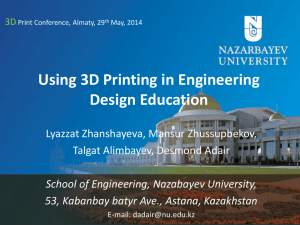
MIXING & AGITATION IN THIS eBOOK This eBook, created in conjunction with Cleveland Mixer, is the ultimate resource for engineers looking to increase mixing or blending efficiency and performance. Get familiar with the 9 most common mixing scenerios, then utilize the handy calculations to properly understand and size agitators. Lastly, review the impeller options and identify which is best for your applications. T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Content Inside Mixing Process Classification An in-depth discussion of the nine major classifications of mixing problems ranging from simple blending, to crystallizations, extraction, and complex chemical reactions. Basic Design Calculations The major calculations required to properly understand and size and agitator. Includes horespower, bulk velocity, and shaft critical speed equations among others. Mixer Impellers Short review of the major types of impeller designs available, typical flow patterns, and application examples. Retrofitting with Hydrofoils Describes how cost reductions or process improvements can be accomplished with “flow efficient” Hydrofoil impellers. About the Source Cleveland Mixer designs and manufactures mixers and agitators for a variety of industries, including chemical processing, food processing, pharmaceutical, personal care, and water/wastewater treatment. Since 1939, Cleveland Mixer has provided solutions and technical expertise to their customers, supplying them with the durable equipment and ease of maintenance they need to achieve their process goals. Page 2 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Mixing Process Classifications. BLENDING OF MISCIBLE LIQUIDS Blending of miscible liquids is a simple physical mixing consisting of combining two or more materials until the particles, portions, or drops of each of the components are disseminated within each other satisfactorily. The degree of mixing or intimacy of the particles is a matter of subjective judgement as to what is necessary. Specific data required include: • The relative proportions of the liquids to be blended • The time available to obtain the final blend The evaluation of the time available is quite important as it has a considerable effect on mixer horsepower. Input horsepower is selected to give a certain number of batch turnovers in a given time period. By extending the time period, input horsepower can be decreased, or conversely, increasing the input horsepower will decrease the blend time. Page 3 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S The number of batch turnovers required to achieve a satisfactory blend is extremely variable. For example, 12 turnovers should blend readily miscible liquids of similar viscosity and density, such as alcohol and water. However, as many as 36 turnovers may be required for readily miscible liquids of widely different viscosities, such as glucose and water. SOLIDS SUSPENSION Solids suspension is also a simple physical mixing job involving suspending insoluble solids in a liquid. Specific data required include: • Percentages of solids, particle sizes, and setting velocities in feet per second • Ease of wetting of the solids (See also Dispersion) • Type of suspension required, either (a) uniform suspension of all particles, or (b) off-bottom suspension of all solids Type of suspension is extremely important in mixer selection as illustrated in the following example: Assume a vessel with working volume of 3,000 gallons containing light liquid with 20% insoluble solids, of which 1/3 are 10 mesh, 1/3 are 40 mesh, and 1/3 are 200 mesh. Settling velocities of the largest 1/3 is 10ft. per minute. Horsepower required for various types of suspension is: • Uniform Suspension 7½ HP • Off-bottom Suspension 3 HP DISPERSION Dispersion is usually defined as the mixing of two or more non-miscible liquids, or solids and liquids, into a pseudohomogeneous mass which is more or less stable as measured by its life before noticeable separation occurs. This can cover a wide range of product Page 4 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S types from slurries to heavy dispersions, such as pigment pastes, caulking compounds, etc. Power input per unit volume can vary widely. Conventional propellers or turbines at typical propeller and turbine speeds are adequate in some applications. In others, higher speed impellers introducing higher shear and greater intensity of agitation are desirable to satisfy the dispersing problem in a reasonable time period. Some dispersing applications can be routine, others may require experimental data to determine the best type of mixer. Additional data required include: • Type of dispersion (liquid-liquid, solid in liquid, gas in liquid) • Relative amounts of each phase • Viscosity of final product (if known), together with details on temporary or interim viscosity conditions which are more extreme than initial or final conditions • Rate of addition of one component into another, and in which order • If solids are present, some expression as to ease or difficulty of wetting. Some materials which are of a light, fluffy nature, tend to float on the surface of a liquid, whereas others may tend to form agglomerates which resist complete wetting. Both conditions require greater intensity of agitation to complete the dispersion Page 5 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S • Time available to create the dispersion. Where the solids content is low, solids easily wettable, and agglomerates do not form, the application and horsepower requirements are similar to solids suspension. A change in time available has very little effect on horsepower levels since the material is usually dispersed as rapidly as it is added. In more difficult applications horsepower levels and available time usually have a definite relationship due to the need not only for high shear, but for adequate turnover • Fineness of dispersion required to be produced by the mixer. This applies to solids in liquids dispersions and is usually designated as micron size of particles. Some dispersions are considered complete when merely smooth in appearance; others may require reduction of agglomerates to certain maximum micron size. Agglomerates formed after initial entrainment of solids may be reduced rather easily up to a point, after which further reduction becomes exceedingly slow with conventional horsepower levels. Under this condition, if time is critical, a special high horsepower, high shear, high turnover mixer will be required. If subsequent processing for particle reduction in other types of equipment, such as roller, Page 6 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S sand or colloid mills, is planned, must consider the viscosity factor as an in- this should be stated since it will herent part of the dissolving problem. Input simplify the dispersing job re- power levels may run to 100 HP or more quired of the mixer. per 1000 gallons, with high shear being DISSOLVING Dissolving generally refers to the dissolving of a solid in a liquid. Here the requirement is to provide a good flow rate of liquid past the surface of the solids. In general, for readily soluble crystalline materials, the type of agitation which provides initial wetting and suspension of all solids will satisfy the application. In those cases where solids are difficult to dissolve or where faster dissolving is desired, higher horsepower levels are required. desirable. Where long dissolving times can be tolerated, lower horsepower levels can be used. Actual times will depend upon the material involved, the temperature and particle size. An easy dissolving application is salt solution make-up, as in preparing a 20% sodium chloride brine in a 2000 gallon tank at temperature of 150° F. This will require one horsepower. On the other hand dissolving 1% carboxy-methyl-cellulose in 2000 gallons of water where final viscosities could run as high as 7500 cps. will require 7½ A different type of dissolving problem is en- to 10 hp. Starch cookers using turbine mixcountered when the solids are non-crystalers are a good example of dispersing and line materials such as natural and synthetic rubbers, solid resins, and other commercial polymers. These materials first soften and become quite sticky. These particles tend to agglomerate into larger masses or to adhere to the vessel walls. The solution increases in viscosity as dissolving proceeds, with final viscosities becoming extremely high in solutions having high solids content. Dissolving applications of this type Page 7 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S dissolving. At a point in the cooking cycle • Percent of solids in solution the starch is changed from a slurry to a • Physical characteristics of initial viscous solution and passes a peak viscos- products, interim changes, and ity before it is finally diluted. Mixer must be sized for the viscosity at the peak. For example, for a 1000 gallon starch batch at 12,000 cps. peak viscosity, 3 hp would be satisfactory. At 80,000 cps. the final product • Temperature • Solubility • Permissible dissolving time peak viscosity, 7½ hp will be necessary. CRYSTALLIZATION Another example is dissolving of crumb Crystallization is the reverse of dissolving rubber in organic solvent. Final viscosities can easily reach 500,000 cps., 1,000,000 cps., or higher depending upon solids content. Dissolving can be accomplished slowly over several hours time at moderate horsepower inputs with and is accomplished either by cooling a saturated solution to deposit out crystals, or by heating a solution to drive off the solvent. The agitator selection usually resolves itself into (1) a heat transfer application necessitating good flow of the solution past large diameter, low speed impellers. Power the heat transfer surfaces and (2) satisfactory handling of the crystals being formed. levels in the range of 25 hp per 1,000 gallons are typical. Dissolving time can be reduced by up to 80% by sharply increasing power input and providing high shear in addition to high fluid turnover. Power levels in this instance will be in the range of 200 hp per 1000 gallons. Data to be provided in dissolving applications should include: Page 8 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S The problem of handling crystals usually dictates the choice of an impeller system. Some crystals are sensitive to fracture and must be agitated gently. Other crystals may tend to form on cooling surfaces and must be actually scraped off by the impeller. Some crystallizers in continuous flow may be designed to concentrate crystals at the bottom of the vessel for draw-off. Other applications may require that the crystals be maintained uniformly in suspension. In other crystallizers, the solids may deposit out to the extent that the fluidity is impeded because of the high percentage of solids in suspension. In general, crystallizers fall into three basic types. The first is a conventional vessel with either jacket or internal coils or both. The impeller is usually a low speed type to provide good volumetric flow rates at moderate to low velocity. This type is useful for friable, easily damaged crystals, or where solids content builds up to a high level. The second is a conventional vessel fitted with a draft tube in addition to a jacket or coils. The draft tube provides positive flow control which prevents short circuiting of the desired flow pattern. Usually higher speed impellers such as propellers are used. This type is useful where crystal size is not important or not affected by the higher shear type impeller. A third type is a vessel used with pusher type impellers such as helical ribbons or gates running in close proximity or actually scraping the vessel wall or heat exchange surfaces to continuously remove the crystals from these surfaces as they are formed. Page 9 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Additional data required for crystallization agitation requirements are as follows: • General description of the pro- A typical example is as follows: A 15,000 gallon crystallizer is equipped with a central draft tube and used for form- cess with particular emphasis ing solids at 25% maximum by weight, upon progressive changes in settling velocity up to 5 ft. per minute, with crystals and slurry characteristics crystals being continually drawn-off at the as crystallization proceeds tank bottom. Here motion only of the solids • Sensitivity of crystals • Temperature and pressure of is desired, since a higher solids concentration at the draw-off point is necessary. system • Description of heat transfer surfaces • Nature of crystals, whether they, should be maintained in suspension, or permitted to settle. • Specific gravities of crystals and of liquor, particle size of crystal, settling velocities. • Crystal formation rates and method of forming; i.e., do they form as slurry or do they deposit out on heat transfer surfaces. A 10 HP axial flow impeller to provide motion only of solids would be suitable. However, if uniformity of crystals in suspension is desired for other reasons, 15 HP would be required. Page 10 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S HEAT TRANSFER Heat transfer applications involve either heating, or cooling, or merely maintaining a uniform temperature. The latter is the easiest application, with heating next, and cooling usually the most difficuIt. In processing, heat is transferred by conduction from the wall of the vessel or surface of the internal heating elements to the contents of the vessel. As the contents are agitated, heat is carried throughout the mass by convection. Mixing thus speeds up conduction from heat transfer surfaces, and helps promote heat transfer by forced convection. Heating and cooling applications are best handled by providing an adequate flow of fluid past the heat transfer surfaces, with proper measures taken to insure good top to bottom turnover of the tank contents. This flow pattern will provide good exchange of fluid between the center of the tank and tank wall resulting in reasonably uniform temperature of tank contents. Heat transfer applications may be considered similar to blending. Consequently, for low viscosity liquids, conventional propeller and turbine mixers are generally used. One qualification on horsepower levels for low viscosity applications is that, unlike blending, a point can be reached where an increase in input horsepower does not have any pronounced effect. For higher viscosity liquids, larger diameter lower speed impellers are usually necessary to obtain the desired flow pattern, with accompanying increases in horsepower similar to that required in higher viscosity liquid blending. Complete data on all the contributing factors in a heat transfer agitator application are often difficult to obtain. As much data as are available should be furnished and should include the following: • Tank dimensions and details of tank jacket and/or coils • Whether heating, cooling, or merely maintaining an existing temperature is rePage 11 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S quired. Time available for heating or cooling • • • or more of the other types of agitator appli- be handled as solids suspension cations such as blending, dissolving, solids problem. If so, give details as in suspensions, heat transfer, extraction, or solid suspension applications gas dispersion, depending upon which of Viscosity of fluids at the temperaDetails on heating or cooling me- these promote the reaction. Complete data as requested under the specific applicable operation should be furnished. dia, temperature of batch at start Some chemical reaction applications are and at end of cycle difficult to classify from that standpoint of Specific heats and conductivity of tank contents • Reactor agitators are usually treated as one Are solids present which must tures to be encountered • CHEMICAL REACTION Is the process material susceptible to decomposition at the temperature of the heating medium or can it solidify at the temperature of the cooling medium the type of mixing operation. For example, the reaction of a gas with a liquid promoted by a solid catalyst in suspension usually involves gas dispersion, solids suspension, and heat transfer. Applications of this type are usually evaluated in pilot plant equipment, and pilot plant mixing data should be made available to the mixer vendor. These data should include (1) input horsepower per unit volume (2) the geometrical relationship of the pilot vessel and mixer and (3) the peripheral speed of the mixer. Page 12 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S EXTRACTION In mixing applications, this is defined as the separation of one or more components of a mixture by the use of a solvent liquid. In all these systems, agitation is used to improve extraction rates by increasing contact areas and mass transfer coefficients. High shear and high turnover are gener- At least one of the components must be ally provided to disperse the phases in are formed during and following the ex- However, washing and precipitive extrac- immiscible with or only partly soluble in the liquid-liquid extraction and in leaching with extractive liquid so that at least two phases horsepower levels similar to dispersion. traction process. Extraction operations are tion usually require only mild agitation simi- commonly broken down into the following: lar to blending. Extraction can be carried • of vessels. The continuous countercurrent Liquid-liquid extraction, in which the mixture treated is a liquid and the two phases formed are both liquids • Leaching, in which one or more components of a solid mixture are removed by liquid treatment • Washing, which is similar to leaching except that the solids removed are usually present only on the solid surface rather than throughout the solid phase • Precipitive extraction, in which a homogeneous liquid system of two or on in a single stage vessel, or in a series extraction column has become of interest in recent years because it can handle fairly high flow rates through relatively small mixing areas with a speed-up in process flow rates. Extraction processing requirements are so varied depending on the operation to be conducted that it is impractical to attempt to tabulate specific data required. Usually it is best to try to classify it under one of the other operations such as solids suspension or dispersion. more components is caused to split into two phases by addition of a third component Page 13 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S GAS DISPERSION Gas dispersion refers to any operation in which an incoming gas is intimately distributed throughout a liquid mass, usually with resultant chemical reaction. The following features are desired in setting up equipment for this operation: • Radial type turbines are preferred to give a combination of shear and radial discharge pattern • • normal ungassed liquid level. Under conditions of high gas input and/or low tank pressure the batch may expand considerably resulting in a reduced batch specific gravity. In order to use the maximum horsepower capability of the mixer during the gassing period (when it is needed), twospeed motors are sometimes used to permit operation of the agitator at reduced speed when that batch is in an ungassed and A sparger ring for gas introduc- denser condition. The impeller is then sized tion below the bottom impeller is on the basis of fully loading the mixer preferred over an injection tube when the batch is in a gassed and lower Tanks should be tall and narrow density condition. in configuration to provide the The following generalizations can be made greatest residence time for the gas, and should be fully baffled • expansion space be provided above the Multiple impellers are recom- regarding gas dispersions: • the horsepower requirement to mended Impeller systems are designed for relatively high fluid discharge velocities in order to obtain equal gas dispersions • horsepower required for identical out the liquid. This will retain the gas in greater contact surface between the gas and liquid phases. The liquid in the vessel will expand by the volume of gas entrained and it is therefore necessary that adequate Increasing the vessel operating pressure tends to decrease the disperse the gas into fine bubbles throughthe liquid as long as possible and provide Increasing the gas input increases gas rates • Increasing the operating temperature increases reaction rates, but also increases gas volume by vapor expansion, thereby increasPage 14 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S ing the horsepower requirement necessary to produce an equivalent gas dispersion at lower temperatures. The increased reaction rate may offset the need of equal gas dispersion with its higher horsepower requirement • The gas dispersion required is a function of the mass transfer rate. A given time cycle can be attained by a high mass transfer rate with relatively small surface area contact (large bubbles) or by a slower mass transfer rate and a high surface area contact (small bubbles). The horsepower requirement is determined by the gas bubble size needed to give the desired performance. Horsepower increases with increasing surface area requirements Apart from the above factors influencing horsepower inputs is the relative dissolving rate or reaction rate between gas and liquid. Some gases absorb or react rapidly-particularly in the initial stages of the reaction. Others are considerably slower to react. The slower reacting applications require a finer gas dispersion and therefore greater horsepower input. Data relating to gas dispersion are as follows: • Tank details, including all dimensions • General description of process with indication of reaction rates, if available • Batch size • Tank operating pressure and temperature • Volume of gas input in SCFM The following examples indicate how reaction rate can affect horsepower input levels: Vegetable oil hydrogenation goes easily but halogenation of an organic in a FriedlCrafts reaction can be quite difficult. A vegetable oil hydrogenator might require about 1 hp/1000 gallons, whereas a halogenator might be in a range as high as 10 hp/1000 gallons. Page 15 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Basic Design Calculations. In the process of selecting an agitator system, many calculations must be performed to insure that the process requirements can be met and that the unit selected is mechanically sound. Some of the basic equations are discussed below. Reynolds Number: NRe= 10.7 Sg N D2 µ NRe = Reynolds Number Sg = Specific Gravity of Fluid N = Rotational Speed (RPM) Reynolds Number (NRe) NRe is a dimensionless number that characterizes the fluid regime at the impeller. By definition, it is the ratio of inertial forces to viscous forces, and is used as a correlating parameter for impeller Power Number (NP) and Pumping Number (NQ). D = Impeller Diameter, In. µ = Viscosity, Cp. Fig. 1 Page 16 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Proximity Factor Power Number vs. Reynolds Number Power Number NP 100 The most neglected power correction factor is the proximity correction (Fig. 3). For A - 6 - Bladed Radial B - 4 - Bladed Axial C - 3 - Bladed Hydrofoil 10 Proximity Factor A B 1 F C 0.1 Viscous 1 Transition 10 100 1000 Turbulent 10000 Reynolds Number NRe Prox. 2.0 1.5 Fig. 2 Reynolds Number (NP) NP versus NRe curve as shown in Fig.2. At Reynolds Numbers above 10,000, the Power Number is constant (in a baffled tank). At Reynolds Numbers below 10, the Power Number has a linear inverse relationship with a slope of minus one. With these established curves, we can determine the proper value of NP for any set of operating conditions (speed, diameter, RADIAL 1.0 D 0.8 0.6 C 0.1 0.2 0.3 0.4 0.5 0.7 1.0 1.5 C Each series of impellers has a characteristic specific gravity, and viscosity). AXIAL 100000 D Fig. 3 axial flow impellers, the proximity correction results from closing the outlet of the impeller. The proximity increases the power as a function of ratio of off-bottom clearance to the turbine diameter. With radial flow impellers, we are restricting one of the two inlets resulting in initial unloading as the impeller is brought closer to the bottom. The power increases fairly rapidly at C/D ratios less than .3. Page 17 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Motor Horsepower Impeller Horsepower P= P NP N D Sg NP N3 D5 Sg (1.52)(1013) = Impeller Horsepower = Impeller Power Number Corrected for Proximity & Reynolds Number = Rotational Speed (RPM) = Impeller Diameter, In. = Fluid Specific Gravity Fig. 4 P Hp = (EFF) (% LOAD) Hp P EFF % Load = Motor Horsepower = Impeller Horsepower = Reducer Efficiency = Motor Loading (90% max.) Fig. 5 Impeller Horsepower Primary Flow The power required to drive a mixing impeller has been empirically determined QP = in water for fully baffled tanks, correction factors have been developed to correct for other conditions. The power requirement QP NQ N D is primarily a function of the impeller design (NP), the operating speed (N) and the impeller diameter (D). The specific gravity is a direct multiplier on power. MOTOR HORSEPOWER (HP) To insure that a given mixing impeller can operate at the design speed under design conditions, we must be sure adequate motor horsepower is available. In addition to impeller horsepower, we must also account for reducer losses and for possible process upsets. = = = = NQ N D3 231 Primary Flow (GPM) Pumping Number Rotational Speed, RPM Impeller Diameter, In. Fig. 6 Another important impeller calculation is primary flow, or the impeller displacement. The pumping number is primarily a function of the impeller design, however, correction must be made if the impeller is not operating in the fully turbulent regime. (NRe > 10,000, see Fig. 7). The operating speed (N) and impeller diameter (D) also enter the calculation as shown (Fig. 6). Page 18 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S MECHANICAL DESIGN - SHAFTS Pumping Number vs. Reynolds Number One undesirable feature of a rotating impeller is the hydraulic side force which is Pumping Number generated. This side force affects the design of the auxiliary equipment, such as the shaft, reducer, and seal, as well as the 102 103 104 Reynolds Number 105 106 support structure. Shafts: Basis of Design Fig. 7 Hydraulic Side Force: Bulk Velocity VB = F = K N1.67 D3.53 Sg Qp F K N D Sg 7.48 A VB = Bulk Velocity, ft/min. Qp = Primary Flow (GPM) A = Cross Sectional Area of Tank (ft2) Bulk velocity is a measure of flow used to relate relative amounts of mixing. Fig. 8 Bulk Velocity Bulk velocity is a measure of relative agitation. It is defined as unit of flow per unit of vessel cross-sectional area (see Fig.8). No factor is included for varying vessel geometries, so it is most valuable when considering applications with similar ratios of batch depth to vessel diameter. = = = = = Hydraulic Side Force (Pounds) Constant (Geometry Factor) Rotational Speed (RPM) Impeller Diameter (Feet) Specific Gravity Fig. 9 The basic equation (Fig. 9) is based on center mounted agitators in fully baffled tanks. The geometry factor (K) is constant for a given impeller under given mounting conditions. The values of K,as well as the powers of N and D have been empirically determined for various conditions. Typical values of K for several impellers are shown below. It must be remembered that these values increase rapidly for off-center mountPage 19 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S ing, less than four baffles, vortexing condi- hydraulic side force at maximum for the tions, or conditions where tank internals mounting condition specified and the maxi- are not symmetric about the impeller. mum anticipated torque. Typical 4-blade axial flow turbine Typical 4-blade Typical K Values Non-Vortex Vortex 0.0005 0.0025 0.0010 0.0050 radial flow turbine Shafts: Basis of Design Torsion and Bending: d3 = 16 �Ss (FL)2 + (Torque)2 Since the hydraulic side force has been empirically determined, many equations exist d = Minimum Shaft Dia. (Inches) Ss = Allowable Shear Stress F = Hydraulic Side Force (Pounds) L = Shaft Length (Inches) Torque= Pound-Inches and are currently in use by various manufacturers and users. As long as a proper balance is struck between the allowable shear stress and the hydraulic side force, a properly designed shaft will result. The use of low shear stress to compensate for low hydraulic side force may cause underde- Fig. 10 Another major area of concern in agitator shaft design is shaft critical speed. The sign in the other support structures. critical speed is related to the weight, its Fig. 10 shows a standard formula for cal- complexity of equations used to solve for culating the required size of power transmission shafting. The shaft diameter is a function of the combined loading (torsion location, and the stiffness of the shaft. The critical speed increases rapidly as the number of steps in the shaft increases. Most critical speed calculations involve some and bending) and the allowable stress. The form of approximation to reduce the comshaft is normally designed to handle the plexity. Page 20 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S different in diameter than the reducer shaft, Shafts: Basis of Design or 2) a single stepped shaft with the upper diameter equal to the reducer output shaft Critical Speed Calculation: NC = 1 NC dA 1 L E a R = = = = = = S C We WB = = = = 146.4 dA2 E (RS-1)c [(L+a)L+ L ][4.13WL + W ] 3 L e B First Shaft Critical Speed (RPM) Upper Shaft Outside Dia. (Inches) Shaft Length (Bearing to CL Impeller)(Inches) Modulus of Elasticity Bearing Span (Inches) IA A is Upper Shaft Moment of Intertia IB B is Lower Shaft Moment of Intertia Weight Factor S = 1 for 316, 304 & C.S. Lower Shaft Length (C > .75L) Equivalant Weight (Pounds) Pounds Per Inch of Lower Shaft L1 lower bearing to centerline of the lower To insure safe operation, the actual operating speed should be less than 60% of the calculated critical speed. When an appropriate stabilizer ring or stabilizing fins are employed, the shaft may be operated up to W2 L1 least 75% of the overall shaft length from impeller. L2 Equivalent Weight (We) We = W1 + W2 ( L2 )3... diameter and the lower shaft length is at W1 80% of shaft critical speed. The equations presented are Cleveland Mixer’s standard equations, which are used in sizing mixers. The constants and correction factors are generally empiri- Fig. 11 The equation in Fig. 11 is used to calculate cal and, therefore, are not absolute but may vary from vendor to vendor as might some of the empirical equations. the shaft critical speed for a single stepped shaft. It allows for solid or hollow shafts. All weights such as impellers, couplings, etc. are transferred to the end of the shaft by the equivalent weight equation. This equation is the one which would normally apply to either 1) an unstepped shaft which is Page 21 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Mixer Impellers. A mixer is any mixing element which is driven by auxiliary equipment, such as shaft, speed reducer, and electric motor to provide mixing action. Mixers are generally categorized by the flow pattern they produce relative to the shaft centerline or the impeller axis in a fully baffled tank. Further, breakdown is based on relative shear produced. The resulting divisions are: axial flow, radial flow, hi-shear, lowshear or high flow, and specialized impellers (those which are normally used in unbaffled tanks). Page 22 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S AXIAL FLOW IMPELLERS Propeller Hydrofoil Impeller The primary types of axial flow impellers are the propeller, pitched blade turbine, and the hydrofoil designs. The propeller is restricted to small mixers because of its weight. The pitched blade is used when a balance of flow and shear is required. The hydrofoil offers the best high flow design. Both are built with cast hubs and bolted Pitched Blade blades in larger sizes. Page 23 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Fig. 1A Fig. 1B Fig. 1C AXIAL TURBINE FLOW PATTERNS The flow pattern produced by a typical axial flow impeller is shown above. When the vessel is fully baffled and the agitator is center mounted, excellent top to bottom motion is produced, resulting in good mixing (see Fig. 1B). If the baffles are removed (Fig. 1A), swirling and vortexing result, mixing becomes very poor and the hydraulic forces on the impeller increase dramatically. The flow pattern can be improved by moving the agitator off center (Fig. 1C). This will restore most of the top to bottom motion; however, the hydraulic side forces remain high and if the impeller passes very close to the wall, the force may become cyclic. Page 24 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S RADIAL FLOW IMPELLERS Typical radial flow impellers are shown at left. Both provide more shear and less flow per unit of applied horsepower than the axial flow designs. They are commonly used on dispersion applications involving pigments and/or fillers. The 6 blade design is known as the Rushton turbine, and is often used on gas disper- Radial 4 Blade Impeller sions. The center disc prevents channeling of the gas up the shaft. Radial 6 Blade Impeller Page 25 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Fig. 2A Fig. 2B Fig. 2C RADIAL TURBINE FLOW PATTERNS Fig. 2 shows typical flow patterns produced by radial flow impellers. Fig. 2B shows the flow pattern in a fully baffled tank. Note the tendency to form two agitation zones, each of which has good top to bottom mixing but reduced interaction between zones. Again, removing the baffles (Fig. 2A) results in a simple swirling motion, producing little agitation, poor mixing, a vortex, and much higher than normal hydraulic forces. Although not shown, off-center mounting will provide somewhat better mixing with high hydraulic forces. Fig. 2C shows two radial impellers in a fully baffled tank. This situation can be used to provide a degree of staging. If some degree of control from inlet to outlet is required, this configuration can be used along with proper location of the inlet and outlet to provide some control of residence time and reduce short circuiting. Page 26 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S SPECIALIZED IMPELLERS Two of the most common specialized impellers are shown at left. Both are primarily used in high viscosity liquids and produce flow by displacement with very little shear. These specialized impellers produce bulk mixing. The specific type of impeller to be used is a direct function of the material characteristics and process requirements, with a final judgement between types which will work based on economics. Helix Impeller A Side Note On Tank Baffles: Historically, four baffles, spaced 90 degrees apart, have been considered “standard” with baffle width decreasing as viscosity increased. The lack of a radial flow component in the discharge from hydrofoil impellers results in (a) less swirling and (b) lower hydraulic side force. As a result, hydrofoil designs are operated very successfully with three baffles, spaced 120 degrees apart. Anchor Impeller Page 27 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Retrofitting With Hydrofoils. A mixing impeller is used to transfer energy to a fluid system in order to achieve a desired process result. The power transmitted by the impeller produces flow and head components. The head term can be further resolved into static head and viscous shear. “Flow-controlled” mixing applications may be defined as those where the desired process result is directly related to the flow. Examples include most blending, solids suspension, and heat transfer applications. For many years, the impeller of choice for these jobs was pitched blade turbine, PBT. As the cost of electrical power increased, the need for “energy efficient” impellers became obvious. Page 28 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S PROCESS CONSIDERATIONS RETROFITTING The process advantage of the Hydrofoil There are two primary reasons why retrofit- impeller lies in its ‘’flow efficiency;” that is, ting a mixer might be considered: the ability to maximize the flow produced per unit of applied power. A. To achieve the same process result at a lower operating cost. We assume that To demonstrate the benefits of a Hydrofoil equal flow translates to equal process re- retrofit, we use the following Pumping and sults, and look for an impeller comparison Power Numbers: at constant Q and N. Simple algebraic Impeller Hydrofoil XTF3 Pitched PBT NQ 0.55 0.79 manipulation tells us that: NP 0.30 1.30 XTF3 Dia. = (1.128) (PBT Dia.) We will restrict our discussion to the turbulent range of Reynolds Numbers, where NQ and NP are constant. Q= where: N = D= Sg = µ= Impeller Power (NP)(N3)(D5)(Sg) (1.52) (1013) (231) relate to an increase in productivity. For process, or an increased throughput for a continuous process. Now our impeller com- Reynolds Number: (10.7)(Sg)(N)(D2) NRe= µ Impeller Flow (NQ)(N)(D3) same operating cost. Here the savings will example, a shorter blend time in a batch The equations of interest are: P= B. To obtain a better process result at the parison is at constant P and N, and: XTF3 Dia. = (1.341) (PBT Dia.) hp gpm Impeller speed, RPM Impeller diameter, inches Fluid specific gravity Fluid viscosity, cps Page 29 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Hydrofoil retrofitting example: A plant has three 15,000 gallon slurry tanks in a continuous process that operates 24 hours per day, 335 days per year. The existing mixers each have 30 hp motors, 53”diameter PBT impellers operating at 84 rpm. The mixer shafts are 3” diameter by 150” in length. Wetted parts are 316ss. The slurry specific gravity is 1.15 and the viscosity is 20 cps. Case A. The present level of agitation is satisfactory, but the plant would like to reduce operating cost. The plant electrical rate is 7¢/kilowatt-hour. We determine that the present mixers each produce a flow of 42,800 gpm and draw 24.4 impeller horsepower. Now consider the retrofit Hydrofoil: • XTF3 Dia. = (1.128) (53) = 60” • XTF3 Flow = 43,200 gpm • XTF3 Power Draw = 10.5 hp The retrofit will provide equal flow at a savings of 13.9 hp per mixer. The electrical cost savings will be $5,835/year/mixer or $17,500/year total. As part of the retrofit, the plant could go to 15 hp motors in order to operate at more reasonable points on the efficiency and power factor curves. The total cost for Hydrofoil impellers, motors, starters, and installation should not exceed the first years cost savings. Page 30 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S Case B. Consider the same three tanks. The pilot plant has run tests with Hydrofoil impellers that resulted in an equivalent leaching efficiency at a 12-15% increase in process throughput rate. The Hydrofoils were operated at the same power levels as the original pitched blade turbines. A constant P and N retrofit: • XTF3 Dia. = (1.341) (53) = 71” • XTF3 Flow = 71,600 gpm • XTF3 Power Draw = 24.3 hp Here the cost of Hydrofoils and installation can be compared to the profits resulting from increased production. Page 31 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S MECHANICAL DESIGN CONSIDERATIONS Hydrofoil impellers produce true axial flow, while pitched blade turbines discharge at 45 degrees from the axis. Because of this: • Hydrofoils can be run at greater off-bottom distances and still provide good bottom mixing • In our example at constant flow, the 60” XTF3 weighs less that the 53” PBT. In the constant power example, the 71” XTF3 weighs more than the 53” PBT so critical speed must be checked. We find that the critical speed ratio is higher than good design permits. Our options are: • will meet the design requirements. Less radial flow component results In this case that would be a 69” in less side force and lower bend- diameter XTF3 with P = 21.0 hp ing moments Also, torque loads are reduced at constant flow and are the same at constant power. This means that the main mechanical design consideration, when retrofitting, is the shaft critical speed, and the variable is Determine the largest XTF3 that and Q = 65,700 gpm • Locate the original 71” XTF3 high enough up the shaft so critical speed is no longer a problem. In this case, raising the impeller 18” would result in a safe design impeller weight. Page 32 T H E P L A N T E N G I N E E R ’ S G U I D E T O A G I TAT I O N D E S I G N A N D F U N D A M E N TA L S CONCLUSION For many industries, mixing and blending are critical pieces of the process. Before selecting your next mixer, be sure to take all the factors in this eBook into consideration. Choosing the right mixer can mean the difference between optimal blending efficiency, and some seriously undesirable results. Be sure to work with a knowledgeable and experienced vendor to ensure you achieve the blending results you need in the most efficient way possible. Page 33