] Properties of Ceramic Raw Materi(b-ok.org)")
PROPERTIES OF
CERAMIC RAW MATERIALS
2nd Edition in SI I Metric
Units
W. R Y A N , Ph.D., FRIC, C.Chem., FICeram.
Principal Lecturer
Department of Ceramic Technology
North Staffordshire Polytechnic
PERGAMON
OXFORD
PARIS
PRESS
N E W YORK
FRANKFURT
TORONTO
SYDNEY
U.K.
P e r g a m o n Press Ltd., H e a d i n g t o n Hill H a l l ,
Oxford 0 X 3 OBW, England
U.S.A.
P e r g a m o n Press I n c . , M a x w e l l H o u s e , F a i r v i e w Park,
Elmsford, N e w York 1 0 5 2 3 , U.S.A.
CANADA
P e r g a m o n of C a n a d a Ltd., 7 5 T h e East M a l l ,
Toronto, Ontario, Canada
AUSTRALIA
P e r g a m o n Press ( A u s t . ) Pty. L t d . , 1 9 a B o u n d a r y
S t r e e t , R u s h c u t t e r s B a y , N . S . W . 2 0 1 1 , Australia
FRANCE
P e r g a m o n Press S A R L , 2 4 r u e d e s Ecoles,
7 5 2 4 0 Paris, C e d e x 0 5 , F r a n c e
P e r g a m o n Press G m b H , 6 2 4 2 K r o n b e r g - T a u n u s ,
FEDERAL REPUBLIC
OF G E R M A N Y
Pferdstrasse 1 , F e d e r a l R e p u b l i c of G e r m a n y
Copyright © 1 9 7 8 W . Ryan
All Rights Reserved. No part of this publication
may be
reproduced,
stored in a retrieval system or transmitted
in
any form or by any means: electronic,
electrostatic,
magnetic tape, mechanical, photocopying,
recording
or
otherwise, without permission in writing from the
publishers
First e d i t i o n 1 9 6 8
S e c o n d e d i t i o n in S . I . U n i t s 1 9 7 8
Library of Congress Cataloging in Publication Data
Ryan, William, 1 9 3 4 P r o p e r t i e s of c e r a m i c r a w materials.
1 . C e r a m i c m a t e r i a l s . I. Title
TP815.R8
1978
666.028
ISBN 0 - 0 8 - 0 2 2 1 1 3 - 0
(Hardcover)
ISBN 0-08-022114-9
(Flexicover)
Printed
in Great Britain
by Biddies
77-24386
Ltd., Guildford,
Surrey
CHAPTER
1
Introduction
A T ONE time a ceramic product was regarded as any article made
wholly or partly from clay which during its manufacture had been
shaped and then fired to a temperature high enough to produce
the required strength. This was never an accurate definition of the
term "ceramic", since it excluded such materials as glasses and
cements which were and are regarded as ceramic materials. The
advent and increasing importance of non-clay ceramics, simpler in
composition than the traditional clay-based ceramics, often being
composed of single materials, have widened the scope of the term.
Today a ceramic may be defined as a product manufactured by the
heat treatment of a material (or mixture of materials) which is
inorganic and non-metallic.
In spite of the expansion of the field where the term "ceramic"
may be applied, the volume of clay-based ceramics manufactured
is much greater than that of non-clay ceramics, and clay may still
be regarded as the basic and most important of ceramic materials.
The variety of ceramic products is enormous. The easiest brought
to mind perhaps is tableware, i.e. cups, saucers, plates and so on.
Tableware, however, is only a small part of the whole ceramic
spectrum, which includes such products as bricks and tiles of all
types, earthenware, bone china and porcelain, all types of glass,
sewer pipes, sanitary ware, chemical porcelain, acid-resisting ware
for chemical plants, and many others. In addition, an important
type of ceramic product are those known as refractories, used
because of their ability to withstand high temperatures. Ceramic
products can be divided into those used at normal temperatures
PROPERTIES OF CERAMIC RAW
MATERIALS
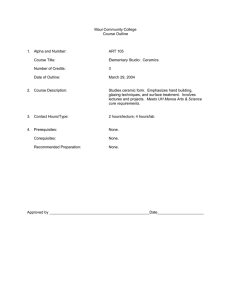
and those used at high temperatures, and these divisions may then
be sub-divided into those products which have a porous body
after firing and those which are non-porous. Such a division is
shown in Fig. 1.
CERAMICS
^GLASSES-CEMENTS
P R O D U C T S U S E D AT
ELEVATED TEMPERATURES
P O R O U S BODY
VITREOUS BODY
3.g. Alumino silicate
e.g. Special refractories
refractories such
often made from
as fireclay ware.
pure single
Insulating refractories
materials. Alumina
silicon nitride
\
P R O D U C T S USED AT OR
SLIGHTLY ABOVE R O O M
TEMPERATURE
POROUS BODY
e.g. Heavy clayware
such as
Common bricks
Tiles
Conduits
Pipes
Sanitary fireclay
Some types of
pottery
Earthenware
Terra cotta
Majolica
VITREOUS BODY
e g . Fine clay ware
like bone china,
porcelain.
Chemical stoneware
Electrical Porcelain
FIG. 1. Classification of ceramic products.
Fine tableware and ornamental ware depend for their appeal
on appearance, i.e. on their quality of design, decoration, translucency and colour. Mechanical strength and resistance to temperature and chemical attack need not be very high in such
products. On the other hand, refractory materials, heavy clay
products and other functional products must have the physical
properties to withstand the temperature, load or chemical attack
to which they are subjected. Appearance in these cases is usually
only of secondary importance. Glasses and cements may be
regarded as intermediate products, being used both at elevated
and room temperatures.
Each product must possess the properties expected of it in use,
2
INTRODUCTION
whether they are of beauty, mechanical strength, temperature
resistance or any other property. The properties of the finished
ceramic article will broadly depend on:
(a) The types, purity and relative amounts of the materials
from which it is made.
(b) The methods and conditions used in its manufacture.
We are here concerned with (a), but the two cannot be divorced,
since the materials used will to a considerable extent dictate the
manufacturing processes available.
3
CHAPTER
2
Manufacturing Processes
I N ORDER that we may understand the importance of the properties
of ceramic materials in the manufacture of the ceramic article, it
is necessary to look briefly at the processes involved in manufacture. These vary depending on the type of article produced and
the processes to which the shape to be made and the physical
properties of the materials from which it is to be made lend
themselves. Below is a generalised diagram of the major processes
involved, although in particular cases some of these stages may be
unnecessary, or others required.
RAW MATERIALS WON
I
PURIFICATION
I
SIZE ADJUSTMENT
MATERIALS MIXED IN REQUIRED PROPORTIONS
γ
PRODUCT SHAPED
I
γ
DRIED
γ
PRODUCT FIRED
Firing is usually the end of the process for refractory products,
but products used at normal temperatures are often glazed,
necessitating a second or glost fire to mature the glaze and make
4
MANUFACTURING
PROCESSES
it flow over the surface of the ware and adhere to the body. Fine
ceramic ware may require more fires after application of decoration.
Where glaze is applied to heavy clayware the main function is
not as in fine ceramics to improve appearance, but to make the
surface impermeable. The body underlying the glaze in these
products is often porous, and if glaze were not applied it would
readily adsorb liquids. The undesirability of this is evident in such
products as sewer pipes and sanitary ware. Heavy clay products
are in general only once fired. Either they do not have glaze
applied to them—as in the case of building bricks, for example—
or the glaze is applied after shaping and drying, the one fire
serving to mature both the body and the glaze.
2.1. Body Preparation
This process involves intimately mixing the various raw
materials in the right proportions and in the right degrees of
fineness, and producing a mixture which is of the water content
and consistency required for the next stage of the process—
shaping or making.
Sometimes, as in common brick and in some special refractory
bodies, only one material is used. Even in these cases, mixing is
important, since definite proportions of coarse, medium and fine
material must be incorporated in the body to give the necessary
physical properties, and these must be thoroughly intermixed.
More frequently several raw materials are mixed together to form
the body. Thorough mixing in these cases is essential if the body
is to have the same proportions throughout and hence behave
consistently.
Methods of Mixing
2.1.1. Dry Mixing
This method has been used mostly for non-clay bodies, but
is now becoming increasingly used in clay-containing bodies,
5
PROPERTIES OF CERAMIC RAW
MATERIALS
because it has the great advantage that water can be added to the
dry mixed body to obtain the exact consistency required for
making. This avoids the filter-pressing which is necessary where
slip mixing is used. The disadvantage of dry mixing clay-containing
bodies is that since no filter-pressing is carried out, any soluble
salts present in the raw materials remain in the body, and can
cause difficulties in manufacture by interfering with deflocculation
(section 3.4) or reducing plasticity. Where the body is mixed in
slip form and filter-pressed, much of the soluble salt impurity is
removed in the press water. Troubles due to soluble salt impurities
can often be overcome by adding barium carbonate to the dry
mix (see section 3.4).
In the case of non-clay bodies, binders and plasticisers or
lubricating materials are added to the dry mix. These materials
serve to aid the shaping process and to give the formed body some
strength before firing. Small amounts of organic materials are
usually used for this purpose, e.g. starch, waxes, polyvinyl alcohol;
these burn away during firing, after they have fulfilled their
function, and are thus not present in the finished product.
Although the materials are said to be mixed dry, they will probably
contain some adsorbed moisture, and before weighing out the
various constituents this moisture content should be determined
and an allowance made.
2.1.2. Plastic
Mixing
Plastic mixing is used particularly in heavy clayware production, where the plasticity developed when water is added to clay
is turned to account. Water is added to the proportioned mixture
of raw materials, and the whole is mixed together at the plastic
consistency required for making. The addition of water to attain
this consistency is known as tempering. The mixing process
blends together not only all the raw materials, but also the coarse,
medium and fine particles and the water to give an homogeneous
body. After mixing, the body is usually pugged, during which
process the material is further mixed, consolidated and extruded
from the pug machine as a continuous column ready for making.
6
MANUFACTURING
PROCESSES
Bricks and other simply shaped articles can be made by this
method simply by arranging for the extruded column to be of
suitable cross-section and cutting the column as it is extruded.
The pugging process is often done under vacuum, so that any air
entrapped in the plastic mix can be removed in the shredding
process which occurs in the pug before consolidation and extrusion. This improves plasticity and strength.
2.1.3. Slip Mixing
This method is used mainly for pottery and fine ceramic bodies.
A free-flowing suspension of a powdered ceramic material in a
liquid (usually water) is termed a slip. If the various raw materials
are separately made into slips by stirring with water, a slip of the
body can be prepared by mixing the right amounts of the individual slips. This gives a very intimate mixture of materials, since
small particles which might hold together in clusters in the dry or
plastic state can be completely separated in the slip form. In order
that the proportions of the various raw materials should be right
in the body mix, a known weight or a known volume of each sup
is put into the body mixture. It is necessary to know the weight of
dry material present in a fixed volume or a fixed weight of slip, so
that the required volume or weight of slip can be calculated.
Knowing the weight of a fixed volume (usually a pint) of slip,
and the specific gravity of the dry material, the weight of dry
material in any volume or any weight of slip can be calculated
using the relation known as Brogniart's equation :
^ =
( P - 2 0 ) ^
where Ρ is the weight of one pint of slip (in ounces),
Wis the weight of dry material contained in one pint of
slip (in ounces),
and S is the specific gravity of the dry material in question.
The figure 20 in the equation represents the weight of one pint
of water in ounces. A more general form of the equation is
7
PROPERTIES OF CERAMIC RAW
MATERIALS
where Ρ is the weight of any volume of the slip in any units,
W is the weight of dry material in that volume in the same
weight units,
A is the weight of the same volume of water in the same
weight units,
and
S as before is the specific gravity of the dry material.
The required volumes or weights of the individual slips of raw
materials can then be calculated, measured out and mixed
together to give the body composition required. The body slip
must then be brought to a suitable condition for making, and it is
here that the disadvantage of this method of body preparation
becomes apparent, for most of the water must now be removed
from the body slip. This is done by using the filter press in which
the body slip is pumped under pressure onto cloth or nylon
sheets. The water passes through, but the solid material is left
behind and forms a filter cake of plastic body of about the same
consistency as used in the plastic mixing process. The advantages
of this method are that amounts of raw materials can be measured
out accurately, and lumps of material (e.g. ball clay) difficult to
break down by other means can be completely dispersed in the
slip form, thus leading to intimate mixing. The disadvantage of
the method is that the water required for mixing must be removed
by filter pressing before the body can be used for making.
The filter cakes obtained from the press may be pugged and the
pugged body passed on for plastic making, or they may be again
dispersed in water to form a slip, which is used in the slip casting
process of manufacture. Both of these methods are briefly described in the next section.
Before filter pressing, it is usual to pass the body slip through
sieves to remove any coarse material which would blemish the
finished ware; also it is passed- over strong electromagnets to
remove any magnetic impurity.
8
MANUFACTURING
PROCESSES
2.1.4. Direct Preparation of Casting Slip
Is being increasingly used in the ceramic industry, particularly
in the production of sanitary ware, where almost all the products
are slip cast (see section 2.2.1), and in bone china body casting
slips. The process involves mixing all the raw materials with water
and deflocculant (see section 3.4), to prepare the casting slip
directly at the correct concentration and with the correct fluid
properties for use. The advantage over the traditional wet
preparation method is that the filter pressing stage is eliminated.
The disadvantage is that it is more difficult to remove impurity.
Ball clays if used in the body composition are first mixed with
water and \ to f of the total deflocculant demand, using a highspeed blunger. This enables the ball clay suspension to be made up
to reasonably high concentration, yet maintaining it fluid enough
to be passed over magnets and sieves. China clay is then added
dry, and the various non-plastic materials used in the body
composition (flint, stone, felspar, etc.) are added as concentrated
suspensions, together with the remaining deflocculant. This procedure allows the slip to be prepared exactly to the concentration
required for casting.
2.1.5. Spray Drying
Where fabrication is carried out by pressing a powder (e.g. in
wall tile manufacture), it is important that the powder is freeflowing and of the required moisture content. For wall tile
manufacture, such powder used to be prepared by drying plastic
body from the filter press and then crushing it to produce a
suitably sized powder at a moisture content of 7 to 8%. The
modern method of dust preparation avoids the filter pressing stage
and prepares the dust directly from the aqueous body suspension.
This is done by atomizing the body suspension into fine drops
which are then subjected to hot air which evaporates off the
excess water and leaves the powder at the moisture content
desired. Powder prepared in this way gives spherical granules
which are free-flowing and press better than powder prepared by
drying plastic body.
9
PROPERTIES
OF CERAMIC
RAW
MATERIALS
2.2. Making Methods
The major methods of making may be divided according to
the moisture content of the body at the time of making. Table 1
shows the approximate moisture contents used in these methods,
and their general fields of application.
TABLE 1. MAKING METHODS—TYPICAL MOISTURE CONTENTS AND
FIELDS OF APPLICATION
Approximate
moisture
content
Physical
state of
body
Slip casting
25-50%
Fluid suspension
Generally used
for large or
awkwardly
shaped pieces,
or small orders
Plastic making
18-22%
Plastic mass
Relatively
simple shapes,
pottery, bricks,
pipes
Making
method
Typical
fields of
use
Semi-dry pressing
^9%
Damp powder
Automatic processes, bricks,
tiles, etc.
Dry pressing
0-4%
Dry powder
Non-plastic
materials; usually addition of
a binder is
needed
2.2.1. Slip Casting
Slip casting is somewhat akin to wet mixing and filter pressing
in that the process involves adding water which is subsequently
10
MANUFACTURING
PROCESSES
removed. It is for this reason a relatively slow method of production, and is in general only used when the size or shape of the
article or the character of the body would make other more economical methods of shaping impracticable. It may also be used where
the small numbers required do not warrant the "setting u p " of
a plastic making method.
The fluid slip is poured into a plaster of Paris mould of the
required shape. Water from the slip is adsorbed into the porous
mould, and as this process proceeds, a layer of the slip material
is built up on the inside wall of the mould and takes the shape of
the mould. Casting is allowed to continue until the layer of cast
material is of the required thickness, when the mould is inverted
and the excess slip poured away. The mould is left inverted to
drain for a few minutes, then set upright again, and any excess
slip which has cast on the face of the mould is removed or
"scrapped off" with a knife. The cast is then allowed to partially
dry in the mould. As the cast dries it shrinks and parts from the
mould, thus enabling it to be removed, after which it is usually
fully dried before having any blemishes removed with a knife or
sponge, and passed on for biscuit firing.
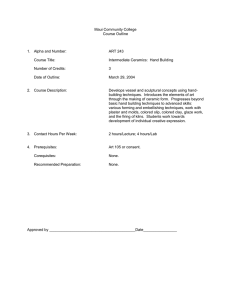
Since water is removed from the slip during the casting process,
the level of the slip in the mould falls, and for this reason a "ring"
is usually incorporated in the mould to hold the slip height above
the height of the article being cast (Fig. 2).
Excess cast to be
mould
FIG. 2. Plaster mould containing slip and cast.
11
PROPERTIES OF CERAMIC RAW
MATERIALS
The "ring" may be made of rubber or plaster. If made of plaster,
casting will take place on the side of the "ring". This excess cast is
removed with a "scrapping" knife when the cast is partly dry, and
a damp sponge is run around the cut to give a smooth finish.
The process described above is called hollow casting and is
used to make hollow articles such as vases, basins, etc. Solid casts
can be made by allowing casting to continue until the whole of
the interior of the mould has cast up.
For complex shapes it may be necessary to make the plaster
mould in several parts to enable the cast to be removed from the
mould. Each part of the mould, including the "ring", is located in
its correct position by a "natch", i.e. a raised piece of plaster or
plastic on one part of the mould which fits into a depression in the
corresponding part. If the mould is in many parts it may be necessary to hold it together during casting by means of a wire ring or
stout elastic band which fits about the outside of the mould and
can be removed when unmoulding the cast.
The concentration of solid material in a casting süp must be
high to avoid the necessity for the mould to remove too much
water and become saturated. At the high concentrations required,
slips of most materials, particularly those high in clay content,
would be too thick to pour easily, and faults would occur in casting.
To make the slip fluid enough to handle, certain chemicals known
as deflocculants are added in small amounts to the slip. The process
of making the slip fluid by the addition of a deflocculant is called
deflocculation. The importance of the fluid properties of a casting
slip is discussed in section 3.4, and the mechanism by which
deflocculation takes place in sections 5.1.11 and 5.1.12.
2.2.2. Plastic
Making
This term covers a wide variety of making methods all of
which depend on the development of plasticity in the body being
used. Where the body is of high clay content, plasticity is easily
obtained by adding water, but where the body is of low clay
content or does not contain clay at all, plasticising materials
(highly plastic clay like bentonites or organic plasticisers) have to
12
MANUFACTURING
PROCESSES
be added. Plasticity is a complex property of a material which will
be dealt with more fully in section 3.1. It will suffice here to define
plasticity as the property which allows the material to be deformed
(or shaped) without cracking or breaking, under the influence of
an applied force, and to retain its new shape when the deforming
force is removed or reduced below a certain value. The materials
to which these shaping processes are applied must be plastic, and
since it is the clay content of ceramic bodies which is responsible
for most of their plasticity, bodies made by these methods usually
contain a fairly high proportion of clay. The development of the
plastic qualities of a body depend also on the amount of water in
the body. In general the higher the proportion of clay in the body,
and the more plastic the type of clay, the more water is required
to produce a workable consistency. Consistent with good plasticity, the lower the moisture content at which the body can be
worked the better, since a high moisture content leads to high
shrinkage in drying, which may cause cracking or the setting up of
strains in the dried article which may lead to cracking during
firing. This is one of the advantages of the mechanical methods of
making; since they use higher forces to shape the ware, the body
can be used at a lower moisture content than if hand making were
used, hence the shrinkage in drying is less, and the danger of
cracking during drying is reduced. Ideally, the body should
develop high plasticity at low moisture content; this would make
for easy shaping and safe drying. This combination does not
occur in practice, however, and a compromise must be made
between having enough water present to develop the plasticity
required for shaping and at the same time keeping the moisture
content low enough to make drying safe.
A detailed description of the methods of plastic making are
outside the scope of this book, but briefly the main methods are
as follows.
THROWING
This is the old method of shaping a plastic body by hand whilst
it is rotating on a potter's wheel. Considerable skill and
13
PROPERTIES
OF CERAMIC
RAW
MATERIALS
experience are needed, and the method is scarcely used in industry
today, although it is still practised by studio potters.
JOLLYING A N D JIGGERING
In jollying, the outside surface of a hollow-ware article is
formed on a plaster of Paris mould, and the inside is shaped by
a metal profile tool which is brought down manually or automatically onto the revolving mould. The body is squeezed between
the mould and the tool whilst the mould is rotating, and both
surfaces are formed.
Jiggering is a similar process used for flat-ware production. A
flat disc or bat of the body is first formed by spreading the body
on a flat, revolving plaster head with a flat tool brought down
onto the body from above. The flat bat is then thrown onto a
plaster mould which forms the face shape. The mould is rotated
in a jigger head and a profile tool is brought down onto the body
to shape the back of the ware (see Fig. 3). The manual operation
of these machines has been largely replaced by semi-automatic or
automatic machines.
Fio. 3. Jigger.
74
MANUFACTURING
PROCESSES
T H E ROLLER MACHINE
The roller machine is similar in principle to the jigger, but
instead of being formed by the type of profile tool used in the
jigger, the back of the ware is shaped by a heated, revolving,
circular profile which is operated automatically. The machine has
several heads, each holding a mould, and these revolve on a base
board to be placed in turn under the making head. The operative
is required to feed the machine with fresh moulds, to supply the
moulds with approximately the right amount of body (cut off for
him automatically in slices from a pugged roll), and to remove the
moulds carrying the made ware and transfer them to a dryer
from which he also removes dried moulds and ware.
EXTRUSION
Where solid articles of constant cross-section are required,
extrusion can be used, i.e. the plastic body is forced through a
die of the appropriate cross-section, and the extruded column is
cut into suitable lengths. Extrusion is used for the making of
bricks, pipes, rods, etc.
PRESSING
This is a rapid and cheap method of producing large numbers
of simply shaped articles. The body is fed into a metal die and
pressure is applied. The formed article is then ejected from the
die and the process is repeated.
2.2.3. Other Methods of Making
D R Y AND SEMI-DRY PRESSING
Both of these methods have the advantage that drying after
the making stage is not necessary. In addition, since little or no
drying shrinkage is involved, greater accuracy of size can be
achieved than in methods involving the use of more water. Semidry pressing is used in brick and tile manufacture and can also be
15
PROPERTIES OF CERAMIC RAW
MATERIALS
applied to industrial porcelain products. The body must have
plastic properties which enable the damp (lubricated) powder to
flow and fill up the die when pressure is applied. Dry pressing is
used in the manufacture of articles from low or zero clay content
bodies—for example, insulators and capacitors for the electronics
industry. An organic binder is usually required to lubricate the
particles during pressing, and give strength to the unfired article.
Particle size distribution of the material is particularly important, since this largely determines how the powder will pack under
pressure. Spray drying is now beginning to be used to prepare
suitable free flowing powder (see section 2.1.5).
ISOSTATIC
PRESSING
Very high pressures are required for dry and semi-dry pressing,
and even then the pressed density (i.e. particle packing) obtained
is often not as good as can be obtained from plastic making or
casting. Moreover, the use of these high pressures can lead to
other faults. Due to frictional losses, the pressure drops from the
pressed surface to the face farthest away from the pressed surface.
The greater this distance the greater the pressure drop and the
greater the difference in density throughout the pressed piece.
This difference in density often shows itself as laminations
throughout the formed piece. The situation can be improved if
pressing is done from two directions, say from top and bottom.
In this case there will be a low density layer in the centre of the
article which is sandwiched between two high density layers at
the top and bottom. If the article is not too deep the differences
may be small and unimportant, but if it is thick, or it is important
that its properties are uniform throughout, then the differences in
density are likely to be troublesome. If pressure could be applied
evenly to the whole exterior of the article, differences in density
throughout the article would be minimised and it is this that
isostatic pressing aims to achieve.
Basically, a rubber bag of the desired shape is uniformly filled
with the dry powder to be pressed, the whole is immersed in oil or
some other suitable liquid contained in a pressure vessel and
16
MANUFACTURING
PROCESSES
pressure is applied to the liquid. The liquid transmits the pressure
uniformly all over the surface of the bag, and the powder within it
is uniformly compressed. The method is particularly suitable for
complex shapes and for use with non-plastic materials which can
be pressed to high and uniform densities. As shown in Fig. 4,
(c)
FIG. 4. Isostatic pressing.
variations can be made in the pressing arrangements to suit the
particular shape being made. In Fig. 4b an accurately made metal
former is shown in the bag containing the powder. On the application of pressure, the powder is pressed onto the former, producing
a closed-ended tube. In Fig. 4c the powder is contained between
the outside of the bag and a metal former, and the pressure is
applied from inside the bag. The bag then expands and presses
77
PROPERTIES OF CERAMIC RAW
MATERIALS
the powder against the former, the external shape of the article
being determined by the shape of the former. The rate of increase
of pressure, dwell time and rate of pressure release are important
in affecting the qualities of the product, and the optimum values
are found by trial. As for other dry forming methods, the addition
of organic lubricant and binder is necessary.
H O T PRESSING
In this method of forming heat and pressure are applied
simultaneously to the powdered material. The forming and firing
of the article are therefore carried out at the same time. High
densities can be obtained at lower temperatures than required for
firing under atmospheric pressure. The complexity of shape that
can be hot pressed is at the moment limited. To obtain maximum
values of strength and thermal shock resistance, pores must be
eliminated in the body during firing without grain growth (i.e.
growth of large grains at the expense of small ones). This can be
better achieved in hot pressing than in normal firing, and hence
the method is used where particularly high quality properties are
required in the product.
FLAME SPRAYING
Flame spraying has been used for two distinct purposes :
(a) The application of a protective ceramic coating to metals.
(b) The formation of a ceramic article by spraying onto a metal
or graphite mould.
A rod of the ceramic to be sprayed is fed into a very hot flame
where it is melted and an air blast atomises the liquid and directs
it onto the article to be coated or the mould. Refractory oxides
like alumina and refractory silicates like zircon are among the
materials which can be flame sprayed in this way. Very accurate
thickness of coating can be made and production of complex
shapes is possible. Metal moulds can be removed from the
18
MANUFACTURING
PROCESSES
sprayed layer either by cooling quickly when the metal contracts
more than the ceramic and so frees the ceramic layer, or, if the
shape is complex, the metal can be dissolved away with acid,
leaving the ceramic layer unattacked. Graphite moulds can be
removed by heating in a strongly oxidising atmosphere when the
carbon is oxidised to carbon dioxide.
2.3. Firing and Finishing
It is the firing process which converts the weak, soft article into
a strong, hard product. In most bodies this is brought about by
reaction between fluxing materials (section 5.3) and the other
constituents of the body, forming a liquid which on cooling
solidifies into a glass bonding together particles or crystals which
have not melted. Formation of a liquid on firing does not, however,
always occur, as, for example, in the sintering of pure oxide ceramic
materials which are fired at temperatures well below their melting
points. The reactions which occur during firing will be dealt with
more fully in section 4. Firing is carried out in a great variety of
kilns, depending on the temperature required for maturity, size
and quality of the ware. The purpose is the same, however, in every
case—to give strength and hardness to the shaped ware.
For ware which is not glazed, like building bricks, only one fire
is required. Other ware, e.g. sanitary ware, can have glaze applied
to the unfired article, and one fire used to mature both the glaze
and the body. Yet other types of ware (usually stoneware) may be
salt glazed, i.e. salt is introduced into the kiln during firing and
reacts with the body surface to form a glaze. Most pottery ware
has glaze applied after the first or biscuit fire, and must then be
fired again to mature the glaze.
If no decoration is applied, biscuit or glost firing is the final
operation in manufacture. Where decoration is applied in or on
the body or in the glaze the same is true. If decoration is applied
on top of the matured glaze, as is often the case in decorative or
tableware, further firing is required to mature the colour and fix
it firmly into the glaze surface. Since different colours mature at
different temperatures and may be spoiled at higher temperatures,
19
PROPERTIES OF CERAMIC RAW
MATERIALS
it may be necessary to have several decorating fires, first applying
and firing those colours which mature at high temperature,
followed by those of lower maturing temperature and so on down
to colours of lowest maturing temperature.
20
CHAPTER
3
Properties Important During Making
the body should be capable of being shaped without
cracking or breaking, and should retain its shape after the making
operation, i.e. it should be plastic. The formed article should dry
out without losing shape or cracking, and in the dry state it
should be strong enough to enable it to be handled safely. In claycontaining bodies the clay is largely responsible for these properties ; where the body does not contain clay it is usually necessary
to add some organic binder or plasticiser to produce sufficient
strength and plasticity in the body.
IDEALLY
3.1. Plasticity
We have already defined plasticity in section 2.2.2. Note that
this definition is entirely qualitative, i.e. it simply describes the
property without defining any units in which it might be measured.
The problems of understanding and measuring plasticity have
occupied much time of the research ceramist, but this most
important and fundamental property, without which many present
shaping methods would be impossible, is still not completely
understood. We are in fact unable to measure plasticity, and have
no units to apply to it.
There are numerous methods of comparing plasticity, however,
and these usually depend on measuring some more tangible
property of the material which can be associated with plasticity.
It has been found that materials which are highly plastic usually
also show high dry-strength and a high moisture content at their
optimum working consistency. Measurements of these two
27
PROPERTIES OF CERAMIC RAW
MATERIALS
properties have therefore been made, high values being taken as
indicating high plasticity. Although such comparative methods
give some indication of the plasticity of a material, they are by no
means entirely satisfactory, and the results can be misleading, as
the following example shows. If we deflocculate a clay or claycontaining body (sections 5.1.11, 5.1.12), then its dry-strength will
increase perhaps by as much as 100%, but its moisture content at
its best workability will decrease. Hence, plasticity as indicated
by dry-strength measurement will be higher, whilst that indicated
by moisture content measurement will be lower than the plasticity
of the undeflocculated material.
The plasticity developed by clays when water is added to
them is unique, and no other material gives anything like as high
a plasticity. It is this property plus the fact that clays are a cheap
source of the chemicals required to take part in high temperature
reactions which has made clays the basis of the ceramic industry.
The ultimate particles of the clay minerals are extremely fine, and
it has been found that the finer the particles the greater the
plasticity the clay can develop. Thus ball clays, for example, with
a high proportion of very fine particles are more plastic than
china clays where the proportion of very fine particles is relatively
small. However, it is not this fineness of particle size alone which
is responsible for plasticity, for sand or alumina or some other
non-plastic material ground equally fine develops little or no
plasticity. As well as size, the shape of the particles is important.
Clay particles are thin plates, hexagonal in shape. Because the
clay particles are so small, the surface area is very great, and
many of the atoms making up the clay structure are at the surface,
i.e. they are joined to other atoms only on one side, unlike atoms
in the interior which are joined to other atoms on all sides. T o
satisfy their unbalance, the surface atoms attract water molecules
to the surface of the clay, with the result that the clay acquires a
layer of adsorbed water at the surface of its particles. This adsorbed water can serve to lubricate the movement of one clay
plate over another, and thus aids the deformation of a clay mass
and promotes plasticity. Finely ground sand or alumina will also
adsorb water at the surface of the particles, but since these
22
PROPERTIES IMPORTANT
DURING
MAKING
particles are not plate-like they cannot slide easily over one another
and little plasticity results.
The adsorbed liquid also seems to be important in affecting
plasticity. Water is a polar liquid, i.e. although the H 2 0 molecule
is electrically neutral overall, the bonding electrons in the O - H
bonds are not equally shared between the oxygen and hydrogen,
but are more likely to be found in the vicinity of the oxygen than
of the hydrogen, or they can be regarded as being displaced
slightly towards the oxygen. In the water molecule the oxygen
can be regarded as carrying a small negative charge, and the
hydrogens a small positive charge. These small charges enable
the water molecules to orientate themselves at the clay surface,
satisfying the unbalance of the atoms at the surface of the clay
particle and forming an adsorbed water layer. Other polar liquids
like alcohols can also be adsorbed on clay surfaces and develop
some plasticity in the clay, although none give it to the same
extent as water. Non-polar liquids like benzene produce no
plasticity when mixed with clay.
The plasticity of a ceramic body containing clay and non-plastic
material is determined by the ratio of clay to non-plastic and by
the type of clay used. Additions of small amounts of ball clays
or montmorillonites (an even finer and more plastic clay) are made
to bodies and sometimes glazes where an increase in plasticity is
required. However, the extent of addition of these fine clays is
limited since (a) the highly plastic clays are not white firing and
their addition to a white burning body is limited by the colour
they introduce, (b) they can cause drying difficulties by increasing
drying shrinkage if added in excess.
Since it is the water in a clay body which develops plasticity,
the water content should be even throughout the body for consistent working properties. The process of pugging helps to
distribute moisture evenly throughout the body, though there is
a tendency for the centre of a pugged roll to be of higher moisture
content than the outside. Ageing of filter cakes or of pugged rolls
is said to even out moisture distribution so that on pugging before
use the body acquires a more even moisture distribution than if
pugged directly from fresh filter cakes.
23
PROPERTIES OF CERAMIC RAW
MATERIALS
3.2. Dry-strength
By dry-strength we mean the strength of the material after it
has been shaped and dried, but before firing. It is important that
this strength should be high enough to enable the ware to be
finished (i.e. seam marks removed, edges trimmed and smoothed)
and placed for firing, without breakage of the article. The minimum dry-strength permissible in a body will depend on the shape
and thickness of the articles made from it, and how much these
need to be handled in the dry state. We have said that high
plasticity and high dry-strength are normally associated with one
another, so the higher the clay content of the body and the finer
the particle size of the clay the greater will be the strength of the
dry articles.
China body is one of the most delicate bodies to handle in the
dry state. The clay content of the body (about 25 %) is relatively
low, and since a good white colour is essential in the fired body,
this is made up almost entirely of china clay. Small additions of
the more plastic ball clay or very small additions of montmorillonite can be made to improve plasticity and dry-strength, but the
additions must be kept small or colour will be introduced. This
problem does not arise in, say, sanitary ware bodies, where the
poor colour of the biscuit can be covered with an engobe or an
opaque glaze, allowing the introduction of a much higher percentage of plastic clay into the body.
High dry-strength is, like plasticity, due to the fineness and
plate-like shape of the clay particles (hence the association of the
two properties). When dried, there is a large surface area of
contact between particles, and the smaller and more plate-like
the particles are the greater this contact area and the greater the
strength. For example, a china clay may typically show a dry
2
2
strength of about 1400 k N m ~ (i.e. about 200 lb f i n ~ ) , whereas
a good plastic ball clay or brick clay will show strengths of
2
2
6900 kNm ~ (i.e. about 1000 lb f in ~ ) or even higher.
Dry-strength tests are usually carried out in the control laboratory on clay deliveries and on the prepared body. The test is
simply done by extruding rods of the plastic material, drying these
24
PROPERTIES IMPORTANT
DURING
MAKING
under specified conditions, then supporting a rod between two
knife edges and applying an increasing load to the centre of the
rod until it breaks. The load required to break the rod and its
cross-sectional dimensions are noted, and the modulus of
rupture can then be calculated. An average modulus for at least
twelve test rods of the same material should be taken.
Breakage in the dry state can arise through no fault of the
material, but due to poor manufacturing conditions or poor
design. If the article is made or designed in such a way that
stresses are set up during making, or if it is dried too quickly so
that stresses are introduced whilst the body is shrinking, then
failure may occur under a very small load. If the stresses are large
enough, cracking may occur during drying without the application
of any external load, or if the article does survive to be fired, then
it may crack during firing.
In the plastic state, clay particles will be in a random arrangement, but on the application of a force, particles tend to align
themselves with their long axes parallel to the direction of the
force. On drying the plastic mass this leads to more flat faces of
particles being in contact, and hence greater surface area contact
and greater dry-strength. The larger the force used in plastic
making, the greater will be the particle alignment and the greater
the dry-strength. Where the article is made by slip-casting,
particle alignment is improved since the clay particles in the
deflocculated slip tend to exist as individual particles and not as
groups or agglomerates of particles (see section 5.1.12). During
casting considerable alignment of particles takes place and the
cast is in general denser and of higher dry-strength than the same
article made plastically.
3.3. Drying Shrinkage
After making, either from plastic body or from casting-slip,
the formed article is allowed to dry at least partially before the
next stage of manufacture. During drying shrinkage occurs, and
it is this which makes drying one of the most dangerous processes
in ceramic manufacture.
25
PROPERTIES OF CERAMIC RAW
MATERIALS
In slip casting, the cast is allowed to shrink sufficiently to allow
its removal from the mould, and is then dried out, usually in some
form of drying chamber. It is important that any slip which has
cast up on the top surface of the mould should be removed after
draining, so that the cast can freely shrink away from the mould
wall. If this is not done, cracking is likely to occur due to the
shrinking cast being held to the mould by the overflow cast. The
same is true where a "ring" is used : the excess must be trimmed off
before too much shrinkage has occurred (see Fig. 5).
Excess cast
Fresh cast
Dry
Cast held to mould by excess.
Drying leads to distortion
and probably cracking
Mould
Excess cast
"scrapped off"
Dry
Ϊ
HI
^
Ml
Cast shrunk away from
mould without distortion
or cracking
FIG. 5. Effect of not "scrapping off" after casting.
The fine, plate-like particles of clay which lead to the desirable
properties of high plasticity and high dry-strength also result in
high drying shrinkage. Because at their best working consistencies
the water films adsorbed on clay are thick, when this water is
removed on drying, shrinkage occurs. A small drying shrinkage is
26
PROPERTIES IMPORTANT
DURING
MAKING
desirable in pottery bodies, since it allows the formed article to
shrink away from the plaster mould, and makes its removal from
the mould easy. Excess shrinkage and particularly uneven
shrinkage, however, can lead to stressing and cracking of the ware.
High shrinkage also means that the accuracy of dimension to
which an article can be made is reduced, and where high accuracy
is required the moisture content of the body must be kept low, or
water eliminated.
When a plastic body dries, water is removed from the surface,
and as the water content is reduced the particles come nearer
together. Eventually the particles will touch each other and
although water is still present in the voids between particles no
further shrinkage can occur (see Fig. 6).
Shrinkage
(b)
Particles drawn closer
together as water
is removed
(a)
Plastic mass,
particles separated
by water
Shrinkage
No shrinkage
(d)
Completely dry
(c)
Particles touching
water only in
voids between particles
Fio. 6. Shrinkage of a plastic body during drying.
Further drying will now lead to removal of the water in the
voids, but no further shrinkage can occur.
If a piece of plastic clay or body is allowed to dry and measurements of volume and corresponding moisture content are taken
on the sample at time intervals during drying, a plot of volume
against moisture content can be made as shown in Fig. 7.
27
PROPERTIES OF CERAMIC RAW
MATERIALS
Volume
C
Moisture content (%)
FIG. 7. Plot of volume against moisture content for a plastic body
during drying.
The value of the moisture content at the point C, i.e. the
moisture content at which shrinkage ceases, is known as the
critical moisture content ( C . M . C ) . This is an important value,
since drying at a moisture content greater than the C.M.C.
involves shrinkage and risk of distortion or cracking, hence
drying down to the C.M.C. value must be done slowly to allow
drying to proceed evenly. Once the C.M.C. has been reached,
drying can be finished off more quickly without fear of cracking.
At moisture contents greater than the C . M . C the rate at which
water is lost will be constant under constant conditions, since
drying simply involves evaporation of water from the surface,
which is replaced by water flowing from the interior to the surface:
this is known as the constant rate period. Once the C.M.C. has
been passed there is no longer a continuous water layer about the
particles, and water from the inside has to diffuse to the surface
before it can be removed. The rate of removal of water therefore
decreases as the moisture content is reduced below the C . M . C ,
and continues to decrease until dryness is reached; the interval
between the C . M . C and dryness is therefore known as the falling
rate period. Figure 8 shows the constant and falling rate periods
diagrammatically by plotting rate of water removal against
percentage moisture content.
28
PROPERTIES IMPORTANT
C.M.C.
Moisture content
DURING
MAKING
(%)
FIG. 8. Plot of rate of water removal against moisture content.
Where the article is formed dry or at a moisture content less
than the C.M.C. drying is either not necessary or can be done
quickly and safely, since removal of water does not involve
shrinkage. This is generally true where non-plastic materials are
concerned (although they are sometimes slip cast), and in dry,
semi-dry, hot and isostatic pressing methods.
The shrinkage which occurs when a body or clay is dried from
its normal plastic working consistency is called the wet-to-dry
shrinkage of the material, and is usually expressed as a percentage
of either the original wet length, or of the final dry length, i.e.
wet l e n g t h - d r y lengthy
wet length
o /
^ wet length - dry length
dry length
χ
o /
This shrinkage is easily measured by hand moulding a block of
the material at its working consistency in a plaster mould. As
soon as the block is made, a line is drawn across it with a scriber,
and marks are made at some fixed distance apart (conveniently
5 or 10 cm) on the line. The block is then allowed to dry sufficiently for it to be removed from the mould, and it is then air
dried and finally dried in an oven at 100°C. When the block is dry
the distance apart of the marks is again measured and the wet-todry contraction is calculated.
29
PROPERTIES OF CERAMIC RAW
MATERIALS
As well as depending on the material involved, the rate of drying
will depend on the shape of the article concerned. The greater the
surface area in relation to the volume of the article the quicker
it will dry. Orientation of particles will affect the amount of
shrinkage undergone in drying. As we have already said, such
processes as pugging, plastic making and slip casting tend to
orientate clay particles with their faces parallel to the force
exerted on them. Shrinkage is then less in the direction parallel to
the force, and greater at right angles to this direction. This fact
probably accounts for the observation that shrinkage over the
diameter of a pugged roll of clay-containing body is greater than
the shrinkage over the length of the roll. The softer the body the
more particle alignment will be produced and the greater the
effect on differential shrinkage. Alignment is also increased the
greater the forming force, the more clay the body contains, and
the more plastic the clay.
3.4. Suspension Properties and Slip Casting
Where a body is made into a slip either for slip casting or to
achieve an homogeneous mix before filter pressing and pugging,
it is necessary for the material in suspension to remain suspended
and not to settle out. If the suspension is to be used for slip
casting, it is also necessary that the suspension should be of high
concentration and yet be fluid enough to pump through pipe
lines, to pour into the plaster moulds, to flow into every corner
of the mould and so faithfully reproduce the shape intended,
and to drain cleanly from the mould after casting.
If the body slip is to be filter pressed, the particles are kept in
suspension by agitation with a large slowly revolving paddle
stirrer until it is filter pressed. Casting-slips have to be made up
at a higher concentration (measured as pint weight) so that the
plaster mould is not required to remove too much water during
the casting process, and so become saturated with water. The pint
weight used for a casting-slip may be between 30 and 40 ounces
per pint (i.e. relative density of 1-5 to 2Ό) or more, depending on
the type of body in question. Knowing the pint weight of the slip
30
PROPERTIES IMPORTANT
DURING
MAKING
and the specific gravity of the solid material, the weight of dry
material in the pint can be calculated from Brogniart's equation
(section 2.1.3). At the high pint weights required for slip casting,
the suspension would be extremely viscous and impossible to use
if some deflocculant (section 2.2.1) were not added to reduce the
viscosity. The most commonly used deflocculants for clay containing bodies are sodium silicate and sodium carbonate, and these
may be used either singly, or more frequently together. Other
deflocculants such as sodium oxalate, sodium tannate, sodium
phosphates and certain organic materials are also used to some
extent, whilst for non-clay bodies hydrochloric acid or organics
are usually used.
The mechanism by which deflocculation occurs is dealt with in
sections 5.1.11 and 5.1.12, but the practical importance of the
process is that it produces a suspension of high pint weight which
is at the same time fluid enough to allow it to be slip cast. The
deflocculant acts chiefly on the clay in the body and the nature
of the clay is important in determining the effectiveness of any
particular deflocculant.
As well as pint weight and viscosity, there is a third important
property of a casting-slip, which has to be controlled for successful casting, i.e. thixotropy. If a clay suspension is well stirred,
it may be fluid and easily pourable. If the suspension is then
left undisturbed for some time it will gradually thicken, and
in extreme cases it may thicken to such an extent that the container may be inverted without loss of the suspension. On
vigorous stirring the suspension again becomes free flowing. This
property of some suspensions to become more viscous with time
when left at rest is known as thixotropy and is an important
property of suspensions used in slip casting. Addition of a
deflocculant to a casting-slip as well as drastically reducing the
viscosity also reduces thixotropy.
It is desirable to leave a small amount of thixotropy in the slip
to give extra firmness to the cast and to keep a reasonably high
rate of casting. Too high a value of thixotropy produces a "flabby"
cast which is easily distorted, and on shaking may return to the
fluid state and flow. The amount of deflocculant added is therefore
31
PROPERTIES OF CERAMIC RAW
MATERIALS
Zero
" adjustment
Lock nut"
Phosphor-bronze
- torsion wire
Circular
/fly-wheel
Circular scale
graduated
0 - 360°
Cylindrical
bob
Sample
holder
Level adjustment
FIG. 9. The torsion viscometer.
adjusted to give a high fluidity, but to leave a small amount of
thixotropy in the slip. The common use as deflocculant of mixtures
of sodium silicate and sodium carbonate is due to the fact that in
general the silicate gives high fluidity to a slip but tends to completely destroy thixotropy, whilst the carbonate leaves a considerable thixotropy in the slip on achieving the same fluidity as
the silicate. If the two deflocculants are mixed, slips can usually
be prepared with high fluidity and a small residual thixotropy,
and these sups give good casting properties.
32
PROPERTIES IMPORTANT
DURING
MAKING
The instrument usually employed for factory control of fluidity
and thixotropy of casting-slips is the torsion viscometer, shown
in Fig. 9.
The instrument is set up vertically by use of the adjustment
screws on the base, and the pointer carried on the flywheel is
adjusted to read zero on the scale. The flywheel is then rotated
through 360 degrees and locked in position. The well-stirred sup
is placed in position so that the bob is immersed, and the flywheel
is released. The torsion in the wire will make the flywheel swing
through 360 degrees and its momentum will then make it continue
swinging until it is brought to rest by the viscous drag of the
suspension on the bob. The maximum reading indicated by the
flywheel pointer on the second revolution is noted. This represents
the fluidity of the slip and is expressed as degrees overswing. The
more viscous the suspension the greater the drag on the revolving
bob, and the smaller the reading. Thus fluidity is inversely related
to viscosity, the higher the fluidity reading obtained the lower is
the viscosity of the slip. Immediately after this first reading of
fluidity has been obtained, the flywheel is again rotated and locked,
and the suspension is left at rest for a fixed time—usually one or
five minutes—before a second reading is taken. If the slip is
thixotropic, it will thicken up on standing and the second reading
will be less than the first. The first reading minus the second
reading is then taken as the one minute or five minute thixotropy,
and is again expressed in degrees. For most casting-slips the
fluidity is adjusted to between about 280-320 degrees overswing,
and the thixotropy to about 10-40 degrees, the exact figures being
arrived at by trial or experience of previous slips which have given
good results in practice.
Thixotropy is believed to be due to a build-up of a structural
arrangement of particles in the suspension. It can occur in plastic
bodies as well as in suspensions, but because particle movement is
more limited in the plastic state, the structure is not so easily
built up and the effect is not so pronounced as in suspensions.
In the completely deflocculated state, particles in suspension
exist as individuals, each particle being separated from each
other particle, whilst in the undeflocculated or flocculated state
33
PROPERTIES OF CERAMIC RAW
MATERIALS
particles form floes or aggregates containing a number of particles.
On casting or drying out a deflocculated suspension the clay
particles can pack together in a "face-to-face" manner, giving a
dense structure which is not easily penetrated by water. Particles
from a flocculated suspension pack in a more open manner, often
in an "edge-to-face" formation which is more permeable to
water.
FIG. 10. Reproduced from Rheology of Ceramic Systems by F .
Moore, by kind permission of the author, (a) Packing of particles from a flocculated suspension in "edge-to-face" or "house
of cards" structure, (b) Packing of particles from a deflocculated
suspension in "face-to-face" or "pack of cards" structure.
Since the rate of casting is largely determined by the rate at
which water can penetrate the cast layer, faster casting is obtained
from flocculated than from deflocculated suspensions. Other
properties of the cast and of the slip are affected by deflocculation,
as shown in Table 2.
The higher viscosities shown in flocculated suspensions is due
to the fact that "edge-to-face" structure which exists also in the
suspension must be broken down before flow can occur; this
requires a greater force than is needed in a deflocculated suspension where there are no attractive forces between particles and no
aggregation occurs. In addition, in flocculated suspensions water
34
PROPERTIES IMPORTANT
DURING
MAKING
TABLE 2. SOME PROPERTIES AFFECTED ON DEFLOCCULATION
Property
Effect of deflocculation
on property
Bulk density of cast or dried-out slip
Increase
Viscosity of slip
Decrease
Thixotropy of slip
Decrease
Casting rate of slip
Decrease
Dry-strength of cast
Increase
Drying-shrinkage of cast
Decrease
Critical moisture content
Decrease
Rate of sedimentation of particles from
suspension
Decrease
is locked up in the voids between aggregated particles, thus
increasing the effective concentration of the suspension.
Once a casting-slip has been adjusted to the required values of
pint weight, fluidity and thixotropy, it is desirable that these
properties should remain reasonably constant until the slip has
been used. As well as producing the required fluidity and thixotropy in the slip, the deflocculant should therefore also produce a
stable slip in which the fluidity and thixotropy do not vary
excessively with time. Some deflocculants like the sodium metaphosphates, although excellent deflocculants in other respects,
are little used, since they give unstable slips whose fluidities and
thixotropies change rapidly with time. The presence of soluble
salts, particularly sulphates in the raw materials, can cause difficulty in deflocculation. These are often found in clays, and tend
to use up deflocculant in side reactions, e.g.
CaSO. + Na.SiO,
soluble salt
> CaSiO, |
+ Na.SO*
deflocculant
35
PROPERTIES OF CERAMIC RAW
MATERIALS
The sodium sulphate formed as a result of this reaction does
not act as a deflocculant, but its presence reduces the effectiveness
of further deflocculant additions (see the "overdoping" effect,
section 5.1.12). It is common practice to remove soluble sulphates
by precipitation as barium sulphate before deflocculant is added.
This is achieved by addition of barium carbonate to the suspension:
C a S 0 4 + BaCO,
> B a S 0 4 + CaCO,
Both the barium sulphate and the calcium carbonate produced
are of low solubility and do not interfere with deflocculation when
the deflocculant is added.
36
CHAPTER
4
Reactions Occurring on Firing
FOR a typical ceramic body containing clay, silica and fluxing
material we can summarise in general the reactions which occur
during firing as follows :
1. At a temperature of 100°C any moisture left in the ware after
drying and any hygroscopic moisture picked up from the atmosphere are driven off.
2. At about 450-500°C the clay mineral starts to decompose.
Hydroxyl groups present in the clay structure are driven off as
water in this reaction, which is known as dehydroxylation.
Al208-2Si022H20
kaolinite
•
AhOa-2Si08 + 2 H a O t
metakaolin
steam
This reaction results in a weakening of the body, since the
metakaolin formed has no binding power like that of the clay.
If after this reaction had taken place the body were to be cooled
and water added, little or no plasticity would be developed i.e. once
the clay structure has been broken down by this reaction its ability
to become plastic when mixed with water is lost.
3. Organic matter present in the body may burn off at any
temperature between about 300°C and 700°C or even higher, the
temperature and ease of removal depending on the type of organic
material present and the rate of heating. It is important that the
kiln atmosphere should be strongly oxidising to enable oxidation
of carbon to carbon dioxide to take place as early as possible.
37
PROPERTIES OF CERAMIC RAW
MATERIALS
The carbon must be burnt off before the surface of the ware
vitrifies, since this can prevent oxygen reaching carbon within the
body, with the result that the carbon will remain unburnt even at
higher temperatures. Where iron is present in the body, ineffective
removal of carbon can be serious, leading to faults known as
"black cores" or "red hearts". It is usually desirable that iron
compounds should be oxidised to the ferric state, the colour of
which is bleached by certain oxides present in the body such as
calcium oxide and alumina. Failure to burn off carbon results in
reduction of iron to the ferrous form and this causes "black
cores", particularly in heavy clay ware. "Black cores" which have
undergone oxidation too late for the ferric iron to be bleached
result in "red hearts". Similarly in tableware bodies, the colouring
effect of iron impurities can be brought out by inability to remove
carbon. To ensure removal of carbon at low temperatures the kiln
atmosphere must be strongly oxidising and the rate of heating
slow. Other decompositions which occur over this temperature
range are those of carbonates and sulphides which may be present
as impurities; these give carbon dioxide and oxides of sulphur.
Some crystalline changes take place over this range also, notably
the α-β quartz inversion (section 5.2) at 573°C. Since this
change involves an expansion the rate of temperature rise should
be slow near the inversion temperature for bodies containing quartz.
Rapid temperature increase can cause cracking in such bodies.
4. Vitrification, i.e. glass formation, may start at any temperature above about 900°C, depending on the composition of the
body. Particles of fluxing material react with particles of other
body constituents with which they are in contact to form liquid,
and the proportion of liquid increases as the temperature increases. The body contracts due to the formation of liquid (firing
shrinkage) and the porosity is reduced. If vitrification is allowed
to go too far, so much liquid may be formed that the body may
lose shape. New materials may crystallise from the liquid as the
temperature is increased, e.g. needle-like crystals of mullite
3Al»Os-2SiO» may separate from the melt. A soaking period at
top temperature is usually given to allow temperature gradients
in the ware to even out. On cooling the liquid solidifies to a glass
38
REACTIONS
OCCURRING
ON
FIRING
which cements together the unmelted particle and crystals formed
during heating, and give strength to the fired body.
Reaction can occur between particles on heating without
formation of a liquid. In fact, such solid phase reactions are the
first step towards densification even in the cases where solid
phase reaction is followed by the formation of a liquid. In other
cases densification may take place, resulting in a dense, hard
product without the formation of a liquid at all. Such a case is
that of pure alumina ceramics, which are fired at about 1800°C,
more than 200°C below the melting temperature. The process is
one of mutual diffusion of atoms between touching particles, and
is known as sintering. As a result of sintering, particles become
fewer and larger and pores are eliminated. Strength in the fired
body is in these cases not due to glass formation, but to interlocking of crystals.
Whether a liquid is formed or not, we start the firing with a
compacted powder of high porosity, and finish with a body of
relatively low or zero porosity. Since the process of densification
depends on contact between particles, the more particle-particle
contacts we have in our unfired material, the more readily the
reactions leading to densification will take place. Thus the finer
the particle size of our starting material, i.e. the greater its surface
area per unit weight, the more readily it will fire. Atoms at the
surface of the material have a higher energy than those in
the bulk, since they are combined to other atoms only on one side
and so are in a state of unbalance. The greater the surface area of
the powder the greater the ratio of surface atoms to atoms in the
bulk, and the greater the surface energy of the powder. After
firing the surface area is very much reduced, i.e. the surface
energy is reduced. It is this reduction in energy which is the
"driving force" behind sintering.
Where fluxing materials are incorporated in the body composition, the ratio of flux to refractory material will greatly affect the
temperature to which the body must be fired. Table 3 shows the
firing temperatures required to produce non-porous bodies from
various mixtures of china clay, quartz and felspar. As the flux
content is increased the required temperature is decreased.
39
PROPERTIES OF CERAMIC RAW
MATERIALS
TABLE 3. FIRING TEMPERATURES REQUIRED TO PRODUCE VITRIFICATION
IN MIXTURES CONTAINING CHINA CLAY, QUARTZ AND FELSPAR
Firing temperatures (°C)
1250
1300
1400
China clay
25
35
48
Quartz
40
40
30
Felspar
35
25
22
The effect of firing on a body depends not only on temperature,
but also on time, i.e. a body fired rapidly to a high temperature
may receive less heat treatment than one fired more slowly to a
lower temperature. For this reason the measurement of temperature of firing alone is not sufficient, and the effect of firing on
various standard bodies of standard shape, fired with the ware,
gives a better guide to the amount of heat work done on the ware
during firing. Some types of these pyroscopes as they are called
are observed during firing, e.g. the "squatting" of cones of
standard composition (Segar or Orton cones) or the sagging of
standard bars supported at each end during firing (Holdcroft
bars) can be observed during firing. Other types like the Buller's
rings are usually examined after firing. In the Buller's ring method,
the contraction of a ring of standard composition is measured.
This is usually done after firing, although in some cases the rings
are removed through trial holes during firing.
The viscosity of the liquid formed during firing will affect the
firing range of the body. If the liquid remains viscous over a large
temperature range, then firing over that range is unlikely to lead
to distortion of the ware. On the other hand, if the liquid formed
rapidly becomes fluid as the temperature is increased, then the
firing range will be short, and distortion during firing more likely.
Another factor which clearly influences the firing required for
40
REACTIONS
OCCURRING
ON
FIRING
a body is the properties required in the product. For example, if
translucency is required, then porosity must be as nearly eliminated as possible in the fired material; this will necessitate either
a higher firing temperature or more flux in the body than is needed
for a similar body which is to be porous after firing.
Kiln atmosphere, as we have already said, is important in
affecting the reactions which occur during firing. Normally an
oxidising atmosphere is required so that organic matter can be
burnt out and iron kept in the ferric state. There are, however,
some instances where a reducing atmosphere is needed. A reducing
atmosphere is usually obtained by allowing insufficient air into
the kiln to enable all the carbon from the fuel (coal, oil or gas) to
be converted to carbon dioxide. Some carbon is converted only to
carbon monoxide CO, a reducing gas. By extracting oxygen from
other materials, carbon monoxide can become oxidised to carbon
dioxide, whilst reducing the material providing the oxygen. Other
reducing gases like hydrogen can be introduced into laboratory
kilns for special purposes.
Instances where a reducing atmosphere is required at least for
part of the fire are:
(a) In the glost firing of hard porcelain where the small amount
of impurity iron present is purposely converted to the
ferrous state, giving the fired porcelain a blue tint which is
preferred to the yellow colour obtained from ferric iron.
This is achieved by using a reducing atmosphere in the kiln
from about 1000°C to the top temperature of about 1400°C.
(b) Blue engineering bricks have their firing completed in a
reducing atmosphere, converting the iron to the ferrous
form and producing the blue colour.
(c) Certain colours depend on obtaining a low oxidation state
of the metal involved and require reducing conditions, e.g.
cupric oxide, which gives green colours under oxidising
conditions, can under reducing conditions give a brilliant
red known as rouge flambé.
47
CHAPTER
5
Ceramic Raw Materials
5.1 Clays
5.1.1. Formation
In general, clay minerals have been formed from the decomposition of igneous rocks such as granite, which were themselves
formed by solidification of molten materials from the interior of
the earth. Granite is composed of approximately equal proportions of the minerals mica (K,0-3AliO,-6SiO,-2HiO), quartz
(SiO,), and felspar (K,0-Al,0,-6SiO,), of which the least stable
when exposed to the action of water and air is felspar. It is from
the decomposition or kaolinisation of felspar in the presence of
air and water over long periods of time that the kaolinitic clays
have been formed. All the potash and part of the silica in felspar
have been dissolved away, the residue combining with water to
give the clay mineral kaolinite.
K.O-A1.0.-6SÎO.
felspar
+2HsO
> Al,0,.2SiO,.2H,0
— KtO
kaolinite
-4SiO,
Kaolinite is a crystalline material, individual crystals being
flat and hexagonal in shape. Although extremely small (most
particles lying in the range 1-10 micrometret diameter) the
crystals of kaolinite are relatively large compared to those of other
clay minerals.
r
t 1 micrometre (μπι) = 10"*m = 3 937 χ 10"Μη.
42
CERAMIC RAW
MATERIALS
The small size, plate-like nature of crystals and high specific
surface areaf of the clay minerals are responsible for many of the
important properties of the clay minerals, as we have already seen.
Because the particle size is so small, individual particles cannot be
clearly distinguished under the optical microscope, but they can
be seen under the higher magnification available with the electron
microscope.
5.1.2. Residual and Sedimentary
Clays
The clay once formed from the parent rock may be deposited
at its place of origin, or may be transported by water and redeposited at some distance from its place of origin. In the first
case, the clay is known as a residual or primary clay, and in the
second as a sedimentary or secondary clay. Sedimentary clays
depend on their fine particle size for remaining in suspension
whilst they are being transported, large particles are likely to be
lost en route, and only the very fine particles will be carried to the
final deposit. Sedimentary clays are thus usually of finer particle
size than residual clays. During their transportation, sedimentary
clays become contaminated with other material and the variety
of non-clay material found in them is greater than in residual
clays. These impurities are usually fine, and are much more
difficult to separate from the clay mineral than impurities found
in residual clays. The nature and amount of the impurities found
with the clay determine to a large extent the uses to which the
clay can be put.
5.1.3. The Structure of the Kaolins
The structure of the kaolin minerals is based on the combination or condensation of two layer structures. One layer, known as
the silica layery is composed of silicon and oxygen atoms, and the
second layer, known as the gibbsite layer, is composed of aluminium atoms and hydroxyl groups.
t Surface area per unit weight of material.
43
PROPERTIES OF CERAMIC RAW
MATERIALS
T H E SILICA LAYER
Each silicon atom is surrounded by four oxygen atoms, the
oxygens being at the corners of a regular tetrahedron. Looking
down on such a tetrahedron it may be represented as shown in
Fig. 11a. The three oxygens forming the base triangle of the
tetrahedron are below the level of the centrally placed silicon,
and the oxygen forming the apex of the tetrahedron is above it.
Figure l i b shows a side elevation of the same tetrahedron, and
indicates the position of the silicon more closely.
•
Silicon
Ο
Oxygen
(a) Plan
(b) Side elevation
4
Fio. 11. (Si04) "" tetrahedron.
The silicon carries four positive valencies, and the oxygens
each carry two negative valencies, so that the tetrahedron as a
4
whole carries a net charge of minus four, i.e. [ S i 0 4 ] " . In certain
silicates (known as the orthosilicates) these [Si0 4]*~ tetrahedra
exist as individuals, their charge being satisfied by cations with
which they combine, e.g. ZrSiO* zircon or zirconium orthosilicate.
In other structures, tetrahedra join together, sharing oxygens
and forming chains or sheets. In the clay mineral structures three
of the four oxygens in each tetrahedron are shared with other tetrahedra, giving a continuous sheet as shown in Fig. 12.
This structure can be extended indefinitely in the a and b
directions, i.e. in the plane of the paper. Three of the four oxygens
in every tetrahedron are now valency satisfied, receiving one
44
CERAMIC RAW MATERIALS
—
b
—
1 1
FIG. 12. The ^ O e f ê - tetrahedral silica layer.
valency from each of the two silicons to which they are linked.
The fourth oxygen in each tetrahedron (those at the apexes of the
tetrahedra) is joined to only one silicon, and so has one valency
unsatisfied. It is through these valency unsatisfied oxygens that
the silica layer can join via cations to similar structures. Each
tetrahedron contains one silicon atom, one oxygen with one
valency unsatisfied, and a half share in three more oxygens which
are valency satisfied since they are joined to adjacent tetrahedra.
The basic formula for the sheet structure is therefore Si070a/» or
2
[ S i O H ] - or [Si,O e ] -. Since the oxygens are disposed tetrahedraUy about the central silicon, this sheet is often called the
tetrahedral layer. Note (Fig. 12) that the finked tetrahedra form a
hexagonally shaped ring structure which is repeated many times.
T H E GIBBSITE LAYER
In the kaolin minerals the tetrahedral silica layer is joined via
the valency unsatisfied oxygens to a layer of aluminium hydroxide
45
PROPERTIES OF CERAMIC RAW MATERIALS
Al(OH)s, called the gibbsite layer. The basic "building block" of
the gibbsite layer is an aluminium atom surrounded by six
hydroxyl groups, the hydroxyls being at the corners of a regular
octagon (see Fig. 13). The gibbsite layer is therefore often referred
to as the octahedral layer.
FIG. 13. [Al(OH)e]»- octahedron.
Like the silica tetrahedra, these A l ( O H ) e - octagons can join
together, every O H group being shared by two aluminiums.
Every O H group receives half a valency share from two trivalent
aluminiums, and since the O H group is monovalent, the hydroxyl
groups are all valency satisfied and there are no unsatisfied
valencies in the structure (Fig. 14).
Each octagon contains one aluminium atom and a half share in
six hydroxyl groups, i.e. the basic formula is A l ( O H ) e / 2 or Al(OH) 8 .
Note that half the hydroxyl groups are above the plane of the
aluminium atoms and half are below it. Like the tetrahedral silica
sheet, the octahedral gibbsite sheet is capable of infinite extension
in the a and b directions, and the linked octahedra form a repeated
hexagon ring shaped structure similar to that in the tetrahedral
layer.
8
46
CERAMIC RAW MATERIALS
® Aluminium
© Hydroxyl
a
Bonds above
the plane of
the aluminium atoms
Bonds below the
plane of the
aluminium atoms
FIG. 14. The n[Al(OH) 8] octahedral gibbsite layer.
a
CONDENSATION OF THE [Si a0 5] ~ AND Al(OH), LAYERS
The dimensions of the hexagonal rings in the silica and gibbsite
sheets are very similar, and it is possible for the two sheets to
condense together. This occurs by eUmination of hydroxyl groups
in the gibbsite structure, their places being taken by the valency
unsatisfied oxygens of the silica sheet. Since the hydroxyls in the
gibbsite structure receive half a valency share from each of the
two aluminiums to which they are joined, and the valency unsatisfied oxygens in the silica structure have one valency unsatisfied,
it is necessary for each valency unsatisfied oxygen to combine to
two aluminium atoms, receiving half a valency share from each,
2+
as did the hydroxyl. This leads to electrical neutrality [ A l a ( O H ) 4 ]
2
[Sia05] "" or the structural formula of the kaolin minerals Al a (OH)«
•Si a 0 5 . This is more commonly though less accurately written as
Al a O,-2SiO a -2H a O. It is important to note that the 2 H a O in this
last formula is present in the kaolin structure not as water molecules, but as hydroxyl groups. A section through the joined layers
is shown in Fig. 15.
47
PROPERTIES OF CERAMIC RAW
MATERIALS
Charge
Gibbsite
octahedral
layer
Silica
tetrahedral
layer
30 H
- 3
2 AI
+ 6
20. ΙΟΗ
- 5
2 Si*
+8
30
- 6
Net
charge
Zero
FIG. 15. The combined tetrahedral and octahedral layers. The
structure of the kaolin minerals Al 2(OH)4.Sia0 6.
All the kaolin minerals have this same basic structure, the
difference between them being in the way that these pairs of layers
are stacked on top of one another to form the crystal. Since the
structure in Fig. 15 is electrically neutral and all valencies are
satisfied, there can be no valency bond between the kaolin sheets.
There are two types of forces which can hold the sheets together:
(a) weak van der Waals' attractive forces which exist between all
particles of matter in close proximity (these are short range forces,
i.e. they fall off rapidly with increasing distance of separation);
/ / / / / / / / / / / / / / / / .
^ \ \ \ \ \ \ \ \ \ ( \ \ \ \ \ ^
A . 2( O H ) 4
(
S i 20 5
I
Strong ionic bonds
holding A I 2( 0 H ) 4
and S i 2O s sheets
together
Weak hydrogen bonds
and van der Waals
forces holding kaolin
sheets together
WWWWWWsiA
FIG. 16. Stackings of kaolin layers.
48
CERAMIC RAW
MATERIALS
(b) weak hydrogen bonds between the hydrogens of the hydroxyl
groups in the gibbsite layer of one kaolin sheet and the oxygens
in the silica layer of the next kaolin sheet. The hydrogen here acts
as a bridge, having some attraction for both oxygens as shown
diagrammatically in Fig. 16.
Because the bonds between kaolin layers are weak, the number
of layers which can be stacked together is limited and the clay
crystals tend to be thin in the c direction. The bonds between
octahedral and tetrahedral layers and in the a and b directions are
strong, thus the crystals of the clay minerals are long and wide
but thin. The hexagonal structures in both the tetrahedral and
octahedral layers result in flat, hexagonal crystals (Fig. 17).
a
FIG. 17. Hexagonal clay crystallite composed of many stacked
layers of kaolin sheets. The crystal is long and wide compared to
its thickness.
Although the forces between kaolin layers are weak, they are
strong enough to hold the layers in fixed positions and give a
constant basal spacing of 7-2 A.f The basal spacing is the distance
between corresponding layers of atoms, e.g. from the silicon atoms
in one kaolin sheet to the corresponding silicon atoms in the next
kaolinite sheet, or between aluminium atom layers in the two
sheets, etc.
All the kaolin minerals contain one silica layer and one gibbsite
layer, and are therefore sometimes called one-to-one, or single
layer minerals. Some minerals like the montmorillonites, as we
t 1 a n g s t r o m unit ( 1 À ) = 1 0 "
10
metres.
49
PROPERTIES OF CERAMIC RAW MATERIALS
shall see in section 5.1.5, contain two silica layers combined to one
central layer, which may be gibbsite or some similar structure,
and these are termed two-to-one or double layer minerals.
In the kaolin mineral nacrite, corresponding atoms in the
kaolin sheets he directly over one another, e.g. an aluminium
atom in one kaolin sheet is directly over the corresponding
aluminium atoms in all the other kaolin sheets of which the
crystal is composed. In the minerals dickite and kaolinite some
displacement takes place, i.e. corresponding atoms in each
kaolin sheet are not directly over one another, but are displaced
to a fixed extent. In halloysite the displacements are completely
random. These are all members of the kaolin group of minerals,
and have the same structural formula Al2(OH)4-Si 2 0 5 . They differ
only in the way the kaolin sheets are stacked on top of each
other to form the crystal.
One other member of the kaolin group exists : this is the hydrated
form of halloysite, having the formula Al 2 (OH)4-Si a 05-2H a O.
There is again a random stacking of layers, but water molecules
exist between the kaolin layers. The crystal size of these minerals
differs because the difference in stacking of layers influences the
stability of the structure. In nacrite where there is no displacement
the structure is stable, and crystal size is relatively large. In
dickite the displacement is small, and crystal size is still relatively
large. In kaolinite more displacement occurs, the structure is
less stable than in nacrite or dickite, and the crystal size is therefore smaller. The random displacement in halloysite makes for
instability and hence small crystals. These four members all show
the hexagonal plate like crystals, but in the hydrated halloysite
where water enters between layers, interlayer attraction is very
small and the layers tend to roll up, producing tube-like crystals.
On heating, the interlayer water can be driven off, and the tubes
then unroll.
5.1.4. The Kaolinitic
Clays
These are the clays containing a kaolin as the main clay mineral.
The term "clay" as opposed to "clay mineral" indicates a mixture
50
CERAMIC RAW
MATERIALS
of clay mineral with a variable amount and type of non-clay
mineral material.
CHINA CLAYS
These are residual clays, and are essentially composed of the
clay mineral kaolinite contaminated with silica, mica, felspar and
partly decomposed felspar, all from the native rock from which
the clay was formed. Large deposits of china clay are found in
Devon and Cornwall. The clay mineral is much finer than the
contaminating materials, and thus is relatively easily purified by
sedimentation, giving a white clay which is also white burning
due to its low content of colouring impurities, particularly iron
and titanium compounds. Because of its low impurity content,
china clay is also refractory, it is therefore useful both in the production of white decorative ware and as a refractory clay. Large
quantities of china clay are used in paper manufacture as well as in
the ceramics industry.
BALL CLAYS
These clays are named from the cubes or balls in which the clay
was cut. They are found in this country in Devon and Dorset.
Ball clays are sedimentary clays, though they have been transported over a relatively short distance. They are characterised by
their fine grain size and often high content of organic material.
Although the clay mineral is essentially kaolinite, it is much finer
than that found in china clay (see section 5.1.10), giving ball clays
a greater plasticity and dry-strength than china clays. They contain a greater quantity and variety of impurity than china clays
and because the impurities are either very fine or to some extent
part of the clay composition, they are not easily removed. Iron
and titanium impurities give the clay a fired colour which may
vary from off white to dark brown depending on the amounts,
and fluxing impurities reduce the refractoriness of the clays. Much
of the colour of an unfired ball clay can be due to organic materials,
so unfired colour is often a poor guide to colouring impurities,
51
PROPERTIES OF CERAMIC RAW
MATERIALS
and a dark clay may fire to a much lighter colour. The advantages
of ball clays are their high plasticity and dry-strength; their
disadvantages are fired colour and low refractoriness.
FIRECLAYS
These also were formed from felspar, and the clay mineral is
essentially kaolinite. They are found widespread over the Midlands and North of England and in Scotland. In some cases they
are residual, but the bulk are sedimentary and may have been
transported over long distances before being deposited. Fireclays
are found in association with coal measures, and it may have been
the growth of vegetable life which later formed these coal
measures which extracted the alkali compounds from the fireclays
and thus gave them their refractory nature. They are of fine
particle size and therefore plastic, but, like ball clays, they contain
colouring impurities and fire to a buff colour. Due to their low
alkali content they are chiefly used for their refractory properties.
BRICK CLAYS
These comprise a wide variety of clays of varying composition,
the clay mineral being of the kaolinitic or illitic type. They are
invariably high in iron content (hence their fired colour) and often
contain gross amounts of other impurity, notably calcium compounds. Because of the high impurity content, fluxing additions
are not normally necessary and the clay can be fired at a relatively
low temperature. Some deposits are high in organic matter, which
ignites on firing and reduces the amount of fuel necessary to fire
the ware.
5.1.5. The Structure of the
Montmorillonites
In the gibbsite sheet structure as we have seen there are two
planes of hydroxyl groups, one above and one below the central
layer of aluminium atoms. In the one-to-one layer minerals, one
layer of these hydroxyls is condensed with a silica layer with
52
CERAMIC RAW MATERIALS
replacement of hydroxyl groups. It is possible for both the upper
and lower hydroxyl layers in the gibbsite structure to condense
with silica layers, leading to a two-to-one layer structure, i.e. one
containing two silica layers sandwiching between them a gibbsite
layer. The central layer need not be gibbsite, but can also be
brucite Mg(OH) 2 or ferrous hydroxide Fe(OH) 2 which, form
structures similar to the gibbsite structure.
When gibbsite is the central layer, condensation of a silica
layer on each side of it leads to the formula Al 2 (OH) 2 -2Si 2 O e or
A l 2 0 8 - 4 S i 0 2 - H 2 0 . This is the ideal formula for pyrophyllite, one
of the montmorillonite group of minerals. Diagrammatically we
can represent the condensations leading to the kaolin and montmorillonite type structures as follows:
(OH),
Al,
(OH),
Si.CM
OH
or A l 2 0 s - 2 S i 0 2 . 2 H 2 0
2
+ [Si205] " - > 2 ( O H ) - + Al,
kaolinite
tetrahedral
replaced (OH) 8 J
silica layer
gibbsite
+
2[Si 2 0 5 ]
4(OH)replaced
tetrahedral
silica layer
+
Si 2 OA
OH
A l 2 or A l 2 0 s 4 S i 0 2 H 2 0
pyrophyllite
OH
When brucite is the central layer, the ideal formula becomes
M g 8 ( O H ) 2 - 2 S i 2 0 6 or 3 M g O - 4 S i 0 2 H 2 0 . This is the ideal formula
for talc (also known as steatite, soapstone and French chalk),
another member of the montmorillonite group. The structures of
pyrophyllite and talc are shown in Fig. 18 (a) and (b).
Note that in the talc structure three divalent magnesiums are
required to maintain electrical neutrality whereas only two
trivalent aluminiums are required in the pyrophyllite structure.
Pyrophyllite and talc can be regarded as the two parent
minerals of the montmorillonite group. Other members can be
53
FIG. 18. (a) Structure of pyrophyllite. (b) Structure of talc.
PROPERTIES OF CERAMIC RAW MATERIALS
54
CERAMIC RAW
MATERIALS
formed as we shall see (section 5.1.10) by replacement of some of
the silicon in the tetrahedral layers by aluminium, and the replacement of aluminium in the octahedral layer by magnesium or iron.
In the kaolins we have seen that there are two forces acting
between the kaolinite sheets, van der Waals' forces and hydrogen
bonds. In the montmorillonites there is no possibility of hydrogen
bonding, since both the outer layers are silica layers and there are
no exposed hydroxyl groups at the surface. The montmorillonite
sheets are therefore held together only by van der Waals' forces,
and are even more weakly held together than are the kaolinite
sheets. In liquids, montmorillonite sheets can be separated by
penetration of liquid molecules between the sheets. This leads to
the characteristic swelling of montmorillonites in certain liquids,
particularly in water, and a variable basal spacing. The basal
spacings found in montmorillonite may vary between about 11
and 60 Â depending on the type and amount of liquid adsorbed
between the layers. Recognition of materials by X-ray diffraction
depends on their characteristic basal spacings, and since glycerol
produces a constant spacing of 17 Â in montmorillonites, addition
of glycerol is used in the identification of montmorillonite
minerals by X-ray. In the kaolins the available surface area of a
crystal is simply its external surface, i.e. the two flat hexagonal
faces and the edges. Because the individual sheets within the
crystal can be separated in the montmorillonites, not only the
external area, but also an internal surface area, is available. This in
conjunction with their small particle size gives them a much
greater overall surface area than kaolins, and makes them valuable
adsorbents and catalysts.
5.1.6. The Micas
Although the micas are not classified as clays, since they do not
produce a plastic mass on addition of water, it is convenient to
deal with the micas here, since structurally they closely resemble
the montmorillonites.
The general formula of the micas is that of pyrophyllite with
one-quarter of the silicon replaced by aluminium. If we write
pyrophyllite Al.SiiOioiOH)^ then the basic mica formula is
55
PROPERTIES OF CERAMIC RAW
MATERIALS
M [Al 2(SisAl)Oio(OH)a]-. Since the silicon is four valent, and
aluminium is only three valent, replacement of one silicon by one
aluminium results in a deficiency of positive charge. This is made
+
up by the monovalent cation M+. Where M is potassium, we
have potash mica or muscovite.
+
K . A l 2 [ S i A l ] O 1 0 ( O H ) 2 or K 2 0 3 A l 2 0 , 6 S i 0 2 2 H 2 0 .
The potassium ions are found between the montmorillonitelike layers. They serve to hold the negatively charged layers
together more firmly than is the case in the montmorillonites, and
this results in a constant basal spacing of 10 Â in muscovite and
there is no swelling in water. The interlayer cation cannot be
replaced in the laboratory by another type of cation without
breaking down the mica structure.
In calcium mica or margarite half the silicon in the pyrophyllite structure is replaced by aluminium, and the double
deficiency in positive charge is balanced by the divalent calcium
cation, giving
Ca +{Al 2 [Al 2 Si 2 ] O 1 0 ( O H ) 2 } " or C a 0 2 A l 2 0 2 . 2 S i 0 2 H 2 0
2
2
The calcium appears to
strongly and margarite is
flakes as are the micas
potassium. Margarite is
mica".
bind the layers together particularly
for this reason not easily cleaved into
containing monovalent cations like
therefore sometimes called "brittle
SiijAli o 5
A I 2( 0 H ) 2
/Si^AljOs
10A
7
FIG. 19. Potassium ions between layers in muscovite structure.
56
CERAMIC RAW
5.1.7. The Mites or Hydrous
MATERIALS
Micas
These are mica like materials, but contain less potassium and
more water than muscovite. They occur as contaminants in clays,
particularly fireclays, and are difficult to separate from the clay
mineral since they are present in similar size to the clay particles.
The separation of hydrous mica from fireclays would be important,
since its presence introduces alkali and reduces the refractoriness
of the clay.
It has been suggested that the H 8 0 + cation replaces K+ in
muscovite, thus giving the lower potassium and higher water
contents found in the hydrous micas. Where large flakes of
hydrous mica have been isolated, it has been found that fissures
are present in the flakes. Material in these fissures has been shown
to absorb dye which is not adsorbed on the mica itself, and it is
possible that the material in the fissures is clay mineral and that
hydrous micas are in fact mixtures of true micas and clay mineral.
5.1.8. The Chlorites
These are clay minerals of small particle size and greenish
colour. Basically they consist of alternate layers of talc Mg 8Si 4Oio
(OH) a and brucite Mg(OH),, but the brucite layer carries a
positive charge due to some replacement of magnesium by
aluminium, and this is balanced by the talc layer which is negatively charged due to some replacement of silicon by aluminium.
A typical chlorite ispenninite, which may be written {MgsAl(OH)e}+
{Mg,(AlSi,)O 1 0(OH),}-.
5.1.9. The
Vermiculites
These minerals show large flakes rather like those of the micas.
When heated they undergo considerable volume increase, and this
property makes them useful thermal insulation materials.
Structurally they resemble the chlorites, but they are more
hydrated and carry magnesium cations between the layers.
57
OPERTIES OF CERAMIC RAW
MATERIALS
5.1.10. Isomorphous Substitution in the Clay Minerals
Where the sizes of cations are similar, it is possible for them to
replace one another in the clay mineral structures. For example,
minerals are found where calcium has replaced magnesium or
ferrous iron in the structure, similarly ferric iron can replace
aluminium. Although such replacements result in a change in
chemical composition, they do not result in a change of charge;
since the valencies of the replaced and replacing ion are the same,
the structure remains electrically neutral. It is, however, possible
for substitutions to occur in which the valencies of the replaced
and replacing ions are not the same, for example trivalent aluminium can replace quadrivalent silicon. Because of the differences
in valency of the ions, this replacement leads to a deficit of positive
charge in the structure, i.e. the clay structure is negatively charged.
The charge is balanced by adsorption of cations external to the
clay structure. This substitution of one cation in the lattice for
another of similar size is called isomorphous substitution, arid is
particularly common in the montmorillonite minerals.
In the mineral montmorillonite, t one-sixth of the aluminium
in the pyrophyllite structure is replaced by divalent magnesium.
This results in a net negative charge on the clay, which is balanced
by the adsorption of cations external to the structure, i.e.
AUSi.OxoiOH),, [AlxjMgJSi.OxoCOH),
pyrophyllite
\
montmorillonite
where M is some monovalent cation such as Na+, H+, etc.
adsorbed externally to the structure to satisfy the negative charge
of the structure. If a divalent cation such as Ca++ is adsorbed to
satisfy the charge, then only half the quantity would be needed, i.e.
[Al^ftJSi.O^OH),
1
\
Ca*
the calcium form of montmorillonite
t Montmorillonite is the name of one member of the montmorillonite
group of minerals as well as the general name of the group.
58
PLATE 1. U n l o a d i n g a filter p r e s s . By courtesy
and Sons
Ltd.
of Josiah
Wedgwood
PLATE 2. A p u g mill. By courtesy
ofJosiah
Wedgwood
and Sons
Ltd.
PLATE 3. T h r o w i n g by h a n d . By courtesy
Sons
Ltd.
of Josiah
Wedgwood
and
PLATE 4 .
Semi-automatic cup jollying machine.
Josiah Wedgwood
and Sons
Ltd.
By
courtesy
of
PLATE
5. Single-head rollerflatwaremaking machine with turntable. By courtesy of
Service Engineers Lid.
PLATE 6. Apparatus for testing dry strength. By courtesy of English China Clays Co. Ltd.
PLATE 7. C h i n a c l a y w o r k i n g s in C o r n w a l l . By courtesy
China Clays Co. Ltd.
PLATE 8.
of
Ball c l a y w o r k i n g at N e w t o n A b b o t , D e v o n . By
of English China Clays Co. Ltd.
English
courtesy
PLATE 9. A c r a z e d p l a t e .
PLATE 1 0 . R e f r a c t o r y p u r e a l u m i n a w a r e . By courtesy
Royal Porcelain
Co. Ltd.
of
Worcester
CERAMIC RAW
MATERIALS
In nature, there is usually a mixture of adsorbed cations satisfying the charge on the clay mineral structure, the cations usually
found being Ca, Mg, H, N a and Κ. In nontronite, another member
of the montmorillonite group, all the aluminium of the pyrophyllite structure is replaced by ferric iron, and some of the silicon
is replaced by aluminium. Since both aluminium and ferric iron
8
a+
are trivalent, the substitution of Al + by F e results in no change
in charge on the structure, however the replacement of some
8+
Si*+ by A l leads to a negative charge which is satisfied by the
adsorption of external cation, giving:
Fe^tSi^AyOxoiOH),
Ψ
nontronite
Similar isomorphous substitution occurs to a lesser extent in
other clay minerals. The clay minerals found in the ball clays and
fire clays are essentially of the kaolinite structure, but some
isomorphous substitution has taken place in the mineral lattice.
This substitution although small in extent has a considerable
effect on the properties of the clays. The relatively pure kaolinite
found in china clays is white, whereas the clay minerals of the
ball clays and fireclays are buif coloured. This colour is not due
to simple admixed impurity, since the colour cannot be removed
without breakdown of the clay structure. It is probably due to
isomorphous substitution by iron, and since this iron is present
in the structure of the clay, its removal would be expected to lead
to breakdown of the mineral. Although the replacing ion must be
of similar size to the ion it replaces, the sizes of the two ions will
not be identical, and the replacement will result in some strain
in the lattice, making the structure less stable. Clay minerals
which show some isomorphous substitution are referred to as
being disordered. This disorder can be recognised in X-ray
diffraction patterns obtained from the materials.
Disorder then leads to lower stability in the structure, and this
in turn leads to smaller particle size. The relatively " p u r e "
kaolinite of the china clays results in much greater particle size
59
PROPERTIES OF CERAMIC RAW
MATERIALS
than shown by the disordered forms of kaolinite found in the ball
clays and fireclays. The smaller particle size and hence greater
surface area in the disordered clays results in greater plasticity,
dry-strength and wet-to-dry shrinkage.
5.1.11. Cation
Exchange
Where isomorphous substitution involves the replacement of
IV
a cation of higher valency by one of lower valency (e.g. S i
m
replaced by A l ) the structure becomes negatively charged, and
this charge is satisfied by adsorption externally to the structure of
some cation M. We may then write the clay which has adsorbed
cations of type M as M clay. The charge on the clay can be
demonstrated by putting two electrodes into an aqueous suspension of the clay and applying a direct current voltage between the
electrodes. Some ionisation of the clay occurs in water,
i.e. M clay ^ M + + clay and the negatively charged clay particles can be seen to migrate
towards the positive electrode, whilst the M+ cations move
towards the negative electrode.
It is possible to replace the M+ cation by some other cation,
say N+, by treating the clay with a solution of an N+ salt, say
NA, e.g.
M clay + N+ A - ^ Ν clay + M+ A~
in solution
The amount of M+ which is replaced by N+ will depend on the
concentration of the N A solution we use, the sizes of the two
cations M+ and N+, the valencies of the two cations, and the
solubility of the product MA. In general, preference of adsorption
is given to small cations of high valency. An approximate order
of preference can be compiled, which is in order of preferred
adsorption as follows:
H+ > Mg*+ > Ca»+ > Li+ > Na+ > K+
Thus in general, Na+ would be readily replaced by H or C a ,
but would not readily replace them from a clay. If we wished to
2
replace adsorbed Ca + on a clay with Na+ by using NaCl solution,
60
+
, +
CERAMIC RAW
MATERIALS
we would need to use a high concentration of NaCl. On the other
hand, if N a + was adsorbed on the clay, we could replace it with
Ca*+ using a dilute solution of CaCl a .
The exchange of one type of cation for another is known as
cation exchange, or base exchange, and is particularly important
in flocculation and deflocculation of ceramic suspensions. The
amount of cation which a clay will adsorb and exchange in this
way is known as the cation exchange capacity (c.e.c.) or base
exchange capacity of the clay. The amounts of cation adsorbed
are small, and the c.e.c. is expressed as milli-equivalentst of
cation adsorbed per 100 g of clay. Because isomorphous substitution is extensive in the montmorillonites, they require relatively
large amounts of adsorbed cation to satisfy the charge, and so
have high c.e.c values (about 70-150 m.e./lOOg). In the kaolin
clays, the amount of substitution is less, and they show lower
c.e.c. values, china clays having values of between about 3-6
m.e./100 g, and the clay minerals of the ball clays and fireclays
between about 15-40 m.e./100 g. The c.e.c. values quoted for china
clays could result from the substitution of only about 1 silicon in
every 300 by aluminium.
Although isomorphous substitution is undoubtedly the main
cause of cation exchange in the montmorillonites, in the kaolins
there may be another important reason. At the edges of clay
particles there must be unsatisfied valency bonds where the clay
lattice comes to an end. It is possible that these unsatisfied
valencies can become satisfied by combining with ions, and these
ions may then be exchangeable for other ions. If this is so, then
the clay would be expected to adsorb both cations and anions
since there would be broken negative and positive bonds at the
crystal edges (see Fig. 20). Published figures show relatively high
anion exchange in the kaolins compared to the montmorillonites,
. , .„.
» « .
1 gram equivalent
1 1 milli-equivalent =
j^QQ
+
Hence 1 m.e. N a = 0Ό23 g of sodium.
+
1 m.e. Ca+ = 0020 g of calcium.
1 m.e. H+ = 0010 g of hydrogen.
61
PROPERTIES OF CERAMIC RAW
MATERIALS
-il
® = Al
OH
• - Si
0=
ο
+ 1
FIG. 20. Possible "broken bond" adsorption sites in kaolinite.
so this broken bond mechanism of ion exchange may be of importance in the kaolins, whereas isomorphous substitution is the
major factor in the montmorillonites.
We have said that clays will preferentially adsorb small cations
+
2
like H or ions of high valency like Ca + in preference to large
2+
monovalent ions like Na+, and that replacement of C a or H+
by Na+ would generally require a high concentration of Na+. In
fact, the exchange can be carried out if we can remove the H+ or
24
Ca * as some insoluble or unionised product.
Suppose we treat a hydrogen clay with sodium carbonate
solution, then the reaction is,f
H - clay + N a 2 C 0 3 ^
N a clay + H 2 C O
carbonic acid
%
2H+ + CCVThe hydrogen ions produced from the carbonic acid on the
right hand side of the equation, are free to compete with sodium
ions for adsorption on the clay, and due to their smaller size, the
hydrogen ions will compete successfully unless the sodium ion
concentration is high. The reaction above therefore lies to the
left, and the dotted arrow indicates that the reaction to the right
t In these equations no valency is ascribed to the clay, and where a cation
M is adsorbed on the clay, the clay is written M clay no matter what the
valency of the ion M. For this reason these equations may not "balance" on
the left- and right-hand sides.
62
CERAMIC RAW
MATERIALS
only occurs to a limited extent. If we use sodium hydroxide, the
reaction is
H - clay + N a O H
N a clay + H 2 0
The water formed on the right-hand side of this equation is
only very weakly ionised. Very few hydrogen ions are now present
to compete with sodium ions for adsorption, and the reaction lies
to the right, i.e. the sodium clay is formed and the exchangeable
hydrogen from the clay is removed as weakly ionised water.
For a calcium clay the position is reversed, the effectiveness of
sodium carbonate being greater than that of sodium hydroxide, i.e.
Ca clay + N a O H ^
N a clay + Ca(OH),
Ca
2+
%
+ 2(OH)~
but
Ca clay + N a 2 C 0 3
N a clay + C a C 0 3 φ
In the case of the hydroxide, the calcium hydroxide produced is
2+
+
ionised to give C a ions in water, which can compete with N a ,
but if the carbonate is used, the calcium is precipitated as the low
solubility calcium carbonate, there is no competition between
sodium and calcium for adsorption, and the sodium clay is
formed.
The formation of a sodium clay is the usual means of achieving
deflocculation of a clay suspension, and the above reactions are
therefore important in deciding whether or not low viscosity
suspensions of high concentration, as used in süp casting, can be
achieved with a particular deflocculant and a particular clay.
5.1.12. The Clay-Water
System
The weight of exchangeable cation adsorbed on a clay expressed
as a percentage of the clay weight is very small. 10 milli-equivalents
of Na+ represents 0-23 g of sodium, so for a sodium clay of c.e.c.
+
10 m.e./100 g, only 0-23 % of the total weight is exchangeable N a .
Nevertheless the type of exchangeable cation associated with the
clay very markedly affects the properties of the clay.
63
PROPERTIES OF CERAMIC RAW
MATERIALS
In water, clay behaves like the anion of a weak acid (e.g. acetate)
and some ionisation takes place,
water
M clay ^
M+ + clayThe extent of this ionisation depends on the electropositivity of
the cation M ; the more electropositive is M the more ionisation
will occur. The more M clay ionises, the more clay- is produced
and the less clay is left as unionised M clay. Charged clay particles
will repel one another whereas the uncharged M clay will not
repel similar particles, and coagulation of particles into aggregates
containing many particles will result. Coagulation will result in a
lower energy in the suspension as a whole, and will occur if there
is not a sufficiently high energy barrier to coagulation due to
forces of repulsion between particles. Repulsion between particles
depends on the type of exchangeable cation adsorbed on the clay,
repulsion being high when the exchangeable cation is highly
electropositive (e.g. Na+), and low when it is not so electro2+
positive (H+ or C a ) .
As well as repulsive forces between particles, there will be
attractive forces due to van der Waals' attraction. These are short
range forces which are powerful when particles are close together,
but whose effect falls off rapidly with increasing distance of
separation. When particles are close together (i.e. at high suspension concentration) van der Waals' attractive forces tend to
predominate, but at larger particle separation distances (i.e. at
lower suspension concentration) there will be a balance between
attractive and repulsive forces, and the resultant force may be
one of repulsion if repulsive forces between particles are high
enough. In deflocculation, the repulsive forces are made a maximum (usually by making Na+ the exchangeable cation), whereas
2+
in the flocculated state (poorly ionised H+ or C a as exchangeable
cation) the repulsive forces are reduced, and the predominating
force may be one of attraction for all concentrations of suspension. Figure 21 shows the variation of repulsive force jR, attractive
force A, and resultant force r with increasing separation of
particles (i.e. increased dilution of suspension), for (a) a deflocculated suspension and (b) a flocculated suspension.
64
CERAMIC RAW
MATERIALS
cο
"ΊΟ
Separation distance
between particles
gc
ο
(0
(a) Deflocculated suspension
(b) Flocculated suspension
FIG. 2 1 . V a r i a t i o n o f inter-particle forces w i t h v a r y i n g c o n c e n t r a t i o n o f s u s p e n s i o n . R e p r o d u c e d f r o m Rheology
of Ceramic
Systems
by F . M o o r e , b y k i n d p e r m i s s i o n o f the a u t h o r .
For the deflocculated suspension we have a net force of attraction between particles for low separations, but since the repulsive
force is high and the attractive force falls off more rapidly with
increasing separation distance, the resultant force r becomes
repulsive at higher separation. In the flocculated suspension the
repulsive force is low, and never overcomes the force of attraction
at any separation distance. The change in properties observed on
deflocculation of a flocculated suspension were shown in Table 2
(section 3.4), and are due to the increased force of repulsion
obtained on deflocculation.
T H E DOUBLE LAYER
THEORY
As well as adsorbing exchangeable cations, clay surfaces adsorb
water molecules. Because the concentration of electrical charge
is high at the clay surface, and because the water molecules are
polar (section 3.1), the water molecules are orientated and rigidly
held close to the surface of the clay. As the distance from the
surface is increased, the degree of orientation and the rigidity
65
PROPERTIES OF CERAMIC RAW
MATERIALS
with which the water molecules are held decrease. The exchangeable cations are also high in concentration near to the clay surface,
the concentration falling off with increasing distance from the
surface as shown in Fig. 22.
Free water
c— >)
c>ay|
Water
^ — ^ molecules
&
+
<£3>
Cations
+
FIG. 22. Adsorbed water molecules and exchangeable cations in a
clay-water system.
A — A is the limit of the zone of rigidly held water molecules.
At the clay surface the charge will be negative and at a small
distance from the surface the negative charge will be partly
neutralised by the cations inside the rigidly held layer of water.
With increasing distance from the clay surface the negative charge
will become more and more reduced, until at some point in the
free water zone it will be reduced to zero (curve I, Fig. 23). For
some materials, the concentration of cations in the zone of
rigidly held water is sufficient to neutralise and reverse the surface
charge (curve II, Fig. 23). The charge will then again fall to zero
in the free water zone.
The magnitude of the charge at the limit of the rigidly held
water layer, i.e. at A — A, is known as the electrokinetic or
zeta-potential (ζ), and it is the value of the zeta-potential which
largely determines whether particles will repel one another or floe
together to form -agglomerates, i.e. it determines whether the
66
CERAMIC
RAW
MATERIALS
suspension will be flocculated or deflocculated. When the exchangeable cation is highly electropositive, it ionises well and the zetapotential is high (la, Fig. 23). When the exchangeable cation is
not so electropositive, ionisation is limited, the potential at the
particle surface is comparatively small, and the charge is reduced
to zero at a lesser distance from the surface (lb, Figure 23), i.e.
both e, the surface density of charge at the particle surface, and d
the thickness of the double layer, are reduced from the a values
to the b values in Fig. 23. This results in a decrease in zetapotential from a to b.
9
FIG. 23. Change of potential with distance from particle surface.
It was shown by Muller and Abramson in 1934 that the value
of the zeta-potential could be approximately expressed by the
equation
æ =
~D~
67
PROPERTIES OF CERAMIC RAW
MATERIALS
where ζ is the zeta-potential,
e is the surface density of charge on the particle,
d is the double layer thickness,
and
D is the dielectric constant of the liquid medium.
For a colloidal suspension to be stable (i.e. not to undergo
aggregation of particles followed by settling of the aggregates),
it is necessary for the zeta-potential to be above a certain minimum value; this value is thought to be about 0 0 2 volt (positive
or negative). If the zeta-potential is less than this value, repulsive
forces between particles are low, and particles can approach near
enough to one another for van der Waals' attractive forces to
operate and aggregation to occur.
The effect of the type of exchangeable cation adsorbed on a
clay on its zeta-potential in aqueous suspension is shown in
Table 4. The figures are all for the same fireclay, the only difference
between samples being that the exchangeable cation was changed
by chemical treatment.
TABLE 4. ZETA-POTENTIALS OF DIFFERENT
CATIONIC FORMS OF A FIRECLAY
Exchangeable cation
carried by clay
Ca
H
++
+
Mg
Zeta-potential
(volts)
-001
-002
++
Na+
-004
-006
T H E EFFECT OF ADDITION OF ELECTROLYTE O N ZETA-POTENTIAL
If we have a suspension of a clay with the exchangeable cation
hydrogen, then the zeta-potential of the hydrogen clay suspension
68
CERAMIC RAW
MATERIALS
will be low. If sodium hydroxide is added to the suspension, then
sodium will replace hydrogen according to the equation
H clay + N a O H ^ N a clay + H a O
The sodium clay so formed will have a high zeta-potential, and
so the zeta-potential of the clay suspension will rise as sodium
hydroxide is added. When all the exchangeable hydrogen has
been replaced by sodium the zeta-potential will be at its maximum
value. This situation will occur when the cation exchange capacity
ZetaPotential
(Volts)
Electrolyte added (m.e. Na per 100g clay)
FIG. 24. Effect on zeta-potential of a hydrogen clay suspension, of
additions of NaOH and NaCI.
value of sodium hydroxide has been added. If now further sodium
hydroxide is added it cannot be adsorbed by the clay, for the clay
is saturated with sodium ions. As the sodium ion concentration
is increased, these will now crowd the double layer and reduce
the negative potential, i.e. " d " will be reduced. Reduction in " d "
will result in a decrease in zeta-potential, so addition of excess
sodium hydroxide will lead to a reduction in zeta-potential (see
Fig. 24).
This effect is well known, and is called "overdoping". The effect
can be more easily demonstrated by making small additions of a
deflocculant, such as sodium carbonate, to a concentrated clay
suspension, and measuring the fluidity of the suspension after
each addition with a torsion viscometer. The fluidity first increases
69
PROPERTIES OF CERAMIC RAW
MATERIALS
as the clay becomes deflocculated, but a point is reached where
further addition of the deflocculant decreases the fluidity due to
"overdoping".
Another way of looking at "overdoping" is by way of the
common ion effect, which is well known in chemistry. An example
of the effect can be easily demonstrated by adding concentrated
hydrochloric acid to a concentrated solution of sodium chloride,
when solid sodium chloride is precipitated. In solution, sodium
chloride ionises to give sodium ions and chloride ions,
Η,Ο
NaCl — > Na+ + Cl~
The product of the ionic concentrations of sodium and chloride
ions has a maximum value (the solubility product) which we may
call K, i.e. in any solution of sodium chloride [Na+] [C1"]<K,
the square brackets indicating concentration of the ions. When
the value of Κ is reached, no more sodium chloride will dissolve,
i.e. we have a saturated solution. On adding concentrated hydrochloric acid to a concentrated salt solution we increase the
chloride ion concentration [CI"]. This may result in the product
[Na+] [ Q - ] exceeding the value of K, and in order to reduce the
value of the product to K, unionised NaCl must be precipitated.
The ionisation of the sodium chloride is said to be suppressed by
the chloride ion of the acid which is common to both the acid and
the salt
We have said that high zeta-potential in a clay suspension
results from high ionisation of the exchangeable cation. Addition
of excess sodium hydroxide to a sodium clay may be regarded as
suppressing the ionisation of the clay, i.e. it makes the exchangeable sodium ions behave as though they were less electropositive.
We can write the effect,
HaO
+
N a clay — > N a + c l a y
Na+ + clay- + N a O H ^ N a clay + Na+ + OH~
excess
unionised
Thus the sodium clay is made to behave more like a calcium or
hydrogen clay by suppressing its ionisation, the zeta-potential is
70
CERAMIC
RAW
MATERIALS
reduced, the particles agglomerate and the viscosity of the suspension is increased.
If instead of adding sodium hydroxide to the hydrogen clay we
were to add sodium chloride, then the zeta-potential would drop
from the outset. Because the exchangeable hydrogen cannot be
removed in an unionisable form, sodium does not replace hydrogen
on the clay, and even the first additions of NaCI serve only to
"overcrowd" the double layer and reduce zeta-potential (see
Fig. 24), i.e. the reaction
H clay + NaCI ^ N a clay + HCl
%
H+ + C i liés to the left, since the hydrogen ions produced on the right of
the equation can compete with sodium for the exchange positions
on the clay.
It is true that if enough sodium chloride is added so that the
sodium ion concentration is increased, hydrogen will eventually
be replaced by sodium. However, at the high concentration of
sodium chloride required, the "overcrowding" will be so great
that the zeta-potential will not be increased, nor the viscosity of
the suspension lowered.
PROTECTIVE COLLOIDS
Some deflocculants, notably sodium silicate and Calgon, which
produce large complex anions in solution can deflocculate a clay,
and further additions will not lead to the "overdoping" effect
found with simpler deflocculants. The large colloidal anions of
these deflocculants are said to enter into the double layer and
prevent a high concentration build-up of cations in the double
layer which would otherwise lead to "overdoping". As such a
deflocculant is added to a clay suspension, fluidity increases to a
maximum which is maintained for further additions of the
deflocculant. The large anions responsible for the prevention of
"overdoping" are called protective colloids since they make the
suspension insensitive to the presence of excess deflocculant.
77
PROPERTIES OF CERAMIC RAW
MATERIALS
Some clays like ball clays which contain organic material may
show the effect even when a simple deflocculant like sodium
carbonate is added. The deflocculant can react with the organic
material to give a complex organic anion which can then act as a
protective colloid.
5.1.13. Practical Uses of the Cation Exchange Properties of
Clays
The vast changes in the physical properties of a clay which occur
when a flocculating exchangeable cation (H, Ca, etc.) is replaced
by a deflocculating cation (Na, K) or vice versa, are made use of
in ceramic practice.
The most important application is in slip casting, where
deflocculation reduces the viscosity of the suspension enabling it
to be used at high solids concentration and workable fluidity.
Adjustment of fluidity and thixotropy by deflocculant addition
allows casting-slips to be controlled, giving the required characteristics.
Flocculation of a suspension can also be useful. When applying
glaze to biscuit vitreous ware by hand dipping for example, the
amount of glaze picked up by the biscuit depends mainly on the
viscosity of the glaze suspension. In order to obtain a sufficiently
thick glaze covering, it is frequently necessary to flocculate the
glaze suspension, and thereby increase the viscosity and glaze
pick-up. This can be done by addition of hydrochloric acid or
calcium chloride.
Filter pressing can be carried out more quickly with a flocculated suspension than with a deflocculated suspension, since the
filter cakes formed are more open-packed, and therefore more
permeable to water.
Where it is necessary to keep coarse material (e.g. "grog")
suspended in a clay containing suspension, flocculation may so
increase the suspension viscosity that settling out is prevented.
On the other hand, flocculation of a dilute suspension of fine
particles will cause coagulation of particles and will increase the
rate of settling.
72
CERAMIC RAW MATERIALS
Ion exchange in clays is not limited to inorganic cations, organic
cations can be exchanged onto clays producing organo-clays with
interesting and useful properties. Montmorillonites saturated with
organic amine cations become organophilic, i.e. they will adsorb
organic liquids in the same way that the normal clays will adsorb
water. Such organo-montmorillonites have been used to adsorb
organic effluents.
5.2. Silica
Of the elements found in the earth's crust, silicon is second
only to oxygen in abundance. It does not occur in nature as the
element, but as the oxide SiO a and in a great variety of silicate
minerals. Silica occurs as quartzite, ganister and silica sand, in
the crypto crystalline forms (i.e. small crystals) of chert, flint and
chalcedony, and also in hydrated forms such as opal. All these
are essentially of the same chemical composition, although the
crystal size and impurity content may vary.
In pottery bodies the addition of flint, like that of other nonplastics, reduces the drying shrinkage of the body and also reduces
the plasticity. It "opens u p " the body allowing escape of gases
during firing without distortion of the ware. During the vitrification period, it combines with the basic oxides of the fluxing
ingredients to form a glass which is responsible for the strength
of the fired ware. Although quartz and sand can be used, flint has
been the most popular form of silica for the manufacture of
pottery ware in this country, since its small crystal size makes for
easy conversion during firing to another crystal form of silica
known as cristobalite. This conversion is an important factor in
influencing the properties of the fired product as we shall see.
Flint pebbles either from the sea-shore or found in chalk
deposits are calcined to make them easier to grind. Calcination is
carried out at about 900°C and during this process the pebbles
disintegrate into small pieces and the colour is changed from black
to white. The calcined flint is then ground in the presence of water
to about 55% less than 10 micrometre diameter (as measured
by the hydrometer method of grain size determination), and used
73
PROPERTIES OF CERAMIC
RAW
MATERIALS
in the slop form in compounding the body. Grinding to the
correct grain size is important, since this also influences the
conversion of quartz to cristobalite during firing.
INVERSIONS A N D CONVERSIONS OF SILICA
There are three main crystalline forms of silica, quartz, tridymite
and cristobalite. These three forms all have the same chemical
formula SiO«, but differ in the ways in which the silicon and
oxygen atoms are arranged in the structure. In cristobalite and
tridymite the atoms are less closely packed than in quartz, and
hence they show lower specific gravities:
Specific
gravity
Quartz
2-65
Cristobalite 2-32
Tridymite
2-28
Tridymite and cristobalite are the high temperature forms of
silica, whilst quartz is the stable form u p to 870°C. The temperature stability range of tridymite is between 870°C and 1470°C, and
that of cristobalite between 1470°C and the melting point at
1710°C, above which temperature silica glass or fused quartz, a
non-crystalline form of silica, is formed.
The changes from one crystalline form to another are very
sluggish, and the reverse changes on cooling, i.e. from cristobalite
and tridymite back to quartz, are so slow as to be inappreciable.
The change from quartz to tridymite is also extremely slow, and
may not take place at all without the presence of some impurity.
In practice, we must first form cristobalite by heating quartz to
1470°C or more, and then cool down to between 870°C and
1470°C and maintain the temperature until tridymite is formed.
It is possible to speed up the formation of cristobalite and tridymite by the addition of small amounts of impurity materials,
known as mineralisers. Thus the presence of lime can catalyse the
conversion of quartz to cristobalite, whilst iron compounds
favour the formation of tridymite. The rate of conversion of one
74
CERAMIC RAW MATERIALS
form to another is also increased by increasing the fineness of the
material. These changes involving quartz, tridymite and cristobalite are major changes in atomic structure, involving breaking
of valency bonds and considerable amounts of energy. These
changes are called conversions.
In addition to conversions from one major crystalline form to
another, each of the three major forms can undergo minor
structural changes known as inversions. The inversions involve
only a rotation of valency bonds between the silicon and oxygen
atoms, only small energy changes are involved, and the essential
structures are unaltered. In each case, the lower temperature form
is known as the alpha form, and the higher temperature form as
the beta form. The main inversions which occur are as follows:
573°C
^ ß-quartz
117°C
α-tridymite ^ ßi-tridymite
163°C
ßi-tridymite ^ ß a-tridymite
220-280°C
a-cristobalite ^ ß-cristobalite
α-quartz
Although the changes in structure involved in inversions are
slight, the different forms show different physical properties, the
most important of these in ceramics being the difference in thermal
expansion. When α-quartz changes to ß-quartz there is a linear
expansion of 0-45 %. The cristobalite change produces an expansion of about 1% and the α-βχ tridymite inversion involves a
0 1 % linear expansion. Unlike conversions, inversions occur
almost instantaneously, so at the inversion temperatures size
changes occur very quickly. These rapid changes in size can lead
to cracking during firing if the temperature is taken up or dropped
too quickly through the inversion temperatures during firing.
The α-β cristobalite inversion can be used to advantage to
prevent crazing (i.e. the cracking of glaze due to failure in tension).
During the biscuit fire, ß-quartz is partially converted to ß-cristobalite. On cooling the β form will invert to α-cristobalite at 220°C,
75
PROPERTIES OF CERAMIC RAW
MATERIALS
accompanied by a contraction. On cooling down from the glost
fire, the inversion and contraction will again occur. At the temperature of the inversion the glaze will have solidified, and the
contraction of the body on cooling will therefore put the glaze
into compression (see Fig. 25).
Unfired glaze
Heat
Biscuit
'V/////////////Ä
e
Body expands at 220 C \ Λ
due to α-|3 Cristobalite
inversion
vHeat
Glaze in compression
"*?
\
Body contracts due
to β - α Cristobalite
inversion. Solid glaze
is left in compression
Cool
Cool
Glaze solidifies on cooling
Glaze melts and
flows to cover body
Fio. 25. Glaze put into compression by "cristobalite squeeze".
This process of putting the glaze into compression is often
termed the "cristobalite squeeze". The glaze is capable of withstanding compressive forces very much greater than those required to crack it in tension, thus the glaze is less likely to fail if it
is left in compression. Tensile forces on the glaze can result in
practice when the ware becomes hot, or through adsorption of
moisture into the biscuit (if porous) through unglazed parts or
through micro glaze imperfections. This adsorption of water
results in expansion of the body (known as moisture expansion)
and the glaze layer is put into tension when it is likely to fail and
produce crazing. The effectiveness of the "cristobalite squeeze"
depends on production of cristobalite in the fire, and this is
favoured by adequate firing of the biscuit and the use of finely
ground quartz in the body.
An important non-crystalline form of silica is fused silica,
formed by heating any form to above the melting point and then
76
CERAMIC RAW MATERIALS
cooling. Fused silica has a very low and almost linear thermal
expansion, which makes it particularly useful where resistance to
rapid changes in temperatures is required (i.e. it has good thermal
shock resistance). Due to the presence of fluxes, silica present in
glazes melts at a much lower temperature than its normal melting
point, and forms a glass with the other constituent materials of
the glaze. The higher the silica content of the glaze, the more the
matured glaze resembles fused silica, and the lower its thermal
expansion. As the silica content of the glaze is increased, the
refractoriness also increases, so that for a glaze to "fit" a low
expansion (thermal shock resisting) body like porcelain, the silica
content and the firing temperature of the glaze must be high.
Silica in the body composition increases the thermal expansion
of the body, since it does not all enter into the glassy phase on
firing. In vitreous bodies a high proportion of glass is formed, and
these bodies show relatively low thermal expansion, particularly
if the flux content is low and they are fired at a high temperature
(the body composition then becomes similar to that of the glaze).
Vitreous bodies with high flux content, fired at lower temperatures, or porous bodies where the proportion of glass formed in
the biscuit is small, show higher expansions. In the latter case
much of the silica remains in the crystalline form and in this state
has a high expansion.
C R A Z I N G A N D PEELING
Crazing results from tensile forces set up in the glaze. These
may be caused by differences in the thermal contraction of the
body and glaze (i.e. a poor body/glaze "fit") or to moisture
expansion of a porous body. Other factors which affect craze
resistance are the elasticity and mechanical strength of the glaze
and body, and the formation of a "buffer layer" between the
glaze and body. When the glaze melts during firing, some biscuit
is dissolved in the glaze with the result that an intermediate zone
is formed which has neither the composition of the body or the
glaze, but is somewhere between the two. The properties of this
inter-layer are also intermediate between those of the body and
77
PROPERTIES OF CERAMIC RAW
MATERIALS
the glaze, and it thus tends to "buffer" any effects due to differences in body and glaze properties.
Crazing due to differences in thermal expansion between body
and glaze can be cured by increasing thermal expansion and
contraction of the body and decreasing that of the glaze, thus
ensuring that the glaze is in compression. This can be done by
ensuring that the body has a sufficiently high silica content, and
that quartz is converted as far as possible to cristobalite during
the biscuit fire. The silica content of the body may be increased by
reducing the clay content or adding more flint or quartz, and the
cristobalite conversion assisted by grinding the flint more finely or
firing at a slightly higher temperature. Decrease in the thermal
expansion of the glaze may be achieved by increasing the silica
content of the glaze, or reducing the flux content, either will
result in a "harder" glaze, i.e. one which requires a higher maturing
temperature.
Peeling is a fault associated with too high a compression in the
glaze. Since the glaze is much stronger in compression than in
tension, the compression must be severe for the fault to occur,
and it is therefore less common than crazing. The fault involves
the cracking and peeling away of the glaze from the biscuit, and
often occurs at particular places on an article, such as at rounded
corners. It is cured either by re-design of the shape, or by remedies
which are the exact opposite of those for crazing, i.e. lowering the
body contraction by using coarser silica or reducing the silica
content of the body, or increasing glaze contraction by reducing
the silica content or increasing in flux content of the glaze.
5.3. Fluxes
A flux is a material which lowers the fusion temperature of the
material or mixture to which it is added. It is not strictly possible
to divide materials into fluxes and refractory materials, since
whether or not a material acts as a flux depends not only on the
material, but also on the material to which it is added. Nevertheless, there are certain materials which are generally regarded
as fluxes, and these are high in alkali or alkaline earth content.
78
CERAMIC RAW
MATERIALS
Pure kaolinite A l 2 0 8 - 2 S i 0 2 - 2 H 2 0 is a refractory material. On
heating, water is lost at about 450 to 500°C, giving metakaolin as
the dehydration product.
A l 2 0 8 - 2 S i 0 2 2 H 2 0 -* A l 2 0 8 2SiO. + 2 H 2 0 t
kaolinite
metakaolin
steam
Liquid is first formed at 1545°C and the whole does not become
molten until 1785°C is reached. Clays are not pure kaolinite, and
invariably contain impurities some of which act as fluxes and
lower the vitrification temperature. For refractory clay products,
clays must be chosen which are low in natural fluxing impurity.
Fireclays, for example, contain essentially clay mineral, quartz and
hydrous mica (section 5.1.7), plus minor impurities such as
organic material, oxides of iron and titanium, carbonates and
sulphides. The fireclays found in the Scottish Lowlands contain
about 8 5 % clay mineral, 10% hydrous mica and 5 % quartz,
whereas the fireclays found in the English Midlands contain about
4 5 % clay mineral, 2 5 % hydrous mica, and 3 0 % quartz. Clearly
the Scottish fireclay containing less of the natural fluxing hydrous
mica is a more valuable refractory clay than the English fireclay.
For refractory products the raw materials are selected to be low
in fluxing impurities. For non-refractory products used at room
temperature or slightly above, fluxes must be added to the batch
composition to reduce the firing temperature required. If fluxes
were not added, and the body was fired at its normal temperature,
little or no glass would be formed, and the resulting article would
be weak. Hard paste porcelain used in the production of laboratory
crucibles, basins, etc., may be required to withstand temperatures
of 1100-1200°C, so a relatively small amount of flux is added, and
the body is fired to a high temperature (about 1400°C). On the
other hand, vitreous earthenware used for production of hotel
tableware and sanitary ware is not required to withstand high
temperatures, so more flux can be added, enabling glass to be
formed in the body and provide the necessary strength at a lower
firing temperature (about 1150°C).
Some clays contain enough natural flux to allow them to be
used for their purpose without addition of extra fluxes, e.g.
79
PROPERTIES OF CERAMIC RAW
MATERIALS
stoneware clays contain natural fluxes in mica, felspar, lime,
magnesia and iron oxides, and can be fired at 1200-1300°C to give
a vitreous body without addition of further flux. Similarly building
bricks are made from clay containing enough natural fluxes to
give strength to the bricks when fired at about 1100°C.
As we have said, the materials normally regarded as fluxes are
rich in alkali or alkaline earth elements. They may be present as
impurity in the raw material or more frequently may be deliberately added to the body. Of the fluxes added deliberately, the
most important are the felspars, Cornish stone, nepheline syenite,
and bone ash (used in bone china bodies).
5.3.1. Felspars
These are of essentially the same structure as silica, but some
silicon is replaced by aluminium and the resultant negative charge
is satisfied by potassium, sodium, calcium or barium. Thus potash
felspar or orthoclase is KAlSi 8 O e or K 8 O A l 8 O e - 6 S i O t soda
felspar or albite has the similar formula N a A l S i 8 0 8 . If half the
silicon in silica is replaced by aluminium, and the negative charge
is satisfied by calcium we get lime felspar or anorthite C a A l 8 S i 8 0 8 ,
and similarly the barium felspar celsian B a A l 8 S i 8 0 8 .
None of these are found pure, invariably potash felspar will
contain some soda felspar, and iron oxide and quartz are also
found in commercial felspars. For use in whiteware bodies the
iron content must be low, or colour will be imparted to the fired
body.
Generally, high soda felspars make for lower vitrification
temperatures in a body than high potash felspars, and are more
prone to produce warpage during firing, since the liquid formed is
of lower viscosity than that formed when potash felspar is used.
The flux should be evenly distributed throughout the body, and
so must be finely ground before mixing. Felspars are used as
fluxes not only in ceramic body compositions, but also in glazes,
glasses and porcelain enamels. The chief sources of felspars are
Norway, Sweden, Russia, U.S.A. and Canada.
80
CERAMIC RAW
MATERIALS
5.3.2. Cornish Stone
This represents an intermediate stage in the breakdown of felspar
into clay mineral. It consists of felspar, quartz, clay mineral, mica,
fluorspar and other minor impurities. Cornish stone is graded on
a colour basis, the varieties being known as hard purple, midpurple and white. The purple varieties are richest in felspar and
the white variety poorest, hence the hard purple is the strongest
flux. The colour is due to fluorspar or calcium fluoride (CaF,)
which contains colouring impurity. The use of Cornish stone can
involve the emission of fluorine compounds during firing, these
are injurious to health, and so the stone used to be treated to
remove the fluorspar, the product being known as defluorinated
stone. This process unfortunately proved uneconomic and was
discontinued. Since no workable deposits of felspar are found in
Britain, Cornish stone was used extensively in whiteware bodies in
this country, the stone replacing the felspar and some of the clay
used in similar bodies in other countries. In recent years, the use
of Cornish stone has declined, and more fluxing materials are now
imported into this country.
5.3.3. Nepheline
Syenite
Is a mineral containing nepheline { 3 ( ^ 2 0 · Κ 2 0 ) · 4 Α 1 2 θ 3 · 9 8 Ί Θ 2 }
felspar, mica, and other minor constituents including
magnetite F e 8 0 4 . It has a higher alkali content than felspar and is
thus a more vigorous flux. It has been used in place of felspar in
body compositions, allowing lower firing temperatures and greater
firing ranges than obtainable with felspar, resulting in less warpage
of the ware during firing. It has also been used as a replacement
for felspar in glass and porcelain enamel compositions. Nepheline
syenite is found in Canada, U.S.A., Norway, India and Russia.
5.3.4. Bone Ash
Calcined bone is essentially tricalcium phosphate Cat(P0 4 )i,
but also contains some residual organic matter. It is used as a
flux in bone china bodies in conjunction with felspar or Cornish
stone, and enhances the translucency of the fired body. As well as
81
PROPERTIES OF CERAMIC RAW
MATERIALS
acting as a flux, the small amount of organic material present
increases the rather poor plasticity of the body.
Originally only bones of oxen were used, but today the bones of
many other animals are calcined for this purpose. The temperature
of calcination of the bone is important, since it very much affects
the behaviour of the bone; in particular it determines how much
organic material is left in the bone, and therefore the amount of
plasticity the bone will contribute to the body. Over-calcined bone
will have little or no organic material remaining, and will contribute
little to the plasticity of the body. On the other hand, bone which
is under-calcined may contain so much organic material that
frothing may result in the body slip, leading to faults in
the product.
5.4. Refractory Materials
A refractory material is one which has the ability to withstand
high temperature without breaking or deforming. Refractory
products are used wherever high temperatures are encountered,
and include refractory bricks for furnace linings, tubes for electric
furnaces, crucibles, thermocouple sheaths, refractory cements, etc.
The more important characteristics which are required of a
refractory are:
(a) High melting point.
(b) Mechanical strength at high temperature.
(c) Resistance to chemical attack in the particular situation in
which it is used.
Of the materials with high melting points, metals are usually
expensive and often oxidise at high temperatures. The problem
of oxidation can be overcome by using oxides, and many materials
used as refractories are oxides, either pure or in combination with
other oxides. Refractory materials may be classified according to
their chemical nature into:
(a) Basic refractories.
(b) Neutral refractories.
(c) Acid refractories.
82
CERAMIC RAW
MATERIALS
A basic refractory is one which is stable to alkaline materials,
but reacts with, and is therefore attacked by, acids; an acid
refractory is stable to acids but is attacked by alkalis, and a
neutral refractory is chemically stable to both acids and bases.
Table 5 shows the main materials used, together with their
approximate melting points.
TABLE 5. REFRACTORY MATERIALS—TYPES AND APPROXIMATE MELTING
POINTS
Material
Type
Silica SiO a
Clay Al 2 0 3 2Si0 2 2H a O
\
I
Alumina A1 2 0 3
Mullite 3Al 2 0 3 -2Si0 2
Graphite
Chromium oxide C r 2 0 3
\
|
/
Zirconium oxide ZrOa
Magnesium oxide MgO
Calcium oxide CaO
Barium oxide BaO
\
1
|
/
5.4.1. Aluminosilicate
Refractories
Approximate melting
point (°C)
Acid
1710
1770 (pure kaolinite)
Neutral
2050
1810
3700
2430
Basic
2720
2800
2570
1920
Clays are one of the oldest refractories known, and are still
much used. Because they become plastic when mixed with water,
shaping is much easier than with other refractory materials, and
this property allied to their cheapness makes them a popular
general purpose refractory material. The refractoriness of an
alumino-silicate depends on (a) the ratio of silica to alumina, and
(b) the nature and amount of fluxing material present as impurity.
Figure 26 shows the phase diagram for mixtures of silica and
alumina. Note that small additions of silica to alumina or of
alumina to silica result in reduction of the melting point. Addition
83
PROPERTIES OF CERAMIC RAW
MATERIALS
of 5 % alumina to silica reduces this temperature from 1710°C, the
melting point of pure silica, to 1595°C; further additions of
alumina then cause an increase in the melting point. The composition 9 5 % S i 0 2 : 5 % A 1 2 0 3 is the composition of the eutectic,
i.e. the composition with a minimum melting point. At the
composition 7 2 % A l 2 O a : 2 8 % S i 0 2 we have the composition of
mullite 3Al,Oa-2Si0 2 , which has a melting point of 1850°C. All
mixtures containing less than 7 2 % A 1 2 0 , will form liquid above
1595°C, compositions containing more than 7 2 % A l 2 O e first form
liquid at 1850°C or higher temperature. As the A 1 2 0 , content is
increased from 7 2 % the temperature at which liquid first forms
increases until the melting point of A l 2 O a is reached at a composition of 100% A 1 2 0 8 .
2100 ρ
-i
2000
2100
2000
Liquid
/Corundum
^
(J
1900
/
1800 „Cristobalite
+
liquid
2. 1700
Ε
liquid
1800
Mullite
S
+
liquid
1700
Corundum
+
mullite
1600
1600
Cristobalite + mullite
Si02
AUOo
100
0
90
10
I ,
80
20-
I
70
30
I
I
I
I
60
40
50
50
40
60
30
70
I
I
20
80
10
90
0
100
% composition
FIG. 26. Phase diagram for the silica-alumina system.
The silica : alumina ratio of an alumino-silicate is then a good
guide to the likely refractoriness of the material, though the
melting point indicated by the phase diagram will not be exact,
since the alumino-silicates are never pure, and the presence of
84
CERAMIC RAW
MATERIALS
small amounts of impurity, particularly fluxes, will reduce
refractoriness.
The true refractoriness of an alumino-silicate can be found
by the Seger Cone Test, in which the material to be tested is made
TABLE 6.
SQUATTING TEMPERATURES AND COMPOSITIONS OF SOME
SEGER CONES
Seger Approximate
cone squatting temp.
No.
(°C)
C omposition (faiolecular parts)
AI2O3
SiO* CaO
F e 2 0 3 Na a O PbO B,O f
42
2000
1
40
1920
1
0-66
t35
1770
1
2
30
1670
1
6
20
1530
3-9
39
0-7
0-3
—
—-
—
_
15
1435
21
21
0-7
0-3
—
—
—
—
10
1300
10
10
0-7
0-3
—
—
—
—
1180
0-5
5
0-7
0-3
—
—
—
—
01
1080
0-3
3-95
0-7
0-3
0-2
—
—
—
05
1000
0-3
3-75
0-7
0-3
0-2
—
—
—
010
900
0-3
3-50
0-7
0-3
0-2
—
—
—
015
790
0-6
3-2
—
—
—
0-5
0-5
1
020
670
0-2
2-4
—
—
—
0-5
0-5
1
022
600
—
2
—
—
—
0-5
0-5
1
5a
—
t Pure kaolinite composition.
85
PROPERTIES OF CERAMIC RAW
MATERIALS
into a small cone of standard dimensions, and mounted on a
refractory base along with several Seger cones of the same dimensions and standard compositions. The cones are heated until the
test cone "squats" or bends under its own weight. After cooling
the test cone is compared with the standard cones, some of which
being less refractory will have squatted at a lower temperature
than the test cone, and some more refractory cones will not have
squatted. The test material is said to have the pyrometric cone
equivalent of the standard cone whose behaviour most resembles
the test cone.
The numbers, compositions, and squatting temperatures of
some standard Seger cones are given in Table 6.
There is a whole range of alumino-silicate refractories, varying
in composition from pure silica on one hand to pure alumina on
the other. The refractoriness decreases as AhO* is increased from
0 to 5 % , then increases with increasing A h O , content. Silica is an
acidic oxide, i.e. it is little attacked by acids (except hydrofluoric
acid), but is readily attacked by alkalies to form silicates. Hence,
as the silica content of an alumino-silicate refractory increases,
resistance to alkalies decreases. Although pure silica and alumina
refractories are strictly pure oxide refractories, they form the
two end-members of the alumino-silicate refractories series, and
are so dealt with under this heading.
SILICA BRICKS
These are usually manufactured from quartzite rock, although
ganister is sometimes used. The raw material is crushed and
ground, then graded into coarse, medium and fine fractions by
sieving. The production mix is made by proportioning these
fractions to give an optimum packing density. Water is added to
give a "stiff m u d " consistency and about 1-5% of slaked lime and
a small amount of sulphite lye is added. The lime produces some
glass on firing which acts as a bond, and also aids the conversion
of quartz to cristobalite during firing. The purpose of the sulphite
lye is to give the bricks some dry-strength before firing.
The body has very low plasticity, low dry-strength and low
86
CERAMIC
RAW
MATERIALS
drying shrinkage. The bricks are moulded and dried (usually in a
tunnel dryer) at which stage they are fragile and require careful
handling. Firing is a long process due to the danger of damage as
the α-β quartz inversion temperature is passed, and as the α-β
cristobalite inversion temperature is passed in cooling. The bricks
are "soaked" or held at the top temperature for some time to
ensure maximum conversion to cristobalite. The fired bricks are
mechanically strong, and retain their strength at temperatures
almost up to the melting point. This is because strength is derived
not from a glassy bond, but from interlocking of crystals. Silica
bricks are used mainly as a steel plant refractory where they form
the roofs of open-hearth furnaces. They are also used in coke
ovens and in the roofs of glass furnaces. Their outstanding
properties are the ability to withstand loads at high temperatures
and their resistance to attack by iron oxide. Failure is usually
due to their poor thermal shock resistance.
" S U P E R D U T Y " SILICA BRICKS
Normal silica bricks contain about 95 or 9 6 % SiO,. The
presence of other materials, e.g. small amounts of alumina,
reduces refractoriness. By removal of impurities the refractoriness
of the material can be increased, and this is done in the production
of super duty silica bricks, by washing the crushed rock to remove
clay. The main difference between normal and super duty silica
bricks is, however, not in their refractoriness, but in their load
bearing ability at high temperatures.
SEMI-SILICA REFRACTORIES
These contain less silica and more alumina than silica bricks,
and can be made either from natural mixtures of clay and sand, or
by deliberate mixing. They contain about 10-12% A 1 2 0 , and are
less refractory than silica bricks, having a softening point of about
1600°C. Their load bearing and abrasion resistance, although
good, is inferior to silica brick, but their thermal shock resistance
is better and they are cheaper.
87
PROPERTIES OF CERAMIC RAW
MATERIALS
FIRECLAY REFRACTORIES
The fireclay refractories are the most common refractory in
general use, because of their cheapness. They cover a range of
alumina content of between about 30 to 45 %, the remainder being
essentially silica, with small amounts of iron oxide, lime, magnesia
and alkalies. Their refractoriness increases as the alumina content
increases, but is generally within the range 1600-1750°C. Since
fired strength in fireclay refractories is due to a glassy bond, they
do not bear loads well at high temperatures, and their maximum
working temperature is considerably less than their refractoriness.
Resistance to slag attack is reasonably good and thermal shock
resistance is better than silica brick, hence they find general use at
moderate temperatures and where they are not required to carry
a large load.
Fireclay goods may be made by semi-dry pressing, plastic
extrusion followed by pressing, or by slip casting. Whatever the
method of shaping, "grog" is usually added to the mix as ground,
pre-fired fireclay (often from faulty fired ware). If the refractoriness
is to be improved, high alumina material like bauxite, sillimanite,
etc., may also be added to increase the alumina content of the
body. The purpose of the "grog" is to open up the plastic mass of
clay, making drying easier and reducing drying shrinkage. The
grog is usually size graded, and the appropriate amounts of each
grade is added. After making and drying, the product is fired to a
temperature dependent on the alumina content of the body, about
1200°C for siliceous fireclay bodies up to about 1400°C for those
high in alumina.
SILLIMANITE REFRACTORIES
These are manufactured from sillimanite, kayanite and andalusite, all of formula A l t O , S i O i . The pure material has an
alumina content of 6 2 % and a melting point of 1850°C; it can be
used as a refractory up to about 1700°C, i.e. its working range is
similar to that of silica brick. Refractoriness under load, though
good, is not as good as silica brick, but again thermal shock
resistance is better.
88
CERAMIC
RAW
MATERIALS
The raw materials are non-plastic, so after crushing, grading
and mixing a binder must be added, which may be sulphite lye or
clay. Any clay additions must be kept to a minimum, for high
refractory purposes, since they increase the silica content and
hence reduce the refractoriness of the body. Firing must be
carried out up to about 1500°C, and this together with the cost of
the raw material makes sillimanite ware more expensive than
fireclay.
Sillimanite is used where temperature is in excess of that which
firebrick will stand and where temperature fluctuations rule out
the use of silica refractories, or where its slag resistant properties
can be made use of, e.g. in glass melting tanks.
M U L L I T E REFRACTORIES
Mullite has the formula 3Al,0,-2SiO„ i.e. it contains 7 2 %
AliO,, and its refractoriness is 181O-1850°C. It occurs rarely in
nature, but is found in many fired ceramic bodies. It forms long,
needle-like crystals interlocking of which gives good mechanical
strength at high temperatures. Mullite also shows a uniform
thermal expansion, and its formation in a body makes for good
thermal shock resistance.
Mullite bricks are manufactured by fusing high alumina
materials like bauxite or diaspore with clay or silica sand in
proportions to give the mullite composition. Because of their high
refractoriness, load-bearing capacity and slag resistance, mullite
refractories are much used as refractories in glass-making plants.
A L U M I N O U S REFRACTORIES
These are refractories of the fireclay type, but with addition of
extra alumina in the form of bauxite, diaspore, e t c , to increase
refractoriness. With increasing alumina content the body becomes
more refractory, but cost also increases because of the need for
higher firing temperatures and cost of the high alumina material.
89
PROPERTIES OF CERAMIC
RAW
MATERIALS
A L U M I N A REFRACTORIES
These contain 90 to 100% A1»0 8, and have melting points up
to 2050°C, i.e. that of pure alumina. The maximum working
temperature lies within the range 1700°C-1900°C depending on
the alumina content. Alumina contents in this range can be
obtained by adding alumina to materials already high in alumina
like kyanite. Small additions of plastic clays like bentonites are
sometimes used, allowing making by extrusion or pressing.
The pure oxide is obtained by purification and heating of the
naturally occurring hydrates, the source material being bauxite.
In addition, fired bauxite of lower purity is used in the manufacture of bauxite refractories, in mixture with silica sand in the
production of fused mullite, in the preparation of refractory
calcium aluminate cements by fusing with lime, and in the
preparation of abrasives.
Although expensive compared with alumino-silicate refractories, pure alumina is the most used pure oxide refractory
because of its high refractoriness, hardness, mechanical strength,
thermal shock resistance, resistance to chemical attack and its
electrical properties.
I N S U L A T I N G REFRACTORIES
T o prevent damage to refractories from liquid slag or gas
attack or from erosion, and to give them strength, refractories
are made dense, i.e. of low porosity. In order to prevent heat loss
through refractories by conduction and radiation it is desirable
that the material should be of high porosity. High porosity,
however, lowers resistance to attack, since slag or gas penetrate
the pores; it also reduces resistance to erosion and load bearing
capacity.
T o overcome these conflicting requirements it is common
practice to have a dense refractory at the hot surface to carry load
and resist erosion and chemical attack, and to back this with an
insulating refractory of high porosity which provides the necessary
thermal insulation. Where no attack is likely, hot face insulating
90
CERAMIC RAW
MATERIALS
refractories can be used at the working face. Porosity can be
achieved by:
(a) Changing the ratio of coarse : medium : fine in the body.
Where low porosity is required the ratio is chosen so that
voids between large particles can be filled with smaller
particles, i.e. a good packing density is obtained. By
controlling the proportions of these fractions some variation in porosity can be obtained.
(b) Adding organic material such as sawdust to the mix. This
burns out on firing leaving a porous texture.
(c) Addition of a foaming agent.
Insulating bricks can be manufactured from the refractory
materials already discussed, and in addition diatomite insulating
bricks are made from the naturally occurring diatomaceous earth
or kieselguhr. This is a highly siliceous material derived from the
skeletons of microscopic organisms called diatoms. The material
is particularly suitable for insulation purposes, because the
structure is highly porous and consists of many small, closed
pores.
5.4.2. Oxide
Refractories
Most of these are basic refractories which are used where the
presence of alkaline conditions inhibits the use of silica or other
acid refractories. Such conditions are met in the linings of steel
plant furnaces. These are in contact with basic slags formed by
the addition of lime for the purpose of removing phosphorus and
sulphur from the iron.
MAGNESITE
Magnesite is the common name for magnesium carbonate
which occurs naturally. In this country it occurs as the mixed
carbonate dolomite MgCOa-CaCO,. On heating at above 800°C
the carbonate breaks down to the oxide with evolution of carbon
dioxide.
MgCOs -> MgO + CO, t
91
PROPERTIES OF CERAMIC RAW
MATERIALS
It is the oxide which is the major component of magnesite
refractories, and this may be derived from sources other than the
carbonate, e.g. from the mineral brucite Mg(OH)« or from magnesium salts (chloride and sulphate) obtained from sea water.
In the extraction from sea water, dolomite is first calcined, then
slaked with water to give calcium and magnesium hydroxides.
calcine
CaCO.MgCO,
—*
slake
CaO + MgO — > C a ( O H ) , + M g ( O H ) ,
dolomite
with
water
The slaked slurry is then mixed with sea water when soluble
magnesium salts are precipitated as the hydroxide by reaction
with calcium hydroxide
Ca(OH), + MgCl, -+ Mg(OH), |
in slaked
slurry
in sea
water
+
Cad,
in solution
The calcium salts produced are soluble, whilst the magnesium
hydroxide is only sparingly soluble. The magnesium hydroxide is
separated by settling followed by filtration of the slurry. The net
result of the process is the conversion of dolomite to magnesium
hydroxide, calcium being replaced by magnesium from the sea
water. Although magnesium oxide is formed at relatively low
temperatures from both the carbonate and the hydroxide, it is
necessary to fire to at least 1500°C to form "dead burned" magnesite. If lower temperatures are used the oxide tends to réhydrate
to the hydroxide, and this rehydration is accompanied by an
expansion which can lead to cracking of the formed bricks. Bricks
are manufactured in the usual way for non-plastic materials, i.e.
the calcined oxide is ground and graded, and the appropriate
amounts of each grade are mixed with water and sulphite lye to
act as a binder. Bricks are hydraulically pressed, dried and fired
to about 1600°C. The product is highly resistant to attack by
basic slags, but fails by shear under load and hence cannot be
used as a load bearing refractory. Magnesite bricks and cements
92
CERAMIC
RAW
MATERIALS
are used for high temperature furnace linings and in the hearths
of steelmaking furnaces.
High purity magnesium oxide (periclase) refractories are also
manufactured for special purposes, e.g. crucibles for metal
purification processes and thermocouple insulation. Shapes can
be fabricated from pure fused magnesia by pressing or slip casting
methods.
DOLOMITE
Dolomite refractories are manufactured from the calcined
material, i.e. they contain effectively calcium and magnesium
oxides. Like magnesite this is a basic refractory, and its uses are
similar, i.e. in open hearth and oxygen steelmaking furnaces,
electric furnaces, glass tank regenerators, etc. Dolomite refractories have a greater tendency to rehydration than magnesite,
even after calcination, and this can lead to disintegration of the
fired refractory. T o prevent rehydration before the refractory is
put into service, dolomite refractories are often covered with tar.
Stabilised dolomite refractories less prone to rehydration are
made from dolomite and serpentine.
CHROMITE
These are neutral refractories and can be used as a "buffer"
between acid and basic refractories to prevent mutual attack
between them. Chromite refractories are made from naturally
occurring ferrous chromite F e O C r a 0 8 . Chromite is a member of
II
m
the spinel group of minerals of general formula M O v M , O , ,
11
m
where M is a divalent and M a trivalent metal. Chromite
refractories consist essentially of the spinel, with alumina, silica
and other minor impurities. Manufacture is similar to that of
magnesite refractories, except that the initial calcination of the
raw material is not necessary. Chromite refractories are chemically
inert and therefore resistant to attack, but their thermal shock
resistance is poor.
93
PROPERTIES
OF CERAMIC
RAW
MATERIALS
CHROME-MAGNESITE
Addition of magnesite to chrome ore produces a refractory
which has better thermal shock resistance than chromite and
better load-bearing capacity than magnesite. Manufacture is again
similar to that of magnesite refractories. Chrome-magnesite
refractories can replace silica brick in the roofs of steel furnaces,
where their load bearing qualities are utilised. Failure of chromemagnesite refractories is commonly due to "iron oxide bursting"
where the refractory expands and finally bursts. This is probably
due to replacement of chromium by ferric iron in the spinel
structure.
ZIRCONIA,
ZrO,
Zirconia occurs to a limited extent in nature, but is usually
obtained from the silicate zircon Z r S i 0 4 , which is found in silica
sands. The oxide has a melting point of 2700°C, a low thermal
conductivity, and is used as a high-temperature refractory. Since
it is not wetted by many molten metals it is used to manufacture
refractory crucibles. A thin layer of the oxide is often applied to
kiln furniture by painting with a zirconia slip. Pure zirconia
refractories cannot be made, because of a phase change occurring
at about 1000°C. Zirconia is therefore stabilised by the addition
of lime which produces a crystal form which does not undergo
the inversion.
BERYLLIUM OXIDE,
BeO
This is obtained from the mineral beryl 3BeOAltO»-6SiOi and
because of its refractoriness, resistance to chemical attack and
good thermal shock resistance, it is used in super refractory
applications where its cost is justified. These include rocket and
missile components and crucibles for melting refractory metals.
It can be formed by hot pressing, dry pressing, extrusion or slip
casting, but care is needed in its handling because the material
is toxic.
94
CERAMIC
5.4.3. Other Refractory
SILICON CARBIDE,
RAW
MATERIALS
Materials
SiC
Silicon carbide or carborundum is made by heating silica sand
and coke. It is a very hard, refractory material which has good
load-bearing capacity at high temperatures and is chemically
stable, although it oxidises slowly in air at high temperatures.
Because of its great hardness, it is much used as an abrasive. Its
high thermal conductivity together with its load-bearing capacity
make it suitable for use in kiln furniture and refractory bats, and
because it is so hard it can also be used where resistance to
erosion is important. A further use is as a heating element material
in electric furnaces.
BORON CARBIDE,
B 4C
This has a melting point of 2450°C and is even harder than silicon
carbide. It is used as an abrasive and in special applications where
great erosion resistance combined with refractoriness is required,
e.g. in nozzles and bearing liners. It is used also in nuclear reactors
in control elements and radiation shields, because of its neutron
absorption capacity.
GRAPHITE
This is a naturally occurring form of carbon which is soft, but
very refractory. It is very resistant to chemical attack, but tends to
oxidise at high temperatures to C 0 2 and must therefore be protected from oxidising atmospheres at high temperatures. Unlike
most ceramic materials it is a good conductor of both heat and
electricity. Thermal expansion is low, and thermal shock resistance
good. Strength is high, and increases with increasing temperature.
This unusual combination of properties accounts for the wide
variety of uses to which graphite is put. Because of its refractoriness, low chemical reactivity and strength, it is used in the
manufacture of crucibles, moulds for hot pressing, thermocouple
sheaths and other refractory applications, whilst its electrical
95
PROPERTIES OF CERAMIC
RAW
MATERIALS
properties make it suitable for electrodes, brushes for electric
motors, crucibles for induction heating and many other applications. In addition, it is used as a moderator in nuclear reactors
and as a lubricant.
Z I R C O N I U M SILICATE, ZIRCON,
ZrSiO*
Zircon is found in some silica sands, from which it is extracted.
It is refractory and has alow and almost linear thermal expansion,
hence it shows good thermal shock resistance and is used as a
high-temperature kiln refractory, and is also a constituent of
chemical and electrical porcelains. It is resistant to attack by
molten glasses and glazes and is used in furnace linings where
these are melted. Because of zircon's low solubility in molten
glasses and glazes, it is used as an opacifier. It is also used as a
host lattice in making some colours used in decoration.
B O R O N NITRIDE,
BN
This is prepared by heating elementary boron in an atmosphere
of nitrogen or ammonia gas. It is similar to carbon in structure,
and gives two forms. One of these resembles graphite, being highly
refractory but soft, with a low coefficient of friction ; the other is like
diamond, very hard and brittle. Its properties are made use of in
the production of crucibles and seals and gaskets for high temperature use. It is a good neutron absorber and has been used as
a control rod material for nuclear reactors. Because it is not wetted
by molten glass it has been used as a mould lubricant.
SILICON NITRIDE,
S i 8N 4
This is prepared by heating silicon powder in nitrogen or
ammonia atmosphere under pressure. It is hard like silicon carbide,
but is more oxidation-resistant. It has excellent thermal shock
resistance, high strength, corrosion and abrasion resistance. It is
used for wear resistant parts, and is a possible material for use in
gas turbine blades.
96
CERAMIC RAW
MATERIALS
CERMETS
If the properties of ceramic materials are compared generally
with those of metals, it is found that ceramics have greater hardness
and corrosion resistance and can withstand higher temperatures.
On the other hand, ceramics lack the ductility and impact resistance of metals and have lower mechanical strength and thermal
conductivity. Due to their superiority in the last two properties,
metals have much better thermal shock resistance than ceramics,
i.e. they do not crack or shatter when the temperature is suddenly
changed.
If a material could be produced which showed the hardness,
high melting point and corrosion resistance of ceramic materials,
whilst also possessing the high impact resistance, strength and
conductivity of metals, it would clearly be a most useful material.
In particular, gas turbine blades and rocket nozzles could be
constructed of such material, enabling higher working temperatures to be used than are possible at present.
In attempts to obtain these desirable properties, the so-called
cermets have been investigated. These are mixtures of metal and
ceramic powders which are pressed and sintered in vacuum or
inert gas atmosphere to prevent oxidation. Some advance has
been made in obtaining these properties with cermets using such
systems as metal-metal carbide, chromium-alumina, and cermets
based on borides, nitrides and silicides.
5.5. Materials Used in Low Expansion Bodies, Glasses and
Glazes
Although other properties like strength and elasticity have
some effect, the main physical property effecting thermal shock
resistance, and the one most easily controlled is thermal
expansion. Fired bodies of low thermal expansion are subjected to relatively small stresses when their temperatures
are rapidly changed, and hence they show good thermal shock
resistance.
97
PROPERTIES OF CERAMIC RAW
MATERIALS
PYROPHYLLITE A N D TALC CONTAINING BODIES
The use of talc often in conjunction with pyrophyllite has
produced wall tile and tableware bodies of lower thermal expansion than conventional clay-flint-flux bodies, and these bodies
also show a wider firing range. In addition, talc-containing bodies
show reduced moisture expansion (and therefore less delayed
crazing) and desirable electrical properties (see section 5.9).
Low thermal expansion is due to the formation of cordierite
2 M g O - 2 A l 2 0 8 - 5 S i 0 2 in the body. This has a very low thermal
expansion and so gives bodies of excellent thermal shock resistance, used for example in the production of oven-to-table ware,
where the same container is used both to cook and to serve the
food. Bodies high in cordierite suffer from the disadvantage of
having a narrow firing range, and due to their low thermal
expansions they are difficult to glaze and decorate.
T H E U S E O F L I T H I A , Li
02
Lithium oxide can be introduced either as a chemically prepared
compound (usually the carbonate), or as one of the naturally
occurring minerals lepidolite ( L i F K F A i 2 0 8 - 3 S i 0 2 ) , spodumene
( L i 2 O A l 2 0 8 - 4 S i 0 2 ) , or petalite ( L i 2 O A l 2 0 8 - 8 S i 0 2 ) . When used
to partially replace felspar or Cornish stone, lithia acts as a
powerful flux giving low alkali content and low thermal expansion
at the same maturing temperature in ceramic bodies, glazes,
glasses and vitreous enamels. Introduction of small amounts of
lithia into alumino silicate refractory bodies can lead to greater
thermal shock resistance, whilst whiteware bodies of low, zero, or
even negative thermal expansion can be prepared. The advantages
of these bodies are that thermal shock resistance is increased in
the product, and the firing cycle can be carried out more quickly
in manufacture, since the risk of dunting is decreased. Inclusion
of lithia in glass, glaze and enamel compositions results in greater
fluidity in the molten state, giving better gloss or a reduction of
maturing temperature.
98
CERAMIC RAW
MATERIALS
5.6. Plaster of Paris
Calcined gypsum C a S 0 4 £ H 2 0 is prepared by heating the
naturally occurring gypsum C a S 0 4 - 2 H 2 0 . If mixed with water,
the hemihydrate rehydrates to the dihydrate, the reaction being
accompanied by evolution of heat, expansion and a stiffening of
the mass to rigidity. Plaster is used in making models and moulds,
since it is cheap and can easily be converted from a powder into
a hard mass of the desired shape.
The setting time of a plaster-water mixture can be lengthened or
shortened by addition of various chemicals to the plaster. Where
an original model of an article is to be made prior to making
working moulds, it is desirable that the setting time should be
extended so that more time is available for modelling; this can be
done by making suitable retarder additions to the plaster. In
considering the dimensions of these master models, it is necessary
to take into account the expansion of the plaster in setting (which
can also be adjusted by chemical addition), and the drying and
firing contractions of the body to be used.
The ratio in which plaster is mixed with water is most important
in affecting not only the setting time, but also the hardness and
porosity of the set plaster. In general, the lower the moisture
content the quicker the set, the stronger the set plaster and the
lower its porosity. In the production of original models, the set
plaster is required to be hard, strong, and of low porosity. These
properties are attained by using specially prepared, retarded
plasters and low water : plaster ratios. Working moulds also need
to be strong and wear-resistant, but are required to have a fairly
high porosity. A compromise must therefore be made between
mixes giving great hardness with low porosity and softness with
high porosity. The wafer : plaster ratio used for mould making is
usually that which will give the minimum permissible porosity.
To obtain consistent moulds, it is necessary that the water:
plaster ratio should be kept constant, and that the blending time
(i.e. the time between first mixing the powdered plaster with
water, and pouring the mix at a creamy consistency) should also
be maintained constant. The blending operation may be carried
99
PROPERTIES OF CERAMIC RAW
MATERIALS
out by hand or automatically by machine. To avoid air bubbles
due to entrapped air in the plaster, the mix is sometimes de-aired
by subjecting it to a vacuum during mixing. After pouring the
plaster into the working case (which has the shape of the finished
article, and from which the working moulds are made), the
plaster is allowed to set before the lubricated case is removed.
Before use, the shaped mould must then be dried out when its
strength and water absorbing capacity increase. Drying must be
done carefully at a temperature less than about 60°C so that only
excess water is removed, i.e. not water of crystallisation.
During use, either in slip casting or plastic making, plaster
moulds absorb water. This water must be removed, or the mould
will become saturated and will no longer perform its function.
Mould drying is usually done overnight at a gentle heat, and must
again be carefully controlled to avoid removal of water of
crystallisation which would lead to cracking of the mould. With
the water absorbed from plastic body or slip, moulds will absorb
deflocculant and soluble salts. Insoluble calcium carbonate and
calcium silicate, and soluble sodium sulphate will be formed by
reaction between the mould material and the deflocculants,
sodium carbonate and sodium silicate. The sodium sulphate is
carried by water to the surface of the mould, where the water
evaporates and leaves a deposit of sodium sulphate behind (a
process known as efflorescence). The use of organic deflocculants
can reduce this attack on the mould, and prolong the mould's
working life.
5.7. Materials Used in Ceramic Glazes
The purpose of applying a glaze to a ceramic article is
(a) To provide an impermeable surface to a body which is
otherwise porous and permeable.
(b) To provide a smooth surface which is easily kept clean.
(c) To enhance appearance.
(d) To protect underglaze decoration from abrasion or chemical
attack or to provide a surface on which a glaze decoration
may be applied and shown to best advantage.
700
CERAMIC RAW
MATERIALS
Glaze is usually applied in aqueous suspension to the biscuit
fired ware or to the dried clayware in the case of once fired
ceramics. Application may be by hand dipping, or some mechanical means such as spraying. After drying, the ware is fired
when the glaze melts and on cooling solidifies into a glass. The
composition of the glaze must be such that it "matches" the body
for thermal expansion as already discussed (section 5.2).
A glaze composition is best expressed in terms of the constituent oxides, although these will not be present as oxides, but as
complex silicates or borates in the fired glaze. By convention the
oxides present are classified as basic oxides, amphoteric oxides
and acidic oxides. A basic oxide is one which will react with an
acid to form a salt and water. An acidic oxide is one which will
react with a base to form a salt and water, and an amphoteric
oxide is one which can react with both acids and bases. Amounts
of each oxide are expressed as molecular parts, i.e. parts by
w e i g h t s molecular weight of the oxide, and by convention the
sum of all the basic oxides is arranged to be unity (Table 7).
TABLE
Basic oxides
Oxide
Molecular
parts
Na aO
01
K 20
01
Amphoteric oxides
Oxide
A I 2O 3
CaO
0-4
PbO
0-4
7
Molecular
parts
0-2
Acidic oxides
Oxide
Molecular
parts
B 20 8
0-3
SiO a
3 0
Sum of
basic oxides 1 -0
707
PROPERTIES OF CERAMIC RAW
MATERIALS
If we wished to express the oxides as parts by weight, then the
molecular proportions would have to be multiplied by the corresponding molecular weight of the oxide (Table 8).
TABLE 8
Oxide
Molecular
proportion
Molecular
weight of oxide
Parts by weight
molecular proportion
%
χ molecular weight by weight
Na aO
01
62
6-2
1-8
K aO
01
94
9.4
2-7
CaO
0-4
56
22-4
6-4
PbO
0-4
223
89-2
25-6
AI2O3
0-2
102
20-4
5-9
B 20 3
0-3
70
21 0
60
Si02
30
60
1800
51-6
Total parts
by weight
= 348-6
1000
The ingredients are not necessarily introduced into the glaze as
the oxides. N a a O , for example, may be introduced as the carbonate
N a 2 C O s , or both N a a O and B 2 0 3 may be introduced by using
borax N a 2 B 4 0 7 . Alumina would be an expensive ingredient, and
A 1 2 0 3 is usually introduced with silica as clay. Silica is introduced
as the oxide as flint or sand, or in combination as clay, felspar or
lead silicates.
FRITTING
It is usual for some of the glaze constituents to be heated
together to form a glass which is then ground and added to the
702
CERAMJC RAW
MATERIALS
remainder of the glaze constituents. This pre-fired glassy part of
the glaze is known as a frit, and the process of making the glass
is called fritting. A glaze may contain one or more frits plus
unfritted components. The main reasons for fritting are:
(a) To convert water-soluble ingredients to an insoluble form.
This is necessary since the glaze is suspended in water and
any soluble material would dissolve.
(b) Although the lead oxides are only slightly soluble in water,
they are more soluble in the acidic gastric juices, and the
use of raw lead compounds has resulted in the past in lead
poisoning of pottery workers. Fritting lead oxides with
silica gives lead silicates which are much less soluble and
therefore safer to use.
(c) Any gas evolution (e.g. C a C O s -> CaO + C O a t ) can be
completed during fritting, with the result that the gas is not
evolved during the glost fire and bubbles in the glaze are
avoided or reduced.
(d) High clay content in a glaze can lead to excessive shrinking
during drying, leading to cracking of the glaze layer. A proportion of the clay is therefore fritted, although some is retained
unfritted to give good suspension properties to the glaze.
A C I D I C OXIDES
These may be silica or silica and boric oxide. Increase of the
silica content at the expense of boric oxide results in increased
maturing temperature of the glaze, hence low firing glazes are
usually low in silica, whilst high-temperature glazes are high in
silica. Boric oxide is introduced as borax or boric acid, both of
which are soluble and require fritting. As well as reducing the
maturing temperature of the glaze, boric oxide can be useful in
promoting craze-resistance, since small additions of B a 0 8 lower
the thermal expansion of a glaze.
ALUMINA
As we have said, alumina is not introduced as the oxide, but in
the combined form as clay, felspar or Cornish stone. The main
703
PROPERTIES OF CERAMIC RAW
MATERIALS
function of the alumina is to prevent devitrification (i.e. formation
of crystals, leading to a milky appearance). The quantity is usually
kept low, since alumina increases the viscosity of the glaze at its
maturing temperature.
BASIC OXIDES
These are the fluxing oxides which react with the acidic oxides
during firing to form silicates or borates. Lead oxide is now
introduced as a lead silicate frit to reduce the chances of lead
poisoning. Lead borates are considerably more soluble than the
silicates, so it is usually necessary to frit lead and borax components separately, although in some cases lead borosilicate frits
can be made. Lead oxide gives brilliance to the glaze and brings
up underglaze colours to the best advantage. It also produces
fusibility and fluidity in the molten glaze and allows a safe firing
range. The lead compounds tend to volatilise seriously above
about 1200°C, so high-temperature glaze compositions do not
contain lead.
Soda and potash may be introduced as felspars, stone or as the
carbonates, and in addition N a A O may be introduced as borax.
They are used in relatively small proportions as secondary fluxes.
Their proportions must be kept low, since their compounds are
reactive and would give an unstable glaze if present in too high a
proportion. High alkali contents also make for high thermal
expansion in glazes, which would make crazing likely. Due to their
solubility, the alkali materials are usually incorporated in a frit.
Lime is usually introduced as the carbonate, which up to a
certain addition acts as a flux in the glaze. Further additions
increase the viscosity of the molten glaze and can lead to devitrification due to crystals of calcium silicate. Zinc oxide, added as the
oxide, is sometimes used as a flux, particularly in leadless glazes.
It also helps opacity, and is a usual ingredient of opaque glazes.
OPACIFIERS
To achieve opacity in a glaze, the opacifying material must
remain undissolved in the glaze after firing; opacifiers are there704
CERAMIC
RAW
MATERIALS
fore chemically unreactive materials. Stannic oxide, SnO a , can be
used to produce opaque white glazes, the amount required
depending on the composition of the glaze. Glazes high in alkalies
are better solvents for the tin oxide, so more opacifier is required
than for glazes low in alkalies. Zirconia added as the oxide Z r O a
or as zircon Z r S i 0 4 can substitute part or all the stannic oxide,
but more is required to give the same effect, and the fired colour
is often not as good. Pure titania, T i O a , can also be used, but
tends to give buff rather than white glazes since it intensifies the
colouring effect of traces of iron present in the glaze. Impure
titania is used to produce ivory glazes, and is particularly used in
tile glazes where it is responsible for the "break-up" effect caused
by crystallisation of the glaze on cooling.
SPECIAL DECORATIVE EFFECTS
Matt glazes have a rough textured surface, and are produced
by addition of CaO, ZnO, BaO, SrO or M g O to the glaze. Either
the oxides are converted to the silicates which crystallise out on
cooling, or some undissolved material remains after firing; in
either case a matt surface results. Crystalline glazes are somewhat
similar, the decorative effect depending on the crystallisation of
some component, e.g. during cooling of the glaze. Lustre glazes
are achieved by the use of colouring metal oxides like copper
oxide or iron oxide; these can either be incorporated into the
glaze or applied to the surface of a fired glaze. In either case a
reducing atmosphere is required during the fire to maintain the
metal in its lower valency state, unless a liquid lustre containing
carbonaceous material is used.
SALT GLAZING
This is a method by which stoneware bodies, e.g. sewer pipes,
can be glazed by fluxing the surface of the body. N o glaze is
applied to the body, but at a temperature of about 1250-1300°C
in the biscuit fire, salt is introduced into the kiln. The salt
vaporises and reacts with water vapour in the kiln:
2NaCl + H a O
> 2HC1 + N a 2 Q
705
PROPERTIES OF CERAMIC RAW
MATERIALS
The soda then reacts with the surface of the ware, fluxing it and
forming a glazed surface which is similar in composition to the
body. Because of this similarity, salt glazes are highly crazeresistant. They are also resistant to chemical attack, and serve to
make the body impermeable to liquids.
5.8· Colouring Materials Used in Decoration
Colouring materials may be added deliberately to body or
glaze compositions or applied to the biscuit or the fired glaze.
They may also occur naturally as impurities in the raw materials.
The most common of the naturally occurring colorants is iron,
which may be present as the oxide, hydroxide, carbonate or
sulphide. Many clays contain appreciable amounts of iron compounds, and may fire to an ivory, buff or red colour depending on
the amount of iron present. Other materials which are themselves
not colorants can alter the affectiveness of iron in colouring a
fired body. Calcium, magnesium and aluminium oxides reduce
the colouring effect of iron, whilst the presence of titanium oxide
enhances it. Iron-containing clays are used to produce decorative
bodies both in building products and tableware; fine ceramic
ware, however, usually has a white body to which specially
prepared colours are applied.
The higher the temperature which the colouring material must
withstand, the smaller the choice of colours available. Decoration
applied on-glaze therefore provides the greatest choice, since
these can be fired just to the temperature required to mature the
colour and "fix" it in the glaze. Decoration applied in the body,
in the glaze or on the biscuit surface must withstand higher
temperatures, and this limits the choice. On the other hand, such
decoration is protected by the glaze from mechanical and chemical
attack in use, whereas on-glaze decoration is more prone. A wide
variety of methods is available for applying decoration, including
hand painting, spraying, stamping, printing, lithography and so
on.
The materials used in colours are usually calcined before use to
remove any gas which may be evolved when the material is heated,
106
CERAMIC
RAW
MATERIALS
and to convert the colorant to an insoluble, unreactive form.
These materials are often chemically complex, but they are based
on the salts of metals whose general colouring behaviour we can
briefly discuss by consideration of the oxides.
A N T I M O N Y OXIDE
Introduced as lead antimonate gives in-glaze or on-glaze
yellows in lead glazes.
CHROMIUM OXIDE
This gives a wide variety of colours. Used in-glaze it produces
greens, whilst the chromâtes of lead and barium give reds and
yellows. In the presence of tin, pinks are obtained. Chrome is
also a constituent of browns and blacks.
C O B A L T OXIDE
This produces very strong blue colours due to the formation of
cobalt alumino silicate; these are stable even at high temperatures.
C O P P E R OXIDE
Greens are obtained in most glazes, but in special glazes high
in alkalies blues can be produced. In reducing atmospheres
in-glaze and on-glaze reds can be obtained.
GOLD
In the presence of tin, purples and pinks are given. Metallic
gold can be applied either in a form which fires bright ("liquid
gold"), or mixed with a flux in a form which requires burnishing
after firing to bring up the lustre.
707
PROPERTIES
OF CERAMIC
RAW
MATERIALS
I R O N OXIDE
In-glaze yellows and browns are produced, and in reducing
atmospheres greens are obtained. On-glaze reds, browns and
blacks also contain iron.
M A N G A N E S E DIOXIDE
This gives in-glaze browns. In glazes high in alkalies, where
manganates are formed, violets or pinks are obtained. It is also a
constituent of some browns and blacks.
N I C K E L OXIDE
In the presence of cobalt, greens are obtained, whereas the
presence of zinc oxide produces blues. It is also a constituent of
some brown and yellow stains.
PLATINUM
Like gold, platinum can be applied to give a metallic decoration. The lustre is more stable than that of silver and does not
tarnish.
T I T A N I U M DIOXIDE
This is used in conjunction with iron to produce yellows and
browns, and is responsible for the crystalline "break-up" effect
obtained on wall tiles.
U R A N I U M OXIDE
Introduced as the oxide or as sodium uranate it gives in-glaze
yellows, oranges and blacks. In high lead glazes red crystals are
produced.
705
CERAMIC
RAW
MATERIALS
5.9. Materials Used in Electrical Applications
INSULATORS
Porcelain is the most common ceramic insulating material,
and is used for most ordinary insulating purposes because of its
high electrical resistance and mechanical strength. Variations on
the normal composition of the body may be made for special
purposes.
M A G N E T I C CERAMICS
Ferrites or ferro-spinels are materials having the spinel type
structure of F e 3 0 4 with part or all of the ferrous iron replaced by
some other divalent metal, such as Ba, Ni, Μ η or Zn. The oxide
of these metals is mixed with F e 3 0 4 , shapes being extruded or
pressed with the addition of a binder to the body. On firing,
ferrous iron can be replaced by the other divalent metal. The
materials used must be pure, since small amounts of impurity can
seriously affect the properties of the product. The magnetic
ferrites are used in electric motors and transformers, and in
high-frequency applications where they are more efficient than
metals. Both permanent and electromagnets can be made.
L O W - L O S S CERAMICS
When any insulating material is used, some electrical energy is
adsorbed by the insulator and converted into heat energy. This
results not only in a loss of electrical energy, but also in heating up
of the insulator. The percentage of electrical energy lost in this
way is called the power factor. A low power factor is desirable in
an electrical insulator, since it indicates low loss of electrical
energy. Although the power factor of porcelain is satisfactorily
low for low-frequency currents, as the frequency of the current
is increased, so the power factor increases, until at high frequencies the loss of electrical energy becomes high, and porcelain
is no longer a satisfactory insulator. Insulating materials used in
high-frequency electronic equipment such as television, radar,
705
PROPERTIES OF CERAMIC
RAW
MATERIALS
etc., must have low-loss characteristics at high frequencies.
Steatite (talc) bodies containing small amounts of clay and flux
were found to have low power factors at high frequencies, whilst
later zircon porcelains consisting essentially of zirconium silicate
and clay, gave even lower power factors.
H I G H DIELECTRIC CONSTANT MATERIALS
A condenser consists of two metal plates separated by an
insulating material. If an electrical charge is put on one plate,
providing the insulation between the two plates is good enough,
there will be no leakage of current between the plates and the
electrical energy is stored in the condenser. The dielectric constant
of an insulating material is a measure of its ability to prevent
leakage of electricity between the plates; the higher the dielectric
constant the better the insulation and the more electrical energy
can be stored. As electronic components become smaller and
smaller, there is need for materials of higher and higher dielectric
constant to allow sufficient storage of electricity.
Air has a dielectric constant of unity, and insulators like mica,
porcelain and alumina have values of about 5-10, i.e. used as
insulating materials in condensers they allow a storage capacity
of 5-10 times that which would be obtained if air separated the
plates. Rutile bodies consisting almost entirely of titanium
dioxide produce insulators with dielectric constants of about 100,
whilst values in the thousands are obtained from certain titanates.
The titanates important in this field are those of calcium, barium
and strontium. Titanate bodies although showing very high
dielectric constants tend also to have high power factors at low
frequencies. Addition of zirconia to rutile and titanate bodies has
been found to reduce the power factor whilst only slightly reducing
the dielectric constant. These are non-plastic materials, and the
bodies must as usual be plasticised by addition of small amounts
of clay or organics. Shaping is done by pressing or extrusion, after
which the articles are fired. Again the properties of the product
can be seriously affected by small amounts of impurity.
770
Index
Ageing
23
Ball clay 23, 24, 51, 59
Beryllia 94
Binders and plasticisers 6, 16, 18, 21
Black cores 38
Body
mixing 6-7
preparation 5
Bone ash 81
Bone china 9, 24
Boron carbide 95
Boron nitride 96
Bricks 7, 15
blue engineering 41
silica 86-7
Brogniart's equation 7, 31
Buller's rings 40
Casting slip
control of properties 30-5
direct preparation 9
Cation exchange 60
capacity 61
use of 63
Ceramic
classification 2
definition 1
Cermets 97
Chlorites 57
Chromite 93
Clays
ball 22, 23, 24, 51, 59
brick 52
china 22, 51
fireclays
52, 57, 59, 88
isomorphous substitution in 60
kaolinitic 42, 50-2
plasticity of 57
residual and sedimentary 43
structure of 4 3 - 5 0
Clay-water system 63
Colours
106-8
Cones 40
Cornish stone 81
Cracking 13
Critical moisture content 28, 29
Deflocculation (and flocculation) 6, 9,
12, 22, 31, 32, 35, 61-5, 71
Dickite 50
Disorder 59
Dolomite 93
Double layer theory 65
Dry mixing 5
Dry pressing 15, 29
Dry strength 21, 24, 25
Drying shrinkage 13, 15, 23, 25-30
Edge-to-face particle packing 34
Electrical applications of ceramics
109-10
Electro-kinetic potential 66-70
Extrusion 15
Face-to-face particle packing
Felspars 42, 80
Ferrites 109
34
111
INDEX
Filter pressing 6, 8
Firing 19
reactions occurring during 37 41
Flame spraying 18
Fluidity 33, 35
Fluxes 19, 38, 39, 40, 78-82
Gibbsite layer 4 5 - 6
Glazes
compositions 101
compression in 76
crazing and peeling in 77-8
decorative 105
fritting 102
heavy clay ware 5
low expansion 97-8
materials used in 100-6
opacifiers in 104
salt 105
Granite 42
Graphite 95
Halloysite 50
Holdcroft bars 40
Hot pressing 18, 29
Mites 57
Isomorphous substitution
Isostatic pressing 16, 29
Jollying and jiggering
98
Magnesite 91
Making methods
112
10-19
58, 61
Nacrite 50
Nepheline syenite 81
Non-clay bodies 5, 6, 12, 16, 31
Nontronite 59
Opacifiers
104-5
Orton cones 40
Overdoping 36, 69, 71
Plaster of Paris 99-100
moulds
11,30
Plasticity 6, 7, 12, 13, 21-3
Plastic making methods
12-15
Porcelain 41, 109
Porosity 39, 41
Power factor 109
Pressing 15
Protective colloids 70
Pugging 7, 15, 23
Pyrophyllite 53, 98
Pyroscopes 40
14
Kaolinite
action of heat on 37
geological formation 42
structure 43-50
Kiln atmosphere 37, 41
Lithia
58
Margarite 56
Metakaolin 37
Micas 55-6
Moisture expansion 76
Montmorillonite 23, 24, 55
isomorphous substitution in
structure of 52
Mullite 38, 89
Muscovite 56
Red hearts 38
Refractories 82-97
acid 82
alumina 90
alumino-silicate 83
aluminous 89
basic 82
fireclay
88
insulating 90
mullite 89
neutral 82
oxide 9 1 - 4
silica 86-7
INDEX
sillimanite 88
Roller machine 15
Sanitary ware 9, 28, 29
Segar cone test 40, 85
Semi-dry pressing 15
Silica 73-8
bricks 86-7
Silicon carbide 95
Silicon nitride 96
Sillimanite 88
Sintering 39
Slip
casting 8, 10-12, 25, 26, 30-6
mixing 7
Soluble salts 6, 8, 35
Spray drying 9, 16
Talc 53, 98
Tempering 6, 7, 23
Thermal shock resistance 18
Thixotropy 31, 32, 33, 35
Throwing 13
Titanates 110
Torsion viscometer 33
Van der Waals' forces
Vermiculites 57
Viscosity 31
Wall tiles
48, 55, 64
9, 15
Zeta potential 66-70
Zircon 44, 96
Zirconia 44, 96
113