STANDARDS OF
THE EXPANSION JOINT
MANUFACTURERS
ASSOCIATION, INC.
NINTH EDITION
~E J M;...:..,.IA
EXPANSION JOINT MANUFACTURERS ASSOCIATION , INC.
25 NORTH BROADWAY, TARRYTOWN , NY 10591
RICHARD C. BYRNE , SECRETARY
TEL: 914-332-0040
FAX: 914-332-1541
E-MAIL: ejma@ejma .org
www.ejma.org
STANDARDS OF THE EXPANSION JO INT MANUFACTURERS ASSOCIATION. INC.
FOREWO RD
Since 1958. when the Expans10n J0 ll11 Manu lacturcr" s Assoc iation (EJMATM ) first publi shed these Standards.
continuing technologica l improvemen ts in the application and design of Expansion Joi nts have been reported
through the cooperat ive e fforts of its assoc iation members by expanding the scope and con tClH of Ihis pub lication .
founded three years earlier in 1955.lhc Expansion Jo illl Manufac turer's Association began wim a group of
companies ex perienced inlhc application. design. and fabrication of Expansion Joints. T he firs t EJMATM
Standard edit ion was. of necessity. somewhat brief a nd covered only applications in vo lving ax ial movement. But
as research and extensive tcsti ng res uhs werc catalogued. more detailed design data has been included in thc
EJMA T\I Sta ndard. Thc EJMA ™ Standards are intcnded for application to mctallic bellows expansion jo ints
h:lVi ng only thc convolution shapes s hown in thc S tandards and ha ving convolution welds onl y in the meridional
direction with the exception of the bellows anach ment welds.
The EJMATM Technical Committee is ded icated to continuously improving the utility and tec hnical content of the
Standards. Suggest ions an d comments fro m industry uscrs are welcomed and s hou ld he forwarded to the
Secretary of this Association in w riting.
It is imponant to note that the EJMATM Standard is a trade association document containing recommendations for
application of expansion joint products and in-depth tcchnical infonnation for usc in design ing expans ion join t
products. It is not a manufacturing standard or a q uality ass urance document. The type of non-destructive
examinat ion and the extent ofqua li ry assurance test ing to be applied to given prod uct sho uld be addressed by
o ther documents such as the ASME 8 3 1.3 Piping Code. the ASME Pressure Vessel Code or another user
provided s peci fication . The Standard docs not limit or dictate thc manufacturing process to be lIscd for
cons truc tio n of expansion joints. no r docs it estab lis h spccific engi neering requ irements deemed necessary for the
!wfe application. design and manufacture of Expansion Joints. If there is a strong preference for a eenain type o f
manufacturing process. the user s hould provide this infonnation. Industry users arc cautioned that these
Standards s hould not be considered as a design handbook. and must not replace sound enginceringjudgment.
educat ion and experience.
As o f this writing, the EJMA ™ Standard thoroughly covers the design of expa nsion joint bellows elements.
However. the Standard docs nOi cover the design of hardware associated w ith res tra int of pressure thrust.
Press ure thrust restraint hardware is as imponant as the bellows element in the design and fabrication of an
ex pansion joint assembly. Users a re strongly advised to ob tain doc umented design res ults for bellows clemen ts
and pressure thrust restraint hardware for any cri tical application.
NO WA RRANT Y EXPR ESSE D O R IM PLI E D
The engi neering Standards herein are recommendcd by the Expansion Joint Manufacturers Association. Inc. to
assist u scrs. engineers. architects and others who spec ify. design and install Expansion Joints in piping sys t e m ~ to
obtai n the most efficient service (rom Expansion Joint installations. T hese Standards are based upon sound
engineering principles. research and field experiencc in thc ma nufacture. design. installat ion and use of Expansion
Joint s. Th ese Standards may be s ubject to revision as funher investigation o r experience may s how is necessary o r
desirable. Utilizati on of th ese Standards remains em ircJy optional. Nothi ng herein sha ll constitute a warranty of
any ki nd. expressed or implied . Accordingly. all warrnnties o fwha lever nature. cxpressed or implicd. arc herewi th
s pec ifically di sclaimed and di sa vowed.
Co pyright 1958, 1962, 1969, 1975, 1976, 1980, 1985, 1993, 1998, 2003, 2U05, 20U8
EXPANSION JOINT MA UFACTURERS ASSOCIATlON.INC.
All ri ghts reserved. This book or any pan thereof may not be reproduced in any fonn without wri tten
penn ISS ion of the Expa nsion Joint ManufaclUrers Assoc iation. Inc.
The speci fi cation sheets constituting Append ix A arc not covered by any copyright restrictions and may
be freel y reproduced tlnd utilized by purchascrs of this Standards manual.
"
, Expansion Joinl Manufacturers Associ3lion. Inc.
wwv. .c-jrna.org
STANDARDS OFTHE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
MEMBERSlllP LIST
EXPANSION JOINT
~lANUFACTURERS
ASSOCIATION. INC.
American BOA. Inc. - Cumming. GA
Badger Industries. Inc. - Zelienople. PA
Ex pansion Joint Systems. Inc. - Santee. CA
Flexider S.LI.- Torino, Italy
Hyspan Precision Products. Inc.- Chula Vista. CA
Idrosapi ens, S.r.1 - Leini (Torin o), Italy
Microflex - Ormond Beach. FL
Senior Flexonics. Inc .. Pathway Di vision - New Braunfels. TX
SFZ - Lyon. France
U.S. Bellows. Inc. - Houston. TX
WahlcoMetroflex. Inc.- Lewiston. ME
Witzenmann. GmbH - Pforzheim. Gennany
CU RRENT TECHN I CAL COMM ITTEE
M E~ IB ERS
EXPANS ION JOINT MANm' ACTU RERS ASSOCIATION. INC.
Patrick Vainio - American BOA, Inc.
Jack Hanna - Badger Industries, Inc.
Mike Cabrera - Expansion loint Systems. Inc .
Mario Nh-oli - Flexider S.r.I.- Torino. Ital y
Scott Stelmar - Hyspan Precision Products. Inc .
Arulio Pietrafesa - Idrosapiens. S.r.1
Jeff DePiero - Microtlex
Bob Broyles - Senior Flexonics. Inc .. Pathway DiviSIOn
M., Micheni - SFZ
Roy Felkner - U.S. Bellows. Inc .
Rick Marcotte- WahlcoMerrotlex. Inc .
Peter Berger - Witzenmann. GmbH
w .... w _cJmu_org
l
Expansion JOInI Manufaclurers
ASSOCiation.
Inc.
111
STAN DA RDS OF TH E EX PANSION JOI NT MANUFACTU RERS ASSOCIATION. INC.
This page intcl1Iionall y blank.
,v
0.. '
Expansion Joint ManufaclUrers Association. lnc.
WW\\
.ejma.org
STANDARDS OF T HE EXPANSION JO INT MANUFACTURERS ASSOCIAT ION. INC.
CONTENTS
Pa ge
Sectio n
Foreword
1\lembenhip of [J IA. ........................................................................................................................ ................... ......
Current Technical Conlnlittec
~ I embers
......... ,......................................................................... ................... ..............
ii
iii
iii
SECT ION 1 - SCO I) E. DEFINITIOi'\'S, AND NOMENCLATURE
1.1
1.2
1.3
Sco pe ...............................................................................................................................................................•....
Definition s............................................ ............................. ....................................................................................
Nomt"nclaturt" ......................................................................................................................................................
I- I
I-I
1-6
SECT ION 2 -S ELEcrIO~ AND APPLICATIONS
2.1
2.2
2.3
2A
2.5
2.6
St" It"Clioll of Expansion Joints .............................................................................................................................
Seit"clion for Axial j\'iovement .............................................................................................................. ..............
2- 1
2-2
Selection for Ltter!ll Oenec:tion. Ang ular Ro tation. & Co mbined Mon! m ents .............................................
2~5
Applic.alions Us ing S ingle Ex pansion Joints .....................................................................................................
Applications Usin g Uni" ersal Expansion Joints ...................................... .........................................................
Applic:ltions Usi ng Pressure Balanced Expansion Joints ................................................................................
2.7 Applications Using Hinged Expa nsion Joints ...................................................................................................
2.8 Ca lculation of Angular H.otat ion in a 3 Hinge Piping Systt"111 .........................................................................
2.9 Applicatio ns t;sing G imba l Expansion Joints ..................................................................................................
2.10 Anchor. G uide, and S upport Requirements .....................................................................................................
2~6
2-8
2~12
2~15
2-20
2~22
2-23
SECTION 3 - SAFETY RECOMMENDATIONS FO R PIPII'G SYSTE~IS CONTA INI"IG
BELLOWS EXPANS ION JOINTS
3.1
3.2
3.3
3A
3.5
3.6
3.7
Des ig n Specification .............................................................................................. ..............................................
Ex pa nsion Joint Design ......................................................................................................................................
Expansion J oint J\'l anufacturing QuaJi~ ..........................................................................................................
Installation ...........................................................................................................................................................
Post InstaU:llion In spection Prior to System Press ure Test .................................. ..........................................
Inspection During and Immediatel) Afler S) stem Pressurt" Tt"sls .................................................................
Period ic In~Ser\·ice Inspection ...........................................................................................................................
3-1
3~3
3-3
3-3
3-'
3-'
3~5
SECTION 4 - C IRCULAR EXPANSION JOINT DESIGN
-1.1
-1.1
4.3
-IA
-1.5
-1.6
-1.7
4.8
WW\\
l\lo\emenf Equations...........................................................................................................................................
Conlbilling l\lo\'elllt"nts .......................................................................................................................................
l\ l o\'elnent Range ................................................................................................................................................
Uni\ersal Circ ular Expansion Joint l\ lo\'ements .............................................................................................
Cold Springing of Circular Expansion Joints .............................................................................................. ....
-1.5.1 Forct" Reduction ......................................................................................................................................
-1.5.1 Slabi li ~ ....................................................................................................................................................
-1.5.3 COlllllonenl C learanct"s ...........................................................................................................................
Forces and l\lonlt"llts ..........................................................................................................................................
-1.6.1 Force a nd l\loment Calculation .............................................................................................................
~ Iuimum A\ial Co mpression Based On Instabilil) .......................................................................................
Expansion Joint Flange Loading Co nsiderations ................................................................................ .............
.eJma.org
i..'
Expall:.ion Joint Manufacturers Association. Inc.
-I-I
-1-2
-1-3
4~5
-I~5
-1-5
-I~5
-1-6
4-6
4-6
-I~IO
-I~IO
SECT ION 4 - C IRCULAR EXPANS ION JOINT D ES ICN (co ntinu e d)
4.9
4. 10
4.11
-' . 12
-'. 13
4. 1-'
-'. 15
Vi bral ion .................... ..........................................................................................................................................
-1.9. 1 Singl(' BclIO\\ s .......... ...... ............................... ................. ... .. .... ............ .................. .. .......... .. .....................
-'.9.2 Du a l Bellows (U niversa l Ex pa ns ion J oinl ) ............................................................................................
I nlernal Slcc\'es - C ircular Ex pa nsion J oinlS ............................ .. ....... ..................................... .........................
4.10. 1 C riteria for Determinin g the Need for IlIl ernal SieHl'S .............................. .........................................
4.10.2 Design Rcco mme nda tions for Internal Slee\'es .....................................................................................
Externa l Covers - C ircu lar Expa nsion Joints.. ..................................................................................................
Bello\\$ Oesign ............................. ........................................................................................... .............................
-' .12.1 Pa r a mete rs and C ril'eria J\ fffi:ling Bellows Des ign ..............................................................................
4.12. 1. 1 Un reinforced Bel lows .......................................................................................................................
4.12. 1.2 Reinforced Bellows ...........................................................................................................................
4.12. 1.3 Internal Press ure Ca pacity ................................ ..............................................................................
-1 .12.1.4 Den eclion Stress ................ .......... .......... ....... ...... ........................................... ...................................
-' .12.1.5 Fatigue Life Expec l a n c~r ..................................................................................................................
4.12. 1.6 Bellows Stabi lit·~ ................................................................................ ...............................................
4.12.1.7 Bello\\ SSllri ng Ra il' ..................................................................... ....................................................
4.12 .1.8 Correla l.ion Testi n::! ...........................................................................................................................
4. 12.1.9 Bellows 1-l eal Trea lnlcnl ................................................................... .................... ...........................
Oesign Eq ua tio ns ...................... ................................................ ............... ...................... ......................................
4.13.1 Design Eq uat io ns for Ullrei nfo r ced Bellows .........................................................................................
4. 13.2 Des ign Eq uatio ns for Reinfo r ced Bellows ......................... ....................................................................
4. 13.3 lles ign'[<lual'itHI$ fo r Toroid a l Bellows ................................................................... ...... ........................
-'. 13.4 Be llows Torsion - Unreinfor ced / Reinforced Be llows ...........................................................................
Be nchmark Calculat io ns .....................................................................................................................................
[ffecl of Ex lerna l Preltsu r e .......................................... ................. ......................................................................
4- 11
4· 11
4· 13
"-14
"- 14
4· 16
-'· 17
"-18
4· 19
-'· 19
4· 19
4· 20
4·20
4-2 1
4-23
4-26
"·27
4-27
4· 28
4-28
4· 30
4-32
4-33
-'-34
4-42
SECTI ON 5 - RECTANGU LA R EX PANS ION JOI NT DES IGN
5.1
5.2
5.3
5.4
5.5
I\ l o\'e nlent Equations ..........................................................................................................................................
C ombi ning I\'IOVCIII('IIIS ............................ ..................................... ...... ...... ................... ......... ........ ......................
l\ IUVl' llll'nt Rangl' .... ...................... ................... .. .. ..... ..... ............. ................... .. .................................................
Forc{' a nd l\ lomenl C a lcu lal io ns ........................................................................................ ........................... .....
O{'s ign Equations
SECTION 6 - Q UALITY ASSURANCE AN D BELLOWS
6. 1
6.2
6.3
6.4
6.5
6.6
6.7
6.8
6.9
6. 10
6. 11
(,. 12
6.1 3
6. 1-'
6.15
"
FOR~IING
METHODS
Ge n{'ra l .................................................................................................................................................................
AUl hnrilY an d Respo lisibili ly ........................................... ............ .......................................................................
Qu a li l~' Assurance O r ganizat ion ............ .......... .. ................................................................................................
Dra wings. Desig n Calcu lations. a nd Spfi: ilicalio n Co nlrol ........................................ ......................... ...... ......
l\'lal('rials a nd l\'late rials CO lll rol ... .. ..... ........................... ............... ................. ..................... ..............................
l\'la nufa{'tur ing Process COlllrol .........................................................................................................................
In- Process Inspection a nd Examina tion Program ............................................................................................
I\leusurin :; a nd Test Equipm ent Conrrol ...........................................................................................................
l\'l a te ria l Non-confornl 3ncc Co nlrol ..................................................................................................................
Cor rccli \'C Action (Sup pli{'s a nd Sen 'it'es) ........................................................................................................
\Ve lding ........................................ .................................... ......... ...... .... ........... .. ........... .........................................
U{'a l Trealment ...................................................................................................................................................
Packaging. Presernl tion . Sh ippin g a nd Stor age ...................................................... .............................. ...........
C ustoiller Q ualilY Assurance Audits ... ..............................................................................................................
Record.s Relenl.ion ....................... ..................... .......... .........................................................................................
c Expansion Joint Manufacturers Assoc iation. Inc.
5-1
5·4
5·4
5-5
5-6
WW,,"'
6- 1
6- 1
6- 1
6- 1
6-2
6-2
6-2
6-3
6-3
6-3
6-3
6-3
6-3
6-4
6-4
ejma org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
SECTION 6 - Q UA LITY ASSU RANCE AND BELLOWS FORMING METHODS (co ntinued)
6. 16 l\INhods of Forming l\ l etal Bellon s ..................................................................................................................
6. 16. 1 Elastonleric Fornling .... ................................................................................. .............. ...........................
6. 16.2 Expansion (Expanding l\landrel) Forming ............ ...............................................................................
6.16.3 t-Iydraulic Fornling ... _.................. ............................................................................ ...............................
6. 16.4 Pneumatic Tube Fo rlning ......................... ..............................................................................................
6. 16.5 Rolled Co n'·oluted S heet ........................................................................................................................
6. 16.6 Ro ll Fornling .........•.........•........•..............................................................................................................
6. 16.7 Rolled Rin g ..............................................................................................................................................
6.1 6.8 Press- Brake Fornling ..............................................................................................................................
6. 16.9 Co mbined Forming ......... ....................... ....... ............ ....... .................. .....................................................
6.17 Fabrication Tolerances ......... ..............................................................................................................................
SECTION 7 7. 1
7.2
7.3
EXA~JJNA nON
AND TESTING
No n-destructi" e Exanlinal.ion ...................................................................................................................... .
7. 1.1 Radiographic Exa nlination ....................................................................................................................
7. 1.2 l.iquid Penetra nt Exami na tion .................................................. .. ......................... ..... ............................
7. 1.3 Fluorescent Pe nt'tra nt Examin a tion ......................................................................................................
7.1--' l\'l agnetic Partic le Exa mination .................................................................. ............................... ............
7. 1.5 Ultrasonic E).anlination ............................... ............... ............................................................................
7. 1.6 Ha logen Leak Exa nlin at ion ....................................................................................................................
7. 1.7 J\lassSpcclronleter Exalni nlltioll...........................................................................................................
7. 1.8 AirJct Leak Examination ......................................................................................................................
Non-destru cti\'c TeST ing .................................................................................................. ...............................
7.2. 1 rress ure Testi ng ......................................................................................................................................
Destructive Testi ng ........................................................................................................................................
7.3.1 Fatigue Life Testing ................................................................................ ................................................
7.3.2 SCluirrn TeST ing ........................................................................................................................................
7.3.3 I\ lcridional Yield-Ru pture Testing ................................................................................................. ... ....
SECTION 8 - SHIPPI NC AND
7- 1
7-1
7- 1
7-2
7-2
7-2
7-2
7-3
7-3
7-3
7-3
7....
7....
7.-4
7-5
I~STALLATION
8.1
8.2
8.3
8A
8.5
S hipping Tags ....................................................................................................... .. .............................................
Shipping De\jces ................................ .................................................................................................................
In sta llation ...........................................................................................................................................................
Caskets .................................................................................................................................................................
Recontllu' nded Instnllation Instructions ...........................................................................................................
W'\-'\
.cJllla.org
C
6-'
6-4
6-5
6-5
6-6
6-6
6-7
6-7
6-8
6-8
6-9
Expansion Joint Manufacturers Association. Inc.
8-1
8-1
8-2
8-2
8-3
VII
SECTION 9- FEATURES. ACCESSO RI ES. AND MATE RI ALS
9.1
9.2
9.3
9.4
I\lulli- I' ly Bellows ................................................................................ .. .... .............. ............................................
9- 1
9. 1.1 f\ lulti-Ply Construction \\ ilh the Sa me Total T hick ncss as a Sin gle Ply CO lIslruclion ......................
9. 1. 1. 1 Press ure Capac ity .................................................................. _.......................... ................................
9.1.1.2 Fatigup L.irt> ........................ .................................................. .............................................................
9.1.1.3 Spri.ng Forces ....................................................................... ... ..........................................................
9. 1. 1.4 Bellows Stability ...............................................................................................................................
9.1 .2 l\ lulti-PI~' Construction with t he Same Thickness ror Each Ply as a Single PI~' Construction .........
9.1.2. 1 Pressure Capacity ........................................................ ................................................................ .....
9.1 .2.2 Fatigue Lire ........................................................................ ...............................................................
9. 1.2.3 S pring Forces ............................................................... ........ .............................................................
9. 1.2.4 Bellows Stabilit y ............................................. ............. ........... ............................................. .............
9. 1.3 Multi-Ply Construction wil h G rea ter T hi ckness ror Each Ply Than for Single Ply Const ruc tion ...
9. 1.3. 1 Pressure Capacity .............................................................................................................................
9. 1.3.2 Fatigue Lire ........................... .... .............. ........................... .. ...................... .................. ........ .............
9.1.3.3 Spri ng Forces ......... .......... ....................... ........................... .......................................... .....................
9. 1.3.4 Bellows Stabili ty ...............................................................................................................................
9.1.4 l\l ultiple l\lateria l Usage .......... ...............................................................................................................
9.1.5 Redundant Ply Const ru ction with the Sa me T hickness for Eac h PI~' as a Si ngle Ply Construction
9.1.5. 1 Pressure Cu pacity ........................................................................................................ .....................
9. 1.5. 2 F:ltigue Lire .......................................................................................................................................
9. 1.5.3 Spring Forces ................... ....... ........................................... ...............................................................
9. 1.5.4 Bellon'S S ta bility ...............................................................................................................................
9. 1.5.5 l\'l o nitored Ply " cllows .....................................................................................................................
Tie Rods, Hinges and Sinlil a r Accessories .......................... ...............................................................................
9.2. 1 Forces and Loads .....................................................................................................................................
9.2.2 l\let hods or Attachme nt ...........................................................................................................................
9.2_1 I>esig n Considerat ion ..............................................................................................................................
9.2.3. 1 Tie Rods. t-linges. and G inlba.ls .......................................................................................................
9.2.3. 2 AUachnlcnls til I'iring ............................ ........ ..................................................................................
9.2.3.3 Compon ent Des ig n S tress Linlits ................................................................................................ ....
9.2.3.4 References ...................... .................................................... ...............................................................
Flanges .......................................................................................................... ........................................................
Co rrosion ..... .................................................................................................. ........................................... ............
9-1
9- 1
9-1
9-1
9-1
9-1
9-1
9-1
9-1
9-1
9-2
9-2
9-2
9·2
9-2
9-2
9-3
9-3
9-3
9-3
9-3
9-3
9-4
9-4
9-4
9-4
9-4
9-5
9-5
9- 12
9· 13
9- 14
[" Expansion Joinl Manuf.1cluref'l A<;<;Q( ialion. tnc
www.ejma.o rg
STANDARDS OF THE EXPA SION JOINT MANUFACTURERS ASSOCIATION. INC.
APPEND ICES
Append ix A
Appendix 8
Appendix C
Appendix 0
Appendix £
Appendh F
Appendix C
Appendix II
Appendix I
Standard Expansion Joint Specification Sheets
Ke~' to Sy mbols Used
Circular and Rectangular 1\lo\'f'lIJent. Force a nd J\)omcnt Equations
Conl"l'rsion Facton and References
Preparation ofTechnical lnqui ri('s
8('1I0\\ s Fatigue T('st Requin'ments
8ellows High Temperature Cycl(' Uf('
Angular Rotation About Om' End
Tab ulated Values for Cp • C, . Cd' BI' B~. and BJ
Appendix J
Examples
Round Ex pa nsion Joints. Forces. and J\l ovelne nts.......................................................................................
I Si ngle Expansion Joint subjected 10 axial mo\ (,OH' nl ...............................................................................
2 S ingle [xpnnsion Joint s ubj('ct('d to axial and I:Hcralmo\ ement ............................................................
3 Si ng le Expansion Join t with tie rods subjected to axial and lateral movement ......................................
4 Tied Unil'ersa l Expansion Joinl subject('d to lateralmo"(, IlI('nt in two planes.......................................
5 Univ('r sal pressure balanced Expansion J oint located betwee n two pieces of
equipment wilh move ment s at end points ........................................................................
6 Single Expansion Joint. attached to vessel nonle. s ubjected to uia l a nd latcralmo,'e menl ...............
7 Cn lculatioll of Angular ROlation in a 3 hinge piping s~·stellJ....................................................................
8 T hree (3) hinge [:\ pans ion Joint s~ste nl ...................................................................................................
9 8ello\\s [quhalent I\ lo\,emcnl per COli' olulion .......................................................................................
10 R('ctangular Expans ion Join t J\IO\enlents .... ..................................... ................... .........................:.........
II Calculation for a Stra ight Run of Pil)e Contain ing an A:\ ial Expa nsion Joint .....................................
J-I
J-2
J-I
J -7
J -IO
J-14
J - 19
J -B
J-25
J-28
J-31
J-35
TABLES
Table I
Table II
Table III
Table IV
Table \'
w\\ \\
Recommended Identification Data Required for Bellows subjected 10 OeslructiH Test.s... .... ..........
Conlpollent Design Stress limits ...........................................................................................................
Shape Factors ................................................................................... .................................................. .....
Thermal Expansion of Pipe in Inches p('r 100 Feet .............•................•...............................................
Moduli of Elastici~ of Common I) Used Bello\\s Materials ................................................................
.eJma.org
"!,'
E. . p:msion Joint Manufac turers Assoc iation. Inc.
7-6
9-6
9-8
0-12
O-I~
IX
Thi s page intentionall y blank.
c: Expansion Joint Manuf..clUrer<; As...ociali(ln . Inc
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIAT IO . INC.
SECTION I - SCOPE, DEFINITIONS, AND NOMENCLATURE
1.1 SCOPE
The EJMATM Standards are only intended for application to metallic bellows expansion joints.
1.2 DEFINITION OF TERMS
The Expansion Joint Manufacrurers Association. Inc. has adopted the following definitions of
Expansion 10int components and related equipment.
ANGULAR ROTATION
The disp lacement of the longitudinal axis of the Expansion Joint from its initial straight line
position into a circular arc. Angular rotation is occasionally referred to as "rotational movement."
Thi s is not torsional rotation wh ich is described further in this secti on.
AXIAL COMPRESS ION
The dimensional shortening of an Expansion Joint along its longitudinal axis. Axial compression
has been referred to as axial movement. traverse or compression.
A . XlAL
.
EXTENSION
The d imensional lengthening of an Expansion Joint along its longitudinal axis . Axial extension has
been referred to as axial movemenl. traverse, elongation or extens ion.
BELLOWS
The flexible element of an Expansion Joint consisting of one or more convolutions and the end
tangents with LI> / D" :5; 3, with no more tban five plies.
CONTROL RODS
Devices, usually in the fonn of rods or bars. attached to the Expansion Joint assembly whose
primary function is to distribute the movement between the two bellows of a universal Expansion
Joint. Control rods are not designed to restrain bellows pressure thrust.
CONVOLUTION
The smallest fle xible unit of a bellows. The total movement capac ity of a bellows is proportional
to the number ofconvolutions.
COVER
A device used to provide limited protection of the exterior surface of the bellows of an expansion
joint from foreign objects or mechanical damage. A cover is sometimes referred to as a sh roud.
DIRECTIONAL ANCHOR
A directional or sliding anchor is one which is designed to absorb loading in one direction while
pemljning motion in another. It may be either a main or intemlediate anchor. depending upon the
application involved. When designed for the purpose. a directional anchor may also function as a
pipe alignment guide. [n the design ofa directional anchor. an effort shou ld be made to minimize
the friction between its moving or sliding parts, since this will reduce the loading on the piping and
equipment and insure proper functioning of the anchor.
w",,-..\
.ejma.org
(' Expansion Joint Manufacturers Association. Inc.
I-I
STAN DARD S OF THE EX PANS ION JOINT MANUFACT URERS ASSOCIATION. INC.
DOUBL E EXPANSION JOINT
A double Expansion Join! consis ts of two bellows joined by a common connecto r wh ich is
anchored to some rigid part of the insta ll ation by mean s cfan an chor base. The anchor base may
be atlached to the comm on connector e ither at installation or at time of manufacrure. Eac h bellows
acts as a single Expan sion Joi nt and absorbs the movement or th e pipe section ill wh ich it is
installed independentl y of the other bellows. Double Ex pansion Joints should not be confused with
uni versal Expansion Joi nts.
EQUALIZI NG AN D REINFO RC I NG RINGS
Devices used on some ex pans ion join ts fittin g snugl y in the roOlS of the convoluti ons. The primary
purpose of these devices is re in fo rce the bell ows against intemal pressure. Equali zing rings are
made of cast iron. stee l. stainless stee l or other suitable alloys and are approx imately "T" shaped in
cross secti on. Re inforcing or rOOI rings arc fabricated fro m tubing or solid round bars of carbon
stee l, stainl ess steel or o th er suitable a ll oys.
to
EXPANS ION JOIN T S
A ny dev ice contain ing o ne or more bellows used to absorb dimensional changes. such as those
caused by thermal expansio n or contraction or a pipeline;duct o r vessel.
FLANGED ENDS
The ends of an ex pans ion j oint equi pped with flanges for the purpose of bo lting the expansio n joint
to the m al in~ fl anges of adjacent eq uipment or piping (See Sectio n 9.3).
G IMBAL EXPANS ION JOI NT
A gimba l Expansion Joint is des igned to pemlit angular rotation in any plane by th e use of two
pai rs of hinges affixed to a comlllon fl oating gimbal ring. The gimbal ring. hinges and pins must
be designed 10 restrain the thrust of the Expansion Joint due to internal pressure and extraneous
fo rces, where app li cab le.
HING ED EXPANSION
JO~'1 T
A hinged Ex pansion Joint contains one bellows and is designed to permit angu lar rotation in one
plane only by the use of a pair of pin s through hinge plates attached to the Expansion Joint ends.
The hinges and hinge pins must be designed to restrai n the thrust of th e Expa nsion Joint due to
intema l pressure and extraneous forces. where app li cable. Hi nged Expans ion Joints shou ld be used
in sets of two or three to fu nction properly.
I N-LI NE PRESSU RE BA L ANCE D EX PANS ION JOI NT
An in-li ne pressure ba lan ced Expan sio n Joint is des igned to absorb ax ial movement and/or lateral
defl ection wh il e restraining the press ure thrust by means of tie devices interconnecti ng the li ne
bellows with ou tboard co mpensating bellows also subjected to line pressure. Each bellows set is
designed to absorb the axial movement and usually the line be llows will absorb the lateral
defl ection . This type of Expansion Jo int is used in a straight run of piping.
INTERMEDIATE ANCHOR
A n intermediate anchor is one whi ch must \vithstand the bellows thrust due to fl ow. spring forces.
and all other piping loads. but nO( the thrust due [0 pressure.
An illtennediate anchor base for connection to the anchor structure can be fu mi shed as an integral
part of a single o r doub le Expansion Joint, if desired . The Expansion Joi nt manufacturer must be
advised of the magninlde and direc tion of a ll forces and moments which w ill be imposed upon the
~tI1 (; hor base, so that it can be adequate ly des igned to suit the specific application.
1-2
tt'" Expansio n Joint
~.'Ianufaclun:rs
Association. Inc.
www .ejma.org
STANDARDS OF THE EXPANS ION JOINT MA NU FACTURERS ASSOCIATION. INC.
INTE RNAL SLEEVE
A device which minimizes contact between the inner surface of Ihe bellows of an expansion joint
a nd the fluid !lowing through it (Sec Section ..1.9 for application). These devices have also been
referred to as liners or baffles.
INTERNAL LY GUIDED EXPANS IO N JOINT
All internall y-gu ided Expansion Jo int is designed to provide ax ial guiding within the Expansion
Join! by incorpofaling a heavy interna l guide sleeve. with or without [he use of bearing ring s. The
use of such Expansion Joints will assure installation w ithout initial lateral or angular misalignment
and can be mstalled in pipelines where reverse flow wi ll be encountered . The use cfan internallyg uided Expansion Joint does not eli minate the necessity of using adequate external pipe guides in
accordance with the instructi ons given in Section 2.10. liS use will not prevent bellows in stabili ty.
LA TERAL DEFLECT ION
The rel ati ve disp lacemenl of the two ends of an Expansion Jo int perpendicular to its longitud inal
axis. This has been referred to as lateral offset lateral move ment, parallel mi sa lignment, direct
shear. or transverse movement.
LIMIT RODS
Devices. usua lly in the fornl of rods or bars, attached to the ex pansion joinr assembly w hose
primary function is to restrict the be ll ows movement range (axial, lateral and angular) during
normal operation. In th e event of a main anchor fa ilure, they are desi!,rned to prevent bellows overextension or over-compression while restraining the full pressure loading and dynamic forces
generated by the anchor fai lure.
MAlN ANCHOR
A main anchor is one which must withstand the full bell ows thrust due to pressure. fl ow. spring
forces. and all other piping loads.
A main anchor base for connect ion to Ihe anchor structure can be furnished as an in tegral pan ofa
single or double Expans ion Joi nt. if desired. The Expansion Joint manufacturer must be advised of
the magnitude and direction of all forces and moments wh ich will be imposed upon the anchor
base, so that it can be adequately designed to su it the spec ifi c applicalion.
MOTION LNDICATORS
Devices attached to an Expansion Joinl for the purpose of indicating the movemelll of the
Expansion Joint. These devices are useful in determining if the piping system is behaving as
planned and if the actual movements being imposed upon the bellows are within the limits of the
original design criteria. An example of motion indicators used on hinge or gimbal hardware is an
indicator attached to the hinge pin with an angular sca le attached to the hinge aml. This allows one
to quickJy detemline the ex lent of angular offset.
Another common example of motion indicators is found on sloned hinge assemblies. Wi th the
hinge pin used as an indicator. pemlanent marks are scribed upon the hinge hardware to record the
o riginal co ld position. The relative distance between the pin and the cold position mark can then be
used to deternline the movements imposed upon [he bellows.
\\ w\\
.eJma.org
r Expansion Joint Manufacturer.> As!.ociation. Inc.
1-3
STANDARDS OF THE EX PANSION JOI NT MANUFACTURERS ASSOCIATION. INC.
PANTOGRA PH LINKAGES
A st.:issurs-l ikt: lkvice. A spt.."Cial form of comrol rod attached 10 the ex pansion joim assembly
whose primary function is to positively distribute the move menl equa lly between the two be ll ows
of the universal join! throughout its full range of movement. Pantograph linkages. like control
rods. are not designed to restrain pressure thrust.
PIPE ALIGNMENT GUI DE
A pipe al ignment gu ide is a foml offramcwork fastened to some rigid pan of the installati on
which pennits the pipe line to move freely only along the axi s of the pipe. For further infomlalion.
see the definition of planar pipe guide below.
PIPE SECTION
A pipe section is that porti on ofa pipeline between two anchors . Al l dimensional changes in a pipe
section mUSt be absorbed between these two anc hors.
PLANA R PIP E GU ID E
A planar pipe guide penn its transverse movement a nd/or bcnding of Ihe pipeline in one plane. It is
commonly used in applications involving lateral deflection or angular rotation resulting from "L"
or "Z" sha ped piping configurations.
PRESS RE BALANCE D EXPANSION JOI 'T
A pressure ba lanced Expansion Joint is designed to absorb axial movement and/or la teral
de fl ect ion wh ile restrain ing the pressure thrust by means of tie devices inter-connecting the fl ow
be ll ows wi th an opposed bellows also subjected ro line pressure.
PURGE CO 'NECTIONS
Purge connections. where required, are usually installed al the sealed end of each imernal s leeve of
an expansion joint for the purpose of injecting a liquid or gas between the bellows and the in ternal
sleeve to keep the area clear of erosive and corrosive media and/or so lids that cou ld pack the
convo lut ions. Purging may be co ntinuous, intenn inent or just on sta rt -up or shut down , as
required . These are sometimes c.al lcd aeration connections.
RATED MOV EMENT
The maximum amount of movement (ax ial extension. axia l compression. latera l deflec tion .
angu lar rotarion. or a ny combinati on thereat) which an Expansion Joint is capable of absorbing.
This rating may be different for each size. type and make of Ex pans ion Join! and is established by
the manufacturer.
SHIPPI NG DEVI CES
Rigid support devices installed on an expansion joi nt to maintain the overall length of the
assembly for shipment. These devices may also be used to precompress. pre-extend or laterall y
offset thc bellows. See Section 8.2. They should not be used to resist pressure thmst durin g testing.
SING L E EXPANS I ON JOI NT
The si mplest foml of Expansion Joint. of single be llows construction. for the purpose of absorb ing
a ny combi nation of the three basic movements of the pipe section in which it is installed.
1-4
~
E.xpanslOn Joint Manufacturers Association. Inc.
www.ejma.org
STANDARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOCIATION. INC.
SLOTTED I·II NGES
Devices insta ll ed as diametri call y opposed pairs on an Expansion Jo int pemlitting axial and one
plane angular movement. Sloned hinges can be designed to perfonn as control devices.
distributing movements between two bellows of a universal Expansion Jo int but do not restrain
pressure thru st. They Jllay also be designed as limiting devices that restrict the be ll ows movement
range and restrain the full pressure load ing and dynamic forces generated by an anchor failure.
These devices can be lIsc,d to transmit extraneous loads and forces such as system dead weight.
wind loads. and se ismi c loads that are transverse to the Expansion Jo int ax is.
STABILIZER
A device, internall y or externally attached to the Expansion Joint assembl y. whose primary
function is to increase the stability ofa universal Expansion Joint assembly.
SWI NG EXPANSION JOII\'T
A swi ng Expansion Joint is one containi ng two bellows joined by a common connector designed to
absorb lateral deflection and/or angular rotation in one plane. Pressure thrust and extraneous forces
are restrai ned by the use of a pair of swing bars, each of which is pi nned to the Expansion Joint
ends.
TANGENT REINFORCEMENT
A rei nforc ing member located around the ci rcumference of the be llows tangent for the purpose of
reducing excessive pressure stresses which cou ld lead to circumferential yieldi ng.
TANGENTS
The straight un-convoluted portions at the end of the bellows.
TIE RODS
Devices. usually in the fornl of rods or bars, attached to the expansion joint assembly whose
primary funct ion is to continuously restrain the full bellows pressure thrust during nonnal
operation whi le pennitting on ly lateral deflection . Angu lar rotation can be accommodated only if
two tie rods are used and located 90° opposed to the direction of rotation.
TORSIONAL ROTATION
The twisting of one end of the Expansion Joint with respect to the other end about its longitudinal
axis. This twisting generally produces extremely high shear stresses in the bellows. For this reason
it is extremely important that special hardware be used to limit the amount of torsional shear stress
in the bellows. The equations in Section 5.6 may be used as a guide in calculating this stress.
UN IVERSAL EXPANSION JOINT
A universal Expansion Joint is one containing two bellows joined by a common connector for the
purpose of absorbing any comb ination of the three basic movements: axial move ment, lateral
deflection and angular rotation. Universal Expansion Joints are usually furnished with control rods
to distribute the movement between the two bellows of the Expansion Joint and stab ili ze the
common connector. This definition does not imply that only a universal Expansion Joint can
absorb combined movement.
WELD ENDS
The ends of an expansion joint equipped with pipe suitably beveled for welding to adjacent
equipment or piping.
WW\\ ,eJma.org
(" Expansion Joint Manuracturers Association. Inc
1-5
STANDARDS OFTHE EX PANSIO
JOINT MANUFACTURERS ASSOCIATION. INC.
1.3 NOM ENC LATU RE
AI
=
Cross sectional metal area of one bellows convolu tion (in. ~ ).
=
[2;r(1~)+2 [~ -2(1~ )J + [h"- 2(r. )1' } 1'1I
[ 21f(r. ) + 2
J
~ - 2(/". )
+ [h" - 2(/".
ll' }
for round bellows
for rectangular bellows
A,. = Bellows effect ive area . corresponding to the mea n diameter of th e convo lutions of the
Expansion Joi nt (in. 2 ).
If(DJ'
4
= Cross sectional mcmi area of one reinforcement fastener (in. 2).
A" = Internal area of pipe (in. ~ ).
AI
Ar - C ru!:os st:l.:liunal metal area of o ne bellows reinforc ing member (in. ~ ).
AI(' = Cross sect ional mctal area of one langent collar (in. 1 ),
8,
Factor used in specific design calculations to rela te toroida l bellows convolut ion segment
behavior 10 a simpl e strip bea m.
B) = Facto r used in spec ific design ca lculations to re late toroida l bellows convolution segmenl
behavior 10 a simp le strip beam.
Factor used in specific design calculations to rela te toroidal bellows convol ution segment
8J
behavior to a simpl e strip beam.
Cu = 2.0 when tange nt is full y supp0rled against the pressure.
1.5 when tange nt is not fu ll y supported aga insl lhe pressure .
C,. = Factor used to account for curvature of tangent co llar.
= - 0.2431 + 0.016811, + 0.302411;
CII = Factor used in spec ific des ign calcul at ions to re late U-shaped be ll ows convol ution segment
behavior to a simple strip beam.
= Factor used in specific design calculations to relate U-shaped bellows convolut ion segment
behavior lO a simple stri p beam.
Cm = Material strength factor at temperatures below the creep range.
= 1.5 for bellows in the annealed conditi on (without cold work ).
= 1.5 Y.m( 1.5 mi n., 3.0 max .) for be ll ows in the as- fo nned condi tion (w ith cold work) .
e,
Cp = Factor used in spec ific design calcul ations to re late U-shaped be ll ows convo lution segment
be hav ior to a simple strip beam.
Cr = Convo lution height factor.
03- (
C.,
C,I'
1-6
100
0.6P '~
)'
+ 320
Stress concentration factor derived from manufacturer's fatigue test results. It is a function of
comer configuration and weld joint efficiency.
Stress concentrati on factor deri ved from manufacturer's fatigue test results. It is a function of
the effect of app! i~d pressure.
.
C
Expansion Joinl !\·Ianufaclurers Association. Inc.
Ww\\ .ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOC IATION. INC.
c"
=
Co
Long itudinal weldjoillt efficiency factor from applicable code. Subscripts b. c, f . p and
rdenote the bellows. reinforce ment co llar. fastener. pipe. and reinforc ing ring material,
respectively.
Column instability press ure reduct ion factor based on initial angular rotation .
0.1 157°" if 110 concurrent lateral deflection is present.
1 if concurrent lateral deflect ion is present.
Dh
=
D(
Inside diameter of cylindrical tangent and bellows convoluti ons (in.).
Mean diameter of bellows tangent reinforcing co ll ar (in.).
D,. + 2m + I ,.
0;
Pipe inside diameter (in.).
Mean diameter of bellows convolutions (i n.).
DIo +U'+11f for"U'·profile .
Dm
Dr = Mean diameter of reinforcing ring (in.).
E = Modulus of Elasticity at design temperature, unless otherwise specified, for material (psi.).
Subscripts b, c. f, p and r denote the bellows, reinforcement collar, fastener, pipe and
rt:i nfun.: illg ring lIIalt:l-iai , n::!:Ipt:clivdy.
F = Axia l force req uired
Fu
=
F<:
='
10
move a single convo lution axially the amount of e, (Ibs.).
Axial force at the end oflhe convo luted lengt h of an Expansion Joint resulting from axial
deflection x (lbs.).
Ax ial force per tangent collar gusset (Ibs.).
_1- [0.25;r(D", 1
",
_
Dn ~
)p + e,./". ] below the creep range.
0.25lfP(Dm-' D,,-, ).111 tle
I creep range.
11~
G
H
Modulus of Rigidity at design temperature for material (psi).
Resultant total internal pressure force acting on the bellows and reinforcement (Ibs.).
PD,,//
H, = Hold time at temperature between cycles (hours).
/ = Moment of inertia of rectangular bellows convoluted cross-section (in ~ ).
N
1(2".-'1)'
[
1(U'-2,.
N
III
[
1"
K2
=
~8
.]
+ 0.4'11(".- 0.2'1)- for "U" profile.
)' ,j4(u·-2,. )'+ ('1- 4 ,.)'
12
'"
WI
+1.61"1(11"-0.71"
m
'J
r
for "V" profile.
III
Moment of inertia of pipe cross section (in. ~).
Inplane instability factor.
S.
P
\\ \\ \\ .ejma.org
( ExpanSIOn Joint Manufacture.,. Association. Inc
'·7
STANDARDS OF THE EXPANSION JOlNT MANUFACTURERS ASSOCIATIO , INC
K4 = (nplane instabi lity factor.
~~[:J
K, = Fomling method factor.
1 fo r expanding mandrel o r roll faml ing.
0.6 for hydraulic. elaslOmeri c. o r pneumatic tube fo rmi ng.
Kr = C ircumferential stress factor.
The g reater of th e fo ll owing but not less tha n 1.0.
e
K
2(q+e )+--"-+e
.•
'
- - -- --'-:!"'--- where e..a nd e .. are based on ax ia l extens ion concurrent wilh pressure P.
2q
e
2(q-eA)+ :. +e,
----~~,,'--- where e.r and e" are based on ax ial com press ion concurrent with pressure P.
2q
Shape facto r for cross section (see Table III ).
NU'[ /(H' - 2r )J4(H'-2r )' +(q-4r )'
]
•
- +3.14161' /( ... -0.72681' ) for rectangular bell ows
21
~
~.
K = Overall bellows spri ng ra le (lh.lin.).
.V
=
J,
N
KI/ = Factor es tablishi ng relatio nship between eq uivalent axia l displace ment per convo luti on due
10 latera l deflect io n and the rati o Lu 1(2L,,).
Kllm = Factor fo r detemlining the mo ment reaction fo r a un iversal ex pansio n j o int with angu lar
rota ti on about O ll i! end .
00
958R
. 123+1 '
" """
2.9359 + Ru 115~~
K"o
Factor for detcmlin ing the moment and equivalen l axial movement for a un iversal expansion
joint with angular rotation about onc end.
-0.6042 + 2R 1.15911
."
039
14+R
.
. Kin'
=
"S911
Factor fo r detennini ng the lateral force for a universa l ex pansion joint with angular rotation
aOOUi one end.
,
0.7713(1.2876)' R. '''''''
K tl
Angular rotation internal pressure effect factor.
e(lCp
e.C" +0.15'1;;
= I if Co = I
1-"
if Co < I
.c: Expansion Joint Manufacturers Association. Inc.
www.ejma.org
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION, INC.
LJ,
=
Be ll ows convo luted length (in.).
Nq
L,
Be llows tangent collar length (in.),
L" = LCJl!!th frolll attachment we ld to the center of the first convo lution (in.).
L/
=
Lf
= Mean length of long side of rectangular bellows (in.).
Effecti ve length of on e reinforci ng ring fastener (in.).
long inside length ..l- convo lution hei ght.
L ml =
Effective leng th of long side (in.).
!:L(3L, + L, )
L nl• =
3 L, +L,
Effecti ve length of short side (in.).
~( 3L, +
3
L,.)
L, +L,
L,
Mean length ofsho11 side ofrecrangu Jar bellows (in.)
sho rt inside length + convo lution height.
L, = Bellows tangen t leng"l (in.).
L" = Distance between o ulemlOSI ends of the convo luti ons in a universal Expansion Joint (i n.).
Alu = Moment at [he ends of the convol uted length of an Expansio n Joint resuhing from lateral
deflection )" , parallel to the long side (i n. Ibs.).
M L,
= Moment at rhe ends of the convolu ted length of an Expans ion Joint resulting from lateral
deflection. )", parallel to the short side (in. Ibs.).
M,
= Moment at the ends of the convoluted length of an Expansion Joint resulting from lateral
deflection , y, (in. Ibs.).
M0
Moment at the ends of the convo luted length of an Expansion Joint resulting from angular
AI I:f
rotation, B, (in. Ibs.).
Moment at the ends of the convoluted length of an Expansion Joint resulting from angular
rotation. 8, . of tile long side (ill. Ibs.).
M IA
=
Moment at the ends of the convoluted length of an Expansion Joint resulting from angular
rutatiun,8, . ur till;::
N
~hort
!:tide (in. Ibs.).
= Number of convo lutions in one bellows.
Nt = Fatigue life. number of cycles to failure (cycles).
P = Pressure (psig.).
P,I = Design pressure based on the mosl severe conditions. whether operational or test (psig.).
P" = Limiting internal design pressure based on column instability (psig.).
P" = Limiting design pressure based on inplane instability and local plasticity (psig.).
P, = Test pressure (psig.).
\NW\~
.eJma.org
l
Expansion Joint Manufacturers Associal ion. Inc.
1-9
STA DARDS OF THE EX PANSION JOI NT MANUFACTURERS ASSOCIATIO . I C.
R
= Ratio of the internal pressure force resisted by the bellows to the internal pressure force
resisted by the reinforcement. Use RI or
.
.,
.
R~
as designated in the eq uation s.
A E,
= R, for mtc!!ral remlorc1I1g members = - ' -
A,. Er
~
(~+ ~)
RJ for reinforcing members joined by fasteners = A, E"
D", Al E,
RII
=
ArE,
~
2L,
S., = Allowable materia l stress at design temperature, unless otherwise spec ifi ed. from th e
applicable code (ps i.), Subscripts b, c. f. p and,. denotes bellows, reinforcement co llar,
fastener. pipe. reinforcing member material.
S. = Allowable stress of pipeIvesse I material at test temperature (psi.).
S"
Allowable stress of pipe/vessel material at design temperature (psi.),
51 = Yield strength al design temperature. unless otherwise determined. of the actua l bellows
material after completion of bell ows fo mling and any applicable heat treatment (ps i.).
O.67C.. S,.... S,-Ir
=
S"
S lY'
S,h
S'R!
T in.•,.
Tm,u.
Tmill•
VL/
=
=
VI.>'
=
Yield strength at room temperature of the be ll ows materia l in the annea led condition from the
applicab le code or standard reference (psi).
Yi e ld strength at design temperature of the bellows material in the annea led condition from
the appl icable code or standard reference (psi).
Yield strength at room temperature of the actual bellows material in the annealed condition
from the certified test report (psi).
Installation temperature (OF).
Maximum design temperature (OF).
Minimum design temperature (OF).
Latera l force at the ends of the convoluted length of the Expansion Joint resulting fro m
lateral deflection , ."/ . in a direction pantllel to the long side (Ibs.).
Lateral fo rce at the ends of the convoluted length of the Expansion Joint res ulting fro m
lateral deflectio n. Y. , in a directio n parallel to the short side (Ibs.).
VI = Lateral forc e at the ends of the convoluted length of the Expansion Joint resulting from
lateral deflect ion , y (Ibs.).
W('~
Total dead weight of the center spoo l including pipe, refractory. insu lation. attachments, and
media (Ibs.)
..\'. Y.Z
Lengths in coordinate directions.
}'<m
Yield strength multipli er
= I + 9.94·1 O-'(Kr Er) - 7.59· 1O~(K, til' - 2.4 · I0"'(Kr Er)' + 2.21 · 1O-'(K, E,)' for austeniti c
stainless steel
I + 6.S·IO-'(K, Er) - 9. 11·1 O~(Kr G{)' + 9.73·1 O"( K r EI)' - 6.43·1 O-'(K, G,)' fo r nickel alloys
= I for other matenals. HIgher val ues may be used if supported by test data.
Z,
Scction modulus of langem co llar about the neutral axis in the lateral direction (in. J) .
l~
Expansion Joint rvlanufa.cluren. A:losocmtlOn. lne.
ww~
.cj ma.org
STANDARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOCIATION. INC.
e = Total equ iva lent axial movement per convolution (in.).
e,
Equi\'alcnt axial compression per convolution (in.).
Equivalent axial extension per cOll vol ution (in.).
Axial movement per convolution resulting from imposed axial movement. x. This
e
er
t•
movement may be measured as compression or extension (in.).
e , = Axial movement
e,-I = Axial movement
deflection. )'. in
en = Axial movement
deflection. )'. in
e t}
per convo lution resulting from imposed lateral deflection. y (in.),
per convo lution for a rectangular bellows resulting from im posed lateral
a direction parallel with the long side (in.).
per convolution for a rectangular bellows resulting from imposed lateral
a direction parallel with rhe shall side (in.).
= Axial movement per convolution resulting from imposed angular rDiarion. {} (in.)
e ll}
Axial movement per convolution for a rectangular bellows resulting from imposed angular
eo, =
rotation. e. in a direction parallel with the long side (in.).
Axial movement per convolution for a rectangular bellows resulting from imposed angular
II =
J~,
rotation. e. in a direction parallel with [he short side (in.).
Bellows theoretical initial axial elastic spring rare per convo lution (lb '/in. of movement per
convolution). Subscripts 11.1",1 denote unreinforced. reinforced. and toroidal be llows
respectively.
Bellows working spring rate (lb./ in. of movement per convolution).
= f, for 51:::; I.SS,
~
O.67j; for 5, > 1.55,
= Acceleration due to gravity (32.2 ft. / sec.:! ).
k = A facror which considers the stiffening effect of the attachment weld and the end convolution
g
n
I1g
q
,.
rill
I,
on the pressure capacity of the bellows tangent.
L
;.;:;-: If k ~ I . use k ~ I
1.5"'1/ D"I
= Number of bellows material plies of thickness. ,.
= Number of equally spaced gussets per tangent collar.
Convolution pitch. the distance between corresponding points of any two adjacent
convoluiions in a bellows (in.).
Mean radius of toroidal bellows convolution (in.).
= Mean radius of bellows convolution (in.).
Bellows nomin'al material thickness of one ply (in.).
Bellows tangent reinforcing collar material thickness (in.).
I
.
.
O.778t ( NQ+2LI )' Note: .
If tangent IS fully supported against the pressure. sel L, = 0
Nw
1
p
~
Bellows material thickness for one ply. corrected for thinning during fonning (in.).
jf,
1 -
D.
For rectangular expansion join! rails.
Velocity of media flow (ft .lsec.).
Convolution heighl (see Figure 4.19 and 5.9) (in.).
Applied axial movement in compression or extension (in.) .
1
\' =
=
U'
x
=
\\ \\ w.eJffia.org.
...: Expansion Jomt
ManufaclUre~
Association. Inc.
I-II
STANDARDS OFTHE EXPANSION JOINT MANUFACTURERS ASSOCIATION, INC .
\. = Applied later31 deflection (in.).
Bellows bea m mode deflection due to pressure at the center of long span and mid-point of
bellows li ve length (in.).
.1'''",." = Be llows beam mode deflection due to pressure at the center of short span and mi d-point of
bellows li ve length (in.).
.1" = App lied lateral deflection in a direction parallel wi th the long side (in.) .
) ' ~ Appli ed lateral deflection in a direction parallel with the short side (in.).
a
illpiane instability stress interaction factor.
1+20' +(1- 20' + 40')'·'
)'b",' =
..
o
Inplane instability stress ratio.
K,
3K,
e(
=
Be llows fonning strain (%).
For bellows fonned from tubes wi th an
inside diameter of D"
e
e,
e,
e.,
e.
e"
App li ed angular rotation per individual bell ows (radians).
Ang le ofrotatioll for an unrestra ined center spool (radian s).
App lied angular rotation per indi vidual bellows in a planc paraUel with the lo ng side
(radians ).
Maximum angu lar rotation from straight posil ion (radians).
Applied angular rotation per individual bellows in a pl ane parallel with the short side
(radians).
Angle of the uni versal ex pansion joil]( centerline with respect 10 horizontal (radians).
Ratio of design pressure to critical pressure.
PN 2 q
-'-'-'-"- for unrcinforced bell ows.
O.764lfi..
PN' q
O.675lfj:,
for reinforced bellows
PN'r
11
for toroidal bellows.
O.338;rj;,
Poisson ' s Ratio.
~
Expansion Joi nt Manufact urers ASSOCiatIOn. Inc.
www.cjma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOC IATION. INC.
SECTION 2- SELECT IO ' AND AP PLICATIONS
2.1
SELECTION OF EXPANS I ON JOI NTS
The first step in the selection of Expansion Joints is to choose rcmative locations for the pipe
anchors. Any piping system, regardless of its complexity. can be divided into a number of
individual expanding pipe sections having relatively simple configurations (ie: straight runs. ttL"
shaped bends. "Z" shaped bends and other means). by means of anchors. The number of pipe
anchors selected. as well as their locations. will depend upon the piping configuration. the
amounr of expansion which can be accommodated by a single Expansion Joint. the availability
of structural members suitable for lise as anchors. the local ion of various pipe fittings. the
location of connected equipment. the location of branch connections and other considerations.
The major pieces of connec ted equipment such as turbines. pumps. compressors. heat
exchangers, reactors. and similar devices can be considered as anchors in most application s. It is
usually necessary to supplement these equipment anchor points by locating additional anchors at
valves. at changes in the direction of the pipe. at blind ends of pipe and at major branch
connections. It is generally advisable to start out with the assumption that the use of single and
double Ex pansion Joints in straight axial movement wi ll provide the sim plest and most
economical layout. unless there are obvio us advantages to be gained from another approach.
After the anchor points have been tentativel y located. the resulting pipe configurations should be
reviewed to detennine whether they conform 10 the standard pipe sections shown in Sections 2.2
and 2.10. At this point. cons ideration shou ld be given to the relative merits of systems utilizing
si ngle and double Expansion Joints for axial movement only. as opposed to those.utilizing
universal. pressure balanced. hinged and gimbal Expansion Joints. A final decision on anchor
locations and the types of Expansion Joints to be used can only be made after a comparison of
various alternative solutions. Cost. the ability 10 comp ly w ith cyclic life and force req uirements.
space restrictions, and similar items should be considered.
The next step is to calcu late the actual change in length of each leg of each individual pipe
sect ion due to temperature changes. The minimum and installation temperatures are assumed to
be 70° F unless otherwise specified. An allowance, added by the system designer. should then
be included in the actual calculated movements to account for the following possibilities:
(a) The minimum and/or installation temperatures used in the design calculations may
have been based on the erroneous assumption that the metal temperature of the pipe
is the sa me as the ambient temperature.
(b) During erection of the piping. it may be necessary to relocate some of the anchor
points because of construction problems encountered at the job si te.
(e) During operation the system may be subject to 3 different temperature range than the
designer anticipated. panicularly during stan-up.
Refer
www.cJrna.org
10
Appendix J Example J 1 for a sample calculation.
(' Expansion Join! Manufacturers Association. Inc.
2-1
STANDARDS OF T HE EXPANSION JO INT MANUFACTURERS ASSOCIATION. INC
2.2
SELECT IO N FOR AX IA L MO V EM ENT ON LY
(For an explanation of the symbols used in the diagrams. refer to Appendix 8.)
MA
~IDIF:~:~-G~:G~~--l
MA
GI
G2
e
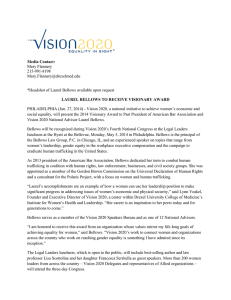
FIGURE 2.1
Figure 2.1 typifies good prac tice in the use of a single Expansion Joint to absorb ax ial pipe li ne
expansion. Note rhe use of one Expansion 10int between two mai n anchors (MA), the neamess of the
Expans ion Joint to an anchor, the closeness orthe fi rst al ignment guide (G 1), the spac ing between the
firsl alignment guide and the second a lignment guide (G2). and the spacing ofintenned iate gu ides (G)
along the ba lance of the line. See Figures 2.30 and 2.31 , and/or eq uation (2-7).
MA
- -- -- -G
G2
G
GI
IA
-- -- -- -GI
G2
G
G
MA
FIGURE 2.2
Figure 2.2 typ ifies good practice in the use ofa double Ex pansion Joim to absorb axial pipe line
expansion. ote the addition of the intemlediate anchor (IA) which, in conjunction with the two main
anchors. divides the pipe line into individual expanding sections, so that there is only one Expansion
Joint between any two anchors. Note also the closeness of the first alignment guide (G I ) to each
Expansion Joint, the spacing between the first a li gnment guide and the second alignment guide (G2)
and the spacing of inrennediare guides (G) along the balance of each pipe section. Sec Figures 2.30
and 2.31 and/or eq uation (2 -7).
2-2
~,
Expansion Joint Manufacturers ASSociation. Inc.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
1 " IG'
1 1GI
-
MA
G
G
G2
-GI
GI
G2
G
G
MA
FIGURE 2.3
FIgure 2.3 typifies good practice in th e use of Expansion 10 int s to absorb axial pipe line expansion in a
pipe line with a branch connection. The anchor al the j unction, which in this case is a tee. is a main
anchor (MA) designed to absorb the thrust fro m the Expansion Joint in the branch line. Note the
nearness of each Expansion 10int to an anchor. the closeness of each first alignment guide (G I). the
spac ing between the first alignment guide and the second alignment guide (G2) and the spacing of
intermediate guides (G) along the balance of each pipe section. See Figures 1.30 and 2.3 1 and/or
equat ion (2-7).
MA
-- -- -G
G2
GI
MA
-- -- -GI
G2
MA
G
FIGURE 2.4
Figure 2.4 typIfies good practice in the use of Expansion Joint s to absorb axial pipe line expansion in a
pipe line containing a reducer. The anchor at the reducer is a main anchor (MA) designed to absorb
the difference III the thrusts of the Expansion J01l1ts on each side of the reducer. l'ote the nearness of
each ExpanSIOn JOlllt to an anchor. the closeness of each first alignment guide (G I). the spacing
between the first align ment guide and the second alignment guide (G2) and the spacing of intennediate
guides (G) along (he balance of each pipe section. See Figures 2.30 and 2.31 and:or equation (2-7).
\\ \\ \\ ,cJrna.org
( Expansion Joint ManufllclUrer.. Association. Inc
STANDARDS OFTHE EXPANSIO, JOINT MANUFACTURERS ASSOC IAT ION. I C.
M'
G
G
~: -
2>
- '" -;:,..::
G
F
-G1
Gl
"'
FIGURE 2.5
Figure 2.5 shows the application ofa sing le Expansion Joi nt to a pipe line containing an offset.
It shou ld be noted that app li cations of thi s type arc not usuall y recolllmended and will pcrfonn
sati sfactoril y only within certain lim its. As in Figure 2.1. the line is provi ded wi th main anchors
at eac h end to absorb the pressure. movement loading, and guide fri ction. Where the line
conta ins an offset. thi s load must first be transmitted through the offset leg. resu hing in a
moment on the piping. Where the line size is smai L the offset appreciable, or where the pressure
and movemen t fo rces are relatively high, this configurati on may result in over-stressing, or
distortion of the piping and gu ides.
Note the nearness of the Expan sion Joint to an anchor (MA). the closeness of the first alignment
gu ide (G I). the spacing between the first alignment gu id e and the second alignment guide (G2)
and the spacing of intermediate guides (G) along the balance of the line. Guides should be
installed near both ends of the offset leg to minimi ze the effects of the bending moment on the
system. For spacing of other guides, see guide chart Figure 2.3 i , an(Vor equati on (2-7).
IA
FIGURE 2.6
Figure 2.6 typifies good practice in the use of a pressure balanced Expans ion Joinl to absorb
axial pipe line expansion. ote that the Expansion Joint is located at a change in direction of the
piping and that the elbow and the end of the pipe line are sec ured by internledi ate anchors. Since
the pressure thrust is absorbed by the Expansion J01l11 itself, and only the forces required to
deflect the Expansion Joim are imposed 011 the pipi ng. a minimum of guiding is required.
Frequently, directional gu iding adjacent to the Ex pansion Joint . as shown. may suffice. in long.
small-diameter pipe lines, add itiona l gu iding may be necessary.
(. expansion Join! Manufacturers Association. Ill":.
WW\\ ...:jula.ul g
STANDARDS OF THE EXPANS ION JOINT MANU FACTURERS ASSOCIAT ION. INC.
-~x I'
G
- §liIlaa -
G
}I
G
- ~-3G
\_U
J'
FI GURE 2.7
Fi gure 2.7 shows the use of an in-line pressure ba lanced Expansion Joints to absorb axial pipe
li ne movements in a long. straight piping run. By utilizing this arrangement the two anchors
s hown Hre relieveci of pressure loading and are rle!o>igned as intennedia le anchors . Since the
piping is rel ieved of compressi ve pressure loading. a mi nimu m of guiding is req uired. primarily
to direct the thenna! expansion of the piping into the Expansion Joints in an ax ial direction.
MA C INE
I
--+-IA
I
FI GU RE 2.8
Figure 1.8 typifies good practice in the use of a pressure balanced Expansion Joint to absorb the
thennal expansion of equipment such as nlrbines, pumps, compressors. etc. Tbe primary
fu nction of the Expansion Joint is [0 minimize loading upon the equipment casing. Note that only
an intennediate anchor is required at the change of piping direction and that, if the Expansion
Joint is located immediately adjacent to the machine. no guiding is required. Care should be
taken to provide suffic ient flexibility in both the flow be ll ows and the balancing bellows, so that
the forces required to compress the Expansion Joint do not exceed loading limits for the
equipment as es tablished by the equipmem manufacturer. See Section 2.6 for further
infomlation.
2.3
SE LE CTION FOR LATERAL DEFLECTION, ANGULAR ROTATION AND
COMBINED MOVEMENTS
The selection and proper app li cation of Expansion Joints for late ra! deflection. angular rotation
and combined movements. invol ves the evaluat ion of a number of va riables. These can include
the piping configuration, the operating conditions. desired cyclic life. load limitations upon
piping and equipment, and available su pponing structure. In some cases, two or more types of
Expansion Joints may be suitable for a particular application. The selection then becomes purely
an economic one. More frequently one or the other of the available designs possesses ul1Ique
characteristics which make il particularly suitab le for a given application.
~
E.\pansion Joint Manufacturers Associalion. Inc.
:!-5
STAN DARDS O F THE EXPA SIO ' JOINT MANUFACTURERS ASSOCIATIO , I C.
2.4
APPLI C ATIONS US ING SINGLE EXPANS ION JO IN T S
'"
~
-- - OM'
Gl
G2
G
G
MA
G
FI GU RE 2.9
The single Ex pansion Joint is usua ll y considered first for any application because it offers the
lowest Expansion Joint cost. Figure 2.9 shows a typica l application of a single Expansion Joint
absorbing combined ax ial movement and lateral deneclion . The system closely resembles the
arra ngements shown for axia l movement on ly in the preceding section.
The Expansion Joint is located at one end of the long piping leg with main anchors a l each end
and guides properl y spaced for both move ment control and protection of the pipin g against
buckl ing. The anchor al the len end oftbe line is a direct ional main anchor (DMA ) which. while
absorbing the ma in anchor loading in the direction of the Expansion Joint axi s, permits the
rhemlal expansion of th e short piping leg to act upon the Ex pansion Joint as latera l defl ection.
Beca use the main anchor load ing exists onl y in the piping segmcnI containing the expansion
joint. the anchor al the end of the shorter piping leg is an intennediate a nchor.
2-6
(" Expansion Joint M!lIlUfadUl'cl 1> A:.1>rn:ialiun. Inc.
www.cjma.org
STANDARDS OF THE EXPANSION JOINT MA UFACTURERS ASSOCIATION. INC.
FIGURE 2.10
Figure 2.10 shows an alternate arrangemcm in which the Expansion Joint is installed in the shon
piping leg and the principal expansion is absorbed as lateral deflection. The longer piping leg is
free of compressive pressure loading and requires only an intemlcdiate anchor and direclional
guiding. The functions of the directional main anchor imd the pipe guide may be combined in a
single device .
,
m
~ IA
,
POSITION
FIGURE 2.1 I
\\ "'''\ .eJma.org
c Expans ion Joint Manufacturers Assoc iation. Inc.
STANDARDS OF TH E EXPANSION JOINT MANUFACTURERS AS OCIATION.INC.
IA
COLD POS it iON
CENTERLINE
[COLD SPRING
J
HOT POSITION
CENTERLINE
""'
NEUTRAL POSITION
CENTERLINE
FIGURE 2.12
Fi gures 2.1 1 and 2.12 represent modifications of Figure 2.10 in which the main anchors at either
end of th e Expansion Joi nt are replaced by ti e rods. Where the piping confi guration penniLS, the
use af tie rods adj usted to prevent ax ial movemen t freq uently simplifies and reduces the cost of
the insta llation. Because of these tie rods, the Expansion Jo int is not capable of absorbing any
axial movement other than its own th emlal expansion. The thermal expansion of the pipi ng in
the shorter leg is. as a result. imposed as de fl ection on the longer piping leg. Where the longer
piping leg is not suffic ientl y fl exib le and where the di mension of the shorter leg is suitabl e. tie
rods may be installed spann ing the entire short leg so that no deflecti on is imposed on the longer
run from th is source.
Where apprec iable amounts of lateral deflecti on are Imposed upon the Ex pansion Joint. some
shortening of the Expansio n Joint resul ts from the di splacement of the tie rods as shown in
Figure 2.1 1. Care should be taken to insure that sufficient piping flexibility ex ists to absorb this
deflection and tha t adeq uate clearances are provided in the guide to permi t deflection of the
piping. The amo unt of thi s deflection can be minimized by cold springing the Expansion Jo int in
the latera l direction as shown in Figure 2. 12.
The principal restri ction upon the usc of single Expansio n Joints for lateral deflection or
combined axia l movement and lateral defl ection is the lim ited amount of lateral deflection whi ch
such an Ex pansion Joint can absorb. The allowa ble lateral de flection is direct ly proportiona l to
the ratio of convo luted length to diameter which. in turn. is restricted by considerations of
stabili ty and manufacturing li mitations. While eminently suitable fo r applications such as Figure
1.9 where the principal mOvement is axial. the re lative ly sma ll avai lable laleral movement
severely li mits the type of appl icati on illustrated in Figures 2.10. 2. 11 and 2.12. Where operating
pressures and tempeT3tures arc high. or where avail ability of suitable structures precludes the use
of main anchors and multiple g uides. the applicat ion shown in Fi gure 2.9 m~y no! be fe~sible and
another type of Expansion Joint may result in far morc economical installation.
2.5
APPL I CATI ONS US I NG UNI VE RSAL EXPANSI ON J O I NTS
The uni versal Expansion Joint is particularly we ll adapted to the absorption of lateral de flection.
In additio n. thi s design may be used to absorb ax ial movement, angu lar rotation or any
combination of the three. A common app li cation of the universal Expansion Joint is its usc as a
tied Expansion Joint in a 90 degree piping offset with the tie rods adjusted to prevent external
axia l movement. Two slich applications are shown in Figures 2. 13 and 2. 14.
2-8
1'1 Expansion Joim Manufacturer:. A:,sUl:i:.tliuli. 1m'.
www.ejma.org
STANDARDS OFT HE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
,.
PG
-E$(~1-
PG
,.
FIGURE 2.13
Figure 2.13 shows a tied universal Expansion Joint used to absorb lateral deflection in a single
plane "Z" bend. Where dimensionally feasible, the Expansion Joint should be designed to filllhe
entire offset leg so that its expansion is absorbed within the tie rods as axial movement. The tie
rod should be extended to the e lbow cenler line when practical. The thermal movement of the
horizomallines is absorbed as latera l deflection by the Expansion Joint.
Both anchors are intemlcdiarc anchors since the pressure loading is absorbed by the lie rods.
Only directional guiding is required since the compress ive load on the pipe consists only oflhe
force necessary to deflect the Expansion Joint. Any themlal expansion of the offset leg external
to the tie rods. such as that of the elbows at either end. must be absorbed by bending of the
horizontal pipe legs. Provision should be made in the design of the guides to allow for both this
deflection and the reduced length of the Expansion joint in its deflected position. In addition,
particularly in tbe case oflong universal Expansion Joints under high pressure, additional
allowance may be necessary to compensate for stretching of the tie rods under load. The
Expansion Joint manufacturer shou ld be consu hed for recommended minimum guide clearances.
\\'\1, \\
.eJma.org
(; Expansion Joint Manufacturers Association. Inc.
2·9
STANDARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOC IAT ION. INC.
FIGURE 2. 14
Fi gure 2.14 shows <l typical applicat ion of a tied universal Expansion Joint in a three-plane "Z"
bend. Since the uni versal Expansion Joint can absorb lateral deflection in any direction. the two
horizontal piping legs may lie at any angle in the horizontal plane.
T
PROCESS
VESSEL
PROCESS
VESSEL
I
FIGURE2.IS
In cases where a universal Expansion loint must absorb axial movement other than its own
themlal growth. il cannot function as a tied Expansion Juint and mllst be used in comb inati on
with main anchors to absorb pressure loading .
:,t-IO
.'f' Expansion Join! Manufacturers Association. !nc.
WW\\ . ..:jlll:.i.urg
STAN DARDS OF T HE EXPAN SION JOINT MANU FACTURERS ASSOC IATION. INC
One slIch case is shown in Figure 1. 15. The relati ve expans ion between the two vessels results
in bo th axial movement and lateral defl ection on the Ex pan sion Joint. Both vesse ls must be
designed to absorb main anchor loading. Control rods or pantographic linkages may be used to
distribute the movement between the be ll ows and cont rol their movements.
Numerous variati ons are possible in the des ign of uni versa l Expansion Joims. Rods.
pantographic linkages. sloned hinges or extcmal structural members may be used in a horizontal
install ation. fo r exampl e. where il is desirable to support the center pipe section of tile Expansion
Joint independently of the be llows. In a single pl ane system. the rods may be replaced by I\VO
bars with pinned connections at either end ofthc Expansion Joint. This construction is so
common ly used that it has been given the standard nomencl ature of "Swing Fx pan ~ i o n Joint"_ In
some cases I\vo sets of short control rods. each set spanni ng one of the I\vO bell ows in the
universa l Expan sion Joint are used instead of thc overall rods shown in m ost of the illustra tions.
This arrangement is frequentl y used where the Expansion Joint must absorb ax ial movemel1l and
wh ere the control rods are used for conrrol and stability and not fo r absorpti on of pressure
loading. This can result when the uni versa l Expansion Joint is very long in re lation to its
diameter, or a large number of convoluri ons are used al each be llows of th e Expansion Joint. or
where the Expan sion Joint is subject to ex ternal forces.
FIGLRE 2.16A
FIGURE 2.168
It may be desirable to incorporate control devices in the Expansion Joint to pre\'cnt excessive
displacement of the be ll O\vs and the relatively free pipe section between them. Figures 2.16A
and 2.168 show 1\\'0 torms of conlro ls which may be used for thiS purpose. In Figure 2.16A.
short rods are used spanning each of rhe bellows in the Expansion Joint. Stops are provided on
the rods so that. once the Expansion Joint has reached irs rated lateral deflec tion. the stops will
be engaged by members rigidly fastened to the pipe ponions of the Expansion Joint.
Figure 2.168 shows a similar device adapted to an Expansion Joint with overall rods. The rod
stops are engaged by a plate or lug attached to the center pipe portion and movemenl of (hi s part
beyond its de sign deflection is restrained. in order to obtain maximum control from these
devices. the stops are usually oriented to lie in the plane of resultant movement of the Expansion
Joint. affording maximum leverage as well as greater sensitivity to small movement. Devices of
W-",w.cJma.org
( E-..:pansion Joint Manufacturers AsS()Ciation. Inc.
2-1 1
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION, INC
this nature are usually furnished by the manufacturer dependent upon the design characteristics
of the Expansion Joint.
Despite the versat ili ty of tile uni versal Expansion Joint, its use is sometimes precluded by the
configuration of the piping. the operating conditions or even by manufacturing and transportation
limitations. It may be undesirable or impossible to fabricate, sh ip to the job site and install a
unive rsal Expans ion Joint which would span the full length of the offsct where. for example. the
length of the offset leg in a "Z" bend is extremely long. When the Expansion Joint is very long in
relat'ion to its diameter. the nexibility of overall rods may reduce the effectiveness of the control
so that the. center pipe sec tion becomes unstable. Other types of Expansion Joints may ofTer a
more desirable solution when such limits are encountered.
2. 6
APPLICATI ONS US I NG PRESS URE BALANCE D EXPANSI ON JOI NT S
The pressure balanced Expansion Joint is used most frequent ly in applications similar to those
shown for the si ng le Expansion Joint. but where pressure loading upon piping or equipment is
considered excessive or objectionab le. The major adva ntage of the pressure balanced design is
its ability to absorb externally imposed axia l movement without imposing pressure loading on
the system. The force resulting from the bellows spring rate is not eliminated. In fact. it is
usua lly increased over that ofa single Expansion Joi nt. since both the flow bellows and the
balancing bellows must be compressed or elongated and the combined axial force acts upon the
piping or equipment. Since the forces to move the bellows are generally of a low order of
magnitude, these are usually not objectionable. except in cases involving extre mely light
equipment with c lose clearance moving part s which might be affected by small force s.
G
14
TURBINE
14
FIGURE 2.17
Figure 2.17 shows a typ ical application of a pressure balanced Expansion Joint for combined
axia l movement and lateral deflection. Both the anchor at the end of the piping run and thai on
the turbine are intenllcd iate anchors and only directional guiding is required. By proper design.
the guide directly above the turbine can be made to absorb the axial movement forces of the
Expansion Joint witho ut imposing these on the turbine. The only force Imposed on the turbine is
thai which is required to deflect the Expansion Joint laterali y.
2- 12
t
Expansion Join! Manufacturers Association. Inc.
WW\\
.t:jm:L.urg
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIA TION, INC.
IA
----- * --,TURBINE
A
FIGURE 2.18
Figure 2.18 shows another turbine application but. in this case. the anchor point of the turbine is
located some distance from (he Expansion Joint and the expansion of the tu rbine between its
anchor and the Expansion Joint is absorbed as lateral deflection. An intermediate anchor is used
at the cenler fitt ing of the Expansion Joint. Since the Expansion Joinl is located close to the
turbine. guiding be'"...een the turbine and Expansion Joint is not required.
-E-)IA.(
G
FIGURE 2.19
Figure 2.19 shows that a pressure balanced Expansion Joint can be used at changes in direction
other than 90 degrees. In this case, the growth of the longer piping run is absorbed as axial
movement on the Expansion Joint. while the thennal expansion of the offset piping run
Introduces both axial and lateral components or deflection on the Expansion Joint. Only
intemlediate anchors are required at the ends of the lines and directional guiding is used. The
guide on the offset run may be used to absorb the axial mo\ement forces of the Expansion Join!.
iflhe plpmg is not sufficiently stiff to transmit this directly 10 the intennediate anchor.
\\ V. \\
.I!Jma.org
(, E:<pansion Joint Manufacturers AssociatIOn. Inc.
1·13
STAN DA RD S OF TH E EXPANSION JOI T MANUFACTURERS ASSOCIATION. INC.
FIGURE 2.20
Figure 2.20 shows a common application for wh ich a pressure balanced Expansion Joint is well
su ited. Under vari ous process conditions, the vessel and the vertical pipe may expand at
differen t rates. By installing a pressure ba lanced Expansion Joint as shown. the differential
verti cal movement is absorbed as ax ial movement on the Expansion Joint and the thermal
ex pansion from th e center line of the process vessel to the piping is absorbed as lateral
defl ection . The piping may then be secured by an in tenncd iate anchor at the bottom and
furnished with a direct ional guide adj acent to the Expansion Joint.
In many cases. no external structure is avai labl e at the upper elevation of the process vessel and
the guide must be connected to the vessel itse lf. Using thi s alT3ngement may result in some
bending load upon the pipi ng. especiall y where the vessel is mil and is subject to wind loading
de fl ection or similar effects. Where the guide is attached to a rigid external structure. the
Expansion Joint must be designed to absorb wind loadin g deflection. and ot ber similar load ing.
as latera l deflecti on.
FIGURe 2.2 1
Where large amounts of lateral deflection are Invo lved. a pressure balanced universal Expansion
Joint must be used. In this design. two bellows are used in the flow end of the Expansion Joint
and a single bellows in th e balancing end. Nonna lly. as shown in Figure 2.2 1, the balancing
:! 14
.c E:l:punsion Joint Manufacturers Association. Inc.
w,. . \\ .ejmn.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIAT ION. INC.
bellows will be s ubjected on ly to axial movement if the tie rods are properly designed to rOlate or
pivot at theiT attachment points.
In order for a pressure ba lanced Expansion Joint to function properly_ the pressure thrust
restrained by the tie rods must exceed the axialmovcmcnt forces of the Expansion Joint. In a
large diameter. low pressure applicarion. it may be impossible to utilize the pressure balanced
Expansion Joint 10 eliminate the pressure loading or. at best. the effect may be uncertain. In such
cases. some other Expansion Joint design must be considered. Pressure balanced Expansion
Joints are not recommended for use in services where the pressure equalizing connection
between the fl ow bellows and the balancing bellows may become plugged or blocked by the
flowing medium or by contaminants _ Where flow considerations pemliL rhis problem may be
overcome by the use of a tee as a center fitting of the Expansion Joint. rather than an e lbow. In
some cases. the pressure for the balancing end of the Expansion Joint has been introduced from a
separate pressure source. but thi s is considered somewhat hazardous. A control failure or even a
slow control response mighl result in partial or full pressure loading being imposed upon the
piping or equipment, thus overcoming the initia l reason for using the pressure balanced
Expansion Joint.
The pressure balanced Expansion Joint is used to relieve loads on equipment such as pumps,
compressors and turbines. In many cases, the cost of the pressure balanced Expansion Joint will
be negligible when compared to the cost of additional equipment. piping and building space
which would be necessary for safe functioning of the equipment without the Expansion Joint.
2.7
APPLICATIONS US ING I·IINGED EXPANSION JOINTS
Hinged Expansion Joints are usua lly used in sets of two or three. to absorb lateral deflection in
one or more directions in a single plane piping system. Each individual Expansion Joint in such
a system is restric ted to pure angular rotation by its hinges. Each pair of hinged Expansion
Joints. separated by a segmen t of piping, will act in unison to absorb latei'dl deflection in much
the same manner as a swing or universal Expansion Joint in a single plane application. For a
given angular rotation of the individual Expansion Joints. the amount oflateral deflection which
a pair of hinged Expansion Joints can absorb is directly proportional (Q the distance between
their hinge pins. In order to utilize the Expansion Joints most efficiently, thi s distance should be
made as large as possible.
Expansion Joint hinges are nonnally designed to absorb the full pressure thrust of the Expansion
Joint and may be designed to support the weight of piping and equipment. wind loads or similar
externally applied forces. Where such external forces are anticipated. their direction and
magnitude must be indicated to the Expansion Joint manufacturer so that the hinges can be
adequately designed to withstand these forces.
wv.,\\
.CJma.org
C Expansion Joint ManufaclUrers Association. Inc.
2·15
STANDARDS DF THE EXPANSION JOI NT MANUFACTURERS ASSOCIAT ION, INC.
FIGURE 2.22
Figure 2.22 illustrates the use of a two-hinge system to absorb the major themlal expan sions in a
single-plane "Z" bend. Since the pressure thrust is absorbed by the hinges 011 the Expansi on
10ints. only intermed iate anchors arc required at each end of the piping syste m. The thennal
expa nsion of the offset section containing the Expansion 10ints must be absorbed by bending of
the piping legs perpendicular to that segment, si nce the Expansion 10ints are restTicted to pure
angu lar rotation by their hinges and ca nnot ex tend or compress. The amount of bend ing
deflection imposed on each of the two long piping legs may be controll ed by proper design of
guides and supports. Where one long leg is sufficiently flexibl e to absorb the fu ll thennal
growth of the offsct leg, the other long leg may bc controlled to pemlit longitudinal movement
only. The planar guides shown at the ends of the long piping runs near the e lbows are intended
to maintain the plane of the piping system only and mu st allow for the bending deflections of the
long piping legs. In calc ulating guide clearances, consideration shall be given to the fact that the
themlal expans ion of the offset piping leg containing the Expansion Joints will be partially offset
by the reduction in length resulting from the displacement of the center pipe sect ion. The latter
effect may be neglected only where the distance between hinge pins is very large and the lateral
displacement small. This effect can be minimi zed by cold springing the Expansion Joints 50%
of the full rated deflection.
Because of the ability of the hinges to transmit loads, support ofa hinged piping system can
frequent ly be simplifi ed. Assuming that Figure 2.22 is an elevation view and that the upper
piping leg is su fficiently flexible to absorb the total expansion of the vertical leg, it would be
possib le to use s liding supports on the lower horizontal run to support its weight and restrict it to
longitudinal movemen t only. By utilizing the rigidi ty of the hinges. a substantial portion of the
weight of the upper horizolltalleg may also be carried 0 11 these lower supports. It should be
noted that the slid ing supports nearest the vertical leg must be desib'11ed to resist the forc e
required to deflect the piping. Spring su pports must be lIsed throughout the length of the upper
horizontal leg w here bending occurs. Beyond that point, s liding supports may be used .
2- 16
C' Expansion Joint Manufac turers Associalion. Inc.
www.ejma.org
STANDA RDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOC IATIO .INC.
\ \
\ \
\
\
PG
\
\ \
\\ \
pROCESS
=
\
\.
FIGURE 2.23
In locating hinged Expansion Joints for more efficient use. it should be noted that the hinges
need not be co-linear in order to function properly. Figure 2.23 illustrates a two-hinge
Expansion Joint system similar 10 the pressure balanced Expansion Joint application of Figure
2.20. In this case, the Expansion Joi11ls will absorb only the differential vertical growth between
the vessel and pipe riser. Any horizontal movement due to piping expansion. vibration and wind
loads will be absorbed by bending of the vertical pipe leg. A planar guide may be installed near
the top of the vessel to protect the hinged Expansion Joints from wind loads at right angles 10 the
plane of the piping.
The anchor shown at the bottom of the riser is an intennediate anchor only. since the pressure
load is absorbed by the Expansion Join! binges. This anchor must be capable of withstanding the
forces created by bending of the riser. Depending upon the dimensions and weight of the piping
system, complete support may be obtained from the process vessel and from the intemlediate
anchor. If additional supports are required, spring type supports should be used. The vertical
piping may be cold spru ng to reduce bending stresses. utilizing the hinges to withstand the cold
spring force.
Where the piping in a sing le plane system is not sufficiently flexible to absorb the bending
deflections ilwolved in a two hinge system. or where the loads resulting from such bending
exceed the allowable limits for connected equipmenl. a system of three hinged Expansion Joints
may be used. Figure 2.2-t illustrates a system of three hinged Expansion Joints in a single plane
"Z" bend. The thennal expansion of the offset piping section is absorbed by tbe action of
Expansion Joints Band C. It is therefore evident that Expansion Joint B must be capable of
absorbing the total of the rotations of Expansion Joints A and C.
\\ \\ \\ .eJma.org
( Expansion Joint Manuraclurer:s Association. Inc.
2-17
STANDARDS OF T H E EXPANS ION JOINT MANUFACTURERS ASSOC IAT ION. INC.
©
®
~';~~~'E»
CIA
FI GU RE 2.24
As in the previolls cases. the anchors al the ends of the piping system are in lemlcdialc anchors
only_ In this case. a ll de flection is absorbed by the Expansion Joints and negligible pipe bending
loads will be imposed upon these anchors. Where the distance between the anchor at the left and
the fi rst hi nged Expansion Joint C is large. a pipe guide should be insta ll ed adjacen t to the
Ex pansion 10int. as shown in Fi gure 2.24. This pipe guide w ill min imi ze bending of the pipe
section between Expansion 10i nt C and the left hand anchor which might otherwise result fro m
the momen t required to r Olate the Expansion Joint. One or morc add itiona l guides may be used to
maintain the plane 'Of the piping system and re li eve th e hinges of bending forces which may be
crea ted by externa l loads. Support of the piping system may be accom pli shed in various ways.
utili zing availab le support ing structures w ith greatcst effic iency. It is cssen tial that spring
supports be used to pen11it free move men t of the pipi ng between the Expansion Joints.
FI GU RE 2.25
Figure 2.25 illustrates the principle that systems of hinged Expansion Join ts may be used in other
than 90° bends. Only intermediate anchors and pl anar guides are required .
. Expansion Joint Manufacturers Association. Inc.
STANDARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOCIATION. INC.
. .1t:rl~n.n------- ------
~fb,.\j_---------
EQUIPMENT
FIGURE 2.26
A hinged Expansion Joint system may be used effectively in applications involving movement
other than the pure thenna! growth of piping. Figure 2.26 illusrratcs an applica ti on combining
the thermal expansion of a piping system with the single plane movements of a piece of
connected equipment So long as all movements are restricted to a single plane, the behavior of
the Expansion Joint system is quite similar to that of the system shown in Figure 1.24. An
intenncdiate anchor is required alone end of the piping, while the equipment serves as an
intcnnediate anchor at the opposite end. The displacements of the equipment arc added to those
of tile piping to evalua te the movements of the Expansion Joims. Planar guide clearances in the
plane of the piping must be adequate to allow for the equipment movement as well as the piping
rotations.
Some advantages of hinged Expansion Joints are com pact size and structural rigidity. By the use
of these individual units, it is frequently possible to compensate for the thermal expansion of
irregular and complex piping configurations which might preclude the use of other types of
Expansion Joints. Because of the ability of the hinge structure to transmit loads. piping systems
containmg hinged Expansion Joints impose minimum forces on the pipe anchors. Such systems
may be su pported at \irtually any poim which does not interfere with the free movement of the
system.
( E.'o;pansion Jomt Munufilcturer.; Association. lnc.
2-19
STAN DA RDS OF TH E EX PA NSION JOINT MAN UFACTU RERS ASSOCIATI ON, INC
2,8, CALCU LATION OF ANG L A R ROTA T I O N IN A 3 HUIIGE PIPI NG SYSTEM
The appl icati on ora 3 hinge pip ing system is described in Section 2. 7. Thi s secti on provides a
standard method to calcul ate the angul ar mo vements in each of the three hi nge joints. Refer to
Appendix J for a sampl e problem to illustrate the ca lculati ons.
Diagram the piping system as shown bel ow. All length s of pipe outside of poi nts A and C
shoul d be added algebraically to compute the thennal growth from A - AI and C - c! .
(»
ACTUAL SYSTEM
"
SIMPLIFIED SYST EM
"
Co>
~
..
®
FIGURE 2.27
G IVEN
LI = ________ IIl.
Lto = ________ 111. J = ______ io.lil1.
fJ = _ _ _ _ _ _ _ deg, L, = _ _ __ _ _ _
In ,
L, = _ _ _ _ _ _ _
111 ,
L, = _ _ _ _ _ _ _ in,
4
= _______
In ,
Ls.=
LIO = _ _ _ _ ____
111 .
m.
=
Tahillated \'{lIlies from Table I
1200
MO V EMENT CALCUL A T IONS
= _ _ _ __
10 ,
L" =(L, )+(L,)-(L,,)
_ _ _ __
In ,
L" = (L ,,)(o)
_ _ _ _ _ in
L, = (L, )(Sl N 0)
2-20
~
L, =( L,l(COS O)
_ _ __
_
In ,
L,,=( L, )+(L,)+(4)
_ _ _ _ _ _ 111.
L,,-(L, ,)(o)
_ _ _ _ _ _ 10,
Expansion Joint Manufacturers Association. Inc,
W\\,\\
.ejnm.vrg
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION, INC.
A'
AI£I
=
LII +L -~.l
_ _ _ _ _ _ 111.
£'C' = L, - 1."
in.
,.
'/'C'=[(A'£')'+(£'C')'J - = _ _ _ _ _ _ in.
,/ ' =rAN"[(£'C')]
('/'E')
A'D' = (L,)(I +0)
_ _ _ _ _ _ In.
0 '8' =(L.)(I+o)
_ _ _ _ _ _ In .
A'8'
[
= (,I'D')'
,'
+(D'8')'J -
_ _ _ _ _ In.
A' =r'/N',[(D'8')]
(,I'D')
=
8'C' =(L,)(I+o)
8' = COS" [(A'8')'( 8'C')' -( A'C'
(2)(,/' 8 ')( 8 'C')
C' = COS·' [(A'C')'(8'C')' -(A' 8'
(2)(A'C')( 8'C')
.i
=
_ _ _ _ _ _ In .
)']=
)']=
ISoo-B'-C I
1:
=
CALCULATED ANGULAR MOVEMENTS
"'A = IA' -90'
"'8=ISO'-I8'
"'C=IC' _90'
"'8="'''+'''C (Check)
_ _ _ _ deg.
_ _ _ _ deg.
_ _ _ _ deg.
_ _ _ _ deg.
Refer to Appendix J Example 7 for a sample calculation.
\\ V. \\
.cJITIa.org
l
Expansion Joint M,tnufaclurc~ A)OSocl3lion. Inc.
Ani!Jes
8'
C'
STA NDARDS OF TH E EX PANSION JOINT M ANU FACTURERS A SSOCIA T ION, INC.
2,9
AP PLI CATIONS
SI NG G I MBAL EXPANSION JO Il"TS
FIGUR E 2.2 8
Just as hinged Expan sion Joinls may offer great ad vantages in single pl ane appli cat ions, g imbal
Expan sion Jo ints are des igned 10 offer simil ar advantages in m ult i. pl anc systems. The ab ili ty
the gimbal Expan sion Joint to absorb angular rotation in any plan e is most frequently appli ed by
utili zing two such units 10 abso rb lateral de fl ection . An app lication of thi s type is shown in
Figure 2.28. Since the pressure loading is absorbed by the g imbal structure . intermedia te anchors
only are req uired. Pl anar guides are provided to restrict th e movement of each piping leg. As in
the case of hinged Ex pansion Joints. the locatio n of pi pe supports is simp li fi ed by the load
carrying abi lity o f the g imbal structure. Since. in a two gi mba l system. the growth of the vertic.. 1
pipe leg w ill be abso rbed by bendi ng of the long legs. spring supports (SS) may be req ui red on
either or bo th of these. G uides must be desig ned to a ll ow for the thermal expansion of the leg
containing the Expansion Jo ints and for the shorte ning of thi s leg due to defl ec tion.
or
Where it is impossible or undesirable for the piping to abso rb the g rowth of the o ffset leg. a
system cons isting of two g imbal and o ne hinged Expansion Jo int may be used as shown in
Figure 2.29. Tbe g imbal i:.xpan sion Joi nts fun ction in unison to absorb the combined movements
of the upper and lower legs. while the hinged Ex pansio n Jo int and the upper g imbal Ex pansio n
Joint act in combinatio n to absorb deflect ion of the offset leg. Since th e expansion o f the offset
leg takes place in one plane only. the use o f the simpler hinged Expan sion Jo in t is j usti fi ed.
212
C
E.tp<'lOslon Joint Manufacturers Association. Inc.
ww\\ .ejmu.urB
STAN DA RDS OF T HE EX PANS ION JOINT MANUFACTU RER S ASSOCIATI O '. INC.
. . . . . . :>-..,\
~~i)J
• 1"1
.....,u'j! ....
I
I
I
I
FIGURE 2.29
The advantages of using gimbal Expansion Joint systems are similar to those previously
mentioned for systems conlaining hinged Expansion Jo ints. Greater flexibility of usage is
possible since gimbal Expansion Joints arc not restricted to single plane systems.
2. 10 ANC HOR. GUIDE AN D SU PPORT REQ UIR EMENTS
2.10.1 PIPE A NCHORS
It is the purpose orany pipe anchor to divide a pipe line into individual expanding
sections. Since thennal growth ca nnot be restrained, it then becomes the funclion of pipe
anchors to limit and contro l the amount of movement which Expansion Joints. localed
between these anchors. must absorb.
Major pieces of connected equipment such as turbines. pumps, compressors. heal
exchangers, and reactors may function as anchors. The design of such equipment must
anticipate this loading. Additional pipe anchors are usually located at valves. at changes
in the direction of the pipe, at blind ends of pipe, and at major branch connections.
Expansion Join ts must be provided in each of the individual pipe sections to provide
adequate n~xibility. See Section 2.2 aDd 2.3 for typical Expansion Joint applications.
DO NOT INSTALL MOR.E THAN ONE "SINGLE" EXPANSION JOINT BETWEEN
THE TWO ADJACENT ANCHORS IN ANY STRAIGHT PIPE SECTIO '. Where
expansion loops are used in the sa me line with an Expansion Joint. the section of pipe
containing the loop must be isolated from the section containing the Expansion Joint by
means of anchors.
Pipe anchors. their anachment. and the structures to which they are attached must be
designed to withstand the forces acting upon them . Methods are given in the following
paragraphs for determining the major forces to which anchors are subjected. and it is on
the basis of these major forces that anchors are classified as intemlediate or main
anchors. The system designer must realize that additional indetemlinate forces can be
imposed on both intennediate and main anchors. All components of the anchor should be
designed to a conservative stress level.
\\ \,,\ .eJma,org
(" Expansion Joint Manufacturers Association. Inc.
STANDARDS OF T HE EXPANS ION JOINT MANUFACTU RERS ASSOCIAT ION, I C.
Delemlil13tion of the magnitude of the major forces act ing on anchors as SCI forth in the
following paragraphs are forces acting ax ially. Consideration should also be given to
possible Ialcral force s in arriving at a su itable anchor design.
The difference in cost of an adequately and inadequately designed anchor is nominal at
installation. Anchor fa ilure can cause damage which is far more costly than that orlhe
more conservative design.
2.10. 1.1 INTE RM EDI ATE PIP E ANC HORS
An intermed iate pipe anchor must be designed to withstand the forces and
moments imposed upon it by each of the pipe sections to which it is attached.
These consist of the force s and/or mo men ts required to deflect the Expansion
Jo int o r Joints the full ra ted move ment and the fric ti ona l forces due to pipe
alignment guides, direct io nal anc hors and supports. Note that an intermediate
ancho r is not intended to w it hstand the pressure thrust. Th is force is absorbed by
other anchors, by devices on the Ex pans ion Joints such as lie rods, sw ing bars,
hinges. g imbals. and other hardware, or. as in the case of a double Expansion
Joint, is balanced by an equal pressure force acting in the opposite direction.
In certain appli cations. it may be necessary to consider th e weight of the pipe,
linings. insu lation and flowing medium. as well as va rious other forces and
momen ts such as those resulting from wind load ing or bend ing of one or more
pipe sections. The net loadi ng on the anchor can be calcu lated by a su mmation of
the moments about the anchor point and by the vector add ition ora ll forces ac ting
upon it.
2. 10. 1.1.1 CALCULAT ION OF INT ERM E DI ATE ANC HOR LOADS FOR
APP LI CATIONS INVOLV I NG STRAIGHT PIP E SECT IONS ONLY (Sec
Figure 2.2)
The force Fm requi red to extend or compress the Expa nsion Joint its fu ll rated
movement is a function of each manu fac turer's design and is affected by the
material , shape. depth and thickn ess of the be ll ows convol utions. This va lue
should be obtained fro m the manufac turer of the Expa nsion Joint under
considerat ion.
The frict ional force Fg due to pipe align ment guides is a fu nc tion of the
design and num ber of a li gn ment guides used in each pipe sec tion and should
be obtained from the manufacturer of the pipe alignment g uides under
consideration.
2·24
't."l
Expansion Joint Manufacturers Association. Inc.
www.ejma.org
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
Assumi ng that the weight of the pipe line and it s contents is carri ed by
support s. the total force acting on the illlcnnediate anchor is then given by
the fonnula:
(2-1 )
F/.,
Where:
The force required to extend or compress the Expansion Joi nt
located immediate ly to the right of ihe intermediate anchor in
Figure 2.2 ( Ibs.).
F.~I
The frictional force in the pipe alignment guides installed on the
pipe section 10 the right of the intemlcdiate an chor in Figure 2.2
(Ibs.).
Fm~ = The force required to extend or compress the Expansion Joint
located immediately to the left of the intemlcdiate anchor in Figure
2.2 (Ibs.).
F g! = The frictional force in the pipe alignment guides installed on the
pipe section to the left of the intennediate anchor in Figure 2.2
(Ibs.).
If the pipe is the same diameter on both sides of the intermediate anchor. and
if the guides on both pipe sections are similar in number and design , Fm'! and
F ml
F~~
will be equa l to
F,,,1 and F!:.l respectively. but oppos ite in sign. Thus. F,,,
will be equal 10 zero. Howeve r, it is possible that the pipe line may heat up
b'Tadually from one end, thereby causing one of the pipe sections to expand
before the other. It is, Lherefore. considered good pract ice to design the
intennediale anchor 10 resisl the forces exerted by one of the two pipe sec tions
(F,,, =F,.,l +F.t"l)·
2.10.1.1.2 CALCULATION OF INTERMEDIATE ANCHOR LOADS FOR
APPLICATIONS INVOLVING LATERAL DEFLECTION AND ANGULAR
ROTATION
When late ral deflection and angular rotation are present the loads imposed on
an intemlediate anchor will vary with each individual application. since they
are dependent upon the piping con figuration. the number and type of supports.
the lengths of the various pipe legs. the types of Expansion Jo ints used. the
weight of the pipe. fittings . insulation and flowing medium, and the magnitude
of extraneous forces imposed by wind loading, bending of the piping. etc.
Because of the large number of variables involved. it is not practical to
establi sh formulas for calculating the loading of these anchors. Section 4.6
describes the methods used in calculating [he forces and rnomems required lO
move Expansion Joints in lateral deflection or angular rotation and Section
2.2.1 gives a general description of the forces and moments which will be
imposed on the anchors for certam typical Expansion Joint applications .
Us ing this infortnation as a gu ide. one can calcu late the various forces and
moments acting on any piping system. regardless of its complexity. The net
load on the anchor can then be calculated by a summation of the moments
about the anchor point and by the vector addition of all forces acting upon it.
\\'Ww.ejma.org
i.- Expansion Joinl Manufacturers AssociallOn. Inc.
STANDARDS OF THE EXPANS ION JO INT MA NUFACTU RER S ASSOC IA TlO N. INC.
2.1 0.1.2 MAIN PIPE ANC HORS
A main anchor is one wh ich is installed at any of the following locations in a
piping system con tain ing one or more unrestrained Expansion Joi nts: (a) at a
change in direction of flow. (b) ben.veen nvo Expan sion Joints of different size
in sta lled in the same strai ght run. (c) at the ent rance ofa side branch contain ing an
unrestrained Expansio n Joint inlo the main li ne. (d) where a shut-off or pre.ssurc
reducing val ve is installed in a pipe run between two Expansion Joints. and (e) at
a blind end af pipe.
A main pipe anchor must be des igned to with stand the forces and moments
imposed upon it by eac h of the pipe sections to whi ch it is attached. In the case of
a pipe sect ion coma ining one or more Expan sion 10il1l s. these wi ll cons ist of the
full line thrust due to pressure and fl ow, the forces and/or momen ts required to
defl ect the Expansion 10int or 10ints the full ra ted movement, and the frictional
fo rces due to pipe a lignment guides. directiona l anc hors and supports. In certa in
appli cations, it may be necessary to cons ider the weight of the pipe, fittings.
in sulati on and fl owi ng med ium. as we ll as vari olls ot her forces and momcnts
resulting from wind load ing. bend ing of one or more pipe sections. etc. The nct
loading on the anchor can be ca lculated by a summation of the moments about the
anchor point and by the vector addit ion of a ll forces ac ting upon it.
2.10.1.2.1 CALCULATION OF MA IN ANC HOR LOADS FOR
APPLICAT IONS INVO L VING STRA IG IH PIP E SECTIONS CONTA INING
A BRANC H LINE (Sec center anc hor in Figure 2.3)
p,
(2-2)
where:
Fs
=
Th e stati c thrust due to intemal pressure in th e Expansion l oint
(Ibs.).
The forces Fm and Fg may be ca lculated as ou tlined before fo r an
intermed iate anchor. T hen. assuming that the weight of lhe pipe li ne and its
contents is carri ed by supports; the tota l force imposed on the main anchor
Filii, by anyone pipe section will be:
FIIl(l = Fs + Fill + FJ; = A,P " + Fm+Fg
(2 -3)
To detemlin e the net load on the anchor, it is necessary to add vectoria lly the
forces imposed upon it by each of the three pipe sections to whi ch it is
attached.
2.10.1.2.2 CA LC ULATION OF tAIN ANC HOR LOADS FOR
APPL ICATIONS INVOLV ING STRAIG HT P IP E SECTIONS CONTA ININ G
EXPANS ION JOINTS OF DIFFERE NT DI AMETE RS (See center a nch or in
Figu,'c 2.4)
(2-4)
F:I = (A"I - A,_! )F:,
where:
Ad = Bellows effective area ofl arge pipe section (in. !
).
A,: = Be ll ows effecti ve area of small pipe section (in. ~ ).
2-26
f'
Expansion Joint Manufacturers Associmion . Inc.
www . ~j m a. Ufg
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIAT ION. INC.
Here again, we must consider the difference in the forces required 10 extend
or com press tbe Expansion Joints and rhe differen ce in tbe frictiona l forces
due to pipe alignmcm guides and supports. The total force on the main anchor
will be:
(2-5)
(Ad - A,.,)(~,) + (F., -
where:
F ml
F,",) + F" - F"
The force required 10 extend or compress the Expansion Joint in
the large pipe sec tion (Ibs.).
The force required to extend or compress the Expan sion Join! in
the s mall pipe section (Ibs.).
Fm'!.
The frictio nal force in the pipe alignment gui des 011 the large pipe
section (Ibs.).
Fg:. = The frictional force in the pipe alignment guides on the small pipe
section ( Jbs.).
F gl
2.10.1.2.3 CALCULATION OF MAl ' ANCHOR LOADS FOR
A PPLI CA TlON S IN VOLV ING ANCHORS AT PI PE BENDS AND EL BOWS
(Sec Figure 2.1)
In the case of an anchor located at a pipe bend or elbow. it is necessary to
consider the forces imposed by the pipe sections on both sides of the anchor.
Assuming that each sec tion contains an Expansion Joint , the line thrust due to
pressure (F.. = A, PJ ) and the force s. F", and Fg , explained previously.
become biaxial components and must be added vectoria ll y. In addition. the
effect of the centrifugal thrust at the elbow, F,. due to flow must be
considered.
F,
24A Pl"
"
B
Sin-1... (lbs.)
g
2
8" =A ngle of pipe bend (degrees).
(2-6)
P = Density of fluid (Ibs./in. ' )
The constant (24) includes a units convers ion factor of 12 .
2.10.2 PIPE GUIDES AND GUIDING
Correct aii&'llmel1t of the adjoining pipe is of vi tal importance in the proper functioning of
an Expansion Joint. Although Expansion Joints are designed and built for long and
sat isfactory life. maximum service will be obtained only when the pipe line has the
recommended number of guides and is anchored and supported in accordance ,,,'1m good
engineering practice. Proper supporting of the pipe line is required not only 10 support
tile live and dead loads imposed on the line but also to provide suppon for the Expansion
Joint at each of its anachments. Pipe guides are necessary to insure proper application of
movement (0 the Expansion Joint and to preven t buckling of the line. Buckling may be
caused by a combination of two condilions: (I) the flexibility of Ihe Expansion Joint. and
(2) the internal pressure loading on the pipe which causes it to act like a column loaded
by Ihe pressure thrust of the Expansion Joint. A typ ical application for pipe guiding is
shown in Figure 2. J.
\\ \\ \\ .eJma.org
(". Expansion Joint Manufacturers Association. Inc.
2-27
STAN DARDS OF T HE EXPANSION JO INT MANU FACTURERS ASSOCIATIO . INC.
App lication of planar pipe guides is shown in Figures 2. 11 through 2. 14. These guides
allow the piping to defl ect in order to compensate for the change in length of the
Expansion Joint in its deflected position. while direct ing the thennal growth into the
Expansionjoint. These guides do not restrain the Expansion Joint ends against rotation
in any plane. Th is restraint is a cri terion fo r stab ility ofmos! sing le and uni versal ti ed
joints when subject to internal press ure. In gene ral. if the torsional and/or bending
flex ibility of the auached piping is such thaI the pipe end attached to the Expansion Joint
will bend or rolate more than 1.5 degrees when subjected 10 a forc e equal to 10% of the
full press ure end load of the be ll ows app lied perpendicular to the pipe cen terline in any
direction. consideration should be g iven to the use of further guiding to restrain bending
andlor torsional rotation in the pipe.
Proper design of both pipe a lignm ent guides (G) and planar pipe guides ( r G) should
contain suffi cient clearance between the fixed and moving parts of the a li gnment guide to
insure proper gu iding witho ut introducing excessive frict ional forces. The first two
alignment guides immediately adjacent to each side of the Expansion Join t shou ld be
circumferential to the pipe. Most commercia ll y avai lable ali gnment guides are
acceptable. though some designs requ ire installation procedures that. un less fo ll owed
with extreme care , destroy the intended guiding fearures of the unit. Alignment guides
made from ro ller supports may be used when a minimum of three (3) ro llers equally
spaced around the c ircumference of the pipe are provided: four (4) rollers at 90° intervals
are preferable. Planar pipe gui des must be designed with additi onal cleara nce in one
direction to pemlit the intended latera l denection andlor bend ing of the pipe to take pla ce.
A U-bolt. pi pe hanger, or sing le-ro ll er suppor!. which on ly supports the weight of the
line , mu st no t be considered as a substitute for either a proper pipe alignment guide o r a
planar guide. Mate rials from which pipe a li gnment gu ides and planar pipe guides are
made must provide strength and rigidity under design operat ing conditions and be
sufficient ly resistant to corrosion and wear to prevent eventua l malfunction of the guide.
Test dala has shown that the first and second pipe alignmen t guides nearest the Expansion
Joint can be subj ected to lateral forces averaging 7%, and as high as 15% . of the total
force exerted on the main anchor F" ",. The la teral force was deve loped with
consideration for the un knowns assoc iated with ael'lla l field in stallation bu t primaril y
reflects an accentuation of thc ori gina l allowable pipe bow betw een supports. A lthough
field bolti ng of pipe a lignment and planar pipe guides to the ri g id parts of the installation
is preferable. fi e ld we lding is acceptable provided inaccuracies or excessive weld
sllri nkage do not destroy the effectiveness of these guides. Since properly spaced
alignmen t guides wi ll be considerably distant from the Expansion Jo int. it is impractical
10 require that the guides all be fixed to the same rigid structure. but design of the tota l
system mu st assure that no relative shifting ofal ignmcnt guides and Ex pansion Joint will
occur fro m ground settlement or other environmental conditi ons. Suitab le pIpe ali gnment
and planar pipe gu ides may be obta ined from reliable manufacturers of th is ty pe of
equ ipment. It should be noted that the e ffecti veness of pipe al ignment and planar pipe
g uides can be destroyed by improper installatio n. Consequent ly, care must be taken to
insure proper alignment of the guide itself. In applicatioll!:! in voh ing axial movement
only, tbe use of a single pipe ali gnment guide should be avoided since it may act as a
fulcrum imposing lateral deflection or angular rotation on an Expansion Jo int. However.
in certa in appl icat ions invo lving lateral defl ection or angu lar rota tion. a sing le pipe g uide
may be adequate . For further info nnati on see Sectio n 2. 3.
(' ~
Expansion Joint Manufacturers Association. tile.
\\ w\\ . ..:j llJa.ur b
STANDARDS DFTHE EXPANSION JOINT MANUFACTURERS ASSOCIATION, INC.
In locating the pipe al ignment guides for applications involving axial movemen! only. it
is genera ll y recommended thai the Expansion Joint be located close to an anchor and Ihal
the first pipe guide be located a maximum distance of four pipe diameters from the end of
the bellows. This arrangement will provide proper movement guiding as well as proper
support for each end of the Expans ion Joint. The distance between the first pipe guide
and the second must be a maximum offauneen (I~) pipe diameters. The recommended
maximum spac ing of iorcnncdialc pipe guides along the balance of a standard weight
carbon steel pipe line is detennined from Figure 2.31. For any known pressure and pipe
size. the recommended maximum guide spacing cun be detemlined by using the
following procedure: Firsl.locate the specitied pressure ~ al the boltom of the chari and
follow this pressure line vertically upwards to its intersec tion with the diagonal line
representing the speci fied pipe size. Next. move horizontally to the guide spacing
co lum n on the side oflhe chart and select the recommended maxim um spacing. As an
example. the recommended maximum spacing ofinlemlediale pipe alignment guides
along the balance ofa 6 inch pipe line contain ing an Expansion Joint under a pressure of
122 psig. is 43 feel. The first guide would be located a maximum distance of2 feet from
the Expansion Joint and the second guide wou ld be located a maximum distance of7 feet
from the first guide. See Section 2.3 for recommendations regarding guiding of pipe
lines subjected to lateral deflection and angular rOlation.
Maximum intennediate guide spacing for any pipe material or thickness shall be
calculated using tbe following formula:
E,'"
L, =0. 131./----'.--",,~A.
(1-7)
(fl.)
±.f,e
Note: When bellows is compressed in operation, use (+)I.f,e,
I: when extended. use
Hlf,e,[
Guide s paCl11g for standard wall carbon steel pipe may also be calculated in lieu of using
Figure 2.31. Caulton: This figure is based on average spring rate and bellows effective
area with bellows inside diameters that equal pipe outside diameters. The fomlUla is
based on one half the crilicallength of a pinned-pinned Euler column.
\\ \\ \\ .cJma.org
C E.'pam.lon Joim Manuf'lclurer. A)osociallon. Inc
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
~L "
t
Gi
iotA
I-
-0'
'-
FIGURE 2.30
ole: The recommendations given for pipe anchors and guides represent the min imum
requirements for controlling pipelines wh ich contain expansion joints and are intended to
protect the ex pan sion joint and pipe system from abu se and failure. However. additional
pipe supports are often required between the pipe guides in accordance with accepted
pipi ng practices.
2. 10.3 PIPE SU PPORTS
A pipe support is any device which pennits free movement of the piping and carries the
Iota I weight of in line equipment such as valves, meters. Expansio n Joints. and the weight
of the contained fluid. Pipe supports cannot be substi tuted for pipe a lignment guides or
pl~nar pipe guides. Pipe rings, U·bohs. ro ll er support s. and spring hangers are some
exam ples or conventional pipe supports. These devices cannot control the direction of
pipe line movement as does a pipe alignment guide or a planar pipe guide. The
recommendations given previously for pipe anchors and guides represent the minimum
requirements for controlling pipe lines containi ng Ex pansion Joints and are intended to
protect the Expansion Joints and pip ing from abuse and possible damage. Additi onal
pipe support s are usua ll y required between guides in accordance w ith st"andard piping
practice.
2 30
C· Expansion Joint Manufat.·turcrs Association, Inc,
www.ejm!l.org
STANDARDS OF T HE EX PANS ION JO INT MANU FACTU RERS ASSOC IA TI ON. INC.
Recommended maximum spm:ing ofinleml(.'d iale pipe guides for ilpplicmions invol\ ing axial movement onl~ ofbello,,"s
Expansion Joinls. Values based on standard weight carbon sleel pipe. see equation (2-7) fo r o ther lypeS of pipe. Applicable
for bello\\:. inside diameter less or equal 10 pipe outside diameter. Tho;:' first pipe guide must be located \\ Llhin a distance of
four pipe diameters from the cnd of the bellows and the second guide musl be located within a distance of louneen pipe
diameters from the first twide.
'lJO
I I
I
1
I
,
-,
I " "
lS 0
I I I
I" "
,
I
lOO
0
"
~
~
I'00
"
160 1-
~
P": I--'::
}--
r-..•, r-- --.....
100
V
V
90
0 ......
0
60
I-'""
, ......
0
30
,
0
"
V::::---
---
j....--"
~ V--
-
V
V
-
----
A,1.'
::...::- ~---
V
------ 1-- '" --
~
~
---
---,
V
~
r--
l--V
,
=
----. . . --::::=:---:::::
-
..---:: ~
I-- ... -:-;:- • I--""
~
...-::;:
V
V
..--::: V- _
\ 4- "":: \ :...
l- \0"
V
:--r-" -----.,0·
}-- \ %___ \ b"
----
j..--- !-"
!=--j...---"'
I-~
V
---- --,:--- r---_____
~A%·
-
--- ~ r:--:::
•oF-
,;:.. ,:::'"
ffJ~\ '"
r.---!-':'
,,'
0
w
--'
...-::
14 0 1-
..
~
0 1-
----
::...-: V
~
j...---""
--- ------
--:::::--
----
......
-
43
~
-
--- ," -
' f-""
,0
,•
,
6
,
..lOU
I
I
HO
I I "
)00
I" "
!~O
I 1 I I
I I II
1
200
150
122
MAX PRESSURE - PSIG
1
100
I
I
'0
FIGURE 2.31
V. \\ \\
.eJrna.org
{ Expansion Join! Manufacturers Associallon. Inc.
2-31
STANDA RDS OF THE EXPANSION JOI NT MA UFACTU RERS ASSOCIATION. lNC.
Thi s page iOientionally blank.
tt, Expansion Joint Manufacturers Associa!ion. Inc .
\ \ w\\ . .:j ma.uJ'g
STANDARDS OF THE EXPANSION JO INT MANUFACTURERS ASSOCIATION, INC
SECTI ON 3 - SAFETY RECOMMEN DATIONS FOR PIPI NG SYST EMS CONTAIN ING
BE LLOWS EXPANS ION JO INTS
Bellows Expansion Joints are employed in piping systems to absorb differential thennul expansion while
containing (he system pressure. They are being successfully utilized in refineries. chemical plants. fossil
and nuclear power systems. heating and coo ling systems. and cryogenic plants. Typica l service
conditions have pressures ranging from full vacuu m to 1000 psig and temperatures from -420 of to
1800 OF. Such Expansion loints fall into the category of a highly engineered product The system
operating characterist ics, the Expansion Joint des ign and manufacruring qua li ty. and the installation. test
and operating procedures must all be considered for all Expansion Joim installations.
Un like most commonly used piping componeots. a bellows is constmcted of relatively thin gage
material in order to provide the flexibility needed to absorb mechanical and thennal movements
expected in service. This requires design, manufacturing quality. handling. insta llation and inspection
procedures which recogn ize the unique nature of th e product.
In general, the most re liabl e and safe bellows Expansion Joint installations have always involved a high
degree of understanding between the user and manufacturer. With this basic concept in mind, this
sect ion was prepared in order to better inform the user of those factors which man y years of experience
have shown to be essential for the successfu l installation and perfonnance of piping systems conta ining
bellows Expansion Joints . Add itional detailed information can be found in other sections of these
Standards.
3,1 DESIGN SPECIFICATION
A. A design specification shall be prepared for each Expansion Joint application.
B. In preparing the Expansion Joint design specification it is imperative that the system designer
comp letely review the piping system layout. flowing medium , pressure. temperature, and
movement s. The standard Expansion Joint Specification Sbeets published in Appendix A can be
used as a guide. Particular attention shall be given to the following items:
a. The piping system shall be reviewed to detemline the location and type of Expansion
Joint most suitable for the application. The EJMA Standards provide numerous examples
to assist the user in this effort. The availability ofsupportillg structures for anchoring and
guiding of the line. and the direction and magnitude ofthemlal movements to be
absorbed will have a definite bearing on the type and location of the Expansion Joint.
TORSIONAL ROTATION OFTHE BELLOIVS SHOULD BE AVOIDED, Where
torsional rotation cannot be avoided. refer to Section 4.13.4.
b.The bellows material shall be specified and must be compatible with the flowin g
medium, the external environment and the operating temperature. Particular
consideration shall be given to possible corrosion including stress corrosion. The 300
series sta inless steels may be subject to chloride ion stress corrosion. High nickel alloys
art: subjt!'1..:1 tu cau~ti(; im.lu(;t!'d ~lrt!'~~ (;urru~iUll. The presence of sulfur may also be
detrimental to such nickel alloys.
The material chosen shall also be compatible with any water treatment or pipeline
cleaning chemicals. III some cases. leachates from insulating materials can be a sou rce of
corrosion.
c. Internal sleeves shall be specified in all applications involving flow velocities which
could induce resonant vibration in the bellows or cause erosion of the convoluti ons
resulting in substantiall y reduced bellows life. See Section 4.9.
d. The system design pressure and test pressure shall be specified realistically without
adding arbitrary safety factors. Excess bellows material thickness required for overstated
w ....,'.ejma.org
( Expansion Joint Manufacturers Association. Inc.
3-1
STANDARDS OF THE EXPA SION JOINT MANUFACTU RERS ASSOCIATION. INC.
pressures may produce an adverse effect on the bellows fatigue life. In the case of
extreme high temperature operating conditions. i( may not be practi ca l 10 lest the
Expansion Joi nt to a pressure of more than 1.5 times the design pressure, see Section
7.2.1 . Th is is due to the variolls mrlferial s em ployed in the Expansion Joint. temperature
gradient utilized in design, pressure stabi lity criteria, anchor strength and other
considerations. The manufacturer must be consu lled.
c. The maximum. minimum and installation temperatures sha ll be accurately stated.
Where the ambient temperature can vary significantly during pipe line constructi on. prcpositioning orthe Expansion Joint at insta llation may be requ ired. See Appendix J.
f. The Expansion Joint manufacturer sholl be advised if the Expansion Joint will be
insulated and the manner by which the Expansion Joint wi ll be insulated in order to
properly design the compone nt parts.
g. The movements to be absorbed by the Expansion Joint shall include not on ly piping
elongation or contraction. but also movement of attached vesse ls. anchors. and the
poss ibility of misa li gnment during insta llation. Unless included ill th e design
requirements. mi salignment of the Expansion Joint must be avoided. Where movements
are cyclic, the number of cycles ex pected shall be spec ified. As in the case of pressure.
the movement specified must be realistic. An excessive safety factor can resu lt in an
Expansion Joint which is highl y flexible and could have reduced stability under pressure .
h. If the flowing medium can pack or soli dify. provisions shall be made to prevent
entrapment or so lidifi cation of the material in the convolUlions which could result in
damage to the Expansion Joint or pipe line.
i.l.ntemal sleeves are usually insta lled in the direction of flow. If the stagnant flow
medium trapped behind the sleeve is undesirab le. drai n holes in the s leeve or purge
connections sha ll be specified. Where back flow will be encountered. an extra heavy
sleeve shall be spec ified 10 prevent buckling of lhe sleeve and possible damage to the
bellows.
j. The predicted amplitude and frequency of external mechanical vibrations to be
imposed on the bellows, such as caused by reciprocating or pulsat ing machinery. sha ll be
specified. The Expansion Joint musl be designed to avoid the resonant vibrat ion of the
bellows to preclude the poss ibil ity of sudden fatigue fa il ure. Field modifications to the
Expansion Joint or other system components may be necessary.
C. The pipi ng system drawings shall specify the location of all anchors. gu ides. supports and
fixed points. Considerable infonnation to assist the syslem designer in this regard is provided in
these Standards. See Section 2.10. Both the anchors and guides must be suitable for the highest
pressures.o be applied.o .he sySle m. (NOTE: I MOST CASES THE TEST PRESSURE WILL
BE SIGNIFICA TL Y HIGHER THAN THE SYSTEM OPERA TING PRESSURE.)
D. The system designer shall specify those spec ial features whi ch best accomplish persOlUlcl
protection in his particu lar system. Pi ping systems containing high pressure and/or hazardous
materials which are located in close proxim ity to personnel shall be provided with additional
safety features which will protect such personnel in the event ofa failure in the system.
Expansion Joints c:m be furnished with specia l features including. but not limitcd 10, thc
following:
a. Extra heavy covers which would serve 10 impede tbe effect of a jel flow produced by a
failure: however, such covers will not prevent the escaping medium from expanding and
filling the surroundings in which it is locatcd.
3-::!
,,'J
bpansion Joint Manufacturers Association. Inc.
www.ejmu.org
STANDARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOClATION. INC.
b. Limit rods designed for dynamic loading can be emp loyed to restrai n the longitudina l
pressure thru st in the event of an anchor failure. Such rods would nomlall y remain
completely passive until the anchor restraint is removed.
c. A two ply or two concentric bellows design may be emp loyed with each ply or bellows
designed to contai n the full line pressure. The annular space between the plies or
concentric bellows can be monitored conrinuously for leakage by means of suitable
instrumentation. A change in pressure in the annulus cou ld be used to detect be ll ows
leakage. (See Section 9. I),
£. The system designer shall provide for the accessibiliry of components such as anchors and
Expansion Joinls in-lhe piping system for period ic inspection after initial start up.
3.2 EXPANS ION J O I NT DESI GN
The Expansion Joint design shall confonn to the requirements of these Standards. the
AS MEJANS I Piping Codes and the ASME Boil er and Pressure Vessel Codes as applicable. The
design of structu ral attachments shall be in accordance with accepted methods. based on e lastic
theory. Circular bellows design sha ll be based on the equations contained in Section 4.13 with
substantiating test data as stated in Sec tion 4. I 2. Rectangular be llows design can be eva luated
based on the equations conta ined in Section 5.
3.3 EXPANSI ON J O INT MANUFACTURING QUALITY
The Expansion Joint manufacturer shall comply with the requirements of Section 6. Each
manufacturer shall be required to furnish , on request. a copy of his Quality Assurance Manual.
3A INSTALLATION
A. The necessary steps for insta llin g all Expansion Joints sha ll be preplanned. The installers
shall be made aware of these steps as well as the special instructions furnished by the
manufacturer. Section S.3. as well as the individual instructions tags furnished by the
manufacturer with the Expansion Joint. provides infonnation necessary to the proper handling
and installation of Expansion 10ints.
8. The most critica l phases of the Expansion Joint installation are as follows:
3. Care shall be exercised to prevent any damage to the thin bellows section. such as
dents. scores. arc strikes and weld splatter.
b. No movement of the Expansion Joint (compression. extension, lateral offset. rotation)
due to piping misalignment, for example. shall be imposed which has not been
anticipated and designed into the moycment capability of the Expansion Joint . !f such
movements are imposed. this can result in system malfunction. damage to the bellows or
other components in the system. Specifically, cyclic life can be substantially reduced ,
forces imposed on adjacent equipment may exceed their design limits. inrernal sleeve
clearance~ may he adver~ely affected. and [he pressure capacity and stabi li ty oflhe
bellows may be reduced.
c. Any field pre-positioning shall be perfonned in accordance with specific instructions
which include both the direction and magnitude of movement.
d. Anchors. guides and pipe supports shall be installed in strict accordance with the
piping system drawings. Any field variances from planned installation may affect proper
functioning of the Expansion Joint and must be brought to the attention of competent
design authority for resolution.
c. The Expansion Joint. ifprO\-ided with internal sleeves. shal l be installed with the
proper oriental ion with respect to flow direction.
\\ \\ \\ .eJrna.org
t Expansion Joint Manufacturers Association. Inc.
3-3
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION, INC.
f. Once the pipeline anchors or other fixed points are in place, the piping is properl y
supported and gu ided and the Expansion Joint installed, the shi pping devices sho uld be
removed in order to allow the Expansion Joint to compensate for changes in ambient
temperature during the remainder of the construct ion phase.
3.5 POST INSTALLATION INSPECTION PRIOR TO SYSTEM PRESSU RE TEST
A. A ca reful inspection of the cmire piping system shall be made with particular emphasis on the
fo ll owing:
a. Are anchors. guides and su pport's installed in accordance with the sys tem drawings?
b. Is the proper Expansion Joint in the proper location'!
c. Are the Expansion Joint flow direction and pre-positi oning correct?
d. Have all of the Expansion Join t shipping de vices been removed?
e. If the system has been designed for a gas, and is to be tested w ith water, has provi sion
becn made for proper support of the additiona l dead weight load on the piping and
Expansion Joint? Some water may remain in the be ll ows convolutions atter the test. If
this is detrimental to the be ll ows or system operat ion, means shall be provided to remove
such water.
f. Are all g uides, pipe su pports and the Expansion Join ts free to permit pipe movement?
g. Has Ex pansion Joint been damaged during handling and installation?
h. Is Expansion Joint mi sali gned? This can be detennined by measuring the joint overall
length. inspection of the convolution geometry. and checking clearances at critical points
on the Expansion Joint and at other points in the system.
i. Are the bel lows and other movable portions of the Expans ion Joint free of foreign
material?
3.6 INSPECTION DURI NG AND IMMEDIATELY AFTER SYSTEM PRESSURE TESTS
WARNIN G: Extreme care mu st be exercised while inspecting any pressurized system or
component.
A. A visua l inspection of the system shall inc lude checking for the following:
a. Evidence of leakage or Joss of pressure.
b. Distortion or yield ing of anchors. Expansion Joint hardware. the bellows and Dlher
piping componen ts.
c. Any unanti ci pated movement of the piping due to pressure.
d. Evidence of instability (sq uinn) in [he bellows.
e. The gu ides. Expansion Joi nts and other movable parts of the system shall be inspected
for evidence of binding.
f. Any ev idence of abnonnality or damage shall be reviewed and evalua ted by competent
design authority.
-D E).pansiol1 Join! Manurac!uren. A::.::.ucialiull. luc.
www.t:j ma. urg
STANDARDS OF T HE EXPANSION JO INT MANUFACTURERS ASSOCIATION. INC.
3.7 PERIODIC IN-SE RV ICE INSPECTION
WARNING: Extreme care must be exercised while inspecting any pressu ri zed system or
com ponent.
A.SCO PE
This section will serve as a guide for periodic inspec tion and review of metallic bellows
expansion joints that are in service. Criteria are presemcd for evaluation of their
suitability for continued safe operation. Frequency of service will be al owner's
discretion.
B. IDENTIFICATION AND RE CORDING
An expansion joint record system should be eSlablished to identify and characterize the
design and operating conditions for each bellows expansion joint. The record should
include tag number. process service, design and operating pressure. temperature. flow
direction. fluid velocity, materials of construction. and engineering design data such as
pipe size. number of convolLliions. bellows wa ll thickness and number of plys. presence
of an iDtemal sleeve. lateral, axial. and angular movements, and design basis cycle life.
The record should allow documentation of all design reviews and inspection s.
C. DESIGN REVIEW
a. Review all bellows expansion joints periodically to confirm that current service
conditions are compatible with bellows design capabilities. Changes in pressure,
temperature. fluid composition. frequency of lhermal and pressure cycli ng, and possible
exposure to vibration from extemal means or pulsating pressure shou ld also be reviewed
and compared to the original design basis of the expansion joint. Considerations should
also be given to upset or short time conditions not originally anticipated.
b. If current process conditions and movements imposed upon the expansion joint are
within the bellows expansion joints' ratings. and there has been no corrosion. damage. or
permanent distortion of the bellows, no further analysis is needed. If. however pressure,
temperature. or movement exceeds the expansion joints' ratings, or if there has been
excessive defomlation of the convolutions, an expansion joint manufacturer should be
contacted and an engineering analysis should be made to determine whether the
expansion joint should be replaced.
c. After an initial design review of existing installations. a periodic review program
should be established. The frequency of the review will depend service and
environmental conditions. the potential for process changes. and the critical or hazardous
nature of tbe service.
D. INSPECTION AND EVALUATION
a. All bellO\\'s expansion joints in service should be inspected periodically for mechanical
damage: distortion caused by overpressure. overextension or o\·ercompression. cracking.
cracking of the bellows attachment weld. corrosion. restriction of movement from foreign
material. and any others signs that might indicate premature failure.
b. Two Ply Testable Bellows Expansion Joints - Any bellows expansion joint designed as
a two ply testable (redundant ply) and equipped with waming equipment such as a
pressure gauges or pop-up detection devices should be inspected on more frequent
inter.als. since these expansion joints are normally specified and intended for more
critical servi ce.
w\\ \ \
.ejma.org
l Expansion Joint
~ tanufac ture-rs
Association. Inc.
3-5
STANDARDS OF THE EXPA SION JOINT MANUFACTURERS ASSOCIATION. INC.
c. Consider rcpiaccmcm of the bellows expansion joint based upon inspection results. the
expected number of cyc les in the plant, the design cycl ic basis of the bellows, and the
hazardous naruTe of the service.
d. The frequency of the inspection depends on the nature o rthe service and conditions as
disclissed in 4.9.I.g. and the potential for mechanical damage. vibration. and con'osion.
Bellows handling ex tremel y hazardous or lethal material should be inspected regularly.
e. The fo ll owing can be used as a guide in making the inspection :
Bel/oil'S thickness. Inspect for pining or thinning.
BelloH"s deformation. Inspect the be llows while in service for squinn or excessive
movement.
Bellows sill/ace. Inspect the bellows surface for the fo ll owing conditions:
Wrinkles. Wrink les are an indication that torsion has been applied to the bellows
either in operation or installation. If wrinkl es are present, the bellows should be
replaced and the new bellows expansion joint should have measures such as
hi nges or round gimba ls installed to prevent torsion from be ing induced.
DeniS. Dents can reduce the li fe of a be ll ows significantly, depending upon the
radius of curvature of the dented surface. Sharp dents with sma ll radius of
curvature in the convo lution are more harmful than dents with a large radius of
curvature.
Weld splatfer. Weld sp latter can be detrimenta l to bell ows perf0n11ance. I f weld
sp laner is present, contact manufacturer for recommendations and consider
possible replacement.
Foreign II/(l/erial. Foreign material. such as scraps of metal. wood. nuts and bolts.
etc .. could possibly interfere with the normal movement of the bellows. Remove
any such foreign material.
Scmlches. Scratches on the surface of the bellows can act as stress risers and can
reduce the bellows cycle life. A sc ratch Ihat runs circumferentially is more
han11ful than a scratch that runs longitudinally or radially.
f. Attac hments to the expansion joint
In severe serv ice app li cations. attachment of lugs and rings is also a potential
source of cracks and these areas should be chec ked by dye penetrant, magne ti c
particle or ultrasonic DE for any incipient cracking. Any insulation should be
replaced in accordance with manufacturer's drawings.
Inspect lic rods. hinges. lugs. and rings for any di stortion. Tie rods, hinges. and
gimba ls should be insulated in accordance with manufacturer' s drawings.
E. SYSTEM OPERATION
A record shall be maintained of any changes in system operating conditions (such as
pressure. temperature. themlal cycli ng. water treatme nt ) and piping modili cat ions. Any
such change shall be reviewed by competent design authority to dcten11ine its effect on
the perfonnance of the anchors, guide" and Expansion Joints.
c· expansion Joint Manufacturer:. A:.:.o..::itiliull . 1m:.
WW\\
.ejrna.org
STAN DARDS OF THE EXPANS ION JOI NT MANU FACTURERS ASSOCIATION. INC.
F. TYP ICAL CAUSES OF EXPANSI ON JOINT FAILURE
Bellows expansion joints will give many years of sat isfactory service when they afe
properl y designed and manufaclUred for specified piping system conditions. Failures ca n
occur for many reasons. but experience has shown that certain causes of failure fall i11l0
fai rly distinct categories. The following are some typica l causes:
a. Shipping and handling damage. Examples:
Dentin g or gouging of bellows from being struck by hard objects (tools. chain
falls. forklifts, adjacent structu re s. etc.)
Improper stack ing for shipping or storage.
Insufticicm protection frolll weather or other adverse environmenta l condi tion s.
b. Improper installation and insufficient protection during and after installation.
Examples:
Joints wi th internal liners insta lled in reverse direction with respect to flow.
In stalling ajoillt in a locati on other than as prescribed by the installation
drawings.
Premature removal of shipping devices.
Springing of bellows to make up for piping mi salignment.
In sufficient protection from mechanical damage due to work in the surrounding
area.
Insufficient protection of bellows during nearby welding operations.
Failure to remove shipping devices before system operation.
c. Improper anchoring, gUIdi ng, supporting of the piping system.
d . Anchor failure in service.
e.
Bello~vs
corrosion. Examples:
Improper selection of bellows material for the flowing medium and/or adYerse
externa l environment. Specifically. chlorides leachi ng from insulation, have been
frequently the cause of stainless steel bellows corrosion. Stress corrosion cracking
(consu lt material manufacturer for proper se lection ).
f. System over-pressurization (in-service or hydrotest).
g. Bellows vibration (mechanical or flow-induced) resulting in fatigue failure.
h, Excessive bellows movement (axial. lateral. and angular movement greater than design
values).
i. Bellows erosion. Example:
Oellows w ithout intemalliner installed in a system having a very high vclociry
ancL'or erosive n O\\ ing medium.
j . Pack ing of particulate matter in bellows convolutions which inhibits proper moyement
of the bellows.
\\ .... \\ .ejma.org
( Expansion Joint Manufacturers AssociatIOn. Inc.
3-7
STAN DA RDS OF TH E EXPANSION JOI NT MANUFACTURERS ASSOCIATION. INC.
This page intentionally blank.
3-8
l.-
Expansion Joim Manufacturers Assoc ialion. Inc.
WW\\
.eJma.org
STANDARDS OF T HE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
SECTION 4 - C IRCU LAR EXPANS ION JOI NT DESIG N
4.1
MOVEMENT EQ UATIONS
Expansion Joints may be subjected to axial movement. angu lar rotation. la teral deflection. or any
combination of these. Figu re 4.2 shows a sing le bellows Expansion Joint subjected to axial
movement only. Note thar the total applied move ment is absorbed by a unifonn displacemen t of
all the convolut ions. Thi s also applies to dua l bellows asse mblies such as universal. swing and
universal pressure balanced Expansion Joints.
x
e, = N
(For a single be ll ows Expansion Joint)
(4- I)
x
e, = IN
(For a dual bellows Expansion Joint)
(4-2)
In equation (4-2 ) above. the va lue of.\" should in clude the thennal expansion of the center pipe
nipple connecting the two bellows. This may be a signifi cant factor in applications in volving
long center pipe nipples. or a large differemial between the minimum and maximum design
temperatures. When the cen ter pipe nipple is anchored. as it is in a double Expansion Joinl (see
Section 1.2). each end of the assembl y should be treated as a single Expansion l oint. In such a
case. eq uation (4- 1) will apply and the va lue ofx sho uld include the thennal expansion oftha r
p'ortion of the center pipe nipp le whi ch is located between the anchor base and the bellows in
question.
Figure 4.3 illustra tes that an Expansion loint bellows absorbs pure angu lar rotation by
extend ing uniformly on one side and compress ing unifonnly on the other. The movement of
any convolution may be expressed as:
aDm
e = __
It
2N
(For a sing le bellows Expansion Joint)
(4-3)
e = OD",
(For a dual bellows Expansion Joint)
(4-4)
!I
-tN
As illustrated in figures 4.4 and 4.5. lateral deflection of an Expansion Joint is, in reality. a
special case of angular rotation. The two bellows in a universal type Expansion Joint. or each
end of the bellows of a single type Expansion Joint, rotate in opposite directions to produce the
total lateral deflection}'. Unlike the case of pure angular rotation, lateral deflection results in
unequal movement distribution over the bellows. the amount of displacement increasing with
the distance from the center of the Expansion Joint This applies to both single and universal
type Expansion Joints. Since we are concerned only with the maximum displacement per
convolution wh ich may be imposed upon any convolution in the Expansion Joint. the following
equations are arranged to arrive at Ihe maximum displacement figure. For universal Expansion
Joints. a factor Ku is introduced which is a function of the ratio of the total distance bern'eell
the outennost ends of the elements to the convo luted length of the Expansion Joint. The value
of Ku for any given ratio of L~ 2Lp may be found III figure 4 . 1 and the displacement per
convolution resulting from applied lateral deflection .\·, is as follows:
'" \\ \\ .cJma.org
(' Expansion Joint Manufacturers Association. tnc.
.\-1
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOC IAT ION, INC
e,
e,
2N(L" -L, +x/ 2)
K"Dm.I'
2N (L" -L, -x/2)
where axia l movement is extension
(4-5)
\vhere axial movement is compression
(4-6)
The growth orlhe center pipe nipple may be significant in certain Expansion Joint applications.
consequently, the value ofx given in equations (4-5) and (4-6) s hould be adjusted to include the
axial component of thi s growth. in mosl appl.ic3tions. the center pipe nipple will rotate through a
very small angle, so the latera l component can usually be neglected. It may be seen by reference
to figure 4.1 that the singl e bellows Expans ion Joint represents a special case w here the value of
Ku is always 1.50. The maximum di splacement per convo lution due to appl ied lateral deflection
in a sing le bellows Expansion Joint may be expressed as:
e,
3DmY
(4-7)
N(L,±x)
A one convolution sing le bellows is highly resistant
absorb imposed lateral deflection .
4,2
1.0
shear loading and should not be used
10
C OMBI N ING MOVEMENTS
The effects o f combined move ment may be calc ulated as follows :
+le.l}
e = MAX e+e
,
II
~
{ eo/K, +le,1
,
(4-8)
-le i}
/K -IeI
e=A4AX e ' +e{I
{e
"
(I
B
.,
(4-9)
.'
e
where x is axial compression and y and occur in the same plane. Where x is extension, reverse
the signs for e, in the above equations. When y and e do not occur ill the same plane, they must
be added vectorially and combined with es to find the maximum values of e•. and e•. .
All bellows arc rated by the manufacturer in terms of maximum allowable axial displacement per
convolution, e, and e• . These values are established by the phys icallimit3tion of bellows
movement capab ili ty. The design of every Expansion .! oim must be such that the total
di splacement per convo lution from all sources does not exceed the rated va lues :
ec(calculated) ~ ec(rated) ~ ec (max)
(4-10)
(4-11 )
When bellows with equa li zing rings are used, an additional calculation must be made to assure
that there will be no interference benveen adjacent rings w hen the bellows is in the deflected
position. The combined movement. e,. • is to be calculated using the outside diameter of the
equalizing rings in the formulas for e,. and e& in place of D,.,. The e, (ca lculated) mu st not
exceed the space between adjacent equalizing rings in the cold position.
4-2
© Expansion Joint Manufac turers Association. Inc.
www.ejrna.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
The following limits should be observed to prevent excessive movements which could
pennanently damage the bellows:
e, (max) = q - 2,;., -Ill
or distance between adjacent equalizing rings
whichever is less
e,. (max) = 6/;., -q
Figures 4.3. 4.4. and -1.5 illustrate that as an Expansion Joinl is rotated or deflected laterally. the
configuration of the bellows changes appreciably.
It should be noted that one side of the bellows attain s a larger projected area than on the opposite
side. When pressure is applied. unbalanced forces are set up which tend to distort the Expansion
Joint further. To control the effect of this factor, a limit is established by the manufacturer upon
the amount of angular rotation and/or lateral deflection which may be imposed upon the
Expansion Joint.
4.3
MO VEMENT RANGE
The equivalent axial movement range per convolution, (e). results from the movement of an
Expansion Joint from its initial position in (he piping system to the operating position under
consideration. When an Expansion Joint is in stalled without lateral or angular cold spring. e is
the greater of e, or eft as calculated from the initial to the operating position under consideration.
When cold springing is involved the e," and e,· due to the co ld spring must be added algebraically
to the e,· and e.. due to movement from the neutral to the operating position in order to obtain the
maximum movement range. e. See the fo llowing for sam ple calculations. The value of e for
each cond ition is used in the calcu lation of bellows deflection stress range in order [0 evaluate
bellows fatigue life. See Section 4. 12.1.5.
Refer to Appendix J Example 9 for a sample calculation.
WW\\
.cJma.org
:( E."l:pansion Joint Manufacturers Association. Inc.
4-3
t
I I I I I
1 1 I
PHYSICAL RELATI ONSH IPS FO R
EXPANSION JOINTS
1+
Z
VALUES OF "K: FOR USE IN EOUATION:
1.5~
,
III I I I
.~
IA I
1\
~
~
0
~.
,.
~
0
~
0
0
'l
">"
..., ~
1.31
1
0
."
is ,;
C ,
;0
m
I
'\
I
'I
\
IT
1.-
1
\
I
1
1
I
1
"'"
I I I II I I I
Lb
"-...
Vl
...,o
r111J 1J 11
I
Be
...,....,
!
r
~I
f
/1/h~-l-jl
"---,1//'" i'
I,i
-l
:I:
I
I
I
)
(I
m
m
!~
r--.
,
3L,,· -6LbL" +4Lb'
=
II
••
•
..t!.
•
;a"
»
z
c...,
--11--x
»
"
-l
C
'"
m
r-
'"»
Vl
Vl
Vl
3
o
:;;
"
-l
I
3
4
is
z
;::
I
3L,/ - 3Lb LII
.:!
2
3L" - 6LbL" -,- 4Lb
2
Vl
Z
-l
1.0
K
»
Z
~
"
~
"
><
.."
o
+X
'1P{I/II/11 I 'i
'- ~(V y!- J-LLJ
"
3(L-L)\'
B=
"b _
e'
'"Cl
2N(L.-L,·n
I,
"
1.1
"
-
"
»
Y
ttftUj-'" '-. .-. . -'--.. ,- UUU --
"
[',
Co
0_
Cl
"I
l~i---'
....
"
K.
L.
-...'
"n0
S·
~.
Ir
r\
.1
1.21
• _
y
\,:1
"2,
,"C·
I
Vl
;;
is
z
5
6
7
8 9 10
LII /2L b
20
30
40
50
100
Z
(')
STANDA RDS O F T HE EX PANS ION JO INT MANUFACTU RERS ASSOC IATI ON, INC.
4.4
UNIVERSAL CIRC ULAR EXPANSION JOINT MOVEMENTS
T he unrestrained non-cycl ic movements of a universal expa nsion joint centerspool due to dead
weigh t should be considered in the design. T he movements applied to each be llows may be
calc ul ated as fo llows:
x
W , SinB" N
,.
JJ' ,Cos()" N(L, ±x)'
(for axial movement)
(4-11)
(for lateral movement)
(4-13)
2fi
,'fi D''"
T he above movemen ts should be comb ined with the ot her design move ments to confiml that the
tota l movements per convol uti on e(' and e,. do not exceed the max imum value e,. (max) and
e,. (max). In addition. the ca lculated tota l stress range (St) based on the above movements at the
design pressure must be less than 1.5 CmS"h. The dead we ight of the centerspoo l may be
supported by devices such as pa ntograph linkages and slotted hinges.
4.5
C OLD SPRINGIN G OF C IRCU LAR EXPANSION JOINTS
The term "Cold Springing." as defined by the Piping Designer, entails pre-straining of the
elements of a piping system at the time of installation. so that the thermal stresses in the piping in
the operating pos ition are appreciably reduced . As applied to Expansion Joints. the purpose of
cold spring ing may be considerably different, although the mechanism is basica ll y the same.
"Cold Springing" is defined as the lateral or angular offset of the ends of an Expansion Joint
when installed and should not be confused with Ihe tenns "pre-compressing." "pre-extending" or
"presetting." These laner lernlS apply 10 the adjustment of an Expansion Joint in an axial
direction to allow for specified amounts of axial compression or axial extension within the limits
e. and er established by the manufacturer. In some cases it may not be practical to cold spring
an Expansion Joint al the factory. The reasons for "Cold Springing" an Expansion Joint are
described below.
4.5, I
FO RCE R EDUCTION
In a wide range of present day applications. the force required to defleci an Expansion
Joint is of significant importance. Where the Expansion Joint is used to relieve loading on
sensi tive equipment. or anchor struct ures are limited to extremely small loads. cold
springing the Expansion Joint at installation will effect a reduction in the maximum
deflection force value of as much as 50°0. In other cases. 100°'0 co ld spring may be used
10 provide minimum lateral deflection forces at the operating position.
4,5.2
STA BILITY
Figures 4.3. -lA. and 4.5 illustrate the positions assumed by bellows subjected to angular
rotation and'or lateral deflection. In all cases, the movement is achieved by rotation of
the convolutions. so that one side is extended and the other compressed. It has been noted
previously thai a bellows displaced in this manner. when subjected to inlernal pressure. is
\\ \\ V.
.ejma.org
{ Expansion Joint Manufacturers Associallon. Inc.
4-5
STANDARDS OF T HE EXPANSION JOINT MANUFACTURERS ASSOC IATION . INC.
acted upon by an unbalanced pressure force or couple which. if su fficient ly large. cou ld
result in distortion of rhe bellows.
Beca use the magnitude of the unbalanced pressure force or cou ple is proportional to the
inlcmai pressure and the displacement orlhe convol utions. a reduct ion in either of these
va lues w ill improve the stab ili ty of the Expansion Joi nt. By cold springing the Expansion
Joilll 50% al installation. the maximum disp lacement per convolu tion is reduced by half
and. consequently, the Expansion Joint becomes far m OTC stable than wou ld be the case if
it wcre deflected fully in one direction. For Ihis reason. where Expansion Joints are
subject to large amounts of latera l deflection , or where opera ting press ures are relati ve ly
high, the Expansion Joint manufacturer may require that the Expansion Joint be installed
in a cold sprung condition.
4.5.3
C OMPON ENT C LEARANC ES
Where an Expansion Join! is furnished with internal sleeves, external covers. or tie
devices spanning the bellows. these components mu st be designed with adequate
clearances to 3ccommodate the lateral deflection or angular rotation of the Expansion
Joint. The amOllnt of clearance requ ired is directly proportio nal to the di splacement and.
if the Expansion Joint is cold sprung 50%, these clearances can be rcduced to a
minimum. By co ld springing, internal sleeves of maximum diameter can be furnished.
the overall diameter oran Expansion Joint inco rporat ing ex ternal covers or tie devices
minimized. and the design of external structures si mplified.
4.6
FORCES AN D MOM EN T S (Sec App endix H)
4.6. 1
FORCE AN D M OMENT CALCU L A T ION
In order to eva luate the loads upon piping, supports. or equipmcnt. it is necessary to
detemline the forces and moments requi red to move an Expansion Joint. For this reason .
the catalogs of most Expansion Joi nt ma nufacturers contain force data for the sta ndard
designs offered. T his data is expressed as th e fo rce required to move a convolution 10 the
rated axia l move ment estab lished by the manufacturer. For convenience. it is desirab le to
divide this force by the rated movement to obtain a be ll ows resi stance factor or worki ng
spri ng rate , f .. . in pounds per inch of movement per convolu tion. (Refer to Section
4. 12. 1.7 for further discussion of J:,). Having determined this factor. the moments and
forces required (0 move an Expansion Joi nt may be calculated as follows:
F"
=
MI
AI,
,.,
"
4-6
,
J" D.e,
-
(4- 14)
1Me,
4
f .. D",ep
4
f " D",e ,
2(L,
±x)
f .. Dme,
2(L" ±x)
(for lateral movement)
(4-15)
(for angular rotation)
(4- 16)
(for lateral movement ofa single bellows)
(4-17)
(for lateral movement ofa universal bellows)
(4-1~)
&J Expansion Joint ManufaclUrers Association. Inc.
WWW.eJllla.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION, INC.
Figures 4.2 tluough ·t5 show the forces and moments applied on the expansion joints
produce stalic equilibrium for the various types ofmovcment.
[0
The preceding relationships are applicable to all Expansion Joints. It shou ld be noted.
that every equation is dependent upon data which must be supplied by the Expans ion
Joint manufacturer. For standard designs. all necessary data is available in the catalogs of
the individual manufacturer. or can be obtained on requesl. IN 0 CASE. S HOULD
DATA OF ONE MANUFACTURER BE APPLIED TO T HE PRODUCT OF
ANOTHER SINCE. DUE TO FUNDAMENTAL DESIGN DIFFERENCES. THESE
FACTORS MAY VARY.
NOTE: "x". "y". and "9" are all to be expressed from the initial installed position of the
Expansion Joint to the position under consideratioIl. When cold spring is involved or
when there are several sets ofthennal conditions to be considered (system at operating
temperature and system shutdown in a sub-zero ambient. for example), the x.y, and
deflections should be determined for each condition and separate e,. e, . f!. e, ' e,_ . and e
e
calculations made for each condition as described in Section 5.4.
\\w'W.eJma.org
c Expansion Joint Manufacturers Association. Inc.
4·7
STAN DA RD S OF T HE EX PA NSION JOINT MANUFACTURERS ASSOCIATION. INC.
...I
~ N·CONVOLUTIONS
f---Lb----Y
't---n,,-,--..,
F.-+--:~--
I
t
::1.
I
Om
I
-;--!'-T..J
Jq
AXIAL MOVEMENT
(SINGLE EX PANSION JOINT )
FIGURE 4.2
•
ANG U LAR
ROTAT ION
SIN GLE E XPAN S ION JO IN T
FIGURE 4.3
S
4-8
POINT OF APPLICATI ON OF EXTERNAL FORCES AND MOMENTS
<\,;
Expansion Join! ManufaclUfcrs Association. Inc.
www.t:Jma.urg
STANDA RDS OFTHE EXPAN SION JOIN T M AN UFACT URER S A SSOCI A TIO . INC.
' N CONVOLUTlONS\I -_ _ _
L
, - --1
b
LATERAL DEFLECTION (SINGLE EXPANSION JOINT)
FIG URE 4.4
• N· CONVOLUTIONS,
~I-FnL+b~~~-_L,-_r'rnLNbIt:;:=:!t
_--i_tOm
f
y
/I_-&-+-F""'i'
~-------L ,' X ----~
-'---1!-~+1
) M,
J-r
L ATERAL DEFLECTION ( UNIVERSAL EXPANSION JOI NT)
FIG URE 4.5
("Ij) POINT OF APPLICATION OF EXTERNAL FORCES AND MOMENTS
ww\,,_eJ rna.org
i;. Ex pans ion Join! Manufacturen; Association. Inc.
-1-9
STAN DARDS OF THE EX PANSION JOINT MA ' UFACTURERS ASSOCIAT ION. INC
4.7 MAX IM UM AXIAL COMPRESSION BASED ON INSTA BILITY
A long bellows or a seri es of unguided interconnected bellows may somet imes buckle when
compressed. Buck ling occurs when the lateral stiffness is insuffi c ient to resist the latera l foces
generated by axia l compression of the bellows.
The max. axial compression movement per convo lut ion based on instab ili ty is:
e,f=
L25Dm '
N'q
N = Total number of convo lutions in all unguided interconnected bellows.
4.8 EX PANS ION JOINT FLANGE LOADI NG CONS ID E RATIO NS
Typ ically a flan ge con nection is requi red to wi thstand the ax ial thrust Ihal is produced during
opera tion of a piping system as shown in Figure 4.6. The axial force that results from the
press ure being applied agai nst the elbow is restrai ned by the t1ange bolts. thus creating a force
and moment on the flange at the flange con nection atte mpting to un seat the gasket.
However. when an unrestrained expansion joint is emp loyed as shown in Figure 4.7. the flange
loading conditi ons change dramatically. In order to keep the expansion joint from freely
extend ing, a main anchor is nonna ll y utili zed to restrain the elbow. Thi s main anchor will also
carry the pressure thrust that resu lts from the pressurization of the system rmd releasc th is load
from the flan ge bolts. In thi s instance. the load in g on the flange due to pressure is a compressive
load that is equa l to the (F~ -Fp ) as shown in Fi gure 4.7. Thi s compressive load is in addition to
that nomlall y applied due to gasket seai ing.
Refer 10 Appendi x J Examples 1-6 and 8 for sam ple calculations.
YESSELWALL
Fp
FORCE DUE TO
AXlAlLDADING
THRUST
LOADING
FIGURE 4.6
'1 ~ I O
_'- Expansion Joint rl.'lanufaclurcrs Association. inc.
www.ejrna.org
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIA T ION. INC.
MAIN
ANCHOR
DIFFERENTIAl PRESSURE
Th'TI.UST FORCE
FIGURE 4.7
4.9 VIBRATION
Metal bellows can be used in applications where the vibration is of high frequency and low
amp litude. They are nOI suitable for vibrations where the frequen cy is low and the amplitude
high. such as those resulting from reciprocating machines. Vibrations which arc the result of
pressure pul ses can not be removed by the installation of an Expan sion Joint. since the pressure
pulses are transmitted beyond the Expansion Joint through the fl ow media. In this case, a
pulsation dampener is required .
The piping system designer should insure that vibratio n loads in his piping system will nol be
detrimental to the function of the be ll ows. In reducing or e liminating vibration effects the
designer may wish to consider tbe use of externa l dampening devices or system mass
adjustments.
Where fl ow velocities are high, turbulent flow generated withi n the bellows secti on or hlrbulence
originating upstream of the bellows may induce vibration . To minimize this phenomenon, an
internal s leeve must be used. Refer to Section 4.10 for specifi c recommendations.
Theoretical nanlral frequencies of single bellows and dual bellows assemblies for axial and
lateral \'ibration may be calcu lated using tbe fo llowing equat ions.
~ .9. 1
SINGLE BELLOWS
When vibration is present and the frequency is known, the bellows shall be designed so
thai its narural frequency if,,) and higher modes do nO! coincide with the system
frequency. To avoid a resonant response in the bellows, the bellows natural frequency
shall be less than 2,3 of the system frequency or greater than 2 limes the system
frequency.
Axiall"ihrarioll: (Accordion Mode)
{"
.
~
C
"
'
&
- "
H"
(4-19)
(hertz)
If' = Weight of the bellows including reinforcement (lbs.). For liquid media.
include the weight of liquid contained only between the convolutions.
c" = A constant used in the calculation of single bellows axial and lateral yibration
frequencies. Use C 1 for natural or fundamental frequency.
hamlonic. etc.
J1 =
W\\ w.CJma.org
C~
for first
I. 2, 3. -1, 5 ....
( b:pansion Joint Manufaclurers Association, tnc.
4-11
STANDA RDS O F THE EX PANS ION JOINT MANUFACTU RERS ASSOCIAT IO " INC.
Va lues of "en" (for fi rst 5 modes)
Number of
Convo lut ions
hi
C,
£,
£;,
c,
I
8.84
9.51
9.75
9.75
9.81
9.81
9.81
9.8 1
9.81
9.81
17.7
18.8
19.1
19.3
19.4
19.5
19.5
19.5
19.6
23.1
26.5
27.8
28.4
28.7
28 .9
29.1
29.1
29.2
32.5
35.4
36.8
37.5
38.0
38.2
38.5
38.6
36.2
41.6
44.2
45.6
46.6
47.1
47.5
47.8
2
3
4
5
6
7
8
9
10 & over
Latera! Vibrmiol1: (Beam Mode)
);, ~ CD
~, '
~
/.; (he rtz)
(4-20)
HI = Weight of the bellows including reinforcemen t (Ibs.). For liqui d media,
include the weight of a column of fluid of diameter D", and length Lh .
Val ues of "C,/' (for fi rst 5 modes)
~1
C1
0
kJ
£5
24.8
68.2
133
121
330
4- 12
Ii:;
Expansion Joint ivlanufaclurers Associ;lIion. Inc.
www.cjrna.org
STANDARDS OF T H E EXPANSION JOINT MANUFACTURERS ASSOC IATION. INC.
-'-9.2
DUAL BELLO\\'S (U ni\'ersal Expansion Joint)
Resonant vibra tion of dual bellows assemb lies ma y be very se\"ere. panicularly at lower
frequencies. resulting in large disp lacemcms of the center spoo l pi pe. In tied assemb lies.
unanticipated lateral and axial movements of the center pipe may be controlled wi th
hardware to limit vibratory mOl ion. To avoid a resonant response in the bellows. the
bellows natural frequency shall be less thal12/3 of the system frequency or greater than 2
times the system frequen cy. Hi gher modes or harmonics do not occur in a spring mass
system such as the dual bellows. The individual bellows in a dual assembly should also
be checked for vibration response as a single bellows. Natural frequencies for axial.
lateral. or "rocking" vibration may be ca lculated using the following equations:
Axial ' 'ibra/ion:
'
(4-2 I)
4.43 -"- (hertz)
W
II' = Weight of the spool pipe + one bellows including reinforcement + any
attachments to the spool pipe including liners. covers. trunnions. lugs.
nozz les. refractory, and insulation (lbs). For liqu id media , include the
weight of liquid contain ed only between [he convolutions of one bellows.
J"
~
~
Lateral' 'ibra/ion: Ends of spool pipe in phase.
r
.In
~
5.42D",
L
,
JK"IV
(hertz)
(4-22)
IV = Weight of the spool pipe + one bellows including reinforcement + any
attachments to the spoo l pipe including liners. covers. trunnions. lugs.
nozzles, refractory, and insulation (lbs). For liquid media, include the
weight of a column of fluid of diameter Dm and length (L" - Lh).
Rocking Vibration: Lateral vibration with ends of spool pipe out of phase: one end up and
one end down.
r
.III
~
9.38D'"
L
,
~
_"
IV
(hertz)
(4-23 )
+ one bellows including reinforcement + any
attachments to the spool pipe including liners. covers. trunnions. lugs.
nozzles. refractory. and insulation (lbs). For liquid media, include the
weight of a column of fluid of diameter Dm and length (LI/ - Lb).
W = Weight of the spool pipe
The rocking \ibration natural frequency equation is based on having the center of gravity
located (It the center of the spool pipe. Attachments to the spool pipe may shin the center
of gravity off center and reduce the nafural frequency below the calculated value.
NOTE: A properly designed, close tolerance. pantographic linkage could be used to
suppress possib le \'ibratioll tendencies in a universal expansion joint assembly.
www.ejma.org
t
E-.:pansion Joint \-Ianufactmers Association. Inc.
4-13
STANDARDS OFT HE EXPANSION JOINT MANUFACTURERS ASSOC IATIO , INC
4.10
INTERNAL SLEEVES - C IR CULA R EXPANSION JOI NTS
4.10.1 C RITERIA FOR DETERMI N IN G THE NEE D FOR INTERNAL S LEE VES
Lntemal sleeves shall be specified for all Expansion Joints in the fo llow in g cases:
a.
When it is necessary to hold fric ri on losses
desired.
b.
When fl ow velocities are high and could produce resonant vibration of the
be ll ows. Internal sleeves are recommended when flow ve locities exceed the
fo ll owi ng values:
10
a minimum and smooth flow is
Air, Steal1l (llld OIlier Gases
up to 6 in. dia . - 4 ft.lsec.linch of dia meter
over 6 in. diameter - 25 fl .lsec.
Water and other
Liqllicl~'
up to 6 in. diameter - 2 ft.lsee.!in. of diameter.
over 6 in. diameter - 10 ft./sec.
c.
When turbulent flow is generated wirhin len pipe diameters of the Expansion Joim
by changes in flow direction. valves. tee or elbow sections or cyclonic devices.
The actual flow veloc ity should be muhiplicd by 4 prior to utilizing the crite ria of
Secti ons 4.1 O.I-b and 4. 10.I-d.
d.
Specific applications must be eva luated individually. The lowest flow ve locity
whi ch might produce an induced resonant vibration in the bellows may be
calcu lated using the following equation:
.8IaJK,,/W
(f\.lsee.)
(4-24)
C,.
cr = Inside convolut ion width (in.).
W = Weight of the bellows including reinforcemclll (lbs.). For li quid media,
include the we ig ht ofliq uid contai ned only between the convolutions.
C,. = Correlat ion facto r used in the calcu lation of minimum flow velocity for
the inclusion of intemal liners in an Expansion joi nt assembly. See Figure
4.8. For U shaped convolutions. C · = .22.
\1=
An imemal sleeve must be used when the fl ow ve locity exceeds 75% of the va lues
calculated above.
4-14
t:'
Exp:m~joll
Juiut
~'lauufaclure r:;:
Assuciatiun. I,ne.
www.ejmn.org
STANDARDS O F THE EXPANSION JO INT MANUFACTURERS ASSOC IATION. INC.
A;--------,--------r---------------~
I~
.3 f------~+_------_+-
Co
1r--------t--------t--------t--------4
O~------~
I~
I~
_______ L_ _ _ _ _ _
~
~
______
~
~
~
Ratio of Pitch to Convolution Width (ql a)
FIGURE 4.8
e.
When there is a possibility of erosion. as in lines carrying catalyst or other
abras ive media. heavy gauge sleeves must be used. At no time should the
relatively thin bellows be directly exposed to erosion.
f.
When there is reverse flow. heavy gauge sleeves may be required, or the use of
telescopic sleeves may be appropriate.
g.
For high temperature applications to decrease the lcmperarurc of the bellows and
enable the bellows metal to retain its higher physical properties. The annular area
between the bellows and liner may be packed with a ceramic fiber insulation. or a
gas purge may be installed to further reduce the bellows effective temperature.
h.
W'M.w.eJlna.org
Internal sleeves sbould not be used where high viscosity fluids such as lars are
being transmined. since these fluids may cause "packing up," "coking" and
"cakil1g" which. may cause premature Expansion Joint failure. Where the fluid is
suc h that purging will effectively prevent the "packing up." internal sleeves may
be used in conjullction wilh purge connections.
r Expansion Joint Manufacturer.; Association. Inc.
4-15
STA DAR DS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATIO '. INC.
4.10.2 DESI GN RECOMMENDATIONS FOR I TERNAL SLEEVES
3 . To minimi ze the possibility of fl ow ind uced vibration in th e Expansion Joint. the
following sleeve th icknesses that are empiri ca ll y derived based o n air and steam s hall be
utili zed.
Nominal
Ex pansion Jo int
Diameter ( Inches)
2-3
4-10
12-24
26-48
50-72
Minimum lntcmal
Sleeve Thickness
( Inches)
0.024
0.036
0.048
0.060
0.075
Over 72
0.090
h. Sleeve length, flow veloci ty, and med ia tem perature can increase the minimum
internal sleeve thickness requirements listed above. Thickness increase factors shall be
calculated in accordance with the following sections and muhipli ed IOgether. The
product shall then be multiplied limes the above thickness to obtai n the minimum internal
sleeve thickness for the appl ication.
c. When the individual internal sleeve length exceeds 18 in., thc thi ckness increase factor
shall be eq ual to JLJI8. where L,. is th e interna l sleeve length in in ches.
d. When the flow ve loc ity through the liner (V) exceed s 100 ftlscc. the thickness increase
faclor s hall be equal 10 Jv I I 00 . V ;s the lesser of th e son ic ve loc ity or the average flow
veloc ity through the liner un less there is a signi fi can t fl ow di sruption (i.e .. valve. elbow.
tee. etc.) with in 10 pipe diameters upstream of the liner. Ln that case, V is the lesser of the
sonic velocilY or the average fl ow veloc it y through the lin er multiplied by a ve locity
coefTiciem of 4.0. O ther va lues fo r the ve locity coeffi cient may be used if substantiated
by testing and/or computational fluid d ynam ics calcu lations.
e. When the media te mpera ture exceeds 3000 F. the th ickness increase faclor s hall be
equal to E", I E." /I where E", is th e internal sleeve modulus of elasticity at 300 0 F and
E'b is the imema l sleeve modulus o f elast icity at the media temperature.
f. Where lateral deflection or rotation is present, the interna l s leeve must bc s ufficicnt ly
smaller in diameter to provide clearance between the outside diameter of the slecve and
the inside d iameter of the bellows or pipe. If the reduction o f inside diameter is
unacceptable. an oversize be llows or alternate ex pansion joint design must be used. Cold
spring can so met imes be used [ 0 provide the necessary clearance. (See Sectio n 4. 5.3)
g. Drain holes should be provided for verti cal in stallations where liquid could become
trapped in side the sleeve.
h. Lnternal sleeves designed on ly to minimi ze the possibil ity of now induced vibration
s hall not be considered as substitutes for internal guide sleeves described in Section 1.2.
L The internal sleeve marerial may be th e same or different from the bellows material.
4- 16
t.
Expansion Joim Manufacturers Association. Inc .
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOClATION. INC.
4.11 EXTERNAL COVE RS - C IRCULAR EXPANSION JOI 'T S
External covers shall be specified for all expansion joints ba sed on the following criteria.
4. 11.1 FLOW IND UC ED V I BRA nON
When the vortex shedding frequency from bellows due to external tlow is close to the
natural frequency of vibration of the be ll ows, this can cause damage due to resonant
in teraction. The lowest axia l and lateral flow velocities that may induce resonant
vibration in the bellow may be calculated using the following equations:
a) Lowest freestream ax ial velocity over bellows
f'uxial =
R:
(4-25)
~ .611'V-;t;- ftlsec
where
Convolution height (in)
Ksr = Overa ll bellows axial spring rate (lbsJin)
W = Weight of bellows including media fluid (Ibs)
lI' =
b) Lowest frcestrcam la teral velocih' over bellows
"'"um'
~
20[ D~~' )~~
ft/sec
(4-26)
where
Dm
L"
Bellows mean diameter (in)
Bellows length (in)
K.r = Overall bellows axjal spring rate (lbslin)
IV = Weight of bellows including media fluid ( Ihs)
A cover must be used when the acrual frecstream ve locity over tbe bellows exceeds 75%
of the corresponding values from either of the above equations.
4.11.2 DRAG FORCE
The non-cyclic movement of the single bellows due to the drag force produced by lateral
flow over the outside of the bellows should be considered in the design. TIlis movement
should be combined with the other design movements to confirm that the total
movements per convolution e, and e,. do not exceed the maximum value e, {max} and
e., (max). In addition. the calculated total stress range (St) based on the lateral movement
with the design pressure must be less than 1.5 C",s"h. The lateral movement may be
calculated as follows:
,
y
' ( Lh±x)
pl'~N
46368t;D.
where
p
V
Weight density of the fluid flowing over the bellows (lbs lfe)
Flow velocity of the fluid (ftlsee)
A cover must be used when the design criteria cannot be met.
\\ .... w.eJrn:l.org
C
Expansion Joint r-.lanufacturers Association. Inc.
STAN DA RDS OF TH E EXPANSION JOINT M A NUFACTURER S ASSOCIATION. INC
4.12
BELLOWS DESIGN
The design ofa be ll ows is compl ex in that it in vo lves an evaluation of pressure capaci ty. stress
due In denection , fa ti gue li fe. spring forces and instabi li ty (squirm), Instability is unique in that
users do not generall y recogni ze that intemal pressure can ca use a bell ows to buck le in a manner
similar to a column subj ected to compress ive loading. The detemlination of an acceptable
design is furth er complicated by the numerous variables involved such as diameter. materia l
thickness. pilch. height. number of plies. method of reinforcement. manufacturi ng technique.
material type. and heat treatment In many cases. th e design for a particular app licati on will
involve a com rromi se of confli cting requ irements. For example: high pressure necessi tales a
bellows constructed of thi ck material wh il e low forces require a thinner materia l.
Several noteworthy theoret ical stress ana lyses of bellows have been deve loped. each of which
has inherent limitation s. The analyses arc normall y based on assumptio ns wh ich approximatel y
pred ict the true behavior of a be ll ows. The assu mpti ons usua ll y consist of an idea lized bellows
configuratio n, a ul1ifoml thi ckness, a homogeneous and isotropic materi al. and elastic behavior.
These assumpti ons are not precisely correct for 1110St applications. A bellows usuall y operates in
the plastic sLress regio n and co ld work. due 10 fo rmi ng, alrers the mechanical properties of the
material. A few in vestigators have employed computerized anal ysis techniques to more
accura tely consider the e ffect of thickness and shape variations as well as plast icity. This
procedure is obvious ly more complex than a simpl e elasti c analysis and yet does not full y so lve
the des ign problem in the absence of expcrimcnta l verification .
The major stresses in a be ll ows resul t from the e ffects of pressure and de fl ect ion. ormally the
defl ection stresses arc hi gher than the pressure stresses. are generally above the yie ld poim of the
bellows material. and are meridional (longitudinal ) in direction.
Pressure produces circumferential (hoop) membrane stress in the bellows tangent and
convolUlions. Bo th meridional membrane and bending stresses are also produced in the
convolution s by pressure.
A toroidal cross section is superi or for high pressure capac ity, but is limited to small deflections.
Conversely. a U-shaped cross section pennit s greater defl ection but has a lower pressure ca pacity
lo r the same materia l thi ckness. One method of providing a combina ti on of hi gh intemal
pressure capacity and large deflection is the use of ex ternal reinforcement of the U-shaped
bellows. The external re inforcement offers ci rc umferential restraint <1 nd supports the root radius
agai nst collapse from internal pressure loading. The pressure capacity of a bellows can also be
increased by the usc of mu lti-ply construction o r by increasing the th ickness of the bellows:
however. the latter can sign ifican tly reduce the bellows fat igue li fe.
Fatigue life ofa be llows is influenced by the combined stress range induced by pressure and
de fl ection. T he fa tigue life of the bellows for ~ given configura tion and mnterinl thickness wi ll
be a funct ion of the imposed pressure and deflect ion.
The spring forces exerted by a deflected bellows Illay be cri tical. A deep convolution with a thin
wall will deflect wit h less force than a sha llow convoluti on with a thick wa ll.
A bellows design shou ld always be based on the actual bellows metal temperature expected
during operation. Thi s temperature may be less than the media temperature.
It should be understood that bel10ws geometry as well as forming methods vary widely
throughout the industry wilh no one configuratiQn and fomling method necessarily superior for
all design conditions.
4-18
c.; Expansion Joint Manufacturers ASSOClaIJOIl. Inc.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
4. 12.1 PARAMETERS AND CRlTERLA AFFECTING BELLOWS DESIGN
This Standard contains a series of equalions intended ro provide the users and designers
of Expansion Joints with a meaningful method for evaluating the various parameters
affecting bellows design.
The equations in Section 4.13 can be used to design a bellows for spec ific pressure and
cyclic movement conditions only if they have been corre lated with actual bellows test
data in accordance with Section 4. [2.1.8. Modifying faclOfs may be used by a
manufacturer provided that they are in accordance with this test dam, When the available
h;:;stl1ata is not suffic ient to verify the equations for a speci fic application. an individual
bellows design may be cons idered acceptable for specific pressure temperature and
movement conditions when a history of successful operation ofa similar bellows size and
configuration for identical or more severe service can be demonstrated to the satisfaction
of the purchaser. Detennination of the suitabi li ty of the design may include the use of the
equations in Section 4.13 on a parametric basis.
4.12.1.1 UN REINFORCED BELLOWS
The equations for unreinforced bellows are based on those shown in Atomics
Lntemational Report NAA-SR-4527 "Analysis of Stresses in Bellows. Part l.
Design Criteria and Test Results," with modifications and additions by the
Association to reflect the experience of the members. These equations are based
on elastic shell theory and consider the parameters involved for bellows of the
"U" shaped configuration.
The equations shown in Section ..U 3.1 are taken from the Atomics International
report with modifications such that the calculated stresses in equations (4-27), (-1.28), (4-29). (4-30) and (4-31) can be directly compa red to the bellows mmerial
allowable stress al design temperature published in the ASME Piping Codes and
the ASME Boiler and Pressure Vessel Codes. The system designer MUST
identify the specific design code to the Expansion Joint manufacturer. Contact
the Expansion Joint manufacturer for designs governed by other codes. An
unrein forced bellows is shown in Figure 4.13.
4.12.1.2 REINFORCED BELLOWS
The equations for reinforced bellows are based on those shown in Atomics
International Report NAA .. SR-4527 "Analysis of Stresses in Bellows. Part L
Design Criteria and Test Results," with modifications and additions by the
Association to reflect the experience of the members. These equations are based
on elastic shell theory and consider the parameters involved ror bellows of the
"U" shaped configuration.
The equations shown in section 4.13.2 are based on the Atomics International
Report for unreinforced bellows. Equations (4-+4). (4-45), (4-46). 14-47) and (450) reflect the increased strength and stiffness of the convolution due to the
reinforcing member. Equations (4-38). (4-39). (4-41), (4-42). 14-43). (4-+4) and
(4-45) as modified may be lIsed to calculate stresses which can be directly
compared to Ihe bellows material allowable stress at design temperature published
in the ASME Piping Codes and the ASME Boiler and Pressure Vessel Codes.
The system designer MUST identify the specific design code to the Expansion
V. w \\ .ejma.org
.c Expansion Joint Manufacturers Associatioll. Inc.
STANDARDS OF THE EXPANSION JOINT MA ' UFACTURERS ASSOCIAT IO N. INC.
Jo inlmanu facturer. Contact the Expansion Joint manufacturer fo r designs
govemed by other codes. A reinforced bellows is shown in Figure 4.14. An
externa ll y reinforced bellows with external pressure shall be treated as an
unreinforced be ll ows.
Pressure on the convo lution sidewa ll will apply an axial load on the end co llar
lending to push the collar away from the convo lUli ons. This force will be equal to
the intemal pressure times the area difference between the bellows mean diameter
and the bellows inside diameter. Externa l restraints must be provided to resist Ihi s
load and hold the collar in position.
a.
TOROIDAL BELLOWS
The equations for toroida l bellows shown in Section 4. 13.3 are taken from
Design Clnd AnC/~n' ;s ~fPipil1g. Pressllre Vessels. al1d Components, ASME
PVP Vol. 120, 198 7, Pgs. 99-106. A toroidal bellows is shown in Fi gure
4. 15 . Toroidal bellows wi th extel11a l pressure are not cove red by the
EJMA Standards.
Pressure on the convolution sidewall will apply an axial load on [he end
co llar tending to push th e coll ar away from the convolutions. Th is force
will be equal to the interna l pressure times the area difference between the
be ll ows mean diame ter and the bellows inside di amet er. External
restraint s must be provided to resist thi s load and hold the collar in
position.
4.12.1.3 INTE R NAL PRESS URE CA PA C ITY
Excessive hoop stress in the straight cylindrical end tangents of a bellows will
cause ci rcumferential yie lding. Th is stress is calcu lated by a modification of the
Barlow equat ion. For unreinfo rced bellows. a factor "k" is included which
considers the st iffening effects of the attachment we ld and th e end convolution.
When required, the straight tangent of unreinforced bellows can be reinforced by
collars. The equat ions apportion the stress in the tangent and collar in relation to
their respecti ve cross sect ional areas and material properties.
Excessive hoop stress in the convoluted section of the bellows can produce
circumferentia l yie lding and poss ible rupture. As in any cylindrica l she ll , thi s
stress is inverse ly proportional to the cross sectional area . All eq uations apportion
the stress between the bellows and any reinforcing members in relation to their
respecti ve cross sectional areas and materi al properties. Fac tors have been
included to accoun t for the effect of movement on the hoop stress.
Exce5;5;ivc meri di onal pressurc srrC5;S in th e eonvo lm ed section ofa U-shaped
bellows will produce bulging of the sidewall. Any gross change in the
convolution shape will decrease the space between con volutions. and the ability
of the bellows to absorb movement. Such changes in the shape may also affec t
the fatigue li fe. Excessive meridional pressure stress in a toroidal bellows will
produce meridional yielding and possibl e ruprure.
4. 12.1.4 DE FLECTIO N STRESS
The stress in the convoluted section of the bellows due to deflection is given by
eq uatio ns (4-3 2). (4-33). (4-46). (4-47). (4-57) and (4-58). Typi cal calculated
stress range values are 50,000 to 500.000 psi. These values are not true stresses.
4-20
l
Expansion Joint Manufacturers Association. Inc.
WWW.ejma.Olg
STANDARDS OF THE EXPANSION JOINT MANU FACTURERS ASSOCIATION. INC.
since they exceed the elastic limit of the material. They arc meaningful when
correlated with actual test resu lts in eva luating fatigu e lifc.
4.12.1.5 FATIG UE LIFE EXPECTANCY
The fa tigue life expectancy of an Expansion Joint is affected by various factors
such as: operating pressure, operating temperature. the material from which the
bellows is made. the movement per convo lution. the thickness of the bellows. the
convoluti on pitch. and the deplh and shape of th e convolution. Any change in
these factors will result in a cha nge in the life of the Expansion Joim.
The fatigue life expectancy can be defined as the tora1 number of complete cycles
whi ch can be expected from the Expansion Joint based on data tabulated from
tests perfonned at room temperature under simulated operating conditions. A
cycle is defined as one complete movement from the initial position in the piping
sys tem to the operating position and back to the initial positi on. Fati gue life is
dependent upon the max imum stress range to which the bellows is su bjected. the
maximum stress amplitude being a far less signifi cant factor.
Expansion Joi nts can be specially designed for very high cyclic life. When thi s is
required. the Expans ion Joilll manufacturer must be advised of the estimated
number of cyc les req uired.
The eq uati ons given for fa ti gue life should onl y be Llsed when the actual bellows
metal temperature under operating cond iti ons is below the creep range. Fatigue
life calculations for actual bellows metal temperatures in the creep range must be
substantiated by high temperature test data or history of successful operation of a
simi lar bellows size and configurat ion for iden tical or more seve re serv ice.
a.
FATIGUE LIFE
The fat igue life ofa bellows is a fu nction of the sum of the meridional
pressure stress range and the lOtal meridional denectioll stress range. The
denection stress range must be based on the 10tal equivalent axial
movement range as discussed in Section 4.3.
The number of cycles to failure may be evaluated by equations (4-34), (448) and (4-59). The constants are derived from graphs of the lOtal stress
range versus number of cycles to failure from actual fat igue tests of a
series of bellows of similar materials at room temperature evaluated by a
best fit continuous curve. These equations are meant to predict the
average fatigue life for the bellows design. Certain codes and standards
incorporate design fatigue curves which include factors that account for
th e nonnal effects of size. surface finis h and scatter of tbe data. Therefore.
the design cycle life should rea li st ically represent the estimated number of
opera ti ng cycles. An overly conservative estimate of cycles can result in
an increased number of convolutions and an Expansion Joint more prone
to instability.
h.
CUMULATIVE FATIGUE
An Expansion Joint may be required to withstand a number of stress
cycles such as those produced by the start up and shut down of the sys tem .
While these cycles usually control the fatigue life of the bellows. there
may be instances where other conditions assume importance III
.............. ejlna.org
{ Expansion Joint Manufacturers AssociatIon. Inc.
4-21
STAN DA RDS OF THE EXPANSION JO INT MANU FA CTURERS ASSOC IAT ION. INC.
detenninil1g the overall or cumu lati ve fatigue life of the be llows. As an
ex ample . one cond ition may generate 1.000 cycles of stress va riation from
zero to 160.000 psi and another condit ion 10.000 cycles of stress variation
from zero to 50.000 psi. The procedure descri bed in the fo ll owi ng
paragraphs illustrates the method used in eval uat ing the fatigue damage in
a bellows when it is subjected 10 a varicty of condit ions du ri ng its lifet ime .
This method is based on Minor's HYPOl hesis 1 which is generally accepted
as sufficientl y accurate for predic ti ng th e effect o f cumu lati ve fa tigue.
T he method assumes thai a stress versus fatig ue life curve has been
establ ished fo r the type of bellows under consideration.
c.
CONCURRENT CON DITIONS
Concurrent condition s are thosc that occur at exact ly the same time and
frequency produci ng a combined stress rangc. The stress ranges for each
condi tion are superimposed to give cases of combi ned stress range for the
appli cab le number of cyc les. Trul y concurrent conditions arc rare in
practice. If the condit ions described in the above exa mpl e arc concurrent.
the cumulati ve effec t can be evaluated using the fo ll ow in g steps:
Step I: Superim pose the stress range of each condition for the applicable
number of cycles to find eac h casc as follows:
Case I :
Case 2:
"I = 1000 cycles
S" = 1160.0001+150.0001
= 2 10,000 psi st ress range
11, = 10,000 - 1000 = 9000cycles
S" = 101+150, 0001
= 50, 000 psi stress range
Step 2: For each stress range S'I. Sf! ' .... , use the app licable fat igue curve
to find the number of cyc les to fai lure N I. N2 •. _. for each case.
Step 3: For each case, ca lc ulate th e usage factor U1, U2 •... where UI =
I1.tN I , U2 = niN2' etc.
Step 4: Calcu late the cumulat ive usage factor where U = U I +
U~
+ ...
Step 5: The cumulative usage fac tor U shall nOt exceed 1.0.
d.
INDEPE DENT CONDITIONS
Independent conditions are those that do not occur at exactly rhe same
rime or frequenc y. Independen t condit ions are nOI superimposed. MOSI
conditi ons in practice are independent. If the conditions described in the
above example are independent, the cumulat ive effect can be evaluated
using rhe following steps:
I Minor. Milton A.. "CulI1ululivt: Damage in Faligue." Joumul of Applied Mechanics. Sc!p,-. 1945.
C Expansion Joint Manufacwrcrs Associalion. Inc.
www.ejma.org
STANDARDS OF T HE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
Step 1: Summarize the st ress range and cycles for each condition to find
the cases as follows:
Case I:
III :::::
1000 cycles
S'I :::: 160.000 psi stress range
Case 2:
II!
=
IO.OOOcyc les
S,! = 50.000 psi stress range
Step 1: For each stress range S" , S,;!, ... .. use the applicable fatigue curve
to find the number of cycles to failure N 1 • N::! .... for each case.
Step 3: For each case, calculate the usage factor UI, U::! . .. where UI =
1N 1• U2 = n21N.!. etc.
Jl 1
Step 4: Calcu late the cumulative usage factor where U = U I +
U l-'-
Step 5: The cumulative usage fac tor U shall not exceed 1.0.
e.
CYCLE LIFE EXPECTANCY AT HIGH TEMPERATURES
When the acrual bellows metal temperature is high, cycle life can be
affected by factors other than just the deflection stress range. Metallurgical
changes can mak e the material more sensitive to the microscopic flaws
which lead to fatigue failures. When temperarures are high enough. creep
strains and cycl ic deflection strains can interact to further reduce the cycle
life. The number of cycles to failure can be evaluated using the method
given in Appendix G.
~.12.1.6
BELLOWS STAB ILI TY
Excessive internal pressure may cause a multi-convolution bellows to become
unstable and squinn. Squirm is derrimental to bellows performance in thaI it can
greatly reduce both fatigue life and pressure capacity. The two most common
fanns are column squinn and in-p lane squinn. Column squiml is defined as a
gross lateral shift of the center section of the bellows. II results in curvature of the
bellows centerline as shown in Figure 4.9.
WW\\
,ejma.org
c E:>.:panslOn Joint Manuracturers Association, Inc.
STANDARDS OF TH E EXPANSION JOI NT MANUFACTURERS ASSOCIAT ION, INC.
COLUMN SQUIRM
FIGURE 4.9
Th is condi tion is most associated with bellows which have a relatively large
length-la-diameter ratio and is anal ogous to the buckling of a column under
compressive load.
W
0:
:::>
'"'"
0:
COLUMN INSTABILITY
W
0...J
«
z
0:
w
tZ
BELLOWS LENGTH - TO - DIAMETER RATIO
FIGURE 4.10
Figure 4.10 depicts the critical column squ irm pressure for a series ofbcll ows
having the same diameter. thickness and convolution profile. See equatio n (4-35),
(4-49). or (4-60) for a method of evalualing 11 bellows for co lumn squiml. Factors
have been included to account for the effect of movements on the column squiml
pressure.
4-24
e E.xpansion Joint ManuladuJ't:rs A)socmllull. Inc.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOC IAT ION. INC.
The equat ions assume thai each end of the expa nsion joint is rigidly supported
(fixed). For other end condi tions. the limiting design pressure should be
eval uated as follows:
Fixed/Pinned - .5Pf>C
Pinned/Pinned -.25Psc
Fixed/Laterally Guided -.25P>l:
Fixed/Free -.06Psc
It should be noted that external pressure does not produce column squi ml. When a
be llows is subjected to externa l pressure, its pressure capacity can be verified by
the method d iscussed in Section 4.13.
FIGURE4.11
In-plane squi nll is defined as a shift or rotation of the plane of one or more
convolutions such thai the plane of these convolutions is no longer perpendicular
to the axis of an unreinforced bellows. II is characterized by tilting or warping of
one or more convolutions as shown in Figure 4.11. This condition is
predominantly associated with high meridional bending stress and the formation
of plastic hinges at the root and crest of the convolutions. II is Illost common in
bellows which have a relatively smalllength-to-diameter ratio. See Equation (436) for a method of evaluating an unrein forced bellows for in-plane squirm.
To prevent bellows squiml under test conditions. the test pressure should be less
than or equal to 1.5 times the limiting design pressure based on column or inplane instability using room temperature material properties. In addition. the test
fixture should duplicate the as-installed condition as closely as possible.
The equat ions given for squiml should only be used when the actual bellows
metal temperature under operating condi tions is below the creep range. Squirm
calculations for actual bellows metallemperatures in the creep range must be
substantiated by high temperature lest data or history of successful operation of a
similar bellows size and configuration for identical or more sc\·erc ser\'ice.
.... ww .eJm3_org
,(' E>;pansion Joinl Manufacturer.. Association. Inc .
STANDARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOCIATION. INC.
These equations inc lude fac tors such that the ratio between the limiting design
pressure and the critical squ irm pressure is approximate ly 2.25 for col umn squirm
and 1.75 for inplane squiml.
When a universa l rype expansion joint is subjected to lateral offset. the internal
pressure produces a force that tends to rotate the ccnterspool. This force is
res isted by the stiffn ess of th e bellows. Irthe force is suffi ciently high. instabi li ty
can occur. A method for evaluating thi s mode of instability is given in Metallic
Bel/oll's and Expansion Joinls· 1989. ASME PVP Vol. 168. Pgs 41-43.
4. 12.1.7 BELLOWS SPRING RATE
The force req uired to deflect a bellows axially is a funct ion of the dimen sions of
the bellows and the material from which it is made.. The curve of force vs.
deflection for most bellows indica tes motio n extending into the plasti c range as
shown by the solid line in Fi gure 4.12. The first porti on of the curve is a stra ight
line as the be llows is deflected throug h its elastic range. As bellows deflection
continues and extends into the plastic range, the force vs . defl ection re lati onsh ip
becomes non-linear until the point of maximum deflection is reached.
When the restrai ni ng force is released. th e curve aga in becomes linear umil the
appl ied force is zero at which point the residua l de fl ectio n of the bellows still has
a positive va lue. To return the bellows to its initial position. a restoring force
must be appli ed in the oppos ite directi on as shown by the curve below the
abscissa.
Line A in Fi gure 4. 12 represents the bellows theoretical in itial elastic spring rate .
be detennin ed anal yticall y w ith reasonable accuracy from
eq uations based on e lastic theory. The bellows theoretical initial elasti c spring
rate, Ji is cal culated in accordance with Equations (4-37), (4-50), and (4-61 ).
.!:. This value can
Lines Band C represent bellows resistance factors or working spring ra tes.
for bellows w ith operating deflections in the plasti c range.
j~"
The use of the initial elastic spring rate in place of the working spring rate for a
bellows whose deflection extends into the plastic range predicts forces whi ch can
be cons iderably hig her than actua l. This is recogni zed to be a problem and
various methods have been used to obtain more accurate results. Lme B, drawn
from the orig in to the point of maximum force and deflection, is used as the
bellows workin g spring rate..f~. but has the disad vantage of underestimating the
actual force over the full range. Line C. drawn from the point of maximum fo rce
and deflection to the va lu e of the restoring force required to rerum the bellows to
zero deflection, becomes line C' when transferred to the o rigin . A working spring
rate based on line C' can be used. Thi s reduces the discrepancy between the
indicated and true va lues a lthough the difference can sti ll be sign ificant.
For the g reat majori ty of applications. the manufacturers publ ished spring rates
have proved sati sfac tory. However. whe n the critical nature ofa partic ular
application warrants morc precise knowledge of the bellows working spring rate.
the user should require the manufacturer to supply infonnation as to th e mea ns by
which his data was deve loped. In special cases. prototype testing [Q determine the
precise load vs . deflection characteristics ofa particular bel lows des ign may be
necessary.
4-26
V I::xpanslOn JOint Manutacturers ASSOCiation. Inc.
www.qma.org
STA NDA RDS OF THE EX PAN SION JOINT MANUFACTURERS ASSOCIATI ON. INC.
//
///1
/ I
FOR CE
DEFLECTIOH
/
/
GENERAL CURVE OF BE LLOW S FORCE
VS
DEFLE CTION
FIGURE4 .12
4.12.1.8 CORRELATION TESTING
The equations in Sections 4. 13.1. 4.13.1. and 4. 13.3 can be employed to design a bellows
if they have been correlated wi th actual test results to demonstrate predictability of
nlplurc pressure_ meridional yielding. squinn and cycle life for a consistent series of
bellows of the same basic design (unrcinforccd and reinforced bellows arc considered as
separate designs). A minimum affive meridional yield-rupture leSIS on bellows of
varying sizes. with not less than three convolutions. are required 10 vcrify Equations
(4-29), (4-30), ('""-31). (4-28), (4-44), (445). (4-37), and (4-56), A minimum of len
squinn tests on bellows of\'arying diameters and number of convolutions are rcquircd to
vcrify Equations (4-35). (4-49) and (4-60). A minimum oftwenty-fivc fatigue tests on
bellows of varying diameters. thickncsses. convolution profiles arc required to construCt a
fatiguc life versus combined stress plol. The eITects of pressure shall be considered in the
fatigue tests. The test bellows must be representative of typical bellows design and
manufacturing processes.
4.12.1.9 BE L LOWS I-I EAT TR EATMENT
Heat trcatmcnt after forming can havc a dctri mental effect on bel lows prcssurc
capacity. If is not normally considered beneficial for fatigue life to either stress
relieve or anneal after fomling. The necessity for this form of heat treatment is the
responsibility of the purchaser and shall be considered individually.
\\ w\\ .eJma.org
, E:o;p:msion Joml Manufacturers Association. Inc
4--:!7
STAN DARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOC IA TlON. INC.
4.13
DESIGN EQUATIONS
4.13. 1 DESI GN EQUATIONS FOR UN REINFORCE D BEllOWS
Bel lows Tangent Circumferential Membrane Stress Due to Pressure
SP(D, +I1I)'L,£, k
,- 2( ntE/r L,( D,, +f1/)+f, kE , L, D. )
(4-27)
Co ll ar Circumferential Membrane Stress Due to Pressure
PD', L,£ , k
S',
(4-28)
2 (11I£, L, (D, +111) +I,k£, L, D, )
Be llows Circum ferential Membrane Stress Due to Pressure
S~ = PD~t K~ q
.
(4-29)
2.4,
Bellows Meridional Membrane Stress Due to Pressure
Pit'
S,= - -
(4-30)
-'111 "
Bellows Meridional Bending Stress Due to Pressure
S, =
!:...(~)' C
211
Ip
(4-31 )
P
Note : The above stresses should be eval uated for pressure capacity as fo ll ows:
5, & S! :s: C...f, S,,J,
5', s e. ,s",
S.l +S~$CmS<lb (Below the Creep Range)
SJ + (S./1.25) ~ S", ( In the Creep Range)
Bellows Meridional Membrane Stress Due to Defl ection
S,
(4-32)
Be ll ows Meridional Bending Stress Due to Deflection
(4-33)
S"
Note: Modulus of elasticity. E;.. in Equations (4 ·32 ) and (4-33) is at room
le mperalUre.
4-28
l'
Expansion Joint Manufacturers Assoc iation. Inc.
WW\\ .eJllla.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION, INC.
Fatigue Life
(4-34)
where; a, b, and c are material and manufacturing constants.
S, = 0.7 (5\ + S~) + (5.. + Sf,) . See Figure -l .2D for fatigue curve for
austeniti c stainless steel.
Limiting Internal Design Pressure Based on Column Instabili ty for S ingl e
Bellows (both ends rigidly supported) . Refer to Section 4.12.1.6.
O.34JlC,.r;"
P"
N'q
(4-35)
For universa l expansion joints. N = total number of convolutions in both bellows
for calculation of P,,- .
Limiting Design Press ure Based on Inplane Instability and Local Plasticity at
Temperatures Below the Creep Range
(4-36)
P"
Bellows Theoretical Ax ial Elastic Spring Rate per Convol uti on
f",
'" V. \\
.ejma.org
,
= I. 7 -''>
, ':-'-
D",E"t;.1I
w-e ,
( Expansion Joint Manufacturers Association. Inc.
(4-37)
4-29
ST AN DA RDS OF T HE EX PANS ION JOINT MANUFACTURERS ASSOCIA T ION. INC.
4. 13.2 DESIGN EQUATIONS FOR R EIN FO RCED BELLOW S
Bell ows Tangent Circum fe rential Membrane Stress Due to Pressure
P( D, + "')' L"E,
(4-38)
Coll ar Circum fere ntial Me mbrane Stress Due to Pressure
P( D, )' L"E,
S',
(4-39)
Co ll ar Circumferential Bending Stress Due to Pressure
S" = F,:'II1 D,
I
4;rC, Z,
(4-40)
Be llows C ircum fere ntial Membrane Stress Due to Pressure
5
- .!!.....
~ - 2A,
(....!!..-.)
K
R+I
(4-4 1)
r
R = R, for integra l reinforci ng members
R = R] for re inforc ing members joined by fasteners
Note: In the case of reinforc ing members which are made in sect ions and joined
by fasteners in tension, this equHl ioll assumes thal the strucrure used to retain the
fastener does not bend so as to penni! the reinforcing member 10 expand
diametri cally. In addition. the end rei nforcing members must be restrained
agai nst the long itudina l annular pressure load of the be llows.
Rein forc ing Member C ircum fere ntial Membrane Stress Due to Pressure
H (-
- 5 ',- 2Ar
Rl
I-
+I
)K
(4-42)
r
Note: III the case of equalizing rings. th is eq uation provides on ly the simpl e
membrane stress and does not include the bending stress call sed by the eccentri c
fas tener locati on. These stresses can be deteml ined by e lastic ana lysis and/or
actua l tests.
Fastener Membrane Stress Due to Pressure
s:= ~
.
2A(
(_I_)K
R~
+I
(4-43 )
r
Bellows Meridional Membrane Stress Due to Pressure
53
.85P( "'- 4 C,J~, 1
(4-44)
2nt p
Bellows Merid ional Bending Stress Due to Pressure
5 = .S5P(
~
-
11/
"'-4C,J~)' C
I
,
I'
(4-45)
Note: The above stresses shou ld be evaluated for pressure capacity as fo ll ow:-.:
4-30
C Expansion Joint Manuf3ClUfcrs Association. Inc.
www.ej013.org
STANDARDS OF THE EXPANSION JOI NT MANU FA CTURERS ASSOCIATION, INC.
s; +5
1"
~K,C",S",
53 + S~ .$ C",5"" (Below the Creep Range)
5, +( 5,/1.25 ) ~ 5", (In the Creep Range)
Bellows Meridional Membrane Stress Due to Defl ection
5,
El> t,~e
(4-46)
-'(w-4C,.
r'" )' C I
Bellows Meridional Bending Stress Due to Defl ection
(4-47)
3( ",-4C, ,~ )' C.
Note: Modulus of elasti city.
E~
in Equations (4-46) and (-+-47) is at room
temperature.
Fatigue Life
(4-48)
where: a. band c are material and manufacturing constants.
S, = O. 7 (S.~ + S.~) + (S{ + So). See Figure 4.20 for HlIig ue curve for
austenitic stainless steel.
Limiting Intemal Design Pressu re Based on Column Instability for Single
Bellows with Reinforcing Rings (both ends rigidly supported), Refer to Section
4. 12.1.6. For bellows with equalizi ng rings see Figure 4.14 and consult the
manufacturer.
p.
0.3"C,J"
N'q
(4-49)
For universal expansion joints. N - tota.l nu mber of convolutions in both bellows
for calculation of P"
Bellows Theoretical Axial Elastic Spring Rate per Convolution
.
J"
\\ \\ v.. .eJma.org
=1.7
D",E/.t;n
(\1'-4 C,1';,,).'c f
l,"
Expansion Jomt Manufacturers Association. Lnc.
(4-50)
4-31
STANDARDS OFTH E EX PANS ION JOINT MANUFACTU RERS ASSOC IAT ION, INC.
4.13.3 DESI GN EQUAT I ONS FOR TO RO IDAL BELLOWS
Bellows Tangen! Circumferential Membrane Stress Due to Pressure
S,
1'( D, )'
LdE,
(4-51 )
2(D, E,A,. )
Co ll ar Circumferentia l Membrane Stress Due to Pressure
S',
PD, L"
1/1"
(4-52)
Co llar Circumferent ial Bending Stress Du e to Pressure
Fn D
S",
x
Il
'
(4-53)
4;rC,Z,
Bellows Ci rcumferential Membrane Stress Due to Pressure
S. ~ ...!::....
-
(4-54)
2111p
Reinforcing Member Circumferential Membrane tress Due to Pressure
S: = PDrq
-
(4-55)
2Ar
Bellows Meridional Membrane Stress Due to Pressure
s_ pr ( D",-r )
3 - " , ,,
(4-56)
Dm- 2r
Note: The above stresses shou ld be eva luated for press ure capaci ty as fo ll ows:
51 & 51 $. C"'hS,,h
5 3 5.S"h
S'I + S·
I
< }(
-
·<
C S
" ~·UC·
Be llows Meridional Membrane Stress Due to Denection
£,, (~ e
"":''-''-'" B,
(4-57)
Bellows Meridional Bending Stress Due to Deflection
E,J l'e
S, ~
, B,
5.72,.- -
(4-58)
s, 34.3r
Note: Modulus of elasticity £,.. in Equations 4-57 and 4-58 is at room
temperature.
" Expansion Joint j\.·lanuracturers Associ:nion. Inc.
www.ejma.org
STANDARDS OF T HE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
Fatigue Life
N
,
=(_C
)"
S, -b
(4-59)
where: a, band c are material and manufacruring conslanrs.
5, = 35.1 + 55 + Sr.. See Figure 4.20 for fatigue curve for austenitic stainless
steel.
Limiting Intemal Design Pressure Based on Column Instability for Single
Bellows (both ends rigidly supported).
p = O.15Jl"Cnf ,
•
N ' ,.
For universal expansion joints. N
for calculation of P"
=
(4-60)
total number of convolutions in both bel lows
Bellows Theoretical Axial Elastic Spring Rate per ConvolUlion
_
DmEf./~ n B
(4-61)
1,' -10.921'13
4.13.4 BELLOWS TO RSION - UN R E INFO RCE D/ R E INFO RCED BELLOWS
The following equations may be used as a guide in calculating the shear stress and
deflection due to torsion about the centerline for one bellows.
S.
2A/,
nl!rD~
(Limited to 0.25 S"h or other value
detemlined by testing)
(4-62)
4M,L", N
0,
lTCIIID:
(4-63 )
Note: Refer to Section 2. 10.2 for design recommendation regarding bellows
torsion.
S, = Shear Stress (psi.)
AI, = Torque (in. Jbs.)
L"t= De\·eloped length orone com'olurion (in.)
B,
\\"" .eJma.org
=
.571q + 2\\
=
Angle of twi st (radians)
( E:\pans ion Join! Manufacturers Assoc iation. Inc.
4-33
STAN DA RDS DF T H E EX PAN SION JOINT MA NUFACTU RERS ASSOCIAT IO '. I C.
4.14 BENCH MARK CALCU L A TIONS
The benchmark calculations shown below are based on the design equat ions g iven in Sections
4. 13. 1. 4 . 13. 2. and 4 . 13.3. They shall be used to verify the accuracy of comput er programs used
to perform bellows des ign cah.:ulations.
Input
Variables
D,
,
Ol:llu\\;. Tvpe
3
Sinl.!k Reinforced
Sinl.!k· Unrcmforccd Universal Unrcinfurccd
I
4
Smdc ToroIdal
24
27
24
27
24
27
24
D,"
N/A
N/A
N/A
I
.03
2
.25
I
12
I
.03
2
.25
.03
2
.25
I
8
27.496
.05
3.4625
2
1.25
N/A
Db+ 1(W+
N/A
nI)
11
1m
IQ
IN
l.,
!
N/A
N/A
N/A
N/A
N/A
~
!L
L,
A,
I
36
N/A
N/A
N/A
.375
I
N/A
N/A
N/A
N/A
N/A
14751
N/A
N/A
L,
N/A
N/A
N/A
N/A
N/A
. 15
.43
.0877
8
N/A
N/A
N/A
P
40
100
I
I
.5
.06
5
28.3c6
25.8c6
NIA
NIA
59726
.5
2
0
28.31:6
25.8c6
A,
Zoo
N/A
11_
I~
I
D,
X (Comp)
X
( Ex t)
y
o (Dcg)
E, (RT)
E,I DT)
E, (DT)
~( DT)
S,
4-34
I
4
1.25
,"5
N/A
N/A
27.3c6
59776
I
N/A
100
I
.5
0
5
28.3e6
25.8e6
26.606
27.3c6
59726
Expansion Joinl Manufacturers Association. Inc.
N/A
2.282
1.27
.27 1
12
157 14
I
25. 1
2.106
500
.75
0
0
0
28 .3c6
25 .8c6
26.6c6
27.3c6
59726
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
J
,
SinQlc Reinforced
Sin 'Ie ToroidJI
8992
10407
Bellolls Tv
Inpu!
Variables
1
2
Sin 'Ie Unreinrorccd Uni\crsal
Unrcmrorc~'1i
Results
6301
~367
3194
-17-11
3613
51"
N/A
N,A
S,
26-l5
N/A
674-1
N/A
12 105
3810
S,
S,
SC'
N"A
S.,
S,
S,
S"
S,
N,
p.
P"
495
17972
I;
C
Cf
C,
689
109067
)?J68 I
74317
93
1237
44925
1130
3929
841
24. .BI
2003
"975
5352
9520
11123
N/A
'529
87937
178830
112"74
-1349
8213
50710
210
307
1851
128
N/A
12562
24548
0.7342
NIA
1571-1
NIA
253583
273276
123836
128
1256 1
0.7342
1.4 703
0.7342
1.4703
1.-1703
WA
1.5324
1.5324
1.5324
N 'A
NIA
3.7463
1.0 146
NIA
N/A
N/A
N/A
1.0625
1.0625
N'A
0.4140
0.3756
0.3750
B',
B,
B,
K,
NIA
N/A
N/A
1.0417
c
0.2525
N/A
2.3731
Notes:
l. The Cr. Ct. and CII factors are taken from Appendix I. The interpolation method is in accordance
with Section 1.2.
2. The B I _ 8 1, and BJ factors are taken from Appendix I with linear interpolation.
3. The lateral and angular movements are assumed to be concurrent with axial compression only.
4. Fatigue life is based on the equations in figure 4.20.
5. Reinforcing members and collars are integral with no fasteners.
6. The notation 2e6 is equivalent to 2.000.000.
7. RT is room temperature and DT is design temperature. The design lemperarure is below the
creep range.
\\w\\
.CJrna.org
c· Expamion Joint Manufacturers Association. Inc.
4-J5
STAN DARDS OFTHE EX PANS IO N JOI NT MA UFACTURERS ASSOCIATIO . INC.
/'
,,,
".
"-'X
+
+
+
,/~--", -"
.
,
(
,,-¥'
,
'm ' )
-- ,
/
UNRE INFORCED BELLOWS
Figure 4. 13
~."""
...."..
A,
VI(W,X X
/""-
.""''''','~
IIINC;
[QU""..lZi NC, filIN'
~17----~V
,
.,
"
Db
~.
REINFORCED BEllOWS
Figure 4. 14
'.
- -t---
"",,'
. - --I
TOROIDAL BEllOWS
Figure 4. 15
4-36
lJ
Expansion Jo int ManufaclUfcrs Assodalion. Inc.
www.ejma.org
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCI A TION. INC.
o~
~
· \~ '"t\
•
'"
o
o
"'" ~
~
1\ I~
o.7
•
o.
~,
.
o
"'"
~
~
~
~ ...
0 .'
0<
0.'
r-
0.'
' .0
u
\J-..
~ ~ t:
p
"
t---
o.,
'0
~
-........::
,
o
JD.t
I\.
•
o.
o
1.82,;.,
o
0'
0'
0'
o.
0 .'
o.
,•
I--
,
,••
r::::::: ~
07
0.8
0.9
.0
•
.0
, 0
1,.m
'"
C,• for Convo luted Bellows
FIGURE 4.16
www.eJma.org
t
Expansion Joint Manufacturers Association. Inc
4-37
STAN DA RDS OF THE EX PANS ION JOINT MA NUFACTURERS ASSOCIATION, INC.
,
0 .2
2
'0
1.5
:;;--
p-:
1.2
1.0
O'
--~ t'---~
O~
0 .7
0 .'
~
0 .5
Cr
"
~
~ ~ t-..
0 .'
.......
".
~~~
0 .'
~
0'
-
..............
~
'\
0 .15
I~
~
~
'\
1_82 1;,
~D",1"
r-....... r-......
"" ""
'"~~
" .5
" .0
'\.
\.
n,
'\.
~
'\
'\.
"-
0
0
0 .'
0.2
O.J
O.
05
0 .'
0 ,7
0.8
O.
"0
2rm
'" Bellows
c, for Convoluted
FIGURE4,17
-1-38
'C Expansion Join ! Manuractun:rs Associaiion. inc.
www.ejma.org
STAN DA RDS OF TH E EXPA NSION JOINT MANUFACTU RERS ASSOCIA TI ON. INC.
,•
,•
,.
/'
,.
,•
,
h
•
.
/
.
/
' /-& ''/
/A ~ /
Yff
/./"" /
7/ /
•••
/
/
/
V
/
/
./
V
"
o•
~Dmlp
t--
'/
OJ
,
.0
~ ~ r--......
'"i'--.
O.
O'
1 .S
I--..
........
0'
1 .8 21 ~,
/
~ ~ r---. ....
O.
l.0
/
""~ ~
,
v'
/
I.--
~~
.J
7
••
/
/
/
/
./
.~
•o
o.
0.'
~/
//
. /. /
/. V~ [7
.,
C"
o.
o.
/ ' 17,./
.
.
,
V/
V
~
,
~~~
/'
~
~
,.,
,o
,.
/
O'
O'
0'
01
,.
1--.. -
01
•
~
' .0
',.
~
"
Cd for Convoluted Bellows
FIGURE4.IS
"\\<\\
.eJrna.org
... Expansion Joint M,mufal.:lurers Associmion, Inc
4-39
STAN DA RDS OF T HE EX PANS ION JOI NT MANU FACT URERS ASSOCIA TION. INC.
25
81
II
1
20
IL
V
I
15
B I' B ,
V
& B,
/
8~
10
f-'"
V
V
V
/
V
/
V
5
V
V
1/
o
o
~
V
5
15
10
20
25
6.61r 2
Dm tp
8
I.
8
2
&
8, FOR TOROIDAL BELLOWS
FIGURE 4. 19
4-40
D E.'pam.iull Juiul Mam:faclurcn; I\ ssuciation. Inc.
www.ejma.org
Thelic curves arc intended 10 predicl ovcrage faligue life allcmpcralures below 800° F lor auslenitic sl:linless stee l be llow s which have nOI been
heallrt'ated and havc not more than 5 plics. They arc considered valid primarily in the range of 10 \ to 10' cycles. due to the liniited data nV:lilable
for thc very low and \cry high cyclic ranges.
The equati ons arc of the torm provided in Design of Pressure Vessels for Low Fatigue by RF . Langer. ASME paper 61 ·\VA· 18. The const:lIlts
were moditjed to reneet the cx pen cm:c o f FJMA members for bellows futlgu e life
••
•
~
tl
~
'"
Z
~
'"o
'"o."
-l
:I:
rn
,
,
1000000
'"
ag
.,
~
~
IS
<
;:.
,
,r.
(.
.
.- ... ..... .:.
c
0
8»
~
.~
..........
.. .:.
.:. .... :
.. ':'
z
'"<5
;EiMA .iRei·~.to~~ed: ~l;~'rr
z
~
~
'"
'"
Ci
i~
~
<;
•• t ••.• f _.
., ..
."
m
",~ ...
:.
"
~
~
'1
c
a
;::
:-'.
';
:l,
r"·:·Tr·:·
EJ MA 'IUnreinforced IkIlOws)
~
'" ,00000
..........,....... .
.. ..•. ... .
·1,·
...
~
.;;
.
... : .... ,..
..•. j
~
.;
i
I·
!.
i· ·t
~
,
.~
.. +..
I·
... : .. ,'-.-: ..,..,..................,..........•.......•.....
.. :
,.
..;..
.. ,
;
+...• ,~
i.
:
,. i
:
Nlt~~~L ~;ioJ.;
~
..+ ... _, ..
.;- ..... .
';-11
L
"
100
1
1000
. 1
I 0000
N _(
•
1.86x 10')"
S, - 54000
.' "
,
I 00000
5, - 0 .7(S ,
+
5.)+ (S, + S,)
_(5.18XIO')"
•
$,-41800
5, - 0.7(5, + $ .)+ (S, + S,)
Z
-l
'l'! j·f·
.--'---"---'----'--~='d
1000000
»
z
c."
»
Cl
c
~
'"»'"
'"o
'"
r")
REINFORCED
N
-+
: : :
Fatigue Life ( N , )
UNREIN FORCED
..+ •
L .............
,
o
;;:
.. ...
Lu.
... . . . . . . . . . . ·illlt
,. '.
: ... ... -: .
i· ": .
", ,--"
10000
t
'"»-l
TOROIDAL
N _ ( 2.30x I O' )'"
•
$,-41800
5, -3 5,+5,+5.
:;
:j
o
z
Z
o
STAN DARDS OFTHE EXPANSION JOINT MA UFACTURERS ASSOCIATION. INC.
4. 15 EFFECT OF EXTERNAL PRESSURE
When an Expans ion Joilll is used in a system which is externally pressurized or o perating under
vac uum cond itions. the design approach is simi lar to tha t for an imernally pressuri zed system.
There are severa l sign ificant facrors which must be understood and properl y evaluated.
~
~
l
r="'-
~
2
I
2
)
FIGURE 4.21
4.15.1 The cyli ndri ca l pressure-containing portions of the Ex pansion Joint (end
connecti ons. center connector between the pair of be ll ows in a uni versal Expansion Joint.
for exam pl e). can be evaluated using the methods described in Secti on V III. Division I of
the ASME Boiler and Pressure Vesse l Code. The moment of inert ia ofa single be ll ows
element (J I _I in Figure 4.21) is given by equation 4-64. The mo ment of inertia for the
section of pipe that the bellow replaces (1 2-: in Figure 4.21) is gi ven by equation (4-65).
If 1 1_1 multiplied by the modulus of elasticity ratio is equal to or greater than 12-1. as
given by equat ion 4-66, the bellows is considered to be eq ui va lent to the pipe for the
clasti c buckling analysis. The pipe including the bellows elements and the center
connecto r for a uni versa l expansion joint (if applicable) may be considered a continuous
length and the stiffening requirements eva luated on that basis. If 1 1 _ 1 limes the modu lus
of elasti city ratio is less than 1 2_2. the bellows is not considered to be equ ivalent to the
pipe fo r e lastic buckling analysis. The ends or the pipe on e ither side or the bellows and
on both sides of the center connector for a uni versal expansion joint (if applicable) shal l
be evaluated as having free ends unless stiffeni ng rings are provided adjacent to the
be ll ows.
(4-64)
(4-65)
(4-66)
where I P'li" = ominal pipe wall thickness being used less manufacturing tolerances and
corrosion allowance or minimum pipe wall thickness from externa l buck ling analysis for
the max imum length between stiffening elements that includes the bellows (in.).
The proper design of any externally pressurized system req uires evaluation of the system
as a whole. Des igning such systems one segmcnt at a timc may lead to e ither
mi sa ppli cat ions or uneconomical designs.
4-42
Q
Expnnsion Joint ManufaclUrcrs AssociaJion. inc.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC
4.1 5.2 The externa l pressure circumferential buckling capacity of the bellows convoluted
length may be evaluated by methods such as that shown in the ASME Code. as a cyli nder
having a length equal to the bellows convoluted length. Lh and a thickness equal to that of
an element having a moment of inertia 1 1_J • lflhe beJlows tangent length is unsupported
internally it may be evaluated as a short cylinder supported by the connecting pipe on one
end and the bellows convolutions on the other end.
4.tS.3 Unreinforced and reinforced bell ows with external pressure sha ll be designed for
pressure capacity using equations (4-27), (4-29). (-l-30). and (4-31 ). External bellows
reinforcing members and external tangent co ll ars are nO( included in the calculations for
external pressure capaciry. The design of toroidal bellows with external pressure is not
covered by thi s standard.
4. 15.4 Press ure thrust absorbing members such as tie rods. hinges, gimbals may be
evaluated in the sam e manner as for an internall y press uri zed system. The effects of
compression loading on long slender members must be taken into account.
4.15.5 For mu lti -p ly unreinforced and reinforced bellows. the val ues of 11 and W lIsed in
the equations for determining external pressure capacity shall be based only on the plies
that actively resist the external pressure. [n the case of two ply designs. the fo llowi ng
method may be used to detemline the active pli es and the external design pressure for the
active plies:
If Pm ..,;; P then both plies are active and Pt' = P" - P, (zero ifnegative)
If Pm> P then only the inner ply is active and P, = Pm - P,
where
mean pressure (psia)
(P,,+ P,)l2
Pressure between the plies (psia)
Pressure outside the bellows (psia)
Pressure inside the bellows (psia)
Extemal Design pressure ( psi)
P=
Pm=
P,,=
Pi =
p •. =
With respect to external buckling, the preceding method may be conservative and may be
modified ifsubstantiated by manufacturer's experience.
\\ \\ \\ .eJllla.org
t
Expansion Joint Manuracturers Association. Inc.
4-43
STANDA RD S OF T H E EXPANSION JOINT MA UFACTURERS ASSOCIAT ION. INC.
Th is page inte ntionally blank.
(- E;"P31biul} Juiul i\iallurar.:!un:rs A)osociation . Inc.
www.cjma.org:
STAN DA RDS OF T H E EX PANS ION JO INT MANUFACT U RERS ASSOCIATION. INC.
SEC TION 5 - RECTANGULAR EXPANS ION JOINT DESIGN
The fo llO\ving sections describe the various movements. forces. and moments which occur at the
interface of rectangul ar bellows and the assoc iated dueling system. The movements are ident ica l in all
respects to those imposed on circu lar expansion joints and are defined in Section 1.2 of these standards.
Further. the method of analysis of detemlining forces and moments resu lting fro m these movements is
a lso identical to circu lar be llows. Therefore. the sa me nomenclature can be used. with the exception tha t
the tenn s LI and L .f (mean length of long o r short sides) is substituted for D m (mean diameter),
The summary of equations which follows is the rectangu lar counterpart of the circu lar bellows. Thc
c'<pla natiol1 for the li se of these equa tions is found in Section 4.6. 1.
5.1
MOVEMENT EQUATIONS
Rectangu lar Expansion Joints may be subjccted to ax ial movement, angu lar movement. la leral
defl ection or any comb inati on of these.
a.
Axial movement for single bcllows Expan sion Joint
x
N
(5-1 )
e~ ­
,
b.
c.
Axial movement for un iversal bellows Expansion Joinls.
x
e = -, 2N
(5-2)
Eq ui valent axia l movemcnt per convolution for si ngl e or uni versa l bellows with angular
rotali on.
L,-_
8,
(5-3)
SING LE BELLOWS
FIGURE 5.1
r
(5-4)
UNIVERSAL BELLOWS
FIGURE 5.2
ww\\.eJma.org
c:, Expansion Joim Manufacturers Association. lnc.
5-1
STANDARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOCIATION, I C,
I
(JL
e0, -- -2N
' -'
(5-5)
8s
/
SI 'GLE BELLOWS
FIGURE 5.3
t ,-
(J,L,
e - -" - 4N
(5-6)
UNIVERSAL BELLOWS
FIGURE 5.4
d.
Equivalent axial movement per convolution for universa l be ll ows with lateral movement
For latera l movement in a direction parall el with the long side:
r, ":'""'---
LK"L/.)1I
,- 2N(L" -L, ±x/ 2)
e. -
(5-7)
,
UN IVERSAL BELLOWS
FIGURE 5.5
For lateral movement in a direction parallcl with the short side:
e ,.~
K"L,Y,
(5-8)
2N(L" -L, ±x/ 2)
J',
UN IVERSAL BELLOWS
FIGURE 5.6
5-2
www.ejrna.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
e.
Equivalent axial movement per con volution for single bellows with lateral movement.
For lateral movement in a direction parallel to the long side:
Y,
I
e _, == _.,.3=L""',,,',-,-
,
(5 -9 )
r
N(L,±x)
SINGLE BELLOWS
FIGURE 5.7
For lateral movement in a direction parallel to the short side:
e.
"
=
3L ,.,
\'
N(L, ±x)
rL -
Y,
j
r
(5 -10 )
t
SINGLE BELLOWS
FIGURE 5.8
wv. \\ .ejrna.org
f' Expansion Joint r..hnufaclUrer.. Associalion. Lne.
5-3
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. I C.
COMB IN ING MOVEMENTS
Rectangular bellows differ from round bellows in the manner that total equ ivalent axia l
movement per convo luti on is detenllined. Where vector analysis is pennissible for ana lyzing
compound lateral and angular movement for round bellows. it is 1101 pemliss iblc for rec tangular
bellows. The maximum total equivalent motion occurs at the corners of the bellows element and
is equal to the a lgebraic SUIll of the equi valent axial motions for the lateral and angular
movements thai are parallel to either the long or the short sides. The equivalent axial movement
per con volution for movement parallel to the long side is calculated separatel y from that for the
short side. These separale movements are combined to detennine the total equi va lent axial
compression or extension as follows:
e, = e" + e,~ +eOl + eo., +Ie~ l
e,. = e" + e,.. + em + eo,
-leAl
(5-11 )
(5·12 )
where x is axial compression and the plane of deflection ofJ·/and 8, is perpendicular to the plane
ofy'~
and 8 , . Where x is extension , the sig ns of ex should be reversed in the above equations. The
design of every expansion joint must be such that the total displacement per convo luti on from all
sources does not exceed the rated values. that is:
e/ .(ca l cu l ated) ~ er(rated)
e •. (calculated) ~ e.. (rated)
Rated movements sho uld be obtained from the expansion joint manufacturer.
5.3
MOVEMENT RANGE
The total equivalent axia l movement range per con volution (e) is that which results from the
movement of an Expans ion Joint from its init ial position in the duct ing system to the operating
position. When an Expansion Joint is installed without lateral or angular co ld spring. e is the
greater of e(, or e,. as calculated from the initial to the operating position under considera tion.
Care must be exercised when eva luatin g rectangular bell ows. Maximum va lues for e( or e,. must
be found by calcu lating all movements in their respective planes. Vector addition can only be
applied to round bellows. When cold spring in g is invo lved. the e r or e.. due to the cold spring
must be added algebraically to the e r or e.. due to mOVCIlll.'!nt from the neutral to the operating
position in order to obtain the maximum movement range. e.
Refer to Appendix J Example 10 for a sample calculat ion.
5-4
www.cjma.org
STANDARDS OF T H E EXPANSION JO INT MANUFACTURERS ASSOCIAT ION. INC.
SA
FORCE AN D MOMENT C AL CU LA TJONS
In order to evaluate the loads acting upon dueling. su pports. or equipment, it is frequently
necessary (Q deteml ine the forces and moments required to move an Expansion Joint. For thi s
reason, the catalogs of mosl Expansion Joint manufacrurers coma in force data for the standard
designs offered. Thi s data frequently is expressed as the force required to move a single
convolution 10 the rated axial movement es tabli shed by rhe manufacturer. For conven ience, it is
desirable [0 divide thi s force by the rated movement to obtain a convo lution resistance factor or
working spring rare.f" in pounds per inch of movement per convolution. Having detcnnined this
factor. the moments and forces req uired to move a rectangular Expansion l oint may be
ca lculated lIsing th e equati ons as follows:
(5- 13)
F,, :::: f~ e,
(For lateral defl ection parallel to the
long side )
(5-14)
(For lateral deflection paralle l to the
short side)
(5 -1 5)
(For angular rotation of the long side)
(5-16)
(For angu lar rotation of the short side)
(5-17)
_." L/Ill e "
I ,u-
(For latera l deflection parallel to the
long side of a single expansion joint)
(5-18)
V = J~ L""e,.,
I.,
L
(For lateral deflection parallel to the
short side of a single ex pansion joint)
(5-19)
For lateral deflection parallel to the long
side of a universa l expansion joint
(5-20)
For lateral deflection parallel to the
short side of a universal expansion joint
(5-21)
M ~ f.,L~. e,.,
Lr
2
/ " Lmlem
2
r.
L,
,
'"
"
=f~L,..,e"
L
"
The preceding relationships are applicable to all rectangular Expansion Joints. Ir should be
noted. however. that every equation is dependent upon data which must be su pplied by the
EXp311sion Joint m~Ulut:'\cturer . For sland3rd designs. 311 necessary data is aV3ilabie in the
cata logs of the individual manufacturers. or is obtainable from them. IN NO CASE SHOULD
DATA OF ONE MANUFACTURER BE APPLIED TO T HE PRODUCT OF ANOTHER
SINCE. DUE TO FUNDAMENTAL DESIGN DIFFERENCES. T HESE FACTORS MA Y
VARY.
\\ w\\
.eJIna.org
l'
Expansion Joint Manufacturcrs Association. Inc.
:5-5
STANDARDS OF TH E EXPANS ION JOINT MANUFACTURERS ASSOC IATION, INC.
5.5
DESIGN EQUATIONS
n
- ''\.,,
,'~'
\
(
w
m
+,'
'r
)
-- ',
I- Q-J
·U· SHA PE
·V·SHAPE
TYPI CA L CONVOLUTION SHAPES
Other shapes must be individually anal yzed.
FIGURE 5.9
The equations show n below pertain only to the sing le pl y convolution shapes shown in
Figure 5.9.
Bellows Longitudinal Membrane Stress Due To Pressure
S = PL.q
s
1.
(long side)
2A,
7/
= PL,,!
2A,
(shon side)
(5-22)
(5-13)
otc : IfN= l. setS7/ andS7x= O.
Be ll ows Longirud inal Bending StTess Due To Pressure
S
- PNqL;w
S
_ P(Nq+ 2L,)'
~I" -
~II' -
( long side)
141
(5-24)
(5-25)
2/:
If S81<1 :5 1.3 3K~S(Jh. then 5s1 = S81<1
If 581<1 > 1.33K.S"b. then S,,, = 581b
PNqL;U'
241
P(Nq + 2L, )'
(shon side)
(5-26)
(5 -27)
2/:
If 5&".,,:5 1.33K,S"h. then S& = S&a
If S RlU > 1.33KsSub. then S& = S &h
a les:
If the tangent is fully supported against the pressure, set L, = O.
If N= I. SCI S8/ and S,~. = O.
5-6
~
expansion Joint Manufacturel!>
A~~OI.!iuliu!l.
1m..
www.l!j ma.org
STANDARDS OFTHE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
Bellows Meridional Bending Stress Due To Pressure (Sidewall)
S, = P
2:
(cc)' ( 1.0 _ 1.31~ )
f
(5-28)
II '
Bellows Meridional Bending Stress Due To Pressure (Tangent )
0.938P(L, )'
,
S"
(5-29)
1-
Note: the above stresses should be evaluated for pressure capac ity as follows:
S~I
and 57,; 5: S"b
Below the creep range
S~!
+
S~I ::::: I.3JK,soh when
S-, + 58,::::: 1.33KsSuh when
5'%1 ::::: 1.33K,S",.
S~,'"
::::: 1.33KSuh
S"., : : : CSu" when S~," > 1.33K,sllh
511.., ::::: C.Su;' w hen S/U.u > 1.33KS"b
Sf)::::: 1.55""
511 ::::: 1.5S,,1>
In the creep ran!!e
S~I
57/+ - -
andS~,
1.25
59::::: 1.255""
S~f
+ - ' - 55""
1.25
511 ::::: 1.255,,1>
Bellows Meridional Bending Stress Due To Deflection
5Eh le
3",' (1.0+31~ ".)
(5-30)
Note: Modulus of elasticity. En. in equation (5-30) is at room temperature.
w\.. \\ .ejma.org
r bpansion Joint Manufacturers Association. Inc.
5-7
STAN DA RDS OF TH E EX PA SION JOINT MANUFACTU RERS ASSOCIAT ION. INC.
Bellows Deflect ion Due To Pressure (beam mode) At Center of Span and Midpoint of
Bellows Length
PNqL/
v
.
~ml"
(5-31 )
384£, 1
P(Nq + 2L, )'
(5-32)
32£/,1, J
If 58lu '::;: 1 .33K~lIh. the n YhmJ=
If
S 8111:>
-"b",llI
1.33K,S"". then Ybmf = Y"mlb
PNqL,"
(5-33)
384£,1
P(Nq + 2L, )'
(5-34)
32£/,1,1
If SH,,,,::: 1.33K.,S"h. then Ybms = )""",...1
If 5 /(." > 1.33K,S"", then Y bms = Yl>m~b
OICS:
Irthe tangent is flill y supported against the pressure, sel Lt = O.
If N- I . set ),1>",1 and )'hm.• = O.
Fat igue Life
(5-35)
w here a, b. and (' arc material and manu facturin g constan ts. Fati gue data must be
fumi s hed by indi vidual manu fac turers. 5,= C l' S9 ~
S/(J
c.,
1
Bellows T heoret ica l Axial Elastic Spring Rate
E~11I 1 (LI + LJ
(5-36)
The effect of comer configuration (see Figure 5.10) is not considered equation 5-36.
Corn er config uration will not signifi cantly effec t the spri ng rate perfo nnance w hen the
length of the shortest side exceeds l Ow: L, / H' > [0 . When this va lue is less than 10.
consult the bellows manu facturer for information.
longitudinal bending stress and mid-poim deflec lion can be reduced by the addition of
intermediate supports along the span .
5·8
.:: E;\.pansiull Juint ManufactuTt!1"S Association. Inc.
www.ejma.org
STAN DARDS OF TH E EXPANS IO N JOINT MANU FA CTURERS ASSOCIATIO . INC.
SINGLE MITER CORNER
ROUNDED CORNER
CAMERA CORNER
DOUBLE MITER CORNER
TYP ICAL CORNER CONFIGURATIONS
FIGU RE 5. 10
( Expansion loint
Manufaclure~
Association. Inc.
5-9
STANDARDS OF T HE EXPA SION JOINT MA UFACTU RERS ASSOCIA TI ON, I C.
This page intentionally blank.
5-1 0
1;. E.\pa u~i un Juinl Mallld-.u:lult'r:. A:.:.ocialion. inc.
www.cjma.org
STANDARDS OF THE EXPANS ION JOI NT MANUFACTURERS ASSOCIATION. INC.
SECTION 6 - Q ALITY ASSURANCE AN D BELLOWS FORMING METHODS
This section describes the minimum quality control program requirements for a manufacturer of metallic
bellows type expansion joints inclusive of the product design and compli ance to customer specifications.
These requirements pertain to th e inspections and tests necessary to substantiate product confonnance to
drawings. specifications and contrac t requirements. The program shall assure systemat ic and adequate
qual ity control throughout all areas of contract perfonnance: for example. product deve lopment. material
selection. fabrication. processing. assembly. inspection. testing, delivery preparation and shipment.
storage and maintenance. for which comprehensive written procedures shall be used and maintained and
made available for customer review ifrequesred. These quality control program requirements shall
apply when a customer specification identifies an expansion joint to be "designed and manufactured to
The Standards of the Expansion Joint Manufacturers Association". These section requirements shall be
in addition to and shall not conflict with any other contractual agreements.
6.1 GENERAL
An effective and economical quality cOnlrol program shall be developed. considering the
manufacturer's faci li ties and products. The necessary scope and detail of the program shall
depend upon the complexity of the work being perfonned and on the size and capabilities of the
manufacturer. All supplies and services under the contract. whether manufactured or performed
within the manufacturer's plant or al any other source. shall be controlled at all points necessary
to assure conformance to the contractual requirements. The program shall provide for the
prevention and prompt detection of non-confonnities and for timely and positi ve corrective
action . The following is a guide to the features which sha ll be included in the written description
of the manufacturer's quality control program and shall be peninent to both shop and field work.
6.2 AUTHORITY AND RESPONSIBILITY
Effective management for quality shall be clearly prescribed by the manufacturer. Personnel in
charge of th e design, manufacturing. testing. and quality functions shall have sufficient and well
defined responsibilities. the authority. and organizational freedom to identify and evaluate
quality problems and to initiate. recommend, or provide solutions. Management shall regularly
review the status and adequacy of the quality control program. The quality program shall be
certified and monitored by an intemationally recognized standards authority.
6.3 QUALITY ASSURANCE ORGANIZATION
An organization chan showing the relationship between management. engineering, purchasing.
manufacturing. inspection. and quality control is required to reflect the actual organization. The
purpose of this chan is to idemify and associate the various organizational groups within the
particular function for which they are responsible.
6..1 ORA WINGS, DESIGN CALCULATIONS, AND SPECIFICATION CONTROL
The quality control program shall establish comprehensive wrinen procedures which will assure
that the latest applicable drawings. design calculations. specifications. and manufacturing
processes required by the contract. as well as authorized changes. are in use for manufacture.
examination. inspection. and testing. The manufacturer shall assure that requirements for tbe
effectivity poiut of changes are mer. and that obsolete drawings and cbange requirements are
recalled and replaced from all points of issue and use. The manufacturer shall maintain a record
of all customer approved drawings. specifications. and all drawing re\·isions pertinent to the
contract provi sions.
\\ W\~
.eJma.org
l
E."(pansion Joint ManufactureI"'; Assoc iation. Inc.
6,]
STANDARDS OF THE EXPA SION JOINT MANUFACTURERS ASSOCIATIO . INC.
6.5 MATERI ALS Al'l D MATERIALS CO NTROL
A. Supplier's material s and products shall be subject to receiving inspection to the extent
necessary to assure that the malerial is properl y iden tified and has documentation including
requ ired certi ficates of compliance or material test' report's showing conformance to the
manufacturer 's contractua l specifications. The quality control program shall assure that raw
materials to be used in rabricat-ion or processing of produc(s con rom, to the applicable physical.
chemi cal, and other tech nical requirements.
B. Raw material awaiting testing must be separately identified or segregated fro m already tested
and approved material but can be released for initial production providing that identification and
control call be mailliaillt:d.
C. Material tested and approved must retain its identity until such time as ils identiry is
necessarily obliterated by processing.
6.6 M ANU FACT URJ NG PROCESS CONTROL
The quaJiry control program must assure that al l basic prod uction operations (i.e. purchasing,
handling, machin ing, assemb ling. fabricating. processing. inspection. testing. etc.) of any rype
shall be describcd in com prehensive and comp lete written documented instructions. Such
instructions shall provide the criteria for perfonning the work functions and Lhey sha ll be
compatible with acceptance cri teria for workmanship. The instructions are il1lended to also serve
for supervising. inspecting and managing work. The preparation and maintenance of and
compliance with work instructions shall be monitored as a function of the qual ity control
program.
6.7 I N-PROCESS I NS PECTION AND EXAMINATION PROGRAM
A. The qua liry control program shall describe the fabrication operations. including inspections
and examinat ions. suffic iently to pennit a customer or designated inspector to de tennine at what
stages specific inspections and examinations are to be perfonned. and to positively identify the
current inspection status of the product. The manufacturer shall prepare. maintain and use
comprehensive written procedures addressing the in.process and final inspection operati ons that
are to be perfonned in the course ofmanufacntre and testing. These procedures sha ll specify the
dimensiona l checks. visual inspection. nondestructive tests, and other pertinent operations that
are to be perfonned to determine that the product meets contractua l specifications. The
procedures shall spec ify the app li cable acceptance standards and shall provide for a means to
document that key operations have been pClfomled and the results delennined to be satisfactory.
B. The qualiry control program shall assure there is a system for final inspec ti on and test of
completed produc ts. Such inspection and testing sha ll provide a measure of overall quality of the
completed product. When modifications. repairs or rep lacements are required afler final
inspection or testing, there shall be re·inspection and test ing of any characteristics affected.
C. The inspector represent mg the customer shall have access at all limes. whi le work on the
contract is being performed. 10 all parts of the manufacturer's plant that concem the manufacture
of the product ordered. The manufacturer shall afford the inspector reasonab le facilities to
satisfy the inspector that the product is being fumished in accordance with the contract
spec ifications. In ~pection sha ll be made at the place of manufacture prior to shi pment. unless
othenvise specified. and sha ll be sc hedul ed not to interfere unnecessarily with the operat ions of
the manufacturer. This requirement also applies 10 all subcontractors and vendors.
6-2
l'-.
Expansion Joint ManufaclUTcrs Association. Inc.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANU FACTURERS ASSOCIATION. INC.
6.8 MEASURING AN D TEST EQU IPME NT CONTROL
The manufacturer shall have at his di sposal gages and other measuring and testing equipment
necessary to assure that material s and supplies COnf0n11 to the technical requirements specified.
A system of comprehensive written calibration procedures shall be maintained. In order to
assure continuous accuracy. the procedures shall include a schedule for equipmem ca libration
against certified measurement standards which have known valid relationships to National
Reference Standards. Defect ive equipment must be repaired. replaced. or fe-calibrated as
appropriate to the techni cal requirements specified. This requ irement also applies to all
subcontractors or vendors.
6.9 MATE RIAL NON-CONFO RMAl\CE CONTROL
The manufacturer shall estab li sh and maintain an effective and positi ve system for promptl y
detecting and correcting materials or conditions ad verse to quality. in cluding comprehensive
written procedures for theiT identifi cation. segregation. and disposition. All non-collfonn ing
materials shall be pos itivel y identified and segregated in a unique holding locat ion to prevent
unauthorized use, shipment, or the intermingling with acceptable conforming materials. Repair
or rework of non-conform ing materials shall be in compliance wi th comprehens ive written
procedures.
6.10 CO RRECTIVE ACTION (SUPPLIES AND SERVICES)
Des i&'ll. purchasi ng. manufacturing, inspection. testing or other operat ions wh ich cou ld result in.
or have resulted in non-con[onning supplies. services, facilities, technical data, standards or
other e lemems of comract perfonnance must be identifi ed and changed as a resu lt of the quality
control progra m. Corrective action shall extend to the performance of all suppliers and vendors.
Corrective action shall include as a minimum:
a.) analysis of data and exa mination of product scrapped or reworked to determine
extenl or causes.
b.) analysis of trends in processes or pcrfonnance of work to prevent recurrence
of non-confonnances.
c.) introduction of required improvements and corrections. initial review of the
adequacy of stich measures and the cont inued monitoring of the corrective action
effectiveness.
6.11 WELDING
Unless otherwise specified by contractual agreement. the welding personnel and procedures shall
be qualified in accordance with the applicable sect ions of Sec lion IX of the ASME Boi ler &
Pressure Vessel Code or equivalent for all pressure containing welds.
6.12 HEAT TREATMENT
Unless otherwise speci fied by contractual agreement. heat treatment. when required. shall be
perfomled in accordance \"ith the ASME Boiler & Pressure Vessel Code requirements or
equivalent or the recommendations of the material manufacturers.
6.13 PA C KAGING. PRESE RVATION, SHIPPING AND STORAGE
The manufacturer shall utilize standard commercial practices in packaging. preservation.
shipping and storage to assure protection of the product during shipmen!. unless superseded by
contractual agreement. These commercial practices shall bc adequate to prolect the quality of
the products fabricated from deterioration to the point of final destination.
wwwejma.org
'l
Expansion Joinl ManulaclUrers I\ssociation. Inc.
6-3
STANDARDS OF THE EXPANSION JOINT MA UFACTURERS ASSOClATION. INC.
6.14 CUSTOME R Q UA LITY ASSURANCE AUDITS
Documents. procedures. and processes sha ll be comprehensively written and ava ilable for review
by the customer specify ing their implementation. or a third party inspection agency authorized to
act in the customer's behalf.
6.15 RECO RDS RETE NTION
The manufa cturer sha ll use and maintain all adequate records or data essential to the economical
and effective operation of this quality con trol progra m. The records shall. as a mini mum,
indicate the nature and number of observations made. the number and type of deficiencies found.
the quantities approved and rejected and the nature of the corrective actions taken . The quality
cont rol program sha ll assure the records are complete and reliable. Also. the records for
monitoring work perfonnance and for inspection and testi ng shall indicate the acceptability of
work or products and the corrective action taken in connection with defic iencies. The quality
con trol program sha ll provide for th e analysi s and use of these records as a basis for managemel1l
rcv iew.
6.16 METHODS OF FORM I NG METAL BELLOWS
The following are examples of commonly lIsed bellows fomling methods. Only seamless tubes
or longitudinall y welded mcta l tubes are all owed tor use w ith fomling methods 6. 16.1 Ihru
6. 16.6.
6. 16. 1 ELASTOMERI C FORMI NG
A rube is inserted over a mandrel containing a rubber torus. Axial force on the mandrel
expands th e torns, fo mling a bulge in the tube. The torus is then relaxed and the bulge is
axiall y compressed into a convolution by external dies. Convolu tions arc formed one at a
time. The rube is free to shorten as the convolution is fomlcd.
.
1
6-4
2
3
i;. Expansion loint Manufacturers Association. Inc.
.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
6.16.2 EX PANS ION (EXPANDI NG MANDREL) FORM ING
Indi vidual convolutions are fomlcd in a nlbe by an expanding intemalmandrel. Flat
spots are minimized by ex pand ing the mandrel partiall y. and rotating the rube slightly.
This process is repeated until all intennediate cOin-olution height is achieved . Each
convo luti on is subsequently sized by means of speciall y contoured inner and Olltcr
rollers.
•
2
1
3
6.16.3 HYDRAULIC FORMING
A rube is placed in a hydrau li c press or bellows fanning mach ine. Circu lar external die
rings of sui table contour are placed ou tside the tube at longitudinal intervals
approximately equal to the deve loped length of the completed convo lutions. The tube is
filled wi th a medium such as waler and pressurized until circumferential yield ing occurs.
This forming operati on con tinues with a simultaneous circu mferen tial yield ing and
controlled longitudinal shortenin g of the tube until the proper config uration is obtained.
Indi vidual or multi ple convo luti ons may be fonned by this method. Depending on the
bell ows configu ration, several partial-forming steps with inrennedi atc hear treatment may
be required. Reinforced be ll ows may be formed by utilizing external reinforcing rings
that act as part of the forming dies. After com pl etion. when the dies are removed. the
rings rema in as an integral part of the bellows.
P~ESSURE
r
c'
w .........eJma.org
C
3
Expansion Joint ManufaclUrers Association. Inc.
6-5
STANDARDS OF THE EX PANSION JOINT MANUFACTURERS ASSOCIATION. INC.
6.1 6.4 PNEUMATIC T
BE FORMI NG
This method is identical (0 "Elastomeric Forming" excepllhat the initial bulge is fomlcd
by pressuriz ing a rubber " inner rube"",
..
2
1
3
.
6. 16.5 ROLL ED CONVOL UTED SH EET
A flat sheet is mechanically convoluted by either the press-brake method or the roll
forming method modified to produce straight secti ons. ThI s pre-fo nned rail is then rolled
imo a tube . The bellows is completed by longitudina ll y welding the convoluted ends of
the rail together.
2
1
6-6
~
3
Expnnsion Jo int Manll facturers Associu;ion. Inc.
www.ej rna.org
STAN DA RDS OF THE EXPANSION JOINT MANUFACTURERS ASSOC IATION. INC.
6.1 6.6 ROLL FORMING
A tube is placed in a fenning machine and individual or mu lt iple convol uti ons are fo nned
by means of pressure exerted by fonning wheels. Generally. the wheels are on both the
in side and outside of the rube . Controlled longitud inal shortening of the bellows rube
occurs during the fo nni ng operation. The tube may rotate about fixed-s haft fanning
whee ls. or the rube may be fi xed and the wheels rotated about the rube's circumference.
The exnmple below shows the fixed-shaft method .
3
2
1
6.16.7 ROLLED RING
A fTa! sheet is fomlcd into a single convolution and then ro ll ed into a ring . The ring is
completed by a longitudinal weld across the convo lution. If more than one convolution is
desired. the bellows is bui lt up by a series of circumferential welds joining the
convo luti ons together.
1
wv....\
.cjma.org
3
( Expan:.ion Join! /l.lanufaclurt=n; Association. Inc,
4
6-7
STANDARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOC IAT ION, INC.
6.16.8 PRESS-BRAKE FORMING
A flat sheet is convoluted using a press· brake die to form the individual convo lutions.
This method is used primarily in the manufacture of be llows for rec lan gular Ex pansion
Joints described in Sec tion 5. Many convolution profi les can be ach ieved using this
method. The 1110St com mon slyies are the "U" profile and "V" profiles shown in Figure
5.9. Materia l availabi li ty and press-b reak Too li ng lim it the length of lhe rail. Longer
lengths can be manufactured by spli cing the rails together with longi tudina l welds.
2
3
6.16.9 C OMB INE D FORM ING
Some of the methods described in previous sect ions can be combined. One procedure for
fonnin g a toroidal be ll ows (Figure 4. 15) combines two methods. A convo lUlion is
expa nsion FOfmed with a convo lution height grealer than the fi nal desired torus height.
The convolution is loca ted betwee n Forming rings si milar to hydmulic forming. The
rings are thell pushed rogcther and the toroid is hydrau lically formed.
1
G-8
2
•
...
J
(" Exp:msiull Joint i\:lanutb clurcrs Associ:.IIion. Inc.
PRESSURE
4
www.cj ma.org
STANDARDS OF THE EXPANS ION JOI NT MANUFACTURERS ASS OCI ATION. INC.
6. 17
FABRICATION TOLERANCES
This Section covers standard manufa cruri ng tolerances for fabricated assemblies containi ng
Expansion Joinls. Ifrequired. closer IOleranees than those indi cated may be ob tai ned but must
be subject 10 agreement between the purchaser and the manufacturer of the Expansion Joint.
Flanges for Round Expansion Join ts
(U p to 96 in. Nominal Diameter)
Standard Flanges:
Flanges 10 standards such as ANSI
816.47. 816.5.
MSS S P44. A WW A C207
Dimensions and tolerances confonn to
the standard.
Non-Stal1dard Machined Flanges:
Including plate fl anges wi th standard
drilling
Flanges to be faced and drilled.
Drilling tolerance for bolt, c ircle and
hole location same as standard.
Min imum thickness to be specified
All dimensions arc nomina l.
NOI1-Swndard Unmachined Flanges:
Rolled angle, roll ed bar. flame cut
plate fl anges. etc.
LENGTH TOLERANCE (Measured between working points):
± 118 in. up through 3 fl.
± 1/4 in. above 3 ft. through 12 ft.
± 3/8 in. over 12 fL
TH IS SYMBOL DESIG NATES WORKING POINT:
~
Flanges must be installed so that bolt boles straddle a common centerline within 1/ 16 in ..
NOTE: Good practice suggests that one mating flange in the piping system remain unwelded
until the Expansion Joint has been located in position.
1:J.
r-
-
r-
---WI
[-~
I _
"-
~-~
I
,.
iL
___
JijI
~
be
I
[
~
FIGURE 6.1
WW\\
.cJma.org
i:
Expansion Joint Manufacturers
A~sociatlOn.
Inc.
6·9
STAN DARD S OF THE EXPANSION JO INT MANUFACTURERS ASSOC I ATIO . INC
ti----------------~
\
For bevel detail see Figure 6. t2
1 ~---1fl1
=="""I"1~---1 ~
--.J...IM
___
~
___ I
Penni ssib le varialion of 5pecificd diam eler and ou t of roundness at the weld bevel sha ll
be in accordance with the rollowing :
24 in. diameter or less in accordance wi th pipe spec ification.
Over 24 in. diameter: Outs ide diameter 0.5% of the specified outside diameter based on
circum fere ntial measurement.
Out-of-roundness: Difference between major and minor diameters not to exceed I % of
nominal d iameter.
FIGURE 6.2
For bevel detail sec Figure 6.12 . ___-"
f}i-'U]
rr ---,
-
I
I
I
--'-- Permissible variation of specified
diameter and o ut of roundness at
7
I
.1
u_ _~
.& N CtiOR
BASE
the weld bevel shall be In
accordance with the following:
_1
•
I I
f::t - - -- -l
24 in. diameter or less in accordance with pipe spec ification.
Over 24 in. d iameter: Outside diameler 0.5% of the specified outside diameter based on
circumferential measurement.
Out-of-roundness: Difference between major and minor diameters not to exceed 1% of
nomillal diameter.
FIGURE 6.3
6- 10
<. '
Expansion Join; ManufaclUrers Associalion.lnc.
www.eJllla.org
STANDARDS OF THE EXPANSION JO INT MA UFACTURERS ASSOCIATION. INC.
IIlIl
'11'1
rE..t.
.
f
Van Stlln e diam eter dim ensions lIla~
not br equ al 10 A.'\'SI raised face
diaml.'le-r. I~efer to Section 9.3
p a r al; nph
:iI.
Ma nufa ct ure rs to s peci f~ dia mete r.
!
FIGURE 6.4
Flanges must be installed so that bolt holes straddle a common cemcrline within 111 6 in ..
NOTE: Good practice suggests that one mating flange in the piping system remain unwelded until the
Expansion Joint has been located in position.
f4---tJ--
FIG URE 6.5
WW'\ _l'Jllla.org
E'pansion Joint Manufacturers
As~~ i;lIion .
Inc
6- 11
STAN DA RD S OF TH E EXPANSION JOINT M ANU FACT URERS ASSOCIAT ION. INC.
,
Fl anges mllst be installed so that bo lt holes straddle a common centerli ne with in 1/ 16 in ..
NOT E:
Good practice suggests that one mating fla nge in the pi ping system remain unwe lded until the
Expansion l oin t has been located in positi on.
FIGURE 6.6
"Cl
JIf'-- 'lI;
V-
I 1/ / /-' "---. ~I
Ir-~
-
1[.
~
"'"
l
\
1\
;I;"?-~
+
~"-
)~
Flanges must be installed so that bolt holes straddle a common centerline within 1/ 16 in ..
NOT E:
Good pract ice suggests that one mating fl ange in the piping system remain ul1wc lded until the
Expansion Joint has been located in posi tion.
fiGURE 6.7
6-1:::
lV Expansion Joilll Manufacturers Association , Inc.
www.ejma.org
STANDARDS OF T HE EXPANSION JOINT MANUFACTURERS ASSOCIATION , INC.
t---R"---+------~'-------
,
Flanges must be installed so that bolt ho les straddle a common centerline within 1/ 16 in ..
NOTE: Good practice suggests that one mating flange in the piping system remain unweJded until the
Expansion loint has been located in position.
FIGURE 6. 8
\\\....weJma.org
( ExpanSIOn Joint f\ lanufaclUrers Assoc ia tion. Inc.
6-13
STAN DA RDS OF TH E EX PANS ION JOINT MANU FACTU RERS ASSOCIATI ON. INC.
.----++-+-+ -+-++
~
I
I
-f.- -
hI
'i~
1"'-
Holes to be located with 1/16 in. from true position
~
Fl ange face at turbine connecti on to be fl at wi thin 1/16 in.
Flanges must be installed so that bo lt holes straddl e a common centerline withi n 1116 in ..
NOTE:
Good practice suggests that one mating fl ange in the piping system remain unwelded unt il the
Ex pansion Joint has been located in pos iti on.
NOTE:
Design of the d uct must provide for fie ld fi t-up connection to allow proper alignment of the
Ex pansion Jo int and duCI, wi thout producing unantic ipated load ings in the system. Closer
tolerances than those indica ted shall be subject to agreement between the purchaser and
Expansion Joint manufactu rer.
FLANGED EX PANS ION JO INT W IT H MACHI NED PLAT E FLANGES
For Turbine Type App li cat ion Includ ing Boiler Feed
Pump Turbine Exhaust
FIGURE 6.9
6- 14
;t. Expansion Join! Manufacturers Association. Inc.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
_0-
r~1
- or
<I>
1!
~
j j ~
I
+
": •.1,.
1<1>/
~
'!l>
f
I~
I
I
I
lTYPICAL)
(I,
'I
I
I ,
I
'\ ~
~
<I>
,,//
Maximum camber 11 16 in. P"
of length measured al inside
edge of nange (Iypical)
fOOl
..
Maximum camber I 32 in. per fool of
length measured al Inside edge of flange
along each side
·Holes to be located w lthm 118 m. at rrue positIOn for L up to 12 f1. and wlthll13/ 16 m. of true
position for L greater than 12 ft.
NOTE:
Options for providing true hole locations:
I. Purchaser may provide manufacturer with template haying the desired hole size
and pattern.
2. Purchaser may request blank flange or flanges with drilling to be made by
constructor al installation.
3., Expansion Joint manufacturer may provide loose mating flanges.
Closer tolerances than those indicated shall be subject to agreement between the purchaser and
Expansion Joint manufacturer.
RECTANGULAR EXPANSION JOINT
With Angle Type Flanges or 12 in. Maximum Thickness Plate Flanges
(All flange faces are mill finish)
FIGURE 6.10
( Expansion Joint Manufacturers Association , Inc.
6-15
ST AN DA RDS OF T HE EXPAN SION JOI NT MA NU FA CTURERS ASSO IA T IO . INC.
250 TYP
Flange fac e to be fl at wi thin
+++ +++
+
+
+
+
+
+
+
-$+
.020 in. in any one
f OOl
length and a maximum 3/ 16
in. T. I.R . overall
~
-$-fo-$- -$--$--$-
1
Holes
(0
be located
..
w lthm
1/8 in. of true positi on
Closer tolerances than those indi cated shall be subject to agreement between the purchaser and
Ex pans ion Jo int manufacturer.
NOTE : Opti ons for providin g true hole loca ti ons:
I. Purchaser may prov ide manu facturer wi th templ ate having the desired ho le size
and pattern .
2. Purc haser ma y request blank flan ge or fl anges with drilling to be made by
constructor at installation.
3. Expansion Joint manufacturer may provide loose mating flan ges.
RECTANGULA R EX PANS ION JOINT
With ,Pl ate T ype Flanges Hav ing Machined Faces
FIGURE 6. 1I
6- 16
c Expansion joint ManlifaCHlrcrs Association. Inc.
www.ejma.org
STAN DA RD S OF T HE EXPA NSION JOINT MANU FACTURE RS ASSOCI A T IO N, INC.
End prqtanllion for pipe wall thickness Jfl6 in. to 3/4 in.
End prtparalion for pi pe wall lhi<:kness above 3/4 in.
:-.Jote: Dimensions o f weld end preparations produced by means other than machining (Wrch CUI.
hand ground. etc.) are nominal only .
MACH fNE BUTT WE LD LNG END PRE PARAT ION ( Ref. AN SI BI 6. 25)
FIGURE 6.12
BELLOWS
DIMENSION (in .)
Convolution Pitch (q)
< _ ttl
> V2 1Q I
MANUFACTURING
TOLERANCE (in.)
+ 1 16
+ 1/8
+ 3/ 16
> ltoJ'/~
> ]1 '2 102
>2
C onvolution
Heioht (w)
<- '
> y~ to I
> l to l Yl
> 11'1 t02
± 1/4
+ 5/ 16
..
+ 1/32
+1 16
+ JIJ2
± ] ,- 8
.' ~
> 2 102 1/ Z
± 532
> 21'1
+ J. 16
+ 7.32
10
3
> 3 toJl~
> 31/z 104
>4
C om'oluti on In side
Dia meter (D b)
< 8 58
> 8 5.8 to 24
> 24 to 48
> 48 1060
> 60
+ 1'4
± 932
•
•
••
.::
.. .
• • •••
+ I 16
±IR
+ 3 16
+ 14
± 5 16
BEL LO WS MANU FACTU RI NG TOL ERANCES
FIGURE 6.1 3
C
Expansion Joint Manufacturers Association. Inc.
6- 17
STANDARDS OF THE EXPANSION JOI NT MA UFACTURERS ASSOC IAT IO '. INC.
It is imponam that the fit of the bellows tangent be tight to the duct. nUllge. or other method of end
attachment being used. Figure 6.14 shows two examples with the bellows tangent attached using a
preferred method and a non· prefcrrcd method. Ha mm er in g of th e bell ows l a ngenl 10 ac hieve t h e no n-
prefe rred attac hm ent is nol accepta ble.
Weld end with preferred tangent
attachment.
Flanged end with preferred
tangent attachment.
Weld end with acceptable but
not preferred tangent
Flange with acceptable but not
preferred tangent
Tangent is
angled and
not tight to
the duct
TANGENT ATTACHMENTS
FIGURE 6. 14
G- IS
C Expansion Joini j'\'ianufacturers Association. inc.
WW\\
.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. I C.
SECTION 7 - EXAM INA TlON AND TESTING
To ass ure a purchaser that the product has been properly designed and manufactured requires some
method of examinat ion andfor testi ng of the product. It is not the intenti on of these sumdards to give
detailed procedures for performing any examinat ion or test. but rather to give a general descripti on of
some examinations and tests used to evaluate bellows Expansion Joints.
Any of the following examinations/tests may be perfonned on Expansion Joints when specifi ed. It is
primarily the responsibil ity of the purchase r to specify which methods wi ll be required and the
acceptance cri teria. Unless otherwise spec ified. in spection methods. acceptance criteria and inspector
qualification should be in accordance with the la test edition of the ASMEIANS I Piping Codes and the
ASM E Boiler and Pressure Vessel Codes.
7. 1 NON-DESTRUCT I VE EXAM.INATION
7.1.1 RADIOGRAPHI C EXAMINATION
Radiographi c examination is based on the principle that extremely high freq uency light
waves. usually x-ray or from a radioacti ve sou rce such as Cobalt 60. will penetrate so lid
material s and. when projected onto a photose nsiti ve film , will reveal vo ids. areas o f
discontinuity. and lack of homogeneity . Thi s exami nati on is wide ly used in evaluating
the soundness of welds and in ge neral. is limited to eva luating butt welds of parts of
substantiall y the sa me thi ckness and material. In the case of beHows. this is nonnally
limited to the evalua ti on of longitudinal seam welds before forming.
Unless requi red by the purchaser, radiographic examination of the longitudinal seam ofa
bellows need not be specified. Examination of the longitudinal seam ca n be
accomplished by some other means, such as liquid penetrant examinat ion. Ifa
radiographic examinati on is required 011 the longitudinal seam of a bellows then it should
be performed before the bellows is convoluted. After the forming operation. it is usua ll y
not possible for the source or the film to be placed to yield a meaningfu l radiograph .
Radiograpbic examinati on of the bellows artacJunent weld sho uld not be specified.
Interpretation of such radiographs is impractical due to the weldment geometry,
differences in thickness and penetrability. In view of tile above. and recogniti on of the
attachment weld as a sea l weld, non-destmctive examination of th is weld shou ld be
accomp lished by some other means such as liquid penetrant exa minatioll.
7.1.2 LIQUID PENETRANT EXAMlNATION
Liquid penetrant examination consists of cleaning a surface, coati ng it with a dye. wiping
the dye off and coating the surface with a developer which after sufficient time wi ll draw
the dye from the cracks. pin holes. and make them apparent to the observer. Liquid
penetrant examination is limited in scope to detecting surface indications such as fine
hairline cracks. pin holes and we ld roU-over. With the tbin material used in be ll ows. the
probability of any defect remaining subsurface is unlikely. This examination is frequently
used in evaluating be llows welds. The bellows base mate rial may also be inspected by
Lbis method but shall be perfonned prior to convo lution form ing. The developer used in
thi s procedure acts as a blotter: therefore. when rechecking a questionable indication it is
absolutely essential to reclean tbat area and reapply dye and developer. Unless otherwise
specified, examination procedures sha ll coufoml to the requ irements of ASTM-E 165.
""\\ ..... ejma.org
~
Expansion Joim MnnufaclUrers Association. Inc.
7-1
STANDARDS OF THE EXPANS ION JOINT MA NU FACTURERS ASSOCIATION. INC.
7.1.3 FLUORESCE 'T PENETRANT EXAM I NAT ION
Fluorescent penetrant examination is similar in purpose to the liquid penetrant
examina tion but is accompli shed by the use of a dye which con tains a fluorescent
materi al and developer. The parts be ing in spected are examined in subdued light under
an ultraviolet light SOUTce. Pans mu st be thoroughl y cleaned prior to lesting. Sca n the
parts wi th the ultraviolet light before appl ying the flu orescent material since
hydrocarbons. greases and oi ls. and lint may give mi slead ing indicati ons. Depending on
the fl uorescent material llsed in the exec ution of Ib is examination, there are varyi ng leve ls
of sensiti vity. and the purc haser must state the material to be used. Fluorescent penetrant
exami nat ion is lim ited to determining the presence o f surface defects. It wou ld be a
dup li cation to require both th e liqui d penetrant and flu orescen t penetrant examination fo r
the same components of an Expansion Joint.
7. 1.4 MAGNETIC PARTI CLE EXAMINATION
Magnetic particle examinal-ion consists of coating a surface with fi nely powdered iron
and establi sh ing a magnet ic fie ld in the materi al being examined. The presence of
discontinuities or irregulari ties in the magnetic fi eld, as indicated by the lines of
powdered iron. will indicate surface and a lso subsurface defects, cracks, slag inclusions.
and lack of we ld pen etration . Thi s examination is limited to magnetic material and wi ll
not indicate deep subsurface defects. Although generally used for exa minati on of we lds.
it is poss ible to exami ne base material if there is reason to suspect materia l defects such
as lam inated plate.
7.1.5 ULTRASONIC EXAMINATION
Ultrasoni c examination uses high frequenc y sound waves to detect fla ws. and is uscful in
determining thi ckness. depth. and exact location of defects. Interpre tation of in di cations
in sections of sharply varying thi ckness is difficult. The examination is not limited 10 any
group of materia ls.
7.1.6 HALOGEN LEAK EXAMINATION
Halogen leak examination utilizes a probe of suitable design which selective ly indi cates
the presence of halogen gases. This examination is more sensi ti ve than a hydrostatic test
o r air jet leak examination but since it is done at low pressures. it can on ly dcteml ine the
presence of a lea k and can not validate the structu ral in tegrity of tht item being
exami ned. A halogen leak examinati on must be performed in a suitable area since many
gases common to manufacturing plants will give indications. Thi s examination is helpful
in not onl y detemlining the presence ofa leak. but a lso in locating that leak. The
acceptance criteria is failure to detect lea kage in excess of that specified by tbe purchaser.
7-~
(f)
E:-.pansioll Joint
ManufactufeL~ A~MJl.:iutiuJ1.
1m.: .
www.cjma.urg
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
7.1.7 MASS SPECT ROMETER EXAMINATION
Mass spec trometer examination is an extremely sensiti ve means of dClcmlining the
presence of a leak. The gas lI sed is he lium. The examination is more sen sitive than
would be required for common commercial installations and is normall y specitied where
Expansion Joints are for lethal gas service. explosive environment service. or high
vacuum serv ice.
10
Mass spectrometer exami na tions are capab le of detecting leakage rates to 10. standard
cubic centimeters per second. The Expansion Joint may be examined for the sum total of
leakage or with a probe to locate indi vidual leaks. When the probe method is employed.
se nsiti vity is limited to between 10-6 and 10' s standard cubic centimeters per second . The
acceptance criterion is the absence of leakage rates in excess of that specified by the
purchaser.
7. 1.8 A IR J ET LEAK EXAM INAT ION
Air jet leak examination utilizes compressed air is directed through a nozz le on lO a small
area between 1\1,10 we lded parts. A leak detector solution is app li ed on the opposite side of
the welded connection which will bubble up if the compressed air is able to pass through
the weld. TIli s examination is useful on low pressure Expansion Joint bell ows end
connection welds where other fonlls of exam ination and testing are nO! practical.
7.2 NON-DESTRUCTIVE TESTING
7.2. 1 PRESS URE TESTING
Hydrostati c and pneumatic are two types of pressure tests that can be perfomlcd on an
Expansion Joint. Hydrostatic pressure testing invol\es filling the Expansion Joint with a
liquid. usuall y potable water. while pneumatic pressure testi ng involves fillin g Lhe
Expansion Joint with air or other gas. After the Expansion Joi nt is filled it can then be
pressurized to the required test pressure. Pneumatic pressure testing is hazardous and it is
recommended that specia l precautions be taken.
Nonnally. the required test pressure is a multiple of the design pressure. Expansion
Joints placed in high temperature service may require the pressure test be performed at an
adjusted pressure. It is imperative that the test pressure does not produce a membrane
stress in excess of yie ld strength or cause permanent defommtion or instability (squi nn)
of the bellows at rest temperature. It may be necessary to reduce the test pressu re
adjusted for tem perature. to the maximum pressure that will not exceed yield or cause
instability:
An Expansion Joint shou ld not be subjec ted to a tesl in the field at a higher pressure than
was used in the manufacturer's shop without the manufacturer's knowledge. All anchors
and guides must be installed (See Seclion 2.10) and shipping devices removed prior 10
such testing. In the case of large Expansion Joints. addit ional su pports may be required
to support the we ight of the water used during hydrostatic testing.
A pressu re test is not only useful for detecting leaks but is also a way to test for bellows
squ iml. meridional yie ld and rupture. (See Sections 7.3.~ and 7.3.3)
w\\v..ejrna.org
( Expansion Joint
~Ianufaclurers
Association. Inc.
7-70
STAN DA RD S OF T HE EXPANS ION JO INT MANU FACTURE RS ASSOCIATIO N. INC.
7.3 DESTR UCT IVE TESTING
Destructive tesling wi ll rende r the Expansion Join t or at least the be ll ows unsuitab le fo r
insta llati on in an o perati ng syste m. These tests then must be perfonned on a prototype Expansion
Join!. A prototype Expansion 10int is deti ned as one having the same pressure and temperatu re
rat ing as produ ction models. iden tical diameter. heig ht , pitch, and general shape of the
convolution . the thi ckness and rype afbeHews materi als. be ll ows reinforcement. method of
man ufa cture, and maxi mum movement per convolution. Si nce it is more pract ical to test an
Expansion Join! under axia l movement rather than combined movement it is acceptable to use
equivalent max imum ax ial move ment as calcu lated in Section 4.
7.3. 1 FATIGUE LIFE T ESTI NG
Fat igue life testin g is a verifica tion of the ability of a be ll ows to wi th stand a gi ven
number of tlex ing cycl es. It is reco mmended that the be ll ows subjected to fa ti gue life
testing be ident ified by the parameters in Table I. With all olher shape fa ctors remaining
constant, cycle li fe wi ll generally increase with di ameter: fo r prototype testing, it may be
acceptable to cycle tes t the smallest size Expans ion Joint being fu m ished fo r a given
series fo r identical servi ce conditioll . It is also acceptable to cycle test at room
temperature any Expansion Joint which will be fu mi shed for opera ti ng temperatures up to
the active creep range. For Expansion Joints o perati ng above thi s range. consideration
shoul d be gi ven to testing at elevated temperatures.
Fat igue testi ng Illay be performed at cons tant pressure or at varying pressure. Thi s latter
conditi on more closely approx imates the service to whi ch the Expansion Joint will be
subjected.
When the system designer spec ifics the mi nim um number of cycles. th is number shoul d
be consistent wi th the li fe of the system in which the Ex pansion Join t is to be installed.
Excessive cyc le li fe req uirements will LlOt necessa rily cnsure desired results.
7.3.2 SQU IRM TESTING
The obj ective ofa squinn test is to determine the intem al pressure whi ch will cause a
be ll ows to become unstable. Squi rm is de fin ed on the basis ofa change in pi tch of [he
bell ows cOll vo luti ons un der in terna l pressure. Identificat ion of the bellows should be
establi shed using the parameters in Table II. The fo ll owing is a recommended test
procedure:
The Ex pansion Joint should be placed in a suitable fi xture with the bell ows fixed in the
stra igh t position wh ich will effectivel y seal the ends duri ng pressuri zati on and mosl
importan tly. will prevent any movement of the ends during testi ng .
The be llows may be tested with its axis in ei ther the horizontal or vertica l positi on. The
testi ng mediu m shall be water for purposes of safery. If the expan sion joint's operating
cond itio n is 10 be in the horizontal pos ition and the bell ows e lement is of an extreme ly
tlexible nature then a tesl in the horizonta l position may be preferred. The convolutions
o f the be llows during testing should nOI be restrain ed by ex temal means. unless such
restra ints fo ml an integral part of Ihe fi nal assembly.
T he test spec imcn should be in strumented. such that th e resultant latera l deflecti on of lhe
center one or two convol utions. and the change in pitch of a ll of the convol Uliol1s. c~m be
accurately detennined. The former may be obtained by vectorially adding the deflections
measured by two mutuall y perpendicular dia l gauges. Pitch measurements should be
made ill the plane of maximu m convolution defl ection.
7-'
..0 Expansion Juin! Man ufd..:imCI:'
A:>~m;j<ltiulI,
1m:.
WW\\
.~jma.o rg
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
Pressurize the spec imen in steps without relieving the pressure between steps. Each
illlerval should not exceed 10% of the final anticipated instability pressu re. although
sma ller intervals are preferred as the pressure increases.
Instability of axially aligned be llows is generally characterized by a sudden acceleration
of either the change in resultant lateral deflection and/or the change in convolution pilch.
However. in the case where bellows are tested in the laterally offset or rotated position.
no true stabilit y condition may appear. Instead. movement of the convoluti ons will occur
due 10 lateral pressure component being superimposed on the applied deflection. (See
Sec,;oll4.12 .1.6)
Squinn sha ll bc considered to have occurred ifunder internal pressure an initially
symmetrical bellows defomls resu lting in lack ofparatlelism and/or uneven spacing of
adjacent cODvol utions at any point on the circumference. This defomlation shall be
construed as unacceptable squirm when the convolution pitch under ,mema l pressure to
the convolution pitch before application of pressure exceeds 1.15 for unreinforced and
1.20 for reinforced bellows.
7.3.3 ME RIDI ONAL YIEL D- R UPTU R E TESTING
The objective of a meridional yie ld-rupture test is to detemline the internal pressure
wh ich will cause yielding and rupture ofa bellows. An accurate evaluation of the yie ld
pressure is quite important since it is this val ue, rather than nlpnlre. which usually
provides the limiting criteria for establish ing suitable opemti ng pressures. The test
specimen should have a minimum of three convolutions to minimize tbe effects of the
end attachments. Identification of tile bellows should be established using.the parameters
in Table I.
Place the Expansion Joint in any suitable fixture with the bellows fixed in the straight
position which will effectively seal the ends during pressurization. and most importantly.
will prevent any movement of the ends during testing. The fixture must also safely
restrain the bellows when rupture occurs. The test medium should be limited to water as
a safety precaution.
Pressurize the specimen in steps, returning to zero pressure after each step, up to at least
(\vice the yield pressure. Thereafter. the specimen may be pressurized continuously until
rupture occurs. The initial pressure intervals should not exceed 10°10 of the anticipated
yield pressure. A constant holding time at pressure should be established for each step
throughout rhe yield point determination.
As a minimum. the width or space between each convolution at the mean diameter.
should be measured and recorded before and after each pressure step.
Instrumentation. such as a pressure-time recorder. strain gauges. etc .. can also provide
valuable information.
Both meridional yielding (bulging of the flat sides of tile convolutions). and
circumferential yielding of the bellows root diameter will be experienced in a test of this
type. Although a plot of permanent deformation versus pressure will resemble that ofa
simple tensile test stress-strain curve. a well defined yield point does not usually appear.
Thus. close visual observation of the test and a careful analysis of the data is necessary to
accurately detennine the yield pressure. Beyond the yield point gross distortion. root
collapse. and ultimate failure will occur.
\\ '" \\' .eJma.org
c Expansion Joint ManufaClurers Associat ion. Inc.
7-5
STANDARDS OF TflE EXPANS ION JO INT MANUFACT URERS ASSOCIATION, INC.
TABLE I
RECOMMEN DED IDENTIFICATION DATA REQ UIRED FOR
BELLOWS SUBJECTED TO DESTRUCTI VE TESTS
Fatigue
Life
Squiml
YieldRupture
Inside Diameter
R
R
R
Bellows Pitch
R
R
R
Convolution H eight
R
R
R
Convolution Width '"
R
R
R
Bellows Materia l Thickness
R
R
R
Number of Plies
R
R
R
Material of Ply (Plies)
R
R
R
Reinforcing Ring Dimensions
D
D
R
Material of Reinforcing Rings
NR
NR
NR
Pressure
R
NR
NR
Pressure Range
R
R
R
Movement
R
R
R
N umber of Convo lutions
R
NR
NR
Number of Cycles to Failure
R
R
R
Post Foml Heat Treat
R
R
R
Failure Definirion
R
R
R
Test Temperature
R
R
R
R ~ REQUIRED, D ~ DESIRABLE, N R ~ NOT REQUIRED
'" Distan ce between convolution sidewalls measured on outside for internal press ure tests or inside for
external pressure tests.
re EXp:lllsion Joint Manufacturers A~5ociilliull. 1m;.
WWI\ .t;:jJ!J~.urg
STANDA RDS O F T HE EX PANSION JO INT MANUFACTURE RS ASSOC IATI ON. INC.
SECT ION 8 - S HIPPI NG AN D INSTA LLATI ON
Responsib le manufacturers of Expansion Joints take nery reasonab le precaution. through stringent
purchasing specifications. receiving inspection. re liab le design standards. manufacruri ng met hods.
qual ity control procedures. and packaging specifica tions. to assure the user of the reliability he requ ires.
The installer and the user have a responsibil ity with the manufacturer to ha ndle. store. install. and apply
these Expansion Jo ints in a way which will nOI impair the qua li ty bu ilt into them. (See Section 3)
Some conditions of outside storage may be detrimental and. where possible. should be avoided. Where
lhi s cannO! be accomp lished. the Ex pansion Joint manufacrurer shou ld be so advised either through the
specifications or purchase cOnlrac!. Preferably. storage should be in a clean and dry area. Variations in
weather condilJons shou ld nor prove detrimcmal 10 be ll ows· lYpe Ex pansion Joims. Care mus[ be
exerc ised to preven t mec han ical damage such as that caused by stacking. bumping. or dropping.
Certa in industria l and natural atmospheres can be detrim enta l to some be ll ows materia ls. If Expans ion
Joints are to be slOred or installed in such atmospheric environmen ts, the sys[em designer should se lect
materia ls co mpatible with these environ ments .
8.1 SI·IIPPI NG TAGS
Expansion Jo ints are shipped with tags which furni sh the installer with instructions covering the
insta ll ation of the part icu lar Expansion Joi nt. These shipping tags should be left on the
Expansion Jo int until installation. If the project coordinator wishes dupl icate instructions so he
may properly plan his in stallation, these will be furni shed on request.
8.2 S HIPP ING DEV IC ES
All manufacturers should provide some means for maintaining the proper face-to-face dimension
of an Expansion JoiD! during sbipment and installation. Sometimes these consist of overall bars
or angles welded to the flanges or nipples at the extremities o f the Expansion Joint. At other
times. they consist of washers bolted bet\veen equalizing rings. or th ey may take the fonn of
wooden blocks between equa lizing rings. Although such devices are adequate protection for the
Expansion Jo int during shipment. storage. and installation. they will not be sufficiently strong to
protect the Expa nsion Joint or piping system if the line is hydrostaticall y tested prior to the
installation o f anchors and gu ides.
Changes in ambi ent temperature of a newly insta lled pipe line can. in long rLUlS of pipe. result in
considerable thennal expansion or contraction. Hydrosta tic testing. particularly in waml
wea ther. wi ll ca use an appreciable drop in pipe line temperatures. It is obvious from the
foregomg that an Expansion Joint may be subj ect to considerable flexing before the system is
placed III operation. Shipping devices must be remo\ed before an Expansion Join t can function
properly and must be removed before hydrostatic test lllg of the plpelme.
Sh ipping dc\ices which must be removed from Expansion J01l1ts manufactured by members of
the Expansion Joint Manufacturers' Association, Inc., are usually painted yellow. or o therwise
dlstmct!\ely marked as an addmonal aid [ 0 the mstallers.
w\\ \\
.eJma.org
(" Expansion Joint
Manufaclure~
Associallon. Inc.
x·,
STANDARDS DF THE EXPANSION JOINT MANUFACTURERS ASSOCIAT IO " INC.
8,3 INSTALLATION
It is importanllhat Expansion Joints be in stalled at the proper lengths as recommended by tile
manufacturer. They should never be extended or compressed to make up deficiencies in pipe
length. or offset 10 accommodate piping which is nOI properly aligned unless suc h insta llation's
tolerances have been s pecified by the system designer and anticipated by the Expansion loint
manufacturer. Do not neg lect pre-compression or pre-extension of the Expansion loint where it
is required or as designated by the manufacturer. Generall y. s uch instructions arc included 011
the shipping tags and additiona l information is avai lable in Section 2.
All Expansion Join lS provided with internal sleeves should be provided with fl ow arrows or other
s uitable means of assistin g the installcr in properl y o ricnting the Expan sion Joi nt (0 fl ow
direction. Correci installation of Expansion Join ts with internal sleeves is most important and
should be checked by the installer. (See Section 4. 10)
In order to insure the proper fun ct ioning of any Expans ion Jo int. it is hig hl y important that all
pipe lines in w hi ch the Ex pan sion Joints are located be s uitably anchored. gu ided, and supported.
(See Sections 2.2 through 2. 10)
Remember, a bellows is designed to absorb motion by flexing. The bellows is sufficiently thick
to with stand the design pressure, but also suffi cientl y thin to withstand its cyclic movement.
Opt imum design will always require a bellows o f thinner marerials than virtuall y every other
component of the piping system in which it is in stalled. The installer mus t recognize this and
take all necessary meas ures to protect the bellows during installation. Avoid denting, weld
spaller, a~c strik es. or the poss ibility of allowing foreign matter to int erfere with the proper
fl ex ing of the bellows. With reasonabl e care durin g s to rage. handling. and in stallation, the user
will be assured o rthe reliabi li ty designed and built into the Expansion Joi nt.
8,4 GASKETS
When removable fl anged sleeves are inserted in the Ex pansion Joint. an ex tra gaskel is required
between the face of the Expans ion Joint and the back face of the flan ged sleeve. i.c .. two gaskets
per Expans ion Joint ordinarily, three gaskets if one flanged sleeve is used per Expansion Joint
and four gaskel s if a pair oftclescop in g flan ged sleeves are used. Cautio n should be used wi th
graphite impregnat ed gaskets in contact with stainless steel facing s or sleeves at high
temperature.
(", Exp:msioll Joint Manufacturers Association. Inc.
www.cjma.VI:1
STAN DA RDS OF THE EX PANS ION JOINT MAN UFACTURERS AS SOCIA T ION. INC.
8. 5 RECOMMEN DED I NSTALLATION INSTR UCTIONS
Metal Bell ows Expansion Joints have been designed to absorb a spec ified amount of movement
by fl exin g of til e thin-gauge convo lutions. Ifprop er care is not taken durin g in stall ation. it ma y
reduce the cyc le life an d the pressure capacity of the expansion joints wh ich could result in an
early failure of the bell ows element or damage th e piping sys tem.
T he fo llowing recommendations are included to avo id the most common errors tim! occur during
installation. \Vhen in doubt abou t an insta llation procedure. contact the ma nufac turer for
clarifi cation be fore attempting 10 install the Expansion Joint.
DO'S
DON'T
Inspect fo r damage during shipment. i.l' .. dents. broken
hardware. water marks on carlon. etc.
Slore in clean dry area where it \\ ill not be exposed to
heavy trallic or damaging environment.
Do not drop or strike canon.
Do not remo,e shipping bars unti l installation is
complele.
Do not remo ... e any moisture-absorbing dessicant bags
or prOlccti\e coatings until ready for installation.
Use only designated Ii fling lugs.
Make the pipi ng systems fit the expansionjoinl. By
stretch ing. compressing. or offsetting the joint to fit the
pIping. it may be overstressed \\hen the system ii> in
service.
Do not use hanger lugs as lifting lugs withoul approval
of manufacturer
Do nOI use chains or any lifting dc\ icc directly on the
bellows or bellows cO\er.
It is good pmctice to lea\ e one nange loose until the
expansion joint bas been fi tted inlo position. Make
necessary adjustment ofloose nange before welding.
Do not allow weld splatter to hit unprotected bellows.
PrOiect \\ ith weI chlonde-free insulation.
Install joint \\ ilh arrow pointing in the direction of no\\- .
Do not use cleaning agents that contain chlorides
Install single Van Slone liners pointing in Ihe direction of
flo ..... Be sure \0 install a gasket between the liner and Van
Stone nange as .... ell as belween the mating nange and liner.
Do not use steel wool or wire brushes on bellows.
With telescoping Van Slone liners. mstall the smallest 1.0.
liner pointing in the direclion of now
Remove all shipping de, ices after the inslal1;1I10n is
complete and before an} pressure lest of the full) IIlstalled
system
RemO\"e any foreign material that may have become ludged
bel\\een the convolutions.
Refer 10 EJMA Standard.. for proper guide spacing and
anchor recommendations.
Do not force·rota te one end of an expansion joint for
alignment of bolt holes. Ordinary bellows are not
capable of absorbing torquc.
Do not hydrostatic pressurt' teSI or e\,acuate the syslem
before installation of all guides and anchor:..
Pipe hangers are not adequate g.uides.
Do not excecd a pressure test of I 1/2 limes the rated
\\orking prt'ssure oftne expan:.ion joint.
Do not use shipping ban. 10 retain thrust iftesled prior to
instnllation.
The manufacturer's warranty may be void if improper installation procedures have been used.
WW\\
.eJmaorg
{. Expansion Joint r-.lanufacturers Association. Inc.
8-3
STAN DARDS OF T H E EXPANS ION JOINT MANUFACTURER S ASSOCIATION, INC.
Th is page intentionally blank .
8-4
c expansion Join! t,,1anufactlllef:) A:)~u~i;Jliu!l. til..:.
www.tjlll:.t.urg
STANDARDS OF T HE EX PANSION JO INT MANUFACTURERS ASSOCIATION. INC.
SECTION 9 - FEAT URES, ACCESSORIES AND 'IATER IALS
9.1 M ULTI-PLY BELLOWS
A multi-pl y bellows can be used in many appli cations. It is imporrant to understand the
functional characteristi cs of each type of construction. These Standards appl y to be llows with no
more than fi ve pli es.
9.1.1 MULTI-PLY CONSTRUCTION WITH THE SAME TOTAL THICKNESS AS A
SINGLE PLY CO NSTR UCTION
9.1.1.1 PRESSURE CAPACITY
The circumferential membrane (5,) and meridional membrane (SJ pressure
stresses are unaffected since the TOta l bell ows thickness is th e same as a singl e ply
construction . The merid ional stress due to pressure (SJwill be higher for the
mulri -pl y construction d ue ( 0 the thinner materi al per ply_
9.1.1.2 FATIGUE LIFE
An increase in fatigue li fe over that ofa sin g le pl y con struction will usuall y result
since the meridional de fl ection stresses (55) and (S(,) are reduced due to the
thinner material per pl y.
9.1.1.3 S PRI 'G FORCES
A decrease in the spri ng force will resull since the spring rate wi ll be lower due to
the thinner ma teria l per ply.
9.1.1.4 BELLOWS STABILITY
Co lumn stabi li ty is reduced due to the thinner materia l per ply. In-p lane stabil ity
is also reduced.
9.1.2 MULTI-PLY CONST R UCTION WIT H THE SAME T HI CKNESS FOR EACH
PLY AS A SINGLE PLY CONST R UCTION
9.1.2.1 PRESSURE CAPACITY
The pressure capacity of the bellows is higher than a single ply construction. The
c ircu mfere ntia l membrane (SJ and meridional membrane (SJ pressure stresses
are lower since the total bellows thickness is greater. The merid iona l bending
stress due to pressure (Sol) will be lower for the multi -p ly consrruction.
9. 1.2.2 FATIGUE LIFE
The effect on fatigue life over that ofa single ply construction will be mi ni mal.
9.1.2.3 SPRING FORCES
An increase in the spri ng force wi ll resuh since the spring rate will be higher due
to the greater total material thickness.
9.I.2A BELLOWS STAB ILITY
in-plane and colunm stabi lity are increased due to the greater total material
thickness.
........ \~ .eJma.org
i
Expansion Joint Manuracturers Association. Inc .
9·1
STAN DARDS OF TH E EX PANS ION JO INT MANU FACTURE RS ASSOC IAT IO ' . INC.
9.1.3 M ULTI-PLY CO ' STR UCTION W IT H G R EATE R T HI CKNESS FOR EACH
PLY THAN FOR S INGLE PLY CONSTR UC TION
9. 1.3.1 PRESSU R E CA PA C ITY
The pressure capac ity of the bell ows is hi gher than a sing le pl y constructi on. The
circumferc nli a l membrane (5: ) and merid iona l membrane (5.1 ) pressure stresses
are lower since the total bell ows thickness is greater. The merid ional bending
stress due to pressure (S.J will be lower for the multi-p ly construc tion.
9.1.3.2 FATIG E LIF E
A decrease in fa tigue life over that ofa single pl y construct ion will result since
the meri di ona l deflection stresses (S~ ) and (5,,) arc inc reased due to the thicker
mat erial per pl y.
9. 1.3.3 SP RI NG FO RC ES
An increase in the spring force wi ll resull s ince the spring rate wi ll be higher due
to the grea ter total materi al th ickness.
9.1.3.4 BELLOWS STA BILITY
In-pl ane and column stab il ity are increased due to the grea ler tota l materi al
th ickness
BEL LOWS
DES IGN
C RI TERIA
MU LTIPL E PLY CONST RUCTION
FUNCT IONAL C HARACT ERI ST ICS
rUn - sp
ttln > sp
tt > sp
tt=sp
ttln < sp
B-2.5.2
B-2.5.3
B-2.5. 1
Circumferential
Membrane (S~ )
Same
Decreases
Decreases
Decreases
Meridona l
Bending (SJ
Increases
Decreases
Decreases
Usually
Decreases
Fat igue Li fe
Nomina l
Change
Increases
Decreases
Increases
Spring Force
Usuall y
Increases
Decreases
Increases
In-plane Stability
Decreases
Increases
Inc reases
Column Stabili ty
Decreases
Lncreases
Increases
Usually
Increases
Usua ll y
Increases
Usua ll y
Increases
tt =
total
thickness
sp = sing le pl y
construction
I
n = num be r of
pli es
FIGURE 9. 1
Multi- Pl y Response when Compared to an Equ iva lent ly Designed Single Ply Bell ows
9. 1.4
M ULTIPLE MATERIAL USAG E
Corrosion conSiderations may indicate the desirability of different materials for the inner
and outer bdlows plies to suit the internal I external environment. In this manner the
primary ply specified to resist corrosion can be supplemented by less costly add itiona l
plies.
9-2
C E;\.pan"ivII Juiul MUlIUf.u.;lurt'l!> A:.:.ocialion. Inc.
www.cjrna.org
STANDA RDS O F THE EXPANS ION JOINT MANUFACTURERS ASSOCIATI ON. INC.
9.1.5 RED UN DANT PLY CONSTR UCTION WITH THE SAME T HI CKNESS FOR
EAC H PLY AS A S ING LE PLY CONST R UCTION
Redundant (\\'0 ply be llows arc used when it is desired to continue Ilomlal system
operation ifone ply should fail. until suc h rime as a suitab le replacement can be made.
9. 1.5. 1 PRESSURE CA PA C ITY
The pressure capacity of each bellows ply is the same as an equivalent single ply
des ign since the redundan t plies have been designed to withstand the system
design pressure independently.
9. 1.5.2 FAT IGUE LIF E
The effect on fatigue life over that of a single pl y construction will be nominal.
9.1.5.3 S PRI NG FORCES
An increase in tbe spring forces will result since the spring rate w ill be higher due
to the greater total material th ickness.
9.1.5.4 BELLOWS STA BILIT Y
In-plane and column stability are increased due to the greater total material
thickness.
9.1.5.5 MONITORED PLY BELLOWS
The annular space between plies can be monitored for leakage to detect a ply
failure. This will serve as a warning of an impending problem. reducing the
chances of a costly unscheduled shutdown.
WW\\
.eJma.org
( E.... pansion Joint Manufaclurers Association. Inc.
9-3
STAN DAR DS OF T HE EX PANSION JO INT MANUFACTU RERS ASSOCIATIO , I C.
9.2
Ti E RO DS, HI NGES AND S IM ILA R ACCESSO RI ES
In a piping syste m containing Expansion Joints. it is frequent ly impractica l to use main anchors
to absorb the pressure thrust o r to transmit th is force to the connected equipment. In such cases,
the proper lise of tied. hinged. or gimbal Expansion Joints can solve the problem. The u::.t: of sut.:h
Expansion Joints requires that the tie rods. hinges or gimba ls and their anachment to the piping
be properl y designed to absorb the imposed forces.
9.2. 1 FO RCES AN D LOA DS
The thrust absorbing members of an Ex pansion Joi nt are nonna ll y designed to restrain
on ly the pressure thrust devel oped within the pi ping system and the force requ irerl to
compress or extend the be ll ows due to themla l g rowt h.
Ifo ther fo rces are to be cons idered in the Expansion Joi nt design, th is fac t, along with
infonna tio n regarding the magn itude and direction of these forces, must be prov ided to
the Expa nsion Joint des igner. The addit iona l fo rces to be cons ide red may incl ude the
fo ll owing:
a. Unsupported we ight of connect ing pipe and insu lati on between a pair of
be ll ows.
b. Weight of contai ned fluid under operation andlor test conditi ons.
c. Wind. earthq uake andlor impact loads.
d. Torsion abo ut the longitudi nal ax is.
Th'e effects of tempera lure and flow conditions (transient and steady state) must be
accounted for in conjunction with the above forces and loads.
9.2.2 MET llODS OF ATIAC H 'I E i\'T
T ie rods, hinges or gimbals are artached to the pipe in two basic ways:
a. By structures whose pri mary functions arc to transmi t the loads 10 the pipe.
b. By di rect alla chment to pi pe fl anges in the piping nm . In th is met hod, the load
is transmitted from the ti e rods, hinges or gimbals to the connecting pipe
throug h [he fl ange bolts and mating flan ge.
9.2.3 DES IGN C O NS ID ERA nONS
9.2.3. 1 TI E RODS, HIi\'GES AN D GIMBA LS
T he major design fac to rs to be considered arc:
3. TI E ROD S Tensile andlor compressive forces due to pressure thru st and other
longitud inally applied loads: the bending stresses result ing from connecting the tie
rod to its attac hment: the stress concen tra ti on effects in threaded areas. For
genera l structura l rigidity to withstand ex traneous loads duri ng handling and
installation. it is recommended Ihal minimum lie rocl ditlmelers as a func tion of
the size of the expansion joint be in accordance with Figure 9.2.
b. HIN GES Hinge plate tensile and/or compressive forces due to pressure thrust
and other longitudinall y appli ed loads: bending forces such as those resulti ng
fro m weight loads or torsion applied about the longitudinal axis of the expansion
joint: shear and bearing forces at the hinge pin hole. Evaluation of the shear.
bearing and bending forces in the hinge pin i[se lfi s also required. The bending
and ~hcar dTects in the hinge pi<ltes and pins are significantly differeD! depending
o n whether the hinge design places the pin s in single or double shear. A double
shear arrangement is recommended for all but very low loads.
9-1
>I: Expansioll Joinl M :1IIlIrm;!UH:r ~ A~~Ul,;i;!llurr. luI,;.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOC IATION. INC.
c. G IM BALS Bending and torsional effects in the gimbal ring due to pressure
thrust and other longitudinally applied loads. Gimba l rings may be circu lar or
square and may be evaluated using the concept of a ring under four point loading
and torsionally unrestrained. The hinge plate and pin portions of the gi mbal
assembly. as well as the shear and bearing effects at the gi mbal ring pin holes.
may be evaluated similar to paragraph 9.2.3. I-b.
9.2.3.2 ATTAC HMENTS TO P IP ING
A variety of structural attachments may be used [0 connect tie rods and hinge
plates 10 the piping portion of an expansion joint. These may be simple lugs. lugs
with gussets or solid single or double plates (or rings) extending comp letely
around the pipe circumference. See Figures 9.3 and 9.4 for typical examples. In
all such arrangements the stress in the pipe must be evaluated as well as the stress
in the structura l member. In the case of lugs or lugs with gussets it may be
necessary to evaluate local deflection of the pipe which could impose undesirable
stresses in the bellows attachrnem weld and cy lindrical tangent. In high
temperature applications involving so lid plate or ring structures, the effects due to
differen tial thermal expans ion should also be considered.
The published literature provides various methods for evaluating the structure and
the pipe stresses individually rather than in combination. Also. most published
work assumes that the loads on the pipe occur on infinitely long cylinders. This is
not true when the structural attachment is located adjacent to the bellows and
dose to an open pipe end. It is. therefore. customary to perfonn the necessary
evaluation by means of approximations based on published literature
su pplemented by empiri cal methods wh ich experience has shown provide
sa tisfactory results.
9.2.3.3 COM PONENT DESIGN STRESS LIMITS
Expansion joint load bearing component stress limits are required to compl y with
pressure vessel. piping. and structural codes and standards. The stress limits in
Table II apply for load bearing component design .
www.CJma.org
.: Expansion Joint Manufacturers Association. Inc
STANDA RDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION, I C.
TABLE II
Componen t Design S tress Limits
T vpc of Stress
Co n~~o n ent
Tie or Lim it Rods ( Pipe or
Tension
Round Bar)
Compression
K~ x
Max. Membrane plus Bendin!!
Max. Shear
A verage Shear
0.8 x S
0.6 x S
Max. Shear
A veraf.!C Shear
Max. Membrane plus Bending
A verage Bearin g
0.8 x S
0.6 x S
K.~ x S
1.5 x S
Tension or Compression
Tension or Compression plus
Max . Bending
Avcra!!c Bcaring (hole)
S
K. x S
Gimbal Rings (Square or
Round)
Ma x. Membrane pJus Bend ing
Max. Shear (round on ly)
A vera!.!.c Shear
Average Bearing (hole)
K.<x S
0.8 x S
0.6 x S
1.5 x S
Full Encirclement Rings
Max . Membmne pl us Bending
Max. Shear
Averaoe Shear
K, x S
0.8 x S
0.6 x S
full Encirclement Pl ates
(wi th or wi thout Gussets)
Max. Membrane plus Bending
Max. Shear
A verage Shear
K, x S
Trunnions ( Round or
Rectangu lar)
Max. Sheaf
A verage Shear
Max. Membrane Dlus Bending
0.8 x S
0.6 x S
Pipe Wall at Trunnions.
Lugs, Gussets, Shear Pads,
Shear Ri ngs. elc.
General Membrane
Local Membrane
Local Membrane plus Bendin!:!,
S
1.5 x S
3.0 x S "
Pantograph Linkage
Tellsioll
Compression
Tension or Compression plus
Max. Bending
AVefat!e Bearin!.!, (h o le)
S
S'
K. x S
Lugs (with or wi thout
Gussets)
Hinge or Pantogra ph
Linkage Pin s
Hinge and C levis Plates
(S ing le or Double Shea r)
(Fixed or Floating)
9-6
Stress Lim it
S
S'
~
e xpansion Join! M anufad ur~r:!o A~:!oocj::Hj un . lite.
S
1.5 x S
0.8 x S
0.6, S
K,. xS
1.5 x S
\1'\1'\\
.rj l1l:t. urg
STANDARDS OF THE EXPANS[ON JO[NT MANUFACTURERS ASSOC[AT [ON. [NC.
Max. Membrane plus Bcndin!:!
Max. Shear
A vera!:!c Shear
K,xS
0.8 x S
0.6x S
Shear Pads or Shear Rings
Average Bearing
[.5 x S
Fillet Welds (Throat)
Shear
0.80 x S
Groove Welds
Tension
Shear
0.7~ x S
0.60 x S
Butt Welds
Tension
Shear
ExS
0.70 x S
Gussets
Notes:
I. The stress limits are based on ASME Sectioll VIII Di v. I & 1. ASME 831.1 , ASME B31.3, the
AISC Manual of Steel Construction. and the ASME Criteria Document.
2. S is the basic allowable stress at the design temperaUire for the component from the applicable Code.
If a detailed stress analysis is perfomlcd suc h as Finite Element Analysis. the basic allowable s[ress
S may be used in place oflhe design stress intensity Sm. For welds. the basic allowable stress S is
based on the weaker of the two materials joined.
3. K., is the shape factor for the cross section (See Table III ).
4. S* is the lesser of S or the allowable stress for compression members from the AISC Manual of Steel
Construction.
5. S** is the average of the tabulated values of the basic allowable stress S for the highest and lowest
temperatures during the operation cyc le under consideration.
6. E is the weldjoint-efficiency/quality factor from the applicable Code.
7. At design temperatures in the creep range. additional considerations may be required.
8. Excessive dcfonnation or local buckling may limit the loading on components.
9. Membrane stress is unifoml and equal 10 the average stress across the section. Bending stress va ries
with location across the section.
10. For cyclic loading, additional fatigue evaluation may be required.
II. Bearmg stress limits for holes are based witb smooth machined surfaces.
12. Component stresses during the pressure test shall not exceed 1.5 times the applicable stress limit
where the stress limit is based on the test temperature.
\\. \\ \\ .ejma.org
'fo: E."pansion Joinl Manufaclurcrs Associalion. Inc.
9-7
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOC IA TION. INC.
TABLE III
Shape Factors
Solid Rectangk
B
K., = 1.5
So lid Cyl inder
e
Hollow Cylinder
fII]t
Ho llow rectangle. Beam , Chan nel
r tf
tf
I
II
'f-
I-
t.
Lw-J
d
~
H
t.~
Uw
K,
d ~
'- il-t.
,
K,
Lw-J
H - 21,
J.5H(d' l. +4WI ,(d+I , ))
WH' - d'(W-,. )
H- 21J
1. 51V( 21V 2f l +1,,:d)
2W.1 f f +t"Jd
Channel, Tee
* - it-~
9-~
K,. = 1.5 or ca lcu lated va lue
10 expansion Joint Manufacturers Associatioil. Inc.
WW\\
.rJlIL~l.urg
STANDARDS OF THE EXPA 'SiaN JOI T MANUFACTURERS ASSOCIATIO . 1 C.
24
OL----.12-L---2r4L---3T6----'4~8----6TO-----7r2----8T4----~96
NOMINAL EXPANSION JOINT DIAMETER (IN.)
RECOMMENDED MINIMUM TIE ROD SIZE
FIGURE 9.1
\\"" .eJma.org
( E"panslOn Joint \tanufaclurers
A~soclation.
Inc
9-9
STAN DA RDS OF T H E EXPANS ION JOINT MANU FACT U RERS ASSOCIA T ION. INC.
.n
u
1f
IAI
IBI
ICI
TYPICAL LUG
TYPICAL lUG WITH
GUSSETS ON PI PE
ON PIPE
TYPICAL LUG
ARRAN GEMENTS
r - - - - TIE RODS
OR
HINGES
(0 )
IE)
IF)
TIE ROD AND HINGE ATTA CHMENTS
FIGURE 9. 3
9· 10
E.\pailsion Joint Man Urd';: I UI <': I~ Al>M.J..:-iatiull. Il le.
WWW .I::JIlI:I.I.Hg
STANDARDS OF THE EXPANSION JOINT MA NU FACTURERS ASSOClATIO . INC.
IB)
IA)
(C)
/'
.I
- ==
'-...
(E I
(0)
TYPICAL ARRANGEMENTS OF
SING LE AND OOU BLE RINGS
TIE RODS
OR
HINGES
IF I
lEI
IH I
IG)
TIE RODS
OR
o /
#"I=~
HINGES
\I+(~
. - -.....
0_
""""~'"
III
IJ I
I KI
TIE ROD AND HINGE ATTACHMENTS
FIGURE 9.4
"\\\\ .I!Jma.org
( Expansion JOInl Manufal'luren.
A<;~ociallon,
Inc.
9-11
STAN DARDS OFTHE EXPANS ION JOINT MANUFACTURERS ASSOCIA T ION, INC
9,2,3.4 R EFERENCES
The following references arc not all · inc1usive but may provide infonnation useful
to the eva luation art ie rods. hinges. g imbal s. and their attachmen t to the piping:
1.
2
Blake. Alexander: Practical Stress An(l~\'sis il/ E"gineering Design.
Mcreel Dekker. Inc.
Blodgett. D.W .: Design of Welded Structures. James F. Linco ln Arc
Welding Foundation.
3
BrownelL L.E. And E. H. Young: Process Equipment Design, John Wi ley
and Sons, Inc.
4.
Roark. R.J . and W.e. Young: Formulas/or Stress and Slrain. McGrawHill Book Co,
5.
Tirnoshenko. S.: Strength
6.
Wichman. K.R .. A.G . Hopper. J.L. Mcrschon: Local Stresses in Spherical
{lnd Cylindrical Shells. Pressure Vessels olld Piping. rol. 1. American
Socie lY of Mechan ic_al Eng ineers.
~r Materials.
D. Van Nostrand Co .. Inc.
i. Wichman , K. R.. Hopper, A.G., J.L. Mcrschon: Local Stresses in Spherical
lind Cylindrical Shells Due to External Loadings. Bullerin 107. Weld ing
Research Counci l
1:'
E;"pansion Joinl Manufacturers Association. Inc.
I'I'ww.ejmil.OI;';
STANDARDS OF THE EXPANSION JO INT MANUFACTURERS ASSOCIAT ION , INC.
9.3
FLANGES
Expansion Joints may be fined with flanges. The choice of flan ges will depend upon the
specified service cond itions. the flanges fumished on connec ted piping or equipment and the
Expansion Joint manufacturer's standards. Expansion .I oint flang es may conforn) to
ASME/ANSI standard dimensions and drilling. but special facings and drilling are available to
su it specifi c service conditions and appli cati ons.
There are three different types of construction used in the fabrication of Expansion Joints wi th
flanged ends. The Expansion Joint manufacrurer may li se anyone or all oflhe following
methods. depending upon the parti cu lar application in question:
a. Van Stoned Ends· The flanges are slipped over the tangents of the bellows and the bellows
material is flared out or "Van Stoned" over the faces of the flanges. The be ll ows material
prevents contact between the flanges and the medium flowing through the pipe. During
installation. the Expansion Joint flanges can be rotated to match the bolt holes in the mating
pipe line flanges. Although flat faced flanges are generally used for this type of constructi on,
the Van Stoned portion of the bellows material overlapping the face of the tlanges creates a
cond iti on which is. in effect. equivalent to a rai sed face.
b. Flanges Welded 10 Pipe Nipples - The manufacturer welds the bellows to short pipe nipples
and then welds the flanges to the other end of these pipe nippl es. Since tbe flanges will not
be free to rotate. it is sometimes desirable 10 ship the Expansion Joint wi th one flan ge
unwelded to faci litate fi eld insta llati on.
c. Flanges Welded 10 Bellows - The manufacturer welds the bellows directly to the flanges.
This consrruction genera ll y results in the shortest poss ible face-to-face dimension.
The c ustomer shou ld give consideration to the type of pipe line fl anges specified when
ordering Expansion Joints. since the foregoing differences in Expansion Joint construction
may have an effect on the type of mating flanges required. Ifflat faced flanges are specified,
it is not advisab le to specify Van Stoned Expansion Joi nts. since the Van Stoned portion of
the bellows is actually equi va lenl to a raised face. Consequently. if flat faced flanges must be
furnished. the Expansion Joints should be ordered with flanges welded on.
I f raised face flanges are speci fied. Van Stoned Expansion Joints are generally considered
satisfactory. providing proper gaskets are used. However. the face of the Van Stone is not a
machined finish and it may not comply in every respect with the ASME/ANS I dimensions for a
raised face. Consequently, jf ASMEIA Sl flanges must be furnished. or if a particularly fine
machined surface is required for use with metallic and similar gasket materials, it may be
necessary to specify Expansion Joints with flanges welded on.
Because of the wide variation in the type of flanges available, it is essential for the customer to
specify his flange requirements completely and accuratel y when ordering Expansion Joints.
Flange specifications for pipe sizes up to and including 24 in. are clearly defined by the
ASMEIANSI standards. In the case of pipe sizes larger than 24 in .. however, the ASME/ANS I
standards are incomplete and are su bject to frequent misinterpretation.
IN O RD ER TO PREVENT CONFUS ION WHEN SPEC IFYING LARGE DIAMETER
FLANGES. IT IS NECESSARY THAT THE CUSTOMER S PECIFY EIT HER A FLANGE
MANUFACTURER'S CATALOG AND PAGE NUMBER. OR THE ACTUAL MATERIAL.
OUTSIDE DIAMETER, TH ICKNESS. DRILLING AND FACING FINISH REQUIRED .
v,\\w.eJma.org
(" Expi.lnsion Joint Manuracturers Association. Inc.
9-13
STANDARDS OF THE EX PANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
9.4
CORROSI ON
Corrosion can significantl y reduce the service li fe of a n Expansion Joint The design and
o perating characteristics of Expansion Joints are suc h that they may be subjc.:cted to corrosive
attack under conditions which might not affect piping and fi ttings of similar materials.
Poss ible types of corros ion that may be experienced in expansion joint ap pl ica tions are as
follows:
•
Stress-corrosion. whic h is evidenced by a cracking of the material as the result of a
combina tion of stress and a corrosive environment
•
Intergranular-corrosion. which is characterized by a preferential attack along the grain
boundaries in metal s
•
Pining. which is a loca li zed attack on mcwls: general corrosion or the g radua l eati ng
away of the metals in a system
•
Lmpi ngcmcnt and corrosion erosion, associated with the impact of a li quid or gas medium
on the surface of the material under attack
•
Elevated temperature oxidation is another fonn of mare ri al degradation most commonly
encountered in hot air and exhaust lines.
Occurrence of all types of corrosion depends upon the material type and condit ion. as well as its
initial surface condi tion. Selection of the material lype should be such that there is no possib ility
of corrosi{Hl occurring or that it is not affected by corrosion to an ex tent greater than 0.002 inches
penetration per yea r.
The corros ion res istance of stainless stee l depends o n the fonnat ioD ora thin. unbroken. chromi c
oxide surface. whi ch wi ll fornl slowly in the atmosphere on clean stainless steel. Particles of
steel. such as weld ing spatter, will preven t the fonnation of this chromic ox ide surface; therefore.
to produce maximum general corrosion resistance. a ll sca le should be removed by pickling. The
adherence of weld ing spatter shou ld be prevented bot h in the shop and duri ng installation by
covering the bellows or by using an anti-spatter compound . Althoug h it is sometimes desirable
to heat treat austenitic sta inless steel piping com ponents in order to improve the ir resistance to
corrosion. thi s is not usually the case wi th bellows. Ex pa nsion Joint bellows arc invariably used
atlllovements producing high stresses, freque nt ly within the plasti c range; lhu s, any beneficial
effect of removing residual stresses would be q uick ly nullified by operating stresses . The
poss ible occurrence of stress corros ion in austeni tic stainless steel bellows cannot be eliminated
by heat treatment or by reducing the movement.
In the desig n of piping systems containing Expa nsion Joim s. attention is given to the internal
condi tions and medium: but little if any. to the externa l conditions. This practice can lead to
reduced service life. since externa l corrosion can be experienced where fumes or sprays may
contact the bellows or ill tunnel and manhole install ati ons where water is all owed to co ll ect.
Many corrosion problems encountered in the field can be reduced in magnitude, ifnot
completely c1 imillulcd. by careful plan ning and design. The process engineer or designer must
anticipate situations where corrosive attack might result from a certai n design configuration or
material selection and avoid such conditi ons wherever possib le.
Since corrosion problems may be complex. it is often advisable to consult a qualified corrosion
engineer.
(" Expansion Joint ManufaClUrers Associaliol1. Inc.
STANDARDS OF TH E EXPANSION JOINT MA NU FACTURER S ASSOCI A T IO . INC.
A PPENDIX A
STAI'DARD RO U ' D EXPAI'S IOI' JOINT SPE CIFICATION SHEET
Customer
Dale:
ProJect-
Prepared By'
Paqe:
Number
Item or T
Quantity
Size
Style or Type (sinQle, universal, hinQed , Qimbal, elc.)
Thickness I Flange Rating
End ConnectIOns
Malerial
Design
·Pressure
Operating
'Temperature
Media
Inslallallon
Movements
and
Design
Test
Design
Operating
Installation
Media
Flow Velocity
Flow Direction
Axial Extension
Axial Compression
Lateral
Angular
Number of Cycles
Axial Extension
Axial Compression
lateral
AnQular
Number of qydes
Axial Extension
Axial Compression
life Cycle
Operatmg
Materials
Dimensions
Spring Rates
Quality Assurance
lateral
An ular
Number of Cycles
Bellows
Liner
Cover
Overall Length
Maximum 0.0.
Minimum I,D.
Maximum Axial Spring Rate
Maximum Lateral Spring
Rate
Maximum Angular Spring
Rate
Bellows long Seam Weld
Bellows Attachment Weld
Piping
Required Code
Applicable Codes and Standards 831.1 . 831.3, Sect 8 Div 1
www.cJma.org
l
Expansion Joint Manufacturers Association, Inc
A·I
STANDARDS OF T HE EXPANSION JOINT MANUFACTU RERS ASSOCIATION. INC.
A PPEND IX A
STAN DA RD RE CTANGU L A R EX PANS ION JO I NT SPEC IFI CATION SH EET
Customer:
Date:
Project:
Prepared By:
I Page :
Item Of Tag Number:
Quantity
Size (long side and short side)
Orientation (horizontal I vertical J inclined)
Style or Type
Corner Type
End Connections
Pressure
Thickness! Flange Size
Material
Design
Operating
Design
Temperatu re
Operating
Installation
Media
Media
Flow Velocity
Flow Direction
Axia! Extension
Axial Compression
Lateral (parallel to short side)
Movements
Lateral (parallel to long side)
An~~'ar (parallel to short
side
Angular (parallel to long side)
Bellows
Materials
liner
Cover
Dimensions
Overall Length
Axial
Lateral (parallel to short side )
Maximum Spring
Rates
Quality Assurance
Lateral (parallel to long side )
An~~lar (parallel to short
side
Angular (parallel to long side)
Bellows Long. Seam Weld
Bellows Attachment Weld
Required Code
Applicable Codes and Standards: 83 1.1. B31.3, Sect B Div 1 or other
A -2
© Expansion Joint Manufacturers Assoc iation. Inc.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
APPENDIX B
KEY TO SYMBOLS USED
~
SI NGLE EXPANSION JOI NT
GIMBAL 'XPANSION JOINT
SINGLE EXPANSION JOINT
WITH TIE RODS
UNIVERSAL PANTOGRAPH EXPANSION JOINT
OOUBLE EXPANSI ON
JOINT WITH INTER MEDIATE ANCHOR
MA~;r: :1======:::::J
1
MAIN ANCHOR
:1 I I:
II II:
UNIVERSAL EXPANSION
JOINT WITH OVERALL
TIE RODS
DIRECTIONAL MAIN ANCHOR
UNIVERSAL EXPANSION
JO INT WITH SHORT
TIE RODS
&
INTERMEDIATE ANCHOR
-
PRESSURE BALANCED
EXPANSION JOINT
I
PIPE AUGNMENT GUIDE
UNIVERSAL PRESSURE BALANCED
EXPANSION JOINT
DIA
~
INLINE PRESSURE
BALANCED EXPANSION
JOINT
DIRECTIONAL INTERMEDIATE
ANCHOR WITH GUIDE
F--:rr-~
SIDE VIEW
END VIEW
PLANAR PIPE ALIGNMENT GUIDE
HINGED EXPAJI(SION JOINT
SPRING SUPPORT
!
"" ww .eJma.org
( Expansion Join! ManufaclUrers Association. Inc.
,
ij·t
,I
RECTANGULAR BELLOwS
TYPE MOVEMENT
AX'AL
i'
-e
<.
,'"
]
§f
~
c
2"
---
•
.
ANG ULAR
" T"
!iT
J"
2
,.
•
Co
/
/~
•
r--"-
H ~n ,
".1
I
U
v
.
• • \",
\;Jd
'v-:::i
j
t
M , =O
M u=O
M u=O
Ma= O
Af<1l=O
AI B.
~r;; ,ill.
€fII
v.o
'
J.De
M~ :~. ill.lbs.
e
N(L~
±x)
, 11/,
2(L, ±X)
M _ f .p .. e" . Ib
, - -4
e
•
,111. s.
~
~.
~
l~
/
-...,.
y' lIII
f..----, ... -
v.
-,
= - 'C -
'
_J"-+1}'"
.±....
~' I
.,
"-'
,/
~I ':
4
3L/.I',
_
-
N(L.
J
'
± x)
2/1"
K D y,
" ..
III
2N(L.- L~tx/2'·
f . D.. ey • Ibs.
2(L. t x)
V/., -- J.... L"" e,., , lb's,
L,
I.,
_ f"L ..lc,., , Ib
'
!Ll u -
2
,111.
s.
,
:: - 'e
21/ '
, '1
K [,)',
"
,III.
2N(L.- LbtX/2
F" == f" e, .Ibs.
V
£1 -
'f
"
Lo
_ f •.L<OJcyt . Ib
,III. S .
2
M,I,::O
x
C
, III.
M o"' O
M fII",O
"
" _ f.,L,..e .. Ib'
1>'
{._
L"
2
' 211
K.L,y,
.
, III.
2N(L,- Lb tx/2
. Ib
,III.
S.
M
.
' Ib
L. -_ J"L.,jc,.
, III. s.
2
M 6, = 0
'"0
-i
f:i
-i
,.'"X
on
on
Z
'"
is
Z
's:"
"'0
<
;;:'Z
s:on
Z -i
s:!s:
on
."
0
'"
n
,.
P'
Z
Cl
s:
0
s:on
,.~
X"
n CZ
,.
n
."
-i
c
f:i
,.''""
'"'"0
n
z
:;;
on
0
-i
F. '" f.e. ,lbs.
f.L ..,e,; , Ib S.
' _ f.L..Jc!"
Mu
.T
e ::-; e -
Cl
;z:
:-'
.
N (I,. ± x)
)f
V£/--J.. L../e"- , IbS .
_f.. D.. eJ, . I
M1 _
,m. bs.
4
3L,.I',
e
, III.
."
z
M J,,= O
li-ft1/=O
.T
F~ '" f •.e. ,1bs.
- ' ,'I
•
J.t e
M 8J = .. .,,8, ,ill .lbs.
eI
Z
0
"
,i/I./bs.
'Cl"
,.
J. L e
/!fIJI = ... .
01 /OJ
,.~
r
F .O
•
V.O
u
,.
Z
0
C
~~ ,il1.
-i
'"
,.
F .O
•
V .O
AlLI=O
3D.. y .
r
e(J. =
,.'"z
n
c
r
n
",Q
4
Mil ",, 0
. (.,n
~; ,ill.
=
0
Cl
F. =/",c.. ,11I
V/.t= O
.c
LATERALANDAXlAL
(UNTVERSALBELLOWS)
e~ = N , ill.
X
V,, = O
V/
_ ," D.. e,
, 1'Wi.
r-== .'r(lJ
E
F" =i.c"ill.
M ,= O
',',_,,_ ,
c
C
/~l')
~
,'. 1it L~ .!i(3L,+!.,)
3 L, + L,
E
4
LATERAL (S INGLE BELLOWS)
~
~IIII,IT)
I 'V L. · !:L(~l
,, H
3 L, + L,
: 't II
F. = f. ,e, , ill .
Y;=O
.
_ '-..~ '('</ .
~'
WITH SHORT SIDE
e. "" N ,in.
F .O
lPh0, ~",
LONG SIDE
X
e• .:: N ,m.
e(J '"
ill :J..V/~
rl, '
",(
"cc
~
",
~
J
"""-''-'-
;:
' .
Tr1'l-<:tL
" ...., .. ...... "00 .._ ...
X
f
J
'"
MOVEMENT PARALLEL
. ••-•• ~-
1~""
'.
MOVEMENT PARALLEL WITH
~ -' .
I -'(({((((t??.)
<-_.".,
'.-----.,
I,
&']:
Cm.CULAR BELLOWS
-i
,.
:z
is
"
10
C
-i
Z
'"
z
STAN DA RDS OF THE EX PANS ION JO INT M AN UFACTURER S ASS OCIA TI ON, INC.
APP EN DI X D
Conversion Facton
Accelerat ion
By
FeetiSecondlSecond
To Ohrain
3.048 E - OI
Meters/Second/Second
A ngle
A1l1llip~\"
Degrees
Tu Obruill
B"
1.745 E - 02
Radians
A rea
MulTiply
Sq uare Inches
Sq uare Feet
Square Feet
To Obtain
By
6.452 E + 02
9.290 E + 04
9.290 E - 02
Square Millime ters
Square Millimeters
Sq uare Meiers
Density
B,'
Pounds/Cubic FOOl
Pounds/Cubic Inch
Pounds/Cubic Inch
To Ob/llin
1.602 E + OI
2.768 E + 04
2,768 E + 01
Ki lograms/Cubic Meter
Ki lograms/Cubic Meter
Grams/Cubic Centimeter
Force
B,'
Pounds
Pounds
Pounds
To Ohtain
4.536 E - 01
4,448 E + 00
4.448 E + 05
Kil ograms
Newtons
Dynes
Length
A1l1llip~\"
Inches
Inches
Feel
Feet
WW\\.CJma.org
B,'
2,540 E + 01
2,540 E -02
3.048 E + 02
3.048E-01
To Ohtain
Millimeters
Meters
Millimeters
Meters
c Expansion Joil11 ManufaclUrers Association. Inc.
D-l
ST AN DA RDS OF T H E EX PANSION JOLNT M ANU FACT U RERS ASSOCIAT ION. LNC
A PP ENDI X D
Press ure. Modulu s. Stress
Blo
To Obtain
Pounds/Square Inch
Pounds/Square Inch
PoundS/Square Inch
Pounds/Square Inch
Pounds/Square Inch
Pounds/Square Inch
6.894 E - 03
7.03 \ E- 04
6.~95 E + 03
6.895 E + 00
6.895 E - 03
6.897 E - 02
Newtons/M il limcter Squa red
Ki lograms/Millimeter Sq uared
Pasca ls
Kilopascals
Mcgapasca ls
Bar
Spring Constant
MlIll ip~l'
Pounds/ Inch
Pounds/Inch
Pounds/Inch
To Obrail1
81 '
1. 75 1E - 01
1.75 1 E + 02
1.786 E - 02
Newtons/Mill imctcr
Newtons/Meter
Ki logramsl M il limeter
Temperature
Convert
Degrees Fahrenhei t
To
Degrees Ccmi grade
Subtract 32 & divide by 1.8
Torque (Moment)
MlIJlip~r
Inch- Pounds
Foot- Pounds
Foot- Pounds
To Obfllin
8 1'
1.130 E + 02
1.356 E + 03
1.356 E + 00
N ewton- Mil li meters
N ewton-M ill i meters
New ton- Meters
Velocity
Mulrip(\'
Feet/Second
Feet/Second
A111It ip~\'
Cubic Inches
Cubic Inches
CubIC Fee l
Cubic Fee t
Cubic Feet
0 -2
By
Tu Obwil1
3.048 E + 02
3.048 E - 01
Vo lum('
8 1'
1.639
1.639
2.832
2.832
2.832
E + 04
E + 01
E + 07
E + 04
E - 02
Mill imeters! Second
Meters/Second
To Ohtain
Cubic Mil limelt:rs
Cubic Centimeters
Cubic Millimeters
Cubic Centimeters
CubIt.: Meters
Expansion Joint ManufaclUrcrs Association, Inc .
www.ejrna.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION,INC.
APPENDIX D
Steam Pressure Table
Temperature
(0C)
(OF)
212
220
240
260
280
300
320
340
360
380
400
420
440
100
104
116
12 7
138
149
160
171
182
193
204
216
227
Sa turated Stea m
(psig) (barg)
0.0
1.5
10.3
20.7
34 .5
0.000
0.172
0.710
1.428
52.3
3.607
5.166
7. 124
9.538
12.476
16.028
74.9
103.3
138.3
180.9
232.4
293.7
366.1
2.379
20.255
25.248
L..O\\-PRESSURE
I in . J\lercu~ = 0--'912 psig
I in .l\I l'rcu~ = 13.60 ill. Or\\ater
I in. l\Iercur) = 0.03386 bar
I in. l\Iercur~ = 3.3864 I..Pa
wy,\\>.eJma.org
Tempera ture
(0C)
eF)
460
480
500
520
540
560
580
600
620
640
660
680
700
238
249
260
271
282
293
304
316
327
338
349
360
371
Satu rated Stea m
(psig)
(barg)
451.3
550.3
664.3
795.3
945.3
1115.0
1308.0
1525 .0
1768.0
2041.0
2346.0
2705.0
3080.0
31.124
37.952
45.814
54.848
65. 193
76.897
90.217
105.172
121.931
140.759
161.793
186.552
212.414
CONV[ RSIO~S
t kPa = 0.145 psig
I kPa = 0.01 bar
t bar = 10 Nfsq. mm
I psig'" U.06895 bar
i. Expansion Joint Manufacturer!> Association. Inc.
D-3
STAN DARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIAT ION, INC
APPENDIX D
L, 'I;" l
I'
,-.JJ
!
f I'
.:.------i
t
!
'I"'l I'
[~i
~
f I
'"-+--'
~ , r=~
~
WELDING NECK
SLIP -ON
j
~~
:
~----J
I
LAP J OIN T
CLASS 150 FORGED FLANGE DIM EN SIONS (ASM E 165)
NOM
FLG
FLG
RF
PIPE
SIZE
01A.
(00)
THICK
(a )
OIA.
WN
SO
LJ
DRILLING
NO.
OF
01A.
HOLES
HOLES
BOLT
CIRC LE
01A.
OF
Y,
3.500
.438
1.375
1.875
.625
.625
4
.625
2.375
"
3.875
.500
1.688
2.063
.625
.625
4
.625
2.750
1
4.250
.563
2.000
2.188
.688
.668
4
.625
3.125
1Yo
4.625
.625
2.500
2.250
.8 13
.813
4
.625
3.500
1'h
5.000
.688
2.875
2.438
.875
.875
4
.625
3.875
2
6.000
.750
3.625
2500
1.000
1.000
4
.750
4.750
2'h
7.000
.875
4.125
2.750
1.125
1.125
4
.750
5.500
3
7.500
.938
5.000
2.750
1.188
1.188
4
.750
• .000
3Y.
8.500
.938
5.500
2.813
1.250
1.1.25
8
.750
7.000
4
9.000
.938
6.188
3.000
1.313
1.313
8
.750
7.500
5
10.00
.938
7.313
3.500
1.438
1.438
8
.875
8.500
•
11.00
1.000
8.500
3.500
1.503
1.563
8
.875
9.500
8
13.50
1.125
10.625
4.000
1.750
1.750
8
.875
" .750
10
16.00
1.188
12.750
4.000
1.938
1.938
12
1000
14.250
12
19.00
1.250
15.000
4 .500
2.188
2.188
12
1.000
17.000
14
21.00
1.375
16.250
5.000
2.250
3.125
12
1.125
18.750
16
23.50
1.438
18.500
5.000
2.500
3.438
16
1.125
21 .250
18
25.00
1.563
21 .000
5.500
2.688
3.8 13
16
1.250
22.750
20
27.50
1.688
23.000
5.688
2.875
4.063
20
1.250
25.000
24
32 .00
1.875
27.250
6.000
3.250
4 .375
20
1.375
29.500
AU dimensions are In Inches
D-4
(Fl
HUB LENGTH (Y)
Referenc:e Sec:tion 9.3
'1:J E:'I( p.:msion Joint Il.'lnnufnClUrcrs Associmion, inc.
www.cjm<l.org
STAN DA RDS OF TH E EXPANS ION JOINT MA NU FACTURERS ASSOC IA T ION. INC
APPENDI X D
L _ __
_ _ _ __ _ l'_ _ _ _ _ _ _ _ _,
C '_ _ _ __ __ _ _
SLlp·ON
WELDING NECK
LAP JOINT
CLASS 300 FORGED FLANGE DIMENSIONS (ASME 16 5)
NOM
FlG
FlG
RF
PIPE
OIA.
(00)
THICK
olA.
lal
IFI
SIZE
ORILLING
HUB LENGTH (V)
WN
SO
W
NO.
OF
DlA.
HOLES
HOLES
BOLT
CIRCLE
olA.
.625
2.625
.750
3.250
.750
3.SOD
.750
3.875
.875
4 .500
OF
y,
3.750
.563
1.375
2 .063
.875
.875
"
4 .625
.625
1.688
2.250
1.000
1.000
1
4 .875
.688
2.000
2A 38
1.063
1063
1'/.
5.250
.750
2.500
2.563
1.063
1.063
",
6.125
.813
2.875
2.688
1.1 88
1.1 88
,
,
,
,
,
2
6.500
.875
3.625
2 .750
1.313
1.313
8
750
5.000
21S
7.500
1.000
4.125
3.000
1.500
1.SOD
8
.875
5.875
3
8.250
1, 125
5.000
3.125
1.688
1.688
8
.875
6.625
3)1"
9.000
1.188
5.SOD
3. 188
1.750
1.750
8
.875
7250
10.000
1.250
6.188
3.375
1.875
1.875
8
.875
7.875
5
11.000
1.375
7.313
3.875
2.000
2.000
8
.875
9250
6
12.500
1.438
8.500
3.875
2.063
2.063
12
.875
10.625
8
15.000
1.625
10.625
4 .375
2. 438
2.438
12
1.000
13.000
10
17.500
1.875
12.750
4.625
2.625
2.625
16
1. 125
15.250
12
20.500
2.000
15.000
5.125
2.875
2.875
16
1.250
17.750
14
23.000
2.125
16.250
5.625
3.000
3.000
20
1.250
20.250
16
25.500
2.250
18.500
5.750
3.250
3.250
2.
1.375
22.500
18
28.000
2.375
21.000
6.250
3.SOD
3.SOD
24
1.375
24 .750
2.
30.500
2.SOD
23000
6.375
3.750
3.750
2'
1.375
27.000
24
36.000
2.750
27.250
6.625
4 188
4.188
24
1.625
32.000
,
All d imensions are in inches
\~ww.eJma.o rg
'f::
Expansion Joint Manufacturers Association. Inc.
Reference Section 9 .3
0-5
STAN DA RDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIAT ION. INC.
AP PEN DI X D
(~ ~"l iil.--,----.l '1 l
11
1/4"
!
I
~
! ,~
L-.+.!r
"
!hl-.,j
,
T
•
00
WELDING NECK
•
,
I
(
i~ ~~~
SLlp·ON
LAP JOINT
CLASS 600 FORGED FLANGE DIMENSIONS iA SME 16.51
NOM
FlG
FlG
RF
PIPE
SIZE
DIA.
(00)
THICK
OIA.
101
IFI
WN
SO
LJ
DRILLING
NO.
OF
DlA.
BOLT
OF
CIRC LE
HOLES
HOLES
OIA.
3.750
.563
1.375
2.06
.875
.875
4
.625
2.625
"
4.625
.625
1.688
2.25
1.000
1.000
4
.750
3.250
1
4.875
.687
2.000
2.438
1.063
1.063
4
.750
3.500
1%
5.250
.813
2.500
2.625
1.125
1.125
4
.750
3.875
t il,
6.125
.875
2.875
2.750
1.250
1.250
4
.875
4.500
2
6.500
1000
3.625
2.875
1.438
1.438
8
750
5.000
2%
7.500
1.125
4.125
3.125
1.625
1.625
8
.875
5.875
3
8.250
1.250
5.000
3.250
1.813
1.813
8
.875
6.625
3'h
9.000
1.375
5.500
3.375
1.938
1.938
8
1.000
7.250
4
10.75
1.500
6 .188
4.000
2.125
2.125
8
1.000
8.500
5
13.00
1.750
7.313
4.500
2.375
2.375
8
1,125
10.500
6
14.00
1.875
8.S00
4.625
2.625
2.625
1.125
11.500
8
16.50
2.188
10.625
5.250
3.000
3.000
"
"
1.250
13.750
10
20.00
2.500
12.750
6.000
3.375
4.375
16
1.375
17.000
"
22.00
2.625
15.000
6.125
3.625
4.625
20
1.375
19.250
14
23.75
2.750
16.250
6.500
3 .687
5.000
20
1.500
20.750
16
27.00
3.000
18.500
7.000
4.188
5.500
20
1.625
23.750
18
29.25
3.250
21.000
7.250
4.625
6.000
20
1.750
25.750
20
32.00
3.500
23.000
7.500
5.000
6.500
24
1.750
28.500
37.00
4.000
27.250
2'
All DimenSions are In inc hes
8.000
5.500
7.250
24
Y,
D·6
HUB LENGTH (Y)
i:.' Expansion Joint Manuiacturers Association. Int.
2.000
33.000
Reference Section 9.3
WW\\
.ejma.org
STANDARDS OF T HE EXPANS ION JOINT M ANU FACTURERS ASSOCIATION, INC.
APPEND IX D
Nominal
Pipe
Size
Pipe
Schedule
(00)
Y,
(0.604)
%
(1.050)
1
(1.315)
lYo
(1.660)
",
(1.900)
105
40
405
80
80S
160
XXS
55
105
40
40S
80
80S
160
XXS
55
105
40
405
80
80S
160
XXS
55
105
40
405
80
80S
160
XXS
55
105
40
40S
80
80S
'"
2
(2.375)
2Yo
(2.875)
3
(3.500)
""\\ .cJma.org
XXS
55
105
40
405
80
80S
160
XXS
55
105
40
405
80
80S
160
XXS
55
105
40
405
80
80S
160
XXS
Wall
Thickness
Insi de
(10.)
0.083
0.109
0.109
0.147
0.147
0.187
0.294
0.065
0.083
0.113
0.113
0.154
0.154
0.218
0.308
0.065
0.109
0.133
0.133
0.179
0.179
0250
0.358
0.065
0.109
0.140
0.140
0.191
0.191
0.250
0.382
0.065
0.109
0.145
0.145
0.200
0.200
0.281
0.400
0.065
0.104
0.154
0.154
0.218
0.218
0343
0.436
0.083
0.120
0.203
0.203
0.276
0.276
0.375
0.552
0.083
0.120
0.216
0.216
0.300
0.300
0.437
0.600
(10.)
0.674
0.622
0.622
0.546
0.546
0.466
0.252
0 .920
0.884
0.824
0.824
0.742
0.742
0.614
0.434
1.185
1.097
1.049
1.049
0.957
0.957
0.815
0.599
1.530
1.442
1.380
1.380
1.278
1.278
1.160
0.896
1.770
1.682
1.610
1.610
1.500
1.500
1.338
1.100
2.245
2.157
2.OS7
2.OS7
1.939
1.939
1.689
1.503
2.709
2.635
2.469
2.469
2.323
2.323
2.125
1.771
3.334
3.260
3.068
3.068
2.900
2.900
2626
2.300
Ola .
.....
Inside
I (10'2)
0.357
0.304
0.304
0.234
0.234
0.171
0.499
0.665
0.S14
0.533
0.533
0.432
0.432
0.296
0.148
1.103
0.945
0.864
0.864
0.719
0.719
0.522
0.282
1.839
1.633
1.496
1.496
1.283
1.283
1.057
0.631
2.461
2222
2.036
2.036
1.767
1.767
1.406
0.950
3.960
3.650
3.360
3.360
2.953
2.953
2.240
1.774
5.760
5.450
4.790
4.790
4.240
4.240
3.550
2.464
8.730
8.350
7.390
7.390
6.610
6.610
5.420
4.150
PROPERTIES OF PIPE
Sq. Ft.
Outside
Surface
(po< ft)
0220
0.220
0.220
0.220
0.220
0.220
0.220
0.275
0.275
0.275
0.275
0275
0275
0.275
0.275
0.344
0.344
0.344
0344
0.344
0.344
0.344
0.344
0.434
0.434
0.434
0.434
0.434
0.434
0.434
0.434
0.497
0.497
0.497
0.497
0. 497
0.497
0.497
0.497
0.622
0.622
0.622
0.622
0.622
0.622
0.622
0.622
0.753
0.753
0.753
0.753
0.753
0.753
0.753
0753
0.916
0.916
0.916
0.916
0.916
0.916
0.916
0.916
Weight
per ft.
(lb.)
0.671
0.851
0.851
1.088
1.088
1.304
1 714
0.684
1.857
1.313
1.313
1.474
1.474
1.937
2.441
0.868
1.404
1.679
1.679
2.172
2.172
2.844
3.659
1.107
1.805
2.273
2.273
2.997
2.997
3.765
5.21 4
1.274
2.085
2.718
2.718
3.631
3.631
4.S59
6.408
1.604
2.638
3.653
3.653
5.022
5.022
7444
9.029
2.475
3.531
5.793
5.793
7.661
7.661
10.010
13.700
3.030
4330
7.580
7580
10.250
10.250
14.320
18.580
Wt. of
wate r
per ft.
·(lb.)
0. 135
0.132
0.132
0.101
0.101
0.074
0.022
0.288
0.266
0.230
0.230
0.188
0.188
0.128
0.064
0.478
0.409
0.374
0.374
0.311
0.311
0.226
0.122
0.797
0.707
0.648
0.648
0.555
0.555
0.458
0.273
1.067
0.962
0.882
0.882
0.765
0.765
0.60S
0.412
1.716
1.582
1.455
1.455
1.280
1.280
0.971
0.769
2.499
2.361
2.076
2.076
1.837
1.837
1.535
1.067
3.780
3.610
3.200
3.200
2.864
2.864
2.384
1.801
(" Expansion Joint Manufacturers Association. Lnc
Moment
of
Inertia
Section
(10' 4)
0.014
(lo'3J
0.034
0.041
0.171
0.171
0.020
0.020
0.022
0.243
0.025
0.030
0.037
0.037
0.045
0.045
0.053
0.058
0.050
0.076
0.087
0.087
0.106
0.106
0.125
0.141
0.104
0.161
0.195
0.195
0.242
0.242
0284
0.341
0.158
0.247
0.310
0.310
0.391
0.391
0.483
0.568
0.315
0.499
0.666
0.666
0.868
0.868
1.163
1.312
0.710
0.988
1.530
1.530
1.925
1.925
2.353
2.872
1.301
1.822
3.020
3.020
3.900
3900
5.030
5.990
Modulus
0.041
0.048
0.048
0.053
0.058
0.0467
0.0566
0.0706
0.Q706
0.0853
0.0853
0.1004
0.1104
0.076
0.1 15
0.133
0.133
0.161
0. 161
0. 190
0.21 4
0.125
0.193
0.235
0.235
0.291
0.291
0.342
0.411
0.166
0.260
0.326
0.326
0.412
0.412
0.508
0.598
0.265
0.420
0.561
0.561
0.731
0.731
0.979
1.104
0.494
0.687
1.064
1.064
1.339
1.339
1.637
1.998
0.744
1.041
1.724
1.724
2.226
2.226
2.876
3430
RadIus
of
GyralJon
In.)
0 .269
0.261
0 .261
0.251
0.251
0.240
0.219
0.349
0.343
0.334
0.334
0.321
0.321
0.30<
0.284
0.443
0.428
0.421
0.421
0.407
0.407
0.387
0.361
0.564
0.550
0.540
0.540
0.524
0.524
0.506
0.472
0.649
0.634
0.623
0.623
0.605
0.605
0.581
0.549
0.817
0.802
0.787
0.787
0.766
0.766
0.729
0.703
0.988
0.975
0.947
0.947
0.924
0.924
0.894
0.844
1.208
1.196
1.164
1.164
1.136
1.136
1094
1.047
D-7
STAN DA RDS OF T HE EX PANSION JOINT MANUFACTURERS ASSOCIA TION, INC.
APPEND IX D
PROPERTIES OF PIPE
Nominal
Pipe
Pipe
Schedule
~~~I
35
(4.000)
4
(4.500)
5
(5.563)
6
(6.625)
8
(8.625)
55
105
40
405
80
80S
55
105
40
405
80
80S
120
160
XXS
55
105
40
405
80
80S
120
160
XXS
55
105
40
405
80
80S
120
160
XXS
55
105
20
30
40
405
10
Inside
Area
'In._
0.083
0. 120
0226
'In._
3.834
3.760
3.548
3.548
In,"21
11.55
11 .10
0.318
0.318
0.083
0.120
3.364
3.364
4.334
8.89
8.89
14.75
4.260
0.237
14 .25
12.73
12.73
11.50
11 .50
10.33
9.28
7.80
22.40
22.02
20.01
20.01
18.19
18.19
16.35
14.61
12.97
32.20
31.70
28.89
28.89
26.07
26.07
23.77
21 .15
18.83
55.SO
54.50
51.80
51.80
51.20
50.00
47.90
45.70
43.50
40.60
38.50
37.10
36.50
86.30
85.30
82.50
80.70
78.90
78.90
74.70
71 .80
74.70
68.10
64.50
60.10
56.70
0.226
80
100
120
140
XXS
160
55
105
20
30
40
405
0.500
60
0.500
0.593
9564
0.500
9.750
9.314
80
80S
100
120
140
160
D-8
Inside
Dia.
4.026
4.026
3.826
3.826
3.626
3.438
3.152
5.345
5.295
5.047
5.047
4 .813
4.813
4.563
4.313
4.063
60407
6.357
6.065
6.065
5.671
5.671
5.501
5.189
4.897
8 0407
8.329
8. 125
8.125
8.071
7.981
7.8 13
7.625
7.439
7.189
7.001
6.875
6.813
10.482
10.420
10.250
10.136
10.020
10.020
9. 750
60
(10.75)
Wall
Thickness
0.237
0.337
0.337
0.437
0.531
0.674
0. 109
0.134
0.258
0.258
0.375
0.375
0.500
0.625
0.750
0.109
0.134
0280
0280
0.432
0.432
0.562
0.718
0.864
0.109
0.1 48
0.250
0.277
0.322
0.32 2
0 0406
0.593
0.718
0.8 12
0.875
0.906
0.134
0.165
0.250
0.307
0.365
0.365
0.718
0.843
1.000
1.125
9.096
8. 750
8.500
9.89
9.89
Sq. Ft.
Outside
~~~a~~
,,"
1.047
1.047
1.047
1.047
1.047
1.047
1.178
1.178
1.178
1.178
1.178
1.178
1.178
1.178
1.178
1.456
1.456
1.456
1.456
10456
1.456
1.456
1.456
1.456
1.734
1.734
1.734
1.734
1.734
1.734
1.734
1.734
1.734
2.258
2.258
2.258
2.258
2.358
2 .258
2.258
2.258
2.258
2.258
2.258
2.258
2.258
2.815
2.815
2.8 15
2.815
2.815
2.815
2.815
2.815
2.815
2.815
2.815
2.815
2.815
Weight
Wt. of
per ft.
Water
Lb._
~~r,~'
Lb.
3.47
4.97
9.11
9.11
12.51
12.5 1
3.92
5.61
10.79
10.79
14.98
14.98
18.96
22.51
27.54
6.35
7.77
14.62
14.62
20.78
20.78
27.04
32.96
38.55
5.37
9.29
18.97
18.97
28.57
28.57
36.39
45.30
53.16
9.91
13.40
22.36
22.36
24.70
28.55
35.64
43.39
SO.87
60.63
76.76
72.42
74.69
15.15
18.70
28.04
34.24
40.48
40.48
54.74
64.33
54.74
76.93
89.20
104.13
115.65
5.01
4.81
4.28
4 .28
3.85
3.85
Section
Modulus
I~~rt~~
In" 4
1.960
2.756
4.280
0.980
1.385
1.378
2.394
1.372
1.337
1.337
1.307
1.307
1.562
1.549
1.510
'.510
1.477
1.477
1.445
1 .4 16
1.374
1.929
1.920
1.878
1.878
1.839
1.839
1.799
1.760
1.722
2.304
2.295
2.245
2.245.
2.195
2. 195
2.153
2.104
2.060
3.010
3.000
2.962
2.962
2.953
2.938
2.909
2.878
2.847
2.807
4.280
3.850
3.850
2.811
3.960
7.230
7.230
9.610
9.610
11.650
13.270
15.290
6.95
8.43
15.17
20.68
20.68
25.74
25.74
30.00
33.60
11.85
14.40
28.14
28.14
40.SO
40.SO
49.60
59.00
66.30
6, 40
6.17
5.51
5.51
4.98
4.98
4.48
4.02
3.38
9.73
9.53
8.66
8.66
7.89
7.89
7.09
6.33
5.62
13.98
13.74
12.51
12.51
11.29
11.29
10.30
9.16
8.17
24 .07
23.59
22.48
22.48
22.18
21 .69
20.79
19.80
18.84
17.60
16.69
16.09
15.80
37.40
36.90
35.80
35.00
34.10
34.1 0
32.30
31.10
32.30
29.50
28.00
26.10
24.60
Moment
of
26045
35.40
57.70
57.70
63040
72.SO
88.80
105.70
121.40
140.60
153.80
162.00
165.90
63.70
76.90
113.70
137.50
160.80
160.80
212.00
244.90
212.00
286.20
324.00
368.00
399.00
© Expansion Join! Manufaciurers Associalion. Inc.
Un'"
2.394
3.1 40
3.140
1.249
1.762
3.210
3.210
4.270
4.270
5. 180
5.900
6.790
2.498
3.030
5.450
5.450
70430
7.430
9.250
10.800
12.100
3.580
4.350
8.500
8.500
12.230
12.230
14.980
17.810
20.030
6.130
8.210
13.390
13.390
14.690
16.810
20.580
24.520
28.1 40
32.600
35.700
37.600
38.500
11 .850
14.300
21 .160
25.570
29.900
29.900
39.400
45.600
39.400
53200
60.300
68.400
74.300
Rad ius
of
Gyrat ion
~ il" .1
2.n7
2.757
2.748
3.750
3.740
3 .710
3.690
3.670
3.670
3.630
3.600
3.630
3.560
3.520
3.470
3.430
www.cjmn.org
STANDA RD S OF TH E EXPANS ION JOINT MANUFACTURERS ASSOCIA TI ON. INC.
A PPEND IX D
Nominal
P' pe
P'pe
Schedule
~6Z;)
55
105
20
30
405
12
(12.75)
SId
40
80S
'"
14
(1 4.00)
16
(16.00)
18
(18.00)
80
100
120
140
160
55
105
10
2<1
30
405
40
80S
60
80
100
12<1
140
160
55
105
10
20
30
405
40
80S
60
80
100
120
140
160
55
105
10
20
30
405
40
80S
60
00
100
120
140
"\\ '" .cjrnaorg
Wall
Thickness
Inside
Cia.
fin.!
fin.!
12.420
0.165
0.180
0.250
0.330
0.375
0.375
0.406
0.500
12.390
12.250
12.090
..
Inside
"'
I fin"" ~:,a~~
1212
120.6
117.9
114.8
12.000
12.000
1'.938
113.1
113.1
1'1 .9
11.750
108.4
0.562
11.0:.10
0.687
0.843
1.000
1.125
1.312
0.156
0.188
0.2SO
0.312
0.375
0.375
0.437
0.500
0.593
0.750
0.937
1.093
1.250
1406
0.165
0.'88
0.250
0.312
0.375
0.375
0500
0.500
0.656
0.843
1.031
1.218
'.437
1.593
0.165
0.188
0.250
0.312
0.438
0.375
0.562
0.500
0.750
0.938
1.156
1.375
1 781
11.376
tOO.:.!
101 .6
11 .064
10.750
10.500
10.126
13.688
13.624
13.500
13.376
13.2SO
13.250
13.12ti
13.000
12.814
12.500
12.126
1I .814
11.500
11.188
15.670
15.624
15.500
15.376
15.250
15.2SO
15.000
15.000
14.688
14.314
13.938
13.564
13.12ti
12.814
17.670
17.624
17.500
17.376
17.124
17.250
16.876
17.000
16.500
16.124
15.688
15.250
14438
PROPERTJE S OF PIPE
Sq. FI.
Outside
96.1
90.8
86.6
80.5
147.2
145.8
143.1
140.5
137.9
137.9
135.3
132.7
129.0
122.7
'15.5
109.6
103.9
98.3
192.9
191 .7
188.7
186.7
182.6
182.6
176.7
176.7
169.4
160.9
152.6
144.5
135.3
129.0
245.2
243.9
240.5
237.1
230.3
233.7
223.7
226.9
213.8
204.2
193.3
182.6
1637
3.34
3.34
3.34
3.34
3.34
3.34
334
3.34
;j,:J4
3.34
3.34
3.34
334
3.34
3.67
3.67
3.67
3.67
3.67
3.67
3.67
3.67
3.67
3.67
3.67
3.67
3.67
367
419
4.19
419
419
419
4.19
41'
419
4.19
419
4.19
419
4.19
419
471
4.71
471
4.71
4.71
4.71
471
471
4.71
4.71
4.71
471
471
Wei ght
per ft.
flb.!
19.56
24.20
33.38
43.77
49.56
49.56
53.53
6542
73.16
88.51
107.20
125.49
139.68
160.27
23.10
27.70
36.71
45.68
54.57
54.60
63.37
12.10
8491
106.13
130.73
150.67
170.22
189.12
27.90
31.80
52.05
52.36
62.58
62.58
82.77
82.77
107.SO
136 46
164.83
192.29
223.50
245.11
49.10
55.85
74.02
92.05
128.31
110.24
183.46
145.95
215.80
2156.95
32479
381.29
481.82
Section
Modulus
WI. of
Moment
water
of
~e~.~.
lb.
:~e~~
In"4
52.5
52.2
51.'
129.2
140.5
In"J
20.27
22.03
191.9
248.5
30.10
39.00
279.3
43.60
43.80
47.10
49.7
49.0
49.0
48.5
47.0
279.3
3000
362.0
Rad iu s
of
Gyration
' l'nJ
4.45
4.44
4.42
4.39
4.38
4.38
4.37
56.70
433
40.U
4U1.0
62.60
4.31
44.0
475.0
562.0
642.0
701 .0
781.0
162.6
194.6
255.4
314.0
373.0
373.0
429.0
483.4
562.0
687.0
825.0
930.0
1127.0
1017.0
257 .3
291.9
384.0
473.0
562.0
562.2
732.0
732.0
933.0
1157.0
1365.0
1556.0
1760.0
1894.0
367.7
417.3
549.3
678.4
932.5
8068
1171.8
1053.4
1515.0
183.5 ..5
2180.2
2498.7
3021 7
14.50
4.27
4.22
4.17
41,6
39.3
37.5
34.'
63.8
63.2
62.1
50.'
59.7
59.7
587
57.5
55.'
53.2
500
47.5
45.0
42.6
83.6
831
81.8
80.5
79.'
79.'
76.5
76.5
73.4
69.7
661
62.6
586
55.'
106.3
105.8
1043
102.8
998
101.3
96.'
98.4
92.7
...
838
79.2
70.9
(, Expansion Joint Manufacturers Association. Inc.
88.10
100.70
109.90
122.60
23.23
27.80
36.50
4490
53.30
53.30
61.20
69.12
80.30
98.2<1
117.80
132.80
146.80
159.60
32.17
36.49
48.00
59.20
70.30
70.30
91.50
91.50
116.50
144.60
170.60
194.SO
220.00
236.70
40.85
46.37
61.03
n.20
103.60
89.64
130.19
117.05
168.33
203.95
242.25
277.63
335.63
4.13
4.07
4.90
4.88
4.86
4.84
4.82
4.82
4.80
4.78
4.74
4.69
4.63
4.58
4.53
4.48
5.60
5.59
5.57
5.55
5.53
5.53
5.48
5.48
5.43
5.37
5.30
5.24
5.17
5.12
6.31
6.30
6.28
6.25
6.21
6.23
6.17
6.19
6.10
6."
5.97
590
5.77
D-9
STAN DA RDS OF TH E EX PANS ION JOIN T MA NU FACTURERS ASSOC IATION. INC.
AP PE ' DIX D
PROPERTIES OF PIPE
No minal
Pipe
Pipe
Schedule
Wan
Thickness
Inside
Cia.
(' " .)
0.188
('".)
19.68
19.56
19.50
19.25
19.00
19.25
18.81
19.00
18.38
17.94
Size
(00)
55
105
10
20
(20.00)
20
30
40S
40
80S
60
80
100
120
140
160
0.218
0.250
0.375
0.500
0.375
0.593
0.500
0.812
1.031
1.281
17.44
17.00
16.50
16.13
1.500
1.750
1.968
Inside
Area
I ('"")
Sq. Ft.
Outside
We ight
Wt. of
per ft.
wate r
per ft.
'Lb.'
l b .l
131.8
130.3
Surface
,~ ,ft
304.0
300.5
298.6
291.0
283.5
291 .0
277.9
283.5
265.3
252.8
238.9
226.9
213.8
204.3
.4363
.4363
363.0
354.7
346.4
322.0
.4799
.4799
.4799
.4799
.4799
.4799
.4799
.4799
.4799
.5236
.5236
.5236
.4363
.4363
.4363
.4363
.4363
.4363
.4363
.4363
.4363
.4363
.4363
.4363
39.78
46.06
52.73
78.60
104.13
78.60
123.11
104.13
129.5
126.2
122.9
126.2
166.40
208.87
256.10
296.37
341 .09
379.17
120.5
122.9
115.0
109.6
103.6
98.4
92.7
88.6
58.07
66.61
114.81
197.41
250.81
302.88
353.61
403.00
451 .06
55.37
63.4 1
63.40
94.62
104 .68
94 .62
171.29
125.50
238.35
296.58
367.39
429.39
483.12
542.13
157.4
153.8
150.1
139.6
132.8
126.2
119.7
113.4
107.3
189.0
188.0
188.0
184.1
178.2
184.1
174.4
180.1
165.7
158.3
149.3
141 .4
134.6
124.6
Momen t
of
Inertia
IIn"4
Section
Modulus
IIn"31
Radius
of
Gyration
. ' 11n l
49.08
66.88
75.66
0.891
111.38
145.72
111.38
170.94
1.356
2252.4
145.72
225.24
1.561
1.971
2770.0
33 13.8
3755.1
4216.7
4532.3
277.00
331.38
375.51
421.67
453.23
2.210
2.448
490.8
668.8
756.6
1113.8
1457.2
1113.8
1709.4
1457.2
1.043
1.111
1.561
1.356
1.699
2.634
2.836
2.826
2.956
22
(22.00)
10
20
0.250
0.375
30
60
0.500
80
100
120
140
160
SS
lOS
10
20
30
24
(24.00)
0 ·10
40S
40
80S
21 .50
21.25
21.00
20.25
19.75
19.25
18.75
18.25
17.75
23.56
23.50
23.50
23.25
22.88
23.25
22.63
23.00
22.06
21 .56
20.94
20.38
19.88
19.13
0.875
1.125
1.375
1.625
1.875
2.125
0.218
0.250
0.250
0.375
0.562
0.375
0.687
60
0.500
0.968
80
100
120
140
160
1.218
1.531
1.812
2.062
2.343
~
306.4
291 .0
276.1
261.6
274.4
435.9
433.7
433.7
424.6
41 1.1
424.6
402_2
415.5
382.2
365.1
344.4
326.2
310.4
287.4
5236
.5236
.5236
.5236
.5236
.5236
.5236
.5236
.5236
.5236
.5236
Expansion Joint Manufaclurcrs Associmion. inc.
1010.5
1490.0
1952.9
3245.7
4031.5
4759.7
5433.4
6055.3
6628.1
11 62.2
1315.7
1315.7
1942.8
2834.5
1942.8
3413.1
2550.0
4662.2
5681.2
6849.8
7819.9
8621 .1
8714.5
91.87
135.46
177.54
295.07
366.50
432.70
493.95
550.48
602.55
96.85
1OS.64
109.64
161.90
236.21
161 .90
264.42
212.50
388.52
473.42
570.82
651.66
780.33
809.54
1.166
1.424
1.639
2.149
2.423
2.663
2.877
3.071
3.249
1.143
1.218
1.218
1.488
1.812
1.488
1.998
1.71 4
2.363
2635
2.932
3.169
3.361
3.623
www.ejma.org
STANDARDS OFTHE EXPANSION JOINT MANU FACTURERS ASSOCIATION. INC.
APPEND~,( D
STAN DAR D A \ 'A ILA BL. E SH EET GAUGES
G\GE
,
,
,
,,"
,,,
,
,
, ,..
,
,
,..
,
=i
-
,
,,,
,
,
,
~
(Source: Jos..."h T Rycrwn & Son. Inc.1
EUROPEAN EQUIVALENTS FOR COMMON EXPANSION JOINT MATERIALS
UNITED STATES
EUROPEA"1
ASTM SId
CO~lMlJN IIT
S l~d
3i)..l
EN SHI Remarks
H... 10021t-7 (Flm prodllCl~
r-.lalcrin\ Number
A~-IO
'l,lInk~~
"leel,)
1.-nOI
X5(r"'iIN-lU
,\~-IO
304 L
FN 10021\-7, (1'101 producL_
~l;lll1k,,-~
qccls)
J..l306
X2Cr~119-11
A2·t0316
L:N 10028-7 (Flat produ.:l>
sUlmlcss steels)
1.MOI
XKrN;MoI7. 12~2
\:!-I03ItoL
I.-N 10028·7 (Flu! product';
~taln 1cSl> ~rccb I
l+tW
X1CrNiMoI7-11-!
\2-W 321
E:-.1 IO()!It· 7
~tall1kSsMccl~)
L-I~I
X6Cr"iTi Ill-I ()
(1'101
product>
Name
E:>.r 1110211-2
Al05eS
Flat proouels made of slcl.'l~ fur r~ssurc P"I"jX>IoI:"'
Pun 2: Non..allo\' and 0110\ sleels wnh spcci rkd ck\~!cd tcmpomItun:
.\1IQfJfI.l
BI 10222-5 (sll."!.:1
forgll1g~
55 "IC. )
(~!ccl forgiu!;~
SS etc.)
ropcmc~
14301
X5Crr..:il~-IU
,\1821'316
EN lU:::22 -5
lor ck~.ued
lemrcrnlU~sl
'I.7ns
""""
X~Cr~IMoli
"Iccl~
(~tcd forgifl~
~I~cb
lor ck:\aI~"<It~mrcr-Jturc, I
I "'335
IJCrM04-5
"'1;2 H I
l:N 10222-2 {slccll"of);iug:.
.:\ lie 1'12
EN 10222-2
:\53-8Isrnb)
110 EN Std. a\'ailable
A 106-8
EN 1021('-2
Scamlc..., ,[eel> tuW tor pressure pu~s
r3n 2, Noo-alio,' and allo\' ~[~'Cltubc~ wl1h M"lCcificd C1cllll,J tern
~aIUn'
12·':
IKr\l~-5
roOl.'n"."",
J~
El\ IU2L7-2
(\\~ld~-d
,tceltub.,..,,)
I·UOI
\5Cr"'118-IO
AJ12 Jln
Ell, 10217-2
1\\~IJcd ~1~ellUbcsl
1.-1-101
XKr'iMoI7-12-2
\US PI I
E!" I021n-2
I~amk-,., sl~cllUbc~1
1,733:-
1Kr\lo-I-:-
A.1J5 PI:!
FN 10216--2
h":lml~"
173J5
lKr\lo-l_5
.\ 312
\v\n\
.ejlna.org
.1~""'IIJb<:hl
c' bpansion Joinl Manufacturers Associalion. Inc.
D-II
STAN DA RDS OF T HE EXPANS ION JOINT MANU FA CTURERS ASSOCIATIO . INC.
A PPEN DIX D
TA BL E IV
Thermal Ex pansi on of I)ipe in Inch es p er 100 Fee t
Temp.
Il egr-..:
F.
-J~5
JCr·.\l o
Stffls
5(" R-.\ lo
throul!h
9("r." . "
,\u sl<'n itKSt3in lrss
Stet'"
3 10 SS
25 Cr-
AlI o~'
S u·.. I.
IlIer _S:'"
20." ;
-100
-:!.37
-1.21
·].1(5
-~.6::::
·3. 15
-1.1 0
-3.63
-2.50
-2.87
-2..-1-1
Carbon
C·\ III.
·300
Allu~
l'\: lcL:cl
Cu·31l :"i
Copp~r
'00
Alloy
800.825
600.
625.69 1
Temp
,\luminuru
I)cgrf't's
F.
----l.68
-325
-4.46
-lllll
':!75
-:1.11
- 1.98
·].41
-1.38
-1.70
-2 .35
----l~ 1
-275
-~50
-1.98
-1.86
-3. 19
-1.26
-1 53
-2 .25
-2.30
-J.97
-250
-2~5
- 1.85
-LH
-1.96
-:!.I-I
-2.36
·2.13
-1.17
-3.7 1
-225
-200
-1.7 1
-1.62
-1.73
-2.02
·2. 19
-1.01
·2.04
-H-I
-200
- 175
-UR
- 1.50
-1.50
· 1.90
-1. 12
-1.83
-1.87
-3. 16
- 175
- 150
- 1..15
-1.37
-1.27
-1.79
-1.95
-1_65
- 1.70
-2.88
- 150
-125
-1.30
-1.13
-1.0 1
·1.59
-1.7-1
-1..17
- 1.5-1
-2.57
-1 25
-1 00
- 1.15
- I.OX
- 1.15
- 1.38
·1.53
-1.83
-1.29
-1.37
-2.27
-100
-i5
- 1.00
-0.94
-1.50
oUR
-U3
-1.57
·1.11
- I 11
- 1.97
-75
·'0
-O.i!~
-0.79
-U.l
~19 H
-1.13
-1.31
-0.93
·0.97
-1.67
-50
-25
-0.68
·0.63
·O,9f;
-0.77
-O.R9
-1.05
-0.75
-0.76
-U2
-25
o
-0.49
-0.-16
-O,n
.{I57
-<1.06
·0.7"
-0.56
-056
-0.97
o
"
0.32
-0.30
.(l.37
.{IA2
·0.51
-O.J(,
~l.J6
-0.(,3
50
-0.14
-0.13
·0.21
.(l.20
-0. 19
·0.22
-0.16
-0.16
-0.28
"
70
0.00
0.00
0.00
0.00
0.00
0.00
(1.00
0.00
0.00
0.00
0.00
70
100
0.23
0.22
O.J.<
U.31
0.28
0.) 1
0.3-1
0_25
0.2:>:
0.2f>
046
100
125
0,42
0..10
0.62
0.58
0.52
0.56
0.62
0..17
0.52
0.41!
0.85
125
150
0.61
05~
0.90
0.8-1
0.75
O.S:!
0.90
0.'"
0.76
0.70
1.23
150
-')4.
50
115
0.80
0.76
1.1 ~
1.10
0.99
1.07
1.18
0.92
0.99
0.92
1.('2
175
100
0.99
0.94
1.~6
1.37
L22
UJ
1..18
1.15
L23
1.15
2.00
100
225
121
1.13
1.75
1.64
1.-16
159
1.77
1.38
1..19
1.38
1.-11
225
250
l AO
1.33
2.03
1.91
1.7 1
LX6
2.05
1.61
L76
1.6 1
1.83
25 0
275
1.61
1.52
~.Jl
~ .JJ
2.3-1
1.1\5
2.03
1.85
3.2-1
275
300
1.82
1.71
:::: ,61
2AO
1.62
::.Ol!
::.30
2.09
3.67
300
32S
2.o.t
1%
1,90
n2
2A-I
2.Mt
2.91
2.J2
2.59
2,32
4 .09
325
350
2.26
1.10
320
~_99
2.68
2.96
3.19
2.56
2.88
2.56
-152
350
J75
2.411
:Ull
J50
3.~6
2.9 1
3.24
JA8
1.W
3.1X
2.1(0
-1.95
J75
400
1.70
2.50
HO
353
3.25
3.52
3,llg
3.05
JAR
3.05
539
400
3.80
-1.07
1.52
4.17
3.30
3.76
3 .29
5.83
3.79
1.17
1.55
1.01
J.5~
425
1.93
2.72
~.IO
450
3.16
1.93
~AI
4 15
3.39
3.14
~.71
476
3.80
·.1.31
3.78
6.72
3.62
3.35
5.01
'.J.<
-1.6 1
HJ6
500
·Ul
H)t>
~ .05
459
4.02
7.17
5:5
3.S6
3.58
5.3 1
4.88
~ .6 1
5.35
~.31
4.87
-1,2 7
7.63
525
""
-1.11
3.80
5.6J
'.64
~_56
5.16
~,j2
~.IO
550
575
4 ..'5
4.02
5.93
5.18
4.83
5.44
4,77
8.56
575
600
'60
-1.14
6.1-1
5.69
5..16
'.09
5.n
5.02
9.0J
600
·U:(,
W
6.55
5.35
625
6J!7
b.Oj
5.62
'"
5.27
4.69
''''
5.75
5. 11
553
650
65'
D-12
5.15
6.23
4.90
630
© E.xpansion Join! Manufaclurers Association, Inc.
425
-ISO
www.~JJna.org
STAN DARDS OF T HE EX PANSION JOINT MA NUFACTURE RS ASSOC IATI O N. INC.
A PPENDI X D
TABLE IV (continued) Thermal Expansion of Pipe ill Inch es per 100 Feet
r r mp.
~rH'S
.-.
Cul>on
('"-\ 10.
JCr -,\ I "
$ I('<;'b
(,7~
700
5.63
7~S
5.90
5C R-\1 0
IhrolJ1!.h
9Cr - \1 "
S,,'<'1s
,\UMen iric
Stain l....
Sl~b
J lO SS
25 Cr .
I!lCr-8 ' i
20:-';
.f.92
7. IS
6,50
5.1 4
7.50
6,77
\lI o~
'"
Cu·.lO'1
Copper
'kkcl
200
,\ lIo~'
A lloJ'
MO.
800.825
625.691
'I e mp
I) l'\lr ~ n
,\ Iu min u m
,.
6.34
5.89
6.511
5.79
('7~
,.r.;
6.16
ft.K~
6,05
700
7_17
Ii.] I
715
7047
6.5"7
750
7.76
".M
775
7.10
800
5.38
7.82
7.0-1
69'
644
,...
(;,71
750
6.16
5.62
8.15
".31
7.25
775
6Al
5.86
8.47
7.55
800
6.70
6.10
8.80
7.58
7_85
!e;
6.97
6.34
9.13
8.15
H.16
7.54
IUS
7.38
825
gAg
7_82
'66
7.67
'"
'.119
IU7
8.95
7.95
R75
9 ,26
lU:3
9011
""
9,56
8.52
9:!5
8_flO
"0
10_11'
9.09
7.85
~50
7.~5
6 .59
9.-16
8045
~i5
7.5)
6,~3
9.79
8.75
H.1I0
7.ill
7.(17
10.12
9.05
9.11
S,08
7.31
10.4(>
9_35
9,44
9~5
'OO
."
950
8.)5
7.56
10.80
S,92
'"
7,81
11.14
9.65
9_95
9.77
8.62
10,09
9.20
1(01)
8.119
>'116
11411
10.25
10042
9,-19
IOA9
9.37
'"
1015
9.17
K30
11.82
10.55
10.75
9_77
10.80
9.66
1025
11,09
10.05
1111
9,94
1050
1075
1000
1050
9.-16
8.55
12. If.
10_115
1075
9.75
!tllU
1250
1115
II
~3
1034
1142
10.23
1100
10.04
9.05
12.R4
1145
11,77
10.6J
11,74
1051
1100
1115
10.)1
9.28
13. III
11.78
12, II
10.92
12.05
10_80
11:!5
1150
10.57
13.52
1211
1247
I 1.2 I
12.3M
1109
1150
I liS
IO,Kl
9.52
9.7{,
13.Rn
12_44
12.111
II.SO
12.69
IU7
1175
1100
11.10
10.00
14.20
12.77
13_15
tum
13.02
11,66
I:!OO
II,)R
10.26
14.5~
IJ.LO
13.50
12,0'/
13.3(,
11_91\
II.M
1053
!-1.88
1]A3
13.116
12.J9
IVI
12..:'9
1250
1275
1250
L!75
11.94
10.79
13_76
14.22
12,69
IHI4
12_ftl
1300
12.22
11.06
15.56
I~.O'/
14.58
12,99
I·U9
12,93
130()
13~5
1250
1130
15.90
HJ9
1~.94
13.29
1~_74
13.25
13~5
1350
12.711
11 55
16.24
1~,69
15.30
13.59
13.511
l_UO
1375
I:Ult>
11 XO
16.511
1-1,99
15_66
11.90
15.10
15_44
13.1I~
1375
1400
13.34
12.05
16.92
15,29
16.02
14.10
IHO
14.20
1400
1-125
Ino
14.51
16_[(.
14_51
1425
I.-50
17.69
1~_82
16.53
14,113
1~50
J·HS
18.0ll
15.IJ
16,~8
15_14
1475
1500
1847
15,44
17.25
15.-15
1500
1525
15.76
17.61
15_r
1525
1550
16,07
17,911
16_08
1550
1575
16.~9
111_35
11>.40
1575
"00
Ib 71
UU)
lri_71
1600
l\OIClo
2_
.,_
Table .h(>\\) o;xpansion !'Clouh,"); from "hanS'- In tempo;r.llure !'rom 70" F 10 indiC3l~d Icmrcrmurc
Thl~ ut>le I' lor mformatlon onl~ and II i;;; nol 10 be Implied Ihal m:llen31~ arc sullable for .. lithe temp<:I;Itun: ffinl;.'" shown
Th~ thermal c'(pansion ,"alu."!> in thi~ ubI<: muy be Interpolated 10 dclcrrrun.: '';Ilu~s for 111Icmlcdiale tcmrcr.ilun:~
w\\\o\.ejma.org
, Expansion Joint Manufaclurers Associalion. Inc.
0-13
.
'i'
TABL EV
Moduli of Elasticity of Commonl y Used Bellows J\-hth.'rilll - psi
(M ultiply tabul:ltl'd value by 101\)
~
:»
Z
Temp.
Degrees F
:1
~
13
il
,o·
~.
§'
,.
;;
E
'of"
,."
c.
"~
c
E,"
lr
,
-325
·200
-100
70
200
300
400
500
600
700
800
900
1000
1100
1200
1300
1400
- -- - ---
::
~
.!!.
B
~
Carbon Stetl
C S OJ%
Carbon Steel
C > )Y.
Alloy
Alloy
800
82l
31.4
30.8
30.3
29.4
28.8
28.3
27.9
27.3
26.5
25.5
24.2
22.5
20.4
18.0
-
31.2
30.6
30.1
29.2
28.6
28.1
27.7
27.1
26.4
25.3
24.0
22.3
20.2
17.9
15.4
-
-
30.5
29.9
29.3
28.5
27.9
27.5
27.1
26.7
26.2
25.8
25.4
24.9
24.4
23.8
23.2
22.6
21.9
30.0
29.3
28.8
28.0
27.4
27.0
26.6
26.2
25.8
25.4
24.9
24.4
23.9
23.4
22.8
22.2
21.6
---- -- - - -
Aluminum
11.3
11.1
10.9
10.6
10.4
10.2
9.5
8.5
.
-
-
-
-
Alloy
Aust.
Stainless
Steel
Alloy
Alloy
Alloy
400
200
600
62l
27.8
27.2
26.8
26.0
25.s
25.1
24.7
24.3
23.9
23.6
23.1
22.7
22.2
21.7
21.2
20.6
20.0
30.3
29.7
29.2
28.3
27.5
27.0
26.4
25.9
25.3
24.8
24.1
23.5
22.8
22.0
21.2
20.3
19.2
32.2
31.4
30.9
30.0
29.4
28.9
28.5
28.1
27.6
27.2
26.7
26.2
25.7
25. 1
24.5
23.8
23.1
33.3
32.5
31.9
31.0
30.3
29.9
29.4
29.0
28.6
28.1
27.6
27.1
26.5
25.9
25.3
24.6
23.9
32.2
31.4
30.9
30.0
29.4
28.9
28.5
28.1
27.6
27.2
26.7
26.2
25.7
25.1
24.5
23.8
23.1
-
Notes: Thi s tab le is 1"01' information only. It i ~ nollO be impl ied Iha t materials nrc su itable for alllcmpcrallirc nlllgcs showlI. Data all Al loy 600.
625 ,mel Al loy 800 and 825 arc frolll Special Metals. Inc. Balance of data from AS ME Section VIII - Di y. I, ASME 8 31.1. and
ASME OJ 1.3.
o
>
o
V>
'"
o."
-I
:I:
m
m
X
:»
"
V>
is
Z
> ~
" 0
"Z
--I
mZ
Qs:
X>
c
."
>
~
O Z
C
'"m
'"
V>
>
V>
~
(")
~
-I
is
Z
Z
o
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION, INC
AP PENDIX E
Preparation ofTcchnicallnquirics
Introducti on
The EJMA Technical Committee wi ll consider written requests for interpretations and revisions
of tile EJMA Standards. The Committee's activities in this regard. are limited strictl y to imerprerations
of tile Slandards. EJMA does not approve. certify. rate or endorse any item. cons truction. proprietary
device or activity. EJMA does not act as a consuhant OLl speci fi c engineering problems or on general
application or understanding of the EJMA Standards. Inquiries requiring such considera tion will be
retumed .
Requirements
lnquiries shall be limited strictly to interpretations of the Standards or to the consideration of revisions to
the present Standards on the basis of new dam or technology. Inquiries sha ll meet the following
requirements:
((I) Scope. Invo lve
a single subjec t or closely related subjects in the scope of the Standard. An inquiry
letter concerning unrelated subjects will be returned.
(b) Background. State the purpose of the inquiry, which may be either to obtain an inrerpretation of the
Standard or to propose consideration of a revision to the present Standard. Provide concisely the
infomlation needed for the Committee's understanding of the inquiry. being sure to include reference to
the applicable Standard Section. Edition. Addenda, paragraphs. figures and tables. If skeCch ed are
provided. they shall be limited to the scope of the inqui ry.
(c) Inquiry Strucfllre
(I) Proposed QlIesfion(s). The inquiry shall be stated in a condensed and precise question
fonnat, omitting superfluous background infomlation and where appropriate. com posed in
such a way that "yes" and "no" (perhaps with provisos) would be an acceptable reply. The
inquiry statement should be technically and editorially correct
(2) Proposed Rep(r(ies). Provide a proposed reply stating what it is believed that the Standard
requires. If in the inquirer's opinion, a re\'ision to the Standards is needed. recommended
wording shall be provided in addition to infonnation justifying the change.
Submitlal
Inquiries should be submitted in rypewr1uen fonn: however. legible handwritten inquiries will be
considered. They shall include the name and return address of the inquirer and be emailed.mailed. or
faxed (Q the following address:
EJMA Technical Inquiry
25 North Broadway
Tanytown. NY 1059 I
Fax: 914-332-1541
E-mail: ejma@ejma.org
\\ \\ w.cJma.org
l
Expansion Joint ManufaclUrers Association. Inc.
E-l
STAN DA RDS OF THE EXPANSIO
JOI NT MA NU FACTURERS ASSOCIAT ION. INC.
APPENDIX E
This page intentiona lly blank.
E-:2
\ Expan!>ion Joinl Manufacturers Associalion. Inc.
www.eJma .org
STANDARDS OF THE EXPANS ION JO INT MANUF ACTURERS ASSOCIATION. INC.
A PPEN DI X F
BELLOWS FATIGUE TEST REQU IR EMENTS
F-I INTROD UCTION
The Expansi on Joint Manufacturers Assoc iation has adopted the following minimum requirements for
bellows fatigue testing. It is the intention lilal the test results will accurately represent perfomlance of
typical production bellows. The results may be used to prepare fa tig ue curves for use with be ll ows
in tended for service below the active creep temperature range.
F-2 TEST SPECIMENS
F-2.1 MANUFACTU RI NG
~ I ET H ODS
The bellows used for fatigu e testing shall be representati ve of the bellows manufactured
for nomlal production purposes. The same shearing. rube rolling, welding. planishing,
convolution fonning. fe-rolling, final sizing. and thennal treatment methods sha ll be
empl oyed for the test speci mens.
The detailed steps of manufacruring sha ll be recorded for each test spec imen.
The finished test specimens shall have the same typical varia tions in dimensions. surface
fi ni sh. and condition of cold work as nonna l production bellows.
Multi-ply bellows sha ll have provisions for a leak path throu gh the outer plies.
1'-2.2 DIMENSIONAL
~IEASUREMENTS
Test spec imen as-built dimensions shall be measured and recorded. The nomenclature is
as follows:
r
I
N
2
i=1
D•.
+
1-1-jL, I
I -----
+
N-'
2
/=1
L, - - - - - - - - -
where
D Vi = Outside diameter of convolution crest. i (I to N). as detennined by
circumferential measurement.
D b! = Inside diameter of convo lution roOt. j (I (0 N-I). as determined by
circum ferentia l measurement.
" I.k = Convolution heigh!. j (I to N-I). al k (1 to 4) locations equally spaced
around the circumference
I,.,
Bellows material thickness at the tangent. m (1 to n)
Lb = BeI!O\'v's con\'oluted length
L, = Bellows tangell! length
N = Number of convolutions in the bellows
1/
\\ \\ \\ .ejma.org
=
Number of bellows material plies
i::
Expansion Joinl Manufacturen; Association. Inc.
F·l
STANDA RDS OF TH E EXPANSION JOINT MA UFACTURERS ASSOC IATION. INC.
APPENDIX F
The tolerances fo r measurement accuracy of each di mens ion are as follows:
Do.
D b)
wi.!
1m
L,
L,
± 0.005 in.
± 0.005 in.
± O.OOS in .
± 0.00 1 in .
± 0.03 1 in.
± 0.063 in .
F-2.3 DIM ENS IONAL R EQU IREM ENTS
Test specimens shall meet the following requ irements :
a. Min . cOllvo lution inside d iameter (D,,)
=6.63 in .
~ 2D,
b. Max. bellO\\ls convo luted length (L II)
~L, / N
c. Min . convo lution he ight (1\')
~3
d. Min. number of con volutio ns (N)
c. Min. bell ows tangent length (L f )
~
Jr(D=-,""')(I-.c-)/"'2
1'-2.4 BELLOWS MATERIALS
Test specimens sha ll be manufaCll lred frolll typi ca l production quality material. Any
specia l treatments o r fini shing of the be ll ows material must be recorded .
F-2.5 BELLOWS ATTAC HMENT S
The bellows sha ll be auached to the test apparatus in a manner that duplicates namml
production be llows attachments.
1'-2.6 BELLOWS H EAT T REATMENT
Ifheat treatmen t is performed on lest speci men s, the following infomlatioll sha ll be
recorded:
a. Atmosphere
b. Heat ing rate
c. Holding temperature
d. Holding time
c. Coo li ng rale
F-:
If ' .
expansion Jo int ManllflldUlcl!I
A~:-.U\:ia ( ivu .
Illc.
www.c.:j ma.urg
STANDARDS OF T HE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
AP PEND IX F
F-3 TEST APPARATUS
F-3.1 GENERAL REQ UI RE ~I ENTS
The test apparatus sha ll be construc ted and controlled so (hat the test specimens can be
rig idly held in position and cycled repeatedly with the specified movement. Bellows
failure shall be defined as a leak through the materia l which causes a reduction of the
internal pressure below a se t minimum limit andlor allows for penetrating liquid to
bec.omc visible on the outer surface of the bellows.
F-3.2 CYCLE COUNTERS
The apparatus shall provide for reliable cycle counters which record the total number of
cycles to failure for eac h test bellows.
F-3.3 TEST MEOlA
Testing shall be completed using an internal pressurizing media andlor an internal
penetrating liquid.
A liquid or gas media may be used to pressurize the test specimens internally during the
fat igue test. The test media shall not be detrimental to the bellows ma terial. The pressure
may be constant or variable during the test. The apparatus sha ll be constructed so that the
loss of media through a leak wi ll result in a rapid reduction in pressure. The reduction in
pressure below a set minimum limit may be used to iden ti fy the presence of a leak.
Controls shall assure that a reduction in pressure below the set minimum limit results in a
recording of the total number of movement cycles shown on the bellows cycle counters.
The pressure during the movement cycles sha ll be constant but may differ from as low as
possible up to the allowable pressure but. shall in no case cause bellows instability or
convolution defbnnation during the test.
An internal penetrating liquid in contact wi th the inside surfaces of the test specimens
may be used during the fatigue test. The liquid shall nO[ be detrimental to the bellows
material. When a leak develops during the test, the penetrating liquid shall rapidly
become visible on the outer surface of the bellows and the total number of movement
cycles shall be recorded.
F-3A TRA YEL SPEED
The apparahis shall control the motion to be smooth over the length of trayel. The travel
speed shall not exceed 60 in / minute.
F-3.S BELLOWS' MOVEMENT
The bellows test specimens shall be cycled with a:'{ial movement only. One cycle is
defined as movement through the full movement range (amplitude) and return to the
starting position.
The bellows movements for the test specimens shall be selected to produce cycles to
failure that cover the desired range for the fatigue curve. The movements shall not be
excessive and shall not cause detrimental convolution defomlation.
The bellows movement range shall be measured and recorded at the beginning and end of
the test. The tolerance for the measured movement range is +...- 0.5%).
\\ \\ w.ejma.org
t'
Expansion Joilll Manufacturers Association. Inc .
F-3
STANDARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOC IA TION, INC.
AP PENDIX F
F-I
FA TI GUE CU RVES
F-4. 1 CALCULAT IONS
Total stress range (S, ) calculations for each bellows shall be in accordance with the EJMA
performance equations using the measured movement range and the room temperarure Modulus
ofElaslicity for the material. The stresses due to tesl media pressure shall not be included in the
calcu lation for total stress range.
The variables in the performance equations shall be found using the tesl specimen measurements
and the fo llowing equat ions:
a. Bellows Ou tside Diameter ( D,, )
I '
D,, = N LD",
,-,
b. Bellows Inside Diameter (D/o
I
"-I
(N_ I )~D.
D,
c. Convolution Height Less Bellows Material Th ickness ( \I' )
I
'"
'-I
.j
LL
wjk
4(N -I)
t ~1
fo r D" < 10.75 in.
1"'1
=(D" -D, ) ! 2
d. Bellows Nominal Thickness orOne Ply (I)
fo r D" ~ 10.75 in.
1 '
1= -
n
L 1m
m= 1
e. Convolut ion Pitch (q )
q = L.! N
f. Mean Diameter of the Bellows ( Duo )
D", =
D~
+ 1I ' +nt
F-5 TEST DOCUMENT A TI ON
The following documents are required:
a. Certified mill test reports for lhe bellows material
b. Heat treat charts (where applicab le )
c. Photographs of the test
d. Test log sheets and records
e. Final report of the results
F-4
i.C E .... pansion Joint l'vlanuraclurer.> Association. Inc.
www.cjm<l.org
STANDARDS OF T HE EXPANSION JOINT MANUF ACTURERS ASSOCIAT ION. INC.
APPENDIX G
BELLOWS HIGH TEMP ERAT URE C YC L E LIF E
G-I INTROD UCTION
The Expansion Joint Manufacturers Association has adopted the following minimum
requirements for the evaluation of bellows cycle life at high temperatures. The cycle life
evaluation is based on high temperature test results. The empirical method is taken from
Bellows High Temperature Cycle Life -1995. ASME PVP Vol. 301. pages 129 -138.
High temperature cycle tests shall include the effects of all conditions necessary to val idate the
correlation bt:lwet:n tht: calculatiun.s
alUJ
tht: fini:sht:d product induding material type. malerial
condition (annealed or as- formed). and convolution profile. II is the intention that the required
test results accurately represent the perfonnance of typical production bellows.
G-2 T EST
S P EC I ~ I ENS
The test specimens shall meet the requirement of Section F-2 of the Standards.
G-3 TEST A PI'ARA TUS
The test apparatus shall meet the requirements of Section F-3 of the Standards.
G-3. 1 TEM PE RATU RE CONT RO L
The test apparatus shall be constructed so that the bellows metal temperature can be
maintained within +/- 10 degrees F of the set test temperature.
G-3.2 HOLD TI M E CONT ROL
The test apparatus shall be constructed so that the time between deflection cycles can be
maintained within +/- I percent of the set hold time.
G-~
TEST REQU IREMENTS
A total offour (4) bellows specimens labeled 1 through 4 are required for each separate test.
The specimens shall meet the following requirements:
a. No. I and 2 shall have the same design.
b. No.3 and 4 shall have the same design.
c. No. I and 1 shall differ in calculated total stress range ( 5, ) from No.3 and 4 by a factor of at
least 1.0.
d. No. I and 3 shall differ in hold time at temperature between cycles ( H , ) from No.2 and 4 by
a factor of at least 100.
One cycle is defined as movement from the starting position to the final position, holding at the
final position, and then returning to the starting position.
G-5 CYCLE LIFE CALCULATION PROCEDURE
1. Perfonn the cycle tests and record the results.
1. Calculate the total stress range (S,) for each specimen in accordance with Section F-·U of the
Standards. Label the results corresponding to each specimen and tabulate the results using the
nomenclature as follows:
.... W\" .eJma.org
<..
Expan~ion
Joint Manufacturers
A~sociation.
Inc.
G-l
STAN DA RDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
APPENDIX G
Specimen No.
Toral Stress
Range (5, )
Hold Time (H, )
Cycles to
Failure (N, )
I
5"
H"
N,I
2
S,~
H ,:
N, :
)
S,3
H"
N,'3
4
S,'
H ,:
NcJ
3. Cakulate the mean stress ra nges as follows:
5,1: = (S'I +S,2 ) / 2
(G·I)
(G·2)
S'3-I = (S'3 +S'.1) / 2
4. Find the intermediate values as fo ll ows:
log(tV" l tV , )
II
(G·)
log( H" I H ,, )
log(N'.1t N ,.t)
8
(G-4)
log(H," I H , 1)
5. Find the constants as follows:
tV H
log
,4
I~
[
tV, .,
B.,,]
a
(G·5)
log(S,,, I S,,,)
(G·6)
(G·7)
(G·S)
6. Find the average cycles
tV = bS-·"
"
"'H H,
10
fa ilure for any tOlal stress range and hold time as fo llows:
(G .9)
J
This equation is applicable for the tested bell ows material and material condition up to the set tcst
temperature.
C' E:<pansiun Joinl
~'I:.muf:n:lurf!rs
As sociation. inc.
www.ejma.org
STAN DARDS O F T HE EX PANS ION JO IN T MANU FACT URERS ASSOC IATION. INC.
APP EN DI X G
G-6 BE LLOWS HOL D TI ME
The ho ld time 31 1em peratu re between cycles (H,) can be determ ined based on historical records
and planned operating schedu les. Ho ld times may vary between cycles.
G-7 B ELLOWS CYCLE LI FE R EQ UIREMENTS
The calculated cycle life may be evaluated as follows:
> TOlal Operaril1g Lffe ar Temperatllre (hollrs)
N
•
H,
(G-IO)
If the hol d times vary between cycles. the calc ulated cycle li fe may be eva luated using the
fo llowing:
L,-," N,., H/i ~ Tauil Operating L~fe 01 Temperatllre (hours)
(G-IO)
where 11 is the total number of different ho ld times and N" is the calculated number of cycles at
ho ld ti me H 11 •
An overly conservative estimate of the cycle life requirement can result in an increased number
of convolut ions and a bellows more prone to instability.
\\ w",.eJma.org
C
Expansion Jomt ManufaclUrers Association. Inc.
G-3
STAN DA RDS OF T H E EXPANSION JO INT M A NUFACTU RERS ASSOC IAT ION. I C.
A PPENDIX G
Th is page intentiona ll y blank.
G-4
r Exp:m!>iOlj Joiul MalluCaclun;rs A:,suciation. Inc.
www.cjma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIAT ION, INC.
APPENDIX H
ANGULA R ROTA TION ABOUT ONE END
H-I INTROD UCTION
An expansion joint absorbs pure angu lar rotation by extending unifonnl y on one side and compressing
unifomlly on the other (See Figure 4.3). Pure angular rotation occurs when the expansion joint bends
with a constant radius about a center point. However. when the expansion joint bends about one end.
the radius of curvature is not constant and the convolution movement is not uniform (See Figure HI).
For this special case, the expansion joint can be modeled as an elastic beam havi ng one end fixed and
the other end si mply supported with a concentrated end mo ment. The bellows can be treated as elastic
beams.
fl -2 FORCE, MOMENT AND j\ lOVEMENT CALCULA TI ON
(S IJ~GLE)
f"D~~e
(H- I)
2N
,
"
3.1:. D,,'8
(H-l)
4N(L, ±x)
28D",
etJ= - -
(H-3)
N
"N"
CONVOLUTIONS
--------~#-
\
\
VI
L
\~e
~
i
\
Lb
\
'\
\1
+
FIGURE HI
W" \\ .I!Jma.org
( E..... pansion Joint Mallufacturers Associalion. Inc.
H-l
STANDARDS OF T H E EXPANSION JOINT MANUFACTURERS ASSOCIATION, I C.
APPENDIX H
H-3 FORCE, MOM£NT , AN D MOVEMENT CALCULATIOi\" (UNIVERSAL)
f .D,,;1J
4N Ku(J
Mo
V,
( H-4)
3f . D.'IJK.,
(H-5)
8N( L, ±x)
( H-6)
COl\VOLJT 0"5 """"\
l
\-.-1
f
Me \
______
../
V,
Jl.i1Jl-.---
._1"'-.1' i...t
\ /'
' . _._ ..
~~
I i ----- ----------,-/1.11..;'\ ~,J'"lJU\,
li --------- --- -
~S~'SIIIJ'J---------______
,
:~
I,
--'-I. f""l
\.
1\
,
.-=---&--
M
n r, ,.., " n'" ;-
~JUi.Ju,-,:.;uu
\
VI
1
'-'.".--. ""
- - - - --------- - - - - - - - t:. _.,---.-:_-
KU M
,
'.A
-
-
Lb -
-
__ 0 ""
Lu
FIG URE HZ
H·2
l~
Expansion Join; Manufacturers Associalion. Inc.
WW\\
.t:jma.org
STANDARDS OF TH E EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
APPENDIX I
TABULATED VALUES FOR
I-I
C".
C, .
Cd' H,. H, AND H,
INTROD UCTION
Tables I I. 11. 13. and 14 conta in tabulated values taken from the figures indi cated for CI" C"
e,l'
Bp
B: . and B, . A metbod fo r interpolating between labulated va lues is also included.
1-2 INTERPOLATION BETWEEN TABULATED VALUES
The follow ing equations can be used as a guide for linear interpolation between the tabulated values for
C" , C ( and CJ • The boxes below represents below represent the tables in Appendix l. They are
used to organize data for two d imensiona l interpolation.
M
I
J.
( TK.
1::1
t
I
J.
- I---'?'--1.,
Q:
0,.
T= - ",
(1- I )
(1-2)
J , and K , are the values in the table that surround T. J~ andL: are the va lues in the table that
su rround M. J,. K , L, and Q._ are the tabular values found at the intersection of the J " K, . J ;
and L. val ues.
A= ( T-J ,
) (K,. -J , )+J,
(1-3)
K , -J:r
( 1-4)
C" C, . Cd=(~f=~:}H-A)+A
(1-5)
Example: Giwn T = 0.63 and .M = 2.3. find C p
:
C
From Table II. the following chart can be completed:
0.63
I
2.3
W\\ \\
.eJrna.org
2.00
2.5G
[J
0.60
0.65
0.322
0.272
0.315
0.260
I
(- Expans ion Joint Manufacturers Associalion. Inc.
I-I
STANDARDS OFTHE EXPANSION JOINT MA UFACTURERS ASSOCIATION, INC.
APPENDIX I
2,.
T = ---"- = 0.63
U"
AI = I. 82,~ = 2.3
JD.",
A
=( 0.6~ -060 ) (0.3 15 -0.322)+0.322 =0.3 I 78
0.6)-0.60
B =( 0.6~- 0.60 ) (0.260- 0.272)+ 0.272 =0.2648
0.6)-0.60
c, =( 2.~0 - 2.00 ) (0.2648_0.3 I 78) +0.3 I78 =0.2860
2.)0 -2.00
Figure 11 presents the method of interpolation in graphil:aJ fo nll.
0.65
K
0.6
(0.6,0.322,2.0)
J
2.0
2.0
(0.65,0.3 I 5,2.0)
T,
~----11- Solving for Cp
Cp
L
2.5
(0.6,0.272,2.5)
B ,'
0.6
(0.65,0.260,2.5)
Q
2.5
0.65
Example laken from tabu lated data for Cp
FIG URE II METHOD OF LINEAR I NTER POLATION
I-:!
tt' Expansion Join; Manufacturers Association. Inc.
WW\\ .t'JIlIi1.UI£
•••
'"~
Vl
;!
o
.r.
Z
o
»
o
Vl
'"
2.-
'g"
11
;:
i3"
§
l:
,"o
,'~"
n
>-
"
g
~
,
"
~
p
0.2
0.4
0.6
0.8
1.0
1.Z
1.4
1.6
2.0
2.5
3.0
3.5
4.0
-l
:I:
~
1.82r.
JD.l
o."
w
0.0
0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95
1.000 0.976 0.946 0.912 0.876
0.999 0.962 0.926 0.890 0.854
0.961 0.910 0.870 0.836 0.806
0.949 0.842 0 .770 0.122 0 .691
0.950 0.841 0 ,744 0.651 OJi92
0.950 0.841 0.744 0.657 0.519
0.840 0.803 0.767 0.733 0.702 0 .674 0.649 0.627 0.6 10 0.596 0.585
0.819 0.784 0.751 0.720 0.691 0 .665 0.642 0.622 0.606 0.593 0.583
0.717 0.750 0.722 0.696 0.670 0.646 0.624 0.605 0.590 0.580 0.573
0.669 0.653 0.640 0.627 O.6ts 0.602 0.590 0.579 0.570 0.563 0.559
0.577
0.576
0.569
0.557
0.559 0.536 0.541 0.548 0.551 0.55 1 0 .550 0.547 0.544 0.540 0.536 0.531
0.518 0.501 0.502 0.503 0.50) 0.503 0.502 0.500 0.497 0.494 0.491 0.488
0.57 1 0.566 0.560
0.571 0.566 0.560
0.566 0.563 0.556
0.556 0.554 0.547
0.526 0.521 0.515
1.0
Z
Vl
0.540
0.529
0 .510
0.950 0.840 0.7« 0.651 0.564 0.495 0.462 0.460 0.458 0.455 0.4H 0.450 0.447 0.444 0.442 0 .439 0.437 0.435 0.433 0.432 0.431
0.950 0.841 0.731 0.632 0.549 0.481 0.432 0.426 0.420 0.414 0.408 0.403 0.398 0.394 0.391 0.388 0.38S 038< 0.382 0.38 1 0.380
0.950 0.841 0.731 0.632 0.549 0.481 0.421 0.388 0.369 0.354 0.342 0.332 0.323 0.316 0 .309 0 .304 0.299 0 .296 0.294 0.293 0.292
0.950 0.840 0.732 0.6)0 0.550 0.480 0.421 0.367 0.))2 0.)15 0.)00 0 .285 0.272 0.260 0 .2SI 0.242 0.236 0 .230 0.224 0.219 0.215
0,950 0.840 0.732 0.6) 0 0.5S0 0.480 0.421
0.367 0.328 0.299 0.275 0 .2!!8 0.242 0.228 0.215 0 .20) 0.19S 0 .188 0.180 0.175 0.171
0.950 0.840 0.732 0.630 0.550 0.480 0.421
0.367 0.)22 0.287 0.262 0.241
0.950 0.840 0.732 0.630 0.550 0.480 0.421
0.367 0.31 2 0.275 0.248 0.225 0.205 0.190 0 .176 ~16_3_ 0.152 0 .142 0.1)4 0.126 0.11 9
Tnble II Tabulntcd Values for e,l (From Figu re 4. 16)
;;:
0.552
0.550
0.485 0.482 0.479 0.476
0.222 0.208 0. 194 0 .182 0.171 0. 161
rn
rn
:><
0. 152 0. 146 0.140
(5
Z
»
~
.,,rn Z
.,, 0
z-l
0:;:
S<_ »Z
c
:;;
n
-l
C
~
'"
»
Vl
Vl
Vl
o
n
;;
-l
(5
Z
Z
(")
z:
r
...,
'"»
2
2,
1.82r.
'J
,'"
]
g,
c
c
c
~
§.'
:;:
c
c
c
"'~
Co
,
Co
>
""c
!:: .
;:.
c·
c
JD.I,
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
2.0
2.5
3.0
3.5
4.0
~
'"o
'"o."
...,
-"-
:I:
m
m
w
0.0
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
1.000
0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95
I.JJ6 1.211
1.524 UP? 1.669 1.740 1.812 1.882 1.952 2.020 2.087 2. 153 2.1 17
1.094 1.174 1.241 1.319 1.386 1.452 1.517 1.582 1.646 1.710 1.775 1.841 1.908 1.975 2.045 2.116
1.092 1.163 1.225 1.281 LJ36 1.392 1.449 1.508 1.568 1.630 1.692 1.75) 1.8)) 1.871 1.929 1.987
1.0<6 1.122 1.171 1.217 1.260 1.300 1.340 1.380 1.422 1.465 1.511 1.560 1.611 1.665 1.721 1.779
1.026 1.052 1.077 1.100 1.124 1,147 1.1 71 1.195 1.220 1.246 1.271 1.298 !.l2S 1.353 1.382 1.4 15
1.002 1.000 0.995 0.989 0.983 0.979 0.975 0.975 0.976 0.980 0.987 0.996 1.008 1.022 1.038 1.056
1.297
1.]76
1.451
0.983
0.962
0.938 0.915 0.892 0.870 0.85 1 0,834 0.820 0.809 0.799 0.192 0.787
0.972
0.937 0.899 0.860 0.82 1 0.184 0.750 0.1 19 0.691
0.948
0.892 0.836 0.782
0.930
0.867 0.800 0.130 0.665
0.920
0.850 0.780 0.705
0.900
0.830 0.750 0.680 0.6 10
0.900 0.820 0.735
0.655
0.730
0.667
0.646 0.627 0.611
0.711l 0.780 0.779 0.780 0.78 1 0.785
0.792
~ ...,
0.598 0.586 0.516 0.569 0.563 0.560 0.561
0:;::
0.492
0.610 0.560 0.510 0.470
0.392 0.360 0.330 0.300 0.275 0.253
0.640 0.580 0.525 0.470 0.425
0.550 0.495
0.430
0.439 0.416 0.394 0.373
0.380 0.342 0.300 0.271
0.242 0.212 0.188
0.354
0. 167
1.600
1.154
0.336 0.319 0.303
0.230 0.206 0.188
0.252
0.2 13 0.182 0. 152 0.130 0.109
0.170
0. 146 0.130 0. 11 5
0.090 0.074
»
2
'"
(5
2.002
0.445 0.395 0.350 0.303 0.270 0.233 0.200 0.174 0.150 0.130 0. 11 2 0.092 0.08 1
0.590 0.525 0.470 0.420 0.370 0.325 0.285
><
."
2.501
2.430
2.305
0.68 1 0.636 0.595 0.557 0.523
0.464
1.0
2.282 2.349 2.421
2.189 2.265 2.345
2.049 2.1 19 2.20 1
1.838 1.896 1.95 1
1.451 1.492 1.54 1
1.076 1.099 1.1 2.5
0.061
2
/; 0
'"C
z
::: 2
~ »
C
."
>
Clc
~
c
o
Tabl e 12 Tabulated Valu es for C, ( From Fi gu re 4.1 7)
'"'»"
'"'"
R
:;;
...,
(5
~
-h.
~
""
2
2
o
••
•
~
g
~
"
.r.
Z
~
~
o
1.82r",
1'g"
-
o
§
:::
1;
"
,'"
n
~
»
"
~
g
~
o
JD.,p
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
2.0
2.5
3.0
3.5
4.0
":I:...,
2r.
!
w
0.0
0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 0.55 0.60 0.65 0.70 0.75 0.80 0.85 0.90 0.95
1.0
1.128 1.198 1.269 1.340 1.411 1.480 1.547 1.614 1.679 1.743 1.807 1.872
1.000 1.066 1.1l7 ) ,209 1.282 1.354 1.426 1.496 1.565 1.633 1.700 1.766 1.832 1.897
1.000 1.105 I.US 1.277 1.352 1.424 1.492 LSS9 1.626 1.691 1.757 1.822 1.886 1.950
1.000 1.079 1.171 1.271 1.374 1.416 1.575 1.667 1.75) 1.832 1.905 1.973 2.037 2.099
1.000 1.051 1.128 1.208 1.294 1.384 1.476 U7l 1.667 1.766 1.866 1.969 2.075 2.182
1.000 1.031 1.080 I.BO 1.185 1.246 1.311 1.381 1.457 1.539 1.628 1.725 1.830 1.943
1.000 1.016 1.039 1.067 1.099 1.135 t.17S 1.220 1.269 1.324 1.385 1.452 1.529 1.614
1.937 2.003 2.070 2.138 2.206 2.274 2.341
1.96) 2.029 2.096 2,164 2.234 2.305 2.378
2.0 14 2.077 2.141 2.206 2.213 2.344 2.422
2.160 2 .221 2.183 2.345 2.407 2.467 2.521
1.110
1.819
1.94 1 2.080 2.236 2.412 2 .6 11
1.000
1000
1.000
1.000
1.000
1.000
1.333
1.402
1.484
U78
1.688
0 .992 0.984 0.974 0.966 0.958 0.952 0 .947 0.945 0.946 0 .950 0.958 0 .970 0.988
1.011
1.042
1.081
1.130 1.191
1.000
1.061
1.006 1.01S 1.025
1.037
1.052 1.070 1.091
1.116 1.145
1.181
1.223
1.273
2.29 1 2.399 2.505 2.603 2.690 2.758 2.800
2.066 2.197 2.336 2.483 2.634 2.189 2.943
1.813
1.957 2.121
1.267
1.359
0 .980 0.960 0 .935 0.915 0.895 0.875 0 .840 0.833 0.825 0 .815 0.800 0.790 0 .785 0.780 0.780 0.785 0.795 0.8lS 0.845 0.890
0 .970 0.945 0 .910 0.885 0.855 0.825 0.800 0.775 0 .750 0 .730 0.710 0 .688 0 .670 0.657 0 .642
0.635 0.628 0.625
0 .965 0.930 0 .890 0.860 0.825 0.790 0 .760 0.730 0 .700 0 .670 0.645
0.538 0.522 0 .5 10 0.502 0.500
0.9 55 0 .910 0 .870 0.830 0 .790 0 .755
0.720 0.685 0 .655
0 .620 0 .597 0.575 0 .555
0.630 0.640
0.625 0.595 0 .567 0.538 0 .510 0 .489 0.470 0,452 0 .438 0,428 0,420
n
m
m
X
-;
Z
<fl
o
Z
» ~
..,,0
m Z
Z""
..,, -
!;23:
X»
_ Z
c
;;;
n
...,
c
f;;
'"
»
<fl
<fl
Table 13 Tabulated Values for Cd (From Figure 4.18)
g
';:
...,
is
Z
Z
,
,~
"
STAN DARDS OF THE EXPANSION JO INT MANUFACTURERS ASSOC IATION. INC.
AP PENDIX I
H,
H2
H,
0
1.0
1.1
2
3
4
1.4
2.0
2.8
5
6
3.6
1.0
1.0
1.0
1.0
1.0
1.0
1.0
I
6 .6Ir'
D",lp
7
8
9
10
11
12
13
14
IS
16
17
18
19
20
4.6
5.7
6.8
8.0
9.2
10.6
12.0
13.2
14.7
16.0
17.4
18.9
20.3
21.9
23.3
1.1
1.2
1.4
1.5
1.6
1.7
1.8
2.0
2.1
2.2
2.3
2.4
2.6
2.7
2.8
1.1
L3
L5
1.9
2.3
2.8
3.3
3.8
4.4
4.9
SA
5.9
6.4
6.9
7.4
7.9
8.5
9.0
9.5
10.0
Table 14 Tabu lated Va lues for 8" 8}, BJ (Fro m Figure 4.1 9)
1·6
( E.\j)i1nsiu Jl Join! Manur:lclu!t:J1) Al>1)u.:iatiull. im:.
www.t:jma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION, INC.
APPENDIX J
EXAMPLES
Examples for calc ulating the forces and moments acting on va rious points of typical piping
systems due to the spring and pressure forces ofmeral bellows Expansion Joints are presented
below.
ASSUMPTIONS :
I. The piping system and Expansion Joillls are properly supported and guided.
2. The weight of the piping system and the fluid being conveyed is carried by properly designed
supports and hangers and is. therefore. not included.
3. Friction forces caused by guides, supports, and adler hardware extraneous to the piping are
zero.
4. The origin of the pipe system is located at the point under consideration.
5. Forces and moments due to pipe flexibility are neglected.
GENERAL EQUATIONS :
All examples presented depict systems where static equilibrium exists.
~>,." ~ 0 and ~Alu., ~ 0
For the coordinate system shown in Figure J I. the general moment equations. emp loying the
"Right Hand Rule." are:
M,
~
M,
~FZ-F,X
(1-2)
AI,
~
(J-3)
F,Y -F,Z
(J-I)
F, X -F'y
... y
FIGURE JI
"" 'v .ejrna.org
(. Expansion Join! Manufacturers Association. Inc.
J-l
STAN DA RDS OF TH E EXPANS ION JOINT MANUFACTU RERS ASSOCIAT ION. INC.
A PPENDIX J
Exa mpl e I : Single Ex pa nsio n Joi nt subjected to ax ia l move ment .
•y
.. M,.-
FIGURE J2
A straight run of 24 in. diameter carbon stee l pipe 60 feet long and anchored at each end,
(reference Figure 12). is 10 operate at 150 psig at 500°F. A single be llows Expansion Joint is
utilized 10 absorb the themlal growth orthe pipe. Themlal growth is calcu lated to be 60/ 100 x
3.62 = 2.17 in. What are the forces acting on the anchors?
Data provided by the Expansion Joint manufacturer:
II, =5 10.7 in'
f ..
=
36840 Ibs.lin. per convo lution
N= 12
,~.
Expansiun Juint i\-lanuf:u.:lurer:) Association. Inc.
www.cjma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOClATION. INC.
A PP END IX J
SOLUTION:
Forces acting on Mai n Anchor "A"
F,= - F,-F"
F, =-76605-6668
F, = -83273 Ib,.
Where:
F, = the static thrust due to intemal pressure to the Expansion Joint (lbs)
= A(.Pd Equation (2-2) Section 2. 10. 1.2.1
=
=
ex =
(510.7)(150)
76605 Ibs
axial movement per convolution
-
x.
N
.
Equatton (4-1) Sect ion 4.1
2.17
12
0.181 in.
Fa = the force required to deflect the Expansion Joint.
=f"e, Equalion (4-14) Section 4.6.1
= (36840)(0.181)
= 66681bs.
Forces acting OD Main Anchor "8"
F.=F, +F"
F, = 76605+ 6668
F,
=
83273 Ibs.
NOTE: Because the pipe system is linear \\"ith no bending. F, '
~ =
O. and AI, AI, and
Me =0 at Main Anchors "A" and "8".
\\ w\\
.ejma.org
( Expansion Jomt Manufacturers Alosociation. Inc
J·3
STANDARDS OF TH E EX PANSION JOINT MA UFACTU RER S ASSOCIAT ION. INC.
APPE DI X J
Example 2: Si ngle Expan sio n Join. subject ed to axial and la tera l m o\'c lnenl (si milar 10 Fig ure
2.10, Sectio n 2.4).
.A.
N
/A
.y
l.
.x
FIGURE J3
A single be ll ows Expansion Joint is pl aced in a 24 in. d iameter carbon steel pipeline that runs
between a main anchor and an imcrmediale anchor. and has o ne 90° elbow (refe rence Figure J3).
The line is to operate at 125 psig. and 400G F. The thenna! growth that the Expans ion Joint is to
absorb is calcul ated to be 0.405 in. ax ially, and 0.216 in. laterally. Pipe lengths are: LI = 8 fl. .
L1= 2 ft .. L" = 1 ft. . L) = 12 f1. What are the forces and mo ments acting
"e"?
al
points "A." "8." and
Data provi ded by the Expans ion Joint manufacturer:
ri, =5 10.7 in.'
D. = 25.50 in.
f.
= 36840 Ibs.lin. per convolution
LJ, = 12
Ill.
N= 12
If"
Expansion Join; Manufacturer:. A:.sodatiuH. 1m:.
WW\\
.!!jma.ur£
STANDARDS OF T HE EXPANSION JOINT MA NU FA CTURERS ASSOCIATION, INC.
APPEND IX J
SOL UTIO i'::
Equivalent axialmo\'ement per con\'oIUlion.
e
x
, = -,v
OA05
I~
~
er =
0.034 in.
3D \.
m.
N(L,-x )
.
S
.
Equallon (4-7) cellon 4 . t
(3){ 25.5){ 0.216)
12{12 - 0.405)
~
0.119 in.
Calculation of F, . F. I"
~. I
F,
P"
~(510.7)(125)
~
63838 Ibs.
~(f
F.
)(e.)
~(36840)(.034)
~
I ~53 Ibs.
Equation (4- 17) Seclion 4.6. 1
(36840 )(25.5)(.1 19)
(2)( 12)
~
4658 )bs.
Forces and moments acting on intermediate anchor. IA. "A"
F = o{forces in X direction restrained by directional main anchor. DMA. "B")
F
~4658
Ibs.
F = 0 (no forces exist in Z direction)
Where
M~F.Y-FZ
~O
Z ~O
)" - -L , - -8 ft .
,. - L.+-L, - _.,.
> oft
A-
M
~F,Z-F.
.r
~O
M
~F
X-F,)'
~ (4658)(~.5)-0
~
11645 fi.lbs.
" Expansion Joint Mnnulacturer.. AssociatIOn. Inc
-
2
STAN DARDS OF THE EXPANSION JOI NT MANUFACTURERS ASSOC IATION, INC.
AP PEND IX J
Forces and moments acting on directiona l main anchor. OMA, "8"
F, =-F, - F"
=-63838 - 1253
= -65091 Ibs.
F, = 0 (DMA does nOI support in Y direction)
~
= 0 (no forces exist in Z direction)
At , =F, Y -F,Z
Where
=0
Y=Z = O
X -
L~- +.!:..t.
- 2.5ft.
2
M , = FZ
.• - FX
=
=0
M , = F, X - F,Y
=0
Forces and momen ts acti ng on main anchor, MA,
"e"
Fr = F., + Fa
= 63838 + 1253
= 65091 Ibs.
F, = -4658 Ibs.
F:
=
0 (no forces ex ist in Z direction)
Mr
=
F: )' - F, Z
Where Y =Z= O
X =-( L,
=0
+;
) =- 12.5fl.
=0
M,= F, X - F,. Y
= (-4658)( - 12.5)-0
= 58225 ft. lbs.
J-6
C [xpans.ion Joim Manufacturers A:.so.:ialioll. 1m:.
WW\\ .<:jllllt.urg
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOC IA TI ON. INC.
AP PENDlX J
Example 3: Single Expansion Joint with ti e rods
subjected to axhtl and lateral movement
(si milar to Figure 2.11, Seer-ion 2.4)
.x
FIGUREJ4
A tied single Expansion Joint is placed in a carbon steel 24 in. diameter pipe line that runs
between two intemlediatc anchors and has a 90° bend. (Refer to Figure J4.) The line is to operate
at 135 psig and 5500 F. The pipe lengths of the system are L, = 2 ft .. Lh = 2. ft.. L! = 3 f1.. L.1 = 24
ft. It is assumed that the tie rods are the same temperature and material as the pipe. The
calculated themlal growth is .287 in. for the horizontal run and. 984 in. for the vertica l run of
pipe. What are the bellows forces and moments on the intennedjale anchors. "A" and "S"? Note:
Forces and mOments due to flexure of piping are nOI presented in these calculations.
Data provided by Expansion Joint manufacrurer:
Dm
.t:,
= 25.50
in .
36840 Ibs .lin. per cony.
N~ 18
L" = 24 in.
\.\.\\ \\ .e]ma.org
=
( E.xpansion Joint ManufaclUrer:. Associalion. Inc.
J·7
STANDARDS OF T HE EXPANSION JO INT MANUFACTURERS ASSOCIAT ION, INC.
A PPENDlX J
SOLUT ION:
Equivalem ax ial movement per convolution
x
e = .I"
N
=
0 (tie rods prevelll axial displacement)
3D",Y
N(L,-x)
(3)(25 .5)(.984)
(18)(24-0)
=. 174in.
Ca lculation for V/
NOTE: for tied Expansion Join ts
I~ =
F.
and Fa = 0
/.,D,.,e,
2L"
(36840)(25.50)(.174 )
(2)(24)
3405 Ibs.
J-8
www.ejnm.org
STANDARDS OF T HE EXPANS ION JOINT MANUFACTURERS ASSOCIAT ION. INC.
A PPEND IX J
Forces and moments acting on intemlediate anchor. LA. "A"
F, = 0 (note assumpt ion 2 and 5)
F,
= -I ',
~-3 405
Ibs.
F= = 0 (no forces exist in Z direction)
Y~Z~O
Where
X
~ L, + L, ~ 3 ft.
2
AI ,
~F),-FZ
=
\
~O
M ,.
~
F,Z-F, X
~O
M = ~Fr X - F),
f
~(-3405)(3)-0
~-10215
Ribs.
Forces and moments acting on intermediate anchor IA. "8"
F, ~ 0
Where Z ~ 0
)' ~ -L,
F =1;
~
3405 Ibs.
F
~O
AI,
~O
X
~
-24ft.
~ -L, _ L, ~ -4ft.
-
2
M ,.~ O
AI,
~
F,X -FJ
~(3405)(-4)-0
~
WW\\
.eJma.org
-13620 ft.lbs.
f.: Expansion Joint Manufacturers Association. Inc.
J-9
STANDARDS OF THE EX PANS ION JOI NT MANUFACTURERS ASSOC IATION, INC.
AP PE DIX J
Example 4 : Tied universal Expansion Joint subjected to lateral move ment in two planes (si milar
to Figure 2. 14. Section 2.5).
+Y
·My
IA
.Mx
I
+X
FIGURE J5
A 24 in. diameter carbon steel pipe line runs between two intermedia te anchors A and B. as
shown in Figure J5. The line operates at 100 psig. and 3500 F. The pipe lengths are ~ ::::: 35 ft ..
L: = 3.5 ft. . L" = 4 ft .• Ll = 3.5 ft. ,
for each of these lengths is
A~
L~
= 65 ft .. and Lit = I ft. The calcu lated thennal growth
= .788 in. , ilL! = .079 in. . AL. = .09 in. , M J = .079 in ..
M J = 1.463 in. and JlL" = .023 in. What are the forces and moments at the intemlediate
anc hors, lA, "A" and "R"?
Data provided by Expansion Joint manufacturer:
D,.,
=
25.50 in.
f . = 36840
Lf> -I
"-
Ibs.lin. per convolution
111.
N~12
J- !O
-Ll e xpansion Joilli Manufa':luto:t ::. A::,::,ul:ialiutl. ilJl.:.
www.ejma.org
STANDARDS OF T HE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
APPEND IX J
SOLUTION:
Equivalent axial movement per convolution. Equation (4-2) and (4-6), Section 4.1.
x
e =• 2N
.248
(2)(12)
=.010 in.
(e, ),
K"D",Y,
2N(L" -L" -x/2)
(1.285)(25.5)(.788)
NOTE: First subscript applies to direction related to the
bellows ax is. second subscript system coordinate
axis.
Where x = thennal growth occurring between tie rod plates
(2)(12)( 48 -12 - .248/2)
-illOi~
-~+~+~
- .079 + .090 + .079
=.248 in.
K"-1.285at ,LL" -2
-,
(e, )
.r , = .788 in.
K"D",y~
2N(L,,-L,-x/2j
Y:
=
1.463 in.
(1.285)(25.50)(1.463)
(2)( I e)( 48 -12 - .248/2)
= .056 Ill.
.... W\'
.eJrna.org
(. Expansion Joint Manufacturers Association. lne.
HI
STANDA RDS OFTHE EXPANS ION JOINT MANUFACTURERS ASSOCIATION, INC.
APPEND IX J
Calculation for V, . Equation (4-18). Section 4 .6. 1.
r De
2L,
1'- -'"
1 -
WI
NOTE: First subscript refers to bellows Intent l
I'
movement, second subscript to system
co-ordinate axis.
(3 6840)(25.50)(.030)
(2)( 48)
= 294 Ib,.
(36840)(25.50)( .U56)
(2)( 48)
= 548 Ibs.
Forces and moments acting o n intenncdiate anchor lA, "A"
where X = L, + L, / 2 = 5.5 ft.
F, = -(V,) ,
Y = -35 ft .
= -294 Ib,.
~ = 0 (Force due to axial be llows
Z=0
movements. e, is restrained by
tie rods)
F,
= (V,),
= 548 Ib,.
M , =F,Y-F,Z
= (548)( -35) - 0
=-1 91 80 ft.lb,.
M, =
f~Z
-F,X
= 0 -(548)(5.5)
= -3014 ft. Ibs.
M,
=
F,.X -F,Y
=-294(5.5)-0
=-16 17 ft. lb,.
J-12
{' Cxpansion Joint ManUra.. lulcl!l
A:'~l)1.:ialiull.
1m:.
WW\\
.ejma.org
STANDARDS OF T HE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
AP PEND IX J
Forces and moments acting on intennediate anchor IA. "8"
\\ here X = -( Ll + L" 2) = -5.5 f1.
F = 294 Ibs.
F, =0
)' =0
F =548 Ibs .
Z = -65 fl.
.If = F.Y-FZ
= 0-294(-65)
= 19.110 fI.lbs.
M , =F,Z-F,X
=0-(548)(-5.5)
= 30 14 ft. Ibs.
M ,= F,X - F,Y
= (294)(-5.5)-0
= -1617
W"\\.l'Jma.org
fl. Ibs.
~.
E'pansion JOint ManufaclUrer:-. _-\ssocialion. Inc.
J-13
STANDARDS OF THE EXPANSION JO INT MANUFACTU RERS ASSOC IAT ION, INC.
A PP END IX J
Example 5: Universal press ure balanced Expansion Joint located behl'cen two pi eces of equipment
with movement s a l end p Oi nts.
FIGURE J6
A 66 in. diameter turbine exhaust duct system. shown in Figure J6. is fabricated of stee l and
operates at full vacuum and 2500 F. Movements at the turbine ex hau st out let fl ange and
condenser inlet are determined to be (for the direct ion shown):
Axis
y
0. 11 in.
0.18 in
X
0.07 in.
0.26 in .
(Directions shown in Figure J6)
Thennal growth calcu lations for the 66 in. diameter piping are:
Point A
Tl JRRI NE
Po int B
CON Dl:.NSER
L, = 10 ft.
L l =6 ft.
I1L, = .084 in.
L. = 5 ft .
M . = .070 in.
L,
6L~ =
=
o in.
0.12 in.
M e =. 140 in.
28 fl.
.392 in.
ilLh =.OI4 in.
L. =lft .
J- 14
z
f"
Expansion Joint ManufacILlfers A:.:.o.::iulioll. Inc.
\\' WW,l:jllla,UIJ:;
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
A PPEN DI X J
L, ~ 3
L5 = 1 F1. 8.6 in.
tt.
6.L_, = .042 in.
6L .~ = .02-t in.
Detennine the forces and moments due to the bellows stiffness at the condenser and turbine
connections.
Data pro\'ided by the Expansion Joint manufacturer:
= 68.00 in.
I~ = 35425 Ibs ./in. per convolution
.0",
N,
=
Nh
= 6 (N umber of convol ut ions in balancing bellows)
6 (Number ofconvolulioLlS in one flow bellows)
SOLUTION:
Ca lcu late the total movement rhe Expansion Joint must absorb.
Flow bellows:
x=l1L J +Mu +6L-t +&\'j +~rl1
~
.084+ .070+ .392 + .07 +.26
~
.876 in.
X,· =~
+~y~
+liYB
~
.140+0.12+ 0.18
~
.440 in.
,", = flZ I +ilZg
=0+.12
=.12 in.
x ~ (ill,
Balancing bellows:
-ill, )-ill, +&1' < + fiX,
~
.392 - .024 - .042 + .07 + .260
=
.656 in.
\\ww.ejma.org
~.
E'pansion Joint Manufacturers Association, Inc.
J-15
STAN DARDS OF T HE EXPA SION JO I T MA ' UFACTURERS ASSOC IATION, I C.
AP PE DIX J
Calcu late equivalcm movement per convolution.
x
e .: --
(Flow Bellows)
?_ 1V {
,
.876
=-(2)(6)
= .073 in.
x
e =
, N,
=
(Balancing Bellows)
.656
6
=. 109 in .
K D ,(e, ), = P I (L "- "L'- ~ / ?)
_ 1\ I
"
/ . .\
I,
w here K = 1.22 at _ " = 2.5
"
...
-,
?L
(1.22)(68)(.44)
(2)(6)(60 - 12 - .876 / 2)
=. 064 in.
KD l'
(e ,. ): =
"
m·
=
2N , (L" - L, - x / 2)
= :-,(.:,:1.:::22::.)(",6""
8),,,(..:,:12=,)~
=
(2)(6)(60-12-.~76 / 2)
= .017 in .
Calculation of F, _ (V,) , and
( '~ ) , .
Equations (4- 14) and (4-18) Sect ion 4_6.1.
F.f =1.(e
+eX,",,/._.,"I( )
. . . . II"..
= 35423(.073 + .109)
= 6447 Ibs.
J- 16
C" Expansion Joint Manufaclurers Associallon. Inc.
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
APPE DIX J
1L
"
(3541 5)(68)(.064 )
(2)(60)
= 1285 Ibs.
("D.(e ),
2L"
(35415)(68)(.017)
(2)(60)
=341Ibs.
Forces and moments acting on turbine flange "An
F, = -6447 Ibs.
F, =(1;), = 12851bs.
F, =-(1';), =-341Ibs.
L
where: X =1., + ~' =8.5
M=F)"-FZ
\
=
,
=(-341)( - 10)-0
n
Y=L,=-lOft.
Z=O
=3410 ft. Ibs.
M, =F,Z-F,X
=0-(-341)(8.5)
= 1899 ft. Ibs.
M =F,X-F,Y
= (1285)(8.5) - (-6447)( -10)
= 10923-64470
= -53547 ft. Ibs.
ww\\.ejma.org
( Expansion loillll\lanufacturers Association. Inc.
J-17
STANDARDS OF THE EXPANS ION JO INT MANUFACTURERS ASSOCIATIO , INC.
APPENDIX J
Forces and moments acting on condenser con nection "8"
F,
- F,
F,
M
~
6447 Ibs.
~ - (V,), ~ - 12 S5Ibs.
~( I~ ) , ~34 1Ibs.
~FY-~- Z
.'
-
~3 41(0)
w here:
I
- (-1285)(0)
x=-(~' +L~ ) =-30.5
ft.
Y~ Z~ O
~O
M,
~ F, Z-F, X
~0-(341)(-30.5)
~
M;
J·I S
10400 ft. Ibs.
~FX-Fl'
,
..
~
(-1285)(-30.5)-0
~
39193 ft. Ibs.
~ E.'pa[):o,ivlI Juiul MaJlufaduIl':rs A!>soci:iiion. inc.
www.cjmOl .org
STANDARDS OF T HE EX PANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
AP PEN DI X J
Example 6: Single Expan sion Joint. attached to vesseillozzle, subj ected to axial and lateral
movement.
'c'
.-
+My
FIGURE J7
A large vert ical vesscJ which operates at 150 psig at 500 0 F is equipped with a 24 in. diameter
outlet line as shown in Figure J7. The outlet line contains a single bellows Expansion Joint
which is designed to absorb the thennal growth ofIhe vessel and pipe line. The lengths and
calculated Ihemlai growths for the all-carbon steel system are as follows:
L,=15f1.
6.L , = .543 in.
L.=6ft.
IlL.
L,,=lfl.
Mn =.036 in.
M , -.507 in.
LJ ,-14 ft.
= .217 in.
( Expansion Joint ManufaclUren; Association. Inc.
STANDARDS OFTHE EXPANS ION JOINT MA UFACTURERS ASSOCIATION. INC.
APPEND IX J
De tennine the forces and moments act ing on the nozzle flange "8"
Data provided by the Expansion Join t manufacturer:
D. = 25.50 in.
.... , - ·111 .
D1 -~?
- -'--)
f~
:::: 36840 lbs./ill . per convolution
N= 12
SOLUTION :
Calcu late the equi va lent movements per convolution:
e.
=-
x
where:
N
= .2 17 + .036+.507
.760
12
= .063 in.
=.760 in.
=
e,
x = t1L~ + M " + L,
3D",.\'
y = IlL, = .543
N(L, -x)
L,. = 12 in.
(3)(25.50)(.543)
(12)(12-.76)
=.308 in.
J-20
f'"
Expansion Joini
ManUra';luref~ A~~u\':ialiull.
lUI':.
WW\\
.ejmu.urg
STANDARDS OF THE EXPANSION JOINT MANU FACTURERS ASSOC IAT ION. INC.
APPEND IX J
Calculate F.,. F... Fp and " .
F" ~ (/. )(e,)
~
(36840)(.063)
:::: 2321 Ibs.
F.
~(A, )(~)
w here:
A, ~;r(D
4 m' )
--
~
(510.7)(150)
~
76605 Ibs.
=510 . 7in.~
Pol :::: 150 psig
A, ~:(D,')
F" ~ (A , )(P, )
~
(424.6)(150)
~
63690 Ibs.
,
~ .:c(23.25)'
4
= 424.6 in.!
I'
2L"
(36840)( 25.50)( .308)
(2)(12)
~
~(O.. ) . )-)'
4
L" = [2 in.
12056 Ibs.
Forces and moments acting on vessel anchor "A"
F, ~ F" + F, ~ 2321 + 76605
~
78926 Ibs.
F
~- I ; ~- 12056Ibs.
F:
= 0 (no forces exist in Z direction)
\\ W\\
.eJma .org
t"
Expansion Joint Manuracturers Association. Inc.
J-21
STAN DARD S OF T HE EX PANSI ON JO INT MANU FACT URER S ASSOCIA TION, INC.
APP EN DIX J
where: X = ~(L. + L~ 12) = -6.5 ft.
M -' = FY-FZ
=
, =O
,11 , =F,Z - F, X=O
Y=L, =15 fl.
M , =F,X-FJ
Z=O
= (- 12056)(- 6.5) - (78926)(15)
=
-1.1 05. 526 1"1. Ib,.
Forces and mom ents acting on noZzle flange face "Btl
F, = F" + F, -
F"
F, _
= 232 1+ 76605 - 63690
= 15236 Ibs.
F,. = - 12056 Ibs.
F =0
F,
F,
---
M , = F,Y - F,Z= O
-- --Fp
Fp - (Fa • F,l
FIGU RE J8
where: X
=
L" 12 = -0.5 ft.
y=z=o
,11 ,. = F,Z -F,X =0
M , = F, X - F,Y
= (- 12056)(-0.5)- 0
=
6028 rt. Ibs.
Forces and m oments acting on ma in an chor "C"
F"
= -I-~, - r~ =
=
F,
-232 1- 76605
-78926 Ibs.
= 12056 Ibs.
F =0
Where X = L] + L~ 12 = 14.5 ft.
M , =FY-F,Z=O
: y=Z=O
M , =FZ - FX=O
:
\
M,
= F, X =
J_'l "
F, Y = (12056)(14.5) - 0
174812 fl. Ibs.
~
Expansion Join. Manufaciurers Associalion. mc.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
A PPENDIX J
Example 7 : Ca lculation of Angular Rotation in a 3 I-linge Piping System
A 24" diameter stai nless steel line runs between intemlcdiatc anchors <D and @ as shown in
Figure 2.17. Three hinge expansion joints, located at points "A." "B" and "c" are used (0 absorb
the themla[ expansion of the piping system . The line operates at 100 psig and 10000 F. Calcu late
the angular movements of each hinge expansion joint.
The following in fomlati on is known about the system:
~
=53.75 in .
8=45 deg.
Lit =42 in.
ti = 0.00957 m.lin.
L, = 72 in.
Un it Expansion Derived
I -4'·
-'-"S-_II1.
L.J = 96 in.
L, ~60 in.
L,
~
from Tab le IV.
120 in.
LJO =60 in.
SOLUTIO"':
MOVEMENT CALCULATIONS
L, ~(L, )(SINO)
~ 38 in.
L, ~ (L, )(eDS 0)
~(L , )+(L,)+(L,)
L ,, ~(L, )+('-<)-(L,, )
~ 20in.
L"
1."
~0.19
L" ~ (L" )(0)
~(L , ,)(o)
\\ \\ \\ .eJma.org
in.
c ExpanSIon Joint Manufaclurcrs Associalion. Inc.
= 38
~
in.
254 in.
~ 2.43
in.
).2)
STAN DARDS OF THE EX PA NS ION JOINT MANUFACTURERS ASSOCIATION, INC.
APP E DI X J
An!!Ies
A'
AI £ 1= L6 + 1., - L,~
E'C'
B'
C'
= 113.8 1 in.
= L, - 1." .
= 57.57 in.
Ale' =[ <A '£ lf +( E1 CI)~J ~
=:
127.54 in.
A' = TAN" [ (E 'C' ) ]
26.83
(A ' t ·' )
63.17
A' D' = (1., )( 1+ Ii)
= 60.57 in.
D' B' = (L, )(I + 8)
= 42.40 in.
AI 8 1 = [ (i llD I )~ + (D l B"
T~
A' =TIIN·,[( D' B' ) ]
(AI D I)
=
73.94 in.
=
34.99
55.0 1
B'C'
=
(L, )(1 + 8)
=
72.69 in.
120.87
B' = COS" [ (A ' B' )' (B'C' )' - (II 'C' )']=
(2)(A ' B' )(B'C' )
C'
=COS ·' [ (A 'C')'(
B'C' )' - (A ' B' )']=
(2)(A'C')( B'C')
29.84
29.29
91. 11
l: =
175.88 93.0 1
CALCULATED ANGUL AR MOVEMENTS
6. A = IA I-90°
= 1.11 deg.
J<'!4
dB = 180·- IB'
=
dC= IC' _ 90·
d B =d A +dC (Check)
=3.01 deg.
= 4.1 2 deg.
l
4. 12 deg.
Expan.>ion Joint Manutaclurers Association. Inc.
WWW.<.:j llll\.Ulg
STAN DARD S O F TH E EX PANSION JOINT MANU FACTURE RS ASSOC1ATION. INC.
APP ENDIX J
Exampl e 8: Three (3) hinge Expansion Joint system
L.
I
'e'
@
IA
FIGUREJ9
A 24 in. diameter stainless stee l line runs between intermediate anchors 1 and 2 as shown in
Figure J9. Three hinge Expansion Joints. localcd at points "A", "8" and "C" are used to absorb
the themlal expansion of the piping. The line operates at 100 psig and 10000 F. Calculate the
resultant forces and moments on each anchor.
The following infomlalion is knowll about the system:
O~45deg.
LI = 53.75 in.
L.
~38
in.
L~
=42 in.
L ~ 72 in.
4. =38 in.
4 ~42
L4 =96 in.
L.,
L, =60 in .
\\ww.cJma.org
~
in.
120 in.
LHI = 60 in .
, Expansion Join! Manufacturers Association. Inc.
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATIO , INC.
A PP E DIX J
Data provided by the Expans ion Joint manufacturer.
D",
=
/" =
25.50 in.
36840 Ibs./in. per convo lution
N= 12
SOL UTION :
In Example 7 the angular movement for each Expansion Joint was calculated to be:
6.4 =0, = 1.11 deg.= 0.019 radians
M3 = 0B = 4.12 deg. = 0.072 radians
6C = 9c = 3.01 deg. = 0.053 radians
.y
F..
I
!
F"~X) lAG
fL. x
~---:M
M,
F"
I IA®
M,
J
L~
CO-+
"
~L,--l
FIGURE J 10
Calculate the equ ivalent axial movement per convolution for each hinge Expansion Joint.
Equation (4- 3) Section 4.1 .
J-26
~
Expansion Join. Manufacturers Associaiion. Inc,
WW\\ .ejma.ul g
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
A PPENDIX J
eD.
e
~ -­
2N
~I
e ~ (0.019)(25.50)
"
(2)( 12)
(0.072)(25.50)
(2)(12)
e =
"
e~ ~ (0.053)(25.50)
(2)(12)
0.020 in.
00
. 77
.
Ill.
0.056 in.
Calculate the moments at each hinge Expansion Joint. Equation (4· 16) Sec tion 4.6.1.
M ~ f..D"e,
"
\I
J
II.~
M
4
~ (36840)(25.50)(0.020)
4
4697 in. Ibs.
~ (36840)(25.50)(0.077)
18084 in. Ibs.
"'
4
'1' . ~ (36840)(25.50)(0.056)
4
131', ·
" ",
)_ In.
Ib
Calculate the forces F, and F, aCling on IA
S.
CD and IA (£)
(18084)+(13152)
(72)
~434
Ibs.
F" = --43-1- Ibs.
M", + /1.1" + (F" )(L,,)
F,t
F,
L,
~
683 Ibs.
~
-683 Ibs.
(4697) + (18084) + (434)( 42)
(60)
Calculate the forces acting on IA
<D and lA ®
Afl = AlO! + F !(LJ + L~)- F\~(L~)
M,
~
4697 + (683)(38 + 96) - (434 )(38)
~
79727 in. Ibs.
~
F.,(L,,, - £,)+ F,,(L.,)-
M~
= (434)(60 - 42) + (683)( 120) -131 52
~
\\ \\ \\ .eJma.org.
76620 in. Ibs.
t:
Expansion Joinl Manufacturers Associalion. Inc
J-27
STANDARDS OF THE EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC
APPE DlX J
Example 9: BELLOWS EQUIVALENT MOVEMENT PER CONVOLUTION
Case I : Assume a 18 inch diameter uni versal Expansion Joint is to be installed in the neutral
position (no cold spring) and is to be subjected to the following two sets of operating detlections:
COlldifion I
Condition 2
Bellows data:
x = I in. compression
\'= 1.50 in.
9 = 0 radian s
x = 0.5 in. extension
y = 0.5 in. on opposite side of neutral centerline from
Condition I
0 = 0 rad ians
D", = 29.5 in .
e, (rated) = .50 in.
e" (rated) = .25 in.
q = 1 in.
SOLUTION:
Let N = 5 and LII = 36 in.
L, = Nq =(5)(2) = 10 ,L" 12L, = 36 / 20 = 1.80
K" (from Fig. 4.1) = 1.33
t Expansion Joim Manufaclurers Association. Ine.
\\ ww.ejllla.urg
STANDARDS OF THE EXPANS IO N JOINT MANUFACTURERS ASSOCIATION, INC.
AP PENDIX J
Condition I
K ,- D",.I'
e =
,
elJ
1N{L. -L, -x/1)
(1.33)(295)(1.5) _ .131 in.
(1)(5)(36 -I 0 - .50)
=0
x
1
(2)(5)
e = - = - - = . 10 m.
,
2N
compression
eo
e,,=e, +eti +le.I=.131+0+.100=.331 ;n. <.500 m. (ralcd)=e
e~ =e,.+ e,I-le,I=.231+0-.IOO=.131 in. <. 250 in. (rated)
Conditio" }
e
ell
KD,..y
2N{L. -L, +x/1)
(1.33)(29.5)(.50)
(1)(5)(36 -I 0 + .25)
.075 in.
ee
=0
e = x- = -.50
- = .0-0
)
2N
(2)(5)
111.
extension
c< =e, +etl -le,I=.075+0-.050=.025 in. <.500 m. (rated)
ec =e, +€,,+Ie 1=.075+0+.050:::::.1:!5 in.<.250 in. (rated)=e
Case 2: Assume the same 28 in. diameter uni\crsal ExpansIon JOIl1I except thalli is 10 be iOstalled with
0.50 in. lalcrnl co ld spring and 0.25 in. a.xial pre-compression and is to be subjected 10 the follOWing
operating deflection:
\\ wW.cJl1la.org
l
E\pansion Joint Manufacturer.. A~sO\:iallOn. Inc.
J-2q
STANDA RDS OF T HE EXPANS ION JOINT MANUFACTURERS ASSOCIA TI ON. INC
A PPEN DIX J
x
Coldspring
= .25 in . com pression
)' =
.50 in.
0= 0 radians
x = 1 in. compression
y = 1.50 in. in direction opposite
OperaTing
\0
d irect ion o f lateral co ld spring
(I in. from the neurral position)
8 = 0 radians
SOL UTION:
Cold Spring
( 1.33){29.S){.50)
e,
2N( L,,- L,- x/2)
eo
=
0
e
=
~ = ~ = .025
,
2N
(2)(5)
(2)(S)(3 6 -I 0 - . 12S)
m.
.076 in.
compression
eo
c" = e,- + e/J +le~ 1 = .076 +0 +.025 = .IO! in . < .500 in. (rated)
e" = e, + eo - le ,1= .076 + 0 -.025 = .051 in. < .250 in. (rated )
Operllfing
e,
K "D ",~v
(1.33)(29.5)(1)
2N(L,, - L, -x/2)
(2){S)(36 - I 0 - .5 0)
. 154 in.
eo = 0
e
,
ee
\'
I
2N
(2)( S)
= - ~ -- = . IOO Ill.
compression
e~ =e,, +e/J + le~ I =. 154 +0+. 100=.254 in . < .500
111.
(rated)
e~ =e,, +eo - l er l =. 154 + 0 -. 100 =.054 il1. <.250 m. (rated)
e, (cold spring) + e,.(operaring ) = . 10 I + .054 = . 155 m.
e,,(co ld spring)+ e, (operating) = .051 +.254 = .305 in. = e
J-30
e
Expansion Joinl Manufacturers Associmion. Inc.
www.ejIYla.Ufg
STANDARDS OF T H E EXPANS ION JOINT MANUFACTURERS ASSOCIATION. INC.
AP PENDlX J
Exa mple 10: Rect a ng ular Expan sion Joint
~ l o \' e l11 e nl s
Case I: Assume a 108 x 66 in. rectangular universal Expansion Jo int is to be installed in
the neutral position (no cold spring) and is to be subjected to the following two (2) sets of
operating deflections:
Condition 1
x
=
I in. compression
Yf = .25 in.
y, = .45 in.
e~
0
Condition]
x =.5 in. compression
.\', =
.38 in .
.1', = .25 in.
9, = .0 175 radians (I degree per bellows clement)
SOLUTION:
Bel/oU's Dafa:
Convolution Height = 6 in.
L, = 108 in. + 6 in. = 114 in.
L< = 66 in. + 6 in.
=
72 in.
e, (rated) = .75 in.
et: (rated) =' .50 in.
q= 1.50 ill.
Lu= 50 in.
L" = N" = 4x 2.50 = 10 in.
L,/2L,
~
5020
~
2.5
(from Figure 4.1)
l ExpanSIon Joint Manufacturer.. Association. Inc .
J-31
STANDA RDS OF T HE EXPANSION JOINT MANUFACTURERS ASSOCIATIO , INC.
AP PENDIX J
Condirion I
K L t'
e :::::
" /. I
" 2N(L" - L, -x / 2)
K"L,,'",
2N(L" -L" -x / 2)
x
2.'1
(' ::::: -
,
I
=
(2)(4)
(1.23)(11-1)(.25)
(2)( 4)( 50 - I0 - .50)
.111 in.
(123)(72)(.45)
. 126 in.
(2)( 4)( 50 - 10 -50)
. [25 in. compression
e~ = e)l+c~, . +e/J + le~. 1 = .111 +.126 +0+ .1 25
=.362 in. < .75 in . (rated)
=
e
ee= e~ l+eY' +eo - le,·I=·III+ . 126+0-.125
= . 112 In. < .50 in. (rated)
Condition 2
e ",
e
"
K"L,y ,
2N(L,, - L,-x / 2)
(1.23)(114)(.38)
(2)(4)(50-10-.25)
K"L.y,
(1.23)(72)(.25)
(2)(4)(50- 10- .25)
2N(L,, -L. - x I 2)
B,L,
(.0175}(1 14)
em ~ 4N
Co., =
e
.
=
(4)(4)
c=
1
8.
111.
.
= .07 Ill .
?.
~ . L)
Ill .
0
x
2N
.5
(2)(4)
Cc = c yl+c ys + c o +
=
.16
.062 in . ex tens ion
Ie. I= .168+ .07 + .1 25 + 0 + .062
.425 in. < .75 in. (rated) =e
C)i+C)"S
+cO/ -le.1= .168+ .07 + .125+ 0 -.062
= .301 in. < .50 in. (rated)
J-32
,j,)
Exp:msion Jo:nt Mnnuf<lctmcrs Association, Inc.
www .~jma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION. INC.
APPEND IXJ
Case 2: Assume the same 108 x 66 in. rectangular universal Expansion Joint except that it
is 10 be installed with a .25 in. lateral cold spring (long side) and .5 in. axial pre-extension
and is to be subjected to the following operating deflection:
x = .50 in. extension
Co ld Spring
.\', =
x
.25 in.
I in. compression from pre-extended position (.50 in.
compression from neutral
YI = .25 in. from neUiral in direction opposite to lateral cold s pring.
Operating
=
y, = .45 in.
L, = 108 in. + 6 in. convolution height = 114 in.
SOLUTI01'i:
Co ld Spring
(1.23)(114)(.25)
e,'1
2N(L. -L, +x/2)
°
(2)( 4)( 50 -I + .25)
e'l =0
e
x
,
=-
2N
5
-;-::e.:;:0,-; = .062
(2)(4)
e c = e~l+e,,, +e(!
.111. extenSion
.
+Ie, 1= .109+ 0+0+.062
=.171 in. < .75 in. (rated)
ec- = e,l+e" +c/J
-le,1 = .109 +0+ 0-.062
=.047 in. < .50 in. (raled)
w"" .eJma.org
('
Expan~ion
Joinl Manufacturers Associatioll. Inc.
.109 in.
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION, INC.
AP PEND IX J
Operating
(1.23)(114)(.25)
K " LI.I 'I
e -
,/ - 2N( L. - L, -x / 2)
(2)( 4)( 50- I0-.25)
e. =
K " L ,.I ' <
(1. 23 )( 72 )(.45)
,.
2N(L. -L.- x / 2)
(2)(4)(50- 10 -.25)
. 11 0 in.
. 125 in
eo = 0
e =-
x
, 2N
=
.50
(2)(4)
Cc =e~l+ey.. +e(J
~
0
. 62
.
In.
compression
+le,1= . 110+.125 +0+.062
.297 in. < .75 in. (rated)
e, =e~1 +e~~ + elJ
-Ie. I= . 11 0+ . 125 + 0-.062
:::: .173 in. < .50 in. (rated)
e, (coldspring) + e, (operating) ~. J7 I. +. I 73 ~ .344 in.
e, (eoldspring)+e, (operating) ~ .047 + .297 ~ .344 in. ~ e
J·34
(~
[xpansiun Join; ManUraclUreh A:>:>ocialiUlJ. 1m:.
www.rjma.urg
STANDARDS OF THE EXPANSION JOINT MANUF ACTURERS ASSOCIAT ION. INC
APPENDIX J
Ex ampl e 11: Sa mpl e Calcul a ti on for a Strai ght Run of Pip e Co ntaining
(See Tabl e IV)
3n
Axi a l Expan sion J oint
Gi ven a 150 foot lengLh of carbon stee l pipe operating between 25° F. and
375 0 F.
Expansion at 375 0 F = 2.48 in .llOO ft.
Expansion at 25° F = -0.32 in.l lOO f1.
SOL UTION:
The difference
=
2.80" in.l lOO ft.
The chan ge in length for 150 feet wo uld be (2.80) (150/1 00) = 4.20 in.
Although bellows Expansion Joints can be designed to absorb both axial compress ion and ax ial
extension. for purposes ofa sample ca lcu lati on. it is assumed that the Expansion Joint can absorb
only axial compression.
The above sample calcu lati on would be compl ete if the Expansion Joint were being installed at 25°
F. Frequent ly, an Expansion Joint is insta lled at a temperature hi gher than the minimum design
temperature of the piping system. The piping will contract in such a case and the Expansion Joint
will be extended beyond its installed length. It is obvious in the sample calcu lation above that if
the J;:xpansion Joint was installed al 70 0 F. the pipeline wou ld contract a total of 0.32 x 150,'100
inches or 0.48 inches and would ex pand 2.48 x 150/100 inches or 3.72 inches from thi s installation
temperature. Since the Expansion Joint selected is rated for axial compression only. it must be
pre-compressed prior to installation in order to provide for extension when the pipeline contracts
from 700 F to the minimum design temperature of25° F.
The amount of pre-compression equa ls:
(Rated Moremel1f)x(Coef!iciellfat
Coe/liciellf af Tm:J\
-
7;",/ - CoeffiCient Of Tmm )
(J-4)
Cae/fidem af Tmm
Assuming the selected Expansion Joint is rated for 5 Inches axial compression. and substituting
numerical values from the above example in this fomlUla. we have:
(5)-,[0-(-032)]
0.57 inches of pre-compression
[2.48-( -0.32)]
Thi s leaves 4,43 inches for compression from the installed position. Thus. the usc of an Expansion
Joint rated for 5 inches axial compression. installed pre-compressed 0.57 inches will provide a
means for absorbing the contraction of the pipe from the installation temperature to tbe minimum
temperature (0.48 in.) as well as the expansion of the pipe from the installation temperature to the
maximum lemperanlre (3.72 in.).
No allowance bas been made in this sample calculation for conditions a, b. or c in Section 2.1.
It may be necessary to field pre-compress Expansion Joints where infomlation 011 themlal
expansion coefficients is nO! available. When this occurs pre-compression may be approximated
by the following formula:
(Rated Movemem .r(T", -
\\ '" \\ .ejma.org
Tm,n )
c Expansion Joint Manufacturers Association. Inc.
(J·S)
J-35
STANDA RDS OF THE EXPA SION JOI NT MANUFACTURERS ASSOCIATION. INC.
AP PENDIX J
This page intenti ona lly blank.
j·)6
f"
[:xpansion Joint
r"l anur(u.: lu H:I ~ A:.~ut.: ialiuli. Iw.:.
www.t:j nm.urg
STAN DA RDS OF T H E EXPANS ION JOINT MANU FACTU RERS ASSOC IAT ION, INC
IN DEX
AERAT I O~
CONNECTIONS. (See Purge Connections)
A'\CHOR.
Direction:ll. 1.2: 1.1: Fig. 2.10: Fig. 2.24: Fig. 2.26: 2.10: 3. J.B.a: 3.1.8.g; 3.1.C: lA.B.d: 8.3; App.S.
Failure.3. F.u
Intermediate. 1.2: 2.1: Fig. 2.2; Fig. 2.3: Fig. 2.6: Fig. 1.7: Fig. 2.8: Fig. 2.9; Fig. 2.10: Fig. 2.11: Fig. 2.12: Fig.
2.13: Fig. 2.1-1: Fig. 2.17: Fig. 2. 18: Fig. 2.19: Fig. 2 .20: Fig. :U.\: Fig. 2.11: Fig. 2.23: Fig. 2.24: Fig. :t25;
Fig. 2.26; Fig 2.27: Fig. 2.28: 2.10.1: 3.I.8.a: 3.I.B.£; 3.l.C: 3A.B.d: Fig. 6.3; 8.3: App.C
Main. 1.2: 2.1: 2.2: Fig. 2.2: Fig. 2.3: Fig. 2.4: Fig. 2.5 : Fig. 2.6: 2.3: Fig. 2.10; Fig. 2.1 L Fig. 2. J 2: 2.10.1: 2.10.1.1:
3.1.8.a: 3.1.B.g: 3.1.C: 3A.B.d: 8.3: App.S
~Iain. Loads, 2.10.1.2
Sliding. 1.2
ANGULAR ROTAT ION. (See !\ iovement)
ANNEAL LNG. (See Bellows. Heal Trealment)
ANS I. 3.2: 7: 9.3
APPLICATIONS. EXPA.l\IS IOK JOINT. 2.4: 2.5; 2.6; 2.7; 3.I.B.a:
Angular Rotation. 2.3
A'I(ial MOHmenl. 2.2. 2.5
Combined MO\emenl. 2 .3
Double. 2.2: Fig. 2.2: Fig. 6.3
Gimbal Assembly. 2.9
Hinge Assembl). 2.7: Fig. 2.12: Fig. 2.23: Fig. 2.24: Fig. 2.25. Fig. 2.26; Fig. 6.5
Lateral Movement. 2.3: Fig. :U I; Fig . 2.12: 2.5: Fig. 2.13
Pressure Balanced. 2.2; Fig. 2.6; Fig. 2.7: Fig. 2.8: 2.6: Fig. 2.17: Fig. 2.18: Fig 2.19: Fig. 2.20: Fig. 2.21: Fig. 6.8:
Fig. 6.9
Single Assembly. 2.2: Fig. 2.1: Fig. 2.2; Fig. 2..3: Fig. 2.4: Fig. 2.5: 2..4; Fig 2.9: Fig. 2.10: 2.10.1: 4.1; 4.9.1: Eq. 433: Eq. 4....H
Universal Assembly. 2.5; 4.9.1: Eq. 4·31; Eq. 4-45
AREA EFFECTIVE. (See Effective Area)
ASME. 3.2; -1.12.1.1; 4.12.1.2: -I.15.a: -I.15.b: 6.12; 7: 9.3: App. G
ATOMICS I!':TERNATIOI\AL. 4.12.1.1
AXIAL MOVEMENT. (See Mo\emt!nl)
BARLOW FORMULA, 4.12.1.3: Eq. 4-17; Eq. 4-29: Eq. 4-38: Eq. 4-41
BARS. ilmgc, 1.2
Shipping (See Shipping De\ ices)
S\\ 109, 1.2: 2.5
BELLOWS. 1.2: Fig. 4.13: Fig. 4.14
Am!lysis. 4.12: 4.12.1
Benchmark Calculation:., 4.14
Damage. 3.1.B.1: 3.4.B.a: 3A.B.b: 3.7.F.a; 8.3
Design, 3. L 3.2: . U: -1.12.
Diaphragm (Disc) . 6.1""6.7
Effecti\ e Area (See Effecli\e Area)
Equations {Unrein forced) .. 4.12.1.1: 4.13.1
(Reinforced). 4.12.1.2.: -I. [3.2.
(Toroidal). 4.1 ::!.I.::!.a: -1.13.3
Erosion.3.I.B.c
Mean (Pilch) Diameter, 1.3
Mo .... ement. 3.I.B.g
Mo\emenl Equations. 4.1 AA
Multi-ply. 3.1.0.c: 4.12: 9.1
;-";omencJature. 1.3
Pressure, 2.10. 1.2.1 : 3. 1.B.d; 3.1.0: 4. [2.1.3: ·.\.15
Reinforced. -1.12.1.2: -1.13_2.: Fig. -1.1-1
Specification. 1.2: 3.1: -I_I: 4_12.1.5: 5A 9.3: App. A-I: App. A-2
Spring Rale. -1.12 1-7: Eq. 4 .. 37: Eq. 4-50: Eq -1-61: Eq 5-36
w .... \\ .ejma.org
c Ex.pansion Jomt Manufacturers Association. Inc.
Index-I
STAN DA RDS OF TH E EX PANS IO
JOI NT MANUFACTURERS ASSOCIATION, INC.
Stabili ty (Instability ). 3.4.B.b: 4.5.2: 4.12: 4.12. 1.6: Fig. 4.12 : Eq. 4-31: Eq. 4-35: Eq. 4-36: Eq. 4-45: Eq. 4--60:
7.3.2
Tabulated Values for Design Factors. App.
J
Tangenl. 1.2: 1.3: ..t 12: Eq. 4-27; Eq. 4-38: Eq. -I-51 : -I.15.b: Fig. 6.13 : App. F
Tangent Collar. 1.3: 4.12.1.3; Eq. 4-28: Eq. 4-39: Eq. 4-51: Fig. 4.14: Eg. 4--40: Eq. 4-53
Temperature. 1.3: 2.1: 3. I.B.d: J. t.B.c: App. G
Toroidal. 1.3: 4. 12: 4. 12. l.1.a: 4.12.1.3: 4 . 13.3: 4. 14: 4. 15.b: Fig. 4.15: 6.16.9
Unreinforced. 4.12.1.1: 4.13.1: Fig.4. 13
Vibr.lI ion (See Vibration)
BELLOWS. FORMING. 6.16
ElaSlomeric.6.16.1
Exp:ms ion.6. 16.2
Hydrau lic. 6.16.3
Pneumalic. 6.16.-1
Press Brake (Rectangular), 6.16.8
Roll. 6.16.5; 6.16.6: 6.16.7
BEL LOWS. HEAT TREATME NT. 1.3: 4.12: 4.12.1.9: 4.16.3: Fig. 4.20: 6.12: 9.4; App. F
BELLOWS. MATERIAL. 1.3: 3.I.B.b: 3.1. 0 .d: 3. 7.F.e: -1 .10.2: 4.12: 6.5: 6.9: 7.3: 9.3.a: 9.4: App. F
Elastic Range.4.12.1.7
Plastic Range. 4. 12.1.7: 9.-1
Work Hardening. 4. 12.1.5
Yield Point. 4.12: 7.3.3
BELLOWS. RECTANGULAR. (S~e Rectangular Expansion Joinl)
BEN D ING STRESS. (See Stress)
('·FACTORS (See App. I)
Cd. 1.3: Fig. 4. 14: FigA.1 7
cr. 1.3: Fig. 4.14: Fig. 4.16
Cpo 1.3: Fig. 4. 14: Fig. -1. 15
CIRCUMFERENTIA L STRESS. (See Stress)
Membrane (See Stress)
CLEARANCES. COMPO! ENT. Fig. 2. 12: Fig. 1. 13: 2.6: Fig. 2.22: Fig. 2.26: 2.10.2: 3A.B.h: 4.5.3: -I.10.2.r
CODES. Piping. Pressure Vessel (See Af'.:SI. ASME)
COLD SPRING. (See also Precompression). Fig. 2.12: Fig. 2.22: Fig. 2.23: 4.3; 4.5: 4.6. 1: 4. IO.2.f: 5.3
COLLAR. BELLOWS TANGENT. (See Bellows Tangent Collar)
COf\·1B INED MOVEMENT. (See Movement)
CONTROL RODS. (See Rods)
CONVE RSION FACTORS. App. 0
CONVOLUTION. 1.2: 4.12: Fig. 4 .13: Fig. 4.14: Fig. ·U5 (Toroidal)
COPYRI{j HT , (il)
CORNERS. BELLOWS. R.:clangular. S.:U.4
CORRELAT IO N TESTING. (See Testing)
CORROS ION . 3.I.B.b: 3.7.F.e: 9.4
COVER. (External Shroud). 1.2: 3.1.0.3: 4.5.3: -1.9.2: 4.11: App. A
CUMU L \ T IVE FATIG UE. MI NOR'S CR IT ERIA. 4 .12. 1.5.h: 4 . 11 .1.5.c: 4.12.1.5.d
CYCLE LIFE. (See Fatigue)
DAMAGE. BELLOWS. (See Bellows. Damage)
DEF INITION OF TERMS. (See also Nomenclature), 1.2
DEFLECT ION STRESS. (See Stress)
DESIGN, Bellows (See Bellows. Design)
DESIG N. B ELLOWS. RECTANGULAR. (See R~ctangular Bellows)
DESTRUCT IVE TESTL~G. (See Testing)
DIAPHRAM (DISC) BELLOWS. DIRECT IONAL Al-":CHOR. (See Anchor. Directional)
DOUBLE BELLOWS EXPANSIO;-.1 JOINT. (See Expansion Joint)
Vibr:lIlon (See VihrallonJ
ImJ~.\·:!
. E.'tpanslOn Joint Manufacturers Association, Inc.
WW\\
.ejma.org
STANDARDS OF THE EXPANS ION JOINT MANU FACTURERS ASSOCIATION, INC.
INDEX
EFFECTIVE AREA. Bellows. 1.3: Eq. ~-4: 2.10.1
ELASTICITY. MODULUS OF. Table \'
ELASTOl\ IERIC FOR.MI~G. Bellows. 6.16.1: 6.16.4
EQUA LI ZING (COl\'TROL) RI!'\G. 1.2: 4.1: 4.13.2: 8.2
EXPANS ION FORMING. Bello\\s. 6.16.2
EXPANSION JO INT 1.2
Componenb. 1.2
Desif,.'l1. 1.3: 3.1.3.2: -I: 5
Double Bello\\s. 1.2: 2.1: Fig. 2.2: 2.10.1.1: 4.1; Fig.6.1: Fig. 6.2: Fig. 6.3
Failure. 3.7.F: 4.1O.l.h
Flange- Loading. -l ~
Gimbal. 1.2: 2.1: 2.9: Fig. :US: Fig. 2.29: 2.10.1. [: 3.7.D.e: 3.7.D.£: 4. 15.1: 9.2: 9.::U.1.C: 9.:U.4: App.A
Hinge. 1.2: 2.7: Fig. 2.22: Fig. 2 ..23: Fig. 2.24; Fig. 2.25: Fig. 2.26: Fig. 2.28: 2.8: 2.10.1.1: 9.2: 9.2.3.I. B: 9.2.3.4
inlcmally Guided. 1.2
Pressure Balanced. 1.2: 2.1: 2.2: fig. 2.6: Fig. "'!..7: Fig. 2.8: 2.6: Fig. 2.17: Fig. 2.19: Fig. 2.20: Fig. 2.2 [: Fig. 2.23:
4.1: App. J
Rectangu lar (See Rectangular Bello\\s)
Selection. 2. [
S ingle Bello\\s. 1.2: 2.2; Fig. 2.1: :UO. I: 4. 1: 4.9. J; EqA-I: Eq. 4-3: Eq. 4-47: 4.9.2: 4.11.2: Eq. 4-35: Eq: 5-3:
Eq. 5-5: Eq. 5-9: Eq. 5-10: App. J
Storage. 3.7.F.a: 6.13: 6; 8
Swing. 1.2: 2.5: 2.7: 2.10.1.1: 4.1
Symbols. App. B
Universal. 1.2: 1.3: 2.5: Fig. 2.13: Fig. 2.14: Fig. 2.15: Fig. 2.21: 2.7; 4.1: 4.4: 4.9.2: -U3: 4.15.3: Eq. 5-20:
Eq. 5-21: App. F
EXPANSION JOINT APPLICATIOl\S. (See Applications. E-;panslon Joint)
EXPANSION . THERJ\.1AL. (See Thennal E-;panslOn)
EXTERNAL INSULATION. 3.I.B.f
EXTERNAL LOADS. (See Loads)
EXTERNAL PRESSURE. 4.12.1.1: Fig. 4.10: 4.15
EXTERl\AL SHROUD. (See Co\er)
FABRICATION EXPA'SlOl\ JOINT.
Flanges Welded to Bellows. 9.3(c)
Flanges \Veldcd \(l Pi pe ;.Iipples. 9.3(b)
Plate flanges. 6.17: Fig. 6.9: Fig. 6.10: 9.3
Tolerances. 6.17: Fig. 6.13: 8.3: App. F
Van Stone Flanges. Fig. 6.·t 8.5: 9.3(a): 9.3.c
Weld Ends. 1.2: Fig. 6.12
fAILURE. Expansion Joint. 3.7.F
FATIGUE. CumUlall'ie. Minors Criteria. 4. 12.1.5.b
High Temperature. App. G
Life. 1.3: 3.1.8.c: 3. I.Rd: 3.I.B.J; 3.4.B.b; 4.3: 4.9: 4.12: -1.12.1.3: -1.12.1.-1: ·t 12.1.5: 4.13.1: Eq. 4-34: Eq. -1---59:
Fig. 4.20
Tesling. 4.12.1.8; Eq. 4--48 (reinforced betlo\\s]: 6.7: 7:2: 7.3: App. JFLANGES. [.2: 6.17: 9.3
Plate. Fig. 6.9: 6.17: Fig. 6. [0: Fig. 6.11: 9.2.3.1
Van Stonc. Fig. 6.-1: 8.5: 9.3(a): 9.3.c
FLUORESCENT PEl'\ETRA 'H EXAMlNATlO!\. 7.1.3
FORCE. Anchor (See Pressure Thrust)
AxinI.1.3:4.6.1:5.4
Calculation. 2.10.1.1: ..U: -1.6.1: App. J
Lateral. 1.2: 4.6.1: 5.4
L:nbalanced. 2.10.1.1; 2.10.1.2
FORCE REDUCTIO!\. (See Cold Spnng)
FORE\'v"oRD. (ii)
FORMll'\G. BELLOWS. (See l:3ellO\\ s. Fonmng)
ww\\ .ejma.org
(" E.-;pansion Joinl Manufacluren. Association. Inc.
Index-3
STANDARDS OF THE EX PANSION JOIN T MANU FACTUR ERS ASSOCIAT IO, . INC.
GASKETS. -1..8; 8.4: tU: 9.3
GIMBAL EX PA NS ION JO INT. (See S"pansion Joint)
G U IDE. PIPE. (See Pipe Alignment Guide)
HALOGE;-.1 LEAK EXAMINATION, 7.1.6
I-IARDW ARE. 9.2
Attachmenl. 3.1: 9.2.2: 9.2.3.2: Fig. 9.3: Fig. 9.-1
HEAT TREA Tl\'IENT, (See Be!lO\I.:.. Heat Treatmenl)
HINGE EXPANSION JO Il'\T. (See Expansion Joint)
HOOP STRESS. (See Stress)
HYDRAULIC FORMING. Bellows. 6.16.3
HYD ROSTATIC TESTING. 3.5.A.e; 3.6: 7.2 .1
INQU IR IES. App. E
INS PECT ION. 6.7
Periodic. 3.7
Post lnstalkuion. 3.5
Post Test. 3.6
INSTA BILITY. B ELLOWS. (Sce Bellows. Stabili ty (Instability»
INSTALLATION. 3.4: 3.7.F,b; 8; 8.3
Instructions. 3.4.A: 8.5
Temperature. 2.1 : 3. I.B.e: App. J Ex. II
INSULATION. EXTERNAL. 3.1.D.f
INTERGRANULAR CORROS ION. (See Corrosion)
INTE RMEDIATE ANC HOR. (See Anchor. Intermediate)
INTERNAL SLEEVE. (See Li ner)
INTERNALLY GU IDED EX PANSION JOINT. 1.1
LATERAL MOVH'IENT. (See Movement)
LIMIT RODS. (Sec Rods)
LINEA R Il\TERPOLATION. App. I
LI NER. (Internal Sleeve). 1.2: 3. 1.8.c: 3.1.8. i: 3A. B. b: 3.4. B.c: 4.5 .3: 4. 10: 4.10.2: 8.3
LINER. Thickness (Recommended). 4.10.2
Vibr.llion (Flow) (Sec Vibr.llion)
LIQ UID PENETRANT EXA MI NATION. 7. 1.2
LOADS. External. 2.3: 5.4: 9.2.1
Intt!mled iate A nchor. 2.10. 1.1
Main Anchor. 1.10.1.2
Pipe Alignment Guide. 1.10.2
MAGNETIC PARTIC LE EXA MINATION. 7. 1.4
MA IN ANCHOR (See Anchor. Main)
MANU FACTU RI NG. 6. 16
MASS S PECTROM ETER EXAMINATION. 7.1 .7
MATERIAL. Bellows (See 8ello",s. Material)
h'IEAN ( PITCH) DIAMETER.
Angular Rot:1I1on Ratio. 1.3
Bcllo",s Constants. Fig. 4.16 through Fig. -L 19
Effect j\e Area 1.3
Equation for. 1.3
force/Moment Calcu lation. Eq. 4-15 through Eq. 4-18: F!g. 4 .2 through Fig. 4.5: App. C
Internal Pressure Fon:e 1.3
Inplanc Instability 1.3
Membrane Stres.<;, 4. 13: Eq. 4·27 through Eq. 4-33
Mo\ emcnt Calcul::ltion. 4.1 through -1.-1: Eq. 4-1 through Eq. 4- 13: Fi g. -1.1 through Fig. 4.5
Spring Rate. -1.9; -1. 10; I:q. -I-19Ihrough Eq . -1-26; FIg. 4.X
Thinning. 1.3
Vibration, Eq. 4-20: Eq. -1-21: Eq. 4-22: Eq. 4-23
Index-4
~
Expansion Joint Manufacturers
A~socjallon,
Inc.
WW\\
.ejma.org
STANDARDS OF THE EXPANSION JOI NT MANU FACTURERS ASSOC IATION. INC.
INDEX
MEDIA. FLOWING. 3.I.B.b: 3.I.B.h: 3.1.0.a: 4.10.1
MEMBERSHIP.
Companies. (iii)
Technical Conuniuee. (ii i)
f>,IEMBRANE STRESS. (See Slress)
MERIDIONAL YIELD RUPTURE TESTING. 7.3 .3
MINOR'S C RlTERJ A. CU MULATIVE FATIG UE. 4.12.1.5.b
MODULUS OF ELASTICITY. Table V
MOMENT. App. C
Angular. -1.6.1: Eq. 4-16: Fig. 4.3: 5.4; Eq. 5-16: Eq. 5-\7
Lateral. 4.6.1: Eq. 4-15: Fig. 4.4: Fig. 4.5: 5.4: Eq. 5-14: Eq. 5-15
MON ITOR. BELLOWS. Muhi-ply, 3.l.D.c
MOVEMENT.
Angular Rotation, 1.2: 2.3; 2.7: 2.8: 2. 10.1.1.2: Eq. 4-3: Eq. 4-4: Fig. 4.3: S.l.e: App. II
Axial. 1.2: 2.2: 2.4: 2.6: 2.10.1.1.1: 2.10.2; Eq. 4-1; Eq. 4-2; Fig. 4.2: 5. La: 5.1 b
Calcu lation. 4. 1: 4.6.1: App. C
Calcu lation (Sample). App. J Ex. 9: App. J Ex. 10
Cold Spring. 4.5
Combined. 2.3; 4.2; Eq. 4-8; Eq. 4-9: App. J Ex. 9
Design.3.I. B.g
lndicators. 1.2
Lateral. 1.2: 2.3; 2.4: 2.7: 2.10.1.1.2; Eq. 4-5: Eq. 4-6: Eq. 4-7: Fig. 4.4: Fig. 4.5; 5.1.d: 5.I.c: App J Ex. 10
Misalignment . 3.I.B.g; 3.4. B.b: 3.5.A.h; 8.3
Precompression. 3.4.8.c: App. J Ex. II
Range. 4.3: 4.12.1.5.a
Rated. 1.2: 4.2: Eq. 4-10; Eq. 4-11: Eq. J-4: Eq. J-5
Torsional Rotation. 1.2; 2.10.2: 3. I. B.3: 4.13.-\
MULTI-PLY BELLOWS. 3.I.D.c; 9.1
"lOME;\CLATURE. BELLO\\,S. 1.3
Design Equations. 4.13.1; 4.13.2: 4.13.3
Forcl:s & Moments, 1.3: App, C
NON-DESTRLCTIVE TEST ll\G. (See Testing)
PACKI;\IG. (Packagmg) (Sce Shipping)
PAJ\TOGRAPIlIC LINKAGE. 1.2: Fig. 2. 15
PIt\:S. Gimbal. 1.2: 9.1.3.I.c
Hmgc. 1.2: 9,2.J.I.b
PIPE ALIGNME~T GUlDE, 1.2: 2.2: Fig, 2, I: Fig. 2.2; Fig. 2.3: Fig. 2.4: Fig. 2.5; Fig. 2.6: Fig. 2.7: 2.3: Fig. 2.9: Fig. 2.10:
Fig. 2.17: Fig. 2.19: Fig. 2.20: Fig. 2.21: Fig. 2.24: Fig. 2.25: 2.10.1.1 I: 2.10.2: 3.I.B,a; 3.1.C: 3.4.B.d; 8.3
Planar. 1.2: Fig. 2.11; Fig. 2.12: Fig. 2.13: Fig. 2.14: Fig. 2.22: Fig. 2.23: Fig. 2.24; Fig. 2.25: Fig. 2.26; Fig. 2.28:
Fig. 2.29: 2.10.2
Spacing. Fig. 2.3: Eq. 2-7: Fig. 2.31
PIPE SECTIOt\. 1.2
PIPE SUPPORTS. 2.1: 2.10.2: 2.10.3: 3. I.B.a: 3.I.C: 3.-\.B.d
PIPE. THERMAL EXPANSIQi\. (See Thennal E:\pansion)
PLATE FLAt\GES. (See Fabrication. Expansion Joinl)
PNEUMATIC. Fanning, BellO\\!>. 6.16,4
Testing. 7.2. 1
PRECOMPRESSION. (See abo Cold Spring), 3.4.8.c: 8.3: App. J E:\ II
PRESERVATIO;\ AND PACKAGING. 6.13; 8
PRESS BRAKE FORMI'\C. Rectangular Bellow!>. 6.16,H
PRESSURE.
Design (See Bellows. Design)
EXlemal. 4.15
Testing (See Testing)
PRESSuRE BALANCED EXPA!\SIO,\ JOJI\T. (See hpansion Joint)
W\\lw.eJma.org
(" Expansion Joint r..lanufacturers Association. Inc.
Index-5
STANDARDS OF TH E EXPANS ION JOI NT MANUFACTURERS ASSOCIAT ION, INC
PRESSU RE STRESS. (St.-e Stress)
PRESSU RE T HR UST. 1.1; 2.2: 2.5: 2.6; 2.7: 2. JO. 1.2. I : J.l. D.b: -U 5.1: 9.2: Apr. J
PURGE CONNECT IONS. 1.2
QUAL ITY ASSURANCE, 6. 1 through 6.15
Manufacturi ng. 6.1 through 6.4: 6.6; 6.8: 6. 10:
6.1~
through 6.17: 7
RADIOGRAPHIC EX AM I NAT I O~. 7.1.1
RATED MOVEMENT. (See MO\ement)
RECTANGU LAR EX PANSION JO INT.
Beam l\'lode Pressure Deflection. Eq. 5-31. Eq. 5-33
Bending. Longitudinll i. Pressure. Eq. 5-22: Eq . 5-23
Bending. Meridional. De fl ection. Eq. 5-30
Bend ing. Meridional. Pressure. Eq. 5-28
Combined Movements. 5.2
Convolution Profiles. Fig. 5.9
Comers. Fig. 5. 10
Design. 5
Fatigue Life, Eq. 5-35
Forces & Moments. 5.4: App. C
Fonning.6. 16.8
Membr.me. Longlludi nal. Pressure. Eq. 5-22
M OH~me nt C:l lcubtion. App. J Ex. 10
Movement Equations. 5. 1
Movement R:mgc. 5.3
Nomenclature:. 1.3
Perfonnance Equations. 5.5
Single. 5.I.c: Fig. 5. 1: Fig. 5.3
Spring Rate. Eq. 5-36
Universal. 5.I.b: 5. I.c: 5. I.d
REINFORCED BELLOWS. (Sec Bellows. Reinforced)
RI NG. Equa lizing (Control), 1..2: 4.1: Fig. 4.14
G imb;l l, 1.2: 9.:!.3.l.c
Reinforcing, 1.2: Fig. 4. 14 ·
RO DS. Control. 1.2: 2.5: Fig. 2. 16A
Li mit, 1.2: Fig. 2.16A: 3.I. D.b
Tie. 1.2; 2.4: Fig. 2.11 : Fig. 2. 12: 1.5; Fig. 1.13: Fig.2, 16A: 2.6: 2. 10. 1 I: 4.15.1: Fig. 6.7: Fig. 6.8: 9.2: 9.2.3. La:
Fig, 9.1:
Tie. Minimum Size (Rcconlln t:nded), Fig. 9.2
ROLL FORM ING. Bellows, 6. 16.5; 6. 16.6
ROTATIONAL MOV EMENT, (See Movement, .A..ngular Rotation)
(See Torsiona l Mo' ement)
SAFETY RECOMMENDATIO NS. 3
SERV ICE COND ITIONS. TypicaL J
SHI PP ING, 6. 13: 8
Devices (B3rs), 1..2 : J ..l.8.f: 8.2
Tag...., 3.4.A: 8.1
SHROUD. EXTERNAL. (See Cover)
SINGLE BELLOWS. Vibration (See Vibration)
SJ!\GLE BELLOWS EXPANSION JOI NT. (See Expansion Joim)
SLEEVE, INTERNAL. (See Liner)
SLID ING ANCI-IOR. (See Andlllr. Sliding)
SPECIFICATION. DES IGN. (Seo:: Bdlo\\:.. De:.ign)
SPECIF ICATION SHEET, App. A
SPR"C'RATt., (See Be llows. Sprmg Rate)
SQU IRM . STA BILITY . BELLOWS. (See Bellows, Stability (Instability))
STORAGE. Expansion Joinl. 6. 13: 8
\:') Expansion Joint Manuf:lclurers Associ.uion. Inc.
www.ejma.org
STANDARDS OF THE EXPANSION JOINT MANUFACTURERS ASSOCIATION, INC
INDEX
STRESS.
Allowablc.~.I:!.11.4.12.1.2
Ana lysis ...U 2:
Bending . Merid ional. Deflection. -I.. [2: 4.12.1.4: 4. [2.5<1: Eq. 4-33: Eq. 4-47
Bending.. h1cridionul. Pressure.. 4.12: ..I. 12.1.3: 4.12.5a: Eq. 4-31: Eq. 4--45
C ircumferemial (See Stress. Hoop)
Component Design Limits. 9.2.3.3
Corrosion (See Corrosion)
Hoop. 4.12: 4.12.1.3: Eq.4-27: Eq. 4<~M; Eq. 4-29: Eq. 4-38: Eq. 4-39: Eq. 4-4 [: Eq. 4--41
LImit. ComponeD!. Table II
Membrane. Meridional , Deflection. 4.12: -t.12.' A: 4.11.1.5.a: Eq 4-31: Eq 4...Ui
Membmne. Meridional. Pressure. 4.12: 4.11.1.5.a: Eq. 4-30: Eq. 4-44
rvlembra ne, Pressure. Fastener. 4.12: Eq. 4-B
Range.4.12.1.5
Rectangu lar Expansion Joinl. (See Rectangular Expansion Joint)
Toroidal 8ellO\\5.. Eq. 4-51 through Eq. 4-58
STRESS RELIEF. (See Bellows.lleat Treatment)
SU PPORTS. Pipe (See Pipe SupPOr1s)
SW ING. Bars. 2.5
SWING EX PA ~SION JOINT. (See Expansion Jom!)
SYMB OLS. EXPA "JSION JOII\TS. App_ B
SYSTEM O PERAT ro r-.;. 3.7.E
TAGS. SHIPPI l\G. (See Shipping)
TANGENT: BELLOWS. (Sec Bellows. Tangent)
Collar (See Bellows. Tangent collan
TEC HNICAL Il\QUIRIES. App. E
TEM PERATURE. Design (See BellO\.. s Design) (Sce Installation)
TESTI'\G. 4.11.1; 7
Air Jet Le3k Exammat ion. 7.I .R
Correlation. 4.12.1 .8
Destructi\e. 7.3: Tuble I
Faugue. 7.3.1. App. F; App. G
F lu or~sccnt Penetrant Examination. 7. 1.3
I ialogen Leak Exammallon. 7. 1.6
Hydrostatic. 3.5: 3.6: 7.2.1
Liquid Penetrant Exammation. 7.1.2
Magnetic Particle Examination. 7.IA
Mass Spcl:trometcr Examination. 7. 1. 7
Meridional Yield Rupture. 7.3.3
\'on Destmcti .. e. 7. 1: 7.2
Pneumatic. 7.2.1
Pressure. 3.I.B.d: 3.1.C; 3.5: 3.6; 7.2.1: 7.3.3
Radiographic Examination. 7. 1 I
Squinn.7.3.2
Ultrasonic Exammation. (See Ultrasonic Examination)
THERl\-IAL EXPANSIO,. Pipe. "2.1: App. J Ex. II: Table IV
TIE RODS. (See Rods)
TOLERA'>:CES. FABRICATI'\G. (See FabricatIon. bpansion Joint)
TOROIDAL BELLOWS. (See Bello\\s. Toroidal)
TORS IO'AL ROTATIO:-..:. 1.2: 2.10.2: 3.I.B.a; 4.13.4
w\\
w.cjma.org
{' Expansion Joim ManufactureT:l. Association. Inc.
lndex-7
STAN DARDS OF T H E EX PANS ION JOINT MA NU FACTU RERS ASSOCIA TION. INC.
ULTRASON IC EXAM INATION. 7.1.5
U BALANCED FORCES. (See Force. unbalanced)
UNIVERSAL EXPANS ION JOINT. (Sec Expansion Join!. Uni\crsal)
Vibration (See Vibration)
UNREINFORCED B ELLOWS. (See Bellows. Unreinforced)
VAN STONE FLANG ES. (See fab rication. Expansion Joints). (See Flanges. Van Stone)
VIBRATION. 2.7: 3.1.B.c: 3.I.B.j: 3.7.C.a: J.7.D.d: 3.7.F.g: 4.9
Dual Bellows. (Universal Expansion Joint), 4.9.1: Eq. -1-2 [: Eq. 4-22: Eq. 4-23
External (Flow Induced). 4. 11
Liner (Flow Induced), "'.IO. I.b; -t IO.I.d: -t. IO.2.a: -l.IO.2.h
Single Bellows.4.9.1. Eq. 4-19. Eq. 4-20
WARRANTY. (ii): 8.5
WELD ENDS. (Sec Fabricat ion. Expansion Joints)
WELDING, 1.2; 2. 10.2; 3.7.F.h; 6. J I: 6.16.5: 6.17: 8.5; 9.2.3.4: 9.4: App. 0 : App. F-2.1
~,
E;"p:.11Isiun joint
~o\anufucturers
Association. inc.
www.cjma.org