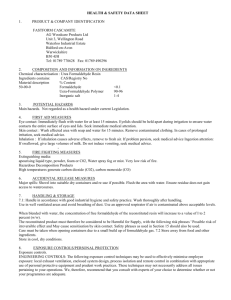
MANUFACTURE OF FORMALDEHYDE FROM METHANOL A PROJECT REPORT Submitted by S. GAYATHRI (41501203005) G. MUTHAMILARASI (41501203014) in partial fulfillment for the award of the degree of BACHELOR OF TECHNOLOGY in CHEMICAL ENGINEERING S.R.M. ENGINEERING COLLEGE, KATTANKULATHUR-603 203, KANCHEEPURAM DISTRICT. ANNA UNIVERSITY : CHENNAI - 600 025 MAY 2005 iii BONAFIDE CERTIFICATE Certified that this project report "MANUFACTURE OF FORMALDEHYDE FROM METHANOL" is the bonafide work of "S. GAYATHRI (41501203005) and G. MUTHAMILARASI (41501203014)" who carried out the project work under my supervision. Prof. Dr. R. KARTHIKEYAN Prof. Dr. R. KARTHIKEYAN HEAD OF THE DEPARTMENT SUPERVISOR CHEMICAL ENGINEERING PROFESSOR & HEAD S.R.M.Engineering College CHEMICAL ENGINEERING Kattankulathur - 603 203 S.R.M.Engineering College Kancheepuram District Kattankulathur - 603 203 Kancheepuram District iv ACKNOWLEDGEMENT Our heart felt thanks to the Director, Dr.T.P.Ganesan, and our Principal, Prof. R.Venkatramani,M.Tech,F.I.E, for allowing us to carryout our project. We express our profound gratitude to Dr.R.Karthikeyan, Head of the Department, Chemical engineering, who guided us in the right direction through the course of our project. We also thank our project co-ordinater Mrs.K.Kasturi,B.Tech, for her valuable advice and encouragement. Our special thanks to the members of the DTP section and library for their cooperation v ABSTRACT Formaldehyde, one of the important industrial chemicals, finds its applications in polymeric resins like phenol formaldehyde, adhesives, alkali resins for paints and coatings etc…Manufacture of formaldehyde (as formalin) is done by oxidation of methanol, mainly by metal oxide process involving Fe/Mo catalyst with 95-99mol% conversion of methanol. This project is aimed at designing plant producing 37 wt% formalin and checking for feasibility of production. vi TABLE OF CONTENTS CHAPTERS TITLE PAGE NO iv ABSTRACT vii LIST OF TABLES viii LIST OF FIGURES LIST OF SYMBOLS ix 1 INTRODUCTION 1 2 PROPERTIES 2.1 PHYSICAL PROPERTIES 2.2 THERMAL PROPERTIES 2.3 CHEMICAL PROPERTIES 3 3 3 4 3 ANALYSIS AND SPECIFICATIONS 7 4 COMMERCIAL USES OF FORMALIN 8 5 LITERATURE REVIEW 5.1 SELECTION OF PROCESS 10 11 6 PROCESS DESCRIPTION 6.1 FLOW SHEET 12 14 7 MATERIAL BALANCE 15 8 ENERGY BALANCE 19 9 DESIGN 23 10 PLANT LAYOUT 29 11 MATERIALS OF CONSTRUCTION 11.1 METALS 11.2 NON-METALS 39 39 40 12 INSTRUMENTATION AND CONTROL 41 vii 13 STORAGE AND TRANSPORTATION 46 14 HEALTH AND SAFETY CONSIDERATIONS 47 15 COST ESTIMATION 49 16 CONCLUSION 56 REFERENCES 57 LIST OF TABLES Table Number Description Page No 1 Heat transfer data 19 2 Storage temperatures 46 3 Dose-response relationship 47 4 Delivered cost of equipments 49 5 Direct cost factor 50 6 Indirect cost factor 50 7 Auxillary cost factor 52 viii LIST OF FIGURES Page No FIGURE 6.1 FLOW SHEET 14 FIGURE 7.1 REACTOR BALANCE 17 FIGURE 7.2 ABSORBER BALANCE 18 FIGURE 8.1 ENERGY BALANCE FOR METHANOL VAPORIZER 19 FIGURE 8.2 ENERGY BALANCE FOR REACTOR 20 FIGURE 8.3 ENERGY BALANCE FOR HEAT EXCHANGER 1 21 FIGURE 8.4 ENERGY BALANCE FOR HEAT EXCHANGER 2 21 FIGURE 8.5 ENERGY BALANCE FOR ABSORBER(BOTTOM) 21 FIGURE 8.6 ENERGY BALANCE FOR ABSORBER (TOP) 22 FIGURE 10.1 PLANT LAYOUT 38 ix LIST OF SYMBOLS A Area (m2) D,d Diameter (m) L Length (m) m Mass (Kg) Nu Nusselt number n Number of tubes P Pressure (atm) Pr Prandtl number Re Reynolds number V Volume(m3) T Temperature(K) U Overall heat transfer coefficient(W/ m2.oC) Z Height (m) GREEK LETTERS ∆T Temperature difference (oC) ∆TL Logarithmic mean temperature difference (oC) µL Viscosity of liquid ρ Density (Kg/m3) x 1. INTRODUCTION Formaldehyde occurs in nature and it is formed from organic material by photochemical processes in the atmosphere. Formaldehyde is an important metabolic product in plants and animals (including humans), where it occurs in low but measurable concentrations. It has a pungent odour and is an irritant to the eye, nose and throat even at low concentrations. However, Formaldehyde does not cause any chronic damage to human health. Formaldehyde is also formed when organic material is incompletely combusted. Formaldehyde is an important industrial chemical and is employed in the manufacture of many industrial products and consumer articles. Formaldehyde was first synthesized in 1859, when BUTLEROV hydrolyzed methylene acetate and noted the characteristic odour of the resulting solution. In 1867,HOFMANN conclusively identified formaldehyde, which he prepared by passing methanol vapour and air over a heated platinum spiral. This method, but with other catalyst, still constitutes the principal method of manufacture. Industrial production of formaldehyde became possible in 1882,when TOLLENS discovered a method of regulating the methanol vapour: air ratio and affecting the yield of the reaction. In 1886 LOEW replaced the platinum spiral catalyst by more efficient copper gauze. A German firm, Hugo Blank, patented the first use of a silver catalyst in 1910.In 1905,Badische Anilin and Soda-Fabrik started to manufacture formaldehyde by a continous process employing a crystalline catalyst. Formaldehyde output was 30 kg/day in the form of an aqueous 30 wt% solution. The methanol required for the production of formaldehyde was initially obtained from the timber industry by carbonizing wood. The development of high-pressure synthesis of methanol by Badische Anilin and Soda-Fabrik in 1925 allowed the production of formaldehyde on a true industrial scale 11 2. PROPERTIES 2.1 PHYSICAL PROPERTIES Formaldehyde is a colorless gas at ambient temperature that has a pungent, suffocating odor. At ordinary temperatures formaldehyde gas is readily soluble in water, alcohols and other polar solvents. It has following physical properties: Boiling point at 101.3 kPa = -19.2oC Melting point = -118oC Density at –80oC = 0.9151g/cm3 At –20oC = 0 .8153 g/cm3 Vapor density relative to air = 1.04 Critical temperature = 137.2 – 141.2 (oC) Critical pressure = 6.784 – 6.637 Mpa Cubic expansion coefficient = 2.83 x 10–3 K-1 2.2 THERMAL PROPERTIES Heat of formation at 25oC = -115.9 + 6.3 kJ/mol Heat of combustion at 25oC = 561.5 kJ/mol Heat of vapourisation at –19.2oC = 23.32 kJ/mol Specific heat capacity at 25oC = 35.425 J/mol K Heat of solution at 23oC In water = 62 kJ/mol In methanol= 62.8 kJ/mol In 1-propanal = 59.5 kJ/mol In 1-butanol = 62.4 kJ/mol Entropy at 25oC= 218.8 + 0.4 kJ/mol K 2.3 CHEMICAL PROPERTIES Formaldehyde is one of the most reactive organic compounds known. The various chemical properties are as follows: Decomposition At 150oC formaldehyde undergoes heterogeneous decomposition to form methanol and CO2 mainly. Above 350oC it tends to decompose in to CO and H2. 12 Polymerization Gaseous formaldehyde polymerizes slowly at temperatures below 100oC, polymerization accelerated by traces of polar impurities such as acids, alkalis or water. In water solution formaldehyde hydrates to methylene glycol H H2C=O + H2O HO C OH H Which in turn polymerizes to polymethylene glycols, HO (CH2O)nH, also called polyoxy methylenes. Reduction and Oxidation Formaldehyde is readily reduced to methanol with hydrogen over many metal and metal oxide catalysts. It is oxidized to formic acid or CO2 and H2O. In the presence of strong alkalis or when heated in the presence of acids formaldehyde undergoes cannizzaro reaction with formation of methanol and formic acid. In presence of aluminum or magnesium methylate, paraformaldehyde reacts to form methyl formate (Tishchenko reaction) 2HCHO HCOOCH3 Addition reactions The formation of sparingly water-soluble formaldehyde bisulphite is an important addition reaction. Hydrocyanic acid reacts with formaldehyde to give glyconitrile. HCHO + HCN HOCH2 - C ≡ N Formaldehyde undergoes acid catalyzed Prins reaction in which it forms α-Hydroxymethylated adducts with olefins. Acetylene undergoes a Reppe addition reaction with formaldehyde to form 2- butyne-1,4- diol. 13 2 HCHO + HC ≡CH HOCH2≡CCH2OH Strong alkalis or calcium hydroxide convert formaldehyde to a mixture of sugars in particular hexoses, by a multiple aldol condensation, which probably involves a glycolaldehyde intermediate. Acetaldehyde, for example reacts with formaldehyde to give pentaerythritol, C (CH2OH)4 Condensation reactions Important condensation reactions are the reaction of formaldehyde with amino groups to give schiff’s bases, as well as the Mannich reaction. CH3COCH3 + (CH3) 2NH.HCl + HCHO CH3COCH2CH2N(CH3) 2.HCl + H2O Formaldehyde reacts with ammonia to give hexamethylene teteramine and with ammonium chloride to give monomethylamine, dimethylamine, or trimethylamine and formic acid, depending upon reaction conditions. Aromatic compounds such as benzene, aniline, and toluidine combine with formaldehyde to produce the corresponding diphenyl methanes. In the presence of hydrochloric acid and formaldehyde, benzene is chloromethylated to form benzyl chloride. Formaldehyde reacts with hydroxylamine, hydrazines, or semicardazide to produce formaldehyde oxime, the corresponding hydrazones, and semicarbazone, respectively. Resin formation Formaldehyde condenses with urea, melamine, urethanes, cyanamide, aromatic sulfonamides and amines, and phenols to give wide range of resins. 14 3. ANALYSIS AND SPECIFICATIONS Qualitative Methods: Qualitative detection of formaldehyde is primarily by colorimetric methods. Schiff’s fuchsin-bisulfite reagent is the general reagent used for detecting aldehydes. In the presence of strong acids, it reacts with formaldehyde to form a specific bluish violet dye. Quantitative Methods: Physical Methods: Quantitative determination of pure aqueous solutions of formaldehyde can be carried out rapidly by measuring their specific gravity. Gas chromatography and high-pressure liquid chromatography can also be used for direct determination. Chemical Methods: The most important chemical method for determining formaldehyde is the sodium sulfite method. It is based on the quantitative liberation of sodium hydroxide when formaldehyde reacts with excess sodium sulfite. CH2O + Na2SO3 + H2O HOCH2SO3Na + NaOH The stoichiometrically formed sodium hydroxide is determined by titration with an acid. Formaldehyde in air can be determined with the aid of gas sampling apparatus. In this procedure formaldehyde is absorbed from a definite volume of air by a wash liquid and is determined quantitatively by a suitable method like pararosanline method. Formaldehyde is sold in aqueous solutions with concentrations ranging from 25 – 56 wt% HCHO. Formaldehyde is sold as low methanol (uninhibited) and high methanol (inhibited) grades. Formaldehyde solutions contain 0.5-12 wt% methanol or other added stabilizers. They have a pH of 2.5 –3.5,the acid reaction being due to the presence of formic acid. 4. COMMERCIAL USES OF FORMALDEHYDE Formaldehyde resins are one of the major applications of formaldehyde. Some of the derivatives are given below. Urea-formaldehyde resins are produced by the controlled reaction of urea and formaldehyde. Their major uses are as adhesives for particleboard, fiberboard and 15 plywood. They are also used for compression molded plastic parts, as wet-strength additives for paper treating, and as bonders for glass fiber roofing materials. Phenol formaldehyde is produced by the condensation of phenol with formaldehyde. The use of these resins is as an adhesive in waterproof plywood. These resins are also used for binding glass fiber insulation. Acetylenic chemical uses of formaldehyde involve the reaction with acetylene to form butynediol, which in turn can be converted to butanediol, butyrolactone and pyrrolidones. Their major applications are as specialty solvent and extractive distillation agents. Polyacetyl resins are produced from the anionic polymerization of formaldehyde. These resins are used in plumbing materials and automobile components. Pentaerythritol is formed by the reaction of formaldehyde, acetaldehyde and sodium hydroxide. Its largest use is in the manufacture of alkyd resins for paints and other protective coatings. Hexamethylene tetramine is formed by the reaction between formaldehyde and ammonia. It is used as a partial replacement for phosphates as a detergent builder and as a chelating agent. Urea-formaldehyde concentrates are used as controlled release nitrogen fertilizers. Melamine resins are thermosetting resins produced from melamine and formaldehyde and are primarily used for surface coatings. The direct use of formaldehyde is to impart wrinkle resistance in fabrics. 16 5. LITERATURE SURVEY Most of the world’s commercial formaldehyde is manufactured from methanol and air either by a process using a silver catalyst or one using a metal oxide catalyst. SILVER CATALYST PROCESS The silver catalyst processes for converting methanol to formaldehyde are generally carried out at an atmospheric pressure and at 600 – 720°C .The reaction temperature depends on the excess of methanol in the methanol-air mixture. The composition of mixture must lie outside the explosive limits. The amount of air used is also determined by the catalytic quality of the silver surface. The following reactions take place CH3OH + ½ O2 HCHO + H2O CH3OH HCHO + H2 Methanol conversion is 65 – 75% per pass. METAL OXIDE PROCESS In this process formaldehyde is formed by oxidation process only. The reactions are CH3OH + ½ O2 HCHO + H2O HCHO + ½ O2 CO + H2O The reactions occur over a mixed oxide catalyst containing molybdenum oxide and iron oxide in a ratio 1.5 to 3.The reaction is carried out at 250 –350 oC and essentially at atmospheric pressure. Methanol conversion is 95 – 98% per pass. 5.1 SELECTION OF PROCESS It is estimated that nearly 70% of commercial formaldehyde is produced by metal oxide process. This process has a very low reaction temperature, which permits high catalyst selectivity, and the very simple method of steam generation. The conversion is around 95-98% per pass, which is greater than silver oxide process. 17 6. PROCESS DESCRIPTION Metal oxide process: Vaporized methanol is mixed with air and optionally recycled tail gas is passed through catalyst filled tubes in a heat exchanger reactor. The following reactions take place in the reactor. CH3OH+ ½ O2 HCHO + ½ O2 HCHO +H2O +37 Kcal/g-mol CO+H2O+51 Kcal/g-mol The temperature inside the reactor is maintained at 250-350°C. The heat released by the exothermic reaction is removed by vaporization of a high boiling heat transfer fluid on outside of the tubes. Steam is normally produced by condensing the heat transfer fluid. The catalyst is granular or spherical supported Fe/Mo and has an effective life of 12 –18 months. A typical reactor has short tubes of 1-1.5m and a large shell diameter of 2.5 m or more. The exit gases from the reactor pass through a heat exchanger where the temperature is reduced to 110oC and then to the absorption column where water is used as the scrubbing medium. The absorber can be either of packed or tray type. It is necessary to remove the heat of solution plus the residual sensible heat of the feed gases, and this is done by circulating down flow liquid through external heat exchangers and in some cases by the use of cooling coils. The bottom stream from the absorber represents the final product. Formaldehyde concentration in the product is adjusted by controlling the amount of water added to the top of the absorber. Formic acid is removed by ion exchange. A large portion of the absorber overhead gas is recycled back to the feed system. The methanol conversion ranges from 95-99mol% and depends on the selectivity, activity and spot temperature of the catalyst, the later being influenced by the heat transfer rate. The overall plant yield of formaldehyde is 88-95 mol%. 18 The final product contains up to 55wt% formaldehyde and 0.5-1.5 wt% methanol. PURGE GAS RECYCLE GAS WATER St 2 BFW BLOWER AIR 1 ` St R E A C T O R A B S O R B E R CW CW St 3 BFW F O R M A L I N METHANOL 1. METHANOL VAPORIZER 2. HEAT EXCHANGER 1 3. HEAT EXCHANGER 2 DEIONISER 19 FIG 6.1 FLOW SHEET 7. MATERIAL BALANCE Basis: 100 kmoles of methanol in fresh feed per hour Molecular weight of methanol = 32 kg/kmole Weight of methanol in feed = 3200 kg CH3OH + ½ O2 HCHO + H2O Assume methanol conversion is 97 %. Hence methanol reacted = 97 kmoles = 3104 kg Assume that 1% of methanol reacts to form formic acid. HCHO + ½ O2 CO + H2O Actual O2 required = 51.925 kmoles = 1661.60 kg Actual O2 supplied (250% excess) = 181.738 kmoles = 5815.62 kg Excess O2 = 181.738 – 51.925 = 129.813 kmoles =4154.02 kg Assume that 57% of oxygen requirement comes from recycle stream and 43% comes from fresh feed. O2 from fresh feed = 181.738 x 0.43 = 78.147 kmoles = 2500.70 kg Corresponding N2= 78.147 x (79/21) = 298.982 kmoles = 8371.50 kg Assume that the percentage composition of recycle stream is O2 - 7.78% 20 N2 - 88.3% H2O - 3.89% O2 from recycle stream = 103.590 kmoles =3314.88 kg N2 in recycle stream = 1175.910 kmoles =32925.48 kg H20 in recycle stream = 51.795 kmoles =932.31 kg Reactor outlet: Unreacted methanol = 2 kmoles=64 kg HCHO formed = 92.15 kmoles=2764.50 kg H2O formed = 154.64 kmoles=2783.52 kg CO formed = 4.85 kmoles= 135.8 kg Nitrogen =1484.185 kmoles=41157.20 kg Unreacted oxygen =129.813 kmoles =4154.02 kg HCOOH formed = 1 kmole = 46 kg O2= 3314.82 kg N2 = 32925.48 kg H20 = 932.31 kg Methanol =3200kg REACTOR CH3OH = 64 kg O2=4153.92 kg N2=41157.20kg H20 = 2783.4 kg HCHO=2764.5 kg CO=135.8 kg HCOOH=46 kg Air O2=2500.71kg N2 =8231.50 kg TOTAL INPUT =51104.82 kg TOTAL OUTPUT =51104.82 kg FIG 7.1 21 ABSORBER Gms (Ya-Yb) = Lms (Xa- Xb) Gms =molar flow rate of gas on solute free basis Lms =molar flow rate of liquid on solute free basis Xa =% of solute in liquid at inlet Xb =% of solute in liquid at outlet Ya =fraction of solute in gas at inlet Yb =fraction of solute in gas at outlet Gas flow rate = Gms= 1653.645 kmoles/hr M= 0.0678 (VLE data) M= (Lms) min Gms (Lms) min = 112.117 kmoles Yb = 5/95 = 0.0526 Ya = 3.14 X10–4 Xa = 0 Xb =0.7758 Assume Lms = 1.4 (Lms) min Lms = 157.71 kmoles 22 FROM REACTOR CH3OH = 64 kg O2=4153.92 kg N2=41157.20kg H20 = 2783.4 kg RECYCLE STREAM H20=1165.39 kg O2=4153.92 kg N2=41156.64 kg PRODUCT STREAM HCHO=2764.5 kg H20=4593.02 kg ABSORBER HCHO=2764.5 kg CO =135.8 kg HCOOH=46 kg CH3OH=64 kg HCOOH=46 kg SOLVENT H20=2838.78 kg TOTAL INPUT = 53943.46 kg TOTAL OUTPUT = 53943.46 kg FIG 7.2 8. ENERGY BALANCE DATA TABLE 1: Methanol O2 N2 H2 O CO HCOOH HCHO Oil Specific heat capacity Cp(KJ/Kg oC) Latent heat of vaporization,λ (KJ/Kg) 1099.90 (at 64.7 oC) 2255(at 100 oC) 3278.20 (at 400 oC) 2228.69(at 110 oC) - 2.513 0.928 1.04 1.88 1.13 0.6 0.5 1.75 1) Methanol vaporizer RECYCLE AIR (25oC) O2 :3314.8 Kg N2: 32925 Kg H20:932.31 Kg H20 (400 oC) CH3OH = 3200 Kg Methanol Vaporizer 23 AIR(285 oC) METHANOL FRESH AIR O2: 2500 Kg N2: 8231.5Kg (400 oC) SUPERHEATED STEAM FIG 8.1 mCp ∆T(inlet stream) = mλ (steam) (m Cp (recycle) + m Cp (air) +m Cp (methanol liq)+mλ(methanol) +m Cp (methanol gas) )(285-25) = 18.08x105 = m x 3278.20 Steam required m = 551.52 Kg 2)Reactor CH3OH = 3200 Kg O2 = 5815.6 Kg N2 = 41157.2 Kg H20 = 932.31 Kg o (285 C) Isothermal Reactor CH3OH = 64 Kg O2 = 4153.92 Kg N2 = 41157.20 Kg H20 = 2783.61 Kg CO = 135.80 Kg HCOOH = 46 Kg HCHO = 2764.50 Kg FIG 8.2 Reactions: CH3OH + 1/2 O2 HCHO + H20 ∆ Ho = -4839 KJ/Kg HCHO + 1/2 O2 CO + H20 ∆Ho = -7115.35 KJ/Kg For an isothermal reaction: Σ ∆H(products) + Σ ∆Ho - Σ ∆H(reactants) =∆H (∆H = m CP∆ T) (∆T=285-25=260) Substituting values from table 1, ∆H = 13.8687x106 KJ ∆H (reactor) = m Cp∆T(cooling oil) 13.8687x106 = m x 1.75x 110 Oil required m = 72045.058 Kg 24 3) Heat exchanger 1: Oil (120 oC) H20 (25 oC) Steam (100 oC) Oil (230 oC) FIG 8.3 mCp ∆T(cooling oil) = mCP ∆T(H20) + mλ (steam) 13.8687x106 = m x 1.88 x 75 + m x 2255 Water required m = 5144.19 Kg 4) Heat exchanger 2: Steam (100 oC) Reactor outlet (285 oC) (110 oC) H20 (25 oC) FIG 8.4 mCp ∆T(products) = m Cp∆T(H20) + mλ (steam) 9.1815x106 = m x 1.88 x 75 + m x 2255 Water required m = 3405.60 Kg 5)Absorber: Water (50 oC) Bottom: H20 (liquid) Products (gases) (110 oC) (110 oC) Water (25 oC) FIG 8.5 mCp ∆T(cooling H20) = mλ (condensing water) m x 1.88 x 25 = 2783.61 x 2228.7 Cooling water required m = 13996.121 Kg Top: Water (50 oC) 25 Products (gases) Products (gases) (110 oC) (30 oC) Water(25 oC) FIG. 8.6 mCp∆T(cooling H20) = mCp∆T (product gases) m x 1.88 x 25 = mCp (110-30) Cooling water required m = 81457.60 Kg 26 9. DESIGN HEAT EXCHANGER 1 U0A0∆TL = (m CP∆T) OIL Where U0 = Overall heat transfer co-efficient (KW/m2 oC) A0= Outside tube area (m2) ∆TL = Logarithmic mean temperature (oC) ∆TL = (230 – 100) – (30 -25) ln (130/5) = 38.3659 oC U0x 2Π x R x L x n x∆ TL = 3852.409 U0 = 1 1/h0 + (A0/Ai) ( 1/hi) Nu =0 .023 (Re)0.8 (Pr)0.3 Assume that d0 = ¾ “ BWG NO = 16 d0= 0.0191 m di = 0.0157 m m = AV ρ V=m/Aρ = (72045.05 /3600) Π x (0.0157/2)2 x 864.9939 = 119.56 m/s Nu = 0.023 x (120262.0154) (1.9989) = 5504.1158 hi = 44.87 kW/ m2 oC Assume ho = 1.7201 kW/ m2 oC 27 1 Uo = (1/1.7021) + (1.216/44.87) Uo = 1.6270 kW/ m2 oC Assume L = 2.7432 m 1.6270 x 3.14 x 0.0191x111 x 2.7432 x n = 3852.409 n = 147 tubes HEAT EXCHANGER 2 U0A0 ∆TL = (m CP∆T) PRODUCTS ∆TL = (285 – 100) – ( 110 -25) ln (185/85) = 128.584 oC U0x 2 Πx R x L x n x ∆TL = 2550.4324 U0 = 1 1/h0 + (A0/Ai) (1/hi) Nu =0 .023 (Re)0.8 (Pr)0.3 Assume that d0 = ¾ “ BWG NO = 16 d0= 0.0191 m di = 0.0157 m m = AV ρ V=m/Aρ = (51105.03/3600) Π x (0.0157/2)2 x 900 = 81.517m/s 28 Nu = 0.023 x (138695.051) (0.6795) = 21676.058 hi = 181.714 kW/ m2 oC Assume ho = 1.7201 kW/ m2 oC 1 Uo = (1/1.7021) + (1.216/181.714) Uo = 1.682kW/ m2 oC Assume L = 3.048 m 1.682 x 3.14 x 0.0191x128.5842 x 3.048x n = 2550.4324 n = 65 tubes REACTOR DESIGN Specification: Packed multiple tubular reactor Assumption: Shell diameter of each reactor =39” = 0.99 m Tube specifications: 1 1/2" BWG (No 16) Corresponding number of tubes = 307 Volume of one tube: ID = 0.03479 m L = 1.5 m Volume =Π R2L = Πx0.01742 x 1.5=1.426 x10-3 m3 Volume of 307 tubes =0.4379 m3 Void fraction = 0.4 (assumption) Volume occupied by catalyst/reactor = 0.4379 x 0.6 = 0.2627 m3 Space velocity = 5 m3 of gas charged to the reactor (at NTP) (assumption) hr- m3 of catalyst per tube Space velocity for 307 tubes = 1535 m3 of gas charged to the reactor 29 hr- m3 of catalyst Volumetric flow rate: (at NTP) No of moles entering the reactor/hr = 1803.43 Kmol/hr Pressure = 1.1 atm; Temperature = 298 K R = 0.08206 atm m3 / Kmol K PV= nRT V = 1803.43 x 0.08206 x 298 = 40,091.70 m3 of gas/hr 1.1 Volumetric flow rate = 26.1183 m3 Volume of catalyst = Space velocity Number of reactors required = volume of catalyst Volume occupied by Catalyst per reactor = 26.1183/0.2627 = 99.42 ~ 100 reactors ABSORBER DESIGN Absorber height Z =Noy x Hoy Noy = yb - ya ; ∆YL = ∆ YL (yb-yb *)- ( ya-ya * ) ln ((yb-yb *)/ ( ya-ya * )) Hoy = Gms / Kya ; where Gms = mass flow rate of gases (Kg/s) K ya = overall mass transfer coefficient based on gas phase (Kmol/m3 s ) Calculation of Noy: ya = 3.13 x 10 –4 xa = 0 yb = 0.0499 xb = 0.4368 30 Kya = 0.4 Kmol/m3s (assumption) Gms (ya-yb) =1.32 Lms (xb-xa ) (x,y are mole fractions of HCHO in liquid and gas phase resp) xb = 0.5877 yb * = 0.067 xb * (equilibrium data) yb * = 0.039 substituting the above values, ∆YL = 0.00298 Noy = 16.69 ~ 17 transfer units Calculation of Hoy: Gms = 2764.50 Kg/hr = 0.7679 Kg/ s Gas density at 110oC = 0.90 Kg/m3 Liquid density = 1000 Kg/m3 Viscosity = 0.0009 Kg/ms K4 = 0.9; FP = 1 Mass flow rate per unit area V = (Kg/m2s ) 0.5 K4 ρv (ρl - ρv ) 13.1 FP (µ l /ρl )0.1 Substituting the values, V = 1.4616 Kg/m2s Column area = Gms/V =0.5252 m2 Column diameter =(0.5252 x 4/∏)0.5 = 0.8179 m Hoy = Gma/Kya=Gms/(column area x Kya ) = 0.19 m Calculation of height: (for the top of the absorber) Z = 17 x 0.19 Z= 3.33m 31 10. PLANT LAYOUT INTRODUCTION The economic construction and efficient operation of a process unit will depend upon how well the plant and equipment specified on the process flowsheet is laid out and on the profitability of the project with its scope for future expansion. Plant location and site selection should be made before the plant layout. Plant location and site selection: The location of the plant has a crucial effect on the profitability of the project. The important factors that are to be considered while selecting a site are: 1. Location, with respect to market area 2. Raw material supply 3. Transport facilities 4. Availability of Labour 5. Availability of utilities 6. Availability of suitable land 7. Environmental impact and effluent disposal 8. Local community considerations 9. Climate 10. Political and strategic considerations 1. Marketing area For materials that are produced in bulk quantities, such as cement, mineral acids, and fertilizers where the cost of product per tone is relatively low and the cost of transport a significant fraction of the sales price, the plant should be located close to the primary product. This consideration will be less important for low volume production, high-priced products, such as pharmaceutical. 2. Raw materials The availability and price of suitable raw materials will often determine the site location. Plants producing bulk chemicals are best located close to the source of 32 major raw material, where this is also close to the marketing area. For the production of formaldehyde the site should be preferably near a methanol plant. 3. Transport Transport of raw materials and products is an important factor to be considered. Transport of products can be in any of the four modes of transport. 4. Availability of labour Labour will be needed for construction of the plant and its operation. Skilled construction workers will usually be brought in from outside the site area, but there should be an adequate pool of unskilled labours available locally; and labour suitable for training to operate the plant. Skilled tradesman will be needed for plant maintenance. Local trade union customs and restrictive practices will have to be considered when assessing the availability and suitability of the local labour for recruitment and training. 5. Environmental impact and effluent disposal All industrial processes produce waste products, and full consideration must be given to the difficulties and cost of their disposal. The disposal of toxic and harmful effluents will be covered by the local regulations and the appropriate authorities must be consulted during the initial survey to determine the standards that must be met. 6. Local community consideration The proposed plant must fit n with and be acceptable to the local community. Full consideration must be given to the safe location of the plant so that it does not impose a significant additional risk to the community on a new site, the local community must be able to provide adequate facilities for the plant personnel. 7. Land Sufficient suitable land must be available for the proposed plant and for future expansion. The land should ideally be flat, well drained and have suitable loadbearing characteristics full site evaluation should be made to determine the need for piling or other special foundations. 8. Climate 33 Adverse climatic conditions, at a site will increase costs. Abnormally low temperatures will require the provision of additional insulation and special heating for equipment and pipe runs. 9. Political and strategic considerations Capital grants, tax concessions and other inducements are often given by governments to direct new investment to preferred locations; such as areas of high unemployment. The availability of such grants can be overriding consideration in the site selection. After considering the location of the site the plant layout is completed. It involves placing of equipment so that the following are minimized: 1. Damage to persons and property in case of fire explosion or toxic release 2. Maintenance costs 3. Number of people required to operate the plant. 4. Construction costs 5. Cost of planned expansion. In plant layout first thing that should be done is to determine the direction of the prevailing wind. Wind direction will decide the location of the plant. List of items that should be placed upwind and downwind of the plant is given down. Items that should be located upwind of the plant. Laboratories Fire station Offices building Canteen and Change house Storehouse Medical facilities Electrical substation Water treatment plant Water pumps Workshops 34 Items that should be located downwind of the plant Blowdown tanks Settling tanks Burning flares The various units that should be laid out include 1. Main processing unit 2. Storage for raw materials and products 3. Maintenance workshops 4. Laboratories for process control 5. Fire stations and other emergency services 6. Utilities: steam boilers, compressed air, power generation, refrigeration 7. Effluent disposal plant 8. Offices for general administration 9. Canteens and other amenity buildings,such as medical centers 10. Car parks 1. Processing area Processing area also known as plant area is the main part of the plant where the actual production takes place. There are two ways of laying out the processing area 1.) Grouped layout 2.) Flowline layout Grouped layout Grouped layout places all similar pieces of equipment adjacent. This provides for ease of operation and switching from one unit to another. This is suitable for all plants. 35 Flowline layout Flowline layout uses the line system, which locates all the equipment in the order in which it occurs on the flowsheet. This minimizes the length of transfer lines and therefore reduces the energy needed to transport materials. This is used mainly for small volume products. 2. Storage house The main stage areas should be placed between the loading and unloading facilities and the process they serve. The amount of space required for storage is determined from how much is to be stored in what containers. In raw material storage, liquids are stored in small containers or in a pile on the ground. Automatic storage and retrieving equipment can be substantially cut down storage 3. Laboratories Quality control laboratories are a necessary part of any plant and must be included in all cost estimates. Adequate space must be provided in them for performing all tests, and for clearing and storing laboratory sampling and testing containers. 4. Transport The transport of materials and products to and from the plant will be an overriding consideration in site selection. If practicable, a site should be selected that is close to at least two major forms of transport: road, rail, waterway or a seaport. Rail transport will be cheaper for long distance transport of bulk chemicals. Road transport is being increasingly used and is suitable for local distribution. Road area also used for fire fighting equipment and other emergency vehicles and for maintenance equipment. This means that there should be a road around the perimeter of the site. No roads should be a dead end. All major traffic should be kept away form the processing areas. It is wise to locate all loading and unloading facilities ,as well as plant offices, personnel facilities near the main road to minimize traffic congestion within the plant and to reduce danger. 5. Utilities 36 The word “Utilities” is now generally used for ancillary services needed in the operation of any production process. These services will normally be supplied from a central site facility and will include: • Electricity • Steam for process heating • Cooling water • Water for general use • Inert gas supplies Electricity Electrical power will be needed at all the sites. Electrochemical processes that require large quantities of power need to be located close to a cheap source of power. Transformers will be used to step down the supply voltage to the voltages used on the purpose. Steam for process heating The steam for process heating is usually generated in water tube boilers using the most economical fuel available. The process temperature can be obtained with lowpressure steam. A competitively priced fuel must be available on site for steam generation. Cooling water Chemical processes invariably require large quantities of water for cooling. The cooling water required can be taken from a river or lake or from the sea. Water for general use Water is needed in large quantities for general purpose and the plant must be located near the sources of water of suitable quality, process water may be drawn from river from wells or purchased from a local authority. Offices The location of this building should be arranged so as to minimize the time spent by personnel in travelling between buildings. Administration offices in which a 37 relatively large number of people working should be located well from potentially hazardous process. Canteen Canteen should be spacious and large enough for the workers with good and hygienic food. Fire station Fire station should be located adjacent to the plant area, so that in case of fire or emergency, the service can be put into action Medical facilities Medical facilities should be provided with at least basic facilities giving first aid to the injured workers. Provision must be made for the environmentally acceptable disposal of effluent. The layout of the plant can be made effective by 1. Adopting the shortest run of connecting pipe between equipments and the least amount of structural steel work and thereby reducing the cost. 2. Equipment that need frequent operator attention should be located convenient to control rooms. 3. Locating the vessels that require frequent replacement of packing or catalyst outside the building 4. Providing at least two escape routes for operators from each level in process buildings. 5. Convenient location of the equipment so that it can be tied with any future expansion of the process. 38 EXTENSION AREA RAW MATERIAL STORAGE PROCESSING AREA C A C N A N T T E E E E N SAFETY HEALTH DEPT CENTER W W O O R R K K S S H H O O P ADMINISTRATIVE OFFICE FINISHED PRODUCT STORAGE SECURITY OFFICE MAIN ROAD FIG 10.1 PLANTENTRY LAYOUT 39 EXIT 11. MATERIALS OF CONSTRUCTION Materials of construction may be divided into two general classifications of metals and non-metals. 11.1 Metals Pure metals and metallic alloys are included under this classification. Some commonly used metals are discussed in the following section. Iron and steel Although many materials have greater corrosion resistance than iron and steel, cost aspects favor the use of iron and steel. As a result, they are often used as materials of construction when it is known that some corrosion will occur. In general, cast iron and carbon steel exhibit about the same corrosion resistance. They are not suitable with dilute acids, but can be used with strong acids, since a protective coating composed of corrosion products forms on the metal surface. Carbon steel plates for reactor vessels are a good example. This application generally requires a minimum level of mechanical properties, weldability, formability, and toughness as well as some assurance that these properties will be uniform throughout. Stainless steel There are more than 100 different types of stainless steels. These materials are high chromium or high nickel-chromium alloys of iron containing small amounts of other essential constituents. They have excellent corrosion-resistance and heat resistance properties. The addition of molybdenum to the alloy increases the corrosion resistance and high – temperature strength. If nickel is not included, the low –temperature brittleness of the material is increased and the ductility and pit type corrosion resistance are reduced. The presence of chromium in the alloy gives resistance to oxidizing agents. Aluminum 40 The lightness and relative ease of fabrication of aluminum and its alloys are factors favoring the use of these materials. Aluminum resists attack by acids because a surface film of inert hydrated by aluminum oxide is formed. This film adheres to the surface and offers good protection unless materials, which can remove the oxide, such as halogen acids or alkalis, are present. 11.2 Non-metals Plastics In comparison with metallic materials, the use of plastics is limited to relatively moderate temperature and pressures.generally,plastics have excellent resistance to weak mineral acids and are unaffected by inorganic salt solutions-areas where metals are not entirely suitable. One of the most chemical resistant plastics commercially available today is tetrefluoroethylene.This thermoplastic is practically unaffected by all alkalis and acids except fluorine and chlorine gas at elevated temperatures and molten metals. Epoxies reinforced with fiberglass have very high strengths and resistance to heat. Chemical resistance of the epoxy resin is excellent in non-oxidizing and weak acids not good against strong acids. 12. INSTRUMENTATION AND CONTROL Instruments are provided to monitor key process variable during plant operation. It is desirable that the process variable to be monitored be measured directly; often however this is impractical and some dependent variable, that is easier to measure, is monitored in its place. The temperature instrument may form part of a control loop controlling, say, reflux flow; with the composition of the overheads checked frequently by sampling and laboratory analysis. Objectives The primary objectives of the designer when specifying instrumentation and control schemes are: 1) Safe plant operation: 41 To keep the process variables within known safe operating limits. To detect dangerous situations as they develop and to provide alarms and automatic shut down systems. To provide interlocks and alarms to prevent dangerous operating procedures. 2) Production rate: To achieve the design product output 3) Product quality: To maintain the product composition within the specified quality standards. 4) Cost: To operate at the lowest production cost, commensurate with the other objectives. In a typical chemical processing plant these objectives are achieved by a combination of automatic control, manual monitoring and laboratory analysis. Guide rules: The following procedure can be used when drawing up preliminary piping and instrumentation diagrams. 1. Identify and draw in those control loops that are obviously needed for steady plant operation, such as: Level controls Flow controls Pressure controls Temperature controls 2. Identify the key process variables that need to be controlled to achieve the specified product quality. Include control loops using direct measurement of the controlled variable, where possible, if not practicable, select a suitable dependent variable. 3. Identify and include those additional control loops required for safe operation, not already covered in steps 1 & 2 42 4. Decide & show those ancillary instruments needed for monitoring of the plant operation by the operators; and for trouble-shooting and plant development. it is well worthwhile including additional connections for instruments, which may be needed for future troubleshooting and development ,even if the instruments are not installed permanently. This would include extra thermo wells, pressure tapings, orifice flanges, and extra sample points. 5. Decide on the location of sample points. 6. Decide on the need for recorders and the location of the readout points, local or control room. This step would be done in conjunction with step 1 to 4 7. Decide on the alarms and interlocks need, this would be done in conjunction with step 3. Typical control Systems Level control In any equipment where an interface exists between two phases some means of maintaining the interface at the required level must be provided. This may be incorporated in the design of the equipment. The control valve should be placed on the discharge line from the pump. Pressure control Pressure control will be necessary for most systems handling vapor or gas. The method of control will depend on the nature of process. Flow control Flow control is usually associated with inventory control in a storage tank or other equipment. There must be a reservoir to take up the changes in flow rate. To provide flow control on a compression or pump running at a fixed speed and supplying a near constant volume output, a by-pass would be used. Heat Exchangers Here, the temperature can be controlled by varying the flow of the cooling or heating medium. If the exchange is between two process streams whose flows are fixed, by-pass control will have to be used. 43 Cascade control With this arrangement, the output of one controller is used to adjust the set point of another. Cascade control a give smoother control in situations where direct control of variable would lead to unstable operation. The “slave” controller can be used to compensate for any short-term variations in, say, a service stream flow, which would upset the controlled variable, the primary controller and long term variations. Reactor control The schemes used for reactor control depend on the process and type of reactor. If a reliable on-line analyzer is available and the reactor dynamics are suitable, the product composition can be monitored continuously and the reactor conditions and feed flows controlled automatically to maintain the desired product composition and yield. More often, the operation is the final link in the control loop, adjusting the controller set points to maintain the product within specification, based on periodic laboratory analyzer. Reactor temperature will normally be controlled by regulating the flow of the heating or cooling medium. Pressure is usually held constant. Material balance control will be necessary to maintain the correct flow of reactants to the reactor and flow of product and unreacted materials from the reactor. Alarms and safety trips, and interlocks Alarms are used to alert operators of serious and potentially hazardous, deviations in process conditions. Key instruments are fitted with switches and relays to operate audible and visual alarms on the control panels. Where delay or lack of response from the operator may lead to a hazardous situation, the instrument would be fitted with trip system to take action automatically to avert the hazard. Interlocks are included to prevent operations departing from the required sequence. They may be incorporated in the control system design, as pneumatic or mechanical locks. 44 13. STORAGE AND TRANSPORTATION Formaldehyde solutions can be stored and transported in containers made of stainless steel, aluminum, enamel or polyester resins. Iron containers lined with epoxide resin or plastic may also be used, although stainless steel containers are preferred, especially for higher formaldehyde concentrations. Unprotected vessels of iron, copper, nickel and zinc alloys must not be used. With a decrease in temperature and/or increase in concentration, aqueous formaldehyde solutions tend to precipitate paraformaldehyde. On other hand, as the temperature increases, so does the tendency to form formic acid. Trace metallic impurities such as iron can boost the rate of formation of formic acid. Therefore, an appropriate storage temperature must be maintained. Stabilizers can also be added to prevent polymerization. Methanol is generally used as a stabilizer. Other compounds used as a stabilizer for formaldehyde are ethanol, propanol, urea, melamine, hydrazine hydrate and bismelamines. Table 2 Storage temperatures for commercial formaldehyde solutions Formaldehyde content,wt% Methanol content,wt% Storage temperature,oC 30 7-10 ≤1 37 <1 35 37 7 21 37 10-12 6-7 50 1-2 60-65 50 1-2 45 14. HEALTH AND SAFETY CONSIDERATIONS Sources of human exposure to formaldehyde are engine exhaust, tobacco smoke, natural gas, fossil fuels, waste incineration, and oil refineries. It is an essential intermediate in cell metabolism in mammals and humans. All tissues contain measurable amounts of formaldehyde, e.g., human blood 2-3 ppm. Formaldehyde causes eye, upper respiratory tract, and skin irritation and is skin sensitizer. Although sensory irritation, e.g., eye irritation, has been reported at concentrations as low as 0.1 ppm in uncontrolled studies, significant eye/nose/throat 45 irritation does not generally occur until concentrations of 1 ppm, based on controlled human chamber studies. Table 3 Dose – response relationship following human exposure to gaseous formaldehyde Exposure level,ppm Effect Odor threshold 0.05 – 1.0 Irritation threshold in eyes ,nose, or throat 0.2 – 1.6 Stronger irritation of upper respiratory 3-6 tract,coughing,lacrimination,extreme discomfort Immediate dyspnea,burning in nose and throat, 10- 50 heavy coughing and lacrimation Necrosis of mucous membranes, >50 laryngospasm,pulmonary edema Formaldehyde is classified as a probable human carcinogen by the International Agency for Research on Cancer(IARC).Lifetime inhalation studies with rodents have shown nasal cancer at formaldehyde concentrations that are overwhelmed cellular defense mechanisms,ie,6 to 15 ppm.No nasal cancer was seen at 2 ppm or lower levels. Available data do not indicate that formaldehyde produces mutagenic, tetrogenic, embryo toxic effects in man at concentrations which humans are exposed to or can tolerate. 46 15. COST ESTIMATION ESTIMATION OF THE TOTAL CAPITAL INVESTMENT The total capital investment “I” involves the following: A: FIXED CAPITAL INVESTMENT IN THE PROCESS AREA, IF B: THE CAPITAL INVESTMENT IN THE AUXILLARY SERVICES,IA C: THE CAPITAL INVESTMENT AS WORKING CAPITAL, IW i.e., I=IF+IA+W A. FIXED CAPITAL INVESTMENT IN THE PROCESS AREA, IF This is the investment in all processing equipment within the processing area. Fixed capital investment in the process area, IF= Direct plant cost + Indirect plant cost The approximate delivered cost of major equipments used in the proposed Formaldehyde manufacturing plant are furnished below: (Table 4) S.NO EQUIPMENT Cost in Lakhs 3 Cost in Lakhs /Unit 20 100 3.85 385 UNITS 1 Heat Exchanger 60 2 Reactors 3 Absorption column 1 50 50 4 Deionizer 1 1 1 5 Pumps 3 0.3 0.9 6 Blower 1 0.1 0.1 7 Storage tank sealed 1 1.5 1.5 8 Miscellaneous 1 Total 47 500 DIRECT COST FACTOR (Table 5) S.No Items Direct Cost Factor 1 Delivered cost of major equipments 100 2 Equipment installations 15 3 Insulation 15 4 Instrumentation 15 5 Piping 75 6 Land and building 30 7 Foundation 10 8 Electrical 15 9 Clean up 5 Total direct cost factor 280 Direct plant cost = (Delivered cost of major equipments) X (Total direct cost factor)/100 Direct plant cost = (500 x 280)/100 = 1400 lakhs INDIRECT COST FACTOR (Table 6) S.NO ITEMS INDIRECT COST FACTOR 1 Over head contractor etc 30 2 Engineering fee 13 3 Contingency 13 Total indirect cost factor 56 Indirect plant cost = (Direct plant cost) x (Total indirect cost factor)/100 = (1400 x 56)/100 = 784 lakhs Fixed capital investment in process area, IF = Direct plant cost + Indirect plant cost = 1400 + 784 = 2184 lakhs 48 B.THE CAPITAL INVESTMENT IN THE AUXILLARY SERVICES,IA Such items like steam generators, fuel stations and fire protection facilities are commonly stationed outside the process area and serve the system under consideration. Table 7: S.No Items Auxillary Service Cost Factor 1 Auxiliary buildings 5 2 Water supply 2 3 Electric main substation 4 Process waste system 1 5 Raw material storage 1 6 Fire protection system 0.7 7 Roads 0.5 8 Sanitary and waste disposal 0.2 9 Communication 0.2 10 Yard and fence lighting 0.2 1.5 Total 12.3 Capital investment in the auxillary services = (Fixed capital investment in process area) x (Auxiliary services cost )/100 = (2184 x 12.3)/100 = 268.632 lakhs Installed cost = Fixed capital investment in the process area + Capital investment in the auxiliary services = 2184 + 268.632 = 2452.632 lakhs 49 C.THE CAPITAL INVESTMENT AS WORKING CAPITAL, IW This is the capital invested in the form of cash to meet day-to-day operational expenses, inventories of raw materials and products. The working capital may be assumed as 15% of the total capital investment made in the plant (I) Capital investment as working capital, IW = ((2184 + 268.632) X 15) /85 = 432.817 lakhs Total capital investment, I = IF+ IA + IW = 2184 + 268.632 + 432.817 = 2885.449 lakhs ESTIMATION OF MANUFACTURING COST The manufacturing cost may be divided into three items, as follows A. Cost proportional to total investment B. Cost proportional to production rate C. Cost proportional to labour requirement A. COST PROPORTIONAL TO TOTAL INVESTMENT This includes the factors, which are independent of production rate and proportional to the fixed investment such as - Maintenance- labour and material - Property taxes - Insurance - Safety expenses - Protection, security and first aid - General services, laboratory, roads, etc. - Administrative services For all this purpose we shall charge 15% of the installed cost of the plant =( Installed cost x 0.15) = 2452.632 x 0.15 = 367.894 lakhs B. COST PROPORTIONAL TO PRODUCTION RATE The factors proportional to production rate are - Raw material costs - Utilities cost-power, fuel, water, steam, etc. - Maintenance cost - Chemical,warehouse,shipping expenses 50 Assuming that the cost proportional to production rate is nearly 60% of total capital investment, Cost proportional to production rate = (Total capital investment x 0.6) = 2885.449 x 0.6 = 1732.269 lakhs C. COST PROPORTIONAL TO LABOUR REQUIREMENT The cost proportional to labour requirement might amount 10% of total manufacturing cost. Cost proportional to labour requirement = (367.894 + 1731.269) x (0.1)/(0.9) = 233.240 lakhs Therefore, manufacturing cost = (364.894 + 1731.269 + 233.240) = 2332.403 lakhs SALES PRICE OF PRODUCT Market price of Formaldehyde = Rs.15 /kg Production rate = 21196.8 TPA Total sales income = 3179.52 lakhs PROFITABILITY ANALYSIS A.DEPRICIATION According to sinking fund method: R= (V- VS) I/ (1+I)n R = Uniform annual payments made at the end of each year V = Installed cost of the plant VS = Salvage value N = Life period (assumed to be 15 years) I = Annual interest rate (taken as 15%) R = (2452.632 x 0.15) / ((1+ 0.15)15 -1) = 51.547 lakhs B.GROSS PROFIT Gross profit = Total sales income – Manufacturing cost = 3179.52 – 2332.40 = 847.117 lakhs 51 C.NET PROFIT It is defined as the annual return on the investment made after deducting depreciation and taxes. Tax rate is assumed to be 40% Net profit = Gross profit – Depreciation – (Gross profit x Tax rate) = 847.117- 51.547-(847.117x 0.4) = 456.723 lakhs D.ANNUAL RATE OF RETURN RATE OF RETURN = (100 x Net profit) /Installed cost = (100 x 456.723)/2452.632 = 18.619% E.PAYOUT PERIOD Payout period = Depreciable fixed investment /(Profit + Depreciation) = 2452.632 / (456.723 + 51.547) = 4.825 years 16. CONCLUSION The metal oxide process was selected for the manufacture of formaldehyde. From mass balance and energy balance, the various equipments were designed and cost estimation was made. The payout period was found to be 5 years. Hence the project is feasible . 52 REFERENCES 1. Austin , G.T. Shreve’s Chemical Process Industries,Fifth edition McGrawHill,1984 2. Charles E.Dryden , Outlines of Chemical Technology for 21st Century, Third edition , NEW YORK PRESS,1997 3. John Mc.Ketta - Encyclopedia of Chemical Technology,vol 8,1997 4. Kirk and Othmer - Encyclopedia of Chemical Technology,vol 11,1997 5. Mccabe, Smith and Harriot - Unit Engineering ,sixth edition,McGraw Hill,2001 Operations in Chemical 6. Perry, R.H., and D.W. GREEN , Perry’s chemical engineers’ Handbook, Seventh edition, McGraw-Hill,1997. 7. Robert E.Treybal - Mass Transfer Operations, Third edition, 1984. 8. Ullmann - Encyclopedia Of Chemical Technology, Vol. A11, 1997. 53