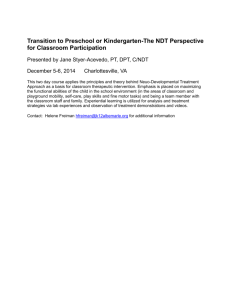
Application of Data Fusion in Nondestructive Testing (NDT) René Heideklang and Parisa Shokouhi BAM – Federal Institute for Materials Research and Testing Unter den Eichen 87 12205 Berlin rene.heideklang@bam.de, parisa.shokouhi@bam.de Abstract—Applying contemporary data fusion techniques, the multi-modal nondestructive testing (NDT) data sets can be combined to obtain more reliable results. The reliability can be quantified in terms of the probability of detection of sought material defects. A concise review of the published studies on NDT data fusion is provided here and the key concepts and anticipated challenges are discussed. The detailed steps involved in the NDT fusion process are explained with reference to a case study. The presented data set includes the results of three different NDT techniques on a test specimen with built-in defects. Several pixel-level fusion algorithms were applied and their performances are quantitatively compared. I. I NTRODUCTION Nondestructive Testing (NDT) refers to the testing techniques used for evaluating the quality of materials while maintaining their structural integrity. NDT is applied for quality control (QC) / assurance (QA) and inspection of critical components in different sectors of aerospace, railroad, transportation and energy industries. Some of the typical industrial inspection tasks include locating cracks and voids in machine parts, detecting various welding defects as well as evaluating the quality of bond between different layers of composites. A great number of NDT techniques have been developed targeting one or more of these tasks. Some examples include eddy current (ET), thermography (TT), ultrasonic (UT) and radiography testing (RT). NDT offers a cost-effective and flexible alternative to destructive testing which can be implemented during various stages of industrial production from design and manufacturing (QC/QA) to operation (regular inspection). In Structural Health Monitoring (SHM) applications, one or more NDT techniques are used for continuous monitoring of inservice components or structures. NDT plays a vital role in assuring safety and serviceability of a variety of key infrastructure and facilities. One of the rising issues concerning the application of NDT is the reliability of NDT assessments. Missing a critical defect or underestimating its size may have catastrophic consequences. The reliability of a particular testing method to detect a certain type of defect is established in validation studies. This is usually expressed in the form of Receiver Operating Characteristic (ROC) or Probability of Detection (POD) curves. The latter depict the probability of detection (with a certain level of confidence) against the varying fault size. It is well-known that different NDT techniques exhibit different strengths and limitations. Given the variety of possible defects, it is often necessary to employ more than one NDT technique which could provide complementary or redundant information. For example, ET of conductive materials is useful for near-surface defect detection, while UT yields volumetric information. Employing both methods and combining the two data sets, a unified representation is generated which describes different aspects of the object at once and thus offers simplified interpretability. A different kind of fusion is realized by exploiting information redundancy or concurrent information. That is, multiple sources of information on the same aspect of the object are fused to reduce uncertainty and thus achieve increased detection robustness and accuracy. For example, this could mean that taking a multi-method approach, small material faults can be detected with a higher reliability than would have been possible using each NDT modality alone. With the growing need for reliable nondestructive assessment, multimethod NDT is being used more and more often. In parallel, there is an ever increasing demand on methods to make use of the full potential of the collected data and arrive at the most reliable assessments. It is worth emphasizing that the available and accessible computational power enables new opportunities to approach these demands. In this context, data fusion is being revived enjoying unprecedented attention from the NDT community. This paper provides an introduction to an ongoing study on the fusion of redundant information in multi-sensor NDT data sets. After a review of recent relevant studies, the challenges and benefits of multi-sensor material testing are highlighted in Section III. Subsequently, the discussed aspects are elucidated in the context of a real NDT data set in Section IV. This paper concludes with a summary including the perspective on the direction of the research work. II. L ITERATURE REVIEW The first book dedicated to the applications of NDT data fusion was edited by Gros [1]. It presents a broad selection of studies demonstrating that multi-sensor NDT is capable of combining complementary data, enhancing signal to noise ratio (SNR) and performing more accurate defect detection. To our knowledge, the most recent survey of NDT data fusion was published by Liu et al. [2] which gives an overview of the concepts and techniques applied in recent works. Mendoza et al. [3] fused data from four nondestructive sensors for the assessment of apples’ firmness and sugar concentration. The authors employ a linear regression technique (partial least squares) to reveal the joint relationship between sensor data and apple characteristics. It is concluded that prediction was improved over single sensor analysis. Khan et al. [4] treat the characterization of material flaw profiles as an inverse problem. It is proposed to apply methods from the intensively studied field of target tracking, where the usual task is to track the hidden state of a system across time. Here, the authors track the material’s state across spatial regions of the specimen. Particle filtering is adopted to overcome the limitations of the Kalman filter. It is concluded that this method provides improved inversion accuracy when data fusion is used. An example of image fusion using a hierarchical decomposition technique is found in [5]. The obtained images are transformed to Intensity/Hue/Saturation (IHS) space and subjected to wavelet analysis. A simple fusion rule on the obtained coefficients and subsequent inverse transformation yield improved signal to noise ratio (SNR), higher robustness, accuracy and reliability. In another paper [6], radiography data are classified to discriminate defects from false alarms. In fact, no sensor fusion is performed, but rather multiple features are extracted, regarded as sources of information, and fused. Specifically, mass values are computed for each feature and then combined using Dempster-Shafer theory and more simple combination rules (mean / median mass). The performance reference is given by an industrial system as well as a trained support vector machine (SVM). The authors rank their results by a custom evaluation measure, which was justified by the industrial requirements. According to this measure, all strategies outperform the industrial system. SVM and feature fusion by mean mass and median mass give the best results of comparable qualities. The main contribution of this paper is the algorithm developed for automatic initial mass value computation based on the feature histograms. Possibility theory and an adaptive fusion operator were applied in [7] for NDT of concrete samples. The approach employs linear regression to estimate the relationship between sensor values and material characteristics. However, in this study, the observed data were modeled as the target variables instead of the independent variables. A possibility distribution is then derived over the material parameters, from which inferences could be drawn. The authors report a good agreement between predicted and expected results. In [8], a hierarchy of fuzzy logic rules was employed to fuse multi-modal sensor data. These rules are set up by expert knowledge and apparently produce a high degree of accuracy. However, no quantitative results were published. A neural network (NN) was designed in [9] to approximate the functional relationship between the measured data and welding-related parameters. Results indicate an accuracy which is better than offline ultrasonic analysis and only slightly worse than destructive testing. Corrosion detection was the goal of [10]. The authors employed regression techniques based on a generalized additive model (GAM). Eddy Current testing (multi-frequency and pulsed) provide the data from which the remaining material thickness is estimated. The method was compared to traditional calibration (linear regression curve) and a trained wavelet neural network (WNN). Ground truth was determined from X-ray images. A generally improved performance was observed. Another example of applied Dempster-Shafer theory is found in [11]. The required initial mass values, which represent reliabilities, are computed using fuzzy membership functions and a-priori knowledge. Fusion of the infrared thermal images is carried out through Dempster’s rule of combination in a pixel-wise manner. It is reported that this approach results in an improved reliability over conventional singlesensor analysis. The authors point out that this method is able to combine “the knowledge acquired during the development of each non-destructive inspection method taken separately [. . . ] with fairly reduced training”. In [12], an ensemble of different classifiers was trained to predict certain coarse material states (heat treatment/stress/cracking). Features were extracted from multi-frequency eddy current and ultrasonic data separately and subjected to k-nearest-neighbor classifier, decision tree, support vector machine and multi-layer perceptron (MLP). The obtained decisions were fused by majority voting for improved prediction performance. Subsequently, once the coarse material class has been determined, additional MLPs were applied to derive detail-level information. This decision fusion approach resulted in an “improved classification results at the coarselevel, with little or no improvement at the detail-level”. The Ph.D. thesis of Liu [13] covers fuzzy techniques for machinery fault diagnosis. These comprise the selection of features based on fuzzy measures as well as feature-level and decision-level fusion using fuzzy integrals. Vibration and current signals were obtained in a rolling element bearing experiment and an electrical motor experiment. The study demonstrates improved fault diagnosis. This literature synthesis above clearly demonstrates the NDT researchers’ awareness of the benefits of data fusion in improving the quality of multi-modal assessment. The following section provides a more detailed overview of the particular characteristics of NDT data and the typically encountered challenges dealing with multi-sensor NDT data sets. III. A PPLICATION OF DATA FUSION IN NDT A. Data characteristics There are manifold sources of diverse NDT data corresponding to various applications. However, when developing an NDT fusion system, it is helpful to start with ”ideal” test data sets, as they are generally simplified and allow quantitative performance evaluation. It is, however, essential to generate or choose ideal data which would adequately represent the characteristics of the ”real” target data set. Such data sets are typically obtained by taking measurements on well-designed test specimens with known properties and builtin defects or are generated using computer simulations. The data sets obtained on test specimens are usually preferred as they capture many of the realistic aspects of the target data. However, they cannot usually cover the whole range of variations in test parameters. Therefore, the developed algorithms are susceptible to overfitting. Computer simulation results, on the other hand, although often too simplified, offer the chance to study the sensitivity of the fusion algorithms to various test parameters. Also, it is to be noted that creating a satisfactory computer model capturing the essential characteristics of an NDT system, if possible, is a challenging task. It requires a deep understanding of the underlying physical processes involved in the test, the details of the sensors as well as the properties and behavior of the test material. A combination of experimentally and numerically simulated data sets often provides the optimal trial data set. The dimension of data sets depends on the number of test modalities as well as the number of meaningful sensor attributes per modality. Apart from the actual sensor values, all measurements include spatial (2D or 3D) coordinate information in physical units, which implicitly link the individual modalities. Except for monitoring applications, the amount of the stored data is often manageable so that big databases are not necessary. Leaving aside monitoring tasks, the data usually lack a temporal dimension, because the object under inspection is assumed to be in a static state. This means that experiments can be carefully planned, corrected if necessary, and repeated. The difficult tasks of tracking and temporal alignment, often important in other data fusion domains, need not be taken into account here. Also, well-known models of the fusion process (e.g. [14], [15]) only apply in a truncated form, since no process refinement or sensor management has to be implemented. the defects might be randomly scattered over or within the specimen. As briefly mentioned in the previous section, a further challenge is the limitation of test data sets. In the studies summarized in Section II, techniques from the field of statistics and machine learning are often applied for data fusion. These techniques usually require large sample sizes. There are only a limited number of test specimens available, which cover a certain range of simulated defects. While spatial resolution is generally satisfactory, to obtain a large pool of pixel samples, the natural variability of defect properties is hard to mimic. In addition, many parameters (such as sensor properties, environment and material) stay fixed in an experimental setting. Therefore, the generality of the derived fusion method has to be assessed to reduce, or at least quantify, the potential overfitting. Augmenting such data sets with high-quality computer simulation results can help expand the applicability domain of the developed methods. The challenges and benefits of data fusion in nondestructive testing will be demonstrated in the following section with in reference to an exemplary data set obtained on an idealized test specimen. IV. C ASE STUDY The test data set presented includes the measurements obtained using three different NDT techniques on a steel test specimen. The test specimen (see Fig. 1) has ten built-in notches (i.e., surface cracks), ranging in width from 0.08 to 0.25 mm and in depth from 0.01 to 2.24 mm. This fairly simple object was chosen in order to study the basic characteristics of data under ideal conditions. The preprocessing steps and fusion procedure are discussed below. B. Challenges Maybe the most obvious challenge, as in any other sensor fusion application, is that the source data are represented heterogeneously, meaning that information sources from different formats and domains have to be combined. In particular, because the different sensor values reflect distinct physical quantities, amplitude values have to be normalized. This may not always be a matter of simple re-scaling. For instance, differential sensors will give zero amplitude at crack locations, i.e., the minimum derivative is reached where a signal peak attains its maximum or minimum value. As the measured values represent different physical quantities, knowledge of the underlying material science and physics principles would be helpful for data pre-processing. In order to effectively extract and merge information, expertise in each NDT modality is necessary. This is especially challenging because most methods are based on unrelated physical principles and most NDT experimentalists are specialists in one or two methods. Moreover, even NDT experts cannot assist in selecting regions of interest (ROI) a-priori, as Fig. 1. An ideal test specimen with ten built-in notches A. Data acquisition and preprocessing Three surface testing methods were used to inspect the test specimen, namely, Eddy Current (ET), Giant Magnetoresistance (GMR) and active Thermography testing (TT). Each of these three techniques operates utilizing distinct physical principles. In ET, the impedance is measured; the GMR sensor is sensitive to the magnetic stray field, and active TT registers emitted thermal energy while the specimen is ”heated” by a laser. The data are represented in different formats, as shown in Table I. Respective format incompatibilities are emphasized, which must be normalized prior to fusion. Each modality TABLE I DATA DIMENSIONALITIES Testing modality GMR Eddy Current Input dimensions x, y x, y x/y coordinates scattered gridded Thermography x, y, time gridded Output dimensions voltage (V) impedance (Ω), complex-valued intensity (digits) had to be pre-processed individually. The pre-processing steps included noise suppression and de-trending. Physical coordinates are available for all data sets. In this example, the thermography data are actually stored as a movie. Its temporal dimension can be integrated in a pixel-level crack detection algorithm, as detailed in [16]. The x and y coordinates for each modality are measured relative to an arbitrary origin and thus have to be aligned, or registered, into a common coordinate system. For future experiments, it would be helpful to attach some kind of easily recognized markers to the specimen for simple computation of the transform parameters. Otherwise, known salient geometrical features of the object can be taken as natural markers. In the event that no such helpful reference points exist, they may be found by a salient point detector. An alternative is to employ an automated procedure in order to find the transform which maximizes some kind of robust similarity measure between the data sets [17]. While this approach is always applicable and thus very generic, it is also computationally demanding and an optimal solution might not be found, owing to the nonlinearity of the optimization problem. Since the sensors’ different spatial resolutions can be quantified in physical units, their normalization is conveniently handled by registration. This alignment process is comparably simple in theory, because only rotation and translation effects have to be corrected. However, for instance, in the case of active thermography testing, cameras may be involved and projective distortions must be normalized in advance. This process is significantly more complicated for objects of complex geometry. In the next step, the derived coordinate transformation has to be applied to each data set. This requires an adequate interpolation technique. This is not a trivial task if coordinates do not lie on a regular grid, but instead are arbitrarily scattered, as is the case with the GMR data presented here, see e.g., [18]. It should be noted that NDT data could be complex-valued, e.g., the eddy current sensor data. The complex-valued data in most cases should be treated as two independent sources of information (real / imaginary part, or amplitude / phase), as they contain complementary physical information. Only the ET amplitudes are considered for the analysis presented in this paper. The results from all three modalities are shown in Fig. 2. Note that all three methods are capable of finding most of the notches. However, each technique has its own advantages and limitations. ET data (top) show sensitivity to most defects, but the resolution is poor. The processed (after model-fitting) GMR data (middle) contain more clearly defined peaks, but the less severe cracks are not visible. Thermography (bottom) exhibits good spatial resolution and high sensitivity, but at the cost of an increased false alarm rate. Hence, a combination should yield improved results. Fig. 2. Preprocessed and registered data sets of three surface inspection NDT techniques: Eddy Current (top), GMR (middle), Active Thermography (bottom) B. Fusion algorithms Fusion can be accomplished at different levels. Registered data sets can be readily fused at pixel level after amplitude normalization. Defect detection or quantification is then carried out on the basis of the fused image, which is expected to reveal material faults with reduced uncertainty compared to the results from individual images. This approach has the benefit of being very generic, making no assumptions about the nature of defect signals other than increased amplitude. This results in high sensitivity, yet specificity may be low (many false alarms). On the other hand, this procedure does not leave any room for incorporating the expert knowledge in the fusion process. This is generally easier when fusing at a higher level, for instance at feature level. An example of feature extraction using model fitting is shown in Fig. 3. One single image row of the GMR data around one of the notches is shown in this figure. The raw sensor data (blue) show a regular pattern, which can be wellmodeled by a simple analytical model (red). By means of model fitting, domain knowledge can be exploited to extract highly informative features such as the peak’s amplitude, position and width. On this more abstract level of data representation, features from the different modalities can be fused. For instance, a segmentation algorithm can be employed Fig. 3. An example of feature extraction by fitting an empirical model (red) to the GMR data (blue) to generate a preliminary set of hypotheses about faulty material areas. There are mainly two options: either to perform joint segmentation, which is indeed a fusion operation, or to segment individually followed by region association. Each of the resulting cross-modal regions is then described by a vector of feature values, which represents the (simple) fusion step. The final decision about flaw occurrence, and potentially about its parameters, is subsequently made in the joint feature space. However, as noted previously, segmentation-based techniques require rich data sets for sound performance evaluation. C. Fusion of NDT data In principle, any fusion rule can be applied to NDT data. However, there are certain aspects in this specific domain which promote some methods over others. For instance, a catalog of rules can be defined in an attempt to formalize the decisions made by NDT experimentalists. These rules can be then transformed into a fuzzy inference system or a probabilistic graphical model (PGM) for Bayesian inference. Fuzzy rules have the advantage of being represented intuitively by linguistic variables, which makes the technique ideal to express human knowledge. In contrast, PGMs are able to represent arbitrary statistical distributions which can be queried. Both types of inference systems can also be learned from data. If indeed the variability of expected material defects is limited, e.g., in a very specific field of application, representative data sets can be collected for fusion in feature space by machine learning. Although the danger of overfitting must always be emphasized, learning directly from data may capture previously unknown relationships and / or results in more accurate rules. One disadvantage, however, is that some methods, e.g., trained discriminative classifiers, can be hard to interpret in contrast to predefined expert rules. For some easily interpretable NDT signals whose amplitudes directly relate to the occurrence of inhomogeneities (e.g. EC, TT), simple fault detectors operating at the pixel-level can be designed. Fusion then takes place at the decision level, for example by a voting scheme, or Dempster-Shafer theory, if the sources’ uncertainties can be quantified. The results of a low-level fusion approach are presented in this paper. A number of image combination techniques are applied and quantitatively compared. These are, namely, wavelet coefficient fusion, singular-value decomposition (SVD) fusion [19], empirical mode decomposition (EMD1 ) fusion and the simple method of averaging the images per pixel. See Fig. 4 for an illustrative comparison of the fusion results. Waveletbased fusion is carried out by first performing a 4-level discrete wavelet transform (wavelet db4) per image, next combining the coefficients of each modality, e.g., by taking maximum or mean values. The fused image is obtained through the reconstruction of the combined coefficients. In contrast to the wavelet transforms, SVD and EMD are entirely data-driven, i.e., no basis function sets is assumed for the decomposition. SVD, according to the cited reference, is able to de-correlate neighboring pixel values per modality. In the obtained linearly transformed space, the data sets are fused and inversely transformed afterwards. EMD decomposes the signal into a sequence of increasingly smooth intrinsic mode functions (IMFs), which, when added up, make up the original data set. The combined IMFS from different modalities gives the fused image. D. Evaluation For a quantitative evaluation, the surface cracks are manually marked in a reference image and receiver operating characteristic (ROC) analysis is carried out by thresholding the fused pixel intensities. The area under the curve (AUC) measure reflects the trade-off between sensitivity and specificity in this defect detection task. Ideally, the NDT sensor value ranges for the two pixel classes background noise and material fault are non-overlapping and thus the AUC would attain its maximum value of 1. More realistically, such a clear distinction is not possible especially for small defects. Yet, different fusion schemes can be objectively ranked with respect to their benefit for class separation according to their AUC values. A second criterion is given by evaluating the best classifier per fusion method, corresponding to the point on the ROC curve which represents the best expected trade-off between sensitivity and specificity. This point is indicated by its optimal slope, taking into account class imbalance and potential classification costs2 . The true positive rate (TPR) of this optimal classifier for each fusion method is chosen here for direct evaluation of crack detectability. In addition to the fused images, the individual modalities are also included in this ROC analysis to assess the value of data fusion. The resulting ROC curves are shown in Fig. 5. In Fig. 6, a quantitative comparison is presented. E. Discussion The quantitative evaluation shows that, for the given data set, a data fusion approach using the wavelet transform is 1 http://www.mathworks.com/matlabcentral/fileexchange/ 28761-bi-dimensional-emperical-mode-decomposition-bemd 2 http://www.mathworks.de/de/help/stats/perfcurve.html Fig. 5. ROC evaluation. Wavelet excluding Thermography is obscured by the curve of “ECD individually”. Fig. 4. Pixel-level fusion results, from top to bottom: Wavelet decomposition (db4, 4 levels), wavelet decomposition of eddy current and GMR data only, SVD, EMD, mean pixel value. Note the different color scales. best-suited to improve material fault detection in a per-pixel manner. In particular, this fusion rule facilitates the detection of small cracks, as is reflected in the highest TPR score. While background noise from the thermography data set is retained, as can be seen in the fused image, cracks appear prominently and thus AUC performance is still among the top three. If wavelet fusion is carried out excluding the thermography image, performance is virtually identical to classification solely based on the EC sensor. Apparently, the GMR method does not add much value to the other two modalities, which is also reflected in the comparably low performance measures regarding the uni-modal regime. This can be explained by the lower sensitivity of the GMR technique. In contrast, thermography by itself exhibits high sensitivity. But owing to the dominant background noise, classification results lag behind all evaluated fusion strategies. The best tested individual sensor is eddy current. Although this will not be the method of choice for accurate defect localization, its broad near-surface crack responses enable robust detection performance indicated by both AUC and TPR. Concerning other fusion techniques, EMD facilitates an efficient classifier according to the TPR measure. However, Fig. 6. Fusion methods ranked by AUC (left) and TPR (right). for other thresholds, the balance between true positive rate and true negative rate is not achieved well in comparison to other fusion methods. For instance, the multi-scale SVD technique produces satisfying AUC results, which means that classes can be separated comparably well. Yet, in this case, AUC and TPR are conflicting because the chosen optimal threshold is unable to detect enough pixels of the defect class. Surprisingly enough, the very basic fusion rule of averaging corresponding pixel values across the three modalities appears to be quite effective in reducing noise and spurious values while retaining even smaller crack responses. While the specific threshold is characterized by medium TPR, the integrated performance across all thresholds outperforms all other methods by a small margin. However, there is certainly room for improvement concerning parameter fine-tuning, as well as finding more appropriate fusion rules in order to outperform such simple strategies. V. C ONCLUSION As multi-sensor applications are becoming increasingly attractive, nondestructive material testing should be able to benefit from the potentially improved reliability and accuracy. The literature synthesis revealed that, efforts in this direction have been made, although mostly in academic settings. In particular, the extraction of defect parameters using multiple sources of information is a promising approach to be further investigated. In practice, while multiple NDT methods are actually employed, fusion is still largely performed on the ”expert level”, i.e. by human interpretation. Thus, the full potential of the available information is usually not realized. Compared to multi-modal fusion in other areas, typical NDT applications alleviate some common challenges by operating in a static context and because expert knowledge can be adopted to some degree. A multi-modal data set containing the results of NDT on a test specimen using three techniques was presented here. Different steps involved in the NDT fusion process were discussed with reference to this exemplary data set. Several pixel-level fusion algorithms were applied and the resulting fused images were compared quantitatively. It was shown that by fusion of spatially overlapping information, the performance of pixelwise crack detection can be improved relative to uni-modal analysis. ACKNOWLEDGMENT The authors would like to thank their colleagues – M. Pelkner, R. Casperson, A. Eckey, C. Maierhofer, M. Ziegler, P. Myrach – for kindly sharing their data sets. R EFERENCES [1] X. E. H. Gros, Applications of NDT Data Fusion. Boston u.a.: Kluwer Academic Publ., 2001. [2] Z. Liu, D. Forsyth, J. Komorowski, K. Hanasaki, and T. Kirubarajan, “Survey: State of the art in NDE data fusion techniques,” IEEE Transactions on Instrumentation and Measurement, vol. 56, no. 6, pp. 2435 –2451, Dec. 2007. [3] F. Mendoza, R. Lu, and H. Cen, “Comparison and fusion of four nondestructive sensors for predicting apple fruit firmness and soluble solids content,” Postharvest Biology and Technology, vol. 73, no. 0, pp. 89–98, Nov. 2012. [Online]. Available: http: //www.sciencedirect.com/science/article/pii/S0925521412001263 [4] T. Khan, P. Ramuhalli, and S. C. Dass, “Particle-filter-based multisensor fusion for solving low-frequency electromagnetic NDE inverse problems,” IEEE Transactions on Instrumentation and Measurement, vol. 60, no. 6, pp. 2142–2153, Jun. 2011. [Online]. Available: http: //ieeexplore.ieee.org/lpdocs/epic03/wrapper.htm?arnumber=5734846 [5] I. Elshafiey, A. Algarni, and M. A. Alkanhal, “Image fusion based enhancement of nondestructive evaluation systems,” Ch11 in Image Fusion, 2011. [Online]. Available: http://cdn.intechweb.org/pdfs/12991. pdf [6] A. Osman, V. Kaftandjian, and U. Hassler, “Application of data fusion theory and support vector machine to x-ray castings inspection,” in 10th European Conference on Non-Destructive Testing, Moscow, Fraunhofer (June 7–11 2010), 2010. [Online]. Available: http: //ndt.net/article/ecndt2010/reports/4 05 21.pdf [7] M. A. Ploix, V. Garnier, D. Breysse, and J. Moysan, “Possibilistic NDT data fusion for evaluating concrete structures,” in Proceedings of the 7th International Symposium on Non-destructive Testing in Civil Engineering, Nantes, France, June 30th-July 3rd, 2009. [Online]. Available: http://ndt.net/article/ndtce2009/papers/54.pdf [8] T. dos Santos, B. Silva, P. d. S. Vilaça, L. Quintino, and J. M. Sousa, “Data fusion in non destructive testing using fuzzy logic to evaluate friction stir welding,” Welding International, vol. 22, no. 12, pp. 826–833, Dec. 2008. [Online]. Available: http://www.tandfonline.com/doi/abs/10.1080/09507110802591327 [9] J. Cullen, N. Athi, M. Al-Jader, P. Johnson, A. Al-Shamma’a, A. Shaw, and A. El-Rasheed, “Multisensor fusion for on line monitoring of the quality of spot welding in automotive industry,” Measurement, vol. 41, no. 4, pp. 412–423, May 2008. [Online]. Available: http://www.sciencedirect.com/science/article/pii/S0263224107000103 [10] Z. Liu, P. Ramuhalli, S. Safizadeh, and D. S. Forsyth, “Combining multiple nondestructive inspection images with a generalized additive model,” Measurement Science and Technology, vol. 19, no. 8, p. 085701, Aug. 2008. [Online]. Available: http://iopscience.iop.org/0957-0233/19/ 8/085701 [11] J. Moysan, A. Durocher, C. Gueudré, and G. Corneloup, “Improvement of the non-destructive evaluation of plasma facing components by data combination of infrared thermal images,” NDT & E International, vol. 40, no. 6, pp. 478–485, Sep. 2007. [Online]. Available: http://www.sciencedirect.com/science/article/pii/S0963869507000400 [12] J. Dion, M. Kumar, and P. Ramuhalli, “Multi-Sensor data fusion for High-Resolution material characterization,” AIP Conference Proceedings, vol. 894, no. 1, pp. 1189–1196, Mar. 2007. [Online]. Available: http://proceedings.aip.org/resource/2/apcpcs/894/1/1189 1 [13] X. Liu, “Machinery fault diagnostics based on fuzzy measure and fuzzy integral data fusion techniques,” Ph.D. dissertation, Queensland University of Technology, May 2007. [14] A. N. Steinberg, C. L. Bowman, and F. E. White, “Revisions to the JDL data fusion model,” Proceedings of AeroSense conference, vol. SPIE Vol. 3719, pp. 430–441, Mar. 1999. [Online]. Available: http://dx.doi.org/10.1117/12.341367 [15] M. Bedworth and J. O’Brien, “The omnibus model: a new model of data fusion?” IEEE Aerospace and Electronic Systems Magazine, vol. 15, no. 4, p. 30–36, 2000. [Online]. Available: http://isif.org/fusion/proceedings/fusion99CD/C-075.pdf [16] J. Schlichting, M. Ziegler, C. Maierhofer, and M. Kreutzbruck, “Flying laser spot thermography for the fast detection of surface breaking cracks,” Proceedings 18th World Conference on Non-Destructive Testing, Apr. 2012. [Online]. Available: http://www.ndt.net/article/ wcndt2012/papers/499 wcndtfinal00499.pdf [17] B. Zitová and J. Flusser, “Image registration methods: a survey,” Image and Vision Computing, vol. 21, no. 11, pp. 977–1000, Oct. 2003. [Online]. Available: http://linkinghub.elsevier.com/retrieve/pii/ S0262885603001379 [18] J. P. Lewis, F. Pighin, and K. Anjyo, “Scattered data interpolation and approximation for computer graphics,” in ACM SIGGRAPH ASIA 2010 Courses, ser. SA ’10. New York, NY, USA: ACM, 2010, p. 2:1–2:73. [Online]. Available: http://doi.acm.org/10.1145/1900520.1900522 [19] V. P. S. Naidu, “Image fusion technique using multi-resolution singular value decomposition,” Defence Science Journal, vol. 61, no. 5, Sep. 2011. [Online]. Available: http://nal-ir.nal.res.in/11320/