Direct Reduction in Iron Ore/Coal Composites: Parameter Estimation
advertisement

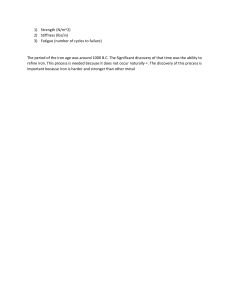
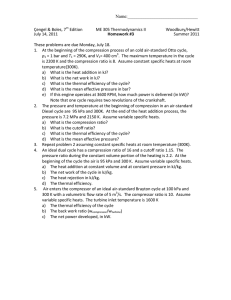
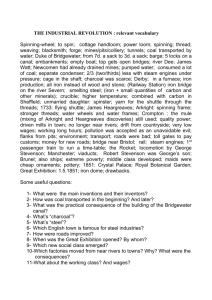
Estimation and Modeling of Parameters for Direct Reduction in Iron Ore/Coal Composites: Part I. Physical Parameters E. DONSKOI and D.L.S. McELWAIN This article critically assesses literature estimates of the major physical parameters associated with direct reduction in iron ore/coal composites, including heats of reactions, specific heats, composition, porosity, density, shrinkage, swelling, and thermal conductivity. Where estimates are not available, new formulae are given. In particular, this article focuses on the temperature dependence of certain parameters, since this is required for the development of mathematical models. The article also highlights areas of investigation, where the parameter estimates are in need of further experimental research or where different authors provide conflicting estimates. The results are of more general applicability than to coal-based direct reduction of iron ore and will be useful for researchers investigating any form of direct reduction of iron ore. I. INTRODUCTION Wustite to iron: DIRECT-REDUCED iron is used as feedstock in iron and steelmaking processes, including electric-arc and blast furnaces. While the majority of the worldwide production uses natural gas as the reductant, there are a significant number of low-reaction-temperature ironmaking processes in which iron ore/coal agglomerates are used to produce iron using the carbon in the coal and the volatiles which evolve from the coal as the reductant. An advantage over the traditional blast-furnace ironmaking technology is that these processes do not require the production of coke, which is expensive and during which the environmentally harmful off-gases are hard to contain. In the direct reduction in iron ore/coal composites (DRIOCC), a mixture consisting of fines of iron-bearing oxide and carbonaceous material (coal, coke, and char) is heated to a temperature below the melting temperature of any of the materials involved. If the process requires the formation of pellets, a small amount of binder is also used. Volatile matter from the coal, carbon monoxide from the Boudouard reaction, and hydrogen and carbon monoxide from the watergas reaction (as detailed subsequently) react with the iron oxide and reduce the iron oxide to iron. The main reactions for the coal-based reduction of hematite can be summarized by the following scheme: Hematite to magnetite: 3Fe2O3 ⫹ CO ⫽ 2Fe3O4 ⫹ CO2 [1] 3Fe2O3 ⫹ H2 ⫽ 2Fe3O4 ⫹ H2O [2] Magnetite to wustite: 1.202Fe3O4 ⫹ CO ⫽ 3.807Fe0.947O ⫹ CO2 [3] 1.202Fe3O4 ⫹ H2 ⫽ 3.807Fe0.947O ⫹ H2O [4] E. DONSKOI, Postdoctoral Fellow, and D.L.S. McELWAIN, Professor, are with the Centre in Statistical Science and Industrial Mathematics, School of Mathematical Sciences, Queensland University of Technology, Brisbane, Queensland, 4007, Australia. Contact e-mail: s.mcelwain@qut.edu.au Manuscript submitted May 7, 2001. METALLURGICAL AND MATERIALS TRANSACTIONS B Fe0.947O ⫹ CO ⫽ 0.947Fe ⫹ CO2 [5] Fe0.947O ⫹ H2 ⫽ 0.947Fe ⫹ H2O [6] Carbon gasification: Boudouard reaction: C ⫹ CO2 ⫽ 2CO [7] Water gas reaction: C ⫹ H2O ⫽ CO ⫹ H2 [8] Coal devolatilization: Coal to carbon: Coal → C ⫹ volatile matter [9] Often, instead of Eqs. [3] through [6], the following equations are used: Magnetite to wustite: Fe3O4 ⫹ CO ⫽ 3FeO ⫹ CO2 [10] Fe3O4 ⫹ H2 ⫽ 3FeO ⫹ H2O [11] Wustite to iron: [12] FeO ⫹ CO ⫽ Fe ⫹ CO2 FeO ⫹ H2 ⫽ Fe ⫹ H2O [13] since it is thought that the stoichiometric difference between FeO and Fe0.947O is small and, so, the difference between the coefficients is also small. However, in reaction [3], for example, 1 mole of CO produces 3.807 moles of wustite instead of the 3 moles predicted by Eq. [10], and this can be quite significant. In section II, we discuss what difference this makes for estimating the heats of reaction. The DRIOCC is a very complex process which includes nonuniform heating and mass transfer and, sometimes, complex geometry. It may, for example, involve two or more layers of pellets and nonisothermal heterogeneous reactions in a porous medium. One of the most critical requirements for the mathematical modeling of DRIOCC is the estimation of important parameters. As mentioned previously, the process is nonisothermal and all parameters are temperature- and, therefore, timedependent functions. Estimated values of the same parameters from different published sources can be quite different. VOLUME 34B, FEBRUARY 2003—93 This article systematizes and compares information from different sources to establish new formulae for the important parameters and to develop some new approaches to the estimation and modeling of parameters for DRIOCC. For parameters where the published literature appears to be quite reliable, references only are given to avoid unnecessary repetition. II. ESTIMATION OF HEATS OF REACTION There are many articles that give the heats of reaction for coal-based direct reduction of iron ore at room temperature (298.15 K), but a literature survey has shown that only one of them (Yagi and Szekely[1]) gives formulae to calculate the heats of reaction for reactions [2], [4], and [6] as functions of temperature, and these are different from those which have been established in the present article (Figure 1). Another problem is that the heats of reaction given for room temperature, derived from different sources, are not in agreement. To estimate the heat of the reaction at room temperature, the sum of the heats of formation of the reactants has to be subtracted from the sum of the heats of formation of the products. Table I gives heats of formation from different sources and Table II gives the corresponding heats of reaction at room temperature (298.15 K). Perry[3] and Lide[6] do not have data for Fe0.947O, so, for the calculation of the heats of reaction in this article, Reactions [10] through [13] have been used. The results obtained from Perry[3] and Lide[6] are very different from the others, not only for reactions [3] and [4] (or, correspondingly, Reactions [10] and [11]), but also for some other reactions. This makes the estimates for the heats of formation from these two sources doubtful. Even though Ross[7] gives an estimate of the heat of formation of Fe0.947O, that investigation uses expressions [10] and [11]. The estimated heat of reaction for Reaction [10] is 36,250 J/mol and that for Reaction [11] is 77,404 J/mol, whereas Reactions [3] and [4] give estimates of 47,059 and 88,221 J/mol, respectively. Temperature-dependent heats of reaction have been calculated using two methods. The first uses tables of heats of formation for different temperatures and applies the same algorithm as for room temperature, namely, taking the sum of the heats of formation of the reactants from the sum of the heats of formation of the products, and then uses interpolation. The second method calculates the heats of reaction at room temperature, adds the change in heat content of the products (Ht ⫺ H298), and subtracts the change in heat content of the reactants. The change of heat content can be taken from the tables, but it can also be calculated as an integral of the specific heat, and, here, this method is used. This approach was adopted for two reasons: to check the concurrence of heats of reaction obtained by two different methods to local changes in the functions of heats of reaction (an approximation through points can miss some irregularities) and to check the reliability of the expressions for the specific heats. Initially, functions for the specific heats given by Kubaschewski et al.[8] were used, but these appear to be inaccurate, and, where it was significant, improved models have been developed (discussed in section III). To decide on which data source should be used, an average of the heats of reaction from different sources was obtained, and the sum of squares of the differences between the average 94—VOLUME 34B, FEBRUARY 2003 (a) (b) (c) Fig. 1—Heats of reaction for Reactions (a) [2], (b) 4, and (c) 6 obtained from different sources. The solid line shows data from Yagi and Szekely,[1] the dashed line denotes interpolated data from the JANAF tables,[5] and the points denote data from Barin.[4] heats of reaction and the heats of reaction from various sources was computed. The smallest deviation is obtained for the estimates by Barin,[4] and the second-lowest is obtained for the JANAF tables.[5] Based on this and also because the best agreement between the two different methods of estimating the temperature-dependent heats of reaction is obtained from Barin, all formulae for temperaturedependent heats of reaction given in this article are based on data from Barin. The estimates of specific heats in the METALLURGICAL AND MATERIALS TRANSACTIONS B Table I. Heats of Formation for Compounds Involved in DRIOCC from Different Sources (kJ/mol) Source Fe2O3 Fe3O4 FeO CO CO2 H2O Knacke[2] Perry[3] Barin[4] JANAF[5] Lide[6] Ross[7] ⫺823.411 ⫺830.524 ⫺824.248 ⫺825.503 ⫺824.2 ⫺820.901 ⫺1115.479 ⫺1116.71 ⫺1118.383 ⫺1120.894 ⫺1118.4 ⫺1116.291 ⫺265.955 ⫺270.37 ⫺266.270 ⫺266.270 ⫺272.0 ⫺265.684 ⫺110.528 ⫺110.525 ⫺110.541 ⫺110.527 ⫺110.53 ⫺110.525 ⫺393.521 ⫺393.514 ⫺393.505 ⫺393.522 ⫺393.51 ⫺393.514 ⫺241.856 ⫺241.826 ⫺241.826 ⫺241.826 ⫺241.844 ⫺241.827 Table II. Heats of Reaction for Reactions [1] through [8] at 298.15 K Obtained from Different Sources (kJ/mol)* Source Reaction Number 2 3 4 5 6 7 1 2 3 4 5 6 7 8 ⫺43.718 ⫺2.581 45.047 86.184 ⫺17.038 24.099 172.465 131.328 ⫺24.837 16.326 22.611 63.774 ⫺12.619 28.544 172.464 131.301 ⫺46.986 ⫺5.848 47.367 88.505 ⫺16.694 24.444 172.423 131.285 ⫺48.247 ⫺7.105 50.354 91.523 ⫺16.725 24.444 172.468 131.299 ⫺47.180 ⫺6.044 19.420 60.556 ⫺10.980 30.156 172.450 131.314 ⫺52.868 ⫺11.706 47.059 88.221 ⫺17.305 23.857 172.464 131.302 *For reactions (1), (3), (5) the heat of reaction is given per 1 mole of CO, for reactions (2), (4) and (6) it is given per 1 mole of H2 and for reactions (7) and (8) it is given per 1 mole of carbon. Barin tables and the JANAF tables are almost the same. The JANAF tables’ results for the heats of reaction for Reactions [5] through [8] are very close to the estimates from Barin (for example, Figure 1(c) or Table II), and, for Reactions [1] through [4], the results would be very similar if the heats of formation at room temperature were the same. This implies that formulae for the temperature-dependent heats of reaction based on the JANAF tables can be obtained by using the formulae given in the present article, provided a constant shift is applied. This shift can be obtained from Table II. Figure 2 shows graphs of the heats of reaction obtained by both methods, and Tables III and IV give coefficients to calculate these heats of reaction using the formula Hr ⫽ A ⫹ B103T ⫺1 ⫹ C10⫺3T ⫹ D10⫺6T 2 ⫹ E10⫺9T 3 kJ/mol [14] III. ESTIMATION OF SPECIFIC HEATS A common method of estimating the specific heat is to use the approach and data given in Kubaschewski et al.[8] The discrepancy between the different approaches to the estimation of the heats of reaction may be due to inaccurate estimates of specific heats. For example, Figure 3 shows the discrepancy between the two approaches for Reaction [5] if, for the specific heat of iron, we take expressions from Kubaschewski et al. For other compounds in this example, expressions for the specific heat are taken from the work described in the present article. The aim is to show only the effect of not estimating the specific heat of iron accurately enough. It has been found that the expressions for the specific heats for other compounds should be corrected also. In this example, the cause of the discrepancy between the two different approaches to estimating the temperaturedependent heats of reaction is the inaccurate approximation METALLURGICAL AND MATERIALS TRANSACTIONS B of the specific heat of iron in the temperature range from 1000 to 1060 K, where it has a sharp peak at about 1042 K. To improve the approximation of the specific heat for iron, the results from Ho[9] have been used, where data for the specific heat of iron from 17 different sources were averaged. In Tables V and VI, the coefficients to calculate the specific heats of compounds involved in DRIOCC from room temperature to 1650 K are given. The approximations are based on data from Barin,[4] and, as stated earlier, these data are very close to the data from the JANAF tables.[5] These data, for the specific heat of hematite, are only significantly different in the temperature range of 950 to 1000 K. Comparison of the heats of formation obtained from Barin and the JANAF tables and by integration of the specific heat show that data from Barin are consistent, whereas in the JANAF tables, there is an unexplained rapid increase. Data reported in Coughlin et al.[10] also support the estimate of the specific heat of hematite from 950 to 1000 K, obtained by Barin. In the present investigation, the specific heats are approximated using the formula Cp ⫽ A ⫹ B106T ⫺2 ⫹ C10⫺3T ⫹ D10⫺6T 2 ⫹ E10⫺9T 3 J/mol/K [15] and the coefficients are given in Tables V and VI. To estimate the specific heat of coal and its solid conversion products, Donskoi and McElwain[11,12] use the method proposed by Kirov.[13] Kirov estimates the specific heat of coal or coal char as a sum of the mass-fraction-weighted specific heats of the major coal components, that is, Cp ⫽ Xv1Cv1 ⫹ Xv2Cv2 ⫹ XaCa ⫹ XwCw ⫹ XcCc [16] where Xv1, Xv2, Xa, Xw, and Xc and Cv1, Cv2, Ca, Cw, and Cc are the mass fractions and specific heats of the primary volatile matter (type 1), which is evolved at relatively low temperatures, secondary volatile matter (type 2), which is VOLUME 34B, FEBRUARY 2003—95 (a) (b) (c) (d ) (e) (f) ( g) (h) Fig. 2—(a) through (h) Heats of reaction for Reactions [1] through [8] based on data from Barin in kJ/mol. The solid line shows estimates obtained by way with using integration of specific heats (text). The points are obtained by using tables of heats of formation. 96—VOLUME 34B, FEBRUARY 2003 METALLURGICAL AND MATERIALS TRANSACTIONS B Table III. Heats of Reaction for Reactions [1] through [4] (kJ/mol)* Reaction 1 2 3 4 T (K) 298 600 850 970 1050 1300 298 600 850 975 1045 1300 298 850 298 850 to to to to to to to to to to to to to to to to 600 850 970 1050 1300 1600 600 850 975 1045 1300 1600 850 1600 850 1600 A B C D E ⫺47.17 ⫺213.54 ⫺202.972 — ⫺104.746 ⫺21.224 ⫺5.470 ⫺165.007 436.0 — 144.471 18.432 53.434 165.113 94.07 212.02 — — — — — — — — ⫺176.913 — ⫺77.322 — — — — — — 793.083 408.893 243.201 116.966 — — 767.912 ⫺265.294 299.536 ⫺72.869 — ⫺46.41 ⫺324.134 ⫺38.045 ⫺338.358 — ⫺1265.5 ⫺247.092 ⫺584.769 ⫺52.622 ⫺21.994 ⫺4.824 ⫺1244.6 — ⫺586.123 — ⫺29.13 127.212 236.199 101.311 238.31 7.251 683.491 — 301.851 — 7.676 2.112 673.835 — 281.633 — 9.615 ⫺127.936 ⫺54.003 ⫺116.084 ⫺54.057 *For Reactions [1] and [3], these values are per 1 mole of CO; for Reactions [2] and [4], the values are per 1 mole of H2. Table IV. Heats of Reaction for Reactions [5] through [8] (KJ/mol)* Reaction T (K) A C D E 5 298 to 900 900 to 1045 1045 to 1184 1184 to 1650 298 to 900 900 to 1045 1045 to 1184 1184 to 1650 298 to 900 900 to 1650 298 to 900 900 to 1650 ⫺10.505 — — ⫺9.868 30.344 — — 36.469 165.391 175.564 124.574 128.288 ⫺25.712 ⫺10.906 ⫺127.502 ⫺6.666 ⫺18.687 119.067 ⫺16.039 ⫺19.969 37.045 1.134 29.834 16.306 16.489 ⫺53.86 179.183 1.036 ⫺6.773 ⫺199.193 69.254 2.705 ⫺50.725 ⫺7.629 ⫺27.128 ⫺10.539 — 45.499 ⫺70.717 — 10.223 95.601 ⫺37.55 — 19.016 1.504 8.605 1.778 6 7 8 *For Reaction [5], these values are per 1 mole of CO; for Reaction [6], these values are per 1 mole of H2; and for Reactions [7] and [8], these values are per 1 mole of carbon. secondary volatile matter, the total volatile-matter mass fraction (Vt) on a moisture- and ash-free coal basis has to be known. Now, Xv1 ⫹ Xv2 [17] Vt ⫽ 1 ⫺ Xa ⫺ X w If Vt is less than 0.1, we assume that all volatile matter is secondary volatile matter, so that Xv1 ⫽ 0. If Vt is greater than 0.1, the primary-volatile-matter mass fraction, Xv1, is assumed to be equal to (Vt ⫺ 0.1) (1 ⫺ Xa ⫺ Xw) and Xv2 ⫽ 0.1 (1 ⫺ Xa ⫺ Xw). To estimate the specific heats of primary and secondary volatile matter and ash, correlations proposed by Kirov (in cal/g ⬚C) can be used: Ca ⫽ 0.18 ⫹ 1.4 ⫻ 10⫺4T [18] Fig. 3—Heat of Reaction [5]. The solid line shows estimates with the heats of formation for room temperature from Barin;[4] temperature-dependent specific heats for CO, CO2, and Fe0.947O from Barin;[4] and specific heats for Fe from Kubaschewski et al.[8] The points denote results estimated from data for heats of formation for different temperatures from Barin.[4] evolved at higher temperatures, ash, water, and fixed carbon, respectively. To find the mass fractions of the primary and METALLURGICAL AND MATERIALS TRANSACTIONS B Cv1 ⫽ 0.395 ⫹ 8.1 ⫻ 10⫺4T ⫺4 Cv2 ⫽ 0.71 ⫹ 6.1 ⫻ 10 T [19] [20] IV. ESTIMATION OF COMPOSITION, POROSITY, AND DENSITY Different authors have published results related to distinct iron ore/coal compositions. Reddy et al.’s[14] experiments VOLUME 34B, FEBRUARY 2003—97 Table V. Coefficients to Estimate Temperature-Dependent Specific Heats of Fe2O3, Fe3O4, Fe0.947O, and Fe Using Formula [15] (J/K/mol) Substance T (K) Fe2O3 298 960 1000 1100 298 850 298 298 800 1000 1040 1042 1060 1184 Fe3O4 Fe0.947O Fe to to to to to to to to to to to to to to A 960 1000 1100 1700 850 1870 1650 800 1000 1040 1042 1060 1184 1642 100.884 3525.454 1930.36 132.754 ⫺72.613 609.742 48.786 14.379 213.76 8759.86 ⫺6415.79 124237.633 542.908 24.036 B C D ⫺1.729 — — — — — 0.280 — — — — — — — 75.165 ⫺6352.989 ⫺3307.81 7.299 1289.43 ⫺797.923 8.368 49.006 ⫺460.596 ⫺17497.2 6237.5 ⫺234458.544 ⫺816.002 8.295 E — 2978.286 1528.2 — ⫺2250.183 494.706 — ⫺57.471 301.135 8773.75 — 110661.111 331.482 0.022 — — — — 1463.478 ⫺97.605 — 41.243 — — — — — — Table VI. Coefficients to Estimate Temperature-Dependent Specific Heats of C, CO, CO2, H2, and H2O Using Formula [15] (J/K/mol) Substance T (K) C 298 800 298 800 298 298 700 298 CO CO2 H2 H2O to to to to to to to to 800 1700 800 1700 1700 700 1700 1700 A B C D E ⫺5.086 4.129 25.887 24.722 22.078 32.342 31.297 32.171 — — 0.111 — — ⫺0.145 — — 55.527 31.068 6.419 11.278 61.423 ⫺8.202 ⫺7.781 1.545 ⫺34.74 ⫺16.903 1.113 ⫺2.842 ⫺37.404 6.402 8.805 11.285 5.327 3.265 — — 8.349 — ⫺2.113 ⫺3.774 used a composition where, on the basis of fixed carbon in coal, the C/Fe2O3 molar ratio (M ) varied from 0.9713 to 1.9431. In Dey et al.’s[15] work, when they studied the effect of temperature and molar ratio on the reduction process, the molar ratio varied from 3 to 6. In Chakravorty et al.’s[16] work, the molar ratio changed from 1.82 to 2.19. The minimum concentration of carbon that is needed to obtain complete reduction can be estimated. It depends upon the heating regime and the ambient atmosphere. Neglecting the effect of the ambient atmosphere and assuming that pure carbon is the reductant, the minimum molar ratio, to reduce hematite to iron is M⫽ MW Keq ⫹1 1 KHM eq ⫹ 1 ⫹ 0.555 HM MW 3 2Keq ⫹ 1 2Keq ⫹ 1 KWI eq ⫹ 1 ⫹ 2.112 WI 2Keq ⫹ 1 [21] MW WI where KHM eq , Keq , and Keq are equilibrium constants for the hematite-to-magnetite, magnetite-to-wustite, and wustite-toiron reactions, respectively. (Expressions for the equilibrium constants can be found in the Appendix of Donskoi and McElwain.[17]) This estimate (Eq. [21]) is based upon a consideration of the composition of the gas which evolves during the reduction. At every stage of the reduction, the CO2/CO ratio should be less than the equilibrium constant at this stage of the reduction. For the hematite-to-magnetite reaction, for example, Reactions [1] and [7] can be rewritten together as 98—VOLUME 34B, FEBRUARY 2003 Fe2O3 ⫹ ⫹ KHM 1 2 eq ⫹ 1 ⫻ HM C ⫽ Fe3O4 3 2Keq ⫹ 1 3 1 3(2KHM eq ⫹ 1) (KHM eq CO2 [22] ⫹ CO) At 900 ⬚C, Eq. [21] gives M ⫽ 2.089 and, for 1200 ⬚C, M ⫽ 2.16, approximately. These values can serve only as reference points and should be corrected, depending on the reducing or reoxidizing potential of the ambient atmosphere. If coal is a reductant, this value should be smaller, because iron ore would be partially reduced by volatiles. However, in the direct reduction process, the gas composition can be far from equilibrium. For example, if the composition of gases for the reduction of hematite to magnetite, in the (PCO /(PCO ⫹ PCO2))-temperature diagram, is between the compositions corresponding to the equilibrium for Reactions [1] and [3], the composition of gas for the reduction of magnetite to wustite is between the compositions corresponding to the equilibria for Reactions [3] and [5], and the composition of gases for the reduction of wustite to iron is between the composition corresponding to the equilibrium for this reaction and pure CO; M is approximately 2.41 for 1200 ⬚C and 2.363 for 900 ⬚C. The difference in the apparent densities in the iron ore/ coal composites can be quite significant. Wang et al.[18] state that, in their experiment, the density of the dried iron ore–hard coal pellet was 3.86 g cm⫺3 and that of the iron ore–soft coal pellet was 3.23 g cm⫺3 (the molar ratio of METALLURGICAL AND MATERIALS TRANSACTIONS B fixed carbon to oxygen in iron oxides in ore was 1.0, so, for hard coal, the mixture was 17.3 pct coal, 8 pct binder, and 74.7 pct ore, and, for soft coal, it was 21.29 pct coal, 8 pct binder, and 70.71 pct ore). In Carvalho et al.’s[19] experiment, the apparent density of the pellets was 2.85 g cm⫺3 (the molar ratio of fixed carbon to oxygen in iron oxides in ore was 0.97; the mixture was 70.8 pct iron ore, 23.2 pct coke fines, and 6 pct lime for pellet I and 74.06 pct iron ore, 20.94 pct brown coal, and 5 pct lime for pellet B-13) and the porosity was 0.34. For the packed bed in Huang and Lu’s[20] experiment, the apparent density was 2.1 g cm⫺3, and Sun and Lu[21] claim that the porosity in their experiment was 0.35. During the reduction, the porosity changes. For example, if the iron ore in a mixture like that in the Carvalho et al.[19] experiment is reduced by 95 pct without shrinkage, the final porosity will be 60 to 65 pct and the apparent density would then be around 1.9 g cm⫺3. Abnormal swelling occurred in Seaton et al.’s experiment,[22,23] where, after 45 minutes, there was a 120 pct volume increase and a 55 pct reduction at a temperature of 900 ⬚C. Here, the initial mixture was 74 pct hematite concentrate, 18 pct bituminous coal, 7 pct lime, and 1 pct silica, and the estimate of the porosity after reduction was 0.76 to 0.80; this gives an apparent density of about 0.9 g cm⫺3. V. SHRINKAGE AND SWELLING As mentioned previously, while some articles on the reduction of iron ore in a mixture with carbonaceous materials report swelling,[22,24] authors of other articles[25,26] observe shrinkage in their experiments. The phenomenon appears to have a straightforward explanation. Swelling takes place when there is a significant presence of CaO in the mixture. In the work by Nascimento et al.,[24] a cement, which was 10 pct of the mixture, included 59.2 pct CaO, and in Seaton et al.’s experiment,[22,23] lime was added to the mixture. Moreover, Seaton et al. showed that for a mixture with a larger content of lime (7 pct), the swelling was much greater than that for a mixture with a small content of lime (2 pct). It is worth noting that the largest swelling occurs at 900 ⬚C. Unfortunately, not enough data are given to produce a quantitative relationship between swelling, the temperature, and the amount of CaO. McAdam et al.[26] give the fractional linear shrinkage of spherical pellets of an iron-sand concentrate–coal/char mixture (25 pct of coal by weight) as a function of time and temperature: S⫽ r0 ⫺ r ⫽ kt2/5 exp (⫺Q/RT ) r0 冢 冣 [23] where r0 is the initial pellet radius; k is a reaction-rate constant, taken to be 38.8; r is the instantaneous radius; t is the time; Q is equal to 105 kJ/mol; R is the gas constant; and T is the temperature (in Kelvin). McAdam et al. write that the time exponent is characteristic of sintering by volume diffusion. Using this expression, after 30 minutes of reduction, the fractional linear shrinkage of pellets with 25 pct of coal at 1200 ⬚C will be 0.146, corresponding to a relative volume change of about 37.8 pct. Sharma[25] investigated the volume shrinkage for a mixture of Bailadila ore with coal (Fe2O3/C ratio of 80:20) and, at 1200 ⬚C, after 30 METALLURGICAL AND MATERIALS TRANSACTIONS B minutes, it was about 24 pct. In addition, as can be seen from Sharma’s graph (Figure 2), the time dependence is close to linear. Sharma’s[25] volume-shrinkage data have been fitted by a formula of the same type as McAdam et al.’s,[26] but with a linear dependence on time: Sv ⫽ V0 ⫺ V ⫻ 100 pct ⫽ 0.126998 ⫻ t e⫺4372.02/T V0 冢 冣 [24] From this expression for the change in volume (or from McAdam et al.’s expression, which may be more suitable for an agglomerated medium), the change in pellet radius can be easily estimated. Donskoi and McElwain[12] modeled Seaton et al.’s experiment,[22,23] where an abnormal swelling during the reduction was observed. The process of pellet-size change during the reduction has been modeled as an interaction between two opposite processes, swelling and shrinkage, and the formula for the local volume change is dV ⫽ V (Sw ⫹ Sh) dT [25] where Sw is the term associated with swelling and Sh is the term associated with shrinkage. The expression for the swelling term is Sw ⫽ 2.9 ⫻ 10⫺7 ⫺(T ⫺ T0)2 WF exp 2 2 冢 冣 [26] where the swelling term has been modeled as proportional to the concentrations of wustite (W ) and iron (F) and having a Gaussian dependence on temperature, with a mean temperature (T0) of 920 ⬚C and a standard deviation ( ) of 60 ⬚C. A model for the shrinkage term is Sh ⫽ 0.012 2 exp (⫺4372/T ) [27] where is a porosity and T is the absolute temperature. The activation energy for shrinkage has been taken from a fit to Sharma’s[25] data. VI. ESTIMATION OF THERMAL CONDUCTIVITY The modeling of thermal conductivity in the reducing mixture of iron ore and coal is difficult. The thermal conductivity of such composites depends on the properties of the constituent solids and gases, the temperature, and the porosity structure. A major problem is that the thermal conductivity cannot be directly measured. When a sample is heated, Reactions [1] through [8] occur, and their thermal interference should be taken into account. Thus, the thermal conductivity can best be obtained from modeling the system. The thermal conductivity can be measured before the reactions have started or after they have finished, but, as far as we are aware, there are no articles on this subject. Sun[27] and Sun and Lu[28] use a formula given by Bear:[29] Keffmc ⫽ 1 2 冢 兺i fmi Kmi ⫹ 1 fmi 兺i Kmi 冣 [28] VOLUME 34B, FEBRUARY 2003—99 where Keffmc is the effective thermal conductivity of the mixture, i is the index of component in the mixture (Fe, FeO, Fe3O4, coal, and gas), and fmi and Kmi are the volume fraction and thermal conductivity of component i in a control volume, respectively. To estimate the thermal conductivity of coal, Sun and Lu use an equation from Atkinson and Merrick[30] specifically developed for coals, semicokes, and cokes during their thermal decomposition: Km ⫽ m 4511 3.5 冢 冣 ⫻ T 1/2 (W m⫺1 K⫺1) 兺j yj Kgj M j1/3 兺j yj M j1/3 [30] where yj is the mole fraction of gaseous component j with a molecular weight of Mj and thermal conductivity of Kgi . Temperature-dependent thermal conductivities for iron and iron oxides are given by Akiyama et al.[32]. Using Sun’s approach for a mixture of 80 pct ore and 20 pct coal, the thermal conductivity increases from about 0.7 to 5.0 W/ (m K) as reduction proceeds. Akiyama et al.[32] give experimental results for the thermal conductivity of porous direct-reduced iron. For iron reduced by CO with a porosity of 0.62, the thermal conductivity is approximately 1.25 W/(m K) (at 1000 ⬚C), and, for iron reduced by H2 with a porosity 0.60, for the same temperature, the thermal conductivity is 1.5 W/(m K). Bear’s[28] formula for thermal conductivity, in a vacuum, for the same porosity (0.60) and density, gives 4.2 W/(m K). Sun and Lu[21] used another formula in an earlier work, namely, Keffmc ⫽ (1 ⫺ ) 兺 fmiKsi [31] i where is the porosity, and fmi and Ksi are the volume fraction and thermal conductivity of solid component i, respectively. Using Eq. [31], the thermal conductivity of the same porous direct-reduced iron is estimated to be 3.3 W/ (m K). The difference from the measured value may be due to the effect of impurities or an underestimation of the heat consumed during the reactions. McAdam et al.[26] studied the reduction of New Zealand iron-sand concentrate in the composite pellets by coal or coal char. They give a graph of the dependence of the thermal conductivity on temperature. The thermal conductivity for a mixture of 75 pct ironsand and 25 pct coal changes from about 1.3 W/(m K) at 20 ⬚C to less than 0.1 W/(m K) at 1200 ⬚C. This estimate is quite different from that given by other authors. For pure iron-sand concentrate, the thermal conductivity changes from 2.2 W/(m K) at 200 ⬚C to about 0.5 W/(m K) at 1200 ⬚C. Donskoi and McElwain,[12] in their modeling of Seaton et al.’s experimental work[22,23] on the reduction of iron ore–coal composite pellets, used Dulnev and Zarichnyak’s[33] approach to the modeling of the thermal conductivity. This gives ke ⫽ (2/3) ( /kg ⫹ (1 ⫺ )/ks)⫺1 [32] ⫹ (1/3) (kg ⫹ (1 ⫺ )ks) 100—VOLUME 34B, FEBRUARY 2003 T (K) 380 800 1025 1175 to to to to 800 1025 1175 1500 A B C D 31.995 94.7509 ⫺439.488 ⫺22.6774 11.54 — — — 41.322 72.1439 835.878 57.1977 37.6127 — 377.668 16.5732 [29] where m is the true density of the dry-ash-free material. This formula gives good agreement with published literature for the thermal conductivity of the studied carbonaceous materials and of amorphous carbon as a limiting case. For the thermal conductivity of a gas mixture, Sun and Lu use an equation given by Rosner:[31] Kgas ⫽ Table VII. Coefficients to Estimate TemperatureDependent Thermal Conductivity of a Dense Iron Using Formula [34] Table VIII. Formulae from Akiyama et al.[32] (p. 831) to Estimate Thermal Conductivities of Dense Hematite, Magnetite, and Wustite Fe2O3 k ⫽ 1/(1.844 k ⫽ 1/(8.319 Fe3O4 k ⫽ 1/(1.693 k ⫽ 1/(2.697 FeO k ⫽ 1/(2.335 k ⫽ 1/(8.319 ⫻ 10⫺4T ) ⫻ 10⫺5T ⫹ 9.243 * 10⫺2) ⫻ 10⫺4T ) ⫻ 10⫺6T ⫹ 1.508 * 10⫺1) ⫻ 10⫺4T ⫹ 1.136 * 10⫺1) ⫻ 10⫺5T ⫹ 9.243 * 10⫺2) Temperature (K) 298 ⬍ T ⬍ 912 912 ⬍ T ⬍ 1500 — 298 ⬍ T ⬍ 906 906 ⬍ T ⬍ 1500 — 298 ⬍ T ⬍ 825 825 ⬍ T ⬍ 1500 where kg is the thermal conductivity of gas inside the pores, ks is the mean dense thermal conductivity of the mixture, and is the porosity. For the mean dense thermal conductivity, the following formula has been used: ks ⫽ c兺 fi Ksi [33] i where fi is the volume fraction of the solid component i, and Ksi is the thermal conductivity of the solid component i. Here, c is a factor reflecting the effects of consolidation, the porosity matrix, and the mixture of different components in the solid fraction. In our modeling, in the first stage of reduction (hematite to magnetite), c ⫽ 0.8; later, during the second stage of reduction (magnetite to wustite), it linearly decreased to 0.4; and, in the last stage of reduction, it remained at 0.4. Using this approach, for reduced pure iron with a porosity of 0.60, in a vacuum, the thermal conductivity is estimated to be 1.1 W/(m K). It is slightly lower than Akiyama et al.’s measurements. However, in coal-based reduced iron, roughly half of the volume is occupied by coal, so the number of connections between iron grains is expected to be lower than in gaseous–reduced iron ore, so that the thermal conductivity, for the same porosity and composition, is expected to be lower for coal-based reduced iron. Akiyama et al. give the graph of the thermal conductivity of a dense iron. Those data have been fitted, and an empirical equation for different ranges of temperatures can be established, namely, KFe ⫽ A ⫹ B103T ⫺1 ⫹ C10⫺3T ⫹ D10⫺6T 2 W/(m K) [34] and the coefficients are given in Table VII. The thermal conductivities of dense hematite, magnetite, and wustite can be calculated from formulae given by Akiyama et al. (Reference 32, p. 831), and these are given in Table VIII. METALLURGICAL AND MATERIALS TRANSACTIONS B Table IX. Coefficients to Estimate Temperature-Dependent Thermal Conductivities of CO, CO2, H2, H2O, O2, CH4, and N2 Using Formula [38] W/(m K) Substance CO CO2 H2 H2O O2 CH4 N2 T (K) A B C D 270-1800 270-1800 270-1800 270-1800 270-1800 270-1300 270-1800 1.7291 ⫺0.85817 13.822 ⫺6.1163 1.9928 ⫺1.7186 3.5487 ⫺2.0117 — ⫺12.964 10.77 ⫺3.0474 1.7406 ⫺5.4318 5.0537 9.0754 27.923 14.419 5.6861 13.766 2.6004 — ⫺1.5068 2.2143 0.5757 ⫺0.22493 4.6188 0.63342 Table X. Coefficients to Estimate Temperature-Dependent Thermal Conductivities of C2H6, C2H4, C3H6, C3H8, and C6H6 Using Formula [39] W/(m K) (Reproduced from Reid[38] Substance C2H6 C2H4 C3H6 C3H8 C6H6 Name ethane ethylene propylene propane benzene T (K) 273 200 175 273 273 to to to to to 1020 1270 1270 1270 1270 A ⫺3.174 ⫺1.760 ⫺7.584 1.858 ⫺8.455 ⫻ ⫻ ⫻ ⫻ ⫻ B 10 10⫺2 10⫺3 10⫺3 10⫺3 Fitting data for the thermal conductivity of carbon from Rohsenov et al.[34] gives kC ⫽ 4.0526 ⫺ 553.804/T ⫹ 0.00254608T ⫺ 1.57951 ⫻ 10⫺6 ⫻ T 2 W/(m K) [35] The thermal conductivity of SiO2 has been modeled using averaged data from sources given in the Slag Atlas.[35] The formulae are, for the temperature range from 300 to 1173 K, k1Si02 ⫽ ⫺0.2557 ⫹ 216.8/T ⫹ 0.003474T ⫺ 1.383 ⫻ 10⫺6T 2 W/(m K) ⫺2 [36] 2.201 1.200 6.101 ⫺4.698 3.618 ⫻ ⫻ ⫻ ⫻ ⫻ C ⫺4 10 10⫺4 10⫺5 10⫺6 10⫺5 ⫺1.923 3.335 9.966 2.177 9.799 ⫻ ⫻ ⫻ ⫻ ⫻ D ⫺7 10 10⫺8 10⫺8 10⫺7 10⫺8 ⫺1.664 ⫻ 10⫺10 ⫺1.366 ⫻ 10⫺11 ⫺3.840 ⫻ 10⫺11 ⫺8.409 ⫻ 10⫺11 ⫺4.058 ⫻ 10⫺11 of these will prove useful to researchers studying other categories of direct reduction of iron ore. The article has highlighted deficiencies in the published literature and gives directions for further experimental work. Since direct reduction of iron ore represents an increasing percentage of world iron production, decision support in the form of accurate process-parameter estimates and mathematical modeling provides a cost-effective way to improve industrial processes. This article supplies support for academic and industrial researchers involved in both the development of new direct reduction processes and the improvement of existing ones. and, for the temperature range from 1173 to 1773 K, k2SiO2 ⫽ 1.970 ⫹ 0.0001074T W/(m K) [37] Data for thermal conductivities of different compositions of admixtures can be found in the Slag Atlas. Data for the thermal conductivities of gases have been taken from Touloukian,[36] Gray and Muller,[37] Yaws,[38] and Rohsenow et al.[34] Those data have been fitted using the following empirical equation: Kg ⫽ A10⫺2 ⫹ BT ⫺1 ⫹ C10⫺5T ⫹ D10⫺8T 2 W/(m K) [39] and the coefficients are in Table X. VII. CONCLUSIONS The development and improvement of industrial processes requires reliable estimates of process parameters. This article provides an overview of critical physical parameters relating to coal-based direct reduction of iron ore, although many METALLURGICAL AND MATERIALS TRANSACTIONS B This work was partially supported by the Australian Research Council under the SPIRT scheme. A QUT Postdoctoral Fellowship to ED is gratefully acknowledged. The authors thank Dr. Rene Olivares for discussions and valuable comments regarding this article. [38] The coefficients are given in Table IX. Thermal conductivities of major hydrocarbons (other than CH4) evolving during coal pyrolysis were taken from Reid et al.[39] These should be modeled according to the formula Kg ⫽ A ⫹ BT ⫹ CT 2 ⫹ DT 3 W/(m K) ACKNOWLEDGMENTS REFERENCES 1. J. Yagi and J. Szekely: Trans. Iron Steel Inst. Jpn., 1977, vol. 17, pp. 569-75. 2. O. Knacke, O. Kubaschewski, and K. Heselmann: Thermochemical Properties of Inorganic Substances, Springer-Verlag, New York, NY, 1991, pp. 264-812. 3. Perry’s Chemical Engineers’ Handbook, H. Perry, late ed., McGrawHill, New York, NY, 1997, pp. 2.161-2.195. 4. I. Barin: Thermochemical Data of Pure Substances, VCH Verlagsgessellschaft, Weinheim, 1995, pp. 209-720. 5. M. Chase, C. Davies, J. Downey, D. Frurip, R. McDonald, and A. Syverud: JANAF Thermochemical Tables, J. Phys. Chem. Ref. Data, New York, NY, American Institute of Physics, 1985, vol. 14, Suppl. No. 1, pp. 535-1280. 6. CRC Handbook of Chemistry and Physics, D. Lide, ed., CRC Press, Boca Raton, FL, 1997, pp. 5.4-5.78. VOLUME 34B, FEBRUARY 2003—101 7. H. Ross: in Direct Reduced Iron. Technology and Economics of Production and Use, R.L. Stephenson and R.M. Smailer, eds., ISS-AIME, Warrendale, PA, 1980, pp. 9-25. 8. O. Kubaschewski, C. Alcock, and P. Spenser: Materials Thermochemistry, Pergamon Press, Oxford, United Kingdom, 1993, pp. 258-323. 9. Properties of Selected Ferrous Alloying Elements, C. Ho, ed., Hemisphere Publishing Corporation, New York, 1989, pp. 95-147. 10. J. Coughlin, E. King, and K. Bonnickson: J. Am. Chem. Soc., 1951, vol. 73, pp. 3891-93. 11. E.M. Donskoi, F. Liu, and D.L.S. McElwain: Computational Techniques and Applications: CTAC97, World Scientific Publishing Co, Singapore, 1998, pp. 193-200. 12. E. Donskoi and D.L.S. McElwain: Ironmaking and Steelmaking, 2001, vol. 28 (5), pp. 1-6. 13. N.Y. Kirov: Br. Coal Utilisation Res. Assoc., 1965, vol. 29, pp. 33-57. 14. G. Reddy, T. Sharma, and S. Chakravorty: Ironmaking and Steelmaking, 1991 vol. 18 (3), pp. 211-13. 15. S. Dey, B. Jana, and A. Basumallick: Iron Steel Inst. Jpn. Int., 1993, vol. 33 (7), pp. 735-39. 16. S. Chakravorty, G. Reddy, and T. Sharma: Trans. Ind. Inst. Met., 1991, vol. 44 (1), pp. 1-7. 17. E. Donskoi and D.L.S. McElwain: Metall. Trans. Mater., in press. 18. Q. Wang, Z. Yang, J. Tian, W. Li, and J. Sun: Ironmaking and Steelmaking, 1998, vol. 25, pp. 443-47. 19. R. Carvalho, P. Netto, and L. D’Abreu: Can. Met. Q., 1994, vol. 33, pp. 217-25. 20. B. Huang and W. Lu: Iron Steel Inst. Jpn. Int., 1993, vol. 33, pp. 1055-61. 21. S. Sun and W. Lu: Iron Steel Inst. Jpn. Int., 1993, vol. 33, pp. 1062-69. 22. C. Seaton, J. Foster, and J. Velasco: Trans. Iron Steel Inst. Jpn. Int., 1983, vol. 23, pp. 497-503. 23. C. Seaton, J. Foster, and J. Velasco: Trans. Iron Steel Inst. Jpn. Int., 1983, vol. 23, pp. 490-96. 102—VOLUME 34B, FEBRUARY 2003 24. R. Nascimento, M. Mourao, and J. Capocchi: Ironmaking and Steelmaking, 1999, vol. 26 (3), pp. 182-86. 25. T. Sharma: Ironmaking and Steelmaking, 1993, vol. 20, pp. 362-65. 26. G. McAdam, D. O’Brien, and T. Marshall: Ironmaking and Steelmaking, 1977, vol. 1, pp. 1-9. 27. S. Sun: Ph.D. Thesis, McMaster University, Hamilton, ON, Canada, 1997. 28. S. Sun and W. Lu: Iron Steel Inst. Jpn. Int., 1999, vol. 39 (2), pp. 130-38. 29. J. Bear: Dynamics of Fluids in Porous Media, Dover Publications, Inc., New York, NY, 1972, pp. 641-63. 30. B. Atkinson and D. Merrick: Fuel, 1983, vol. 62, pp. 553-61. 31. D. Rosner: Transport Processes in Chemically Reacting Flow Systems, Butterworth and Co., Boston MA, 1986, pp. 113-16. 32. T. Akiyama, H. Ohta, R. Takahashi, Y. Waseda, and J. Yagi: Iron Steel Inst. Jpn. Int., 1992, vol. 32, pp. 829-37. 33. G. Dul’nev and Y. Zarichnyak: Heat Transfer-Sov. Res., 1970, vol. 2 (4), pp. 89-107. 34. W.M. Rohsenow, J.P. Hartnett, and E.N. Ganic: Heat Transfer Fundamentals, 2nd ed., McGraw-Hill Book Co., New York, NY, 1985, p. 3.116. 35. M. Allibert, H. Gaye, J. Geiseler, et al.: Slag Atlas, 2nd ed., Verlag Stahleisen GmbH, Dusseldorf, 1995, pp. 591-600. 36. Y.S. Touloukian: Thermophysical Properties of Matter, vol. 3, Thermal Conductivity. Nonmetallic Liquids and Gases, IFI/Plenum, New York, NY, 1970. 37. J.K. Gray and R. Muller: Heat Transfer from Flames, Elek, London, 1976, pp. 37-38. 38. C.L. Yaws: Handbook of Transport Property Data: Viscosity, Thermal Conductivity, and Diffusion Coefficients of Liquids and Gases, Gulf, Houston, TX, 1995. 39. R.C. Reid, J.M. Prausnitz, and B.E. Poling: The Properties of Gases and Liquids, McGraw-Hill, New York, NY, 1987, pp. 515-17. METALLURGICAL AND MATERIALS TRANSACTIONS B