Ammoniacal System Mechanisms For Leaching Copper From Converter Slag
advertisement

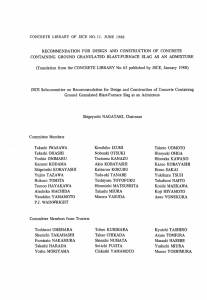
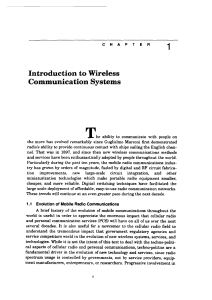
metals Article Ammoniacal System Mechanisms for Leaching Copper from Converter Slag Alvaro Aracena 1, *, Andrés Valencia 1 and Oscar Jerez 2 1 2 * Escuela de Ingeniería Química, Pontificia Universidad Católica de Valparaíso, Avenida Brasil 2162, Valparaíso 2362854, Chile; andres.h.valencia@gmail.com Instituto de Geología Económica Aplicada (GEA), Universidad de Concepción, Casilla 160-C, Concepción 4070386, Chile; ojerez@udec.cl Correspondence: alvaro.aracena@pucv.cl; Tel.: +56-32-2372614 Received: 16 April 2020; Accepted: 13 May 2020; Published: 28 May 2020 Abstract: In pyrometallurgical processes refining copper, the main source of loss in the conversion stage is from slag. This paper reports on research work treating converter slag containing high percentages of copper (36 wt%) using ammonium hydroxide at room temperature. Variables analyzed are solution pH, agitation, temperature, NH4 OH concentration and particle size. Results showed that the hydronium ion resulting from ammonium hydroxide dissociation was the main oxidant of copper compounds in slag, such as CuO, Cu2 O and Cu, with the exception of CuFeO2 . The particles contain a large amount of microcracks (porosity) in their refractory structure (analyzed by compositional image capture (BSE)). Thus, the diffusion of the leaching solution through the microcracks making contact with the copper oxides would be allowed. Leaching mechanisms were corroborated by X-ray diffraction and scanning electron microscopy analysis. Increasing temperature and NH4 OH concentration while decreasing particle size obtained higher copper recoveries, reaching values of 84.8%. Under the same conditions, the main impurity (iron) was minimal (<2%). Solution pH also affected slag leaching. Agitation of the solution positively affected the rate of copper extraction. Leaching kinetics of the leaching solution through the porosity formed in the slag was analyzed under the intraparticle diffusion model. The reaction order was 1.2 with respect to the concentration of ammonium hydroxide and the model was inversely proportional to the square of the particle radius. The activation energy obtained was 42.3 kJ/mol for temperature range 283 to 333 K. Keywords: converter slag; ammonia leaching; microcracks; kinetics 1. Introduction Metallurgical treatment of metallic sulfides is generally carried out by means of high temperature methods, usually pyrometallurgy. Conversion stage, there are two sequential stages—the elimination of iron and some other impurities in the so-called "slag blow" stage; and the subsequent stage to convert white metal (Cu2 S) to metallic copper (Cu), known as the "copper blow" stage. During the conversion process, highly uncontrolled oxidation occurs, causing chemical copper losses through direct contact of metallic copper with gaseous oxygen (reaction (1)), as well as through direct contact of the white metal with the main constituent of slag, iron oxide (FeO) (reaction (2)). 2Cu(white metal ) + 1/2O2(gaseous) = Cu2 O(slag) (1) Cu2 S(white metal) + FeO(slag) = Cu2 O(slag) + FeS(white metal) . (2) Thermodynamically, reaction (1) is very favorable; however and although reaction (2) should not occur because the activity of copper oxide in a slag is on the order of 4.25 × 10−7 , there is ample Metals 2020, 10, 712; doi:10.3390/met10060712 www.mdpi.com/journal/metals Metals 2020, 10, 712 2 of 16 evidence of this oxidized phase. The concentration of copper in slag can vary between grades of 0.68 and 9.13 wt% [1–11]. Slag can be disposed of in landfills as long as it contains less than 1% Cu. Due to the high concentration of useful metal in slag, a proper copper recovery pathway through the use of alternative treatments is attractive. Since this type of copper involves oxidation, one such treatment alternative is hydrometallurgy. Much research has been conducted on copper recovery from converter slags. In the chemical leaching pathway, Anand [1] leached converter slag (4.03% Cu, 1.99% Ni, 0.48% Co) with ferric chloride and obtained extractions of 92%, 28% and 24% copper, nickel and cobalt, respectively, after 10,800 s (3 h). To increase extractions, the same author [2] pre-treated slags with furnace oil (10 wt%) for 10,800 s (3 h). Extraction increased for all three metals, reaching values of 82%, 95% and 80% Cu, Ni and Co, respectively. Then, in a separate study, Anand [3] applied a pressurized leaching solution of dilute sulfuric acid at temperature 403 K (130 ◦ C) and 0.59 MPa O2 , yielding recovery of over 90% of the metals of interest (Cu, Ni and Co) and less than 0.8% of Fe (main impurity). Research done since 2000; Cu, Co and Zn were recovered by leaching slags with diluted H2 SO4 ; slags were first roasted [5] with concentrated sulfuric acid, causing sulfation of slag constituents. Recoveries of 88% copper, 87% cobalt, 93% nickel and 83% iron were obtained after 7200 s (2 h) of roasting at 423 K (150 ◦ C) and a 3:1 acid/slag ratio. Perederiy [10] applied the High Pressure Oxidative Acid Leaching (HPOXAL) method to extract nickel, cobalt and copper. The work was carried out in a titanium autoclave with oxygen and acid injection. The results obtained at 523 K (250 ◦ C), 90 psi PO2 and times between 900 and 1200 s (15 to 20 min) yielded between 95–97% extraction of Ni, Co and Cu, each. In another approach, the Taguchi method was used to determine optimum conditions for dissolving copper from converter slags [6] saturated with Cl2 gas. The experimental work was performed in a 0.5 dm3 (500 mL) capacity glass reactor. The results showed 98.35%, 8.79% and 25.17% extraction of Cu, Fe and Zn, respectively, at chlorine gas flow of 3.67 × 10−3 dm3 /s (220 mL/min), solid/liquid ratio of 0.1, agitation of 550 rpm and reaction time 5400 s (90 min). Another study [7] used potassium dichromate with sulfuric acid where they found that using the H2 SO4 -K2 Cr2 O7 mixture was more advantageous for copper extraction than using H2 SO4 alone—using only sulfuric acid, they obtained extractions of 20.5%, 66.6%, 62.1% and 65.7% of Cu, Co, Zn and Fe, respectively; with added potassium dichromate, extractions varied to 81.15%, 12.00%, 3.15% and 10.27% for the same order of metals. The amount of leached copper increased, while the other metals decreased their extractions. In recent years, Turan [11] leached a mixed slag (BS) generated during flash fusion and conversion using microwaves, hydrogen peroxide and acetic acid. Results showed that the use of microwaves gave shorter leaching times. High copper (95%) and zinc (30%) recoveries were achieved, while iron recoveries were minimal (1.6%). Beşe [8] leached converter slag in a ferric sulfate-sulfuric acid system in the presence and absence of ultrasound. The results showed that ultrasound gave extractions of 89.28%, 51.32%, 69.87% and 13.73% of copper, zinc, cobalt and iron, correspondingly. The absence of ultrasound showed similar extractions. A different kind of approach from biohydrometallurgy has also been used to recover copper from converter slags. For example, indirect bioleaching, Carranza [9] leached 9 wt% Cu slag with ferric sulfate via the BRISA process (in Spanish—Biolixiviación Rápida Indirecta con Separación de Acciones; in English-Fast Indirect Bioleaching with Actions Separation). That process gave recovery of nearly 93% copper over 14400 s (4 h) of work. In relation to direct bioleaching, Mehta [4] used bacterium Thiobacillus ferrooxidans and iron oxidizing bacteria to bioleach converter slags at room temperature. High recoveries of 99.0% Copper (over 6912 × 103 s (1920 h)), 22.0% nickel (over 6048 × 103 s (1680 h)) and 30.0% cobalt (over 4320 × 103 s (1200 h)) were obtained. Of the above works on converter slags using acid systems, none look at alkaline system, that is, basic solutions at pH values above 6. Our research work, then, takes the novel approach to leaching converter slags in ammonia-based systems, with pH values of 6 to 14. Although different copper compounds have already been tested with this leaching alternative in different ammonia media Metals 2020, 10, x FOR PEER REVIEW Metals 2020, 10, 712 3 of 18 3 of 16 chloride solution [13], complex copper in ammonia-ammonium chloride solution [14], malachite ore in ammonium solutions [15], tenorite and cuprite in ammonium mediaore [16,17]. Ammonia such as malachitenitrate in ammonia/ammonium carbonate system [12], oxidized copper in ammonium leaching has not[13], been carried copper out forin converter slags. chloride solution complex ammonia-ammonium chloride solution [14], malachite ore in Therefore, the main objective of this research work is to media leach a[16,17]. slag from a Peirce-Smith ammonium nitrate solutions [15], tenorite and cuprite in ammonium Ammonia leaching converter using ammonium hydroxide (NH 4 OH) under different working conditions as an has not been carried out for converter slags. alternative to the leaching sulfuric acid (or anywork otherisacid). Therefore, main with objective of this research to leach a slag from a Peirce-Smith converter using ammonium hydroxide (NH4 OH) under different working conditions as an alternative to leaching 2. Experimental Design with sulfuric acid (or any other acid). Codelco Chile's Ventanas Division provided converter slag specifically from their conversion 2. Experimental Design process in a Peirce-Smith Furnace. In brief, slag is cooled with industrial water to reduce temperature from 1373 K to 293 K, is then crushed, ground slag and specifically classified into several fractions, Codelco Chile’s Ventanas Division provided converter from theirsize conversion (most frequently −210 + Furnace. 149, −149In + 105, and −74 + 53 μm, withwater average particle sizes of 180, process in a Peirce-Smith brief,−105 slag+is74cooled with industrial to reduce temperature 127,1373 90 and μm, Chemical analysis was into performed obtained at average from K to64293 K, respectively). is then crushed, ground and classified several on sizesamples fractions, (most frequently sizes+of 180−149 and+64105, μm,−105 showing 36%−74 Cu,+19% Fe and remaining insoluble Converter −210 149, + 74 and 53 µm, withthe average particle sizes ofparts. 180, 127, 90 and slag 64 here presented aChemical very highanalysis concentration of copper, bibliographically recorded µm, respectively). was performed on higher samplesthan obtained at average sizes of 180(0.68– and Cu). Therefore, hydrometallurgical treatmentinsoluble of waste (slag) of interest. 649.13% µm, showing 36% Cu, 19% Fe and the remaining parts. was Converter slag here presented analyses of copper, the solutions by Atomic Absorption Spectroscopy with a very Chemical high concentration higherwere than made bibliographically recorded (0.68–9.13% Cu). (AAS) Therefore, a Hitachi Z-8100 Zeeman kit (Hitachi High-Technologies Corporation, Tokyo, Japan). For the slag hydrometallurgical treatment of waste (slag) was of interest. characterization in scanning electron were microscopy (SEM), theAbsorption sample was covered with coalwith to be Chemical analyses of the solutions made by Atomic Spectroscopy (AAS) Chemical analysis (EDS)High-Technologies and compositionalCorporation, image capture (BSE) and morphological a conductive. Hitachi Z-8100 Zeeman kit (Hitachi Tokyo, Japan). For the slag (SEM) were performed using a Tescan® Vega LSH electron microscope, equipped characterization in scanning electron microscopy (SEM), the sample was covered withwith coalan to EDS be Bruker® 6030 detector (TESCAN, Czech Republic). by X-ray conductive. Chemical analysis (EDS) Brno, and compositional imageSolids capturewere (BSE)determined and morphological diffraction (XRD), using D4 Endeavor kit, microscope, operated with Cu radiation and Bruker a Kβ ® Ni (SEM) were performed usingaaBruker® Tescan® Vega LSH electron equipped with an EDS radiation filter (Bruker AXS D8, Bruker, Billerica, USA). by X-ray diffraction (XRD), 6030 detector (TESCAN, Brno,Advance Czech Republic). Solids were MA, determined order®toD4 know the chemical species and/or elementsand present XRD AXS of the using aInBruker Endeavor kit, operated with Cu radiation a Kβin Niconverter radiation slag, filter an (Bruker original sample was performed, obtaining the results observed in Figure 1. Here, peaks indicate Advance D8, Bruker, Billerica, MA, USA). delafossite (CuFeO (Cu 2O), tenorite (CuO), metallic (Cu), chalcocite In order to know2),thecuprite chemical species and/or elements present incopper converter slag, an XRD of(CuS), the magnetite (Fe3Owas 4) and fayalite (Fe 2SiO4) compounds-in short, copper present the converter slag is original sample performed, obtaining the results observed in Figure 1. in Here, peaks indicate mainly oxidized. delafossite (CuFeO2 ), cuprite (Cu2 O), tenorite (CuO), metallic copper (Cu), chalcocite (CuS), magnetite (Fe3 O4 ) and fayalite (Fe2 SiO4 ) compounds-in short, copper present in the converter slag is mainly oxidized. 30000 CuFeO2 Intensity, CPS 25000 Cu Cu2O 20000 Fe3O4 Fe2SiO4 15000 CuS CuO 10000 5000 0 10 20 30 40 50 60 2θ, degree Figure 1. X-ray diffraction (XRD) of original converter slag sample. Figure 1. X-ray diffraction (XRD) of original converter slag sample. 70 Metals 2020, 10, 712 4 of 16 Metals 2020, 10, x FOR PEER REVIEW 4 of 18 The 180 µm sample was analyzed by SEM to determine the degree of fracture and morphology of The 180 μm was analyzed by SEM to determine the degreedegree of fracture and morphology the converter slagsample particles (Figure 2). The particles show an important of fracture or porosity of the converter slag particles (Figure 2). The particles show an important degree of fracture or (indicated by arrows in the images). This fracturing, called microcracks, could help diffuse leaching porosity (indicated by arrows in the images). This fracturing, called microcracks, could help diffuse solutions through the particle. leaching solutions through the particle. 100 µm 50 µm Figure 2. Scanning electron microscopy (SEM) micrograph of original sample of converter slags (264× Figure 2. Scanning electron microscopy (SEM) micrograph of original sample of converter slags (264× and 546× magnification). and 546× magnification. Leaching experiments began by placing 1 dm3 of ammonium hydroxide leaching solution into Leaching experiments began by placing 1 dm3of ofaammonium hydroxide leaching into 3 capacity a 2 dm reactor. This reactor consisted heating blanket, condenser (tosolution decrease thea 3 capacity reactor. This reactor consisted of a heating blanket, condenser (to decrease the 2 dm evaporation rate), mechanical agitator of the digital type (with a teflon impeller), thermocouple and rate),the mechanical agitator Then, of the 1digital type a teflon slag impeller), thermocouple and aevaporation tube to extract liquid samples. × 10−3 kg (with of converter sample was introduced. −3 kg of converter slag sample was introduced. For a tube to extract the liquid samples. Then, 1 × 10 For experiments run at elevated temperature, the solution was first heated to the desired temperature. experiments run at elevated temperature, the solution was first heated to thebydesired temperature. During the experimental time, liquid samples were extracted and analyzed AAS for Cu and Fe During the experimental time, liquid samples were extracted and analyzed by AAS for and Fe analysis. In some cases, solid samples were obtained by washing and drying residues andCu they were analysis. In some cases, solid samples were obtained by washing and drying residues and they were analyzed by X-ray diffraction to get the qualitative phase analysis and BSE was used for cross sections analyzed X-ray diffraction to get the qualitative phase analysis and BSE was used for cross of particle by morphology. sections of particle morphology. 3. Results and Discussion 3. Results and Discussion Variables that directly affected converter slag dissolution rate, shown below, were NH4 OH 3 ), temperature Variables (mol/dm that directly affected converter slag pH, dissolution rate, (PS, shown were NH 4OH concentration (K), solution particle size µm),below, stirring speed (rpm) 3 3 concentration (mol/dm ), temperature (K), solution pH, particle size (PS, m), stirring speed (rpm) and liquid/solid ratio (dm /kg). and liquid/solid ratio (dm3/kg). 3.1. Solution pH 3.1. Solution pH The converter slag dissolution zone in ammonia media at different solution pH values was analyzed. The pH values 6.0, 10.5zone and 14.0. The testsmedia were performed at solution NH4 OH concentration of The converter slag were dissolution in ammonia at different pH values was 3 , temperature 298 K, particle size 64 µm, agitation speed 500 rpm and liquid/solid ratio of 0.7 mol/dm analyzed. The pH values were 6.0, 10.5 and 14.0. The tests were performed at NH4OH concentration 3, temperature 1000/1. To maintain the pH value of the solution, sulfuric acid (98%speed purity) sodium (98.5% of 0.7 mol/dm 298 K, particle size 64 m, agitation 500orrpm and hydroxide liquid/solid ratio purity) wasToadded, as appropriate. Figure shows thesulfuric results acid obtained leaching times uphydroxide to 2700 s. of 1000/1. maintain the pH value of the3 solution, (98%for purity) or sodium (98.5% purity) was added, as appropriate. Figure 3 shows the results obtained for leaching times up to 2700 s. Metals 2020, 10, x FOR PEER REVIEW 5 of 18 Metals 2020, 10, 712 5 of 16 Copper extraction, % 80 60 pH=6.0 pH=10.5 pH=14.0 40 20 0 0 500 1000 1500 2000 2500 3000 Time, seconds Figure 3. Effect of the pH of the leaching solution on copper extraction. Working conditions—[NH4 OH] 3. 3Effect ofµm, theAgitation pH of= 500 the rpm, leaching =Figure 0.7 mol/dm , PS = 64 ratio =solution 1000/1. on copper extraction. Working 3 conditions—[NH4OH] = 0.7 mol/dm , PS = 64 m, Agitation = 500 rpm, ratio = 1000/1. It can be seen in the figure that as the experimental time increases, the extraction of copper from It can beslags seen increases. in the figure thatfor as athe time increases, theCu extraction of copper from the converter Thus, pHexperimental of 10.5, an extraction of 29.9% was obtained at a time the converter slags increases. Thus, for a pH of 10.5, an extraction of 29.9% Cu was obtained at a time of 600 s, while at 2700 s, extraction reached 69.6%. It should also be noted that copper extractions of 600 s, while at 2700 s, of extraction reached 69.6%.extractions It should of also be 7.3% notedand that15.1%, copper extractions were lower for pH values 6.0 and 14.0, reaching only respectively. weredecrease lower for values will of 6.0 14.0, reaching This in pH extraction beand discussed later. extractions of only 7.3% and 15.1%, respectively. This decrease in extraction will be discussed later. 3.2. Effect of Agitating the Solution 3.2. Effect of Agitating the Solution The agitation of the leaching solution was varied between a range of 100 and 950 rpm. In addition, an agitation-free test of was added. The solution working was conditions were for pH value 10.5, an ammonium The agitation the leaching variedused between a range of 100 and 950 rpm. In 3 hydroxide concentration of test 0.7 mol/dm , particle size 64 conditions µm, temperature 298 K liquid/solid addition, an agitation-free was added. The working used were forand pHavalue 10.5, an 3, particle ratio of 1000/1. Figure 4concentration shows time-dependent copper extractions form, thetemperature stirring ranges ona ammonium hydroxide of 0.7 mol/dm size 64 298used K and the solution. ratio of 1000/1. Figure 4 shows time-dependent copper extractions for the stirring ranges liquid/solid seen in the figure, a low stirring speed (100 rpm) copper extraction was achieved close usedAs oncan thebe solution. to 38.3%. As stirring speed increased, copper extraction increased to 84.8% (at stirring rate 950 rpm). Above 500 rpm, the amount of copper extracted is not highly influenced. This phenomenon is due to the role of mass transfer. Thus, the mass transfer would not be relevant to the flow of ions through the slag particles. It was thus concluded that future experiments would be set at 500 rpm agitation. It should be noted that working without agitation (0 rpm) an extraction value of 11.1% was achieved. This value is important because copper extraction from converter slag still occurs, even without stirring the solution. This is mainly due to the leaching solution diffusing throughout the slag via microcracks (pores) [18]. These microcracks are produced by the sudden cooling of the slags in the pyrometallurgical process, when water (at 293 K) makes contact with molten slag (1373 K). Partially leached samples (0 rpm, 2700 s) were analyzed by BSE, which are shown in Figure 5. It can be seen in this figure that the particles contain a large amount of microcracks in their structure, even subdivided inside them generating a greater amount of porosity in the particle. Thus, the diffusion of the leaching solution through the microcracks by contact with the copper oxides would be allowed. For future work, the study of more detailed analyzes could be evaluated through the use of techniques such as the B.E.T. (Brunauer, Emmett and Teller), which would allow to determine the specific surface area of the solid. Metals 2020, 10, x FOR PEER REVIEW 6 of 18 Metals 2020, 10, 712 6 of 16 100 0 rpm 100 rpm 850 rpm 950 rpm 250 rpm 500 rpm Copper extraction, % 80 60 40 20 0 0 500 1000 1500 2000 2500 3000 Time, seconds Figure of the theagitation agitationrate rateofofthe the solution a function of time. Working conditions: Figure4.4. Analysis Analysis of solution as as a function of time. Working conditions: pH = 7 of 18 3 , T = 298K, PS = 64 µm, ratio = 1000/1. 3 pH = 10.5, [NH OH] = 0.7 mol/dm 10.5, [NH4OH]4 = 0.7 mol/dm , T = 298K, PS = 64 m, ratio = 1000/1. Metals 2020, 10, x FOR PEER REVIEW As can be seen in the figure, a low stirring speed (100 rpm) copper extraction was achieved close to 38.3%. As stirring speed increased, copper extraction increased to 84.8% (at stirring rate 950 rpm). Above 500 rpm, the amount of copper extracted is not highly influenced. This phenomenon is due to the role of mass transfer. Thus, the mass transfer would not be relevant to the flow of ions through the slag particles. It was thus concluded that future experiments would be set at 500 rpm agitation. It should be noted that working without agitation (0 rpm) an extraction value of 11.1% was achieved. This value is important because copper extraction from converter slag still occurs, even without stirring the solution. This is mainly due to the leaching solution diffusing throughout the slag via microcracks (pores) [18]. These microcracks are produced by the sudden cooling of the slags in the pyrometallurgical process, when water (at 293 K) makes contact with molten slag (1373 K). Partially leached samples (0 rpm, 2700 s) were analyzed by BSE, which are shown in Figure 5. It can be seen in this figure that the particles contain a large amount of microcracks in their structure, even subdivided inside them generating a greater amount of porosity in the particle. Thus, the diffusion of the leaching solution through the microcracks by contact with the copper oxides would 50 µm 100 µm be allowed. Figure 5. BSE images of partially leached samples (0 rpm and 2700 s) of converter slag for analysis Figure 5. BSE images of partially leached samples (0 rpm and 2700 s) of converter slag for analysis (455× and 656× magnification). The arrows indicate the microcracks inside the structure. (455× and 656× magnification). The arrows indicate the microcracks inside the structure. 3.3. Effect of Temperature For future work, the study of more detailed analyzes could be evaluated through the use of The effect of temperature on the leaching rate of converter slag was studied for a range of 283 to techniques such as the B.E.T. (Brunauer, Emmett and Teller), which would allow to determine the 333 K, with NH4 OH concentration constant at 0.7 mol/dm3 , particle size at 64 µm and liquid/solid ratio specific surface area of the solid. at 1000/1. Figure 6 shows the results of the temperature effect. As temperature increases, copper extraction is faster. Thus, at time 2700 s and temperature 293 K, 3.3. Effect of Temperature copper extraction reached 50%; increasing temperature 1.1 times (323 K), the same extraction was The effect of temperature on the leaching obtained after only 660 s, a reduction of 75.5%.rate of converter slag was studied for a range of 283 to 333 K, with NH 4OH concentration constant at 0.7 mol/dm3, particle size at 64 m and liquid/solid To determine converter slag leaching mechanisms, samples obtained at a temperature of 298 K, 3 NH ratio at 1000/1. Figure 6 shows the results of the temperature effect. 0.7 mol/dm 4 OH and at times of 2700 and 7200 s (i.e., partially and completely leached) were analyzed. Solid samples were analyzed by XRD. Results for both samples (2700 and 7200 s) were similar. Therefore, only analysis performed for the sample obtained at 7200 s are presented in Figure 7. n, % 80 60 3.3. Effect of Temperature The effect of temperature on the leaching rate of converter slag was studied for a range of 283 to 333 K, with NH4OH concentration constant at 0.7 mol/dm3, particle size at 64 m and liquid/solid ratio at 1000/1. Figure 6 shows the results of the temperature effect. Metals 2020, 10, 712 7 of 16 Copper extraction, % 80 60 Metals 2020, 10,40 x FOR PEER REVIEW 8 of 18 As temperature increases, copper extraction is faster. Thus, at time 2700 s and temperature 293 K, copper extraction reached 50%; increasing temperature 1.1 times (323 K), the 313K same extraction was 283K 20 obtained after only 660 s, a reduction of 75.5%. 293K 323K To determine converter slag leaching mechanisms, samples obtained at a temperature of 298 K, 298K 333K 0.7 mol/dm3 NH4OH and at times of 2700 and 7200 s (i.e., partially and completely leached) were 0 samples were analyzed by XRD. Results for both samples (2700 and 7200 s) were analyzed. Solid 0 1000 2000 3000 4000 5000 6000 7000 similar. Therefore, only analysis performed for the sample obtained at 7200 s are presented in Figure Time, seconds 7. Figure 6. 6. Results of copper extraction as a function of time for Working conditions: Figure Results of copper extraction as a function of different time fortemperatures. different temperatures. Working 3 , PS = 64 µm, Agitation = 500 rpm, ratio = 1000/1. pH = 10.5, [NH OH] = 0.7 mol/dm 3 4 = 10.5, [NH4OH] = 0.7 mol/dm , PS = 64 m, Agitation = 500 rpm, ratio = 1000/1. conditions: pH 60000 CuFeO2 50000 Intensity, CPS Cu2O 40000 Fe3O4 Fe2SiO4 30000 CuS 20000 10000 0 0 10 20 30 40 50 60 70 2θ, degree Figure 7. Partially reacted sample of converter slag for a time of 7200 s. Figure 7. Partially reacted sample of converter slag for a time of 7200 s. Copper compounds can be seen in Figure 7, with strong peaks identifying compound delafossite Copper compounds can However, be seen in Figure 7, not with strong inpeaks identifying and a slight presence of cuprite. tenorite was identified this sample neithercompound metallic delafossite and a slight presence of cuprite. However, tenorite was not identified in this copper (Cu). These results indicate that ammonia leaching occurred for oxidized copper speciessample such metallic (Cu). These results indicate that ammonia leaching occurred for oxidized asneither Cu2 O and CuO copper as well as for Cu. Conversely and as confirmed by XRD, CuFeO was not dissolved 2 species as are Cu2analogous O and CuO as well as for Cu. and as over confirmed XRD, bycopper NH4 OH. Thesesuch results to previous studies [5],Conversely in which recoveries 85% ofby copper CuFeO 2 was not dissolved by NH 4 OH. These results are analogous to previous studies [5], in which were not possible due to the presence of copper ferrite (CuFeO2 ), a ferromagnetic ceramic compound recoveries 85% to of leach copper were not possibleproperties. due to the presence of copper ferrite (CuFeO2), a which is veryover difficult due to its refractory ferromagnetic ceramic compound which is very difficult to leach due to its refractory properties. 3.4. Converter Slag Leach Mechanism 3.4. Converter Slag Leach Mechanism Ammonium hydroxide incorporated into the solution was immediately decomposed down to Ammonium hydroxide into theion solution immediately decomposed down form an ammonium ion (NH3incorporated ) and a hydronium (H3 O+was ), following reaction (3). In this andto + + form anwork ammonium (NHdemonstrated 3) and a hydronium ion is (Hresponsible 3O ), following reaction copper (3). In this and previous [16,17], ion it was that H3 O for leaching oxides previous work [16,17], it was demonstrated that H3O+ is responsible for leaching copper oxides through physical and electrochemical processes, while NH3 created copper complexes to maintain cupric ions in the alkaline solution system (constant dissociation of ammonia = 1.77 × 10−5 to 298 K). 8NH4OH + 8H2O → 8NH3 + 8H3O+ + 8OH− (3) Metals 2020, 10, 712 8 of 16 through physical and electrochemical processes, while NH3 created copper complexes to maintain cupric ions in the alkaline solution system (constant dissociation of ammonia = 1.77 × 10−5 to 298 K). 8NH4 OH + 8H2 O → 8NH3 + 8H3 O+ + 8OH− (3) Therefore, the leaching mechanism for oxide slags (Cu2 O and CuO) in the presence of ammonium hydroxide is given by the following semi-reactions [16,17]: 2CuO + 2H3 O+ → Cu2+ + 2H2 O + Cu(OH)2 (4) 2Cu2 O + 2H3 O+ → 3Cu2+ + 2H2 O + Cu(OH)2 + 4e. (5) In the case of the reaction (4), the hydronium ion provides protons necessary for the dissolution of CuO (the dissolution of this compound follows a physical process). Reaction (5), in contrast, has the hydronium ion in an electrochemical process to provide the necessary electrons to generate the oxide/reduction pair (using reaction (6)) and thus dissolve the Cu2 O. 4H3 O+ + 4e + O2 → 6H2 O. (6) With respect to the compound Cu(OH)2 generated in reactions (4) and (5), this is leached with H3 O+ according to reaction (7). The hydronium ion competes to be able to leach cuprite and tenorite (reactions (4) and (5)) and to dissolve Cu(OH)2 (reaction (7)). Cu(OH)2 + 2H3 O+ → Cu2+ + 4H2 O. (7) Copper ions released into the solution (reactions (4) and (5)) are complexed by the ammonium ion to generate copper tetra-amine (Cu(NH3 )4 2+ ) according to reaction (8). It should be noted that the tetra-amine formation process is allowed through previous generation of Cu(NH3 )2 2+ ; however, that ion is thermodynamically unstable in basic systems [13,15]. 4Cu2+ + 16NH3 → 4(Cu(NH3 )4 2+ ). (8) To corroborate the formation of copper tetra-amine, a Pourbaix stability diagram (EH -pH) was constructed for the Cu-NH4 OH-H2 O system for temperature 293 K, copper concentration 0.00236 mol/dm3 and ammonium hydroxide concentrations of 0.1, 0.35 and 0.7 mol/dm3 . The thermodynamic data used for the construction of the diagram were extracted from the HSC Chemistry program database [19]. This diagram (Figure 8) shows that solution pH was preponderant vs. potential in obtaining the copper tetra-amine. Thus, for NH4 OH concentration 0.1 mol/dm3 , Cu(NH3 )4 2+ was maintained in solution at pH ranging from 7 to 14 for the entire potential range. Outside those pH ranges, copper precipitated as an oxide (CuO), decreasing copper concentration in solution and inhibiting further purification/concentration of this metal. Thus pH effect is shown, here, as in Figure 3. In addition, were copper oxide to form, NH3 consumption (reaction (8)) would stop, NH4 OH would not decompose and H3 O+ would not be generated (reaction (3)). In short, CuO production directly and negatively affects Cu2 O and CuO leaching from the slag. Tests with NH4 OH concentrations (0.35 and 0.70 mol/dm3 ) show that as concentration of ammonium hydroxide increases, the stability zone of the copper tetra-amine was reduced, yielding for NH4 OH 0.7 mol/dm3 a pH range from 8.3 to 13.4. effect is shown, here, as in Figure 3. In addition, were copper oxide to form, NH3 consumption (reaction (8)) would stop, NH4OH would not decompose and H3O+ would not be generated (reaction (3)). In short, CuO production directly and negatively affects Cu2O and CuO leaching from the slag. Tests with NH4OH concentrations (0.35 and 0.70 mol/dm3) show that as concentration of Metals 2020, 10, hydroxide 712 9 of 16 ammonium increases, the stability zone of the copper tetra-amine was reduced, yielding 3 for NH4OH 0.7 mol/dm a pH range from 8.3 to 13.4. Figure 8. Stability diagram of the NH3 -Cu-H2 O system for a temperature of 278 K. NH4 OH Figure 8. Stability diagram of the NH3-Cu-H2O system for a temperature of 278 K. NH4OH concentrations = 0.7, 0.35 and 0.1 mol/dm33 . Copper concentration = 0.00236 mol/dm3.3. concentrations = 0.7, 0.35 and 0.1 mol/dm . Copper concentration = 0.00236 mol/dm The formation of the copper tetra-amine generated an imbalance between reactions (4) and (5) (i.e., Cu2+ concentration decreased), thus causing a higher dissolution rate for the two copper oxides CuO and Cu2 O. These two compounds delivered a greater amount of copper ions to the basic solution, given by reactions (9) and (10). 2CuO + 4NH4 OH + 4NH3 → 2(Cu(NH3 )4 2+ ) + 2H2 O + 4OH− (9) 2Cu2 O + 8NH4 OH +8NH3 + O2 → 4(Cu(NH3 )4 2+ ) + 4H2 O + 8OH− (10) It should be noted that if the concentration of ammonia in the solution is reduced, it could lead to the formation of copper oxide. On the other hand, metallic copper can be dissolved by hydronium ions (coming from the disiation of NH4 OH) by an electrochemical process. Then, the dissolution mechanism would be given by the expression 11. Cu + 2NH4 OH + 2NH3 + 1/2O2(g) → Cu(NH3 )4 2+ + H2 O + 2OH−. (11) 3.5. Effect of NH4 OH Concentration Figure 9 shows the results of converter slag copper extraction as a function of NH4 OH concentration. The working temperature was 298 K; particle size, 64 µm; and liquid/solid ratio, 1000:1. The Figure shows that increased concentration of ammonium hydroxide increased dissolution of converter slag. Thus, at concentration of 0.2 mol/dm3 , 36.1% was obtained at a time of 7200 s; at concentration 0.8 mol/dm3 , a recovery of 71.3% was obtained after the same amount of time. At the minimum NH4 OH concentration tested (0.1 mol/dm3 ), copper extraction was 15.6%. Stoichiometric concentrations from reactions (9) and (10) are calculated at 0.5 and 1.0 mol/dm3 of NH4 OH, respectively; however, concentrations 5 to 10 times lower than the above still gave significant copper extractions. 3.5. Effect of NH4OH Concentration Figure 9 shows the results of converter slag copper extraction as a function of NH4OH concentration. The working temperature was 298 K; particle size, 64 m; and liquid/solid ratio, 1000:1. Metals 2020, 10, 712 10 of 16 100 80 Copper extraction, % 0.6 mol/dm3 0.7 mol/dm3 0.8 mol/dm3 0.1 mol/dm3 0.2 mol/dm3 0.3 mol/dm3 0.5 mol/dm3 60 40 20 0 0 500 1000 1500 2000 2500 3000 Time, seconds Metals 2020, 10, xEffect FOR of PEER REVIEW 11 of 18 Figure 9.9.Effect Figure ofNH NH 4OHconcentration concentrationon onconverter converterslag slagleach leachrate. rate.Working Workingconditions: conditions:pH pH==10.5, 10.5, 4 OH TT==298 500 rpm, rpm, ratio ratio = 1000/1. 298K, K,PS PS== 64 64 µm, m, Agitation Agitation = = 500 = 1000/1. Four different converter slag particle sizes were compared: 64, 90, 127 and 180 m. Working 3.6. Particle Size conditions wereAnalysis similar to previous experiments. Theof copper extraction curves are given in Figure 10. The Figure shows that increased concentration ammonium hydroxide increased dissolution 3, 36.1% It clear that particle size is largely determinant ofwere dissolution rate.obtained For a of recovery Four different converter slag particle sizes compared: 64,size 90,180 and 180 µm. of isconverter slag. Thus, at concentration of 0.2 mol/dm was at 127 a m, time 7200 s; of at 3 11.3% was obtained after time 1800 s, while for particle size 64 m, copper extraction reached 69.9% Working conditions were similar to previous experiments. The copper extraction curves are given concentration 0.8 mol/dm , a recovery of 71.3% was obtained after the same amount of time. At the 3), copper for the same This islargely likely due to two of situations, that is,For asStoichiometric particle size in Figure 10.NH It 4time. is clear thatphenomenon particletested size is(0.1 determinant dissolution rate. size 180 µm, minimum OH concentration mol/dm extraction was 15.6%. 3 of useful metal was released from thes,slag andfor 2) particle surface area increased. adecreased—1) recovery of 11.3% was obtained after while size 64 copper extraction concentrations from reactions (9) andtime (10)1800 are calculated at 0.5 and 1.0µm, mol/dm NH4OH, reached 69.9%however, for the same time. This phenomenon is likely duethe to above two situations, is, as particle respectively; concentrations 5 to 10 times lower than still gave that significant copper size decreased: 1) useful metal was released from the slag and 2) surface area increased. extractions. Copper extraction, % 3.6. Particle 80 Size Analysis 180 µm 127 µm 90 µm 64 µm 60 40 20 0 0 500 1000 1500 2000 2500 3000 Time, seconds Figure 10. Evaluation of particle size in copper extraction rate. Working conditions: pH = 10.5, Figure 10. Evaluation 3of particle size in copper extraction rate. Working conditions: pH = 10.5, [NH 4 OH] = 0.7 mol/dm , T = 298 K, Agitation = 500 rpm, ratio = 1000/1. [NH4OH] = 0.7 mol/dm3, T = 298 K, Agitation = 500 rpm, ratio = 1000/1. 3.7. Examination of the Solid/liquid Ratio The ratio between leaching solution and slag was examined with the aim of obtaining the highest copper extraction with the lowest amount of solution. Working conditions were similar to those indicated in the previous points. The amount of solution was varied from 0.1 to 1.4 dm3 with amount of slag constant at 1 × 10−3 kg. Results are shown in Figure 11. Metals 2020, 10, 712 11 of 16 3.7. Examination of the Solid/liquid Ratio The ratio between leaching solution and slag was examined with the aim of obtaining the highest Metals 2020, 10, x FOR PEER REVIEW 12 of 18 copper extraction with the lowest amount of solution. Working conditions were similar to those indicated in the previous points. The amount of solution was varied from 0.1 to 1.4 dm3 with amount of slag constant at 1 × 10−3 kg. Results are shown in Figure 11. Copper extraction, % 80 60 40 20 0 0 200 400 600 800 1000 1200 1400 1600 dm3 solution/ kg particle Figure ratio onon copper extraction. Working conditions: pHpH = 10.5, [NH = Figure11. 11.Effect Effectofofliquid/solid liquid/solid ratio copper extraction. Working conditions: = 10.5, [NH 4OH] 4 OH] 3 , T3 = 298 K, PS = 64 µm, Agitation = 500 rpm. 0.7 mol/dm = 0.7 mol/dm , T = 298 K, PS = 64 m, Agitation = 500 rpm. 3 /kg, an extraction As decreased. At At100 100dm dm3/kg, Asthe theliquid/solid liquid/solidratio ratio decreased, decreased, copper copper extraction extraction decreased. an extraction of 3 33 of9.3% 9.3%was wasachieved; achieved;atat400 400dm dm3/kg, /kg,60.8%. 60.8%. The The highest highest Cu Cu extractions extractions were at ratio were at ratio 1000 1000dm dm/kg, /kg, which and 4 OH 2 O-Cu. whichmarks marksthe themost mostefficient efficientreaction reactionbetween betweendiffusion diffusionmedium mediumNH NH 4OH andCuO-Cu CuO-Cu 2O-Cu. 3.8. 3.8.Converter ConverterSlag SlagLeaching LeachingKinetics Kinetics Although and as previously mentioned, converter slag particles have microcracks, Figure 6Figure shows6 Although and as previously mentioned, converter slag particles have microcracks, that slag that leaching also be described by described the intraparticle diffusion model,diffusion that is, solution shows slagcould leaching could also be by the intraparticle model,leaching that is, through slag porosity. Assuming that constant reactant concentrations and diffusion rate through solution leaching through slag porosity. Assuming that constant reactant concentrations and porous layer of radius r , the rate equation, described by the shrinking core model, is given by the o diffusion rate through porous layer of radius ro, the rate equation, described by the shrinking core following [20]: model, is expression given by the following expression [20]: 2 1 − 3(1 − xCS ) 32 + 2(1 − xCS ) = kapp t. (12) (12) 1 − 3(1 − xCS )3 + 2(1 − xCS ) = k app t. In Equation (11), xCS is the converted (reacted) fraction of the converter slag; apparent rate constant xCS is the converted (reacted) fraction of the size. converter slag;kapp apparent rate (kapp ) In is aEquation function (11), of temperature, NH4 OH concentration and particle Constant is directly constant (k app ) is a function of temperature, NH 4 OH concentration and particle size. Constant k app is related to the intrinsic rate constant of the system, given by expression (13): directly related to the intrinsic rate constant of the system, given by expression (13): CnNH OH −Ea Cn NH OH4 −𝐸𝑎 kapp (13) 𝑅𝑇 , , (13) k app = =k k 24 2 𝑒 e⁄RT ro ro n where k is the intrinsic rate constant, CNH , is the concentration of ammonium hydroxide and n is 4 OH where k is the intrinsic rate constant, CnNH , is the concentration of ammonium hydroxide and n is 4 OH thereaction reactionorder orderofofNH NHOH. 4OH. Finally, ro is the initial radius of the slag particle. the Finally, ro is the initial radius of the slag particle. 4 2 2 3 + 2(1 − x ) A graph of 1 − 3(1 − x versus timewas wasconstructed constructedfor forthe theexperimental experimentaldata data 3 CS ) )versus A graph of 1 − 3(1 − xCS ) + 2(1 − xCSCS time obtained in Figure 6 for temperature range 283 to 333 K and for particle size 64 m. Results are obtained in Figure 6 for temperature range 283 to 333 K and for particle size 64 µm. Results are shown shown in Figure 12. The same data treatment method was used for the results obtained on the effects of ammonium hydroxide concentration (Figure 9) and particle size (Figure 10). Metals 2020, 10, x FOR PEER REVIEW 13 of 18 Metals 2020, 10, 712 Metals 2020, 10, x FOR PEER REVIEW 12 of 16 13 of 18 1-3(1-x )2/3 1-3(1-xcs)2/3 +2(1-x ) +2(1-xcs) cscs 0.14 in Figure 12. The same data treatment method was used for the results obtained on the effects of 283K (Figure 9) and particle size (Figure 10). ammonium hydroxide concentration 0.12 293K 298K 0.14 0.10 313K 283K 323K 0.12 0.08 293K 333K 298K 0.10 0.06 313K 323K 0.08 0.04 333K 0.06 0.02 0.04 0.00 0 500 1000 1500 2000 2500 3000 3500 4000 0.02 Time, seconds 0.00 0 Figure 500 1000 kinetics 1500 2000 slag 2500 35006. 12. Leaching of converter using the 3000 data in Figure 4000 Time, seconds The regression lines shown in Figure 12 fit very well to experimental data over the entire Figure 12. Leaching kinetics of results converter slag using the data in Figure 6. of this kinetic model temperature range (0.95 > R2 > 0.99) These demonstrate the applicability Figure 12. Leaching kinetics of converter slag using the data in Figure 6. for diffusion in a porous layer of radius ro (Equation (12)). The regression lines shown in Figure 12 fit very well to experimental data over the entire Similarly to the above, though to quantify reaction order n, a graph was constructed using The range regression lines in Figure 12demonstrate fit very well experimental datakinetic over the entire temperature (0.95 > R2 >shown 0.99) These results thetoapplicability of this model kinetic data on the effect of NH4OH concentrations. Results are shown in Figure 13, where 2 > 0.99) These results demonstrate the applicability of this kinetic model (0.95 > Rof for temperature diffusion in arange porous layer radius ro (Equation (12)). experimental data on all ammonium hydroxide concentrations measured fit very well to Equation for diffusion porousthough layer oftoradius ro (Equation (12)).n, a graph was constructed using kinetic Similarly to in thea above, quantify reaction order (12). Afterwards, the slopes of each adjustment were used for Equation (13) and a graph of ln kapp the above, though to quantify reaction order a graph was constructed using data on Similarly the effect to of NH OH concentrations. Results are shown in n, Figure 13, where experimental versus ln CNH4OH 4was constructed, with initial particle radius and temperature constant, as data on thehydroxide effect ofconcentrations NH4OH concentrations. are Figure 13, where datakinetic on all ammonium measured fitResults very well to shown Equationin(12). Afterwards, shown in Figure 14. on all ammonium concentrations measured well Equation the experimental slopes of eachdata adjustment were used hydroxide for Equation (13) and a graph of ln kfit versus ln to CNH appvery 4 OH Afterwards, slopes of each adjustment were used for Equation (13)inand a graph was(12). constructed, withthe initial particle radius and temperature constant, as shown Figure 14. of ln kapp versus ln CNH4OH was constructed, with initial particle radius and temperature constant, as shown in0.12 Figure 14. 0.1 mol/dm3 0.2 mol/dm3 0.3 mol/dm3 3 0.5 0.1 mol/dm mol/dm33 0.6 0.2 mol/dm mol/dm33 0.7 0.3 mol/dm mol/dm33 0.8 0.5 mol/dm mol/dm3 1-3(1-x )2/3 1-3(1-xcs)2/3 +2(1-x ) +2(1-xcs) cscs 0.10 0.12 0.08 0.10 0.06 0.08 0.04 0.6 mol/dm3 0.7 mol/dm3 0.8 mol/dm3 0.06 0.02 0.04 0.00 0.02 0 1000 2000 3000 4000 5000 6000 Time, seconds 0.00 Figure 13. Leaching kinetics of converter slags for different NH4 OH concentrations and particle size of 0 1000 2000 3000 4000 5000 6000 64 µm. Time, seconds Figure 13. Leaching kinetics of converter slags for different NH4OH concentrations and particle size of 64 m. Metals 2020, 10, 712 13 of 16 -6.5 -7.0 ln kapp -7.5 -8.0 -8.5 -9.0 -9.5 -10.0 -2.5 -2.0 -1.5 -1.0 -0.5 0.0 ln CNH4OH Figure 14. Analysis of the reaction order in relation to the concentration of ammonium hydroxide. Figure 14. Analysis of the reaction order in relation to the concentration of ammonium hydroxide. This figure shows the linear adjustment of the seven kapp values (over the whole NH4 OH This figure shows theR2linear adjustment the seven app values (overusing the whole 4OH concentration range) with of 0.90. Reactionoforder n was kthen calculated slope NH values, 2 of 0.90. Reaction order n was then calculated using slope values, which concentration range) with R which resulted in a reaction order n of 1.2 for NH4 OH concentration in the solution. resulted in a reaction order n ofparticle 1.2 for NH 4OHsquared concentration the solution. Looking at Equation (13), radius variedininversely with the apparent kinetic Looking at Equation particle radius squareddata varied inversely the10apparent kinetic constant. To corroborate this(13), relationship, experimental obtained fromwith Figure were used and constant. To corroborate this relationship, experimental data obtained from Figure 10 were used and adjusted according to Equation (12), yielding Figure 15. Controlled diffusion through porous layer 2 adjusted according to Equation (12), yielding Figure 15. Controlled diffusion through porous layer of radius ro (Equation (13)), requires that 1/(ro ) must vary linearly with ln kapp . Figure 16 shows Metals 2020, 10, x FOR PEER REVIEW 15 of 18 of radius ro (Equation requires thatthe 1/(rln o2)kmust vary linearly with ln k app. Figure 16 shows such such variation, where it(13)), can be seen that data have a very good linear fit to experimental app variation, where it can bethat seenthe that the ln kapp data havemodel a very(Equation good linear to experimental data, R2 of 0.98, indicating heterogeneous kinetic (12))fitmodels converter data, slag 2 R of 0.98, very indicating dissolution well. that the heterogeneous kinetic model (Equation (12)) models converter slag dissolution very well. 0.07 1-3(1-xcs)2/3+2(1-xcs) 0.06 0.05 180 m 127 m 90 m 64 m 0.04 0.03 0.02 0.01 0.00 0 10 20 30 40 Time, seconds Figure 15. Slag leach kinetics for different particle sizes. Figure 15. Slag leach kinetics for different particle sizes. 0.0030 0.0025 50 Time, seconds Figure 15. Slag leach kinetics for different particle sizes. Metals 2020, 10, 712 14 of 16 0.0030 0.0025 kapp 0.0020 0.0015 0.0010 0.0005 0.0000 0.0000 0.0002 0.0004 0.0006 0.0008 0.0010 0.0012 1/r°2, 1/m2 Figure 16. Converter slag leaching kinetics for different particle sizes. Figure 16. Converter slag leaching kinetics for different particle sizes. To calculate the activation energy (Ea ), the intrinsic rate constant (modifying Equation (13)) was To calculate the activation energy (Ea), (given the intrinsic rate11), constant (modifying Equation was first calculated using apparent rate constants in Figure at temperature range 283 to(13)) 333 K, 3 first calculated using apparent rate, constants (given at temperature range to µm). 333 K, NH concentration 0.7 mol/dm reaction order n in of Figure 1.2 and11), particle size 67 µm (ro =283 33.5 4 OH 3, reaction order n of 1.2 and particle size 67 m (ro = 33.5 m). NH14OH concentration Table shows the k-values0.7 asmol/dm a function of the temperature range used in this study. Table 1 shows the k-values as a function of the temperature range used in this study. Table 1. Temperature-dependent and apparent rate constant values for converter slag leaching in ammonia Table 1.system. Temperature-dependent and apparent rate constant values for converter slag leaching in ammonia system. T, K 283 293 298 313 323 333 T−1 /103 , K−1 kapp , s−1 −ln (s−1 µm2 (mol/dm3 )−1 ) 3.534 3.413 3.356 3.195 3.096 3.003 0.30 × 10−5 1.41 × 10−5 2.09 × 10−5 3.93 × 10−5 4.35 × 10−5 6.35 × 10−5 5.265 3.718 3.324 2.693 2.592 2.213 After the k-values had been obtained, an Arrhenius graph (ln k versus 1/T) was constructed (Figure 17). A good linear adjustment (R2 > 0.85) of the ln k data can be appreciated. The calculated activation energy was 42.3 kJ/mol for the temperature range 283 to 333 K, which is a typical value for a particle diffusion model (Equation (12)). Finally, then, the dissolution rate of converter slag in an ammonia system (NH4 OH) can be represented by the following expression: 2 3 1 − 3(1 − xCS ) + 2(1 − xCS ) = 2.52 × 10 7 C1.2 NH 4 OH r2o e −42.3 RT t. (14) (Figure 17). A good linear adjustment (R2 > 0.85) of the ln k data can be appreciated. The calculated activation energy was 42.3 kJ/mol for the temperature range 283 to 333 K, which is a typical value for a particle diffusion model (Equation (12)). Finally, then, the dissolution rate of converter slag in an ammonia system (NH4OH) can be represented by the following expression: Metals 2020, 10, 712 15 of 16 -2.0 -2.5 ln k -3.0 -3.5 -4.0 -4.5 2.9 3.0 3.1 3.2 3.3 3.4 3.5 3.6 103/T, 1/K Figure Figure17. 17.Arrhenius Arrheniusgraph graphfor forthe thetemperature temperaturerange range283 283toto333 333K.K. Here, R = 8.314 J/mol/K, ro is given in microns, CNH 2 3 4 OH is in mol/dm3 , t is s, T is Kelvin and k = 3 ·s). 2.52 × 107 µm2 ·mol/(dm 1 − 3(1 − xCS ) + 2(1 − xCS ) = 2.52 × 107 C1.2 NH4 OH r2 o 𝑒 −42.3⁄ 𝑅𝑇 t. (14) 4.Here, Conclusions R = 8.314 J/mol/K, ro is given in microns, CNH4OH is in mol/dm3, t is s, T is Kelvin and k = 2.52 × 7 3 s). 10 µConverter m2۰mol/(dm slag ۰ can be leached with NH OH at a concentration of 0.7 mol/dm3, 298 K, pH 10.5 and 4 agitation of 500 rpm. By increasing the temperature and concentration of ammonium hydroxide and 4. Conclusions decreasing the particle size, it was possible to obtain a high recovery of copper, reaching a value of 84.8%. 3, 298delafossite NH leached copperwith oxides CuO and Cuof but however, Converter slag can be leached NHlike 4OHCu at2aO,concentration 0.7not, mol/dm K, pH 10.5 4 OH directly (CuFeO ). This was corroborated by XRD analyzes. and agitation of 500 rpm. By increasing the temperature and concentration of ammonium hydroxide 2 particlesthe contain a large of microcracks in their refractory structure. Thus, the diffusion andThe decreasing particle size,amount it was possible to obtain a high recovery of copper, reaching a value ofofthe leaching solution through the microcracks making contact with the copper oxides would be 84.8%. allowed. converter slag leaching be described the intraparticle diffusion modeldelafossite because NHThus, 4OH directly leached copper can oxides like Cu2O,byCuO and Cu but not, however, of(CuFeO slag porosity. 2). This was corroborated by XRD analyzes. The thatcontain best represented slag dissolution is given by the following expression: − Themodel particles a large amount of microcracks in their refractory structure. Thus,1the 2 through the microcracks making contact withThe thereaction copper order oxides (1 − xCS ) 3of 3diffusion + the 2(1 leaching − xCS ) = solution kapp t, with calculated activation energy is 42.3 kJ/mol. would be allowed. Thus, converter slag leaching can be described by the intraparticle diffusion was 1.2 for the concentration of ammonium hydroxide and inversely proportional to the square of the model radius. because of slag porosity. particle Author Contributions: Conceptualization, A.A.; Formal analysis, O.J.; Funding acquisition, A.A.; Investigation, A.A., O.J.; Methodology, A.V.; Validation, O.J.; Writing—original draft, A.A. All authors have read and agreed to the published version of the manuscript. Funding: The APC was financed by the Office of the Vicerrectoría de Investigación y Estudios Avanzados of the Pontificia Universidad Católica de Valparaíso. Conflicts of Interest: The authors declare no conflict of interest. References 1. 2. 3. Anand, S.; Rao, P.; Jena, P. Recovery of metal values from copper converter and smelter slags by ferric chloride leaching. Hydrometallurgy 1980, 5, 355–365. [CrossRef] Anand, S.; Das, R.; Jena, P. Reduction-roasting and ferric chloride leaching of copper converter slag for extracting copper, nickel and cobalt values. Hydrometallurgy 1981, 7, 243–252. [CrossRef] Anand, S.; Rao, K.S.; Jena, P. Pressure leaching of copper converter slag using dilute sulphuric acid for the extraction of cobalt, nickel and copper values. Hydrometallurgy 1983, 10, 305–312. [CrossRef] Metals 2020, 10, 712 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 16 of 16 Mehta, K.D.; Pandey, B.D. Premchand Bio-Assisted Leaching of Copper, Nickel and Cobalt from Copper Converter Slag. Mater. Trans. JIM 1999, 40, 214–221. [CrossRef] Arslan, C.; Arslan, F. Recovery of copper, cobalt, and zinc from copper smelter and converter slags. Hydrometallurgy 2002, 67, 1–7. [CrossRef] Beşe, A.V.; Ata, O.N.; Çelik, C.; Çolak, S. Determination of the optimum conditions of dissolution of copper in converter slag with chlorine gas in aqueous media. Chem. Eng. Process. Process. Intensif. 2003, 42, 291–298. [CrossRef] Altundoğan, H.S.; Boyrazli, M.; Tümen, F. A study on the sulphuric acid leaching of copper converter slag in the presence of dichromate. Miner. Eng. 2004, 17, 465–467. [CrossRef] Bese, A. Effect of ultrasound on the dissolution of copper from copper converter slag by acid leaching. Ultrason. Sonochemistry 2007, 14, 790–796. [CrossRef] [PubMed] Carranza, F.; Romero, R.; Mazuelos, A.; Iglesias, N.; Forcat, O. Biorecovery of copper from converter slags: Slags characterization and exploratory ferric leaching tests. Hydrometallurgy 2009, 97, 39–45. [CrossRef] Perederiy, I.; Papangelakis, V.; Buarzaiga, M.; Mihaylov, I. Co-treatment of converter slag and pyrrhitite tailings via high pressure oxidative leaching. J. Hazard. Mater. 2011, 194, 399–406. [CrossRef] Turan, M.D.; Sari, Z.A.; Miller, J.D. Leaching of blended copper slag in microwave oven. Trans. Nonferrous Met. Soc. China 2017, 27, 1404–1410. [CrossRef] Bingöl, D.; Canbazoglu, M.; Aydoğan, Ş. Dissolution kinetics of malachite in ammonia/ammonium carbonate leaching. Hydrometallurgy 2005, 76, 55–62. [CrossRef] Ekmekyapar, A.; Oya, R.; Künkül, A. Dissolution kinetics of an oxidized copper ore in ammonium chloride solution. Chem. Biochem. Eng. Q. 2003, 17, 261–266. Wei, L.I.U.; Tang, M.T.; Tang, C.B.; Jing, H.E.; Yang, S.H.; Yang, J.G. Dissolution kinetics of low grade complex copper ore in ammonia-ammonium chloride solution. Trans. Nonferrous Met. Soc. China 2010, 20, 910–917. Ekmekyapar, A.; Aktaş, E.; Künkül, A.; Demirkiran, N.; Künkül, A. Investigation of Leaching Kinetics of Copper from Malachite Ore in Ammonium Nitrate Solutions. Met. Mater. Trans. A 2012, 43, 764–772. [CrossRef] Aracena, A.; Vivar, Y.; Jerez, O.; Vasquez, D. Kinetics of Dissolution of Tenorite in Ammonium Media. Miner. Process. Extr. Met. Rev. 2015, 36, 317–323. [CrossRef] Aracena, A.; Pérez, F.; Carvajal, D. Leaching of cuprite through NH4OH in basic systems. Trans. Nonferrous Met. Soc. China 2018, 28, 2545–2552. [CrossRef] Gorai, B.; Jana, R.K. Characteristics and utilisation of copper slag—A review. Resour. Conserv. Recycl. 2003, 39, 299–313. [CrossRef] Roine, A. HSC Chemistry 6.0; OutoKumpu Research Py: Pori, Finland, 1999. Sohn, H.Y.; Wadsworth, M.E. Rate Processes of Extractive Metallurgy; Plenum Press: New York, NY, USA, 1979; pp. 141–152. © 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).