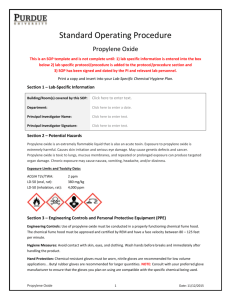
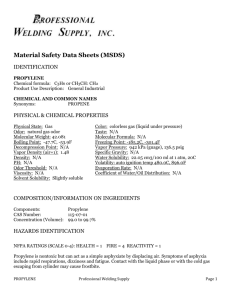
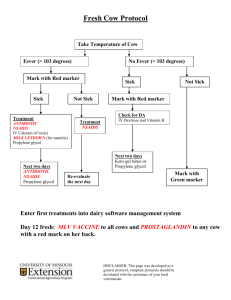
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/287346684 HPPO Process Technology A novel route to propylene oxide without coproducts Article in Chimica Oggi · March 2014 CITATIONS READS 6 10,075 4 authors, including: Franz Schmidt Maik Bernhard Evonik Industries Evonik Industries 11 PUBLICATIONS 432 CITATIONS 5 PUBLICATIONS 57 CITATIONS SEE PROFILE Matthias Pascaly Evonik Ressource Efficiency 21 PUBLICATIONS 711 CITATIONS SEE PROFILE Some of the authors of this publication are also working on these related projects: Postdoc View project PhD thesis View project All content following this page was uploaded by Maik Bernhard on 05 April 2017. The user has requested enhancement of the downloaded file. SEE PROFILE sustainability/ green chemistry Industry perspective FRANZ SCHMIDT, MAIK BERNHARD, HEIKO MORELL, MATTHIAS PASCALY* *Corresponding author Evonik Industries AG, Advanced Intermediates – Innovation, Rodenbacher Chaussee 4, 63457 Hanau-Wolfgang, Germany Matthias Pascaly HPPO Process Technology A novel route to propylene oxide without coproducts KEYWORDS: HPPO process, propylene oxide, hydrogen peroxide, titanium silicalite. Abstract The common industrial technologies for the conversion of propylene to propylene oxide have been compared with a special focus on the direct oxidation using hydrogen peroxide. The HPPO process is an economically and ecologically superior technology since there are no market dependencies of other coproducts and water is the only waste product. The catalyst used in this process is a partly titanium substituted silica based zeolite called TS-1. The article summarizes the most important information concerning the HPPO process. INTRODUCTION The oxidation of organic compounds is of vital importance for the chemical industry. Besides basic oxidation reactions such as bleaching processes (e.g. paper or laundry) also oxidation reactions of chemicals are important: Epoxides - especially ethylene and propylene oxide – are among the major chemicals. Replacement of traditionally used halidebased oxidants (chlorine) by hydrogen peroxide provided a new route to the desired oxidized products. Past demand for hydrogen peroxide was due to the replacement of a chlorine bleaching step in the paper industry or the introduction of percarbonates as bleaching agent in detergents. Today, the newly developed HPPO (hydrogenperoxide-to-propylene-oxide) process is one of the largest consumers of hydrogen peroxide for the epoxidation of propylene yielding propylene oxide on a titanium doped zeolite without any coproducts. Also in this case, the oxidative potential of hydrogen peroxide allows the replacement of traditionally used chlorine-based oxidants enabling a novel environmentally more benign process. This article provides an overview on the HPPO technology which is now state of the art for the industrial production of propylene oxide. The article touches the catalyst TS-1, the propylene oxide reaction as well as the process conditions. Furthermore, a future perspective is given, based on the market situation and in comparison to other processes. approximately 7 Mt/a in the year 2010 at a production capacity of approximately 8 Mt/a. Based on a total market growth of around 5 % per year, the expected values for demand and capacity in 2015 are nearly at 9 and 10 Mt/a respectively. The growing markets are in Asia and potentially in the Middle East (1). There are several industrial routes to produce propylene oxide, of which the chlorohydrin process (CH) is the oldest one (2). Other indirect oxidation processes coupled with coproducts are propylene oxide / styrene monomer (PO/SM) and propylene oxide / methyl tert-butyl ether (PO/MTBE) (3). Newer technologies are based on an oxidation without a coproduct. One of these technologies is the propylene oxide cumene (PO/CU) process developed by Sumitomo (4). However, the most promising way is the oxidation of propylene with PROPYLENE OXIDE MARKETS AND PRODUCTION PROCESSES Propylene oxide ranges on place eleven of all organic chemicals being produced with a total demand of Chimica Oggi - Chemistry Today - vol. 32(2) March/April 2014 Figure 1. Development of PO-technologies (* data based on (1) and Evonik’s own estimates). 31 hydrogen peroxide (HPPO), independently developed by Evonik/TKIS (ThyssenKrupp Industrial Solutions AG) and BASF/Dow Chemical, respectively. Figure 1 shows the percentaged PO production capacity of the different processes in the past and an estimated future trend (1). In recent years, the PO production technology is observed to shift away from the formerly standard chlorohydrin route. This shift takes place in favor of the HPPO process. However, the majority of the propylene oxide is currently still produced via the Chlorohydrin (CH) route (Figure 2). This process is performed generally in two-steps. In the first step, intermediately generated hypochlorous acid reacts with propylene resulting in two kinds of propylene chlorohydrins. These chlorohydrins are subsequently dehydrochlorinated by calcium hydroxide or sodium hydroxide. Beside the aspired propylene oxide 2.1 tons CaCl2 and 0.1 tons 1,2-dichloropropane are obtained as byproducts per ton propylene oxide. This is the main disadvantage of this process. For process optimization Figure 2. Reactions of the industrial relevant propylene oxide Ca(OH)2 can be replaced by NaOH. Subsequently the producing processes. generated NaCl is converted to NaOH and Cl2 via electrolysis. This step reduces the salt load of the waste achieved by Shell´s SMPO process using a heterogeneous water, but increases investment and production costs TiO2/SiO2 catalyst offering a more efficient catalyst due to additional power consumption and required separation in the epoxidation step (6). purification of NaCl prior electrolysis (2). Due to the above mentioned drawbacks, intensive An alternative is the so called Lummus process using research was performed to develop coproduct free routes tert-butyl hypochlorite and water to form tert-butanol for the production of propylene oxide. For example, in the and the propylene chlorohydrins (5). These chlorohydrins Bayer-Degussa-process perpropionic acid is used as are converted to propylene oxide using NaOH and the oxidation agent (6). This process offers a high selectivity to resulting NaCl is electrolyzed to NaOH and Cl2. Therefore, propylene oxide and an efficient recycling of propionic a total recycling to build up the required HOCl-carrier acid. But a high price of H2O2 at the time of development (tert-butyl hypochlorite) is possible. The drawback is the prevented the commercialization of this process. slower formation rate of propylene chlorohydrins using The breakthrough regarding a direct oxidation and tert-butyl hypochlorite. therefore a coproduct-free method was achieved by ENI The other industrially used propylene epoxidation in the 1980s (7). Using a novel titanium silicalite-1 (TS-1) processes can be divided into coproduct-producing (PO/ catalyst the direct oxidation of propylene with hydrogen SM and PO/MTBE) and coproduct-free (PO/CU and HPPO) peroxide was enabled without further oxidation agents (8). processes and offer the opportunity of being chlorine free Evonik and TKIS improved this process by developing a (Figure 2). In the PO/SM and the PO/MTBE routes a special TS-1 catalyst quality using an optimized process precursor is used which is oxidized by readily available air technology. On this basis, the HPPO process could be or molecular oxygen. The intermediate hydroperoxide developed and finally commercialized. This coproducttransfers the oxygen to the propylene resulting in free process offers high specific propylene oxide yields, propylene oxide and a primary coproduct, which is usually resulting in low feedstock consumptions. A long catalyst an alcohol. The challenge using the coproduct routes is to lifetime is achieved by moderate reaction conditions achieve a high selectivity for PO and receive an which are enabled by the high-performance TS-1 additional benefit from selling the coproduct. catalyst. Since the HPPO process is a stand-aloneDuring the last few years several processes were technology, the product is independent from offering developed using acetaldehyde, isobutane, isopentane, coproducts on the market. Contrary to the chlorohydrin cyclohexane, ethyl benzene and cumene as precursors route the HPPO-process enables an environmentally leading to different secondary coproducts (Table 1) (6). friendly production due to a totally closed solvent and However, all of these processes suffer from the need to process the coproduct, preferentially by obtaining a credit for supplementing it in the PO production costs. Therefore, only the PO/SM and PO/MTBE process yielding styrene monomer and methyl tert-butyl ether as coproduct are currently economically feasible (1). Nevertheless, high amounts of styrene (690 kta) and MTBE (830 kta) produced as coproducts in a world scale PO-plant (300 kta) need to be traded and the risk of an oversupply with Table 1. Summary of possible precursors used for propylene oxide production via styrene and MTBE could reduce the efficiency indirect epoxidation routes with coproduct. of such processes. An optimization was 32 Chimica Oggi - Chemistry Today - vol. 32(2) March/April 2014 feedstock cycle and the complete absence of chlorine. Compared with the other state-of-the-art technologies, the HPPO-process offers lower investment costs and energy consumption. Furthermore, an additional benefit can be achieved by recovering valuable byproducts like propylene glycol which is obtained in the range of 30 kg/t propylene oxide. All these improvements meet the standard of a modern sustainable process for propylene oxide and lead to the startup of the first commercial plant of its kind at SKC in Ulsan (Korea) under license of Evonik/TKIS with a starting capacity of 100 kta (9). Several months later a further HPPO-plant in Antwerp using the BASF/Dow technology went on stream (10). The expansion of the HPPO plant in Ulsan to 130 kta, Dow’s announcement for a further HPPO plant in Saudi Arabia (11) after the startup of a plant operated by Dow and SCM in Thailand (12) and the setup of a further HPPO plant in Jilin (China) by Evonik/TKIS (13) underline the potential of this modern process. A further coproduct-free process in commercial operation is the Sumitomo process. This process uses cumene hydroperoxide as epoxidation intermediate, which is obtained upon oxidation of cumene. Propylene oxide and cumylalcohol are obtained in the epoxidation stage. The latter is hydrogenated to cumene enabling a complete recycling (4). Future Trends of propylene oxide production Despite the existing processes the further development of direct oxidation processes is ongoing. The use of N2O as oxidation agent for propylene is under intense discussion (14). Realizing this route would enable the use of a coproduct, obtained during the production of adipic acid. However, further optimization is necessary due to the limited catalyst performance resulting in a low selectivity and short catalyst lifetime. Additionally, the local availability of N2O can prevent this process from being economically realized. A further possibility is the oxidation of propylene using oxygen/hydrogen mixtures. This process can be performed using bifunctional precious metal heterogeneous catalysts such as Au/TiO2 or Au/TS-1 (15). Due to the in-situ generation of hydrogen peroxide this method cannot be classified as a direct oxidation of propylene. The direct oxidation of propylene using oxygen is one of the major challenges in heterogeneous catalysis. Due to the huge activation energy (497 kJ/mol) of O2 dissociation and the high affinity of monooxygen to the hydrogen atoms in allylic position, acrolein is preferentially formed during oxidation of propylene. Therefore, the direct oxidation of propylene is much more difficult than ethylene oxidation, which is already established on an industrial scale. interconnected channel system of straight and sinusoidal channels with pore diameters of 5.1 – 5.6 Å (8). Important is the avoidance of non-tetrahedral coordinated titania (TiO2) which is supposed to promote side reactions. The ratio of framework incorporated titanium to extraframework species of titanium is a crucial factor for the catalytic performance of the catalyst and can be tailored via the synthesis route. Therefore, the choice of raw materials and the right parameters during catalyst synthesis are very important. A typical TS-1 synthesis starts with the dissolution of a silica (SiO2) and a titanium source in the presence of an organic template. The obtained white powder is removed from the mother liquor, dried and calcined. The most common templates used are TPAOH (8) and TPABr (18,19). It is shown in several publications that the catalytic activity is a function of decreasing crystal size (20). The crystal size itself usually depends on the ratio of template to silicon. However, on an industrial scale it is important to minimize the use or to reduce the costs of the template, since the zeolite template is one of the cost driving factors during the synthesis. Another important aspect in the TS-1 synthesis is the purity of the crystallographic phases. Hasenzahl et al. describe in their patent the production of TS-1 from pyrogenic mixed oxides produced via the aerosil process (21). Since the mixture of silicon and titanium is already present in the raw material, these pyrogenic mixed oxides result in highly phase pure materials with increased catalytic activity. However, the zeolite synthesis is only one crucial part during catalyst synthesis. The powder needs to be designed for an application in fixed bed reactors. The physical and chemical properties of these formed catalyst particles have a considerable effect on the catalytic performance in the HPPO process. REACTION The catalyst used for the HPPO reaction is a titanium silicalite-1 zeolite with framework type MFI. In the structure Si-atoms are substituted by Ti-atoms forming the catalytically active TiO4-centers (16). However, the amount of titanium, which can be inserted into the framework, is limited to about 3 wt.% TiO2 (17). TS-1 comprises a microporous two-dimensional There are several factors, having an impact on the catalytic performance. The activation energy of the epoxidation is with 26kJ/mol considerably high (22). Therefore, a certain temperature has to be applied to achieve the productive conversion. Typical reaction temperatures range between 0–60 °C (23). On the other side the epoxidation is an exothermic reaction generating high temperatures (propylene oxide formation enthalpy: ‑123kJ/mol) (24) which lower the propylene oxide selectivity due to side reactions. The ring-opening of propylene oxide to glycol or glycol ethers is the major side reaction (2). Haas et al. reported an optimized balance between H2O2 conversion and propylene oxide selectivity using a fixed bed reactor. Running the process at ambient temperatures, they could obtain almost full conversion while keeping the selectivity very high (25). Other reactor designs offer an intermediate external cooling to prevent excessive side product formation (26-28). Also the reaction pressure for the conversion of propylene to propylene oxide is crucial for the reaction rate. On the one hand a high pressure increases the solubility of gaseous propylene in the solvent, on the other hand propylene is being liquefied. Therefore, the reaction system either comprises a gas-liquid-solid phase system or a liquid-liquid-solid phase Chimica Oggi - Chemistry Today - vol. 32(2) March/April 2014 33 THE CATALYST and there are several approaches known in the literature to restore the activity of the catalyst (38-40). One approach is the thermal treatment of the deactivated catalyst at elevated temperatures in the presence of an oxidizing atmosphere (40). The residuals are broken down and removed from the catalyst. Another possibility is the regeneration using liquids at ambient temperatures to restore the catalytic activity (39). Figure 3. Schematic scheme of Evonik/TKIS’s HPPO process. system with a propylene rich phase and a solvent rich phase. It is obvious that the concentration of propylene in the liquid phase has a direct influence on the reaction rate. The HPPO technology usually operates at pressures above 15 bar (23). The solvent used for the epoxidation of propylene has a fundamental impact on the reaction rate. An OH-group is mandatory for formation of the five-membered ring, which is mechanistically necessary for the propylene oxide production (29). Clerici et al. showed that using methanol (being the smallest alcohol) results in the highest activity for the epoxidation (30). By using methanol not only higher conversion rates could be achieved, but also an increased selectivity towards propylene oxide (31). Corma et al. showed that the polarity of the solvent is also very important (32). While using a more hydrophilic Ti-Beta catalyst, aprotic solvents like acetonitrile are superior, whereas using a hydrophobic TS-1, protic solvents like methanol are the solvents of choice. However, water as the smallest protic solvent is not suitable since the solubility of propylene is very low and the concentration of propylene at the titanium center in the channels of TS-1 would be insufficient. Intense research has been carried out to use basic or non-basic additives to improve the selectivity (33-35). The basic additives are poisoning the acid sites of the TS-1, moderating their activity. Furthermore unwanted side reactions such as ring opening of propylene oxide are diminished. The decomposition of hydrogen peroxide to oxygen and water is another side reaction. Due to higher temperatures in the catalyst bed, especially hot spots, hydrogen peroxide tends to decompose (36, 37). It has also been reported in the literature that non-tetrahedral coordinated species of titanium enhance the catalytically decomposition of hydrogen peroxide (37). The deactivation of the catalyst accompanied by the loss of catalytic activity is a challenge in heterogeneous catalysis. The main reason for the deactivation of the HPPO catalyst is caused by pore blockage due to side product formation. However, the blockage of active sites is reversible 34 PROCESS DESIGN The literature describes several reactor concepts for the HPPO process (25-28). For laboratory and catalyst research purposes, batch reactors proved to be the most suitable solution. Upon scale up, packed bed reactors, trickle bed reactors and heat exchanger reactors are commonly used. The Evonik/TKIS technology employs a trickle bed reactor operated at appropriate reaction temperature (25). Besides a highly selective catalyst, an efficient reaction temperature control is essential to suppress side reactions and to ensure a high PO selectivity. A simplified process flow diagram with all reaction and purification steps is shown in Figure 3 (41). The reactor is fed with H2O2, propylene and a solvent. After the reaction the residual propylene is separated in a consecutive flash and purge gas system. The remaining product stream is lead to a preseparation unit, where an enriched propylene oxide containing stream is separated from a water solvent mixture. The obtained product stream is further purified via a propylene stripper and a distillation column. The resulting propylene oxide is very pure (polymer grade). The remaining solvent/water mixture is purified and recycled. The recycled propylene as well as, the purified solvent is lead back to the reaction mixture enabling integrated solvent recycling leaving only water as a byproduct (42). CONCLUSION Propylene oxide ranges on place eleven of all organic chemicals produced worldwide. It is one of the most important epoxides currently used in industry. To serve these market needs several industrial routes to produce propylene oxide – with and without coproducts – have been commercially established in the past. From the coproduct producing processes only the PO/SM and PO/MTBE process yielding styrene monomer Chimica Oggi - Chemistry Today - vol. 32(2) March/April 2014 and methyl tert-butyl ether as coproduct are currently economically feasible. The HPPO process is an economically and ecologically state-of-the-art technology being coproduct-free and with water as the only waste product. The heart of the HPPO process is the TS-1 catalyst system showing high activity, improved selectivity for propylene oxide and low H2O2 decomposition. Excellent process control of the catalyst manufacturing is the vital necessity for creating this high performing catalyst system. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 22. 23. 24. 25. 26. 27. 28. 29. REFERENCES 1. 21. Hasenzahl S., Mangold H., Roland E., Scholz M., Thiele G., US Patent No. 5919430 (1999). Shin S.B., Chadwick D., Ind. Eng. Chem. Res., 49, 8125-8134 (2010). Russo V., Tesser R., Santacesaria E., Di Serio M., Ind. Eng. Chem. Res., 52, 1168-1178 (2013). Cox J.D., Pilcher D., Academic Press, New York, 1-636, (1970). Haas T., Hofen W., Sauer J., Thiele G., US Patent No. 6600055 (2003) Hofen W., Thiele G., US Patent No. 6610865 (2003). Strickler G.R., Quarderer G.J.Jr., Lindner J.P., US Patent No. 7273941 (2007). Jubin J.C. Jr., Danner J.B., US Patent No. 5849937 (1998). Clerici M.G., Domine M.E., Oxidation Reactions catalyzed by Transition-Metal-Substituted Zeolites, Chapter 2, in Liquid Phase Oxidation via Heterogeneous Catalysis, Edited by Clerici M.G., Kholdeeva O.A., John Wiley & Sons, Inc., Hoboken, New Jersey, USA (2013). Clerici M.G., Bellussi G., Romano U., J.Catal., 129, 159-167 (1991). Nexant’s CHEMSYSTEMS, Propylene Oxide, PERP Report 07-2012, (2013). Winnacker-Küchler: Chemische Technik, 5th Edition, Edited by Dittmeyer R., Keim W.,Kreysa G., Oberholz A., Wiley-VCH, 30. Weinheim, Germany (2005). Kollar J., DE 1468012 (1962). Development of New Propylene Oxide Process: http://www.sumitomo-chem.co.jp/english/rd/report/theses/ Readers interested in a full list of references docs/20060100_ely.pdf (2006) (accessed Jan 2014) are invited to visit our website at www.teknoscienze.com Gelbein A.P., Kwon J.T., US Patent No. 4008133 (1977). Industrial Organic Chemistry 3rd Edition, Edited by Weissermehl, Arpe, Wiley-VCH, Weinheim, 13tH 13th InternAtIonAL InternatIonal Germany (1997). ConferenCe on MICroreACtIon MICroreaCtIon Neri C., Anfossi B., Esposito A., teCHnoLoGy teChnology EP 0100119 (1986). Taramasso M., Perego G., Notari B. June 23-25 • 2014 • Budapest • Hungary US Patent No. 4410501 (1983). Budapest university of technology and economics • Building Q http://corporate.evonik.com/en/ media/archive/pages/news-details. aspx?newsid=15734 (accessed Flow Chemistry Society cordially invites you MaIn topICS oF IMret13 Jan 2014) to join 13th InternatIonal ConFerenCe http://www.dow.com/ on MICroreaCtIon teChnology / IMret13 Fundamentals: fluidics, mixing, mass & heat transfer propyleneoxide/news/20090305a. that will take place in the historic city of Process data acquisition, kinetics and chemical htm (accessed Jan 2014). Budapest, hungary in June 23–25, 2014. analysis; materials aspects, micro- and Alperowicz N., IHS Chemical Week nanostructures and micro- and nanoparticles (2013). The aim of the IMRET series is to strengthen the Flow chemistry bridge between micro-process technology and http://www.dow.com/ Catalysis flow chemistry, and help their integration into polyurethane/ everyday practices throughout the world by Multipurpose flow systems: micro-, meso- or news/2012/20120104a.htm miniscale flow synthesis delivering the latest knowledge and making it (accessed Jan 2014). available for the entire micro-process technology Process optimization and intensification and chemistry communities. http://corporate.evonik.com/en/ media/search/pages/news-details. aspx?newsid=22539 (accessed Jan 2014). Duma V.; Hoenicke D., J. Catal., 191, 93–104 (2000). Hayashi T., Tanaka K., Haruta M., J. Catal., 178, 566–575 (1998). Bellussi G., Carati A, Clerici M.G., Maddinelli G., Millini R., J. Catal, 133, 220-230 (1992). Millini R., Massara E.P., Perego G., Bellussi G., J. Catal. 137, 497-503, (1992). Tuel A. Zeolites, 16, 108–117 (1996). Müller U., Steck W., Studies in Surface Science and Catalysis; Elsevier, Vol. 84, pp. 203–210 (1994). Van der Pol A. J. H. P., Verduyn A. J.; Van Hooff J. H. C., Appl. Catal. A: General, 92, 113–130 (1992). Flow plants − process design & control Fine & commodity chemical synthesis plenary SpeakerS Advanced material synthesis Energy, biomass conversion and thermal systems Food, personal care, and other applications keynote SpeakerS Guangsheng Luo Peter H. Seeberger Aaron Beeler Tsinghua University China Max Planck Institute Germany Boston University MA, USA Book your exhIBItIon plaCe exhibition and sponsoring opportunities offer companies direct contact to conference delegates. For a tailor made sponsorship package please contact: imret13@akcongress.com C. olIver kappe University of Graz, Austria volker heSSel Eindhoven University of Technology, The Netherlands Claude de BelleFon University of Lyon, CNRS-CPE Lyon, France gunther kolB Institut für Mikrotechnik, Mainz GmbH, Germany doMInIque roBerge Lonza Inc., Switzerland klavS JenSen Massachusetts Institute of Technology, MA, USA ShInJI haSeBe Kyoto University, Japan paul WattS Nelson Mandela Metropolitan University, South Africa We are looking forward to meeting you in Budapest! For further details about the conference please visit www.imretconferences.com For more information on membership contact the Flow Chemistry Society www.flowchemistrysociety.com View publication stats