat. oil/
bbl sat. oil
at p. and TT)
From Table 1
-73*
0
70
137
209
275
347
423
487
646
0
70.5
138
203
272
336
406
479
1541
695
1.0350
1.0000
.9664
.9355
.9034
.8731
.8405
.8029
.7750
.6805
(2)
(3)
GL
p
pressure
(psig)
Pi = 2,500
p, = 2,190
1,900
1,600
1,300
1,000
VOO
1400
195
0
(5)
B./B.I
Adjstd. Difl'.
Shrinkage Fador
(bbl sat. oil/
bbl sat. oil
at PI and TT)
Col. (4)/1.035*'
(6)
B.
Adjstd. Form.
Volume Factor
(bbl sat. oil/STB)
Col. (5)/.6376*--
1.0000
.9660
.9345
.9045
.8725
.8430
.8140
.7755
.7490
.6620
1.5684
1.5151
1.4657
1.4186
1.3684
1.3222
1.2767
·1.2163
1.1747
1.0383
*Corrective gas volume.
**Corrective oil yolu!11e.
***Adiusted flash shrinkage factor.
FEBRUAUY, 1962
145
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
+
0
SAT. OIL AT
P. (2,500 PSIG)
SAT. Olt AT
p,(2,190PS1Gl
AND T, (13,f"f)
AND T, (l34"F)
,---,
,---,
STOCK.TANK OIL
SEPTD. AT NOTED
,---,
/'.
II
150#
Q-II
=
+
.655 obi
Pressure-Volume-Temperature Data
Adjustment of the pressure-volume data B,/B" is necessary both to smooth and to extrapolate the data to the
initial reservoir pressure. Smoothing the data may be accomplished by drawing a smooth curve through the points
plotted as pressure vs volume; however, this manner of
smoothing seldom is used because extrapolation of the
curve through the laboratory data points in the range of
the sampling pressure cannot be accomplished with satisfactory precision. The following empirical relation, however, usually will permit suitable smoothing and extrapolation of the relative-volume curve because the data
BOO
ii:
o
~
I]
Ibb'
~---
.301
.0431
.655.5T
?'"
liberation
8bl Thermol Shrinkage from
TemperatureCorreclion
TolalGcr.liberaled -- 525 T
c=1
Oil
~e~~~':1
~
0.
"\
"\
(!)
"\
200
I-II + ~--Q--~~;,'''i + I}",""
11-. + ~ Q~63~;,''' II
Step (E)-Determination of Adjusted Initial Dissolved Gas-Oil Ratio and Shrinkage factor,
50·psi Separator Pressure.
• ~ Itl}
+
Slep (f)-Adjusted Shrinkage foctor .6363 STB/bbl Initial Reservoir Oil,
Adiusted Initial Diss,olved Gas-Oil Ratio 680 cu ft/bbllnitiol Oil.
680,""
~
680/.6363
Step (G)-Adiusted Initial Dissolved Gas·Oil Ratio 1,068 cu ft/STB.
Fig. IO-Graphic illustration of adjustment of Hash shrinkage factor and dissolved gas-oil ratio to initial reservoir
conditions using Hash liberation data.
w
0
0
III
0
~
I
"\
w
t:c
a::
-
(f)
Q.
c
Step (D)-Determinatian af Shrinkage from p, to p"
150-psi Separator Pressure.
.L r-~
"\
l1...Cf)
>-
(!)
"\
~300
....10
al
124= 649SCF
Shrin~age per (U II GO! liberated = :3019/649 -' .000465 b~1
Shrinkage from p, ta p. and T, = 80 X .000465
.0372 bbl Shrlnkoge
146
111
STRAIGHT-LINE INTERPOLATION
,
I-I-. BETWEEN HIGHEST SEPARATOR ....
f',. PRESSURE AND SAMPLE PRESSURE
::J....I
en
<{
'~f!,, __ ~r--+ ~~':~;.;Y:~} '" , ,"
S25(ult
,,
:J:al
al
Step (C}-Determination of Shrinkage Due to Temperature Chonge and Gas liberation,
J 50-psi Separator Pressure.
190 x .655
11-
500
M:l ~ 400
.655STB
EXTRAPOLATED
PORTION
,
~
8bl Shrinkage Due 1,,0
l,
600
~
Step (B}-Dato from Plot of Flash Gas-Oil Ratio vs Pressure.
150#,
FSEPARATOR DATA
W
tia::
"{
,,
,
,,
,
en
Step (A)-Flash Liberation Data, l50-psi Separator Pressure.
------
II I I I I I I I I
700
tt
,---,
r---.
Oil Formation-Volume-Factor Curve
The value of the adjusted flash separator shrinkage
factor derived using Method I is considered to be the most
accurate-that is, 0.6376 STB of oil (separated through a
50-psig separator at atmospheric temperature) /bbl of
saturated oil at 2,500 psig and reservoir temperature.
The formation-volume-factor curve, or differential liberation data, applicable to oil and gas separated in field
separators is determined by dividing the differential oilshrinkage data by the adjusted flash-shrinkage factor. This
is shown in Table 7 and plotted in Fig. 12.
a::
GAS. SCF
SEP.PRESSURE
GAS, SCf
Step F-At p, and Tn 1 bbl of oil will liberate 680
cu ft (either 603 + 77, or 705/1.0372) of gas; therefore, the adjusted initial shrinkage factor is 0.6363 STB
(or 0.660/1.0372) of oil/bbl of oil at Pi and T,,,.
Step G-The adjusted initial dissolved gas-oil ratio is
1,069 scf (or 680/0.6363) of gas/STB of oil.
N
N
"c..-
"•
c.
r:
(f)
ILl
"\
100
1"\
,
"\
(II
::J
\
en
<{
,
,\
i',
(!)
:
,
,
"\
80CUFT
~
-100
500
1000
15M
2000
IIII
2500
3000
PRESSURE, PSIG
Fig. II-Flash liberation data plotted vs
pressure, illustrating method of estimating
gas liberated between initial reservoir pressure and sample pressure per barrel of'
saturated oil at sampling pressure.
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
voir temperature, which tends to increase the volume of
gas required.
The corrective gas volume can also be calculated algebraically by Eq. 1. Comparing this value with that of the
corrective gas volume determined by differential liberation data reveals a difference of about 10 per cent. Since
the value determined by the latter method is considered
more accurate, it should be used if differential liberation
data are available.
Step C-The unknown volume of saturated oil required
at PI and Tr to result in 1 bbl of saturated oil at P. and
Tr must be determined. First, the thermal shrinkage for
the oil in changing from 134 to 76°F is determined from
the "National Standard Petroleum Oil Tables""; in the
case of the example problem, this value is found to equal
0.0431 bbl of oil. The total shrinkage caused only by
the liberation of total gas at both the 150-psig separator
and the stock tank then equals 0.3019 bbl (or 1 - 0.6550
- 0.0431).
Step D-The amount of shrinkage to the initial oil and
the actual volume of the initial oil, before it changed from
the Pi and Tr conditions to the conditions of P. and Tn
are determined by first calculating an amount of shrinkage caused by the liberation of 1 cu ft of gas alone
(without temperature effects). The value of this shrinkage
equals 0.000465 bbl, or 0.3019/[525 + (190 X 0.655)],
of sample oil. Therefore, the total shrinkage to the initial
quantity of oil is .0372 bbl (or 0.000465 X 80), and the
actual volume of initial oil is 1.0372 bbl (or 1 + 0.0372)
saturated at P. and T •.
Step E-Again from Fig. 9, the separator gas-oil ratio
and shrinkage factor interpolated for a 50-psig trap pressure is 625 scf and 0.660 STB, respectively; for the same
trap pressure, therefore, 1.0372 bbl of oil at Pi and T,,,
will liberate 705 scf (or 625 + 80) of gas.
1.6
i
!
/
1.5
/
:
1-+I,
I
I
cf'm
I
I
>-"
I
!
:ri-
__ ._,
~
I
f~:~:i.:j
a.
I
I-err- +-
V
:
T ,_.
--,-!
I
H-i+-
1,000
,
I
I
)"i- ~tt
,
,
l-
-t+tt -tt
-./::,
';
:_
I{
fPRESSURE
: I
1,.':
~O~~WV~~
ff
,
2.5
•,'RESERVOIR
INITIAL
- LAST GOOD DATA POINT '~
I I I I
I i-t
, i ' I
EXTRAPOLATED
m
........
~w
/
,
,/
I
I
I,
0 POINTS FROM LAB DATA
I
I
2,000
1,500
I I
I
2,500
3,000
PRESSURE, PSIG
Fig. 13-Procedure for adjusting PVT data.
where Bt/B"
1000
1500
RESERVOIR
2000
2500
dissolved gas, volume at P and Tr/volume at Pi and T r •
The relative-volume data for samples from undersaturated
reservoirs with saturation pressures below sampling pressures do not require adjustment, but laboratory data usually
must be smoothed by drawing the best curve through the
data points.
Calculations for adjusting the relative-volume data to
initial reservoir conditions of 2,500 psig and 134°F are
shown in Table 8, and the adjusted data are plotted in
Fig. 14 as a work curve for reservoir study calculations.
3000
PRESSURE, PSIG
Fig. 12-Formation-volume-factor curve adjusted to surface
separation conditions (data from Table 7).
usually plot either as a straight line or as one with only
a gentle curve on co-ordinate paper."
<I;; - p) 1 .
p[-.-!...1
B,.
(5)
Specific Volume
where Y = compressibility function of pressure, relative
volume and saturation pressure for flash liberation data,
p, = saturation pressure of sample, psia,
P = any intermediate pressure, psia, and
B,/B t , = relative volume of oil and its liberated dissolved gas, volume at P and Tr/volume at
P, and T r •
Values of the function Y are calculated from laboratory
data and plotted vs pressure. The fact that a straight line
usually can be drawn through the data points permits ease
in extrapolating the curve to initial reservoir pressure.
Fig. 13 illustrates this extrapolation. Calculation of the
adjusted relative-volume data is accomplished by Eq. 5
in the following form.
Bt/B" = 1
+ Pi
- P .
The specific volume of saturated oil at Pi and Tr can
be calculated by combining the volumes of shrunk oil and
liberated gas determined from the flash gas-oil ratios; to
this sum the corrective gas volume is added, with the
assumption being made that all of such added gas is
methane (molecular weight = 16). With high-shrinkage
oils, where the first gas liberated may contain large proportions of heavy or intermediate components, this assumption may be quite erroneous; thus, precautions must
be taken in estimating the molecular weight of the gas
to be added.
Hydrocarbon Analysis
The hydrocarbon analysis data usually are adjusted only
in cases where extreme accuracy is required. The adjustment procedure involves adding the corrective gas volume
to the hydrocarbon analysis on a weight-per cent basis,
with the assumption being made that all gas to be added
(6)
pY
= relative volume of oil and its liberated
TABLE 8-PROCEDURE FOR ADJUSTING PRESSURE·VOLUME-TEMPERATURE DATA TO BASIS OF 1 BBL OF OIL
SATURATED AT INITIAL RESERVOIR PRESSURE
Eq. 5,
(1)
(2)
p
p
Pressure
Pressure
(psig)
(psia)
(3)
St/S"
ReI. Vol.
From Table 3
ps -
p
Y
= (p,
-
p)/{p[(Bt/B,,) -
1]}
(5)
(6)
p[(S,/S .. ) - 1],
[Col. (2)] X
[Col. (3) - 1]
Y
Col. (4)
(5)
5=01.
= 2500
2515
tl415
2315
p,
1.0000
2205
2145
1.0090
1.0182
2090
1985
1.0397
1850
1.0706
1695
1.1173
1540
1.1799
1395
1.2586
1255
1.3532
1135
1.4639
1015
1.5905
1.7809
890
785
2.0033
585
2.6698
520
2.9881
455
3.4836
405
3.9614
*Values from smooth curve through data.
Pi
(4)
=
2400
2300
2190
2130
2075
1970
1835
1680
1525
1380
1240
1120
1000
875
770
570
505
440
390
FEBRUARY, 1962
60
115
220
355
510
665
810
950
1070
1190
1315
1420
1620
1685
1750
1800
19.31
38.04
78.80
130.61
198.82
277.05
360.75
443.27
526.53
599.36
695.00
787.59
976.83
1033.81
1130.04
1199.37
3.1072
3.0232
2.7913
2.7179
2.5652
2.4000
2.2454
2.1430
2.0319
1.9855
1.8918
1.8029
1.6580
1.6300
1.5488
1.5024
(7)
Y'
3.2270
3.1459
3.0638
2.9749
2.9275
2.8802
2.7913
2,6811
2.5546
2.4299
2.3121
2.1971
2.0985
2.0019
1.8976
1.8097
1.6502
1.5952
1.5411
1.5024
(8)
Pi -
100
200
310
370
425
530
665
820
975
1120
1260
1380
1500
1625
1730
1930
1995
2060
2110
P
(9)
St/S ..
Adiusted
Col. (8)
Cols. (2) X (7)
+
1
1.0000
1.0132
1.0282
1.0473
1.0589
1.0706
1.0957
1.1341
1.1894
1.2606
1.3472
1.4570
1.5794
1.7382
1.9622
2.2178
2.9991
3.4051
3.9378
4.4677
147
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
500
~
-
I
Ul
a.
1.0
y
3.0
~
/
o
t-t-
1-
I
r="1
I
V
V
!
I
is either methane (molecular weight = 16) or some mixture of components as deemed probable. This type of
calculation is illustrated later under flash calculations.
Limitations in Adjustment Procedures
Correlations of Reservoir Oil Sample Data
Various investigators have attempted to generalize oil
sample data so that correlations could be made. They
reasoned that by using these correlations they might eliminate the need for a great deal of expensive oil-reservoir
sampling, testing and analysis.
Since the reservoir-oil hydrocarbon analysis controls
fluid data to a large extent, any accurate correlation of
sample data must include some parameter of hydrocarbon
analysis. This is impractical, however, because the hydrocarbon analysis may include anyone of an infinite number of combinations. Therefore, various correlations have
limited value for precision reservoir calculation work, but
they are extremely valuable for many practical, day-to.038
\\ \
.036
1\
.034
1.3000
\
.032
<D
..J
;:: .030
::l
\
w· 028
\
\/
~
o
..J
o
w
o
z
~
x
w
~
> .026
u
u:
u
~ .024
<I)
/'
.022
/
H-1-t-+++++-t--t-+--i'1t~+-
-
i ,,\c-j-
I-t~~~- n-f- ~
-f-t-+++--I-I-f---+-+-H-+
1.0000 L...L-.L.LJL"L--I-L..l-LIO...Loo--'--...L-L...L,--1s00-L-LL..l-200LO...L-LL-lI...ll2500 1.0000
o
PRESSURE, PSIG
Fig. 14--Adjusted relative volume or
PVT data (from Table 8).
J.18
.020
.01 8
o
~
\
3200
I~r---
/
~VfB~~;
--<
""~
r
/
L
I
i_
~ ~~BBLE
OINT
LOCUS
~~~ /
~OVII
~
-f' {>0,'0
,0:
~
1000
~
/
/
i}o/(A)
/
\
SP ECIFIC
VOLUMES
LL
~
·SURFACE GAS
PER BARREL OF
STOCK TANK OIL
~)
(C)
3200
~
2000
f--"
3000
4000
--5000
6000
7000
PRESSURE (PSIA)
Fig. 15-Pressure-volume relations of mixtures of oil and gas at 145 0 F
(from J. C. Allen, Ref. 7).
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
The reservoir analyst must exercise caution when adjusting measurements made on either the subsurface
sample or the recombined sample. In adjusting the example
data used here, the assumption was made that the oil
was saturated at initial reservoir pressure. If the reservoir
oil had been saturated at some intermediate pressure between the sampling and initial reservoir pressures, however, the resulting adjusted data will be erroneous and all
subsequent reservoir study calculations utilizing the erroneous data also will be in error. Espach21 has shown
that in undersaturated reservoirs a great variance may
exist in oil characteristics, including dissolved gas-oil
ratios. If the reservoir is undersaturated, therefore, it
usually is necessary to obtain more than one sample, depending upon the nature of the problem to be solved.
Some naturally occurring crude oils exist at conditions
very near to their critical temperatures and pressures. Because of the high-shrinkage behavior (or the behavior
that may govern the change in physical state) of some
crude oils during isothermal pressure changes at temperatures below but near the critical temperature, a thorough
examination and study must be made not only of the data
for such samples, but also of the reservoir conditions and
characteristics; a study of this type is essential if the behavior of the oil sample is to be evaluated with the greatest
precision.
In Fig. 15 Allen' illustrates the basis for concern regarding interpretations of reservoir oil samples. This figure
shows a sample of oil with four amounts of dissolved
gas and, also, the flash liberation data from the resulting
sample. Samples with oil-volume curves similiar to Curve
A may be extrapolated to higher saturation pressures with
reasonable precision. Samples with curves similiar to
Curve B cannot be extrapolated with reasonable precision
except over small pressure increments. This is explained
by the fact that an oil having a shrinkage curve similiar
to Curve C may exhibit a curve similar to Curve B after
some of its initial dissolved gas has been liberated from
solution. It is readily apparent, therefore, that conventional
extrapolation of Curve B to the initial pressure will not
provide the analyst with data which may be properly
represented by Curve C. This is an exaggerated case, of
course, because ranges of pressure change involved in
extrapolation are usually small; however, it does illustrate
the manner in which large errors may be encountered in
the extrapolation process unless caution is exercised and
unless a thorough investigation is made of all data associated with the oil sample.
To illustrate the various shapes encountered, Fig. 16
shows differential shrinkage curves for five actual oil
samples. 22 ,23 Curve E obviously represents an oil existing
in the reservoir at conditions fairly near the critical state,
and great care must be employed in adjusting its sample
data.
1.0
50
0
45
0
W
(J)W
co::
...J:::>
u.m
.9
0
:I:
00::
(!)
Q.
Zo::
Z
it:
~o
,I-
(f)
00::
olf
..J
I-w
m(J)
u.
<
i=
Z
.7
30
o(!)
>-u;
III
0:
~o
0::
(!)t:(
C
25
o
~t
0
o
0
0
~
C
m
0
~
0
~ i-'<0
20
GOR
3950
BO/BOI~·271
SAT. PRESS.-4527 PSI'
.5
15
0 1 2 3 4 5 6 7
VISCOSITY OF SAT. RESERVOIR OIL AT PI AND Tr , CP
Fig. IS-Relation of API gravity to viscosity.
.4
25
50
75
100
PRESSURE, PERCENT OF SATURATION PRESSURE
Fi,g. 16-Comparison of differential shrinkage curves for different shrinkage oils.
,~ '--r-'--'--'--~-'--'-'--'--'--r---------o
1500
U-l---+--+--+------ __ 1--____I----tt!_:2-r20_0_C+U_F_T+-/B_B--j~1
r--f--+---+--+--+--+-+---+--+---+-----,4-+---+--+-----j
I---t---+----+-+--+-+-_+_ +---+----+,-1I /-1 --t-----t-+-----l
1
1400
1300
~
(J)
Q.
1200
1---+---1---+--+--+----+--1--+--+--*1
1
I
7' ~~
---+--+--J--- --- -+----+--+-----+--I--I--+-----i---+----+------j
o 1100 - /,
i
I
~...J'''' I--~-~--T--r'~--+----+~~~~~.---+.---~-+~--+----+
00
III
:I:m
900
(J)I-BOO
<(J)
ii~700
ZO
W
(f) 600
:I:
~
,
Ii,
400
e ('
,--j
q
,
!
1_
r-t-~,.- ~-fi 1-i~o:8,~fo
"'o-l~_ ~i- T
'i'
- r
J__
0::
o(!)
r-i---t- 1---4t
--
I--
!
~",."
.. -
~ ----I
- --
'.
!
~ '"
,
i
I i I I -,I--ii,-----+,-~.---yt---.f'-f-'+o SATURATED SAMPLE
,
, 0' ' "
/
200
,/
•
i
i
UNDERSATURATED SAMPLE
!
i
I
092
0.88
0.84
I!
I
0.80
0.76
D.n
0.66
I
I
0.64
0.60
0.56
r
-r
I
Y
0.96
I
0.52
0.46
044
0.40
1/80if WHEN FLASHED TO 0 PSIG
Fig. 17-Relation of oil shrinkage to
dissolved gas-oil ratio.
day reservoir engineering calculations. Typical of these
correlations are those presented by Standing" (GOR vs
formation volume factor, bubble-point pressure and twophase formation volume factor) and by Beal24 (viscosities
of air, water, natural gas, crude oil and associated gases).
FEBRUARY, 19'62
Two of the most common correlations are shown in
Figs. 17 and 18 for a large number of oil samples. Fig.
17 shows oil shrinkage at O-psig separator pressure plotted
vs initial dissolved gas-oil ratio, and Fig. 18 shows the relation of stock-tank API gravity to the viscosity of initial
reservoir oil. The close correlation between shrinkage and
gas-oil ratio results from both parameters being volumetric and because of the small variation in vapor volumes
of the various components.
The good correlation between API gravity of stock-tank
oil and the viscosity of initial oil is expected, since both
have a functional relation to the molecular weight of the
mixture and because a fairly uniform relation exists between the viscosities of initial oil and residual oil. In this
respect, the residual oil is approximately two to four times
as viscous as the initial saturated oil.
References *
18. Amyx, 1. W., Bass, V. M., Jr. and Whiting, R. 1.: Petroleum
Reservoir Engineering, McGraw-Hill Book Co., Inc., N. Y.
(1960) .
19. "National Standard Petroleum Oil Tables", Circular C-41O
(superceding C-154), U. S. Dept. of Commerce (1936).
20. Standing, M. B.: Volumetric and Phase Behavior 0/ Oil Field
Hydrocarbon Systems, Reinhold Publishing Corp., N. Y.
(1952) .
21. Espach, Ralph H.: "Variable Characteristics of Oil in the
Tensleep Sandstone Reservoir, Elk Basin Field, Wyoming
and Montana", Trans., AI ME (1950) 192,75.
22. Welsh, J. R., Simpson, R. E., Smith, 1. W. and Yust, C. S.:
"A Study of Oil and Gas Conservation in the Pickton Field",
Trans., AIME (1949) 186,55.
23. Crego, W. O. and Henegan, J. M.: "Report on the Mamou
Field Pressure Maintenance Project", Trans., AIME (1951)
192, 263.
24. Beal, Carlton: "Viscosity of Air, Water, Natural Gas, Crude
Oil and Its Associated Gases at Oil-field Temperatures and
Pressures", Trans., AI ME (1946) 165, 194.
***
"'For Refs. 1 through 17, see Jour. Pet. Tech. (Jan., 1962) 16.
149
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
;3
.6
......
eO
oo~
I-Q.
III
U.
U.
0
g
3S --II:--
~c
:I:
o
~
o
~
.B
0
.j()
::!~
III
~
~
Fundamentals of Reservoir Fluids, Part Three
FUNDAMENTALS OF
RESERVOIR FLUIDS
Sampling and Testing Gas Reservoir Samples
NORMAN J. CLARK
MEMBER AIME
An error has been noted in the second article of the
series, "Adjusting Oil Sample Data for Reservoir Studies",
which appeared in the Feb., 1962, issue of JOURNAL OF
PETROLEUM TECHNOLOGY. On page 149, Fig. 16 shows a
comparison of differential-shrinkage curves for five different-shrinkage oil samples. By each curve inside the
figure, the symbol "B.IB • ." was incorrectly used to designate "adjusted flash shrinkage factor"; the correct symbol
for "adjusted flash shrinkage factor" is "lIB.i'" For example, the data appearing by Curve (A) should read
"1 lB." = .763" indicating the oil, from which this differential shrinkage curve was obtained, had a flash shrinkage factor of .763 STB oillbbl initial reservoir oil.
Types of Gas Reserves
Gas deposits are grouped into the following three broad
classifications.
1. Dissolved gas deposits, as the name implies, refer to
gas which is dissolved in the oil in place in the reservoir
and which will be liberated as pressure drops when oil is
produced.
2. Associated gas deposits identify caps of gas which are
located above and in equilibrium with oil zones in the
reservoir.
3. Nonassociated gas deposits are free gas deposits
which are located away from and not in equilibrium with
oil deposits in the reservoir.
Thornton" has classified free gas deposits into three
types, according to the phase behavior of the gas as temperature, pressure, or both, decline. Any of these three
types-(l) retrograde gas condensate, (2) wet gas and
(3) dry gas-may apply to either associated or nonassociated gas deposits.
The type of gas data most frequently needed for reservoir
studies depends, of course, on the types of gas being considered and the nature of the problem. For instance, if
the problem involves gas containing heavy components
which will condense in the form of retrograde condensate
as pressure drops in the reservoir, the information needed
may be very complex and may require that numerous tests
266
and measurements be made to obtain it. If the problem involves wet gas where no retrograde condensation occurs
but where liquid is recovered in separators or if it involves dry gas where no liquid is condensed in either the
reservoir or separator, then the information needed may
be somewhat less complex.
However, the gas-behavior information normally required for oil-reservoir studies includes hydrocarbon-analysis data, pressure-volume-temperature (PVT) relationships
and viscosity relationships; these data may be required
either for gas in the form of free gas saturation in the
oil zones of an oil reservoir or gas-cap gas in equilibrium
with an oil rim. If the oil reservoir has high-shrinkage oil
in place or if the reservoir temperature is near the critical
temperature of the mixture, the gas hydrocarbon-analysis
and PVT data may be highly changeable as reservoir pressure decreases. Obviously, therefore, the tests conducted
for these properties may become complex.
Both dry-gas and wet-gas reservoir studies usually require hydrocarbon-analysis data and PVT relationships.
In addition, wet-gas reservoir studies also require data
necessary to determine phase-behavior characteristics under
conditions of surface separation.
Most free gas deposits, especially the deep high-pressure
reservoirs, fall into the gas-condensate classification because of the retrograde condensation of liquid which occurs
in the reservoir as pressure drops. Testing the gas from
these reservoirs involves gathering sufficient data to indicate
characteristics and phase behavior of the reservoir fluid
at reservoir temperature, plus data which describe these
same properties under surface separation conditions. To
prevent losing substantial amounts of retrograde liquid
in wet-gas reservoirs, it is important that enough tests be
conducted on the produced gas to positively identify it
as not being retrograde material.
Extracting Gas Samples
A representative sample of gas as it exists in the reservoir must be obtained for laboratory analysis. In the past,
bottom-hole gas samples have been extracted with a special
subsurface sampling container" which, when lowered to
the bottom of the gas well, permitted samples to be obtained without first losing some condensable material
through a loss in pressure. Using this subsurface sampler
to extract gas samples has several disadvantages, however,
"References given at end of paper.
SPE 91
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Editor's Note: This is the third of five Technical Articles
in the Fundamentals of Reservoir Fluids series. References,
Tables and Figures are numbered consecutively, but are
published only with the particular installment of the series
in which they are first mentioned.
NORMAN J. CLARK ENGINEERING
DAllAS, TEX.
Laboratory Examination of Gas Samples
Hydrocarbon Analysis
The laboratory procedure for examining the components
of the gas sample essentially consists of (1) analyzing the
gas sample for methane, ethane and propane, (2) distilling the components from the charcoal sampler and
obtaining a hydrocarbon analysis of the butane-plus in
that mixture and (3) obtaining a hydrocarbon analysis of
the separator liquid. The hydrocarbon analysis of the
material from the charcoal sampler is mathematically combined with the methane, ethane and propane analyses of
the gas sample on the basis of the volume of gas passed
through the charcoal sampler. Finally, the hydrocarbon
analysis of the original reservoir material is obtained by
mathematically combining the previously combined gas
and charcoal liquid analysis with the analysis of the separator liquid on the basis of the measured separator gasliquid ratio.
Distillation Test
practice, published data such as that of Katz, et ai,'" and
Carr, Kobayashi and Burrows"' usually can be utilized.
Calculations of Gas PVT Relationships
Theoretically, a "perfect gas" is one in which the
molecules are so small and far apart that they never
come close enough together to be influenced by attractive
forces. Furthermore, the volume occupied by the molecules themselves is infinitesimally small compared to the
space within which the molecules are free to move. The
pressure-volume-temperature behavior of this so-called
"perfect gas" conforms to that predicted by the following
well-known laws of Boyle and Charles.
pV = nRT
(7)
where p = pressure, psia,
V = volume, cu ft,
n = number of lb moles,
R = gas constant = 10.71, and
T = temperature, oR (460 + OF).
A gram molecular weight of any actual gas (for example,
methane = 16 gm) occupies only 23.6 liters of space;
within this space, however, there are 6.06 X 10" molecules. In view of this, it is readily apparent that practically
all actual gases experience some degree of molecular attraction or interference and, thus, deviate somewhat from
the so-called "perfect-gas" laws.
A compressibility factor Z is incorporated in the ideal
gas law equation (Eq. 7) to make the relation applicable
to hydrocarbon gases. The term Z corrects for the nonconformance of the actual gas to the ideal relation, i.e.,
for the difference in pressure caused by the added molecular attraction or internal pressure, and for the difference in
total volume occupied by the molecules brought about by
the reduction of the volume of the molecules themselves.
The resulting relation is
pV = ZnRT
.
where Z = compressibility factor, dimensionless.
The numerical value for the compressibility factor may
be obtained from experimental data or it may be approximated by a method of correlation by Kay" called the
"pseudocritical" method. This latter method, involving use
of the hydrocarbon analysis of the reservoir gas, is explained in detail in the following paragraphs. For the
example calculations which follow, the hydrocarbon analysis of a gas-cap gas will be used, and compressibility
factors will be calculated through the pressure range up
to the original pressure of the reservoir from which the
oil sample was taken.
As shown in Table 9, the pseudocritical temperature
of the gas is found by summing all the products of mol
TABLE 9-CAlCUlATION OF PSEUDOCRITICAl TEMPERATURE AND PRESSURE
FOR GAS·CAP HYDROCARBON MIXTURE
(1)
(2)
(3)
A high-temperature or Hypercal distillation test is run
on the stock-tank sample to obtain data from which the
hydrocarbon analysis can be mathematically extended
with better precision through a wide range of heavy
components.
Crit.
Temp. (OR)
NGSMA
Gas-Cap Gas
Data Book
Component (mol frac.)
Viscosity
Methane
Occasionally, gas viscosity measurements are needed
for certain reservoir behavior calculations involving fluidflow problems, and these measurements are difficult to
make. Fortunately, however, viscosity values do not vary
greatly between the different natural gases so that, in
Propane
MARCH, 1962
(8)
(4)
.(5)
(6)
pc
Mix.
Pseudo-
Camp.
Mix.
erit.
PseudoPress.
erit.
(psia)
Temp. (OR)
NGSMA
(CoL 2) (CoL 3) Data Book
To
Compo
Hydrocarbon
Analysis of
Ethane
Butane
Pentane
Hexane
Heptane+
.8087
.0976
.0520
.0215
.0073
.0038
.0091
344
550
672
750'
839'
914
972
278.2
53.7
34.9
16.1
6.1
3.5
8.8
To = 401.3
1.0000
*Average of critical values for iso-and nor-components.
crit.
IPress.
(psia)
(Col. 2)
,(Col. 3)
673
709
643
537'
485'
435
396
544.3
69.2
33.4
11.5
3.5
1.7
3.6
pc =
667.2
267
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
the most notable one being that the size of the obtained
sample is too small to permit an accurate analysis of the
heavier components. Another drawback is that troublesome condensation occurs within the sampler when the
temperature of the sampler is reduced.
For these reasons, therefore, gas reservoirs are nearly
always sampled at the surface, even though both pressure
and temperature are reduced on the produced material
at the surface and some of the gas will have condensed
to form a liquid. Obviously, then, all gas-sampling techniques require that careful procedures be followed if the
analyst is to be provided a material for laboratory testing
which truly represents the material existing in the reservoir.
There are two general methods for sampling gas wells. os
The first utilizes the full-scale field separator, and the
second method utilizes a tubing head or line probe which
diverts a portion of the produced material to a small-scale
portable separator called a "test car". Normally used when
detailed testing is required, the latter method will be
described in a later section dealing with the sampling of
gas-condensate reservoirs.
In sampling gas reservoirs for the purpose of determining
only the hydrocarbon analysis of the original reservoir
material, the method utilizing the full-scale field separator
is usually employed as follows. First, the separator and
gas measuring equipment are calibrated, and the gas-oil
ratio is measured accurately. Samples of the separator
gas, the separator liquid and the stock-tank liquid then
are taken and forwarded to the laboratory for subseqent
testing. A charcoal sample" of the butanes and heavier
components in the separator gas sometimes is taken, but
this practice has been minimized if not obviated by the
recent development of the chromatograph for obtaining
accurate hydrocarbon analyses of these heavy fractions in
gas samples.
TABLE 10-CALCULATION OF COMPRESSIBILITY FACTOR FOR
GAS·CAP GAS AT 134 OF
(1)
(2)
(3)
(4)
(5)
redcd.
Press.
(Col. 1)
(Col. 3)
(6)
Tr
Mix.
Pseudo·
ceded.
Temp.
(Col. 2)
(Col. 4)
3.77
3.47
\3.17
2.87
2.57
2.27
1.97
1.67
1.37
1.07
0.77
1.48
1.48
1.48
1.48
1.48
1.48
1.48
1.48
1.48
1.48
1.48
Pi
Mix.
Ta
pc
Pseudo-
Mix.
Mix.
Pseudocrit.
Pseudo·
erit.
Press.
Temp. (OR)
(psia)
C'R or
460 + OF)
Table 9
Table 9
T
Temp.
p
Pressure
(psia)
594
594
594
594
594
594
594
594
594
594
594
2515
2315
2115
1915
1715
1515
1315
1115
915
715
515
401
401
401
401
401
401
401
401
401
401
401
667
667
667
667
667
667
667
667
667
667
667
(7)
Z
Compressibility
factor
(Fig. 20)
.780
.780
.784
.790
.800
.815
.832
.855
.875
.900
.925
with the temperature the same in both cases. For convenience, therefore, it is customary to use the compressibility
data in terms of these relations as follows.
V = 1,000 Vb Pb Tr Zr _ 1,000 B
(9)
5.615 pr Tb Zb - 5.615 g
where V = volume of gas, in bbl at P and Tr/Mscf gas,
Vb = volume of gas, in Mscf,
Pb = base pressure from which volume is being converted, psia,
Tb = atmospheric temperature, 460 + OF,
.95
1
:
I
'">-
0
.,.
I
~
i:
:i
!!i
I
,
~I-'
i
'""8'"
r-~
I-eH-
~--L
f--
-f
-
e- e-
I
.80
f--
i~
'I..
r-c-
e. e-
-f-f--
.75
e-~-~
"e- -
1+-4-
f -; -iT
;-!-
I
~+-
f-
-
-
-H---
-
c-r-
i
i
I
tt
I
.85
w
N
,1
!
1,\
-
-
--
e--
-
-
-
f-=-
I.5no
1,000
f-
=li-
2,000
2,500
PRESSURE, PSIG
Fig. 20-Calculated compressibility-factor curve for gascap gas (Table 10).
700
1.0
-..
1_
Cf)
'CM""""' U"C
.6
0.'
V
~
TR
680
r-.
).~
r"_
1..
0.8
"
0.7
..JCf)
«m
o «
'1.3
0.'
..
380
t=Cf)
a::
-,."
II
0.'
o a::
" 1.~'
,,1..'0.
~RITICAL TEMPERA~~~..L
o
1.0
2.0
PSEUDO·REDUCED PRESSURE
3.0
4.0
'.0
'.0
1.1.1
Cf)
a.
7.0
=MOLECULARAB;~~~:~E P~:I~I~~~
-I--"
620
0::
o
o
t=
i."'"
::JI.I.I
T R- MOLECULAR AV[RAGE
0.3
..J
«
o
./
340
8.0
PRESSURE
Fig. 19-Compressibility of natural gases (after
Brown, Ref. 30).
a::
a.
640
O(!)
ABSOLUTE TEMPERATURE
0.4
Il
V
~
660
1.:::-:,...-
./
1.1.1
01.1.1
'1.2
268
1.1.1
./
.lA
N
a::
:J
Cf)
Cf)
./
"I--,
10'
~I~
«
a.
W
'~':"M.ocn"cm
o
0
::J
300
O.S
0.6
0.7
O.B
600
0.9
1.0
SPECIFIC GRAVITY OF GAS: tAIR=I.O)
1.1.1
Cf)
a.
Fig. 21-Approximate pseudocritical temperature and
pressure in relation to gas gravity; air = 1.0
(after Brown, Ref. 30).
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
fraction times critical temperature, which have been computed for each of the individual components, while the
pseudocritical pressure is calculated by adding the
individual-component products of mol fraction times critical pressure.
The pseudoreduced temperature is the ratio of the
pseudocritical temperature to the absolute temperature
under consideration; similarly, the pseudoreduced pressure
is the ratio of the pseudocritical pressure to the absolute
pressure. A classic correlation by Brown'· gives Z factors
plotted against pseudoreduced pressures for various pseudoreduced temperatures, as shown in Fig. 19. The Z-factor
curve for the sample gas is then obtained by determining
the pseudoreduced temperature for the gas, which is (460°
+ 134°F/401°R, or 1.48. Since the compressibility curve
is to be based on the gas at reservoir temperature for the
pressure range between atmospheric and the original reservoir pressure of 2,515 psia, various pressure points
throughout the range are chosen and the corresponding
reduced pressures calculated. With the reduced temperature and pressure data, the corresponding Z factors are
obtained from Fig. 19. These determinations are illustrated
in Table 10, and the Z-factor curve is plotted in Fig. 20.
In case a hydrocarbon analysis of a particular gas is
not available, a similar procedure may be utilized to
determine compressibility relations, provided the specific
gravity of the gas is known. This process utilizes correlations by Brown'· of pseudocritical temperature and pressure with gas specific gravity, as shown in Fig. 21. If the
density of the gas changes as pressure changes, this must
be taken into consideration and Z factors must be calculated at each point corresponding to the proper density
value.
In oil-production operations, volumes of produced free
or gas-cap gas are metered at the surface and referred
to some base temperature and pressure. It is necessary in
reservoir calculations, therefore, particularly in volumetricbalance calculations, to refer these volumes back to various reservoir pressures. These relative gas volumes are
calculated utilizing the compressibility factors as barrels
of gas at the reservoir pressure and temperature per
thousand cubic feet of gas at standard conditions. In addition, it is necessary to refer volumes of gas at original
reservoir conditions to various reservoir pressures below
the original pressure as barrels of gas at reduced reservoir
pressure per barrel of gas at original reservoir pressure,
Zb
Pr
T,.
= compressibility factor at atmospheric pressure,
= reservoir pressure at reservoir conditions, psia,
= temperature to which volume is being con-
V =
where C =
(10)
Sampling and Testing Retrograde
Gas-Condensate Reservoirs
The problems involved in the study of gas-condensate
reservoir materials are many and complex if complete
phase-behavior analyses are to be made so that operations
yielding maximum economic recovery may be followed.
The basis for the complexity of the problem lies in the
change of composition of produced material brought about
by the retrograde condensation in the reservoir of the
heavier hydrocarbon components as reservoir pressure
drops. This retrogade condensation drastically affects desirable operations because the condensate material provides a large portion of the income from the produced
gas (or, conversely, would provide the loss of income if
allowed to condense in the reservoir to form a liquid
saturation). Because this liquid saturation constitutes only
a small per cent of the entire reservoir pore volume, displacement of it from most areas of the reservoir other
than adjacent to wellbores cannot be accomplished mechanically by producing the reservoir gas.
The problem of surface separation is involved in gas
production, whether the produced gas is at original reserTABLE ll-PRESSURE-VOLUME RElATION OF GAS CAP AT 134 0 F
= C~ =
C =
178.1 By.
1,000 Pb Vb T .
5.615 ZlJ Til
p
Data, C = ·1,000 X 14.65 ~< 1 X 594 = 2,980.
5.615 X 1 X 520
(2)
(3)
z
Compressp
p
Pressure
(psig)
Pressure
2500
2300
2100
1900
1700
1500
1300
1100
900
700
500
2515
2315
2115
1915
1715
1515
1315
1115
915
715
515
MARCH, 1962
{psia) .
2
""
'.0
Q.
~
en
1\
,
•• 0
«
(!)
...J
en
en
1\
3.0
I\.
.
at
CD
2.0
r.....
a;
Vj =.9242,...,
~
,.0
a::
o
>
RESERVOIR
1,000
1,500
PRESSURE:
2,000
2.500
PSIG
Fig. 22-V-curve (pressure volume) for gas-cap gas at
134°F (Table II).
1,000 Pb Vb T,.
5.615 Zb Tb .
(1)
en
500
C~
p,.
Equation, V
(,)
ibility
Factor
(Fig. 20)
.780
.780
.784
.790
.800
.815
.832
.855
.875
.900
.925
(4)
V or 178.1 By
(bbl gas at p/Mscf
gas)
2980 (Col. 3)
(Col. 2)
Vi
=
.9242
1.0041
1.1046
1.2293
1.3901
1.6031
1.8854
r2.2851
2.8497
3.7510
5.3524
(5)
By/Byi
(bbl gas
at p/bbl
gas at pi)
1.0000
1.0864
,1.1952
1.3301
1.5041
1.7346
2.0400
2.4725
3.0834
4.0586
5.7913
voir pressure or at some reduced pressure. It is necessary,
therefore, to establish proper separation conditions if a
maximum amount of liquid is to be recovered in the
separator. After reservoir pressure drops and liquid drops
out in the reservoir to form a hydrocarbon saturation,
the hydrocarbon analysis of the composite material produced to the surface will have changed considerably,
depending upon the amount of material condensing in the
reservoir due to retrograde effects. The produced material
is leaner, the heavy components of the original material
being the first to drop out in the reservoir as pressure
drops. Conditions of one- and two-stage separation still
will exist where maximum stock-tank liquid will be separated at the surface; however, these separator conditions
may have changed substantially from the corresponding
conditions where original reservoir material is being produced from the reservoir.
The reservoir may be produced by pressure depletion
or by cycling operations. In straight pressure-depletion
operations, the liquids that condense by retrograde are
lost. To eliminate some of the retrograde loss in cycling
operations, the dry gas is returned to the reservoir to
displace the condensate gas at high reservoir pressure.
Cycling may be carried out at anyone or a combination
of changing reservoir-pressure conditions during the producing life of the reservoir.
Selecting the better method for a specific reservoir,
however, depends upon the economics and other factors
involved. In making studies of condensate-gas reservoirs,
it is necessary to know the quantity and quality of the
material recoverable under both types of operations.
Complete phase-behavior data of the reservoir fluid under
conditions of pressure depletion generally will provide
the information needed to evaluate both methods of operations; therefore, field and laboratory tests are designed to
provide such information. This information includes the
following: (1) the quantity, hydrocarbon analysis and
specific volume of original material in the reservoir;
(2) the quantities of vapor and condensed liquid in the
reservoir at subsequent reduced reservoir pressures; and
(3) the complete surface separation history as reservoir
269
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
verted, 460 + of,
Zr = compressibility factor at reservoir conditions,
and
By = volume of gas at reservoir conditions per volume of gas at standard conditions.
Complete calculations of a V-curve for example gas
analysis are shown in Table II, and results are plotted
in Fig. 22. The relation of barrels of gas at reduced
reservoir pressures per barrel of gas at initial conditions
of pressure and temperature is determined by dividing
the value for V at the pressure in question by the value
for V, at initial conditions. When plotted, the relation is
called the By/By, curve. Complete calculations of the
curve from the example gas analysis are shown in Table 11.
This curve closely parallels the V-curve and, therefore, is
not illustrated. For convenience in calculating values for
V and By/By" Eq. 9 is rearranged and all constant factors
are grouped together as one constant, as follows.
6.0
lL
pressure decreases, which includes optimum separation
data together with hydrocarbon analyses of separator gas,
separator liquid, stock-tank gas and liquid.
Test Car Method
t
From
Well
From Field
Separator
10.000
Crosby #
10,000 #
Heise
Trap
~
f";-1
LJ
Healer
Field Separator Method
The test car method of testing condensate-gas material,
whereby complete phase behavior is determined, is quite
time-consuming and expensive because it involves a great
deal of laboratory work. To simplify the testing procedure
150
5
\
0
~C4+
Ind
5
~
o/-_
....
____
~
IN PROOUCED
~OTAL
c4 +
~ROGRADE
V
~
~
LIQUID
FRACTION
LIQUID IN
I
'
1000
1500
PRESSURE, PSIA
AT
roOF
Fig. 23-Flow diagram of portable apparatus for gas-condensate testing (from Hoffman, Crump and
Hocott, Ref. 32).
270
500
~
$A~
5
0
/
\
\
Heater
2000
,
~
2500
3()00
Fig. 24-Retrograde liquid condensation and C4 + fraction in
produced gas resulting from depletion of a condensatebearing reservoir (from Standing, Lindblad
and Parsons, Ref. 34).
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Gathering the afore-mentioned data is best accomplished by using a test car, where all data are obtained
by actual measurements or where some data are calculated with some actual measurements used as control data.
The test car method of sampling condensate-gas reservoirs
is described in detail by Flaitz and Parks" and by Hoffman, Crump and Hocott." A flow diagram of a portable
apparatus given in Ref. 32 is shown in Fig. 23. Katz and
Brown" have pointed out that this method requires accurate calibration of field separation equipment and a
determination of proper sampling rates and conditions
in order to divert aliquot portions of the produced stream
into the small-scale separators of the test car. The aliquot
portion of the produced stream is heated and compressed
to reservoir temperature and original reservoir pressure,
and then produced to one- and two-stage productionseparator (test car) systems at varying controlled pressures. Separated materials are sampled and sent to the
laboratory where their hydrocarbon analyses are
determined.
The hydrocarbon analysis of the original reservoir material is found from these tests, from which the amount
of hydrocarbons originally in place in a unit volume of
pore space may be determined; a compressibility factor
then can be determined by pseudocritical calculations. In
addition, this compressibility-factor value may be checked
in the laboratory by using a pressure-volume cell. Also
from these tests, the optimum conditions of one- and
two-stage separator systems are determined for conditions
where the reservoir material is produced while the reservoir is at original pressure.
The aliquot material is produced to the test car and
flashed at various pressures below original reservoir pre~­
sure in the high-pressure retrograde separator at reservo~r
temperature. At each of these high-pressure tests, quantIties of liquid and gas formed and their hydrocar.bon analyses are determined from the samples so obtamed. Data
from these tests are used to indicate the severity of
retrograde condensation by plots such as those of Standing, Lindblad and Parsons" shown in Fig. 24. T~e analyses of the gas usually are determined by dIfferences
between the analyses of the original material and those
of the produced liquid because some difficulty exists in
determining accurate gas analyses at the high temperature and pressure. Plots of liquid content and hydrocarbon analyses of the gas produced during the depletion
of the reservoir are illustrated in Figs. 24 and 25. The
change in hydrocarbon analysis of retrograde liquid during
the depletion of the reservoir is illustrated in Fig. 26.
Gas from the retrograde separator is produced to the
production separators (test car), and optimum surface
separation conditions are determined for one- and twostage separator systems at various pressure conditions of
the retrograde separator. Data from these tests show the
changes in field separator conditions that must be made
as reservoir pressure drops in order to obtain maximum
separator recovery. Samples of separator gas, separator
liquid, stock-tank gas (test car) and residual liquid are
taken and sent to the laboratory where hydrocarbon
analyses are obtained. Shrinkage factors on the condensate
and data on liquid content of separated gas are obtained
from this information.
The tests just outlined may be limited in number to
the extent that optimum separator conditions are found
for gas at original reservoir pressure only; therefore, fill-in
data on such items as shrinkage, gas-oil ratios, gravity of
stock-tank liquid and density of separated gas may be
calculated by means of phase-behavior calculations. The
K-values in such instances may be obtained from various
published correlations, from experimental data on the
sample, or by further elaborate testing of the sample.
so that reservoir behavior can be studied quickly and
economically, laboratory procedures may have been developed to simulate test car work. Although the procedure may
vary between companies because of the difference in
thinking between the individuals involved, the basic information desired is the same and the procedures are
v
--
O. 8
o. 6
-
c,
O. 5
z
O. 4
l3
O. 3
0
C(
a::
O. 2
II..
oJ
0
.
0.1 5
~
~
O. I
--
~ 0.06
~ 0.05
, ....
en
0
C2
'\ r--
0.04
~ 0.03
'.
,',
0.02
V
CrY
.........
C4
.h
" ""'-
...............
0.01 5
1
L
CJ
'~ ~
\
-
1000
500
ISOO
PRESSURE
5!~
2000
t?'
2500
3000
PSIA
Fig. 2S-Composition change of produced
material from gas-condensate reservoir described by Fig. 24. (from Standing, Lindblad
and Parsons, Ref. 34).
;CONDENSATE 1
1.0
0.8
A
....
O. 6
"
o5
...............
0.4
z
o
~a::
0.2
o
"'""'"-
---
~
o
i=
O. I
~
o
_~
,
0.08
en
00D6
a..
o
,
I
V
~
~
GAS IN CELL AT
ORIGINAL RESERVOIR
PRESSURE 'TEMPERATURE
MERCURY REMOVED
PRESSURE REDUCED
RETROGRADE CONDENSATE
FORMED
MERCURY REMOVED
CONnlUATION OF
STEP 8
Fig. 27-EquiIibrium retrograde condensation of
liquid from gas.
lLF--r-~
c.
/
,1
I
t--
t--
lr"
,
0.05
0.0J
/'
.'t.
00.04
o
:5
C,,,,
0.3
II..
oJ 0.1 5
Z
~
/
t-..
19
~
/
I
::J
0.02
0.015
I
MO
500
I~
~
PRESSURE
2~
2500
~
PSIA
Fig. 26-Composition change of reservoir
liquid phase for gas-condensate reservoir described by Fig. 24 (from Standing, 'Lindblad
and Parsons, Ref. 34).
MARCH, 1962
A
GAS IN CELL AT
ORIGINAL RESERVOIR
PRESSURE &TEMPERATURE
B
GAS REIIOVED
PRESSURE REDUCED
RETROGRADE CONDENSATE
C
CONTINUATION OF
STEP B
~nRM~n
Fig. 23-Differential retrograde conden,ation of
liquid from gas.
271
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
i= 0.0 8
basically similar. With this method, a recombined sample
is obtained using the field separator method of sampling
(described earlier), and then charged into a pressurevolume cell for laboratory testing.
If pressure is dropped on a gas sample by increasing
the volume without withdrawing gas, a different volume
of liquid will drop out by retrograde condensation than
will occur if the pressure is dropped by removing gas
without changing the volume of the remainder of the
sample. The first process (illustrated by Fig. 27) is termed
equilibrium, or flash, condensation. The latter process
(Fig. 28) is termed differential condensation and is analogous to production from a closed reservoir. A comparison
of equilibrium and differential condensation of a retrograde gas measured in the laboratory is presented in
Fig. 29. More liquid condenses under equilibrium conditions than under differential conditions because a greater
quantity of gas remains in the system from which heavy
components may condense as pressure drops .
Sloan"·3G describes flash condensation tests performed
by step-wise increases in the volume of the material. At
several reduced pressure conditions, small subsamples of
material are obtained for hydrocarbon analyses and data
similar to those of Figs. 24, 25 and 26 are obtained. The
1.00
~ .75
~
SATURATED lAS AT
OmlKAlRESm
PRESSURE_
-I
o
>.50
EQUILIBRIUM
//
/"'--,",",~....--"~"
/~~
DIFFERENTIAL
Fig. 30--.:Condensate lost by retrograde effects.
a L---P-=REc-=-S.....,..S-U=R=E--=---=---:~~-=--=--=--=--=---:;..-Fig. 29-Differential and equilibriuDl condensation of
liquid froDl retrograde gas.
General Retrograde-Condensate-Gas ProbleDls
Two main problems face an operator as he attempts
to economically produce gas and condensate from a
retrograde-gas-condensate reservoir: (l) determining the
proper reservoir operating conditions to provide minimum
retrograde condensation of liquid from the gas in the
reservoir rock; and (2) adjusting separator conditions to
provide maximum condensation of condensate from the
gas in the stock tank. The following example calculations
illustrate the solutions to these two problems.
Problem No. I-Retrograde Condensation (Fig. 30)
Assumptions:
1. Original Reservoir Volume-lO billion scf of gas.
2. Total Original Gas Recovered-80 per cent.
3. Abandonment Conditions-(a) fast-pressure-depletion, low-abandonment-pressure operations, retrograde =
19 bbl of condensate/MMcf of gas; and (b) slowproducing-rate water-drive operations with high abandonment pressure, retrograde = 10 bbl of condensate/MMcf
of gas.
Solution:
Condensate Lost under 3 (a)
=
10,000 X 0.8 X 19
= 152,000 bbl.
Condensate Lost under 3(b)
=
10,000 X 0.8 X 10
= 80,000 bbl.
Difference Lost by 3 (a) over 3 (b) = 72,000 bbl of condensate.
It should be recognized that the displacement aspects
involved in this type of problem are so influential that
they can easily reverse the outcome of the answer. In
this regard, the operator may find that more total liquid
can be obtained under conditions where the time or
reservoir-heterogeneity factor will act to permit more
original gas to be produced by pressure depletion.
Problem No.2-Separator Recovery (Fig. 31)
Assumptions:
1. Original Reservoir Volume-lO billion scf of gas.
2. Total Original Gas Produced to Surface-80 per cent.
3. Separator Producing Conditions-(a) average recovery under 350-psig trap pressure = 95 bbl/MMcf of
272
Fig. 31-Recovery of condensate in separation equipDlent.
original gas; and (b) average recovery under 100-psig
trap pressure = 90 bbl/MMcf of original gas.
Solution:
Condensate Recovered under 3(a)
=
10,000 X 0.8 X 95
= 760,000 STB.
Condensate Recovered under 3(b) = 10,000 X 0.8 X 90
= 720,000 STB.
Difference in
Recovery of 3(a) over 3(b)
=
40,000 STB of
condensate.
References
25. Thornton, O. F.: "Gas-Condensate Reservoirs-A Review",
Pet. Eng. Riel. Annual (1947) 124.
26. Lewis, J. 0.: "Interpretation Well Test Data in Gas Condensate Fields", Pet. Eng. (Sept., 1947).
27. Bulletin T. S. 351, California Nat. Gasoline Assn.
28. Katz, D. L, et al: Handbook of Natural Gas Engineering,
McGraw-Hill Book Co., Inc., N. Y. (1959).
29. Kay, W. B.: "Density of Hydrocarbon Gases and Vapors",
Ind. Eng. ekem. (1936) 28, 1014.
30. Brown, G. G.: "The Compressibility of Gases", Pet. Eng.
(Jan., Feb., March, April, 1940).
31. Flaitz, J. M. and Parks, A. S.: "Sampling Gas-Condensate
Wells", Trans., AIME (1942) 146, 13.
32. Hoffman, A. E., Crump, J. S. and Hocott, C. R.: "Equilibrium
Constants for a Gas-Condensate System", Paper 219-G presented at AIME Petroleum Branch Fall Meeting (1952).
33. Katz, D. L and Brown, G. G,.: "Sampling Two-Phase Streams
from High Pressure Condensate Wells", Pet. Eng. (March,
April, 1947).
34. Standing, M. B., Lindblad, E. N. and Parsons, R. L: "Calculated Recoveries by Cycling from a Retrograde Reservoir of
Variable Permeability", Trans., AIME (1948) 174, 165.
35. Sloan, J. P.: "Laboratory Studies and Their Relation to
Cycling Problems", Oil and Gas Jour. (March 25, 1948).
36. Sloan, J. P.: "Phase Behavior of Natural Gas and Condensate
'Systems", Pet. Eng. (Feb., 1950).
37. Carr, Norman L, Kobayashi, Riki and Burrows, David B.:
"Viscosity of Hydrocarhon Gases Under Pressure", Trans.,
AIME (1954) 201,264.
***
JOURNAl. OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
disadvantage of this method is the possibility that some
loss in accuracy may result because of the small size of
the subsample involved; this possibility is more probable
when determining the subsample's hydrocarbon analyses at
various reservoir pressures. However, inaccuracies now
can be minimized by using the chromatograph.
Fundamentals of Reservoir Fluids, Part Four
FUNDAMENTALS OF
RESERVOIR FLUIDS
Theoretical Aspects of Oil and Gas Equilibrium Calculations
NORMAN J. CLARK
MEMBER AIME
Introduction
The economic value of produced oil and gas is dependent upon their physical properties. It is of great
importance to the operator, therefore, to be able to
predict means of producing and handling his reserves
which will permit production of materials in such form
as to provide a maximum profit.
Unfortunately, precise calculations of such are extremely difficult to make. There have been made available in the literature, however, certain generalized data
and data on specific hydrocarbon systems that permit
the development of methods whereby physical changes
occurring to hydrocarbon mixtures can be approximated
with a fair degree of precision. Burcik 19 has described in
considerable detail various properties and physical changes
occurring to hydrocarbon systems, and one method of
predicting changes is developed by Buckley." This system
may be utilized and calculated results may be correlated
with laboratory equilibrium data obtained on the oil
sample under controlled conditions in order to obtain more
complete and exact results than usually is possible through
use of laboratory data alone.
Equilibrium calculations for produced hydrocarbon mixtures permit the analyst to determine how particular operating conditions and techniques will affect ( 1 ) gas-oil
ratios, (2) composition and gasoline content of liberated
gas, (3) composition and gravity of liberated oil, (4)
amount and composition of the gas liberated upon flashing
the oil from the separator to the stock tank and (5)
shrinkage of oil in passing from the reservoir to the stock
tank.
The Ideal Gas Laws
The laws of Dalton and Raoult governing the behavior
of ideal gases and solutions were applied by early investigators in calculating the behavior of hydrocarbon mix4VReferences given at end of article.
APRIL, 196:!
SPE 91
tures (e.g., see Huntington'"). The ideal solution follows
the laws of additive volumes. DaMon's law indicates that
in a mixture of gases the total pressure is equal to the
sum of the partial pressures. From this law, the following
relation may be obtained.
Partial Pressure of a Gas Component = 7Ty
( 11 )
where 7T = total pressure on the system, psia, and
y = mol fraction of the component in the vapor.
Raoult's law indicates that the partial vapor pressure
of a component in a liquid mixture depends upon the
amount of the component in the liquid and the vapor pressure of the pure component. From this law, the following relation is obtained.
Partial Vapor Pressure
(12)
of a Liquid Component = px
where p = vapor pressure of the same component in the
pure state, and
x = mol fraction of the same component in the
liquid.
When the liquid-gas system is in equilibrium, the total
pressure on the system is equal to the vapor pressure of
the liquid, and the partial pressure of a component in the
gas is equal to the partial vapor pressure of the same
component in the liquid. This is shown in the following
relation.
7Ty
=
px
(13 )
A rearrangement of this equation to
y
p
-=--=
X
K ,
(14)
7T
where K = equilibrium or volatility constant, formed
the basis for hydrocarbon behavior calculations used by
earlier investigators. This relation was found to be a fairly
good approximation at temperatures and pressures approaching atmospheric, where molecules are far apart
and have little attraction for each other.
At high pressures and at temperatures approaching the
critical, however, deviations from the behavior of ideal
gases and the effects of total pressure on the vapor pressure of the mixture have such pronounced effects on the
equilibrium condition that Dalton's and Raoult's laws
have been found completely inapplicable." Many past investigations into the estimation and use of critical temperatures, critical pressures and convergence pressures
have been employed in an attempt to more precisely
;{73
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Editor's Note: This is the fourth of five Technical
Articles in the Fundamentals of Reservoir Fluids series.
References, Tables, Figures and Equations are numbered
consecutively, but are published only with the particular
installment of the series in which they are first mentioned.
NORMAN J. CLARK ENGINEERING
DALLAS, TEXAS
evaluate the relation of K at higher pressures and temperatures."'"
K -Values in Equilibrium Calculations
When dealing with surface separation problems, the
pressures and temperatures usually encountered are low,
that is, below 500 psig and 100°F, respectively; in such
cases, the published correlations mentioned previously will
provide reasonably good approximations. This is especially
true if theoretical behavior calculations are made only
after calculated data are found to match data obtained
in laboratory separation tests (to be described later).
Only when dealing with unusual hydrocarbon mixtures
will such correlations not be applicable, in which case
the analyst may find that, after proper checks are made.
only the detailed laboratory data will apply. When dealing
with problems in subsurface separation at high pressures
and temperatures, a considerable amount of laboratory
data must always be obtained if precise calculations are
to be made.
The significance of Eq. 14 stems from the following.
MOL FRAC
Cj
HYDROCARBON
ANALYSIS
One use of this relation would be in estimating the
analysis of a gas cap in equilibrium with an oil zonea calculation which can be made if the K-values for the
significant components are known; in a problem of this
type, the components involved may include those that are
much heavier than those normally dealt with individually
at low temperatures and pressures. The difficulty, however,
lies in recognizing the significant components and in knowing the K-values for these components at the elevated
pressure and temperature existing in the reservoir.
3H
C3
1.0000
EQUILIBRIUM AT
~~~4;;;;';';;"'~ ~TEMP. AND PRESS.
MOL FRAC
(1
HYDROCARBON
C2
C3
ANALYSIS
[
.3572
===
CN -
--r:oooo-
Y(C j f,ac)
.9287
K(fo, Cj)" - - - = = 2./fJ
X(C 1f,ac)
.3572
Fig. 32-Hydrocarbon vapor and liquid in equilibrium,
illustrating basis of K-values.
If accurate composItion analyses of the oil and gas
equilibrium phases are to be made, it may become necessary to employ some correlation procedure to smooth out
the scatter of laboratory data points and to develop from
the data some mutually consistent equilibrium constants.
One such procedure, developed by Buckley and published
in detail by Hoffman, Crump and Hocott," utilizes plots
of log KP (the equilibrium constant times the absolute
pressure) vs a function b (~ _.
Til
~),
T
where b is a constant
characteristic of the particular hydrocarbon, To is its boiling point in OR and T is the temperature in OR. These
plots are reasonably straight lines which permit K-values
to be correlated, and they can be extrapolated and interpolated with reasonable precision to determine consistent
K -values of other components. The value for the constant
b for each component is determined by the following relation.
If the qnalyst knows the hydrocarbon analysis of one phase
of the material in equilibrium with the other phase and
if he has at his disposal the applicable equilibrium constants for all components in the mixture, he can then calculate the hydrocarbon composition of the other phase
of the material. In Fig. 32, which illustrates the relation
y = Kx of Eq. 14, the mol fraction of methane in the
liquid phase is 0.3572 and the value for the equilibrium
constant for methane at 2,190 psig and 134°F is 2.60,
The value for y, or the mol fraction of methane in the
equilibrium vapor, is then 0.9287 (or 2.60 X 0.3572),
.9287
C2
b=
(logp,. - log 14.7)
(15 )
(-~~ -- T~)
where p, = critical pressure, psi a, and
T, = critical temperature, OR.
Values for h for the various pure components through
decane are given in Table 12.
The example problem shown in Table 13 utilizes Eq.
14 to calculate an analysis for a gas-cap gas in equilibrium
with the example oil used earlier. For purposes of these
calculations, K-values were obtained from Buckley" for
methane, and from Katz and Hachmuth'6 for ethane
TABLE 12-VALUES FOR b FUNCTION FOR PURE HYDROCARBON COMPONENTS
Component
---Methane
Ethane
Propane
I-Butane
N-Butane
I-Pentane
Value
808
.. 1415
.......... 1792
2045
..... 2129
2375
Component
N-Pentone
Hexane
Heptane
Octane
Nonane
Decane
Value
2473
.. 2780
3061
.. 3333
.. 3602
3B47
.1 () (. II '\ A L () F PET 1I0LEl1!1t TEI:H" OLO(; y
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
The idea of using the equilibrium constant K in phase
behavior calculations is sound, requiring only that appropriate K-values be known for components of the material within the range of temperatures and pressures covered by the particular investigation. However, the difficulty
in obtaining the proper K-values for these individual components arises from the fact that the values vary not only
with temperature and pressure changes, but also with
changes in the composition of the mixture; thus, a K-value
for a given component actually changes each time the
mixture in which the component exists changes. Obviously,
therefore, K-values must be chosen with knowledgeable
care.
The analyst can obtain hydrocarbon K-values for solving
his production problems from two general sources: (1)
from published general correlations such as those appearing in the Natural Gasoline Supply Men's Assn.-NGAA
Engineering Data Book," and (2) from expensive and
time-consuming laboratory measurements made on samples extracted from the specific hydrocarbon system under
consideration. Examples of the first source include the
K -values for carbon dioxide, oxygen and nitrogen reported
by Sage, Lacey and Hicks," and those for water reported
by Poettmann and Dean."
TABLE 13-CALCULATION OF HYDROCARBON ANALYSIS OF GAS·CAP GAS IN EQUILIBRIUM WITH RESERVOIR OIL AT RESERVOIR TEMPERATURE
PRESSURE = 2,190 PSIG; y = Kx
(1)
(2)
(4)
(5)
x
K*
EquiJib.
Constant at
2·,190 psig,
134"F
(2205)(Col. 3)
2.600
.864
.562
.343
.149
.158
5,733
1,906
1,240
756
469
349
From Table 14-r
.3572
.1021
.1011
.0697
.0411
.0370
.0436
.0364
.0280
.1838
1.0000
Methane
Ethane
Butane
Propane
Pentane
Hexane
Heptane
Octane
-+
(6)
(7)
(8)
KP
Hydrocarb. Anal.
of liquid Xo
(Mol Fmc.)
Component
Nonane
Decone
(3)
From
Correlation
KP
Curve of
b(-i- -- +)
61
vs b
Function
(Col.
2205
5,733
2,420
1,300
780
450
265
172**
110**
2.600
1.098
.590
.354
.204
.120
.078
.050
73**
50**
.023
KP
2.650
-1.873
1.291
.830
.328
- .167
- .574
- .968
-1.345
-1.699
Calc. Hydroearb.
Anal. of Vapor
(Mol Frae.)
(Col. 7)(Col. 2)
Y
Aditd. Hydroearb.
Anal. of Vapor
(Mol Frae.)
(Col. 8)
(1: Col.8!.
.9287
.1121
.0597
.0247
.0084
.0044
.0034
.0018
.0009
.0042
1.1483
.BOB7
.0976
.0520
.0215
.0073
.0038
.0030
.0016
.0008
.0037
1.0000
y
K
(9)
.033
tTable 14 will appear in May, 1962 issue of Journal of Petroleum Technology.
C2 -C6 inclusive, Katz and Hochmuth (interpolated for temperature of 134°F).
"''''Extrapolated values.
*Dato as follows: c I , Buckley;
3.0
C,II
I
1
1
c
1.0
U
L- r--
J-'
2
~
I.
c
, -"
).-'
~
J.,ool--'
0.1
"'"
~~
C4
,,,.1.
The Material-Ba,lance Calculation
I
11
I--'I--'
Y' ....
r--
will be consistent with each other and (2) extrapolate
to determine K-values for components heavier than hexane. These calculations are shown in Table 13, and the
correlation is illustrated in Fig. 34.
An excellent set of K-values now generally available
for use with production problems appears in the Natural
Gasoline Supply Men's Assn.-NGAA Engineering Data
Book." These charts cover a range of convergence pressures between 600 and 20,000 psia. The proper convergence pressure for a particular hydrocarbon system
can be calculated by using a method described by Lenoir
and White." With the convergence pressure of the system
determined, the proper K-values for the components are
obtained either directly or by interpolation from the charts.
In many cases, the analyst must determine the equilibrium conditions existing between two phases of hydrocarbon materials at a specific set of temperature and pressure conditions, but the only analysis he knows is that
of the original single-phase material from which the two
phases were derived; further, this known analysis is valid
only for the temperature and pressure conditions under
which the single-phase material existed. A material-balance
I
2.0
b-function plot to (1) smooth the values so that they
>f
_.-4..
,.,i,
1,..-1--'
.... 1--' ".I.~ 1,..-..... , ....
,,,.1.
C6
J.,oo
I"'"
++r
l
t±ttili
Ii
100
I
LEGEND
o
X
CI
0.01
ITiil'ITIill
.,i,
100
150
TEMPERATURE: OF
~~.7
200
Fig. 33-Correlation of K-values at 2,190
psig vs temperature to obtaiu K-values
at 134°F.
APRIl.., 1962
1+++++-H--J,.rn· c,
I
I
I
1
I
c~
I
~i .~cs~
j.- -l-i--W--i-W++-I-l
++1 r~+ H+Ji _1+
ill I ' c,
U)';;,
Ii
1--" I I
I
c.
11111'
:
"co -+I-.,..:-~~4-~l-Il-,:-,I_H-H-+-+-+r-r_ J-,
t
t;.,
.I-
·liil.
i
1r i I •
H
i
LEGEND
x
Calculat.d Points
Adluat.d Point.
t-
_
.
1-
(
t-+
IT
~'~'iffi~fir .lillI1~~~1~Trr~
C
DATA POINTS
INTERPOLATED POINTS
BUCKLEY'S DATA
I--'t
40 50
m
iii
1
1
i
1++++++++' . ! !,
I
I
~
1,000.__
_
-1 tm1
l
J..+.t+++++++++++
i -+++-J
i
-1.5
EXTRAPOLAI£D
-1.00
0.00
1.00
b(
2.00
3.00
~_~)
T. T
Fig. 34-Correlation of KP vs b-function to determine
K-values for heavier components at 2,190 psig and 134°F.
375
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
through hexane. In this example problem, the assumption is made that no reliable data could be found for
octane and heavier components for a pressure of 2,190
psig and a temperature of 134°F; thus, the methanethrough-hexane data must be extrapolated to obtain the
proper K-values for components heavier than hexane.
Further assume that K-values for methane through heptane could not be found in the literature for a temperature
of 134°F; therefore, as shown in Fig. 33, the analyst
must plot curves of K vs temperature and then interpolate
to find the values of K at 134°F. If there is considerable
curvature to the correlations, a better method would be
to plot KP vs the reciprocal of absolute temperature-a
correlation which, according to Buckley and Lightfoot,"
usually plots as a straight line.
After determining these K-values, each of which is consistent within itself, the analyst must utilize a KP vs
calculation which permits the analyst to solve problems
of this type is developed in the following paragraphs.
Suppose that a given quantity of a single-phase hydrocarbon material (such as a liquid mixture) existing at
some elevated temperature and pressure has its temperature and pressure reduced; if none of the original material
is lost and if a combination of liquid and vapor results,
the following relation will hold.
Xo =V, + L, .
(16)
whereXo = original single-phase material, Ib-mol,
V, = vapor at altered conditions of temperature and
pressure, Ib-mol, and
L, = liquid at altered conditions of temperature and
pressure, Ib-mol.
The original single-phase material is. composed of all components; i.e.,
ANAL YSI~
', .,,,,
(2
[
(3
HYDROCARBON
ANALYSIS
-~­
- --
CN~
ORIGINAL
LIQUID
HYDROCARBON
ANALYSIS
(1
.3572
(2
---
CJ
}
MOL fRAC
---
eN - - _
(::
J
l.OOOoI LB. MOL X .35n MOL FRAC =.60185 LB MOL X .$.497 MOL FRAC
+ .3515 La MOL x .0025 /,()L FRA~_
.3571 LB MOL (1 '"
.Jsn
_oo~,~ .
1.0000
LB MOL C 1
Fig. 35-Material balance of methane in original singlephase liquid with methane in vapor and liquid separated
from the original liquid.
y,
KxXo
(22)
= -=-=-=--:--::KV,+L,
Then, substituting Xo - V, from Eq. 16 in Eq. 22 for L,
results in
y,
=
KV,
+ X o - V,
(23)
If the relation is based on lib-mol of original material,
the following simplified equation results.
y,
=
V,(K - 1)
+
1
(24)
= y/K,
A material balance on anyone component is, therefore,
And, since x
xo_c,Xo = x,_c,L, + Y,-C,V, .
(20)
xo_c,Xo = amount of methane in the original material, lb-mol,
x,_o,L, = amount of methane in the resulting liquid
L" lb-mol, and
Y'-C1 V, = amount of methane in the resulting vapor
V" lb-mol.
The significance and utility of the material balance of
Eq. 20 will be illustrated with data of the example oil sample and answers from more complete, subsequent calculations. The value for xo_c, of the oil sample at reservoir conditions is 0.3572 from the hydrocarbon analysis. The value
of x,-o, of the L, or separator liquid separated at 0 psig
and 70°F separator conditions was found to be 0.0025.
The value of Y,-c, of the V, or separator vapor was found
to be 0.5497. In addition, L, was found to be 0.3515
lb-mol and V, was found to be 0.6485 lb-mol.
Thus, a check by Eq. 20 shows the relationship of
these values as illustrated by Fig. 35 to be
(1 X 0.3572) = (0.6485 X 0.5497)
+ (0.3515 X 0.0025),
or
0.3572 lb-mol = 0.3564 lb-mol + 0.0008 lb-mol.
(25)
x, = V,(K - 1) + 1
Problems of flash separation are then solved by a trialand-error calculation utilizing Eq. 24, in which a value
for V, is assumed for the amount of equilibrium vapor.
The correct value for V, is chosen when the sum of all
the calculated mol fractions of the components in either
equilibrium phase equals unity.
where
The values for V, and L, used here, as well as the hydrocarbon analysis of the newly formed vapor and liquid, were
calculated by the material-balance equation that incorporates both the volumes and compositions of the two phases,
as follows. The fraction y/K from Eq. 14 is substituted for
x in Eq. 20, resulting in
y,L,
(21)
xaXo = K + y,V, ,
and
376
Reference~
38. Buckley, S. E.: "Calculation of Equilibria in Hydrocarbon
Mixtures", Trans., AIME (1938) 127, 178.
.39. Huntington, R. L.: "Elements of Vaporization and Condensa·
tion", Refiner and Natural Gasoline Manufacturer (March,
1940).
40. Brown, G. G.: "The Compressibility of Gases", Pet. Engl.
(May, June, 1940).
41. Smith, K. A. and Smith, R. B.: Pet. Processing (Dec., 19491
4, 1355.
42. Liquid-Vapor Equilibrium in Mixtures oj Light Hydrocarbons.
The M. W. Kellogg Co. (1950).
43. Engin,eering Data Book, Seventh Ed., Natural Gasoline Supply
Men's Assn. and NGAA (l9571.
44. Sage, B. H., Hicks, B. L. and Lacey, W. N.: Drill. and
Prod. Prac., API (1938) 386.
45. Poettmann, F. H. and Dean: Pet. Refiner (Dec., 1948) 25,
No. 12.
46. Katz. D. L. and Hachmuth, K. H.: "Vaporization Equilibrium
Constants in a Crude OiLNatural Gas System", Ind. and
Engr. Chem. (Sept., 1937) 29, No.9.
47. Buckley, S. E. and Lightfoot, J. H.: "Effects of Pressure
and Temperature on Condensation of Distillate from Natural
Gas", Trans., AIME (1941) 142, 232.
48. Lenoir, J. M. and White, G. A.: "Predicting Convergence
Pressure", Pet. Refiner (March, 1958) 37, No.3.
49. Burcik, E. J.: Properties 0/ Reservoir Fluids, John Wiley &
Sons, Inc., N. Y. (1957).
***
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Xo = xo-c, + XO-C2 + XO-03 + .... + xo-on '
(17)
where xo-o, is the amount of methane in the original singlephase material in Ib-mol. Similarly, the separated phases
of the original material are composed of all the components.
V, = Y,-c, + Y'-C2 + Y'-03 + .... + Y,-c n
(18)
and
L, = x,-o, + X'-C2 + X'-03 + .... + x,-on
(19)
where Y,-c, = amount of methane in the V, vapor, mol
fraction, and
x,_c, = amount of methane in the L, liquid, mol
fraction.
HYDROCARBON
Fundamentals of Reservoir Fluids, Part Five
FUNDAMENTALS OF
RESERVOIR FLUIDS
Practical Application of Oil and Gas
Equilibrium Calculations
NORMAN J. CLARK
Editor's Note: This is the fifth and last Technical Article
in the Fundamentals of Reservoir Fluids series. References.
Tables, Figures and Equations have been numbered consecutively, but were published only with the particular
installment of the series in which they were first mentioned.
Introduction
When hydrocarbon materials are subjected to changing
conditions of pressure and temperature, their physical
properties change. By utilizing methods to predict these
changes, the operator can determine the one set of pressure-temperature conditions that will provide the hydrocarbon materials in a form offering the maximum economic
advantage. He then can purchase and install equipment
designed to provide these optimum separator conditions,
thus eliminating time-consuming field experimentation and
costly equipment modifications and replacements.
The utility of the equilibrium equations in determining
optimum field separation conditions can perhaps best be
presented through a complete series of calculations. Optimum field separation conditions will be determined by
flash calculations for both single-stage and two-stage separator systems.
Preliminary Calculations
The hydrocarbon analysis of original reservoir oil is
recorded on the basis of weight per cent, as shown by
the lab data of Table 4. * This analysis must first be converted to a mol per cent basis for use in all subsequent calculations. This conversion is shown in Table 14. The values
for molecular weights of components methane through
pentanes are for paraffin series from published literature.
The molecular weights for hexane and heavier components
are experimental values determined in the laboratory.
In addition, the gallons of liquid per mol and the vapor
equivalent, in cubic feet of vapor per gallon of liquid,
must be obtained for each component. Published data are
used for normal paraffin components for methane through
pentane, and laboratory data are used to determine the
MAY, 1962
values for the heavier components. Calculations for the
example oil are shown by Table 14.
Verification of Calculations and [(-Values Used
Before a series of calculations can be considered reliable,
especially if K-valves are used which were obtained from
the literature or from some correlation procedure, a trial
flash calculation must be made for a case in which corresponding laboratory data are available. Thus, laboratory data can be checked against the calculated results, the
differences studied, and the causes for variation eliminated
before long, tedious behavior calculations are subsequently
made. The best check calculations are based on the O-psig
flash separator test because it is considered the easiest to
control and, thus, the most reliable of the laboratory separator tests.
The first calculation involves determining the hydrocarbon analyses of residual-liquid and separated-gas phases,
and the quantity of liquid and gas formed at 0 psig and
70 P separation conditions resulting from 1 mol of original sampled oil at 2,190 psig and 134°P. It is significant that 1 mol of the original oil is used as a basis and
its original conditions of temperateure and pressure are
not considered in the flash calculation. Pirst, a value for
the quantity of gas formed V" (some fraction of a mol of
stock-tank vapor formed from 1 mol of original singlephase material) is estimated. This will be some value between 0 and 1.0 if the change of state in the original material results in two phases. If by Eq. 24** the sum of
the component hydrocarbon analyses for the gas formed is
calculated to be 1.00, the assumed value for V" is correct;
if not, new values for V" are chosen and the calculations
are repeated until a V" is found which will result in the
component analyses' summing to equal unity. Table 15
illustrates this procedure. After the hydrocarbon analysis
of the equilibrium gas is found, the hydrocarbon analysis
of the residual oil is calculated by Eq. 14. * *
The next step is the calculation of molecular weight
and GPM of the various saleable components of the equilibrium gas formed, and the gallons per mol and pounds
per mol of the equilibrium liquid formed. These data, calculated in Table 16, are based on the preliminary data
0
Optimum Field Separation Conditions
':'Jour. Pet. Tech. (Jan., 1962) 15.
NORMAN J. CLARK ENGINEERING
DALLAS, TEXAS
SPE 91
'·"\Jour. Pet. Tech. (April. 1%2) 373.
491
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
MEMBER AIME
tABLE 14 (I)
(2)
HYDROCARBON ANALYSIS AND DATA OF SUBSURFACE OIL SAMPLE
(3)
(4)
(5)
(6)
(7)
(8)
Density
(gm/cc at
60° F)
Lab. Data
Density
(Ib/gal at
60° F)
8.345 (Col. 6)
Gal/Mol,
Published Data
or
(Col. 3)/(Col. 7)
(9)
Vapor
Equivalent
(cu ft vapor/
gal liquid
at 60° F)
379/(Col. 8)
5.696
6.061
6.200
6.361
7.149
7.05
9.0
10.37
12.34
11.92
13.84
13.69
15.098
16.334
17.742
19.337
32.172
53.S
42.0
36.6
30.8
31.8
27.4
27.7
25.10
23.20
21.36
19.60
11.78
Xo
Companent
Weight
Per Cent
(From
Table4)
Molecular
Weight
Source as
Noted
Mol/100 Ib
Sat. Material
(Col. 2)/(Col. 3)
Hydrocarbon
Analysis of
Sample Oil
Xo (mol frac)
(Col. 4)/~ (Col. 4)
Methane
Ethane
Propane
I-Butane
N-Butane
I-Pentane
N-Pentane
Hexane
Heptane
Octane
Nonane
Decane +
7.39
3.96
5.75
0.79
4.44
0.84
2.98
4.11
5.57
5.17
4.44
54.56
16.03t
30.05t
44.06t
58.08t
58.08t
72.09t
72.09t
86. tt
99. tt
110. tt
123. tt
230.* tt
.4610
.1318
.1305
.0136
.0764
.0117
.0413
.0478
.0563
.0470
.0361
.2372
.3572
.1021
.1011
.0105
.0592
.0091
.0320
.0370
.0436
.0364
.0280
.1838
1.2907
1.0000
100.00
.6826
.7263
.7430
.7623
.8567*
* Adjusted values to permit matching calculated with laboratory separation data.
t From publ i shed literature.
t t From lab data.
ATMOSPHERIC SEPARATION FLASH CALCULATIONS-SUBSURFACE OIL TO STOCK TANK
(CHECK OF LABORATORY RESULTS AND FLASH CALCULATIONS)*
Equations:
Conditions of Flash:
Estimated
(1)
K Xo
Yst
Liquid Xo
V st
(3)
(2)
= Vst(K-1) + 1;
+;
Y t
Xst=
Xo
= V st +L st '
From 2,190 psig and 134° F
= .6485 ,
Lst
(4)
To 0 psig and 70° F •
= .3515.
(5)
(7)
(8)
Yst
Xst
Hydrocarbon
Analysis of
Stock-Tank
Vapor V st
(mol frac),
(Col. 4)/(Col. 6)
Hydrocarbon
Analysis of
Stock-Tank
Liquid Lst
(mol frac),
(Col. 7)/(Col. 3)
(6)
xo
Com~onent
Hydrocarbon
Analysis of
Original Reservoir Oil Xo
(mol frac from
Table 14)
Methane
Ethane
Propane
I-Butane
N-Butane
I-Pentane
N-Pentane
Hexane
Heptane
Octane
Nonane
Decane+
K
Equi I ibrium
Constant at
opsig and
70° F
K xo'
K - 1,
Vst(K - 1) + 1,
(Col. 2)(Col. 3)
(Cal. 3) - 1
V st (Col. 5) + 1
221.10
32.99
8.299
3.197
2.180
.898
.6463
.2177
.0701
.0223
.0066
78.97692
3.36828
.83903
.03357
.12906
.00817
.02068
.00805
.00306
.00081
.00018
.3572
.1021
.1011
.0105
.0592
.0091
.0320
.0370
.0436
.0364
.0280
.1838
220.10
31.99
7.299
2.197
1.180
.1020
.3537
.7823
.9299
.9777
.9934
-1.0000
143.73485
21.74552
5.73340
2.42475
1.76523
.93385
.77063
.49268
.39696
.36596
.35578
.35150
1.0000
.5497
.1549
.1463
.0138
.0731
.0087
.0268
.0163
.0077
.0022
.0005
.0025
.0047
.0176
.0043
.0335
.0097
.0415
.0751
.1098
.0995
.0787
.5231
1.0000
1.0000
* Subscripts 0, 1, 2 and st denote conditions at reservoir, first-stage separator, second-stage separator and stock-tank, respectively.
TABLE 16 - ATMOSPHERIC SEPARATION, CALCULATION OF FLUID DATA FROM RESULTS OF FLASH
CALCULATIONS (CHECK OF LABORATORY RESULTS AND FLASH CALCULATIONS)
(9)
(8)
(6)
(7)
(2)
(3)
(4)
(5)
(1)
Yst
Component
Methane
Ethane
Propane
I-Butane
N-Butane
I-Pentane
N-Pentane
Hexane
Heptane
Octane
Nonane
Decane+
Hydrocarbon Hydrocarbon
GPM*
Vapor
Analysis of Analysis of
Stock-Tank
Mol Wt.
Gal/Mol
Lb/Mol
Stock-Tank Stock -Tank
Mol Wt.of
Equivalent,
Gal/Mol of
VaporVst
Stock - Tank
Stock- Tank
Vapor Vst
Liquid Lst Components Components (cu ft vapor/
Stock -Tank
1,000(Col.2)
(mol frac from (mol frac from
(from
(from
gal component,
Vapor Vst
Liquid Lst
Liquid Lst
(Col.6)
(Col. 3)(Col. 5) (Col. 3)(Col. 4)
Table 15)
Table 15)
Table 14)
Table 14) from Table 14) (Col. 2)(Col. 4)
.5497
.1549
.1463
.0138
.0731
.0087
.0268
.0163
.0077
.0022
.0005
1.0000
*GPM
492
Cg
(10)
Xst
3.997, C4
.0025
.0047
.0176
.0043
.0335
.0097
.0415
.0751
.1098
.0995
.0787
.5231
16.03
30.05
44.06
58.08
58.08
72.09
72.09
86
99
110
123
230
1.0000
7.05
9.00
10.37
12.34
11.92
13.84
13.69
15.098
16.334
17.742
19.337
32.172
53.80
42.00
36.60
30.80
31.80
27.40
27.70
25.10
23.20
21.36
19.60
11.78
8.8117
4.6547
6.4460
.8015
4.2456
.6272
1.9320
1.4018
.7623
.2420
.0615
3.997
.448
2.299
.318
.968
.649
.332
.103
.026
29.9864
9.140
.0176
.0423
.1825
.0531
.3993
.1342
.5681
1.1339
1.7935
1.7653
1.5218
16.8292
.0401
.1412
.7755
.2497
1.9457
.6993
2.9917
6.4586
10.8702
10.9450
9.6801
120.3130
24.4409
165.1101
2.747, C5 + = 2.396.
JOURNAL OF l'ETROUWM TECHNO.LOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
TABLE 15 -
tween these two measurements so that, when only one is
known, the other can he determined for purposes of evaluating the vapor equivalent for a component. This relation
is given by the following equation.
379 X 8.345 X D
(26)
Vapor Equivalent
MW
where
Vapor Equivalent = cu ft (at 60°F)/gal of liquid,
379 = cu ft of gas/lb-mol of gas,
8.345 = weight of water, lb/gal,
D = density of component, gm/cc, and
MW = molecular weight, or lb/lb-mol.
Fig. 36 is a correlation of molecular weight and density
for pure paraffin components and for hydrocarbon mixtures obtained from residual fluids of reservoir-oil samples
and gas-condensate samples. This correlation, made with
data from several thousand measurements, is used to determine or verify one parameter when the other is known.
Adjustments in the molecular weight and density of the
heavy fraction may be considered as changes which compensate for inaccuracies in the K-values used. To minimize the amount of this required adjustment, the best
K-value for the heavy fraction is obtained by a plot of
b vs K-values on semilog paper for the various components
at the temperature and pressure under consideration.
The best K-values obtainable for the light components,
together with their b-values from Table 12, * * are first
plotted as shown on Fig. 37. The line is extrapolated to a
b-value calculated by Eq. 15** for the heavy fraction or
fractions, utilizing values for critical pressure, critical
temperature and average boiling point for the heavy frac':"'J our. Pet. Tech. (April, 19'62) 374.
500
I
450
400
~
LEGEND:
CURVE A PURE COMPONENTS
CURVE B COMPONENT CUTS BY HYPERCAL
DISTILLATION OF CONDENSATE
SAMPLES
CURVE C
"Jour. Pet. Tech. (Jan .. 1962) 16.
I
~~tlbuA:~ F~81t M~~1~R~\L °rAMPLES
350
TABLE 17 - ATMOSPHERIC SEPARATION, CALCULATION
OF FLUID DATA FROM RESULTS OF FLASH CALCULATION
(CHECK ON VALIDITY OF LABORATORY DATA AND
FLASH CALCULATIONS)
300
Ib
165.1101
Ib/mol
gal/mol = g.;r = 24.4409
6.756 ;: 42.9° AP I
Stock-Tank Gas-Oil Ratia:
Vst (cu ft/mol)(gal/bbl) _ .6485 x 379 x 42
.3515 x 24.• 4409
Lst (gal/mal)
250
Aj
1202 sef gas/STB
200
Flash Shrinkage Factor:
24.4409
(gal/mal)(mal/bbl) Lst
1/B 0: f = :::...----=-'----'----'::..:
(gal/bbl)
.602 STB oillbbl orig. sample oil.
x
2.9431
x
.3515
150
42
v
100
Specific Gravity of Separator Gas:
SG
=
MW gas
MWair
= 29.9864 = 1.0351
28.97
(mol/100 Ib)(cu ft/bbl)
mol/bbl =
(100)(cu ft/lb)
=
C
B/
/~
1/
V
./
50
Mals per Barrel Original Reservoir Oil:
30
1.2907 x 5.615
100 x .024625*
=2. 9431
* Adjusted to cause agreement in calculated and lab-measured
shrinkage-factar data.
MAY, 19j'il
I
I
Gravity of Stock Tank Oil:
I
III
0.4
0.5
0.6
0.7
0.8
0.9
1.0
DENSITY
Fig. 36-Molecular weight vs density for pure hydrocarbon
cmnponents and hydrocarbon mixtures obtained from residual fluids of subsurface oil samples and condensate
samples.
493
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
calculated in Table 14 and the hydrocarbon analyses of
the equilibrium materials calculated in Table 15.
With these calculated data, it is then possible to calculate the (1) gravity of stock-tank oil, (2) gas-oil ratio,
(3) shrinkage factor and (4) specific gravity of gas. These
calculations are made with units explained in Table 17.
The calculated values, however, were found to vary
slightly from the corresponding laboratory values; therefore, certain adjustments of calculated data which were
within laboratory accuracy were made to permit complete
agreement within allowable precision. Adjustments can be
made on the molecular weight and/or density of the
C lO + fraction in the original material (Table 14) and the
specific volume of the original material (Table 6*). These
quantities are difficult to measure in the laboratory, and
the allowable adjustment in values may be up to as much
as 20 and 10 per cent, respectively.
Any change made in the value for molecular weight of
the Co + fraction will require (1) recalculation of the
hydrocarbon analysis on a mol fraction basis in Table 14,
(2) new volumetric factors for the C,o + fraction in Table
14 and (3) re-evaluation of the mols-per-barrel factor in
Table 17.
From a study of the tabular calculations, increasing the
molecular weight will increase the gallons-per-mol factor,
which increases API gravity, decreases gas-oil ratio, decreases shrinkage (Le., increases the shrinkage factor) and
increases the specific gravity of gas. Increasing the value
for density will have an opposite effect on these calculated
values. Increasing the specific volume of reservoir oil will
result in decreasing the mols-per-barrel value, thus increasing shrinkage (decreasing the shrinkage factor).
A final and reasonable check for the example calculation was made when the molecular weight of the C IO +
fraction was changed from 285 to 230; the density of the
C,o + fraction changed from 0.8472 to 0.8567 gm/cc, and
the specific volume of the original material changed from
0.02428 to 0.024625 cu ft/lb.
The process of adjusting molecular weights and densities
often requires a knowledge of the general relationship be-
5000
-
~
::::::
CURVE EXTRAPOLATED TO
b-VALUE 4618 TO FIND K-VALUE
FOR C6 + FRACTION OF.0003
4500
-..
4000 ---------
/
-~.-----
--.-
-
.-
-------"-
---------- 1---
-
"
.. -
/
-_.- - - -
---'---, -
--
3500
3000
/
/
2500
-- --
--
-- --- -- --
/
I
I
_.------+
------7,4.. -----.
/
~
-- --
/
I
I
I
X""""'- X:;-X/;':C5 (2473)
~x
'-C (2375)
~X_ N-C 4(218 )
x
I-C 4 (2045)
C 3 (i792)
I
I
3
2000
/
1500
I
I
I
I
~XC2(i415)
1000
~X'6;(8f8)
I
I
I
I
500
o
1000
-.-----.---
--_ .. -
I
I
I
10.0
100
1.0
0.1
0.00001
0.0001
0.001
CONSTANT K
Fig. 37-Plot of b·values vs K-values of hydrocarbon components to determine K-value for. residual mixtures
tion or fractions from Figs. 38, 39 and 40, respectively.
The following example illustrates this calculation for the
case where a K-value is obtained for the entire Co + fraction utilizing the data of Table 4 for 0 psig and 70°F
conditions.
Given: C, + fraction having SG = .8147, MW = 203.
Then: gravity = 42.2° API;
p" critical pressure = 276 psia, from Fig. 38;
To, critical temperature = 795°F, from Fig. 39,
= 795 + 460 = 1,255° R;
T b , boiling point = 472°F, from Fig. 40,
= 472 + 460 = 932° R;
log 276 - log 14.65
and b
1
1
------_.932
1,255
2.441 - 1.166
.0010729 - .0007968 = 4,618.
The curve of Fig. 37 is extrapolated to a b-value of
4,618, and the K-value of .00033 is thus determined for
the Co + fraction. In this case, all the heavy components
in the Co + fraction are handled together. More accurate
equilibrium calculations will be accomplished when each
of the heavy-component cuts is handled separately so that
b-values and K-values are obtained for each.
100
leo
140
160
leo
200
a..
<f)
UJ
Q:
Il-
.J
5
180200
-1:+
-
"" . _+
~
j,j
De
...
=>
-< ''''
------
."
---
De
W
0..
...'"
W
.J
«
o
;::
it'
o
--
--
f--
1100
-
!
-
1--
r-
,
~
I
,-I-!-.
;-
-,
I
I
.,.~
'0"
I
I_+~'.
-l
I
i
1
i
\-t- 'I
I
:
I
,-'"
--
k:~V:;::::~
~
-·-~.Irr··
lo~
,
V
I--""
V ...... 1-
,f-"""
'J.....-
.,0- --..... ~
V I--"" f' ...... V I- W
......
L--
:..r-:v v
I
......
I-
.- ......
L--
L--
...... 1--""
-~
''''''
,
1- --
•
'0f-"""
!1"~;6:
.~'"
I
-
I
~
i;:::::;::
"':"- /;"
:::.;.--:: ....... ;:::: ~
~~~~~
'"
."
."
I
1--- -
-
."
I
~~
-
I
I
r--f·
1-- - l - I-
"'"
I- -I--
'"
1-
000
! • :-- f-
,-
I
-r--
-- --
---
--
"----I-
I
,---
,-
---1---
."
MOLECULAR WEIGHT
Fig. 39-Critical temperature of petroleum fractions vs
molecular weight. (Courtesy Petrocon Engineering
Co., Compton, Calif.)
MOLAL BOILING POINT, OF
...
iii
ui
Q:
=>
<f)
A second and third set of check calculations may be
made to determine the match between the calculated data
and the lab separation data for the two remaining conditions of laboratory separator pressures listed in Table 2-
220
«
(Co +)'
$00
I
(!)
iii
~
."
Q:
«
.J
=>
0
40~
UJ
.J
E
Q:
0
~
0
MOLECULAR WEIGHT
Fig. 38-Critical pressure of petroleum fractions vs molecular weight. (Courtesy Petroeon Engineering
Co., Compton, Calif.)
494
MOLAL BOILING POINT, OF
Fig. 40-Molecular weight of petroleum fractions vs molal
boiling point. (Courtesy Petrocon Engineering
Co., Compton, Calif.)
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
EQUILIBRIUM
0.01
to insure applicability of the equilibrium constants used.
These check calculations are made in a similar m:umer
to the single-stage separation calculation presente6 in the
following paragraphs and, therefore, will not be shown
here. Instead, for this series of example calculations, it is
assumed that the data providing a match with the O-psig
flash will also provide a suitable match for the other labOI"atory separator conditions.
Single-Stage Separation
Single-stage separation, illustrated in Fig. 41, is defined
as the process wherein original reservoir oil Xo (single
phase) is produced to a separator where vapor V, and
liquid L, are separated while at equilibrium conditions;
the liquid L, (single phase) is then produced to the stock
tank where vapor V", and liquid L." are separated while
at equilibrium conditions.
The separator conditions of pressure and temperature
chosen to illustrate the method of calculating single-stage
Fig. 41-Schematic diagram showing flash separation of
original reservoir liquid through one separator
stage and stock tank.
Equations:
(1)
Component
Methane
Ethane
Propane
I-Butane
N-Butane
I·Pentane
N·Pentane
Hexane
Heptane
Octane
Nonane
Decane +
Y, =
K Xo
V, (K - 1) + 1
x,
;
Conditions of Flash:
Liquid Xo
From
Estimated V, = .5052
L, = .4948
(2)
(4)
(3)
Xo
Hydrocarbon
K
Analysis of
Original Res·
Equilibrium
ervoir Oil Xo
Constant ,t
K xo
100 psig and
(mol frac from
(Col. 2)(Col. 3)
Table 14)
70° F
.3572
.1021
.1011
.0105
.0592
.0091
.0320
.0370
.0436
.0364
.0280
.1838
28.6399
4.3679
1.0985
.4294
.3043
.1238
.0933
.0329
.0121
.0042
.0013
10.23017
.44596
.11106
.00451
.01801
.00113
.00299
.00122
.00053
.00015
.00004
Y,
XO = V, + L, .
=- ;
K
2,190 psig and 134° F
To
(6)
(7)
V,(K - 1) + 1
V, (Col.5) + 1
Y,
Hydrocarbon
Analysis of
First.Stage
Vapor V,
(mol frac),
(Col. 4)/(Col. 6)
(5)
K - 1
(Col. 3) -
27.6399
3.3679
0.0985
- .5706
- .6957
- .8762
- .9067
- .9671
- .9879
- .9958
- .9987
-1.0000
100 ps ig and 70° F
14.96368
2.70146
1.04976
.71173
.64853
.55734
.54194
.51142
.50091
.49692
.49546
.49480
1.0000
TABLE 19 -
K
Conditions of Flash:
Component
Estimated
(2)
x,
Hydrocarbon
Analysis of
F irst·Stage
Sep. Liquid
L,(mol frac
from Table 14)
Methane
Ethane
Propane
I·Butane
N·Butane
I·Pentane
N·Pentane
Hexane
Heptane
Octane
Nonane
Decane+
.0239
.0378
.0963
.0148
.0913
.0163
.0590
.0723
.0870
.0733
.0565
.3715
1.0000
MA Y. 1962
.6836
.1651
.1058
.0063
.0278
.0020
.0055
.0024
.0011
.0003
.0001
.0239
.0378
.0963
.0148
.0913
.0163
.0590
.0723
.0870
.0733
.0565
.3715
1.0000
1.0000
SINGLE-STAGE SEPARATION FLASH CALCULATIONS-FIRST-STAGE LIQUID TO STOCK TANK
Equations:
(1)
(8)
x,
Hydrocarbon
Analysisof
F irst.Stage
Liquid L,
(mol frac),
(Col. 7)/(Col. 3)
x,
Yst
K
Liquid L,
V st = .1507 , Lst
(3)
From 100 psig and 70° F
.8493.
(4)
K
Equilibrium
Constant at
o psig and
70° F
K x,
(Col. 2)(Col. 3)
217.0068
31.3946
7.6667
2.9184
1.9796
.7993
.5755
.1918
.0602
.0188
.0056
5.18646
1.18672
.73830
.04319
.18074
.01303
.03395
.01387
.00524
.00138
.00032
(5)
K- 1
(Col. 3) -
216.0068
30.3946
6.6667
1.9184
0.9796
.2007
.4245
.8082
.9398
.9812
.9944
-1.0000
o psig
To
(6)
Vst(K - 1) + 1
Vst (Col.5) + 1
33.55222
5.58047
2.00467
1.28910
1.14763
.96975
.93603
.87820
.85837
.85213
.85014
.84930
and 70° F •
(7)
Yst
Hydrocarbon
Analysis of
Stock· Tank
Vapor Vst
(mol frac),
(Col. 4)/(Col. 6)
(8)
Xst
Hydrocarbon
Analysis of
Stock-Tank
liquid Lst
(mol frac),
(Col. 7)/(Col. 3)
.1546
.2127
.3681
.0335
.1575
.0134
.0363
.0158
.0061
.0016
.0004
.0007
.0068
.0480
.0115
.0796
.0168
.0630
.0823
.1014
.0860
.0665
.4374
1.0000
1.0000
495
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
TABLE 18 _. SINGLE-STAGE SEPARATION FLASH CALCULATIONS-SUBSURFACE OIL SAMPLE TO FIRST-STAGE SEPARATOR
TABLE 20 _
SINGLE·STAGE SEPARATION, CALCULATION OF FLUID DATA FROM RESULTS OF FLASH CALCULATION
( 11)
(10)
(8)
(9)
(7)
(6)
(5)
(3)
(4)
(2)
(1)
y,
x,
y.,
Hydrocarb. Hydrocarb. Hydrocarb. Hydrocarb.
Anal. of
Anal. of
Anol. of
Anal. of
L,(mol
Ls,(mol
V, (mol
Vsdmol
Component
Methane
Ethane
Propane
I-Butane
N-Butane
I-Pentane
N"Pentane
Hexane
Heptane
Octane
Nenana
Decane
frac from
frac from
frac from
frac from
Table 18)
Table 18)
Table 19)
Table 19)
.6836
.1651
.1058
.0063
.0278
.0020
.0055
.0024
.0011
.0003
.0001
.0239
.0378
.0963
.0148
.0913
.0163
.0590
.0723
.0870
.0733
.0565
.3715
1.0000
.1546
.2127
.3681
.0335
.1575
.0134
.0363
.0158
.0061
.0016
.0004
.0007
.0068
.0480
.0115
.0796
.0168
.0630
.0823
.1014
.0860
.0665
.4374
1.0000
1.0000
* GPM
first-stage vapor:
** GPM stock-tank vapor:
1.0000
C a = 2.891,
Ca = 10.057,
C 4 = 1.079,
C4 = 6.041 ,
(12)
Vapor
X~,;.t
Equiv. (cu
Mol Wt.of
Gal/Mol of
Components Components
ft vapor!
gal comp.)
(from
Table 14)
(from
Table 14)
Table 14
16.03
30.05
44.06
58.08
58.08
72.09
72.09
86
99
110
123
230
7.050
9.000
10.370
12.340
11.920
13.840
13.690
15.098
16.334
17.742
19.337
32.172
53.80
42.00
36.60
30.80
31.80
27.40
27.70
25.10
23.20
21.36
19.60
11.78
from
GPM"
GPM'
V st ,
V"
Lb/Molof
GollMol of
1,000(Col.2) 1,OOO(Col.4)
LsI
Ls'
(Col.8)
(Col.8)
(Col.5)(Col.7) (Col.5)(Col.6)
2.891
.205
.874
.073
.199
.096
.047
.014
.005
10.057
1.088
4.953
.489
1.310
.629
.263
.075
.020
4.404
18.884
.0049
.0612
.4978
.1419
.9488
.2325
.8625
1.2426
1.6563
1.5258
1.2859
14.0720
22.5322
.0112
.2043
2.1149
.6679
4.6232
1.2111
4.5417
7.0778
10.0386
9.4600
8.1795
100.6020
148.7322
C s + = .434.
Cs + = 2.786 •
Two-Sta·ge Separation
Two-stage separation, illustrated in Fig. 45, is defined
as the process wherein original reservoir oil Xo (single
phase) is produced to the first-stage (or high-pressure)
separator where vapor V, and liquid L, are separated while
at equilibrium conditions; the liquid L, (single phase) is
produced from the first-stage separator into the secondstage (or low-pressure) separator where vapor V, and
liquid L, are separated while at equilibrium conditions;
finally, the liquid L2 (single phase) is produced from the
second-stage separator into the stock tank at atmospheric
pressure where vapor V" and liquid L" are separated
while at equilibrium conditions.
The separator conditions of pressure and temperature
chosen to illustrate the method of calculating two-stage
separation are 100 psig and 70°F for the first-stage separator, and 10 psig and 70° F for the second-stage separator.
The K-values used are pertinent to their respective components at these conditions of pressure and temperature.
The hydrocarbon analyses of the first-stage separator vapor
V, and liquid L, are calculated as shown in Table 18 under
the single-stage separation example. The hydrocarbon analyses of the second-stage vapor V, and liquid L, are calculated as shown in Table 22 based on material of a hydrocarbon analysis of the first-stage separator liquid from Table
18. The values for V, and L, were found by trial and error
to be 0.09684 and 0.90316, respectively. The hydrocarbon
analyses of the stock-tank vapor V" and liquid L" are
calculated as shown in Table 23 based on material of a
hydrocarbon analysis of the second-stage liquid from Table
22. The values for V" and L" were found by trial and
error to be 0.0325 and 0.9675, respectively.
The hydrocarbon analyses of the second-stage vapor
TABLE 21 - SINGLE-STAGE SEPARATION, CALCULATION
OF FLUID DATA FROM RESULTS OF FLASH CALCULATIONS
Gravity of Stock- Tank Oil:
Ib/mol
Ib
148.7322
gal/mal
gal
22.5322
6.6009 ;: 47° API
Separator Gas-Oi I Ratio:
V, (cu ft/mol){gal/bbl}
L, x Lst (gal/mol)
.5052 x 379 x 42
.4948 x .8493 x 22.5322
849 scf gas/STB oil.
Stock-Tank Gas·Oi I Ratio:
Vs! (cu ft/mol}{gal/bbl) = .1507 x 379 x 42
Lst (gal/mol)
.8493 x 22.5322
125 scf gas/STB oil.
Flash Shrinkage Factor:
lIBoil =
(gal/mol}{mollbbl) L, x Lst
(gal/bbl)
22.5322 x 2.9431 x .4948 x .8493
42
0.6635 STB oilibbl orig. sample oil.
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
separation are 100 psig and 70°F, respectively The Kvalues used are assumed to be pertinent to their respective
components at these conditions of pressure and temperature. The hydrocarbon analyses of the single-stage separator liquid and gas are calculated by Table 18. The values
for V, and L, were found by trial and error to be 0.5052
and 0.4948, respectively. The 100-psig separator liquid
is then considered as original material, and flash calculations are made on its composition at O-psig and 70°F
stock-tank conditions. The hydrocarbon-analysis calculations for the gas and liquid material are shown in Table 19.
The values for V" and L" were found by trial and error
to be 0.1507 and 0.8493, respectively. The trial-and-error
calculation is performed by assuming a value for V and
calculating for the summation of y, repeating the calculations until the value of the summation for y equals unity.
The hydrocarbon analysis of the liquid and gas separated
at the 100-psig separator (from Table 18) and the hydrocarbon analysis of the liquid and gas separated in the
O-psig stock tank (from Table 19) are combined with the
preliminary data in Table 14 to <:alculate the GPM of
both separator and stock-tank gas, and the gallons per mol
and pounds per mol of stock-tank liquid. These calculations are shown in Table 20. The final calculations of (1)
stock-tank oil gravity, (2) separator gas-oil ratio, (3)
stock-tank gas-oil ratio and (4) shrinkage factor are shown
in Table 21.
These data are determined by means of similar calculations utilizing appropriate K-values at other chosen separator pressures, and the results of all the calculations are
plotted in the form of curves. These curves (illustrated
by Figs. 42, 43 and 44) then permit interpolation of optimum single-stage separator pressure conditions. Note that
the O-psig conditions for the single-stage separator are the
same as the check calculations; those points are plotted
in Figs. 42, 43 and 44.
/"
"
45
44
-
,
.- - --
>--
A
are 200 psig for the first-stage separator and 20 psig for
the second-stage separator.
The shrinkage factor for optimum two-stage separation
is seen to be 0.6765 STB oiljbbl of reservoir oil (from
Fig. 49) and for optimum single-stage separation is seen
to be 0.664 STB oiljbbl of reservoir oil (from Fig. 42) .
Therefore, two-stage separation provides 0.0125 bbl more
oil in the stock-tank per barrel of reservoir oil produced than does optimum single-stage separation. For a
given reserve, therefore, the economics of the problem will
involve: (1) additional stock-tank oil recovered and its
price (if allowables are not changed by the operations,
the added income will be deferred); (2) an increase in income from increase in gravity, if such is the case; (3) a
decrease in gas volume resulting from increases in oil
volume and its price, if gas is being sold; and (4) additional
11
~ 10
'"
....
'"0..
/
9
V
'"
o'"
..J
..J
-<
.;.;
~
-<
)
,I
<!I
7
...-<fil
w
'"
!!!
II
43
6
..J
/
.,so
...z.u
V
B
o
."
3
'"~
-
~
I
U
17
0
...... .. ..
.
c5<
..... -- -- --- ._-- -.._.- -- _
----
v:".
,,
.........
,
;
2
/
C
1-·-3
1- .. _
C -
I-- 4••
J
--(
o
.62
.,
rr
...z
./
/
c4 -
~
I .....
...... .....
LL
o
0
~
/
<!I
I
--
v
o
2C
40
60
!I:l
100
....
Cs.+;.
I- - -
120
140
160
180
200
SEPARATOR PRESSURE: PSIG
10
Fig. 44-Effects of separator pressure on GPM content of
liberated gases, single-stage separation at 70°F (solid lines
represent stock-tank gas; dashed lines represent separator
gas).
.600
SEPARATOR PRESSURE: PSIG
Fig. 42-Effects of separator pressure on
.gravity and volume of stock-tank oil (singlestage separation at 70°F)-(A) residual oil
gravity, API at 60°F; and (B) l/B'i residual oil volume, STB/bbl saturated oil.
0
~
'>m
.......
t-
.1<10
lL
::;)
o
....
0: ...
o
~\
\
I
I
~ SEPARATOR RATIO
-It
1',
.....
(!)
0:""
o
tt,.,
0:
~~
l&J
en
./
V
t? ~~
.........V
"
..
00
StPARATOR
rt
V
/'"
/
t--.so
r--STOCK-TANK
1'--.-
1<,
-
R,(I~IO
'00
'00
PRESSURE: PSIG
1---
'00
o
~
Z
so
.,.
0:
(!)
t!
~
,0
.. ~
Fig. 43-Effects of separator pressure on gas-oil ratio
(single-stage separation at 70°F).
MAY, 1962
SECONDSTACE
FIRST STAGE
SEPARA,TlON
'.J
SEPARATION
l,
!
=
v,
I
+
L,
,_~
QUANT'n
,"p"R.no
".PO ... NOCIQ!.HO
PH.'"
Fig. 45-Schematic diagram showing flash separation of
original reservoir liquid through two separator
stages and stock tank.
497
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
and liquid from Table 22 and the stock-tank vapor and
liquid from Table 23, together with preliminary data from
Table 14, are used to calculate GPM content of secondstage and stock-tank vapor, and gallons per mol and
pounds per mol of stock-tank liquid. These calculations
are shown in Table 24.
. Table 25 shows the final calculations of (1) stock-tank
oil gravity, (2) 100-psig separator gas-oil ratio, (3) 10psig separator gas-oil ratio, (4) stock-tank gas-oil ratio
and (5) shrinkage factor.
These calculations are performed for various two-stage
pressures while holding the first-stage pressure constant,
and the optimum second-stage pressure is determined for
the listed data. Curves representing plots of these data are
shown in Figs. 46 through 49, with the sample calculated
data points shown. To determine the optimum first- and
second-stage pressures, it is necessary to repeat the series
of calculations for other first-stage pressures. Plots of API
gravity and liB" data for stock-tank oil calculated for
first-stage pressures of 75, 100, 150, 200 and 250 psig
are shown in Figs. 48 and 49, respectively. From these
plots it is seen that, if high stock-tank oil gravity and low
shrinkage are desired, the optimum separator conditions
cost of two-stage separation equipment over one-stage
separation equipment.
Should the gas separated at the surface be rich in condensate content (as the gas from this example indicates)
and if reserves of reservoir fluid from which gas is produced are fairly large, the operator may wish to determine
the economic feasibility of installing a natural-gasoline
plant to strip the condensate from the gas for sale. A problem of this nature may consider several plans with varying
degrees of decreasing the stock-tank oil recovery and increasing the condensate content of the gas, the economics
of which involve such things as (1) the market value of
natural gasoline compared to the market value of stocktank oil, (2) the cost of the gasoline plant installation and
(3) the added revenue from the recovered natural gasoline.
Other problems of a similar nature are involved when pressure maintenance operations are invoked to increase recovery by more efficient reservoir displacement or vapor·
ization.
SECOND-STAGE SEPARATOR PRESSURE:
Fig. 46-Effects· of separator pressure on
gas-oil ratio (two-stage separation at 70°F,
first-stage separator pressure 100 psig).
There are certain types of problems involved in the
manipulation of hydrocarbon analyses with which the
analyst must be able to cope in order to perform some
phase-behavior calculations. One general type involves
altering the original hydrocarbon analysis by adding volumes of other hydrocarbons, and this problem is solved by
adding the hydrocarbons on a mol fraction basis. A typical
example is involved with the example oil sample used
here. If precision calculations of phase behavior had been
mandatory, it would have required adding the 73 cu ft of
gas to the barrel of sample oil at sampling temperature
and pressure on a mol basis, and the hydrocarbon analysis
of the original oil so obtained would have been used in the
calculations of flash separation. It was assumed, however,
that the example calculations did not warrant such precise
treatment. In addition, the analysis of the 73 cu ft of gas
was unknown, and an estimation would have been required. Pure methane is usually assumed in such cases.
This same type of calculation, however, is illustrated in
a gas-lift problem; the addition of gas-lift gas to the gaslifted produced oil has a hydrocarbon analysis of the
sample oil, and the gas used for gas-lift has th'; analysis of
TABLE 22-TWO·STAGE SEPARATION FLASH CALCULATIONS-FIRST·STAGE
LIQUID TO SECOND·STAGE SEPARATOR
TABLE 23-TWO·STAGE SEPARATION flASH CAlCULATIONS-SECOND·STAGE
LIQUID TO STOCK TANK
'"',
E"""ltons:
Condittons01 Fla1h:
E.timated
Yz - .09684.
(2)
-,
~
Ethane
P,op"",,
j.8ul" ....
N.B"t .. " ..
I.P.nt" .. e
N.P e """,..
H"xone
Heptane
0<;10""
Nona ....
0""0"" '
Estimaled
.90316.
(4)
(6)
1"
,
(C"I.2)(C"I.3)
(Co!.3)- I
V2 (Col.5),1
129.3522
18.7449
4.6356
1.7773
1.2267
.4960
.3522
.1182
.0388
.0123
.0033
3.09152
.70856
.44641
.02630
.11200
.00808
.02078
.00855
.00338
.00090
.00019
128.3522
17.7449
3.6356
0.7773
0.2267
-.5040
-.6478
-.8818
-.9612
-.9877
-.9967
-1.0000
13.42963
2.71842
1.35207
1.07527
1.02195
.95119
.93727
.91461
.90692
.90435
.90348
.90316
'"
, ,
V 2 (K
(8,
(7)
EqUlhb"uIh
Conslanl at
10 P~'9 and
70"F
.0239
.0378
.0963
.0148
.0913
.0163
.0590
.0723
.0870
.0733
.0565
.3715.
Methone
Candllion. of Flosh:
T"lOpsiIlQnd70"F.
IOOp"'l0nd70°F
~
L2
(3)
Hyd.oca.bon
Anoly.is of
FltSI.Stog.
S.p.Liq.L,
(mol /'0" from
_(ompo",,'"
U""idL,
", ,
-,
Hydrocarbon
Anoly.i,,,1
"
Hydrocarbon
~.cond·SlO1I.
s....::ond.St0'l.
Vapor V2
(mollrac),
(Col. 4)/(Col. 6)
Liqu.dl z
(Cot.7)/(Col.3)
~
.0712
.0093
.0037
.0010
.0002
.0119
,0138
.0893
.0171
.0629
.0791
.0959
.0811
.0625
-~
1.0000
101'''9 ond 70° f
To
Op",gond70'f.
L"
'"
13)
'",,,
K
Equ,lib"um
Cansl"n' o'
Op.igand
Compan.nl
~
~
(Cot. 2)(Col, 3)
(Col.]) - 1
I), I
V,,(Col,51+ I
M.than.
E,hon.
P<opane
I.Bulan.
N·Bulan.
I.P.nlane
N.Penlan"
H"xan.
H"pl"n"
Oclan ..
Nonan ..
D.can .. +
.0018
.0139
.0712
.013B
.0B93
.0171
.0629
.0791
.0959
.0811
.0625
217.0068
31.3946
7.6667
2.9184
1.9796
.7993
.5755
.191Q
.0602
.DI88
.0056
,39061
.43638
.54587
.04027
.17678
.01361
.03620
.01517
.00507
.00152
.(l(l035
216.0068
30.3946
6.6667
1.9184
0.9196
-.2007
-.4245
-.8082
_.9398
.9812
-,9944
-1.0000
8.02022
1.98782
1.21667
1.06235
1.031B4
.9934B
.98620
.97373
.96946
.96811
,96768
.96750
(mol froc).
.3301
.024,5
.1096
.0085
12'
-,
V", - .0325,
From
Hydroca,b<>n
AnalysIs 01
5",,<>nd·5Io 9"
Sep.L'q.L 2
(m<>1 f'a" Irom
"n"ly.is,,1
.2302
.2607
.0222
ii'
L,qu,d L2
1.0000
~
'"
, ,
'''',,(I(
Hydrocarbon
Anolys .. of
SI<>ck·Tonk
Vap'" V~,
(mol f,,,c),
(C"I.4l/(C<>I.6)
.0487
.2195
.4485
.0379
.1713
.0138
.0367
.0156
.00"
.0016
.0004
'-.,"
Hyd.oca,b""
Analy~i~
of
Slack-Tank
Liquid L s '
(mol (.DC),
(Col.7l/(eol.!!
.0002
.0070
.0585
.0130
.0865
.0112
.0638
.0812
.0989
.0838
.0646
.:.~
1.0000
TABLE 24 -
ComE:onent
Methane
Ethane
Propane
I-Butane
N-Butane
I-Pentane
N-Pentane
Hexane
Heptane
Octane
Nonane
Decane+
* GPM
TWO-STAGE SEPARATION, CALCULATION OF FLUID DATA FROM RESULTS OF FLASH CALCULATIONS
(8)
( 11)
(7)
(9)
(12)
(4)
(5)
(6)
(10)
Vapor
X2
xsI
Y2
Yst
Equiv.
(cu
Hydrocarb.
Hydrocarb.
Hydrocarb. Hydrocarb.
GPM**
GPM*
It/gal
Anal. of
Anal. of
Anal.of
Anal.of
Mol Wt.of .Gal/Molof
V2 ,
Vst,
Gal/Mol of
Lb/Molof
comp.)
V2 (mol
L2 (mol
Lst (mol Components Components
Vst (mol
l,OOO(Col.2) l,OOO(Col.4)
Lst
Lst
from
(from
frae from
frae from
frae from
(from
fraefrom
(Col.8)
(Col.5)(Col.?) (Col.5)(Col.6)
Table 14) Table 14
(Col.8)
Table 22) Table 22) Table 23) Table 23) Table 14)
(2)
(1)
.2302
.2607
.3301
.0245
.1096
.0085
.0222
.0093
.0037
.0010
.0002
.0018
.0139
.0712
.0138
.0893
.0171
.0629
.0791
.0959
.0811
.0625
.4114
.0487
.2195
.4485
.0379
.1713
.0138
.0367
.0156
.0060
.0016
.0004
1.0000
1.0000
1.0000
second"stage vapor:
** GPM stock-tank vapor:
·1911
(3)
Ca
9.019
Ca = 12.254 ,
.0002
.0070
.0585
.0130
.0865
.0172
.0638
.0812
.0989
.0838
.0646
.4253
16.03
30.05
44.06
58.08
58.08
72.09
72.09
86
99
110
123
230
1.0000
C 4 = 4.242
C 4 =6.618,
7.050
9.000
10.370
12.340
11.920
13.840
13.690
15.098
16.334
17.742
19.337
32.172
53.80
42.00
36.60
30.80
31.80
27.40
27.70
25.10
23.20
21.36
19.60
11.78
9.019
.?95
3.447
.310
.801
.371
.159
.047
.010
12.254
1.231
5.387
.504
1.325
.622
.259
.075
.020
14.959
21.677
.0014
.0630
.6066
• 1604
1.0311
.2380
.8734
1.2260
1.6154
1.4868
1.2492
13.6828
.0032
.2104
2.5775
.7550
5.0239
1.2399
4.5993
6.9832
9.7911
9.2180
7.9458
97.8190
22.2341
146.1664
Cs = 1.698.
C s = 2.805 •
JOl·H.'.\/. OF PETHOLEl
~
TECH:\OI.OI;\
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Calculating an Adjusted Hydrocarbon Analysis
PS~
th~
produced material as reservoir pressure drops and retrograde condensation occurs in the reservoir; thus, the condensate study must be guided by premises based on such
changes.
Extending the Hydrocarbon Analysis
A problem which often confronts the analyst is that of
extending the hydrocarbon analysis from one which groups
all heavy components together, such as hexane-plus components, to one which breaks the heavy group into individual heavy components. The hydrocarbon analysis of the
I
/
48
~-...
~-~
------- -
~ ----~.
/"-"
IL
..,
<>
.....
47
Il/"
I
II
I
I
I
I
a:
~
,::
;;
~
-~~
r-- ~~;; .::::"~
........
------ ~
--- ----;-
20 PS1G ~ OPTIMUM SECOND
SEPARA7R PRESSUY
~ STAGE
C>
(5
!
c---'
..
'"
I-
..J
I
V ;~A;t~;p~:r~~RM :~~~~URE
46
I
LEGiND
FIRST-STAGE SEPARATOR PRESSURES
::i::::>
A _ _ _ _ 75 PSIG
~
t-----
W
'"
E -
45
-
B - 1 0 0 PSIG
C _
- 1 5 0 PSIG
D - - - 200 PSIG
m
-
__ 250 PSIG
1
m
I
I
•
~
•
~
ro
SECOND-STAGE SEPARATOR PRESSURE: PSIG
Fig. 48-Effects of separator pressure on gravity of stocktank oil (two-stage separation at 70°F).
14
-- -
13
12
/
u.
~11
LEGEND,
..J
_ ___ FIRST·STAGE SEPARATOR GAS
SECOND-STAGE SEPARATOR GAS
_ _ STOCK·TANK GAS
.............
0
0
r--.. --..
..J
9
~
..
8
""
"
..'"
o 7
w
I-
W 6
!E
..J
go;
5
IZ
\': 4
z
o
u
'" 3
"C)
en
",
~
"'t
- -<
10
....
~
::l
(5
.... 1'
~~
",:0
=
PSIG OPTIMUM SECOND
STAGE SEPARATOR 7ESSURE
D
LEGEND,
FIRST-STAGE
SEPARATOR PRESSURES
A ____
oJ
-- -- ---- --- - -
-
30
7S PSIG
B 100 PSIG
C _ _ 150 PSIG
o -- __ 200 PSIG
E - - __ 250 PSIG
.650
<t
_ _ c,
40
~
50
::l
0
c,
60
en
ILJ
Cst
C,+
70
80
90
100
Fig. 47-Effects of separator pressure on GPM of liberated
gases (two-stage separation at 70°F; first-stage separator
pressure 100 psig).
1962
A'"'
C,+
.......
--
LOCUS OF OPTIMUM FIRST
STAGE SEPARATOR PRESSURES
>
c,
C
"
"
I
..J
0
'C,
SECOND·STAGE SEPARATOR PRESSURE: PSIG
MAY,
.6W
"'.
oJ
~~
20
iLl
I
i'-
\,
~
II
c,
.......
- .--
.......-:: E
III
I
..:.
t-
"
I'
t\
I
200 PSIG = OPTIMUM FIRST
STAGE SEPARATOR PRESSURE
III
III
.670
.....
\.
__.L
"r-..:::, •
Art.4..
..J
\
C)
~
-S'o+
....
£.~
..
-~~ - -- ---.~
....
t/~I~
.... ...... .............. ~
~
en
~ 10
Vi
~
-"".l2
a::
::l
z
o
I
~
c,
'""-w
::i
.680
ILJ
a::
o
!e
.640
10
m
SECOND-STAGE
30
~
•
70
SEPARATOR PRESSURE: PSIG
Fig. 49--Effects of separator pressure on residual oil
volume (two-stage separation at 70°F).
499
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
gas-cap gas in equilibrium with the oil at sampling
conditions of reservoir temperature and pressure, as calculated in Table 13. It will also be assumed that the gas-lift
ratio is 3 Mcf/bbl of reservoir oil. The calculation of the
hydrocarbon analysis of the combined mixture is shown
in Table 26. The 3 Mcf gas/bbl of reservoir oil ratio is
equivalent to 2.9425 mols gas/mol of reservoir oil.
In oil reservoirs where pressure drops substantially, such
as is typically the case with dissolved-gas-drive reservoirs,
the average produced GOR becomes very high compared
to the dissolved GOR of the original reservoir oil. The
combined material thus produced is substantially altered
in composition from that of the original reservoir oil. This
is true because of the large amounts of methane and ethane
which comprise the gas that has evolved incident to pressure drop in the reservoir.
While the surface separation calculations illustrated here
apply to the original oil mixture being produced to the
surface, they do not apply to a higher-GOR oil and gas
produced later in the life of such a reservoir because the
oil that was originally combined with a substantial portion
of the subsequently produced gas remains behind at reservoir conditions. Oils that later deviate to a troublesome
degree from the calculated behavior of early reservoir life
generally are those which have reservoir temperatures near
the critical and which contain a high percentage of intermediate components such as propane, butanes and pentanes.
Therefore, additional study and laboratory data may be
required to analyze such a reservoir material properly.
However, the practice has been to treat such oils as unusual
cases, using the techniques developed herein which apply
to the bulk of the oils normally encountered in practice.
The' general premise does not apply to condensate materials
because drastic changes occur to the composition of the
TABLE 25 - TWO-STAGE SEPARATION CALCULATION
OF FLUID DATA FROM RESULTS OF FLASH CALCULATIONS
70Q
Gravity af Stack-Tank Oil:
Ib/mol _ 146.1664 _ 65740 = 477° API
gal/mol - 22.2341 - .
-.
100-psig Separator Gas-Oil Ratio:
V, (cu ft/mol)(gal/bbl)
L, x L2 x Lst (gal/mol)
600
36.95 CC of C 19+
(.5052)(379) (42)
500
(.4948) (.90316) (.9675) (22.2341)
837 cu ft/STB oil.
10-psig Separator Gas-Oi I Ratio:
V 2 (cu ft/mol)(gal/bbl)
ou.
W 400
(.09684) (379) (42)
L2 x Lst (gal/mol)
::>
'"><
w
'"
""'"w
>-
(.90316) (.9675) (22.2341)
79 cu ft/STB oil.
Stoc\,c-Tank Gas-Oil Ratio:
V st (cu ft/mol)(gal/bbl)
(.03250)(379)(42)
(.9675)(22.2341)
Lst (gal/mal)
= 24 cu ft/STB
300
oil
200
LEGEND
100
•
(22.2341) (2.9431) (.4948) (.90316) (.9675)
ASH. . DISTILLATION DATA
+
42
BOILING POINT
0.6736 STB oil/bbl orig. sample oil.
10
sample oil is assumed for purposes of illustration; the
hexane-plus fraction is grouped together and is equal to
0.3288, as shown in Table 27. The heavy fraction is
broken down into individual components up to C 19 +. The
breakdown is made on the basis of the ASTM distillation
curve shown in Fig. 50, plotted from the ASTM data of
Table 5. * The process involves determining the volume of
each component per 100 cc of charge stock of residual oil.
The component volumes are determined based on the
known mid-boiling points of the components from published
data. With the volume of each component and its specific
gravity known, the weight of each component is determined; with the molecular weight of each component
known, the mol per cent of each component in the hexane-
26-CALCULATION
Data:
OF
ORIGINAL
Combining GOR
(2)
60
70
80
90
100
cc
In many cases, it is necessary to heat oils to break wateroil emulsions. Volatile materials may be lost to such a
considerable extent that the gravity of the stock-tank oil
is severely reduced. This is particularly true if the heating
is done before separation. The effect of such operations
ANALYSIS
OF
A
GAS-LIFT
3 Mef
3000/(cu ft/mol)
bbl reservoir oil
5.615 (mol/l00 Ib)/100 (cu ft/lb)
(3)
50
Effects of Using Heat to Break Emulsions
2.9425
SYSTEM
mols gas-lift gas
mol reservoir oil
(4)
Component
Reservoir Oi I
(mol frac)**
Gas-L ift Gas
(Mol frac)***
Mols Gas
Camponent/
MoiOil,
2.9425(Col.3)
Methane
Ethane
Propane
I-Butane
N-Butane
I-Pentane
N-Pentane
Hexane
Heptane
Octane
Nonane
Decane +
.3572
.1021
.1011
.0105
.0592
.0091
.0320
.0370
.0436
.0364
.0280
.1838
.8087
.0976
.0520
2.3795
.2872
.1530
.0215
.0633
.0073
.0038
.0030
.0016
.0008
.0037
1.0000
1.0000
---
40
plus fraction can then be calculated. The extended hydrocarbon analysis is then obtained by combining the hydrocarbon analysis of the hexane-plus fraction on the basis of
0.3288 fraction of the total. Complete calculations illustrating the method are shown in Table 27.
HYDROCARBON
3000/379
5.615 x 1.2907/100(.02463)*
(l)
30
Fig. 50-ASTM distillation curve of residual oil showing
mid-boiling points and volumes of hydrocarbons in mixture.
*Jour. Pet. Tech. (Jan., 1962) 16.
TABLE
20
PERCENT DISTILLED, CC PER 100
(5)
(6)
Mol
Component/
3.9425 Mols
Hydrocarbon
Analysis
Combined
Mixture,
Mixture,
(Col. 2) + (Col.4)
(Col. 5)/£ (Col. 5)
.0215
.0112
.0088
.0047
.0024
.0109
2.7367
.3893
.2541
.0105
.1225
.0091
.0535
.0482
.0524
.0411
.0304
.1947
.6941
.0987
.0645
.0027
.0311
.0023
.0136
.0122
.0119
.0104
.0077
.0494
2.9425
3.9425
1.0000
* Adjusted value. See Table 14.
** Assumed analysis of sample reservoir oil.
*** Assumed calculated value of original equilibrium gas-cap gas.
500
JOURNAL OF PETROLEUM TECHNOLOGY
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Flash Shrinkage Factor:
(gal/mol) (mol/bbl) L, x L2 x Lst
1/ Boi! =
(gal/bbl)
TABLE 27-EXTENSION OF HYDROCARBON ANALYSIS BY USE OF ASTM DISTILLATION DATA
(1)
Component
(2)
Hydrocarbon
Analysis
Sample Oil,
Xo(mol frae)
Lab Data
.3572
.1021
.1011
.0105
.0592
.0091
.0320
.3288*
Vol/l00 cc
C6+ Frae.
(from ASTM
and Fig. 50)
6.25
7.30
7.90
7.20
5.30
4.20
4.05
3.95
3.90
3.35
3.50
3.55
2.60
36.95
(4)
Specific
Gravity
(from
Published
Data)
(5)
gm/l00cc
C6 + Frae.,
(Col. 3)(Col. 4)
(.999)***
.6640
.6880
.7070
.7220
.7340
.7471
.7560
.7630
.7690
.7760
.7780
.7820
.7860
.7896**
4.146
5.017
5.580
5.193
3.886
3.135
3.059
3.011
2.996
2.597
2.720
2.773
2.042
29.147
* C 6 + fraction.
(6)
Mol Wt.
(from
Published
Data)
86.2
100.2
114.2
128.3
142.3
156.3
170.3
184.4
198.4
212.4
226.4
240.5
254.5
268.5
(7)
(8)
Mol/l00 ce
(Col. 5)/(Col. 6)
Hydrocarbon
Analysis
(mal fro c),
(Col. 7)/I(Col. 7)
(9)
Extended
Hydrocarbon
Analysis
(mol frae),
(.3288)(Col.8)
.0672
.0501
.0489
.0405
.0273
.0201
.0180
.0163
.0151
.0122
.0120
.0115
.0080
.1086
.1474
.1099
.1073
.0889
.0599
.0441
.0395
.0358
.0331
.0268
.0263
.0252
.0176
.2382
.3572
.1021
.1011
.0105
.0592
.0091
.0320
.0485
.0361
.0353
.0292
.0197
.0145
.0130
.0118
.0109
.0088
.0086
.0083
.0058
.0783
= .4558
1.0000
1.0000
** C 19 + data for normal C19'
*** 1 ee water weighs .999 gm at 60° F.
can be calculated using flash calculations, the only requirement being that the analyst know the hydrocarbon analysis
of the mixture being heated and the temperature and pressure of the material when separated.
General Oil-Shrinkage Problems
The operator encounters two main problems regarding
the economic production of oil reservoirs-( 1) the problem of determining proper reservoir operating conditions to
provide minimum shrinkage of oil in the reservoir, and
(2) the problem of adjusting separator conditions to provide minimum stock-tank shrinkage of produced oil. The
following two sample calculations illustrate these two proplems in a general way.
Reservoir Shrinkage Problem
Assumptions:
1. Reservoir Volume = 10 million bbl original oil-filled
pore space.
2. Abandonment Conditions-(a)low-pressure primary
operations, 50 per cent of oil-filled pore space remains with
differential oil shrinkage Bo/Bai = 0.75; and (b) highpressure gas or water-injection operations, 50 per cent of
oil-filled pore space remains with differential oil shrinkage Bo/Boi = 0.95.
3. Surface Separator Shrinkage l/B u;, = 0.664.
Solution:
Recovery under 2 (a) = [ 10,000,000 -
5,000,000]
.75
X 0.664
= 2,200,000 STB oil,
Recovery under 2 (b)
=
5,000,000]
.95
[ 10,000,000 X 0.664
MAY, 1962
= 3,140,000 STB oil,
Difference in Recovery = 940,000 STB more oil
from 2(b) than 2(a).
Separator Shrinkage Problem
Assumptions:
1. Same reservoir as in "Reservoir Shrinkage" problem.
2. Separator Producing Conditions-(a) O-psig trappressure operations permit stock-tank oil shrinkage l/Bai!
of 0.603 to occur; and (b) optimum separator pressure
operations permit stock-tank oil shrinkage ljBo" of 0.664
to occur.
3. Reservoir displacement under both operations results
in 50 per cent of oil-filled pore space remaining with .95
shrinkage to reservoir oil.
Solution:
5,000,000]
Recovery under 2 (a) = [ 10,000,000
.95
X 0.603
= 2,850,000 STB oil,
Recovery under 2 (b)
= [ J 0,000,000
5,0~g;000 1
X 0.664
3,140,000 STB oil,
Difference in Recovery = 290,000 STB more oil
from 2(b) than 2(a).
It is important to note that the economic justification for
operation under optimum conditions may be somewhat reduced or reversed if the separated gas is delivered to a
gasoline plant where the remaining liquefiable hydrocarbons will be recovered.
Acknowledgment
The author wishes to thank his associates, J. D. Lindner
and T. G. Roberts, for their advise and assistance during
the preparation of the five Technical Articles in the Fundamentals of Reservoir Fluids series.
***
501
Downloaded from http://onepetro.org/jpt/article-pdf/14/01/11/2214317/spe-91-pa.pdf by guest on 05 May 2022
Methane
Ethane
Propane
I-Butane
N-Butane
I-Pentane
N-Pentane
Hexane
Cut C 7
Cs
C9
Cl0
Cn
C12
C13
C14
C 15
C 16
Cn
C1S
C 19 +
(3)