See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/238186056
Study on predictive functional control of an expansion valve for controlling
the evaporator superheat
Article in Proceedings of the Institution of Mechanical Engineers Part I Journal of Systems and Control Engineering · June 2008
DOI: 10.1243/09596518JSCE566
CITATIONS
READS
23
1,889
5 authors, including:
C. Changenet
Frederic Sicard
École Catholique d'Arts et Métiers
Électricité de France (EDF)
83 PUBLICATIONS 1,194 CITATIONS
6 PUBLICATIONS 36 CITATIONS
SEE PROFILE
Some of the authors of this publication are also working on these related projects:
Thermal modeling of a splash lubricated planetary gear set View project
PhD work View project
All content following this page was uploaded by C. Changenet on 22 August 2014.
The user has requested enhancement of the downloaded file.
SEE PROFILE
Proceedings of the Institution of Mechanical
Engineers, Part I: Journal of Systems and
Control
Engineering
http://pii.sagepub.com/
Study on predictive functional control of an expansion valve for controlling the evaporator superheat
C Changenet, J N Charvet, D Géhin, F Sicard and B Charmel
Proceedings of the Institution of Mechanical Engineers, Part I: Journal of Systems and Control Engineering 2008 222: 571
DOI: 10.1243/09596518JSCE566
The online version of this article can be found at:
http://pii.sagepub.com/content/222/6/571
Published by:
http://www.sagepublications.com
On behalf of:
Institution of Mechanical Engineers
Additional services and information for Proceedings of the Institution of Mechanical Engineers, Part I: Journal of Systems and Control
Engineering can be found at:
Email Alerts: http://pii.sagepub.com/cgi/alerts
Subscriptions: http://pii.sagepub.com/subscriptions
Reprints: http://www.sagepub.com/journalsReprints.nav
Permissions: http://www.sagepub.com/journalsPermissions.nav
Citations: http://pii.sagepub.com/content/222/6/571.refs.html
>> Version of Record - Sep 1, 2008
What is This?
Downloaded from pii.sagepub.com by guest on September 6, 2012
571
Study on predictive functional control of an expansion
valve for controlling the evaporator superheat
C Changenet1*, J N Charvet2, D Géhin2, F Sicard3, and B Charmel4
1
Mechanical Engineering Department, ECAM, Lyon, France
2
Electrical Engineering and Automation Department, ECAM, Lyon, France
3
EDF Research and Development, Moret-sur-Loing, France
4
Schneider-Electric, Grenoble, France
The manuscript was received on 1 February 2008 and was accepted after revision for publication on 28 May 2008.
DOI: 10.1243/09596518JSCE566
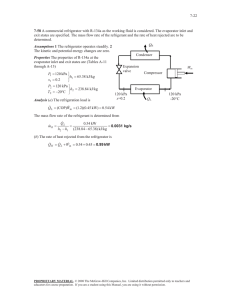
Abstract: A new method is proposed to control the evaporator superheat with an electronic
expansion valve. The conventional proportional-integral-derivative (PID) control with invariable parameters cannot show good performance because of the variation of refrigeration unit
parameters under disturbances. To solve this problem, this paper presents a method for the use
of predictive functional controllers (PFCs) on superheat of an evaporator. This method is based
on a physical model of the appliance studied to allow calculation of parameters needed for the
use of PFCs. The control system created is incorporated into an industrial programmable
logic controller and used for experiments on a refrigerating machine containing a shell and
tubes evaporator with R410A as refrigerant fluid. The comparison between the two types of
controller, i.e. PID and PFC, indicates that superheat may be more efficiently controlled by
using the latter type of controller: the setting value is only slightly exceeded, there are only
small oscillations of measured superheat, and the energy efficiency of the refrigeration unit
may be improved.
Keywords:
1
refrigerating machine, predictive control, shell and tubes evaporator, heat transfer
INTRODUCTION
An expansion valve modulates refrigerant flow from
the condenser to the evaporator in order to maintain
enough suction superheat to prevent any unevaporated refrigerant liquid from reaching the compressor. This is done by controlling the mass flow of
refrigerant entering the evaporator so that it equals
the rate at which it can be completely vaporized in
the evaporator by absorption of heat. In the past,
capillary tubes and thermostatic expansion valves
have been widely used in refrigerating machines as
refrigerant flow regulating devices. Now the electrically driven expansion valves (EEVs) are very
common and permit more advanced control. However, with this type of regulating device it becomes
necessary to choose control algorithms.
*Corresponding author: Mechanical Engineering Department,
ECAM, 40 Montee Saint-Barthelemy, Lyon 69005, France. email:
christophe.changenet@ecam.fr
JSCE566 F IMechE 2008
Several methods of control are presently available,
among which the oldest and most well known is the
proportional-integral-derivative (PID). In their study,
Outtagarts et al. [1] presented a PID control method
based on the plant characteristics obtained from the
experiments. The results show satisfactory control
performance for steady state operating conditions,
but the superheat may vary up to 4 K in the case of
transient conditions. In another study [2] it has been
shown that a PID controller of EEVs may lead to
unstable behaviour of an evaporator system,
although this phenomenon is not just due to the
control problems but also to the variation of flow
type and heat transfer coefficient. More recently,
some studies [3, 4] have been conducted for
controlling air-conditioning systems. The development of new feedback controller algorithms, which
incorporate a traditional PI controller, is presented.
These studies do not focus on vapour compression
cycles but much more on the indoor room temperature. Despite this approach, it appears that it is
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
572
C Changenet, J N Charvet, D Géhin, F Sicard, and B Charmel
possible to regulate the indoor room temperature
successfully, but produces undesirable responses of
the superheat: in some cases the liquid refrigerant
may enter the compressor. In order to keep the
refrigerant superheat within a very restricted range
with minimum oscillation, Rui Qi Zhu et al. [5] have
suggested combining PID laws with fuzzy parameters. Compared with the conventional PID, the
time to reach the steady state is reduced, the control
is steadier, but the superheat overshoot is not
reduced. A similar approach has been presented in
another work [6]. A dynamic neural network has also
been used for evaporator control [7]. In this study,
governing equations for the evaporator process are
associated with a subneural network in order to
obtain a faster convergence in the training process.
The results show that the superheat temperature can
be controlled within a desired limit of 4–6 K,
although the learning process requires many experimental data. Among the possible control systems,
the predictive functional controller (PFC) also needs
to be considered.
The PFC requires very little calculation and the
process model may be simple (often first order). It is
possible to take into account in a simple manner the
influence of a disturbance measured, or estimated,
which represents considerable progress compared to
the conventional PID controller. The first results of
tests carried out on a predictive controller were
published by Richalet and several industrial applications have been established [8, 9]. Clarke et al. [10]
also presented their initial version of the generalized
predictive control (GPC). The use of a predictive
controller on heat exchangers was examined in
several works [11–13]. All these studies confirmed
that stability is good, setting values are not exceeded
and the control system is robust. However, these
applications deal with single-phase flows and none
of them was carried out on heat exchangers with
phase change flow, which is the situation occurring
in evaporators.
The aim of this paper is to present an original
method for the use of predictive functional controllers on superheat of an evaporator. This method
is based on a physical model of the appliance
studied to allow calculation of parameters needed
for the use of PFC. The control system created is
incorporated into an industrial programmable logic
controller (PLC) and used for experiments on a test
bench containing a shell and tubes evaporator. A
PID controller is then used on the same test bench
and the results obtained with each type of controller
are compared.
2
EXPERIMENTAL APPARATUS
The refrigerating machine used in this study is
located in Les Renardières, one of the research
centres of EDF. This machine runs with the
refrigerant mixture R410A and is composed of two
shell and tube heat exchangers and a reciprocating
compressor (Fig. 1). The four-cylinder single-stage
motor-compressor has an actual displacement of
97 m3/h at 1500 r/min and a maximum input power
of 37 kW. It is possible to reduce the compressor
displacement by modifying the compressor rotational speed or by a cylinder-unloading scheme: the
compressor can operate with one, two, three, or four
cylinders. The evaporator is used with a flow of water
and antifreeze mixture as the secondary fluid,
whereas the condenser is water cooled. The cold
water source is taken directly from the main water
system and a 160 kW electric heater is used to
simulate a refrigerating charge on the mixed-water
flow. Evaporator and condenser are both counterflow heat exchangers; their geometrical data are
given in Table 1. The refrigerant mixture is vaporized
inside tubes, whereas its condensation occurs outside the tube bundle. The boiling temperature may
be modified from 235 up to 20 uC, and the
condensation from 25 up to 45 uC. As a consequence,
the cooling capacity of this refrigerating machine
may vary from 20 to 160 kW.
In order to be able to define the operating
thermodynamic cycle, several sensors are used for
measuring refrigerant temperatures and pressures at
different points of the machine, as presented in
Fig. 2. The temperatures for both fluids are measured using platinum resistance sensors of accuracy
0.15 uC at 0 uC and 0.35 uC at 100 uC. Measurement of
refrigerant pressure is performed by using sensors
Fig. 1
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
EDF refrigerating machine
JSCE566 F IMechE 2008
Study on predictive functional control of an expansion valve
Table 1
Evaporator
Condenser
Heat exchangers data
Inner diameter of tubes Outer diameter of
(mm)
tubes (mm)
Tube length (m)
Number of tubes
Shell diameter
(mm)
14.6
16
4
1.888
54
74
210.92
261.98
15.9
19
3
Fig. 2
573
Schematic representation of the EDF refrigerating machine
with an accuracy of 0.04 bar. Two Coriolis mass
flowmeters are used for measuring the refrigerant
mass flowrate. One is located at the compressor inlet
(accuracy of ¡0.5 per cent) the other at the
expansion valve inlet (accuracy of ¡0.15 per cent
of the measured value). As far as the secondary fluids
are concerned, the same electromagnetic flowmeter
is mounted on each fluid circuit. The accuracy of this
flowmeter is equal to ¡0.5 per cent of the measured
value. Finally, the electrical power provided by the
motor-compressor is measured with a wattmeter
(accuracy of ¡0.5 per cent).
The expansion valve is an electronic valve controlled by the displacement of a magnet in a
magnetic field created by a coil. The displacement
of the magnet induces a linear movement of the
needle and consequently a proportional throttling of
the valve. This valve has a precise positioning control
loop with a stroke resolution of 1:1000 and the
positioning time is less than one second. The control
signal needed to operate this valve is obtained by a
package that contains a PID controller and a
pressure and temperature sensor. The aim of the
work reported herein has been to fit out the
expansion valve with a PFC, instead of the conventional PID controller, in order to control the
evaporator superheat with better accuracy.
JSCE566 F IMechE 2008
PHYSICAL MODEL OF THE REFRIGERATING
MACHINE
In many papers [6, 14, 15], from an evaporator openloop response to a step excitation, the authors can
obtain the characteristic parameters needed for
control, such as gain, time delay, or time constant.
In this study, a physical model of the machine has
been developed in order to determine gain and time
constant values. As far as the time delay is
concerned, tests carried out on the evaporator
described in Table 1 have shown that it is very small
(smaller than one second), and a constant value of
one second has been taken into account. The aim of
the study is to elaborate a simplified model of the
refrigerating machine; it is necessary to have a model
that requires a short computation time in order to
use it easily with an industrial PLC. To this end, the
evaporator has been divided into two control
volumes: the first one corresponds to the refrigerant
vaporization and once R410A is completely vaporized a single-phase flow occurs, which is the second
volume of control (Fig. 3). In Fig. 3, the refrigerant
vaporization and the vapour superheating is also
characterized by a variation in R410A enthalpy: h1
represents the refrigerant enthalpy at the expansion
valve inlet, h2 is the saturated vapour enthalpy, and
h3 is the refrigerant enthalpy at the evaporator
outlet. By assuming that pressure drops can be
neglected, these enthalpies can be plotted on a
pressure–enthalpy diagram of the thermodynamic
cycle (Fig. 4). In this figure, the refrigerant enters the
compressor at a given pressure (BP) and is compressed to a higher one (HP). All refrigerant properties, including enthalpy or saturation temperature,
are determined by using REFPROP [16].
The parameters that are considered as input data
for the model are the following:
(a) mass flowrate and evaporator inlet temperature
in
);
of the mixed water (ṁsw, Tsw
(b) temperature and pressure of the refrigerant at
the expansion valve inlet (HP and h1, which can
be determined according to fluid properties);
(c) compressor displacement (Cyl*N);
(d) evaporator geometrical data, as defined in
Table 1.
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
574
C Changenet, J N Charvet, D Géhin, F Sicard, and B Charmel
Fig. 3
Evaporator control volumes and temperature profile
c~0:6126z0:109
3.2
2
HP
HP
{0:00486
BP
BP
ð3Þ
Heat transfer in the evaporator
Neglecting any possible heat exchange with the
surrounding ambient air, the energy balance for
each control volume has the following form
Fig. 4
Thermodynamic cycle on a pressure–enthalpy
diagram
The aim of this model is to calculate the value of
the vaporization pressure (BP) that is required to
obtain the desired superheat. Calculations are
initialized with a given value of BP; then it is possible
to determine refrigerant properties, such as its
enthalpies (h2 and h3), its saturation temperature
(Tsat), or its density.
3.1
Prediction of the refrigerant mass flowrate
The refrigerant mass flowrate is given by
_ r ~rsu ðCyl N Þgv
m
ð1Þ
where rsu is the refrigerant density at compressor
suction and gv the volumetric efficiency of the
reciprocating compressor. This volumetric efficiency
is calculated by the following relationship
"
gv ~1{0:089
#
HP 1=c
{1
BP
ð2Þ
where c is defined as a function of operating
pressures
0
o
_ r ðh2 {h1 Þ~m
_ sw cpsw Tsw
m
{Tsw
ð4aÞ
in
0
_ r ðh3 {h2 Þ~m
_ sw cpsw Tsw
m
{Tsw
ð4bÞ
Then the temperature profile in the evaporator is
determined and equation (4a) can also be written as
_ r ðh2 {h1 Þ~Utp Stp DTlmtp
m
ð5Þ
where Utp is the overall heat transfer coefficient and
DTlmtp the log mean temperature difference. These
values are calculated for the first control volume,
which corresponds to the phase change flow.
According to equation (5), the surface area Stp
needed for a complete vaporization of refrigerant
mixture can be calculated and the surface area
available for superheating the vapour (Ssp) is then
deduced. The effectiveness–NTU (number of heat
transfer units) method for the counterflow exchanger [17] is used on the second control volume
(single-phase flow)
e~
1{exp {Usp Ssp Cmin ð1{Cmin =Cmax Þ
ð6Þ
1{ðCmin =Cmax Þexp {Usp Ssp Cmin ð1{Cmin =Cmax Þ
where Usp is the overall heat transfer coefficient for
single-phase flow, Cmin the minimum value of ṁcp,
and Cmax its maximum value.
Then the refrigerant outlet temperature Tro can
be deduced from the relationship
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
JSCE566 F IMechE 2008
Study on predictive functional control of an expansion valve
in
_ r cpr Tro {Tsat
eCmin Tsw
{Tsat ~m
ð7Þ
Thanks to this temperature, it is possible to calculate
the superheat, which can be compared to the
required one. Then the initial value of BP is modified
as follows:
(a) if calculated superheat . required superheat )
BP 5 BP + 0.01;
(b) if calculated superheat , required superheat )
BP 5 BP 2 0.01.
The same set of equations, from (1) to (7), is used
until the convergence is reached.
3.3
Heat transfer coefficients
In the method described above it is necessary to
determine the values of the overall heat transfer
coefficient for the single-phase flow and for the twophase flow. Therefore, heat transfer coefficients on
the mixed-water side and on the refrigerant side
have to be estimated. This estimation is made by
using several correlations between dimensionless
numbers such as the Nusselt number (Nu), Reynolds
number (Re), or Prandtl number (Pr).
Flow outside the tube bundle is characterized by a
Reynolds number between 2000 and 1 000 000 and
the Kern relationship [18] is applicable
Nu~0:36Re
0:55
Pr
1=3
m
mw
ð8Þ
where mw is the dynamic viscosity evaluated at wall
conditions.
For the flow inside the tubes, it is important to
dissociate the single-phase heat transfer coefficient
from that of the phase change. The Gnielinski
correlation [19] is used to quantify the heat transfer
coefficient for single-phase turbulent flow:
Nu~0:0214 Re
0:8
{100 Pr
"
0:4
2=3 #
D
1z
,
L
ð9aÞ
0:6vPrv1:5
Nu~0:012 Re
0:87
575
"
{280 Pr
0:4
2=3 #
D
1z
,
L
ð9bÞ
1:5vPrv500
where D is the tube diameter and L its length.
In the existing literature, many correlations for
characterizing boiling inside tubes can be found.
With regard to the correlations employed in this
work to estimate the heat transfer coefficient, five
models have been considered [20–24]. Some comparisons have been conducted for different operating conditions between experimental results and
numerical ones. It appears that Dhar and Jain’s
correlation [22] gives the best results. This model
considers two thermal mechanisms: convective
boiling and nucleate boiling. The Nusselt number
is evaluated by considering the maximum value of
the Nusselt number due to convective boiling (Nucb)
and Nusselt number due to nucleate boiling (Nunb),
where Nucb and Nunb are defined as
h
i0:11 m
_ r Lv 0:44 0:7
Prl ð10aÞ
Nucb ~0:115 x4 ð1{xÞ2
A g rl s
Q
Nunb ~23 388
rv Lv w
0:64 2 0:14
_r D
g D 0:27 m
ð10bÞ
Lv
A2 rl s
where x is the vapour quality, Lv the enthalpy of
vaporization, A the cross-sectional area, g the
acceleration of gravity (5 9.81 m/s2), s the surface
tension, Q the heat flux, and w is a parameter defined
by using the reduced pressure P*
w~0:000 36ðP 1Þ{1:4
ð11Þ
An experimental test campaign has been carried out
on the test rig, for several operating conditions, in
order to validate the physical model of the refrigerating machine. Comparisons between numerical
and experimental results are given in Table 2. The
results show that the vaporization pressure (BP)
which is required to reach the desired superheat
value can be predicted satisfactory.
Table 2 Results obtained by using the Dhar and Jain correlation
HP (bar)
21.4
21.2
21.34
21.28
21.35
21.29
in
Tsw
14.11
13.11
6.65
7.29
7.32
11.43
18.13
8.94
7.36
6.69
16.36
13.16
6.61
7.82
7.76
5.81
13.19
7.86
5.61
5.66
26.39
13.34
7.95
3.67
3.87
218.1
13.19
7.39
2.37
2.61
(uC)
Mixed-water flowrate (m3/h)
Required superheat (uC)
Measured value of BP (bar)
Calculated value of BP (bar)
JSCE566 F IMechE 2008
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
576
3.4
C Changenet, J N Charvet, D Géhin, F Sicard, and B Charmel
Gain and time constant calculation
As stated earlier, the control of evaporator superheat
is performed by the expansion valve. Of course this
valve may be operated in a partially open position,
and to quantify this position a parameter (O) is
introduced, which corresponds to the opening
degree of the valve:
(a) for wide open position O 5 100 per cent;
(b) for totally closed position O 5 0 per cent.
According to Park et al. [25], the R410A mass flowrate
through EEVs can be determined by using a singlephase orifice equation. Then the position parameter
may be related to the refrigerant mass flowrate and to
operating pressures by the following relationship
O~
_r
m
pffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
23 rl ðHP{BPÞ
ð12Þ
where rl is the refrigerant density at the expansion
valve inlet.
By using equation (12) it is possible to link the
vaporization pressure (BP), which is required to
reach the desired superheat value, to the valve
position. This calculation is then performed for two
different values of superheat: DT0 and DT‘, and the
evaporator gain may be estimated by
DT 0 {DT ?
K~
O0 {O?
ð13Þ
As far as the time constant is concerned, the
simple model proposed by Abdelghani-Idrissi et al.
[11] has been used on mixed-water flow:
mcp sw
t~ _ cp sw zUS
m
ð14Þ
where m is the mass of mixed water inside the
evaporator, U is an average value of the overall heat
transfer coefficient, and S is the evaporator exchange
surface area. This calculation is performed on mixedwater flow because this fluid flows around the tube
bundle. As a consequence the volume occupied by
the fluid is at its greatest as well as its thermal inertia.
4
4.1
PREDICTIVE FUNCTIONAL CONTROLLER
DESIGN
Predictive functional control
The predictive controller represents a way of ‘thinking’ that is far more natural than the PID control
system. Indeed, if the process model is known with
precision, it is possible to define the action to be
taken directly without considering the output measurement. In this way, the PID control system
consists of creating a closed-loop control using the
data provided by the sensors while disregarding the
process, whereas the predictive controller is based
on an open-loop control linked to a perfect understanding of the relevant process. In reality, it is
obvious that a model is always incorrect, or at least
inaccurate. The predictive controller must therefore
establish a compromise between the understanding
of the process structure and the data provided by the
sensors. The main difficulty encountered with the
predictive controller is to define a process that is as
reliable as possible.
It will be necessary to ‘predict’ future changes at
the output of the process. This prediction is therefore based on an internal model used as a known
model. This is of course a mathematical model,
which is incorporated into the calculator. By focusing on the example of an evaporator, some studies
[14, 15] have shown that the response of superheating to variation of refrigerant flow in an
evaporator can be represented using a first-order
plus time delay model. As a consequence, its transfer
function G(p) will be given by the following equation
G ðpÞ~
process output K e{Td p
~
process input
1zt p
ð15Þ
where K is the evaporator gain, Td the evaporator
time delay, and t the evaporator time constant. As
explained in the previous section, these parameters
can be determined by using the evaporator modelling. Then the process representation model is
known.
As shown in Fig. 5, the reference trajectory
represents the future process output in order to
reach the setting value, which is the control
objective. However, it is pointless to attempt to
ensure that the process output corresponds to the
reference trajectory at any time. The aim is therefore
to determine a future action that will allow the
prediction to coincide with one point, referred to as
the coincidence point, along the reference trajectory
at the end of a time period referred to as the
coincidence horizon. The ultimate objective of the
control system is to obtain a coincidence point at
time H (or k + H, with k as present instant value),
which offers a correspondence between the reference trajectory and the predicted process output.
Figure 5 illustrates this process, in which Dyp
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
JSCE566 F IMechE 2008
Study on predictive functional control of an expansion valve
Fig. 5
Schematic diagram of a PFC-type control
represents the process output increment and Dym
the model output increment with a coincidence
horizon k + H, whereby the aim is to have an equality
between these two values: Dyp 5 Dym.
When the time delay is an integer multiple of the
sampling period Te (Td 5 ndTe), the corresponding
discrete transfer function of equation (15), applied to
process, has the following form
Gp z
{1
Kp 1{e{Te =t z{1 {nd yp z{1
z
~
~
uc p ðz{1 Þ
1{e{Te =t z{1
ð16Þ
By introducing a parameter a~e{Te =t , equation (16)
leads to
yp ðk Þ~ayp ðk{1ÞzKp ð1{aÞucp ðk{1{nd Þ
ð17Þ
By proceeding in the same manner for the process
representation model, but considering the first order
not to be lagging (nd 5 0), it is possible to write
ym ðkÞ~am ym ðk{1ÞzKm ð1{am Þucm ðk{1Þ
ð18Þ
If the control is considered to be a constant value of
ucm ðkÞ after being applied to instant k, it is possible to
calculate the output at instant k + H by incrementing the
relationship (18), which leads to the predictor equation
H
ym ðkzH Þ~aH
m ym ðk ÞzKm 1{am ucm ðk Þ
ð19Þ
where aH
m is the model parameter am to the power H.
JSCE566 F IMechE 2008
577
The reference trajectory may be fixed by indicating
the response time required in a closed loop and by
choosing an exponential decrease of the gap between the setting value and the output. Then the gap
decrement is given by the following equation
dðkzH Þ~dðk Þe{Te H=tbf ~dðk ÞlH
ð20Þ
where tbf is the reference trajectory time constant
and l~e{Te =tbf .
By assuming that, at time (k + H), there is coincidence between the process output and the reference trajectory, the process output increment (Dyp)
may be defined by
Dyp ðk Þ~yref ðkzH Þ{yref ðkÞ
~C{dðkzH Þ{yref ðk Þ
ð21Þ
By using relationship (20), the expression of the
output increment becomes
Dyp ðkÞ~ 1{lH ½C{yref ðkÞ
ð22Þ
By taking into consideration the coincidence between the two trajectories in (k + H), yref may be
replaced by the process output measurement in
equation (22).
In the same way it is possible to define the
increment of the representation model output by
using equation (19)
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
578
C Changenet, J N Charvet, D Géhin, F Sicard, and B Charmel
H
Dym ðkÞ~ 1{aH
m Km ucm ðk Þ{ym ðk Þ 1{am
ð23Þ
Note that when the process and the model have the
same input signal, then ucm ~ucp ~uc . As the aim is
to have Dyp 5 Dym, it is possible to extract from
equations (22) and (23) the expression of control
uc
1{lH C{yp ðk Þ
ym ðk Þ
uc ðk Þ~
z
Km
K
1{aH
m
m
ð24Þ
If one wishes to take a time delay into account in
the process, it is possible to consider the pure lag on
the process and model as being in series with the
outputs. By assuming correct identification of the
time delay, the lagged process output (yplag) may
be calculated with the following relationship
yplag ðk Þ~yp ðkÞ{½ym ðk Þ{ym ðk{Td Þ
ð25Þ
In this way it is possible to estimate the signal yp(k)
required for control. This control corresponds to the
diagram illustrated in Fig. 6.
Fig. 7 Schematic representation of superheat control
for PFC
namely the gain or time constant, are set by the
internal model.
Thanks to the physical model described in section
3, a machine operator needs to define geometrical
data of the evaporator, or the compressor, and the
fluids used in a given refrigerating machine. Then
the system gain and time constant are automatically
calculated and transmitted to the industrial PLC. As
a conclusion, the operator does not have to know the
mathematical model of the controller.
5
4.2
Implementation of the PFC into an industrial
PLC
An industrial PLC, made by Schneider-Electric, has
been incorporated in EEV instead of the original
package, which contains a PID controller. The PFC
has been implemented in this industrial PLC by
programming a functional block, as described in
Fig. 7. This figure shows that the measurement of
the evaporator outlet pressure (BP) is used to
determine the refrigerant saturation pressure (Tsat).
This value is then subtracted
from the refrigerant
o
outlet temperature Tr in order to calculate the
superheat value (DT). Note that the PFC functional
block does not use any identification algorithm. As a
consequence, the parameters needed for control,
Fig. 6
Block diagram of controller structure
RESULTS
In general, when designing a control system, attention should be paid to both responses to setting
value changes and to disturbance condition changes.
In the case of evaporator control, the aim is to keep
the degree of refrigerant superheat in a given range:
7–9 K in this study. The purpose of this paper is
therefore to focus on the stability analysis of
disturbance condition changes. The first disturbance
analysed in this study was the modification in water
flowrate of the condenser. This disturbance induces
a variation in condensation pressure and may
correspond to operating conditions in which some
pumps, for water-cooled condensers or some fans
for air-cooled condensers, are shut off. Figure 8
presents the results obtained when the water flow is
reduced by 15 per cent. The response time of the PID
controller appears to be higher than the one
obtained with the PFC controller: 5 min instead of
1 min. As a consequence, the superheat with the PID
controller decreases very quickly and this controller
does not succeed in maintaining enough suction
superheat, contrary to the PFC controller, which
prevents any unevaporated refrigerant liquid from
reaching the compressor.
Some other experiments were conducted by
changing the cooling capacity of the refrigerating
machine from 115 to 30 kW and back to 115 kW.
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
JSCE566 F IMechE 2008
Study on predictive functional control of an expansion valve
Fig. 8
System response to condensation pressure
modification
Changes in cooling capacity are connected
to modification in refrigerant mass flowrate.
This modification is obtained by using a cylinderunloading scheme; for 115 kW the compressor
operates with four cylinders, but it operates with
only one cylinder for 30 kW. By using a PID
controller, it appears that the system does not
succeed in maintaining the superheat at a setting
value (Fig. 9): the superheat may vary from 0 up to
16 K as the setting value is equal to 8 K. In Fig. 9 it
appears that EEV does not maintain enough suction
superheat to prevent any unevaporated refrigerant
liquid from reaching the compressor; this operating
condition may induce the destruction of the reciprocating compressor. Figure 10 expresses the control performance of the PFC for the same operating
conditions. It is apparent that it is possible to obtain
a very stable superheat; the measured superheat
fluctuates around the setting value in a very small
range from ¡ 1 K. Note also that excessively high
values of superheat are obtained with the PID
controller (Fig. 9), and the added superheat may
Fig. 10
System response to cooling capacity modification with PID control
JSCE566 F IMechE 2008
System response to cooling capacity modification with PFC control
have an adverse effect on performance. In order to
quantify the refrigeration system control in the sense
of increasing the coefficient of performance (COP) or
energy efficiency, some experiments have been
conducted by changing the compressor rotational
speed with the aim of increasing the cooling
capacity. The coefficient of performance is determined as
COP~
_ r ðh3 {h1 Þ
m
Wcomp
ð26Þ
where ṁr is the refrigerant mass flowrate, which is
measured at the expansion valve inlet with a Coriolis
mass flowmeter, Wcomp is the electrical power
provided by the motor-compressor, which is measured with a wattmeter, and (h3 2 h1) represents the
enthalpy difference between the evaporator outlet
and the evaporator inlet. These enthalpies are
determined by measuring refrigerant pressures and
temperatures and then by using R410A properties.
The measured coefficients of performance for
each type of controller are given in Table 3. It
appears that the energy efficiency of the refrigerating
machine increases when a PFC controller is used;
savings of energy may reach up to 4.2 per cent.
The third disturbance analysed is an on–off
cycling of the compressor, which corresponds to
the start-up of a refrigerating unit. Figure 11 shows
that the compressor is switched off for 20 min; then
the superheat decreases to zero and the expansion
Table 3
Fig. 9
579
Energy efficiency for each type of controller
Cooling capacity (%) COP with PID controller
COP with PFC
65
75
90
100
4.30
4.26
4.20
3.99
4.13
4.09
4.04
3.91
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
580
C Changenet, J N Charvet, D Géhin, F Sicard, and B Charmel
Fig. 11
System response to on–off cycling of the
compressor
valve is closed. When the refrigerating unit is started,
the response time of the PID controller appears to be
too long and so the measured superheat exceeds the
setting value, which is equal to 9 K in this example.
As stated earlier, power consumption increases as
superheat rises. Therefore, the refrigerating machine
power consumption is reduced by 7 per cent when
the PFC controller is used instead of the PID
controller. This energy saving is determined by
integrating the power consumption for 30 min after
the start-up of the compressor.
6
CONCLUSION
Accurate control of an evaporator superheat is
crucial in order to avoid any unevaporated refrigerant liquid from reaching the compressor. An original
method has been developed in order to use a
predictive functional controller on the electrically
driven expansion valve, which regulates the superheat by controlling the mass flow of refrigerant
entering the evaporator. This method is based on the
physical modelling of the refrigerating machine: heat
transfer in the evaporator and prediction of the
refrigerant mass flowrate by calculating the compressor volumetric efficiency. The model is able to
compute the valve position necessary to obtain a
desired value of superheat, and it allows calculation
of parameters such as gain or time constant to be
used for control.
The control system created has been incorporated
into an industrial PLC and some tests were carried
out on a refrigerating machine, which is located in a
research centre of EDF. These experiments were
conducted using the predictive control system, but
also with the original package of the expansion valve
which contains a PID controller, and subsequent
comparisons were made. These comparisons indicate that, if the system is subjected to disturbances,
the predictive functional control offers a high
precision of superheat setting value. The PFC
appears to be a lot more stable and with a shorter
response time than the PID controller. As a consequence, the energy efficiency of the refrigerating
machine may be improved by using the PFC. This
method will now be extended to other elements of
this machine: control of the condensation pressure
by modifying the water flowrate and compressor
speed control in order to regulate the cooling
capacity of refrigeration unit.
REFERENCES
1 Outtagarts, A., Haberschill, P., and Lallemand, M.
Etude de lois de commande adaptatives utilisables
pour des détendeurs électroniques de machines
frigorifiques. In Proceedings of the 19th International Congress on Refrigeration, B2, La Haye,
Netherlands, 1995, pp. 421–428.
2 Chen, W., Chen Zhijiu, Zhu Ruiqi, and Wu
Yezheng. Experimental investigation of a minimum
stable superheat control system of an evaporator.
Int. J. Refrigeration, 2002, 25, 1137–1142.
3 Jin-Long Lin and Yeh, T.-J. Modeling, identification and control of air-conditioning systems. Int. J.
Refrigeration, 2007, 30, 209–220.
4 Jin-Long Lin and Yeh, T.-J. Identification and
control of multi-evaporator air-conditioning systems. Int. J. Refrigeration, 2007, 30, 1374–1385.
5 Rui Qi Zhu, Xiao Qing Zheng, and Ye Zheng Wu.
Fuzzy-PID methods for controlling evaporator
superheat. In Proceedings of the Eighth International Refrigeration Conference, Purdue University,
West Lafayette, Indiana, 25–28 July 2000, pp.
337–344.
6 Xingxi Zhou, Jing Xia, Xinqiao Jin, and Zifeng
Zhou. Study on fuzzy control of the electronic valve
in the air-conditioner with inverter. In Proceedings
of the 20th International Congress on Refrigeration,
IIR/IIF, Sydney, Australia, 1999, vol. III, 6 pp.
7 Nanayakkara, V. K., Ikegami, Y., and Uehara, H.
Evolutionary design of dynamic neural networks
for evaporator control. Int. J. Refrigeration, 2002,
25, 813–826.
8 Richalet, J. Pratique de la commande prédictive,
1993, 352 pp. (Hermès Éditions, Paris).
9 Richalet, J., Lavielle, G., and Mallet, J. La commande prédictive – mise en Ýuvre et applications
industrielles, 2004, 272 pp. (Eyrolles Éditions,
Paris).
10 Clarke, D. W., Mohtadi, C., and Tuffs, P. S.
Generalized predictive control – Part I: the basic
algorithm. Automatica, 1987, 23, 137–148.
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
JSCE566 F IMechE 2008
Study on predictive functional control of an expansion valve
11 Abdelghani-Idrissi, M. A., Arbaoui, M. A., Estel, L.,
and Richalet, J. Predictive functional control of a
counter current heat exchanger using convexity
property. Chem. Engng and Processing, 2001, 40,
449–457.
12 Pérez de la Parte, M., and Camacho, E. F.
Application of a predictive sliding mode controller
to a heat exchanger. In Proceedings of IEEE
International Conference on Control applications,
Glasgow, 2002, pp. 1219–1224.
13 Arbaoui, M. A., Vernieres-Hassimi, L., Seguin, D.,
and Abdelghani-Idrissi, M. A. Counter-current
tubular heat exchanger: modeling and adaptive
predictive functional control. Appl. Thermal Engng,
2007, 27(13), 2332–2338.
14 Outtagarts, A., Haberschill, P., and Lallemand, M.
Comportement dynamique d’un évaporateur de
machine frigorifique soumis à des variations de
débit. In Proceedings of the 19th International
Congress on Refrigeration, B2, La Haye, Netherlands, 1995, pp. 413–420.
15 Finn, D. P. and Doyle, C. J. A BEMS-integrated
electronic expansion valve for real-time optimisation of refrigerant evaporation. In Proceedings of
the 20th International Congress on Refrigeration,
IIR/IIF, Sydney, Australia, 1999, vol. III, 8 pp.
16 REFPROP: reference fluid thermodynamic and
transport properties. NIST Standard Reference
Database 23, Version 7.0, copyright 2002.
17 Holman, J. P. Heat transfer, 7th edition, 1989, 676
pp. (McGraw-Hill, New York).
18 Kern, D. Q. Process Heat Transfer. International
student edition, 1950, 871 pp. (McGraw-Hill, New
York).
19 Gnielinski, V. New equation for heat and mass
transfer in turbulent pipe and channel flow. Int.
Chem. Engng, 1976, 16(2), 359–368.
20 Chen, J. C. A correlation for boiling heat transfer
to satured fluids in convective flow. Ind. Engng
Chem. Process and Development, 1966, 5(3),
322–329.
21 Shah, M. M. Chart correlation for saturated boiling
heat transfer: equations and further studies. ASHRAE Trans., 1982, 88(1), 185–196.
22 Dhar, P. L. and Jain, V. K. On evaluation of
correlations for prediction of heat transfer coefficient in nucleate flow boiling. Int. J. Heat and Mass
Transfer, 1982, 25(8), 1250–1251.
23 Gungor, K. E. and Winterton, R. H. S. A general
correlation for flow boiling in tubes and annuli. Int.
J. Heat and Mass Transfer, 1986, 29(3), 351–358.
24 Liu, Z. and Winterton, R. H. S. A general correlation for saturated and subcooled flow boiling in
tubes and annuli, based on a nucleate pool boiling
equation. Int. J. Heat and Mass Transfer, 1991,
34(11), 2759–2766.
25 Park, C., Cho, H., Lee, Y., and Kim, Y. Mass flow
characteristics and empirical modeling of R22 and
R410A flowing through electronic expansion valves.
Int. J. Refrigeration, 2007, 30, 1401–1407.
JSCE566 F IMechE 2008
581
APPENDIX
Notation
x
y
cross-sectional area (m2)
pressure at compressor suction line
(bar)
specific heat at constant pressure (J/
kg K)
setting value
maximum capacity rate (W/K)
minimum capacity rate (W/K)
coefficient of performance
compressor displacement (m3/s)
diameter (m)
acceleration of gravity (m/s2)
transfer function
enthalpy (J/kg)
horizon time
pressure at compressor discharge
line (bar)
present time
gain
tube length (m)
enthalpy of vaporization (J/kg)
mass (kg)
mass flowrate (kg/s)
Nusselt number
opening degree of the valve
reduced pressure
Prandtl number
Reynolds number
exchange surface area (m2)
temperature (K)
time delay (s)
time constant (s)
overall heat transfer coefficient (W/
m2 K)
control
parameter
electrical power provided by the
motor-compressor (W)
vapour quality
output variable
a
c
d
DT
DTlm
e
gv
l
m
parameter
polytropic coefficient
gap
superheat (K)
log mean temperature difference (K)
heat-exchanger effectiveness
volumetric efficiency
parameter
dynamic viscosity (Pa s)
A
BP
cp
C
Cmax
Cmin
COP
Cyl*N
D
g
G
h
H
HP
k
K
L
Lv
m
ṁ
Nu
O
P*
Pr
Re
S
T
Td
Te
U
uc
w
Wcomp
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
582
C Changenet, J N Charvet, D Géhin, F Sicard, and B Charmel
density (kg/m3)
surface tension (N/m)
time constant (s)
heat flux (W/m2)
r
s
t
Q
Subscripts
cb
l
m
nb
p
r
ref
convective boiling
saturated liquid (liquid phase)
model
nucleate boiling
process
refrigerant flow
reference trajectory
sat
sp
su
sw
tp
v
w
Superscripts
in
o
0
‘
Proc. IMechE Vol. 222 Part I: J. Systems and Control Engineering
Downloaded from pii.sagepub.com by guest on September 6, 2012
View publication stats
refrigerant saturation point
single-phase flow
compressor’s suction
flow of water and antifreeze mixture
two-phase flow
saturated vapour (vapour phase)
wall conditions
inlet
outlet
initial operating condition
final operating condition
JSCE566 F IMechE 2008