K12267_cover 1/30/12 2:31 PM Page 1
C
HEAT
EXCHANGERS Third Edition
Selection, Rating, and Thermal Design
Heat exchangers are essential in a wide range of engineering applications, including
power plants, automobiles, airplanes, process and chemical industries, and heating,
air conditioning and refrigeration systems. Revised and updated with new problem
sets and examples, Heat Exchangers: Selection, Rating, and Thermal Design, Third
Edition presents a systematic treatment of the various types of heat exchangers,
focusing on selection, thermal-hydraulic design, and rating.
This third edition contains two new chapters. Micro/Nano Heat Transfer explores
the thermal design fundamentals for microscale heat exchangers and the
enhancement heat transfer for applications to heat exchanger design with
nanofluids. It also examines single-phase forced convection correlations as well
as flow friction factors for microchannel flows for heat transfer and pumping
power calculations. Polymer Heat Exchangers introduces an alternative design
option for applications hindered by the operating limitations of metallic
heat exchangers. The appendices provide the thermophysical properties of
various fluids.
Each chapter contains examples illustrating thermal design methods and procedures
and relevant nomenclature. End-of-chapter problems enable students to test their
assimilation of the material.
K12267
HEAT EXCHANGERS
Topics discussed include
• Classification of heat exchangers according to different criteria
• Basic design methods for sizing and rating of heat exchangers
• Single-phase forced convection correlations in channels
• Pressure drop and pumping power for heat exchangers and their
piping circuit
• Design solutions for heat exchangers subject to fouling
• Double-pipe heat exchanger design methods
• Correlations for the design of two-phase flow heat exchangers
• Thermal design methods and processes for shell-and-tube, compact,
and gasketed-plate heat exchangers
• Thermal design of condensers and evaporators
Kakaç • Liu • Pramuanjaroenkij
MECHANICAL ENGINEERING
Third
Edition
an informa business
w w w. c r c p r e s s . c o m
Composite
6000 Broken Sound Parkway, NW
Suite 300, Boca Raton, FL 33487
711 Third Avenue
New York, NY 10017
2 Park Square, Milton Park
Abingdon, Oxon OX14 4RN, UK
www.crcpress.com
M
Y
CM
MY
CY CMY
K
Third Edition
HEAT
EXCHANGERS
Selection, Rating, and
Thermal Design
Third Edition
HEAT
EXCHANGERS
Selection, Rating, and
Thermal Design
This page intentionally left blank
Third Edition
HEAT
EXCHANGERS
Selection, Rating, and
Thermal Design
Boca Raton London New York
CRC Press is an imprint of the
Taylor & Francis Group, an informa business
CRC Press
Taylor & Francis Group
6000 Broken Sound Parkway NW, Suite 300
Boca Raton, FL 33487-2742
© 2012 by Taylor & Francis Group, LLC
CRC Press is an imprint of Taylor & Francis Group, an Informa business
No claim to original U.S. Government works
Version Date: 20120110
International Standard Book Number-13: 978-1-4398-4991-0 (eBook - PDF)
This book contains information obtained from authentic and highly regarded sources. Reasonable
efforts have been made to publish reliable data and information, but the author and publisher cannot
assume responsibility for the validity of all materials or the consequences of their use. The authors and
publishers have attempted to trace the copyright holders of all material reproduced in this publication
and apologize to copyright holders if permission to publish in this form has not been obtained. If any
copyright material has not been acknowledged please write and let us know so we may rectify in any
future reprint.
Except as permitted under U.S. Copyright Law, no part of this book may be reprinted, reproduced,
transmitted, or utilized in any form by any electronic, mechanical, or other means, now known or
hereafter invented, including photocopying, microfilming, and recording, or in any information storage or retrieval system, without written permission from the publishers.
For permission to photocopy or use material electronically from this work, please access www.copyright.com (http://www.copyright.com/) or contact the Copyright Clearance Center, Inc. (CCC), 222
Rosewood Drive, Danvers, MA 01923, 978-750-8400. CCC is a not-for-profit organization that provides licenses and registration for a variety of users. For organizations that have been granted a photocopy license by the CCC, a separate system of payment has been arranged.
Trademark Notice: Product or corporate names may be trademarks or registered trademarks, and are
used only for identification and explanation without intent to infringe.
Visit the Taylor & Francis Web site at
http://www.taylorandfrancis.com
and the CRC Press Web site at
http://www.crcpress.com
Contents
Preface ................................................................................................................... xiii
1. Classification of Heat Exchangers ............................................................... 1
1.1 Introduction ........................................................................................... 1
1.2 Recuperation and Regeneration .......................................................... 1
1.3 Transfer Processes .................................................................................6
1.4 Geometry of Construction ...................................................................8
1.4.1 Tubular Heat Exchangers........................................................8
1.4.1.1 Double-Pipe Heat Exchangers ................................ 8
1.4.1.2 Shell-and-Tube Heat Exchangers............................9
1.4.1.3 Spiral-Tube-Type Heat Exchangers ...................... 12
1.4.2 Plate Heat Exchangers ........................................................... 12
1.4.2.1 Gasketed Plate Heat Exchangers.......................... 12
1.4.2.2 Spiral Plate Heat Exchangers ................................ 14
1.4.2.3 Lamella Heat Exchangers...................................... 15
1.4.3 Extended Surface Heat Exchangers..................................... 17
1.4.3.1 Plate-Fin Heat Exchanger ...................................... 17
1.4.3.2 Tubular-Fin Heat Exchangers ............................... 18
1.5 Heat Transfer Mechanisms ................................................................ 23
1.6 Flow Arrangements ............................................................................ 24
1.7 Applications ......................................................................................... 25
1.8 Selection of Heat Exchangers ............................................................ 26
References ....................................................................................................... 30
2. Basic Design Methods of Heat Exchangers ............................................. 33
2.1 Introduction ......................................................................................... 33
2.2 Arrangement of Flow Paths in Heat Exchangers ........................... 33
2.3 Basic Equations in Design.................................................................. 35
2.4 Overall Heat Transfer Coefficient ..................................................... 37
2.5 LMTD Method for Heat Exchanger Analysis ................................. 43
2.5.1 Parallel- and Counterflow Heat Exchangers...................... 43
2.5.2 Multipass and Crossflow Heat Exchangers ....................... 47
2.6 The ε-NTU Method for Heat Exchanger Analysis ......................... 56
2.7 Heat Exchanger Design Calculation ................................................ 66
2.8 Variable Overall Heat Transfer Coefficient ..................................... 67
2.9 Heat Exchanger Design Methodology ............................................. 70
Nomenclature ................................................................................................. 73
References ....................................................................................................... 78
v
vi
Contents
3. Forced Convection Correlations for the Single-Phase Side of
Heat Exchangers ............................................................................................ 81
3.1 Introduction ......................................................................................... 81
3.2 Laminar Forced Convection ..............................................................84
3.2.1 Hydrodynamically Developed and Thermally
Developing Laminar Flow in Smooth Circular Ducts.......... 84
3.2.2 Simultaneously Developing Laminar Flow in
Smooth Ducts .........................................................................85
3.2.3 Laminar Flow through Concentric Annular
Smooth Ducts ......................................................................... 86
3.3 Effect of Variable Physical Properties .............................................. 88
3.3.1 Laminar Flow of Liquids ...................................................... 90
3.3.2 Laminar Flow of Gases ......................................................... 92
3.4 Turbulent Forced Convection ............................................................ 93
3.5 Turbulent Flow in Smooth Straight Noncircular Ducts ................ 99
3.6 Effect of Variable Physical Properties in Turbulent
Forced Convection ............................................................................ 103
3.6.1 Turbulent Liquid Flow in Ducts ........................................ 103
3.6.2 Turbulent Gas Flow in Ducts ............................................. 104
3.7 Summary of Forced Convection in Straight Ducts ...................... 107
3.8 Heat Transfer from Smooth-Tube Bundles .................................... 111
3.9 Heat Transfer in Helical Coils and Spirals .................................... 114
3.9.1 Nusselt Numbers of Helical Coils—Laminar Flow ........ 116
3.9.2 Nusselt Numbers for Spiral Coils—Laminar Flow ........ 117
3.9.3 Nusselt Numbers for Helical Coils—Turbulent Flow ..........117
3.10 Heat Transfer in Bends ..................................................................... 118
3.10.1 Heat Transfer in 90° Bends ................................................. 118
3.10.2 Heat Transfer in 180° Bends ............................................... 119
Nomenclature ............................................................................................... 120
References ..................................................................................................... 125
4. Heat Exchanger Pressure Drop and Pumping Power.......................... 129
4.1 Introduction ....................................................................................... 129
4.2 Tube-Side Pressure Drop ................................................................. 129
4.2.1 Circular Cross-Sectional Tubes.......................................... 129
4.2.2 Noncircular Cross-Sectional Ducts ................................... 132
4.3 Pressure Drop in Tube Bundles in Crossflow ............................... 135
4.4 Pressure Drop in Helical and Spiral Coils .................................... 137
4.4.1 Helical Coils—Laminar Flow ............................................ 138
4.4.2 Spiral Coils—Laminar Flow .............................................. 138
4.4.3 Helical Coils—Turbulent Flow........................................... 139
4.4.4 Spiral Coils—Turbulent Flow ............................................. 139
4.5 Pressure Drop in Bends and Fittings ............................................. 140
4.5.1 Pressure Drop in Bends ...................................................... 140
4.5.2 Pressure Drop in Fittings.................................................... 142
Contents
vii
4.6
Pressure Drop for Abrupt Contraction, Expansion, and
Momentum Change .......................................................................... 147
4.7 Heat Transfer and Pumping Power Relationship......................... 148
Nomenclature ............................................................................................... 150
References ..................................................................................................... 155
5. Micro/Nano Heat Transfer ........................................................................ 157
5.1 PART A—Heat Transfer for Gaseous and Liquid Flow in
Microchannels ................................................................................... 157
5.1.1 Introduction of Heat Transfer in Microchannels ............ 157
5.1.2 Fundamentals of Gaseous Flow in Microchannels ........ 158
5.1.2.1 Knudsen Number................................................. 158
5.1.2.2 Velocity Slip........................................................... 160
5.1.2.3 Temperature Jump ............................................... 160
5.1.2.4 Brinkman Number ............................................... 161
5.1.3 Engineering Applications for Gas Flow ........................... 163
5.1.3.1 Heat Transfer in Gas Flow .................................. 165
5.1.3.2 Friction Factor ....................................................... 169
5.1.3.3 Laminar to Turbulent Transition Regime ......... 173
5.1.4 Engineering Applications of Single-Phase Liquid
Flow in Microchannels ....................................................... 177
5.1.4.1 Nusselt Number and Friction Factor
Correlations for Single-Phase Liquid Flow ...... 179
5.1.4.2 Roughness Effect on Friction Factor .................. 185
5.2 PART B—Single-Phase Convective Heat Transfer with
Nanofluids .......................................................................................... 186
5.2.1 Introduction of Convective Heat Transfer with
Nanofluids ............................................................................ 186
5.2.1.1 Particle Materials and Base Fluids..................... 187
5.2.1.2 Particle Size and Shape........................................ 187
5.2.1.3 Nanofluid Preparation Methods ........................ 188
5.2.2 Thermal Conductivity of Nanofluids ............................... 188
5.2.2.1 Classical Models ................................................... 189
5.2.2.2 Brownian Motion of Nanoparticles ................... 191
5.2.2.3 Clustering of Nanoparticles................................ 193
5.2.2.4 Liquid Layering around Nanoparticles ............ 196
5.2.3 Thermal Conductivity Experimental Studies of
Nanofluids ............................................................................ 203
5.2.4 Convective Heat Trasfer of Nanofluids............................. 207
5.2.5 Analysis of Convective Heat Transfer of Nanofluids ..... 212
5.2.5.1 Constant Wall Heat Flux Boundary Condition ... 212
5.2.5.2 Constant Wall Temperature Boundary
Condition ............................................................... 214
5.2.6 Experimental Correlations of Convective Heat
Transfer of Nanofluids ........................................................ 216
viii
Contents
Nomenclature ............................................................................................... 224
References ..................................................................................................... 228
6. Fouling of Heat Exchangers...................................................................... 237
6.1 Introduction ....................................................................................... 237
6.2 Basic Considerations ......................................................................... 237
6.3 Effects of Fouling .............................................................................. 239
6.3.1 Effect of Fouling on Heat Transfer .................................... 240
6.3.2 Effect of Fouling on Pressure Drop ................................... 241
6.3.3 Cost of Fouling ..................................................................... 243
6.4 Aspects of Fouling ............................................................................ 244
6.4.1 Categories of Fouling .......................................................... 244
6.4.1.1 Particulate Fouling ............................................... 244
6.4.1.2 Crystallization Fouling........................................ 245
6.4.1.3 Corrosion Fouling ................................................ 245
6.4.1.4 Biofouling .............................................................. 245
6.4.1.5 Chemical Reaction Fouling ................................. 246
6.4.2 Fundamental Processes of Fouling ................................... 246
6.4.2.1 Initiation ................................................................ 246
6.4.2.2 Transport ............................................................... 246
6.4.2.3 Attachment ............................................................ 247
6.4.2.4 Removal ................................................................. 247
6.4.2.5 Aging...................................................................... 248
6.4.3 Prediction of Fouling ........................................................... 248
6.5 Design of Heat Exchangers Subject to Fouling ............................. 250
6.5.1 Fouling Resistance ............................................................... 250
6.5.2 Cleanliness Factor ................................................................ 256
6.5.3 Percent over Surface ............................................................ 257
6.5.3.1 Cleanliness Factor ................................................ 260
6.5.3.2 Percent over Surface ............................................. 260
6.6 Operations of Heat Exchangers Subject to Fouling ..................... 262
6.7 Techniques to Control Fouling........................................................ 264
6.7.1 Surface Cleaning Techniques ............................................. 264
6.7.1.1 Continuous Cleaning ........................................... 264
6.7.1.2 Periodic Cleaning ................................................. 264
6.7.2 Additives ............................................................................... 265
6.7.2.1 Crystallization Fouling........................................ 265
6.7.2.2 Particulate Fouling ............................................... 266
6.7.2.3 Biological Fouling................................................. 266
6.7.2.4 Corrosion Fouling ................................................ 266
Nomenclature ............................................................................................... 266
References ..................................................................................................... 270
7. Double-Pipe Heat Exchangers ................................................................. 273
7.1 Introduction ....................................................................................... 273
Contents
ix
7.2
7.3
Thermal and Hydraulic Design of Inner Tube ............................. 276
Thermal and Hydraulic Analysis of Annulus .............................. 278
7.3.1 Hairpin Heat Exchanger with Bare Inner Tube .............. 278
7.3.2 Hairpin Heat Exchangers with Multitube Finned
Inner Tubes ........................................................................... 283
7.4 Parallel–Series Arrangements of Hairpins ................................... 291
7.5 Total Pressure Drop .......................................................................... 294
7.6 Design and Operational Features ................................................... 295
Nomenclature ............................................................................................... 297
References .....................................................................................................304
8. Design Correlations for Condensers and Evaporators ....................... 307
8.1 Introduction ....................................................................................... 307
8.2 Condensation ..................................................................................... 307
8.3 Film Condensation on a Single Horizontal Tube ......................... 308
8.3.1 Laminar Film Condensation ..............................................308
8.3.2 Forced Convection ............................................................... 309
8.4 Film Condensation in Tube Bundles .............................................. 312
8.4.1 Effect of Condensate Inundation ....................................... 313
8.4.2 Effect of Vapor Shear ........................................................... 317
8.4.3 Combined Effects of Inundation and Vapor Shear ......... 317
8.5 Condensation inside Tubes .............................................................. 322
8.5.1 Condensation inside Horizontal Tubes ............................ 322
8.5.2 Condensation inside Vertical Tubes .................................. 327
8.6 Flow Boiling ....................................................................................... 329
8.6.1 Subcooled Boiling ................................................................ 329
8.6.2 Flow Pattern .......................................................................... 331
8.6.3 Flow Boiling Correlations ...................................................334
Nomenclature ............................................................................................... 353
References ..................................................................................................... 356
9. Shell-and-Tube Heat Exchangers............................................................. 361
9.1 Introduction ....................................................................................... 361
9.2 Basic Components ............................................................................. 361
9.2.1 Shell Types ............................................................................ 361
9.2.2 Tube Bundle Types...............................................................364
9.2.3 Tubes and Tube Passes ........................................................ 366
9.2.4 Tube Layout .......................................................................... 368
9.2.5 Baffle Type and Geometry .................................................. 371
9.2.6 Allocation of Streams .......................................................... 376
9.3 Basic Design Procedure of a Heat Exchanger ............................... 378
9.3.1 Preliminary Estimation of Unit Size ................................. 380
9.3.2 Rating of the Preliminary Design ..................................... 386
9.4 Shell-Side Heat Transfer and Pressure Drop ................................ 387
9.4.1 Shell-Side Heat Transfer Coefficient.................................. 387
x
Contents
9.4.2
9.4.3
9.4.4
Shell-Side Pressure Drop .................................................... 389
Tube-Side Pressure Drop .................................................... 390
Bell–Delaware Method........................................................ 395
9.4.4.1 Shell-Side Heat Transfer Coefficient .................. 396
9.4.4.2 Shell-Side Pressure Drop .................................... 407
Nomenclature ............................................................................................... 419
References .....................................................................................................425
10. Compact Heat Exchangers ........................................................................ 427
10.1 Introduction ..................................................................................... 427
10.1.1 Heat Transfer Enhancement ........................................... 427
10.1.2 Plate-Fin Heat Exchangers .............................................. 431
10.1.3 Tube-Fin Heat Exchangers .............................................. 431
10.2 Heat Transfer and Pressure Drop .................................................433
10.2.1 Heat Transfer .................................................................... 433
10.2.2 Pressure Drop for Finned-Tube Exchangers ................ 441
10.2.3 Pressure Drop for Plate-Fin Exchangers ...................... 441
Nomenclature ...............................................................................................446
References ..................................................................................................... 449
11. Gasketed-Plate Heat Exchangers ............................................................. 451
11.1
Introduction ..................................................................................... 451
11.2
Mechanical Features ....................................................................... 451
11.2.1 Plate Pack and the Frame ................................................ 453
11.2.2 Plate Types ........................................................................ 455
11.3
Operational Characteristics ........................................................... 457
11.3.1 Main Advantages ............................................................. 457
11.3.2 Performance Limits ......................................................... 459
11.4
Passes and Flow Arrangements .................................................... 460
11.5
Applications ..................................................................................... 461
11.5.1 Corrosion ........................................................................... 462
11.5.2 Maintenance ..................................................................... 465
11.6
Heat Transfer and Pressure Drop Calculations .......................... 466
11.6.1 Heat Transfer Area .......................................................... 466
11.6.2 Mean Flow Channel Gap ................................................ 467
11.6.3 Channel Hydraulic Diameter ......................................... 468
11.6.4 Heat Transfer Coefficient ................................................ 468
11.6.5 Channel Pressure Drop................................................... 474
11.6.6 Port Pressure Drop .......................................................... 474
11.6.7 Overall Heat Transfer Coefficient .................................. 475
11.6.8 Heat Transfer Surface Area ............................................ 475
11.6.9 Performance Analysis ..................................................... 476
11.7
Thermal Performance ..................................................................... 481
Nomenclature ...............................................................................................484
References ..................................................................................................... 488
Contents
xi
12. Condensers and Evaporators .................................................................... 491
12.1 Introduction ..................................................................................... 491
12.2 Shell and Tube Condensers ........................................................... 492
12.2.1 Horizontal Shell-Side Condensers................................. 492
12.2.2 Vertical Shell-Side Condensers ...................................... 495
12.2.3 Vertical Tube-Side Condensers ...................................... 495
12.2.4 Horizontal in-Tube Condensers ..................................... 497
12.3 Steam Turbine Exhaust Condensers.............................................500
12.4 Plate Condensers ............................................................................. 501
12.5 Air-Cooled Condensers.................................................................. 502
12.6 Direct Contact Condensers ............................................................ 503
12.7 Thermal Design of Shell-and-Tube Condensers .........................504
12.8 Design and Operational Considerations ..................................... 515
12.9 Condensers for Refrigeration and Air-Conditioning ................ 516
12.9.1 Water-Cooled Condensers .............................................. 518
12.9.2 Air-Cooled Condensers .................................................. 519
12.9.3 Evaporative Condensers ................................................. 519
12.10 Evaporators for Refrigeration and Air-Conditioning ................ 522
12.10.1 Water-Cooling Evaporators (Chillers) ........................... 522
12.10.2 Air-Cooling Evaporators (Air Coolers) ......................... 523
12.11 Thermal Analysis ............................................................................ 525
12.11.1 Shah Correlation .............................................................. 526
12.11.2 Kandlikar Correlation ..................................................... 528
12.11.3 Güngör and Winterton Correlation............................... 529
12.12 Standards for Evaporators and Condensers................................ 531
Nomenclature ............................................................................................... 536
References .....................................................................................................540
13. Polymer Heat Exchangers .........................................................................543
13.1 Introduction ....................................................................................543
13.2 Polymer Matrix Composite Materials (PMC).............................. 547
13.3 Nanocomposites .............................................................................. 551
13.4 Application of Polymers in Heat Exchangers ............................ 552
13.5 Polymer Compact Heat Exchangers ............................................. 563
13.6 Potential Applications for Polymer Film Compact
Heat Exchangers .............................................................................. 567
13.7 Thermal Design of Polymer Heat Exchangers ............................ 570
References ..................................................................................................... 573
Appendix A ......................................................................................................... 577
Appendix B.......................................................................................................... 583
Index ..................................................................................................................... 607
This page intentionally left blank
Preface
This third edition of Heat Exchangers: Selection, Rating, and Thermal Design has
retained the basic objectives and level of the second edition to present a systematic treatment of the selections, thermal–hydraulic designs, and ratings
of the various types of heat exchanging equipment. All the popular features
of the second edition are retained while new ones are added. In this edition,
modifications have been made throughout the book in response to users’
suggestions and input from students who heard lectures based on the second edition of this book.
Included are 58 solved examples to demonstrate thermal–hydraulic
designs and ratings of heat exchangers; these examples have been extensively revised in the third edition. A complete solutions manual is now also
available, which provides guidance for approaching the thermal design
problems of heat exchangers and for the design project topics suggested at
the end of each chapter.
Heat exchangers are vital in power producing plants, process and chemical industries, and in heating, ventilating, air-conditioning, refrigeration systems, and cooling of electronic systems. A large number of industries are
engaged in designing various types of heat exchange equipment. Courses
are offered at many colleges and universities on thermal design under various titles.
There is extensive literature on this subject; however, the information
has been widely scattered. This book provides a systematic approach and
should be used as an up-to-date textbook based on scattered literature
for senior undergraduate and first-year graduate students in mechanical,
nuclear, aerospace, and chemical engineering programs who have taken
introductory courses in thermodynamics, heat transfer, and fluid mechanics. This systematic approach is also essential for beginners who are interested in industrial applications of thermodynamics, heat transfer, and
fluid mechanics, and for the designers and the operators of heat exchange
equipment. This book focuses on the selections, thermohydraulic designs,
design processes, ratings, and operational problems of various types of heat
exchangers.
One of the main objectives of this textbook is to introduce thermal design
by describing various types of single- and two-phase flow heat exchangers,
detailing their specific fields of application, selection, and thermohydraulic
design and rating, and showing thermal design and rating processes with
worked examples and end-of-chapter problems including student design
projects.
xiii
xiv
Preface
Much of this text is devoted to double-pipe, shell-and-tube, compact,
gasketed-plate heat exchanger types, condensers, and evaporators. Their
design processes are described and thermal–hydraulic design examples are
presented. Some other types, mainly specialized ones, are briefly described
without design examples. Thermal design factors and methods are common,
however, to all heat exchangers, regardless of their function.
This book begins in Chapter 1 with the classification of heat exchangers according to different criteria. Chapter 2 provides the basic design
methods for sizing and rating heat exchangers. Chapter 3 is a review of
single-phase forced convection correlations in channels. A large number
of experimental and analytical correlations are available for the heat
transfer coefficient and flow friction factor for laminar and turbulent
flow through ducts. Thus, it is often a difficult and confusing task for
a student, and even a designer, to choose appropriate correlations. In
Chapter 3, recommended correlations for the single-phase side of heat
exchangers are given with worked examples. Chapter 4 discusses pressure drop and pumping power for heat exchangers and their piping
circuit analysis. The thermal design fundamentals for microscale heat
exchangers and the enhancement heat transfer for the applications to
the heat exchanger design with nanofluids are provided in Chapter 5.
Also presented in Chapter 5 are single-phase forced convection correlations and flow friction factors for microchannel flows for heat transfer
and pumping power calculations. One of the major unresolved problems
in heat exchanger equipment is fouling; the design of heat exchangers
subject to fouling is presented in Chapter 6. Double-pipe heat exchanger
design methods are presented in Chapter 7. The important design correlations for the design of two-phase flow heat exchangers are given in
Chapter 8. The thermal design methods and processes for shell-and-tube,
compact, and gasketed-plate heat exchangers are presented in Chapters 9,
10, and 11 for single-phase duties, respectively. Chapter 10 deals with the
gasketed-plate heat exchangers, and has been revised with new correlations to calculate heat transfer and friction coefficients for chevron-type
plates provided; solved examples in Chapter 10 and throughout the book
have been modified. With this arrangement, both advanced students and
beginners will achieve a better understanding of thermal design and will
be better prepared to specifically understand the thermal design of condensers and evaporators that is introduced in Chapter 12. An overview of
polymer heat exchangers is introduced in Chapter 13 as a new chapter; in
some applications, the operating limitations of metallic heat exchangers
have created the need to develop alternative designs using other materials, such as polymers, which have the ability to resist fouling and corrosion. Besides, the use of polymers offers substantial reductions in weight,
Preface
xv
cost, water consumption, volume, and space, which can make these heat
exchangers more competitive over metallic heat exchangers.
The appendices provide the thermophysical properties of various fluids,
including the new refrigerants.
In every chapter, examples illustrating the relevant thermal design methods
and procedures are given. Although the use of computer programs is essential for the thermal design and rating of these exchangers, for all advanced
students as well as beginners, manual thermal design analysis is essential
during the initial learning period. Fundamental design knowledge is needed
before one can correctly use computer design software and develop new reliable and sophisticated computer software for rating to obtain an optimum
solution. Therefore, one of the primary goals of this book is to encourage
students and practicing engineers to develop a systematic approach to the
thermal–hydraulic design and rating of heat exchangers. A solution manual
accompanies the text. Additional problems are added to the solution manual,
which may be helpful to instructors.
Design of heat exchange equipment requires explicit consideration of
mechanical design, economics, optimization techniques, and environmental
considerations. Information on these topics is available in various standard
references and handbooks and from manufacturers.
Several individuals have made very valuable contributions to this book.
E.M. Sparrow and A. Bejan reviewed the manuscript of the second edition
and provided very helpful suggestions. We gratefully appreciate their support. The first author has edited several books on the fundamentals and
design of heat exchangers, to which many leading scientists and experts have
made invaluable contributions, and that author is very thankful to them. The
authors are especially indebted to the following individuals whose contributions to the field of heat exchangers made this book possible: Kenneth J.
Bell, David Butterworth, John Collier, Franz Mayinger, Paul J. Marto, Mike
B. Pate, Ramesh K. Shah, J. Taborek, R. M. Manglik, Bengt Sunden, Almıla G.
Yazıcıoğlu, and Selin Aradağ.
The authors express their sincere appreciation to their students, who
contributed to the improvement of the manuscript by their critical questions. The authors wish to thank Büryan Apaçoğlu, Fatih Aktürk, Gizem
Gülben, Amarin Tongkratoke, Sezer Özerinç, and our students in heat
exchanger courses for their valuable assistance during classroom teaching, various stages of this project, their assistance in the preparation of the
third edition and the solution manual. Thanks are also due to Amy Blalock,
Project Coordinator, Editorial Project Development, and Jonathan W. Plant,
Executive Editor—Mechanical, Aerospace, Nuclear & Energy Engineering,
and other individuals at CRC Press LLC, who initiated the first edition and
contributed their talents and energy to the second and third editions.
xvi
Preface
Finally, we wish to acknowledge the encouragement and support of
our lovely families who made many sacrifices during the preparation of
this text.
Sadik Kakaç
sadikkakac@yahoo.com
Hongtan Liu
hliu@miami.edu
Anchasa Pramuanjaroenkij
anchasa@gmail.com
1
Classification of Heat Exchangers
1.1 Introduction
Heat exchangers are devices that provide the transfer of thermal energy
between two or more fluids at different temperatures. Heat exchangers are
used in a wide variety of applications, such as power production, process,
chemical and food industries, electronics, environmental engineering, waste
heat recovery, manufacturing industry, air-conditioning, refrigeration, space
applications, etc. Heat exchangers may be classified according to the following
main criteria1,2:
1.
2.
3.
4.
5.
Recuperators/regenerators
Transfer processes: direct contact and indirect contact
Geometry of construction: tubes, plates, and extended surfaces
Heat transfer mechanisms: single phase and two phase
Flow arrangements: parallel flows, counter flows, and cross flows
The preceding five criteria are illustrated in Figure 1.1.1
1.2 Recuperation and Regeneration
The conventional heat exchanger, shown diagrammatically in Figure 1.1a with
heat transfer between two fluids, is called a recuperator because the hot stream
A recovers (recuperates) some of the heat from stream B. The heat transfer
occurs through a separating wall or through the interface between the streams
as in the case of the direct-contact-type heat exchangers (Figure 1.1c). Some
examples of the recuperative type of exchangers are shown in Figure 1.2.
In regenerators or storage-type heat exchangers, the same flow passage
(matrix) is alternately occupied by one of the two fluids. The hot fluid stores
the thermal energy in the matrix; during the cold fluid flow through the
1
2
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
(i) Recuperator/regenerator
A
B
A
B
(b) Regenerator
(a) Recuperator
(ii) Direct contact/transmural heat transfer
B
A
B
A
A
(d) Transmural heat transfer
heat transfer through
walls: fluids not in contact
(c) Direct contact heat transfer
heat transfer across
interface between fluids
(iv) Single phase/two phase
A
A
A
B
B
B
(e) Single phase
(f ) Evaporation
(g) Condensation
(iv) Geometry
(h) Tubes
(i) Plates
(j) Enhanced surfaces
(v) Flow arrangements
A
A
B
B
A
B
(k) Parallel flow
(l) Counter flow
(m) Cross flow
Figure 1.1
Criteria used in the classification of heat exchangers. (From Hewitt, G. F., Shires, G. L., and Bott,
T. R., Process Heat Transfer, CRC Press, Boca Raton, FL, 1994. With permission.)
3
Classification of Heat Exchangers
(a)
Fluid 1
Heat transfer surface
Fluid 2
(b)
Heat transfer surface
Fluid 1
Fluid 2
(c)
Shell-side fluid
Tube-side fluid
Figure 1.2
Indirect-contact-type heat exchangers: (a) double-pipe heat exchanger; (b) shell-and-tube-type
heat exchanger.
same passage at a later time, stored energy is extracted from the matrix.
Therefore, thermal energy is not transferred through the wall as in a directtransfer-type heat exchanger (recuperator). This cyclic principle is illustrated
in Figure 1.1b. While the solid is in the cold stream A, it loses heat; while it is
in the hot stream B, it gains heat, i.e., the heat is regenerated. Some examples
of storage-type heat exchangers are a rotary regenerator for preheating the
air in a large coal-fired steam power plant, a gas turbine rotary regenerator,
fixed-matrix air preheaters for blast furnace stoves, steel furnaces, openhearth steel melting furnaces, and glass furnaces.
Regenerators can be classified as follows: (1) rotary regenerators and
(2) fixed matrix regenerators. Rotary regenerators can be further subclassified as follows: (a) disk-type regenerators and (b) drum-type regenerators,
both are shown schematically in Figure 1.3. In a disk-type regenerator, heat
transfer surface is in a disk form and fluids flow axially. In a drum-type
regenerator, the matrix is in a hollow drum form and fluids flow radially.
These regenerators are periodic flow heat exchangers. In rotary regenerators, the operation is continuous. To achieve this, the matrix moves periodically in and out of the fixed stream of gases. A rotary regenerator for
air heating is illustrated in Figure 1.4. There are two kinds of regenerative
4
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
(a)
(b)
Axial flow
Radial flow
Cold fluid
Hot fluid
Matrix
Figure 1.3
Rotary regenerators: (a) disk-type; (b) drum-type. (From Shah, R. K., Heat Exchangers: Thermal
Hydraulic Fundamentals and Design, Hemisphere, Washington, DC, pp. 455–459, 1981. With
permission.)
Central
open
structure
Hot-end
surface
Housing
Section
through rotor
Basketed
heating
surface
Radial
seal
(stationary)
n
Rotatio
Gas
Cold-end
surface
w
Flo
Shaft
Axial seal
(stationary)
Air
Figure 1.4
Rotary storage-type heat exchanger.
Flow
5
Classification of Heat Exchangers
air preheaters used in conventional power plants3: the rotating-plate type
(Figures 1.4 and 1.5) and the stationary-plate type (Figure 1.6). The rotor of
the rotating-plate air heater is mounted within a box housing and is installed
with the heating surface in the form of plates, as shown in Figure 1.5. As the
rotor rotates slowly, the heating surface is exposed alternately to flue gases
and to the entering air. When the heating surface is placed in the flue gas
stream, the heating surface is heated, and then when it is rotated by mechanical devices into the air stream, the stored heat is released to the entering air;
thus, the air stream is heated. In the stationary-plate air heater (Figure 1.6),
the heating plates are stationary, while cold-air hoods—top and bottom—are
9
2
1
6
7
5
4
4
3
8
2
9
1
Plates
Figure 1.5
Rotating-plate regenerative air preheater in a large coal-fired steam power plant: (1) air ducts;
(2) bearings; (3) shaft; (4) plates; (5) outer case; (6) rotor; (7) motor; (8) sealings; (9) flue gas
ducts. (From Lin, Z. H., Boilers, Evaporators and Condensers, John Wiley & Sons, New York, 1991.
With permission.)
6
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
5
4
7
2
6
8
1
3
6
10
9
5
Figure 1.6
Stationary-plate regenerative air preheater: (1) outer case; (2) plates; (3) plates in the lower temperature region; (4) rotating air ducts; (5) flue gas ducts; (6,7) drive; (8) motor and drive-down
devices; (9) air inlet; (10) gas exit. (From Lin, Z. H., Boilers, Evaporators and Condensers, John
Wiley & Sons, New York, 1991. With permission.)
rotated across the heating plates. The heat transfer principles are the same
as those of the rotating-plate regenerative air heater. In a fixed-matrix
regenerator, the gas flow must be diverted to and from the fixed matrices.
Regenerators are compact heat exchangers and are designed for surface area
densities of up to approximately 6,600 m2 /m3.
1.3 Transfer Processes
According to transfer processes, heat exchangers are classified as direct
contact type and indirect contact type (transmural heat transfer). In
7
Classification of Heat Exchangers
(a)
Vent
Trays
Cold
liquid
Vapor
in
Product
(b)
Sprays on
ring main
Vent
Product
Vapor
Figure 1.7
Direct-contact-type heat exchangers: (a) tray condenser; (b) spray condenser. (Adapted from
Butterworth, D., Two-Phase Flow Heat Exchangers: Thermal-Hydraulic Fundamentals and Design,
Kluwer, Dordrecht, The Netherlands, 1988.)
direct-contact-type heat exchangers, heat is transferred between the cold
and hot fluids through direct contact between these fluids. There is no wall
between the hot and cold streams, and the heat transfer occurs through the
interface between the two streams, as illustrated in Figure 1.1c. In directcontact-type heat exchangers, the streams are two immiscible liquids, a gas–
liquid pair, or a solid particle–fluid combination. Spray and tray condensers
(Figure 1.7) and cooling towers are good examples of such heat exchangers.4,5
8
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Very often in such exchangers, heat and mass transfer occur simultaneously.
In a cooling tower, a spray of water falling from the top of the tower is directly
contacted and cooled by a stream of air flowing upward (see Figures 11.14
and 11.15).
In an indirect contact heat exchanger, the thermal energy is exchanged
between hot and cold fluids through a heat transfer surface, i.e., a wall separating the two fluids. The cold and hot fluids flow simultaneously while the
thermal energy is transferred through a separating wall, as illustrated in
Figure 1.1d. The fluids are not mixed. Examples of this type of heat exchangers are shown in Figure 1.2.
Indirect contact and direct transfer heat exchangers are also called recuperators, as discussed in Section 1.2. Tubular (double-pipe or shell-and-tube),
plate, and extended surface heat exchangers, cooling towers, and tray condensers are examples of recuperators.
1.4 Geometry of Construction
Direct-transfer-type heat exchangers (transmural heat exchangers) are often
described in terms of their construction features. The major construction
types are tubular, plate, and extended surface heat exchangers.
1.4.1 Tubular Heat exchangers
Tubular heat exchangers are built of circular tubes. One fluid flows inside
the tubes and the other flows on the outside of the tubes. Tube diameter,
the number of tubes, the tube length, the pitch of the tubes, and the tube
arrangement can be changed. Therefore, there is considerable flexibility in
their design.
Tubular heat exchangers can be further classified as follows:
1. Double-pipe heat exchangers
2. Shell-and-tube heat exchangers
3. Spiral-tube-type heat exchangers
1.4.1.1 Double-Pipe Heat Exchangers
A typical double-pipe heat exchanger consists of one pipe placed concentrically inside another pipe of larger diameter with appropriate fittings to
direct the flow from one section to the next, as shown in Figures 1.2 and 1.8.
Double-pipe heat exchangers can be arranged in various series and parallel
arrangements to meet pressure drop and mean temperature difference
9
Classification of Heat Exchangers
Cross section view of
fintube inside shell
Type 40 double pipe hairpin
heat exchanger
Return bend housing
and cover plate (500 psig)
500 psig pressure shell to
tube closure and tubeside joint
500 psig pressure shell
to tube closure and
high-pressure tubeside joint
Figure 1.8
Doublepipe hair-pin heat exchanger with cross-section view and return bend housing.
(Courtesy of Brown Fintube.)
requirements. The major use of double-pipe exchangers is for sensible heating or cooling of process fluids where small heat transfer areas (to 50 m2)
are required. This configuration is also very suitable when one or both fluids are at high pressure. The major disadvantage is that double-pipe heat
exchangers are bulky and expensive per unit transfer surface. Inner tubing
may be single tube or multitubes (Figure 1.8). If the heat-transfer coefficient
is poor in the annulus, axially finned inner tube (or tubes) can be used.
Double-pipe heat exchangers are built in modular concept, i.e., in the form
of hairpins.
1.4.1.2 Shell-and-Tube Heat Exchangers
Shell-and-tube heat exchangers are built of round tubes mounted in large
cylindrical shells with the tube axis parallel to that of the shell. They are
widely used as oil coolers, power condensers, preheaters in power plants,
steam generators in nuclear power plants, in process applications, and in
chemical industry. The simplest form of a horizontal shell-and-tube type
condenser with various components is shown in Figure 1.9. One fluid stream
flows through the tubes while the other flows on the shell side, across or
10
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Impingement Vapor
plate
inlet
Coolant
outlet
Shell
Tubes
Baffle
tie rods
Vertically cut
segmental baffles
Vent gas
outlet
Coolant
inlet
Condensate
outlet
Figure 1.9
Shell-and-tube heat exchanger as a shell-side condenser: TEMA E-type shell with single
tube-side. (Adapted from Butterworth, D., Two-Phase Flow Heat Exchangers: Thermal-Hydraulic
Fundamentals and Design, Kluwer, Dordrecht, The Netherlands, 1988.)
Fixed tube sheet heat exchanger
Figure 1.10
A two-pass tube, baffled single-pass shell, shell-and-tube heat exchanger. (From Standards
of the Tubular Exchanger Manufacturers Association, 1988. With permission. ©1988 by Tubular
Exchanger Manufacturers Association.)
along the tubes. In a baffled shell-and-tube heat exchanger, the shell-side
stream flows across pairs of baffles and then flows parallel to the tubes as it
flows from one baffle compartment to the next. There are wide differences
between shell-and-tube heat exchangers depending on the application.
The most representative tube bundle types used in shell-and-tube heat
exchangers are shown in Figures 1.10–1.12. The main design objectives here
are to accommodate thermal expansion, to provide ease of cleaning, or to
achieve the least expensive construction if other features are of no importance.6 In a shell-and-tube heat exchanger with fixed tube sheets, the shell
is welded to the tube sheets, and there is no access to the outside of the tube
bundle for cleaning. This low-cost option has only limited thermal expansion, which can be somewhat increased by expansion bellows. Cleaning of
the tube is easy (Figure 1.10).
11
Classification of Heat Exchangers
U-tube exchanger
Figure 1.11
A U-tube, baffled single-pass shell, shell-and-tube heat exchanger. (From Standards of the Tubular
Exchanger Manufacturers Association, 1988. With permission. ©1988 by Tubular Exchanger
Manufacturers Association.)
Rear-head
end
Shell
Stationaryhead end
Pull-through floating-head heat exchanger
Figure 1.12
A heat exchanger similar to that of Figure 1.11, but with a pull-through floating-head shell-andtube exchanger. (From Standards of the Tubular Exchanger Manufacturers Association, 1988. With
permission. ©1988 by Tubular Exchanger Manufacturers Association.)
The U-tube is the least expensive construction because only one tube sheet
is needed. The tube side cannot be cleaned by mechanical means because
of the sharp U-bend. Only even number of tube passes can be accommodated, but thermal expansion is unlimited (Figure 1.11). Several designs have
been developed that permit the tube sheet to “float,” i.e., to move with thermal expansion. Figure 1.12 shows the classic type of pull-through floating
head, which permits tube bundle removal with minimum disassembly, as
required for heavily fouling units. The cost is high.
A number of shell- and tube-side flow arrangements are used in shelland-tube heat exchangers depending on heat duty, pressure drop, pressure
level, fouling, manufacturing techniques, cost, corrosion control, and cleaning problems. The baffles are used in shell-and-tube heat exchangers to
promote a better heat-transfer coefficient on the shell side and to support
the tubes. Shell-and-tube heat exchangers are designed on a custom basis for
any capacity and operating conditions. This is contrary to many other types
of heat exchangers.
12
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
1.4.1.3 Spiral-Tube-Type Heat Exchangers
This consists of spirally wound coils placed in a shell or designed as coaxial
condensers and coaxial evaporators that are used in refrigeration systems.
The heat-transfer coefficient is higher in a spiral tube than in a straight tube.
Spiral-tube heat exchangers are suitable for thermal expansion and clean
fluids, since cleaning is almost impossible.
1.4.2 Plate Heat exchangers
Plate heat exchangers are built of thin plates forming flow channels. The fluid
streams are separated by flat plates which are smooth or between which lie
corrugated fins. Plate heat exchangers are used for transferring heat for any
combination of gas, liquid, and two-phase streams. These heat exchangers
can further be classified as gasketed plate, spiral plate, or lamella.
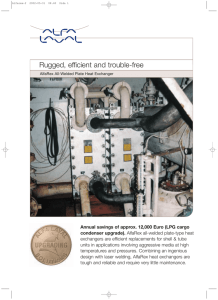
1.4.2.1 Gasketed Plate Heat Exchangers
A typical gasketed plate heat exchanger is shown in Figures 1.13 and 1.14.7
A gasketed plate heat exchanger consists of a series of thin plates with corrugation or wavy surfaces that separate the fluids. The plates come with
corner parts are so arranged that the two media between which heat is to be
Figure 1.13
A diagram showing the flow paths in a gasketed plate heat exchanger. (Courtesy of Alfa Laval
Thermal AB.)
Classification of Heat Exchangers
13
Figure 1.14
A gasketed plate heat exchanger showing flow paths and the constructions. (Courtesy of Alfa
Laval Thermal AB.)
exchanged flow through alternate interplate spaces. Appropriate design and
gasketing permit a stack of plates to be held together by compression bolts
joining the end plates. Gaskets prevent intermixing of the two fluids and fluid
leaking to the outside, as well as directing the fluids in the plates as desired.
The flow pattern is generally chosen so that the media flow countercurrent
to each other. Plate heat exchangers are usually limited to fluid streams with
pressures below 25 bars and temperature below about 250°C. Since the flow
passages are quite small, strong eddying gives high heat-transfer coefficients, high pressure drops, and high local shear, which minimizes fouling.
These exchangers provide a relatively compact and lightweight heat transfer
surface. They are temperature and pressure limited due to the construction
details and gasket materials. Gasketed plate heat exchangers are typically
used for heat exchange between two liquid streams. They are easily cleaned
and sterilized because they can be completely disassembled, so they have a
wide application in the food processing industry.
14
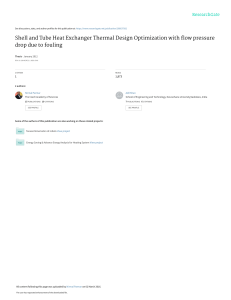
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
1.4.2.2 Spiral Plate Heat Exchangers
Spiral plate heat exchangers are formed by rolling two long, parallel plates
into a spiral using a mandrel and welding the edges of adjacent plates to
form channels (Figure 1.15). The distance between the metal surfaces in both
spiral channels is maintained by means of distance pins welded to the metal
sheet. The length of the distance pins may vary between 5 and 20 mm. It is
therefore possible to choose different channel spacing according to the flow
rate. This means that the ideal flow conditions, and therefore the smallest
possible heating surfaces, can be obtained.
The two spiral paths introduce a secondary flow, increasing the heat transfer and reducing fouling deposits. These heat exchangers are quite compact but are relatively expensive due to their specialized fabrication. Sizes
range from 0.5 to 500 m2 of heat transfer surface in one single spiral body.
The maximum operating pressure (up to 15 bar) and operating temperature
(up to 500°C) are limited. The spiral heat exchanger is particularly effective
in handling sludge, viscous liquids, and liquids with solids in suspension
including slurries.
The spiral heat exchanger is made in three main types that differ in the
connections and flow arrangements. Type I has flat covers over the spiral
channels. The media flow countercurrent through the channels via the connections in the center and at the periphery. This type is used to exchange heat
between media without phase changes, such as liquid–liquid, gas–liquid, or
gas–gas. One stream enters at the center of the unit and flows from inside outward. The other stream enters at the periphery and flows toward the center.
Thus, true counterflow is achieved (Figure 1.15a).
(a)
(b)
(c)
Figure 1.15
Spiral plate heat exchangers: (a) Type I; (b) Type II; (c) Type G. (Courtesy of Alfa Laval
Thermal AB.)
Classification of Heat Exchangers
15
Type II is designed for crossflow operation (Figure 1.15b). One channel
is completely seal-welded, while the other is open along both sheet metal
edges. Therefore, this type has one medium in spiral flow and the other in
crossflow. The passage with the medium in spiral flow is welded shut on each
side, and the medium in crossflow passes through the open spiral annulus.
It is highly effective as a vaporizer. Two spiral bodies are often built into the
same jacket and are mounted below each other.
Type III, the third standard type, is, in principle, similar to type I with
alternately welded up channels, but type III is provided with a specially
designed top-cover. This type of heat exchanger is mainly intended for condensing vapors with subcooling of condensate and noncondensable gases.
The top cover, therefore, has a special distribution cone where the vapor is
distributed to the uncovered spiral turns in order to maintain a constant
vapor velocity along the channel opening.
For subcooling, the two to three outer turns of the vapor channel are
usually covered, which means that a spiral flow path in countercurrent to
the cooling medium is obtained. The vapor–gas mixture and the condensate are separated, and the condensate then flows out through a downward connection to the periphery box while the gas through an upward
connection.
A spiral heat exchanger type G,7 also shown in Figure 1.15c, is used as a
condenser. The vapor enters the open center tube, reverses flow direction in
the upper shell extension, and is condensed in downward crossflow in the
spiral element.
1.4.2.3 Lamella Heat Exchangers
The lamella (Ramen) type of heat exchanger consists of a set of parallel,
welded, thin plate channels or lamellae (flat tubes or rectangular channels) placed longitudinally in a shell (Figure 1.16).7 It is a modification of
the floating-head type shell-and-tube heat exchanger. These flattened tubes,
called lamellae (lamellas), are made up of two strips of plates, profiled and
spot- or seam-welded together in a continuous operation. The forming of the
strips creates space inside the lamellae and bosses acting as spacers for the
flow sections outside the lamellae on the shell side. The lamellae are welded
together at both ends by joining the ends with steel bars in between, depending on the space required between lamellae. Both ends of the lamella bundle
are joined by peripheral welds to the channel cover which, at the outer ends,
is welded to the inlet and outlet nozzle. The lamella side is thus completely
sealed in by welds. At the fixed end, the channel cover is equipped with an
outside flange ring, which is bolted to the shell flange. The flanges are of
spigot and recess type, where the spigot is an extension of the shell. The difference in expansion between the heating surface and the shell is well taken
care of by a box in the floating end; this design improves the reliability and
protects the lamella bundle against failure caused by thermal stresses and
16
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Figure 1.16
Lamella heat exchanger. (Courtesy of Alfa Laval Thermal AB.)
strain from external forces. The end connection is designed with a removable
flange. By removing this flange and loosening the fixed end shell flanges, the
lamella bundle can be pulled out of the shell. The surfaces inside the lamellae are suitable for chemical cleaning. Therefore, fouling fluids should flow
through the shell side. The channel walls are either plain or have dimples.
The channels are welded into headers at each end of the plate bundle that
are allowed to expand and contract independently of the shell by the use of a
packing gland at the lower end. The shell-side flow is typically a single pass
around the plates and flows longitudinally in the spaces between channels.
There are no shell-side baffles, and therefore, lamella heat exchangers can
be arranged for true countercurrent flow. Because of the high turbulence,
uniformly distributed flow, and smooth surfaces, the lamellae do not foul
easily. The plate bundle can be easily removed for inspection and cleaning.
This design is capable of pressure up to 35 bar and temperature of 200°C for
Teflon® gaskets and 500°C for asbestos gaskets.
Classification of Heat Exchangers
17
1.4.3 extended Surface Heat exchangers
Extended surface heat exchangers are devices with fins or appendages on the
primary heat transfer surface (tubular or plate) with the object of increasing
heat transfer area. As it is well known that the heat-transfer coefficient on
the gas side is much lower than those on the liquid side, finned heat transfer
surfaces are used on the gas side to increase the heat transfer area. Fins are
widely used in gas-to-gas and gas-to-liquid heat exchangers whenever the
heat-transfer coefficient on one or both sides is low and there is a need for a
compact heat exchanger. The two most common types of extended surface
heat exchangers are plate-fin heat exchangers and tube-fin heat exchangers.
1.4.3.1 Plate-Fin Heat Exchanger
The plate-fin heat exchangers are primarily used for gas-to-gas applications and tube-fin exchangers for liquid-to-gas heat exchangers. In most of
the applications (i.e., in trucks, cars, and airplanes), mass and volume reductions are particularly important. Because of this gain in volume and mass,
compact heat exchangers are also widely used in cryogenic, energy recovery,
process industry, and refrigeration and air conditioning systems. Figure 1.17
shows the general form of a plate-fin heat exchanger. The fluid streams
are separated by flat plates, between which are sandwiched corrugated fins.
The plates can be arranged into a variety of configurations with respect to the
fluid streams. Figure 1.17 shows the arrangement for parallel or counterflow
Flat plate
Sealing bar
Corrugated plate (fin)
Figure 1.17
Basic construction of a plate-fin exchanger.
18
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
and crossflow between the streams. These heat exchangers are very compact units with a heat transfer area per unit volume of around 2,000 m2 /m3.
Special manifold devices are provided at the inlet to these exchangers to
provide good flow distributions across the plates and from plate to plate. The
plates are typically 0.5–1.0 mm thick, and the fins are 0.15–0.75 mm thick.
The whole exchanger is made of aluminum alloy, and the various components are brazed together in a salt bath or in a vacuum furnace.
The corrugated sheets that are sandwiched between the plates serve both
to give extra heat transfer area and to give structural support to the flat
plates. There are many different forms of corrugated sheets used in these
exchangers, but the most common types are as follows:
1. Plain fin
2. Plain-perforated fin
3. Serrated fin (also called “lanced,” “interrupted,” “louver,” or
“multientry”)
4. Herringbone or wavy fin
By the use of fins, discontinuous in the flow direction, the boundary layers
can be completely disrupted; if the surface is wavy in the flow direction, the
boundary layers are either thinned or interrupted, which results in higher
heat-transfer coefficients and a higher pressure drop.
Figure 1.18 shows these four types.4 The perforated type is essentially the
same as the plain type except that it has been formed from a flat sheet with
small holes in it. Many variations of interrupted fins have been used in the
industry.
The flow channels in plate-fin exchangers are small, which means that the
mass velocity also has to be small [10–300 kg/(m2 s)] to avoid excessive pressure drops. This may make the channel prone to fouling which, when combined with the fact that they cannot be mechanically cleaned, means that
plate-fin exchangers are restricted to clean fluids. Plate-fin exchangers are
frequently used for condensation duties in air liquefaction plants. Further
information on these exchangers is given by HTFS.8
Plate-fin heat exchangers have been established for use in gas turbines,
conventional and nuclear power plants, propulsion engineering (airplanes,
trucks, and automobiles), refrigeration, heating, ventilating, and air conditioning, waste heat recovery systems, in chemical industry, and for the cooling of electronic devices.
1.4.3.2 Tubular-Fin Heat Exchangers
These heat exchangers are used in gas-to-liquid heat exchanges. The heattransfer coefficients on the gas side are generally much lower than those on
the liquid side and fins are required on the gas side. A tubular-fin (or tubefin) heat exchanger consists of an array of tubes with fins fixed on the outside
19
Classification of Heat Exchangers
(a)
(b)
(c)
(d)
Figure 1.18
Fin types in plate-fin exchangers: (a) plain; (b) perforated; (c) serrated; (d) herringbone. (Adapted
from Butterworth, D., Boilers, Evaporators and Condensers, John Wiley & Sons, New York, 1991.)
(a)
Liquid flow
(b)
Liquid flow
rf
Ai
Air flow
low
sl
t
Pf
l
s
d
Figure 1.19
Tube-fin heat exchanger: (a) flattened tube-fin; (b) round tube-fin.
(Figures 1.19–1.21). The fins on the outside of the tubes may be normal on
individual tubes and may also be transverse, helical, or longitudinal (or
axial), as shown in Figure 1.20. Longitudinal fins are commonly used in double-pipe or shell-and-tube heat exchangers with no baffles. The fluids may be
gases or viscous liquids (oil coolers). Alternately, continuous plate-fin sheets
may be fixed on the array of tubes. Examples are shown in Figure 1.19. As can
20
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Brown fintube “cross-weld” fintube
Air heater
designed
with
cross-weld
fintubes
Figure 1.20
Fin-tube air heater. (Courtesy of Brown Fintube.)
Figure 1.21
Longitudinally finned tubes. (Courtesy of Brown Fintube.)
21
Classification of Heat Exchangers
be seen from that figure, in tube-fin exchangers, tubes of round, rectangular,
or elliptical shapes are generally used. Fins are attached to the tubes by soldering, brazing, welding, extrusion, mechanical fit, or tension wound, etc.
Plate-fin-tube heat exchangers are commonly used in heating, ventilating,
refrigeration, and air conditioning systems.
Some of the extended surface heat exchangers are compact heat exchangers. A heat exchanger having a surface area density on at least one side of
the heat transfer surface greater than 700 m2 /m3 is arbitrarily referred to as a
compact heat exchanger. These heat exchangers are generally used for applications where gas flows on at least one side of the heat transfer surface. These
heat exchangers are generally plate-fin, tube-fin, and regenerative. Extremely
high heat-transfer coefficients are achievable with small hydraulic diameter
flow passages with gases.
Rough surface
Helical wire insert
Internal thread
Corrugated
Swirl flow device
Twisted tape insert
Extended surface
High profile fins
Microfins
Annular offset strip
ribbon fins
Intersecting fins
Figure 1.22
Examples of in-tube enhancement techniques for evaporating (and condensing) refrigerants.
(From Pate, M. B., Boilers, Evaporators and Condensers, John Wiley & Sons, New York, 1991. With
permission.)
22
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Extended surfaces on the insides of the tubes are very commonly used in
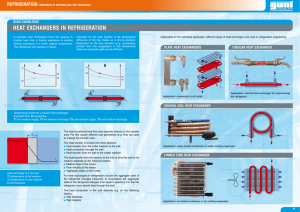
the condensers and evaporators of refrigeration systems. Figure 1.22 shows
examples of in-tube enhancement techniques for evaporating and condensing refrigerants.9,10
Air-cooled condensers and waste heat boilers are typically tube-fin
exchangers, which consist of horizontal bundle of tubes with air/gas being
blown across the tubes on the outside and condensation/boiling occurring
inside the tubes (Figures 1.23 and 1.24).11
Vapor
Finned tube bundle
Fans
Fan motors
Vent
Condensate
outlet
Plenum
chamber
Air
flow
Figure 1.23
Forced-draft, air-cooled exchanger used as a condenser. (Adapted from Butterworth, D., Boilers,
Evaporators and Condensers, John Wiley & Sons, New York, 1991.)
From
steam
drum
To steam
drum
Hot gas
To steam drum
Boiler feed water
Figure 1.24
Horizontal U-tube waste heat boiler. (Adapted from Collier, J. G., Two-Phase Flow Heat
Exchangers: Thermal-Hydraulic Fundamentals and Design, Kluwer, Boston, MA, 1988.)
Classification of Heat Exchangers
23
An alternative design for air-cooled condensers is the induced-draft unit
that has fans on top to suck the air over the tubes. The tubes are finned with
transverse fins on the outside to overcome the effects of low air-side coefficients. There would normally be a few tube rows, and the process stream
may take one or more passes through the unit. With multipass condensers,
the problem arises with redistributing the two-phase mixture upon entry
to the next pass. This can be overcome in some cases by using U-tubes or
by having separate passes just for subcooling or desuperheating duties. In
multipass condensers, it is important to have each successive pass occurs
below the previous one to enable the condensate to continue downwards.
Further information on air-cooled heat exchangers is given by the American
Petroleum Institute.12
1.5 Heat Transfer Mechanisms
Heat exchanger equipment can also be classified according to the heat transfer mechanisms as
1. Single-phase convection on both sides
2. Single-phase convection on one side, two-phase convection on
other side
3. Two-phase convection on both sides
The principles of these types are illustrated in Figure 1.1e–g. Figure 1.1f
and g illustrate two possible modes of two-phase flow heat exchangers. In
Figure 1.1f, fluid A is being evaporated, receiving heat from fluid B, and in
Figure 1.1g, fluid A is being condensed, giving up heat to fluid B.
In heat exchangers, such as economizers and air heaters in boilers, compressor intercoolers, automotive radiators, regenerators, oil coolers, space
heaters, etc., single-phase convection occurs on both sides. Condensers,
boilers, steam generators used in pressurized water reactors (PWR)
and power plants, evaporators, and radiators used in air conditioning
and space heating include the mechanisms of condensation, boiling, and
radiation on one of the surfaces of the heat exchanger. Two-phase heat
transfer could also occur on both sides of the heat exchanger such as condensing on one side and boiling on the other side of the heat transfer
surface. However, without phase change, we may also have a two-phase
flow heat transfer mode as in the case of fluidized beds where a mixture
of gas and solid particles are transporting heat to or from a heat transfer
surface.
24
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
1.6 Flow Arrangements
Heat exchangers may be classified according to the fluid-flow path through
the heat exchanger. The three basic flow configurations are as follows:
1. Parallel-flow
2. Counter-flow
3. Cross-flow
In parallel-flow heat exchangers, the two fluid streams enter together at
one end, flow through in the same direction, and leave together at the other
end (Figure 1.25a). In counter-flow heat exchangers, two fluid streams flow in
opposite directions (Figure 1.25b). In a single cross-flow heat exchanger, one
fluid flows through the heat transfer surface at right angles to the flow path
of the other fluid. Cross-flow arrangements with both fluids unmixed or
(a)
Fluid 1
Fluid 2
(b)
Fluid 2
Fluid 1
(c)
Tc2
Th2
(d)
Fluid 1
Hot fluid, Th1
Fluid 2
inside
tubes
Cold fluid, Tc1
Figure 1.25
Heat exchanger classification according to flow arrangement: (a) parallel-flow; (b) counterflow;
(c) crossflow, both fluids unmixed; (d) crossflow, fluid 1 mixed, fluid 2 unmixed.
Classification of Heat Exchangers
25
one fluid mixed and the other unmixed are illustrated in Figure 1.25c and d.
Multipass cross-flow configurations can also be organized by having the
basic arrangements in a series. For example, in a U-tube baffled single-pass
shell-and-tube heat exchanger, one fluid flows through the U-tube while the
other fluid flows first downward and then upward, across the flow paths
of the other fluid stream, which is also referred to as cross-counter, crossparallel flow arrangements.
Multipass flow arrangements are frequently used in shell-and-tube heat
exchangers with baffles (Figures 1.10–1.12). The main difference between the
flow arrangements lies in the temperature distribution along the length of the
heat exchanger and the relative amounts of heat transfer under given temperature specifications for specified heat exchanger surfaces (as will be shown
later for given flow and specified temperatures, a counter-flow heat exchanger
requires minimum area, a parallel-flow heat exchanger requires maximum
area, and a cross-flow heat exchanger requires an area in between).
In the cross-flow arrangement, the flow may be called mixed or unmixed,
depending on the design. Figure 1.25c shows an arrangement in which both
hot and cold fluids flow through individual flow channels with no fluid mixing between adjacent flow channels. In this case, each fluid stream is said to
be unmixed.
In the flow arrangements shown in Figure 1.25d, fluid 2 flows inside the
tubes and is therefore not free to move in the transverse direction; fluid 2 is therefore considered unmixed, while fluid 1 is free to move in the transverse direction
and mix itself. Consequently, this heat exchanger is called an unmixed–mixed
cross-flow heat exchanger. For extended surface heat exchangers, it is also
possible to have the basic cross-flow arrangements in a series to form multipass arrangements as cross-counter-flow and cross-parallel flow. This usually
helps to increase the overall effectiveness of the heat exchanger. In a gasketed
plate heat exchanger, it is also possible to have more than one pass simply by
properly gasketing around the parts in the plates.
The detailed information on the classification of heat exchangers is also
given in Shah and Sekuli ć.13
1.7 Applications
The most common heat exchangers are two-fluid heat exchangers. Threefluid heat exchangers are widely used in cryogenics. They are also used in
chemical and process industries such as air separation systems, purification
and liquefaction of hydrogen, ammonia gas synthesis, etc. Heat exchangers
with three or more components are very complex. They may also include
multicomponent two-phase convection as in the condensation of mixed
vapors in the distillation of hydrocarbons.
26
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Heat exchangers are used in a wide variety of applications as in the process, power, air conditioning, refrigeration, cryogenics, heat recovery, and
manufacturing industries.11 In the power industry, various kinds of fossil
boilers, nuclear steam generators, steam condensers, regenerators, and cooling towers are used. In the process industry, two-phase flow heat exchangers
are used for vaporizing, condensing, freezing in crystallization, and as fluidized beds with catalytic reactions. The air conditioning and refrigeration
industries need large amount of condensers and evaporators.
Energy can be saved by direct contact condensation. By direct contact condensation of a vapor in a liquid of the same substance under high pressure,
thermal energy can be stored in a storage tank. When the energy is needed
again, the liquid is depressurized and flashing occurs, which results in the
production of vapor. The vapor can then be used for heating or as a working
fluid for an engine.
There have been considerable developments in heat exchanger applications.12,14 One of the main stages in the early development of boilers was the
introduction of the water-tube boilers. The demand for more powerful engines
created a need for boilers that operated at higher pressures, and, as a result,
individual boilers were built larger and larger. The boiler units used in modern
power plants for steam pressures above 1,200 PSI (80 bar) consist of furnace
water-wall tubes, super heaters, and such heat recovery accessories as economizers and air heaters, as illustrated in Figure 1.26.15,16 The development of
modern boilers and more efficient condensers for the power industry has represented a major milestone in engineering. In the PWR, large size inverted U-tube
type steam generators, each providing steam of 300–400 MW electrical power,
are constructed (Figure 1.27).11 In the process industry, engineers are concerned
with designing equipment to vaporize a liquid. In the chemical industry, the
function of an evaporator is to vaporize a liquid (vaporizer) or to concentrate
a solution by vaporizing part of the solvent. Vaporizers may also be used in
the crystallization process. Often the solvent is water, but in many cases, the
solvent is valuable and recovered for reuse. The vaporizers used in the process
chemical industry cover a wide range of sizes and applications.9,14,17,18 The wide
variety of applications of heat exchanger equipment is shown in Figure 1.28.
1.8 Selection of Heat Exchangers
The basic criteria for heat exchanger selection from various available types
are as follows19:
• The heat exchanger must satisfy the process specifications; it must
be able to function properly to the next scheduled shut down of the
plant for maintenance.
27
Classification of Heat Exchangers
Gas
tempering
Secondary
heater
Reheater
Primary
superheater
Gas
tempering
control
damper
Gas
recirculation
Steam
temperature
control damper
Gas
recirculating
fan
Figure 1.26
Boiler with water-cooled furnace with heat recovery units. (From Kitto, J. B., Jr. and
Albrecht, M. J., Boilers, Evaporators and Condensers, John Wiley & Sons, New York, 1991. With
permission.)
• The heat exchanger must withstand the service conditions of the
plant environment. It must also resist corrosion by the process and
service streams as well as the environment. The heat exchanger
should also resist fouling.
• The exchanger must be maintainable, which usually implies choosing a configuration that permits cleaning and the replacement of any
components that may be especially vulnerable to corrosion, erosion,
or vibration. This requirement will dictate the positioning of the
exchanger and the space requirement around it.
28
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Steam
nozzle
Positive
entrainment
steam dryers
Swirl vane
moisture
separator
Steam
Feed-water
nozzle
Water
Antivibration
bar
Tube support
plate
Tube
wrapper
Tube
bundle
Tube sheet
Divider plate
Primary inlet
Primary outlet
Figure 1.27
Inverted U-tube type steam generators. (Adapted from Collier, J. G., Two-Phase Flow Heat
Exchangers: Thermal-Hydraulic Fundamentals and Design, Kluwer, Boston, MA, 1988.)
• The heat exchanger should be cost effective. The installed operating and maintenance costs, including the loss of production due
to exchanger unavailability, must be calculated and the exchanger
should cost as little as possible.
• There may be limitations on exchanger diameter, length, weight,
and tube configurations due to site requirements, lifting and servicing capabilities, or inventory considerations.19
29
Classification of Heat Exchangers
Car
cooling
Radiator
Oil
cooling
Transportation
Converter
Amplifier
Cooling
tower
PC
Hot water
tank
Household
Air
conditioner
Aircraft
cooling
Engine
cooling
National
defence
Boiler
Geothermal
energy
Energy
Transformer
Water-heat
recovery
Industry
Electronics
Electric
heater
Distiller
Farm &
fishery
Electricity
Freezing
A/C
SuperHeat conduction
Cogeneration engine
Vacuum
fidge
Freezer
Environment
engineering
Water-water
cooling
Heat
recovery
Application of heat exchange technologies
Figure 1.28
Application of heat exchangers.
PRoBLEMS
1.1.
1.2.
1.3.
1.4.
What are the principal types of shell-and-tube construction?
What are the advantages and disadvantages of the principal
types of shell-and-tube construction?
What are the different kinds of tubes used in heat exchangers?
Why are baffles used in shell-and-tube heat exchangers?
30
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
1.5.
1.6.
1.7.
1.8.
1.9.
1.10.
1.11.
1.12.
1.13.
1.14.
1.15.
Where are fins (extended surfaces) used?
What are the types of fins that are used in heat exchangers?
What is fin efficiency? What does it depend upon?
What are enhanced surfaces and what are the advantages of
enhanced surfaces?
What characterizes a unit as compact?
What are the types of heat exchangers used in a conventional
plant? Classify them and discuss.
What are the advantages and the limitations of gasketed plate
heat exchangers?
What are the different kinds of spiral heat exchangers and what
are their limitations?
Name the specific exchanger construction type that may be used
in each of the following applications:
a. Milk pasteurizing
b. Power condenser
c. Automotive radiator
d. Marine oil cooler
e. Air-cooled condenser
What are the main selection criteria of a heat exchanger?
Select one type of heat exchanger and provide a brief report on
its characteristics, typical areas of applications, advantages, limitations, and current status.
References
1. Hewitt, G. F., Shires, G. L., and Bott, T. R., Process Heat Transfer, CRC Press, Boca
Raton, FL, 1994.
2. Shah, R. K., Classification of heat exchangers, in Heat Exchangers—ThermoHydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E., and Mayinger, F.,
Eds., John Wiley & Sons, New York, 1981.
3. Lin, Z. H., Thermohydraulic design of fossil-fuel boiler components, in Boilers,
Evaporators and Condensers, Kakaç, S., Ed., John Wiley & Sons, New York, 1991.
4. Butterworth, D., Steam power plant and process condensers, in Boilers,
Evaporators and Condensers, Kakaç, S., Ed., John Wiley & Sons, New York, 1991.
5. Butterworth, D., Condensers and their design, in Two-Phase Flow Heat
Exchangers: Thermal-Hydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E.,
and Fernandes, E. O., Eds., Kluwer Publishers, The Netherlands, 1988.
6. Tubular Exchanger Manufacturers Association (TEMA), Standards of the Tubular
Exchanger Manufacturers Association, 7th ed., New York, 1988.
7. Alfa Laval, Heat Exchanger Guide, S. 22101, Lund 1, Sweden, 1980.
Classification of Heat Exchangers
31
8. HTFS Plate-Fin Study Group, Plate-Fin Heat Exchangers—Guide to Their
Specifications and Use, Taylor, M. A., Ed., HTFS, Oxfordshire, UK, 1987.
9. Pate, M. B., Evaporators and condensers for refrigeration and air-conditioning
systems, in Boilers, Evaporators and Condensers, Kakaç, S., Ed., John Wiley & Sons,
New York, 1991.
10. Pate, M. B., Design considerations for air-conditioning evaporators and condenser coils, in Two-Phase Flow Heat Exchangers: Thermal-Hydraulic Fundamentals
and Design, Kakaç, S., Bergles, A. E., and Fernandes, E. O., Eds., Kluwer
Publishers, The Netherlands, 1988.
11. Collier, J. G., Evaporators, in Two-Phase Flow Heat Exchangers: Thermal-Hydraulic
Fundamentals and Design, Kakaç, S., Bergles, A. E., and Fernandes, E. O., Eds.,
Kluwer Publishers, The Netherlands, 1988.
12. American Petroleum Institute, Air Cooled Heat Exchangers for General Refinery
Service, API Standard 661, Washington, DC, 1986.
13. Shah, R. K. and Sekulić, D. P., Fundamentals of Heat Exchanger Design, John
Wiley & Sons, New York, 2003.
14. Mayinger, F., Classification and applications of two-phase flow heat exchangers,
in Two-Phase Flow Heat Exchangers: Thermal-Hydraulic Fundamentals and Design,
Kakaç, S., Bergles, A. E., and Fernandes, E. O., Eds, Kluwer Publishers, The
Netherlands, 1988.
15. Kitto, J. B., Jr. and Albrecht, M. J., Fossil-fuel-fired boilers: fundamentals and
elements, in Boilers, Evaporators and Condensers, Kakaç, S., Ed., John Wiley &
Sons, New York, 1991.
16. Stultz, S. C. and Kitto, J. B., Steam, its Generation and Use, Babcock and Wilcox,
New York, 1992.
17. Sclünder, E. U. et al., Eds., Heat Exchanger Design Handbook, Hemisphere,
Washington, DC, 1988.
18. Smith, R. A., Vaporizers—Selection, Design and Operation, John Wiley & Sons,
New York, 1986.
19. Bell, K. J., Preliminary design of shell and tube heat exchangers, in Heat
Exchangers: Thermal-Hydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E.,
and Mayinger, F., Eds., Hemisphere, Washington, DC, 1981.
This page intentionally left blank
2
Basic Design Methods of Heat Exchangers
2.1 Introduction
The most common tasks in heat exchanger design are rating and sizing. The
rating problem is concerned with the determination of the heat transfer rate
and the fluid outlet temperatures for prescribed fluid flow rates, inlet temperatures, and allowable pressure drop for an existing heat exchanger; hence,
the heat transfer surface area and the flow passage dimensions are available.
The sizing problem, on the other hand, involves determination of the dimensions of the heat exchanger, that is, selecting an appropriate heat exchanger
type and determining the size to meet the requirements of specified hot- and
cold-fluid inlet and outlet temperatures, flow rates, and pressure drops. This
chapter discusses the basic design methods, both rating and sizing, for twofluid direct-transfer heat exchangers (recuperators).
2.2 Arrangement of Flow Paths in Heat Exchangers
A recuperator-type heat exchanger is classified according to the flow
direction of the hot- and cold-fluid streams and the number of passes
made by each fluid as it travels through the heat exchanger, as discussed
in Chapter 1. Therefore, heat exchangers may have the following patterns
of flow: (1) parallel flow, with two fluids flowing in the same direction
(Figure 2.1a), (2) counterflow, with two fluids flowing parallel to one
another but in opposite directions (Figure 2.1b), (3) crossflow, with two
fluids crossing each other (Figure 2.1c and d), and (4) mixed flow where
both fluids are simultaneously in parallel flow, in counterflow (Figure 2.2a
and b), and in multipass crossflow (Figure 2.2c). Applications include various shell-and-tube heat exchangers.1
33
34
(a)
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Fluid 1
(b)
Heat transfer
surface
Heat transfer surface
Fluid 1
Fluid 2
Fluid 2
(c)
(d)
Fluid 1
Fluid 1
Fluid 2
Fluid 2
Figure 2.1
Heat exchanger classification according to flow arrangements.
(a)
(b)
Shell-side fluid
Shell-side fluid
Tube-side
fluid
(c)
Shell-side fluid
Tube
side
fluid
Figure 2.2
Multipass and multipass crossflow arrangements.
Tube-side
fluid
Basic Design Methods of Heat Exchangers
35
2.3 Basic Equations in Design
The term heat exchanger, although applicable to all four categories listed
earlier, will be used in this chapter to designate a recuperator in which heat
transfer occurs between two fluid streams that are separated by a heat transfer surface. Basic heat transfer equations will be outlined for the thermal
analysis (sizing and rating calculations) of such heat exchangers. Although
complete design of a heat exchanger requires structural and economical
considerations in addition to these basic equations, the purpose of the thermal analysis given here will be to determine the heat transfer surface area
of the heat exchanger (sizing problem). Performance calculations of a heat
exchanger (rating problem) are carried out when the heat exchanger is available, but it is necessary to determine the amount of heat transferred, pressure
losses, and outlet temperatures of both fluids.
The temperature variations in usual fluid-to-fluid heat transfer processes,
depending on the flow path arrangement, are shown in Figure 2.3, in which
the heat transfer surface area A is plotted along the x-axis and the temperature of the fluids is plotted along the y-axis. Figure 2.3a shows counterflow
heat transfer with the two fluids flowing in opposite directions. Parallel-flow
heat transfer with the two fluids flowing in the same direction is shown in
Figure 2.3b. Heat transfer with the cold fluid at constant temperature (evaporator) is shown in Figure 2.3c. Figure 2.3d shows heat transfer with the hot
fluid at constant temperature (condenser). The nature of the temperature
p ) of the fluids and is
profiles also depends on the heat capacity ratios (mc
shown later.
From the first law of thermodynamics for an open system, under steadystate, steady flow conditions, with negligible potential and kinetic energy
changes, the change of enthalpy of one of the fluid streams is (Figure 2.4)
δQ = mdi
(2.1)
is the rate of mass flow, i is the specific enthalpy, and δQ is the heat
where m
transfer rate to the fluid concerned associated with the infinitesimal state
change. Integration of Equation 2.1 gives
(i 2 − i1)
Q=m
(2.2)
where i1 and i2 represent the inlet and outlet enthalpies of the fluid stream.
Equation 2.2 holds true for all processes of Figure 2.3. Note that δQ is negative for the hot fluid. If there is negligible heat transfer between the exchanger
and its surroundings (adiabatic process), integration of Equation 2.1 for hot
and cold fluids gives
36
(a)
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
(b)
T
.
Th1, m h
(c)
dTc
dA
Tc1
0
L
Th1
dA
T
Th1
Surface
Area, A
Tc
L
Th1
Tc2
Tc1
0
Tc2
Surface
Area, A
Th2
Tc1
Th2
∆T2
dTc
.
Tc1, m c
Surface
Area, A
Th
δQ
∆T2
(d)
T
∆T
∆T1
Th2
Tc
0
dTh
Th
∆T δQ
Tc2
Th1
Tc2
dTh
∆T1
T
Tc1
L
0
Surface
Area, A
L
Figure 2.3
Fluid temperature variation in parallel-flow, counterflow, evaporator, and condenser heat
exchangers: (a) counterflow; (b) parallel flow; (c) cold fluid evaporating at constant temperature; (d) hot fluid condensing at constant temperature.
Insulation
ic1, (mcp)c,Tc1
Tc + dTc
Tc
O
ih2, (mcp)h,Th2
ic2, (mcp)c,Tc2
A
dQ
Th + dTh
A
Th
ih1, (mcp)h,Th1
A + dA
Figure 2.4
Overall energy balance for the hot and cold fluids of a two-fluid heat exchanger.
Basic Design Methods of Heat Exchangers
37
Q=m
h(i h 1 − i h 2 )
(2.3)
Q=m
c( i c 2 − i c 1 )
(2.4)
and
The subscripts h and c refer to the hot and cold fluids, and the numbers 1 and
2 designate the fluid inlet and outlet conditions. If the fluids do not undergo a
phase change and have constant specific heats with di = cp dT, then Equations
2.3 and 2.4 can be written as
c p)h (T h − T h )
Q=( m
1
2
(2.5)
c p)c (T c − T c )
Q=( m
2
1
(2.6)
and
As can be seen from Figure 2.3, the temperature difference between the
hot and cold fluids (ΔT = Th – Tc) varies with position in the heat exchanger.
Therefore, in the heat transfer analysis of heat exchangers, it is convenient to
establish an appropriate mean value of the temperature difference between
the hot and cold fluids such that the total heat transfer rate Q between the
fluids can be determined from
Q = UA ∆Tm
(2.7)
where A is the total hot-side or cold-side heat transfer area, and U is the average overall heat transfer coefficient based on that area. ΔTm is a function of
Th1, Th2, Tc1, and Tc2. Therefore, a specific form of ΔTm must be obtained.
Equations 2.5–2.7 are the basic equations for the thermal analysis of a heat
exchanger under steady-state conditions. If Q, the total heat transfer rate, is
known from Equation 2.5 or 2.6, then Equation 2.7 is used to calculate the
heat transfer surface area A. Therefore, it is clear that the problem of calculating the heat transfer area comes down to determining the overall heat transfer coefficient and the mean temperature difference ΔTm.
2.4 overall Heat Transfer Coefficient
Heat exchanger walls are usually made of a single material, although a wall
may sometimes be bimetallic (steel with aluminum cladding) or coated with
38
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
a plastic as a protection against corrosion. Most heat exchanger surfaces tend
to acquire an additional heat transfer resistance that increases with time.
This may either be a very thin layer of oxidation, or, at the other extreme, it
may be a thick crust deposit, such as that which results from a salt-water coolant in steam condensers. This fouling effect can be taken into consideration
by introducing an additional thermal resistance, termed the fouling resistance Rs. Its value depends on the type of fluid, fluid velocity, type of surface,
and length of service of the heat exchanger.2–4 Fouling will be discussed in
Chapter 6.
In addition, fins are often added to the surfaces exposed to either or both
fluids, and by increasing the surface area, they reduce the resistance to convection heat transfer. The overall heat transfer coefficient for a single smooth
and clean plane wall can be calculated from
UA =
1
1
=
1
t
1
Rt
+
+
hi A kA ho A
(2.8)
where Rt is the total thermal resistance to heat flow across the surface
between the inside and outside flow, t is the thickness of the wall, and hi and
ho are heat transfer coefficients for inside and outside flows, respectively.
For the unfinned and clean tubular heat exchanger, the overall heat transfer coefficient is given by
U o Ao = U i Ai =
1
=
Rt
1
ln ( ro/ri )
1
1
+
+
hi Ai
ho Ao
2 πkL
(2.9)
If the heat transfer surface is fouled with the accumulation of deposits,
this in turn introduces an additional thermal resistance in the path of heat
flow.2 We define a scale coefficient of heat transfer hs in terms of the thermal
resistance Rs of this scale as
1
∆Ts
= Rs =
Q
Ahs
(2.10)
where the area A is the original heat transfer area of the surface before scaling and ΔTs is the temperature drop across the scale. Rf = 1/hs is termed the
fouling factor (i.e., unit fouling resistance), which has the unit of m2 K/W.
This is discussed in detail in the following chapters, and tables are provided
for the values of Rf.
39
Basic Design Methods of Heat Exchangers
We now consider heat transfer across a heat exchanger wall fouled by
deposit formation on both the inside and outside surfaces. The total thermal
resistance Rt can be expressed as
Rt =
R fi R fo
1
1
1
1
1
=
=
=
+ Rw +
+
+
UA U o Ao U i Ai hi Ai
Ai Ao Ao ho
(2.11)
The calculation of an overall heat transfer coefficient depends upon whether
it is based on the cold- or hot-side surface area, since Uo ≠ Ui if Ao ≠ Ai. The
wall resistance Rw is obtained from the following equations:
Rw =
Rw =
t
kA
( for a bare plane wall )
ln ( ro/ri )
2πLk
( for a bare tube wall )
(2.12a)
(2.12b)
A separating wall may be finned differently on each side (Figure 2.5). On
either side, heat transfer takes place from the fins (subscript f) as well as from
the unfinned portion of the wall (subscript u). Introducing the fin efficiency
ηf, the total heat transfer can be expressed as
Q = ( η f A f h f + Au hu ) ∆T
(2.13)
where ΔT is either (Th − Tw1) or (Tw2 − Tc). The subscripts h and c refer to the
hot and cold fluids, respectively (see Figure 2.5).
Fin
Fin surface area, Af
Tc
Th
Unfinned area, Au
t
Tw1
Figure 2.5
Finned wall.
Tw2
40
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
By taking hu = hf = h and rearranging the right-hand side of Equation 2.13,
we get
Af
Q = hA 1 −
1 − η f ) ∆T
(
A
(2.14)
Q = ηhA∆T
(2.15)
or
where η = [1 – (1 – ηf)Af/A] is called the overall surface efficiency, ΔT is the temperature difference between the fluid stream and the base temperature, and
the total surface area on one side is A = Au + Af.
As can be seen from Equation 2.15, there will be additional thermal resistances for finned surfaces as 1/ηhA on both sides of the finned wall; this is
the combined effective surface resistance which accounts for parallel heat
flow paths by conduction and convection in the fins and by convection from
the prime surface. Therefore, an overall thermal resistance for the entire wall
is then given by
Rt =
R fi
R fo
1
1
1
1
1
=
=
=
+
+ Rw +
+
UA U o Ao U i Ai ηi hi Ai ηi Ai
ηo Ao ηo ho Ao
(2.16)
It should be noted that for finned surfaces, Ao and Ai represent the total
surface area of the outer and inner surfaces, respectively.
Contact resistance may be finite between a tube or a plate and the fin. In
this case, the contact resistance terms on the hot and cold sides are added to
Equation 2.16.
In heat exchanger applications, the overall heat transfer coefficient is usually based on the outer area (cold side or hot side). Then, Equation 2.16 can
be represented in terms of the overall heat transfer coefficient based on the
outside surface area of the wall as
Uo =
1
Ao R fi
R fo
1
Ao 1
+
+ Ao Rw +
+
ηo ηo ho
Ai ηi hi ηi Ai
(2.17)
The expressions of magnitude of ηf for a variety of fin configurations are
available in the literature.5 If a straight or pin fin of length L and uniform
cross section is used and an adiabatic tip is assumed, then the fin efficiency
is given by
ηf =
tanh ( mL )
mL
(2.18)
41
Basic Design Methods of Heat Exchangers
where
m=
2h
δk f
(2.19)
where δ is the fin thickness and L is the fin length.
For the unfinned tubular heat exchangers shown in Figures 2.1a and b and
2.2, Equation 2.17 reduces to
Uo =
1
ro ln ( ro/ri )
ro 1 ro
1
+ R fi +
+ R fo +
k
ho
ri hi ri
(2.20)
The overall heat transfer coefficient can be determined from knowledge of
the inside and outside heat transfer coefficients, fouling factors, and appropriate geometrical parameters. For a plane wall of thickness t and hi and ho on
either side with fouling only on one side, Equation 2.17 becomes
1 1
t 1
= + R fi + +
k ho
U hi
(2.21)
The order of magnitude and range of h for various conditions are given in
Table 2.1.
TABLe 2.1
Order of Magnitude of Heat Transfer Coefficient
Fluid
Gases (natural convection)
Engine oil (natural convection)
Flowing liquids (nonmetal)
Flowing liquid metals
Boiling heat transfer:
Water, pressure < 5 bars abs, ∆T = 25 K
Water, pressure 5–100 bars abs, ∆T = 20 K
Film boiling
Condensing heat transfer at 1 atm:
Film condensation on horizontal tubes
Film condensation on vertical surfaces
Dropwise condensation
h, W/(m2·K)
3–25
30–60
100–10,000
5,000–250,000
5,000–10,000
4,000–15,000
300–400
9,000–25,000
4,000–11,000
60,000–120,000
42
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Example 2.1
Determine the overall heat transfer coefficient U for liquid-to-liquid
heat transfer through a 0.003-m-thick steel plate [k = 50 W/m ⋅ K] for the
following heat transfer coefficients and fouling factor on one side:
hi = 2,500 W/m2 K
ho = 1,800 W/m2 K
Rfi = 0.0002 m2 K/W
Solution
Substituting hi, hi, Rfi, t, and k into Equation 2.21, we get
1
1
0.003
1
=
+ 0.0002 +
+
U 2500
50
1800
= 0.0004 + 0.0002 + 0.00006 + 0.00056 = 0.00122 m 2 ⋅ K/W
U ≈ 820 W/m 2 ⋅ K
In this case, no resistances are negligible.
Example 2.2
Replace one of the flowing liquids in Example 2.1 with a flowing gas
[ho = 50 W/m2 K]:
Solution
1
1
0.003 1
=
+ 0.0002 +
+
U 2500
50
50
= 0.0004 + 0.0002 + 0.00006 + 0.02 = 0.02066 m 2 ⋅ K/W
U ≈ 48 W/m 2 ⋅ K
In this case, only the gas side resistance is significant.
Example 2.3
Replace the remaining flowing liquid in Example 2.2 with another
flowing gas (hi = 20 W / m2 K):
Solution
1
1
0.003
1
=
+ 0.0002 +
+
U 20
50
50
= 0.05 + 0.0002 + 0.00006 + 0.02 = 0.07026 m 2 ⋅ K/W
U ≈ 14 W/m 2 ⋅ K
Here, the wall and scale resistances are negligible.
Basic Design Methods of Heat Exchangers
43
2.5 LMTD Method for Heat Exchanger Analysis
2.5.1 Parallel- and Counterflow Heat exchangers
In the heat transfer analysis of heat exchangers, the total heat transfer rate
Q through the heat exchanger is the quantity of primary interest. Let us
consider a simple counterflow or parallel-flow heat exchanger (Figure 2.3a
and b). The form of ΔTm in Equation 2.7 may be determined by applying an
energy balance to a differential area element dA in the hot and cold fluids.
The temperature of the hot fluid will drop by dT h. The temperature of the
cold fluid will also drop by dTc over the element dA for counterflow, but it
will increase by dTc for parallel flow if the hot-fluid direction is taken as
positive. Consequently, from the differential forms of Equations 2.5 and 2.6
or from Equation 2.1 for adiabatic, steady-state, steady flow, the energy balance yields
c p ) h dT h = ± (m
c p )c dT c
δQ = − (m
(2.22a)
δQ = − Ch dT h = ± Ch dT c
(2.22b)
or
where Ch and Cc are the hot- and cold-fluid heat capacity rates, respectively,
and the + and – signs correspond to parallel- and counterflow, respectively.
The rate of heat transfer δQ from the hot fluid to the cold fluid across the heat
transfer area dA may also be expressed as
δQ = U (Th − Tc ) dA
(2.23)
From Equation 2.22b for counterflow, we get
1
1
d (Th − Tc ) = dTh − dTc = δQ −
Cc Ch
(2.24)
By substituting the value of δQ from Equation 2.23 into Equation 2.24,
we obtain
d (Th − Tc )
1
1
= U − dA
Cc Ch
(Th − Tc )
(2.25)
44
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
which, when integrated with constant values of U, Ch, and Cc over the entire
length of the heat exchangers, results in
ln
Th 2 − Tc 1
1
1
= U A −
Cc Ch
Th1 − Tc 2
(2.26a)
or
1
1
Th 2 − Tc 1 = (Th1 − Tc 2 ) exp U A −
Cc Ch
(2.26b)
It can be shown that for a parallel-flow heat exchanger, Equation 2.26b
becomes
1
1
Th 2 − Tc 2 = (Th1 − Tc 1 ) exp −U A +
Cc Ch
(2.26c)
Equations 2.25 and 2.26 demonstrate that the temperature difference along
the heat exchanger is an exponential function of A. Hence, in a counterflow
heat exchanger, the temperature difference (Th – Tc) increases in the direction of flow of the hot fluid, if Ch > Cc (Figure 2.6a). It can be shown that
both temperature curves are concave (see Problem 2.3).6 If the length of the
heat exchanger is infinite (A = ∞), the cold-fluid outlet temperature becomes
equal to the inlet temperature of the hot fluid. If Ch < Cc, both curves are
convex and (Th – Tc) decreases in the direction of flow of the hot fluid. If
the length is infinite (A = ∞), the hot-fluid exit temperature becomes equal
to the inlet temperature of the cold fluid (Figure 2.6b). The expressions for
T
Cc < Ch, Cc = Cmin
Th1
Tc2
Ch < Cc, Ch = Cmin
T
Th1
Th
L
Tc1
Tc1
Tc
Tc1
Surface area, A
Th2
Tc2
Th2
Tc
0
Th
Th1
0
Figure 2.6
Temperature variation for a counterflow heat exchanger.
Surface area, A
L
45
Basic Design Methods of Heat Exchangers
Cc and Ch can now be obtained from Equations 2.5 and 2.6. Substituting Cc
and Ch into Equation 2.26a and solving for Q, we obtain
Q =UA
(Th1 − Tc 2 ) − (Th2 − Tc 1 )
T −T
ln h1 c 2
Th 2 − Tc 1
(2.27a)
or
Q =UA
∆T1 − ∆T2
ln ( ∆T1/∆T2 )
(2.27b)
where ΔT1 is the temperature difference between the two fluids at one end of
the heat exchanger and ΔT2 is the temperature difference of the fluids at the
other end of the heat exchanger.
Comparison of the preceding expression with Equation 2.7 reveals that the
appropriate average temperature difference between the hot and cold fluids,
over the entire length of the heat exchanger, is given by
∆Tlm =
∆T1 − ∆T2
ln ( ∆T1/∆T2 )
(2.28)
which is called the LMTD (log-mean temperature difference). Accordingly,
we may write the total heat transfer rate between the hot and cold fluids in a
counterflow arrangement as
Q = AU ∆Tlm
(2.29)
p )h = (mc
p )c , the quantity ΔTlm is indeIn the case of counterflow with (mc
terminate because
(Th1 − Th2 ) = (Tc 2 − Tc 1 )
and ∆T1 = ∆T2
(2.30)
In this case, it can be shown using L’Hospital’s rule that ΔTlm = ΔT1 = ΔT2
and, therefore,
Q = UA (Th − Tc ) with (Th − Tc ) = ∆T1 = ∆T2
(2.31)
Starting with Equation 2.22 for a parallel-flow arrangement, it can be
shown that Equation 2.28 is also applicable. However, for a parallel-flow heat
exchanger, the end point temperature differences must now be defined as
ΔT1 = (Th1 − Tc1) and ΔT2 = (Th2 − Tc2). Moreover, the total heat transfer rate
between hot and cold fluids for all single-pass flow arrangements shown in
Figure 2.3 is determined from Equation 2.29.
46
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Note that, for the same inlet and outlet temperatures, the LMTD for counterflow exceeds that for parallel flow, ΔTlm,cf > ΔTlm,pf; that is, LMTD represents the maximum temperature potential for heat transfer that can only
be obtained in a counterflow exchanger. Hence, the surface area required
to affect a prescribed heat transfer rate Q is smaller for a counterflow
arrangement than that required for a parallel-flow arrangement, assuming
the same value of U. Also note that Tc2 can exceed Th2 for counterflow but not
for parallel flow.
Example 2.4
Consider a shell-and-tube heat exchanger constructed from a 0.0254 m
OD tube to cool 6.93 kg/s of a 95% ethyl alcohol solution (cp = 3810 J/kg ⋅ K)
from 66°C to 42°C, using water available at 10°C (cp = 4,187 J/kg ⋅ K) at a
flow rate of 6.30 kg/s. In the heat exchanger, 72 tubes will be used. Assume
that the overall coefficient of heat transfer based on the outer-tube area is
568 W/m2 ⋅ K. Calculate the surface area and the length of the heat exchanger
for each of the following arrangements:
1. Parallel-flow shell-and-tube heat exchanger
2. Counterflow shell-and-tube heat exchanger
Solution
The heat transfer rate may be obtained from the overall energy balance
for the hot fluid, Equation 2.5
p ) (Th1 − Th 2 )
Q = ( mc
h
Q = 6.93 × 3810 (66 − 42 ) = 633.7 × 103 W
By applying Equation 2.6, the water outlet temperature is
Tc 2 =
Tc 2 =
Q
p)
( mc
c
+ Tc 1
633.7 × 103
+ 10 = 34°C
6.30 × 4187
The LMTD can be obtained from Equation 2.28
∆Tlm, pf =
56 − 8
∆T1 − ∆T2
=
= 24.67°C
ln ( ∆T1/∆T2 ) ln ( 56 / 8)
The outside surface area can be calculated from Equation 2.7
Q = U o Ao ∆Tlm, pf
Ao =
633.7 × 103
Q
= 45.2 m 2
=
U o ∆Tlm, pf 568 × 24.67
Basic Design Methods of Heat Exchangers
47
Because Ao = πdoN T L, the required heat exchanger length may now be
obtained as
L=
45.2
Ao
=
= 7.87 m
do πNT 0.0254 × π × 72
For a counterflow arrangement, we have the case given by Equation 2.30
∆Tlm, cf = ∆T1 = ∆T2 = 32°C
A=
633.7 × 103
Q
= 34.9 m 2
=
568 × 32
U∆Tlm, cf
L=
34.9
A
=
= 6.07 m
do πNT 0.0254 × π × 72
Therefore, the surface area required under the same condition of a prescribed heat transfer rate Q is smaller for a counterflow arrangement
than that required for a parallel-flow arrangement.
2.5.2 Multipass and Crossflow Heat exchangers
The LMTD developed previously is not applicable for the heat transfer analysis of crossflow and multipass flow heat exchangers. The integration of
Equation 2.23 for these flow arrangements results in a form of an integrated
mean temperature difference ΔTm such that
Q = UA∆Tm
(2.32)
where ΔTm is the true (or effective) mean temperature difference and is a
complex function of Th1, Th2, Tc1, and Tc2. Generally, this function ΔTm can be
determined analytically in terms of the following quantities7:
∆Tlm, cf =
(Th2 − Tc 1 ) − (Th1 − Tc 2 )
ln [(Th 2 − Tc 1 )/ (Th1 − Tc2 )]
P=
(2.33)
Tc 2 − Tc 1
∆Tc
=
Th1 − Tc 1 ∆Tmax
(2.34)
Cc Th1 − Th 2
=
Ch Tc 2 − Tc 1
(2.35)
and
R=
where ΔTlm,cf is the LMTD for a counterflow arrangement with the same
fluid inlet and outlet temperatures. P is a measure of the ratio of the heat
48
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
actually transferred to the heat which would be transferred if the same cold
fluid temperature was raised to the hot-fluid inlet temperature; therefore,
P is the temperature effectiveness of the heat exchanger on the cold-fluid
side. R is the ratio of the (mucp) value of the cold fluid to that of the hot fluid
and it is called the heat capacity rate ratio (regardless of which fluid is in
the tube side or shell side in a shell-and-tube heat exchanger).
For design purposes, Equation 2.29 can also be used for multipass and crossflow heat exchangers by multiplying ΔTlm, which would be computed under
the assumption of a counterflow arrangement with a correction factor F
Q = UA∆Tlm = UAF∆Tlm, cf
(2.36)
F is nondimensional; it depends on the temperature effectiveness P, the heat
capacity rate ratio R, and the flow arrangement
F = φ ( P, R , flow arrangement )
(2.37)
The correction factors are available in chart form as prepared by Bowman
et al.8 for practical use for all common multipass shell-and-tube and crossflow heat exchangers, and selected results are presented in Figures 2.7–2.11.
1.0
0.8
R = 20.0
0.4
0.5
0.6
Temperature efficiency, P
P=
Tc2 – Tc1
Th1 – Tc1
R=
0.7
0.8
0.9
0.1
0.3
0.3
0.2
0.4
0.1
0.5
0.6
0.7
0.8
0.9
1.0
0
2.5
3.0
0.5
4.0
6.0
8.0
10.0
15.0
0.6
0.2
0.7
1.2
1.4
1.6
1.8
2.0
Correction factor, F
0.9
1.0
Th1 – Th2
Tc2 – Tc1
Figure 2.7
LMTD correction factor F for a shell-and-tube heat exchanger with one shell pass and two
or a multiple of two tube passes. (From Standards of the Tubular Exchanger Manufacturers
Association, 1988. With permission. ©1988 by Tubular Exchanger Manufacturers Association.)
49
Basic Design Methods of Heat Exchangers
1.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.6
1.4
1.8
2.0
2.5
3.0
4.0
0.7
6.0
R = 20.0
0.8
8.0
10.0
15.0
Correction factor, F
0.9
0.6
0.5
0
0.1
0.2
0.3
0.4
0.5
0.6
Temperature efficiency, P
P=
0.7
0.8
0.9
1.0
Tc2 – Tc1
T – Th2
R = h1
Th1 – Tc1
Tc2 – Tc1
Figure 2.8
LMTD correction factor F for a shell-and-tube heat exchanger with two shell passes and
four or a multiple of four tube passes. (From Standards of the Tubular Exchanger Manufacturers
Association, 1988. With permission. ©1988 by Tubular Exchanger Manufacturers Association.)
1.0
0.2
0.5
0.8
Correction factor, F
6
0.
0.9
1.0
1.2
1.4
1.6
1.8
2.0
2.5
3.0
4.0
0.7
6.0
8.0
10.0
15.0
R = 20.0
0.8
0.6
0.5
0
0.1
0.2
0.3
0.4
0.5
0.6
Temperature efficiency, P
P=
0.7
0.8
0.9
1.0
Tc2 – Tc1
T – Th2
R = h1
Th1 – Tc1
Tc2 – Tc1
Figure 2.9
LMTD correction factor F for a shell-and-tube heat exchanger with three two-shell passes and
six or more even number tube passes. (From Standards of the Tubular Exchanger Manufacturers
Association, 1988. With permission. ©1988 by Tubular Exchanger Manufacturers Association.)
50
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
0.9
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.4
1.6
1.8
2.0
2.5
3.0
4.0
6.0
8.0
10.0
15.0
0.8
R = 20.0
Correction factor, F
1.0
0.7
0
0.1
0.2
0.3
0.4
0.5
0.6
Temperature efficiency, P
P=
Tc2 – Tc1
Th1 – Tc1
R=
0.7
0.8
0.9
1.0
Th1 – Th2
Tc2 – Tc1
Figure 2.10
LMTD correction factor F for a divided-flow shell-type heat exchanger with one dividedflow shell pass and an even number of tube passes. (From Standards of the Tubular Exchanger
Manufacturers Association, 1988. With permission. ©1988 by Tubular Exchanger Manufacturers
Association.)
1.0
0.1
0.2
0.6
0.8
0.8
1.0
1.2
1.4
1.6
1.8
2.0
2.5
3.0
0.7
4.0
5.0
6.0
8.0
R = 10.0
Correction factor, F
0.4
0.9
0.6
0.5
0
0.1
0.2
0.3
0.4
0.5
0.6
Temperature efficiency, P
P=
Tc2 – Tc1
Th1 – Tc1
R=
0.7
0.8
0.9
1.0
Th1 – Th2
Tc2 – Tc1
Figure 2.11
LMTD correction factor F for a split-flow shell-type heat exchanger with one split-flow shell
pass and two-tube passes. (From Standards of the Tubular Exchanger Manufacturers Association,
1988. With permission. ©1988 by Tubular Exchanger Manufacturers Association.)
51
Basic Design Methods of Heat Exchangers
Th1
Tc2
Hot fluid in
Cold fluid out
Hot fluid out
Cold fluid in
Tc1
Th2
Figure 2.12
Temperature distribution in a crossflow heat exchanger.
In calculating P and R to determine F, it is immaterial whether the colder
fluid flows through the shell or inside the tubes.
The correction factor F is less than 1 for crossflow and multipass arrangements; it is 1 for a true counterflow heat exchanger. It represents the degree
of departure of the true mean temperature difference from the LMTD for a
counterflow arrangement.
In a multipass or a crossflow arrangement, the fluid temperature may not
be uniform at a particular location in the exchanger unless the fluid is well
mixed along the path length. For example, in crossflow (Figure 2.12), the hot
and cold fluids may enter at uniform temperatures, but if there are channels
in the flow path (with or without corrugated spacers), to prevent mixing, the
exit temperature distributions will be as shown in Figure 2.12. If such channels are not present, the fluids may be well mixed along the path length and
the exit temperatures are more nearly uniform as in the flow normal to the
tube bank in Figure 2.1d. A similar stratification of temperatures occurs in
the shell-and-tube multipass exchanger. A series of baffles may be required
if mixing of the shell fluid is to be obtained. Figures 2.13 and 2.14 present
charts for both mixed and unmixed fluids.
Example 2.5
Repeat Example 2.4 for a shell-and-tube heat exchanger with one shell
pass and multiples of two tube passes.
Solution
For a multipass arrangement, from Equation 2.36 we have
Q = UAF∆Tlm, cf
52
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
1.0
R=
0.2
0.4
0.8
0.6
0.8
1.0
2.0
3.0
1.5
0.7
4.0
Correction factor, F
0.9
0.6
0.5
0
0.1
0.2
0.3
Th1
0.4
0.5
0.6
Temperature efficiency, P
P=
Tc1
Tc2
Tc2 – Tc1
Th1 – Tc1
R=
0.7
0.8
0.9
1.0
Th1 – Th2
Tc2 – Tc1
Th2
Figure 2.13
LMTD correction factor F for a crossflow heat exchanger with both fluids unmixed. (From
Bowman, R. A., Mueller, A. C., and Nagle, W. M., Trans. ASME, 62, 283, 1940. With permission.)
P and R can be obtained from Equations 2.34 and 2.35
Tc 2 − Tc 1 24
=
= 0.43
Th1 − Tc 1 56
24
T −T
= 1.0
R = h1 h 2 =
Tc 2 − Tc 1 24
P=
From Figure 2.7, we get F = 0.89, then
A=
Q
633.68 × 103
=
= 39.17 m 2
UF∆Tlm, cf 568 × 32 × 0.89
L=
39.17
A
=
= 6.19 m
π do NT π × 0.0254 × 72
Therefore, under the same conditions, the surface area required for
a multipass arrangement is between counterflow and parallel-flow
arrangements.
The preceding analysis assumed U to be uniform throughout the heat
exchanger. If U is not uniform, the heat exchanger calculations may be
53
Basic Design Methods of Heat Exchangers
1.0
0.8
0.4
R = 0.2
0.6
0.8
1.0
1.5
2.0
3.0
0.7
4.0
Correction factor, F
0.9
0.8
0.9
0.6
0.5
0
0.1
0.2
0.3
Th1
0.4
0.5
0.6
Temperature efficiency, P
P=
Tc1
Tc2
Tc2 – Tc1
Th1 – Tc1
R=
0.7
1.0
Th1 – Th2
Tc2 – Tc1
Th2
Figure 2.14
LMTD correction factor F for a single-pass crossflow heat exchanger with one fluid mixed and
the other unmixed. (From Bowman, R. A., Mueller, A. C., and Nagle, W. M., Trans. ASME, 62,
283, 1940. With permission.)
made by subdividing the heat exchanger into sections over which U is
nearly uniform and by applying the previously developed relations to
each subdivision (see Section 2.10).
One important implication of Figures 2.7–2.11, 2.13, and 2.14 is that if
the temperature change of one fluid is negligible, either P or R is zero
and F is 1. Hence, heat exchanger behavior is independent of specific
configuration. Such will be the case if one of the fluids undergoes a phase
change. We note from Figures 2.7–2.11, 2.13, and 2.14 that the value of
temperature effectiveness P ranges from zero to 1. The value of R ranges
from zero to ∞, with zero corresponding to pure vapor condensation
and ∞ corresponding to evaporation. It should be noted that a value
of F close to 1 does not mean a highly efficient heat exchanger; rather,
it means a close approach to the counterflow behavior for comparable
operating conditions of flow rates and inlet fluid temperatures.
Example 2.6
A heat exchanger with two shell passes and four tube passes is used
to heat water with hot exhaust gas. Water enters the tubes at 50°C and
leaves at 125°C with a flow rate of 10 kg/s, while the hot exhaust gas
enters the shell side at 300°C and leaves at 125°C. The total heat transfer
surface is 800 m2. Calculate the overall heat transfer coefficient.
54
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Solution
The overall heat transfer coefficient can be determined from Equation 2.36
Q = UAFΔTlm,cf,
with
P=
75
∆Tc
=
= 0.3
Th1 − Tc 1 300 − 50
R=
Th1 − Th 2 300 − 125
= 2.3
=
125 − 50
Tc 2 − Tc 1
∆Tlm, cf =
175 − 75
∆T1 − ∆T2
=
= 118°C
ln ( ∆T1/∆T2 ) ln (175/75)
It follows from Figure 2.8 that F ≈ 0.96. For water at 87.5°C, cp = 4203 J/kg ⋅
U=
p ) (Tc 2 − Tc 1 )
( mc
c
AF∆Tlm, cf
=
10 × 4203 (125 − 50)
= 34.8 W/m 2 K
800 × 0.96 × 118
Example 2.7
A finned-tube, single-pass, crossflow heat exchanger with both fluids
unmixed, as shown in Figure 2.13, is used to heat air with hot water. The
total heat transfer rate is 200 kW. The water enters the tube at 85°C and
leaves at 40°C, while the air enters the finned side at 15°C and leaves at
50°C. The overall heat transfer coefficient is 75 W/m2 ⋅ K. Calculate the
surface area required.
Solution
The desired heat transfer can be determined from Equation 2.36
A=
Q
UF∆Tlm, cf
with
P=
50 − 15
85 − 40
∆Tc
T −T
=
= 0 . 5, R = h 1 h 2 =
= 1.29
Th1 − Tc 1 85 − 15
Tc 2 − Tc 1 50 − 15
It follows from Figure 2.13 that F ≈ 0.7. From Equation 2.28 for
counterflow,
∆Tlm, cf =
A=
35 − 25
∆T1 − ∆T2
=
= 299.7°C
ln ( ∆T1/∆T2 ) ln ( 35/25)
200 × 103
= 128.3 m 2
75 × 0.7 × 29.7
Basic Design Methods of Heat Exchangers
Example 2.8
Air flowing at a rate of 5 kg/s is to be heated in a shell-and-tube heat
exchanger from 20°C to 50°C with hot water entering at 90°C and exiting
at 60°C. The overall heat transfer coefficient is 400 W/m2 ⋅ K. The length
of the heat exchanger is 2 m. Determine the surface area of the heat
exchanger and the number of tubes required by using
1. 1 to 2 shell-and-tube type heat exchanger
2. 2 to 4 shell-and-tube type heat exchanger
The tubes are schedule 40, 3/4” nominal diameter.
Solution
For air at 35°C, cp = 1,005 J/kg ⋅ K. From the overall energy balance,
Equation 2.6, the heat transfer required of the exchanger is
p ) (Tc 2 − Tc 1 ) = 1005 × 5 ( 50 − 20) = 150.75 kW
Q = ( mc
c
(1) For 1 to 2 shell-and-tube heat exchangers, the desired heat transfer
area may be determined by using the LMTD method from Equation 2.36
with
P=
90 − 60
Tc 2 − Tc 1 50 − 20
T −T
=
=1
= 0.43, R = h1 h 2 =
Th1 − Tc 1 90 − 20
Tc 2 − Tc 1 50 − 20
It follows from Figure 2.7 that F ≈ 0.90. From Equation 2.30,
∆Tlm, cf = ∆T1 = ∆T2 = 40°C
The heat transfer area of the heat exchanger can be obtained from
Equation 2.36
A=
150750
Q
=
UF∆Tlm, cf 400 × 0.9 × 40
A = 10.47 m 2
The heat transfer surface area of one tube (see Chapter 8, Table 8.2) is
At = π do L = π × 0.02667 × 2
At = 0.1676 m 2
55
56
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The number of tubes of the heat exchanger is
NT =
A
10.47
=
≈ 63 tubes
At 0.1676
(2) For 2 to 4 shell-and-tube heat exchangers from Figure 2.8, F ≈ 0.975.
The number of tubes
NT =
150750
Q
=
UF∆Tlm, cf ( π do L ) 400 × 0.975 × 40 ( π × 0.022667 × 2 )
NT ≅ 58 tubes
2.6 The ε-NTU Method for Heat Exchanger Analysis
When the inlet or outlet temperatures of the fluid streams are not known, a
trial-and-error procedure could be applied for using the LMTD method in
the thermal analysis of heat exchangers. The converged value of the LMTD
will satisfy the requirement that the heat transferred in the heat exchanger
(Equation 2.7) must be equal to the heat convected to the fluid (Equations
2.5 or 2.6). In these cases, to avoid a trial-and-error procedure, the method of
the number of transfer units (NTU) based on the concept of heat exchanger
effectiveness may be used. This method is based on the fact that the inlet or
exit temperature differences of a heat exchanger are a function of UA/Cc and
Cc /Ch (see Equations 2.26b and 2.26c).
Heat exchanger heat transfer equations such as Equations 2.5, 2.6, and 2.26
may be written in dimensionless form, resulting in the following dimensionless groups8:
1. Capacity rate ratio:
C* =
Cmin
Cmax
(2.38)
where Cmin and Cmax are the smaller and larger of the two magnitudes
of Ch and Cc, respectively, and C* ≤ 1. C* = 0 corresponds to a finite Cmin
and Cmax approaching ∞ (a condensing or evaporating fluid).
2. Exchanger heat transfer effectiveness:
ε=
Q
Qmax
(2.39)
57
Basic Design Methods of Heat Exchangers
which is the ratio of the actual heat transfer rate in a heat exchanger
to the thermodynamically limited maximum possible heat transfer
rate if an infinite heat transfer surface area were available in a counterflow heat exchanger.
The actual heat transfer is obtained by either the energy given
off by the hot fluid or the energy received by the cold fluid, from
Equations 2.5 and 2.6
p ) (Th1 − Th 2 ) = ( mc
p ) (Tc 2 − Tc 1 )
Q = ( mc
h
c
If Ch > Cc , then (Th1 − Th 2 ) < (Tc 2 − Tc 1 )
(2.40)
If Ch < Cc , then (Th1 − Th 2 ) > (Tc 2 − Tc 1 )
The fluid that might undergo the maximum temperature difference is the fluid with the minimum heat capacity rate Cmin. Therefore,
the maximum possible heat transfer is expressed as
p ) (Th1 − Tc 1 ) if Cc < Ch
Qmax = ( mc
c
(2.41a)
p ) (Th1 − Tc 1 ) if Ch < Cc
Qmax = ( mc
h
(2.41b)
or
which can be obtained with a counterflow heat exchanger if an
infinite heat transfer surface area were available (Figure 2.6). Heat
exchanger effectiveness, ε, is therefore written as
ε=
Ch (Th1 − Th 2 )
C (T − Tc 1 )
= c c2
Cmin (Th1 − Tc 1 ) Cmin (Th1 − Tc 1 )
(2.42)
The first definition is for Ch = Cmin, and the second is for Cc = Cmin.
Equation 2.42 is valid for all heat exchanger flow arrangements.
The value of ε ranges between zero and 1. When the cold fluid
has a minimum heat capacity rate, then temperature effectiveness, P, given by Equation 2.34, will be equal to heat exchanger
58
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
effectiveness, ε. For given ε and Qmax, the actual heat transfer rate Q
from Equation 2.39 is
p ) (Th1 − Tc 1 ).
Q = ε ( mc
min
(2.43)
If the effectiveness ε of the exchanger is known, Equation 2.43 provides an explicit expression for the determination of Q.
3. Number of transfer unit:
NTU =
AU
1
=
Cmin Cmin
∫ U dA
A
(2.44)
If U is not constant, the definition of second equality applies.
NTU designates the nondimensional heat transfer size of the heat
exchanger.
Let us consider a single-pass heat exchanger, assuming Cc > Ch, so that
Ch = Cmin and Cc = Cmax. With Equation 2.44, Equation 2.26b may be written as
C
Th 2 − Tc 1 = (Th1 − Tc 2 ) exp − NTU ±1 − min
Cmax
(2.45)
where the + is for counterflow and the – is for parallel flow. With Equations
2.5, 2.6, and 2.42, Th2 and Tc2 in Equation 2.45 can be eliminated and the following expression is obtained for ε for counterflow:
ε=
1 − exp [ − NTU ( 1 − Cmin/Cmax )]
1 − ( Cmin/Cmax ) exp [ − NTU ( 1 − Cmin/Cmax )]
(2.46)
if Cc < Ch (Cc = Cmin, Ch = Cmax), the result will be the same.
In the case of parallel flow, a similar analysis may be applied to obtain the
following expression:
ε=
1 − exp [ − NTU ( 1 + Cmin/Cmax )]
1 + ( Cmin/Cmax )
(2.47)
Two limiting cases are of interest: Cmin/Cmax equal to 1 and zero. For Cmin/
Cmax = 1, Equation 2.46 is indeterminate, but by applying L’Hospital’s rule to
Equation 2.46, the following result is obtained for counterflow:
59
Basic Design Methods of Heat Exchangers
ε=
NTU
1 + NTU
(2.48)
For parallel flow, Equation 2.47 gives
ε=
1
(1 − e −2 NTU )
2
(2.49)
For Cmin/Cmax = 0, as in boilers and condensers (Figures 2.3c and d) for parallel flow or counterflow, Equations 2.46 and 2.47 become
ε = 1 − e − NTU
(2.50)
It is noted from Equations 2.46 and 2.47 that
ε = φ ( NTU, C*, flow arrangement )
(2.51)
Similar expressions have been developed for heat exchangers having other
flow arrangements such as crossflow, multipass, etc., and representative
results are summarized in Table 2.2.3,10,11
Some ε-NTU relations are shown graphically in Figure 2.15.9 The following
observations may be made by reviewing this figure:
1. The heat exchanger thermal effectiveness ε increases with increasing values of NTU for a specified C*.
2. The exchanger thermal effectiveness ε increases with decreasing
values of C* for a specified NTU.
3. For ε < 40%, the capacity rate ratio C* does not have a significant
influence on the exchanger effectiveness.
Because of the asymptotic nature of the ε-NTU curves, a significant
increase in NTU and, hence, in the heat exchanger size, is required for a
small increase in ε at high values of ε.
The counterflow exchanger has the highest exchanger effectiveness ε for
specified NTU and C* values compared to those for all other exchanger flow
arrangements. Thus, for given NTU and C*, a maximum heat transfer performance is achieved for counterflow; alternately, the heat transfer surface
is utilized most efficiently in a counterflow arrangement as compared to all
other flow arrangements.
Table 2.3 summarizes each of the methods discussed in the preceding
sections.
60
The ε-NTU Expressions
Type of heat
exchanger
exchange
ε ( NTU, C*)
Counter
flow
ε=
Parallel flow
Cross flow,
Cmin mixed
and Cmax
unmixed
Cross flow,
Cmax mixed
and Cmin
unmixed
1-2 shell-and
tube heat
exchanger,
TEMA E
1 − exp [ − (1 − C * )NTU ]
1 − C * exp [ − (1 − C * )NTU ]
NTU =
1
{1 − exp [ − (1 + C * )NTU ]}
1 + C*
NTU = −
1 − exp ( − C *NTU )
ε = 1 − exp −
*
C
NTU = −
ε=
ε=
1
C
*
[1 − exp { − C *[1 − exp ( − NTU )]}]
2
1 + C * + (1 + C * )
1 − εC*
1
ln
*
1 − ε
1− C
1
C
*
2
1/2
]
2
1/2
]
*
1/2 1 + exp [ − NTU( 1 + C )
1 − exp [ − NTU (1 + C * )
NTU =
1
2
(1 + C )
*
ln
1/2
1
*
ε = 1 − exp ( − NTU )
ln (1 − ε C * )]
2
1/2
2
1/2
2 − ε[1 + C * − (1 + C * )
*
ε = 1 for all C*
ε=
ε = 1 − exp ( − NTU )
ln[1 + C * ln (1 − ε )]
C
Value of ε when
NTU → ∞
ε = 1 − exp(− NTU )
1
ln [1 + ε(1 + C * )]
1 + C*
NTU = − ln [1 +
2
ε=
Particular case
C* = 0
NTU (ε , C*)
2 − ε[1 + C + (1 + C )
*
]
]
1
1 + C*
1
ε = 1 − exp − *
C
ε = 1 − exp ( − NTU )
ε=
ε = 1 − exp ( − NTU )
ε=
1
C
*
[1 − exp ( − C * )]
2
2
1 + C * + (1 + C * )
1/2
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 2.2
61
Basic Design Methods of Heat Exchangers
(a)
(b)
Counterflow exchanger
performance
.
Hot fluid (mcp)h = Ch
Parallel-flow exchanger
performance
.
Hot fluid (mcp)h
.
Cold fluid (mcp)c = Cc
.
Cold fluid (mcp)c
Heat transfer surface
0.25
0.50
0.75
80
Effectiveness, ε, %
100
Cmin/Cmax = 0
1.00
60
40
20
0
Cmin/Cmax = 0
80
Effectiveness, ε, %
100
Heat transfer surface
0.25
0.50
60
0.75
1.00
40
20
0
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
(c)
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
(d)
Crossflow exchanger with
fluids unmixed
.
(mcp)c
Crossflow exchanger with
one fluid mixed
Cold Fluid
.
(mcp)h
Mixed fluid
Hot fluid
Effectiveness, ε, %
60
0.25
0.50
0.75
1.00
40
0.25
4
0.5
2
0.75
1.33
Cmixed
= 0,
Cunmixed
80
60
40
Cmixed
=1
Cunmixed
20
20
0
Unmixed fluid
8
80
100
Cmin/Cmax = 0
Effectiveness, ε, %
100
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
0
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
Figure 2.15
Effectiveness vs. NTU for various types of heat exchangers. (From Kays, W. M. and London,
A. L., Compact Heat Exchangers, 3rd ed., McGraw-Hill, New York, 1984. With permission.)
62
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
(e)
(f )
Multipass cross-counterflow exchanger Cmin/Cmax = 1
unmixed flow within passes
Exchanger performance
effect of flow arrangement
for Cmin/Cmax = 1
.
(mcp)h
Hot
fluid
Two-pass
arrangement
illustrated
90
80
Counterflow
(n = )
60
Three passes
Two passes
One pass
Effectiveness, ε, %
70
100
Four passes
8
Effectiveness, ε, %
80
.
(mcp)c
Cold fluid
Crossflow fluids
unmixed
Counterflow
60
40
50
20
40
0
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
(g)
Crossflow
one fluid mixed
Parallel flow
Parallel-counterflow
one shell pass
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
(h)
Multipass counterflow
exchanger performance
(Parallel-counterflow passes)
Exchanger performance
effect of Cmin/Cmax
Effect of number of shell passes
for Cmin/Cmax = 1
100
40
Counterflow (n = )
80
Three passes
Two passes (1-2 exchanger)
One pass (1-2 exchanger)
20
0
Effectiveness, ε, %
Effectiveness, ε, %
60
100
8
80
Four passes
60
40
Counterflow
Cmin/Cmax = 1.0
Cmin/Cmax = 0.9
Crossflow
both fluids unmixed
Cmin/Cmax = 0.9
Cmin/Cmax = 1.0
20
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
0
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
Figure 2.15 (ConTinued)
Effectiveness vs. NTU for various types of heat exchangers. (From Kays, W. M. and London,
A. L., Compact Heat Exchangers, 3rd ed., McGraw-Hill, New York, 1984. With permission.)
63
Basic Design Methods of Heat Exchangers
(i)
Two
shells
.
Tube fluid (mcp)t = Ct
One shell passes
2, 4, 6, etc., tube passes
Cmin/ Cmax = 0
100
0.25
0.50
0.75
1.00
80
60
Effectiveness, ε, %
Effectiveness, ε, %
100
.
Shell fluid (mcp)s = Cs
(j)
.
Shell fluid (mcp)s = Cs
40
.
Tube fluid (mcp)t = Ct
Two shell passes
4, 8, 12, etc., tube passes
Cmin/Cmax = 0
0.25
0.50
0.75
1.00
80
60
40
20
20
0
0
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
0
1
2
3
4
5
Number of transfer units, NTUmax = AU /Cmin
Figure 2.15 (ConTinued)
Effectiveness vs. NTU for various types of heat exchangers. (From Kays, W. M. and London,
A. L., Compact Heat Exchangers, 3rd ed., McGraw-Hill, New York, 1984. With permission.)
TABLe 2.3
Working Equation for the LMTD and ε-NTU Methods
ε-NTU
LMTD
p )min (Th1 − Tc 1 )
Q = ε( mc
Q = UAF∆Tlm,cf
LMTD = ∆Tlm , cf =
∆T1 − ∆T2
ln( ∆T1 /T2 )
∆T1 = Th1 – Tc2, ∆T2 = Th2 – Tc1
P=
Tc 2 − Tc 1
T −T
, R = h1 h 2
Th1 − Tc 1
Tc 2 − Tc 1
F = ϕ(P, R, flow arrangement)
ε=
C h (Th1 − Th 2 )
Cc (Tc 2 − Tc 1 )
=
Cmin (Th1 − Tc 1 ) Cmin (Th1 − Tc 1 )
C* =
p )min
Cmin (mc
=
Cmax (mc p )max
NTU =
AU
1
=
Cmin Cmin
∫ UdA
A
ε = ϕ(NTU, C*, flow arrangement)
Example 2.9
A shell-and-tube heat exchanger with two tube passes and baffled single
shell pass is used as oil cooler. Cooling water at 20°C flows through the
tubes at a flow rate of 4.082 kg/s. Engine oil enters the shell side at a flow
rate of 10 kg/s. The inlet and outlet temperatures of oil are 90°C and 60°C,
respectively. Determine the surface area of the heat exchanger by both
the LMTD and ε-NTU methods if the overall heat transfer coefficient
based on the outside tube area is 262 W/m2 ⋅ K. The specific heats of water
and oil are 4,179 J/kg ⋅ K and 2,118 J/kg ⋅ K, respectively.
64
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Solution
First, using the LMTD method, we shall calculate the heat transfer rate
Q and the LMTD for counterflow. Subsequently, P, R, and the correction factor F will be determined. Then, applying the heat transfer rate of
Equation 2.36, the heat transfer surface area A will be determined.
The heat capacity rates for the shell fluid (oil) and the tube fluid
(water) are
p ) = 10 kg/s × 2118 J/kg ⋅ K=21180 W/K
Ch = ( mc
h
p ) = 4.082 kg/s × 4179 J/kg ⋅ K = 17058.7 W/K
Cc = ( mc
c
The heat transfer rate from the temperature drop of the oil is
Q = Ch (Th1 − Th 2 ) = 21180 × ( 90 − 60) = 635400 W
The water outlet temperature from the energy balance is
Q = Cc (Tc 2 − Tc 1 ) = 635400 W
Tc2 = 635400/Cc + Tc 1 = 635400/17058.678 + 20 = 37.248 + 20 = 57.25°C
Now let us determine ΔTlm,cf. From the definition of ΔTlm,cf in Equation
2.28 for a counterflow arrangement
∆Tlm, cf =
32.75 − 40
= 36.4°C
ln ( 32.75/40)
Now the values of P and R from Equations 2.34 and 2.35 are
P=
Tc 2 − Tc 1 57.25 − 20 37.25
=
= 0.532
=
90 − 20
70
Th1 − Tc 1
R=
Th1 − Th 2 Cc 17058.7
=
=
= 0.805
21180
Tc 2 − Tc 1 Ch
Therefore, from Figure 2.7, we get F = 0.85. Thus, the heat transfer area
from Equation 2.36 is
A=
Q
635400
=
= 78.6 m 2
UF∆Tlm, cf 262 × 0.85 × 36.4
Basic Design Methods of Heat Exchangers
Using the ε-NTU method, we will first determine ε and C* and, subsequently, NTU and then A. In this problem, Ch > Cc and, hence, Cc = Cmin
C* =
Cmin 17058.7
=
= 0.805
Cmax
21180
From the given temperature, for Cc = Cmin, Equation 2.42 gives
ε=
Tc 2 − Tc 1 57.25 − 20 37.25
=
=
= 0.532
90 − 20
70
Th1 − Tc 1
Now calculate NTU either from the formula of Table 2.2 or from Figure
2.15 with a proper interpretation for ε, NTU, and C*. From Table 2.2 for a
1 to 2 shell-and-tube heat exchanger, we have
2 − ε 1 + C * − (1 + C * 2 )1/2
1
ln
NTU =
(1 + C * 2 )1/2 2 − ε 1 + C * + (1 + C * 2 )1/2
=
1
(1 + 0.8052 )1/2
2 − 0.532 1 + 0.805 − (1 + 0.8052 )1/2
ln
2 − 0.532 1 + 0.805 + (1 + 0.8052 )1/2
1.7227
= 0.778965 ln
= 1.226
0.35679
Hence,
A=
17058.7
Cmin
NTU =
× 1.226 = 79.8 m 2
262
U
In obtaining expressions for the basic design methods discussed in
the preceding sections, Equations 2.22 and 2.23 are integrated across the
surface area under the following assumptions:
1. The heat exchanger operates under steady-state, steady flow
conditions.
2. Heat transfer to the surroundings is negligible.
3. There is no heat generation in the heat exchanger.
4. In counterflow and parallel-flow heat exchangers, the temperature of each fluid is uniform over every flow cross section; in crossflow heat exchangers, each fluid is considered
mixed or unmixed at every cross section depending upon the
specifications.
5. If there is a phase change in one of the fluid streams flowing
through the heat exchanger, then that change occurs at a constant
temperature for a single-component fluid at constant pressure.
65
66
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
6. The specific heat at constant pressure is constant for each fluid.
7. Longitudinal heat conduction in the fluid and the wall are
negligible.
8. The overall heat transfer coefficient between the fluids is constant throughout the heat exchanger, including the case of
phase change.
Assumption 5 is an idealization of a two-phase-flow heat exchanger.
Specifically, for two-phase flows on both sides, many of the foregoing
assumptions are not valid. The design theory of these types of heat
exchangers is discussed and practical results are presented in the following chapters.
2.7 Heat Exchanger Design Calculation
Thus far, two methods for performing a heat exchanger thermal analysis
have been discussed (Table 2.3). The rating and sizing of heat exchangers
are two important problems encountered in the thermal analysis of heat
exchangers.
For example, if inlet temperatures, one of the fluid outlet temperatures,
and mass flow rates are known, then the unknown outlet temperature can
be calculated from heat balances and the LMTD method can be used to solve
this sizing problem with the following steps:
1. Calculate Q and the unknown outlet temperature from Equations
2.5 and 2.6.
2. Calculate ΔTlm from Equation 2.28 and obtain the correction factor F,
if necessary.
3. Calculate the overall heat transfer coefficient U.
4. Determine A from Equation 2.36.
The LMTD method may also be used for rating problems (performance
analysis) for an available heat exchanger, but computation would be tedious,
requiring iteration since the outlet temperatures are not known. In such situations, the analysis can be simplified by using the ε-NTU method. The rating
analysis with the ε-NTU method is as follows:
1. Calculate the capacity rate ratio C* = Cmin/Cmax and NTU = UA/Cmin
from the input data.
2. Determine the effectiveness ε from the appropriate charts or
ε-NTU equations for the given heat exchanger and specified flow
arrangement.
Basic Design Methods of Heat Exchangers
67
3. Knowing ε, calculate the total heat transfer rate from Equation 2.43.
4. Calculate the outlet temperatures from Equations 2.5 and 2.6.
The ε-NTU method may also be used for the sizing problem, and the
procedure is as follows:
1. Knowing the outlet and inlet temperatures, calculate ε from
Equation 2.42.
2. Calculate the capacity rate ratio C* = Cmin/Cmax.
3. Calculate the overall heat transfer coefficient U.
4. Knowing ε, C*, and the flow arrangement, determine NTU from
charts or from ε-NTU relations.
5. Knowing NTU, calculate the heat transfer surface area A from
Equation 2.44.
The use of the ε-NTU method is generally preferred in the design of compact heat exchangers for automotive, aircraft, air-conditioning, and other
industrial applications where the inlet temperatures of the hot and cold fluids are specified and the heat transfer rates are to be determined. The LMTD
method is traditionally used in the process, power, and petrochemical
industries.
2.8 Variable overall Heat Transfer Coefficient
In practical applications, the overall heat transfer coefficient varies along the
heat exchanger and is strongly dependent on the flow Reynolds number,
heat transfer surface geometry, and fluid physical properties. Methods to
account for specific variations in U are given for counterflow, crossflow, and
multipass shell-and-tube heat exchangers.
Figure 2.16 (Ref. 12) shows typical situations in which the variation of U
within a heat exchanger might be substantially large. The case in which both
fluids are changing phase is shown in Figure 2.16a, where there is no sensible
heating and cooling; the temperatures simply remain constant throughout.
The condenser shown in Figure 2.16b is perhaps more common than the condenser of Figure 2.3d. In the former, the fluid vapor enters at a temperature
greater than the saturation temperature and the condensed liquid becomes
subcooled before leaving the condenser. Figure 2.16c shows a corresponding
situation, where the cold fluid enters as a subcooled liquid, is heated, evaporated, and then superheated. When the hot fluid consists of condensable vapor
and noncondensable gases, the temperature distribution is more complex, as
68
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
(a)
Th1
Tc1
(b)
Condensing
Th2
Heating
Both fluids changing phase
One fluid changing phase
(c)
Th1
Tc2
Desuperheating
Subcooling
Condensing
Tc2
Tc2
Evaporating
Th1
Th2
Tc1
(d)
Th1
Cooling
Evaporating
Superheating Heating
Th2
Tc1
Partial
condensation
Tc2
One fluid changing phase
Heating
Condensable and
noncondensable components
Th2
Tc1
Figure 2.16
Typical cases of a heat exchanger with variable U. (From Walker, G., Industrial Heat Exchanger.
A Basic Guide. Hemisphere, Washington, DC, 1990. With permission.)
represented in a general way in Figure 2.16d. The difficulty that one faces
in designing such a heat exchanger is the continuous variation of U with
position within the heat exchanger. If the three parts of the heat exchanger
(Figures 2.16b and c) had constant values of U, then the heat exchanger could
be treated as three different heat exchangers in series. For arbitrary variation of U through the heat exchanger, the exchanger is divided into many
segments and a different value of U is then assigned to each segment. The
analysis is best performed by a numerical or finite-difference method.
Let us consider a parallel-flow double-pipe heat exchanger (Figure 2.1a).
The heat exchanger is divided into increments of surface area ΔAi. For any
incremental surface area, the hot- and cold-fluid temperatures are Thi and Tci,
respectively, and it will be assumed that the overall heat transfer coefficient
can be expressed as a function of these temperatures. Thus,
U i = U i (Thi , Tci )
(2.52)
The incremental heat transfer in ΔAi can be calculated from Equation 2.22:
p ) (Th( i+1) − Thi ) = ( mc
p ) (Tc( i+1) − Tci )
∆Qi = − ( mc
hi
ci
(2.53)
From Equation 2.23, δQi is also given by
δQi = U i ∆ Ai (Th − Tc )i
(2.54)
where ΔAi must be small enough to maintain the accuracy of the solution.
69
Basic Design Methods of Heat Exchangers
Equation 2.25 can be written for a parallel-flow arrangement as
d (Th − Tc )
1
1
= −U
+ dA
Ch Cc
(Th − Tc )
(2.55)
Equation 2.55 can be written in the finite-difference form as
(Th − Tc )i+1 − (Th − Tc )i
1
1
∆ Ai
= −U i
+
Cci Chi
(Th − Tc )i
(2.56)
which can be solved for (Th - Tc)i + 1
(Th − Tc )i+1 = (Th − Tc )i (1 − Mi ∆ Ai )
(2.57)
1
1
Mi = U i
+
Cci Chi
(2.58)
where
The numerical analysis can be carried out as follows:
1. Select a convenient value of ΔAi for the analysis.
2. Calculate the inner and outer heat transfer coefficients and the
value of U for the inlet conditions and through the initial ΔA
increment.
3. Calculate the value of ΔQi for this increment from Equation 2.54.
4. Calculate the values of Th, Tc, and Th – Tc for the next increment by the
use of Equations 2.53 and 2.56.
The total heat transfer rate is then calculated from
n
Qt =
∑ ∆Q
i
(2.59)
i=1
where n is the number of the increments in ΔAi.
The treatment of counterflow shell-and-tube exchangers and the exchanger
with one shell-side pass and two tube passes for the variable overall heat
transfer coefficient is given by Butterworth.13
70
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
For the overall heat transfer coefficient U and ΔT varying linearly with Q,
Colburn recommends the following expression to calculate Q14:
Q = U m A∆Tlm =
A (U 2 ∆T1 − U 1∆T2 )
ln [(U 2 ∆T1 )/(U 1∆T2 )]
(2.60)
where U1 and U2 are the values of the overall heat transfer coefficients on
the ends of the exchanger having temperature differences of ΔT1 and ΔT2 ,
respectively.
When both 1 / U and ΔT vary linearly with Q, Butterworth13 has shown that
Q = U m A∆Tlm
(2.61)
1
1 ∆Tlm − ∆T2 1 ∆T1 − ∆Tlm
=
=
U m U 1 ∆T1 − ∆T2 U 2 ∆T1 − ∆T2
(2.62)
where
Equations 2.60 and 2.61 will not usually be valid over the whole heat
exchanger but may apply to a small portion of it.
2.9 Heat Exchanger Design Methodology
The flow chart of heat exchanger design methodology is given in Figure 2.17.15
The first criterion that a heat exchanger should satisfy is the fulfillment of the
process requirements: the design specifications may contain all the necessary detailed information on flow rates of streams, operating pressures,
pressure drop limitations for both streams, temperatures, size, length, and
other design constraints such as cost, type of materials, heat exchanger type,
and arrangements. The heat exchanger designer provides missing information based on his/her experiences, judgment, and the requirements of the
customer.
Based on the problem specifications, the exchanger construction type, flow
arrangement, surface or core geometry, and materials must be selected. In
the selection of the type of heat exchanger, the operating pressure and temperature levels, maintenance requirements, reliability, safety, availability
and manufacturability of surfaces, and cost must be considered.
As discussed in previous sections, heat exchanger thermal design may
be classified as sizing (design problem) or rating (performance analysis). In
the sizing problem, the surface area and heat exchanger dimensions are to
71
Basic Design Methods of Heat Exchangers
Problem
specification
Exchanger construction
flow arrangement,
material, and surface
selection, one or more
cases
Surface
characteristics
and
geometrical
properties
Operating
conditions
Heat transfer
and pressure
drop analysis
and optimization
Thermo-physical
properties of
fluids and
materials
Mechanical design including
headers, thermal stresses,
vibrations and fouling
Optimized optional
solutions
Evaluation
criteria
Evaluation
procedure and
costing
Tradeoff
factors
Optimal solution
for the
cases considered
Figure 2.17
Heat exchanger design methodology. (From Shah, R. K., Heat Exchangers: Thermal-Hydraulic
Fundamentals and Design, Hemisphere, Washington, DC, 455, 1981. With permission.)
be determined; inputs to the sizing problem are as follows: flow rates, inlet
temperatures and one outlet temperature, surface geometries, pressure drop
limitations, and thermophysical properties of streams and materials.
In the rating problem, the heat exchanger already exists or the heat
exchanger configuration is selected by approximate sizing. Therefore, inputs
72
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
to the rating problem are heat exchanger surface geometry and dimensions,
fluid flow rates, inlet temperatures, and pressure drop limitations. The
fluid outlet temperatures, total heat transferred, and pressure drop for both
streams through the heat exchanger are to be calculated in the rating (performance) analysis. If the rating gives acceptable thermal performance with
pressure drops in both streams below the maximum allowable ones, this
heat exchanger configuration may be considered a solution to the problem.
It is often possible to find a number of variant configurations that will meet
these requirements; then the choice must be made on other criteria, usually
the cost of the heat exchanger. If the heat exchanger selected for rating is
found to be unsatisfactory, a new design must be chosen for the next rating. The process by which one moves from one design to a more satisfying design can be called design modification.15 Rating is the computational
process (hand method or computer method) by which one determines the
thermal performance and pressure drops for two streams in a completely
defined heat exchanger. The rating and sizing problems are discussed, and
worked examples are given, in the various chapters of this book.
The selection criteria demand that the heat exchanger withstand the service conditions of the plant environment. Therefore, after thermal design
analysis, the mechanical design is carried out, which includes the calculation of plate, tube, shell, and header thicknesses and arrangements. The
heat exchanger must resist corrosion by the service and process streams
and by the environment; this is mostly a matter of proper material selection.
A proper design of inlet and outlet nozzles and connections, supporting
materials, location of pressure and temperature measuring devices, and
manifolds is to be made. Thermal stress calculations must be performed
under steady-state and transit operating conditions. The additional important factors that should be considered and checked in the design are flow
vibrations and the level of velocities to eliminate or minimize fouling and
erosion.
Another criterion involves the maintenance requirements. The configuration and placement of the heat exchanger must be properly chosen to permit
cleaning as required and replacement of tubes, gaskets, and any other components that are especially vulnerable to corrosion, erosion, vibration, or
aging. Operating problems under severe climatic conditions (freezing) and
the transportation of the unit should also be considered.
There may be limitations on exchanger diameter, length, weight, and/or
tube matrix core specifications due to size requirements, lifting and servicing capabilities, and availability of replacement tubes and gaskets.
After the mechanical design is completed, the final cost analysis to arrive
at an optimum solution must be considered. An overall optimum design, in
general, is the one that meets the performance requirements at a minimum
cost, which includes capital costs (the costs of materials, manufacturing,
testing, shipment, and installation) and operating and maintenance costs
(the costs of fluid pumping powers, repair, and cleaning). There are many
Basic Design Methods of Heat Exchangers
73
interdependent factors that must be considered while designing and optimizing a heat exchanger.
The problem of heat exchanger design is very intricate. Only a part of the
total design process consists of quantitative analytical evaluation. Because of
a large number of qualitative judgments, trade-offs, and compromises, heat
exchanger design is more of an art than a science at this stage. In general, no
two engineers will come up with the same heat exchanger design for a given
application.16
For heat exchangers design methodology, the readers may also refer to
Shah and Sekulić.17
Nomenclature
A
Ac
Af
Au
C
Cmax
Cmin
C*
cp
di
do
e
F
i
k
L
m
NT
NTU
P
Q
R
R
Rf
r
T
Tc
Th
ΔT
total heat transfer area on one side of a recuperator, m2
cross-sectional area of a heat exchanger passage, m2
fin surface area on one side of a heat exchanger, m2
unfinned surface area on one side of a heat exchanger, m2
flow stream heat capacity rate, mcp, W/K
maximum of Cc and Ch, W/K
minimum of Cc and Ch, W/K
heat capacity rate ratio, Cmin/Cmax
specific heat at constant pressure, J/kg ⋅ K
tube inside diameter, m
tube outside diameter, m
tube surface roughness, m
LMTD correction factor
specific enthalpy, J/kg
thermal conductivity, W/m ⋅ K
length of the heat exchanger, m
fluid mass flow rate, kg/s
number of tubes
number of heat transfer units based on Cmin, UA/Cmin
temperature effectiveness, defined by Equation 2.34
heat transfer rate, W
heat capacity rate ratio, defined by Equation 2.35
thermal resistance, m2 ⋅ K/W
fouling factor, m2 ⋅ K/W
tube radius, m
temperature, °C, K
cold-fluid temperature, °C, K
hot-fluid temperature, °C, K
local temperature difference between two fluids, °C, K
74
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
ΔTlm
ΔTm
t
U
um
LMTD, defined by Equation 2.28, °C, K
true mean temperature difference, defined by Equation 2.7, °C, K
wall thickness, m
overall heat transfer coefficient, W/m2 ⋅ K
fluid mean velocity, m/s
Greek Symbols
Δ
difference
δ
fin thickness, m
ε
heat exchanger effectiveness, defined by Equation 2.39
ηf
fin efficiency
η
extended surface efficiency, defined by Equation 2.15
μ
dynamic viscosity, Pa ⋅ s
ν
kinematic viscosity, m2 /s
ρ
fluid density, kg/m3
φ
parameter, function of
Subscripts
c
cold fluid
cf
counterflow
f
fin, finned, friction
h
hot fluid, heat transfer
i
inner, inside
m
mean
max
maximum
min
minimum
o
outer, outside, overall
u
unfinned
w
wall
x
local
1
inlet
2
outlet
PRoBLEMS
2.1.
Starting from Equation 2.22, show that for a parallel-flow heat
exchanger, Equation 2.26a becomes
Th2 − Tc2
1
1
= exp −
+ UA
Th1 − Tc1
Ch Cc
2.2.
Show that for a parallel-flow heat exchanger, the variation of the
hot-fluid temperature along the heat exchanger is given by
Basic Design Methods of Heat Exchangers
Th − Th1
Cc
1
1
=−
+ UA .
1 − exp −
Th1 − Tc1
Ch + Cc
Ch Cc
Obtain a similar expression for the variation of the coldfluid temperatures along the heat exchanger. Also show that
for A→∞, the temperature will be equal to mixing cup temperatures of the fluids, given by
T∞ =
2.3.
ChTh1 + CcTc1
Cc + Ch
Show that the variations of the hot- and cold-fluid temperatures
along a counterflow heat exchanger are given by
Th − Th1
Cc
1
1
=
exp − UA − 1
Th1 − Tc 2 Cc − Ch
Cc Ch
and
Tc − Tc2
Ch
1
1
=
exp − UA − 1
Th1 − Tc2 Cc − Ch
C
C
c
h
2.4.
Problem 2.3 show that for the case Ch < Cc,
d 2Th
d 2Tc
>
0
and
>0
dA 2
dA 2
and, therefore, temperature curves are convex, and for the
case Ch > Cc,
d 2Th
d 2Tc
< 0 and
<0
2
dA
dA 2
2.5.
therefore, the temperature curves are concave (see Figure 2.6).
Show that for a counterflow heat exchanger, when the heat
capacity rates of hot and cold fluids are equal (Cc = Ch = C), the
variation of the hot and cold-fluid temperatures along the counterflow heat exchanger are linear with the surface area as
Tc − Tc2
Th − Th1
UA
=
=−
Th1 − Tc2 Th1 − Tc2
C
75
76
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
2.6.
Assume that in a condenser, there will be no subcooling, and
condensate leaves the condenser at saturation temperature, Th.
Show that variation of the coolant temperature along the condenser is given by
Tc − Tc1
UA
= 1 − exp −
.
Cc
Th − Tc1
2.7.
In a boiler (evaporator), the temperature of hot gases decreases
from Th1 to Th2, while boiling occurs at a constant temperature Ts.
Obtain an expression, as in Problem 2.6, for the variation of hotfluid temperature with the surface area.
2.8. Show that Equation 2.46 is also applicable for Ch > Cc, that is,
C* = Cc/Ch.
2.9. Obtain the expression for exchanger heat transfer effectiveness,
ε, for parallel flow given by Equation 2.47.
2.10. 5,000 kg/h of water will be heated from 20°C to 35°C by hot water
at 140°C. A 15°C hot water temperature drop is allowed. A number of double-pipe heat exchangers, each connected in series,
will be used. Hot water flows through the inner tube. The thermal conductivity of the material is 50 W/m ⋅ K.
Ri = 0.000176 m2 ⋅ K/W
Ro = 0.000352 m2 ⋅ K/W
Inner tube diameters: ID = 0.0525 m, OD = 0.0603 m
Fouling factors:
Annulus diameters:
ID = 0.0779 m, OD = 0.0889 m
The heat transfer coefficients in the inner tube and in the
annulus are 4,620 W/m2 ⋅ K and 1,600 W/m2 ⋅ K, respectively.
Calculate the overall heat transfer coefficient and the surface
area of the heat exchanger for both parallel and counterflow
arrangements.
2.11. Water at a rate of 45,500 kg/h is heated from 80°C to 150°C in
a shell-and-tube heat exchanger having two shell passes and
eight tube passes with a total outside heat transfer surface area
of 925 m2. Hot exhaust gases having approximately the same
thermophysical properties as air enter at 350°C and exit at 175°C.
Determine the overall heat transfer coefficient based on the outside surface area.
2.12. A shell-and-tube heat exchanger given in Problem 2.11 is used to
heat 62,000 kg/h of water from 20°C to about 50°C. Hot water at
100°C is available. Determine how the heat transfer rate and the
Basic Design Methods of Heat Exchangers
water outlet temperature vary with the hot water mass flow rate.
Calculate the heat transfer rates and the outlet temperatures for
hot water flow rates:
a. 80,000 kg/h
b. 40,000 kg/h
2.13. Water (cp = 4182 J/kg ⋅ K) at a flow rate of 5,000 kg/h is heated from
10°C to 35°C in an oil cooler by engine oil (cp = 2072 J/kg ⋅ K) with
an inlet temperature of 65°C and a flow rate of 6,000 kg/h. Take
the overall heat transfer coefficient to be 3,500 W/m2 ⋅ K. What are
the areas required for the following:
a. Parallel flow
b. Counterflow
2.14. In order to cool a mass flow rate of 9.4 kg/h of air from 616°C to
232°C, it is passed through the inner tube of double-pipe heat
exchanger with counterflow, which is 1.5 m long with an outer
diameter of the inner tube of 2 cm.
a. Calculate the heat transfer rate. For air, cph = 1060 J/kg ⋅ K.
b. The cooling water enters the annular side at 16°C with a volume flow rate of 0.3 L/min. Calculate the exit temperature of
the water. For water, cpc = 4,180 J/kg ⋅ K.
c. Determine the effectiveness of this heat exchanger, and then
determine NTU. The overall heat transfer coefficient based
on the outside heat transfer surface area is 38.5 W/m2 ⋅ K.
Calculate the surface area of the heat exchanger and the number of hairpins.
2.15. A shell-and-tube heat exchanger is designed to heat water from
40°C to 60°C with a mass flow rate of 20,000 kg/h. Water at 180°C
flows through tubes with a mass flow rate of 10,000 kg/h. The
tubes have an inner diameter of di = 20 mm; the Reynolds number is Re = 10,000. The overall heat transfer coefficient based outside heat transfer surface area is estimated to be U = 450 W/m2 ⋅ K.
a. Calculate the heat transfer rate Q of the heat exchanger and
the exit temperature of the hot fluid.
b. If the heat exchanger is counterflow with one tube and one shell
pass, determine (by use of the LMTD and ε-NTU methods):
i. The outer heat transfer area
ii. The velocity of the fluid through the tubes
iii. The total cross-sectional area of the tubes
iv. The number of the tubes and the length of the heat
exchanger
77
78
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
2.16. An oil cooler is used to cool lubricating oil from 70°C to 30°C.
The cooling water enters the exchanger at 15°C and leaves at
25°C. The specific heat capacities of the oil and water are 2 and
4.2 kJ/kg ⋅ K, respectively, and the oil flow rate is 4 kg/s.
a. Calculate the water flow rate required.
b. Calculate the true mean temperature difference for two-shellpass-and-four-tube passes and one-shell-pass-and-two-tube
passes shell-and-tube heat exchangers and an unmixed–
unmixed crossflow configuration, respectively.
c. Find the effectiveness of the heat exchangers.
2.17. For the oil cooler described in Problem 2.16, calculate the surface area required for the shell-and-tube and unmixed–unmixed
crossflow exchangers, assuming the overall heat transfer
coefficient U = 90 W/m2 ⋅ K. For the shell-and-tube exchanger,
calculate the oil outlet temperature and compare it with the
given values.
2.18. In an oil cooler, oil flows through the heat exchanger with a mass
flow rate of 8 kg/s and inlet temperature of 70°C. The specific
heat of oil is 2 kJ/kg ⋅ K. The cooling stream is treated cooling
water that has a specific heat capacity of 4.2 kJ/kg ⋅ K, a flow rate
of 20 kg/s, and an inlet temperature of 15°C. Assuming a total
heat exchanger surface area of 150 m2 and an overall heat transfer
coefficient of 150 W/m2 ⋅ K, calculate the outlet temperature for a
heat exchanger with two-shell passes and four-tube passes and a
heat exchanger with unmixed–unmixed crossflow, respectively.
Estimate the respective F-correction factors.
2.19. An air blast cooler with a surface area for a heat transfer of
600 m2 and an overall heat transfer coefficient of W/(m2 ⋅ K) is fed
c = 15 kg/s, cp,c = 1050 J/(kg ⋅ K),
with the following streams: air: m
Tc,in = 25°C; oil: mh = 5 kg/s, cp,h = 2000 J/(kg ⋅ K), Th,in = 90°C.
U = 60 W/m2 ⋅ K. Calculate the stream exit temperatures, the
F-factor, and the effectiveness for a two-shell-pass and four-tubepass exchanger.
References
1. Shah, R. K., Classification of heat exchangers, in Heat Exchangers: ThermalHydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E., and Mayinger, F.,
Eds., Hemisphere, Washington, DC, 1981, 9.
2. Chenoweth, J. M. and Impagliazzo, M., Eds., Fouling in Hot Exchange Equipment,
ASME Symposium, Volume HTD-17, ASME, New York, 1981.
Basic Design Methods of Heat Exchangers
79
3. Kakaç, S., Shah, R. K., and Bergles, A. E., Eds., Low Reynolds Number Flow Heat
Exchangers, Hemisphere, Washington, DC, 1981, 21.
4. Kakaç, S., Shah, R. K., and Aung, W., Eds., Handbook of Single Phase Convective
Heat Transfer, John Wiley & Sons, New York, 1987, Ch. 4, 18.
5. Kern, D. Q. and Kraus, A. D., Extended Surface Heat Transfer, McGraw-Hill,
New York, 1972.
6. Padet, J., Echangeurs Thermiques, Masson, Paris, France, 1994.
7. Tubular Exchanger Manufacturers Association (TEMA), Standards of the Tubular
Exchanger Manufacturers Association, 7th ed., New York, 1988.
8. Bowman, R. A., Mueller, A. C., and Nagle, W. M., Mean temperature difference
in design, Trans. ASME, 62, 283, 1940.
9. Kays, W. M. and London, A. L., Compact Heat Exchangers, 3rd ed., McGraw-Hill,
New York, 1984.
10. Shah, R. K. and Mueller, A. C., Heat exchangers, in Handbook of Heat Transfer
Applications, Rohsenow, W. M., Hartnett, J. P., and Gani, E. N., Eds., McGrawHill, New York, 1985, Ch. 4.
11. Kays, W. M., London, A. L., and Johnson, K. W., Gas Turbine Plant Heat Exchangers,
ASME, New York, 1951.
12. Walker, G., Industrial Heat Exchanger. A Basic Guide, Hemisphere, Washington,
DC, 1990.
13. Butterworth, D., Condensers: thermohydraulic design, in Heat Exchangers:
Thermal-Hydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E., and
Mayinger, F., Eds., Hemisphere, Washington, DC, 1981, 547.
14. Colburn, A. P., Mean temperature difference and heat transfer coefficient in
liquid heat exchangers, Ind. Eng. Chem., 25, 873, 1933.
15. Shah, R. K., Heat exchanger design methodology — an overview, in Heat
Exchangers: Thermal-Hydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E.,
and Mayinger, F., Eds., Hemisphere, Washington, DC, 1981, 455.
16. Bell, K. J., Overall design methodology for shell-and-tube exchangers, in
Heat Transfer Equipment Design, Shah, R. K., Subbarao, E. C., and Mashelkar, R.
A., Eds., Hemisphere, Washington, DC, 1988, 131.
17. Shah, R. K. and Sekulić, D. P., Fundamentals of Heat Exchanger Design, John
Wiley & Sons, New York, 2003.
This page intentionally left blank
3
Forced Convection Correlations for the
Single-Phase Side of Heat Exchangers
3.1 Introduction
In this chapter, recommended correlations for the single-phase side (or sides)
of heat exchangers are given. In many two-phase-flow heat exchangers, such
as boilers, nuclear steam generators, power condensers, and air conditioning and refrigeration evaporators and condensers, one side has single-phase
flow while the other side has two-phase flow. In general, the single-phase
side represents higher thermal resistance, particularly with gas or oil flow.
This chapter provides a comprehensive review of the available correlations
for laminar and turbulent flows of a single-phase Newtonian fluid through
circular and noncircular ducts with and without the effect of property variations. A large number of experimental and analytical correlations are available for heat transfer coefficients and flow friction factors for laminar and
turbulent flows through ducts and across tube banks.
Laminar and turbulent forced convection correlations for single-phase fluids represent an important class of heat transfer solutions for heat exchanger
applications. When a viscous fluid enters a duct, a boundary layer will form
along the wall. The boundary layer gradually fills the entire duct cross section and the flow is then said to be fully developed. The distance at which
the velocity becomes fully developed is called the hydrodynamic or velocity entrance length (Lhe). Theoretically, the approach to the fully developed
velocity profile is asymptotic, and it is therefore impossible to describe a definite location where the boundary layer completely fills the duct. But for all
practical purpose, the hydrodynamic entrance length is finite.
If the walls of the duct are heated or cooled, then a thermal boundary
layer will also develop along the duct wall. At a certain point downstream,
one can talk about the fully developed temperature profile where the thickness of the thermal boundary layer is approximately equal to half the distance across the cross section. The distance at which the temperature profile
becomes fully developed is called the thermal entrance length (Lte).
81
82
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
If heating or cooling starts from the inlet of the duct, then both the velocity
and the temperature profiles develop simultaneously. The associated heat
transfer problem is referred to as the combined hydrodynamic and thermal
entry length problem or the simultaneously developing region problem.
Therefore, there are four regimes in duct flows with heating/cooling, namely,
hydrodynamically and thermally fully developed, hydrodynamically fully
developed but thermally developing, thermally developed but hydrodynamically developing; simultaneously developing; and the design correlations should be selected accordingly.
The relative rates of development of the velocity and temperature profiles in the combined entrance region depend on the fluid Prandtl number
(Pr = v/α). For high Prandtl number fluids such as oils, even though the
velocity and temperature profiles are uniform at the tube entrance, the velocity profile is established much more rapidly than the temperature profile.
In contrast, for very low Prandtl number fluids such as liquid metals, the
temperature profile is established much more rapidly than the velocity profile. However, for Prandtl numbers around 1, such as gases, the temperature and velocity profiles develop simultaneously at a similar rate along the
duct, starting from uniform temperature and uniform velocity at the duct
entrance.
For the limiting case of Pr → ∞, the velocity profile is developed before the
temperature profile starts developing. For the other limiting case of Pr → 0,
the velocity profile never develops and remains uniform while the temperature profile is developing. The idealized Pr → ∞ and Pr → 0 cases are good
approximations for highly viscous fluids and liquid metals (high thermal
conductivity), respectively.
When fluids flow at very low velocities, the fluid particles move in definite
paths called streamlines. This type of flow is called laminar flow. There is no
component of fluid velocity normal to the duct axis in the fully developed
region. Depending on the roughness of the circular duct inlet and the inside
surface, fully developed laminar flow will be obtained up to Red ≤ 2,300 if
the duct length L is longer than the hydrodynamic entry length Lhe; however,
if L < Lhe, developing laminar flow would exist over the entire duct length.
The hydrodynamic and thermal entrance lengths for laminar flow inside
conduits are provided by Shah and co-workers.1,2
If the velocity of the fluid is gradually increased, there will be a point where
the laminar flow becomes unstable in the presence of small disturbances and
the fluid no longer flows along smooth lines (streamlines) but along a series
of eddies, which results in a complete mixing of the entire flow field. This
type of flow is called turbulent flow. The Reynolds number at which the flow
ceases to be purely laminar is referred to as the critical (value of) Reynolds
number. The critical Reynolds number in circular ducts is between 2,100 and
2,300. Although the value of the critical Reynolds number depends on the
duct cross-sectional geometry and surface roughness, for particular applications, it can be assumed that the transition from laminar to turbulent flow
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers
83
in noncircular ducts will also take place between Recr = 2,100–2,300 when
the hydraulic diameter of the duct, which is defined as four times the crosssectional (flow) area Ac divided by the wetted perimeter P of the duct, is used
in calculation of the Reynolds number.
At a Reynolds number Re > 104, the flow is completely turbulent. Between
the lower and upper limits lies the transition zone from laminar to turbulent
flow.
The heat flux between the duct wall and a fluid flowing inside the duct can
be calculated at any position along the duct by
δQ
= hx(Tx − Tb )x
dA
(3.1)
where hx is called the local heat transfer coefficient or film coefficient and is
defined based on the inner surface of the duct wall by using the convective
boundary condition
hx =
− k ( ∂T/∂y )w
(Tw − Tb )x
(3.2)
where k is the thermal conductivity of the fluid, T is the temperature distribution in the fluid, and Tw and Tb are the local wall and the fluid bulk temperatures, respectively. The local Nusselt number is calculated from
Nux =
hx d − d ( ∂T/∂y )w
=
k
(Tw − Tb )x
(3.3)
The local fluid bulk temperature Tbx, also referred to as the “mixing cup”
or average fluid temperature, is defined for incompressible flow as
Tb =
1
Ac um
∫
Ac
uTdAc
(3.4)
where um is the mean velocity of the fluid, Ac is the flow cross section, and
u and T are, respectively, the velocity and temperature profiles of the flow at
position x along the duct.
In design problems, it is necessary to calculate the total heat transfer rate
over the total (entire) length of a duct using a mean value of the heat transfer
coefficient based on the mean value of the Nusselt number defined as
L
hL 1
Nu =
=
Nux dx
k
L
∫
0
(3.5)
84
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
3.2 Laminar Forced Convection
Laminar duct flow is generally encountered in compact heat exchangers,
cryogenic cooling systems, heating or cooling of heavy (highly viscous) fluids such as oils, and in many other applications. Different investigators performed extensive experimental and theoretical studies with various fluids
for numerous duct geometries and under different wall and entrance conditions. As a result, they formulated relations for the Nusselt number versus
the Reynolds and Prandtl numbers for a wide range of these dimensionless
groups. Shah and London1 and Shah and Bhatti2 have compiled the laminar
flow results.
Laminar flow can be obtained for a specified mass velocity G = ρum for
(1) small hydraulic diameter Dh of the flow passage, or (2) high fluid viscosity
μ. Flow passages with small hydraulic diameter are encountered in compact
heat exchangers since they result in large surface area per unit volume of the
exchanger. The internal flow of oils and other liquids with high viscosity in
noncompact heat exchangers is generally of a laminar nature.
3.2.1 Hydrodynamically developed and Thermally developing
Laminar Flow in Smooth Circular ducts
The well-known Nusselt–Graetz problem for heat transfer to an incompressible fluid with constant properties flowing through a circular duct with a
constant wall temperature boundary condition (subscript T) and fully developed laminar velocity profile was solved numerically by several investigators.1,2 The asymptotes of the mean Nusselt number for a circular duct of
length L are
Pe d
NuT = 1.61 b
L
1/3
for
Peb d
> 103
L
(3.6)
and
NuT = 3.66 for
Peb d
< 102
L
(3.7)
Properties are evaluated at mean bulk temperature.
The superposition of two asymptotes for the mean Nusselt number derived
by Gnielinski3 gives sufficiently good results for most of the practical cases:
Pe d
NuT = 3.663 + 1.613 b
L
1/3
(3.8)
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers
85
An empirical correlation has also been developed by Hausen4 for laminar
flow in the thermal entrance region of a circular duct at constant wall temperature and is given as
NuT = 3.66 +
0.19 ( Peb d/L )
0.8
1 + 0.117 ( Peb d/L )
0.467
(3.9)
The results of Equations 3.8 and 3.9 are comparable to each other. These
equations may be used for the laminar flow of gases and liquids in the
range of 0.1 < Peb d/L < 104. Axial conduction effects must be considered if
Peb d/L < 0.1. All physical properties are evaluated at the fluid mean bulk
temperature of Tb, defined as
Tb =
Ti + To
2
(3.10)
where Ti and To are the bulk temperatures of the fluid at the inlet and outlet
of the duct, respectively.
The asymptotic mean Nusselt numbers in circular ducts with a constant
wall heat flux boundary condition (subscript H) are1,2
Pe d
NuH = 1.953 b
L
1/3
for
Peb d
> 102
L
(3.11)
and
NuH = 4.36 for
Peb d
< 10
L
(3.12)
The fluid properties are evaluated at the mean bulk temperature Tb as defined
by Equation 3.10.
The results given by Equations 3.7 and 3.12 represent the dimensionless
heat transfer coefficients for laminar forced convection inside a circular duct
in the hydrodynamically and thermally developed region (fully developed
conditions) under constant wall temperature and constant wall heat flux
boundary conditions, respectively.
3.2.2 Simultaneously developing Laminar Flow in Smooth ducts
When heat transfer starts as soon as the fluid enters a duct, the velocity and
temperature profiles start developing simultaneously. The analysis of the
temperature distribution in the flow and, hence, of the heat transfer between
86
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
the fluid and the duct wall, for such situations is more complex because the
velocity distribution varies in the axial direction as well as normal to the
axial direction. Heat transfer problems involving simultaneously developing
flow have been mostly solved by numerical methods for various duct cross
sections. A comprehensive review of such solutions are given by Shah and
Bhatti2 and Kakaç.5
Shah and London1 and Shah and Bhatti2 presented the numerical values of
the mean Nusselt number for this region. In the case of a short duct length,
Nu values are represented by the asymptotic equation of Pohlhausen6 for
simultaneously developing flow over a flat plate; for a circular duct, this
equation becomes
Pe d
NuT = 0.664 b
L
1/2
Prb−1/6
(3.13)
The range of validity is 0.5 < Prb < 500 and Peb d/L > 103.
For most engineering applications with short circular ducts (d/L > 0.1), it is
recommended that whichever of Equations 3.8, 3.9, and 3.13 gives the highest
Nusselt number be used.
3.2.3 Laminar Flow through Concentric Annular Smooth ducts
Correlations for concentric annular ducts are very important in heat
exchanger applications. The simplest form of a two-fluid heat exchanger
is a double-pipe heat exchanger made up of two concentric circular tubes
(Figure 3.1). One fluid flows inside the inner tube, while the other flows
through the annular passage. Heat is usually transferred through the wall of
the inner tube while the outer wall of the annular duct is insulated. The heat
Tubular flow
di
do
Di
Annular flow
Figure 3.1
Concentric tube annulus.
Di
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers
87
transfer coefficient in the annular duct depends on the ratio of the diameters
Di/do because of the shape of the velocity profile.
The hydraulic (equivalent) diameter approach is the simplest method to
calculate the heat transfer and the pressure drop in the annulus. In this
approach, the hydraulic diameter of annulus Dh is substituted instead of the
tube diameter in internal flow correlations:
Dh = 4
net free - flow area
wetted (or heat transffer) perimeter
(3.14)
This approximation is acceptable for heat transfer and pressure drop calculations. The validity of the hydraulic diameter approach has been substantiated by the results of experiments performed with finned annuli.7 The
wetted perimeter for pressure drop calculation in the annulus is defined as
Pw = π ( Di + do )
(3.15)
and the heat transfer perimeter of the annulus can be calculated by
Ph = π do
(3.16)
The only difference between Pw and Ph is Di, which is the inner diameter
of the shell (outer tube) of the annulus. This difference is due to the fluid friction on the inner surface of the shell; however, this is not the case for the heat
transfer perimeter since the heat transfer takes place only through the walls
of the inner tube. The net free-flow area of the annulus is given by
Ac =
π ( Di2 − do2 )
4
(3.17)
The hydraulic diameter based on the total wetted perimeter for pressure
drop calculation is
Dh =
4 Ac
Pw
(3.18)
and the hydraulic diameter based on the heat transfer perimeter is given by
Equation 3.19, which is hereafter called the equivalent diameter:
De =
4 Ac
Ph
(3.19)
88
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The Reynolds number, Graetz number, and the ratio d/L are to be calculated with Dh. De is used to calculate the heat transfer coefficient from the
Nusselt number and to evaluate the Grashof number in natural convection.
Slightly higher heat transfer coefficients arise when Dh is used instead of De
for heat transfer calculations.
For the constant wall temperature boundary condition, Stephan8 has developed a heat transfer correlation based on Equation 3.9. The Nusselt number for hydrodynamically developed laminar flow in the thermal entrance
region of an isothermal annulus, the outer wall of which is insulated, may be
calculated by the following correlation:
−1/2
0.19 ( Peb Dh/L )0.8
do
NuT = Nu∞ + 1 + 0.14
0.467
Di
1 + 0.117 ( Peb Dh/L )
(3.20a)
where Nu∞ is the Nusselt number for fully developed flow, which is given by
d
Nu∞ = 3.66 + 1.2 o
Di
−1/2
(3.20b)
where the outer wall of the annulus is insulated.3
A detailed review of laminar convective heat transfer in ducts for various hydrodynamic and thermal boundary conditions is given by Shah and
Bhatti.2
3.3 Effect of Variable Physical Properties
When the previously mentioned correlations are applied to practical heat
transfer problems with large temperature differences between the wall
and the fluid mean bulk temperatures, the constant-property assumption
could cause significant errors, since the transport properties of most fluids vary with temperature, which influences the variation of velocity and
temperature through the boundary layer or over the flow cross section of
a duct.
For practical applications, a reliable and appropriate correlation based on
the constant-property assumption can be modified and/or corrected so that it
may be used when the variable-property effect becomes important.
Two correction methods for constant-property correlations for the
variable-property effect have been employed: namely, the reference temperature method and the property ratio method. In the former, a characteristic
temperature is chosen at which the properties appearing in nondimensional
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers
89
groups are evaluated so that the constant-property results at that temperature
may be used to account for the variable-property behavior; in the latter, all
properties are taken at the bulk temperature and then all variable-property
effects are lumped into a function of the ratio of one property evaluated at
the wall (surface) temperature to that property evaluated at the average bulk
temperature. Some correlations may involve a modification or combination
of these two methods.
For liquids, the variation of viscosity with temperature is responsible for
most of the property effects. Therefore, the variable-property Nusselt numbers and friction factors in the property ratio method for liquids are correlated by
n
Nu µ b
=
Nucp µ w
f
µb
=
fcp µ w
(3.21a)
m
(3.21b)
where μb and k are the viscosity and conductivity evaluated at the bulk mean
temperature, μw is the viscosity evaluated at the wall temperature, and cp
refers to the constant-property solution. The friction coefficient usually
employed is the so-called Fanning friction factor based on the wall shear
rather than the pressure drop.
For gases, the viscosity, thermal conductivity, and density vary with the
absolute temperature. Therefore, in the property ratio method, temperature
corrections of the following forms are found to be adequate in practical
applications for the temperature-dependent property effects in gases:
Nu Tw
=
Nucp Tb
f
T
= w
fcp Tb
n
(3.22a)
m
(3.22b)
where Tb and Tw are the absolute bulk mean and wall temperatures,
respectively.
It must be noted that the constant-property portion of the specific correlation is evaluated in terms of the parameters and conditions defined by its
author(s).
Extensive theoretical and experimental investigations on convective heat
transfer of fluids with variable properties have been reported in the literature
90
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
to obtain the values of the exponents n and m and will be cited in the following sections of this chapter.
3.3.1 Laminar Flow of Liquids
Desissler9 carried out a numerical analysis as described previously for laminar flow through a circular duct at a constant heat flux boundary condition
for liquid viscosity variation with temperature given by
µ T
=
µ w Tw
−1.6
(3.23)
and obtained n = 0.14 to be used with Equation 3.21a. This has been widely
used to correlate experimental data for laminar flow for Pr > 0.6.
Deissler9 also obtained m = –0.58 for heating and m = –0.50 for cooling of
liquids, to be used with Equation 3.21b.
A simple empirical correlation has been proposed by Seider and Tate11 to
predict the mean Nusselt number for laminar flow in a circular duct for the
combined entry length with constant wall temperature as
Pe d
NuT = 1.86 b i
L
1/3
µb
µ
w
0.14
(3.24)
which is valid for smooth tubes for 0.48 < Prb < 16,700 and 0.0044
< (μb/μw) < 9.75. This correlation has been recommended by Whitaker12 for
values of
Peb di
L
1/3
µb
µ
w
0.14
≥2
(3.25)
Below this limit, fully developed conditions will be established and Equation
3.7 may be used for a good approximation. All physical properties are evaluated at the fluid bulk mean temperature except µ w , which is evaluated at the
wall temperature.
Example 3.1
Determine the total heat transfer coefficient at 30 cm from the inlet of
a heat exchanger where engine oil flows through tubes with an inner
diameter of 0.5 in. Oil flows with a velocity of 0.5 m/s and at a local bulk
temperature of 30°C, while the local tube wall temperature is 60°C.
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers
Solution
From Appendix B, the properties of engine oil at Tb = 30°C are
ρ = 882.3 kg/m3
μ = 0.416 N ⋅ s/m2
Pr = 5,550
cp = 1,922 J/kg ⋅ K
k = 0.144 W/m ⋅ K
μw = 0.074 N ⋅ s/m2 (at Tw = 60°C)
To determine the heat transfer coefficient, we first need to find the
Reynolds number:
Reb =
ρum di 882.3 × 0.5 × 0.0127
=
= 13.47
µ
0.416
Since Re < 2,300, the flow inside the tube is laminar. We can calculate the
heat transfer coefficient from the Sieder and Tate correlation, Equation
3.24, as long as the following conditions are satisfied:
d
Re h Prb L
1/3
µb
µ
w
0.14
13.47 × 5550 × 0.0127
=
0.3
1/3
0.416
0.074
0.14
µ 0.416
= 18.7 > 2 b =
= 5.62 < 9.75
µ w 0.074
Therefore,
1/3 d
NuT = 1.86 ( Re Pr )b i
L
1/3
µb
µ
w
0.14
and
NuT = 1.86 × 18.7 = 34.8
NuT k 34.8 × 0.144
h=
=
= 394.6 W/m 2 ⋅ K
di
0.0127
The Nusselt–Graetz correlation given by Equation 3.11, which is applicable with constant heat flux boundary conditions, can also be used since
Peb di Reb Prb di 13.47 × 5550 × 0.0127
=
=
= 3164.88 > 100
L
L
0.3
NuH = 1.953 Peb
1/3
d
0.0127
= 1.953 × 5550 × 13.47 ×
L
0.3
NuH k 28.67 × 0.144
= 325 W/m 2 ⋅ K
h=
=
0.0127
di
1/3
= 28.67
Equation 3.24 takes into account the fact that higher fluid temperature due
to heating increases the heat transfer coefficient. Although a constant heat
91
92
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
flux boundary condition gives a higher heat transfer coefficient than a constant wall temperature boundary condition, here, because of the heating of
the fluid, the Nusselt–Graetz correlation gives a more conservative answer.
It is not surprising that alternative correlations have been proposed for
specific fluids. Oskay and Kakaç13 performed experimental studies with
mineral oil in laminar flow through a circular duct under a constant wall
heat flux boundary condition in the range of 0.8 × 103 < Reb < 1.8 × 103
and 1 < (Tw/Tb) < 3 and suggested that the viscosity ratio exponent for
Nu in Equation 3.24 should be increased to 0.152 for mineral oil.
Kuznestova14 conducted experiments with transformer oil and fuel oil
in the range of 400 < Reb < 1,900 and 170 < Prb < 640 and recommended
Pe d
Nub = 1.23 b
L
0.4
µb
µ
w
1/6
(3.26)
Test15 conducted an analytical and experimental study on the heat transfer and fluid friction of laminar flow in a circular duct for liquids with
temperature-dependent viscosity. The analytical approach is a numerical solution of the continuity, momentum, and energy equations. The
experimental approach involves the use of a hot-wire technique for
determination of the velocity profiles. Test obtained the following correlation for the local Nusselt number:
Pe d
Nub = 1.4 b
L
1/3
µb
µ
w
n
(3.27)
where
0.05 for heating liquids
n= 1
3 for cooling liquids
He also obtained the friction factor as
f=
16 1 µ b
Re 0.89 µ w
0.2
(3.28)
Equations 3.24 and 3.27 should not be applied to extremely long ducts.
3.3.2 Laminar Flow of gases
The first reasonably complete solution for laminar heat transfer of a gas
flowing in a tube with temperature-dependent properties was developed by
Worsõe-Schmidt.16 He solved the governing equations with a finite-difference
technique for fully developed and developing gas flow through a circular
duct. Heating and cooling with a constant surface temperature and heating
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers
93
with a constant heat flux were considered. In his entrance region solution,
the radial velocity was included. He concluded that near the entrance, and
also well downstream (thermally developed), the results could be satisfactorily correlated for heating 1 < (Tw/Tb) < 3 by n = 0, m = 1.00, and for cooling
0.5 < (Tw/Tb) < 1 by n = 0, m = 0.81 in Equations 3.22a and 3.22b.
Laminar forced convection and fluid flow in ducts have been studied extensively, and numerous results are available for circular and noncircular ducts
under various boundary conditions. These results have been compiled by Shah
and London1 and Shah and Bhatti.2 The laminar forced convection correlations
discussed in previous sections are summarized in Table 3.1. The constantproperty correlations can be corrected for the variable physical properties by
the use of Table 3.2, in which the exponents m and n are summarized. For fully
developed laminar flow, n = 0.14 is generally recommended for heating liquids.
3.4 Turbulent Forced Convection
Extensive experimental and theoretical efforts have been made to obtain
the solutions for turbulent forced convection heat transfer and flow friction problems in ducts because of their frequent occurrence and application
in heat transfer engineering. A compilation of such solutions and correlations for circular and noncircular ducts has been put together by Bhatti and
Shah.17 There are a large number of correlations available in the literature for
the fully developed (hydrodynamically and thermally) turbulent flow of single-phase Newtonian fluids in smooth, straight, circular ducts with constant
and temperature-dependent physical properties. The objective of this section is to highlight some of the existing correlations to be used in the design
of heat exchange equipment and to emphasize the conditions or limitations
imposed on the applicability of these correlations.
Extensive efforts have been made to obtain empirical correlations that represent a best-fit curve to experimental data or to adjust coefficients in the
theoretical equations to best fit the experimental data. An example of the
latter is the correlation given by Petukhov and Popov.18 Their theoretical calculations for the case of fully developed turbulent flow with constant properties in a circular tube with constant heat flux boundary conditions yielded
a correlation, which was based on the three-layer turbulent boundary layer
model with constants adjusted to match the experimental data. Petukhov19
also gave a simplified form of this correlation as
Nub =
( f /2 ) Reb Prb
1/2
1.07 + 12.7 ( f /2 ) ( Prb 2 / 3 − 1)
where f = (1.58 ln Reb – 3.28)−2.
(3.29)
94
TABLe 3.1
Laminar Forced Convection Correlations in Smooth Straight Circular Ducts
Correlation
Limitations and Remarks
2
NuT = 1.61(Pebd/L)1/3
NuT = 3.66
NuT = [(3.66)3 + (1.61)3Pebd/L)1/3
3
NuT = 3.66 +
4
NuH = 1.953(Pebd/L)1/3
NuH = 4.36
5
NuT = 0.664
6
0.19 ( PeDh/L )
d
NuT = Nu + φ o
Di 1 + 0.117 ( PeD /L )0.467
h
0.19 ( Peb d/L )
( Pr )
1/6
d
Peb L
Ref.
1, 2
3
0.8
1 + 0.177 ( Peb d/L )
1
Pebd/L > 103, constant wall temperature
Pebd/L < 102, fully developed flow in a circular duct, constant wall temperature
Superposition of two asymptiocs given in case 1 for the mean Nusselt number,
0.1 < Pebd/L < 104
0.467
Thermal entrance region, constant wall temperature, 0.1 < Pebd/L < 104
4
Pebd/L > 102, constant heat flux
Pebd/L > 10, fully developed flow in a circular duct, constant heat flux
1, 2
1, 2
Pebd/L > 104, 0.5 < Pr < 500, simultaneously developing flow
6
Circular annular duct, constant wall temperature, thermal entrance region
8
1/2
0.8
7
φ(do/Di) = 1 + 0.14 (do/Di)–1/2
φ(do/Di) = 1 + 0.14 (do/Di)0.1
NuT = 1.86(RebPrbd/L)1/3(μb/μw)0.14
8
NuH = 1.86(RebPrbd/L)1/3(μb/μw)0.152
9
NuH = 1.23(RebPrbd/L)0.4(μb/μw)1/6
10
Nub = 1.4(RebPrbd/L)1/3(μb/μw)n
Outer wall is insulated, heat transfer through the inner wall
Heat transfer through outer and inner wall
Thermal entrance region, constant wall temperature, 0.48 < Prb < 16,700,
4.4 × 10–3 < (μb/μw) < 9.75, (RebPrbd/L)1/3(μb/μw)0.14 > 2
Thermal entrance region, constant wall heat flux, for oils 0.8 × 103 < Reb < 1.8 × 103,
1 < (Tw/Tb) < 3
Thermal entrance region, constant heat flux, 400 < Reb < 1,900, 170 < Prb < 640, for
oils
Thermal entrance region, n = 0.05 for heating liquids, n = 1/3 for cooling liquids
Note: Unless otherwise stated, fluid properties are evaluated at the bulk mean fluid temperature, Tb = (Ti + To)/2.
11
13
14
15
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Number
1
95
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers
TABLe 3.2
Exponents n and m Associated with Equations 3.21 and 3.22 for Laminar Forced
Convection Through Circular Ducts, Pr > 0.5
Number
1
Fluid
Liquid
Liquid
n
ma
Laminar,
heating
Laminar,
cooling
Laminar,
heating
0.14
–0.58
Fully developed flow,
0.14
–0.50
0.11
—
q”w = constant Pr > 0.6,
μ/μw = (T/ Tw)–1.6
Developing and fully
developed regions of a
circular duct, Tw = constant
q”w = constant
Developing and fully
developed regions,
q”w = constant, Tw = constant,
1 < (Tw / Tb) < 3
Tw = constant, 0.5 < (Tw / Tb) < 1
Condition
2
Liquid
3
Gas
Laminar,
heating
0
1.00
Gas
Laminar,
cooling
0
0.81
a
Limitations
Ref.
9
10
16
Fanning friction factor f is defined as f = 2τw/(ρum2) and for hydrodynamically developed
isothermal laminar flow as f = 16/Re.
Equation 3.29 predicts the results in the range 104 < Reb < 5 × 106 and
0.5 < Prb < 200 with 5 to 6% error, and in the range 0.5 < Prb < 2,000 with
10% error.
Webb20 examined a range of data for turbulent flow under fully developed conditions in smooth tubes; he concluded that the relation developed by Petukhov and Popov18 provided the best agreements with the
measurements (Table 3.3). Sleicher and Rouse21 correlated analytical and
experimental results for the range 0.1 < Prb < 104 and 104 < Reb < 106 and
obtained.
Nub = 5 + 0.015 Rebm Prbn
(3.30)
with
m = 0.88 −
n=
0.24
4 + Prb
1
+ 0.5 exp ( −0.6 Prb )
3
Equations 3.29 and 3.30 give the average Nusselt numbers and are not
applicable in the transition region. Gnielinski22 further modified the
96
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 3.3
Correlations for Fully Developed Turbulent Forced Convection Through a Circular
Duct with Constant Properties
Number
1
Correlationa
Nub =
Nub = 0.021 Reb0.8Prb0.4
2
Nub =
( f /2 ) Reb Prb
1/2
1.07 + 12.7 ( f /2 ) ( Prb2/3 − 1)
Nub =
( f /2 ) Reb Prb
1/2
1.07 + 9 ( f /2 ) ( Prb − 1) Prb−1/4
3
4
5
( f /2 ) Reb Prb
1/2
( Prb − 1)
1 + 8.7 ( f /2 )
Nub = 5 + 0.015 Rebm Prbn
m = 0.88 – 0.24/(4 + Prb)
n = 1/3 + 0.5 exp(–0.6 Prb)
Nub = 5 + 0.012 Reb0.87 (Prb + 0.29)
6
Nub =
( f /2 )( Reb − 1000) Prb
1/2
1 + 12.7 ( f /2 ) ( Prb2/3 − 1)
f = (1.58 ln Reb – 3.28)–2
Nub = 0.0214 (Reb0.8 – 100)Prb0.4
Nub = 0.012 (Reb0.87 – 280)Prb0.4
7
a
Nub = 0.022 Reb0.8Prb0.5
Remarks and Limitations
Ref.
Based on three-layer turbulent
boundary layer model, Pr > 0.5
23, 24
Based on data for common
gases; recommended for
Prandtl numbers ≈ 0.7
Based on three-layer model with
constants adjusted to match
experimental data
0.5 < Prb < 2,000,
104 < Reb < 5 × 106
Theoretically based; Webb found
case 3 better at high Pr and this
one the same at other Pr
25
Based on numerical results
obtained for 0.1 < Prb < 104,
104 < Reb < 106
Within 10% of case 6 for
Reb > 104
Simplified correlation for gases,
0.6 < Prb < 0.9
Modification of case 3 to fit
experimental data at low
Re (2,300 < Reb < 104)
21
Valid for 2,300 < Reb < 5 × 106
and 0.5 < Prb < 2,000
Simplified correlation for
0.5 < Pr < 1.5; agrees with case
4 within –6% and +4%
Simplified correlation for
1.5 < Pr < 500; agrees with case
4 within –10% and +0% for
3 × 103 < Reb < 106
Modified Dittus–Boelter
correlation for gases
(Pr ≈ 0.5 – 1.0); agrees with case
6 within 0 to 4% for Reb ≥ 5,000
19
20
22
23
Properties are evaluated at bulk temperatures.
Petukhov–Kirillov correlation by comparing it with the experimental data
so that the correlation covers a lower Reynolds number range. Gnielinski recommended the following correlation for the average Nusselt number, which
is also applicable in the transition region where the Reynolds numbers are
between 2,300 and 104:
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers
Nub =
( f /2 ) ( Reb − 1000) Prb
1/2
1 + 12.7 ( f /2 ) ( Prb 2 / 3 − 1)
97
(3.31)
where
f = ( 1.58 ln Reb − 3.28 )
−2
(3.32)
The effect of thermal boundary conditions is almost negligible in turbulent
forced convection23; therefore, the empirical correlations given in Table 3.3
can be used for both constant wall temperature and constant wall heat flux
boundary conditions.
Example 3.2
A two-tube pass, baffled single-pass shell-and-tube heat exchanger is
used as an oil cooler. Cooling water enters the tubes at 25°C at a total
flow rate of 8.154 kg/s and leaves at 32°C. The inlet and the outlet temperatures of the engine oil are 65°C and 55°C, respectively. The heat
exchanger has 12.25 in. ID shell, and the tubes have 0.652 in. ID and 0.75
in. OD. A total of 160 tubes are laid out on 15/16 in. equilateral triangular
pitch. Rfo = 1.76 × 10 –4 m2 K/W, AoRW = 1.084 × 10 –5 m2 ⋅ K/W, ho = 686
W/m2 ⋅ K, Ao/Ai = 1.1476, and Rfi = 0.00008 m2 ⋅ K/W; find:
1. The heat transfer coefficient inside the tube
2. The total surface area of the heat exchanger using the LMTD
method
Solution
From Appendix B, for water at 28.5°C, cp = 4.18 kJ/kg ⋅ K, k = 0.611
W/m ⋅ K, Pr = 5.64, μ = 8.24 × 10 –4 Pa ⋅ s. The proper heat transfer correlations can be selected from knowledge of the Reynolds number:
Reb =
ρumdi
µ
or
Reb =
c
4m
NT
2 πµdi
where N T is the total number of tubes and ID = 0.652 in. = 0.01656 m.
Reb =
4 × 8.154
= 9510
80 × π × 8.24 × 10−4 × 0.0165
98
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Since Re > 2,300, the flow inside the tube is turbulent.
By working with Gnielinski’s correlation, Equation 3.31,
Nub =
( f /2 ) ( Re − 1000) Pr
1/2
1 + 12.7 ( f /2 ) ( Pr 2 / 3 − 1)
where
f = (1.58 ln Reb − 3.28) = (1.58 ln 9510 − 3.28) = 7.9982 × 10−3
−2
−2
Thus,
Nub =
(7.982 × 10−3 ) /2 ( 9510 − 1000) 5.64
7.982 × 10−3
1 + 12.7
2
1/2
( 5.64
2/3
− 1)
= 70
Hence,
hi =
Nub k
0.611
= 70 ×
= 2583 W/m 2 ⋅ K
di
0.01656
The required heat transfer surface area can be obtained from Equation
2.36.
Q = U o Ao F∆Tlm, cf
By using Equation 2.11, Uo can be calculated:
1
A
A 1
U o = o + Ao Rw + R fo + o R fi +
Ai
ho
Ai hi
−1
1
1
+ 1.084 × 10−5 + 1.76 × 10−4 + (1.1476) ( 0.00008) +
U o = 1.1476 ×
686
2583
= 458.6 W/m 2 ⋅ K
The correction factor F may be obtained from Figure 2.7, where
Tc 2 − Tc 1 32 − 25
=
= 0.175
Th1 − Tc 1 65 − 25
65 − 55
T −T
R = h1 h 2 =
= 1.43
Tc 2 − Tc 1 32 − 25
P=
−1
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers
99
Hence, F ≈ 0.98.
From Equation 2.33, it follows that
∆Tlm, cf =
∆T1 − ∆T2 (65 − 32 ) − ( 55 − 25)
=
= 31.48° C
65 − 32
∆T
ln 1
ln
55 − 25
∆T2
From the heat balance,
c c pc (Tc 2 − Tc 1 ) = 8.154 × 4.18 × ( 32 − 25) = 238586 W
Q=m
and
Ao = πdo LNT
Ao =
238586
Q
=
= 16.85 m 2
U o F∆Tlm, cf ( 458.6) ( 0.98) ( 31.5)
The length of the heat exchanger is calculated by
L=
16.85
Ao
=
= 1.76 m
π do NT π × 0.75 × 2.54 × 10−2 × 160
3.5 Turbulent Flow in Smooth Straight Noncircular Ducts
The heat transfer and friction coefficients for turbulent flow in noncircular
ducts were compiled by Bhatti and Shah.17 A common practice is to employ
the hydraulic diameter in the circular duct correlations to predict Nu and
f for turbulent flow in noncircular ducts. For most of the noncircular smooth
ducts, the accurate constant-property experimental friction factors are within
±10% of those predicted using the smooth circular duct correlation with
hydraulic (equivalent) diameter Dh in the place of circular duct diameter d.
The constant-property experimental Nusselt numbers are also within ±10 to
±15% except for some sharp-cornered and narrow channels. This order of
accuracy is adequate for the overall heat transfer coefficient and the pressure
drop calculations in most of the practical design problems.
The literature describes many attempts to arrive at a universal characteristic dimension for internal turbulent flows that would correlate the constantproperty friction factors and Nusselt numbers for all noncircular ducts.28–30
It must be emphasized that any improvement made by these attempts is only
a small percentage, and, therefore, the circular duct correlations may be adequate for many engineering applications.
100
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The correlations given in Table 3.3 do not account for entrance effects
occurring in short ducts. Gnielinski3 recommends the entrance correction
factor derived by Hausen27 for obtaining the Nusselt number for short ducts
from the following correlation:
d 2/3
NuL = Nu∞ 1 +
L
(3.33)
where Nu∞ represents the fully developed Nusselt number calculated from
the correlations given in Table 3.3. It should be noted that the entrance length
depends on the Reynolds and Prandtl numbers and the thermal boundary
condition. Thus, Equation 3.33 should be used cautiously.
Example 3.3
Water flowing at 5,000 kg/h will be heated from 20°C to 35°C by hot
water at 140°C. A 15°C hot water temperature drop is allowed. A number of 15-ft (4.5-m) hairpins (Figure 6.4) of 3 in. (ID = 3.068 in., OD = 3.5
in.) by 2 in. (ID = 2.067 in., OD = 2.357 in.) double-pipe heat exchanger
with annuli and pipes, each connected in series, will be used. Hot water
flows through the inner tube and the outside of the annulus is insulated
against heat loss. Calculate: (1) the heat transfer coefficient in the inner
tube and (2) the heat transfer coefficient inside the annulus.
Solution
1. First calculate the Reynolds number to determine if the flow is
laminar or turbulent, and then select the proper correlation to
calculate the heat transfer coefficient. From Appendix B (Table
B.2), the properties of hot water at Tb = 132.5°C are
ρ = 932.4 kg/m 3
c p = 4271 J/kg ⋅ K
k = 0.688 W/m ⋅ K µ = 0.213 × 10−3 N ⋅ s/m 2
Prb = 1.325
We now make an energy balance to calculate the hot water
mass flow rate:
p ) ∆Th = ( mc
p)
( mc
h
c
h =
m
c c pc
m
c ph
∆Tc
=
( 5000/3600) × 4179
4271
= 1.36 kg/s
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 101
where
c pc = 4179 J/kg ⋅ K at Tb = 27.5° C
Reb =
ρum di
4m
4 × 1.36
=
=
= 154850
πµdi π × 0.0525 × 0.213 × 10−3
µ
Therefore, the flow is turbulent and a correlation can be selected
from Table 3.3. The Petukhov–Kirillov correlation is used here:
Nub =
( f /2 ) Reb Prb
0.5
( Prb2/3 − 1)
1.07 + 12.7 ( f /2 )
where f is the Filonenko’s friction factor (Table 3.4),
calculated as
f = (1.58 ln Reb − 3.28) = [1.58 ln (154850 ) − 3.28] = 0.0041
−2
Nub =
hi =
−2
( 4.1 × 10−3/2 ) (154850 × 1.325)
= 353.9
0.5
1.07 + 12.7 ( 4.1 × 10−3/2 ) (1.3252/3 − 1)
353.9 × 0.688
Nub k
=
= 4637.6 W/m 2 ⋅ K
di
2.067 × 2.54 × 10−2
The effect of property variations can be found from Equation
3.21a with n = 0.25 for cooling of a liquid in turbulent flow (see
also Table 3.5), and the heat transfer coefficient can be corrected.
2. Calculate the heat transfer coefficient in the annulus. From
Appendix B (Table B.2), the properties of cold water at
Tb = 27.5°C are
ρ = 996.3 kg/m3
k = 0.61 W/m ⋅ K
Pr = 5.825
cp = 4,179 J/kg ⋅ K
μ = 0.848 × 10–3 N ⋅ s/m2
The hydraulic diameter of the annulus from Equation 3.17 is
Di − do = ( 3.068 − 2.375) × 2.54 × 10−2 = 0.0176 m
c
4 ( 0.0176) ( 5000/3600)
4Dh m
=
= 15, 079
Reb =
2
2
πµ ( Di − do ) π × ( 848 × 10−6 ) ( 0.002434)
Therefore, the flow inside the annulus is turbulent. One of the
correlations can be selected from Table 3.3. The correlation
102
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 3.4
Turbulent Flow Isothermal Fanning Friction Factor Correlations for Smooth
Circular Ducts
Number
Remarks and
Limitations
Correlationa
1
f = τw/1/2 ρum = 0.0791 Re
2
f = 0.00140 + 0.125 Re–0.32
3
1 / f = 1.737 ln ( Re f ) − 0.4
2
–1/4
or
1 / f = 4 log ( Re f ) − 0.4
approximated as
f = ( 3.64 log Re − 3.28)
f = 0.046 Re
−2
−0.25
4
f = 1/(1.58 ln Re – 3.28)2
5
Re
1/ f = 1.7372 ln
1.964 ln Re − 3.8215
a
b
Cited in References 17, 23, 24, 26.
Properties are evaluated at bulk temperatures.
2
Ref.b
This approximate explicit
equation agrees with
case 3 within ±2.5%,
4 × 103 < Re < 105
This correlation agrees
with case 3 within
–0.5% and + 3%,
4 × 103 < Re < 5 × 106
von Kármán’s theoretical
equation with the
constants adjusted to
best fit Nikuradse’s
experimental data, also
referred to as the
Prandtl correlation,
should be valid for very
high values of Re.
4 × 103 < Re < 3 × 106
This approximate
explicit equation agrees
with the preceding
within –0.4 and + 2.2%
for 3 × 104 < Re < 106
Blasius
Agrees with case 3
within ±0.5% for
3 × 104 < Re < 107 and
within ±1.8% at
Re = 104.
104 < Re < 5 × 105
An explicit form of case
3; agrees with it within
±0.1%, 104 < Re
< 2.5 × 108
Filonenko
Drew, Koo,
and
McAdams
von
Kármán
and
Nikuradse
Techo,
Tickner,
and James
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 103
given by Petukhov and Kirillov (No. 3) is used here. It should
be noted that, for the annulus, the Nusselt number should be
based on the equivalent diameter calculated from Equation 3.19:
De =
=
4 Ac 4 [ π/4 ( Di2 − do2 )]
=
πdo
Ph
[ 0.07792 − 0.06032 ] = 0.0403 m
0.0603
( f /2 ) Reb Prb
1/ 2
1.07 + 12.7 ( f /2 ) ( Prb2/3 − 1)
−2
−2
f = (1.58 ln Reb − 3.28) = [1.58 ln (15079) − 3.28] = 0.007037
( 0.007037/2 ) × 15079 × 5.825
Nub =
= 112.2
1/ 2
1.07 + 12.7 ( 0.007037/2 ) ( 5.8252/3 − 1)
Nub =
ho =
Nub k 112.2 × 0.614
=
= 1709.4 W/m 2 ⋅ K.
0.0403
De
3.6 Effect of Variable Physical Properties
in Turbulent Forced Convection
When there is a large difference between the duct wall and fluid bulk temperatures, heating and cooling influence heat transfer and the fluid friction
in turbulent duct flow because of the distortion of turbulent transport mechanisms, in addition to the variation of fluid properties with temperature as
for laminar flow.
3.6.1 Turbulent Liquid Flow in ducts
Petukhov19 reviewed the status of heat transfer and friction coefficient in
fully developed turbulent pipe flow with both constant and variable physical properties.
To choose the correct value of n in Equation 3.21a, the heat transfer experimental data corresponding to heating and cooling for several liquids over a
wide range of values (μw/μb) were collected by Petukhov,19 who found that
the data were well correlated by
µw
< 1, n = 0.11 for heating liquids
µb
(3.34)
104
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
µw
> 1, n = 0.25 for cooling liquids
µb
(3.35)
which are applicable for fully developed turbulent flow in the range
104 < Reb < 5 × 106, 2 < Prb < 140, and 0.08 < (μw/μb) < 40. The value of Nucp
in Equation 3.21a is calculated from Equations 3.30 or 3.31. The value of Nucp
can also be calculated from the correlations listed in Table 3.3.
Petukhov19 collected data from various investigators for the variable viscosity influence on friction in water for both heating and cooling, and he
suggested the following correlations for the friction factor:
µw
< 1,
µb
µw
> 1,
µb
f 1
µ
= 7 − b
fcp 6
µw
f µw
=
fcp µ b
for heating liquid
ds
(3.36)
0.24
for cooling liquids
(3.37)
The friction factor for an isothermal (constant-property) flow fcp can be calculated by the use of Table 3.4 or directly from Equation 3.32 for the range
0.35 < (μw/μb) < 2, 104 < Reb < 23 × 104, and 1.3 < Prb < 10.
3.6.2 Turbulent gas Flow in ducts
The heat transfer and friction coefficients for turbulent fully developed gas
flow in a circular duct were obtained theoretically by Petukhov and Popov18
by assuming physical properties ρ, cp , k, and μ as given functions of temperature. This analysis is valid only for small subsonic velocities, since the
variations of density with pressure and heat dissipation in the flow were
neglected. The eddy diffusivity of momentum was extended to the case of
variable properties. The turbulent Prandtl number was taken to be 1 (i.e.,
εH = εM). The analyses were carried out for hydrogen and air for the following range of parameters: 0.37 < (Tw/Tb) < 3.1 and 104 < Reb < 4.3 × 106 for air
and 0.37 < (Tw/Tb) < 3.7 and 104 < Reb < 5.8 × 106 for hydrogen. The analytical
results are correlated by Equation 3.22a, where Nucp is given by Equation 3.30
or 3.31, and the following values for n are obtained:
Tw
< 1 n = − 0.36 for cooling gases
Tb
(3.38)
Tw
T
> 1 n = − 0.3 log w + 0.36 for heating gases
Tb
Tb
(3.39)
With these values for n, Equation 3.22a describes the solution for air and
hydrogen within an accuracy of ±4%. For simplicity, one can take n to be
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 105
constant for heating as n = –0.47 (Table 3.5); then Equation 3.22a describes
the solution for air and hydrogen within ±6%. These results have also been
confirmed experimentally and can be used for practical calculations when
1 < (Tw/Tb) < 4. The values of m can be chosen from Table 3.5.
Example 3.4
Air at a mean bulk temperature of 40°C flows through a heated pipe
section with a velocity of 6 m/s. The length and diameter of the pipe are
300 cm and 2.54 cm, respectively. The average pipe wall temperature is
300°C. Determine the average heat transfer coefficient.
Solution
Because the wall temperature is so much greater than the initial air temperature, variable-property flow must be considered. From Appendix B
(Table B.1) , the properties of air at Tb = 40°C are
ρ = 1.128 kg/m 3
c p = 1005.3 J/kg ⋅ K
k = 0.0267 W/m ⋅ K
Pr = 0.719
µ = 1.912 × 10−5 N ⋅ s/m 2
TABLe 3.5
Exponents n and m Associated with Equations 3.21 and 3.22 for Turbulent Forced
Convection Through Circular Ducts
Number
1
Fluid
Condition
n
m
Liquid
Turbulent
heating
0.11
—
Liquid
Turbulent
cooling
Turbulent
heating
0.25
—
10 < Reb < 1.25 × 10 ,
2 < Prb < 140, 0.08 < μw/
μb < 1
1 < μw/μb < 40
—
Turbulent
cooling
Turbulent
heating
Turbulent
cooling
Turbulent
heating
Turbulent
cooling
Turbulent
heating
Turbulent
heating
—
Equation
3.36 or
–0.25
–0.24
104 Reb < 23 × 104,
1.3 < Prb < 104, 0.35 < μw/
μb < 1
1 < μw /μb < 2
Liquid
Liquid
2
Gas
Gas
Gas
Gas
3
Gas
4
Gas
–0.47
—
–0.36
—
Limitations
4
Ref.
5
104 < Reb < 4.3 × 106,
1 < Tw/Tb < 3.1
0.37 < Tw/Tb < 1
19
18
—
–0.52
—
–0.38
14 × 104 < Rew ≤ 106,
1 < Tw/Tb < 3.7
0.37 < Tw/Tb < 1
—
–0.264
1 ≤ Tw/Tb ≤ 4
31
—
–0.1
1 < Tw/Tb < 2.4
32
106
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The inside heat transfer coefficient can be obtained from knowledge of
the flow regime, that is, the Reynolds number
Reb =
ρU mdi 1.128 × 6 × 0.0254
=
= 8991
µ
1.912 × 10−5
Hence, the flow in the tube can be assumed to be turbulent. On the
other hand, L/d = 3/0.0254 = 118 > 60, so fully developed conditions can
be assumed. Since Pr > 0.6, we can use one of the correlations given
in Table 3.3. Gnielinsky’s correlation, Equation 3.31, with constant
properties,
Nub =
( f /2 ) ( Reb − 1000) Prb
1/2
1 + 12.7 ( f /2 ) ( Prb 2/3 − 1)
is used here to determine the Nusselt number:
f = (1.58 ln Re − 3.28) = [1.58 ln ( 8991) − 3.28] = 0.00811
−2
Nub =
−2
( 0.00811/2 ) ( 8991 − 1000) ( 0.719) = 27.72
hd
=
0.5
k
1 + 12.7 ( 0.00811/2 ) ( 0.7192/3 − 1)
h = Nu
ub
k 27.72 × 0.0267
=
= 29.14 W/m 2 ⋅ K
d
0.0254
The heat transfer coefficient with variable properties can be calculated
from Equation 3.22a, where n is given in Table 3.5 as n = –0.47:
T
Nub = Nucp w
Tb
−0.47
573
= 27.72
313
−0.47
= 20.856
Then,
h=
Nub k ( 20.856) × ( 0.0267 )
=
= 21.92 W/m 2 ⋅ K
0.0254
d
As can be seen in the case of a gas with temperature-dependent properties, heating a gas decreases the heat transfer coefficient.
A large number of experimental studies are available in the literature
for heat transfer between tube walls and gas flows with large temperature differences and temperature-dependent physical properties. The
majority of the work deals with gas heating at constant wall temperature
in a circular duct; experimental studies on gas cooling are limited.
The results of heat transfer measurements at large temperature differences between the wall and the gas flow are usually presented as
T
Nu = CReb0.8 Prb0.4 w
Tb
n
(3.40)
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 107
For fully developed temperature and velocity profiles (i.e., L/d > 60), C
becomes constant and independent of L/d (Table 3.7).
A number of heat transfer correlations have been developed for variable-property fully developed turbulent liquid and gas flows in a circular duct, some of which are also summarized in Tables 3.6 and 3.7.
Comprehensive information and correlations for convective heat transfer and friction factor in noncircular ducts, coils, and various fittings in
various flow arrangements are given by Kakaç et al.40 Comparisons of
the important correlations for forced convection in ducts are also given
by Kakaç et al.41
3.7 Summary of Forced Convection in Straight Ducts
Important and reliable correlations for Newtonian fluids in single-phase
laminar and turbulent flows through ducts have been summarized and can
be used in the design of heat transfer equipment.
The tables presented in this chapter cover the recommended specific
correlations for laminar and turbulent forced convection heat transfer
through ducts with constant and variable fluid properties. Tables 3.2 and
3.5 provide exponents m and n associated with Equations 3.21 and 3.22 for
laminar and turbulent forced convection in circular ducts, respectively.
Using these tables, the effects of variable properties are incorporated by
the property ratio method. The correlations for turbulent flow of liquids
and gases with temperature dependent properties are also summarized in
Tables 3.6 and 3.7.
Turbulent forced convection heat transfer correlations for fully developed
flow (hydrodynamically and thermally) through a circular duct with constant properties are summarized in Table 3.3. The correlations by Gnielinski,
Petukhov and Kirillov, Webb, Sleicher, and Rouse are recommended for
constant-property Nusselt number evaluation for gases and liquids, and the
entrance correction factor is given by Equation 3.33. Table 3.4 lists recommended Fanning friction factor correlations for isothermal turbulent flow in
smooth circular ducts. The correlations given in Tables 3.3, 3.4, 3.6, and 3.7
can also be utilized for turbulent flow in smooth, straight, noncircular ducts
for engineering applications by use of the hydraulic diameter concept for
heat transfer and pressure drop calculations, as discussed in Section 3.2.3.
Except for sharp-cornered and/or very irregular duct cross sections, the fully
developed turbulent Nusselt number and friction factor vary from their
actual values within ±15 and ±10%, respectively, when the hydraulic diameter is used in circular duct correlations; for laminar flows, however, the use
of circular tube correlations are less accurate with the hydraulic diameter
concept, particularly with cross sections characterized by sharp corners.
108
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 3.6
Turbulent Forced Convection Correlations in Circular Ducts for Liquids with
Variable Properties
Number
Correlation
1
Stb Prf2/3 = 0.023 Re −f 0.2
2
3
4
Comments and Limitations
µ
Nub = 0.023 Reb0.8 Prb1/3 b
µw
Nub =
Nub =
0.14
n
( f /8) Reb Prb
µb
2/ 3
1.07 + 12.7 f /8 ( Prb − 1) µ w
0.11
( f /8) Reb Prb
Prb
2/ 3
1.07 + 12.7 f /8 ( Prb − 1) Prw
5
Pr
Nub = 0.0277 Reb0.8 Prb0.36 b
Prw
6
µ
Nub = 0.023 Reb0.8 Prb0.4 b
µw
0.262
µ
Nub = 0.023 Reb0.8 Prb0.4 b
µw
0.487
7
0.11
Nub = 0.0235 ( Reb0.8 − 230 × 1.8 Prb0.3 − 0.8)
d 2/3 µ 0.14
× 1 +
L µ w
8
L/d > 60, Prb > 0.6,
Tf = (Tb + Tw)/2;
inadequate for large
(Tw – Tb)
L/d > 60, Prb > 0.6, for
moderate (Tw – Tb)
33
L/d > 60, 0.08 < μw/μb < 40,
104 < Reb < 5 × 106,
2 < Prb < 140, f = (1.82 log
Reb – 1.64)–2, n = 0.11
(heating), n = 0.25 (cooling)
Water,
2 × 104 < Reb < 6.4 × 105,
2 < Prb < 5.5, f = (1.82 log
Reb – 1.64)–2, 0.1 < Prb/
Prw < 10
Fully developed conditions,
the use of the Prandtl
group was first suggested
by the author in 1960
Water, L/d > 10,
1.2 × 104 < Reb < 4 × 104
19
n = 1 / 3 + 0.5 e −0.6 Prw
Nub = 0.015 Re 0.88
Prw1/ 3
f
Nub = 4.8 + 0.015 Re 0.85
Prw0.93
f
Nub = 6.3 + 0.0167 Re 0f .85 Prw0.93
11
34
35
13
30% glycerine–water
mixture L/d > 10, 0.89 ×
104 < Reb < 2.0 × 104
Altered form of equation
presented in 19594
Nub = 5 + 0.015 Re mf Prwn
m = 0.88 − 0.24/( 4 + Prw )
Ref.
36
21
L/d > 60, 0.1 < Prb < 104,
104 < Reb < 106
Prb > 50
Prb < 0.1, uniform wall
temperature
Prb < 0.1, uniform wall heat
flux
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 109
TABLe 3.7
Turbulent Forced Convection Correlations in Circular Ducts for Gases with
Variable Properties
Number
1
Correlation
Gas
T
Nub = 0.023 Reb0.8 Prb0.4 w
Tb
n
30 < L/d < 120, 7
× 103 < Reb < 3
× 105, 0.46 <
Tw/Tb < 3.5
37
29 < L/d < 72,
1.24 × 105 < Reb
< 4.35 × 105, 1.1
< Tw/Tb < 1.73
1.2 < Tw/Tb < 2.2,
4 × 103 < Reb < 6
× 104, L/d > 60
19
Tw /Tb > 1, n = −0.55 ( heating
g)
2
T
Nub = 0.022 Reb0.8 Prb0.4 w
Tb
−0 . 5
Air
3
T
Nub = 0.023 Reb0.8 Prb0.4 w
Tb
n
Air,
helium,
carbon
dioxide
4
T
Nub = 0.021 Reb0.8 Prb0.4 w
Tb
−0 . 5
T
Nub = 0.021 Reb0.8 Prb0.4 w
Tb
−0 . 5
Ref.
Air
Tw /Tb < 1, n = 0 ( cooling )
n = –0.4 for air, n = –0.185 for helium,
n = –0.27 for carbon dioxide
Comments and
Limitations
38
Air,
helium,
nitrogen
L/d > 30, 1 < Tw/
Tb < 2.5, 1.5 ×
104 < Reb < 2.33
× 105 L/d > 5,
local values
32
Nitrogen
L/d > 40, 1.24 <
Tw/Tb < 7.54,
18.3 × 103 < Reb
< 2.8 × 105
31
L −0 . 7
× 1 +
d
5
T
Nub = 0.024 Reb0.8 Prb0.4 w
Tb
−0 . 7
Nub = 0.023 Reb0.8 Prw0.4
T
Nub = 0.024 Reb0.8 Prb0.4 w
Tb
Properties
evaluated at
wall
temperature,
L/d > 24
1.2 ≤ L/d ≤ 144
−0 . 7
L −0.7 T 0.7
× 1 + w
d Tb
6
T
Nub = 0.021 Reb0.8 Prb0.4 w
Tb
n
T
n = − 0.9 log w + 0.205
Tb
7
Nub = 5 + 0.012 Re 0f .83 ( Prw + 0.29)
Nitrogen
80 < L/d < 100,
13 × 103 < Reb <
3 × 105, 1 < Tw/
Tb < 6
19
For gases 0.6 <
Prb < 0.9
21
(Continued)
110
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 3.7 (ConTinued)
Turbulent Forced Convection Correlations in Circular Ducts for Gases with
Variable Properties
Number
8
Correlation
Gas
T
Nub = 0.0214 ( Reb0.8 − 100) Prb0.4 b
Tw
0.45
d 2/3
× 1 +
L
T
Nub = 0.012 ( Reb0.87 − 280) Pr 0.4 b
Tw
Comments and
Limitations
Ref.
Air,
helium,
carbon
dioxide
0.5 < Prb < 1.5,
for heating of
gases; the
author collected
the data from
the literature;
second for 1.5 <
Prb < 500
3
Air, helium
104 < Reb < 105,
18 < L/d < 316
39
0.4
d 2/3
× 1 +
L
9
T
Nub = 0.022 Reb0.8 Prb0.4 w
Tb
−10.29 + 0.0019 L/d
TABLe 3.8
Nusselt Number and Friction Factor for Hydrodynamically and
Thermally Developed Laminar Flow in Ducts of Various Cross Sections
Geometry (L/Dh > 100)
Source:
NuT
NuH1
NuH2
4 f Re
From Shah, R. K. and Bhatti, M. S., Handbook of Single-Phase Convective Heat
Transfer, John Wiley & Sons, New York, pp. 3.1–3.137, 1987. With permission.
For such cases, the Nusselt number for fully developed conditions may be
obtained from Table 3.8 using the following nomenclatures:
NuT = average Nusselt number for uniform wall temperature
NuH1 = average Nusselt number for uniform heat flux in flow direction
and uniform wall temperature at any cross section
NuH2 = average Nusselt number for uniform heat flux both axially and
circumferentially
The calculation of heat transfer coefficient of plain and finned tubes for
various arrangements in external flow is important in heat exchanger design.
Various correlations for these are given by Gnielinski.3
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 111
3.8 Heat Transfer from Smooth-Tube Bundles
A circular tube array is one of the most complicated and common heat
transfer surfaces, particularly in shell-and-tube heat exchangers. The most
common tube arrays are staggered and inline, as shown in Figure 3.2.
Other arrangements are also possible (see Chapter 8). The bundle is characterized by the cylinder diameter, do, the longitudinal spacing of the
consecutive rows, Xl, and the transversal spacing of two consecutive cylinders, Xt.
A considerable amount of work has been published on heat transfer in
tube bundles. The most up-to-date review of this work was presented by
Zukauskas.42 The average heat transfer from bundles of smooth tubes is generally determined from the following equation:
Pr
Nub = c Rebm Prbn b
Prw
p
(3.41)
where Prw stands for the Prandtl number estimated at the wall temperature.
Fluid properties are evaluated at the bulk mean temperature.
The variation of c in Equation 3.41 for staggered arrangements may be
represented by a geometrical parameter X t*/X l* with an exponent of 0.2 for
X t*/X l* < 2. For X t*/X l* > 2, a constant value of c = 0.40 may be assumed.
For inline bundles, the effect of change in either longitudinal or transverse
pitch is not so evident, and c = 0.27 may be assumed for the whole subcritical
regime (103 < Re < 2 × 105).42
(a)
Xl
(b)
(c)
Xl
d0
Xd
Flow
u∞
Flow
Flow
Flow
1
1
Xt
Xt
1
1
1
Figure 3.2
Tube bundle arrangements: (a) inline array, (b)–(c) staggered array. Minimum intertube spacing
at Section I-I between two tubes. (From Zukauskas, A. A., Handbook of Single-Phase Convective
Heat Transfer, John Wiley & Sons, New York, pp. 6.1–6.45, 1986. With permission.)
112
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
For inline tube bundles in crossflow, the array averaged Nusselt numbers
are given by42
Pr
Nub = 0.9 cnReb0.4 Prb0.36 b
Prw
Pr
Nub = 0.52 cnReb0.5 Prb0.36 b
Prw
Pr
Nub = 0.27 cnReb0.63 Prb0.36 b
Prw
Pr
Nub = 0.033 cnReb0.8 Prb0.4 b
Prw
0.25
for Reb = 1 − 102
(3.42a)
for Reb = 102 − 103
(3.42b)
for Reb = 103 − 2 × 105
(3.42c)
for Reb = 2 × 105 − 2 × 106
(3.42d)
0.25
0.25
0.25
where cn is a correction factor for the number of tube rows because of the
shorter bundle; the effect of the number of tubes becomes negligible only
when n > 16, as shown in Figure 3.3.
The average heat transfer from staggered bundles in crossflow is presented
by Zukauskas42 as
Nub = 1.04 cnRe
0.4
b
0.36
b
Pr
Prb
Pr
w
Pr
Nub = 0.71 cnReb0.5 Prb0.36 b
Prw
for Reb = 1 − 500
(3.43a)
for Reb = 500 − 103
(3.43b)
0.25
102 < Re < 103
1.0
cn
0.25
0.9
0.8
0.7
0.6
Inline
Staggered
Re > 103
0
2
4
6
8
10
n
12
14
16
18
20
Figure 3.3
Correlation factor for the number of rows for the average heat transfer from tube bundles.
(From Zukauskas, A. A., Handbook of Single-Phase Convective Heat Transfer, John Wiley & Sons,
New York, pp. 6.1–6.45, 1987. With permission.)
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 113
Pr
Nub = 0.35 cnReb0.6 Prb0.36 b
Prw
0.25
Pr
Nub = 0.031 cnReb0.8 Prb0.4 b
Prw
Xt
X
l
0.25
0.2
Xt
X
l
for Reb = 103 − 2 × 105
(3.43c)
for Reb = 2 × 105 − 2 × 106
(3.43d)
0.2
All physical properties except Prw are evaluated at the bulk mean temperature of the fluid that flows around the cylinders in the bundle. The uncertainty of the results given by Equations 3.42 and 3.43 is within ±15%.
The Reynolds number, Re, is based on the average velocity through the
narrowest cross section formed by the array, that is, the maximum average
velocity, uo.
Reb =
uo doρ
µ
(3.44)
For inline arrays, the narrowest cross section is (Xt – d); however, for staggered arrays, it is either (Xt – d) or 2(Xd – d) due to the conservation of mass.
Heat transfer over a tube in a bundle and heat transfer for rough-tube bundles and finned-tube bundles are also given by Zukauskas42; pressure drop
analysis of bundles is given in Chapter 4.
Example 3.5
Air at atmospheric pressure flows across a staggered tube bank consisting of eight rows of tubes in the flow direction. The tube diameter
d = 1.0 cm, the longitudinal spacing and the transversal spacing of two
consecutive cylinders are Xl = 1.50 cm and Xt = 2.54 cm. The upstream
velocity U∞ is 6 m/s, and the upstream temperature T∞ is 20°C. If the
surface temperature of the tube is 180°C, find the average heat transfer
coefficient for the tube bank.
Solution
The air properties can be obtained from Table B.1 in Appendix B based
on the inlet temperature of 20°C.
ρ = 1.2045 kg/m 3
c p = 1005 J/( kg ⋅ K )
ν = 15.11 × 10−6 m 2/s
k = 0.0257 W/( m ⋅ K )
µ = 1.82 × 10−5 kg/( m ⋅ s )
Pr = 0.713
The Prandtl number evaluated at a tube surface temperature of 180°C
is Prw = 0.685. First the maximum air velocity in the tube bank must be
determined. The tube spacing in Figure 3.2b is
114
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
2
X
X d − d = X L2 + t − d
2
2.54
= 1.5 2 +
2
2
− 1.0
= 0.95 cm
The tube spacing in the transverse direction
X t − d 2.54 − 1.0
=
= 0.77 cm < X d − d
2
2
so the minimum section is in the front area and the maximum velocity is
umax =
2.54
Xt
× 6 = 9.90 m/s
u∞ =
2.54 − 1
Xt − d
The Reynolds number based on the maximum velocity is
ReD,max =
9.90 × 0.01
umax do
=
= 6549
ν
15.11 × 10−6
From Figure 3.3, for n = 8 rows, cn = 0.98. Thus, the average Nusselt number, given by Equation 3.43c, is
Pr
Nub = 0.35 cn Reb0.6 Prb0.36 b
Prw
0.25
Xt
X
0.2
l
0.7713
= 0.35 × 0.98 × 6549.40.6 × 0.7130.36 ×
0.69
= 66.3
0.25
2.54
×
1.50
0.2
The average heat transfer coefficient
h=
Nub k 66.3 × 0.0257
=
= 170.4 W/m 2 ⋅ K
0.01
d
3.9 Heat Transfer in Helical Coils and Spirals
Helical coils and spirals (curved tubes) are used in a variety of heat
exchangers such as chemical reactors, agitated vessels, storage tanks, and
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 115
heat recovery systems. Curved-tube heat exchangers are used extensively
in food processing, dairy, refrigeration and air-conditioning, and hydrocarbon processing. An enormous amount of work has been published on
heat transfer and pressure drop analysis as it relates to this subject; the
most up-to-date review of the work in this area was presented by Shah and
Joshi.43
Nomenclature for helical and spiral coils is illustrated in Figure 3.4. A
horizontal coil with tube diameter 2a, coiled curvature radius R, and coil
pitch b is shown in Figure 3.4a. It is called a horizontal coil since the tube
in each turn is approximately horizontal. If the coil in Figure 3.4a were
turned 90°, it would be referred to as a vertical coil. A spiral coil is shown
in Figure 3.4b. A simple spiral coil of circular cross section is characterized by the tube diameter 2a, the constant pitch b, and the minimum and
maximum radii of curvature (R min and R max) of the beginning and the end
of the spiral.
A
Top
A
φ
V
R
x
r
θ
H
Inner
wall
Outer
wall
H
V
b
Bottom
2a
Section AA
HH - Horizontal plane
VV - Vertical plane
θ
R
2a
b
Rmin
Rmax
Figure 3.4
(a) A schematic of a helical coil; (b) a schematic of a spiral. (From Shah, R. K. and Joshi, Handbook
of Single-Phase Convective Heat Transfer, John Wiley & Sons, New York, pp. 5.1–5.46, 1987. With
permission.)
116
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
3.9.1 nusselt numbers of Helical Coils—Laminar Flow
Several theoretical and experimental studies have reported Nusselt numbers
for Newtonian fluids through a helical coil subjected to constant temperature boundary conditions.44,45
The experimental and theoretical results are compared with the following Manlapaz–Churchill correlation46 based on a regression analysis of the
available data, and acceptable agreement is obtained.
3
3/2
4.343
De
NuT = 3.657 +
+ 1.158
x2
x1
1/3
(3.45)
where
2
957
0.477
, x2 = 1 . 0 +
x1 = 1.0 +
2
De Pr
Pr
(3.46)
and De is the Dean number, defined as
a
De = Re
R
1/2
(3.47)
The characteristic length in the Nusselt and Reynolds numbers is the inside
diameter of the coil.
Manlapaz and Churchill46 derived the following correlation under constant heat flux boundary conditions by comparing theoretical predictions
with available experimental Nusselt number data:
3
3/2
4.636
De
NuH = 4.364 +
+ 1.816
x4
x3
1/3
(3.48)
where
2
1342
1.15
, x4 = 1.0 +
x3 = 1 . 0 +
2
De Pr
Pr
(3.49)
In the above correlations, the properties are evaluated at the average bulk
temperature or at an arithmetic-mean temperature of the inlet and outlet
temperatures.
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 117
3.9.2 nusselt numbers for Spiral Coils—Laminar Flow
Kubair and Kuloor47,48 obtained the Nusselt number for two spirals that were
enclosed in a steam chamber using glycerol solutions. They recommended
the following correlation:
1.8
NuT = 1.98 +
Gz 0.7
Rave
(3.50)
for 9 ≤ Gz < 1,000, 80 < Re < 6,000, and 20 < Pr < 100. The Graetz number,
Gz, is given by Gz = (P/4x) × RePr. The properties in Equation 3.50 should be
evaluated at an arithmetic mean of the inlet and outlet temperatures.
3.9.3 nusselt numbers for Helical Coils—Turbulent Flow
A large number of experimental and theoretical correlations are available
to predict Nusselt numbers for a turbulent flow through a helical coil, but
experimental data for spiral coils are very limited.
Most of the turbulent fluid flow and heat transfer analyses are limited to
fully developed flow. Limited data on turbulent developing flow indicate the
flow becoming fully developed within the first half turn of the coil.43 The
entrance length for developing turbulent flow is usually shorter than that for
laminar flow. Various correlations are available.
Schmidt’s correlation43 has the largest application range:
Nuc
a a
= 1.0 + 3.6 1 −
Nus
R R
0.8
(3.51)
where Nuc is the Nusselt number for the curved coil and Nus is the straight tube
Nusselt number. It is applicable for 2 × 104 < Re < 1.5 × 105 and 5 < R/a < 84.
This correlation was developed using air and water in coils under constant
wall temperature boundary conditions. The properties were evaluated at
fluid mean bulk temperature. For a low Reynolds number, Pratt’s correlation49 is recommended:
Nuc
a
= 1.0 + 3.4
R
Nus
for 1.5 × 103 < Re < 2 × 10 4
(3.52)
For the influence of temperature-dependent properties, especially viscosity for liquid, Orlov and Tselishchev50 recommend the following correlation
by Mikheev:
Nuc
a Pr
= 1.0 + 3.4 b
Nus
R Prw
0.25
for 1.5 × 103 < Re < 2 × 10 4
(3.53)
118
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The only experimental data for spiral coils are reported by Orlov and
Tselishchev.50 They indicate that Mikheev’s correlation, Equation 3.53, represents their data within ±15% when an average radius of curvature of a spiral
was used in the correlation. This indicates that most helical coil correlations
can be used for spiral coils if the average radius of curvature of the spiral,
Rave, is used in the correlations.
3.10 Heat Transfer in Bends
Bends are used in pipelines, in circuit lines of heat exchangers, and in tubular heat exchangers. In some cases, bends are heated; in other applications,
for example, inner tube returns in hairpin type (double pipe) exchangers, the
bend is not heated, but tubes leading to and from a bend are heated. There
are various investigations on heat transfer and pressure drop analysis available in the open literature; an excellent review of heat transfer in bends and
fittings is given by Shah and Joshi.51
Bends are characterized by a bend angle ϕ in degrees and a bend curvature ratio R/a. Bends with circular and rectangular cross sections are shown
in Figure 3.5. In this section, heat transfer in 90° and 180° smooth bends for
Newtonian fluids will be briefly outlined. As an engineering approximation,
the heat transfer results for bends may be used for geometrically similar
smooth fittings.
3.10.1 Heat Transfer in 90° Bends
Presently, no experimental data are available to calculate the heat transfer
coefficient in laminar flow through a 90° bend. As an engineering application, it is suggested that helical coil thermal entrance length Nusselt number
correlations which are given by Shah and Joshi43 can be used to calculate
bend heat transfer coefficients. Experimental studies indicate that a bend has
a negligible effect on the heat transfer in a tube upstream of a bend, but it
does have a significant influence downstream.52,53
Ede52 and Tailby and Staddon53 measured the Nusselt number for turbulent flow in a 90° bend at a constant wall temperature; they reported a 20 to
30% increase above the straight-tube Nusselt numbers.
Tailby and Stadon53 proposed the following correlation for the local heat
transfer coefficient in turbulent air cooling in a 90° bend:
R
Nux = 0.0336 Re 0.81 Pr 0.4
a
−0.06
x
d
i
−0.06
(3.54)
2.3 ≤ R/a ≤ 14.7 , 7 ≤ x/D ≤ 30, 10 4 ≤ Re ≤ 5 × 10 4
where x is measured along the axis of a bend starting from the bend inlet.
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 119
(a)
(b)
Bend
φ
D
a
Downstream
pipe
R
θ = 90°
θ
φ
φ
R
θ = 270°
Gravity direction
2a
Upstream pipe
(c)
θ = 0°
(d)
C
Outer wall
z
2c
y
D
G
φ
Inner wall
2a
A
W
E
B
W
H
W
H
F
Figure 3.5
Schematic diagrams of bends: (a) a bend with an angle ϕ < 90°; (b) 180° bend; (c) rectangular
cross-section bend; and (d) two 90° bends in series. (With permission from Shah, R. K. and
Joshi, S. D., Convective heat transfer in curved pipes, in Handbook of Single-Phase Convective
Heat Transfer, Kakaç, S., Shah, R. K., and Aung, W., Eds., John Wiley & Sons, New York, 1987, ch.
5, pp. 5.1–5.46.)
For a turbulent flow fluid cooling, the average heat transfer in a bend is
only about 20 to 30% above the straight-tube values. It is important to note
that the above correlation is valid only for fluid cooling. For practical applications, the fully developed turbulent flow fluid heating heat transfer correlation given by Equation 3.51 may be used.51
For turbulent flow through a 90° bend, the overall effect of incremental
heat transfer in a bend and its downstream pipe is equivalent to increasing
the length of a heated pipe by about eight diameters for an elbow and three
diameters for bends with R/a = 8 and 4.52,53
Experimental results show that a bend affects heat transfer in a downstream straight pipe to a distance of about 10 diameters.46 In turbulent
flow, heat transfer in the downstream pipe was found to be independent of
upstream heating.52,53
3.10.2 Heat Transfer in 180° Bends
For laminar flow through 180° bends, the most extensive results are reported
by Mashfeghian and Bell54 for R/a = 4.84, 7.66, 12.32, and 25.62, but they could
120
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
not reach a satisfying correlation for laminar flow. Because of the lack of
information, helical coil entrance region correlations given by Kubair and
Kuloor48 may be used to estimate laminar flow Nusselt numbers in a 180°
bend.
Mashfeghian and Bell54 measured turbulent flow heat transfer coefficients
in a heated bend using different fluids, and they presented the following correlation for turbulent flow local Nusselt numbers:
x
Nux = 0.0285 Re 0.81 Pr 0.4
di
0.046
R
a
−0.133
µb
µ
w
0.14
(3.55)
for 4.8 ≤ R/a ≤ 26, 10 4 ≤ Re ≤ 3 × 10 4 , 0 < x/di ≤ πR/( 2 a )
The properties are evaluated at local mean temperature. The results show
less than 8% deviation from the experimental data.
Pressure drops in helical and spiral coils and bends are discussed in
Chapter 4.
Nomenclature
a
A
Ac
b
cp
cv
De
De
Di
Dh
d
di
do
Eu
f
G
Gz
h
hx
coil tube inside radius, m
constant
net free-flow cross-sectional area, m2
coil pitch, m
specific heat at constant pressure, J/kg ⋅ K
specific heat at constant volume, J/kg ⋅ K
Dean number, Re(a/R)1/2
equivalent diameter for heat transfer, 4Ac/Ph, m
inner diameter of a circular annulus, m
hydraulic diameter for pressure drop, 4Ac/Pw, m
circular duct diameter, or distance between parallel plates, m
inside diameter of circular or curved duct, m
outside diameter of the inner tube of an annular duct, m
n-row average Euler number = 2Δp/ρUo2n
Fanning friction factor, τw/1/2ρum2
fluid mass velocity, ρum, kg/m2 ⋅ s
Graetz number, (P/4x) ⋅ RePr
average heat transfer coefficient, W/m2 ⋅ K
local heat transfer coefficient, W/m2 ⋅ K
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 121
k
L
Lhe
Lte
m
m
n
n
Nu
P
Pe
Pr
R
Rave
Re
T
Tf
u
um
uo
x
Xl
Xt
X*l
X*t
y
thermal conductivity of fluid, W/m ⋅ K
distance along the duct, or tube length, m
hydrodynamic entrance length, m
thermal entrance length, m
exponent, Equations 3.21b and 3.22b
mass flow rate, kg/s
number of tube rows in the flow direction
exponent, Equations 3.21a and 3.22a
average Nusselt number, hd/k
duct wetted perimeter, m
Péclet number, RePr
Prandtl number, cpμ/k = ν/α
radius of curvature (see Figures 3.4 and 3.5), m
mean radius of curvature for a spiral, m
Reynolds number, ρumd/μ, ρumDh/μ
temperature, °C, K
film temperature, (Tw + Tb)/2, °C, K
velocity component in axial direction, m/s
mean axial velocity, m/s
mean velocity in the minimum free-flow area or intertube spacing, m/s
Cartesian coordinate, axial distance, or axial distance along the axis
of the coil, m
tube longitudinal pitch, m
tube transfer pitch, m
ratio of longitudinal pitch to tube diameter for crossflow to a tube
bundle, Xl/do
ratio of transverse pitch to tube diameter for crossflow to a tube bundle, Xt/do
Cartesian coordinate, distance normal to the surface, m
Greek Symbols
thermal diffusivity of fluid, m2 /s
α
μ
dynamic viscosity of fluid, Pa ⋅ s
kinematic viscosity of fluid, m2 /s
υ
density of fluid, kg/m3
ρ
shear stress at the wall, Pa
τw
bend angle, or angle measured along the tube perimeter from the
φ
front stagnation point, rad or deg
Subscripts
a
arithmetic mean
122
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
b
c
cp
e
f
H
l
i
o
r
s
T
t
w
x
∞
bulk fluid condition or properties evaluated at bulk mean temperature
curved coil or duct
constant property
equivalent
film fluid condition or properties evaluated at film temperature
constant heat flux boundary condition
laminar
inlet condition or inner
outlet condition or outer
reference condition
straight duct
constant temperature boundary condition
turbulent
wall condition or wetted
local value at distance x
fully developed condition
PRoBLEMS
3.1.
3.2.
3.3.
3.4.
A fluid flows steadily with a velocity of 6 m/s through a commercial iron rectangular duct whose sides are 1 in. by 2 in., and
the length of the duct is 6 m. The average temperature of the fluid
is 60°C. The fluid completely fills the duct. Calculate the surface
heat transfer coefficient if the fluid is
a. Water
b. Air at atmospheric pressure
c. Engine oil (ρ = 864 kg/m3, cp = 2,047 J/(kg ⋅ K), ν = 0.0839 × 10 –3
m2 /s, Pr = 1,050, k = 0.140 W/m ⋅ K).
Air at 1.5 atm and 40°C flows through a 10 m rectangular duct
of 40 cm by 25 cm with a velocity of 5 m/s. The surface temperature of the duct is maintained at 120°C, and the average
air temperature at exit is 80°C. Calculate the total heat transfer
using Gnielinski’s correlation and check your result by energy
balance.
Calculate the heat transfer coefficient for water flowing through
a 2 cm diameter tube with a velocity of 1 m/s. The average temperature of water is 60°C and the surface temperature is
a. Slightly over 60°C
b. 120°C
An oil with k = 0.120 W/m ⋅ K, cp = 2,000 J/kg ⋅ K, ρ = 895 kg/m3,
and µ = 0.0041 kg/m ⋅ s flows through a 2 cm diameter tube
which is 2 m long. The oil is cooled from 60°C to 30°C. The mean
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 123
3.5.
3.6.
3.7.
3.8.
3.9.
flow velocity is 0.4 m/s, and the tube wall temperature is maintained at 24°C (µw = 0.021 kg/m ⋅ s). Calculate the heat transfer
rate.
A shell-and-tube type condenser is to be made with 3/4 in. outer
diameter (0.654 in. inner diameter) brass tubes, and the length
of the tubes between tube plates is 3 m. Under the worst conditions, cooling water is available at 21°C and the outlet temperature is 31°C. Water velocity inside the tubes is approximately
2 m/s. The vapor side film coefficient can be taken as 10,000 W/
m2 ⋅ K. Calculate the overall heat transfer coefficient for this heat
exchanger.
Water at 1.15 bar and 30°C is heated as it flows through a 1 in.
inside diameter tube at a velocity of 3 m/s. The pipe surface temperature is kept constant by condensing steam outside the tube.
If the water outlet temperature is 80°C, calculate the surface temperature of the tube.
A counterflow double pipe heat exchanger is used to cool the
lubricating oil for a large industrial gas turbine engine. The flow
rate of cooling water through the inner tube is mc = 0.2 kg/s,
while the flow rate of oil through the outer annulus is mh = 0.4
kg/s. The oil and water enter at temperatures of 60°C and 30°C,
respectively. The heat transfer coefficient in the annulus is calculated to be 8 W/m ⋅ K. The inner diameter of the tube and the
annulus are 25 and 45 mm, respectively. The outlet temperature
of the oil is 40°C. Take cp = 4,178 J/kg ⋅ K for water and cp = 2,006
J/kg ⋅ K for oil.
a. Calculate the heat transfer coefficients in the inner tube.
b. Neglect the wall resistance and the curvature of the tube
wall (assume a flat plate surface), and calculate the overall
heat transfer coefficient assuming the water used is the city
water with a fouling factor of 0.000176 m2 ⋅ K/W inside the
tube. The oil side is clean.
City water flowing at 0.5 kg/s will be heated from 20°C to 35°C
by hot treated boiler water at 140°C. A 15°C hot water temperature drop is allowed. A number of 4.50 m hairpins of 3 in. by 2
in. (schedule 40, see Table 8.2) double-pipe heat exchangers with
annuli and tubes, each connected in series, will be used. Hot
water flows through the inner tube. Calculate the heat transfer
coefficient in the tube and in the annulus.
It is proposed that the stationary diesel exhaust gases (CO2) be
used for heating air by the use of a doublepipe heat exchanger.
From the measurements of the velocity, it is calculated that the
mass flow rate of gases from the engine is 100 kg/h. The exhaust
124
3.10.
3.11.
3.12.
3.13.
3.14.
3.15.
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
gas temperature is 600 K. The air is available at 20°C and will be
heated to 80°C at a mass flow rate of 90 kg/h. A standard tube
size of 4 × 3 in. for a doublepipe heat exchanger (hairpins) in
2 m length (copper tubes) will be used. The air side heat transfer
coefficient in the tube is 25 W/m2 ⋅ K. Neglecting the tube wall
resistance, and assuming clean and smooth surfaces, calculate
the overall heat transfer coefficient.
Consider the laminar flow of an oil inside a duct with a Reynolds
number of 1,000. The length of the duct is 2.5 m and the diameter
is 2 cm. The duct is heated electrically by the use of its walls as
an electrical resistance. Properties of the oil at the average oil
temperature are ρ = 870 kg/m3, µ = 0.004 N ⋅ s/m2, and cp = 1,959
kJ/kg ⋅ K, and k = 0.128 W/m ⋅ K. Obtain the local Nusselt number
at the end of the duct.
In a crossflow heat exchanger, hot air at atmosphere pressure
with an average velocity of 3 m/s flows across a bank of tubes in
an in-line arrangement with Xl = Xt = 5 cm (see Figure 3.2). The
tube diameter is 2.5 cm. The array has 20 rows in the direction
of flow. The tube wall temperature is 30°C and the average air
temperature in the bundle is assumed to be 300°C. Calculate the
average heat transfer coefficient and repeat the calculation if the
array has six rows in the flow direction.
Repeat Problem 3.11 for a heat exchanger that employs a bank of
staggered bare tubes with a longitudinal pitch of 4 cm and transverse pitch of 5 cm.
A shell-and-tube heat exchanger is used to cool 20 kg/s of water
from 40°C to 20°C. The exchanger has one shell-side pass and
two tube-side passes. The hot water flows through the tubes
and the cooling water flows through the shell. The cooling water
enters at 15°C and leaves at 25°C. The maximum permissible
pressure drop is 10 kPa. The tube wall thickness is 1.25 mm
and is selected as 18 BWG copper (ID = 0.652 in, cross-section
area Ac = 0.3339 in2). The length of the heat exchanger is 5 m.
Assume that the pressure losses at the inlet and outlet are equal
to twice the velocity head (ρum2 /2). Find the number of tubes and
the proper tube diameter to expand the available pressure drop.
(Hint: assume a tube diameter and average velocity inside the
tubes.)
Repeat Problem 3.13, assuming that an overall heat transfer coefficient is given or estimated as 2,000 W/m2 ⋅ K.
Calculate the average heat transfer coefficient for water flowing at 1.5 m/s with an average temperature of 20°C in a long,
2.5 cm inside diameter tube by four different correlations from
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 125
Table 3.6 (Nos. 2, 3, 4, and 6), considering the effect of temperature-dependent properties. The inside wall temperature of the
tube is 70°C.
3.16. A double-pipe heat exchanger is used to condense steam at 40°C
saturation temperature. Water at an average bulk temperature
of 20°C flows at 2 m/s through the inner tube (copper, 2.54 cm
ID, 3.05 cm OD). Steam at its saturation temperature flows in the
annulus formed between the outer surface of the inner tube and
outer tube of 6 cm ID. The average heat transfer coefficient of
the condensing steam is 6,000 W/m2 ⋅ K, and the thermal resistance of a surface scale on the outer surface of the copper pipe is
0.000176 m2 ⋅ K/W.
a. Determine the overall heat transfer coefficient between the
steam and the water based on the outer area of the copper tube.
b. Evaluate the temperature at the inner surface of the tube.
c. Estimate the length required to condense 0.5 kg/s of steam.
3.17. Carbon dioxide gas at 1 atm pressure is to be heated from 30°C
to 75°C by pumping it through a tube bank at a velocity of 4 m/s.
The tubes are heated by steam condensing within them at 200°C.
The tubes have a 2.5 cm OD, are in an in-line arrangement, and
have a longitudinal spacing of 4 cm and a transverse spacing
of 4.5 cm. If 15 tube rows are required, what is the average heat
transfer coefficient?
References
1. Shah, R. K. and London, A. L., Laminar Forced Convection in Ducts, Academic
Press, New York, 1978.
2 Shah, R. K. and Bhatti, M. S., Laminar convective heat transfer in ducts, in
Handbook of Single-Phase Convective Heat Transfer, Kakaç, S., Shah, R. K., and
Aung, W., Eds., John Wiley & Sons, New York, 1987, ch. 3.
3. Gnielinski, V., Forced convection ducts, in Heat Exchanger Design Handbook,
Schlünder, E. U., Ed., Hemisphere, Washington, DC, 1983, 2.5.1–2.5.3.
4. Hausen, H., Neue Gleichungen für die Warmeübertragung bei freier oder erzwungener Strömung, Allg. Wärmetech., 9, 75, 1959.
5. Kakaç, S., Laminar forced convection in the combined entrance region of ducts,
in Natural Convection: Fundamentals and Applications, Kakaç, S., Aung, W., and
Viskanta, R., Eds., Hemisphere, Washington, DC, 1985, 165.
6. Pohlhausen, E., Der Wärmeaustausch Zwischen festen Körpern und Flüssigkeiten
mit Kleiner Reibung und Kleiner Wärmeleitung, Z. Angew. Math. Mech., 1, 115, 1921.
126
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
7. Delorenzo, B. and Anderson, E. D., Heat transfer and pressure drop of liquids in
double pipe fintube exchangers, Trans. ASME, 67, 697, 1945.
8. Stephan, K., Warmeübergang und Druckabfall bei nichtausgebildeter Laminar
Stömung in Rohren und ebenen Spalten, Chem. Ing. Tech., 31, 773, 1959.
9. Deissler, R. G., Analytical investigation of fully developed laminar flow in tubes
with heat transfer with fluid properties variable along the radius, NACA TN
2410, 1951.
10. Yang, K. T., Laminar forced convection of liquids in tubes with variable viscosity, J. Heat Transfer, 84, 353, 1962.
11. Sieder, E. N. and Tate, G. E., Heat transfer and pressure drop of liquids in tubes,
Ind. Eng. Chem., 28, 1429, 1936.
12. Whitaker, S., Forced convection heat-transfer correlations for flow in pipes, past
flat plates, single cylinders, single spheres, and flow in packed beds and tube
bundles, AIChE J., 18, 361, 1972.
13. Oskay, R. and Kakaç, S., Effect of viscosity variations on turbulent and laminar
forced convection in pipes, METU J. Pure Appl. Sci., 6, 211, 1973.
14. Kuzneltsova, V. V., Convective heat transfer with flow of a viscous liquid in a
horizontal tube (in Russian), Teploenergetika, 19(5), 84, 1972.
15. Test, F. L., Laminar flow heat transfer and fluid flow for liquids with a temperature dependent viscosity, J. Heat Transfer, 90, 385, 1968.
16. Worsøe-Schmidt, P. M., Heat transfer and friction for laminar flow of helium and
carbon dioxide in a circular tube at high heating rate, Int. J. Heat Mass Transfer,
9, 1291, 1966.
17. Bhatti, M. S. and Shah, R. K., Turbulent forced convection in ducts, in Handbook
of Single-Phase Convective Heat Transfer, Kakaç, S., Shah, R. K., and Aung, W.,
Eds., John Wiley & Sons, New York, 1987, ch. 4.
18. Petukhov, B. S. and Popov, V. N., Theoretical calculation of heat exchanger and
frictional resistance in turbulent flow in tubes of incompressible fluid with variable physical properties, High Temp., 1(1), 69, 1963.
19. Petukhov, B. S., Heat transfer and friction in turbulent pipe flow with variable
physical properties, in Advances in Heat Transfer, Vol. 6, Hartnett, J. P. and Irvine,
T. V., Eds., Academic Press, New York, 1970, 504.
20. Webb, R. I., A critical evaluation of analytical solutions and Reynolds analogy
equations for heat and mass transfer in smooth tubes, Wärme und Stoffübertragung, 4, 197, 1971.
21. Sleicher, C. A. and Rouse, M. W., A convenient correlation for heat transfer to
constant and variable property fluids in turbulent pipe flow, Int. J. Heat Mass
Transfer, 18, 677, 1975.
22. Gnielinski, V., New equations for heat and mass transfer in turbulent pipe and
channel flow, Int. Chem. Eng., 16, 359, 1976.
23. Kays, W. M. and Crawford, M. E., Convective Heat and Mass Transfer, 2nd ed.,
McGraw-Hill, New York, 1981.
24. Kakaç, S. and Yener, Y., Convective Heat Transfer, 2nd ed., CRC Press, Boca Raton,
FL, 1994.
25. McAdams, W. H., Heat Transmission, 3rd ed., McGraw-Hill, New York, 1954.
26. Kakaç, S., The effects of temperature-dependent fluid properties on convective heat transfer, in Handbook of Single-Phase Convective Heat Transfer, Kakaç, S.,
Shah, R. K., and Aung, W., Eds., John Wiley & Sons, New York, 1987, ch. 18.
Forced Convection Correlations for the Single-Phase Side of Heat Exchangers 127
27. Hausen, H., Darstellung des Warmeüberganges in Rohren durch verallgemeinerte Potenzbeziehungen, Z. Ver. Dtsch. Ing. Beigeft Verfahrenstech., 4, 91, 1943.
28. Rehme, K., A simple method of predicting friction factors of turbulent flow in
noncircular channels, Int. J. Heat Mass Transfer, 16, 933, 1973.
29. Malak, J., Hejna, J., and Schmid, J., Pressure losses and heat transfer in noncircular channels with hydraulically smooth walls, Int. J. Heat Mass Transfer, 18, 139,
1975.
30. Brundrett, E., Modified hydraulic diameter, in Turbulent Forced Convection in
Channels and Bundles, Vol. 1, Kakaç, S. and Spalding, D. B., Eds., Hemisphere,
Washington, DC, 1979, 361.
31. Perkins, H. C. and Worsøe-Schmidt, P., Turbulent heat and momentum transfer
for gases in a circular tube at wall to bulk temperature ratios to seven, Int. J. Heat
Mass Transfer, 8, 1011, 1965.
32. McElligot, D. M., Magee, P. M., and Leppert, G., Effect of large temperature gradients on convective heat transfer: the downstream region, J. Heat Transfer, 87,
67, 1965.
33. Colburn, A. P., A method of correlating forced convection heat transfer data and
comparison with fluid friction, Trans. AIChE, 29, 174, 1933.
34. Hufschmidt, W., Burck, E., and Riebold, W., Die Bestimmung örtlicher und
Warmeübergangs-Zahlen in Rohren bei Hohen Warmestromdichten, Int. J. Heat
Mass Transfer, 9, 539, 1966.
35. Rogers, D. G., Forced convection heat transfer in single phase flow of a Newtonian
fluid in a circular pipe, CSIR Report CENG 322, Pretoria, South Africa, 1980.
36. Hausen, H., Extended equation for heat transfer in tubes at turbulent flow,
Wärme und Stoübertragung, 7, 222, 1974.
37. Humble, L. V., Lowdermilk, W. H., and Desmon, L. G., Measurement of average
heat transfer and friction coefficients for subsonic flow of air in smooth tubes at
high surface and fluid temperature, NACA Report 1020, 1951.
38. Barnes, J. F. and Jackson, J. D., Heat transfer to air, carbon dioxide and helium
flowing through smooth circular tubes under conditions of large surface / gas
temperature ratio, J. Mech. Eng. Sci., 3(4), 303, 1961.
39. Dalle-Donne, M. and Bowditch, P. W., Experimental local heat transfer and friction coefficients for subsonic laminar transitional and turbulent flow of air or
helium in a tube at high temperatures, Dragon Project Report 184, Winfirth,
Dorchester, Dorset, U.K., 1963.
40. Kakaç, S., Shah, R. K., and Aung, W., Eds., Handbook of Single-Phase Convective
Heat Transfer, John Wiley & Sons, New York, 1987.
41. Kakaç, S., Bergles, A. E., and Fernandes, E. O., Eds., Two-Phase Flow Heat
Exchangers, Kluwer Publishers, The Netherlands, 1988.
42. Zukauskas, A. A., Convective heat transfer in cross flow, in Handbook of SinglePhase Convective Heat Transfer, Kakaç, S., Shah, R. K., and Aung, W., Eds., John
Wiley & Sons, New York, 1987, ch. 6.
43. Shah, R. K. and Joshi, S. D., Convective heat transfer in curved pipes, in
Handbook of Single-Phase Convective Heat Transfer, Kakaç, S., Shah, R. K., and
Aung, W., Eds., John Wiley & Sons, New York, 1987, ch. 5.
44. Mori, Y. and Nakayoma, W., Study on forced convective heat transfer in curved
pipes (3rd Report, Theoretical Analysis under the Condition of Uniform Wall
Temperature and Practical Formulae), Int. J. Heat Mass Transfer, 10, 1426, 1967.
128
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
45. Akiyama, M. and Cheng, K. C., Laminar forced convection heat transfer in
curved pipes with uniform wall temperature, Int. J. Heat Mass Transfer, 15, 1426,
1972.
46. Manlapaz, R. L. and Churchill, S. W., Fully developed laminar convection
from a helical coil, Chem. Eng. Commun., 9, 185, 1981.
47. Kubair, V. and Kuloor, N. R., Heat transfer to Newtonian fluids in coiled
pipes in laminar flow, Int. J. Heat Mass Transfer, 9, 63, 1966.
48. Kubair, V. and Kuloor, N. R., Heat transfer to Newtonian fluids in spiral coils
at constant tube wall temperature in laminar flow, Indian J. Technol., 3, 144, 1965.
49. Pratt, N. H., The heat transfer in a reaction tank cooled by means of a coil,
Trans. Inst. Chem. Eng., 25, 163, 1947.
50. Orlov, V. K. and Tselishchev, P. A., Heat exchange in a spiral coil with turbulent flow of water, Thermal Eng., 11(12), 97, 1964.
51. Shah, R. K. and Joshi, S. D., Convective heat transfer in bends and fittings,
in Handbook of Single-Phase Convective Heat Transfer, Kakaç, S., Shah, R. K., and
Aung, W., Eds., John Wiley & Sons, New York, 1987, ch. 10.
52. Ede, A. J., The effect of a right-angled bend on heat transfer in a pipe, Int.
Dev. Heat Transfer, 634, 1962.
53. Tailby, S. R. and Staddon, P. W., The influence of 90° and 180° pipe bends on
heat transfer from an internally flowing gas stream, Heat Transfer, Vol. 2, Paper
No. FC4.5, 1970.
54. Moshfeghian, M. and Bell, K. J., Local heat transfer measurements in and
downstream from a U-bend, ASME Paper No. 79-HT-82, 1979.
4
Heat Exchanger Pressure Drop
and Pumping Power
4.1 Introduction
The thermal design of a heat exchanger is directed to calculating an adequate
surface area to handle the thermal duty for a given specification. Fluid friction effects in the heat exchanger are equally important since they determine
the pressure drop of the fluids flowing in the system and, consequently, the
pumping power or fan work input necessary to maintain the flow. Provision
of pumps or fans adds to the capital cost and is a major part of the operating
cost of the exchanger. Savings in exchanger capital cost achieved by designing a compact unit with high fluid velocities may soon be lost by increased
operating costs. The final design and selection of a unit will, therefore, be
influenced just as much by effective use of the permissible pressure drop
and the cost of pump or fan power as they are influenced by the temperature
distribution and provision of adequate area for heat transfer.
4.2 Tube-Side Pressure Drop
4.2.1 Circular Cross-Sectional Tubes
In fully developed flow in a tube, the following functional relationship can be
written for the frictional pressure drop for either laminar or turbulent flow:
∆p
= φ ( um , di , ρ, µ, e )
L
(4.1)
where the quantity e is a statistical measure of the surface roughness of the
tube and has the dimension of length. It is assumed that Δp is proportional
to the length L of the tube. With mass M, length L, and time θ as the fundamental dimensions and um, di, and ρ as the set of maximum number of
129
130
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
quantities which, in and of themselves, cannot form a dimensionless group,
the π theorem leads to
∆p
u dρ e
=φ m i ,
µ
4 ( L/di )(ρum2 /2 )
di
(4.2)
where the dimensionless numerical constants 4 and 2 are added for
convenience.
This dimensionless group involving Δp has been defined as the Fanning
friction factor f:
f =
∆p
4 ( L/di )(ρum2 /2 )
(4.3)
Equation 4.2 becomes
f = φ ( Re, e/di )
(4.4)
Figure 4.1 shows this relationship as deduced by Moody1 from experimental
data for fully developed flow. In the laminar region, both theoretical analysis
Turbulent
Friction factor, f = ∆P /[4(L/di) (pu2m/2)]
0.020
0.015
Transitional
Laminar
0.010
0.009
0.008
0.007
0.006
0.003
0.002
e, cm
0.00015
0.0046
0.012
0.015
0.026
0.0185–0.090
0.03–0.3
0.090–0.90
0.01
0.004
0.005
0.004
Drawn Tubing
Commercial steel
Asphalt cast iron
Galvanized iron
Cast iron
Wood stave
Concrete
Rivetted steel
f=
e/di = 0.001
0.0791
(Re)0.25
0.0004
f = 16/Re
(Circular pipe only)
0.046
f=
(Re)0.20
103
2 3 45 68 4
10
0.0001
0.00005
Smooth
105
Re = umdi/ν
106
107
108
Figure 4.1
Friction factor for fully developed flow inside a circular duct. (From Moody, L. F., Trans. ASME,
66, 671–684, 1994. With permission.)
131
Heat Exchanger Pressure Drop and Pumping Power
and experimental data result in a simple relationship between f and Re, independent of the surface roughness:
f=
16
Re
(4.5)
The transition from laminar to turbulent flow is somewhere in the neighborhood of a Reynolds number from 2,300 to 4,000.
The f versus Re relation for smooth tubes in turbulent flow has a slight
curvature on a log–log plot. A few recommended correlations for turbulent
flow in smooth pipes are given in Table 4.1.1 The two approximations shown
in Figure 4.1 for turbulent flow are
f = 0.046 Re −0.2 for 3 × 10 4 < Re < 106
(4.6)
f = 0.079 Re −0.25 for 4 × 103 < Re < 105
(4.7)
and
f can be read from the graph, but the correlations for f are useful for computer
analysis of a heat exchanger, and they also show the functional relationships
of various quantities.
For fully developed flow in a tube, a simple force balance yields (Figure 4.2)
∆p
π 2
di = τ w ( πdi L )
4
(4.8)
TABLe 4.1
Turbulent Flow Isothermal Fanning Friction Factor Correlations for
Smooth Circular Ducts3
Source
Blasius
Drew, Koo, and McAdams
Karman–Nikuradse
Correlationa
f =
τw
= 0.0791 Re −0.25
ρum2 /2
f = 0.00140 + 0.125 Re –0.32
1
= 1.737 ln ( Re f ) − 0.4
f
Limitations
4 × 103 < Re < 105
4 × 103 < Re < 5 × 106
4 × 103 < Re < 3 × 106
or
1
= 4 log 10 ( Re f ) − 0.4
f
Filonenko
a
approximated as
f = 0.046 Re –0.2
f = (3.64 log10 Re –3.28)–2
Properties are evaluated at the bulk temperature.
3 × 104 < Re < 106
132
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
τw
P
di
p + ∆p
τw
L
Figure 4.2
Force balance of a cylindrical fluid element within a pipe. (From Rohsenow, W. M., Heat
Exchangers: Thermal-Hydraulic Fundamentals and Design, Hemisphere, New York, 1981. With
permission.)
which may be combined with Equation 4.3 to get an equivalent form for the
friction factor
f =
τw
ρum2 /2
(4.9)
Equations 4.9 and 4.3 are valid for either laminar or turbulent flows, provided that the flow is fully developed within the length L.
4.2.2 noncircular Cross-Sectional ducts
A duct of noncircular cross section is not geometrically similar to a circular
duct; hence, dimensional analysis does not relate the performance of these
two geometrical shapes. However, in turbulent flow, f for noncircular cross
sections (annular spaces, rectangular and triangular ducts, etc.) may be evaluated from the data for circular ducts if di is replaced by the hydraulic diameter, Dh, defined by Equation 3.14:
Dh = 4
Ac 4 ( net free flow area )
=
wetted perimetter
Pw
(4.10)
Using the hydraulic diameter in turbulent flow gives f values within about
±8% of the measured values.2
The hydraulic diameter of an annulus of inner and outer diameters Di and
do, respectively, is
Dh =
4 ( π/4 )( Di2 − do2 )
= ( Di − do )
π ( Di + do )
For a circular duct, Equation 4.10 reduces to Dh = di.
(4.11)
Heat Exchanger Pressure Drop and Pumping Power
133
In using the correlations in Table 4.1, the effect of property variations has
been neglected. When these correlations are applied to the design of heat
exchange equipment with large temperature differences between the heat
transfer surface and fluid, the friction coefficient must be corrected according to Equations 3.21b and 3.22b.
The transition Reynolds number for noncircular ducts (ρumDh/μ) is also
found to be approximately 2,300, as it is for circular ducts.
For laminar flows, however, the results for noncircular cross sections are
not universally correlated. In a thin annulus, the flow has a parabolic distribution perpendicular to the wall and has this same distribution at every
circumferential position. If this flow is treated as a flow between two parallel
flat plates separated by a distance b, one obtains
∆p 12 µ um
=
∆x
b2
(4.12)
Here Dh = 2b and Equation 4.12 can be written in the form
f=
24
Re
(4.13)
with Dh replacing di in the definitions of f and Re. This equation is different
from Equation 4.5, which applies to laminar flow in circular ducts.
Flow in a rectangular duct (dimensions a × b) in which b << a is similar to
this annular flow. For rectangular ducts of other aspect ratios (b/a)
f=
16
φ Re
(4.14)
where
Dh =
4 ab
2 ( a + b)
(4.15)
and ϕ is given in Figure 4.3.3,4
For laminar flow in ducts of triangular and trapezoidal cross sections,
Nikuradse4 showed that f is approximated by 16/Re with Dh given by
Equation 4.10, and transition occurs approximately at Re = 2,300.
The frictional pressure drop for flow through a duct of length L is generally expressed as
∆p = 4 f
L ρum2
Dh 2
(4.16a)
134
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
0.5
1.2
0.6
0.7
b/a
0.8
0.9
1.0
1.0
φ
0.8
a
b
0.6
0
0.1
0.2
b/a
0.3
0.4
0.5
Figure 4.3
Values of ϕ for rectangular ducts.
or
∆p = 4 f
L G2
Dh 2ρ
(4.16b)
where G = umρ is referred to as the mass velocity.
The exact form of Equation 4.16 depends on the flow situation. The pressure drop experienced by a single-phase fluid in the tubes of a shell-andtube heat exchanger must include the effects of all the tubes. The pressure
drop for all the tubes can be calculated by
∆pt = 4 f
LN p G 2
Dh 2ρ
(4.17)
where Np is the number of tube passes and Dh = di. The fluid will experience additional pressure losses due returns at the end of the exchangers.
Experiments show that the return pressure loss is given by5
∆pr = 4 N p
ρum2
2
(4.18)
where Np is the number of tube passes, 4Np is the return pressure loss coefficient, and ρum2 /2 is called the dynamic head.
The pumping power expenditure that is required to circulate each stream
to flow through its heat exchange passage is as important as the heat transfer characteristics of a heat exchanger. The pumping power expenditure is
Heat Exchanger Pressure Drop and Pumping Power
135
proportional to the total pressure drop, Δp, that is experienced by the stream
across the passage. For an incompressible stream with a mass flow rate m,
the power required by an adiabatic pump is6
Wp =
1 m
∆p
ηρ ρ
(4.19)
In this expression, Δp is the pressure rise through the pump, ρ is the liquid
∆ p/ρ is
density, and ηP is the isentropic efficiency of the pump. The group m
the isentropic (minimum) power requirement.
4.3 Pressure Drop in Tube Bundles in Crossflow
A circular tube bundle is one of the most common heat transfer surfaces,
especially in shell-and-tube heat exchangers. The two most common tube
arrangements are staggered and inline, both of which are shown in Figure 3.2.
Inline tubes form rectangles with the centers of their cross sections, where
staggered tubes form isosceles triangles.
Bundles are characterized by the cylinder diameter do and the ratios of
pitches to the tube diameter in the transverse X t* = X t/do , longitudinal
X l* = X l/do , or diagonal X d* = X d/do directions. An enormous amount of
work has been published on pressure drop across the tube bundles and on
heat transfer performance. The experimental results obtained by Zukauskas7,8
with air, water, and several oils will be presented here.
The pressure drop of a multirow tube bundle is given by
Eu 1
∆p = χ ρu02 ⋅ n
χ 2
(4.20)
where the Euler number, Eu = 2 ∆ p/(ρuo2 ⋅ n), is defined per tube row; the
velocity, uo, is the mean velocity in the minimum intertube spacing; and n is
the number of tube rows counted in the flow direction.
The charts of average Euler number per tube row for multirow inline bundles are presented in Figure 4.4 as a function of Re = uodoρ/μ and X l* (= X t* )
. For other tube pitches (X l* ≠ X t* ) , a correction factor x is determined from
the inset of Figure 4.4, and then Eu/χ is determined from the main part of
Figure 4.4 to find Eu for a specified inline tube bundle.
The charts of average Euler number per tube row of multirow staggered
tube bundles with 30° tube layout (X t = X d ) and X l = ( 3/2) X t are presented
in Figure 4.5 as a function of Reynolds number and X t*. For other tube
136
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
8
6
Re = 103
4
10
X*t = X*l
χ
106
1
0.6
0.4
X*l = 1.25
Eu
χ
104
2
105, 106
0.2
0.1
0.06 0.1
1
0.2
0.4
1
2
(X*t –1)/(X*l –1)
1.50
4
6
2.00
0.1
3
101
102
103
Re
104
105
2.50
106
Figure 4.4
The hydraulic drag coefficient for inline bundles for n > 9. (From Zukauskas, A., Handbook of
Convective Heat Transfer, John Wiley & Sons, New York, 1987. With permission.)
80
1.6
Xd
X*t = X*d
10
Eu
χ
10 5 , 10 6
1.4
χ
1.2
X*t = 1.25
1.0
0.9
103
10 4
104
10 2
0.4
1
Re =02
105
10 3
0.6 0.8 1
1.50
X*t = X*l
2
4
2.50
0.1
2.00
2
1
10
102
103
Re
10
4
105
106
Figure 4.5
The hydraulic drag coefficient for staggered bundles for n > 9. (From Zukauskas, A., Handbook
of Convective Heat Transfer, John Wiley & Sons, New York, 1987. With permission.)
pitches [X l ≠ ( 3/2) X t ] , the correction factor χ is obtained from the upper
right inset of Figure 4.5. The Reynolds number, Re, is based on the average
velocity through the narrow cross section formed by the array, that is, the
maximum average velocity uo :
Re =
uo doρ
µ
(4.21)
Heat Exchanger Pressure Drop and Pumping Power
137
In the case of inline tubes, the conservation of mass gives
u∞ X t = uo ( X t − do )
(4.22)
For a staggered arrangement, the minimum cross-sectional area may be
either between two tubes in a row or between one tube and a neighboring
tube in the succeeding row (see Example 3.5 or Problem 4.9).
Equation 4.20 and Figures 4.4 and 4.5 are valid for n > 9, and these two
charts refer to isothermal conditions. They also apply to nonisothermal flows
if the fluid physical properties are evaluated at the bulk mean temperature
and a correction is applied to account for variable fluid properties for liquids
as follows:
µ
Eub = Eu w
µb
p
(4.23)
Here, Eub is the Euler number for both heating and cooling, Eu is the Euler
number for isothermal conditions, and μw and μb are the liquid dynamic viscosities at the wall temperature and bulk mean temperature, respectively.
For Re > 103, p ≈ 0. For Re ≤ 103,
∆p = −0.0018 Re + 0.28
for liquid heating
(4.24)
∆p = −0.0026 Re + 0.43
for liquid cooling
(4.25)
Gaddis and Gnielinski9 also suggested curves and formulas for the pressure
drop for inline and staggered tube bundles.
4.4 Pressure Drop in Helical and Spiral Coils
Helical and spiral coils are curved pipes which are used as curved tube heat
exchangers in various applications such as dairy and food processing, refrigeration and air conditioning industries, and in medical equipment such as
kidney dialysis machines. Nomenclature for a helical coil and a spiral are
given in Figure 3.4.
Experimental and theoretical studies show that coiled tube friction factors
are higher than those in a straight tube for a given Reynolds number. In this
section, friction factors for laminar and turbulent flows in heat exchanger
design application will be given. Various studies have been conducted, and
an up-to-date review of this subject was presented by Shah and Joshi.10
138
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
4.4.1 Helical Coils—Laminar Flow
Srinivasan et al.11 proposed the following correlation for laminar flow
in terms of the Dean number for their experimental data for several coils
(7 < R/a < 104):
1
fc
= 0.419 De 0.275
fs
0.5
0.11125 De
for De < 30
for 30 < De < 300
for De > 300
(4.26)
where De = Re ( a/R), and c and s stand for curved duct and straight duct,
respectively.
Some correlations also include R/a as a separate term. Manlapaz and
Churchill12 reviewed available theoretical and experimental studies on laminar flow and recommended the following correlation:
m
2
fc
a/R De
0.18
= 1.0 +
+ 1.0 +
0.5
3 88.33
f s
( 1 + 35/De )2
0.5
(4.27)
where m = 2 for De < 20, m = 1 for 20 < De < 40, and m = 0 for De > 40.
The above two correlations are in excellent agreement for R/a > 7. If R/a < 7,
the correlation expressed in Equation 4.27 is recommended.10
Kubair and Kuloor13 proposed the following correlation to account for the
effect of temperature-dependent fluid properties (for liquid viscosity):
fc
µ
= 0.91 w
µb
fcp
0.25
(4.28)
where fcp is the friction coefficient for constant properties.
4.4.2 Spiral Coils—Laminar Flow
Kubair and Kuloor14–16 and Srinivasan et al.11 have measured friction factors
for different spirals. For design purposes, the following correlation10,11 is
recommended:
fc =
0.63 ( n20.7 − n10.7 )
Re 0.6 ( b/a )
2
0.3
for 500 < Re ( b/a ) < 20, 000 and 7.3 < b/a < 15.5
(4.29)
139
Heat Exchanger Pressure Drop and Pumping Power
where n1 and n2 are the number of turns from the origin to the start and the
end of a spiral, respectively.
4.4.3 Helical Coils—Turbulent Flow
Several experimental studies have proposed correlations to calculate the
friction factor for turbulent flow in a helical coil. Ito17 obtained the following
correlation:
R
fc
a
0.5
R −2
= 0.00725 + 0.076 Re
a
R
for 0.034 < Re
a
−0.25
−2
(4.30)
< 300
As a result of extensive friction factor data, Srinivasan et al.11 proposed the
following correlation:
R
fc
a
0.5
R −2
= 0.0084 Re
a
R
for Re
a
−0 . 2
(4.31)
−2
< 700 and 7 <
R
< 104
a
These two correlations for smooth coils are in good agreement with each
other and also show good agreement with experimental data for air and
water (within ±10%).18,19
For temperature-dependent fluid properties, Rogers and Mayhew19 proposed the following relation:
fc Prb
=
fcp Prw
−0.33
(4.32)
where fc is calculated using Ito’s correlation, Equation 4.30.
4.4.4 Spiral Coils—Turbulent Flow
Kubair and Kuloor14 and Srinivasan et al.11 measured friction factors in five
spirals for water and fuel-oil, and their experimental correlation is
0.0074 ( n20.9 − n10.9 )
1 .5
fc =
Re ( b/a )0.5
0 .2
(4.33)
140
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
4.5 Pressure Drop in Bends and Fittings
4.5.1 Pressure drop in Bends
Bends are used in heat exchanger piping circuits and in turbulent heat
exchangers. The schematical diagram of bend geometry is shown in
Figure 3.5. Friction factor correlations in smooth bends with circular cross
section for laminar flow of Newtonian fluids are given in this section.
The total pressure drop in a bend is the sum of the frictional head loss due
to the length of the bend, head loss due to curvature, and head loss due to
excess pressure drop in the downstream pipe because of the velocity profile
distortion.
Ito20 defined a total loss coefficient K as
∆p = K
ρum2
2
(4.34)
where
K=
4 fc L 4 fL
=
+ K*
Dh
Dh
(4.35)
and fc is the bend friction factor, f is the friction factor for a straight pipe
at the Reynolds number in the bend, and K* represents a combined loss
coefficient other than friction loss.
Here, f is given by
f = 0.0791 Re −0.25 for 10 4 < Re < 105
(4.36)
f = 0.0008 + 0.005525 Re −0.237 for 105 < Re < 107
(4.37)
and
Idelchik21 reported the following correlation to calculate laminar friction
factors in smooth bends of any degree, ϕ < 360°:
fc = 5 Re −6.5 ( R/a )
−0.175
for 50 < De ≤ 600
(4.38)
−0.225
for 600 < De ≤ 1400
(4.39)
−0.275
for 1400 < De ≤ 5000
(4.40)
fc = 2.6 Re −0.55 ( R/a )
fc = 1.25 Re −0.45 ( R/a )
141
Heat Exchanger Pressure Drop and Pumping Power
For turbulent flow, Ito20 obtained extensive experimental data for 45°, 90°,
and 180° bends for different values of R/a, and he proposed the following
correlation for 2 × 104 < Re < 4 × 105:
0.00873 Bφ fc ( R/a )
K=
0.84
0.00241 Bφ Re −0.17 ( R/a )
for Re ( R/a )
for Re ( R/a )
−2
< 91
−2
> 91
(4.41)
where ϕ is a bend angle in degrees and fc is the curved tube friction factor
obtained from
fc ( R/a )
0.5
2
= 0.00725 + 0.076 Re ( a/R )
−0.25
(4.42)
for 0.034 < Re (a/R)2 < 300, and B is a numerical constant which is determined from the following relations:
For ϕ = 45°,
B = 1 + 14.2 ( R/a )
−1.47
(4.43)
For ϕ = 90°,
0.95 + 17.2 ( R/a )−1.96
B=
1
for R/a < 19.7
for R/a > 19.7
(4.44)
For ϕ = 180°,
B = 1 + 116 ( R/a )
−4.52
(4.45)
For turbulent flow, Powle22 also recommended the use of the following loss
coefficient of K* in Equation 4.35:
−1
K * = B ( φ ) 0.051 + 0.38 ( R/a )
(4.46)
where
1
B ( φ ) = 0.9 sin φ
0.7 + 0.35 sin
n ( φ/90 )
for φ = 90°
for φ ≤ 70°
for φ ≥ 70°
(4.47)
142
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
It is recommended that Powle’s correlation be used for other values of ϕ
rather than ϕ = 45°, 90°, and 180°.
Friction factors for bends with rectangular cross sections and non-Newtonian
fluids are also given by Shah and Joshi.10
4.5.2 Pressure drop in Fittings
In the absence of irreversibility, the energy balance per unit mass for flow
requires that p/ρ + u2/2 + gz must be conserved. In real fluid flows, some
of the mechanical energy is converted into heat due to friction in the fluid
itself. This loss of mechanical energy can be expressed as a loss in the total
pressure as
ρ 2
ρ 2
1 2
p1 + 2 u1 + ρgz1 − p2 + 2 u2 + ρgz2 = K 2 ρum
(4.48a)
The pressure drop in fittings is usually given as the equivalent length in
pipe diameters of straight pipe, Le/di, which gives the same pressure drop as
the piece of fittings in question (Table 4.2), and the pressure drop is calculated using Equation 4.3. The pressure drop can also be calculated as a total
loss coefficient K, by which the dynamic head
ρum2
2
(4.48b)
has to be multiplied to give the pressure drop (Table 4.3).23
Hooper24 also compiled available laminar and turbulent flow pressure
drop data for standard and long radius elbows (45°, 90°, 180°), miter bends,
tees, and valves. The compiled data were presented as the following single
correlation:
K* = Kl Re −1 + K∞( 1 + 0.5 a * )
(4.49)
where a* is the fitting radius in inches. The values of K1 and K∞ for various
fittings are given by Shah and Joshi.10
Example 4.1
Consider a piping circuit of a heat exchanger. In the circuit there are four
90° standard elbows, three close pattern return bends, 2 check valves
(clearway swing type), 2 angle valves (with no obstruction in flat type
seat), and three gate valves (conventional wedge type); the valves are
fully open. The straight part of the circuit pipe is 150 m, and water at
143
Heat Exchanger Pressure Drop and Pumping Power
TABLe 4.2
Equivalent Length in Pipe Diameters (Le/di) of Various Valves and Fittingsa
Product
Angle Valves
Gate Valves
Check Valves
Fittings
a
Equivalent Length in
Pipe Diameters, Le /di
Description of Product
Conventional with no
obstruction in flat-, bevel-,
or plug-type seat
Conventional with wing or
pin-guided disc
Conventional wedge disc,
double disc, or plug disc
Conventional swing
Clearway swing
90° standard elbow
45° standard elbow
90° long radius elbow
90° street elbow (one male &
one female)
45° street elbow (one male &
one female)
Square corner elbow
Standard tee with flow
through run
Standard tee with flow
through branch
Close pattern return bend
Fully open
145
Fully open
200
Fully open
Three-quarters
open
One-half open
Fully open
Fully open
13
35
160
135
50
30
16
20
50
26
57
20
60
50
Minimum calculated pressure drop (psi) across the valve to provide sufficient flow to lift the
disc fully. (Courtesy of The Crane Co.)
50°C flows with a velocity of 4 m/s. The pressure drop through the heat
exchanger is 12 kPa. Nominal pipe size is 2 in. (ID = 0.052 m).
1. Calculate the total pressure drop in the system.
2. Calculate the mass flow rate and the pumping power (kW),
assuming the isentropic efficiency of the pump to be 0.8.
Solution
The pressure drop can be calculated using Equation 4.3:
∆p = 4 f
L um2
ρ
di 2
144
Pressure Drop Δp due to Friction in Fittings, Valves, Bends, Contraction, and Enlargement
Sudden Contraction
D
D0
V
D/Do = 0.0
Le/D = 25
k = 0.5
Sudden Enlargement
0.5
0.75
20
0.4
14
0.3
Standard Tee
D
V
∆pc = ρ
V1
Standard Elbow
V 2 − V02
2
Sharp Elbow
45°
Le/D = 20
k = 0.4
60
1.3
70
1.5
R/D = 0.5
Le/D = 36
1.0
16.5
R/D = 0.5
Le/D = 50
1.0
23
Le/D = 15
k = 0.3
32
0.74
60
1.3
2.0
10
4.0
10
8.0
14.5
Small radius
Large radius
2.0
20
4.0
26
8.0
35
Le/D = 75
k = 1.7
50
1.2
46
1.0
90° Bend
R
180° Bend
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 4.3
opening
Full
Le/D
Globe Valve
K
7
0.13
3/4
40
0.8
Le /D
K
1/2
1/4
200
800
3.8
15
Full
Half
330
470
6
8.5
K
α
Le /D
K
5
10
20
40
2.7
16
85
950
0.05
0.29
1.56
17.3
60
11,200
206
Le/D
K
300
400
600
6
8
12
opening
Diaphragm Valve
t
Check valve fully
open
opening
Full
3/4
1/2
1/4
Hinged
Disk
Ball
Le/D
125
140
235
1,140
Fully
Le/D = 170
Open k = 3
Plug Cock
2.3
2.6
4.3
21
Le/D
K
110
500
3,500
2
10
65
α
Water meter
Wheel
Disk
Piston
Heat Exchanger Pressure Drop and Pumping Power
Gate Valve
Note: Given as length of straight pipe, Le , with the same pressure drop, or as factor K in the equation Δp = KρV2/2. For further details, the reader is
referred to the literature.23
145
146
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
From Table 4.2, the following equivalent length in pipe diameters can be
obtained:
Pipe
Le /di
90° standard elbows
Close pattern return bends
Check valve clearway swing
Angles valves
Gate valves
30
50
50
145
13
Properties of water at 50°C, from Appendix B (Table B.2), are
c p = 4181.2 J/( kg ⋅ K )
ρ = 987.9 kg/m
µ = 5.531 × 10−4 Pa ⋅ s
3
k = 0.640 W/( m ⋅ K )
Pr = 3.62
with the following Reynolds number:
Re =
umdiρ 4 × 0.052 × 987.9
=
= 371512
µ
5.531 × 10−4
Therefore, the flow is turbulent. The friction coefficient can be calculated
using one of the correlations given in Table 4.1. Equation 4.6 is used here:
f = 0.046(Re)−0.2
f = 0.046(371512)−0.2 = 0.00354
∆p = 4 f
L um2
L
16
L
ρ
= 4 × 0.00354 × × 987.9 ×
= ∆p1 = 111.91
di
di 2
di
2
For the minor losses,
L
∆p1 = 111.91 ∑ e
di
= 111.91[ 4 × 30 + 3 × 50 + 2 × 50 + 2 × 145 + 3 × 13] = 78225 Pa
For the straight part of the pipe,
L u2
L
∆p2 = 4 f ρ m = 111.91 = 111.91(150/0.052) = 322817 Pa
di 2
di
Then, the total pressure drop is
∆pt = ∆p1 + ∆p2 + ∆pHE = 78.225 + 322.817 + 12 = 413.042 kP
Pa
Heat Exchanger Pressure Drop and Pumping Power
147
The pumping power can be calculated from Equation 4.19:
=
m
WP =
π 2
π
2
di umρ = × ( 0.052 ) × 4 × 987.9 = 8.4 kg/s
4
4
∆pt 8.4 × 413.042
m
=
= 4.36 kW
ρηρ
987.9 × 0.80
4.6 Pressure Drop for Abrupt Contraction,
Expansion, and Momentum Change
In heat exchangers, streams can experience a sudden contraction followed
by a sudden enlargement when flowing in and out of a heat exchanger core,
such as is the case in the tube side of shell-and-tube heat exchangers and
compact tube- and plate-fin heat exchangers. Pressure drop is expressed in
terms of the contracting loss coefficient, Kc, the enlargement loss coefficient,
Ke, and the dynamic head; the values of Kc and Ke are given by Kays and
London.26 Therefore, the total pressure drop of the stream is
1
1
∆pi = K c ρu2 + ∆p s + K e ρu2
2
2
(4.50)
where Δps is the straight-duct pressure drop. The velocity represents the
mean velocity in the narrowest portion of the flow channel. It is assumed
that the density is constant and the contraction ratio equals the enlargement
ratio. It should be noted that the pressure rises during enlargement.
For an incompressible flow, Δps is given by Equation 4.16. The incompressibility assumption is a good approximation for liquids such as water and oil,
but it is not adequate for gases. As a result of change in density in heating,
i to mu
o . Therefore, the change in longituthe momentum increases from mu
dinal momentum must be balanced by the pressure difference applied due
to the acceleration of the stream between the inlet and the outlet of the heat
exchanger passage:
( uo − ui ) = ∆pa Ac
m
(4.51)
1
1
∆pa = G 2
−
ρ a ρi
(4.52)
or
The total pressure drop in the straight section, Δps, is then
∆ps = 4 f
1
L um2
1
ρ
+ G2 −
ρo ρi
Dh 2
(4.53)
148
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The density in the wall frictional effect is the average density between the
inlet and outlet.
It should be noted that when the gas is cooled, Δpa is negative, which is the
case of the deceleration of the stream, which decreases the overall pressure
drop, Δp, across the passage.
4.7 Heat Transfer and Pumping Power Relationship
The fluid pumping power, p, is proportional to the pressure drop in the fluid
across a heat exchanger. It is given by
WP =
∆p
m
ρηp
(4.54)
where ηP is the pump or fan efficiency (ηP = 0.80–0.85).
Frequently, the cost in terms of increased fluid friction requires an input
of pumping work greater than the realized benefit of increased heat transfer.
In the design of heat exchangers involving high-density fluids, the fluid
pumping power requirement is usually quite small relative to the heat transfer rate, and, thus, the friction power expenditure (i.e., pressure drop) has
hardly any influence on the design. However, for gases and low-density
fluids, and also for very high viscosity fluids, pressure drop is always of
equal importance to the heat transfer rate and it has a strong influence on the
design of heat exchangers.
Let us consider single-phase side passage (a duct) of a heat exchanger
where the flow is turbulent and the surface is smooth. Forced convection
correlation and the friction coefficient can be expressed as24,25
St ⋅ Pr 2/3 = φ h ( Re )
(4.55)
f = φ f ( Re )
(4.56)
and
Equation 4.55 gives the heat transfer coefficient
h = ( µc p ) Pr −2/3
Re
φh
Dh
(4.57)
h can be expressed in W/m2 ⋅ K and it can be interpreted as the heat transfer
power per unit surface area.
Heat Exchanger Pressure Drop and Pumping Power
149
If the pressure drop through the passage is Δp and the associated heat
transfer surface area is A, the pumping power per unit heat transfer area
(W/m2) is given by
1
WP ∆p m
=
A
ρηp A
(4.58)
By substituting Δp from Equation 4.16 into Equation 4.58 and noting that
Dh = 4Ac/Pw,
µ3
WP
= 8
A
ηpρ2
3
1
3
D Re φ f
h
(4.59)
If it is assumed for simplicity that the friction coefficient is given by Equation
4.5 and the Reynolds analogy is applicable, then
φ h = 0.023 Re −0.2
(4.60)
φ f = 0.046 Re−0.2
(4.61)
Equations 4.60 and 4.61 approximate the typical characteristics of fully
developed turbulent flow in smooth tubes. Substituting these relations into
Equations 4.57 and 4.59 and combining them to eliminate the Reynolds number, the pumping power per unit heat transfer area (W/m2) is obtained as
WP Ch3.5 µ 1.83 ( Dh )
=
A
k 2.33c 1p.17ρ2 ηp
0.5
(4.62)
where C = 1.2465 × 104.
As can be seen from Equation 4.62, the pumping power depends strongly
on fluid properties as well as on the hydraulic diameter of the flow passage.
Some important conclusions can be drawn from Equation 4.62 (see Table 4.4):
1. With a high-density fluid such as a liquid, the heat exchanger surface can be operated at large values of h without excessive pumping
power requirements.
2. A gas with its very low density results in high values of pumping
power for even very moderate values of heat transfer coefficient.
3. A large value of viscosity causes the friction power to be large even
though density may be high. Thus, heat exchangers using oils must
150
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 4.4
Pumping Power Expenditure for Various Fluid Conditions
Fluid Conditions
Power Expenditure, W/m2
Water at 300 K
h = 3,850 W/m2 K
3.85
Ammonia at 500 K, atmospheric pressure
h = 100 W/m2 K
h = 248 W/m2 K
29.1
697
Engine oil at 300 K
h = 250 W/m2 K
h = 500 W/m2 K
h = 1,200 W/m2 K
0.270 × 104
3.06 × 104
65.5 × 104
ηp = 80%, De = 0.0241 m
be designed for relatively low values of h to hold the pumping power
within acceptable limits.
4. The thermal conductivity, k, also has a very strong influence and,
therefore, for liquid metals with very large values of thermal conductivity, the pumping power is seldom of significance.
5. Small values of hydraulic diameter, Dh, tend to minimize the pumping power.
Nomenclature
A
Ac
a
b
cp
De
De
Dh
d
e
f
G
h
k
area, m2
heat exchanger passage area, m2
dimension of rectangular duct, or tube inside radius, m
dimension of rectangular duct, m
specific heat at constant pressure, J/(kg ⋅ K)
Dean number, Re (0.5 Dh/R)1/2
equivalent diameter, m
hydraulic diameter of the duct, m
diameter, m
tube surface roughness, m
Fanning friction factor, τ w/(ρuw2 /2)
mass velocity, kg/m2 ⋅ s
heat transfer coefficient, W/(m2 ⋅ K)
thermal conductivity, W/(m ⋅ K)
Heat Exchanger Pressure Drop and Pumping Power
K
K*
L
m
Np
p
Pr
P
PT
R
Re
r
St
T
ΔTm
t
um
Wp
x
modified pressure loss coefficient, 4fcL/Dh
pressure loss coefficient, defined in Equation 4.35
tube length or bend length, m
mass flow rate, kg/s
number of tube passes
pressure, Pa
Prandtl number, cpμ/k = ν/a
wetted perimeter, m
pitch, m
radius of curvature, m
Reynolds number, ρumd/μ
radius, m
Stanton number, h/ρcpu
temperature, °C, K
mean temperature difference, °C, K
wall thickness, m
mean velocity, m/s
pumping power, W
axial distance along the axis of a bend measured from the bend inlet, m
greek Symbols
ηp
μ
ν
ρ
τ
ϕ
pump efficiency
dynamic viscosity, kg/ms
kinematic viscosity, m2/s
density, kg/m3
shear stress, Pa
parameter, function of or bend angle, deg
Subscripts
a
c
i
m
o
p
r
s
t
w
x
1
2
151
acceleration
curved coil or duct
inner, inside
mean
outer, outside, overall
pump
return
straight tube
tube, thermal, total
wall, wetted
axial value
inlet
outlet
152
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
PRoBLEMS
4.1.
4.2.
4.3.
4.4.
4.5.
4.6.
Consider the flow of 20°C water through a circular duct with an
inner diameter of 2.54 cm. The average velocity of the water is 4
m/s. Calculate the pressure drop per unit length (Δp/L).
Water at 5°C flows through a parallel-plate channel in a flat-plate
heat exchanger. The spacing between the plates is 2 cm, and the
mean velocity of the water is 3.5 m/s. Calculate the pressure drop
per unit length in the hydrodynamically fully developed region.
It is proposed that the stationary diesel exhaust gases (CO2) be
used for heating air by the use of a double-pipe heat exchanger.
CO2 flows through the annulus. From the measurements of the
velocity, it is calculated that the mass flow rate of gases from the
engine is 100 kg/h. The exhaust gas temperature is 600 K. The air
is available at 20°C and it will be heated to 80°C at a mass flow
rate of 90 kg/h. One standard tube size of 4 × 3 in. (The outer
pipe has a nominal diameter of 4 in. and the inner pipe has a
nominal diameter of 3 in.) in a double-pipe exchanger (hairpin)
of 2 m length (copper tubes) will be used.
a. Calculate the frictional pressure drop in the inner tube.
b. Calculate the pressure drop (Pa) in the annulus.
c. Calculate the pumping power for both streams.
(Assuming the average temperature of CO2 at 500 K and the
following properties: ρ = 1.0732 kg/m3, cp = 1,013 J/kg ⋅ K,
k = 0.03352 W/m ⋅ K, Pr = 0.702, υ = 21.67 × 10 –6 m2/s. For air:
cp = 1,007 J/kg ⋅ K.)
Calculate the pumping power for both streams given in
Problem 3.8.
Consider a shell-and-tube heat exchanger. Air with a flow rate of
1.5 kg/s at 500°C and at atmospheric pressure flows through 200
parallel tubes. Each tube has an internal diameter of 2 cm and
length of 4 m. Assume that the D/D0 = 0.5 data can be used for
the contraction and enlargement. The outlet temperature of the
cooled air is 100°C. Calculate the pressure drop for
a. The abrupt contraction
b. Friction
c. Acceleration
d. Enlargement
and compare the total pressure drop with the frictional pressure
drop.
The core of a shell-and-tube heat exchanger contains 60 tubes
(single-tube pass) with an inside diameter of 2.5 cm and length
of 2 m. The shell inside diameter is 35 cm. The air, which flows
Heat Exchanger Pressure Drop and Pumping Power
153
through the tubes at a flow rate of 1.5 kg/s, is to be heated from
100°C to 300°C.
a. Calculate the total pressure drop as the sum of the frictional
pressure drop in the tube and the pressure drop due to acceleration, abrupt contraction (Kc = 0.25), and abrupt enlargement (Ke = 0.27). Is the total pressure drop smaller than the
frictional pressure drop in the tube? Why?
b. Calculate the fan power needed.
4.7. Consider a tube bundle arrangement in a crossflow heat
exchanger. Tubes are staggered bare tubes with a longitudinal
pitch of 20 mm, transverse pitch of 24.5 mm and are 1/2 in. in
diameter. The length of the heat exchanger is 0.80 m. The frontal area seen by the air stream is a 0.6 m × 0.6 m square. The
air flows at 2 atm pressure with a mass flow rate of 1,500 kg/h.
Assume that the mean air temperature is 200°C. Calculate the air
frictional pressure drop across the core of the heat exchanger.
4.8. Assume that the tube bundle arrangements given in Problems
3.11 and 3.12 are the core of a heat exchanger. Calculate the pressure drop caused by the tubes for inline and staggered arrangements with 20 rows of tubes in the flow direction, and compare
the two pressure drops and the two pumping powers.
4.9. In a crossflow heat exchanger with inline tubes, air flows across
a bundle of tubes at 5°C and is heated to 32°C. The inlet velocity of air is 15 m/s. Dimensions of tubes are: do = 25 mm and
Xt = Xl = 50 mm. There are 20 rows in the flow direction and
20 columns counted in the heat exchanger. Air properties may
be evaluated at 20°C and 1 atm. Calculate the frictional pressure
drop and the pumping power.
4.10. In a heat exchanger for two different fluids, power expenditure
per heating surface area is to be calculated. Fluids flow through
the channels of the heat exchanger. The hydraulic diameter of
the channel is 0.0241 m. For
a. Air at an average temperature of 30°C and 2 atm pressure, the
heat transfer coefficient is 55 W/m2 ⋅ K;
b. Water at an average temperature of 30°C, the heat transfer
coefficient is 3,850 W/m2 ⋅ K.
Comparing the results of these two fluids, outline your
conclusions.
4.11. City water will be cooled in a heat exchanger by sea water entering at 15°C. The outlet temperature of the sea water is 20°C. City
water will be recirculated to reduce water consumption. The suction line of the pump has an inner diameter of 154 mm, is 22 m
long, and has two 90° bends and a hinged check valve. The pipe
154
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
from the pump to the heat exchanger has an inner diameter of
127 mm, is 140 m long, and has six 90° bends. The 90° bends are
all made of steel with a radius equal to the inner diameter of
the pipe, R/d = 1.0. The heat exchanger has 62 tubes in parallel,
each tube 6 m long. The inner diameter of the tubes is 18 mm.
All pipes are made of drawn mild steel (ε = 0.0445 mm). The sea
water flow rate is 120 m3/h. Assume that there is one velocity
head loss at the inlet and 0.5 velocity head loss at the outlet of the
heat exchanger. The elevation difference is 10.5 m.
Calculate
a. The total pressure drop in the system (kPa and m liquid
head = H m)
b. The power of the sea water pump (pump efficiency η = 60%).
Plot the pumping power as a function of the sea water flow rate
(for three flow rate values: 2,000 L/min, 2,500 L/min, and 3,000
L/min).
4.12. For the situation given in Problem 4.11,
a. Plot the total pressure head vs. flow rate (m liquid head vs.
L/min);
b. Change the pipe diameter before and after the pump and
repeat (a), (b), and (c) in Problem 4.11;
c. Obtain the optimum pipe diameter considering the cost of
pumping power (operational cost) plus the fixed charges
based on capital investment for the pipe installed.
4.13. A shell-and-tube heat exchanger is used to cool 25.3 kg/s of water
from 38°C to 32°C. The exchanger has one shell-side pass and two
tube-side passes. The hot water flows through the tubes, and the
cooling water flows through the shell. The cooling water enters
at 24°C and leaves at 30°C. The shell-side (outside) heat transfer
coefficient is estimated to be 5,678 W/m2 ⋅ K. Design specifications require that the pressure drop through the tubes be as close
to 13.8 kPa as possible, that the tubes be 18 BWG copper tubing (1.24 mm wall thickness), and that each pass be 4.9 m long.
Assume that the pressure losses at the inlet and outlet are equal
to one and one half of a velocity head (ρum2 /2) , respectively. For
these specifications, what tube diameter and how many tubes
are needed?
4.14. Water is to be heated from 10°C to 30°C at a rate of 300 kg/s by
atmospheric pressure steam in a single-pass shell-and-tube heat
exchanger consisting of 1-in. schedule 40 steel pipe. The surface
coefficient on the steam side is estimated to be 11,350 W/m2 ⋅ K.
An available pump can deliver the desired quantity of water provided that the pressure drop through the pipes does not exceed
Heat Exchanger Pressure Drop and Pumping Power
155
15 psi. Calculate the number of tubes in parallel and the length
of each tube necessary to operate the heat exchanger with the
available pump.
References
1. Moody, L. F., Friction factor for pipe flow, Trans. ASME, 66, 671, 1994.
2. Brundrett, E., Modified hydraulic diameter for turbulent flow, in Turbulent
Forced Convection in Channels and Bundles, Vol. 1, Kakaç, S. and Spalding, D. B.,
Eds., Hemisphere, Washington, DC, 1979, 361.
3. Rohsenow, W. M., Heat exchangers — basic methods, in Heat Exchangers:
Thermal-Hydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E., and
Mayinger, F., Eds., Hemisphere, Washington, DC, 1981, 429–459.
4. Kakaç, S., Shah, R. K., and Aung, W., Eds., Handbook of SinglePhase Convective
Heat Transfer, John Wiley & Sons, New York, 1987, ch. 4 and 8.
5. Kern, D. Q., Process Heat Transfer, McGraw-Hill, New York, 1950.
6. Moran, J. M. and Shapiro, N. H., Fundamentals of Engineering Thermodynamics,
3rd ed., John Wiley & Sons, New York, 1995.
7. Zukauskas, A., Convective heat transfer in cross flow, in Handbook of Convective
Heat Transfer, Kakaç, S., Shah, R. K., and Aung, W., Eds., John Wiley & Sons,
New York, 1987, ch. 6.
8. Zukauskas, A. and Uliniskas, R., Banks of plane and finned tubes, in Heat
Exchanger Design Handbook, Vol. 2, Schlünder, E. U., Ed., Hemisphere,
Washington, DC, 1983, 2.5.3.1.
9. Gaddis, E. S. and Gnielinski, V., Pressure drop in cross flow across tube bundles,
Int. J. Eng., 25(1), 1, 1985.
10. Shah, R. K. and Joshi, S. D., Convective heat transfer in curved ducts, in Handbook
of Convective Heat Transfer, Kakaç, S., Shah, R. K., and Aung, W., Eds., John Wiley
& Sons, New York, 1987, ch. 5 and 10.
11. Srinivasan, P. S., Nandapurkar, S. S., and Holland, F. A., Friction for coils. Trans.
Inst. Chem. Eng., 48, T156, 1970.
12. Manlapaz, R. L. and Churchill, S. W., Fully developed laminar flow in a helically
coiled tube of finite pitch, Chem. Eng. Commun., 7, 557, 1980.
13. Kubair, V. and Kuloor, N. R., Non-isothermal pressure drop data for liquid flow
in helical coils, Indian J. Technol., 3, 5, 1965.
14. Kubair, V. and Kuloor, N. R., Flow of Newtonian fluids in Archimedean spiral
tube coils, Indian J. Technol., 4, 3, 1966.
15. Kubair, V. and Kuloor, N. R., Non-isothermal pressure drop data for spiral tube
coils, Indian J. Technol., 3, 382, 1965.
16. Kubair, V. and Kuloor, N.R., Heat transfer for Newtonian fluids in coiled pipes
in laminar flow, Int. J. Heat Transfer, 9, 63, 1966.
17. Ito, H., Friction factors for turbulent flow in curved pipes, J. Basic Eng., 81, 123,
1959.
18. Boyce, B. E., Collier, J. G., and Levy, J., Eds., Hole-up and pressure drop measurements in the two-phase flow of air-water mixtures in helical coils, in Co-current
Gas Liquid Flow, Plenum Press, UK, 1969, 203.
156
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
19. Rogers, G. F. C. and Mayhew, Y. R., Heat transfer and pressure loss in helically
coiled tubes with turbulent flow, Int. J. Heat Mass Transfer, 7, 1207, 1964.
20. Ito, H., Pressure losses in smooth bends, J. Basic Eng., 82, 131, 1960.
21. Idelchik, I. E., Handbook of Hydraulic Resistance, 2nd ed., Hemisphere, Washington,
DC, 1986.
22. Powle, U. S., Energy losses in smooth bends, Mech. Eng. Bull. (India), 12(4), 104,
1981.
23. Perry, R. N. and Chilton, C. H., Chemical Engineers’ Handbook, 5th ed., McGrawHill, New York, 1973.
24. Hooper, W. B., The two-K method predicts head losses in pipe fittings, Chem.
Eng., 24, 96–100, 1981.
25. Kakaç, S., Ed., Boilers, Evaporators and Condensers, John Wiley & Sons, New York,
1991.
26. Kays, W. M. and London, A. L., Compact Heat Exchangers, McGraw-Hill, New
York, 1984.
5
Micro/Nano Heat Transfer
5.1 PART A—Heat Transfer for Gaseous and
Liquid Flow in Microchannels
5.1.1 introduction of Heat Transfer in Microchannels
With the development of miniaturized manufacturing, microdevices are
successfully employed in a variety of fields such as aerospace, biomedical,
and electronic industries. Since 1980s, a large number of microdevices such
as microbiochips, micropumps, micromotors, microfuel cells, microheat
exchangers are used widely. Generally, all devices with dimensions between
1 µm and 1 mm are called microdevices, and these microdevices can be
divided into three main categories1:
• MEMS: Microelectromechanical systems (air bag acceleration sensors, HD reader, etc.)
• MOEMS: Microoptoelectromechanical systems (microendoscope, etc.)
• MFD: Microflow devices (microheat exchangers, micropumps, etc.)
Because of the miniaturization trend, especially in electronics, problems
associated with overheating of the electronic circuits have emerged. These
problems increased the demand for a space efficient and high performance
heat dissipation devices. To provide a solution for high flux cooling problem,
the use of convective heat transfer in microchannels is believed to be the
most suitable way. However, if the flow is considered to be in microchannels,
it may not be valid to use conventional techniques for heat transfer and flow
characteristics. Thus, many experimental and analytical researches have
been performed to understand the heat transfer and fluid flow at microscale
for the development and the design of microdevices. However, there are no
generalized solutions for the determination of heat transfer and flow characteristics in designing microdevices. On the other hand, the predictions
of the friction coefficient and convective heat transfer in microchannels are
important in the application of electronics where such channel form microheat exchangers.
157
158
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
In numerous fields of medicine, microheat exchangers are used particularly in minimally invasive therapy. Furthermore, based on new fabrication
technologies, new micromedical instruments are feasible in a variety of
usage.2,3
The convective heat transfer in liquid and gaseous flows should be considered separately. Experimental and theoretical results for liquid flows cannot
be considered or modified for gaseous flows in microchannels because of
the reason that the flow regime boundaries are significantly different as well
as flow and heat transfer characteristics. The results of the gaseous flows in
macrochannels are not applicable for flow in microchannels.4
This section aims to provide a better understanding of heat transfer and
fluid flow for gases in microchannels based on several experimental, analytical, and numerical results of many researches.
5.1.2 Fundamentals of gaseous Flow in Microchannels
Recent studies proved that heat transfer and fluid flow in microchannels
cannot be explained by the conventional transport theory. The conventional
transport theory is based on continuum assumption. Under the continuum
assumption, matter is continuous and indefinitely divisible. The continuum assumption is often not valid for microstructures since the interaction
between molecules and solid surface becomes important.5
Although, classical studies may help to understand the fluid flow in
microstructures, there are several properties that make microfluidics
a unique phenomenon. Surface to volume ratio in microstructures are
greater than it is for macrostructures; so surface effects become dominant.
This effects an important pressure drop and greater mass flow rate than
that is predicted with the continuum theory. The velocity in microchannels
is not very high due to large pressure drops. Because of small dimensions,
Reynolds number becomes smaller. Moreover, the transition from laminar
to turbulent flow occurs earlier; viscous effects and friction factors may
also be higher than that is predicted by conventional theory. All these discrepancies affect both the fluid flow and the convective heat transfer in
microchannels.5
For gas flow in microchannels, surface effects become more important.
There is a fluid slip along the channel wall with a finite tangential velocity in
rarefied gas flow. Therefore, fluid velocity cannot be considered equal to the
relevant wall values as it is in macrochannels. Furthermore, there is also a
temperature jump between the wall and fluid so the temperature of the fluid
cannot be taken to be equal to the wall values.6
5.1.2.1 Knudsen number
When the gas is at very low pressure, the interaction between gas molecules and the wall becomes as frequent as intermolecular collisions so the
159
Micro/Nano Heat Transfer
boundaries and the molecular structure become more effective on flow. This
type of flow is known as rarefied flow, and these effects are called rarefaction effects. The Knudsen number, which is the ratio of the mean free path
to the characteristic length, is used to represent rarefaction effects, and the
Knudsen number is defined as4
Kn =
λ
L
(5.1)
where L is a characteristic flow dimension such as hydraulic diameter and
λ is mean free molecular path, which corresponds to the distance traveled
by the molecules between collision. Knudsen number is a well-established
criterion to indicate whether fluid flow problem can be solved by the continuum approach.
The local value of Knudsen determines the degree of rarefaction and the
degree of deviation from continuum model. Therefore, the physics of flow
depends on the magnitude of Knudsen number. Flow regimes are separated
according to Knudsen number as shown in Table 5.1.5
In continuum flow regime (Kn ≤ 0.001) for gaseous flow in microchannels,
continuum assumption which is widely used for macroscopic heat transfer
problems becomes valid. In the slip flow regime (0.001 < Kn ≤ 0.1), continuum model is applicable except in the layer next to the wall, which can be
identified as Knudsen layer. For the Knudsen layer, slip boundary conditions
should be considered. If the flow is in the transition regime (0.1 < Kn ≤ 10)
and continues into free molecular flow regime, molecular approach should
be used. In other words, Boltzmann equation should be considered for
atomic-level studies of gaseous flow in transition regime.8
The definition of the Reynolds number and the Mach number, which
are Re = ρU∞L/μ and Ma = U∞/Ua, where U∞ is free stream velocity and
U a = kRT is the speed of sound in the gas. Here, kr is the ratio of specific
heats of the gas and R is the gas constant. According to the kinetic theory,
TABLe 5.1
Flow Regimes Based on the Knudsen Number7
Regime
Continuum
Slip flow
Transition
Free molecule
Kn Range
Method of Calculation
Navier-Stokes and energy equations with no-slip/
no-jump boundary conditions
Navier-Stokes and energy equations with slip/jump
boundary conditions, DSMC
BTE, DSMC
BTE, DSMC
Kn ≤ 0.001
0.001 < Kn ≤ 0.1
0.1 < Kn ≤ 10
Kn > 10
Source: From Gad-El-Hak, M., J. Fluids Eng., 121, 5–33, 1999. With permission.
DSMC = direct simulation Monte Carlo, BTE = Boltzmann transport equations.
160
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
viscosity can be expressed as a function of mean free path ( µ = ρλ 2RT π ) .
Knudsen number can also be expressed as9
Kn =
Ma
Re
πk r
2
(5.2)
Mach number is a measure of fluid compressibility. Conventionally, the
flow can be assumed incompressible if Ma < 0.3. However, in microdevices,
density changes can be significant; therefore, the compressibility must be
taken into account.
5.1.2.2 Velocity Slip
As the characteristic length of microchannels approaches to the mean free path,
the gas flow becomes rarefied. Therefore, the interactions between fluid and
the wall become more significant than the intermolecular collisions. When gas
molecules impinge on the wall, gas molecules will be reflected after collision
and the molecules leave some of their momentum and create shear stress on
the wall. If specular reflection becomes, the tangential momentum remains
same whereas the normal momentum will be reserved. If diffuse reflection
becomes, the tangential momentum vanishes. By neglecting thermal creep, the
tangential momentum balance at the wall gives the first-order slip velocity as9,10
us =
2 − Fm du
λ
dy w
Fm
(5.3)
where Fm is the tangential momentum accommodation coefficient and λ is
mean free molecular path, which corresponds to the distance traveled by the
molecules between collision. Molecules will be reflected specularly if they
collide to an ideal smooth surface. Therefore, the tangential momentum of
the molecules will be conserved and no shear stress will be created in the
wall and thus Fm = 0. If diffusive reflection occurs which means that tangential momentum will be lost at the wall, Fm will equal to 1. For real surfaces,
molecules reflect from the wall both diffusively and specularly. According
to experiments, there is a ratio between diffusive and specular reflection
(diffusive/specular) between the range of 0.2–0.8.6
5.1.2.3 Temperature Jump
As mentioned before, there is a finite difference between the fluid temperature at the wall and the wall temperature, and it is called temperature jump.
A temperature jump coefficient is proposed to be6
161
Micro/Nano Heat Transfer
∂T
Ts − Tw = c jump
∂y w
(5.4)
The thermal accommodation coefficient is defined as FT = Qi − Qr /Qi − Qw ,
where Qi is the impinging stream energy, Qr is the energy carried by the
reflected molecules, and Qw is the energy of the molecules leaving the surface
at the wall temperature.6
For a perfect gas, the temperature jump coefficient can be obtained as6
c jump =
2 − FT 2 k λ
FT ( k + 1) Pr
(5.5)
Then the temperature jump can be expressed as in the form of6
Ts − Tw =
2 − FT 2 k λ ∂T
FT ( k + 1) Pr ∂y w
(5.6)
For slip flow, the fully developed velocity profile can be obtained from the
momentum equations for laminar flow with constant thermophysical properties in a parallel-plate channel and a circular duct, respectively, as
y2
1 − + 4 Kn
3
d
u = um
2
1 + 8 Kn
(5.7)
and
r 2
1 − + 4 Kn
R
u = 2 um
1 + 8 Kn
(5.8)
In the slip flow model, governing equations for fluid flow and heat transfer
used are still continuum equations, but the boundary conditions are modified as given by Equations 5.3 and 5.6.
5.1.2.4 Brinkman number
The friction between the layers of the fluid results in viscous heat generation.
Although viscous heat generation can be neglected for continuum flow, it is an
important factor for fluid flow in microchannels because of the large surface
162
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
area to volume ratio. Brinkman number is a dimensionless parameter, which
represents the importance of heat generated by viscous dissipation. The
definition of Brinkman number varies with the boundary condition at the
wall. When constant wall temperature boundary condition is considered,
Brinkman number is given by Equation 5.9a. In addition, if constant wall
heat flux boundary condition is considered, Brinkman number is defined as
in the form of Equation 5.9b.
Br =
µum2
k (Tw − Ti )
(5.9a)
µum2
qw d
(5.9b)
Br =
where Tw − Ti is the wall-fluid temperature difference at a particular axial
location. It measures the relative importance at viscous heating to heat conduction in the fluid along the microchannel. For heating the fluid, the value
at Brinkman number is positive, and for cooling, the value is negative. For
cooling the gas, the heat transfer coefficient increases.
The effects of Brinkman and Knudsen number on heat transfer are also
illustrated in Table 5.2. It can be clearly seen that Nusselt numbers decreases
with increasing Knudsen number for both Brinkman numbers. This situation can be explained with the increasing temperature jump.
Example 5.1
Air flows at a mean temperature of 40°C through a heated micropipe
with diameter of 0.24 mm Knudsen and Brinkman numbers are 0.06 and
0.01, respectively. Calculate the fully developed heat transfer coefficient
TABLe 5.2
Nusselt Numbers for Developed Laminar Flow
Tw = Constant
qw = Constant
Kn
Br = 0.00
Br = 0.01
Br = 0.00
Br = 0.01
Br = −0.01
0.00
0.02
0.04
0.06
0.08
0.10
3.6566
3.4163
3.1706
2.9377
2.7244
2.5323
9.5985
7.4270
6.0313
5.0651
4.3594
3.8227
4.3649
4.1088
3.8036
3.4992
3.2163
2.9616
4.1825
4.0022
3.7398
3.4498
3.1912
2.944
4.564
4.2212
3.8695
3.5395
3.2419
2.9784
Source: From Çetin, B., Yuncu, H., and Kakaç, S., International Journal of Transport Phenomena,
8, 297–315, 2007. With permission.
qw = constant, Tw = constant, Pr = 0.7.
163
Micro/Nano Heat Transfer
of air for constant wall temperature and constant wall heat flux boundary
conditions. Reynolds number is calculated to be 600. At 40°C, k equals to
0.067 W/m × K, μ equals to 1.912 × 10 –5 N × s/m2, and Pr equals to 0.719.
Solution
Properties of air, from Appendix B (Table B.1), are
ρ = 1.1267 kg m 3
µ = 1.91 × 10−5 kg ( m ⋅ s )
c p = 1.009 kJ ( kg ⋅ K )
c v = 0.7185 kJ ( kg ⋅ K )
k = 0.0271 W ( m ⋅ K )
Pr = 0.711
From Table 5.2, for given Kn and Br values, Nusselt number for the
constant heat flux condition can be obtained as
Nu = 3.4598
So the heat transfer coefficient for the constant heat flux condition is
h=
Nu × k 3.4598 × 0.0271
=
= 390.66 W m 2 K
0.24 × 10−3
d
From Table 5.2, for given Kn and Br values, Nusselt number for the
constant wall temperature condition can be obtained as
Nu = 5.0651
So the heat transfer coefficient for the constant wall temperature condition is
h=
Nu × k 5.0651 × 0.0271
=
= 571.93 W m 2 K
0.24 × 10−3
d
5.1.3 engineering Applications for gas Flow
As the use of microchannels becomes a suitable solution for high flux
cooling problem, the fabrication and design technology of microchannels
164
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
have improved. Microchannels are designed and manufactured in a variety
of geometries according to requirements of the systems. The geometry of
the channels is highly dependent on the fabrication technology. In literature,
there are four main geometries for microchannels which are rectangular,
trapezoidal, hexagonal, and circular channels (see Figure 5.1).
The flow in microchannels can be induced in two different ways. One
way is to apply an external pressure gradient to microchannel, and the other
way is to apply an external electric field. When pressure gradient is applied,
generally the velocity profile varies across the entire cross-section area of the
channel. On the other hand, if an electric field is used to induce the flow, the
velocity profile is generally uniform across the entire cross section.1
First, brief fundamentals of single phase gaseous flow and heat transfer in
microchannels is introduced, and then experimental and analytical results
are analyzed to predict Nusselt numbers and friction factors, which are
essential for design of microheat exchangers.
Microchannel heat exchangers have several advantages over conventional
heat exchangers such as8
• Compact size
• High surface area density
• Enhanced heat transfer coefficients
Microchannel heat exchangers are made using materials such as silicon, aluminum, stainless steel, glass, and ceramics. Fabrication material is selected dependently with the temperature and pressure range of
operation. Microchannel heat exchangers are mostly used as recuperators
in microreactors, microchannel fuel cells, and microminiature refrigerators.
Recently, they are used in the cooling of cells. Microchannel heat exchangers
are also used in medicine, electronics, avionics, metrology, robotics, telecommunication, and automotive industries to enhance heat transfer for heating
and cooling.
c
b
b
a
a
b
a
Figure 5.1
Rectangular, trapezoidal, hexagonal, and circular microchannel geometries.
D
165
Micro/Nano Heat Transfer
5.1.3.1 Heat Transfer in gas Flow
For the engineering applications and to design microheat exchangers, the
prediction of the heat transfer coefficient and the friction factor are important. Beginning from early 1980s, several researches have been conducted.
Wu and Little12 tested the heat transfer characteristics of gases flowing in
the trapezoidal silicon/glass microchannels of widths 130 to 300 µm and
depths of 30–60 µm. The tests involved both laminar and turbulent flow
regimes. The authors found that average Nusselt numbers are higher than
those predicted by the conventional correlations for fully developed laminar
flows and for fully developed turbulent flows. Their also indicated that transition from laminar to turbulent flow occurs at Reynolds numbers of 400–900
depending on the various test configurations. Therefore, it is reported that
the heat transfer is improved because of early transition in flow regime. As
a result of their research, a Nusselt number correlation was proposed for
trapezoidal microchannels as in the form of
Nu = 0.00222 Pr 0.4Re 1.08
for Re > 3000
(5.10)
Choi et al.13 presented experimental data on the Nusselt numbers for
both turbulent and laminar regimes. They studied for Reynolds numbers
between the range of 50 and 20,000. Nitrogen gas is used as the working fluid
in the experiments. In this study, microtubes with diameters ranging from
3 to 81 µm and all experiments were fully developed for both hydraulically
and thermally. They found that their experimental results differ from the
conventional theory. Although, in conventional theory, heat transfer coefficients are independent from Reynolds number for fully established laminar
flow, in this study, it is reported that heat transfer coefficients are dependent
on Reynolds number in laminar flow. Moreover, for turbulent flow in
microtubes, heat transfer coefficients were measured to be larger than those
predicted by conventional correlations. The authors proposed two new correlations for the average Nusselt number in laminar and turbulent regimes.
Nu = 0.000972 Re 1.17 Pr 1 3
Nu = 3.82 × 10−6 Re 1.96 Pr 1 3
for Re < 2000
for 2500 < Re < 20, 000
(5.11)
(5.12)
In this study, it is also reported that the ratio of micro- to macroturbulent
Nusselt numbers were obtained as a function of Reynolds number; Numicro/
Numacro = 0.000166Re1.16. However, those correlations proposed by Choi et al.13
are not in agreement with the correlation proposed by Wu and Little.12
Yu et al.14 investigated the heat transfer in microtubes with diameters 19,
52, and 102 µm. They used dry nitrogen gas as the operating fluid in the
166
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
experiments, and they also used water as a working fluid. They studied gaseous flow in microtubes for Reynolds numbers between the range of 6,000
and 20,000, and for Prandtl numbers between the range of 0.7 and 5. It is
reported that the heat transfer coefficient was enhanced in turbulent flow
regime. They also investigated the turbulent flow interacting with the wall.
As a result, they proposed a correlation for Nusselt number in microtubes as
in following form:
Nu = 0.007 Re 1.2 Pr 0.2
for 6000 < Re < 20, 000
(5.13)
Peng and Peterson15 studied the effect of dimensions of the microchannel
geometry on heat transfer for laminar and turbulent regimes, and it is
reported that Nusselt number depends on Reynolds number, Prandtl
number, and the microchannel aspect ratio. The authors determined that
geometric configuration of the microchannel is a critical parameter for heat
transfer phenomena. They also proposed two correlations for laminar and
turbulent regime.
Nu = 0.1165 ( Dh Wc )
Nu = 0.072 ( Dh Wc )
1.15
0.81
( H W )0.79 Re 0.62 Pr 1 3
(1 − 2.421( z − 0.5) ) Re
2
0.8
for Re < 2200
(5.14)
Pr 1 3 for Re > 2200 (5.15)
where H and W are the height and width of the microchannels, respectively,
and Wc is the center-to-center distance of microchannels. z = min(H,W)/
max(H,W), for z = 0.5 value, turbulent convective heat transfer is maximum
regardless of H/W or W/H.
Ameel et al.16 studied hydrodynamically fully developed laminar gaseous
flow in microtubes analytically. They solved the problem under constant heat
flux boundary condition. They used two approximations in order to simplify
the problem. First, temperature jump boundary condition was not taken into
account directly. Second, the effect of momentum and thermal accommodation coefficients were assumed to be unity. The flow was considered to
be incompressible with constant physical properties, two dimensional and
steady state. In addition, viscous effects were neglected. They developed a
relation for Nusselt number by considering previous work of Baron et al.17
Nu =
48 ( 2β − 1)
2
2
24 γ β − 1 2β − 1
( 24β − 16β + 3) 1 + 24β2 −(16β +)(3 γ + )1 Pr
)( )
(
(5.16)
2
In Equation 5.16, β is defined as β = 1 + 4Kn. They determined that Nusselt
number decreases with increasing Knudsen number. It can be said that
167
Micro/Nano Heat Transfer
rarefaction effects decrease the Nusselt number. Moreover, they developed a
relation between Knudsen number and the entrance length as
xe∗ = 0.0828 + 0.14 Kn0.69
(5.17)
It is also reported that with the increasing rarefaction effects thermal length
increases too. For Kn = 0, Equation 5.16 reduces to Nu = 4.364, which is the
Nusselt number under fully developed conditions.
Example 5.2
Using the Nu number expression given by Equation 5.16, repeat the
example 5.1 for air in engineering applications with Pr equals to 0.7, the
ratio between cp and cv equals to 1.4 and constant heat flux boundary
conditions when Kn equals to 0.02 and 0.6.
Solution
The Nusselt correlation for constant heat flux condition is
Nu =
48 ( 2β − 1)
( 24β2 − 16β + 3) 1 +
2
2
24 γ (β − 1) ( 2β − 1)
( 24β2 − 16β + 3) ( γ + 1) Pr
For Kn = 0.02 ,
β = 1 + ( 4 × Kn) = 1 + ( 4 × 0.02 ) = 1.08
48 × ( 2 × 1.08 − 1)
2
24 × 1.4 × (1.08 − 1) × ( 2 × 1.08 − 1)
( 24 × 1.082 − 16 × 1.08 + 3) × 1 +
2
( 24 × 1.08 − 16 × 1.08 + 3) × (1.4 + 1) × 0.7
2
Nu =
= 4.0707
So, the heat transfer coefficient for the constant heat flux condition is
h=
Nu × k 3.4598 × 0.0271
=
= 390.66 W m 2 K
0.24 × 10−3
d
For Kn = 0.06,
β = 1 + ( 4 × Kn) = 1 + ( 4 × 0.06) = 1.24
168
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Nu =
48 × (2 × 1.24 − 1)2
24 × 1.4 × (1.24 − 1) × (2 × 1.24 − 1)2
(24 × 1.242 − 16 × 1.24 + 3) × 1 +
(24 × 1.242 − 16 × 1.24 + 3) × (1.4 + 1) × 0.7
= 3.4386
So, the heat transfer coefficient for the constant heat flux condition is
h=
Nu × k 3.4386 × 0.0271
=
= 388.28 W m 2 K
0.24 × 10−3
d
Yu and Ameel18 used the same integral transform technique with
Bayazitoglu et al.4 and obtained the Nusselt number for rectangular
microchannels. In their solution, they used uniform temperature boundary condition. They also included slip flow effects but viscous effects were
neglected. It is reported that Knudsen number, Prandtl number, aspect
ratio, and temperature jump may cause the Nusselt number to deviate
from conventional value. By integrating the studies of Bayazitoglu et al.4
and Yu and Ameel,18 the results for fully developed Nusselt number
under uniform heat flux or uniform temperature boundary conditions
were given for different geometries in Table 5.3. In the calculations, to
constitute the Table 5.3, viscous effects were neglected (Br = 0).
Renksizbulut et al.19 studied rarefied gas flow and heat transfer in the
entrance region of rectangular microchannels. They made investigations
in the slip flow regime numerically. Both velocity slip and temperature
jump boundary conditions are considered in the study. It is reported
that Nusselt number decreases in the entrance region due to rarefaction
effects. For different channel aspect ratios and Kn ≤ 0.1, they worked
in the range of 0.1 ≤ Re ≤ 1,000 with Pr = 1. Under these conditions,
TABLe 5.3
Nusselt Number for Different Geometries Subject to Slip-Flow6
Kn = 0.00
Br = 0.0
Aspect Ratio
γ = a/b
Cylindrical
Kn = 0.08
Kn = 0.12
Nuq
NuT
Nuq
NuT
Nuq
NuT
Nuq
γ=1
γ = 0.84
γ = 0.75
3.67
2.98
3.00
3.05
4.36
3.10
3.09
3.08
3.18
2.71
2.73
2.77
3.75
2.85
2.82
2.81
2.73
2.44
2.46
2.49
3.16
2.53
2.48
2.44
2.37
2.17
2.19
2.22
2.68
2.24
2.17
2.12
γ = 0.5
γ = 0.25
γ = 0.125
3.39
4.44
5.59
3.03
2.93
2.85
2.92
3.55
4.30
2.71
2.42
1.92
2.55
2.89
3.47
2.26
1.81
1.25
2.24
2.44
2.80
2.18
1.68
1.12
7.54
8.23
6.26
6.82
5.29
5.72
4.56
4.89
Cylindrical
Rectangular
Kn = 0.04
NuT
Source: From Kakac S. et al., Microscale Heat Transfer- Fundamentals and Applications,
Kluwer Academic Publishers, The Netherlands, 125–148, 2005.
169
Micro/Nano Heat Transfer
they also modified a correlation of earlier study of Renksizbulut et al.20
for trapezoidal and rectangular microchannels under fully developed
conditions.
( Nu) fd = 2.87 90°
θ
−0.26
0.21
90°
+ 4.8exp −3.9 γ
G G
θ 2 3
(5.18a)
G2 = 1 + 0.075 (1 + γ ) exp ( −0.45Re )
(5.18b)
G3 = 1 − 1.75 Kn0.64 (1 − 0.72 tanh ( 2 γ ))
(5.18c)
where θ is the side angle and γ is defined as the aspect ratio of the short
side to the long side of the channel. For fully developed flows, an expression for the friction coefficient is also obtained:
0.23
90°
90°
f Re = 13.9
+ 10.4 exp −3.25 γ
θ
θ
(5.19)
where f is the Fanning friction factor defined as in Equation 4.3.
Table 5.3 shows the fully developed Nusselt number values for rectangular and circular channels for various values of Knudson number
under two boundary conditions.
5.1.3.2 Friction Factor
As it was discussed in Chapter 4, the product of the Reynolds number and
the friction factor should be constant for laminar flow and is depended on
Poiseuille number as
Po = 4 f Re
(5.20a)
and for laminar flow in circular tubes
f Re = 16
(5.20b)
where f is the Fanning friction factor defined as Equation 4.3.
Poiseuille number can be alternately defined with Darcy coefficient
Po = λ D Re
(5.21)
where Re is Reynolds number defined as
Re =
umDh
ν
ν is the kinematic viscosity of the fluid.
(5.22)
170
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Friction factors and Nusselt numbers for fully developed laminar flow for
different duct geometries are given in Tables 3.8 and 5.4. Where the frictional
pressure drop is obtained as
∆p =
4 f Lρ um2
2 Dh
(5.23)
Various experimental investigations reported in microchannels for the
variation of f Re for different Reynolds numbers exhibit increasing and
decreasing trends, both in laminar and turbulent flow regimes.
Since the early 1980s, calculation of the friction factor for fluid flow in
microchannels has captivated great interest. The first work on this subject
was presented by Wu and Little12 who investigated frictional losses for gas
flow in glass and silicon trapezoidal microchannels with hydraulic diameters equal to 55.81, 55.92, and 72.38 µm. Nitrogen, hydrogen, and argon gases
were used as working fluids. They found the friction factor to be 10–30%
larger than those predicted by Moody’s chart. This situation is a result of
great relative roughness and asymmetric distribution of the surface roughness on the microchannel walls. Flow transition occurred at Re = 400. They
proposed correlations for various Reynolds numbers and flow regimes to
calculate friction factors.
f = ( 110 ± 8 ) Re −1 for Re ≤ 900
f = 0.165 ( 3.48 − logRe )
2.4
(5.24a)
+ ( 0.081 ± 0.007 ) for 900 < Re < 3000
(5.24b)
f = ( 0.195 ± 0.017 ) Re −0.11 for 3000 < Re < 15, 000
(5.24c)
TABLe 5.4
Nusselt Number for Ellipse Subject to Slip-Flow6
Duct Shape
b
a
Ellipse
Major/Minor
Axis a/b
NuH
NuT
Po
1
2
4
8
16
4.36
4.56
4.88
5.09
5.18
3.66
3.74
3.79
3.72
3.65
64
67.28
72.96
76.60
78.16
Source: From Kakac S. et al., Microscale Heat Transfer- Fundamentals and Applications,
Kluwer Academic Publishers, The Netherlands, 125–148, 2005.
Nu = hDh/k; Re = ρumDh/μ; NuH = Nusselt number under a constant heat flux boundary
condition, constant axial heat flux, and circumferential temperature; NuT = Nusselt
number under a constant wall temperature boundary condition.
171
Micro/Nano Heat Transfer
The pressure drop can be calculated from Equation 5.23. Acosta et al.21
studied friction factors for rectangular microchannels with a hydraulic diameter ranging between 368.9 and 990.4 µm. The rectangular channels used in
the investigations have very small aspect ratios (0.019 < γ < 0.05). All channels
with different aspect ratios showed similar friction factor values. Therefore, it
is reported that those behavior is consistent with the conventional asymptotic
behavior of Poiseuille number (f Re) for channels with small aspect ratios.
Pfhaler et al.22–24 investigated the friction factor in microchannels for liquids
and gases. They conducted their researches on very small microchannels
(1.6–3.4 µm hydraulic diameters) and on rectangular channels, 100 µm wide
and 0.5–50 µm deep with Reynolds numbers varying between 50 and 300.
They found that the friction factor is lower than the conventional theory
would predict. Their friction factor results were opposite to the results of Wu
and Little.12 In this study, it is also reported that the viscosity becomes size
dependent at microscales. Therefore, it can be concluded that small friction
value for fluids is due to the reduction of viscosity with decreasing size and
rarefaction effects.
Choi et al.13 investigated the friction factor in silica microtubes with diameters of 3, 7, 10, 53, and 81 µm. Nitrogen gas was used as the operating fluid.
The experiments were conducted for Reynolds numbers between the range
of 30 and 20,000. It is reported that no variation was observed in friction
factor with the wall roughness. They found that the Poiseuille number is
lower than the conventional value. They proposed the following correlations
for different Reynolds numbers:
f=
64
ν
1 + 30
dCa
Re
−1
for Re < 2300, Ca = 30 ± 7
f = 0.14Re −0.192 for 4000 < Re < 18, 000
(5.25a)
(5.25b)
The pressure drop can be calculated from Equation 5.23.
Arklic et al.25 investigated the flow in rectangular silicon microchannel
with a hydraulic diameter of 2.6 µm. Helium and nitrogen gases were used
as working fluids. They reported that lower friction factors were obtained in
microchannels compared to conventional results for macrochannels. They
modeled the relationship between mass flow rate and pressure by including
a slip flow boundary condition at the wall.
Pong et al.26 measured the pressure along the 4.5 mm length of rectangular
microchannels 5–40 µm wide and 1.2 µm deep for flows of helium and nitrogen. They found that pressure distribution in the channel was nonlinear.
They concluded that this fact is a result of rarefaction and compressibility
effects. Liu et al.27 studied on pressure drop along the rectangular microchannels, and helium was used as the testing fluid. They used same procedure of the Pong et al.26 It was reported that the pressure drop was smaller
172
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
than the conventional values. These findings were completed by Shih et al.28
They used nitrogen and helium as the working fluids. It is concluded that
when inlet pressures lower than 0.25 MPa, the pressure drop can be predicted by slip flow model.
Yu et al.14 experimentally studied on silica microtubes with diameters of
19.52 and 102 µm. They investigated both gas and liquid flow in their research.
Nitrogen was used as the working fluid for gaseous flow. They made observations in the range of Reynolds numbers 250 and 20,000. They concluded
that friction factors were lower than conventional macroscale predictions.
They also investigated how the roughness of tubes affects flow. With this
study, they proposed the following correlations to calculate friction factor
defined as Equation 5.23 for laminar and transition flow regimes.
f = 50.13 Re for Re < 2000
(5.26a)
f = 0.302 Re 0.25 for 2000 < Re < 6000
(5.26b)
Harley et al.29 investigated the flow experimentally in trapezoidal silicon
microchannels with 100 µm in width and 0.5–20 µm in depth. Nitrogen,
helium, and argon gases were used as testing fluids. The hydraulic diameters
of the microchannels were in the range between 1.01 and 35.91 µm and the
aspect ratios between the range of 0.0053 and 0.161. Compressibility and rarefaction effects on Poiseuille number were investigated. It is concluded that
friction factors were lower than predicted according to conventional theory.
They also explained all these observation by isothermal, fully developed,
first-order slip model.
Araki et al.30 investigated the flow characteristics of nitrogen and helium
along three different trapezoidal microchannel geometries with hydraulic
diameter differing from 3 and 10 µm. It is reported that the investigated friction factors were lower than that predicted by the conventional theory. It is
explained that this situation was a result of rarefaction effects.
Li et al.31 studied on friction factor for the flow in five different microtubes with diameters from 80 to 166.6 µm. They used nitrogen gas as the
testing fluid. They found a nonlinear distribution of the pressure along
microtubes when Mach number exceeded 0.3. However, their results
showed that the friction factors were higher than those predicted by the
conventional theory.
Yang et al.32 investigated the air flow in circular microtubes with diameters ranging between 173 and 4,010 µm and lengths ranging from 15 to 1 mm.
Although the laminar regime friction factors were in a good agreement with
conventional theory, the turbulent friction factors were lower than those
predicted by conventional correlation for macrotubes.
Lalonde et al.33 studied experimentally on the friction factor for flow in
microtube with a diameter of 52.8 µm. Air was used as the testing fluid.
Micro/Nano Heat Transfer
173
It is reported that the friction factors obtained from the experiments indicated a good agreement with the predictions of conventional theory. Turner
et al.34 investigated compressible gas flow in rough and smooth rectangular microchannels experimentally. Nitrogen, helium, and air were used as
testing fluids for microchannels with hydraulic diameter ranging between 4
and 100 µm. They investigated just the laminar flow regime for the Reynolds
numbers between the ranges of 0.02 to 1,000. Similarly to Lalonde et al., they
reported that the friction factors obtained in the experiments were in agreement with the conventional theory.
Hsieh et al.35 studied the characteristics of nitrogen flow in a rectangular
microchannel with the length of 24 mm, width of 200 µm, and depth of
50 µm. They investigated the behavior of the flow between the range of
Reynolds number 2.6 and 89.4 and the range of Knudsen number from 0.001
to 0.02. It is reported that friction factors were lower than that was predicted
by the conventional theory due to compressibility and rarefaction effects.
Moreover, they proposed the following correlation for friction factor defined
as in the form of:
f = 48.44 Re 1.02 for 2.6 < Re < 89.4
(5.27)
Tang and He36 studied on friction factors in silica microtubes and square
microchannels with hydraulic diameters ranging from 50 to 210 µm. They
found that the measured friction factors were in a good agreement with
conventional predictions, but it is also concluded that in smaller microtubes
compressibility, roughness, and rarefaction effects cannot be neglected.
Celata et al.37 investigated the helium gas flow along the microtubes with
diameters between 30 and 254 µm and high L/D ratios to observe how
compressibility affects the friction factor. They found that the quantitative
behavior can be predicted by the incompressible theory and the frictional
losses at the inlet and outlet only give a minor contribution to the total pressure drop.
All the observed literature results of friction factors are summarized in
Table 5.5. It is clearly seen that there is not a general solution for the friction
factor behavior in microchannels. It can also be concluded that, at the lower
values of hydraulic diameters, there is no agreement with the conventional
theory due to rarefaction effects.
5.1.3.3 Laminar to Turbulent Transition regime
Continuum flow regime description fails when flow enters the transition
flow regime. The molecular approach is not enough to express the transition
flow regime, and the effect of Knudsen number becomes more important.
Because of the failure of continuum description, Boltzmann equation should
be used to investigate the atomic-level flows in transition regime. Boltzmann
equation can be solved by several methods such as molecular dynamics (MD)
174
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 5.5
Experimental Results on Friction Factor for Gas Flows in Microchannels
Literatures
Wu and Little
Acosta et al.21
12
Phfaler et al.22–24
Choi et al.13
Arkilic et al.25
Pong et al.26
Liu et al.27
Shih et al.28
Yu et al.18
Harley et al.29
Araki et al.30
Li et al.31
Yang et al.32
Lalonde et al.33
Turner et al.34
Hsieh et al.35
Tang and He36
Celata et al.37
Kohl et al.38
f Re
Dh (µm)
↑↑
≈
55.8–72.4
368.9–990.4
Trap.
Rect.
↓↓
↓↓
↓↓
↓↓
↓↓
↓↓
↓↓
↓↓
↓↓
↑↑
↓↓
≈
≈
↓↓
≈
≈
≈
1.6–65
3–81
2.6
1.94–2.33
2.33
2.33
19–102
1.01–35.91
3–10
128.8–179.8
173–4010
58.2
4–100
80
50–201
30–254
24.9–99.8
Rect.-Trap.
Circ.
Rect.
Rect.
Rect.
Rect.
Circ.
Rect.-Trap.
Trap.
Circ.
Circ.
Circ.
Rect.
Rect.
Rect.-Circ.
Circ.
Rect.
Cross-Section
Test Fluids
N2, H2, Ar
He
N2, He
N2
He
N2, He
N2, He
N2, He
N2
N2, He, Ar
N2, He
N2
Air
Air
Air, N2, He
N2
N2
He
Air
Source: From Morini, G.L., Int. J. Therm. Sci., 631-651, 2004; Çetin, B., Yuncu, H., and Kakaç, S.,
Int. J. Transp. Phenom., 8, 297–315, 2007.
↑↑ = f Re higher than the conventional theory; ↓↓ = f Re lower than the conventional theory; ≈ = f
Re agrees with the conventional theory.
and direct simulation Monte Carlo (DSMC). In addition, the simplified
Boltzmann equation can be solved by using Lattice Boltzmann Method
(LBM). However, the current computational methods (MD and DSMC)
cannot provide an effective solution for transition flow regime.9 Thermal
creep is an important phenomenon for transition flow regime. Therefore, it
should be considered while studying laminar to turbulent transition regime
analytically.10
Hadjiconstantinou et al.39 investigated the convective heat transfer characteristics of a model gaseous flow of two-dimensional microchannels.
They focused on monoatomic gases and used the simplest monoatomic gas
model, the hard sphere gas. They performed simulations by using DSMC.
Simulations were for 0.02 < Kn < 2. They concluded a weak dependence of
Nusselt number on Peclet number. The dependence of Nusselt number on
Peclet number was expressed as in the form of
NuTs ( Pe , Kn = 0 ) = 8.11742 ( 1 − 0.0154295Pe + 0.00173599 Pe 2 )
(5.28)
175
Micro/Nano Heat Transfer
In Equation 5.28, NuTs represents slip-flow constant wall temperature Nusselt
number.
Besides the analytical solutions, several experimental researches have been
conducted to understand the transition flow regime. Wu and Little40 experimentally studied the gaseous transition flow regime. They tested silicon and
glass microchannels. Silicon microchannels were considered to be smooth
and compared with glass microchannels which have a high value of relative
roughness. Therefore, it is concluded that the roughness of the microchannel
have an impact on the transition. It is also stated that the transition occurs at
Reynolds number ranging from 1,000 to 3,000.
Acosta et al.21 studied experimentally isothermal gas flows in rectangular
microchannels with very small aspect ratios (0.019 < γ < 0.05). Test results
indicated very similar behaviors with respect to conventional transition. It is
concluded that the transition Reynolds number is about 2,770.
Li et al.31 conducted experiments with gases to calculate the friction factors
for circular microtubes. Their results are in a good agreement with the conventional theory. They found that the transition from laminar to turbulence
in microtubes occurs at Reynolds number equal to 2,300. In a further work
of these authors,41 they concluded that the transition flow regime occurs at
Reynolds numbers between 1,700 and 2,000.
According to literature survey that is conducted about the transition flow
regime for gaseous flow in microchannels, experimental results are summarized in Table 5.6.
Microscale heat transfer has been an important issue for researchers in the
last decades. In this particular study, the gaseous flow is investigated with a
comprehensive literature survey of experimental and analytical works. The
basics of microscale heat transfer and fluid flow such as Knudsen number,
Brinkman number, temperature jump, velocity slip, and boundary conditions related to them are presented. The differences and similarities between
micro- and macrotransport phenomena are also mentioned. Variety of available experimental data on convective heat transfer in microchannels are
stated and compared with each other.
TABLe 5.6
The Experimental Data on the Laminar to Turbulent Flow Transition in
Microchannels
Literatures
Cross-Section
ε/Dh
Wu and Little40
Acosta et al.21
Choi et al.13
Li et al.31
Li et al.41
Yang et al.32
Trap.
Rect.
Circ.
Circ.
Circ.
Circ.
–
–
–
–
0.04
–
γ
0.444
0.019, 0.033, 0.05
–
–
–
–
Critical Reynolds
1,000–3,000
2,770
500–2,000
2,300
1,700–2,000
1,200–3,800
176
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The conclusion drawn for microscale gaseous flow can be summarized as
follows:
• The behavior of heat transfer in microchannels is very different
when compared with that of conventional sized situation.
• Convective heat transfer in microchannels is highly dependent on
Knudsen number, Prandtl number, Brinkman number, and size and
geometry of microchannels.
• Velocity slip and temperature jump affects heat transfer in microchannels while velocity slip increases the heat transfer, temperature
jump reduces the heat transfer by reducing the temperature gradient
at the wall. The magnitude of temperature jump is directly dependent on Prandtl number.
• Rarefaction effects have an important role especially in gaseous
flows in microchannels and the degree of rarefaction is defined by
Knudsen number. Knudsen number also determines the degree
of deviation from conventional model. As the Knudsen number
increases, a reduction in Nusselt number and heat transfer occurs.
• Viscous heat dissipation is a significant factor for microchannel
heat transfer. The viscous heat dissipation effects are defined by
Brinkman number.
• In microchannels, the Nusselt number can be correlated as a function of Br, Re, Pr, and geometric parameters of microchannels.
• According to experimental review for correlations of Nusselt number, in the laminar regime, the Nusselt number increases with the
Reynolds number.12,13 However, in a different study, it is stated that
the Nusselt number decreases with increasing Reynolds number in
laminar regime.15
• In microchannels, the friction factor can be correlated as a function
of Re and geometric parameters of microchannels.
• Experimental review for friction number can be summarized that, in
several studies, the friction factor for fully developed flow is found to
be lower than conventional value14,22–24,29,30; however, in other studies,
the friction factor is found to be lower than conventional value.12,31
• For gaseous fully developed laminar flow, friction factor decreases
with the increasing Knudsen number.25,30
• In several experimental works, it is concluded that the friction
factor depends on the material and relative roughness of
microchannel.12,14,22–24
• The critical Reynolds number for transition regime is affected
by the fluid temperature, velocity, and geometric parameters of
microchannel.
Micro/Nano Heat Transfer
177
• Axial conduction, in other words thermal creep, should be considered for transition flow regime.
• In transition flow regime, critical Reynolds numbers depend on wall
roughness in microchannels.12
• The critical Reynolds numbers decrease with the microchannel
hydraulic diameter.13,32
5.1.4 engineering Applications of Single-Phase
Liquid Flow in Microchannels
The application of the liquid flow in microchannels for cooling of electronics
and microdevices has increased steadily during the last 25 years. Because of
the theoretical and experimental investigations in recent years, interesting
observations have been obtained in liquid flow in microchannels, which is
essential for thermal design of microheat exchangers.
Convective heat transfer in liquids flowing through microchannels has
been extensively experimented to obtain the characteristics in the laminar,
transitional, and turbulent regimes. The observations, however, indicate
significant departures from the classical correlations for the conventionally
sized tubes, which have not been explained.
Experimental investigations on convective heat transfer in liquid flows in
microchannels have been in the continuum regime. Hence, the conventional
Navier-Stokes equations are applicable.
The geometric parameters of individual rectangular microchannels,
namely the hydraulic diameter and the aspect ratio, and the geometry of the
microchannel plate have significant influence on the single-phase convective
heat transfer characteristics.
In the laminar and transition regimes in microchannels, the behavior
of convective heat transfer coefficient is very different compared with the
conventionally sized situation. In the laminar regime, Nu decreases with
increasing Re, which has not been explained.
In microchannels, the flow transition point and range are functions of the
heating rate or the wall temperature conditions. The transitions are also a
direct result of the large liquid temperature rise in the microchannels, which
causes significant liquid thermophysical property variations and, hence,
significant increases in the relevant flow parameters, such as the Reynolds
number. Hence, the transition point and range are affected by the liquid temperature, velocity, and geometric parameters of the microchannel.
Some of the correlations for the prediction of the friction factor and Nusselt
number for liquid flow in microchannels are summarized in the following
sections.
The mechanism by which heat is transferred in an energy conversion
system is complex; however, three basic and distinct modes of heat transfer
have been classified: conduction, convection, and radiation.2 Convection is
178
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
the heat transfer mechanism, which occurs in a fluid by the mixing of one
portion of the fluid with another portion due to gross movements of the mass
of fluid. Although the actual process of energy transfer from one fluid particle or molecule to another is still heat conduction, the energy may be transported from one point in space to another by the displacement of the fluid
itself. Hence, heat transfer in microchannel heat sinks as seen in Figure 5.2
belongs to forced convection heat transfer with or without phase change.42
However, the flow without phase change or in other words the single phase
liquid flow will be investigated in this study.
The Nusselt number in the fully developed laminar flow is expected to be
constant as predicted by the classical theory. For basic Nusselt correlations,
the Nusselt number is considered as constant. Table 5.3 presents the Nusselt
numbers for commonly used geometries under constant heat flux and constant wall temperature boundary conditions.
The thermal and hydrodynamic entry lengths are expressed by the following form for flow in ducts:
Lt
= 0.056Re Pr
Dh
(5.29)
Lh
= 0.056Re
Dh
(5.30)
The local heat transfer in the developing region of a laminar flow in a
circular tube is given by the following equations18:
Nux = 4.363 + 8.68 ( 103 x ∗ )
x∗ =
L
−0.506
e −41x∗
x Dh
Re Pr
Microchannels
(5.31)
(5.32)
W
H
Forced
convection
Heat flux
Figure 5.2
A schematic of a typical microchannel heat sink. (From Stephan, K., Heat Transfer in Condensation
and Boiling, Springer-Verlag, Berlin, 1992. With permission.)
179
Micro/Nano Heat Transfer
where Re is Reynolds number and Pr is Prandtl number.
Re =
µC p
umDh
, Pr =
ν
k
Cp is the specific heat and k is the thermal conductivity. The correlations that
are found in open literature are given in the following section.
5.1.4.1 nusselt number and Friction Factor Correlations
for Single-Phase Liquid Flow
Most of the studies reported in the open literature indicate that conventional
correlations for liquid flow and heat transfer in ducts with various cross
sections can predict the behavior of heat transfer and friction coefficients
with acceptable accuracy. The experimental studies in microchannels are
quite complex because of channel dimensions, various measurement techniques used, and the fabrication techniques which make the experimental
results are so different from each other. The improvement in the experimental techniques indicates that for the majority of the macrochannel correlations are applicable to the studies in microchannels.
A deep literature survey has been done and generalized Nusselt number
and friction factor correlations from the literature are obtained for different cases.
Gnielinski43 developed Nusselt number and friction factor correlation for
the transition regime from laminar to turbulent:
Nu =
( f 8)( Re − 1000) Pr
12
1 + 12.7 ( f 8 ) ( Pr 2 3 − 1)
f = [ 1.82 log ( Re ) − 1.64 ]
−2
3000 < Re < 5 × 106
0.5 < Pr < 2000
(5.33)
Adams et al.2,44 modified the Gnielinski correlation, which is a generalized
correlation for the Nusselt number for turbulent flow in small diameter
tubes (0.76–1.09 mm)
NuAdams = NuGnielinski ( 1 + F )
2
d
−6 Re 1 −
F
=
7
.
6
×
10
D
0
2600 < Re < 23000
(5.34)
1.53 < Pr < 6.43
D0 = 1.1164 mm is the reference diameter
180
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
where F is an enhancement factor. D0 represents the diameter for which
Equation 5.34 predicts no enhancement of the Nusselt number over that
predicted by Equation 5.33.
Tsuzuki et al.45 found Nusselt number correlation for water and CO2 in
their experimental study. The correlation for water is in Equation 5.35 and
for CO2 is in Equation 5.36.
100 < Re < 1500
Nu = 0.253Re 0.597 Pr 0.349
2 < Pr < 11
(5.35)
1500 < Re < 15, 000
Nu = 0.207 Re 0.627 Pr 0.34
1 < Pr < 3
(5.36)
Friction factor correlation given by Blasius is presented as in Equation 5.21
from White46
f = 0.0791Re −1 4 {10 4 < Re < 105
(5.37)
Jiang et al.47 found correlations for friction factor for large relative roughness with respect to their experiments.
f=
f=
1639
Re 1.48
5.45
Re 0.55
{Re < 600
(5.38)
{600 < Re < 2800
(5.39)
Note that f is defined as in Equation 5.23.
Example 5.3
Water flows at a temperature of 30°C through a microchannel with a
hydraulic diameter of 0.04 mm and the length of the channel is 20
mm. The Reynolds number for flow is 500. By the use of correlation in
Equation 5.23, (a) calculate the friction coefficient, Poiseuille number,
and Darcy coefficient, and (b) by the use of Equation 5.23, calculate the
frictional pressure drop in bar. Kinematic viscosity of water at 30°C can
be taken as ν and equals to 0.8315 × 10−6 m2/s.
Solution
From properties of water at T = 30°C
ρ = 995.65 kg m 3
µ = 0.0007973 Pa ⋅ s
k = 0.6155 W ( m ⋅ K )
Pr = 5.43
ν = 0.8315 m 2 s
181
Micro/Nano Heat Transfer
The water velocity can be found from the given Reynolds number
Re = 500 =
500 =
Dh × um
ν
0.04 × 10−3 × um
0.8315 × 10−6
um = 10.4 m s
Since Re = 500 < 600, Jiang et al.47 correlations, Equation 5.38, can be
used to calculate the friction factor
f=
=
1639
Re 1.48
for Re < 600
1639
= 0.166
5001.48
λ Dr = 4 f = 0.664
For laminar flow, the Poiseuille number is introduced, Equation 5.20a, as
Po = f Re
= 0.166 × 500
= 83
Poiseuille number can be defined with Darcy coefficient, Equation 5.21, as
Po = λ D Re
83 = λ D × 500
λ D = 83 500
The frictional pressure drop, Equation 5.23, can be obtained as
∆p =
=
λ Dr Lρ um2
2 Dh
0.664 × 0.02 × 995.65 × 10.42
2 × 0.04 × 10−3
= 17876.46 kPa
= 178.73 bar
182
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The following correlations are also given for turbulent flow regime48:
4 × 103 < Re < 10
f c = 0.00128 + 0.1143Re −0.311
a
α ∗ =
b
f = (1.0875 − 0.1125α ∗ ) f c
(5.40)
Choi et al.49 found Nusselt number correlations (Equation 5.25) for
laminar and turbulent flow in microchannels. Yu et al.50 also found a
Nusselt number correlation is given in Equation 5.27 for turbulent flow
in microchannels.
{Re < 2000
(5.41)
{2500 < Re < 20, 000
(5.42)
Nu = 0.000972 Re 1.17 Pr 1 3
Nu = 3.82 × 10−6 Re 1.96 Pr 1 3
{6000 < Re < 20, 000
Nu = 0.007 Re 1.2 Pr 0.2
(5.43)
Bejan51 recommends the equation given by Gnielinski, Equation 5.27
over the traditional Dittus–Boelter equation, because the errors are
usually limited to about ±10%.
Nu = 0.0.12 ( Re 0.87 − 280) Pr 0.4
3 × 103 ≤ Re ≤ 106
1.5 ≤ Pr < 500
(5.44)
Park and Punch52 found a new correlation for Nusselt number with
respect to their experimental data.
Nu = 0.015Br −0.22 Re 0.62 Pr 0.33
69 < Re < 800
4.44 < Pr < 5.69
106µm < Dh < 307 µm
Br < 0.0006
(5.44)
Br represents Brinkman number, which is given by Equations 5.9a
and 5.9b.
Lee et al.53 investigated heat transfer in rectangular microchannels in
their study and found a new interval for Sieder–Tate correlation that is
given by48
Re Pr d
Nu = 1.86
L
13
µf
µ
w
0.14
{Re < 2200
(5.46)
183
Micro/Nano Heat Transfer
Wu and Little54 found a Nusselt number correlation for turbulent
liquid “Nitrogen” flow in microchannels:
Nu = 0.0022 Re 1.09 Pr 0.4
{Re > 3000
(5.47)
Wang and Peng55 found a Nusselt number correlation with respect to
their experimental study:
Nu = 0.00805Re 0.8 Pr 1 3
{Re > 1500
(5.48)
Additional correlations are given in Refs. 56 and 57, which can be further used to obtain heat transfer coefficients in the design of microchannel heat exchangers which are
Nu = 0.00805Re 4 5 Pr 1 3
(5.49)
for fully developed turbulent flow 1,000 < Re < 1,500,
Nu = 0.038Re 0.62 Pr 1 3
(5.50)
Nu = 0.072 Re 0.8 Pr 1 3
(5.51)
for laminar flow Re < 700,
and
for turbulent Re > 700.
Example 5.4
Water flows at a temperature of 30°C through a rectangular microchannel, 0.04 mm by 320 μm, used to cool a chip with 15 mm length of the
channel. The water flow rate is 21.6 × 10−6 kg/s.
1. Determine the heat transfer coefficient for the constant heat flux
and constant wall temperature boundary conditions.
2. Determine the friction factor and the pressure drop in the
channel.
Solution
From properties of water at T = 30°C
ρ = 995.65 kg m 3
µ = 0.0007973 Pa ⋅ s
c p = 4.1798 kJ kg ⋅ K
k = 0.6155 W ( m ⋅ K )
Pr = 5.43
184
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The hydraulic diameter can be calculated as
Dh =
2 × a × b 2 × 40 × 320
=
= 71.11 µm
a+b
40 + 320
and the Reynolds number can be obtained as
Re =
4×m
4 × 21.6 × 10−6
= 485
=
π × µ × Dh π × 0.0007973 × 71.11 × 10−6
To check the hydrodynamically fully developed flow condition, Lh has
to be found:
Lh = 0.056 × Re × Dh = 0.056 × 485 × 71.11 × 10−6
= 1.92 × 10−3 m
= 1.92 mm < 15 mm
so, the flow is hydrodynamic fully developed.
To check the thermal fully developed flow condition, Lt has to be found:
Lt = 0.05 × Re × Pr × Dh = 0.05 × 485 × 5.43 × 71.11 × 10−6
= 9.36 × 10−3 m
= 9.36 mm < 15 mm
so, the flow is thermal fully developed.
Choi et al.13 correlation, Equation 5.11, can be used to calculate the
average Nusselt number:
Nu = 0.000972 Re 1.17 Pr 1 3
for Re < 2000
= 0.0384 × 4851.17 × 5.431/3
= 2.37
h=
Nu∞ × k 2.37 × 0.6155
=
= 20521.77 W/m 2 ⋅ K
d
71.11 × 10−6
Jiang et al.47 correlations, Equation 5.38, can be used to calculate the
friction factor for rough surfaces:
f=
=
1639
Re 1.48
for Re < 600
1639
= 0.173
4851.48
185
Micro/Nano Heat Transfer
The pressure drop can be calculated from Equation 5.23.
∆p = f ×
L ρ × um 2
×
2
Dh
= 0.173 ×
0, 015
995.65 × 2.87
×
2
71.11 × 10−6
= 52.34 kPa
= 0.52 bar
5.1.4.2 roughness effect on Friction Factor
For microchannels, the relative roughness values are expected to be higher
than the limit of 0.05 used in the Moody diagram. Celeta et al.58 measured
the friction factor for R114 flowing in a channel 130 μm in diameter. The
Reynolds number varied from 100 to 8,000 and the relative channel surface
roughness was 2.65%. Their experimental results show that for laminar
flow, the friction factor was in good agreement with Poiseuille theory for
Re < 583; while for higher values of Re, the experimental data were higher
than Poiseuille theory; the transition from laminar to turbulent occurred
for Re in the range of 1,881–2,479. Kandlikar et al.59,60 considered the effect
of cross-sectional area reduction due to protrusive roughness elements and
suggested using the constricted flow area in calculating the friction factor.
Using a constricted diameter, Dcf = D – 2ε, a modified Moody diagram.60
In the turbulent region, it was calculated that a constant value of a friction
factor was above ε/Dcf > 0.03.
In the turbulent fully rough region, 0.03 ≤ ε/Dcf ≤ 0.05, the friction factor
can be calculated as
fDarcy , cf = λ D = 0.042
(5.52)
Fanning friction factor can be calculated from Darcy coefficient as
λ D = 4 f = 0.042
(5.53a)
0.042
4
(5.53b)
f=
f = 0.0105
(5.53c)
For relative roughness values that are higher than 0.05 is not compatible
with Equation 5.36 because of the reason that experimental data is not available beyond ε/Dcf > 0.03. Constricted friction factors can be seen in Table 5.7
for different cases.
186
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 5.7
Constricted friction factors
Flow Region
Laminar region
Fully developed
turbulent region
Fully developed
turbulent region
fcf
fcf =
Interval
0 ≤ ε Dh , cf ≤ 0.15
Po
Recf
ε Dh , cf 5.74
0.25 log 10
+ 0.9
Recf
3.7
fcf =
4
fcf = 0.0105
−2
0 ≤ ε Dh , cf ≤ 0.03
0.03 ≤ ε Dh , cf ≤ 0.05
5.2 PART B—Single-Phase Convective
Heat Transfer with Nanofluids
5.2.1 introduction of Convective Heat Transfer with nanofluids
There are several methods to improve the heat transfer efficiency. Some
methods are utilization of extended surfaces, application of vibration to the
heat transfer surfaces, and usage of microchannels. Heat transfer efficiency
can also be improved by increasing the thermal conductivity of the working
fluid. Commonly used heat transfer fluids such as water, ethylene glycol,
and engine oil have relatively low thermal conductivities, when compared
to the thermal conductivity of solids. High thermal conductivity of solids
can be used to increase the thermal conductivity of a fluid by adding small
solid particles to that fluid. These solid particles can also cause sedimentation, clogging of channels, and erosion in channel walls. These drawbacks
prevented the practical application of suspensions of solid particles in base
fluids as advanced working fluids in heat transfer applications.61,62
With the improvements in nanotechnology, the production of particles with
sizes on the order of nanometers, also called nanoparticles, can be achieved
with relative ease. Because of the suspension mechanism of nanoparticles
in a base fluid, this combination is called a nanofluid. It is even possible to
use nanofluids in microchannels.63,64 When it comes to the stability of the
suspension, it was shown that sedimentation of particles can be prevented
by utilizing proper dispersants. Therefore the effective thermal conductivity
of nanofluids is expected the enhanced heat transfer compared with conventional heat transfer liquids.
Nanofluid is envisioned to describe a fluid in which nanometer-sized particles are suspended in conventional heat transfer basic fluids. Conventional
heat transfer fluids, including oil, water, and ethylene glycol mixture, are
187
Micro/Nano Heat Transfer
poor heat transfer fluids, since the thermal conductivity of these fluids play
important role on the heat transfer coefficient between the heat transfer
medium and the heat transfer surface.
5.2.1.1 Particle Materials and Base Fluids
Many different particle materials are used for nanofluid preparation. Since
the thermal conductivity of the particle materials, metallic or nonmetallic
such as Al2O3, CuO, TiO2, SiC, TiC, Ag, Au, Cu, and Fe, are typically orderof-magnitude higher than the base fluids (as shown in Table 5.8) even at low
concentrations, result in significant increases in the heat transfer coefficient.
Carbon nanotubes, frequently used in nanofluid research, are also utilized
due to their extremely high thermal conductivity in the longitudinal (axial)
direction.
5.2.1.2 Particle Size and Shape
The solid nanoparticles with typical length scales of 1–100 nm with high thermal conductivity are suspended in the base fluid (low thermal conductivity),
have been shown to enhance effective thermal conductivity and the convective heat transfer coefficient of the base fluid. Spherical particles are mostly
used in nanofluids. However, rod-, tube-, and disk-shaped nanoparticles are
also used. On the other hand, the clusters formed by nanoparticles may have
fractal-like shapes. When particles are not spherical but rod or tube-shaped,
TABLe 5.8
Thermal Conductivities of Various Solids and Liquids65
Solids/Liquids
Metallic solids
Nonmetallic solids
Metallic liquids
Nonmetallic liquids
Materials
Silver
Copper
Aluminum
Copper Oxide (CuO)
Diamond
Carbon nanotubes
Silicon
Alumina (Al2O3)
Sodium @ 644 K
Water
Ethylene glycol (EG)
Engine oil (EO)
Thermal Conductivity
(W/m. K)
429
401
237
20
3,300
3,000
148
40
72.3
0.613
0.253
0.144
Source: From Eastman, J. et al., Proceedings of the Symposium on Nanophase and
Nanocomposite Materials II, Materials Research Society, Boston, 447, 3–11,
1997. With permission.
188
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
the diameter is still below 100 nm, but the length of the particles may be
on the order of micrometers. It should also be noted that due to the clustering phenomenon, particles may form clusters with sizes on the order of
micrometers.
5.2.1.3 nanofluid Preparation Methods
Production of nanoparticles can be divided into two main categories, namely,
physical and chemical syntheses. The common production techniques of
nanofluids have been listed as follows66:
• Physical Synthesis: Mechanical grinding, inert-gas-condensation
technique.
• Chemical Synthesis: Chemical precipitation, chemical vapor deposition, microemulsions, spray pyrolysis, and thermal spraying.
There are mainly two methods of nanofluid preparation, namely, twostep technique and one-step technique. In the two-step technique, the first
step is the production of nanoparticles and the second step is the dispersion of the nanoparticles in a base fluid. Two-step technique is advantageous when mass production of nanofluids is considered; nanoparticles
can be produced in large quantities by utilizing the technique of inert gas
condensation.67 The main disadvantage of the two-step technique is that
the nanoparticles form clusters during the preparation of the nanofluid
which prevents the proper dispersion of nanoparticles inside the base
fluid.66
One-step technique combines the production of nanoparticles and dispersion of nanoparticles in the base fluid into a single step. There are some
variations of this technique. In one of the common methods, named direct
evaporation one-step method, the nanofluid is produced by the solidification
of the nanoparticles, which are initially gas phase, inside the base fluid.68 The
dispersion characteristics of nanofluids produced with one-step techniques
are better than those produced with two-step technique.66 The main drawback of one-step techniques is that they are not proper for mass production,
which limits their commercialization.66
5.2.2 Thermal Conductivity of nanofluids
The high thermal conductivity nanoparticles suspended in the base fluid,
which has a low thermal conductivity, remarkably increase thermal conductivity of nanofluids. Researchers developed many models to tell how much
that increase would be and many experiments have been conducted to compare experimental data with those analytical models as shown in Table 5.8.
In thermal conductivity measurements of nanofluids, the transient hot-wire
189
Micro/Nano Heat Transfer
technique is the most commonly used method.69–72 A modified transient hotwire method is required in the measurements, since nanofluids conduct electricity. The modification is made by insulating the wire. Some other methods
such as steady-state parallel-plate technique, temperature oscillation technique, microhot strip method, and optical beam deflection technique have
also been utilized by some researchers.73–76
5.2.2.1 Classical Models
In 1873, Maxwell proposed an equation for calculating the effective thermal
conductivity of solid–liquid mixtures consisting of spherical particles77:
knf =
k p + 2 k f + 2( k p − k f )φ
kf
k p + 2 k f − ( k p − k f )φ
(5.54)
where knf, kp, and kf are the thermal conductivity of the nanofluid, nanoparticles, and base fluid, respectively. ϕ is the volume fraction of particles in
the mixture. Maxwell derived his model based on the assumption that the
discontinuous phase is spherical in shape and the thermal conductivity of
nanofluids depend on the thermal conductivity of spherical particles, the
base fluid, and the particle volume fraction. As seen from the expression, the
effect of the size and shape of the particles was not included in the analysis. It
should be noted that the interaction between the particles was also neglected
in the derivation.
Maxwell work was extended by Hamilton and Crosser78 to cover none
spherical particles and introduced the shape factor (n) which can be determined experimentally for different type of materials. The goal of their
research was to develop a model as a function of particle shape, composition, and the conductivity of both continuous and discontinuous phases.
Hamilton and Crosser model for a discontinuous phase (particles) dispersed
in a continuous phase is
knf =
k p + (n − 1)k f − (n − 1)φ( k f − k p )
kf
k p + (n − 1)k f + φ( k f − k p )
(5.55)
where n is the empirical shape factor and it is defined as
n=
3
ψ
(5.56)
where ψ is the sphericity. Sphericity is the ratio of the surface area of a sphere
with a volume equal to that of the particle to the surface area of the particle.
190
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Therefore, n = 3 for a sphere and in that case the Hamilton and Crosser
model becomes identical to the Maxwell model.77
Example 5.5
Determine the thermal conductivities of Nanofluid, Alumina(Al2O3)/
Water, by using information from Table 5.8 and two classical models,
the Maxwell and the Hamilton and Crosser models, as well as compare
these results with the use of the base fluid.
1. At 5% of particle volume fraction and sphericity value equals
to 1
2. At 5% of particle volume fraction and sphericity value equals
to 3.
Solution
Properties of alumina (Al2O3) and water, from Table 5.8, and water are
k p = 40 W ( m ⋅ K )
k f = 0.613 W ( m ⋅ K )
φ = 0.05
The thermal conductivities of nanofluid, alumina (Al2O3)/water, can
be calculated by using classical models; Maxwell model as
k nf =
=
k p + 2 k f + 2( k p − k f )φ
k p + 2 k f − ( k p − k f )φ
kf
( 40) + (2)(0.613) + (2)( 40 − 0.613)(0.05)
(0.613)
( 40) + (2)(0.613) − ( 40 − 0.613)(0.05)
= 0.705 W ( m ⋅ K )
and Hamilton and Crosser model where
n=
3
ψ
and ψ = 1
as
k nf =
=
k p + (n − 1)k f − (n − 1)φ( k f − k p )
k p + (n − 1)k f + φ( k f − k p )
kf
( 40) + (3 − 1)(0.613) − (3 − 1)(0.05)(0.613 − 40)
(0.613)
( 40) + (3 − 1)(0.613) + (0.05)(0.613 − 40)
= 0.705 W ( m ⋅ K )
191
Micro/Nano Heat Transfer
and where
n=
3
ψ
and ψ = 3
as
k nf =
=
k p + (n − 1)k f − (n − 1)φ( k f − k p )
k p + (n − 1)k f + φ( k f − k p )
kf
( 40) + (1 − 1)(0.613) − (1 − 1)(0.05)(0.613 − 40)
(0.613)
( 40) + (1 − 1)(0.613) + (0.05)(0.613 − 40)
= 0.645 W ( m ⋅ K )
As can be seen the enhancement is not anomalous.
5.2.2.2 Brownian Motion of nanoparticles
Brownian motion is the random motion of particles suspended in a fluid.
When nanofluids are considered, this random motion transports energy
directly by nanoparticles. In addition, a microconvection effect, which is due
to the fluid mixing around nanoparticles, is also proposed to be important.
Brownian dynamics simulation is used to determine the effective thermal
conductivity of nanofluids79 by considering the Brownian motion of the
nanoparticles.
The thermal conductivity of nanofluids can be assumed as the combination of two parts80:
knf = kstatic + kBrownian
(5.57)
For the static part, the classical Maxwell model77 was proposed as
knf k p + 2 k f + 2( k p − k f )φ
=
kf
k p + 2 k f − ( k p − k f )φ
(5.58)
For kBrownian, Brownian motion of particles was considered together with
the effect of fluid particles moving with nanoparticles around them. As a
result, the following expression was proposed:
kBrownian = 5 × 10 4 ββ φρ f c p , f
κ BT
f
ρ p dp
where κ B is the Boltzmann constant (1.3806503 × 10−23 J K):
(5.59)
192
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 5.9
ββ Values for Different Nanoparticles to be Used in Equation 5.59
ββ
Remarks
0.0137(100ϕ)−0.8229
ϕ < 1%
0.0011(100ϕ)−0.7272
0.0017(100ϕ)−0.0841
ϕ > 1%
ϕ > 1%
Type of Particles
Au-citrate,
Ag-citrate and CuO
CuO
Al2O3
Source: From Koo, J. and Kleinstreuer, C., J. Nanopart. Res., 6(6), 577–588, 2004. With
permission.
f = (−134.63 + 1722.3φ) + (0.4705 − 6.04φ)T
(5.60)
which is obtained by using the results of the study of Das et al.81 for CuO
nanofluids. For other nanofluids, f can be taken as 1 due to lack of experimental data. Associated ββ values are listed in Table 5.9. It is difficult to determine
theoretical expressions for f and ββ due to the complexities involved and this
can be considered as a drawback of the model.82 In the analysis, the interactions between nanoparticles and fluid volumes moving around them were
not considered and an additional term, ββ, was introduced in order to take
that effect into account.
Example 5.6
By considering the combination of static and Brownian motion parts,
determine the thermal conductivity of nanofluid, alumina (Al2O3)
nanoparticles with a mean diameter of 36 nm dispersed in water at
273.15 K and 2% particle volume fraction by using Maxwell model to
calculate the static part. Density of alumina is considered to be 4 g/cm3.
Properties of water can be obtained from the water properties at pressure equals to 1 bar.
Solution
Properties of alumina (Al2O3), from Table 5.8, are
k p = 40 W ( m ⋅ K )
φ = 0.02
ρ p = 4000 kg m 3
dp = 36 × 10−9 m
κ B = 1.3807 × 10−23 m 2 kg s 2 K
193
Micro/Nano Heat Transfer
From properties of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
k f = 0.552 W ( m ⋅ K )
ρ f = 999.8 kg m 3
c p , f = 4217.9 J kg ⋅ K
ββ value of alumina (Al2O3), from Table 5.9, are
ββ = 0.0017 (100φ )
−0.0841
= 0.0017 [(100) ( 0.02 )]
−0.0841
= 0.0016
k static = k nf =
=
k p + 2 k f + 2( k p − k f )φ
k p + 2 k f − ( k p − k f )φ
kf
( 40) + (2)(0.552) + (2)( 40 − 0.552)(0.02)
(0.552)
( 40) + (2)(0.552) − ( 40 − 0.552)(0.02)
= 0.584 W ( m ⋅ K )
f can be taken as 1 due to lack of experimental data, so
kBrownian = 5 × 10 4 ββ φρ f c p , f
κ BT
f
ρ p dp
= (5 × 10 4 )(0.00016)(0.02)(998.8)(4217.9)
(1.3806503 × 10−23 )(273.15)
(1)
( 4000)(36 × 10−9 )
= 0.035 W ( m ⋅ K )
k nf = k static + kBrownian
= 0.584 + 0.035
= 0.619 W ( m ⋅ K )
5.2.2.3 Clustering of nanoparticles
Nanoparticles are known to form clusters.83,84 These clusters can be handled
by using fractal theory.61 Clustering can result in fast transport of heat along
relatively large distances since heat can be conducted much faster by solid
particles when compared to liquid matrix.85
194
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Effect of clusters was analyzed in three steps by using Bruggeman model83,86
and Maxwell–Garnett (M–G) model.61,83 The resulting thermal conductivity
ratio expression is
knf ( kcl + 2 k f ) + 2 φ cl ( kcl − k f )
=
( kcl + 2 k f ) − φ cl ( kcl − k f )
kf
(5.61)
It was shown that the effective thermal conductivity increased with increasing cluster size. However, as particle volume fraction increased, the nanofluid
with clusters showed relatively smaller thermal conductivity enhancement.
When it comes to interfacial resistance, it was found that interfacial resistance decreases the enhancement in thermal conductivity, but this decrease
diminishes for nanofluids with large clusters. Fiber-shaped nanoparticles
are more effective in thermal conductivity enhancement when compared to
spherical particles. However, it was also noted that such fiber shaped particles or clusters increase the viscosity of the nanofluids significantly. It should
be noted that excessive clustering of nanoparticles may result in sedimentation, which adversely affects the thermal conductivity.83 Therefore, there
should be an optimum level of clustering for maximum thermal conductivity
enhancement.82
Enhancement mechanisms such as microconvection created by Brownian
motion of nanoparticles, nanolayer formation around particles, and near
field radiation were concluded not to be the major cause of the enhancement.
It was noted that effective medium theories can predict the experimental
data well when the effect of clustering is taken into account. The effect of
clustering by taking the effect of particle size into account is modeled.87 It
was found that clustering improves thermal conductivity enhancement
and formation of clusters is more pronounced in nanofluids with smaller
nanoparticles since distances between nanoparticles are smaller in those
nanofluids, which increases the importance of van der Waals forces attracting particles to each other. The thermal conductivity study of nanofluids by
considering Brownian motion and clustering of nanoparticles propose an
equation to predict the thermal conductivity of nanofluids88:
knf k p + 2 k f − 2 φ( k f − k p ) ρ p φc p , p
=
+
2k f
kf
k p + 2 k f + φ( k f − k p )
κ BT
3 πrcl µ f
(5.62)
It can be seen that the first term on the right-hand side of Equation 5.62 is
the Maxwell model77 for thermal conductivity of suspensions of solid particles in fluids and the second term on the right-hand side of Equation 5.62
adds the effect of the random motion of the nanoparticles into account.
195
Micro/Nano Heat Transfer
Example 5.7
Determine the thermal conductivity of nanofluid in Example 5.6 when
considering the apparent radius of the nanoparticle clusters equal to
rcl1 = 10 nm and rcl2 = 100 nm respectively. Compare results from both
cluster radius values.
Solution
Properties of alumina (Al2O3), from Table 5.8, are
k p = 40 W ( m ⋅ K )
φ = 0.02
ρ p = 4000 kg m 3
κ B = 1.3807 × 10−23 m 2 kg s 2 K
c p , p = 718 J kg ⋅ K
From properties of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
k f = 0.552 W ( m ⋅ K )
ρ f = 999.8 kg m 3
c p , f = 4217.9 J kg ⋅ K
µ f = 0.0017909Pa ⋅ s
when
rcl1 = 10 nm =10 × 10−9 m
so
k nf
kf
=
=
k p + 2 k f − 2 φ( k f − k p )
k p + 2 k f + φ( k f − k p )
+
ρ p φc p , p
2k f
κ BT
3 πrcl µ f
( 40) + (2)(0.552) − (2)(0.02)(0.552 − 40)
( 40) + (2)(0.552) + (0.02)(0.552 − 40)
+
( 4000)(0.02)(718)
(1.3806503 × 10−23 )(273.15)
(2)(0.552)
(3)(22/7 )(10 × 10−9 )(0.0017909)
= 1.3046 or 30.46% enhancement
when
rcl1 = 100 nm =100 × 10−9 m
196
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
so
k nf
kf
=
=
k p + 2 k f − 2 φ( k f − k p )
k p + 2 k f + φ( k f − k p )
+
ρ p φc p , p
2k f
κ BT
3 πrcl µ f
( 40) + (2)(0.552) − (2)(0.02)(0.552 − 40)
( 40) + (2)(0.552) + (0.02)(0.552 − 40)
+
( 4000)(0.02)(718)
(1.3806503 × 10−23 )(273.15)
(2)(0.552)
(3)(22/7 )(100 × 10−9 )(0.0017909)
= 1.1365
or
13.65% enhancement
5.2.2.4 Liquid Layering around nanoparticles
Liquid molecules form layered structures around solid surfaces,89 and it is
expected that those nanolayers have a larger effective thermal conductivity
than the liquid matrix.90 The layered structures that form around nanoparticles are proposed to be responsible for the thermal conductivity enhancement of nanofluids.90
Yu and Choi90 presented a model for the determination of the effective
thermal conductivity of nanofluids by modifying the Maxwell model.7 In
the modification, the effect of the liquid nanolayers formed around nanoparticles was taken into account. The nanoparticle and the layer around it were
considered as a single particle and the thermal conductivity of this particle
was determined by using effective medium theory.91 The result was substituted into the Maxwell model and the following expression was obtained:
knf =
k pe + 2 k f + 2( k pe − k f )(1 + β L )3 φ
kf
k pe + 2 k f − ( k pe − k f )(1 + β L )3 φ
(5.63)
k pe =
[2(1 − γ k ) + (1 + β L )3 (1 + 2 γ k )]γ k
kp
−(1 − γ k ) + (1 + β L )3 (1 + 2 γ k )
(5.64)
kl
kp
(5.65)
where
γk =
and kl is thermal conductivity of the nanolayer. β is defined as
βL =
t
rp
(5.66)
197
Micro/Nano Heat Transfer
Surface adsorption can also be considered and it was proposed that the
thickness of the adsorption layer can be found by using the formula92
1 4M f
t=
3 ρ f N A
1/3
(5.67)
where NA the Avogadro constant (6.023 × 1023/mol). Since kl is difficult to predict, this model can be used as an upper bound for the determination of
effective thermal conductivity by letting kl = kp.
Example 5.8
Determine the effective thermal conductivity of nanofluid, CuO nanoparticles with a particle radius of 100 nm dispersed in water at 273.15 K
and 2% particle volume fraction by using Yu and Choi model. Properties
of water can be obtained from the water properties at pressure equals
to 1 bar.
Solution
Properties of alumina (Al2O3), from Table 5.8, are
k p = 40 W ( m ⋅ K )
φ = 0.02
rp = 100 × 10−9 m
N A = 6.023 × 1023 mol −1
From properties of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
k f = 0.552 W ( m ⋅ K )
ρ f = 999.8 kg m 3
M f = 18 × 10−3 kg mol
where
ε p = k p /k f = 20/0.552 = 36.232
t=
=
1 4M f
3 ρ f N A
1
3
1/3
( 4)(18 × 10−3 )
(999.8)(6.023 × 1023 )
= 2.8443 × 10−10 m
1/3
198
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
β L = t / rp = 2.8443 × 10−10 / 100 × 10−9 = 0.0028443
Z = ε p (1 + β L ) − 1 = 36.232 (1 + 0.0028443) − 1 = 35.335
kl =
=
k f Z2
(Z − β L )ln(1 + Z) + β L Z
(0.552)(35.335)2
(35.335 − 0.0028443)ln(1 + 35.335) + (0.0028443)(35.335)
= 5.425 W ( m ⋅ K )
γ k = kl /k p = 5.425/20 = 0.271
k pe =
=
[2(1 − γ k ) + (1 + β L )3 (1 + 2 γ k )]γ k
kp
−(1 − γ k ) + (1 + β L )3 (1 + 2 γ k )
[(2)(1 − 0.271) + (1 + 0.0028443)3 (1 + (2)(0.271))](0.271)
(20)
−(1 − 0.271) + (1 + 0.00284433)3 (1 + (2)(0.271))
= 19.767 W ( m ⋅ K )
k nf =
=
k pe + 2 k f + 2( k pe − k f )(1 + β L )3 φ
k pe + 2 k f − ( k pe − k f )(1 + β L )3 φ
kf
(19.767 ) + (2)(0.552) + (2)(19.767 − 0.552)(1 + 0.0028443)3 (0.02)
(0.552)
(19.767 ) + (2)(0.552) − (19.767 − 0.552)(1 + 0.0028443)3 (0.02)
= 0.583 W ( m ⋅ K )
A nanolayer was modeled as a spherical shell with thickness t around
the nanoparticle, by assuming that the thermal conductivity changes
linearly across the radial direction, so that it is equal to thermal conductivity of base liquid at the nanolayer–liquid interface and equal to
thermal conductivity of the nanoparticle at the nanolayer–nanoparticle
interface. The associated expression for the determination of the thermal
conductivity of nanofluid was given as
k nf − k f
kf
= 3ΘφT +
3Θ 2 φT2
1 − Θφ T
(5.68)
where
β pl
βlf (1 + β L )3 −
β fl
Θ=
(1 + β L )3 + 2βlf β pl
(5.69)
199
Micro/Nano Heat Transfer
and
βlf =
β pl =
β fl =
kl − k f
kl + 2 k f
k p − kl
k p + 2 kl
k f − kl
k f + 2 kl
φT = φ(1 + β L )3
kl =
k f Z2
(Z − β L )ln(1 + Z) + β L Z
(5.70)
(5.71)
(5.72)
(5.73)
(5.74)
Z = ε p (1 + γ ) − 1
(5.75)
ε p = k p /k f
(5.76)
Example 5.9
Calculate the thermal conductivity of nanofluid, CuO nanoparticles
with a particle radius of 100 nm dispersed in water at 273.15 K and 2%
particle volume fraction, by considering a nanolayer as a spherical shell
from Equation 5.68, t from Equation 5.67 and letting kl = kp. Properties
of water can be obtained from the water properties at pressure equals
to 1 bar.
Solution
Properties of copper oxide (CuO), from Table 5.8, are
k p = 20 W ( m ⋅ K )
φ = 0.02
rp = 100 × 10−9 m
N A = 6.023 × 1023 mol −1
200
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
From properties of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
k f = 0.552 W ( m ⋅ K )
ρ f = 999.8 kg m 3
M f = 18 × 10−3 kg mol
A nanolayer was modeled as a spherical shell by considering these
following parameters and letting kl = kp:
From
βlf =
kl − k f
kl + 2 k f
β pl =
β fl =
t=
20 − 0.552
= 0.922
20 + (2)(0.552)
=
k p − kl
k p + 2 kl
k f − kl
k f + 2 kl
1 4M f
3 ρ f N A
=
1/3
=
=
20 − 20
=0
20 + (2)(20)
0.552 − 20
= −0.480
0.552 + (2)(20)
1
( 4)(18 × 10−3 )
3 (999.8)(66.023 × 1023 )
1/3
= 2.8443 × 10−10 m
β L = t/rp =
(2.8443 × 10−10 )
= 0.0028443
(100 × 10−9 )
φT = φ(1 + β L )3 = (0.02)(1 + 0.0028443)3 = 0.02017
β pl
(0)
βlf (1 + β L )3 −
(0.922) (1 + 0.0028443)3 −
β fl
(−0.480)
Θ=
=
(1 + β L )3 + 2βlf β pl
(1 + 0..0028443)3 + (2)(0.922)(0)
= 0.922
k nf − k f
kf
k nf − 0.552
0.552
= 3ΘφT +
3Θ 2 φT2
1 − Θφ T
= (3)((0.922)(0.02017) +
(3)(0.922)2 (0.02017)2
1 − (0.922)(0.02017)
(3)(0.922)2 (0.02017)2
+ ( 0.552 )
k nf = ( 0.552 ) (3)(0.922)(0.02017) +
1 − (0.922)(0.02017)
k nf = 0.583 W ( m ⋅ K )
201
Micro/Nano Heat Transfer
The nanoparticles can be assumed to have a liquid layer around them
with a specific thermal conductivity.93 First, an expression for the effective thermal conductivity of the “complex particle,” which was defined
as the combination of the nanoparticle and nanolayer, was determined.
Then, by using Bruggeman’s effective media theory,92 the effective thermal conductivity of the nanofluid was determined. The resulting implicit
expression for thermal conductivity of nanofluids is
φ k nf − k f
φ ( k nf − kl )(2 kl + k p ) − α r ( k p − kl )(2 kl + k nf )
1 − α 2 k + k + α (2 k + k )(2 k + k ) + 2α ( k − k )( k − k ) = 0 (5.77)
r
nf
f
r
p
l
l
nf
nf
l
l
p
r
where
rp
αr =
rp + t
3
(5.78)
The effect of temperature on clustering according to the fact that
decreasing temperature results in a decrease in particle surface energy,
which decreases the severity of clustering. As a result, the average cluster
size was proposed to be calculated by88
rcl = rcl 0 (1 + z∆T )
(5.79)
where ΔT is defined as the difference between the nanofluid temperature and reference temperature. z is a negative constant.
Example 5.10
Calculate the thermal conductivity of nanofluid in Example 5.9 by considering the combination of the nanoparticle and nanolayer.
Solution
Properties of copper oxide (CuO), from Table 5.8, are
k p = 20 W ( m ⋅ K )
φ = 0.02
rp = 100 × 10−9 m
N A = 6.023 × 1023 mol −1
202
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
From properties of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
k f = 0.552 W ( m ⋅ K )
ρ f = 999.8 kg m 3
M f = 18 × 10−3 kg mol
From
1 4M f
t=
3 ρ f N A
1/3
=
1
( 4)(18 × 10−3 )
3 (999.8)(66.023 × 1023 )
1/3
= 2.8443 × 10−10 m
3
3
rp
100 × 10−9
=
αr =
= 0.992
−
9
−
10
(100 × 10 ) + (2.8443 × 10 )
rp + t
φ k nf − k f
φ ( k nf − kl )(2 kl + k p ) − α r ( k p − kl )(2 kl + k nf )
1 − α 2 k + k + α (2 k + k )(2 k + k ) + 2α ( k − k )( k − k ) = 0
r
nf
f
r
p
l
l
nf
nf
l
l
p
r
0.02 k nf − 0.552
1 − 0.992 2 k + 0.552
nf
0.02 ( k nf − 20)((2)(20) + 20) − (0.992)(20 − 20)((2)(20) + knf )
=0
+
0.992 (2 knf + 20)((2)(20) + 20) + (2)(0.992)(20 − 20)(20 − k nf )
( 0.980)
k nf − 0.552
2 k nf + 0.552
0.980 k nf − 0.54096
2 k nf + 0.5552
+ ( 0.0202 )
+
( k nf − 20)(60)
(2 k nf + 20)(60)
1.212 k nf − 24.24
120 k nf + 1200
=0
=0
( 0.980knf − 0.54096)(120knf + 1200) + (1.212 knf − 24.24)( 2 knf + 0.552 ) = 0
( 2 knf + 0.552 )(120knf + 1200)
(117.6 k n2f + 1176 k nf − 64.9152 k nf − 649.152)
+ (2.424 k nf2 + 0.669024 k nf − 48.48 k nf − 13.38048) = 0
120.024 k nf2 + 1063.273824 k nf − 662.53248 = 0
k nf2 + 8.859 k nf − 5.52 = 0
k nf = 0.5845 W ( m ⋅ K )
Micro/Nano Heat Transfer
203
5.2.3 Thermal Conductivity experimental Studies of nanofluids
Since the high thermal conductivity nanoparticles suspended in the base
Experimental studies also show that thermal conductivity of nanofluids
depends on many factors such as particle volume fraction, particle material,
particle size, particle shape, base fluid material, and temperature. The effects
of these factors can be concluded as following:
Particle volume fraction. Particle volume fraction is a parameter that is
investigated in almost all of the experimental studies and the results are
usually in agreement qualitatively. Most of the researchers report increasing
thermal conductivity with increasing particle volume fraction and the relation found is usually linear.82 However, there are also some studies which
indicate nonlinear behavior.94,95
Particle materials. The experimental studies from literatures show
that particle material is an important parameter that affects the thermal
conductivity of nanofluids.95,96 The heat is transported ballistically inside
the nanotubes improves the conduction of heat in the tubes; it should
also be noted that the shape of nanotubes might also be effective in the
anomalous enhancement values. It should also be noted that the meanfree path of phonons in nanoparticles may be smaller than the size of
the nanoparticles. In such a condition, heat transfer mechanism inside the
particles is not diffusion but heat is transported ballistically. When this
fact is considered, relating the superior enhancement characteristics of a
specific nanoparticle material to its high bulk thermal conductivity is not
reasonable.82
Base fluid. According to the conventional thermal conductivity models
such as the Maxwell model,77 as the base fluid thermal conductivity of a
mixture decreases, the thermal conductivity ratio (thermal conductivity of nanofluid (knf) divided by the thermal conductivity of base fluid (kf))
increases. It should also be noted that the viscosity of the base fluid affects
the Brownian motion of nanoparticles and that in turn affects the thermal
conductivity of the nanofluid88 and the effect of electric double layer forming around nanoparticles on the thermal conductivity of nanofluids shows
that the thermal conductivity and thickness of the layer depends on the base
fluid.97
Particle size. The general trend in the experimental data is that the thermal conductivity of nanofluids increases with decreasing particle size.78,98–100
It should be noted that clustering may increase or decrease the thermal conductivity enhancement. If a network of nanoparticles is formed as a result
of clustering, this may enable fast heat transport along nanoparticles. On
the other hand, excessive clustering may result in sedimentation, which
decreases the effective particle volume fraction of the nanofluid.82 Although
clustering at a certain level may improve thermal conductivity enhancement, excessive clustering creates an opposite effect due to associated
sedimentation.83
204
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Particle shape. There are mainly two particle shapes used in nanofluid
research: spherical particles and cylindrical particles. It should be noted
that nanofluids with cylindrical particles usually have much larger viscosities than those with spherical nanoparticles.101 As a result, the associated
increase in pumping power is large and this reduces the feasibility of usage
of nanofluids with cylindrical particles.
Temperature. In case of nanofluids, change of temperature affects the
Brownian motion of nanoparticles and clustering of nanoparticles,102 which
results in dramatic changes of thermal conductivity of nanofluids with temperature.103–106 The experimental results generally suggest that thermal conductivity ratio increases with temperature.
Clustering. It is the formation of larger particles through aggregation of
nanoparticles. Clustering effect is always present in nanofluids and it is an
effective parameter in thermal conductivity. It was seen that thermal conductivity ratio increased with increasing vibration time and the rate of this
increase became smaller for longer vibration time.107 The size of the clusters formed by the nanoparticles had a major influence on the thermal
conductivity.
The experimental studies on thermal conductivity of nanofluids are
summarized in Table 5.10.66 When Table 5.10 is observed, it is seen that
there exists significant discrepancies in experimental data. An important
issue regarding this discrepancy in experimental data is the debate about
the measurement techniques. Natural convection effect in the transient
hot-wire method starts to deviate the results in a sense that higher values are measured by the method. Another important reason of discrepancy in experimental data is clustering of nanoparticles. Although there
are no universally accepted quantitative values, it is known that the level
of clustering affects the thermal conductivity of nanofluids.107 The level of
clustering depends on many parameters. It was shown that adding some
surfactants and adjusting the pH value of the nanofluid provide better
dispersion and prevent clustering to some extent.108 As a consequence, two
nanofluid samples with all of the parameters being the same can lead to
completely different experimental results if their surfactant parameters
and pH values are not the same.82 Therefore, when performing experiments, researchers should also consider the type and amount of additives
used in the samples and pH value of the samples.
A commonly utilized way of obtaining good dispersion and breaking the
clusters is to apply ultrasonic vibration to the samples. The duration and
the intensity of the vibration affect the dispersion characteristics. Moreover,
immediately after the application of vibration, clusters start to form again
and size of the clusters increases as time progresses.107 Therefore, the time
between the application of vibration and measurement of thermal conductivity, duration of vibration, and intensity of vibration also affect the thermal
conductivity of nanofluids, which creates discrepancy in experimental data
in the literature.82
Summary of Experimental Studies of Thermal Conductivity Enhancement
Particle Type
Masuda et al.109
Lee et al.96
Wang et al.73
Eastman et al.68
Xie et al.110
Xie et al.111
Das et al.81
Murshed et al.94
Hong et al.107
Li and Peterson112
Base Fluida
Al2O3
SiO2
TiO2
Al2O3
CuO
Al2O3
Al2O3
CuO
Cu
SiC
SiC
Al2O3
Al2O3
Al2O3
CuO
TiO2
TiO2
Fe
Water
Water
Water
water / EG
water / EG
water / EG
EO/PO
water / EG
EG
water / EG
water / EG
water / EG
PO/glycerol
Water
water
water
water
EG
Al2O3
CuO
water
water
Particle Volume
Fraction (%)
Particle
Size (nm)
Max.
Enhance-ment
(%)b
1.30–4.30
1.10–2.40
3.10–4.30
1.00–4.30 / 1.00–5.00
1.00–3.41 / 1.00–4.00
3.00–5.50 / 5.00–8.00
2.25–7.40 / 5.00–7.10
4.50–9.70 / 6.20–14.80
0.01–0.56
0.78–4.18 / 0.89–3.50
1.00–4.00
5.00
5.00
1.00–4.00
1.00–4.00
0.50–5.00
0.50–5.00
0.10–0.55
13
12
27
38.4
23.6
28
28
23
<10
26 sphere
600 cylinder
60.4
60.4
38.4
28.6
15 sphere
10 × 40 rod
10
32.4
1.1
10.8
10 / 18
12 / 23
16 / 41
30 / 20
34 / 54
41
17 / 13
24 / 23
23 / 29
38 / 27
24
36
30
33
18
2.00–10.00
2.00–6.00
36
29
29
51
Notes
31.85ºC
–
86.85ºC
Room temperature
Micro/Nano Heat Transfer
TABLe 5.10
Room temperature
Room temperature
Effect of particle shape
and size is examined.
Room temperature
21ºC − 51ºC
Room temperature
Effect of clustering was
investigated.
27.5ºC – 34.7ºC
28.9ºC – 33.4ºC
205
(Continued)
206
TABLe 5.10 (ConTinued)
Summary of Experimental Studies of Thermal Conductivity Enhancement
Base Fluida
Liu et al.116
Al2Cu
Ag2Al
Al2O3
Al2O3
Al2O3
CuO
TiO2
MWCNT
DWCNT
MWCNT
MWCNT
water/EG
water/EG
water
EG
water
water
water
PAO
water
water
EG/EO
Ding et al.69
MWCNT
water
Chopkar et al.98
Beck et al.72
Mintsa et al.113
Turgut et al.114
Choi et al.95
Assael et al.115
a
b
Particle
Size (nm)
1.00–2.00
1.00–2.00
1.86–4.00
2.00–3.01
0–18
0–16
0.2–3.0
0.04–1.02
0.75–1.00
0.60
0.20–1.00/1.00–2.00
31/68/101
33/80/120
8–282
12–282
36/47
29
21
25 × 50,000
5 (diameter)
130 × 10,000
20~50
(diameter)
40 nm
(diameter)
0.05–0.49
EG: ethylene glycol, EO: engine oil, PO: pump oil, TO: transformer oil, PAO: polyalphaolefin
The percentage values indicated are according to the expression 100(knf - kf)–kf
Max.
Enhance-ment
(%)b
96/76/61
106/93/75
20
19
31/31
24
7.4
57
8
34
12/30
79
Notes
Effect of particle size
was examined.
Effect of particle shape
and size is examined.
20ºC–48ºC
13ºC–55ºC
Room temperature
Effect of sonication time
was examined.
Room temperature
20ºC–30ºC
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Particle Type
Particle Volume
Fraction (%)
207
Micro/Nano Heat Transfer
5.2.4 Convective Heat Trasfer of nanofluids
When forced convection in tubes is considered, it is expected that heat transfer coefficient enhancement obtained by using a nanofluid is equal to the
enhancement in thermal conductivity of the nanofluid, due to the definition
of Nusselt number which is not the case.
In the analysis of convective heat transfer of nanofluids, accurate determination of the thermophysical properties is a key issue. The thermal conductivity values, calculated as described above, can be used by considering
different perspectives and assumptions.
Density. Density of nanofluids can be determined by using the following
expression117:
ρnf = φρ p + (1 − φ)ρ f
Example 5.11
Determine the density of nanofluid, CuO/Water at 2% and 3% particle
volume fractions. Properties of water can be obtained from the water
properties at pressure equals to 1 bar. Density of CuO is considered to
be 6.31 g/cm3.
Solution
Given
ρ p = 6310 kg m 3
From a property of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
ρ f = 999.8 kg m 3
when
φ = 0.02
ρnf = φρ p + (1 − φ)ρf
= (0.02)(6310) + (1 − 0.02)(999.8)) = 1106.004 kg m 3
when
φ = 0.03
(5.90)
208
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
ρnf = φρ p + (1 − φ)ρ f
= (0.03)(6310) + (1 − 0.03)(999.8)) = 1159.106 kg m 3
Specific heat. There are two expressions for determining the specific
heat of nanofluids117,118:
c p ,nf = φc p , p + (1 − φ)c p , f
(5.81)
(ρc p )nf = φ(ρc p )p + (1 − φ)(ρc p ) f
(5.82)
and
It is thought that Equation 5.82 is theoretically more consistent since specific heat is a mass specific quantity whose effect depends on the density
of the components of a mixture.
Example 5.12
Compare specific heat values of nanofluid, CuO/Water, which are calculated by using Equations 5.81 and 5.82 at 273.15 K and 2% particle volume
fractions. Properties of water can be obtained from the water properties
at pressure equals to 1 bar where c p , CuO = 460 J kg ⋅ K.119
Solution
Given
ρ p = 6310 kg m 3
φ = 0.02
c p ,CuO = 460 J kg ⋅ K
From a property of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
ρ f = 999.8 kg m 3
c p , f = 4217.9 J kg ⋅ K
ρnf = φρ p + (1 − φ)ρ f
= (0.02)(6310) + (1 − 0.02)(999.8))
= 1106.004 kg m 3
209
Micro/Nano Heat Transfer
From Equation 5.81, the specific heat value of the nanofluid is obtained as
c p ,nf = φc p , p + (1 − φ)c p , f
= (0.02)( 460) + (1 − 0.02))( 4217.9)
= 3383.52 J kg ⋅ K
and, from Equation 5.82, the specific heat value of the nanofluid is
obtained as
(ρc p )nf = φ(ρc p )p + (1 − φ)(ρc p ) f
((1106.004)cp )nf = (0.02)(6310)(460) + (1 − 0.02)(999.8)(4217.9)
((1106.004)cp )nf = 4190767.29
c p ,nf =
4190767.29
= 3789.11 J kg ⋅ K
1106.004
The value obtained from Equation 5.81 is lower than that obtained from
Equation 5.82 because the former does not take the density values into
account.
Viscosity. Nanofluid viscosity is an important parameter for practical
applications since it directly affects the pressure drop in forced convection. Therefore, for enabling the usage of nanofluids in practical applications, the increasing viscosity of nanofluids with respect to pure fluids
should be thoroughly investigated.
The general trend is that the increase in the viscosity by the addition of
nanoparticles to the base fluid is significant. It is known that nanofluid
viscosity depends on many parameters such as; particle volume fraction,
particle size, temperature, and extent of clustering. The general trend
from experimental data shows that the increase in viscosity with the
addition of nanoparticles into the base fluid is larger than the theoretical
predictions obtained by using conventional theoretical models.
An expression for determining the dynamic viscosity of dilute suspensions that contain spherical particles has been proposed.120 In the
model, the interactions between the particles are neglected as
µ nf = (1 + 2.5φ)µ f
(5.83)
When the viscosity is considered to increase unboundedly as particle
volume fraction reaches its maximum, the following equation has been
suggested121
µ nf =
1
µf
(1 − φ)2.5
(5.84)
210
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 5.11
Viscosity Models for Nanofluids
Tseng and Lin122, TiO2/water nanofluids
µ nf = 13.47 e 35.98 φ µ f
Maïga et al.123, Al2O3/water nanofluids
µ nf = ( 1 + 7.3φ + 123φ 2 ) µ f
Maïga et al.123, Al2O3/ethylene glycol nanofluids
µ nf = ( 1 − 0.19φ + 306φ 2 ) µ f
Koo and Kleinstreuer (2005), CuO-based nanofluids
µ eff = µ f + 5 × 10 4 βρ f φ
κ BT
2ρ p rp
[( −134.63 + 1722.3φ ) + ( 0.4705 − 6.04φ ) T ]
where
0.0137(100φ)−0.8229 for φ < 0.01
β=
0.0011(100φ)−0.7272 for φ > 0.01
kB is Boltzmann constant, T is temperature in K, rp is nanoparticle radius in m.
Kulkarni et al.124, CuO/water nanofluids
µ nf = exp [ −(2.8751 + 53.548φ − 107.12 φ 2 ) + (1078.3 + 15857 φ + 20587 φ 2 )(1/T )]
Source: From Koo, J. and Kleinstreuer, C., J. Nanopart. Res., 6(6), 577–588, 2004. With
permission.
The equations are provided in Table 5.11 together with their applicable
nanofluid type.
Example 5.13
Compare viscosity values of nanofluid, CuO/Water, which are calculated by using Equations 5.83 and 5.84 at 273.15 K and 2% particle volume
fractions. Properties of water can be obtained from the water properties
at pressure equals to 1 bar.
Solution
Given
φ = 0.02
From a property of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
c p , f = 4217.9 J kg ⋅ K
µ f = 0.0017909 Pa ⋅ s
211
Micro/Nano Heat Transfer
by using Equation 5.83, we obtain
µ nf = (1 + 2.5φ)µ f
= (1 + (2.5)(0.02))(0.0017909)
= 0..001880445 Pa ⋅ s
and by using Equation 5.84, we obtain
µ nf =
=
1
µf
(1 − φ)2.5
1
(0.0017909)
(1 − 0.02)2.5
= 0.001883676 Pa ⋅ s
Example 5.14
Using information from Example 5.13 with following data to calculate
the viscosity of the nanofluid at 323.15 K. Density of CuO is considered
to be 6.31 g/cm3 and CuO nanoparticles have particle radius of 100 nm.
Solution
Given
φ = 0.02
ρ p = 6310 kg m 3
κ B = 1.3807 × 10−23 m 2 kg s 2 K
rp = 100 × 10−9 m
T = 323.15 K
From a property of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
c p , f = 4217.9 J kg ⋅ K
µ f = 0.0017909 Pa ⋅ s
ρ f = 988.1 kg m 3
β = 0.0011(100φ)−0.7272 for φ > 0.01
= (0.0011)((100)(0.02))−0.7272
= 0.000664483
212
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
From Koo and Kleinstreuer (2005), the dynamic viscosity of CuO based
nanofluids can be obtained from
µ eff = µ f + 5 × 10 4 βρ f φ
κ BT
[(−134.63 + 1722.3φ) + (0.4705 − 6.04φ)T ]
2ρ p rp
= (0.0005468) + (5 × 10 4 )(0.000664483)(988.1)(0.02)
×
(1.3806503 × 10 − 23 )(323.15)
[((−134.63) + (1722.3)(0.02))
(2)(6310)(100 × 10 − 9 )
+ ((0.4705) − (6.04)(0.02))(323.15)]
= 0.000562628 Pa ⋅ s
5.2.5 Analysis of Convective Heat Transfer of nanofluids
Accurate theoretical analysis of convective heat transfer of nanofluids is
very important for the practical application of nanofluids in thermal devices.
One may assume that the heat transfer performance of nanofluids can be
analyzed by using classical correlations developed for the determination of
Nusselt number for the flow of pure fluids. Then, in the calculations, one
should substitute the thermophysical properties of the nanofluid to the
associated correlations. This approach is a very practical way of analyzing
convective heat transfer of nanofluids. By comparing the results of such an
analysis with the experimental data available for nanofluids in the literature,
to examine the validity of the approach. It should be noted that this approach
underpredict the heat transfer coefficient.
5.2.5.1 Constant Wall Heat Flux Boundary Condition
One of the most commonly used empirical correlations for the determination of convective heat transfer in laminar flow regime inside circular tubes
is the Shah correlation.125 The associated expression for the calculation of
local Nusselt number is as follows:
Nux = 1.302 X −1/3 − 1
where
for X ≤ 5 × 10−5
1.302 X −1/3 − 0.5
for 5 × 10−5 < X ≤ 1.5 × 10−3
4.364 + 0.263X −0.506e −41X
for X > 1.5 × 10−3
(5.85)
213
Micro/Nano Heat Transfer
X=
x/d
x/d
1
=
=
Re Pr
Pe Gzx
(5.86)
At this point, it should be noted that for the same tube diameter and same
flow velocity, Pef and Penf are different.
Penf
Pe f
=
αf
α nf
=
k f ρnf c p ,nf
knf ρ f c p , f
(5.87)
Enhancement in density and specific heat increases Penf whereas thermal
conductivity increase results in a decrease in Penf. Therefore, when the pure
working fluid in a system is replaced with a nanofluid, the flow velocity
should be adjusted in order to operate the system at the same Peclet number. In this case, heat transfer enhancements obtained with nanofluids are
calculated by comparing the associated results with the pure fluid case for
the same flow velocity and tube diameter, so that the effect of the change in
Peclet number is also examined.
In order to examine the heat transfer enhancement obtained with nanofluids for the same flow velocity, axial position, and tube diameter, one can use
the correlation given by Equation 5.85 and obtain the local Nusselt number
enhancement ratio:
Nux ,nf
Nux , f
=
1.302 X nf−1/3 − 1
1.302 X −f 1/3 − 1
1.302 X nf−1/3 − 0.5
1.302 X −f 1/3 − 0.5
4.364 + 0.263X nf−0.506 e −41Xnf
4.364 + 0.263X −f 0.506 e −41X f
for X ≤ 5 × 10−5
for 5 × 10−5 < X ≤ 1.5 × 10−3
(5.88)
for X > 1.5 × 10−3
It should be noted that the increases in the density and specific heat of
the nanofluid increase values of the terms with X nf in Equation 5.88, which
increases local Nusselt number enhancement ratio. On the other hand,
increase in the thermal conductivity of the nanofluid decreases values
of the terms with X nf , and the local Nusselt number enhancement ratio
decreases as a consequence. One can integrate the numerator and denominator of Equation 5.88 along the tube and obtain the average Nusselt number
enhancement ratio for a specific case. The effects of thermophysical properties on average Nusselt number enhancement ratio are qualitatively the same
214
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
as the local Nusselt number case. For a pure fluid, average heat transfer coefficient can be defined as follows:
hf =
Nu f k f
(5.89)
d
For a nanofluid, average heat transfer coefficient becomes the following
expression:
hnf =
Nunf knf
(5.90)
d
By using Equations 5.89 and 5.90, one can obtain the average heat transfer
coefficient enhancement ratio as follows:
hnf
hf
=
knf Nunf
(5.91)
k f Nu f
One should use Equation 5.88 and perform the associated integrations
for calculating average Nusselt number enhancement ratio in Equation 5.91.
Although the increase in thermal conductivity of the nanofluid decreases
Nusselt number enhancement ratio, due to the multiplicative effect of thermal conductivity in the definition of heat transfer coefficient, it is expected
that the increase in the thermal conductivity of the nanofluid improves heat
transfer coefficient enhancement ratio.
5.2.5.2 Constant Wall Temperature Boundary Condition
For constant wall temperature boundary condition, the determination of the
average Nusselt number using the classical Sieder-Tate correlation is introduced as126
d
Nu = 1.86 Pe
L
1/3
µb
µ
w
(5.92)
The bulk mean temperature is defined as
Tb =
Ti + To
2
(5.93)
Neglecting the variation of viscosity enhancement ratio of the nanofluid (μ nf/μf) with temperature, and applying Sieder–Tate correlation
215
Micro/Nano Heat Transfer
(Equation 5.92) for a pure fluid and nanofluid, under the same geometrical
parameter following expression can be obtained:
Penf
=
Nu f Pe f
Nunf
1/3
k f ρnf c p ,nf
=
knf ρ f c p , f
1/3
(5.94)
Using Equation 5.92, heat transfer coefficient enhancement ratio becomes as
ρnf c p ,nf
=
h f ρ f c p , f
hnf
1/3
knf
k
f
2/3
(5.95)
By examining this expression, it can be observed that the enhancements
in the thermophysical properties of the nanofluid; density, specific heat,
and thermal conductivity, improve the heat transfer coefficient. It should
be noted that the effect of thermal conductivity enhancement is more pronounced when compared to density and specific heat.
Example 5.15
Calculate the heat transfer coefficient enhancement ratio of nanofluid,
CuO/water, flowing in a tube by using Equation 5.95 and information
from Examples 5.8, 5.11, and 5.12.
Solution
From Example 5.8,
k nf = 0.583 W ( m ⋅ K )
From Example 5.11,
ρnf = 1159.106 kg m 3
From Example 5.12 using Equation 5.82,
c p ,nf = 3789.11 J kg ⋅ K
From properties of water at P = 1 bar (100 kPa) and T = 273.15 K (0°C):
k f = 0.552 W ( m ⋅ K )
ρ f = 999.8 kg m 3
c p , f = 4217.9 J kg ⋅ K
216
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
ρnf c p ,nf
=
h f ρ f c p , f
hnf
1/3
k nf
k
f
2/3
(1106.004) (3789.11)
=
(999.8) ( 4217.9)
1/
/3
0.583
0.552
2/3
= 1.035
A more detailed convective heat transfer performance analysis of
nanofluids, together with two additional cases (slug flow case and linear
wall temperature boundary condition case) is provided by Kakaç and
Pramuanjaroenkij.127,128
5.2.6 experimental Correlations of Convective
Heat Transfer of nanofluids
There are many other experimental studies in the literature about the convective heat transfer of nanofluids127–129; the general trend is that the heat transfer
enhancement obtained with nanofluids exceeds the enhancement due to the
thermal conductivity enhancement. This fact indicates that there should be
additional mechanisms of heat transfer enhancement with nanofluids.
Although the thermal dispersion approach provides higher accuracy, the
lack of empirical constants for specific nanofluid types and flow configurations may limit its applicability for the time being. Therefore, the correlations
summarized in this section provide another practical alternative for the prediction of forced convection heat transfer of nanofluids.
Pak and Cho117 provided a Nusselt number correlation that correctly predicts the experimental data for the turbulent flow of Al2O3(13 nm)/water
and TiO2(27 nm)/water nanofluids inside a straight circular tube, values in
parentheses indicate the nanoparticle size. The associated expression is as
follows:
Nunf = 0.021Renf0.8 Prnf0.5
(5.96)
The ranges of experimental data are 10,000 < Re < 100,000, 6.54 < Pr < 12.33,
0.99% < ϕ < 3.16%. These ranges can be considered as the applicability intervals of the provided correlation.
Another correlation for the heat transfer performance of nanofluids in the
turbulent flow regime is given by Xuan and Li.130 They investigated turbulent
convective heat transfer of the nanofluid in a tube, and a new correlation for
heat transfer is proposed to correlate the experimental data for nanofluids as
Nunf = 0.0059 ( 1.0 + 7.6286φ 0.6886 Ped0.001 ) Renf0.9238 Prnf0.4
(5.97)
217
Micro/Nano Heat Transfer
where Penf = umdp / αnf ; dp is the diameter of the nanoparticles and αnf = knf / ρnf
cp,nf .
Yang et al.131 examined the laminar flow heat transfer of nanofluids by
using a horizontal tube heat exchanger. The graphite particles were used
with two base fluids, namely, a commercial automatic transmission fluid,
and a mixture of two synthetic baseoils. By using the experimental data
obtained in the study, a modified Sieder–Tate correlation was proposed for
the determination of nanofluid Nusselt number given by Equation 3.24.
This correlation gives the average Nusselt number for the laminar flow
inside a straight circular tube under constant wall temperature boundary condition. In the application of Equation 3.24 to nanofluids, Pe number
should be replaced by Penf by the use of the properties of nanofluids.
Maïga et al.132 investigated the problem by considering the nanofluids, the
laminar flow of Al2O3/water and Al2O3/ethylene glycol nanofluids inside a
straight circular tube, as single phase fluids with enhanced thermophysical
properties.132 As a result of the numerical analysis, the following expressions
are proposed for the determination of Nusselt number, depending on the
boundary condition:
Nunf = 0.086Renf0.55 Prnf0.5 , for constant wall heat flux
(5.97)
Nunf = 0.28Renf0.35 Prnf0.36 , for constant wall temperature
(5.98)
Validity ranges of the correlations are Re ≤ 1,000, 6 ≤ Pr ≤ 753, and ϕ ≤ 10%.
Numerical results were utilized for obtaining an empirical correlation
that provides the fully developed Nusselt number for the turbulent flow
regime.132 The associated expression is as follows:
Nu fd ,nf = 0.085Renf0.71 Prnf0.35
(5.99)
Validity ranges of Equation 5.99 are 10,000 < Re < 500,000, 6.6 < Pr < 13.9,
and ϕ < 10%.
Example 5.16
Consider the solved Example 3.3 where the heat transfer coefficient
in the inner tube is calculated; if a hot nanofluid of Al2O3/water flows
through the inner tube with 5% particle volume fraction and sphericity
value equals to 1.
1. Calculate heat transfer coefficient and compare the value with
that of Example 3.3.
2. Find the heat transfer enhancement of the nanofluid.
218
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Solution
From Example 3.3,
∆T1 = ∆T2 = ∆Tm = 105 C = 378 K
Tbulk =
140 + 125
= 132 C = 405 K and Twall = 105 C = 378 K
2
From properties of water at the wall temperature, Twall = 378 K (105°C):
k f ,w = 0.682 W ( m ⋅ K )
ρ f ,w = 955.11 kg m 3
µ f ,w = 268 × 10−6 Pa ⋅ s
and properties of water at the bulk temperature, Tbulk = 405 K (132°C):
k f ,b = 0.688 W ( m ⋅ K )
ρ f ,b = 932.836 kg m 3
µ f ,b = 209 × 10−6 Pa ⋅ s
Prb = 1.325
c p , fb = 4271 J kg ⋅ K
Re f ,b =
f
4m
ρumdi
4 × 1.36
= 15, 485 > 2300
=
=
µ
πµ f di π × 0.0525 × 0.209 × 10−3
Turbulent flow
For the Turbulent flow, from Table 3.6,
µ f ,b
Nu f ,b = 0.023 × Re 0f .,8b × Prf1,b3 ×
µ f , w
hf =
Nu f ,b k f ,b
di
=
0.14
= 347
347 × 0.688
= 4547.35 W/m 2 ⋅ K
0.0525
The nanofluid properties can be obtained from
µ nf ,b = (1 + 7.3φ + 123φ 2 ) µ f ,b = 3.496 × 10−4 Pa ⋅ s
µ nf ,w = (1 + 7.3φ + 123φ 2 ) µ f ,w = 4.480 × 10−4 Pa ⋅ s
219
Micro/Nano Heat Transfer
c p , h = c p ,nf = φc p , p + (1 − φ ) c p , f = 4087.45 J kg ⋅ K ; c p ,c = 4179 J kg ⋅ K
( m ⋅ cp )h ⋅ ∆Th = ( m ⋅ cp )c ⋅ ∆Tc
h ,nf =
m
Re h ,b =
c ⋅ c p ,c
m
cp,h
= 1.42 kg s
nf , h
4m
ρumdi
4 × 1.42
= 98, 557.11 > 2300
=
=
µ
πµ nf , h di π × 0.0525 × 0.3496 × 10−3
Turbulent flow
k nf =
=
k p + (n − 1)k f − (n − 1)φ( k f − k p )
k p + (n − 1)k f + φ( k f − k p )
kf
(30) + (3 − 1)(0.688) − (3 − 1)(0.05)(0.688 − 30)
(0.688)
(30) + (3 − 1)(0.688) + (0.05)(0.688 − 30)
= 0.7891 W ( m ⋅ K )
Prnf =
c p ,nf µ nf
k nf
= 1.81
ρnf = φρ p + (1 − φ)ρ f = 1086.1942 kg m 3
From the Seider–Tate correlation with the same geometrical parameters,
Penf
Nunf =
Pe f
1/3
k f ρnf c p ,nf
=
k nf ρ f c p , f
ρnf c p ,nf
=
h f ρ f c p , f
hnf
1/3
k nf
k
f
1/3
= 342.68
2/3
= 1.136
Although Nusselt Number decreases in nanofluid, but the heat transfer coefficient is increased:
hnf
hf
= 1.136
hnf = 1.136 × 4547.35 = 5165.79 W m 2 ⋅ K
The heat transfer enhancement of the nanofluid is 13.6%.
220
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Example 5.17
Using the experimental correlation with nanofluids given in Equation
5.99 for turbulent flow conditions, calculate the heat transfer coefficient
under the same nanofluid conditions as in Example 5.16 and compare the
heat transfer coefficients from both cases.
Solution
From Example 5.16,
k f ,b = 0.688 W ( m ⋅ K )
ρ f ,b = 932.836 kg m 3
µ f ,b = 209 × 10−6 Pa ⋅ s
Prb = 1.325
c p , fb = 4271 J kg ⋅ K
Re f ,b = 15485
Nu f ,b = 353.9
h fi = 4637.6 W/m 2 ⋅ K
The nanofluid properties can be obtained from Example 5.16 as.
µ nf ,b = 3.496 × 10−4 Pa ⋅ s
µ nf ,w = 4.480 × 10−4 Pa ⋅ s
c p ,nf = 4087.45 J kg ⋅ K
Re h ,b = 98467.51
k nf = 0.7891 W ( m ⋅ K )
Prnf = 1.81
ρnf = 1086.1942 kg m 3
From Equation 5.99, the Maïga et al. correlation,
Nunf = 0.085 × Renf0.71 × Prnf0.35 = 540.28
hnf =
k nf × Nunf
di
=
0.7891 × 540.28
= 8120.61 W m 2 ⋅ K
0.0525
221
Micro/Nano Heat Transfer
Therefore, the conventional correlations with the nanofluid properties
underestimate the heat transfer coefficient.
Vasu et al.133 proposed a correlation for the turbulent forced convection
of nanofluids inside circular tubes. The correlation has the same form as
the Dittus–Boelter equation:
Nunf = cDB RenfmDB PrnfnDB
(5.100)
The empirical constant in Equation 5.100, namely, cDB was determined
by applying a regression analysis to the experimental data117,133,134
Nunf = 0.0256Renf0.8 Prnf0.4 , for Al 2 O 3 /water nanofluids
(5.101)
Nunf = 0.027 Renf0.8 Prnf0.4 , for CuO/water nanoffluids
(5.102)
The validity ranges of the above correlations were not provided, but
it can be said that they are applicable in the ranges of the associated
experimental studies whose results were used in the determination of
the correlations.
A similar analysis for laminar flow has been performed and the study
proposed a Nusselt number correlation for the flow of nanofluids inside
circular tubes. The correlation has the same form to that of the Sieder–
Tate correlation, Equation 3.24 with nanofluid properties.
Chun et al.135 proposed that the general form of heat transfer coefficient
correlations for the flow of pure fluids can be applied to the case of nanofluids by modifying the associated constants. The laminar flow of Al2O3/
transformer oil inside a double pipe heat exchanger was investigated:
hnf = α Chun
k nf
d
βChun
Renf
Prnfγ Chun
(5.103)
Constants α Chun, β Chun, and γChun were determined by applying a regression analysis to the experimental data and they obtained the following
expression for the heat transfer coefficient:
hnf = 1.7
k nf
d
Renf0.4
(5.104)
The researchers indicated that Prandtl number is not an effective
parameter for the proposed correlation. In the experiments, following
ranges of parameters were considered, which can be considered as the
applicability ranges of the proposed correlation, 100 < Re < 440 and
0.25% < ϕ < 0.5%.
The convective heat transfer performance of laminar flow of Al2O3/
water nanofluids inside a circular tube under constant wall heat flux
222
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
boundary condition has been investigated by Anoop et al.136. A correlation for local Nusselt number was proposed based on the experimental
data, as follows:
Nux ,nf = 4.36 + [6.219 ⋅ 10−3 x+−1.1522 (1 + φ 0.1533 ) exp ( −2.5228 x+ )]
−0.2183
dp
1 + 0.57825
100 nm
(5.105)
where
x+ =
x
d Renf Prnf
(5.106)
The validity range of the correlation is 50 < × /d < 200, 500 < Re < 2,000.
Asirvatham et al.137 proposed a correlation which provides the local
Nusselt number for the convective heat transfer of laminar CuO/water
nanofluid inside a circular tube under constant wall heat flux boundary
condition as follows:
d
Nux ,nf = 0.155Renf0.59 Prnf0.35
x
0.38
(5.107)
Validity ranges are Re < 2,300, ϕ = 0.003%.
Jung et al.138 modified the Dittus–Boelter correlation. They experimentally investigated the Al2O3(170 nm)/water nanofluid flow inside
a rectangular microchannel under constant wall heat flux boundary
condition:
Nunf = 0.014φ 0.095 Renf0.4 Prnf0.6
(5.108)
Ranges of Reynolds number and particle volume fraction for the experimental study were 5 < Re < 300, and 0.6% < ϕ < 1.8%. It was found that
the friction factor of the nanofluid flow is close to that of the pure fluid
flow, which can be determined by utilizing the following expression:
f nf =
56.9
Renf
(5.109)
where f is defined as in Equation 5.23.
The laminar flow of Al2O3/water nanofluid inside a straight circular tube with wire coil inserts under constant wall heat flux boundary
condition is investigated by Chandrasekar et al.139. As a result of the
223
Micro/Nano Heat Transfer
experiments, following correlations were proposed for the determination of Nusselt number and friction factor:
Nunf = 0.279 ( Re Pr )nf
0.558
pi
d
p
f nf = 530.8Renf−0.909 i
d
−0.477
−1.388
(1 + φ )134.65
(1 + φ )−512.26
(5.110)
(5.111)
where pi is pitch ratio and validity ranges of the correlations are Re < 2,300,
ϕ = 0.1% and 2 ≤ pi / d ≤ 3 where f is defined as in Equation 5.23.
Duangthongsuk and Wongwises140 analyzed the turbulent flow of
TiO2/water nanofluid inside a horizontal double tube counter-flow heat
exchanger experimentally, and the following correlation Nusselt number was introduced:
Nunf = 0.074Renf0.707 Prnf0.385 φ 0.074
(5.112)
Validity ranges are ϕ ≤ 1%, and 3,000 < Re < 18,000. In addition, a new
correlation for the determination of friction factor was also proposed:
f nf = 0.961φ 0.052 Renf−0.375
(5.113)
where f is defined as in Equation 5.23. This correlation can be used for
particle volume fractions up to 2%.
Wu et al.141 examined the heat transfer performance of Al2O3(56 nm)/
water nanofluid flowing inside trapezoidal microchannels under constant wall heat flux boundary condition. The flow regime was laminar.
As a result of the experimental analysis, following correlation was
provided for the determination of Nusselt number:
Nunf = 0.566 (1 + 100φ )
0.57
Renf0.20 Prnf0.18
(5.114)
The above correlation is valid for the following ranges of parameters,
200 < Re < 1,300, 4.6 ≤ Pr ≤ 5.8 and 0 ≤ ϕ ≤ 0.26%. In addition, a correlation for friction factor was also provided:
f nf = 5.43 (1 + 100φ )
0.18
Renf−0.81
(5.115)
where f is defined as in Equation 4.3. Associated validity ranges are
190 < Re < 1,020 and 0 ≤ ϕ ≤ 0.26%.
224
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Nomenclature
a
b
Br
cjump
cp
d
dp
Dh
f
F
Fm
FT
Gz
h
H
I
k
kr
Kn
L
M
Ma
n
NA
Nu
p
Pas
Pe
Po
Pr
ΔT
qw
Qi
Qr
Qw
r
R
Rd
Re
t
T
ΔT
coefficient in Equation 5.40
coefficient in Equation 5.40
Brinkman number, μu2/k(Tw – Tb)
temperature jump coefficient
specific heat at constant pressure, J/kg · K
tube diameter or distance, m
nanoparticle diameter, m
hydraulic diameter, m
friction factor
Enhancement factor (correction factor in Adam’s correlation)
tangential momentum, kg m/s
thermal accommodation coefficient
Graetz number, ud2/αL
heat transfer coefficient, W/m2 · K
Channel height, m
fractal index
thermal conductivity, W/m · K
ratio of specific heats
Knudsen number, λ/L
characteristic length, m
Molecular weight, kg/mol
Mach number, u/Va
empirical shape factor
Avogadro constant, 6.023 × 1023/mol
Nusselt number, hd/k
pressure, Pa
aspect ratio of nanotube
Peclet number, Re Pr or ud/α
Poiseuille number, f Re
Prandtl number, μcp/k
pressure drop, Pa
heat flux, W/m2
impinging stream energy, W
energy carried by reflected molecules, W
energy of molecules leaving the surface at wall temperature, W
radius, m
Gas constant, 8.314472 J/mol K
duct radius, m
Reynolds number, ρumd/μ
nanolayer thickness, m
temperature, K
temperature difference, K
Micro/Nano Heat Transfer
u
um
us
Va
W
Wc
x
xe∗
y
225
velocity, m/s
mean flow velocity, m/s
slip velocity, m/s
speed of sound, m/s
channel width, m
center to center distance between two adjacent microchannels, m
x-direction distance, m
entrance length, m
y-direction distance, m
Greek Symbols
α
thermal diffusivity, m2/s
β
coefficient representing velocity slip and temperature jump
γ
aspect ratio
δ +ν
dimensionless thickness of the laminar sublayer
ε
average roughness, m
κB
Boltzmann constant, 1.3807 × 10−23 J/K
λ
mean free molecule path, m
λD
Darcy coefficient, 4 f
λDr
drag coefficient
λn
Graetz eigenvalues
λ0
Graetz eigenvalue at n equals to 0
μ
dynamics viscosity, Pa · s
ν
kinematic viscosity, m2/s
ρ
density, kg/m3
ϕ
particle volume fraction
ψ
sphericity
θ
the side angle of the trapezoidal microchannel
Subscripts
b
bulk mean
cf
constricted flow
cl
cluster
d
dispersed
e
entrance
eff
effective
f
base fluid
fd
fully developed
h
hydrodynamic
i
inlet
l
liquid nanolayer
nf
nanofluid
o
outlet or tube radius in m
p
nanoparticle
r
r-direction
226
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
s
t
w
x
surface
thermal
wall
local
Superscripts
s
slip-flow
PRoBLEMS
5.1.
5.2.
Using the Table 3.8 to calculate the Nusselt number in a rectangular channel having aspect ratio of 0.5, if the width of the
channel is 100 µm and Kn number is 0.12, calculate the heat
transfer coefficient for air at 40°C for two different boundary
conditions.
A microchannel heat exchanger has been designed for cooling an
electronic chip of size 30 mm by 30 mm. The transition Reynolds
number is 800. The average Nusselt numbers, can be calculated
from the following correlations:
Nu = 0.0384Re 0.67 Prnf0.33
Nu = 0.00726Re 0.8 Prnf0.33
5.3.
5.4.
for Laminar Flow
for Turbulent Flow
To cool the chips, a square microchannel of 250 µm is chosen
where the permissible water velocity is 1 m/s and fluid temperature is 40°C.
a. Calculate the heat transfer coefficient
b. If the length of the microchannel has been given as 20 mm,
calculate the friction coefficient and the pressure drop
Repeat the problem 5.2, if the permissible water velocity is
changed to be 2 m/s but the fluid temperature is still the same.
By using a proper correlation, determine the average heat transfer coefficient.
If the microchannel from the problem 5.2 is changed from
the square microchannel to be the trapezoidal microchannel.
The width of the microchannel is 125 µm, the length of the
microchannel is 62.5 µm, the side angle is 44 degree, the permissible water velocity is 1.5 m/s and the fluid temperature is 40°C.
By selecting a proper correlation, calculate
a. The average heat transfer coefficient,
b. The pressure drop.
Micro/Nano Heat Transfer
5.5.
227
Consider the properties of the nanofluid, Al2O3/water, at 30ºC,
calculate the effective thermal conductivity of 6% volume fraction of nanofluid by using the Hamilton and Crosser model and
assuming that the particles are spherical. Repeat the problem with
8% volume fraction nanofluid at the same water temperature.
5.6. Consider the Nusselt number for fully developed laminar flow
under constant heat flux and constant wall temperature boundary conditions are constant as 4.36 and 3.66, respectively. If the
nanofluid of Al2O3/water flows in a tube with a diameter of 0.5
cm at a bulk temperature of 40°C, calculate the heat transfer
coefficients for both boundary conditions and compare these
values with the heat transfer coefficients of pure water in both
conditions to find the heat transfer enhancement, if the volume
fraction is
a. 0.05% and sphericity value equals to 1,
b. 0.05% and sphericity value equals to 3.
5.7. Consider the solved Example 3.3 where the heat transfer coefficient
in the inner tube is calculated; if a hot nanofluid of Al2O3/water
flows through the inner tube with 5% of particle volume fraction
and sphericity value equals to 1, calculate the heat transfer coefficient by the use of an experimentally obtained nanofluid correlation given by Nunf = 0.0059 ( 1.0 + 7.6286φ 0.6886 Ped0.001 ) Renf0.9238 Prnf0.4,
Equation 5.97.
5.8. The CuO/water nanofluid, kCuO = 401 W ( m ⋅ K ) and kwater = 0.613
W ( m ⋅ K ), flows in a tube under the fully developed turbulent
flow condition at 30ºC. If an inside diameter of the tube is 0.5 cm:
a. Using a proper correlation, determine the effective heat
transfer coefficient of the nanofluid for the constant wall temperature and constant heat flux boundary conditions, assuming the volume fraction of the spherical nanoparticles is 8%,
b. Compare the values with the heat transfer coefficients of
water under the same conditions to find the enhancement.
5.9. Repeat the Problem 5.6 with the Al2O3/ethylene glycol nanofluid
flows in the tube, calculate heat transfer coefficients with
a. 0.05% of particle volume fraction and sphericity value equals
to 1,
b. 0.05% of particle volume fraction and sphericity value equals
to 3.
5.10. Determine the local heat transfer coefficient at 30 cm from the
entrance of a heat exchanger where engine oil flows through
tubes with a diameter of 0.5 in. The oil flows with a velocity of
0.5 m/s and a local bulk temperature of 30°C, while the local
228
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
tube wall temperature is at 60°C. If the oil is replaced with the
nanofluid of Al2O3/oil with 5% particle volume fraction under
the same condition, find the heat transfer enhancement.
5.11. Compare the Nusselt number values obtained from Equations
5.96 and 5.99, when the nanofluid, Al2O3/water, flows with the
Reynolds and Prandtl numbers equal to 10,000 and 7, respectively,
and 1% volume fraction.
5.12. Using the experimental correlation with nanofluids given in
Equation 5.99 for turbulent flow conditions, calculate the heat
transfer coefficient under the same nanofluid conditions as in
Example 5.16 and compare the heat transfer coefficients from
both cases.
References
1. Morini, G. L., Single-phase convective heat transfer in microchannels: a rewiev
of experimental results, International Journal of Thermal Sciences, 631–651, 2004.
2. Kakaç, S. and Yener, Y., Convective Heat Transfer, 2nd ed., CRC Press, Florida,
1995.
3. Adams, T. M., Dowling, M. F., Abdel-Khalik, S. I., and Jeter, S. M., Applicability
of traditional turbulent single-phase forced convection correlations to non-circular microchannels, Int. J. Heat Mass Transfer, 42, 4411–4415, 1999.
4. Bayazitoglu, Y., Tunc, G., Wilson, K., and Tjahjono, I., Convective heat transfer for
single-phase gases in microchannel slip flow: Analytical solutions, in Microscale
Heat Transfer – Fundamentals and Applications, Kakaç, S., Vasiliev, L., Bayazitoglu,
Y., and Yener., Y., Eds., Kluwer Academic Publishers, The Netherlands, 2005,
125–148.
5. Zhang, M. Z., Nano/Microscale Heat Transfer, McGraw-Hill, New York, 2007.
6. Yener, Y., Kakaç, S., Avelino, M., and Okutucu, T., Single-phase forced convection in microchannels A State-of-the-Art Review, in Microscale Heat TransferFundamentals and Applications, Kakaç, S., Vasiliev, L., Bayazitoglu, Y., and Yener.,
Y., Eds., Kluwer Academic Publishers, The Netherlands, 2005, 1–24.
7. Gad-El-Hak, M., The fluid mechanics of microdevices—the freshman scholar
lecture, J. Fluids Eng., 121, 5–33, 1999.
8. Bayazitoglu, Y. and Kakaç, S., Flow regimes in microchannel single-phase gaseous fluid flow, in Microscale Heat Transfer- Fundamentals and Applications, Kakaç,
S., Vasiliev, L., Bayazitoglu, Y., and Yener., Y., Eds., Kluwer Academic Publishers,
The Netherlands, 2005, 75–92.
9. Gad-El-Hak, M., Momentum and heat transfer in MEMS, Congrs francais de
Thermique, SFT, Grenoble, France, 3–6 June, Elsevier, 2003.
10. Beskok, A., Trimmer, W., and Karniadakis, G., Rarefaction compressibility and
thermal creep effects in gas microflows, Proc. ASME DSC, 57(2), 877–892, 1995.
11. Çetin, B., Yuncu, H., and Kakaç, S., Gaseous flow in microconduits with viscous
dissipation, Int. J. Transp. Phenom., 8, 297–315, 2007.
Micro/Nano Heat Transfer
229
12. Wu, P. Y. and Little, W. A., Measurement of heat transfer characteristics of gas
flow in fine channels heat exchangers used for microminiature refrigerators,
Cryogenics, 24(5), 415–420, 1985.
13. Choi, S. B., Barron, R. F., and Warrington, R. O., Fluid flow and heat transfer
in microtubes, in Micromechanical Sensors, Actuators and Systems, Vol. DSC–32,
ASME, Georgia, 1991, 123–134.
14. Yu, D., Warrington, R., Barron, R., and Ameel, T., An experimental and theoretical investigation and heat Transfer in microtubes, Proceedings of ASME/JSME
Thermal Engineering Conference 1, 523–530, 1995.
15. Peng, X. F. and Peterson, G. P., Convective heat transfer and flow friction for
water flow in microchannel structures, Int. J. Heat Mass Transfer, 39, 2599–2608,
1996.
16. Ameel, T. A., Wang, X., Barron, R. F., and Warrington, R. O., Laminar forced
convection in a circular tube with constant heat flux and slip flow, Microscale
Thermophys. Eng, 1(4), 303–320, 1997.
17. Barron, R. F., Wang, X., Ameel, T. A., and Warrington, R. O., The Graetz problem
extended to slip-flow, Int. J. Heat Mass Transfer, 40(8), 1817–1823, 1997.
18. Yu, S. and Ameel, T., Slip-flow heat transfer in rectangular microchannels, Int.
J. Heat Mass Transfer, 44, 4225–4234, 2001.
19. Renksizbulut, M., Niazmand, H., and Tercan, G., Slip-flow and heat transfer in
rectangular microchannels with constant wall temperature, Int. J. Therm. Sci., 44,
870–881, 2006.
20. Renksizbulut, M. and Niazmand, H., Laminar flow and heat transfer in the
entrance region of trapezoidal channels with constant wall temperature, J. Heat
Transfer, 128, 63–74, 2006.
21. Acosta, R. E., Muller, R. H., and Tobias, W. C., Transport process in narrow
(Capillary) channels, AICHE J., 31, 473–482, 1985.
22. Pfalher, J., Harley, J., Bau, H. H., and Zemel, N., Liquid transport in micron and
submicron channels, Sensor. Actuat. A, 21–23, 431–434, 1990.
23. Pfalher, J., Harley, J., Bau, H. H., and Zemel, N., Liquid and gas transport in
small channels, Vol. DSC–31, ASME, Georgia, 1990, 149–157.
24. Pfalher, J., Harley, J., Bau, H. H., and Zemel, N., Gas and liquid flow in small
channels, in Micromechanical Sensors, Actuator and Systems, Vol. DSC–32, ASME,
Georgia, 1991, 49–60.
25. Arkilic, E. B., Breuer, K. S., and Schmidt, M. A., Gaseous flow in microchannels,
in Application of Microfabrication to Fluid Mechanics, Vol. FED–197, ASME, New
York, 1994, 57–66.
26. Pong, K., Ho, C., Liu, J., and Tai, Y., Non-linear pressure distribution in uniform
microchannels, in Application of Microfabrication to Fluid Mechanics, Vol. FED–
197, ASME, New York, 1994, 51–56.
27. Liu, J., Tai, Y. C., and Ho, C. M., MEMS for pressure distribution studies of
gaseous flows through uniform microchannels, Proceedings of Eighth Annual
International Workshop MEMS, IEEE, 209–215, 1995.
28. Shih, J. C., Ho, C. M., Liu, J., and Tai, Y. C., Monatomic and polyatomic gas
flow through uniform microchannels, Vol. DSC–59, ASME, Georgia, 1996,
197–203.
29. Harley, J., Huang, Y., Bau, H. H., and Zemel, J. N., Gas flow in microchannels,
J. Fluid Mech.. 284, 257–274, 1995.
230
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
30. Araki, T., Soo, K. M., Hiroshi, I., and Kenjiro, S., An experimental investigation
of gaseous flow characteristics in microchannels, Proceedings of the International
Conference on Heat Transfer and Transport Phenomena in Microscale, 155–161, 2000.
31. Li, Z. X., Du, D. X., and Guo, Z. Y., Characteristics of frictional resistance for gas
flows in microtubes, Proceedings of Symposium on Energy Engineering in the 21st
Century, 2, 658–664, 2000.
32. Yang, C. Y., Chien, H. T., Lu, S. R., and Shyu, R. J., Friction characteristics of
water, R-134a and air in small tubes, Proceedings of the International Conference on
Heat Transfer and Transport Phenomena in Microscale, 168–174, 2000.
33. Lalonde, P., Colin, S., and Caen, R., Mesure de Debit de Gaz dans les
Microsystems, Mech. Ind., 2, 355–362, 2001.
34. Turner, S. E., Sun, H., Faghri, M., and Gregory, O.J., Compressible gas flow
through smooth and rough microchannels, Proceedings of IMECE ASME 2001,
HTD–24144, 2001.
35. Hsieh, S. S., Tsai, H. H., Lin, C. Y., Huang, C. F., and Chien, C. M., Gas flow in
long microchannel, Int. J. Heat Mass Transfer, 47, 3877–3887, 2004.
36. Tang, G. H. and He, Y. L., An experimental investigation of gaseous flow characteristics in microchannels, Proceedings of Second International Conference on
Microchannels and Minichannels, Rochester, 359–366, 2004.
37. Celata, G. P., Cumo, M., McPhail, S. J., Tesfagabir, L., and Zummo, G.,
Experimental study on compressibility effects in microtubes, Proceedings of the
XXIII UIT Italian National Conference, 53–60, 2005.
38. Morini, G. L., Lorenzini, M., and Salvigni, S., Friction characteristics of
compressible gas flows in microtubes, Exp. Therm. Fluid Sci., 30, 773–744,
2006.
39. Hadjiconstantinou, N. G. and Simsek, O., Constant-wall-temperature Nusselt
number in micro and nano-channels, Trans. ASME, 57(2), 877–892, 2002.
40. Wu, P. and Little, W. A., Measurement of friction factors of the flow of gases
in very fine channels used for mcrominiature Joule-Thompson refrigerators,
Cryogenics, 23, 3–17, 2003.
41. Li, Z. X., Du, D. X., and Guo, Z. Y., Experimental study on flow characteristics of liquid in circular microtubes, Microsc. Thermophys. Eng., 7, 253–265,
2003.
42. Stephan, K., Heat Transfer in Condensation and Boiling, Springer-Verlag, Berlin,
1992.
43. Gnielinski, V., New equations for heat transfer in turbulent pipe and channel
flow, Int. Chem. Eng., 16, 359–368, 1976.
44. Adams, T. M., Abdel-Khalik, S. I., Jeter, S. M., and Qureshi, Z. H., An experimental investigation of single-phase forced convection in microchannels, Int. J. Heat
Mass Transfer, 41(6–7), 851–857, 1998.
45. Tsuzuki, N., Utamura, M., and Ngo, T. L., Nusselt number correlations for a
microchannel heat exchanger hot water supplier with s-shaped fins, Appl.
Therm. Eng., 29, 3299–3308, 2009.
46. White, F. M., Viscous Fluid Flow, McGraw-Hill, New York, 1991.
47. Jiang, P. X., Fan, M. H., Si, G. S., and Ren, Z. P., Thermal-hydraulic performance
of small scale microchannel and porous-media heat exchangers, Int. J. Heat Mass
Transfer, 44, 1039–1051, 2001.
48. Kakaç, S., Shah, R. K., and Aung, W., Handbook of Single Phase Convective Heat
Transfer, John Wiley and Sons, New York, 1987.
Micro/Nano Heat Transfer
231
49. Choi, S. B., Barron, R. F., and Warrington, R. O., Fluid flow and heat transfer,
in Micromechanical Sensors, Actuator and Systems, Vol. DSC–32, ASME, Georgia,
1991, 123–134.
50. Yu, D., Warrington, R. O., Barron, R., and Ameel, T., An experimental and theoretical investigation of fluid flow and heat transfer in microtubes, in Proceedings
of ASME/JSME Thermal Engineering Joint Conference, Hawaii, 523–530, 1995.
51. Bejan, A., Heat Transfer, John Wiley & Sons, New Jersey, 1993.
52. Park, H. S. and Punch, J., Friction factor and heat transfer in multiple microchannels with uniform flow distribution, Int. J. Heat Mass Transfer, 51, 4435–
4443, 2008.
53. Lee, P. S., Garimella, S. V., and Liu, D., Investigation of heat transfer in rectangular microchannels, Int. J. Heat Mass Transfer, 48, 1688–1704, 2005.
54. Wu, P. and Little, W. A., Measurement of the heat transfer characteristics of gas
flow in fine channel heat exchangers used for microminiature refrigerators,
Cryogenics, 24(8), 415–420, 1984.
55. Wang, B. X. and Peng, X. F., Experimental investigation of liquid forced convection heat transfer through microchannels, Int. J. Heat Mass Transfer, 37(1), 73–82,
1994.
56. Peng, X. F., Peterson, G. P., and Wang, B. X., Heat transfer characteristics of
water flowing through microchannels, Exp. Heat Transfer, 7, 265–283, 1994.
57. Sobhan, C. B. and Peterson, G. P., Microscale and Nanoscale Heat Transfer, CRC
Press, Florida, 2008.
58. Celata, G. P., Cumo, M., Gulielmi, M., and Zummo, G., Experimental investigation of hydraulic and single phase heat transfer in 0.130 mm capillary tube,
Nano. Micro. Thermophys. Eng., 6(2), 85–97, 2002.
59. Kandlikar, S. G. and Upadhye, H. R., Extending the heat flux limit with
enhanced microchannels in direct single-phase cooling of computer chips, 21st
Annual IEEE Semiconductor Thermal Measurement and Management Symposium,
8–15, 2005.
60. Kandlikar, S. G., Schmitt, D., Carrano, A. L., and Taylor, J. B., Characterization
of surface roughness effects on pressure drop in single-phase flow in minichannels, Phys. Fluid., 17, 2005.
61. Wang, B., Zhou, L., and Peng, X., A fractal model for predicting the effective
thermal conductivity of liquid with suspension of nanoparticles, Int. J. Heat
Mass Transfer, 46(14), 2665–2672, 2003.
62. Keblinski, P., Phillpot, S. R., Choi, S. U. S., and Eastman, J. A., Mechanisms of
heat flow in suspensions of nano-sized particles (Nanofluids), Int. J. Heat Mass
Transfer, 44(4), 855–863, 2002.
63. Chein, R. and Chuang, J., Experimental microchannel heat sink performance
studies using nanofluids, Int. J. Therm. Sci., 46(1), 57–66, 2007.
64. Lee, J. and Mudawar, I., Assessment of the effectiveness of nanofluids for singlephase and two-phase heat transfer in micro-channels, Int. J. Heat Mass Transfer,
50(3–4), 442–463, 2007.
65. Eastman, J., Choi, S. U. S., Li, S., Thompson, L., and Lee, S., Enhanced thermal conductivity through the development of nanofluids, Proceedings of the
Symposium on Nanophase and Nanocomposite Materials II, Boston, 447, 3–11, 1997.
66. Yu, W., France, D. M., Routbort, J. L., and Choi, S. U. S., Review and comparison of nanofluid thermal conductivity and heat transfer enhancements, Heat
Transfer Eng., 29(5), 432–460, 2008.
232
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
67. Romano, J. M., Parker, J. C., and Ford, Q. B., Application opportunities for
nanoparticles made from the condensation of physical vapors, Adv. Pm. Part., 2,
12–13, 1997.
68. Eastman, J. A., Choi, S. U. S., Li, S., Yu, W., and Thompson, L. J., Anomalously
increased effective thermal conductivities of ethylene glycol-based nanofluids
containing copper nanoparticles, Appl. Phys. Lett., 78(6), 718–720, 2001.
69. Ding, Y., Alias, H., Wen, D., and Williams, R. A., Heat transfer of aqueous
suspensions of carbon nanotubes (CNT nanofluids), Int. J. Heat Mass Transfer,
49(1–2), 240–250, 2006.
70. Zhu, H. T., Zhang, C. Y., Tang, Y. M., and Wang, J. X., Novel synthesis and thermal conductivity of CuO nanofluid, J. Phys. Chem. C, 111(4), 1646–1650, 2007.
71. Hong, T., Yang, H., and Choi, C. J., Study of the enhanced thermal conductivity
of Fe nanofluids, J. Appl. Phys., 97(6), 064311–4, 2005.
72. Beck, M., Yuan, Y., Warrier, P., and Teja, A., The effect of particle size on the
thermal conductivity of alumina nanofluids, J. Nanopart. Res., 11(5), 1129–1136,
2009.
73. Wang, X., Choi, S. U. S., and Xu, X., Thermal conductivity of nnoparticle - fluid
mixture, J. Thermophys. Heat Transfer, 13(4), 474–480, 1999.
74. Czarnetzki, W. and Roetzel, W., Temperature oscillation techniques for simultaneous measurement of thermal diffusivity and conductivity, Int. J. Thermophys.,
16(2), 413–422, 1995.
75. Ju, Y. S., Kim, J., and Hung, M., Experimental study of heat conduction in
aqueous suspensions of aluminum oxide nanoparticles, J. Heat Transfer, 130(9),
092403–6, 2008.
76. Putnam, S. A., Cahill, D. G., Braun, P. V., Ge, Z., and Shimmin, R. G., Thermal
conductivity of nanoparticle suspensions, J. Appl. Phys., 99(8), 084308–6, 2006.
77. Maxwell, J. C., A Treatise on Electricity and Magnetism, Clarendon Press, Oxford,
1873.
78. Hamilton, R. L. and Crosser, O. K., Thermal conductivity of heterogeneous twocomponent systems, Ind. Eng. Chem. Fundam., 1(3), 187–191, 1962.
79. Bhattacharya, P., Saha, S. K., Yadav, A., Phelan, P. E., and Prasher, R. S., Brownian
dynamics simulation to determine the effective thermal conductivity of nanofluids, J. Appl. Phys., 95(11), 6492–6494, 2004.
80. Koo, J. and Kleinstreuer, C., A new thermal conductivity model for nanofluids,
J. Nanopart. Res., 6(6), 577–588, 2004.
81. Das, S. K., Putra, N., Thiesen, P., and Roetzel, W., Temperature dependence of
thermal conductivity enhancement for nanofluids, J. Heat Transfer, 125(4), 567–
574, 2003.
82. Özerinç, S., Kakaç, S., and Yazıcıoğlu, A. G., Enhanced thermal conductivity
of nanofluids: A State-of-the-Art Review, Microfluid. Nanofluid., 8(2), 144–170,
2010.
83. Prasher, R., Phelan, P. E., and Bhattacharya, P., Effect of aggregation kinetics
on the thermal conductivity of nanoscale colloidal solutions (Nanofluid), Nano
Lett., 6(7), 1529–1534, 2006.
84. He, Y., Jin, Y., Chen, H., Ding, Y., Cang, D., and Lu, H., Heat transfer and flow
behaviour of aqueous suspensions of TiO2 nanoparticles (Nanofluids) flowing
upward through a vertical pipe, Int. J. Heat Mass Transfer, 50(11–12), 2272–2281,
2007.
Micro/Nano Heat Transfer
233
85. Evans, W., Prasher, R., Fish, J., Meakin, P., Phelan, P., and Keblinski, P., Effect
of aggregation and interfacial thermal resistance on thermal conductivity of
nanocomposites and colloidal nanofluids, Int. J. Heat Mass Transfer, 51(5–6),
1431–1438, 2008.
86. Nan, C., Birringer, R., Clarke, D. R., and Gleiter, H., Effective thermal conductivity of particulate composites with interfacial thermal resistance, J. Appl. Phys.,
81(10), 6692–6699, 1997.
87. Feng, Y., Yu, B., Xu, P., and Zou, M., The effective thermal conductivity of nanofluids based on the nanolayer and the aggregation of nanoparticles, J. Phys. D:
Appl. Phys., 40(10), 3164–3171, 2007.
88. Xuan, Y., Li, Q., and Hu, W., Aggregation structure and thermal conductivity of
nanofluids, AIChE J., 49(4), 1038–1043, 2003.
89. Yu, C., Richter, A. G., Datta, A., Durbin, M. K., and Dutta, P., Observation of
molecular layering in thin liquid films using X-ray reflectivity, Phys. Rev. Lett.,
82(11), 2326–2329, 1999.
90. Yu, W. and Choi, S. U. S., The role of interfacial layers in the enhanced thermal
conductivity of nanofluids: A renovated Maxwell model, J. Nanopart. Res., 5(1),
167–171, 2003.
91. Schwartz, L. M., Garboczi, E. J., and Bentz, D. P., Interfacial transport in porous
media: application to DC electrical conductivity of mortars, J. Appl. Phys., 78(10),
5898–5908, 1995.
92. Bruggeman, D. A. G., The calculation of various physical constants of heterogeneous substances, 1. The dielectric constants and conductivities of mixtures
Composed of Isotropic Substances, Ann. Phys., 416(7), 636–664, 1935.
93. Xue, Q. and Xu, W., A model of thermal conductivity of nanofluids with interfacial shells, Mater. Chem. Phys., 90(2–3), 298–301, 2005.
94. Murshed, S., Leong, K., and Yang, C., Enhanced thermal conductivity of TiO2water based nanofluids, Int. J. Therm. Sci., 44(4), 367–373, 2005.
95. Choi, S. U. S., Zhang, Z. G., Yu, W., Lockwood, F. E., and Grulke, E. A., Anomalous
thermal conductivity enhancement in nanotube suspensions, Appl. Phys. Lett.,
79(14), 2252–2254, 2001.
96. Lee, S., Choi, S. U. S., Li, S., and Eastman, J. A., Measuring thermal conductivity
of fluids containing oxide nanoparticles, J. Heat Transfer, 121(2), 280–289, 1999.
97. Lee, D., Thermophysical properties of interfacial layer in nanofluids, Langmuir,
23(11), 6011–6018, 2007.
98. Chopkar, M., Sudarshan, S., Das, P., and Manna, I., Effect of particle size on thermal conductivity of nanofluid, Metall. Mater. Trans. A, 39(7), 1535–1542, 2008.
99. Eastman, J. A., Choi, S. U. S., Li, S., Yu, W., and Thompson, L. J., Anomalously
increased effective thermal conductivities of ethylene glycol-based nanofluids
containing copper nanoparticles, Appl. Phys. Lett., 78(6), 718–720, 2001.
100. Chopkar, M., Das, P. K., and Manna, I., Synthesis and characterization of nanofluid for advanced heat transfer applications, Scripta Mater., 55(6), 549–552, 2006.
101. Timofeeva, E. V., Routbort, J. L., and Singh, D., Particle shape effects on thermophysical properties of alumina nanofluids, J. Appl. Phys., 106(1), 014304–10,
2009.
102. Li, C. H., Williams, W., Buongiorno, J., Hu, L., and Peterson, G. P., Transient and
steady-state experimental comparison study of effective thermal conductivity
of Al2O3/water nanofluids, J. Heat Transfer, 130(4), 042407–7, 2008.
234
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
103. Murshed, S., Leong, K., and Yang, C., Investigations of thermal conductivity
and viscosity of nanofluids, Int. J. Therm. Sci., 47(5), 560–568, 2008.
104. Zhang, X., Gu, H., and Fujii, M., Effective thermal conductivity and thermal
diffusivity of nanofluids containing spherical and cylindrical nanoparticles,
J. Appl. Phys., 100(4), 044325–5, 2006.
105. Zhang, X., Gu, H., and Fujii, M., Experimental study on the effective thermal
conductivity and thermal diffusivity of nanofluids, Int. J. Thermophys., 27(2),
569–580, 2006.
106. Roy, G., Nguyen, C. T., Doucet, D., Suiro, S., and Maré, T., Temperature dependent thermal conductivity evaluation of alumina based nanofluids, Proceedings
of the 13th International Heat Transfer Conference, Sydney, 2006.
107. Hong, K. S., Hong, T., and Yang, H., Thermal conductivity of Fe nanofluids
depending on the cluster size of nanoparticles, Appl. Phys. Lett., 88(3), 031901–3,
2006.
108. Wang, X., Zhu, D., and Yang, S., Investigation of pH and SDBS on enhancement
of thermal conductivity in nanofluids, Chem. Phys. Lett., 470(1–3), 107–111, 2009.
109. Masuda, H., Ebata, A., Teramae, K., and Hishinuma, N., Alteration of thermal conductivity and viscosity of liquid by dispersing ultra-fine particles
(Dispersion of γ-Al2O3, SiO2, and TiO2 ultra-fine particles), Netsu Bussei, 4(4),
227–233, 1993.
110. Xie, H., Wang, J., Xi, T., and Liu, Y., Thermal conductivity of suspensions containing nanosized SiC particles, Int. J. Thermophys., 23(2), 571–580, 2002.
111. Xie, H., Wang, J., Xi, T., Liu, Y., and Ai, F., Dependence of the thermal conductivity of nanoparticle-fluid mixture on the base fluid, J. Mater. Sci. Lett., 21(19),
1469–1471, 2002.
112. Li, C. H. and Peterson, G. P., Experimental investigation of temperature and
volume fraction variations on the effective thermal conductivity of nanoparticle
suspensions (Nanofluids), J. Appl. Phys., 99(8), 084314–1–084314–8, 2006.
113. Mintsa, H. A., Roy, G., Nguyen, C. T., and Doucet, D., New temperature dependent thermal conductivity data for water-based nanofluids, Int. J. Therm. Sci.,
48(2), 363–371, 2009.
114. Turgut, A., Tavman, I., Chirtoc, M., Schuchmann, H., Sauter, C., and Tavman, S.,
Thermal conductivity and viscosity measurements of water-based TiO2 nanofluids, Int. J. Thermophys., 30(4), 1213–1226, 2009.
115. Assael, M. J., Metaxa, I. N., Arvanitidis, J., Christofilos, D., and Lioutas,
C., Thermal conductivity enhancement in aqueous suspensions of carbon
multi-walled and double-walled nanotubes in the presence of two different dispersants, Int. J. Thermophys., 26(3), 647–664, 2005.
116. Liu, M., Lin, M. C., Huang, I., and Wang, C., Enhancement of thermal
conductivity with carbon nanotube for nanofluids, Int. Commun. Heat Mass,
32(9), 1202–1210, 2005.
117. Pak, B. C. and Cho, Y. I., Hydrodynamic and heat transfer study of dispersed
fluids with submicron metallic oxide particles, Exp. Heat Transfer, 11(2), 151–170,
1998.
118. Xuan, Y. and Roetzel, W., Conceptions for heat transfer correlation of nanofluids, Int. J. Heat Mass Transfer, 43(19), 3701–3707, 2000.
119. Wang, B., Zhou, L., and Peng, X., Surface and size effects on the specific heat
capacity of nanoparticles, Int. J. Thermophys., 27(1), 139–151, 2006.
Micro/Nano Heat Transfer
235
120. Einstein, A., A new determination of the molecular dimensions, Ann. Phys.,
324(2), 289–306, 1906.
121. Brinkman, H. C., The viscosity of concentrated suspensions and solutions,
J. Chem. Phys., 20(4), 571, 1952.
122. Tseng, W. J. and Lin, K., Rheology and colloidal structure of aqueous TiO2
nanoparticle suspensions, Mater. Sci. Eng. A, 355(1–2), 186–192, 2003.
123. Maïga, S. E. B., Nguyen, C. T., Galanis, N., and Roy, G., Heat transfer behaviours of nanofluids in a uniformly heated tube, Superlatt. Microstruct., 35(3–6),
543–557, 2004.
124. Kulkarni, D. P., Das, D. K., and Chukwu, G. A., Temperature dependent
rheological property of copper oxide nanoparticles suspension (Nanofluid),
J. Nanosci. Nanotechnol., 6, 1150–1154, 2006.
125. Shah, R. K. and London, A. L., Laminar Flow Forced Convection in Ducts,
Supplement 1 to Advances in Heat Transfer, Academic Press, New York, 1978.
126. Sieder, E. N. and Tate, G. E., Heat transfer and pressure drop of liquids in tubes,
Ind. Eng. Chem., 28(12), 1429–1435, 1936.
127. Kakaç, S. and Pramuanjaroenkij, A., Review of convective heat transfer
enhancement with nanofluids, Int. J. Heat Mass Transfer, 52(13–14), 3187–3196,
2009.
128. Özerinç, S., Heat transfer enhancement with nanofluids, M.S. Thesis, Middle
East Technical University, Ankara 2010.
129. Godson, L., Raja, B., Mohan Lal, D., and Wongwises, S., Enhancement of heat
transfer using nanofluids-An overview, Renew. Sust. Energy Rev., 14(2), 629–641,
2010.
130. Xuan, Y. and Li, Q., Investigation on convective heat transfer and flow features
of nanofluids, J. Heat Transfer, 125(1), 151–155, 2003.
131. Yang, Y., Zhang Z. G., Grulke E. A., Anderson W. B., and Wu G., Heat transfer
properties of nanoparticle-in-fluid dispersions (nanofluids) in laminar flow, Int.
J. Heat Mass Transfer, 48(6), 1107–1116, 2005.
132. Maïga, S. E. B., Nguyen C. T., Galanis N., Roy G., Mare T., and Coqueux M.,
Heat transfer enhancement in turbulent tube flow using Al2O3 nanoparticle suspension, Int. J. Numer. Method. H., 16(3), 275–292, 2006.
133. Vasu, V., Rama Krishna, K., and Kumar, A., Analytical prediction of forced
convective heat transfer of fluids embedded with nanostructured materials
(nanofluids), Pramana, 69(3), 411–421, 2007.
134. Putra, N., Roetzel, W., and Das, S., Natural convection of nano-fluids, Heat Mass
Transfer, 39(8), 775–784, 2003.
135. Chun, B., Kang, H., and Kim, S., Effect of alumina nanoparticles in the fluid on
heat transfer in double-pipe heat exchanger system, Korean J. Chem. Eng., 25(5),
966–971, 2008.
136. Anoop, K., Sundararajan, T., and Das, S. K., Effect of particle size on the convective heat transfer in nanofluid in the developing region, Int. J. Heat Mass Transfer,
52(9–10), 2189–2195, 2009.
137. Asirvatham, L. G., Vishal, N., Gangatharan, S. K., and Lal, D. M., Experimental
study on forced convective heat transfer with low volume fraction of CuO/
water nanofluid, Energies, 2(1), 97–110, 2009.
138. Jung, J., Oh, H., and Kwak, H., Forced convective heat transfer of nanofluids in
microchannels, Int. J. Heat Mass Transfer, 52(1–2), 466–472, 2009.
236
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
139. Chandrasekar, M., Suresh, S., and Chandra Bose, A., Experimental studies on
heat transfer and friction factor characteristics of Al2O3/water nanofluid in a
circular pipe under laminar flow with wire coil inserts, Exp. Therm. Fluid Sci.,
34(2), 122–130, 2010.
140. Duangthongsuk, W. and Wongwises, S., An experimental study on the heat
transfer performance and pressure drop of TiO2-water nanofluids flowing
under a turbulent flow regime, Int. J. Heat Mass Transfer, 53(1–3), 334–344,
2010.
141. Wu, X., Wu, H., and Cheng, P., Pressure drop and heat transfer of Al2O3-H2O
nanofluids through silicon microchannels, J. Micromech. Microeng., 19(10),
105020, 2009.
6
Fouling of Heat Exchangers
6.1 Introduction
Fouling can be defined as the accumulation of undesirable substances on a
surface. In general, it refers to the collection and growth of unwanted material, which results in inferior performance of the surface. Fouling occurs in
natural as well as synthetic systems. Arteriosclerosis serves as an example
of fouling in the human body wherein the deposit of cholesterol and the
proliferation of connective tissues in an artery wall form plaque that grows
inward. The resulting blockage or narrowing of arteries places increased
demand on the heart.
In the present context, the term fouling is used to specifically refer to undesirable deposits on the heat exchanger surfaces. A heat exchanger must effect
a desired change in the thermal conditions of the process streams within
allowable pressure drops and continue to do so for a specified time period.
During operation, the heat transfer surface fouls, resulting in increased
thermal resistance and often an increase in the pressure drop and pumping
power as well. Both of these effects complement each other in degrading the
performance of the heat exchanger. The heat exchanger may deteriorate to the
extent that it must be withdrawn from service for replacement or cleaning.
Fouling may significantly influence the overall design of a heat exchanger
and may determine the amount of material employed for construction as
well as performance between cleaning schedules. Consequently, fouling
causes an enormous economic loss as it directly impacts the initial cost, operating cost, and heat exchanger performance. An up-to-date review of the
design of heat exchangers with fouling is given by Kakaç and coworkers.1,2
Fouling reduces the effectiveness of a heat exchanger by reducing the heat
transfer and by affecting the pressure drop (Figure 6.1).
6.2 Basic Considerations
Thermal analysis of a heat exchanger is governed by the conservation of
energy in that the heat release by the hot fluid stream equals the heat gain by
237
238
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Outside
fouling
deposit
Ti
To
Inside fouling
deposit
Tube wall
Figure 6.1
Fouled tube.
the cold fluid. The heat transfer rate, Q, is related to the exchanger geometry
and flow parameters as
Q = UAo ∆Tm
(6.1)
where U is based on the outside heat transfer surface area of the exchanger. It
is important to distinguish between overall heat transfer coefficient for clean
(Uc) and fouled surfaces (Uf).
Uf can be related to the clean surface overall heat transfer coefficient, Uc, as
1
1
=
+ R ft
U f Uc
(6.2)
where Rft is the total fouling resistance, given as
R ft =
Ao R fi
+ R fo
Ai
(6.3)
The heat transfer rate under fouled conditions, Q f, can be expressed as
Q f = U f A f ∆Tmf
(6.4)
239
Fouling of Heat Exchangers
)/W
·K
2
0
0. .001
00
05
f
0.
0. 02
0. 01
00
5
=
0.
05
(m
100
R
10
0.
0. 000
00 1
00
5
Percentage increase in surface
area due to fouling
1,000
1
1
10
100
1,000
10,000
Clean overall heat transfer coefficient, Uc, W/(m2 · K)
Figure 6.2
Effects of fouling on surface area. (From Chenoweth, J. M., Heat Transfer in High Technology and
Power Engineering, Hemisphere, New York, pp. 406–419, 1987. With permission.)
where the subscript f refers to the fouled conditions. Process conditions usually set the heat duty and fluid temperatures at specified values, i.e., Q f = Qc
and ΔTmf = ΔTmc. Under these conditions, Equations 6.1, 6.2, and 6.4 show that
Af
= 1 + U c R ft
Ac
(6.5)
where Ac is the required surface area if the heat exchanger remains clean.
UcRft in Equation 6.5 represents the additional surface area required because
of fouling of the heat exchanger. For a range of fouling resistances, Figure 6.2
shows the percentage of increase in the heat transfer surface area due to
fouling. Obviously, the added surface is small if Uc is low (1–10 W/m2 ⋅ K)
even though the total fouling resistance may be high (Rft = 50.0 m2 K/kW).
However, for high Uc (1,000–10,000 W/m2 K), even a small fouling resistance
(Rft = 0.5 m2 ⋅ K/kW) results in a substantial increase in the required heat
transfer surface area. A 100% increase in the surface area due to fouling
alone is not uncommon.
6.3 Effects of Fouling
Lower heat transfer and increased pressure drop resulted from fouling
decrease the effectiveness of a heat exchanger. These effects and the basic thermohydraulic aspects of heat exchanger design are discussed in this section.
240
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
6.3.1 effect of Fouling on Heat Transfer
A simple visualization of fouling, shown in Figure 6.1, depicts fouling
buildup on the inside and outside of a circular tube. It is evident that fouling
adds an insulating layer to the heat transfer surface. For a plain tubular heat
exchanger, the overall heat transfer coefficient based on the outer surface
area under fouled conditions, Uf, can be obtained by adding the inside and
outside thermal resistances in Equation 6.2:
Uf =
1
Ao ln ( do/di )
Ao
Ao
1
+
R fi +
+ R fo +
ho
Ai hi Ai
2 πkL
(6.6)
The overall heat transfer coefficient for a finned tube (based on the outside surface area) is given by Equation 2.17. Fouling resistances Rfi or Rfo, also
defined in Chapter 2, are sometimes referred to as “fouling factors.” The heat
transfer in the unwanted fouling material takes place by conduction.
Table 6.1 shows average total fouling resistance values specified in the
design of some 750 shell-and-tube heat exchangers, by five different manufacturers.3 Using the typical values of heat transfer coefficients for boiling,
condensation, and gas flow and an average total fouling resistance given in
Table 6.1 allows the preparation of Table 6.2, which shows the percentage
increase in the heat transfer surface area for shell-and-tube boiler, evaporator, and condenser applications with single-phase flow in the tube side. It
should be noted that if liquids are used for sensible heating/cooling, fouling
may substantially increase the required surface area by a factor of 2 or even
3. For high heat transfer applications, fouling may even dictate the design of
the heat exchange device.
TABLe 6.1
Specified Total Fouling Resistance.
Rft × 104, m2 × K/W
Shell Side
Tube Side
Vapor
Liquid
Two Phase
Vapor
Liquid
Two phase
3.7
6.0
5.1
5.1
7.9
6.7
4.8
6.5
5.1
Source: From Garrett-Price, B. A. et al., Fouling
of Heat Exchangers: Characteristics,
Costs, Prevention, Control, and Removal,
Noyes Publications, Park Ridge, NJ,
1985. With permission.
241
Fouling of Heat Exchangers
TABLe 6.2
Added Surface Area for Typical Fluid Combinations
Shell Side (Boiling
or Condensation)
Uc
Uf
Increase in
Area (%)
47.6
49.5
49.8
46.5
48.4
48.6
2.3
2.4
2.4
Tube side: gas at high pressure; hi = 500 W/m2 ·K
Light organics
1,000
4.8
Medium organics
5,000
4.8
Steam
10,000
4.8
333.3
454.5
476.2
287.3
373.1
387.6
16.0
21.8
22.9
Tube side: medium organic liquids; hi = 1,000 W/m2 ·K
Medium organics
1,000
6.5
Water, low pressure
5,000
6.5
Water, high pressure
10,000
6.5
500.0
833.3
909.1
377.4
540.5
571.4
32.5
54.2
59.1
833.3
2500.0
3333.3
287.3
373.1
387.6
54.2
162.5
216.7
ho
Rft × 104
Tube side: gas at very low pressure; hi = 50 W/ m2 ·K
Medium organics
1,000
4.8
Water, low pressure
5,000
4.8
Water, high pressure
10,000
4.8
Tube side: water; hi = 5,000 W/m2 ·K
Light organics
1,000
Medium organics
5,000
Water
10,000
6.5
6.5
6.5
6.3.2 effect of Fouling on Pressure drop
Interestingly, more heat exchangers must be removed from service for
cleaning due to excessive pressure drop than for an inability to meet the
heat transfer requirements. As shown in Figure 6.1, fouling always has a
finite, although sometimes small, thickness. The change in the flow geometry due to fouling affects the flow field and the pressure drop (or pumping
power). For example, in a tubular heat exchanger, a fouling layer roughens
the surface, decreases the inside diameter, and increases the outside diameter of the tubes.
The frictional pressure drop in the tube for a single-phase flow can be
calculated by Equation 4.3:
L ρum2
∆p = 4 f
di 2
(6.7)
where f is the Fanning friction factor. Various graphs and correlations
to determine the friction factor for single-phase flow are available in the
literature.1,2
242
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The fouling layer decreases the inside diameter and roughens the surface,
thus causing an increase in the pressure drop given by Equation 6.7. Pressure
drop under fouled and clean conditions can be related as
∆p f
f f dc u f
=
∆pc
fc d f uc
2
(6.8)
= umρA) under clean and fouled conBy assuming that the mass flow rate (m
ditions is the same, Equation 6.8 can be modified as
∆p f
f f dc
=
∆pc
fc d f
5
(6.9)
Even if the fouling does not affect the friction coefficient, a small reduction
in tube inside diameter increase the pressure drop (Table 6.3). The fouling
factor can be related to the thermal conductivity kf of the fouling material
and the fouling thickness tf as
Rf =
Rf =
tf
kf
ln ( dc/d f )
2k f
( for a plane wall )
(6.10a)
( for a cylindrical tube walll )
(6.10b)
TABLe 6.3
Added Pressure Drop for Typical Fouling Materials
Material
Hematite
Biofilm
Calcite
Serpentine
Gypsum
Magnesium
phosphate
Calcium sulphate
Calcium phosphate
Magnetic iron oxide
Calcium carbonate
a
Thermal
Conductivity
(W/m · K)
Foulinga
Thickness,
t (mm)
Area
Remaining
(%)
Increase in
Pressure Drop
(%)
0.6055
0.7093
0.9342
1.0380
1.3148
2.1625
0.24
0.28
0.37
0.41
0.51
0.83
95.7
95.0
93.5
92.8
90.9
85.5
11.6
13.7
18.4
20.7
26.9
47.9
2.3355
2.5950
2.8718
2.9410
0.90
0.99
1.09
1.12
84.4
82.9
81.2
80.8
52.6
59.9
68.2
70.3
Assuming fouling resistance of 4 × 10–4 m2 · K/W, OD = 25.4 mm, ID = 22.1 mm tube.
243
Fouling of Heat Exchangers
ID under fouled conditions, df, can be obtained by rearranging Equation
6.10b:
2k f R f
d f = dc exp −
dc
(6.11)
and the fouling thickness, tf, is expressed as
2k f R f
t f = 0.5 dc 1 − exp −
dc
(6.12)
In general, the fouling layer consists of several materials. Thermal conductivity may also be nonuniform. Approximate thermal conductivities of pure
materials that can constitute fouling deposits are given in the second column
of Table 6.3.3 These values have been used to estimate fouling thickness in a
25.4 mm OD, 16 BWG (22.1 mm ID) tube with a tube-side fouling resistance of
0.0004 m2 K/W. It is assumed that the fouling layer is composed solely of one
material. The percentage of remaining flow area and the percentage increase
in the pressure drop are given in columns 3 and 4 of Table 6.3, respectively.
As can be seen, the pressure drop increases by about 70% in some instances
for the assumed fouling. In these calculations, it is assumed that the fouling does not affect the friction factor (i.e., ff = fc). Moreover, an increase in
the pressure drop due to excess surface area (required for heat transfer) has
not been taken into account. Aging of the deposit starts soon after it is laid
on the surface. Mechanical properties of the deposit can change during this
phase, for example, due to the changes in crystal or chemical structure. Slow
poisoning of microorganisms due to corrosion at the surface may weaken
the biofouling layer. A chemical reaction taking place at the deposit surface
may alter the chemical composition of the deposit and thereby change its
mechanical strength.
6.3.3 Cost of Fouling
Fouling of heat transfer equipment introduces an additional cost to the industrial sector. The added cost is in the form of (1) increased capital expenditure,
(2) increased maintenance cost, (3) loss of production, and (4) energy losses.
In order to compensate for fouling, the heat transfer area of a heat exchanger
is increased. Pumps and fans are oversized to compensate for over-surfacing
and the increased pressure drop resulting from a reduction in the flow area.
Duplicate heat exchangers may have to be installed in order to ensure continuous operation while a fouled heat exchanger is cleaned. High-cost materials such as titanium, stainless steel, or graphite may be required for certain
fouling situations. Cleaning equipment may be required for online cleaning.
All of these items contribute to increasing the capital expenditure.
244
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Online and offline cleaning add to the maintenance costs. Fouling increases
the normally scheduled time incurred in maintaining and repairing equipment. Loss of production because of operation at reduced capacity or downtime can be costly. Finally, energy losses due to reduction in heat transfer
and increase in pumping-power requirements can be a major contributor to
the cost of fouling.
The annual costs of fouling and corrosion in U.S. industries, excluding
electric utilities, were placed between $3 and $10 billion in 1982.4 It is clear
that the deleterious effects of fouling are extremely costly.
6.4 Aspects of Fouling
A landmark paper by Taborek et al.5 cited fouling as the major unresolved
problem in heat transfer. Since then, the great financial burden imposed by
fouling on the industrial sector has been recognized. This has resulted in a
significant increase in the literature on fouling, and various aspects of the
problem have been resolved. The major unresolved problem of 1972 is still
the major unsolved problem now. This is because the large amount of fouling research has not brought about a significant solution to the prediction
and mitigation of fouling.
The next section discusses some fundamental aspects that help in understanding the types and mechanisms of fouling. The commonly used methods that aid in developing models to predict fouling are also outlined.
6.4.1 Categories of Fouling
Fouling can be classified in a number of different ways. These may include
the type of heat transfer service (boiling, condensation), the type of fluid
stream (liquid, gas), or the kind of application (refrigeration, power generation). Because of the diversity of process conditions, most fouling
situations are virtually unique. However, in order to develop a scientific
understanding, it is best to classify fouling according to the principal
process that causes it. Such a classification, developed by Epstein,6 has
received wide acceptance. Accordingly, fouling is classified into the following categories: particulate, crystallization, corrosion, biofouling, and
chemical reaction.
6.4.1.1 Particulate Fouling
The accumulation of solid particles suspended in the process stream onto
the heat transfer surface results in particulate fouling. In boilers, this may
occur when unburnt fuel or ashes are carried over by the combustion gases.
Fouling of Heat Exchangers
245
Air-cooled condensers are often fouled because of dust deposition. Particles
are virtually present in any condenser cooling water. The matter involved
may cover a wide range of materials (organic, inorganic) and sizes and
shapes (from the submicron to a few millimeters in diameter). Heavy particles settle on a horizontal surface because of gravity. Other mechanisms
may be involved, however, for fine particles to settle onto a heat transfer
surface at an inclination.
6.4.1.2 Crystallization Fouling
A common way in which heat exchangers become fouled is through the
process of crystallization. Crystallization arises primarily from the presence of dissolved inorganic salts in the process stream, which exhibits
supersaturation during heating or cooling. Cooling-water systems are often
prone to crystal deposition because of the presence of salts such as calcium
and magnesium carbonates, silicates, and phosphates. These are inverse
solubility salts that precipitate as the cooling water passes through the
condenser (i.e., as the water temperature increases). The problem becomes
serious if the salt concentration is high. Such a situation may arise, for
example, because of accumulation in cooling-water systems with an evaporative cooling tower. The deposits may result in a dense, well-bonded layer
referred to as a scale, or a porous, soft layer described as a soft scale, sludge,
or powdery deposit.
6.4.1.3 Corrosion Fouling
A heat transfer surface exposed to a corrosive fluid may react, producing
corrosion products. These corrosion products can foul the surface, provided
that the pH value of the fluid does not dissolve the corrosion products as
they are formed. For example, impurities in fuel like alkali metals, sulfur,
and vanadium can cause corrosion in oil-fired boilers. Corrosion is particularly serious on the liquid side. Corrosion products may also be swept away
from the surface where they are produced and transported to other parts of
the system.
6.4.1.4 Biofouling
Deposition and/or growth of material of a biological origin on a heat transfer
surface results in biofouling. Such material may include microorganisms
(e.g., bacteria, algae, and molds) and their products, and the resulting fouling
is known as microbial fouling. In other instances, organisms such as seaweed, water weeds, and barnacles form deposits known as macrobial fouling. Both types of biofouling may occur simultaneously. Marine or power
plant condensers using seawater are prone to biofouling.
246
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
6.4.1.5 Chemical Reaction Fouling
Fouling deposits are formed as a result of chemical reaction(s) within the
process stream. Unlike corrosion fouling, the heat transfer surface does not
participate in the reaction, although it may act as catalyst. Polymerization,
cracking, and coking of hydrocarbons are prime examples.
It must be recognized that most fouling situations involve a number of
different types of fouling. Moreover, some of the fouling processes may
complement each other. For example, corrosion of a heat transfer surface
promotes particulate fouling. Significant details about each type of fouling
are available in the literature. Somerscales and Knudsen7 and Melo et al.8 are
excellent sources of such information.
6.4.2 Fundamental Processes of Fouling
Even without complications arising from the interaction of two or more
categories, fouling is an extremely complex phenomenon. This is primarily
due to the large number of variables that affect fouling. To organize thinking about the topic, it will therefore be extremely useful to approach fouling
from a fundamental point of view. Accordingly, the fouling mechanisms,
referred to as sequential events by Epstein,9 are initiation, transport, attachment, removal, and aging and are described in the following sections.
6.4.2.1 Initiation
During initiation, the surface is conditioned for the fouling that will take
place later. Surface temperature, material, finish, roughness, and coatings
strongly influence the initial delay, induction, or incubation period. For example, in crystallization fouling, the induction period tends to decrease as the
degree of supersaturation increases with respect to the heat transfer surface
temperature. For chemical reaction fouling, the delay period decreases
with increasing temperature because of the acceleration of induction reactions. Surface roughness tends to decrease the delay period.10 Roughness
projections provide additional sites for crystal nucleation, thereby promoting crystallization, while grooves provide regions for particulate deposition.
6.4.2.2 Transport
During this phase, fouling substances from the bulk fluid are transported to
the heat transfer surface. Transport is accomplished by a number of phenomena including diffusion, sedimentation, and thermophoresis. A great deal of
information available for each of these phenomena has been applied to study
the transport mechanism for various fouling categories.7,8
The difference between fouling species, oxygen or reactant concentration
in the bulk fluid, Cb, and that in the fluid adjacent to the heat transfer surface,
247
Fouling of Heat Exchangers
Cs, results in transport by diffusion. The local deposition flux,
written as
d = hD ( Cb − Cs )
m
d,
m
can be
(6.13)
where hD is the convective mass transfer coefficient. hD is obtained from the
Sherwood number (Sh = hDd/D) which, in turn, depends on the flow and geometric parameters.
Because of gravity, particulate matter in a fluid is transported to the
inclined or horizontal surface. This phenomenon, known as sedimentation,
is important in applications where particles are heavy and fluid velocities
are low.
Thermophoresis is the movement of small particles in a fluid stream when
a temperature gradient is present. Cold walls attract colloidal particles, while
hot walls repel these particles. Thermophoresis is important for particles
below 5 μm in diameter and becomes dominant at about 0.1 μm.
A number of other processes such as electrophoresis, inertial impaction,
and turbulent downsweeps may be present. Theoretical models to study
these processes are available in the literature.11–13 However, application of
these models for fouling prediction is often limited by the fact that several
of the preceding processes may be involved simultaneously in a particular
fouling situation.
6.4.2.3 Attachment
Part of the fouling material transported attaches to the surface. Considerable
uncertainty about this process exists. Probabilistic techniques are often used
to determine the degree of adherence. Forces acting on the particles as they
approach the surface are important in determining attachment. Additionally,
properties of the material such as density, size, and surface conditions are
important.
6.4.2.4 Removal
Some material is removed from the surface immediately after deposition and
some is removed later. In general, shear forces at the interface between the
fluid and deposited fouling layer are considered responsible for removal. Shear
forces, in turn, depend on the velocity gradients at the surface, the viscosity of
the fluid, and surface roughness. Dissolution, erosion, and spalling have been
proposed as plausible mechanisms for removal. In dissolution, the material
exits in ionic form. Erosion, whereby the material exits in particulate form, is
affected by fluid velocity, particle size, surface roughness, and bonding of the
material. In spalling, the material exits as a large mass. Spalling is affected by
thermal stress set up in the deposit by the heat transfer process.
248
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
6.4.2.5 Aging
Once deposits are laid on the surface, aging begins. The mechanical properties of the deposit can change during this phase because of changes in
the crystal or chemical structure, for example. Slow poisoning of microorganisms due to corrosion at the surface may weaken the biofouling layer. A
chemical reaction taking place at the deposit surface may alter the chemical
composition of the deposit and, thereby, change its mechanical strength.
6.4.3 Prediction of Fouling
The overall result of the processes listed above is the net deposition of material on the heat transfer surface. Clearly, the deposit thickness is time dependent. In the design of heat exchangers, a constant value of fouling resistance,
Rf, interpreted as the value reached in a time period after which the heat
exchanger will be cleaned, is used. To determine the cleaning cycle, one
should be able to predict how fouling progresses with time. Such information is also required for proper operation of the heat exchanger. Variation of
fouling with time can be expressed as the difference between deposit rate,
ϕd, and removal rate, ϕr, functions.14
dR f
= φd − φr
dt
(6.14)
The behavior of ϕd and ϕr depend upon a large number of parameters. The
resulting fouling behavior can be represented as a fouling factor–time curve,
as shown in Figure 6.3. The shape of the curve relates to the phenomena
occurring during the fouling process.
If either deposition rate is constant and removal rate is negligible or the difference between deposition and removal rates is constant, the fouling–time
curve will assume a straight line function, as shown by curve A in Figure 6.3.
Linear fouling is generally represented by tough, hard, adherent deposits.
Fouling in such cases will continue to increase unless some type of cleaning
is employed. If the deposit rate is constant and the removal rate is ignored,
Equation 6.14 can be integrated to yield
Rf = φ f t
(6.15)
which was first developed by McCabe and Robinson.15
Asymptotic fouling curve C is obtained if the deposit rate is constant and
the removal rate is proportional to the fouling layer thickness, suggesting
that the shear strength of the layer is decreasing or other mechanisms deteriorating the stability of the layer are taking place. Such a situation will generally occur if the deposits are soft since they can flake off easily. Fouling in
such cases reaches an asymptotic value.
249
Fouling of Heat Exchangers
ng
lli
Fa
B
e
t
ra
c
toti
mp
Asy
C
Li
Rf
ne
ar
A
D
tD
Time
Figure 6.3
Typical fouling factor-time curve. (From Chenoweth, J. M., Heat Transfer in High Technology and
Power Engineering, Hemisphere, New York, pp. 406–419, 1987. With permission.)
Falling-rate fouling, shown by curve B, lies between the linear and asymptotic fouling curves. Such behavior may result if the deposition rate is
inversely proportional to the fouling thickness. A periodic change in operating conditions results in the sawtooth configuration shown in curve D.
This situation is typical of commercial cooling-tower water. Assuming the
removal function to be proportional to the fouling resistance and the deposition to be constant, Kern and Seaton16 obtained the classical relation:
R f = R*f ( 1 − e − t/θ )
(6.16)
where θ is the time constant that indicates how quickly asymptotic fouling
conditions are approached and R*f is the asymptotic fouling factor.
A number of semiempirical models have been developed over the years
to predict the nature of the fouling curve in a given application. The general
applicability of these models is limited since the various constants or coefficients involved are site dependent and would usually be unknown. Much
of the current fouling research is directed toward establishing predictive
models. Epstein6 has tabulated a number of deposition and removal models
developed over the past several years. The qualitative effects of increasing
certain parameters on the deposition and removal rates and the asymptotic
fouling factor are summarized in Table 6.4.17 Velocity is the only parameter whose increase causes a reduction in the asymptotic fouling factor even
though there may be some exceptions.
250
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 6.4
Effect of Parameters on Fouling
Parameter Increased
Deposition
Rate
Removal
Rate
Stickness
Surface temperature
Toughness
Roughness
In situ corrosion
Ex situ corrosion
Velocity
Increases
Increases
Questionable
Increases (?)
Increases
Increases
Decreases
Decreases
Questionable
Decreases
Increases
Questionable
Questionable
Increases
Asymptotic
Fouling
Increases
Increases
Increases
Questionable
Increases
Increases
Decreases
6.5 Design of Heat Exchangers Subject to Fouling
Although fouling is time dependent, only a fixed value can be prescribed
during the design stage. Therefore, the operating characteristics and cleaning schedules of the heat exchanger depend on the design fouling factor.
Many heat exchangers operate for long periods without being cleaned, while
others might require frequent cleaning. If fouling is anticipated, provisions
should be made during the design stage. A number of different approaches
are used to provide an allowance for fouling, all of which result in an excess
surface area for heat transfer. Current methods include specifying the fouling resistances, the cleanliness factor, or the percentage over surface.
6.5.1 Fouling resistance
A common practice is to prescribe a fouling resistance or fouling factor (as
in Equation 6.6) on each side of the surface where fouling is anticipated. The
result is a lower overall heat transfer coefficient. Consequently, excess surface
area is provided to achieve the specified heat transfer. The heat exchanger
will perform satisfactorily until the specified value of the fouling resistance
is reached, after which it must be cleaned. The cleaning interval is expected
to coincide with the plant’s regular maintenance schedule so that additional
shutdowns can be avoided.
It is extremely difficult to predict a specific fouling behavior for most cases
since a large number of variables can materially alter the type of fouling and
its rate of buildup. Sources of fouling resistance in the literature are rather
limited, in part, because of the relatively recent interest in fouling research.
Tables found in the standards of the Tubular Exchanger Manufacturers
Association (TEMA),19 reproduced here as Tables 6.5 to 6.11, are probably the
most referenced source of fouling factors used in the design of heat exchangers. Unfortunately, the TEMA tables do not cover the large variety of possible
251
Fouling of Heat Exchangers
TABLe 6.5
TEMA Design Fouling Resistances for Industrial
Fluids
Industrial Fluids
Oils
Fuel oil no. 2
Fuel oil no. 6
Transformer oil
Engine lube oil
Quench oil
Gases and Vapors
Manufactured gas
Engine exhaust gas
Steam (nonoil bearing)
Exhaust steam (oil bearing)
Refrigerant vapors (oil bearing)
Compressed air
Ammonia vapor
CO2 vapor
Chlorine vapor
Coal flue gas
Natural gas flue gas
Liquids
Molten heat transfer salts
Refrigerant liquids
Hydraulic fluid
Industrial organic heat transfer
media
Ammonia liquid
Ammonia liquid (oil bearing)
Calcium chloride solutions
Sodium chloride solutions
CO2 liquid
Chlorine liquid
Methanol solutions
Ethanol solutions
Ethylene glycol solutions
Rf (m2 · K/W)
0.000352
0.000881
0.000176
0.000176
0.000705
0.001761
0.001761
0.000088
0.000264–0.000352
0.000352
0.000176
0.000176
0.000176
0.000352
0.001761
0.000881
0.000088
0.000176
0.000176
0.000352
0.000176
0.000528
0.000528
0.000528
0.000176
0.000352
0.000352
0.000352
0.000352
Source: From, Standards of the Tubular Exchanger Manufacturers Association, 1988. With permission. ©1988
Tubular Exchanger Manufacturers Association.
252
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 6.6
Fouling Resistances for Chemical Processing Streams
Streams
Rf (m2 · K/W)
Gases and vapors
Acid gases
Solvent vapors
Stable overhead products
0.000352–0.000528
0.000176
0.000176
Liquids
MEA and DEA solutions
DEG and TEG solutions
Stable side draw and bottom product
Caustic solutions
Vegetable oils
0.000352
0.000352
0.000176–0.000352
0.000352
0.000528
Source: From Standards of the Tubular Exchanger Manufacturers
Association, 1988. With permission. ©1988 Tubular
Exchanger Manufacturers Association.
TABLe 6.7
Fouling Resistances for Natural Gas–Gasoline Processing
Streams
Streams
Rf (m2 · K/W)
Gases and vapors
Natural gas
Overhead products
0.000176–0.000352
0.000176–0.000352
Liquids
Lean oil
Rich oil
Natural gasoline and liquefied petroleum gases
0.000352
0.000176–0.000352
0.000176–0.000352
Source: From Standards of the Tubular Exchanger Manufacturers Association,
1988. With permission. ©1988 Tubular Exchanger Manufacturers
Association.
process fluids, flow conditions, and heat exchanger configurations. These
values allow the exchanger to perform satisfactorily in a designated service
for a “reasonable time” between cleanings. The interval between cleanings is
not known a priori since it depends on the performance of the heat exchanger
while it is in service. Quite often, sufficient excess area is provided for the
exchanger to perform satisfactorily under fouled conditions. Proprietary
research data, plant data, and personal or company experience are other
sources of information on fouling resistance.
253
Fouling of Heat Exchangers
TABLe 6.8
Fouling Resistances for Oil Refinery Streams
Streams
Rf (m2 · K/W)
Crude and vacuum unit gases and vapors
Atmospheric tower
0.000176
overhead vapors
Light naphthas
0.000176
Vacuum overhead vapors
0.000352
Crude and vacuum liquids
Crude oil
–30°C to 120°C Velocity m/s
Dry
Salta
<0.6
0.6–1.2
>1.2
0.000528
0.000528
0.000352
0.000352
0.000352
0.000352
120°C to 175°C Velocity m/s
Dry
Salta
<0.6
0.6–1.2
>1.2
0.000528
0.000881
0.000352
0.000705
0.000352
0.000705
175°C to 230°C Velocity m/s
Dry
Salta
<1.5
0.6–1.2
>1.2
0.000705
0.001057
0.000528
0.000881
0.000528
0.000881
230°C and over Velocity m/s
Dry
Salta
Gasoline
Naphtha and light distillates
Kerosene
Light gas oil
Heavy gas oil
Heavy fuel oils
<1.5
0.000881
0.001233
0.6–1.2
0.000705
0.001057
>1.2
0.000705
0.001057
0.000352
0.000352–0.000528
0.000352–0.000528
0.000352–0.000528
0.000528–0.000881
0.000881–0.001233
(continued)
254
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 6.8 (ConTinued)
Fouling Resistances for Oil Refinery Streams
Rf (m2 · K/W)
Streams
Asphalt and Residuum
Vacuum tower bottoms
Atmosphere tower bottoms
Cracking and coking unit streams
Overhead vapors
Light cycle oil
Heavy cycle oil
Light coker gas oil
Heavy coker gas oil
Bottoms slurry oil (1.4 m/s
minimum)
Light liquid products
0.001761
0.001233
0.000352
0.000352–0.000528
0.000528–0.000705
0.000528–0.000705
0.000705–0.000881
0.000528
0.000176
Source: From, Standards of the Tubular Exchanger Manufacturers Association,
1988. With permission. ©1988 Tubular Exchanger Manufacturers
Association.
a Assumes desalting at approximately 120°C.
TABLe 6.9
Fouling Resistances for Oil Refinery Streams
Streams
Catalytic reforming, hydrocracking, and
hydrodesulfurization
Reformer charge
Reformer effluent
Hydrocracker charge and effluenta
Recycle gas
Hydrodesulphurization charge and
effluenta
Overhead vapors
Liquid product over 50° A.P.I.
Liquid product 30–50° A.P.I.
Rf (m2 · K/W)
0.000264
0.000264
0.000352
0.000176
0.000352
0.000176
0.000176
0.000352
Light ends processing
Overhead vapors and gases
Liquid products
Absorption oils
Alkylation trace acid streams
Reboiler streams
0.000176
0.000176
0.000352–0.000528
0.000352
0.000352–0.000528
Lube oil processing
Feed stock
Solvent feed mix
0.000352
0.000352
255
Fouling of Heat Exchangers
TABLe 6.9 (ConTinued)
Fouling Resistances for Oil Refinery Streams
Streams
Rf (m2 · K/W)
Solvent
Extractb
Raffinate
Asphalt
Wax slurriesb
Refined lube oil
0.000176
0.000528
0.000176
0.000881
0.000528
0.000176
Visbreaker
Overhead vapor
Visbreaker bottoms
0.000528
0.001761
Naphtha hydrotreater
Feed
Effluent
Naphthas
Overhead vapors
0.000528
0.000352
0.000352
0.000264
Source: From Standards of the Tubular Exchanger Manufacturers
Association, 1988. With permission. © 1988 Tubular
Exchanger Manufacturers Association.
a Depending on charge, characteristics, and storage history, charge
resistance may be many times this value.
b Precautions must be taken to prevent wax deposition on cold
tube walls.
TABLe 6.10
Fouling Resistances for Oil Refinery Streams
Streams
Catalytic hydrodesulphurizer
Charge
Effluent
H.T. separator overhead
Stripper charge
Liquid products
HF alky unit
Alkylate, deprop. bottoms, main
fract. overhead main fract. Feed
All other process streams
Rf (m2 · K/W)
0.000705–0.000881
0.000352
0.000352
0.000528
0.000352
0.000528
0.000352
Source: From, Standards of the Tubular Exchanger
Manufacturers Association, 1988. With permission.
©1988 Tubular Exchanger Manufacturers
Association.
256
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 6.11
Fouling Resistances for Water
Temperature of Heating
Medium
Temperature of Water Water
Velocity (m/s)
350.000176
Cooling tower and artificial
spray pond
Treated make up
Untreated
City or well water
River water
Minimum
Average
Muddy or silty
Hard (over 15 grains/gal)
Engine jacket
Distilled or closed cycle
Condensate
Treated boiler feedwater
Boiler blowdown
Up to 115°C 50°C
Rf (m2 · K/W) 115°C to 205°C
over 50°C
0.9 and Less
over 0.9
0.9 and Less
0.000528
0.000352
Cooling tower
and artificial
spray pond
Treated make
up 0.0.52
over 0.9
0.000176
0.000528
0.000176
0.000176
0.000528
0.000176
0.000352
0.000881
0.000352
0.000352
0.000705
0.000352
0.000352
0.000528
0.000528
0.000528
0.000176
0.000176
0.000352
0.000352
0.000528
0.000176
0.000528
0.000705
0.000705
0.000881
0.000176
0.000352
0.000528
0.000528
0.000881
0.000176
0.000088
0.000176
0.000352
0.000088
0.000088
0.000352
0.000088
0.000176
0.000352
0.000088
0.000176
0.000352
Source: From Standards of the Tubular Exchanger Manufacturers Association, 1988. With permission. ©1988 Tubular Exchanger Manufacturers Association.
6.5.2 Cleanliness Factor
Another approach for providing an allowance for fouling is by specifying
cleanliness factor (CF), a term developed for the steam power industry. CF
relates the overall heat transfer coefficient when the heat exchanger is fouled
to when it is clean:
CF =
Uf
Uc
(6.17)
It is apparent from Equation 6.17 that this approach provides a fouling
allowance that varies directly with the clean surface overall heat transfer
257
Fouling of Heat Exchangers
coefficient. From Equations 6.2 and 6.17, the cleanliness factor can be related
to the total fouling resistance:
1 − CF
U cCF
(6.18)
1
1 + R ftU c
(6.19)
R ft =
or
CF =
Equation 6.18 is used to obtain Figure 6.4, which shows fouling resistance
vs. clean surface overall heat transfer coefficient curves for various cleanliness
factors. Figure 6.4 illustrates that a given CF will respond to higher fouling
resistance, Rft, if the overall heat transfer coefficient, Uc, is low. Such a trend
is desirable for the design of steam condensers, where Uc is proportional to
the velocity. As shown in Table 6.4, lower velocities (hence low Uc) result in
increased fouling. Although the cleanliness factor results in favorable trends,
the designer is still left with the problem of selecting the appropriate CF for
his application. Typical designs are based upon a cleanliness factor of 0.85.
6.5.3 Percent over Surface
Total fouling resistance, Rft x 104, (m2 · K)/W
In this approach, the designer simply adds a certain percentage of clean surface area to account for fouling. The added surface implicitly fixes the total
fouling resistance depending upon the clean surface overall heat transfer
2.4
2.0
1.6
Cleanliness factor, CF
0.80
1.2
0.85
0.8
0.90
0.4
0.95
1000
2000
3000
4000
Over heat transfer coefficient, Uc, W/(m2 · K)
Figure 6.4
Calculated fouling resistance based on cleanliness factor.
5000
258
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
coefficient. If heat transfer rate and fluid temperatures under clean and
fouled conditions are the same (Q f = Qc and ΔTmf = ΔTmc), the percent over
surface (OS) can be obtained from Equation 6.5 as
Af
OS = 100
− 1 = 100 U c R ft
Ac
(6.20)
In a shell-and-tube heat exchanger, the additional surface can be provided
either by increasing the length of tubes or by increasing the number of tubes
(hence the shell diameter). Such a change will affect the design conditions
such as flow velocities, number of cross passes, or baffle spacing. Therefore,
the new design with the increased surface should be related to achieve
optimum conditions.
Example 6.1
A double-pipe heat exchanger is used to condense steam at a rate of
120 kg/hr at 45°C. Cooling water (seawater) enters through the inner
tube at a rate of 1.2 kg/s at 15°C. The tube with 25.4 mm OD, 22.1 mm ID
is made of mild steel, k = 45 W/m · K. The heat transfer coefficient on the
steam side, ho, is 7000 W/m2 · K. Calculate the overall heat transfer coefficient under clean and fouled conditions.
Solution
At 45°C, cp (water) = 4.18 kJ/kg · K and hfg = 2392 kJ/kg from the appendix (Table B2). The exit temperature of the water can be obtained from
the heat balance:
o h fg = m
i c p (Tout − Tin )
Q=m
120
( 2392 ) = 79.773 kW
3600
79.73 × 103
Q
= Tin +
= 15 +
= 30.89°C
icp
1.2 × 4.18 × 103
m
Q=
Tout
At the mean temperature of 23°C, the properties of water are
ρ = 997.207 kg/m 3 , k = 0.605 W/m ⋅ K, µ = 9.09 × 10−4 Pa s, Pr = 6.29
Re =
i
4 × 1.2
umdiρ 4m
= 76, 056
=
=
µ
µπdi 9.09 × 10−4 π ( 0.0221)
The flow is turbulent.
The heat transfer coefficient inside the tube can be calculated by use
of the correlation given for turbulent flow in Chapter 3. The Gnielinski
correlation for constant properties, Equation 3.31, is used here:
259
Fouling of Heat Exchangers
f = (1.58 ln Re − 3.28)
−2
f = (1.58 ln 76056 − 3.28) = 0.0047
−2
Nub =
Nub =
hi =
( f /2 ) ( Re − 1000) Pr
1/2
( Pr 2/3 − 1)
1 + 12.7 ( f /2 )
0.0047/2 (76056 − 1000) 6.29
1 + 12.7 ( 0.0047/2 )
1/2
(6.292/3 − 1)
= 447
Nu k 447 × 0.605
= 12236.9 W/m 2 ⋅ K
=
0.0221
di
The overall heat transfer coefficients for the clean and fouled surfaces
based on the outside surface area of the tube are
Uc =
1
do 1 do ln ( do/di ) 1
+
+
2k
ho
di hi
and
Uf =
1
do ln ( do/di )
1
do 1 do
+
+ R fo +
R fi +
2k
di hi di
ho
The inside and the outside fouling resistances of the inner tube are obtained
from Table 6.11 as
R fi = 0.088 m 2 ⋅ K/kW for sea water
R fo = 0.088 m 2 ⋅ K/kW for condensate
The water side velocity is
um =
i
m
=
ρi Ai
1.2
= 3.17 m/s
( 997.207 ) π4 ( 0.022 )2
and the mean temperature difference is
∆Tlm =
∆T1 − ∆T2 ( 45 − 15 ) − ( 45 − 30.89 )
=
= 21.06° C
45 − 15 )
∆T1
(
ln
ln
∆T2
( 45 − 30.89)
260
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The surface area is calculated from Equations 6.1 and 6.4. The distribution of
resistances, the outside heat transfer coefficients, and the surface area can be
tabulated as
Distribution of Resistances
Clean m2 · K/W
%
Fouled
m2 · K/W
%
0.939 × 10–4
34.01
0.939 × 10–4
20.18
1.011 × 10–4
0.393 × 10–4
0.88 × 10–4
1.429 × 10–4
21.73
8.45
18.92
30.72
Water side, hi = 12236.9
W/m2 · K
Inside fouling
Tube wall
Outside fouling
0
–4
14.23
Steam side, ho = 7000 W/m2 · K
1.429 × 10–4
51.76
Total resistance, m2 · K/W
2.761 × 10–4
4.652 × 10–4
Overall heat transfer coefficient,
W/m2 · K
Mean temperature difference, K
Surface area, m2
3621.9
2149.6
21.06
1.045
21.06
1.761
0.393 × 10
0
For assumed values of fouling resistances, the overall heat transfer coefficient, under fouled conditions, is about 60% of that under clean conditions.
In this example, the heat transfer surface area should be increased by 76% to
obtain the desired heat transfer rate under fouled conditions. Increasing the
surface area by such a magnitude may be expensive. An alternate solution
would be to design with lower fouling resistances and arrange for cleaning
and/or mitigation techniques to control fouling.
6.5.3.1 Cleanliness Factor
If a cleanliness factor of 0.85 (typical value) is used, Uf can be obtained from
Equation 6.17:
U f = 0.85 × 3621.9 = 3079 W/m 2 ⋅ K
From Equation 6.2, this is equivalent to a total fouling resistance of
4.867 × 10 –5 m2 · K/W, which is rather small compared to the value obtained
from Table 6.11. The fouled area is obtained as resulting in an excess area of
only 23%.
6.5.3.2 Percent over Surface
If 25% over surface (typical value) is used, using Equation 6.20, the total
fouling resistance is obtained as 6.895 × 10 –5 m2 · K/W, which is about 39%
of the TEMA value.
261
Fouling of Heat Exchangers
Seemingly different methods for providing an allowance for fouling essentially do the same thing. They result in an increase in the heat transfer surface
area. Total fouling resistance, cleanliness factor, and percent over surface can
be related to each other through Equations 6.3 and 6.17–6.20. Such a relationship for the above example is presented in Table 6.12.
Example 6.2
A double-pipe heat exchanger is used to condense steam at a rate of
113.68 kg/hr at 50°C. Cooling water enters through the tubes at a rate of
0.9 kg/s at 10°C. The tube with 25.4 mm OD, 22.1 mm ID is made of mild
steel (k = 45 W/m · K). The heat transfer coefficient on the steam side, ho
is 10,000 W/m2 · K, and on the inside, hi, is 8000 W/m2 · K.
Solution
To increase the heat transfer surface area, the plain tube is replaced by
a low-finned tube L with fins either on the inside or the outside. Assume
that the use of fins increases the available surface area by a factor of 2.9.
Assume 100% fin efficiency, an identical wall resistance, and inside fouling for both plain and finned tubes of 0.000176 m2 · K/W. Fouling on the
shell side is negligible.
Table 6.13 shows various conditions and results of this example. The heat
transfer rate is reflected by the product U × A. It is evident that the finned
tube results in a higher heat transfer than the plain tube. For clean conditions, the heat transfer increases by 50% if fins are used on the inside and
by 30% if fins are used on the outside. Fins are more effective on the inside
because of the relatively smaller heat transfer coefficient (hence higher thermal resistance) on the inside.
Under fouled conditions, the increase in heat transfer is 88% and 16% for
fins on the inside and the outside, respectively. In this example, enhancement
is favorable if done on the inside of the tube. External fins are not very effective since the heat transfer increases by only 16%, even though the surface
area is increased by 290%. As a general rule, enhancement is effective if done
TABLe 6.12
Relationship between Rft, CF, and OS
Rft (m2·K/W)
CF
OS (%)
0.00005
0.00010
0.00015
0.00020
0.00025
0.00030
0.00035
0.00040
0.85
0.74
0.65
0.59
0.53
0.49
0.45
0.41
17.7
35.5
53.0
70.7
88.4
106.0
123.7
141.4
262
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 6.13
Fouling in Plain and Finned Tubes
Quantity
do
di
hi
ho
k
Area ratio
Ao/Aop
Ai/Aip
Ao/Ai
Uc
UcAo/L
% Increase
Rfi
Uf
UfAo/L
% Increase
Plain
Finned Inside
Finned outside
25.4 mm
22.1 mm
8,000 W/m2 · K
10,000 W/m2 · K
45 w/mK
25.4 mm
22.1 mm
8,000 W/m2 · K
10,000 W/m2 · K
45 W/mK
25.4 mm
22.1 mm
8,000 W/m2 · K
10,000 W/m2 · K
45 W/mK
1.0
1.0
1.1493
3,534 W/m2 · K
282 w/K/m
0
0.000176 m2 · K/W
2,061 W/m2 · K
164 W/K/m
0
1.0
2.9
0.3963
5,296 W/m2 · K
423 W/K/m
50
0.000176 m2 · K/W
3,867 W/m2 · K
309 W/K/m
88
2.9
1.0
3.3333
1,586 W/m2 · K
367 W/K/m
30
0.000176 m2 · K/W
822 W/m2 · K
190 W/K/m
16
on the side with dominant thermal resistance. Identical fouling resistance
has been used in this example. Such an assumption may not be realistic.
6.6 operations of Heat Exchangers Subject to Fouling
The specifications of excess area in the heat exchanger, due to the anticipated fouling, leads to operational problems and may be the cause of fouling
of the surface beyond that which was used in the design. Due to the timedependent nature of fouling, the operating conditions will usually be different than the design conditions. The following example illustrates the effect
of fouling on operation of the heat exchanger for two different situations.
Example 6.3
The condenser in Example 6.2 is designed with a total fouling resistance
of 0.000176. The tube is made of copper. Consider its operation if (1) the
water flow rate is maintained at the design value of 0.9 kg/s, or (2) the
heat transfer rate is maintained at design value of 75,240 W.
Solution
For simplicity, the wall resistance and thickness of the tube are ignored.
Therefore, the clean surface overall heat transfer coefficient, Uc, is
263
Fouling of Heat Exchangers
1
1
1
=
+
U c 8000 10, 000
or
U c = 4444.4 W/m 2 ⋅ K
1
1
1
=
+ R ft =
+ 0.000176 = 0.000401
U f Uc
4444.4
The design surface area can be obtained from
Q = U f A f ∆Tmf
Q = 75240 W, U f = 2493.8 W/m 2 ⋅ K, ∆Tmf = 28.885° C
Therefore, Af = 1.0456 m2 (Ac = 0.5868 m2, over surface = 78.2%). The heat
exchanger area is fixed at 1.0456 m2.
If the water flow rate is maintained at the design value, the heat transfer
will be highest when the surface is clean. A higher heat transfer results in a
higher water outlet temperature. However, the overall heat transfer coefficient will decrease as the fouling builds up, and the outlet water temperature
decreases toward the design outline.
Fouling resistance used in the design brings about a 78% increase in the
surface area over that required if there was no fouling resistance. Therefore,
to achieve the design heat transfer rate when the heat exchanger is placed
in operation (Rf = 0), the water flow rate needs to be adjusted. A common
practice (though not recommended) adapted by plant operators is to reduce
the mass flow rate. The resulting change in velocity affects the tube-side heat
transfer coefficient, hi, and the water outlet temperature, Tout. The water flow
rate and the exit temperature to achieve the design heat transfer rate can be
computed from Equations 6.21 and 6.22. However, the tube-side heat transfer coefficient, hi , should be related to the design heat transfer coefficient, hd
(=8000 W/m2 · K), as
i c p (To − Ti )
Q = U f A f ∆Tm = m
1
1
=
+ R ft
U f Uc
(6.21)
(6.22)
Both higher water temperatures and lower water flow rates increase the tendency of the surface exposed to water to foul. This demonstrates that the
264
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
adding of heat transfer surface area to allow for anticipated fouling tends to
accelerate the rate of fouling.
It would be desirable if, during the initial operating period, the water
velocity could be maintained at the design value. This can be accomplished
by recirculating some of the water or flooding the condenser. Additional capital costs of pumps and piping required for recirculation should be balanced
against the advantage of reducing fouling in the heat exchanger.
Performance of the heat exchanger should be monitored during operation.
Based on these observations, a proper cleaning schedule can be established.
If proper fouling data are available, the cleaning schedule can be based on a
rational economic criterion. Somerscales20 provides a discussion of some of
these techniques.
6.7 Techniques to Control Fouling
There are a number of strategies to control fouling. Additives that act as fouling inhibitors can be used while the heat exchanger is in operation. If it is not
possible to stop fouling, it becomes a practical matter to remove it. Surface
cleaning can be done either online or offline. Table 6.14 (Ref. 21) provides a
summary of the various techniques used to control fouling. The following
sections provide a discussion of some of these techniques.
6.7.1 Surface Cleaning Techniques
If prior arrangement is made, cleaning can be done online. At other times,
offline cleaning must be used. Cleaning methods can be classified as continuous cleaning or periodic cleaning.
6.7.1.1 Continuous Cleaning
Two of the most common techniques are the sponge-ball and brush systems.
The sponge-ball system recirculates rubber balls through a separate loop
feeding into the upstream end of the heat exchanger. The system requires
extensive installation and is therefore limited to large facilities. The brush
system has capture cages at the ends of each tube. It requires a flow-reversal
valve, which may be expensive.
6.7.1.2 Periodic Cleaning
Fouling deposits may be removed by mechanical or chemical means. The
mechanical methods of cleaning include high-pressure water jets, steam,
brushes, and water guns. High-pressure water works well for most deposits, but, frequently, a thin layer of the deposit is not removed, resulting in
265
Fouling of Heat Exchangers
TABLe 6.14
Various Techniques to Control Fouling
online Techniques
Use and control of appropriate additives
Inhibitors
Antiscalants
Dispersants
Acids
Online cleaning
Sponge balls
Brushes
Sonic horns
Soot blowers
Chains and scrapers
Thermal shock
offline Techniques
Disassembly and manual cleaning
Lances
Liquid jet
Steam
Air jet
Mechanical cleaning
Drills
Scrapers
Chemical cleaning
Air bumping
Source: From Chenoweth, J. M. Fouling Science and Technology, Kluwer,
Dordrecht, The Netherlands, pp. 477–494, 1988. With permission.
greater affinity for fouling when the bundle is returned to service.5,22 Hightemperature steam is useful for the removal of hydrocarbon deposits. Brushes
or lances are scraping devices attached to long rods and sometimes include
a water or steam jet for flushing and removing the deposit. Chemical cleaning is designed to dissolve deposits by a chemical reaction with the cleaning
fluid. The advantage of chemical cleaning is that a hard-to-reach area can be
cleaned (e.g., finned tubes). However, the solvent selected for chemical cleaning should not corrode the surface.
6.7.2 Additives
Chemical additives are commonly used to minimize fouling. The effect of
additives is best understood for water. For various types of fouling, Strauss
and Puckorious23 provide the following observations.
6.7.2.1 Crystallization Fouling
Minerals from the water are removed by softening. The solubility of the fouling compounds is increased by using chemicals such as acids and polyphosphates. Crystal modification by chemical additives is used to make deposits
easier to remove. Preventive techniques are to keep a surface temperature
above the freezing value of vapors if it is possible and to avoid the fouling,
preheating should be done.24
266
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
6.7.2.2 Particulate Fouling
Particles are removed mechanically by filtration. Flocculants are used to
aid filtration. Dispersants are used to maintain particles in suspension.
Increasing an outlet temperature value of the exhaust gases, above the melting point of the particulates, decrease particles fouling done.24
6.7.2.3 Biological Fouling
Chemical removal using continuous or periodic injections of chlorine and
other biocides is most common.
6.7.2.4 Corrosion Fouling
Additives are used to produce protective films on the metal surface. Corrosion
pollution in a heat exchanger depends on the temperature of the exhaust
stream. Since there are electrochemical reactions on active metal surfaces;
increasing stream velocity up to the maximum value will also increase the
corrosion rate. However, there is no effect observed for a passive surface. pH
value plays an important role on this fouling, where steel surfaces have a pH
value in the range from 11 to 12, there is corrosion occured.24
A number of additive options may be available depending on the type
of fluid and application. Additional information on additives is given by
Marner and Suitor.22 Some techniques should be considered parallel to or
before the above techniques such as removal of potential residues from inlet
gas and adjusting design up front to minimize fouling.24
Nomenclature
A
Acr
Cb
cp
Cs
CF
D
d
f
h
hD
hfg
heat transfer surface area, m2
cross-sectional area, m2
concentration in the fluid, kg/m3
specific heat at constant pressure, J/kg · K
concentration at the heat transfer surface, kg/m3
cleanliness factor defined by Equation 6.17
diffusion coefficient, m2/s
tube diameter, m
Fanning friction factor
heat transfer coefficient, W/m2 · K
mass transfer coefficient, m/s
heat of vaporization, J/kg
Fouling of Heat Exchangers
k
L
m
Nu
OS
ΔP
Pr
Q
Re
Rf
Rft
R*f
Sh
T
ΔTm
t
tf
tD
U
um
267
thermal conductivity, W/m · K
length of the heat transfer surface, m
fluid mass flow rate, kg/s
Nusselt number, hd/k
over surface defined in Equation 6.20, %
pressure drop, Pa
Prandtl number, μcp/k
heat transfer rate, W
Reynolds number, ρumd/μ
fouling resistance, m2 · K/kW
total fouling resistance, m2 · K/kW
asymptotic fouling resistance, m2 · K/kW
Sherwood number, hDd/D
temperature, °C, K
effective mean temperature difference, °C, K
time, s
fouling thickness, m
delay time, s
overall heat transfer coefficient, W/m2 · K
average fluid velocity, m/s
greek Symbols
fluid density, kg/m3
ρ
viscosity, kg/m · s
μ
fouling deposition function, m2 · K/kJ
ϕd
fouling removal function, m2 · K/kJ
ϕr
time constant, s
θ
PRoBLEMS
6.1.
6.2.
The heat transfer coefficient of a steel (k = 43 W/m · K) tube
(1.9 cm ID and 2.3 cm OD) in a shell-and-tube heat exchanger is
500 W/m2 · K on the inside and 120 W/m2 · K on the shell side, and
it has a deposit with a total fouling factor of 0.000176 m2 · K/W.
Calculate
a. The overall heat transfer coefficient
b. The cleanliness factor, and percent over surface.
Consider a shell-and-tube heat exchanger having one shell and
four tube passes. The fluid in the tubes enters at 200°C and leaves
at 100°C. The temperature of the fluid is 20°C entering the shell
and 90°C leaving the shell. The overall heat transfer coefficient
268
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
based on the clean surface area of 12 m2 is 300 W/m2 · K. During
the operation of this heat exchanger for six months, assume that
a deposit with a fouling factor of 0.000528 m2 · K/W has built up.
Estimate the percent decrease in the heat transfer rate between
the fluids.
6.3. Assume the water for a boiler is preheated using flue gases from
the boiler stack. The flue gases are available at a rate of 0.25 kg/s
at 150°C, with a specific heat of 1000 J/kg · K. The water entering
the exchanger at 15°C at the rate of 0.05 kg/s is to be heated to
90°C. The heat exchanger is to be of the type with one shell pass
and four tube passes. The water flows inside the tubes, which are
made of copper (2.5 cm ID, 3.0 cm OD). The heat transfer coefficient on the gas side is 115 W/m2 · K, while the heat transfer coefficient on the water side is 1150 W/m2 · K. A scale on the water
side and gas side offer an additional total thermal resistance of
0.000176 m2 · K/W.
a. Determine the overall heat transfer coefficient based on the
outer tube diameter.
b. Determine the appropriate mean temperature difference for
the heat exchanger.
c. Estimate the required total tube length.
d. Calculate the percent over surface design and the cleanliness
factor.
6.4. A horizontal shell-and-tube heat exchanger is used to condense
organic vapors. The organic vapors condense on the outside of
the tubes, while water is used as the cooling medium on the
inside of the tubes. The condenser tubes are 1.9 cm OD, 1.6 cm
ID copper tubes that are 2.4 m in length. There are a total of 768
tubes. The water makes four passes through the exchanger. Test
data obtained when the unit was first placed into service are as
follows:
Water rate = 3700 liters/min
Inlet water temperature = 29°C
Outlet water temperature = 49°C
Organic-vapor condensation temperature = 118°C
After three months of operation, another test made under the same
conditions as the first (i.e., same water rate and inlet temperature
and same condensation temperature) showed that the exit water
temperature was 46°C.
a. What is the tube-side fluid (water) velocity?
b. Assuming no changes in either the inside heat transfer coefficient or the condensing coefficient, negligible shell-side
Fouling of Heat Exchangers
6.5.
6.6.
6.7.
6.8.
6.9.
269
fouling, and no fouling at the time of the first test, estimate the tube-side fouling coefficient at the time of the
second test.
In a double-pipe heat exchanger, deposits of calcium carbonate
with a thickness of 1.12 mm and magnesium phosphate with
a thickness of 0.88 mm on the inside and outside of the inner
tube, respectively, have formed over time. Tubes (ID = 1.9 cm,
OD = 2.3 cm) are made of carbon steel (k = 43 W/m · K). Calculate
the total fouling resistance based on the outside surface area of
the heat exchanger.
In a shell-and-tube heat exchanger, water at a flow rate of 3 kg/s
is heated from 20°C to 90°C. On the shell side, steam condenses
at 100°C to heat the water, resulting in an overall heat transfer
coefficient of 2100 W/m2 · K. After a period of six months of continuous operation, the temperature of tube inside water drops to
80°C. Calculate
a. The overall heat transfer coefficient under six months of
operating conditions
b. The total fouling resistance under operating conditions.
In problem 6.1, if shell-side fluid is refined lube oil and tubeside fluid is sea water with a velocity of 2 m/s, what value
of the overall heat transfer coefficient should be used for
design proposals if the shell-side heat transfer coefficient
remains unchanged? Calculate the over surface design. Is this
acceptable?
A counterflow double-pipe heat exchanger is designed to cool
lubricating oil for a large industrial gas turbine engine. The flow
rate of cooling water through the inner tube is 0.2 kg/s, and the
water enters the tubes at 20°C, while the flow rate of oil through
the outlet annulus is 0.4 kg/s. The oil and water enter the heat
exchanger at temperatures of 60°C and 30°C, respectively. The
heat transfer coefficients in the annulus and in the inner tube
have been estimated as 8 W/m2 · K and 2445 W/m2 · K, respectively. The outer diameter of the inner tube is 25 mm, and the
inner diameter of the outer tube is 45 mm. The total length
of the double-pipe heat exchanger (total length per hairpin)
is 15 m and total heat exchanger area is 325 m 2. In the analysis, the tube wall resistance and the curvature of the wall are
neglected. What is the total value of the fouling resistance used
in this design?
A shell-and-tube type condenser with one shell pass and four
tube passes is used to condense organic vapor. The condensation
occurs on the shell side, while the coolant water flows inside the
tubes, which are 1.9 cm OD, 1.6 cm ID copper tubes. The length of
270
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
the heat exchanger is 3 m. The total number of tubes is 840. The
steam condenses at 105°C. The initial data of the condenser are
recorded as
water rate: 70 kg/s
water inlet temperature: 20°C
water outlet temperature: 45°C.
After four months of operation under the same conditions, the
exit temperature of water drops to 40°C. Assuming that shellside fouling is negligible, there is no fouling at the time of the
first operation, and the inside and outside heat transfer coefficients are unchanged, estimate the tube-side fouling factor after
operation for four months.
6.10. In a single-phase double-pipe heat exchanger, water is to be heated
from 35°C to 95°C. The water flow rate is 4 kg/s. Condensing
steam at 200°C in the annulus is used to heat the water. The
overall heat transfer coefficient used in the design of this heat
exchanger is 3500 W/m2 · K. After an operation of six months, the
outlet temperature of the hot water drops to 90°C. Maintaining
the outlet temperature of the water is essential for the purpose of
this heat exchanger; therefore, fouling is not acceptable. Calculate
the total fouling factor under these operations and comment on
whether the cleaning cycle must be extended.
6.11. Distilled water enters the tubes of a shell-and-tube heat
exchanger at 200°C and leaves at 100°C. The objective is to design
a heat exchanger to heat city water from 20°C to 90°C on the shell
side. The overall heat transfer coefficient based on the outside
clean surface area of 12 m2 is 1500 W/m2 ⋅ K. Tubes are carbon
steel ID = 16 mm and OD = 19 mm. During the operation of this
heat exchanger for six months, a deposit builds up on the shellside only. Estimate the percent decrease in the heat transfer rate
between the fluids.
References
1. Kakaç, S., Ed., Boilers, Evaporators and Condensers, John Wiley & Sons, New York,
1991.
2. Kakaç, S., Shah, R. K., and Aung, W., Eds., Handbook of Single-Phase Convective
Heat Transfer, John Wiley & Sons, New York, 1987.
3. Chenoweth, J. M., Fouling problems in heat exchangers, in Heat Transfer in High
Technology and Power Engineering, Yang, W. K. and Mori, Y., Eds., Hemisphere,
Washington, D.C., 1987, 406.
Fouling of Heat Exchangers
271
4. Garrett-Price, B. A., Smith, S. A., Watts, R. L., Knudsen, J. G., Marner, W. J., and
Suitor, J. W., Fouling of Heat Exchangers: Characteristics, Costs, Prevention, Control,
and Removal, Noyes, Park Ridge, N.J., 1985.
5. Taborek, J., Akoi, T., Ritter, R. B., and Palen, J. W., Fouling: the major unresolved
problem in heat transfer, Chem. Eng. Prog., 68, 59, 1972.
6. Epstein, N., Fouling in heat exchangers, in Heat Transfer 1978, Vol. 6, Hemisphere,
Washington, D.C., 1978, 235.
7. Somerscales, E. F. C. and Knudsen, J. G., Eds., Fouling of Heat Transfer Equipment,
Hemisphere, Washington, D.C., 1981.
8. Melo, L. F., Bott, T. R., and Bernardo, C. A., Eds., Fouling Science and Technology,
Kluwer, The Netherlands, 1988.
9. Epstein, N., Thinking about heat transfer fouling: a 5 × 5 matrix, Heat Transfer
Eng., 4, 43, 1983.
10. Epstein, N., Fouling in heat exchangers, in Low Reynolds Number Flow Heat
Exchangers, Kakaç, S., Shah, R. K., and Bergles, A. E., Eds., Hemisphere,
Washington, D.C., 1981.
11. Friedlander, S. K., Smoke, Dust and Haze, John Wiley & Sons, New York, 1977.
12. Whitmore, P. J. and Meisen, A., Estimation of thermo- and diffusiophoretic particle deposition, Can. J. Chem. Eng., 55, 279, 1977.
13. Nishio, G., Kitani, S., and Tadahashi, K., Thermophoretic deposition of aerosol particles in a heat-exchanger pipe, Ind. Eng. Chem. Proc. Design Dev., 13,
408, 1974.
14. Taborek, J., Aoki, T., Ritter, R. B., and Palen, J. W., Predictive methods for fouling
behavior, Chem. Eng. Progr., 68, 69, 1972.
15. McCabe, W. L. and Robinson, C. S., Evaporator scale formation, Ind. Eng. Chem.,
16, 478, 1924.
16. Kerm, D.Q. and Seaton, R. E., A theoretical analysis of thermal surface fouling,
Brit. Chem. Eng., 4, 258, 1959.
17. Knudson, J. G., Fouling of heat exchangers: are we solving the problem?, Chem.
Eng. Prog., 80, 63, 1984.
18. Garret-Price, B. A., Smith, S. A., Watts, R. L., and Knudsen, J. G., Industrial
Fouling: Problem Characterization, Economic Assessment, and Review of
Prevention, Mitigation, and Accomodation Techniques, Report PNL-4883,
Pacific Northwest Laboratory, Richland, Washington, 1984.
19. Tubular Exchanger Manufacturers Association (TEMA), Standards of the Tubular
Exchanger Manufacturers Association, 7th ed., New York, 1988.
20. Somerscales, E. F. C., Fouling, in Two-Phase Flow Heat Exchangers: ThermoHydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E., and Fernandes, E.
O., Eds., John Wiley & Sons, New York, 1988, ch. 21.
21. Chenoweth, J. M., General design of heat exchangers for fouling conditions, in
Fouling Science and Technology, Melo, L. F., Bott, T. R., and Bernardo, C. A., Eds.,
Kluwer, The Netherlands, 1988, 477.
22. Marner, W. J. and Suitor, J. W., Fouling with convective heat transfer, in Handbook
of Single-Phase Convective Heat Transfer, Kakaç, S., Shah, R. K., and Aung, W.,
Eds., John Wiley & Sons, New York, 1987, ch. 21.
23. Strauss, S. D. and Puckorious, P. R., Cooling-water treatment for control of scaling, fouling and corrosion, Power, 128, S1, 1984.
24. Shah, R. K. and Sekulic’, D. P., Fundamentals of Heat Exchanger Design, John
Wiley & Sons, New York, 2003.
This page intentionally left blank
7
Double-Pipe Heat Exchangers
7.1 Introduction
A typical double-pipe heat transfer exchanger consists of one pipe placed
concentrically inside another pipe of a larger diameter with appropriate fittings to direct the flow from one section to the next, as shown in Figures 1.8
and 7.1. One fluid flows through the inner pipe (tube side), and the other
flows through the annular space (annulus). The inner pipe is connected by
U-shaped return bends enclosed in a return-bend housing. Double-pipe heat
exchangers can be arranged in various series and parallel arrangements to
meet pressure drop and MTD requirements. The major use of the doublepipe heat exchanger is for sensible heating or cooling of process fluids where
small heat transfer areas (up to 50 m2) are required. This configuration is
also very suitable for one or both of the fluids at high pressure because of the
smaller diameter of the pipes. The major disadvantage is that they are bulky
and expensive per unit of heat transfer surface area.
These double-pipe heat exchangers are also called hairpin heat exchangers, and they can be used when one stream is a gas, viscous liquid, or small
in volume. These heat exchangers can be used under severe fouling conditions because of the ease of cleaning and maintenance. The outer surface of
the inner tube can be finned and then the tube can be placed concentrically
inside a large pipe (Figures 1.8 and 7.2). In another type, there are multitubes,
finned or bare, inside a larger pipe (Figure 7.3). The fins increase the heat
transfer surface per unit length and reduce the size and, therefore, the number of hairpins required for a given heat duty. Integrally, resistance-welded
longitudinal fins (usually fabricated in a U-shape) have proven to be the most
efficient for double-pipe heat exchangers. Fins are most efficient when the
film coefficient is low.
Double-pipe heat exchangers are based on modular principles, individual
hairpin sections arranged in proper series (Figure 7.4) and parallel or seriesparallel combinations (Figures 7.5 and 7.6) to achieve the required duty.
When heat duties change, more hairpins can be easily added to satisfy the
new requirements. For fluids with a lower heat transfer coefficient such as oil
273
274
Return bend
housing
Shell nozzle
connection
Tube nozzle
connection
Shell to tube
closure
Figure 7.1
Double-pipe hairpin heat exchanger. (Courtesy of Brown Fintube, Inc.)
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Double-pipe hairpin sections—Available in both finned
and bare tube designs. Shell sizes range from 2'' to 6'' IPS.
Applications: Ideal for all severe operating conditions. A simple,
low-cost section is also available for standard petroleum,
petrochemical or chemical service.
Multi-tube hairpin sections—Available in both finned
and bare tube designs. Shell sizes range from 3'' to 16''
IPS. Applications: Designs are available to meet most
heat exchanger requirements; from heating heavy oils
and asphalts to light chemicals, gasoline, butanes, and
other hydrocarbons. Also available are designs for
high-pressure-gas heat transfer and for processing
lethal or hard-to-contain fluids and gases such as
hydrogen, dowhterm and acids.
275
Double-Pipe Heat Exchangers
L
δ
Hf
di
do
Di
Figure 7.2
Cross section of a longitudinally finned inner tube heat exchanger.
or gas, outside-finned inner tubes are justified, and this type of fluid stream
will flow through the annulus.
Double-pipe heat exchangers are used as counterflow heat exchangers
and can be considered as an alternative to shell-and-tube heat exchangers.
Double-pipe heat exchangers have outer pipe inside diameters of 50–400 mm
at a nominal length of 1.5–12.0 m per hairpin. The outer diameter of the inner
tube may vary between 19 and 100 mm.
276
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Cross section view of
bare tubes inside shell
Cross section view of
fintubes inside shell
Multiple hairpin heat exchangers
Figure 7.3
Multitube hairpin heat exchanger. (Courtesy of Brown Fintube, Inc.)
Hair pin support
Engine oil inlet
Sea water outlet
A
A
Return bend housing
Sea water inlet
Section A-A
Engine oil outlet
Figure 7.4
Two hairpin sections arranged in series.
7.2 Thermal and Hydraulic Design of Inner Tube
Correlations available in the literature are used to calculate heat transfer coefficients inside the inner tube. Important correlations are given in Chapter 3.
The frictional pressure drop for flow inside circular tube is calculated using
the Fanning Equation (Equation 4.3):
277
Double-Pipe Heat Exchangers
Original
installation
— four
doube pipe
sections
2 parallel ×
2 series
To increase
capacity 50%
— merely add
one bank
3 parallel ×
2 series
To decrease
capacity —
shut off one
bank
1 parallel ×
2 series
How hairpin sections are changed to meet new requirments
Figure 7.5
Parallel-series combinations. (Courtesy of Brown Fintube, Inc.)
2
1
Figure 7.6
Two double-pipe units in series on the annulus (shell) side and parallel on the tube side.
∆p = 4 f
L um2
ρ
di 2
(7.1)
∆p = 4 f
L G2
di 2ρ
(7.2)
or
278
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Hairpin exchangers are used both for single- and two-phase flows; our
analysis in this chapter is limited to single-phase convective heat transfer.
We will also consider the case where the outside of the inner tubes are longitudinally finned to facilitate mechanical cleaning.
7.3 Thermal and Hydraulic Analysis of Annulus
Heat transfer and pressure calculations for flow inside the annulus shell are
similar to those for the tube-side flow, provided that the hydraulic diameter of the annulus is used instead of the tube inner diameter. The hydraulic
(equivalent) diameter is given by Equation 3.14.
Netfree - flowarea
Dh = 4
wetted perometter
(7.3)
It should be noted that only a portion of the wetted perimeter is heated or
cooled. Therefore, the hydraulic (equivalent) diameter for the heat transfer
calculations is not the same as that used in pressure-drop calculations, given
by Equation 3.18.
Dh =
4 Ac
Pw
(7.4)
Equation 7.4 is used for the calculation of the Reynolds number, and the
equivalent diameter based on heat transfer is given by Equation 3.19:
De =
4 Ac
Ph
(7.5)
where Ac is the net cross-sectional area for flow and Pw and Ph are the wetted
perimeters for the pressure-drop and heat transfer calculations, respectively.
Equation 7.5 will be used to calculate the heat transfer coefficient from the
Nusselt number.
7.3.1 Hairpin Heat exchanger with Bare inner Tube
In the case of double pipe with a bare inner tube of outside diameter do and
an outer tube of the inside diameter Di, we get
πDi2 πdo2
−
4
4
4
Dh =
= Di − do
πDi + πdo
(7.6)
279
Double-Pipe Heat Exchangers
πDi2 πdo2
4
−
4
4 Di2 − do2
=
De =
do
πdo
Example 7.1
Water at a flow rate of 5,000 kg/h will be heated from 20°C to 35°C by
hot water at 140°C. A 15°C hot water temperature drop is allowed. A
number of 3.5 m hairpins of 3 in. (ID = 0.0779 m) by 2 in. (ID = 0.0525 m,
OD = 0.0603 m) counterflow double-pipe heat exchangers with annuli
and pipes, each connected in series, will be used. Hot water flows
through the inner tube. Fouling factors are: Rf i = 0.000176 m2 · K/W,
Rfo = 0.000352 m2 · K/W. Assume that the pipe is made of carbon steel
(k = 54 W/m · K). The heat exchanger is insulated against heat losses.
1. Calculate the number of hairpins.
2. Calculate the pressure drops.
Solution
Inner tube side heat transfer coefficient—First calculate the Reynolds
number to determine if the flow is laminar or turbulent.
From the appendix, the properties of hot water at Tb = 132.5°C are
ρ = 932.53 kg/m 3 ,
c p = 4.268 kJ/kg ⋅ K
k = 0.687 W/m ⋅ K,
µ = 0.207 × 10−3 Pa ⋅ s
Pr = 1.28
The hot water mass flow rate is calculated as follows:
p ) ∆Tc = ( mc
p ) ∆Th
Q = ( mc
c
h
h =
m
p ) ∆Tc ( 5, 000 /3, 600) × 4.179 × ( 35 − 20)
( mc
c
=
= 1.36 kg/s
c p ∆Th
4.268 × (15)
where cp = 4.179 kJ/kg · K for cold water at Tb = 27.5°C.
The velocity and Reynolds number are calculated as follows:
h
m
=
ρh Ac
1.36
= 0.6673 m/s
π
( 932.53) 4 ( 0.0525)2
h
ρu d
4m
4 × 1.36
Re = m i =
=
= 159, 343
µ
πµdi π × 0.207 × 10−3 × 0.0525
um =
Hence, the flow is turbulent; a correlation can be selected from Chapter 3.
Prandtl’s correlation is used here with constant properties:
(7.7)
280
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Nub =
where
( f /2 ) ( Reb ) Prb
1/2
( Prb − 1)
1 + 8 . 7 ( f /2 )
f = (1.58 ln Re − 3.28)
−2
= [1.58 ln (1, 59, 343) − 3.28]
= 4.085 × 10−3
−2
Nub =
hi =
( 0.004085/2 )(1, 59, 343)(1.28) = 375.3
0.004085
1 + 8.7
2
1/2
(1.28 − 1)
Nub k 375.3 × 0.687
=
= 4911 W/m 2 ⋅ K
di
0.0525
To determine the heat transfer coefficient in the annulus, the following
properties at Tb = 27.5°C from the appendix are used:
ρ = 996.4 kg/m 3 ,
c p = 4.179 kJ/kg ⋅ K
k = 0.609 W/m ⋅ K,
µ = 8.41 × 10−6 Pa ⋅ s
Pr = 5.77
The velocity of cold water, um, through the annulus is calculated:
5, 000/3, 600
m
=
= 0.729 m/s
Ac ρ π
2 − 0.0603 2 996.4
0
.
0779
4
(
)(
)
4
4 Ac
= Di − do = 0.0779 − 0.0603 = 0.0176 m
Dh =
Pw
um =
Re =
ρum Dh 996.4 × 0.729 × 0.0176
=
= 15, 201
µ
0.841 × 10−3
Therefore, the flow is turbulent. Prandtl’s correlation is also used for the
annulus:
f = ( 3.64 log 10 Reb − 3.28) = [ 3.64 log 10 (15, 201) − 3.28] = 7.021 × 10−3
−2
f /2 = 3.51 × 10−3
Nub =
Nub =
( f /2 )( Reb ) Prb
1/2
( Prb − 1)
1 + 8 . 7 ( f /2 )
( 3.51 × 10−3 )(15, 201)( 5.77 ) = 89.0
1/2
1 + 8.7 ( 3.51 × 10−3 ) ( 5.77 − 1)
−2
281
Double-Pipe Heat Exchangers
The equivalent diameter for heat transfer, from Equation 7.7, is
Di2 − do2 0.07792 − 0.06032
=
= 0.0403 m
0.0603
do
De =
and
ho =
Nub k 89.0 × 0.609
=
= 1345 W/m 2 ⋅ K
0.0403
De
The overall heat transfer coefficient based on the outside area of the
inner tube is
do R fi do ln ( do/di )
1
d
1
= o +
+
+ R fo +
U f di hi
di
2k
ho
=
0.0603 × 1.76 × 10−4
0.00603
+
0.0525 × 4, 911
0.0525
603
0.0603 ln
525
1
+ 3.52 × 10−4 +
+
2 × 54
1345
U f = 622 W/m 2 ⋅ K
The heat transfer surface area can be calculated as follows:
Ao =
Q
U o ∆Tm
∆Tm = ∆T1 = ∆T2 = 105°C
The heat duty of the heat exchanger is
p ) ∆Tc = 1.389 × 4.179 × 15 = 87.1 kW
Q = ( mc
c
So,
Ao =
87.1 × 1, 000
= 1.33 m 2
622 × 105
The heat transfer area per hairpin is
Ahp = 2 πdo L = 2 π × 0.0603 × 3.5 = 1.325 m 2
Ao
1.33
=1
=
Ahp 1.325
Therefore, the number of the hairpins, Nhp, equals 1.
282
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The clean heat transfer coefficient based on the outside heat transfer
area is
d ln ( do/di ) 1
1
d
= o + o
+
U c di hi
2k
ho
=
0.0603 ln (603/525)
1
0.0603
+
+
2 × 54
1345
0.0525 × 4, 911
U c = 948 W/m 2 ⋅ K
The cleanliness factor can also be calculated
CF =
Uf
Uc
=
622
= 0.66
948
as can be the percentage over surface:
OS = 100U c R ft
R ft =
1 − CF
1 − 0.66
=
= 0.543 × 10−3 m 2 ⋅ K /W
U c CF 948 × 0.66
OS = 100 × 948 × 0.543 × 10−3 = 51.5%
To determine the pressure drop in the tube side, the frictional pressure
drop can be calculated from Equation 4.16:
∆ pt = 4 f
ρu 2
2L
N hp m
di
2
( 0.673) = 460.1 Pa
2 × 3.5
× 1 × 932.53
2
0.0525
2
∆pi = 4 × 4.085 × 10−3
To calculate the pumping power for the tube stream, Equation 4.19 for
pumping power is used:
Pt =
h
∆ pt ⋅ m
460.1 × 1.36
=
= 0.84 W
η pρ h
0.80 × 932.33
For pressure drop in the annulus side,
∆p a = 4 f
2 L um2
ρ
N hp
Dh 2
( 0.719) × 1 = 2876.4 Pa
2 × 3.5
× 996.41
2
0.0176
2
∆pa = 4 × 7.02 × 10−3
283
Double-Pipe Heat Exchangers
and to calculate pumping power for the annulus stream,
Pa =
c 2876.4 × 1.389
∆p a m
=
= 5.0 W
η pρ c
0.80 × 996.41
In practice, additional pressure drops in the bend, inlet and outlet should
be added.
7.3.2 Hairpin Heat exchangers with Multitube Finned inner Tubes
The total wetted perimeter of the annulus with longitudinally finned inner
tubes can be written as (see Figure 7.2)
Pw = π ( Di + do N t ) + 2 H f N f N t
(7.8)
and the heat transfer perimeter of the annulus can be calculated from
Ph = ( π do + 2 H f N f )N t
(7.9)
It is assumed that the outside of the annulus is insulated against heat losses
and the heat transfer occurs through the wall and the fins of the inner tube.
The net cross-sectional freeflow area in the annulus with longitudinal
finned inner tubes is given by
Ac =
π 2
( Di − do2 Nt ) − δH f Nt N f
4
(7.10)
From Equations 7.4, 7.5, 7.8, 7.9, and 7.10, the hydraulic diameter for the
Reynolds number and the pressure drop is
Dh =
4 Ac
Pw
and the equivalent diameter based on heat transfer,
De =
4 Ac
Ph
can be calculated. The validity of the equivalent diameter/hydraulic diameter approach has been substantiated by the results of experiments with
finned annuli.1
284
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
For a double-pipe heat exchanger of length L, the unfinned (bare) and
finned areas are, respectively,
Au = 2 N t ( πdo L − N f Lδ )
(7.11)
A f = 2 Nt N f L ( 2 H f + δ )
(7.12)
The total outside heat transfer surface area of a hairpin is the sum of the
unfinned and finned surfaces, given by Equations 7.11 and 7.12 (see Figure 7.2):
At = Au + A f = 2 N t L ( πdo + 2 N f H f )
(7.13)
The overall heat transfer coefficient based on the outside area of the inner
tube is given by Equation 2.17. It should be noticed that Ao is replaced by At:
Uo =
1
R fo
1
At 1 At
+
R fi + At Rw +
+
ηo ηo ho
Ai hi Ai
(7.14)
where
Af
ηo = 1 − ( 1 − η f )
At
which is defined by Equation 2.15. As can be seen from Equation 7.14, area
ratios At /Ai and Af /At must be calculated to find the overall heat transfer coefficient based on the outside surface area of the inner tube. It should be noted
that Rw is calculated for bare tubes using Equation 2.12b.
The fin efficiency is given by Equation 2.18:
ηf =
tanh ( mH f )
mH f
(7.15)
where
m=
2h
δk f
Equation 7.15 gives the efficiency of a rectangular continuous longitudinal
fin2 with a negligible heat loss from the tip of the fin. In practice, fins generally have no uniform cross sections, and therefore, the analysis of fin thermal
behavior is more complex. For complex geometry, fin efficiencies are available in graphical forms.3,4,5
285
Double-Pipe Heat Exchangers
As can be seen from Equation 7.15, the finned area efficiency compared to
the bare surface is determined by fin thickness, height, thermal conductivity,
and, most importantly, fluid heat transfer coefficient. Therefore, having the
fluid with the poorest heat transfer properties on the finned side is the best
way to utilize the maximum area of the fins.
If the hairpin heat exchanger units operate as purely countercurrent or parallel flow, then the correction factor F is unity. But for series/parallel systems, a
correction must be included in the calculations given by Equation 7.18.
In a design problem, the heat duty, Q, of the heat exchanger will be known
and the overall heat transfer coefficient and ΔTm are determined as outlined
above. The surface area in this case will be the external total surface area of
the inner tubes and is calculated from Equation 2.32:
Q = UN hp At ∆Tm
(7.16)
where Nhp is the number of hairpins and At is given by Equation 7.13. If the
length of the hairpin is fixed, then the number of hairpins, Nhp, can be calculated for a specific heat duty.
The overall heat transfer coefficients can also be based on the internal area
of the inner tube, Ai. In this case, the heat transfer surface area will be the
inner surface area of the inner tube, which is
Ai = 2 ( πdi LN t )
Then, the heat duty is
Q = U i N hp Ai ∆Tm
(7.17)
In design calculations, the length of the hairpin, L, can first be assumed, and
then the number of hairpins is calculated.
Example 7.2
The objective of this example is to design an oil cooler with sea water
using a finned tube double-pipe heat exchanger.
Engine oil at a rate of 3 kg/s will be cooled from 65°C to 55°C by sea
water at 20°C. The sea water outlet temperature is 30°C, and it flows
through the inner tube. The properties are given as
Fluid
Density, kg/m2
Specific heat, kJ/kg · K
Viscosity, kg/m · s
Thermal conductivity, W/m · K
Prandtl number, Pr
Annulus Fluid,
oil
885.27
1.902
0.075
0.1442
1,050
Tube-Side Fluid,
Sea Water
1013.4
4.004
9.64 × 10–4
0.639
6.29
286
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The following design data are selected:
Length of hairpin = 4.5 m
Annulus nominal diameter = 2 in.
Nominal diameter of the inner tube = 3/4 in.
Fin height: Hf = 0.0127 m
Fin thickness: δ = 0.9 mm
Number of fins per tube = 30
Material throughout = carbon steel (k = 52 W/m · K)
Number of tubes inside the annulus, Nt = 1.
Proper fouling factors are to be selected, and the surface area of the heat
exchanger as well as the number of hairpins including pressure drops
and pumping powers for both streams are to be calculated.
Solution
From Table 9.2 for the tube of nominal diameter 3/4 in. schedule 40,
do = 0.02667 m, di = 0.02093 m. The annulus nominal diameter is 2 in.,
and Di = 0.0525 m.
The sea water mass flow rate can be calculated from the heat balance as
c =
m
=
p ) ∆Th
( mc
h
c pc ∆Tc
3 × 1.902 × (10)
= 1.425 kg/s
4.004 × (10)
Annulus—The net cross-sectional area in the annulus with longitudinal
finned tubes is given by Equation 7.10:
Ac =
=
π 2
( Di − do2 Nt ) − (δH f N f Nt )
4
π
( 0.0525)2 − ( 0.0266)2 − ( 0.9 × 10−3 ) ( 0.0127 ) ( 30) (1)
4
= 1.263 × 10−3 m 2
The hydraulic diameter is
Dh =
where Pw is given by Equation 7.8:
4 Ac
Pw
287
Double-Pipe Heat Exchangers
Pw = π ( Di + do N t ) + 2 H f N f N t
= π ( 0.0525 + 0.0266) + 2 ( 0.0127 ) ( 30)
= 1.011 m
4 Ac 4 (1.263 × 10−3 )
=
= 5.0 × 10−3 m
Pw
1.011
Dh =
The wetted perimeter for heat transfer can be calculated using
Equation 7.9:
Ph = πdo N t + 2 N f H f N t
= π ( 0.0266) (1) + 2 ( 30) ( 0.0127 ) (1) = 0.845 m
and the equivalent diameter for heat transfer can be determined as
follows:
De =
4 Ac 4 (1.263 × 10−3 )
=
= 5.98 × 10−3 m
0.845
Ph
Inner Tube, Sea Water—The velocity in this case is
um =
c
4 × 1.425
m
=
= 4.1 m/ss
di2 1013.4 × π ( 0.0209)2
ρπ
4
which is a rather high velocity in practical applications.
The Reynolds number is
Re =
ρumdi 1013.4 × 4.1 × 0.02093
=
= 90, 082
µ
9.64 × 10−4
Hence, the flow is turbulent. One of the turbulent forced convection corrections given in Chapter 3 can be selected.
The Petukhov–Kirillov correlation is used here:
f = (1.58 ln Re − 3.28) = (1.58 ln 90, 082 − 3.28) = 0.0046
−2
Nub =
−2
( f /2 )( Reb ) Prb
1/2
1.07+12.7 ( f /2 ) ( Prb2/3 − 1)
( 0.0023)( 90, 082 )(6.29)
= 513.8
1/2
1.07 + 12.7 ( 0.0023) (6.292/3 − 1)
Nu ⋅ k ( 513.8 × 0.639)
= 15, 685.9 W/m 2 ⋅ K
=
=
=
hi
di
0.02093
Annulus, oil—The velocity in this case is calculated as follows:
288
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
um =
h
3
m
=
= 2.68 m/s
ρAc 885.27 × 1.263 × 10−3
Re =
ρumDh 885.27 × 2.68 × 5 × 10−3
=
= 158.17
µ
0.075
It is a laminar flow.
The Sieder–Tate correlation (Equation 3.24) can be used to calculate the
heat transfer coefficient in the annulus:
D
Nub = 1.86 Reb Prb h
L
Reb Prb
1/3
µb
µ
w
0.14
Dh
5 × 10−3
= 184.5
= (158.17 ) (1050)
L
4.5
Tw ≈
1 65 + 55 20 + 30
+
= 42.5° C
2
2 2
µ w = 0.197 Pa ⋅ s
Dh
Reb Prb L
1/3
µb
µ
w
0.14
= (184.5)
1/3
0.075
0.197
0.14
= 4.97 > 2
Therefore, the Sieder–Tate correlation is applicable.
Nub = 1.86 (184.5)
1/3
ho =
0.075
0.197
0.14
= 9.25
Nu ⋅ k 9.15 × 0.1442
=
= 223 W/m 2 ⋅ K
5.98 × 10−3
De
Note that Equation 3.25 is satisfied using Equation 3.24. Finned and
unfinned heat transfer areas are given by Equations 7.11 and 7.12.
A f = 2 N t N f L ( 2 H f + δ ) = ( 2 ) (1) ( 30) ( 4.5) ( 2 × 0.0127 + 0.9
9 × 10−3 )
A f = 7.101 m 2
Au = 2 N t ( πdo L − N f Lδ ) = ( 2 ) (1)[ π ( 0.0266) ( 4.5) − ( 30) ( 4.5) ( 0.9 × 10−3 )]
Au = 0.509 m 2
The total area of a hairpin is
At = Au + A f = 7.101 + 0.509 = 7.61 m 2
289
Double-Pipe Heat Exchangers
From Equation 7.15, the fin efficiency is
ηf =
tanh ( mH f )
mH f
2 ho
=
δk f
m=
ηf =
2 ( 223.05)
= 97.63
( 0.9 × 10−3 ) ( 52 )
tanh ( 97.63 × 0.0127 )
= 0.682
97.63 × 0.0127
The overall surface efficiency, from Equation 2.14, is
Af
7.101
= 1 − (1 − 0.682 )
ηo = 1 − ( 1 − η f )
= 0.703
At
7.610
and the overall heat transfer coefficient (fouled) is
U of =
=
1
R fo
At 1 At
1
+
R fi + At Rw +
+
Ai hi Ai
ηo ηo ho
1
At ln ( do/di ) R fo
At 1 At
1
+
R fi +
+
+
2 πk ⋅ 2 L
ηo ηo ho
Ai hi Ai
Ai = 2 πdi L = 2 π × 0.02093 × 4.5 = 0.592 m 2
From Tables 5.5 and 5.11, the fouling resistances are
R fo = 0.176 × 10−3 m 2 ⋅ K/W
R ft = 0.088 × 10−3 m 2 ⋅ K/W
(engine oil )
( sea water )
So,
0.0266
7.610 ln
0.0209
7.610
7.610
U of =
+
0.088 × 10−3 ) +
(
2 ( 52 ) × π × ( 2 × 4.5)
( 0.592 )(15685.9) 0.592
+
0.176 × 10−3
1
+
0.703
( 0.703)( 223)
= 108.6 W/m 2 ⋅ K
Under clean conditions,
−1
290
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
U oc =
1
At ln ( do/di )
1
At
+
+
2 πk ⋅ 2 L
Ai hi
ηo ho
0.0266
7.610 ln
0.0209
7.610
1
=
+
+
0
.
5
92
15685
9
2
×
π
2
×
4
.
5
0
.
703
223
.
2
5
(
)
(
)
(
)
(
)
(
)
(
)
−1
= 127.6 W/m 2 ⋅ K
The cleanliness factor, CF, is determined as follows:
CF =
U of
U oc
=
108.6
= 0.85
127.6
The total heat transfer surface area is
Ao =
Q
U o ∆Tm
p ) (Th − Th ) = ( 3) (1.902 × 103 ) (65 − 55) = 57 , 060 W
Q = ( mc
1
2
h
∆Tm = ∆T1 = ∆T2 = 35° C
Without fouling,
Aoc =
57 , 060
Q
=
= 12.78 m 2
U oc ∆Tm (127.6) ( 35)
Aof =
57060
Q
=
= 15.01 m 2
U of ∆Tm (108.6) ( 35)
With fouling,
The hairpin heat transfer surface area is
Ahp = At = 7.61 m 2
and the number of hairpins can be determined:
N hp =
Aof
Ahp
=
15.01
= 1.97
7.61
291
Double-Pipe Heat Exchangers
One may select two hairpins.
Pressure Drops and Pumping Powers—For the inner tube,
∆pt = 4 f
2 L um2
ρ
N hp
di 2
= 4 ( 0.0046)
( 4.1) 2 = 135 kPa
4.5 × 2
(1013.4)
( )
2
0.0209
2
Pumping Power
Wa =
a (135 × 103 ) (1.425)
∆pa m
=
= 237.3 W
ηa ρ a
( 0.80) (1013.4)
In the annulus,
f cp =
16
16
=
= 0.1011
Re 158.17
Using Equation 3.21b with Table 3.2, we have
µ
f = f cp b
µw
∆pa = 4 f
0.075
= 0.1011
0.197
−0.5
= 0.164
2 L um2
N hp
ρ
Dh 2
= 4 ( 0.164)
wa =
−0.5
( 2.68) 2 = 7.5 MPa
4.5 × 2
( 885.27 )
( )
2
( 5 × 10−3 )
2
a
∆pa m
(7.5 × 106 ) ( 3) = 31.8 kW
=
η aρ a
( 0.80) ( 885.27 )
7.4 Parallel–Series Arrangements of Hairpins
When the design dictates a large number of hairpins in a double-pipe heat
exchanger designed for a given service, it may not always be possible to connect both the annulus and the tubes in series for a pure counterflow arrangement. A large quantity of fluid through the tube or annulus may result in
high pressure drops caused by high velocities, which may exceed available
pressure drop. In such circumstances, the mass flow may be separated into a
number of parallel streams, and the smaller mass flow rate side can be connected in series. The system then results in a parallel–series arrangement
(Figure 7.5). Two double-pipe units in series on the annulus (shell) side and
292
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
in parallel on the tube side are shown in Figure 7.6. The inner-pipe fluid
is divided into two streams, one facing the hotter fluid in unit 2 and the
other facing the colder fluid in unit 1. For the inner pipe, a new heat transfer
coefficient must be calculated. Therefore, in each hairpin section, different
amounts of heat are transferred; the true mean temperature difference, ΔTm,
will be significantly different from the LMTD. In this case, the true mean
temperature difference in Equation 7.16 is given by3,6
∆Tm = S (Th1 − Tc1 )
(7.18)
where the dimensionless quantity S is defined as
S=
p ) (Th − Th )
( mc
h
UA (Th − Tc )
1
1
2
(7.19)
1
For n hairpins, the value of S depends on the number of hot and cold
streams and their series–parallel arrangement. In the simplest form, either
the cold fluid is divided between the n hairpins in parallel or the mass flow
rate of the hot fluid is equally divided between the n hairpins.
For one-series hot fluid and n1-parallel cold streams,
S=
1 − P1
1/n
n1R1 R1 − 1 1 1 1
+
R − 1 ln R P
R1
1
1
1
(7.20)
where
P1 =
Th2 − Tc1
Th1 − Th2
, R1 =
Th1 − Tc1
n1 (Tc2 − Tc1 )
(7.21)
For one-series cold stream and n2-parallel hot streams,
S=
where
1 − P2
1/n
1 2
n2
+ R2
1 − R ln ( 1 − R2 ) P
2
2
P2 =
Th1 − Tc2
n2 (Th1 − Th2 )
, R2 =
Th1 − Tc1
Tc2 − Tc1
The above relations are derived by Kern.3
(7.22)
(7.23)
293
Double-Pipe Heat Exchangers
The total rate of heat transfer can be expressed as
Q = UAS (Th1 − Tc1 )
(7.24)
It is assumed that the parallel fluid stream mass flow is split equally between
the n hairpins and that the overall heat transfer coefficient, U, the specific
heat of two fluids are constant, and the heat transfer areas of the units are
equal. One can calculate the LMTD and apply a correction factor, F, depending on the number of series–parallel combinations; for these, graphs are
available.3,5,10 But when the number of tube-side parallel paths is equal to the
number of shell-side parallel paths, then the normal LMTD should be used.10
In the design of a longitudinal-flow finned bundle-type heat exchanger
(Figure 7.7), the correction factor, F, must be applied to the LMTD. Since
the flow is not purely countercurrent, the F factor will be obtained from
Figures 2.7–2.11.7,8
(a)
Process heat exchangers—Available in shell sizes from
8⅝" to 36" O.D. Applications: Used in a wide variety of
services on both light and heavy fluids ranging from higher
heat transfer materials such as gases and light gasolines to
heavy lube oil stocks and viscous chemicals.
(b)
Tank suction and line heaters—Available in shell sizes from
8⅝" to 48" O.D. Applications: For heating viscous fluids as
they are removed from storage or pumped over long distances.
The suction heater is installed with its open and extending into
the tank, and only the fluid removed is raised to the desired
temperature. Line heaters can be used on either the suction
or the pressue side of pumps depending upon design criteria.
Figure 7.7
The longitudinally finned bundle exchanger. (Courtesy of Brown Fintube, Inc.)
294
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
7.5 Total Pressure Drop
The total pressure drop in a heat exchanger includes fluid-frictional pressure drop, entrance and exit pressure drops, and static head and momentum-change pressure drop. The frictional pressure drop is calculated from
Equations 7.1 or 7.2:
2 L u2
∆p f = 4 f ρ m N p
Dh 2
(7.25)
2L G2
∆pf = 4 f N p
Dh 2ρ
(7.26)
or
If the equivalent straight length of the U-bend is known, this should be
added to L in tube-side pressure drop (Dh = di) calculations. The correlations
for friction factor for smooth tubes are given in Table 4.1, and those for commercial tubes are shown in Figure 4.1. It should be noted that if there are large
temperature differences between the wall and the fluid, the effect of property variations on friction coefficient should be included using Equations
3.21b or 3.22b.7,9 Friction factors for helicals, spirals, and bends are discussed
in Chapter 4.
There will be pressure losses through the inlet and outlet nozzles, which
can be estimated from
∆pn = K c
ρum2
2
(7.27)
where ρum2 /2 , is the dynamic head, Kc = 1.0 at the inlet, and Kc = 0.5 at the
outlet nozzle.4
Static head is calculated as
∆p f = ρ∆H
(7.28)
For horizontal hairpins, ΔH is the total difference in elevation between the
inlet and outlet nozzles.
For fully developed conditions, the momentum-change pressure drop is
calculated from
1
1
∆pm = G 2
−
ρout ρin
(7.29)
It is important to note that available (or permissible) pressure drop is usually
a dictating factor in heat exchanger design.
295
Double-Pipe Heat Exchangers
In longitudinally finned-tube heat exchangers, the heat transfer coefficient
can be enhanced by a “cut-and-twist” at regular intervals. The fins are cut
radially from the edge of the root, and the leading edge is twisted. This has a
mixing effect and is normally accounted for by using the cut-and-twist pitch
as the developed length in the film coefficient calculation.10 The optimum
cut-and-twist pitch lies between 300 and 1,000 mm. In this case, the pressure
drop will increase. The cut-and-twist loss is accounted for by multiplying the
frictional pressure drop by a factor, Fct, defined by the following empirical
relationship:
Fct = 1.58 − 0.525 Lct
(7.30)
where Lct is the cut-and-twist length in meters. The optimum value of Lct is
about 0.3–1 m. If cut-and-twist is provided, then, in calculating heat transfer
coefficient in laminar flow, L = Lct, which results in the enhancement of heat
transfer.
7.6 Design and operational Features
As explained in previous sections, in hairpin exchangers, two double pipes
are joined at one end by a U bend welded to the inner pipes and a return
bend housing on the annulus (shell) side, which has a removable cover to
allow withdrawal of the inner pipes (Figures 7.3 and 7.8).
Return bend housing and
cover plate
4-bolt standard shell to tube
closure and tubeside joint
with ASA lap joint shell
flange (pressure to 500 psig)
Figure 7.8
(a) Return-bend housing and the cover plate; (b) shell-to-tube closure and tube-side joint.
(Courtesy of Brown Fintube, Inc.)
296
TABLe 7.1
Typical Double-Pipe Geometries with One Finned Tubea
No. of Fins
(max.)
NFA
(mm2)
Dh
(mm)
Af
Ao
Ao
Ai
Sch. 40 Shell (standard pressure units)
2 in. (60)
25.4
2.77
3 in. (89)
25.4
2.77
3 in. (89)
48.3
3.68
3.5 in. (102)
48.3
3.68
3.5 in. (102)
60.3
3.91
4 in. (114)
48.3
3.68
4 in. (114)
60.3
3.91
4 in. (114)
73.0
5.16
11.10
23.80
12.70
19.05
12.70
25.40
19.05
12.70
20
20
36
36
40
36
40
48
1 445
3 826
2 510
3 916
3 039
5 548
4 652
3 452
8.41
12.0
7.65
8.66
8.18
9.63
9.14
7.80
0.85
0.92
0.86
0.90
0.84
0.92
0.89
0.84
8.40
16.50
8.30
11.86
7.31
15.42
10.39
7.35
1.05
2.07
2.13
3.05
2.41
3.96
3.43
2.90
Sch. 80 Shell (high-pressure units)
2 in. (60)
25.4
2.77
3 in. (89)
48.3
5.08
3.5 in. (102)
48.3
5.08
3.5 in. (102)
60.3
5.54
4 in. (114)
48.3
5.08
4 in. (114)
60.3
5.54
4 in. (114)
73.0
7.01
9.53
11.10
15.90
11.10
22.20
15.90
9.53
20
36
36
40
36
40
48
1 228
2 050
3 368
2 447
4 851
3 947
2 787
8.47
6.93
8.64
7.29
9.42
8.99
7.70
0.83
0.84
0.88
0.82
0.91
0.87
0.80
7.39
7.95
10.82
6.97
14.64
9.43
6.17
0.92
1.90
2.59
2.16
3.50
2.92
2.29
Tube oD
(mm)
Tube Wall
(mm)
Source: From Guy A. R., Heat Exchanger Design Handbook, Hemisphere, Washington, DC, 1983.
a Fin thickness of 0.889 mm (i.e., weldable steels and alloys); surface area per meter is total for both legs.
Surface Area
(m2/m)
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Fin Height
(mm)
Shell IPS
(mm oD)
Double-Pipe Heat Exchangers
297
Double-pipe heat exchangers have four key design components:
1.
2.
3.
4.
Shell nozzles
Tube nozzles
Shell-to-tube closure
Return-bend housing
The opposite site of the inner tubes has a closure arrangement. Return-bend
housing, cover plate, and the shell to tube closure arrangements are shown
in Figure 7.8. The inner tube can be removed from the tail end of the unit for
cleaning and maintenance.
The longitudinally finned bundle exchanger shown in Figure 7.7 is another
version of the double-pipe heat exchanger. It is composed of a bundle of finned
tubes connected by U-bends and mounted in a shell. This configuration provides a single shell pass and two tube passes. It is used to heat viscous liquids
such as asphalt and fuel oils to reduce viscosity for easier pumping.
The fins are welded onto the inner pipe using an electric resistance slamwelding technique. This technique is suitable for carbon steel and stainless
steel. Combination of materials can also be used, such as a stainless steel
inner pipe with carbon steel fins. Fins made from brass or similar materials
can be soldered to copper, nickel, admiralty brass, or aluminum brass tubes.
The fins are normally 0.5 mm thick for fin heights up to 12.7 mm and 0.8 mm
thick for fin heights over 12.7 mm.
Double-pipe heat exchangers are light and easily handled with a minimum
of lifting equipment. Multiple units can be easily bolted together. Annulus
sides connected in series only need a connecting gasket, and the tube side
uses a simple return-bend. The typical geometries of double-pipe heat
exchangers are given in Table 7.1.10 Double-pipe heat exchangers are easier
to clean in case of fouling build-up. They are flexible, with low installation
costs. Simple constructions, easily reached bolting, lightweight fin tube elements, and a minimum number of parts all contribute to minimizing costs.
Nomenclature
A
Ac
cp
De
Dh
d
D
heat transfer surface area, m2
net freeflow area, m2
specific heat at constant pressure, J/kg · K
equivalent diameter for heat transfer, m
hydraulic diameter for pressure drop, m
diameter of the inner tube, m
diameter of the annulus, m
298
F
f
G
g
H
h
Hf
Kc
k
L
Lct
m
Nf
Nhp
Nt
n1, n2
Nu
P
P1, P2
Δp
Pr
R
R1, R 2
Re
Q
S
T
ΔT
tanh
Uo
um
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
correction factor for LMTD
Fanning friction factor
mean mass velocity, kg/m2 · s
acceleration due to gravity, 9.81 m/s2
difference in elevation between inlet and outlet nozzles, m
heat transfer coefficient, W/m2 · K
height of the fin, m
velocity-head coefficient
thermal conductivity, W/m · K
nominal length of the exchanger section, also length of longitudinal
fin, m
cut-and-twist length, m
mass flow rate, kg/s
number of fins per tube
number of exchanger section hairpins
number of tubes in one leg of hairpin exchanger; number of tube holes
in the tubesheet of a bundle exchanger (twice the number of U-bends),
or the number of U-tubes in a bundle exchanger
number of parallel cold and hot streams, Equations 7.20 and 7.22
Nusselt number, hdi /k or hDe /k
perimeter, m
temperature ratios defined by Equations 7.21 and 7.23
pressure drop, kPa
Prandtl number, μcp /k
thermal resistance, m2 · K/W
temperature ratios defined by Equations 7.21 and 7.23
Reynolds number, GDh /μ or Gdi /μ
heat load or duty, W
dimensionless parameter for true temperature difference of a series–
parallel arrangement, defined by Equations 7.18 and 7.19
absolute temperature, °C, K
temperature difference, °C, K
hyperbolic tangent
overall heat transfer coefficient based on total external surface area,
W/m2 · K
mean stream velocity, m/s
greek Symbols
ηf
ηo
ηp
μ
ρ
δ
fin efficiency
overall surface efficiency
pump efficiency
dynamic viscosity, Pa
mass density, kg/m3
fin thickness, m
Double-Pipe Heat Exchangers
299
Subscripts
bulk
cold, cross-section
equivalent
fins, fin-side, or frictional
hot, heat transfer
hydraulic
hairpins
inside of tubes
inlet
momentum
nozzles
outside of bare tubes
outlet
shell side or fin side
series–parallel arrangement
total
unfinned
wall, wetted
b
c
e
f
h
h
hp
i
in
m
n
o
out
s
s-p
t
u
w
PRoBLEMS
7.1.
7.2.
7.3.
A counterflow double-pipe heat exchanger is used to cool the
lubricating oil for a large industrial gas turbine engine. The flow
c = 0.2 kg/s,
rate of cooling water through the inner tube is m
h = 0.4
while the flow rate of oil through the outer annulus is m
kg/s. The oil and water enter at temperatures of 60°C and 30°C,
respectively. The heat transfer coefficient in the annulus is calculated to be 15 W/m2 · K. The inner tube diameter is 25 mm
and the inside diameter of the outer annulus is 45 mm. The outlet temperature of the oil is 40°C. Assume cp = 4,178 J/kg · K for
water and cp = 2,006 J/kg · K for oil. The tube wall resistance and
the curvature of the wall are neglected. Calculate the length of
the heat exchanger if fouling is neglected.
In Problem 7.1, the heat transfer coefficient in the annulus is given
as 15 W/m2 · K. Is this value acceptable? Assume that the water
used is city water with a fouling resistance of 0.000176 m2 · K/W
inside the tube. Oil side deposit is neglected. If the length of the
hairpin used is 4 m, calculate the heat transfer area and the number of hairpins. If the space to accommodate this heat exchanger
is limited, what are the alternatives?
Engine oil (raffinate) with a flow rate of 5 kg/s will be cooled
from 60°C to 40°C by sea water at 20°C in a double-pipe heat
exchanger. The water flows through the inner tube, whose outlet
300
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
is heated to 30°C. The inner tube outside and inside diameters are
do = 1.315 in. (= 0.0334 m) and di = 1.049 in. (= 0.02664 m), respectively. For the annulus, Do = 4.5 in. (= 0.1143 m) and Di = 4.206
in. (= 0.10226 m). The length of the hairpin is fixed at 3 m. The
wall temperature is 35°C. The number of the tubes in the annulus is 3. The thermal conductivity of the tube wall is 43 W/m · K.
Calculate:
a. The heat transfer coefficient in the annulus
b. The overall heat transfer coefficient
c. The pressure drop in the annulus and inner tube (only
straight sections will be considered)
d. What is your decision as an engineer? How can you improve
the design?
7.4.
The objective of this problem is to design an oil cooler with sea
water. The decision was made to use a hairpin heat exchanger.
Fluid
Flow rate (in) kg/s
Inlet temperature, °C
Outlet temperature, °C
Density, kg/m3
Specific heat, kJ/kg °C
Viscosity, kg/m · s
Prandtl number (Pr)
Thermal conductivity, W/m · K
Annulus Fluid,
Engine oil
Tube-Side Fluid,
Sea Water
4
65
55
885.27
—
20
30
1013.4
1.902
0.075
4.004
1050
0.1442
9.64 × 10–4
6.29
0.6389
Length of hairpin = 3 m
Annulus nominal diameter = 2 in.
Nominal diameter of inner tube (schedule 40) = 3/4 in.
Fin height, H = 0.00127 m
Fin thickness, δ = 0.9 mm
Number of fins/tubes = 18
Material throughout = carbon steel
Thermal conductivity, k = 52 W/m · K
Number of tubes inside annulus = 3
Select the proper fouling factors. Calculate:
a. The velocities in the tube and in the annulus
b. The overall heat transfer coefficient for a clean and fouled
heat exchanger
Double-Pipe Heat Exchangers
301
c. The total heat transfer area of the heat exchanger with and
without fouling (OS design)
d. The surface area of a hairpin and the number of hairpins
e. Pressure drop inside the tube and in the annulus
f. Pumping powers for both streams.
7.5.
7.6.
7.7.
7.8.
Repeat Problem 7.4 with unfinned inner tubes. Write down your
comments.
A double-pipe heat exchanger is designed as an engine oil cooler.
The flow rate of oil is 5 kg/s, and it will be cooled from 60°C
to 40°C through annulus (ID = 0.10226 m, OD = 0.1143 m). Sea
water flows through the tubes (ID = 0.02664 m, OD = 0.03340
m) and is heated from 10°C to 30°C. The number of bare tubes
in the annulus is 3, and the length of the hairpin is 3 m. Assume
that the tube wall temperature is 35°C. Design calculations give
the number of hairpins as 85. Allowable pressure drop in the
heat exchanger for both streams is 20 psi. Is this design acceptable? Outline your comments.
Assume that the mass flow rate of oil in Problem 7.6 is doubled
(10 kg/s), which may result in an unacceptable pressure drop. It
is decided that two hairpins will be used in which the hot fluid
flows in parallel between two units and the cold fluid flows in
series. Calculate:
a. The pressure drop in the annulus for series arrangements for
both streams
b. The pressure drop in the annulus if the hot fluid is split
equally and flows in parallel between these two units.
Sea water at 30°C flows on the inside of a 25 mm ID steel tube
with a 0.8 mm wall thickness at a flow rate of 0.4 kg/s. The tube
forms the inside of a double-pipe heat exchanger. Engine oil
(refined lube oil) at 100°C flows in the annular space with a flow
rate of 0.1 kg/s. The outlet temperature of the oil is 60°C. The
material is carbon steel. The inner diameter of the outer tube is
45 in. Calculate:
a. The heat transfer coefficient in the annulus
b. The heat transfer coefficient inside the tube
c. The overall heat transfer coefficient with fouling
d. The area of the heat exchanger; assuming the length of a
hairpin to be 4 m, calculate the number of hairpins
e. The pressure drops and pumping powers for both streams.
302
7.9.
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
A counterflow double-pipe heat exchanger is used to cool the
lubricating oil for a large industrial gas turbine engine. The
h = 0.4 kg/s. The oil and
flow rate of oil through the annulus is m
water enter at temperatures of 60°C and 30°C, respectively. The
heat transfer coefficient in the inner tube is calculated to be 3,000
W/m2 · K. The inner tube diameter is 25 mm and the inside diameter of the outer tube is 45 mm. The outlet temperature of oil and
water are 40°C and 50°C, respectively. Assume cp = 4,178 J/kg · K
for water and cp = 2,000 J/kg · K for oil. The tube wall resistance
and the curvature of the wall are neglected. Assume the length
of the double-pipe heat exchanger is 4 m. Calculate:
a. The heat transfer coefficient in the annulus
b. The heat transfer area and the number of hairpins.
Because of the space limitation, assume that the maximum number of hairpins should not be more than 10. Is this condition satisfied? If not, suggest a new design for a solution for the use of a
double-pipe heat exchanger.
7.10. In Example 7.1, assume that the mass flow rate of cold fluid is
increased to 20,000 kg/h. The remaining geometrical parameters and the process specifications remain the same. In this case,
pressure drop will increase. Assume that the allowable pressure
drop in the annulus is 10 kPa. The velocity of cold water through
the annulus will be around 3 m/s, which would require a large
pressure drop to drive the cold fluid through the inner tube.
The pressure drop could be reduced by using several units with
cold water flowing in four parallel units and hot water flowing
through the inner tube in series. Calculate:
a. The overall heat transfer coefficient
b. Pressure drop in the annulus
c. The appropriate mean temperature difference.
7.11. A sugar solution (ρ = 1,080 kg/m3, cp = 3,601 J/kg · K, kf = 0.5764
W/m · K, μ = 1.3 × 10 –3 N · s/m2) flows at rate of 2 kg/s and is to
be heated from 25°C to 50°C. Water at 95°C is available at a flow
rate of 1.5 kg/s (cp = 4,004 J/kg · K). Sugar solution flows through
the annulus. Designing a double-pipe heat exchanger for this
process is proposed. The following geometrical parameters are
assumed:
Length of the hairpin = 3m
Do (annulus) = 6 cm
Di (annulus) = 5.25 cm
303
Double-Pipe Heat Exchangers
do (Inner tube) = 2.6 cm
di (Inner tube) = 2.09 cm
Number of tubes inside the annulus = 1
Number of fins = 20
Fin height = 0.0127 m
Fin thickness = 0.0009 m
Thermal conductivity of the material, k = 52 W/m · K.
a. Calculate the hydraulic diameter of the annulus for pressuredrop analysis.
b. Calculate the equivalent diameter for heat transfer analysis.
c. Calculate the heat transfer surface area of this heat exchanger
and the number of hairpins.
DESIGN PRojECT 7.1
oil Cooler: Finned-Tube Double-Pipe Heat Exchanger
The objective of this example is to design an oil cooler with sea water. The
decision was made to use a hairpin heat exchanger.
Fluid
Flow rate, kg/s
Inlet temperature, °C
Outlet temperature, °C
Density, kg/m3
Specific heat, kJ/kg · °C
Viscosity, kg/m · s
Thermal conductivity, W/m · K
Prandtl number (Pr)
Annulus Fluid,
Engine oil
Tube-Side Fluid,
Sea Water
5
65
55
885.27
—
20
30
1013.4
1.902
0.075
4.004
9.64 × 10–4
0.639
6.29
0.1442
1050
Length of the hairpin = 3 m
Annulus nominal diameter = 2 in.
diameter of the inner tube = 3/4 in.
Fin height Hf = 0.0127 m
Fin thickness δ = 0.9 mm
Number of fins per tube = 30
Material throughout = carbon steel
Thermal conductivity, k = 52 W/m · K
Number of tubes inside the annulus (varied, starting with Nt = 1).
304
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Select the proper fouling factors. The geometrical information is provided to
initiate the analysis. These will be taken as variable parameters to come up
with a suitable design; one can start with one inner tube and complete the
hand calculations by then checking geometrical parameters to determine the
effects of these changes on the design. Cost analysis of the selected design
will be made. The final report will include material selection, mechanical design, and technical drawings of the components and the assembly.
Calculate:
a. The velocities in the tube and in the annulus
b. The overall heat transfer coefficient for a clean and fouled heat
exchanger
c. The total heat transfer area of the heat exchanger with and without fouling (OS design)
d. The surface area of a hairpin and the number of hairpins
e. Pressure drop inside the tube and in the annulus
f. Pumping powers for both streams
g. Technical drawings.
DESIGN PRojECT 7.2
oil Cooler with Bare Inner Tube
The following parameters are fixed:
Fluid
Inlet temperature, °C
Outlet temperature, °C
Pressure drop limitations, kPa
Total mass flow rate, kg/s
SAE-30 oil
Sea Water
65
55
140
2.5
20
30
5
—
For hand calculations, assume the length of heat exchanger is 3 m. Assume
nominal pipe sizes of 3.5” and 2” as outer and inner tubes, respectively. In
the design, the geometric parameters must be taken as variable to come up
with an acceptable design. In the hand calculations for the given data, the
steps indicated in Design Project 7.1 may be followed.
References
1. Delorenzo, N. and Anderson, E. D., Heat transfer and pressure drop of liquids
in double pipe fintube exchangers, Trans. ASME, 67, 697, 1945.
2. Kakaç, S. and Yener, Y., Heat Conduction, 3rd ed., Taylor and Francis, New York,
1993.
Double-Pipe Heat Exchangers
305
3. Kern, D. Q., Process Heat Transfer, McGraw-Hill, New York, 1950.
4. Fraas, A. P., Heat Exchanger Design, 2nd ed., John Wiley & Sons, New York, 1989.
5. Hewitt, G. F., Shires, G. L., and Bott, T. R., Process Heat Transfer, CRC Press, Boca
Raton, FL, 1994.
6. Cherrmisinoff, N. P., Ed., Handbook of Heat and Mass Transfer, Vol. 1, McGrawHill, New York, 1986.
7. Kakaç, S., Ed., Boilers, Evaporators and Condensers, John Wiley & Sons, New York,
1991.
8. Tubular Exchanger Manufacturers Association (TEMA), Standards of the Tubular
Exchanger Manufacturers Association, New York, 1988.
9. Kakaç, S., Shah, R. K., and Aung, W., Handbook of Single-Phase Convective Heat
Transfer, John Wiley & Sons, New York, 1987.
10. Guy, A. R., Double-pipe heat exchangers, in Heat Exchanger Design Handbook,
Schlünder, E. U., Ed., Hemisphere, Washington, DC, 1983, ch. 3.
This page intentionally left blank
8
Design Correlations for Condensers
and Evaporators
8.1 Introduction
Condensation and evaporation heat transfer occurs in many engineering
applications, such as in power condensers, boilers, and steam generators,
which are all important components in conventional and nuclear power
stations. Evaporators and condensers are also essential parts of the vaporcompression refrigeration cycles and in process industry. In the design of
these condensers and evaporators, proper correlations must be selected to
calculate the condensing and boiling heat transfer coefficients.
When a saturated vapor comes in contact with a surface at a lower temperature, condensation occurs. When evaporation occurs at a solid–liquid
interface, it is called boiling. The boiling occurs when the temperature of
the surface, Tw, exceeds the saturation temperature, Tsat, corresponding to the
liquid pressure.
8.2 Condensation
The most common type of condensation involved in heat exchangers is surface condensation, where a cold wall, at a temperature lower than the local
saturation temperature of the vapor, is placed in contact with the vapor. In
this situation, the number of vapor molecules that strike the cold surface
and stick to it is greater than the number of liquid molecules jump into the
vapor phase. The resulting net liquid (i.e., condensate) will accumulate in
one of two ways. If the liquid wets the cold surface, the condensate will form
a continuous film, and this mode of condensation is referred to as filmwise
condensation. If the liquid does not wet the cold surface, it will form into
numerous microscopic droplets. This mode of condensation is referred to as
dropwise condensation and results in much larger heat transfer coefficients
307
308
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
than during filmwise conditions. Since long-term dropwise condensation
conditions are very difficult to sustain, all surface condensers today are
designed to operate in the filmwise mode. More information on the fundamentals of condensation is given by Marto.1,2
8.3 Film Condensation on a Single Horizontal Tube
8.3.1 Laminar Film Condensation
Nusselt3 treated the case of laminar film condensation of a quiescent vapor
on an isothermal horizontal tube, as depicted in Figure 8.1. In this situation,
the motion of the condensate is determined by a balance of gravitational and
viscous forces. In the Nusselt analysis, convection terms in the energy equation are neglected, so the local heat transfer coefficient around the tube can
be written simply as:
h(φ) =
kl
δ (φ)
(8.1)
φ
g
δ
Tw
Liquid
R
Quiescent
saturated
vapor
Figure 8.1
Film condensation profile on a horizontal tube. (Adapted From Marto, P. J., Boilers, Evaporators
and Condensers, John Wiley & Sons, New York, 1991.)
309
Design Correlations for Condensers and Evaporators
Here δ is the film thickness, which is a function of the circumferential angle ϕ.
Clearly, at the top of the tube, where the film thickness is a minimum, the
heat transfer coefficient is a maximum, and the heat transfer coefficient falls
to zero as the film thickness increases to infinity. The Nusselt theory yields
the following average heat transfer coefficient3:
ρl (ρl − ρ g ) gilg d 3
hmd
= 0.728
kl
µ l (Tsat − Tw ) kl
1/4
(8.2)
Example 8.1
Quiescent refrigerant 134-A vapor at a saturation temperature of 47°C is
condensing upon a horizontal smooth copper tube whose outside wall
temperature is maintained constant at 40°C.
The outside tube diameter is 19 mm. Calculate the average condensation heat transfer coefficient on the tube.
Solution
The average heat transfer coefficient can be calculated using the Nusselt
expression, Equation 8.2. From the appendix, the thermophysical properties of R-134a at 47°C are
ρl = 1117.3 kg/m3
ρg = 62.5 kg/m3
kl = 0.068 W/m · K
μl = 1.72 × 10 –4 Pa · s
ig = 154.6 kJ/kg.
Substituting in Equation 8.2 yields
( 0.068) (1117.3) (1117.3 − 62.5) ( 9.81) (154.6 × 103 ) ( 0.019)3
hm = 0.728
( 0.019)
(1.72 × 10−4 ) ( 47 − 40) ( 0.068)
1/4
hm = 1620.8 W/m 2 ⋅ K
8.3.2 Forced Convection
When the vapor surrounding a horizontal tube is moving at a high velocity,
the analysis for film condensation is affected in two important ways: (1) the
surface shear stress between the vapor and the condensate and (2) the effect
of vapor separation.
310
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The early analytical investigations of this problem were extensions of
Nusselt’s analysis to include the interfacial shear boundary condition at the
edge of the condensate film. Shekriladze and Gomelauri4 assumed that the
primary contribution to the surface shear was due to the change in momentum across the interface. Their simplified solution for an isothermal cylinder
without separation and with no body forces is
Num =
hmd
1/2
= 0.9 Re
kl
(8.3)
is defined as a two-phase Reynolds number involving the vapor
where Re
velocity and condensate properties, ugd/vl. When both gravity and velocity
are included they recommend the relationship
(
Num
1/2
1/2 = 0.64 1 + ( 1 + 1.69 F )
Re
)
1/2
(8.4)
where
F=
gd µ l ilg
u2g kl ∆T
(8.5)
Equation 8.4 neglects vapor separation, which occurs somewhere between
82° and 180° from the stagnation point of the cylinder. After the separation
point, the condensate film rapidly thickens and, as a result, heat transfer
is deteriorated. A conservative approach, suggested by Shekriladze and
Gomelauri,4 is to assume that there is no heat transferred beyond the separation point. If the minimum separation angle of 82° is then chosen, a most
conservative equation results and the heat transfer decreases by approximately 35%. Therefore, Equation 8.3 reduces to
1/2
Num = 0.59 Re
(8.6)
An interpolation formula based on this conservative approach, which satisfies the extremes of gravity-controlled and shear-controlled condensation,
was proposed by Butterworth:
(
Num
1/2
1/2 = 0.416 1 + ( 1 + 9.47 F )
Re
)
1/2
(8.7)
Vapor boundary layer effects, especially separation, and the effect of the
pressure gradient around the lower part of the tube provide significant difficulties in arriving at an accurate analytical solution. As a result, approximate conservative expressions are used. Figure 8.2 compares the predictions
311
Design Correlations for Condensers and Evaporators
Nu Re–1/2
10
1
Data
Eq. (7.6)
0.1
0.001
0.01
Eq. (7.7)
Nusselt theory, Eq. (7.4)
0.1
1.0
F
10
100
1000
Figure 8.2
Condensation in downflow over horizontal tubes. (From Marto, P. J., Boilers, Evaporators and
Condensers, John Wiley & Sons, New York, 1991. With permission.)
of Equations 8.6 and 8.7 along with the Nusselt equation, Equation 8.2, to
experimental data from Rose.5 In general, Equation 8.7 is conservative and
can be used with reasonable confidence.
Example 8.2
Suppose that the refrigerant-134A vapor used in Example 8.1 were moving downward over the tube at a velocity of 10 m/s instead of being quiescent as originally stated. Calculate the average heat transfer coefficient
in this situation.
Solution
For downward moving vapor over a horizontal tube, the average heat
transfer coefficient can be calculated using Equations 8.3, 8.4, and 8.7.
First, using Equation 8.7,
(
hmd
1/2
= 0.416 1 + (1 + 9.47 F )
kl
)
1/2
1/2
Re
where F is given by Equation 8.5:
F=
gdµ l ilg
ug2 kl ∆T
On substitution of R-134A properties into Equation 8.5, as listed in
Example 8.1, yields
F=
( 9.81) ( 0.019) (1.72 × 10−4 ) (1.546 × 105 ) = 0.104
(102 ) ( 0.068) ( 47 − 40)
312
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Then, the two-phase Reynolds number is
= ρl ug d = (1117.3) (10) ( 0.019) = 1.23 × 106
Re
µl
(1.72 × 10−4 )
are substituted into Equation 8.7,
When these values for F and Re
this yields
hm = 0.416
( 0.068) 1 + 1 + 9.47 × 0.104 1/2 1/2 1.23 × 106 1/2
(
) (
)
( 0.019)
= 2563 W/m 2 ⋅ K
which represents a 58% increase over the quiescent vapor case of
Example 8.1.
Recalculating using Equation 8.3,
hm = 0.9
= 0.9
kl 1/2
Re
d
( 0.068) 1.23 × 106 1/2
(
)
( 0.019)
= 3572 W/m 2 ⋅ K
which represents a 120% increase over the quiescent vapor case of
Example 8.1 and is 39% higher than the value from Equation 8.7.
Once again, recalculating using Equation 8.4,
hm = 0.64
= 0.64
kl
1/2
[1 + (1 + 1.69 F 1/2 )]1/2 Re
d
( 0.068) 1 + 1 + 1.69 × 0.104 1/2 1/2 1.23 × 106 1/2
(
) (
)
( 0.019)
= 3629 W/m 2 ⋅ K
which represents a 124% increase over the quiescent vapor case of
Example 8.1 and is 42% higher than the value from Equation 8.7 and
1.4% higher than the value from Equation 8.3.
8.4 Film Condensation in Tube Bundles
During film condensation in tube bundles, the conditions are much different than for a single tube. The presence of neighboring tubes creates several added complexities, as depicted schematically in Figure 8.3.1,2 In the
idealized case, Figure 8.3a, the condensate from a given tube is assumed
313
Design Correlations for Condensers and Evaporators
(a)
Nusselt
idealized
model
(b)
(c)
Side-drainage
model
(d)
Ripples,
splashing,
turbulence
High
vapor
shear
Figure 8.3
Schematic representation of condensate flow. (Adapted From Marto, P. J., Two-Phase Flow Heat
Exchangers: Thermal-Hydraulic Fundamentals and Designs, Kluwer, The Netherlands, pp. 221–291,
1988.)
to drain by gravity to the lower tubes in a continuous, laminar sheet. In
reality, depending upon the spacing-to-diameter ratio of the tubes and
depending upon whether they are arranged in a staggered or inline configuration, the condensate from one tube may not fall on the tube directly
below it but instead may flow sideways, as shown in Figure 8.3b. Also, it
is well-known experimentally that condensate does not drain from a horizontal tube in a continuous sheet but in discrete droplets along the tube
axis. When these droplets strike the lower tube, considerable splashing can
occur, as in Figure 8.3c, causing ripples and turbulence in the condensate
film. Perhaps most important of all, large vapor velocities can create significant shear forces on the condensate, stripping it away, independent of
gravity, as depicted by Figure 8.3d.
8.4.1 effect of Condensate inundation
In the absence of vapor velocity, as condensate flows by gravity onto lower
tubes in a bundle, the condensate thickness around the lower tubes should
increase and the condensation heat transfer coefficient should, therefore,
decrease.
Nusselt3 extended his analysis to include film condensation on a vertical
in-line column of horizontal tubes. He assumed that all the condensate from
a given tube drains as a continuous laminar sheet directly onto the top of
the tube below it. With this assumption, together with the assumption that
(Tsat – Tw) remains the same for all tubes, he showed that the average coefficient for a vertical column of N tubes, compared to the coefficient for the first
tube (i.e., the top tube in the row), is
314
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
hm, N
= N −1/4
h1
(8.8)
In Equation 8.8, h1 is calculated using Equation 8.2. In terms of the local coefficient for the Nth tube, the Nusselt theory gives
hN
3/4
= N 3/4 − ( N − 1)
h1
(8.9)
Kern6 proposed a less conservative relationship
hm, N
= N −1/6
h1
(8.10)
hN
5/6
= N 5/6 − ( N − 1)
h1
(8.11)
or, in terms of the local value,
Eissenberg7 experimentally investigated the effects of condensate inundation by using a staggered tube bundle. He postulated a side-drainage model
that predicts a less severe effect of inundation:
hN
= 0.60 + 0.42 N −1/4
h1
(8.12)
Numerous experimental measurements have been made in studying the
effect of condensate inundation. The data, however, are very scattered. As
a result, it is not too surprising that there is no successful theoretical model
today that can accurately predict the effect of condensate inundation on the
condensation performance for a variety of operating conditions. For design
purposes, the Kern expressions, either Equation 8.10 or 8.11, are conservative
and have been recommended by Butterworth.8
Example 8.3
Suppose that refrigerant-134A, used in Example 8.1, is condensing under
quiescent conditions on the shell side of a bundle of 41 tubes. The bundle
can be configured in a square, inline arrangement or in a triangular,
staggered arrangement, as shown in Figure 8.4. Find the average shellside coefficient for each of the configurations.
Design Correlations for Condensers and Evaporators
315
(a)
(b)
Figure 8.4
Tube bundle layout: (a) square, inline arrangement, (b) triangular, staggered arrangement.
(Adapted From Marto, P. J., Boilers, Evaporators and Condensers, John Wiley & Sons, New York,
1991.)
Solution
In order to find the average heat transfer coefficient for the bundle,
correct the Nusselt expression for a single tube, Equation 8.2, using
the Kern relationship, Equation 8.10, then Equation 8.8 and, finally,
Equation 8.12.
In a square, inline arrangement, there are five columns of seven tubes
each and two columns of three tubes each. This arrangement would be
approximately equivalent to seven columns of 6 tubes each. Therefore,
N = 6. Using h1 = 1620.8 W/m2 · K from Equation 8.2 in Example 8.1,
along with Equation 8.10 gives
hm, N = h1 ( N )
−1/6
hm ,6 = h1 (6)
= 1620.8 ( 0.7418)
= 1202 W/m 2 ⋅ K
−1/6
Now, using Equation 8.8 yields
hm, N = h1 ( N )
−1/4
hm ,6 = h1 (6)
= 1620.8 ( 0.6389)
hm, 6 = 1036 W/m 2 ⋅ K
−1/4
316
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Recalculating using Equation 8.12 yields
hm, N = h1 ( 0.60 + 0.42 N −1/4 )
(
hm,6 = 1620.8 0.60 + 0.42 (6)
−1/4
)
= 1407 W/m ⋅ K
2
Therefore, Equations 8.8 and 8.12 provide the most and least conservative values of hm,6, respectively. The value from Equation 8.12 is 36%
higher than that of Equation 8.8. The Kern relation gives an intermediate
value of hm,6.
In a triangular, staggered arrangement, assuming that the condensate
falls straight down and not sideways, there are seven columns of 3 tubes,
four columns of 4 tubes, and two columns of 2 tubes. This arrangement
would be equivalent to approximately thirteen columns of 3 tubes each.
Therefore, N = 3.
Once again, using h1 = 1620.8 W/m2 · K from Equation 8.2 in Example 8.1
along with Equation 8.10 gives
hm, N = h1 ( N )
−1/6
hm, 3 = h1 ( 3)
= 1620.8 ( 0.8327 )
= 1350 W/m 2 ⋅ K
−1/6
Now, again using Equation 8.8,
hm, N = h1 ( N )
−1/4
hm, 3 = h1 ( 3)
= 1620.8 ( 0.7598)
= 1232 W/m 2 ⋅ K
−1/4
Equation 8.12 gives
hm, N = h1 ( 0.60 + 0.42 N −1/4 )
hm, 3 = 1620.8 0.60 + 0.42 ( 3)
= 1490 W/m 2 ⋅ K
−1/4
Here, Equation 8.12 gives a value of hm,3 that is 21% greater than Equation
8.8, and, once again, the Kern relation Equation 8.10 yields an intermediate value of hm,3. Therefore, the results of this example show that the staggered arrangement of tubes yields an average heat transfer coefficient
that is generally larger than that for an inline arrangement.
One way of preventing the inundation of condensate on lower tubes is
to incline the tube bundle with respect to the horizontal. Shklover and
Buevich9 conducted an experimental investigation of steam condensation in an inclined bundle of tubes. They found that inclination of the
Design Correlations for Condensers and Evaporators
317
bundle increases the average heat transfer coefficient over the horizontal bundle result by as much as 25%. These favorable results led to the
design of an inclined bundle condenser with an inclination angle of 5°.
8.4.2 effect of Vapor Shear
In tube bundles, the influence of vapor shear has been measured by
Kutateladze et al.,10 Fujii et al.,11 and Cavallini et al.12 Fujii et al.11 found that
there was little difference between the downward-flow and horizontal-flow
data obtained, but the upward-flow data were as much as 50% lower in the
range 0.1 < F < 0.5. The following empirical expression was derived, which
correlates the downward-flow and horizontal-flow data reasonably well:
Num
1/5
1/2 = 0.96 F
Re
(8.13)
for 0.03 < F < 600. Cavallini et al.12 compared their data with the prediction
of Shekriladze and Gomelauri4 (Equation 8.4), and found the prediction to be
conservative.
In a tube bundle, it is not clear which local velocity should be used to calculate vapor shear effects. Butteworth8 points out that the use of the maximum
cross-sectional area gives a conservative prediction. Nobbs and Mayhem9
have used the mean local velocity through the bundle. They calculated this
velocity based on a mean flow width, which is given by
w=
pL pt − π d 2/4
pL
(8.14)
where pL and pt are the tube pitches (i.e., centerline-to-centerline distance) in
the longitudinal and transverse directions, respectively.
8.4.3 Combined effects of inundation and Vapor Shear
Initially, the effects of inundation and vapor shear were treated separately.
The combined average heat transfer coefficient for condensation in a tube
bundle was simply written as
hm, N = h1CN Cug
(8.15)
where h1 represents the average coefficient for a single tube from the Nusselt
theory, Equation 8.2, and CN and Cug are correction factors to account for
inundation and vapor shear, respectively.
However, in a tube bundle, a strong interaction exists between vapor
shear and condensate inundation, and local heat transfer coefficients are
318
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
very difficult to predict. Butterworth8 proposed a relationship for the local
heat transfer coefficient in the Nth tube row which separates out the effects
of vapor shear and condensate inundation. A slightly modified form of his
equation is
1/2
1
1 4
2
4
hN = hsh + hsh + h1
4
2
1/2
× N 5/6 − ( N − 1)
5/6
(8.16)
where hsh is, from Equation 8.6,
hsh = 0.59
kl 1/2
Re
d
and h1 is obtained using Equation 8.2.
McNaught13 has suggested that shell-side condensation may be treated as
two-phase forced convection. He therefore proposed the following relationship for the local coefficient for the Nth tube row:
2 + h2
hN = ( hsh
G)
1/2
(8.17)
where hG is given by Equation 8.11:
hG = hl N 5/6 − ( N − 1)
5/6
and hsh is given as
1
hsh = 1.26
Xn
0.78
(8.18)
hl
In Equation 8.18, Xtt is the Lockhart–Martinelli parameter, defined as
1− x
X tt =
x
0.9
ρg
ρ
l
0.5
µl
µ
0.1
(8.19)
g
and hl is the liquid-phase forced convection heat transfer coefficient across a
bank of tubes. This is generally expressed as
hl = C
kl m n
Rel Prl
d
(8.20)
Design Correlations for Condensers and Evaporators
319
where C, m, and n depend upon the flow conditions through the tube bank.
One of the correlations given in Chapter 3 can be selected. The numerical
values in Equation 8.18 were obtained for steam condensing in a bank of
in-line or staggered tubes under the following conditions9:
p
= 1.25
d
10 ≤ G ≤ 70 kg/ ( m 2 ⋅ s )
0.025 ≤ x ≤ 0.8
0.008 ≤ X tt ≤ 0.8
The correlation includes the effect of condensate inundation. McNaught13
found that Equations 8.17 and 8.18 correlated 90% of the steam data within
±25%. Care must be taken to avoid using this correlation when the operating
conditions fall outside of the ranges indicated above.
Example 8.4
Steam at a saturation temperature of 100°C is condensing in a bundle of
320 tubes within a 0.56 m wide duct. The tubes are arranged in a square,
in-line pitch (p = 35.0 mm), as shown in Figure 8.5. The bundle is made of
up to 20 rows of tubes with 3 cm OD and with 16 tubes in each row. The
tube wall temperature in each row is kept constant at 93°C. The steam
flows downward in the bundle, and at the 6th row of tubes, the local
Vapor Velocity
Unit Cell
P
Nt =
Width of Duct
P
P
Figure 8.5
Schematic of square, inline tube arrangement. (From Marto, P. J., Boilers, Evaporators and
Condensers, John Wiley & Sons, New York, 1991.)
320
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
mass flow rate of vapor is mg = 14.0 kg/s. Find the local heat transfer coefficient for this 6th row of tubes using Butterworth’s method.7
Solution
From the appendix, the thermophysical properties of steam at 100°C are
ρl = 957.9 kg/m3
ρg = 0.598 kg/m3
kl = 0.681 W/m · K
μl = 2.79 × 10 –4 kg/m · s
μg = 1.2 × 10 –5 kg/m · s
ilg = 2.257 × 103 kJ/kg
cpl = 4.219 kJ/kg · K
Prl = 1.73.
To calculate the local steam velocity,
ug =
g
m
ρ g Am
where Am is the mean flow area. This mean flow area can be written in
terms of the number of unit cells, Nt, and the mean width per cell, w,
Am = wN t L
where w is given by Equation 8.14
w=
pL pt − πd 2/4
pL
In this example, pL = pt = p = 0.035 m. Therefore,
w=
( 0.035)2 − π ( 0.03)2/ 4
0.035
= 0.0148 m
The mean flow area is then
Am = ( 0.0148 ) (16) ( 4) = 0.947 m 2
321
Design Correlations for Condensers and Evaporators
The local steam velocity is
ug =
(14.0)
= 24.7 m/s
( 0.598) ( 0.947 )
Using Butterworth’s method, the local heat transfer coefficient is given
by Equation 8.16:
1/2
1
1 4
2
hN = hsh
+ hsh
+ h14
4
2
1/2
x N 5/6 − ( N − 1)
5/6
where
hsh = 0.59
kl 1/2
Re
d
and
ρl (ρl − ρ g ) gilg d 3
hmd
= 0.728
kl
µ l (Tsat − Tw ) kl
1/4
The two-phase Reynolds number is
= ρl u g d
Re
µl
Therefore,
hsh = 5.59
( 0.681) 2.54 × 106 1/2 = 21, 345 W/m2 ⋅ K
(
)
( 0.03)
From Equation 8.2,
( 0.681) ( 957.9) ( 957.9 − 0.598) ( 9.881) ( 2.257 × 106 ) ( 0.03)3
h1 = 0.728
( 0.03)
( 2.79 × 10−4 ) (100 − 93) ( 0.681)
1/4
= 13, 241 W/m 2 ⋅ K
Therefore, substituting into Equation 8.16 with N = 6 yields
1/2
1/2
2
4
4
1
1
hN = ( 21345) + ( 21345) + (13241)
4
2
2
= 14, 242 W/m ⋅ K
5/6
× 65/6 − (6 − 1)
322
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Numerical modeling must be used to accurately predict the average
shell-side heat transfer coefficient in a tube bundle. Marto14 has reviewed
computer methods to predict shell-side condensation. The vapor flow
must be followed throughout the bundle and within the vapor flow
lanes. Knowing the local vapor velocity, the local vapor pressure and
temperature, and the distribution of condensate from other tubes (and
the local concentration of any noncondensable gases), it is possible to
predict a local coefficient in the bundle which can be integrated to arrive
at the overall bundle performance. Early efforts to model the thermal
performance of condensers were limited essentially to one-dimensional
routines in the plane perpendicular to the tubes.15–18 Today, more sophisticated two-dimensional models exist which have been utilized successfully to study the performance of complex tube bundle geometries.19–24
8.5 Condensation inside Tubes
8.5.1 Condensation inside Horizontal Tubes
During the film condensation inside the tubes, a variety of flow patterns can
exist as the flow passes from the tube inlet to the exit. These different flow
patterns can alter the heat transfer considerably so that local heat transfer
coefficients must be calculated along the length of the tube. During horizontal in-tube condensation, the transition from annular to stratified flow is most
important. Details of in-tube condensation can be found in the literature.25
Different heat transfer models are used to calculate the heat transfer coefficient depending on whether vapor shear or gravitational forces are more
important.
The previously mentioned flow patterns have been studied by numerous
investigators in recent years.26–30 The transition from one flow pattern to
another must be predicted in order to make the necessary heat transfer
calculations. Breber et al.29 have proposed a simple method of predicting
flow pattern transitions that depend on the dimensionless mass velocity, j*g,
defined as
j*g =
xG
gdρ g (ρl − ρ g )
1/2
(8.21)
and the Lockhart–Martinelli parameter, Xtt, given by Equation 8.19. Their
flow pattern criteria are
j*g > 1.5
j*g < 0.5
X tt < 1.0 : mist and annular
(8.22a)
X tt < 1.0 : wavy and stratified
(8.22b)
Design Correlations for Condensers and Evaporators
j*g < 0.5
j*g > 1.5
323
X tt > 1.5 : slug
(8.22c)
X tt < 1.5 : bubble
(8.22d)
During condensation inside horizontal tubes, different heat transfer
models are used, depending on whether vapor shear or gravitational forces
are more important. When the vapor velocity is low (i.e., j*g is less than 0.5),
gravitational forces dominate the flow and stratification of the condensate
will occur. At high vapor velocities (i.e., j*g > 1.5) where interfacial shear
forces are large, gravitational forces may be neglected, and the condensate
flow will be annular. When the flow is stratified, the condensate forms as
a thin film on the top portion of the tube walls. This condensate drains
toward the bottom of the tube where a stratified layer exists, as shown schematically in Figure 8.6. The stratified layer flows axially due to vapor shear
forces. In this circumstance, the Nusselt theory for laminar flow is generally valid over the top, thin film region of the tube. However, Butterworth31
points out that if the axial vapor velocity is high, turbulence may occur in
this thin film and the Nusselt analysis is no longer valid. In the stratified
layer, heat transfer is generally negligible. For laminar flow, the average
heat transfer coefficient over the entire perimeter may be expressed by a
modified Nusselt result:
kl3 ρl (ρl − ρ g ) gi fg
hm = Ω
µ l d ∆T
1/4
Condensate
Film
φ
Stratified
Layer
Figure 8.6
Idealized condensate profile inside a horizontal tube. (From Marto, P. J., Boilers, Evaporators and
Condensers, John Wiley & Sons, New York, 1991.)
324
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
where the coefficient Ω depends on the fraction of the tube that is stratified.
Jaster and Kosky32 have shown that Ω is related to the void fraction of the
vapor αg:
Ω = 0.728 α 3g/4
(8.23)
where
αg =
1
1 + [( 1 − x )/x ](ρ g/ρl )
2/3
(8.24)
Generally, laminar flow models (based on a Nusselt analysis) predict heat
transfer coefficients that are too low, and turbulent flow models must be
used. These turbulent flow models are either empirically based, dimensionless correlations or are based on the heat transfer–momentum analogy. Some
of the models are rather cumbersome to use and result in expressions that
are inconvenient for design purposes.
Several correlations available in the literature have been verified for use
with refrigerants. Some of these correlations are described in the following
discussion, such as the correlations by Traviss et al., 33 Cavallini and Zecchin,34
and Shah.35 For heat transfer in the superheated and subcooled regions of
the condenser, the single-phase correlations discussed earlier during in-tube
evaporation are applicable.
The correlation by Traviss et al.33 was originally developed as part of an
extensive study of condensation of R-12 and R-22. The correlation was also
verified successfully by using these same R-12 and R-22 data. This in-tube
condensation equation was derived by applying the momentum and heat
transfer analogy to an annular flow model. The velocity distribution in the
annular film was described by the von Karman universal velocity distribution. Radial temperature gradients in the vapor core were neglected, and
a saturation temperature was assumed at the liquid–vapor interface. The
resulting two-phase heat transfer coefficient is
Nu =
Fl ( X tt )
hTP d
= Prl Rel0.9
F2 ( Rel , Prl )
kl
(8.25)
where the liquid Reynolds number is
Rel =
G (1 − x ) d
µl
(8.26)
and the nondimensional parameter, F1, is
2.85
1
F1 = 0.15
+ 0.476
X tt X tt
(8.27)
Design Correlations for Condensers and Evaporators
325
Three functions are given for F2, with the choice of which function to use
in the correlation being dependent on the Reynolds number range. The three
functions are
F2 = 0.70 Prl Rel0.5 for Rel ≤ 50
(8.28)
F2 = 5 Prl + 5 ln [ 1 + Prl ( 0.09636 Rel0.585 − 1)] for 500 <Rel ≤ 1125
(8.29)
F2 = 5 Prl + 5 ln ( 1 + 5 Prl ) + 2.5 ln ( 0.00313 Rel0.812 ) fo
or Rel >1125
(8.30)
where the Reynolds number is defined in Equation 8.26.
The preceding correlation has been used extensively in the past. However,
two more recent correlations, described next, are simpler to implement,
and in addition, they have been shown to correlate experimental data just
as well.36
Cavallini and Zecchin34 developed a semiempirical equation that is simple
in form and correlates refrigerant data quite well. Data for several refrigerants, including R-11, R-12, R-21, R-22, R-113, and R-114, were used to derive
and verify the correlation. The basic form of the correlation was developed
from a theoretical analysis similar to that used by Traviss et al.33
The working equation suggested by Cavallini and Zecchin is
0.8 Pr 0.33
hTP = 0.05 Reeq
l
kl
d
(8.31)
where the equivalent Reynolds number, Reeq, is defined by
µ ρ
Reeq = Reν ν l
µ l ρν
0.5
+ Rel
(8.32)
The equation for Rel was presented earlier in Equation 8.26, and Rev is defined
similarly as
Re v =
Gxd
µv
(8.33)
The Cavallini–Zecchin correlation is very similar in form to any one of several single-phase turbulent correlations (e.g., the well-known Dittus–Boelter
equation). Cavallini and Zecchin also suggest that their equation can be used
to calculate the average heat transfer coefficients between the condenser inlet
and outlet, provided that the thermophysical properties and the temperature difference between the wall and fluid do not vary considerably along
the tube.
326
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The Shah35 correlation was developed from a larger group of fluids,
including water, than the previous correlations. It was developed by establishing a connection between condensing and Shah’s earlier correlations for
boiling heat transfer without nucleate boiling. The resulting correlation in
terms of hl is
3.8
hTP = hl 1 + 0.95
Z
(8.34)
where
1− x
Z=
x
0.8
(8.35)
pr0.4
and hl is the liquid-only heat transfer coefficient and can be found using the
Dittus–Boelter equation:
G (1 − x ) d
hl = 0.023
µL
0.8
Prl0.4 kl
d
(8.36)
Shah also suggested integrating these equations over a length of tubing to
obtain the mean heat transfer coefficient in the condensing region:
L
hTPm
1
=
hTP dL
L
∫
(8.37)
0
For the case of a linear quality variation over a 100% to 0% range, the result is
2.09
hTPm = hl 0.55 + 0.38
Pr
(8.38)
The results from this equation differ by only 5% from the value obtained
when a mean quality 50% is used in the local heat transfer correlation,
Equation 8.34.
The local heat transfer coefficients for the previous three correlations are
compared in Figure 8.7.37 As with the comparisons of in-tube evaporation
correlations presented earlier, an ozone-safe refrigerant, namely R-134a, is
used. Flow rate, temperature, tube diameter, and tube length conditions
similar to a typical condenser were selected for this comparison. Over most
of the quality range, the correlations agree with each other to within 20%.
The local heat transfer coefficients decrease as the quality decreases, which is
the result of the annular film thickness increasing as condensation proceeds
from the high-quality inlet of the condenser to the low-quality exit.
327
Design Correlations for Condensers and Evaporators
Heat Transfer Coefficient, W / (m2 . K)
X 103
4
3
Condensation
Local Heat Transfer Coefficient
Mass Flux, 100 kg / (m2 . s)
Temperature, 40oC
Tube Diameter, 8.26 mm
Tube Length, 5 m
Heat Flux, 9.7 kW / m2
2
1
R134a
Legend
Shah (1981)
Traviss et al. (1972)
Cavallini and Zecchin (1974)
0
0.0
0.2
0.4
Quality
0.6
0.8
1.0
Figure 8.7
Local condensation heat transfer coefficient for in-tube flow of R-134A. (From Pate, M. B.,
Boilers, Evaporators and Condensers, John Wiley & Sons, New York, 1991. With permission.)
Average heat transfer coefficients, obtained by using Equation 8.37 to integrate the local value over tube length, are plotted as a function of mass flux
in Figure 8.8.37 All three correlations show good agreement; however, two of
the correlations agree to within 10% of each other. Average coefficient data
from several past experimental studies have been predicted to within +20%
by these three correlations.35–37
8.5.2 Condensation inside Vertical Tubes
Condensation heat transfer in vertical tubes depends on the flow direction
and its magnitude. For downward-flowing vapor at low velocities, the condensate flow is controlled by gravity and the heat transfer coefficient may be
calculated by the Nusselt theory on a vertical surface:
Num =
ρl (ρl − ρ g ) g ilg L3
hmL
= 0.943
kl
µ l ∆T kl
(8.39)
328
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
X 103
Heat Transfer Coefficient, W/(m2 . K)
6
Condensation
Average Heat Transfer Coefficient
Quality Change 100% to 0%
Temperature, 40oC
Tube Diameter, 8.26 mm
Tube Length, 5 m
4
2
R134a
Legend
Shah (1981)
Traviss et al. (1972)
Cavallini and Zecchin (1974)
0
0
100
200
300
Mass Flux, kg / (m2 . s)
400
500
Figure 8.8
Average condensation heat transfer coefficient for in-tube flow of R-134A. (From Pate, M. B.,
Boilers, Evaporators and Condensers, John Wiley & Sons, New York, 1991. With permission.)
If the condensate film proceeds from laminar, wave-free to wavy conditions,
a correction to Equation 8.39 can be applied:
hm, c
Re
= 0.8 F
4
hm
0.11
(8.40)
where the film Reynolds number ReF > 30. If turbulent conditions exist, then
the average heat transfer coefficient can be calculated by one of the methods
described by Marto.1 If the vapor velocity is very high, then the flow is controlled by shear forces and the annular flow models may be used.1,2
For upward-flowing vapor, interfacial shear will retard the drainage of
condensate. As a result, the condensate film will thicken and the heat transfer coefficient will decrease. In this case, Equation 8.39 may be used with a
correction factor of 0.7 to 1.0 applied, depending on the magnitude of the
vapor velocity. Care must be exercised to avoid vapor velocities that are high
enough to cause flooding, which occurs when the vapor shear forces prevent
Design Correlations for Condensers and Evaporators
329
the down-flow of condensate. One criterion to predict the onset of flooding
is outlined by Wallis,38 and is based on air-water systems:
( ν* )
1/2
g
( )
+ νl*
1/2
=C
(8.41)
where
ν*g =
νl* =
ν gρ1g/2
gdi (ρl − ρ g )
1/2
(8.42)
1/2
(8.43)
νlρ1l /2
gdi (ρl − ρ g )
The velocities vg and vl should be calculated at the bottom of the tube (where
they are at their maximum values). Wallis38 determined the parameter C to
be 0.725 based on his measurements of air and water. Butterworth31 suggests
that C should be corrected for surface tension and for tube-end effects using
the following relationship:
C2 = 0.53 Fσ Fg
(8.44)
where Fσ is a correction factor for surface tension and Fg depends on the
geometry of the end of the tube.
8.6 Flow Boiling
The study of flow boiling is of fundamental importance in the nuclear, chemical, and petrochemical industries. In the first case the main parameters of
concern are the onset of nucleate boiling (ONB), the void fraction in the subcooled and saturated boiling regions which is required for pressure drop,
transient reactor response, and instability prediction, as well as the heat
transfer crises and postdryout heat transfer.
8.6.1 Subcooled Boiling
Consider a heated channel with flowing coolant, as shown in Figure 8.9;
the subcooled boiling region commences at the point where bubbles begin
to grow at the wall. The bubbles will form on the heated surface, become
detached, and pass into the bulk of the liquid where they may condense if
the bulk liquid temperature is below its boiling temperature. This process
of heat transfer is called subcooled nucleate boiling. Otherwise, it is called
330
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Saturated boiling
commences
Signification net vapour
generation
Onset of nucleate boiling
Mean void fraction <αg>
Flow
x* = 0
Quality x
Figure 8.9
Variation of void fraction along the heated channel. (From Butterworth, D. and Shock, R. A.,
Heat Transfer 1982, Proc. 7th Int. Heat Transfer Conf., Hemisphere, Washington, DC, 1982. With
permission.)
saturated nucleate boiling or two-phase convective boiling. As the amount of
superheat, (Tw – Ts), increases, the number of nucleation sites where bubbles
grow increases, and, consequently, there is a rapid increase in the rate of heat
transfer. The ONB is indicated in Figure 8.9.39
If nucleate boiling has already begun in flow over any form of heated surface, two-phase boiling begins as soon as the bulk of the liquid reaches its
boiling temperature. The formation of vapor increases the velocity of flow
past the heated surface, thus facilitating the transfer of heat. Therefore, calculation of heat transfer in two-phase convection, in nucleate boiling, and
in a combination of the two is important and will be explained by solved
examples in the coming sections. It is important to note that at ONB, bubbles
merely grow and collapse at, or very close to, the wall. There is, however, an
increase in heat transfer coefficient either through simultaneous evaporation
and condensation, i.e., the bubbles act as heat pipes, or through the increased
bubble agitation from growth and collapse. Later, bubbles slide along the
wall but do not survive in the bulk liquid. Not until some further distance
downstream (see Figure 8.9), is there any significant net vapor generation
(SNVG) resulting in an increase in void fraction as bubbles depart and survive in the bulk liquid.
The superheat for ONB and the corresponding radius are given by Davis
and Anderson40:
8σTs q ′′
∆TONB = ∆TWONB − Ts =
kρν ∆hν
(8.45)
Design Correlations for Condensers and Evaporators
331
and the corresponding radius is
2 kσTs
rc =
∆hνρνq ′′
1/2
(8.46)
Most developments of such equations use the Clausius–Clapeyron equation
and differ only in the assumptions used to obtain the solution. Many data
are available in the literature, and many of these have been compared with
Equation 8.45; a detailed survey of the literature is given by Butterworth and
Shock.39 It is found that for water and other nonwetting fluids, Equations 8.45
and 8.46 are reliable, whereas ΔTONB is under-predicted and the corresponding r is over-predicted for well-wetting fluids, which include many organic
substances.40
Bergles and Rohsenow41 formulated Equation 8.45 with the properties of
water at pressures of 1 bar and obtained the following equation:
q ′′ = 1120 p 1.156 ( 1.8 ∆TONB )
2.16/p 0.0234
(8.47)
which can be used in design. Equation 8.47 has been extensively tested in the
range of 1–138 bar.
8.6.2 Flow Pattern
The local hydrodynamic and heat transfer behavior is related to the distribution of liquid and vapor, referred to as the flow patterns or flow regimes. It is
helpful to briefly discuss flow patterns, even though experience has shown
that reasonably accurate correlations for pressure drop and heat transfer
coefficient can be obtained without consideration of the flow pattern.
In a traditional once-through boiler, the flow enters as subcooled liquid
and exits as superheated vapor. Subcooled boiling is observed before the
fluid reaches a bulk saturated condition; the flow pattern is wall bubbly. The
bubble boundary layer thickens because of the accumulation of uncondensed
vapor, which is promoted by the decreasing condensation potential. The
fluid is in a nonequilibrium state, with superheated liquid near the wall and
subcooled liquid in the core, and the vapor would condense if the flow were
brought to rest and mixed. At some point, the bulk enthalpy is at the saturated liquid condition (x = 0).
As the vapor volumetric fraction increases, the bubbles agglomerate and
slug flow is observed (slug flow may also be observed in the subcooled region).
Agglomeration of the slug flow bubbles leads to a transition regime termed
churn flow, where the nominally liquid film and the nominally vapor core
are in a highly agitated state. The subsequent flow pattern, annular flow, has
the phases more clearly separated spacewise. However, the film may contain
332
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
some vapor bubbles and the core may contain liquid in the form of drops or
streamers. The film thickness usually varies with time with a distinct wave
motion, and there is an interchange of liquid between the film and core.
There is a gradual depletion of the liquid due to evaporation. At some
point before complete evaporation, the wall becomes nominally dry due to
net entrainment of the liquid or abrupt disruption of the film. Beyond this
dryout condition, drop flow prevails. A nonequilibrium condition again
occurs, but in this case, the vapor becomes superheated to provide the temperature difference required to evaporate the vapor. Eventually, beyond the
point where the bulk enthalpy is at the saturated vapor condition (x = 1), the
liquid evaporates and normal superheated vapor is obtained.
The fluid and wall temperature profiles shown in Figure 8.10 (Ref. 42)
pertain to uniform heat flux, as might be approximated in a fired boiler
with complete vaporization. The temperature difference between the wall
and the fluid is inversely proportional to the heat transfer coefficient. The
normal single-phase coefficient is observed near the entrance of the tube,
perhaps with an increase right at the inlet due to flow and/or thermal
Steam
Constant
heat flux
S 100% SBM*
Start of
film boiling
Bulk fluid
temperature
CHF
D
Nucleate
boiling
B
0% SBM*
A
Water
*Steam by weight
Inside tube
temperature
Subcooled
boiling
Convection
370
427
Temperature °C
482
Boiler tube heat transfer
Figure 8.10
Temperature profiles in a vertical evaporator tube. (From Kitto, J. B. and Albrecht, M. J.,
Two-Phase Flow Heat Exchangers: Thermal-Hydraulic Fundamentals and Designs, Kluwer Publisher,
The Netherlands, pp. 221–291, 1988. With permission.)
333
Design Correlations for Condensers and Evaporators
development. The coefficient increases rapidly as subcooled boiling is initiated because of the intense agitation of the bubbles, but levels off in established boiling over the subcooled and low-quality regions. The coefficient
is usually expected to increase in annular flow because of the thinning
of the liquid film. At the dryout point, the coefficient decreases rapidly as
a result of the transition from, basically, a solid–liquid heat transfer to a
solid–gas heat transfer. Droplets striking the surface elevate the heat transfer coefficient above what it would be for pure vapor.
Clearly, there are many similarities between flow boiling in vertical and
horizontal tubes. Not surprisingly, therefore, these similarities are reflected
in the literature. Indeed, some authors have correlated data for both horizontal and vertical tubes without remarking on the possible differences between
the two. However, there is a very important difference between vertical and
horizontal tubes, which is, of course, the stratifying effect of gravity. Many
experimenters have observed the two-phase flow patterns and some have
tried to interpret the heat transfer results in terms of these observations.
Also, a few of the correlators of data have tried to include additional terms in
their correlation to account for stratification.
Much of the literature on horizontal flow would, however, suggest to the
casual reader that there are very great differences between boiling in vertical and horizontal tubes. This arises because the two topics have tended to
be researched by different people with the separate aims of serving different
industries. The research on vertical tubes has mainly been for the power
industry, particularly the nuclear industry, while that on horizontal tubes
has mainly been for the refrigeration and air conditioning industry. Collier43
has suggested that the flow development in a horizontal evaporator channel
is as given in Figure 8.11.
Single
phase Bubbly
liquid flow
Plug
flow
Intermittently dry
Slog flow
Wavy flow
Tube wall dry
Annular flow
x=0
x=1
Flow patterns in a horizontal tube evaporator
Figure 8.11
Flow patterns in a horizontal tube evaporator. (From Collier, J. G., Convective Boiling and
Condensation, 2nd ed., McGraw-Hill, London, 1981. With permission.)
334
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Horizontal in-tube boiling stratification of the flow could occur, leaving
a region at the top of the tube with a very low local heat transfer coefficient. The coefficient averaged around the circumference would be correspondingly low. The flow pattern inside the horizontal tube will depend on
the velocity of flow. The figure shown by Collier would seem to represent a
moderately high flow in the tube. With very high flows, one would expect
less stratification, while with very low flows, stratified flow would be the
predominant flow pattern, occurring almost directly beyond the point of
initial vapor formation. The stratification will reduce the heat transfer coefficient. Therefore, the designer needs to know under what conditions heat
transfer deterioration due to stratification may be expected. This topic will be
discussed in the following sections with worked examples.
In recent years, several correlations have been developed to deal with the
different stages of boiling and the effects of two-phase flow. Correlations for
in-tube boiling developed by Chen,44 Shah,45,46 Güngör and Winterton,47 and
Kandlikar48,49 will be discussed herein. The full range of boiling conditions
for which the correlations apply include single-phase vapor entering the
evaporator and two-phase flow occurring in sections within the evaporator
coils. The flow is characterized by nucleate boiling at the inlet.
8.6.3 Flow Boiling Correlations
Established forced convection subcooled boiling is subject to the same surface and fluid variables as pool boiling. However, it was shown by Brown50
that the surface effects become less pronounced as the levels of velocity and
subcooling increase. Jens and Lottes51 suggested the following equation for
water boiling from stainless steel or nickel surfaces:
q ′′ = 3.91 × 105 e 0.065 p (Tw − Ts )
4
(8.48)
where p is the absolute pressure in bar, (Tw – Ts) is in K, and q” is in MW/m2.
No correlations based on a variety of surfaces are available for other fluids.
The pressure effect has not been established for other fluids.
An extensive review of correlations for subcooled boiling of water over a
wide range of pressures was carried out by Guglielmini et al.52 For the partial
boiling regions they examined several interpolation techniques and, without
giving supporting evidence, recommended Pokhvalov et al.’s technique,53
which is proposed by its authors for water and other fluids.
For the fully developed region, Guglielmini et al. compared 17 correlations,
dating from 1955 to 1971. These include the often-used method of Thom et al.54:
∆Ts = 22.52 e −0.115 p ( q ′′ / 106 )
1/2
(8.49)
(where p is the pressure in bar) resulting from data in flow boiling over a
large range of pressures. Over a pressure range of 1–100 bar, there is a large
Design Correlations for Condensers and Evaporators
335
scatter in predicted ΔTs from the various correlations, which may have been
due (1) to the differences in surface finish between tubes used by various
workers, or (2) to differing degrees of accuracy in measuring ΔTs, often in
the range 5–10°C. Over the whole pressure range, Guglielmini et al.52 recommend, after comparison with a database covering nine experimental programs with round, rectangular, and annulus test sections, the methods of
Rassokhin et al.55:
∆Ts = m p n q ′′ 1/3
1 ≤ p ≤ 80 bar
80<p ≤ 2000 bar
m = 0.304
m = 34.7
n = − 0.25
n = −1.25
(8.50)
and Labuntsov56:
∆Ts =
1 − 0.0045 p 1/3
q ′′
3.4 p 0.18
(8.51)
As shown in Figure 8.10, nucleate boiling prevails over the low-quality
region and the heat transfer coefficient is essentially at the established subcooled boiling level. After annular flow is developed, however, the heat
transfer coefficient frequently increases with increasing quality. Nucleation
is suppressed because of the decreasing film thickness and the resultant
increase in the heat transfer coefficient. Numerous correlations have been
provided for this convective vaporization region, as noted by Collier.43
The more popular correlations incorporate both low quality and higher
quality behavior in an additive fashion, for example, the widely used Chen
correlation,44 in which convective and nucleate boiling contributions are calculated separately and then added. The Chen method was originally devised
for saturated boiling but can easily be extended to subcooled boiling by the
superposition method:
hTP = hcb + hnb = hLO F + hpS
(8.52)
where hLO is the heat transfer coefficient if the liquid were flowing on its own
at that point in the channel (single-phase convective correlation), and hp is the
pool boiling coefficient for the same wall superheat. F (boiling enhancement
factor) allows for the increase in velocity of the liquid vapor and S (suppression factor) allows for the decrease in bubble activity due to the steepening
of the temperature gradient.
The contributions of convective boiling and nucleate boiling are estimated
separately. Chen’s procedure for estimating the convective and nucleate boiling coefficients is described herein. His method for obtaining hnb is based
on the analysis of Forster and Zuber,56 whereby Chen uses the pool boiling
correlation with a suppression factor, S.
336
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
By using experimental data from different sources, Chen determined
experimental values of the convective boiling enhancement factor, F, and
based it on the Martinelli parameter, Xtt:
x
1
ρl
=
X tt ( 1 − x )0.9 ρν
0.5
µν
µ
l
0.1
(8.53)
The enhancement factor, therefore, can be determined by the following equation to fit the curve proposed by Chen44:
For 1/X tt ≤ 0.1, F = 1;
For 1/X tt > 0.1, F = 2.35 ( 0.213 + 1/X tt )
0.736
(8.54)
As vaporization takes place, the amount of liquid in the tube decreases,
and then hLO will also decrease. If one assumes that the heat transfer coefficient for the liquid flowing alone, hLO, is proportional to the velocity raised
to the power of 0.8 (in the Dittus–Boelter correlation), the value of Fo is related
to F and quality x by49:
Fo = F ( 1 − x )
(8.55)
The convection boiling heat transfer coefficient, hcb, can then be found by
multiplying the liquid heat transfer coefficient, hLO, by the enhancement factor, Fo. To simplify the calculations of hLO, a liquid heat transfer coefficient for
zero vapor quality, hLO, can be found to be constant throughout the length
of the tube. Using the Dittus–Boelter correlation (one of the new correlations
given in Chapter 3 may be used),
hLO = 0.023 Re 0.8 Pr 0.4 kl/d
(8.56)
The convection boiling coefficient can then be found by
hcb = Fo hLO
(8.57)
where Fo is the enhancement factor to account for the varying qualities given
by Equation 8.55.
At low vapor qualities, the enhancement due to nucleate boiling must be
considered. Chen’s correlation for the nucleate component is as follows:
hνo = hnb = 0.00122
0.45 ρ0.49 Sθ 0.24 Dp 0.75
kl0.079 CPL
ν
L
B
s0.5 mL0.29 ( ilgρ g )
0.24
(8.58)
337
Design Correlations for Condensers and Evaporators
where S is a suppression factor dependent on the two-phase flow Reynolds
number:
S=
1
(8.59)
1 + 2.53 × 10−6 ( ReTP )
1.17
and
θB = ∆Tsat = Tw − Ts
(8.60)
where θB is the wall superheat, Ts is the saturation temperature, and Tw is the
wall temperature. The two-phase Reynolds number is found by
/µ l )( 1 − x ) F 1.25
ReTP = ( md
(8.61)
and Δpv can be written from the Clapeyron equation as
∆pν = ∆TSilgρν/Ts
(8.62)
The wall temperature is assumed at first to calculate an initial hNUCL, then
later checked as shown in Example 8.6. A reiterative process is used until the
assumed wall superheat agrees with the final value.
The other class of correlation for mixed nucleation and convection boiling
is that in which the multiplier hTP/hLO or hTP/hLV is a function of the Martinelli
parameter, 1/Xtt, to characterize convection and the boiling number, Bo,
c
hTP
1 3
= C1 Bo + C2
xtt
hLO
c4
(8.63)
where, for example, Wright58 gives C1 = 6,700, C2 = 3.5 × 10 –4, C3 = 0.67, and
C4 = 1.0. A relationship of the type of Equation 8.63 based on data for R-12,
including entrance effects, was published by Mayinger and Ahrens57:
0.35
[1/X ]
hTP
d tt
1
= 0.85 × 10 4 Bo + 4.5 × 10−4
1
+
X tt
hLO
z
0.41
(8.64)
Equation 8.64 suggests hTP proportional to q” in the nucleation-dominated
region, although close examination of the data shows hTP ~ (q”)0.78. The Shah
method45 is valid for vertical and horizontal flow and is discussed in the
following pages. Close analysis shows that, in the nucleate boiling region, it
gives hTP ~ (q”)0.5.
338
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Shah’s correlation45 to calculate the heat transfer coefficient of boiling flow
through pipes is based on four dimensionless parameters, FrL, Co, Bo, and
Fo which are the Froude number, convection number, boiling number, and
enhancement factor, respectively. These dimensionless parameters characterize the flow and are employed to estimate the two-phase convective contribution to heat transfer in boiling.
The Froude number is defined as
FrL =
G2
ρl2 gdi
(8.65)
and determines whether stratification effects are important or not. A Froude
number greater than 0.04 (FrL > 0.04) signifies that stratification effects are
negligible and inertial forces are dominant compared with gravitational
forces. For low Froude numbers, the Shah method is recommended because
it allows for effects of stratification. A correction factor, K FR, is used when
FrL < 0.0458:
K FR = ( 25 FrL )
−0 . 3
(8.66)
When Fr > 0.04, K FR = 1 for horizontal or inclined pipes whereas K FR = 1 for
vertical pipes at all rates as long as there is no liquid deficiency.
The convection number, Co, is defined as58
Co = [( 1 − x )/x ]
0.8
(ρν/ρl )0.5 K FR
(8.67)
with the additional multiplication factor to Shah’s original correlation to
account for stratification effects for horizontal tubes when necessary.
The boiling number, Bo, defined as
lg
Bo = q ′′/ mi
(8.68)
determines the enhancement due to nucleate boiling. The heat flux, q”, is
the initial estimated value and ilg is the latent heat of vaporization. A boiling number less than 1.9 × 10 –5 signifies that there is no enhancement due to
nucleation.
The enhancement factor, Fo, is dependent on the characteristics of the boiling. It is the ratio of heat transfer for two-phase flow to liquid-only flow:
Fo = hTP/hLO
(8.69)
For pure convection boiling that occurs at high vapor qualities, and low boiling numbers, the convection boiling factor is defined by58
Fcb = 1.8 Co −0.8
Co < 1.0
(8.70)
339
Design Correlations for Condensers and Evaporators
and for lower vapor qualities, where Co > 1.0,
0.5
Fcb = 1.0 + 0.8 exp 1 − ( Co )
Co > 1.0
(8.71)
where F = Fcb, and substituting it in Equation 8.55, Fo, the enhancement factor
at varying vapor qualities, can be found.
The convection boiling heat transfer coefficient is given by Equation 8.57:
hcb = Fo hLO
(8.72)
where hLO is the liquid-only heat transfer coefficient and is found using the
Dittus–Boelter correlation as recommended by Shah. One can use better
correlations given in Chapter 9.
In the nucleate boiling regime, Bo > 1.9 × 10 –5 for very low vapor qualities,
and the nucleate boiling factor is46
Fnb = 231 Bo 0.5 Co > 1.0
(8.73)
where the nucleate boiling effects are dominant and F = Fnb in Equation 8.55.
At higher vapor qualities, and 0.02 < Co < 1.0, combined nucleate and
convective boiling effects are considered58 and the enhancement factor is
determined from
Fcnb = Fnb ( 0.77 + 0.13 Fcb )
(8.74)
which is developed empirically by Smith from Shah’s experimental data.58
Whenever combined nucleate and convective boiling is applicable, the
enhancement factor, F, is determined by choosing the greatest value of Fnb
for Co > 1.0; alternatively, the greatest value of Fcnb and Fcb for 0.02 < Co < 1.0
will be used for F in Equation 8.55.
The method of calculating the two-phase heat transfer coefficient, hTP, for
considering pure convection boiling is as follows:
1. Calculate the liquid only heat transfer coefficient, hLO.
2. Determine the convection number, Co, at the desired vapor quality.
3. Find the convection boiling factor at the corresponding Co using
Equation 8.70 or 8.71.
4. Determine the enhancement factor, Fo, by using a proper F in
Equation 8.55.
5. The convection boiling heat transfer coefficient for tube-side flow is
calculated by Equation 8.72.
340
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
To check the validity of the assumption that nucleate boiling is not present,
the wall temperature for the ONB, TWONB can be determined by the correlation developed by Davis and Anderson40:
8 σq ′′ Ts
TWONB =
kl ∆hνρν
1/2
+ Ts
(8.75)
The heat flux, q”, is defined as
q ′′ = U (TH − Ts )
(8.76)
where TH is the temperature of the heating fluid and Ts is the saturated fluid
temperature. The overall heat transfer coefficient is U.
The wall temperature, Tw, can be calculated from the heat flux and twophase heat transfer coefficient:
Tw =
q ′′
+ Ts
hcb
(8.77)
where hcb in the case of pure convection boiling is equal to the two-phase
coefficient, hTP.
If TWONB > TW, then nucleate boiling is not a concern and the assumption
made is correct; but if TW > TWONB, then nucleate boiling should be considered
and the calculations repeated for combined nucleate and convective boiling.
The method of calculating the boiling flow coefficient for combined convection and nucleation boiling is as follows:
1. Calculate the heat flux, q”, assuming no nucleate boiling as delineated previously.
2. To determine if enhancement due to nucleate boiling is significant,
the boiling number, Bo, must first be calculated. If Bo < 1.9 × 10 –5,
the nucleate boiling is negligible and these steps are discontinued;
otherwise, nucleate boiling should be considered.
3. Find the enhancement factor for nucleate boiling, Fnb or Fcnb, using
Equation 8.73 or 8.74, respectively.
4. The boiling heat transfer coefficient at zero quality is then found by
hνo = Fnb hLO
(8.78)
5. The enhancement factor at different vapor qualities, x, for Co > 1.0
can then be determined by making F in Equation 8.78 equal to the
greater of Fnb or Fcb as given by Equations 8.73 and 8.71, respectively.
341
Design Correlations for Condensers and Evaporators
For Fcb > Fnb the initial value of qδ which neglected nucleate boiling is
correctly assumed and enhancement due to nucleation is negligible. If
Fnb, however, is greater, then a more accurate value of heat flux must be
calculated.
If 0.02 < Co < 1.0, then the enhancement factor is the greater of Fcnb or Fcb
where Fcnb is calculated by Equation 8.74 and Fcb is calculated by Equation
8.70. For Fcnb > Fcb, again, a more accurate value of heat flux, q”, must be
calculated for nucleation enhancement effects with the new enhancement
factor, F = Fcnb; otherwise, nucleation boiling enhancement is negligible.
The new boiling heat transfer coefficient at zero quality is defined as
hνo = F hLO
(8.79)
Shah’s method of determining heat transfer during saturated boiling is
applicable for saturated boiling inside pipes of all Newtonian fluids (except
metallic fluids). Shah identified the Chart correlation46 in which two regions
are defined: a nucleate boiling region, Co > 1.0, where heat transfer is determined by the boiling number only, and a region of convection boiling,
Co < 1.0, where nucleation bubbles are completely suppressed.
For the purpose of simplifying the use of the Chart correlation, Shah’s
method was introduced in equation form as outlined in Shah’s second
paper46 and Smith’s summary of Shah’s method.
A comparative study of Shah’s correlations to data points for 11 refrigerants revealed a mean deviation of ±14%.
The Güngör and Winterton47 correlation was developed from a large database of saturated boiling points of halocarbon refrigerants. The form of the
correlation is as follows:
hTP = E hLO + Shp
(8.80)
where E is an enhancement factor defined as
E = 1 + 2.4 × 10 4 Bo1.16 + 1.37 ( 1/X tt )
0.86
(8.81)
and S is a suppression factor:
S = [ 1 + 1.15 × 10−6 E 2 Rel1.17 ]
−1
(8.82)
The pool boiling term, proposed by Cooper,59 is defined as
hp = 55 Pr 0.12 ( − log Pr )
−0.55
M −0.5 q ′′ 0.67
(8.83)
342
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The values of hL, the liquid-only heat transfer coefficient, and 1/Xtt, the
Martinelli parameter, are determined by Equations 8.55 and 8.53, respectively. The liquid Reynolds number is defined as
ReLO = G ( 1 − x ) di/µ l
(8.84)
For Fr < 0.05, Güngör and Winterton47 recommend that the enhancement
factor be multiplied by the correction factors shown below:
E2 = FrL(
0.1− 2 FrL )
(8.85)
S2 = FrL1/2
(8.86)
When the correlation was compared to actual experimental values, a
mean deviation of ±21.3% was reported. The properties used to calculate
the correlation should be determined at the saturated boiling temperature.
Knowledge of q”, the heat flux, is also necessary for these equations.
Kandlikar48,49 proposed a correlation based on Shah’s database plus additional data. He introduced a fluid dependent parameter, Ffl, in the nucleate
boiling term. The mean deviation for all the data sets considered is 17.1%. The
correlation proposed is applicable to both horizontal and vertical tubes.
The resulting equations for two-phase flow as proposed by Kandlikar are
in the form
hTP = D1( Co) hLO + D3( Bo) hLO Ffl
D2
hTP = D1( Co)
D2
D4
for vertica
al flow
(8.87)
( 25 FrL )D5 hLO + D3(Bo)D4 ( 25 FrL )D6 hLO Ffl
(8.88)
for horizontal flow
The single-phase liquid-only coefficient, hLO, is calculated by the Dittus–
Boelter equation. All the properties are evaluated at saturation temperature.
The constants D1 through D6 were evaluated using experimental data from
Mumm60 and Wright61 for water, Jallouk62 for R-114, Chawla63 for R-11, Steiner
and Schlünder64 for nitrogen, Mohr and Runge65 for neon, and Bandel and
Schlünder66 for R-12. A reiterative process of using initial Ffl and recalculating the coefficients D1 through D6 from the experimental data was used to
determine the values as given in Tables 8.1 and 8.2.
A general correlation for the flow boiling heat transfer coefficient was proposed by Kandlikar, which he reported yielded better results. Kandlikar’s67
general correlation was developed for both horizontal and vertical tube flow
and a larger range of fluids. Its final form is as follows:
hTP = C1( Co )
C2
( 25 FrL )C5 hLO + C3( Bo )C4 Ffl hLO
(8.89)
343
Design Correlations for Condensers and Evaporators
TABLe 8.1
Values of Constants D1 Through D6
Co < 0.65
Co > 0.65
D1
D2
1.091
−0.948
0.809
−0.891
D3
D4
D5
D6
887.46
0.726
0.333
0.182
387.53
0.587
0.096
0.203
Constant
Source: Kandlikar, S. G., J. Heat Transfer, 113, 966, 1991;
Kandlikar, S. S., J. Heat Transfer, 112, 219, 1990.
TABLe 8.2
Values of Ffl for Different Fluids
Fluid
Ffl
Water
R-11
R-114
R-12
Nitrogen
Neon
1.0
1.35
2.15
2.10
3.0
3.0
Source: Kandlikar, S. G., J. Heat Transfer,
113, 966, 1991; Kandlikar, S. S., J.
Heat Transfer, 112, 219, 1990.
TABLe 8.3
Constants C1 Through C5. C5 = 0 for Vertical Tubes,
and for Horizontal Tubes with Frl > 0.04
Constant
C1
C2
C3
C4
C5
Co < 0.65
Co > 0.65
1.136
−0.9
0.6683
−0.2
667.2
0.7
0.3
1058.0
0.7
0.3
Source: Kandlikar, S. G., J. Heat Transfer, 113, 966, 1991;
Kandlikar, S. S., J. Heat Transfer, 112, 219, 1990.
For Fr > 0.04, the Froude number multiplier becomes unity. The values for the
constants C1 through C5 are given in Table 8.3 as determined by Kandlikar,
and the values for the fluid dependent parameter, Ffl, are listed in Table 8.4 for
different fluids. The heat transfer coefficient can be evaluated at two different regions: the nucleate boiling region where Co > 0.65 and the convective
344
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 8.4
Values of Ffl for Different Fluids
Ffl
Fluid
Water
R-11
R-12
R-13B1
R-22
R-113
R-114
R-152a
Nitrogen
Neon
1.00
1.30
1.50
1.31
2.20
1.10
1.24
1.10
4.70
3.50
Source: Kandlikar, S. G., J. Heat Transfer,
113, 966, 1991; Kandlikar, S. S., J.
Heat Transfer, 112, 219, 1990.
Heat Transfer Coefficient, W/(m2 . K)
X 103
5
4
Evaporation
Local Heat Transfer Coefficient
Mass Flux, 100 kg / (m2 . s)
Temperature, -5oC
Tube Diameter, 8.26 mm
Tube Length, 5 m
Heat Flux, 11.1 kW / m2
3
2
R134a
Legend
Shah (1982)
Kandlikar (1987)
Gungor and Winterton (1986)
1
0
0.0
0.2
0.4
0.6
Quality
0.8
1.0
Figure 8.12
Local evaporation heat transfer coefficients for in-tube flow of R-134A. (From Pate, M. B., Boilers,
Evaporators and Condensers, Wiley, New York, 1991. With permission.)
boiling region where Co < 0.65. These values of Ffl represent revised values
from those originally presented. Any fluid not covered in the more recent
listing should be retrieved from the previous listing. Three correlations
given by Shah,46 Kandlikar,49 and Güngör and Winterton47 are compared in
Figures 8.12 and 8.13.
345
Design Correlations for Condensers and Evaporators
Heat Transfer Coefficient, W/(m2 . K)
X 103
8
6
Evaporation
Average Heat Transfer Coefficient
Quality Change 0% to 100%
Temperature, -5°C
Tube Diameter, 8.26 mm
Tube Length, 5 m
4
R134a
2
0
0.0
Legend
Shah (1982)
Kandlikar (1987)
Gungor and Winterton (1986)
100
200
300
Mass Flux, kg/(m2 .s)
400
500
Figure 8.13
Average evaporation heat transfer coefficients for in-tube flow of R-134A. (From Pate, M. B.,
Boilers, Evaporators and Condensers, Wiley-Interscience, New York, 1991. With permission.)
Example 8.5
Refrigerant-22 (R-22) boiling at 250 K flows through a tubular heat
exchanger. Tubes are arranged horizontally with an inner diameter of
0.0172 m. The mass velocity of the R-22 is 200 kg/m2 · s. Heat is supplied
by condensing the fluid outside at –12°C. The hot fluid-side heat transfer
coefficient, hh, is 5,400 W/m2 · K. The tube is made of copper, and wall
resistance and fouling are neglected. By the use of both Chen and Shah’s
methods, calculate the following:
a. the convection heat transfer coefficient for R-22 for various
values of quality assuming no nucleate boiling
b. heat flux, q” (W/m2)
c. tube wall temperature (TWONB) for the ONB.
Is the assumption of no nucleate boiling valid? It may be so at certain
values of xv.
Solution
The properties of refrigerant-22, from Appendix A, at 250 K (–23°C) are
346
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Ps
∆hν
ρν
ρl
c pl
= 217.4 kPa ( 2.174 bars )
= 221900 J/kg
= 9.6432 kg/m 3
= 1360 kg/m 3
= 1122 J/kg ⋅ K
k l = 0.112 W/m ⋅ K
σ = 0.0155 N/m
µ gn = 0.110 × 10−4 Pa ⋅ s
µ l = 0.282 × 10−3 Pa ⋅ s
The Prandtl number can be calculated as follows:
Pr =
µ l c pl
kl
=
( 0.282 × 10−3 ) (1122 ) = 2.825
0.112
The Reynolds number for the liquid phase is
ReLO =
Gdi ( 200) ( 0.0172 )
=
= 12.200
µl
0.000282
The Nusselt number at x = 0 can be calculated by Gnielinski’s correlation:
NuLO =
( f /2 ) ( ReLO − 1000) Prl
1 + 12.7 ( f /2 )
1/2
( Prl2/3 − 1)
where
f = (1.58 ln ReL − 3.28)
−2
f = [1.58 ln (12200) − 3.28]
−2
NuLO =
( 0.00372 ) (12200 − 1000) ( 2.825) = 66.43
1/2
1 + 12.7 ( 0.000372 ) ( 2.8252/3 − 1)
The heat transfer coefficient is then
hLO =
NuLO kl (66.43) ( 0.112 )
=
= 432.55 W/
/m 2 ⋅ K
di
( 0.0172 )
Design Correlations for Condensers and Evaporators
Using the Shah method,45,46 define whether the effect of stratification is
important or not. For this, calculate the Froude number:
( 200)
G2
=
= 0.1282
ρl2 gdi (1360)2 ( 9.81) ( 0.0172 )
2
FrLO =
Fr > 0.04, therefore stratification effects are negligible and both Shah and
Chen’s methods may be used.
Chen’s method, at x = 0.05, employs the Martinelli Parameter:
1 x
=
X tt (1 − x )
0.05
=
0.95
0.9
0.9
ρl
ρ
ν
0.5
1360
9.64
µν
µ
l
0.5
0.1
110
2820
0.1
= 0.6069
The enhancement factor can be calculated from Equation 8.55:
Fo = F (1 − xν )
0.8
where F, from Equation 8.54, is
1
F = 2.35 0.213 +
X tt
0.736
= 2.031
Therefore,
Fo = 2.031(1 − 0.05)
0.8
= 1.949
and hcb can be calculated from Equation 8.72:
hcb = Fo ( hLO ) = 1.949 ( 432.55) = 842.7 W/m 2 ⋅ K
The overall heat transfer coefficient, with negligible wall resistance and
fouling, is
1
1
U=
+
hcb hh
−1
1
1
=
+
842.7 5400
−1
= 729.0 W/m 2 ⋅ K
To calculate heat flux,
q ′′ = U (TH − Ts ) = 729.0 ( −12 − ( −23)) = 8019 W/m 2
347
348
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
To determine if nucleate boiling exists, the wall temperature for the ONB
can be determined by Equation 8.45.
On the other hand, the wall temperature, Tw, can be calculated from
the heat flux and heat transfer coefficient:
Tw =
q ′′
8109
+ Ts =
= 250 = 259.52 K
hcb
842.7
For x = 0.05 and Tw > TWONB, nucleate boiling is present and should be
considered. This is demonstrated in the following solved problem,
Example 8.6.
Shah’s method accounts for stratification effects. At x = 0.05, the convection number, from Equation 8.67, can be determined:
1− x
Co =
x
0.8
ρg
ρ
0.5
K FR
l
where, K FR = 1 since Fr > 0.04 and inertial forces are dominant compared
with gravity forces.
1 − 0.05
Co =
0.05
0.8
9.6432
1360
Fcb = convection boiling
Fcb = 1.0 + 0.8 exp (1 − Co )
Fcb = 1.8 exp (1 − Co )
0.5
(1) = 0.8878
Co > 1.0
Co < 1.0
Therefore,
Fcb = 1.8 Co−0.8
= 1.8 ( 0.8878)
−0 . 8
= 1.9798
The enhancement factor, from Equation 8.55, is
Fo = Fcb (1 − x )
0.8
= 1.9798 (1 − 0.05) = 1.90
hcb = Fo ( hLO )
= 1.90 ( 432.55) = 822.0 W/m 2 ⋅ K
0.8
349
Design Correlations for Condensers and Evaporators
The overall heat transfer coefficient, with negligible wall resistance and
fouling, is
1
1
U=
+
hcb hh
−1
1
1
=
+
822 5400
−1
= 713.0 W/m 2 ⋅ K
To calculate heat flux,
q ′′ = U (TH − Ts ) = 713.0 ( −12 − ( −23)) = 7847 W/m 2
The wall temperature for the ONB can be determined by Equation 8.45:
8σq ′′Ts
TWONB =
k1 ∆hνρ ν
1/2
8 ( 0.0155) (7847 ) ( 250)
+ Ts =
( 0.112 ) ( 221900 ) ( 9.64)
1/2
+ 250 = 251.01 K
On the other hand, the wall temperature, Tw, can be calculated from the
heat flux and heat transfer coefficient:
Tw = q ′′/hcb + Ts = 7847/822 + 250 = 259.55 K
For x = 0.05, TW > TWONB and nucleate boiling is present and will be considered in Example 8.6. The calculations for each value of quality x can
be performed in a similar way to calculate the various quantities as a
function of quality.
Example 8.6
Repeat Example 8.5 with Refrigerant-22 at 250 K, now considering combined convection and nucleate boiling where necessary.
Solution
From Example 8.5,
TH = −12° C
Ts = −23° C
G = 200 kg/m 2 ⋅ s
hh = 5400 W/m 2 ⋅ K
350
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Refrigerant-22 Properties at 250 K (–23°C) are, from the Appendix A,
Psat
∆hν
ρν
ρl
c pl
= 217.4 kPA ( 217.4 bars )
= 221900 J/kg
= 9.6432 kg/m 3
= 1360 kg/m 3
= 1122 J/kg ⋅ K
kl = 0.112 W/m ⋅ K
σ = 0.0155 N/m
µ ν = 0.110 × 10−4 Pa ⋅ s
µ l = 0.282 × 10−3 Pa ⋅ s
At x = 0.05 (from Example 8.5),
hcb ( Chen ) = 842.7 W/m 2 ⋅ K
hcb ( Shah ) = 822.0 W/m 2 ⋅ K
q ′′ ( Shah ) = 7847 W/m 2
Using Chen’s method at x = 0.05, the wall superheat is
θB = ∆TSat = Tw − Ts
where Ts is the saturation temperature and TW = –18.5°C (assumed wall
temperature):
θB = −18.5 − ( −23) = 4.5° C
The Reynolds number for two-phase flow, from Equation 8.61, is
ReTP =
i
md
(1 − x ) F 1.25
µl
where F0.05 = 2.031 is obtained in Example 8.5:
ReTP =
( 200) ( 0.0172 ) 0.95 2.031 1.225 = 28.079
( )(
)
( 0.000282 )
∆pν = ∆TSat ∆hνρ ν / Ts = 4.5 ( 221900) ( 9.643) /250 = 38.5 kPa
351
Design Correlations for Condensers and Evaporators
The suppression factor, dependent on Re TP, is, from Equation 8.59,
1.17 −1
S = 1 + 2.53 × 10−6 ( ReTP )
1.17 −1
= 1 + 2.53 × 10−6 ( 28079)
= 0.71
Chen’s equation for the nucleate component, hvo, is
hnb = hνo = 0.00122
kl0.79 c pl SθB0.24 ∆pν0.75
σ 0.5 µ l0.29 ( ∆hν ρ ν )
0.24
Fcnb = Fnb ( 0.77 + 0.13 Fcb ) = 3.06 [ 0.77 + 0.13 (1.98)] = 3.14
So, Fcb < Fcnb and enhancement due to nucleate boiling is present.
Therefore,
F = Fcnb = 3.14
Now go back and recalculate q” with the new value of F0 for enhancement due to nucleate boiling:
hcb = F0 hLO = 3.14 ( 432.55) = 1358 W/m 2 ⋅ K
The overall heat transfer coefficient, neglecting wall resistance and
fouling, is
U = (1/hcb + 1/hH ) = (1/1345 + 1/5400) = 1085.0 W/m 2 ⋅ K
−1
−1
and heat flux can be determined:
q ′′ = U (TH − Ts ) = 1085 ( −12 − ( −23)) = 11.938 W/m 2 ⋅ K
Using Shah’s method at x = 0.05, the boiling number, Bo, is
Bo = q ′′/G∆hν = 7847/( 200) ( 22 , 1900) = 1.77 × 10−4
This is the approximate value of the boiling number and Bo > 1.9 × 10 –5;
therefore, nucleation enhancement should be considered.
Calculate the value of the nucleate boiling factor F for nucleation:
Fnb = 231 Bo1/2 = 231(1.77 × 10−4 )
1/2
= 3.07
352
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The heat transfer coefficient for boiling at zero quality is
hnb = Fnb hLO = 3.07 ( 432.55) = 1327.93 W/m 2 ⋅ K
where hLO = 432.55 W/m2 · K (see Example 8.5).
Calculation of F is as follows:
CoH > 1.0,
0.02>CoH > 1.0,
F = Fcb or Fvb , whichever is greateer
F = Fcb or Fnb , whichever is greater
At x = 0.05, CoH = 0.8878 and Fcb = 1.9798 (see Example 8.5):
hnb = 0.00122
( 0.112 )0.79 (1122 )0.45 (1360)0.49 ( 0.71) ( 4.5)0.24 ( 38500)0.75
( 0.0155)0.5 ( 0.000282 )0.29 ( 221900 × 9.64)0.24
= 1297 W/m 2 ⋅ K
Another way to calculate hnb is by considering
hnb = f nbi SθB
where f nbi is calculated by the equation given in theory as 405.0 W/m2 · K.
The combined convection and nucleate boiling coefficient is
hcnb = hcb + hnb
q ′′ = hcb θB + f nbi SB2
= ( 842.7 ) ( 4.5) + ( 405) ( 0.71) ( 4.5) = 9629 W/m 2
2
where θB = Tw – Ts.
The temperature difference across the boiling fluid, (TH – Ts) must be
determined by trial and error. The value q” must satisfy
TH − Ts = q ′′/hH + θB = 9629/5400 + 4.5 = 6.28° C
where H stands for the hot fluid. But from the statement of the problem,
TH – Ts = 11°C therefore θB = 4.5 is too small.
The first assumption for θB was much too small; a new value of
θB = Tw – Ts = 7.2 can be assumed, and by repeating the calculations, it is
proven acceptable. The heat flux calculated for combined nucleate boiling and convective boiling for x = 0.05 is much higher than the heat flux
for convection boiling only (2.5 times higher).
Design Correlations for Condensers and Evaporators
Nomenclature
A
Bo
C
Co
cp
d
E
F
Fr
G
g
h
ilg
i
j*g
K
k
L
m
m
N
n
Nu
p
Pr
Q
q’
q”
r
Re
ReF
Re
S
T
t
ΔT
ΔTs
ΔTsub
U
u
ν
w
area, m2
boiling number = q”/Δhv m
constant
convection number = [(1 – x)/x)]0.8 (ρv/ρl )0.5
constant pressure specific heat, J/kg · K
tube diameter, m
enhancement factor
correction factor
Froude number = G2/g Di ρh
mass velocity, kg/m2 · s
gravitational acceleration, m/s2
heat transfer coefficient, W/m2 · K
latent heat of vaporization (hg-hf), J/kg
enthalpy, J/kg
dimensionless mass velocity
correction factor
thermal conductivity
length, m
constant
mass flow rate, kg/s
number of tubes in a vertical column
constant
Nusselt number = hd/k
pressure, N/m2
Prandtl number = cp μ/k
cumulative heat release rate, W
heat input per unit tube length, W/m
heat flux, W/m2
radius of curvature, bubble radius, m
Reynolds number = ρDU/μ, ρud/μ
film Reynolds number = 4F/μL
two-phase Reynolds number = ug D/vl
suppression factor
temperature, °C, K
time, s
temperature difference, K
wall superheat, °C, K
subcooling, C, K
overall heat transfer coefficient, W/m2 · K
velocity, m/s
specific volume, m3/kg
mean flow width, m
353
354
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Xtt
x
Z
z
Lockhart–Martinelli parameter, defined by Eq. (8.53)
vapor quality
coefficient
distance from heater inlet, m
Greek Symbols
α
void fraction of vapor
Γ
film flow rate per unit length, kg/(m · s)
δ
film thickness, m
μ
dynamic viscosity, Pa · s
υ
kinematic viscosity = μ/ρ, m2/s
ρ
density, kg/m3
σ
surface tension, N/m
τ
shear stress, N/m2
θB
wall superheat, °C, K
Subscripts
b
bulk
c
cold, critical point
cb
convective boiling
cnb
combined convection and nucleate boiling
f
liquid
g
gas phase
H
heating fluid
LO
liquid alone
l
liquid phase
m
mean
N
corresponding to N tubes
nb, n
nucleate boiling
ONB onset of nucleate boiling
p
pool boiling
r
reduced
S
saturated fluid
sat
saturation
sh
vapor shear
TP
two-phase
ν
vapor phase, saturated vapor
w
wall
PRoBLEMS
8.1.
8.2.
8.3.
Repeat Example 8.3 for refrigerant-22 and compare with R-134A.
Repeat Example 8.4 for refrigerant-22 and compare with R-134A.
Under the conditions given in Example 8.6, calculate the local
heat transfer coefficient for the 20th row of tubes using the
method given by Butteworth.
Design Correlations for Condensers and Evaporators
8.4.
8.5.
8.6.
8.7.
Calculate the average heat transfer coefficient for film type condensation of water at pressure of 10 kPa for
a. outside surface of a 19 mm OD horizontal tube 2 m long
b. a 12-tube vertical bank of 19 mm horizontal tube 2 m long.
It is assumed that the vapor velocity is negligible and the surface
temperatures are constant at 10°C below saturation temperature.
A horizontal 2 cm OD tube is maintained at a temperature of
27°C on its outer surface. Calculate the average heat transfer
coefficient if saturated steam at 6.22 kPa is condensing on this
tube.
In a shell-and-tube type steam condenser, assume that there are
81 tubes arranged in a square pitch with 9 tubes per column.
The tubes are made of copper with an outside diameter of 1 in.
The length of the condenser is 1.5 m. The shell-side condensation occurs at saturation pressure. Water flows inside the tubes
with a mass flow rate of 4 kg/s. The tube outside wall temperature is 90°C. With reasonable assumptions, perform thermal and
hydraulic analysis of the condenser.
A water-cooled, shell-and-tube freon condenser with in-tube condensation will be designed to satisfy the following specifications:
Cooling load of the condenser:
Refrigerant:
Condensing temperature:
Coolant water:
Heat transfer matrix:
8.8.
355
125 kW
R-22
37°C
City water
Inlet temperature: 18°C
Outlet temperature: 26°C
Mean pressure: 0.4 Mpa
3/4 in. OD, 20 BWG
Brass tubes
It is proposed that the following heat exchanger parameters are
fixed: one tube pass with a shell diameter of 15.25 in. and pitch size
is 1 in. with baffle spacing of 35 cm. The number of tubes is 137.
a. Calculate the shell-and-tube size heat transfer coefficients.
b. Assuming proper fouling factors, calculate the length of the
condenser.
c. Space available is 6 m. Is the design acceptable?
R-134a flows in a horizontal 8 mm diameter circular tube. The
mass flux is 400 kg/m2s, the entering quality is 0.0, and the existing quality is 0.8. The tube length is 3 m. Assuming a constant
saturation temperature of 20°C, plot the variation of hTP as a
function of x.
356
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
References
1. Marto, P. J., Heat transfer in condensation, in Boilers, Evaporators and Condensers,
Kakaç S., Ed., John Wiley & Sons, New York, 1991.
2. Marto, P. J., Fundamentals of condensation, in Two-Phase Flow Heat Exchangers:
Thermal-Hydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E., and
Fernandes, E. O., Eds., Kluwer, The Netherlands, 1988, 221.
3. Nusselt, W., The condensation of steam on cooled surfaces, Z.d. Ver. Deut. Ing.,
60, 541, 1916.
4. Shekriladze, I. G. and Gomelauri, V. I., Theoretical study of laminar film condensation of flowing vapor, Int. J. Heat Mass Transfer, 9, 581, 1966.
5. Rose, J. W., Fundamentals of condensation heat transfer: laminar film condensation, JSME Int. J., 31, 357, 1988.
6. Kern, D. Q., Mathematical development of loading in horizontal condensers,
AIChE J., 4, 157, 1958.
7. Eissenberg, D. M., An Investigation of the Variables Affecting Steam
Condensation on the Outside of a Horizontal Tube Bundle, Ph.D. Thesis,
University of Tennessee, Knoxville, 1972.
8. Butterworth, D., Developments in the design of shell and tube condensers, ASME Winter Annual Meeting, Atlanta, ASME Preprint 77-WA/HT-24,
1977.
9. Shklover, G. G. and Buevich, A. V., Investigation of steam condensation in an
inclined bundle of tubes, Thermal Eng., 25(6), 49, 1978.
10. Kutateladze, S. S., Gogonin, N. I., Dorokhov, A. R., and Sosunov, V. I., Film condensation of flowing vapor on a bundle of plain horizontal tubes, Thermal Eng.,
26, 270, 1979.
11. Fujii, T., Uehara, H., Hirata, K., and Oda, K., Heat transfer and flow resistance
in condensation of low pressure steam flowing through tube banks, Int. J. Heat
Mass Transfer, 15, 247, 1972.
12. Cavallini, A., Frizzerin, S., and Rossetto, L., Condensation of R-11 vapor flowing
downward outside a horizontal tube bundle, Proc. 8th Int. Heat Transfer Conf., 4,
1707, 1986.
13. McNaught, J. M., Two-phase forced convection heat transfer during condensation on horizontal tube bundles, Proc. 7th Int. Heat Transfer Conf., 5, 125,
1982.
14. Marto, P. J., Heat transfer and two-phase flow during shell-side condensation,
Heat Transfer Eng., 5(1-2), 31, 1984.
15. Barness, E. J., Calculation of the performance of surface condensers by digital
computer, ASME Paper No. 63-PWR-2, National Power Conference, Cincinnati,
Ohio, September, 1963.
16. Emerson, W. H., The application of a digital computer to the design of surface
condenser, Chem. Eng., 228(5), 178, 1969.
17. Wilson, J. L., The design of condensers by digital computers, I. Chem. E. Symp.
Series, Pergamon Press, London, No. 35, 21, 1972.
18. Hafford, J. A., ORCONI: A Fortran Code for the Calculation of a Steam Condenser
of Circular Cross Section, ORNL-TM-4248, Oak Ridge National Laboratory, Oak
Ridge, Tennessee, 1973.
Design Correlations for Condensers and Evaporators
357
19. Hopkins, H. L., Loughhead, J., and Monks, C. J., A computerized analysis of
power condenser performance based upon an investigation of condensation,
in Condensers: Theory and Practice, I. Chem. E. Symp. Series, Pergamon Press,
London, No. 75, 152, 1983.
20. Shida, H., Kuragaska, M., and Adachi, T., On the numerical analysis method
of flow and heat transfer in condensers, Proc. 7th Int. Heat Transfer Conf., 6, 347,
1982.
21. Al-Sanea, S., Rhodes, N., Tatchell, D. G., and Wilkinson, T. S., A computer model
for detailed calculation of the flow in power station condensers, in Condensers:
Theory and Practice, I. Chem. E. Symp. Series, Pergamon Press, London, No. 75, 70,
1983.
22. Caremoli, C., Numerical computation of steam flow in power plant condensers, in Condensers: Theory and Practice, I. Chem. E. Symp. Series, Pergamon Press,
London, No. 75, 89, 1983.
23. Beckett, G., Davidson, B. J., and Ferrison, J. A., The use of computer programs to
improve condenser performance, in Condensers: Theory and Practice, I. Chem. E.
Symp. Series, Pergamon Press, London, No. 75, 97, 1983.
24. Zinemanas, D., Hasson, D., and Kehat, E., Simulation of heat exchangers with
change of phase, Comput. Chem. Eng., 8, 367, 1984.
25. Kakaç, S., Ed., Boilers, Evaporators and Condensers, John Wiley & Sons, New York,
1991.
26. Soliman, H. M. and Azer, N. Z., Visual studies of flow patterns during condensation inside horizontal tubes, Proc. 5th Int. Heat Transfer Conf., 3, 241, 1974.
27. Rahman, M. M., Fathi, A. M., and Soliman, H. M., Flow pattern boundaries during condensation: new experimental data, Can. J. Chem. Eng., 63, 547, 1985.
28. Soliman, H. M., Flow pattern transitions during horizontal in-tube condensation, in Encyclopedia of Fluid Mechanics, Gulf Publishing Co., Houston, TX, 1986,
ch. 12.
29. Breber, G., Palen, J. W., and Taborek, J., Prediction of horizontal tubeside condensation of pure components using flow regime criteria, J. Heat Transfer, 102,
471, 1980.
30. Tandon, T. N., Varma, H. K., and Gupta, C. P., A new flow regime map for condensation inside horizontal tubes, J. Heat Transfer, 104, 763, 1982.
31. Butterworth, D., Film condensation of pure vapor, in Heat Exchanger Design
Handbook, Vol. 2, Schlünder, E. U., Ed., Hemisphere, Washington, DC, 1983.
32. Jaster, H. and Kosky, P. G., Condensation heat transfer in a mixed flow regime,
Int. J. Heat Mass Transfer, 19, 95, 1976.
33. Traviss, D. P., Rohsenow, W. M., and Baron, A. B., Forced convection condensation inside tubes: a heat transfer equation for condenser design, ASHRAE Trans.,
79, 157, 1972.
34. Cavallini, A. and Zecchin, R., A dimensionless correlation for heat transfer
in forced convection condensation, Proc. 5th Int. Heat Transfer Conf., 309–313,
Sept. 5–7, 1974.
35. Shah, M. M., A general correlation for heat transfer during film condensation
inside pipes, Int. J. Heat Mass Transfer, 22, 547, 1979.
36. Schlager, L. M., Pate, M. B., and Bergles, A. E., Performance predictions of refrigerant–oil mixtures in smooth and internally finned tubes, II: design equations,
ASHRAE Trans., 96(1), 1990.
358
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
37. Pate, M. B., Evaporators and condensers for refrigeration and air conditioning,
in Boilers, Evaporators and Condensers, Kakaç, S., Ed., John Wiley & Sons, New
York, 635–712, 1991.
38. Wallis, G. B., Flooding Velocities for Air and Water in Vertical Tubes, UKAEA
report AEEW-R123, 1961.
39. Butterworth, D. and Shock, R. A., Flow boiling, Proc. 7th Int. Heat Transfer Conf.,
Hemisphere, Washington, DC, 1982.
40. Davis, E. J. and Anderson, G. H., The incipience of nucleate boiling in convective flow, AIChE J., 12, 774, 1966.
41. Bergles, A. E. and Rohsenow, W. M., The determination of forced-convection
surface-boiling heat transfer, J. Heat Transfer, 86, 356, 1964.
42. Kitto, J. B. and Albrecht, M. J., Elements of two-phase flow in fossil boilers, in
Two-Phase Flow Heat Exchangers: Thermal-Hydraulic Fundamentals and Design,
Kakaç, S., Bergles, A. E., and Fernandes, E. O., Eds., Kluwer, The Netherlands,
1988, 221.
43. Collier, J. G., Convective Boiling and Condensation, 2nd ed., McGraw-Hill, London,
1981.
44. Chen, J. C., A correlation for boiling heat transfer to saturated fluids in convective flow, Industrial Eng. Chem. Process Design Dev., 5, 322, 1966.
45. Shah, M. M., A new correlation for heat transfer during boiling flow through
pipes, ASHRAE Trans., 82, 66, 1976.
46. Shah, M. M., Chart correlation for saturated boiling heat transfer: equations and
further study, ASHRAE Trans., 88, 185, 1982.
47. Güngör, K. E. and Winteron, R. H. S., A general correlation for flow boiling in
tubes and annuli, Int. J. Heat Mass Transfer, 19(3), 351, 1986.
48. Kandlikar, S. G., A model for correlating flow boiling heat transfer in augmented
tubes and compact evaporators, J. Heat Transfer, 113, 966, 1991.
49. Kandlikar, S. S., A general correlation for saturated two-phase flow boiling heat
transfer inside horizontal and vertical tubes, J. Heat Transfer, 112, 219, 1990.
50. Brown, W. T., Jr., A Study of Flow Surface Boiling, Ph.D. Thesis, Massachusetts
Institute of Technology, Cambridge, MA, 1967.
51. Jens, W. H. and Lottes, P. A., An Analysis of Heat Transfer, Burnout, Pressure
Drop, and Density Data for High Pressure Water, Argonne National Laboratory
Report ANL-4627, 1951.
52. Guglielmini, G., Nannei, E., and Pisoni, C., Warme und Stoffübertragung, 13,
177, 1980.
53. Pokhvalov, Y. E., Kronin, G. H., and Kurganova, I. V., Teploenergetika, 13,
63, 1966.
54. Thom, J. R. S., Walker, V. M., Fallon, J. S., and Reising, G. F. S., Proc. Inst. Mech.
Eng., 3C/80, 226, 1965/66.
55. Rassokhin, N. G., Shvetsvov, N. K., and Kuzmin, A. V., Thermal Eng., 9, 86, 1970.
56. Forster, H. K. and Zuber, N., Dynamics of vapor bubbles and boiling heat transfer, AIChE J., 1(4), 531, 1955.
57. Mayinger, F. and Ahrens, K. H., Boiling heat transfer in the transition region from
bubble flow to annular flow, International Seminar on Momentum Heat Mass
Transfer in Two-Phase Energy and Chemical Systems, Dubrovnik, Yugoslavia,
1978.
58. Smith, R. A., Vaporisers: Selection Design and Operation, Longman Scientific and
Technical and John Wiley & Sons, New York, 1976.
Design Correlations for Condensers and Evaporators
359
59. Cooper, M. G., Saturation nucleate pool boiling: a simple correlation, 1st U.K.
Natl. Conf. Heat Transfer, I. Chem. Eng. Symp. Series, Pergamon Press, London,
Vol. 2, No. 86, 785, 1984.
60. Mumm, J. F., Heat Transfer Boiling to Water Forced Through a Uniformly
Heated Tube, ANL-5276, 1954.
61. Wright, R. M., Downflow Forced Convection Boiling of Water in Uniformly
Heated Tube, UCRL Report, University of California at Berkley, 1961.
62. Jallouk, P. A., Two Phase Flow Pressure Drop and Heat Transfer Characteristics
of Refrigerants in Vertical Tubes, Ph.D. Dissertation, University of Tennessee,
1974.
63. Chawla, J. M., Warmeubergang und Druckabfall in Waagrechten Rohren Bei Der
Stromung Von Verdampfenden Kaltemitteln, VDI-Forschungsheft 523, 1967.
64. Steiner, D. and Schlünder, E. U., Heat transfer and pressure drop for boiling
nitrogen flowing in a horizontal tube, in Heat Transfer in Boiling, Hahne, E. and
Grigull, U., Eds., Hemisphere, Washington, DC, 1977, 263.
65. Mohr, V. and Runge, R., Forced convection boiling of neon in horizontal
tubes, in Heat Transfer in Boiling, Hahne, E. and Grigull, U., Eds., Hemisphere,
Washington, DC, 1977, 307.
66. Bandel, J. and Schlünder, E. U., Frictional pressure drop and convective heat
transfer of gas liquid flow in horizontal tubes, Proc. 5th Int. Heat Transfer
Conf.,1974, 190.
67. Kandlikar, S. G., A General Correlation for Saturated Two-Phase Flow Boiling
Heat Transfer Inside Horizontal and Vertical Tubes, Mechanical Engineering
Dept., Rochester Institute of Technology, Rochester, NY, 1988.
This page intentionally left blank
9
Shell-and-Tube Heat Exchangers
9.1 Introduction
Shell-and-tube heat exchangers are the most versatile type of heat exchangers. They are used in the process industries, in conventional and nuclear
power stations as condensers, steam generators in pressurized water reactor
power plants, and feed water heaters, and they are proposed for many alternative energy applications, including ocean, thermal, and geothermal. They
are also used in some air conditioning and refrigeration systems.
Shell-and-tube heat exchangers provide relatively large ratios of heat
transfer area to volume and weight and they can be easily cleaned. They
offer great flexibility to meet almost any service requirement. Reliable design
methods and shop facilities are available for their successful design and construction. Shell-and-tube heat exchangers can be designed for high pressures
relative to the environment and high-pressure differences between the fluid
streams.
9.2 Basic Components
Shell-and-tube heat exchangers are built of round tubes mounted in a cylindrical shell with the tubes parallel to the shell. One fluid flows inside the
tubes, while the other fluid flows across and along the axis of the exchanger.
The major components of this exchanger are tubes (tube bundle), shell,
front-end head, rear-end head, baffles, and tube sheets. Typical parts and
connections, for illustrative purposes only, are shown in Figure 9.1.1
9.2.1 Shell Types
Various front and rear head types and shell types have been standardized by
TEMA (Tubular Exchanger Manufacturers Association). They are identified
by an alphabetic character, as shown in Figure 9.2.1
361
362
36 4
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
3 34 5
31 6
34 12
29
7
8
27
18 36
28
32
36
9
15
+
16
1
5
34
3
10
35
35
12
34
11
13
17
33
Figure 9.1
Constructional parts and connections: (1) stationary head—channel; (2) stationary head—bonnet; (3) stationary head flange—channel or bonnet; (4) channel cover; (5) stationary head nozzle;
(6) stationary tube sheet; (7) tubes; (8) shell; (9) shell cover; (10) shell flange—rear head end;
(11) shell flange—rear head end; (12) shell nozzle; (13) shell cover flange; (14) expansion joint;
(15) floating tube sheet; (16) floating head cover; (17) floating head backing device; (18) floating
head backing device; (19) split shear ring; (20) slip-on backing flange; (21) floating head cover—
external; (22) floating tubesheet skirt; (23) packing box; (24) packing; (25) packing gland; (26) lantern ring; (27) tierods and spacers; (28) transverse baffle or support plates; (29) impingement
plate; (30) longitudinal baffle; (31) pass partition; (32) vent connection; (33) drain connection;
(34) instrument connection; (35) support saddle; (36) lifting lug; (37) support bracket; (38) weir;
(39) liquid level connection. (Courtesy of the Tubular Exchanger Manufacturers Association.)
Figure 9.3 shows the most common shell types as condensers (v symbolizes the location of the vent).2 The E-shell is the most common due to its low
cost and simplicity. In this shell, the shell fluid enters at one end of the shell
and leaves at the other end, i.e., there is one pass on the shell side. The tubes
may have a single or multiple passes and are supported by transverse baffles.
This shell is the most common for single-phase shell fluid applications. With
a single tube pass, a nominal counterflow can be obtained.
To increase the effective temperature differences and, hence, exchanger
effectiveness, a pure counterflow arrangement is desirable for a two tubepass exchanger. This is achieved by the use of an F-shell with a longitudinal
baffle and resulting in two shell passes. It is used when units in series are
required, with each shell pass representing one unit. The pressure drop is
much higher than the pressure drop of a comparable E-shell.
Other important shells are the J- and X-shell. In the divided flow J-shell,
fluid entry is centrally located and split into two parts. The single nozzle is
at the midpoint of the tubes, and two nozzles are near the tube ends. This
shell is used for low pressure drop design applications such as a condenser
in a vacuum, since the J-shell has approximately 1/8 the pressure drop of a
comparable E-shell. When it is used for a condensing shell fluid, it will have
two inlets for the vapor phase and one central outlet for the condensate.
The X-shell has a centrally located fluid entry and outlet, usually with
a distributor dome. The two fluids are over the entire length of the tubes
and are in crossflow arrangement. No baffles are used in this shell type.
363
Shell-and-Tube Heat Exchangers
Front end
stationary head types
Rear end
head types
Shell types
E
A
L
Fixed tubesheet
like “A” stationary head
One pass shell
Channel
and removable cover
F
M
Fixed tubesheet
like “B” stationary head
Two pass shell
with longitudinal baffle
B
N
G
P
H
C
Removable
tube
bundle
only
Channel integral with tubesheet and removable cover
Fixed tubesheet
like “N” stationary head
Split flow
Bonnet (intefral cover)
Outside packed floating head
Double split flow
S
J
Floating head
with backing device
Divided flow
T
N
Pull through floating head
Channel integral with tubesheet and removable cover
K
Kettle type reboiler
U
U-tube bundle
D
X
W
Special high pressure closure
Cross flow
Externally sealed
floating tubesheet
Figure 9.2
Standard shell types and front end and rear end head types. (Courtesy of the Tubular Exchanger
Manufacturers Association.)
Consequently, the pressure drop is extremely low. It is used for vacuum condensers and low-pressure gases.
The split flow shells such as the G- and H-shell are used for specific applications. The split flow G-shell has horizontal baffles with the ends removed;
the shell nozzles are 180° apart at the midpoint of tubes. The G-shell has the
same pressure drop as that for the E-shell, but the LMTD factor F and, hence,
364
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
V
V
V
E : one-pass shell
F : two-pass shell
with longitude baffle
G : split flow
V
V
V
V
H : double split flow
J : Crossflow
(Combined flow
for condenser)
X : crossflow
Figure 9.3
Schematic sketches of most common TEMA shell types. (From Butterworth, D., Two-Phase Flow
Heat Exchangers: Thermal-Hydraulic Fundamentals and Design, Kluwer, The Netherlands, 1988
With permission.)
the exchanger effectiveness are higher for the same surface area and flow
rates. The G-shell can be used for single-phase flows but is very often used
as a horizontal thermosiphon reboiler. In this case, the longitudinal baffle
serves to prevent flashing out of the lighter components of the shell fluids
and provides increased mixing. The double split flow H-shell is similar to
the G-shell but with two outlet nozzles and two horizontal baffles.
The K-shell is a kettle reboiler with the tube bundle in the bottom of the
shell covering about 60% of the shell diameter. The liquid covers the tube
bundle, and the vapor occupies the upper space without tubes. This shell is
used when a portion of a stream needs to be vaporized, typically to a distillation column. The feed liquid enters the shell at the nozzle near the tube
sheet, the nearly dry vapor exits out the top nozzle, and nonvaporized liquid
overflows the end weir and exits through the right-hand nozzle. The tube
bundle is commonly a U-tube configuration.
9.2.2 Tube Bundle Types
The most representative tube bundle types are shown in Figures 9.4–9.6.3
The main design objectives here are to accommodate thermal expansion, to
furnish ease of cleaning, or to provide the least expensive construction if
other features are of no importance.
One design variation that allows independent expansion of tubes and
shell is the U-tube configuration (Figure 9.4). Therefore, thermal expansion is
unlimited. The U-tube is the least expensive construction because only one
tube sheet is needed. The tube side cannot be cleaned by mechanical means
because of the U-bend. Only an even number of tube passes can be accommodated. Individual tubes cannot be replaced except in the outer row.
Shell-and-Tube Heat Exchangers
365
(a)
(b)
Figure 9.4
(a) A bare U-tube, baffled single pass shell, shell-and-tube heat exchanger (Courtesy of the
Patterson-Kelley Co.); and (b) finned U-tube shell-and-tube heat exchanger. (Courtesy of
Brown Fintube.)
Figure 9.5
A two pass tube, baffled single pass shell, shell-and-tube heat exchanger designed for mechanical cleaning of the inside of the tubes. (Courtesy of the Patterson-Kelley Co.)
A fixed tube sheet configuration is shown in Figure 9.5. The shell is welded
to the tube sheets and there is no access to the outside of the tube bundle for
cleaning. This low-cost option has only limited thermal expansion, which
can be somewhat increased by expansion bellows. Individual tubes are
replaceable. Cleaning of the tubes is mechanically easy.
Several designs have been developed that permit the tube sheet to float,
that is, to move with thermal expansion. A classic type of pull-through floating head design is shown in Figure 9.6. The bundle can be removed with
minimum disassembly, which is important for heavy fouling units.
366
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Figure 9.6
A heat exchanger similar to that of Figure 9.5 except that this one is designed with floating head
to accommodate differential thermal expansion between the tubes and the shell. (Courtesy of
the Patterson-Kelley Co.)
9.2.3 Tubes and Tube Passes
Only an E-shell with one tube pass and an F-shell with two tube passes
result in nominal counterflow. All other multiple tube passes require a temperature profile correction (factor F), or, in some cases, simply cannot deliver
the desired temperatures because of temperature cross. The next resort is to
use multiple units in series.
Generally, a large number of tube passes are used to increase tube-side
fluid velocity and the heat transfer coefficient (within the available pressure
drop) and to minimize fouling. If, for architectural reasons, the tube-side
fluid must enter and exit on the same side, an even number of tube passes is
mandatory.
Tube metal is usually low carbon steel, low alloy steel, stainless steel,
copper, admiralty, cupronickel, inconel, aluminum (in the form of alloys),
or titanium. Other materials can also be selected for specific applications.
The wall thickness of heat exchanger tubes is standardized in terms of the
Birmingham Wire Gage (BWG) of the tube. Tables 9.1 and 9.2 give data on
heat exchanger tubes.
Small tube diameters (8–15 mm) are preferred for greater area/volume
density but are limited, for purposes of in-tube cleaning, to 20 mm (3/4 in.).
Larger tube diameters are often required for condensers and boilers.
The tubes may be either bare or have low fins on the outside. Low fin tubes
are used when the fluid on the outside of the tubes has a substantially lower
heat transfer coefficient than the fluid on the inside of the tubes.
Tube length affects the cost and operation of heat exchangers. Basically,
the longer the tube (for any given total surface), the fewer tubes are
needed, fewer holes are drilled, and the shell diameter decreases, resulting in lower cost. There are, of course, several limits to this general rule,
best expressed by the shell-diameter-to-tube-length ratio, which should
be within limits of about 1/5 to 1/15. Maximum tube length is sometimes
dictated by architectural layouts and, ultimately, by transportation to
about 30 m.
367
Shell-and-Tube Heat Exchangers
TABLe 9.1
Dimensional Data for Commercial Tubing
oD of
Tubing
(in.)
1/4
1/4
1/4
3/8
3/8
3/8
3/8
1/2
1/2
1/2
1/2
5/8
5/8
5/8
5/8
5/8
5/8
5/8
5/8
5/8
3/4
3/4
3/4
3/4
3/4
3/4
3/4
3/4
3/4
3/4
7/8
7/8
7/8
7/8
7/8
7/8
7/8
BWG
Gauge
Thickness
(in.)
Internal
Flow
Area
(in.2)
22
24
26
18
20
22
24
16
18
20
22
12
13
14
15
16
17
18
19
20
10
11
12
13
14
15
16
17
18
20
10
11
12
13
14
16
18
0.028
0.022
0.018
0.049
0.035
0.028
0.022
0.065
0.049
0.035
0.028
0.109
0.095
0.083
0.072
0.065
0.058
0.049
0.042
0.035
0.134
0.120
0.109
0.095
0.083
0.072
0.065
0.058
0.049
0.035
0.134
0.120
0.109
0.095
0.083
0.065
0.049
0.0295
0.0333
0.0360
0.0603
0.0731
0.0799
0.0860
0.1075
0.1269
0.1452
0.1548
0.1301
0.1486
0.1655
0.1817
0.1924
0.2035
0.2181
0.2298
0.2419
0.1825
0.2043
0.2223
0.2463
0.2679
0.2884
0.3019
0.3157
0.3339
0.3632
0.2892
0.3166
0.3390
0.3685
0.3948
0.4359
0.4742
Sq. Ft.
External
Surface
per Ft.
Length
Sq. Ft.
Internal
Surface
per Ft.
Length
Weight
per Ft.
Length,
Steel
(lb.)
ID
Tubing
(in.)
oD/
ID
0.0655
0.0655
0.0655
0.0982
0.0982
0.0982
0.0982
0.1309
0.1309
0.1309
0.1309
0.1636
0.1636
0.1636
0.1636
0.1636
0.1636
0.1636
0.1636
0.1636
0.1963
0.1963
0.1963
0.1963
0.1963
0.1963
0.1963
0.1963
0.1963
0.1963
0.2291
0.2291
0.2291
0.2291
0.2291
0.2291
0.2291
0.0508
0.0539
0.0560
0.0725
0.0798
0.0835
0.0867
0.0969
0.1052
0.1126
0.1162
0.1066
0.1139
0.1202
0.1259
0.1296
0.1333
0.1380
0.1416
0.1453
0.1262
0.1335
0.1393
0.1466
0.1529
0.1587
0.1623
0.1660
0.1707
0.1780
0.1589
0.1662
0.1720
0.1793
0.1856
0.1950
0.2034
0.066
0.054
0.045
0.171
0.127
0.104
0.083
0.302
0.236
0.174
0.141
0.602
0.537
0.479
0.425
0.388
0.350
0.303
0.262
0.221
0.884
0.809
0.748
0.666
0.592
0.520
0.476
0.428
0.367
0.269
1.061
0.969
0.891
0.792
0.704
0.561
0.432
0.194
0.206
0.214
0.277
0.305
0.319
0.331
0.370
0.402
0.430
0.444
0.407
0.435
0.459
0.481
0.49s
0.509
0.527
0.541
0.555
0.482
0.510
0.532
0.560
0.584
0.606
0.620
0.634
0.652
0.680
0.607
0.635
0.657
0.685
0.709
0.745
0.777
1.289
1.214
1.168
1.354
1.233
1.176
1.133
1.351
1.244
1.163
1.126
1.536
1.437
1.362
1.299
1.263
1.228
1.186
1.155
1.136
1.556
1.471
1.410
1.339
1.284
1.238
1.210
1.183
1.150
1.103
1.441
1.378
1.332
1.277
1.234
1.174
1.126
(Continued)
368
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 9.1 (ConTinued)
Dimensional Data for Commercial Tubing
oD of
Tubing
(in.)
7/8
1
1
1
1
1
1
1
1
1
1
1-1/4
1-1/4
1-1/4
1-1/4
1-1/4
1-1/4
1-1/4
1-1/4
1-1/4
1-1/4
1-1/2
1-1/2
1-1/2
1-1/2
2
2
2-1/2
BWG
Gauge
Thickness
(in.)
20
8
10
11
12
13
14
15
16
18
20
7
8
10
11
12
12
14
16
18
20
10
12
14
16
11
13
9
0.035
0.165
0.134
0.120
0.109
0.095
0.083
0.072
0.065
0.049
0.035
0.180
0.165
0.134
0.120
0.109
0.095
0.083
0.065
0.049
0.035
0.134
0.109
0.083
0.065
0.120
0.095
0.148
Internal
Flow
Area
(in.2)
0.5090
0.3526
0.4208
0.4536
0.4803
0.5153
0.5463
0.5755
0.5945
0.6390
0.6793
0.6221
0.6648
0.7574
0.8012
0.8365
0.8825
0.9229
0.9852
1.042
1.094
1.192
1.291
1.398
1.474
2.433
2.573
3.815
Sq. Ft.
External
Surface
per Ft.
Length
Sq. Ft.
Internal
Surface
per Ft.
Length
Weight
per Ft.
Length,
Steel
(lb.)
ID
Tubing
(in.)
oD/
ID
0.2291
0.2618
0.2618
0.2618
0.2618
0.2618
0.2618
0.2618
0.2618
0.2618
0.2618
0.3272
0.3272
0.3272
0.3272
0.3272
0.3272
0.3272
0.3272
0.3272
0.3272
0.3927
0.3927
0.3927
0.3927
0.5236
0.5236
0.6540
0.2107
0.1754
0.1916
0.1990
0.2047
0.2121
0.2183
0.2241
0.2278
0.2361
0.2435
0.2330
0.2409
0.2571
0.2644
0.2702
0.2773
0.2838
0.2932
0.3016
0.3089
0.3225
0.3356
0.3492
0.3587
0.4608
0.4739
0.5770
0.313
1.462
1.237
1.129
1.037
0.918
0.813
0.714
0.649
0.496
0.360
2.057
1.921
1.598
1.448
1.329
1.173
1.033
0.823
0.629
0.456
1.955
1.618
1.258
0.996
2.410
1.934
3.719
0.805
0.670
0.732
0.760
0.782
0.810
0.834
0.856
0.870
0.902
0.930
0.890
0.920
0.982
1.010
1.032
1.060
1.084
1.120
1.152
1.180
1.232
1.282
1.334
1.370
1.760
1.810
2.204
1.087
1.493
1.366
1.316
1.279
1.235
1.199
1.167
1.119
1.109
1.075
1.404
1.359
1.273
1.238
1.211
1.179
1.153
1.116
1.085
1.059
1.218
1.170
1.124
1.095
1.136
1.105
1.134
Source: Courtesy of the Tubular Exchanger Manufacturers Association.
9.2.4 Tube Layout
Tube layout is characterized by the included angle between tubes, as shown in
Figure 9.7. A layout of 30° results in the greatest tube density and is therefore
used, unless other requirements dictate otherwise. For example, clear lanes
(1/4 in. or 7 mm) are required because of external cleaning using a square
90° or 45° layout. Tube pitch, PT, is usually chosen so that the pitch ratio
369
Shell-and-Tube Heat Exchangers
TABLe 9.2
Heat Exchanger and Condenser Tube Data
Surface Area
CrossSectional Area
Nominal outside Schedule
Wall
Inside
Metal
Pipe
Diameter Number Thickness Diameter outside Inside Area
Size (in.)
(in.)
or Weight
(in.)
(in.)
(ft.2/ft.) (ft.2/ft.) (in.2)
3/4
1.05
1
1.315
1-1/4
1.660
1-1/2
1.900
2
2.375
2-1/2
2.875
3
3.5
3-1/2
4.0
4
4.5
5
5.563
6
6.625
8
8.625
10
10.75
12.75
40
80
40
80
40
80
40
80
40
80
40
80
40
80
40
80
40
80
10 S
40
80
10 S
40
80
10 S
30
80
10 S
30
Extra
heavy
10 S
30
Extra
heavy
10
Flow
Area
(in.2)
0.113
0.154
0.133
0.179
0.140
0.191
0.145
0.200
0.154
0.218
0.203
0.276
0.216
0.300
0.226
0.318
0.237
0.337
0.134
0.258
0.375
0.134
0.280
0.432
0.148
0.277
0.500
0.165
0.279
0.500
0.824
0.742
1.049
0.957
1.38
1.278
1.61
1.50
2.067
1.939
2.469
2.323
3.068
2.900
3.548
3.364
4.026
3.826
5.295
5.047
4.813
6.357
6.065
5.761
8.329
8.071
7.625
10.420
10.192
9.750
0.275
0.275
0.344
0.344
0.434
0.434
0.497
0.497
0.622
0.622
0.753
0.753
0.916
0.916
1.047
1.047
1.178
1.178
1.456
1.456
1.456
1.734
1.734
1.734
2.258
2.258
2.258
2.81
2.81
2.81
0.216
0.194
0.275
0.250
0.361
0.334
0.421
0.393
0.541
0.508
0.646
0.608
0.803
0.759
0.929
0.881
1.054
1.002
1.386
1.321
1.260
1.664
1.588
1.508
2.180
2.113
1.996
2.73
2.67
2.55
0.333
0.434
0.494
0.639
0.668
0.881
0.799
1.068
1.074
1.477
1.704
2.254
2.228
3.106
2.680
3.678
3.17
4.41
2.29
4.30
6.11
2.73
5.58
8.40
3.94
7.26
12.76
5.49
9.18
16.10
0.533
0.432
0.864
0.719
1.496
1.283
2.036
1.767
3.356
2.953
4.79
4.24
7.30
6.60
9.89
8.89
12.73
11.50
22.02
20.01
18.19
31.7
28.9
26.1
54.5
51.2
45.7
85.3
81.6
74.7
0.180
0.330
0.500
12.390
12.09
11.75
3.34
3.34
3.34
3.24
3.17
3.08
7.11
12.88
19.24
120.6
114.8
108.4
0.250
13.5
3.67
3.53
10.80
143.1
(Continued)
370
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 9.2 (ConTinued)
Heat Exchanger and Condenser Tube Data
Surface Area
CrossSectional Area
Nominal outside Schedule
Wall
Inside
Metal
Pipe
Diameter Number Thickness Diameter outside Inside Area
Size (in.)
(in.)
or Weight
(in.)
(in.)
(ft.2/ft.) (ft.2/ft.) (in.2)
Flow
Area
(in.2)
14
14.0
16
16.0
18
18.0
Standard
Extra
heavy
10
Standard
Extra
heavy
10 S
Standard
Extra
heavy
0.375
0.500
13.25
13.00
3.67
3.67
3.47
3.40
16.05
21.21
137.9
132.7
0.250
0.375
0.500
l5.50
15.25
15.00
4.19
4.19
4.19
4.06
3.99
3.93
12.37
18.41
24.35
188.7
182.7
176.7
0.188
0.375
0.500
17.624
17.25
17.00
4.71
4.71
4.71
4.61
4.52
4.45
10.52
20.76
27.49
243.9
233.7
227.0
Source: Courtesy of the Tubular Exchanger Manufacturers Association.
Flow
Flow
30°
Flow
Flow
90°
Figure 9.7
Tube layout angles.
45°
60°
Shell-and-Tube Heat Exchangers
371
PT/do, is between 1.25 and 1.5. When the tubes are too close, the tube sheet
becomes structurally weak. The tube layout and the tube locations have been
standardized. The number of tubes (tube counts) that can be placed within
a shell depends on tube layout, tube outside diameter, pitch size, number
of passes, and the shell diameter. Tube counts are given in Table 9.3, which
actually gives the maximum number of tubes that can be accommodated
under the conditions specified.
For example, consider 1 in. OD tubes laid out on a 1.25 in. square pitch with
a shell diameter of 31 in. If the tube arrangement is that for one pass (1-P),
then Table 9.3 gives the maximum tubes as 406. If the heat exchanger is that
for two passes (2-P), then the maximum number of tubes is 398.
9.2.5 Baffle Type and geometry
Baffles serve two functions: most importantly to support the tubes for
structural rigidity, preventing tube vibration and sagging, and second,
to divert the flow across the bundle to obtain a higher heat transfer
coefficient. Baffles may be classified as transverse and longitudinal types
(for example, the F-shell has a longitudinal baffle). The transverse baffles
may be classified as plate baffles and rod baffles. The most commonly
used plate baffle types are shown in Figure 9.8 and are briefly described
below.4
The single and double segmental baffles are most frequently used. They
divert the flow most effectively across the tubes. The baffle spacing, however, must be chosen very carefully. Optimum baffle spacing is somewhere
between 0.4 and 0.6 of the shell diameter and a baffle cut of 25% to 35% is
usually recommended. The triple and no-tubes-in-window segmental baffles are used for low pressure drop applications, which are approximately 0.5
and 0.3 of the segmental value. No-tubes-in-window construction eliminates
the tubes that are otherwise supported only by every second baffle, thus
minimizing tube vibration.
Disc-and-ring (doughnut) baffles are composed of alternating outer rings
and inner discs, which direct the flow radially across the tube field. The
potential bundle-to-shell bypass stream is thus eliminated; there are some
indications that the baffle type is very effective in pressure drop to heat
transfer conversion. At present, these baffles are rarely used in the United
States but are popular in Europe. Another type of plate baffle is the orifice
baffle, in which shell-side fluid flows through the clearance between tube
outside diameter and baffle-hole diameter.
Rod or grid baffles are formed by a grid of rod or strip supports (Figure 9.9).
The flow is essentially longitudinal, resulting in very low pressure drops.
Because of the close baffle spacing, the tube vibration danger is virtually
eliminated. This construction can be used effectively for vertical condensers
and reboilers.
372
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 9.3
Tube-Shell Layouts (Tube Counts)
Shell ID
(in.)
1-P
2-P
4-P
6-P
8-P
3/4-in. OD tubes on 1-in. triangular pitch
8
37
30
10
61
52
12
92
82
13 ¼
109
106
15 ¼
151
138
17 ¼
203
196
19 ¼
262
250
21 ¼
316
302
23 ¼
384
376
25
470
452
27
559
534
29
630
604
31
745
728
33
856
830
35
970
938
37
1074
1044
39
1206
1176
24
40
76
86
122
178
226
278
352
422
488
556
678
774
882
1012
1128
24
36
74
82
118
172
216
272
342
394
474
538
666
760
864
986
1100
70
74
110
166
210
260
328
382
464
508
640
732
848
870
1078
1-in. OD tubes on 1 1/4-in. triangular pitch
8
21
16
10
32
32
12
55
52
13 ¼
68
66
15 ¼
91
86
17 ¼
131
118
19 ¼
163
152
21 ¼
199
188
23 ¼
241
232
25
294
282
27
349
334
29
397
376
31
472
454
33
538
522
35
608
592
37
674
664
39
766
736
16
26
48
58
80
106
140
170
212
256
302
338
430
486
562
632
700
14
24
46
54
74
104
136
164
212
252
296
334
424
470
546
614
688
44
50
72
94
128
160
202
242
286
316
400
454
532
598
672
373
Shell-and-Tube Heat Exchangers
TABLe 9.3 (ConTinued)
Tube-Shell Layouts (Tube Counts)
Shell ID
(in.)
2-P
4-P
6-P
8-P
3/4-in. OD tubes on 1-in. square pitch
8
32
10
52
12
81
13 ¼
97
15 ¼
137
17 ¼
177
19 ¼
224
26
52
76
90
124
166
220
20
40
68
82
116
158
204
20
36
68
76
108
150
192
60
70
108
142
188
3/4-in. OD tubes on 1-in. square pitch
21 ¼
277
23 ¼
341
25
413
27
481
29
553
31
657
33
749
35
845
37
934
39
1049
270
324
394
460
526
640
718
824
914
1024
246
308
370
432
480
600
688
780
886
982
240
302
356
420
468
580
676
766
866
968
234
292
346
408
456
560
648
748
838
948
1-in. OD tubes on 1 1/4-in. square pitch
8
21
16
14
10
32
32
26
24
48
61
81
112
138
177
213
260
300
341
406
465
522
596
665
45
56
76
112
132
166
208
252
288
326
398
460
518
574
644
40
52
68
96
128
158
192
238
278
300
380
432
488
562
624
38
48
68
90
122
152
184
226
268
294
368
420
484
544
612
12
13 ¼
15 ¼
17 ¼
19 ¼
21 ¼
23 ¼
25
27
29
31
33
35
37
39
1-P
36
44
64
82
116
148
184
222
260
286
358
414
472
532
600
(Continued)
374
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 9.3 (ConTinued)
Tube-Shell Layouts (Tube Counts)
Shell ID
(in.)
2-P
4-P
6-P
8-P
3/4-in. OD tubes on 15/16-in. triangular pitch
8
36
32
10
62
56
12
109
98
13 ¼
127
114
15 ¼
170
160
17 ¼
239
224
19 ¼
301
282
21 ¼
361
342
23 ¼
442
420
25
532
506
27
637
602
29
721
692
31
847
822
33
974
938
35
1102
1068
37
1240
1200
39
1377
1330
26
47
86
96
140
194
252
314
386
468
550
640
766
878
1004
1144
1258
24
42
82
90
136
188
244
306
378
446
536
620
722
852
988
1104
1248
18
36
78
86
128
178
234
290
364
434
524
594
720
826
958
1072
1212
1 1/4-in. OD tubes on 1 9/16-in. square pitch
10
16
12
10
16
22
35
48
64
82
102
123
146
174
202
238
268
304
342
16
22
31
44
56
78
96
115
140
166
193
226
258
293
336
12
13 ¼
15 ¼
17 ¼
19 ¼
21 ¼
23 ¼
25
27
29
31
33
35
37
39
1-P
30
32
44
56
78
96
127
140
166
193
226
258
293
334
370
24
30
40
53
73
90
112
135
160
188
220
252
287
322
362
22
30
37
51
71
86
106
127
151
178
209
244
275
311
348
375
Shell-and-Tube Heat Exchangers
TABLe 9.3 (ConTinued)
Tube-Shell Layouts (Tube Counts)
Shell ID
(in.)
1-P
2-P
4-P
6-P
8-P
1 1/2-in. OD tubes on 1 7/8-in. square pitch
12
16
16
13 ¼
22
22
15 ¼
29
29
17 ¼
29
39
19 ¼
50
48
21 ¼
62
60
23 ¼
78
74
25
94
90
27
112
108
29
131
127
31
151
146
33
176
170
35
202
196
37
224
220
39
252
246
12
16
24
34
45
57
70
86
102
120
141
164
188
217
237
12
16
24
32
43
54
66
84
98
116
138
160
182
210
230
22
29
39
50
62
78
94
112
131
151
176
202
224
1 1/2-in. OD tubes on 1 7/8-in. triangular pitch
12
18
14
13 ¼
27
22
15 ¼
26
34
17 ¼
48
44
19 ¼
61
58
21 ¼
76
78
23 ¼
95
91
25
115
110
27
136
131
29
160
154
31
184
177
33
215
206
35
246
238
37
275
268
39
307
299
14
18
32
42
55
70
86
105
125
147
172
200
230
260
290
12
16
30
38
51
66
80
98
118
141
165
190
220
252
284
12
14
27
36
48
61
76
95
115
136
160
184
215
246
275
14
26
32
22
28
1 1/4-in. OD tubes on 9/16-in. triangular
10
10
20
12 ¼
32
13 ¼
38
pitch
18
30
36
20
26
(Continued)
376
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 9.3 (ConTinued)
Tube-Shell Layouts (Tube Counts)
Shell ID
(in.)
1-P
2-P
4-P
6-P
8-P
15 ¼
17 ¼
19 ¼
21 ¼
23 ¼
25
27
29
31
33
35
37
39
54
69
95
117
140
170
202
235
275
315
357
407
449
51
66
91
112
136
164
196
228
270
305
348
390
436
45
62
86
105
130
155
185
217
255
297
335
380
425
42
58
78
101
123
150
179
212
245
288
327
374
419
38
54
69
95
117
140
170
202
235
275
315
357
407
Source: From Kern, D. Q., Process Heat Transfer, McGraw-Hill, New York, 1950. With permission.
9.2.6 Allocation of Streams
A decision must be made as to which fluid will flow through the tubes and
which will flow through the shell. In general, the following considerations
apply:
• The more seriously fouling fluid flows through the tube, since the
tube side is easier to clean, especially if mechanical cleaning is
required.
• The high pressure fluid flows through the tubes. Because of their
small diameter, normal thickness tubes are available to withstand
higher pressures and only the tube-side channels and other connections need to be designed to withstand high pressure.
• The corrosive fluid must flow through the tubes; otherwise, both the
shell and tubes will be corroded. Special alloys are used to resist corrosion, and it is much less expensive to provide special alloy tubes
than to provide both special tubes and a special alloy shell.
• The stream with the lower heat transfer coefficient flows on the shell
side since it is easy to design outside finned tubes. In general, it is better to put the stream with the lower mass flow rate on the shell side.
Turbulent flow is obtained at lower Reynolds numbers on the shell side.
Problems arise when the above requirements are in conflict. Then, the
designer must estimate trade-offs and find the most economical choices.
377
Shell-and-Tube Heat Exchangers
Shell
Single-segmental baffle
Tube
Double-segmental baffle
Triple-segmental baffle
No-tubes-in-window segmental baffle
Doughnut
Disk
Disk and doughnut baffle
Orifice
A
A
Tube
Section AA
Baffle
Orifice baffle
Figure 9.8
Plate baffle types. (Adapted from Kakaç, S., Bergles, A. E., and Mayinger, F., Eds., Heat
Exchangers: Thermal-Hydraulic Fundamentals and Design, Taylor and Francis, Washington, D.C.,
1981.)
378
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Rods from Baffle #2
Rod Baffle #4
Rod from Baffle #3
Baffle ring
Rod Baffle #3
Rod from
Baffle
#4
Rod Baffle #2
Baffle #1
Rod
from
Baffle #4 Rods from Baffle #1
(a)
Tube
Square Layout
(c)
Skid bar
Tube
Rods
A tube supported by four rods
at 90° angle around the periphery
(b)
Rod
or Bar
Triangular Layout
(d)
Figure 9.9
(a) Four rod baffles held by skid bars (no tube shown), (b) a tube supported by four rods, (c) a
square layout of tubes with rods, and (d) a triangle layout of tubes with rods. (Adapted from
Kakaç, S., Bergles, A. E., and Mayinger, F., Eds., Heat Exchangers: Thermal-Hydraulic Fundamentals
and Design, Taylor and Francis, Washington, D.C., 1981.)
9.3 Basic Design Procedure of a Heat Exchanger
A selected shell-and-tube heat exchanger must satisfy the process requirements with the allowable pressure drops until the next scheduled cleaning
of the plant. The basic logical structure of the process heat exchanger design
procedure is shown in Figure 9.10.5
First, the problem must be identified as completely as possible. Not only
matters like flow rates and compositions (condensation or boiling), inlet
and outlet temperatures, and pressures of both streams but also the exact
379
Shell-and-Tube Heat Exchangers
Problem
identification
Selection of a basic heat
exchanger type
Selection of a tentative set
of exchanger design
parameters
The elements within this
box may be done by
hand or computer
Modification
of the design
parameters
Rating of the design:
thermal performance
pressure drops
Evaluation of the design:
Q, ∆P acceptable?
Unacceptable
Acceptable
Mechanical design, costing,
etc.
Figure 9.10
Basic logic structure for process heat exchanger design. (Based on Bell, K. J., Heat Exchangers:
Thermal-Hydraulic Fundamentals and Design, Taylor and Francis, Washington, D.C., 1981.)
requirements of the process engineer and the additional information needed
for the design engineer must be discussed in detail. The main duty of the process engineer is to supply all the information to the heat exchanger designer.
At this point in the design process, the basic configuration of the heat
exchanger must be tentatively selected, i.e., whether it is to be U-tube, baffled
single-pass shell, a tube pass, baffled single-pass shell with fixed tubes, or a
shell-and-tube heat exchanger with a floating head to accommodate differential thermal expansion between the tube and the shell, if one is not unconditionally desired. The next step is to select a tentative set of exchanger design
parameters. A preliminary estimate of the heat exchanger size can be made,
as outlined in Section 9.3.1 below. Then, the initial design will be rated; that
is, the thermal performance and the pressure drops for both streams will be
calculated for this design.
380
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
9.3.1 Preliminary estimation of unit Size
The size of the heat exchanger can be obtained from Equation 2.36:
Ao =
Q
Q
=
U o ∆Tm U o F∆Tlm, cf
(9.1)
where Ao is the outside heat transfer surface area based on the outside
diameter of the tube, and Q is the heat duty of the exchanger.
First, we estimate the individual heat transfer coefficients with fouling
factors. Tables, such as Tables 9.4 and 9.5, for the estimation of individual
heat transfer coefficients or overall heat transfer coefficients are available in
various handbooks. The estimation of heat transfer coefficients is preferable
for estimating the overall heat transfer coefficient; then the designer can get
a feel for the relative magnitude of the resistances.6,7
The overall heat transfer coefficient, Uo, based on the outside diameter of
tubes, can be estimated from the estimated values of individual heat transfer
coefficients, wall and fouling resistance, and the overall surface efficiency
using Equation 2.17.
R fi
R fo
1
A 1
1
+ Ao Rw +
+
= o
+
ηo ηo ho
U o Ai ηi hi ηi
(9.2)
At this stage, it is useful to determine the distribution of the thermal resistances under clean and fouled conditions.
For the single tube pass, purely countercurrent heat exchanger, F = 1.00.
For a preliminary design shell with any even number of tube side passes,
F may be estimated as 0.9. Heat load can be estimated from the heat
balance as
p ) (Tc − Tc ) = ( mc
p ) (Th − Th
Q = ( mc
c
h
2
1
1
2
)
(9.3)
If one stream changes phase,
fg
Q = mh
(9.4)
is the mass of the stream changing phase per unit time and hfg is
where m
the latent heat of the phase change.
We need to calculate the LMTD for countercurrent flow from the four
given inlet/outlet temperatures. If three temperatures are known, the fourth
one can be found from the heat balance:
∆Tlm, cf =
(Th
1
− Tc ) − (Th − Tc
Th − Tc
ln
Th − Tc
2
2
1
2
2
1
1
)
(9.5)
381
Shell-and-Tube Heat Exchangers
TABLe 9.4
Typical Film Heat Transfer Coefficients for Shell-and-Tube Heat Exchangers
Fluid Condition
Sensible heat transfer
Water
Ammonia
Light organics
Medium organics
Heavy organics
W/(m2 · K)
5,000–7,500
6,000–8,000
1,500–2,000
750–1,500
Gas
Gas
Gas
Liquid
Liquid
Liquid
Liquid
Liquid
Heating
Cooling
Liquid
Heating
Cooling
1–2 bar abs
10 bar abs
100 bar abs
Condensing heat transfer
Steam, ammonia
Light organics
No noncondensable
Pure component, 0.1 bar abs, no noncondensable
8,000–12,000
2,000–5,000
0.1 bar, 4% noncondensable
Pure or narrow condensing range, 1 bar abs
Narrow condensing range, 1 bar abs
Medium condensing range, 1 bar abs
750–1,000
1,500–4,000
600–2,000
1,000–2,500
Medium condensing range, 1 bar abs
600–1,500
Medium condensing range, 1 bar abs
300–600
Pressure < 5 bar abs, ΔT = 25 K
Pressure 5–100 bar abs, ΔT = 20 K
5,000–10,000
4,000–15,000
Pressure < 30 bar abs, ΔT = 20 K
Pure component, pressure < 30 bar abs,
ΔT = 20 K
Narrow boiling range, pressure 20–150 bar abs,
ΔT = 15–20 K
Narrow boiling range, pressure < 20 bar abs,
ΔTmax = 15 K
Narrow boiling range, pressure < 20 bar abs,
ΔTmax = 15 K
3,000–5,000
2,000–4,000
Very heavy organics
Light organics
Medium organics
Heavy organics
Light multicomponent
mixture, all condensable
Medium multicomponent
mixture, all condensable
Heavy multicomponent
mixture, all condensable
Vaporizing heat transfer
Water
Water
Ammonia
Light organics
Light organics
Medium organics
Heavy organics
250–750
150–400
100–300
60–150
80–125
250–400
500–800
750–3,000
600–2,500
400–1,500
382
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 9.5
Approximate Overall Heat Transfer Coefficients for Preliminary Analysis
Fluids
U (W/m2 · K)
Water to water
Ammonia to water
Gases to water
Water to compressed air
Water to lubricating oil
Light organics (μ < 5 × 10–4 Ns/m2) to water
Medium organics (5 × 10–4 < μ < 10 × 10–4 Ns/m2) to water
Heavy organics (μ > 10 × 10–4Ns/m2) to lubricating oil
Steam to water
Steam to ammonia
Water to condensing ammonia
Water to boiling Freon-12
Steam to gases
Steam to light organics
Steam to medium organics
Steam to heavy organics
Light organics to light organics
Medium organics to medium organics
Heavy organics to heavy organics
Light organics to heavy organics
Heavy organics to light organics
Crude oil to gas oil
Plate heat exchangers: water to water
Evaporators: steam/water
Evaporators: steam/other fluids
Evaporators of refrigeration
Condensers: steam/water
Condensers: steam/other fluids
Gas boiler
Oil bath for heating
1300–2500
1000–2500
10–250
50–170
110–340
370–750
240–650
25–400
2200–3500
1000–3400
850–1500
280–1000
25–240
490–1000
250–500
30–300
200–350
100–300
50–200
50–200
150–300
130–320
3000–4000
1500–6000
300–2000
300–1000
1000–4000
300–1000
10–50
30–550
The problem now is to convert the area calculated from Equation 9.1 into
reasonable dimensions of the first trial. The objective is to find the right
number of tubes of diameter do and the shell diameter, Ds, to accommodate
the number of tubes, Nt, with given tube length, L:
Ao = πdo N t L
(9.6)
One can find the shell diameter, Ds, which would contain the right number
of tubes, Nt, of diameter do.
383
Shell-and-Tube Heat Exchangers
The total number of the tubes, Nt, can be predicted in fair approximation
as a function of the shell diameter by taking the shell circle and dividing it
by the projected area of the tube layout (Figure 9.7) pertaining to a single
tube A1:
N t = ( CTP )
πDs2
4 A1
(9.7)
where CTP is the tube count calculation constant which accounts for the
incomplete coverage of the shell diameter by the tubes due to necessary
clearances between the shell and the outer tube circle and tube omissions
due to tubes’ pass lanes for multitube pass design.
Based on a fixed tube sheet, the following values are suggested:
one tube pass:
CTP = 0.93
two tube passes: CTP = 0.90
three tube passes: CTP = 0.85
A1 = ( CL ) PT2
(9.8)
where CL is the tube layout constant:
CL = 1.0 for 90° and 45°
CL = 0.87 for 30° and 600°
Equation 9.7 can be written as
CTP Ds2
N t = 0.785
CL ( PR )2 d 2
(9.9)
o
where PR is the tube pitch ratio (PT/do).
Substituting Nt from Equation 9.6 into Equation 9.9, an expression for the
shell diameter in terms of main constructional diameters can be obtained as7
CL
Ds = 0.637
CTP
Ao ( PR )2 do
L
1/2
Example 9.1
A heat exchanger is to be designed to heat raw water by the use of condensed water at 67°C and 0.2 bar, which will flow in the shell side with
a mass flow rate of 50,000 kg/hr. The heat will be transferred to 30,000
kg/hr of city water coming from a supply at 17°C (cp = 4184 J/kg · K). A
single shell and a single tube pass is preferable. A fouling resistance of
(9.10)
384
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
0.000176 m2 · K/W is suggested and the surface over design should not
be over 35%. A maximum coolant velocity of 1.5 m/s is suggested to
prevent erosion. A maximum tube length of 5 m is required because of
space limitations. The tube material is carbon steel (k = 60 W/m · K). Raw
water will flow inside of 3/4in. straight tubes (19 mm OD with 16 mm
ID). Tubes are laid out on a square pitch with a pitch ratio of 1.25. The
baffle spacing is approximated by 0.6 of shell diameter, and the baffle
cut is set to 25%. The permissible maximum pressure drop on the shell
side is 5.0 psi. The water outlet temperature should not be less than 40°C.
Perform the preliminary analysis.
Solution
Preliminary Analysis—The cold water outlet temperature of at least
40°C determines the exchanger configuration to be considered. Heat
duty can be calculated from the fully specified cold stream:
p ) (Tc − Tc
Q = ( mc
c
2
Q=
1
)
30, 000
× 4179 ( 40 − 17 ) = 801 kW
3600
The hot water outlet temperature becomes
Th = Th −
2
1
Q
801 × 103
= 67 −
= 53.2°C
50, 000
( mcp )h
× 4184
3600
First, we have to estimate the individual heat transfer coefficients from
Table 9.4. We can assume the shell-side heat transfer coefficient and the
tube-side heat transfer coefficient as 5000 W/m2 · K and 4000 W/m2 · K,
respectively. Assuming bare tubes, one can estimate the overall heat
transfer coefficient from Equation 9.2 as
ln ( ro /ri )
1
1 ro 1
=
+
+ R ft + ro
U f ho ri hi
k
1
0.019 ln ( 19/16)
19 1
Uf =
+
+ 0.000176 +
16
4
,
000
2
60
5
000
,
−1
= 1428.4 W/m 2 ⋅ K
and
ln ( ro /ri )
1
1 ro 1
=
+
+ ro
U c ho ri hi
k
1
0.019 ln (19/16)
19 1
Uc =
+
+
5
000
16
4
,
000
2
60
,
−1
= 1908.09 W/m 2 ⋅ K
385
Shell-and-Tube Heat Exchangers
We need to calculate ΔTm from the four inlet and outlet temperatures.
∆Tlm, cf =
27 − 36.2
∆T1 − ∆T2
=
= 31.4°C
ln ( ∆T1/∆T2 )
27
ln
36.2
Assuming F = 0.90, then
∆Tm = 0.90 ∆Tlm, cf = 0.90 × 31.4 ≈ 28°C
Next we can estimate the required areas Af and Ac:
Af =
Q
801.93 × 103
=
= 20.05 m 2
U f ∆Tm 1428.40 × 28
Ac =
801.93 × 103
Q
=
= 15.01 m 2
U c ∆Tm 1908.09 × 28
The surface over design is Af/Ac = 1.34 (34%), which is acceptable.
Shell diameter can be calculated from Equation 9.10, where do = 0.019 m,
PR = 1.25, CTP = 0.93, CL = 1.0, and let us assume L = 3 m:
2
CL Ao ( PR ) do
Ds = 0.637
CTP
L
1.0
= 0.637
0.93
1/2
20.05 × (1.25)2 × 0.019
3
1/2
= 0.294 m ( round off to 0.30 m )
The number of tubes can be calculated from Equation 9.9 as
CTP Ds2
N t = 0.785
CL ( PR )2 d 2
o
Nt =
0.785 × 0.93 × ( 0.3)
2
1.0 × (1.25) × ( 0.019)
2
2
= 116.48 ≈ 117
386
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Baffle spacing can be taken as 0.4 to 0.6 of the shell diameter, so let
assume 0.6 Ds. This will give us B = 0.18 m, which can be rounded off to
0.2 m. Therefore, the preliminary estimation of the unit size is
Shell diameter
Tube length
Tube diameter
Baffle spaciing
Pitch ratio
DS = 0.3 m
L = 3m
OD = 19 mm, ID = 16 mm
B = 0.20 m, baffle cut 25%
PT /do = 1.25, square pitch.
Then, a rating analysis must be performed, which is presented in the
following sections.
9.3.2 rating of the Preliminary design
After determining the tentative selected and calculated constructional
design parameters, that is, after a heat exchanger is available with process
specifications, then this data can be used as inputs into a computer rating
program or for manual calculations. The rating program is shown schematically in Figure 9.11.5
In some cases, a heat exchanger may be available, and the performance
analysis for this available heat exchanger needs to be done. In that case, a
preliminary design analysis is not needed. If the calculation shows that the
required amount of heat cannot be transferred to satisfy specific outlet temperatures or if one or both allowable pressure drops are exceeded, it is necessary to select a different heat exchanger and rerate it (see Example 9.2).
For the rating process, all the preliminary geometrical calculations must
be carried out as the input into the heat transfer and the pressure drop correlations. When the heat exchanger is available, then all the geometrical
parameters are also known. In the rating process, the other two basic calculations are the calculations of heat transfer coefficients and the pressure
drops for each stream specified. If the length of the heat exchanger is fixed,
then the rating program calculates the outlet temperatures of both streams.
If the heat duty (heat load) is fixed, then the result from the rating program
Flow rates
Temperatures
Rating program
Pressures
1. Geometry calculations
Exchanger configuration
2. Heat transfer correlations
Fluid properties
3. Pressure drop correlations
Fouling factors
Outlet temperatures
(length fixed)
Length (duty fixed)
Pressure drops
Figure 9.11
The rating program. (Based on Bell, K. J., Heat Exchangers: Thermal-Hydraulic Fundamentals and
Design, Taylor and Francis, Washington, D.C., 1981.)
Shell-and-Tube Heat Exchangers
387
is the length of the heat exchanger required to satisfy the fixed heat duty of
the exchanger. In both cases, the pressure drops for both streams in the heat
exchanger are calculated.
The correlations for heat transfer and pressure drop are needed in quantitative forms, which may be available from theoretical analyses or from
experimental studies. The correlations for tube-side heat transfer coefficient
and pressure drop calculations for single-phase flow are given in Chapters
3 and 4, respectively. The correlations for two-phase flow heat transfer are
discussed in Chapter 8. The most involved correlations are those for the heat
transfer and the pressure drop on the shell-side stream, which will be discussed in the following sections.
If the output of the rating analysis is not acceptable, a new geometrical
modification must be made. If, for example, the heat exchanger cannot deliver
the amount of heat that should be transferred, then one should find a way to
increase the heat transfer coefficient or to increase the area of the exchanger.
To increase the tube-side heat transfer coefficient, one can increase the tubeside velocity, so one should increase the number of tube passes. One can
decrease baffle spacing or decrease the baffle cut to increase the shell-side
heat transfer coefficient. To increase the area, one can increase the length of
the heat exchanger or increase the shell diameter; one can also go to multiple
shells in series.
If the pressure drop on the tube side is greater than the allowable pressure
drop, then the number of tube passes can be decreased or the tube diameter
can be increased which can decrease the tube length and increase the shell
diameter and the number of tubes.
If the shell-side pressure drop is greater than the allowable pressure drop,
then baffle spacing, tube pitch, and baffle cut can be increased, or one can
change the type of baffles.
9.4 Shell-Side Heat Transfer and Pressure Drop
Predicting the overall heat transfer coefficient requires calculation of the
tube-side and shell-side heat transfer coefficients from available correlations.
For tubes in a shell-and-tube exchanger, the correlations given in Chapters 3
and 8 or from the available literature can be applied depending on the flow
conditions, as was done for the double-pipe exchanger. The shell-side analysis described below is called the Kern method.8
9.4.1 Shell-Side Heat Transfer Coefficient
The heat transfer coefficient outside the tube bundles is referred to as the
shell-side heat transfer coefficient. When the tube bundle employs baffles,
388
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
the heat transfer coefficient is higher than the coefficient for undisturbed
flow conditions along the axis of tubes without baffles. If there are no baffles,
the flow will be along the heat exchanger inside the shell. Then, the heat
transfer coefficient can be based on the equivalent diameter, De, as is done
in a double-pipe heat exchanger, and the correlations of Chapter 3 are applicable. For baffled heat exchangers, the higher heat transfer coefficients result
from the increased turbulence. In a baffled shell-and-tube heat exchanger,
the velocity of fluid fluctuates because of the constricted area between adjacent tubes across the bundle. The correlations obtained for flow in tubes are
not applicable for flow over tube bundles with segmental baffles.
McAdams3 suggested the following correlations for the shell-side heat
transfer coefficient:
ho De
DG
= 0.36 e s
µ
k
for 2 × 103 < Res =
0.55
cpµ
k
1/3
µb
µ
w
0.14
Gs De
< 1 × 106
µ
(9.11)
where ho is the shell-side heat transfer coefficient, De is the equivalent diameter on the shell side, and Gs is the shell-side mass velocity.
The properties are evaluated at the average fluid temperature in the shell.
In the above correlation, the equivalent diameter, De, is calculated along
(instead of across) the long axes of the shell. The equivalent diameter of the
shell is taken as four times the net flow area as layout on the tube sheet (for
any pitch layout) divided by the wetted perimeter:
De =
4 × free-flow area
wetted perimeter
(9.12)
For example, Figure 9.12 shows both a square and triangular-pitch layout.
For each pitch layout, Equation 9.12 applies. For the square pitch, the perimeter is the circumference of a circle and the area is a square of pitch size ( PT2 )
minus the area of a circle (the hatched section).
do
Flow
do
C
Figure 9.12
Square and triangular pitch-tube layouts.
pT
Flow
C
pT
389
Shell-and-Tube Heat Exchangers
Thus, one can write the following for the square pitch:
De =
4 ( PT2 − πdo2/4 )
πdo
(9.13)
and for the triangular pitch:
P 2 3 πdo2
4 T
−
4
8
De =
πdo/2
(9.14)
where do is the tube outside diameter.
There is no free-flow area on the shell side by which the shell-side mass
velocity, Gs, can be calculated. For this reason, fictitious values of Gs can be
defined based on the bundle crossflow area at the hypothetical tube row
possessing the maximum flow area corresponding to the center of the shell.
The variables that affect the velocity are the shell diameter, Ds, the clearance, C, between adjacent tubes, the pitch size, PT, and the baffle spacing,
B. The width of the flow area at the tubes located at center of the shell is
(Ds /PT) C and the length of the flow area is taken as the baffle spacing, B.
Therefore, the bundle crossflow area, As, at the center of the shell is
As =
DsCB
PT
(9.15)
where Ds is the inside diameter of the shell. Then, the shell-side mass
velocity is found with
Gs =
m
As
(9.16)
9.4.2 Shell-Side Pressure drop
The shell-side pressure drop depends on the number of tubes the fluid passes
through the tube bundle between the baffles as well as the length of each
crossing. If the length of a bundle is divided by four baffles, for example, all
the fluid travels across the bundle five times.
A correlation has been obtained using the product of distance across the
bundle, taken as the inside diameter of the shell, Ds, and the number of times
the bundle is crossed. The equivalent diameter used for calculating the pressure drop is the same as for heat transfer. The pressure drop on the shell side
is calculated by the following expression.8
∆ps =
f Gs2 ( N b + 1)⋅ Ds
2ρDe φ s
(9.17)
390
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
where ϕs = (μb/μw)0.14, Nb = L/B – 1 is the number of baffles, and (Nb + 1) is the
number of times the shell fluid passes the tube bundle. The friction factor, f,
for the shell is calculated from
f = exp ( 0.576 − 0.19 ln Res )
(9.18)
where
400 < Res =
Gs De
≤ 1 × 106
µ
The correlation has been tested based on data obtained on actual exchangers. The friction coefficient also takes entrance and exit losses into account.
9.4.3 Tube-Side Pressure drop
The tube-side pressure drop can be calculated by knowing the number of
tube passes, Np, and the length, L, of the heat exchanger. The pressure drop
for the tube-side fluid is given by Equation 4.17:
∆pt = 4 f
LN p um2
ρ
di
2
(9.19)
∆pt = 4 f
LN p Gt2
di 2ρ
(9.20)
or
The change of direction in the passes introduces an additional pressure
drop, Δpr, due to sudden expansions and contractions that the tube fluid
experiences during a return, which is accounted for allowing four velocity
heads per pass8:
∆pr = 4 N p
ρum2
2
(9.21)
The total pressure drop of the tube side becomes
LN p
ρum2
∆ptotal = 4 f
+ 4 Np
di
2
Example 9.2
Example 9.1 involved estimating the size of the unit. Using the estimated Ds and Nt, a selection must be made from Table 9.3. The selection
(9.22)
391
Shell-and-Tube Heat Exchangers
depends on the closest number of tubes in the table that exceed Nt of the
preliminary analysis. By selecting a shell diameter of 15.25 in., according
to TEMA standards from Table 9.3 with 124 tubes for a 2-P shell-and-tube
heat exchanger, rerate this heat exchanger for the given process specifications by using the Kern method. Note that heat duty is fixed, so the
heat exchanger length and pressure drops for both streams are to be
calculated.
Solution
The selected shell-and-tube heat exchanger for this purpose has the
following geometrical parameters:
Shell internal diameter
DS = 15 1/4 in. (=0.39 m )
Number of tubes
Tube diameter
Tube material
Baffle spacing
Pitch size
Number of tube passes
N t = 124
OD = 19 mm, ID = 16 mm
k = 60 W/m 2 ⋅ K
B = 0.2 m, baffle cut 25%
PT = 0.0254 m
Np = 2
Heat duty is fixed with the assumed outlet temperature of 40°C.
The properties of the shell-side fluid can be taken at
Tb =
67 + 53.2
= 60° C (=333 K )
2
from Appendix B (Table B.2):
ρ = 983.2 kg/m 3
c p = 4184 J/kg ⋅ K
µ = 4.67 × 10 -4 N ⋅ s/m 2
k = 0.652 W/m ⋅ K
Pr = 3.00
Properties of the tube-side water at 28.5°C ( ≈ 300 K) from Appendix B
(Table B.2), are
ρ = 996.8 kg/m 3
c p = 4179 J/kg ⋅ K
µ = 8.2 × 10 -4 N ⋅ s/m 2
k = 0.610 W/m ⋅ K
Pr = 5.65
392
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The specifications are
Maximum tube length Lmax = 5 m.
Maximum pressure drop on the shell side, ΔPs = 5 psi:
ho De
DG
= 0.36 e s
µ
k
0.55
cp µ
k
1/3
µb
µ
w
0.14
for 2 × 103 < Res < 106.
For a square-pitch tube layout,
De =
2
2
4 ( PT2 − πdo2/4) 4 ( 0.0254) − π ( 0.019 /4)
=
= 0.0242 m
π ( 0.019)
πdo
C = PT − do = 0.0254 − 0.019 = 0.0064 m
As =
DsCB ( 0.39 m ) ( 0.0064 m ) ( 0.2 m )
=
= 0.0197 m 2
PT
0.0254 m
Gs =
50, 000 kg/hr 1 hr
m
=
= 705 kg/s m 2
0.0197 m 2 3600 s
As
Re s =
Gs De (705 kg/s ⋅ m 2 ) ( 0.0242 m )
= 36, 534
=
4.67 × 10−4 N ⋅ s/m 2
µ
Tw =
1 Tc1 + Tc2 Th1 + Th2 1 17 + 40 67 + 53
+
+
= 44.25° C
= 2 2
2
2
2
2
and Tc1 = 17°C, Th1 = 67°C, Tc2 = 40°C, and Th2 = 53°C.
From Table (B.2) in Appendix B, at the approximate wall temperature
of 317 K,
µ w = 6.04 × 10−4 N ⋅ s/m 2
( 0.0242 m ) (705 kg/s ⋅ m 2 )
ho De
= 0.36
k
4.67 × 10−4 N ⋅ s / m 2
4.67 × 10−4
6.04 × 10−4
0.55
0.14
= 161.88
ho =
(161.88) ( 0.652 ) = 4361.3 W/m2 ⋅ K
0.0242
( 4184 J/kg ⋅ K ) ( 4.67 × 10−4 )
0.652 W/m ⋅ K
1/3
393
Shell-and-Tube Heat Exchangers
For the tube-side heat transfer coefficient,
Atp =
πdi2 N t π ( 0.016 m )
124
⋅
=
×
= 1.246 × 10−2 m 2
4 2
4
2
um =
t
30, 000 kg/hr
m
1 hr
=
= 0.67 m/s
ρt Atp ( 996.8 kg/m 3 ) (1.246 × 10−2 m 2 ) 3600 s
Re =
ρum di ( 996.8 kg/m 3 ) ( 0.67 m/s ) ( 0.016 m )
= 13, 049.9
=
µ
8.2 × 10−4 N ⋅ s/m 2
2
Since Re > 104, the flow is turbulent.
Using Gnielinski’s correlation,
( f /2 ) ( Re − 1000) Pr
1/2
1 + 12.7 ( f /2 ) ( Pr 2/3 − 1)
Nub =
f = (1.58 ln Re − 3.28)
−2
= [1.58 ln (13, 049.9) − 3.28]
−2
f = 0.00731
( 0.0037 ) (13049.9 − 1000) ( 5.65) = 94.06
1/2
1 + 12.7 ( 0.0037 ) ( 5.652/3 − 1)
Nub =
Nub k ( 94.06) ( 0.61 W/m ⋅ K )
=
= 3586.1 W/m 2 ⋅ K
di
0.016 m
hi =
To calculate the overall heat transfer coefficient,
Uf =
1
do
di hi
=
+
do R fi
di
+
do ln ( do /di )
2k
+ R fo +
1
ho
1
( 0.019) ( 0.000176) ( 0.019) ln ( 0.019/0.016)
1
+
+
+ 0.000176 +
4361.3
0.016
2 ( 60 )
( 0.016) ( 3586.1)
0.019
= 1028.2 W/m 2 K
Uc =
1
do
di hi
=
+
do ln ( do /di )
2k
+
1
ho
1
( 0.019) ln ( 0.019/0.0016)
1
+
+
2 ( 60 )
4361.3
( 0.016) ( 3586.1)
0.019
= 1701.7 W/m 2 K
394
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
To determine the shell-side pressure drop,
∆ps =
f Gs2 ( N b + 1) Ds
2ρDe φ s
f = exp ( 0.576 − 0.19 ln Re s )
= exp [ 0.576 − 0.19 ln ( 36, 534)] = 0.242
µ
φs = b
µw
0.14
4.67 × 10−4
=
6.04 × 10−4
0.14
= 0.9646
Nb =
5
L
−1=
− 1 = 24
0.2
B
∆p s =
( 0.242 ) (7052 ) ( 24 + 1) ( 0.39) = 25548 Pa = 3.7 psi
2 ( 983.2 ) ( 0.0242 ) ( 0.9646)
Since 3.7 < 5.0, the shell-side pressure drop is acceptable.
For the tube length,
p ) (Tc − Tc ) = ( 8.33 kg/s ) ( 4184 J/kg K ) ( 40 − 17 ) K = 801.6 kW
Q = ( mc
2
1
c
Aof =
∆Tlm, cf =
Q
U of ∆Tm
(67 − 40) − ( 53 − 17 ) = 31.3 K
∆T1 − ∆T2
=
ln ( ∆T1/∆T2 ) ln (67 − 40)/( 53 − 17 )
The F factor can be estimated as 0.95 from Figure 2.7; so,
∆Tm = F ∆Tlm, cf = ( 0.95) ( 31.3) = 29.8 K
Aof =
801, 600 W
(1028.2 W/m2 K ) ( 29.8 K )
= 26.2 m 2
Ao = πdo LN t
L=
Ao
26.2 m 2
=
= 3.54 m
πdo N t π ( 0.019 m ) (124)
This is rounded-off to 4 m. Since 4 m < 5 m, the length of the heat
exchanger is acceptable.
To calculate the tube-side pressure drop,
LN p
ρum2
∆pt = 4 f
+ 4 Np
d
2
i
4×2
996.8 × ( 0.67 )
∆pt = 4 × 0.000731 ×
+ 4 × 2 ×
= 2116.95 Pa = 0.307 psi
0.016
2
2
395
Shell-and-Tube Heat Exchangers
The heat exchanger satisfies pressure drop requirement; however, the
OS for this design is 66%, which is unacceptable. The design can be
improved/optimized with several iterations such as by choosing less
fouling liquids or by improving heat transfer coefficient.
9.4.4 Bell–delaware Method
The calculation given in Section 9.4 for shell-side heat transfer and pressure
drop analysis (Kern method) is a simplified method. The shell-side analysis
is not as straightforward as the tube-side analysis because the shell flow is
complex, combining crossflow and baffle window flow as well as baffle-shell
and bundle-shell bypass streams and complex flow patterns, as shown in
Figures 9.13 and 9.14.5,6,9–11
As indicated in Figure 9.13, five different streams are identified. The
A-stream is leaking through the clearance between the tubes and the baffle. The B-stream is the main stream across the bundle; this is the stream
desired on the shell-side of the exchanger. The C-stream is the bundle bypass
stream flowing around the tube bundle between the outermost tubes in
the bundle and inside the shell. The E-stream is the baffle-to-shell leakage stream flowing through the clearance between the baffles and the shell
(a)
A
C
A
C
B
C
B
B1
A
E
(b)
C
F
B
B
C
B
B
E
Figure 9.13
(a) Diagram indicating leaking paths for flow bypassing the tube matrix, through both the baffle clearances between the tube matrix and shell. (b) F-stream for a two tube pass exchanger.2,8
(Adapted from Butterworth, D., Two-Phase Flow Heat Exchangers: ThermalHydraulic Fundamentals
and Design, Kluwer, The Netherlands, 1988. With permission; Kern, D. Q., Process Heat Transfer,
McGraw-Hill, New York, 1950.)
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Crossflow stream
396
Penetration
area
Sealing strip
B y p a ss stre a m
Figure 9.14
Radial baffles designed to reduce the amount of bypass flow through the gap between the side
of the tube matrix and the shell.2,8 (Adapted from Spalding, D. B. and Taborek, J., Heat Exchanger
Design Handbook, Section 3.3, Hemisphere, Washington, D.C., 1983. With permission.)
inside diameter. Finally, the F-stream flows through any channel within
the tube bundle caused by the provision of pass dividers in the exchanger
header for multiple tube passes. Figure 9.13 is an idealized representation of
the streams. The streams shown can mix and interact with one another, and
a more complete mathematical analysis of the shell-side flow would take
this into account.9
The Bell–Delaware method takes into account the effects of various leakage and bypass streams on the shell-side heat transfer coefficient and pressure drop. The Bell–Delaware method is the most reliable method at present
for the shell-side analysis. In the Bell–Delaware method, the B-stream is
the main essential stream. The other streams reduce the B-stream and alter
the shell-side temperature profile, resulting in a decrease in heat transfer
coefficient.
A brief discussion of the Bell–Delaware method for the shell-side heat
transfer coefficient and the pressure drop analysis is given in this section.
9.4.4.1 Shell-Side Heat Transfer Coefficient
The basic equation for calculating the average shell-side heat transfer coefficient is given by11,12
ho = hid J c Jl Jb J s J r
(9.23)
397
Shell-and-Tube Heat Exchangers
where hid is the ideal heat transfer coefficient for pure crossflow in an ideal
tube bank and is calculated from
k
m
hid = ji c ps s s
As c ps µ s
2/3
µs
µ
s ,w
0.14
(9.24)
where ji is the Colburn j-factor for an ideal tube bank, s stands for shell,
and As is the crossflow area at the centerline of the shell for one crossflow
between two baffles.
Graphs are available for ji as a function of shell-side Reynolds number,
s/µ s As , tube layout, and pitch size. Such graphs are shown in
Re s = do m
Figures 9.15–9.17.6 As is given by Equation 9.15, i.e., the Reynolds number
is based on the outside tube diameter and on the minimum cross-section
flow area at the shell diameter. On the same graphs, friction coefficients for
ideal tube banks are also given for the pressure drop calculations. Therefore,
depending on the shell-side constructional parameters, the correction factors
must be calculated.6,10
Although the ideal values of ji and fi are available in graphical forms, for
computer analysis, a set of curve-fit correlations are obtained in the following
forms:6,11
a
1.33
ji = a1
( Res )a
PT /do
2
(9.25)
where
a=
a3
1 + 0.14 ( Re s ) 4
a
and
b
1.33
fi = b1
( Res )b
PT /do
2
(9.26)
where
b=
b3
1 + 0.14 ( Re s )
b4
Table 9.6 gives the coefficients of Equations 9.25 and 9.26.6
Jc is the correction factor for baffle cut and spacing. This factor takes into
account the heat transfer in the window and calculates the overall average
heat transfer coefficient for the entire heat exchanger. It depends on the shell
diameter and the baffle cut distance from the baffle tip to the shell inside
diameter. For a large baffle cut, this value may decrease to a value of 0.53,
398
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
10
8
6
Flow
ti o
r ic
fF
4
φ–0.14
s
10
8
6
c
Fa
r
to
1.0
8
6
PT = 1.25
d
jF
ac
φ0.14
s
2
4
∆pi ρs
2 G2s Nc
2
fi =
0.1
8
6
1.5
ji =
1.33
4
hid
(Prs )2/3
Cps Gs
n
2
tor
PT = 1.25
d
1.33
2
1.0
8
6
4
2
0.1
8
6
1.5
4
2
0.01
8
6
0.01
8
6
4
4
2
0.001
4
2
Res
1
2
4
6 8 10
2
4
6 8 102
2
4
6 8 103
Shellside Res
2
4
6 8 104
2
4
0.001
5
6 8 10
Figure 9.15
Ideal tube bank ji and fi factors for 30°C staggered layout. (From Spalding, D. B. and Taborek,
J., Heat Exchanger Design Handbook, Section 3.3, Hemisphere, Washington, D.C., 1983. With
permission.)
and it is equal to 1.0 for a heat exchanger with no tubes in the window. It may
increase to a value as high as 1.15 for small windows with a high window
velocity.
Jl is the correlation factor for baffle leakage effects including tube-to-baffle
and shell-to-baffle leakage (A- and E-streams). If the baffles are put too close
together, then the fraction of the flow in the leakage streams increases compared with the crossflow. Jl is a function of the ratio of total leakage area per
baffle to the crossflow area between adjacent baffles and also of the ratio of
the shell-to-baffle leakage area to the tube-to-baffle leakage area. A typical
value of Jl is in the range of 0.7 and 0.8.
Jb is the correction factor for bundle bypassing effects due to the clearance between the outermost tubes and the shell and pass dividers (C- and
F-streams). For a relatively small clearance between the outermost tubes
and the shell for fixed tube sheet construction, Jb ≈ 0.90. For a pull-through
floating head, larger clearance is required and Jb ≈ 0.7. The sealing strips (see
Figure 9.14) can increase the value of Jb.
Js is the correction factor for variable baffle spacing at the inlet and outlet.
Because of the nozzle spacing at the inlet and outlet and the changes in local
399
Shell-and-Tube Heat Exchangers
4
Fr
ic
tio
n
1.0
8
6
4
jF
ac
2
PT = 1.25
d
to
r
PT = 1.25
d
1.33
tor
1.5
1.5
2
4
2
4
0.01
8
6
4
2
Res
1
1.0
8
6
2
2
0.001
2
4
fi =
0.01
8
6
4
0.1
8
6
∆pi ρs
2 G2s Nc
4
10
8
6
2
φ0.14
s
0.1
8
6
1.33
Fa
c
hid
2/3
(Prs )
Cps Gs
2
Flow
ji =
f=
φ–0.14
s
10
8
6
4
6 8 10
2
4
6 8 102
2
4
6 8 103
Shellside Res
2
4
6 8 104
2
4
0.001
5
6 8 10
Figure 9.16
Ideal tube bank ji and fi factors for 45°C staggered layout. (From Spalding, D. B. and Taborek,
J., Heat Exchanger Design Handbook, Section 3.3, Hemisphere, Washington, D.C., 1983. With
permission.)
velocities, the average heat transfer coefficient on the shell side will change.
The Js value will usually be between 0.85 and 1.00. Jr applies if the shell-side
Reynolds number, Res, is less than 100. If Res < 20, it is fully effective. This
factor is equal to 1.00 if Res > 100. The combined effects of all these correction
factors for a reasonable well-designed shell-and-tube heat exchanger is of the
order of 0.60.5,12
Example 9.3
Distilled water with a flow rate of 50 kg/s enters a baffled shell-andtube heat exchanger at 32°C and leaves at 25°C. Heat will be transferred
to 150 kg/s of raw water coming from a supply at 20°C. Design a heat
exchanger for this purpose. A single shell and single tube pass is preferable. The tube diameter is 3/4” (19 mm OD with 16 mm ID) and tubes are
laid out on a 1 in. square pitch. Use the baffle spacing of 0.5 m. A maximum length of the heat exchanger of 8 m is required because of space
limitations. The tube material is 0.5 Cr-alloy (k = 42.3 W/m · K). Assume
a total fouling resistance of 0.000176 m2 · K/W. Note that surface over
400
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
10
8
6
2
Fr
ic
Flow
tio
n
Fa
c
1.0
8
6
4
jF
ac
PT = 1.25
d
1.33
tor
2
1.5
φ0.14
s
2
to
r
4
ji =
f=
φs–0.14
4
hid
2/3
(Prs )
Cps Gs
10
8
6
PT = 1.25
d
∆pi ρs
2 G2s Nc
0.1
8
6
4
2
4
1.5
2
0.01
8
6
0.01
8
6
4
4
2
0.001
4
0.1
8
6
fi =
2
1.33
1.0
8
6
2
Res
1
2
4
6 8 10
2
4
6 8 102
2
4
6 8 103
2
4
6 8 104
2
4
0.001
5
6 8 10
Shellside Res
Figure 9.17
Ideal tube bank ji and fi factors for 90°C inline layout. (From Spalding, D. B. and Taborek, J., Heat
Exchanger Design Handbook, Section 3.3, Hemisphere, Washington, D.C., 1983. With permission.)
design should not exceed 30%. The maximum flow velocity through the
tube is also suggested to be 2 m/s to prevent erosion. Perform a thermal
analysis of the heat exchanger.
Solution
The properties of the tube-side fluid at 20°C, from Appendix B, are
c p = 4182 J/kg ⋅ K
k = 0.598 W/m 2 ⋅ K
Pr = 7.01
ρ = 998.2 kg/m 3
µ = 10.02 × 10−4 N ⋅ s/m 2
The properties of the shell-side fluid at average temperature, from the
appendix, are
401
Shell-and-Tube Heat Exchangers
TABLe 9.6
Correlation Coefficients for ji and fi Equations 9.25 and 9.26
Layout
Angle
30°
45°
90°
Reynolds
Number
a1
a2
a3
a4
b1
105–104
104–103
103–102
102–10
<10
105–104
104–103
103–102
102–10
<10
105–104
104–103
103–102
102–10
<10
0.321
0.321
0.593
1.360
1.400
0.370
0.370
0.730
0.498
1.550
0.370
0.107
0.408
0.900
0.970
– 0.388
– 0.388
– 0.477
– 0.657
– 0.667
– 0.396
– 0.396
– 0.500
– 0.656
– 0.667
– 0.395
– 0.266
– 0.460
– 0.631
– 0.667
1.450
0.519
1.930
0.500
1.187
0.370
0.372
0.486
4.570
45.100
48.000
0.303
0.333
3.500
26.200
32.00
0.391
0.0815
6.0900
32.1000
35.0000
b2
– 0.123
– 0.152
– 0.476
– 0.973
– 1.000
– 0.126
– 0.136
– 0.476
– 0.913
– 1.000
– 0.148
+ 0.022
– 0.602
– 0.963
– 1.000
c p = 4179 J/kg ⋅ K
k = 0.612 W/m 2 ⋅ K
Pr = 5.75
ρ = 995.9 kg/m 3
µ = 8.15 × 10−4 N ⋅ s/m 2
To solve the problem, first estimate the number of tubes:
t = ρum Ac N t
m
Nt =
t
m
4m
4 × 150
=
=
= 373.88
ρum Ac ρπdi2 um 998.22 × π × ( 0.016)2 × 2
N t ≈ 374
The flow area through the tubes is
π ( 0.016)
πdi2
Nt =
× 374 = 0.075 m 2
4
4
2
At =
b3
b4
7.00
0.500
6.59
0.520
6.30
0.378
402
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Now estimate the shell diameter from Equation 9.9:
N t (CL ) ( PR ) do2
0.785 ( CTP )
2
Ds2 =
CTP = 0.93
CL = 1.0
2
2.54 × 10−2
( 0.019)2
374 × 1 ×
−
2
1.9 × 10
Ds =
0.7785 × 0.93
1/2
= 575 mm
which is rounded off as 580 mm.
The selected and estimated constructional parameters can be summarized as
Shell inside diameter
Number of tubes
Tube outside diameter
Tube inside diameter
Square tube pitch
Baffle spacing
DS = 0.58 m
N t = 374
do = 19 mm
di = 16 mm
PT = 0.0254 m
B = 0.5 m ( 25% cut )
Shell-Side heat Transfer Coefficient
(a) Kern Method: Estimate the crossflow area at the shell diameter:
As = ( Ds − NTC do ) B
where
NTC =
Ds 580
=
= 22.83
PT 25.4
As = ( 0.58 − 22.83 × 0.019) × 0.5 = 0.073 m 2
The equivalent diameter can be calculated from Equation 9.13:
2
2 πdo2 4 ( 2.54 × 10−2 )2 − π ( 0.019)
4 PT −
4
4
= 0.024 m
De =
=
π × 0.019
πdo
Calculate the Reynolds number:
D
50
0.024
m
Re = s e =
×
= 20169.76
As µ
0.073 8.15 × 10−4
403
Shell-and-Tube Heat Exchangers
Assuming constant properties, the heat transfer coefficient can be
estimated from Equation 9.11:
ho =
1
0.36 k 0.55 1 0.36 × 0.612
Re Pr 3 =
( 20169.76)0.55 ( 5.57 ) 3 = 3793.6 W/m2 ⋅ K
De
0.024
(b) Taborek Method: Consider the following. Taborek gives the
following correlation for the shell-side heat transfer coefficient for
turbulent flow7:
Nu = 0.2 Re s0.6 Prs0.4
where the Reynolds number is based on the tube outside diameter and
the velocity on the crossflow area at the diameter of the shell:
Re s =
d
m
ρus do
50
0.019
= s o =
= 15967.8
As µ 0.073 8.15 × 10−4
µ
Nu = 0.2 (15967.8)
hs =
0.6
( 5.57 )0.4 = 132.2
Nu ⋅ k 132.2 × 0.612
=
= 4259.09 W/m 2 ⋅ K
do
0.019
(c) Bell–Delaware Method: The shell-side heat transfer coefficient is
given by Equation 9.24:
k
m
hid = ji c ps s s
As c ps µ s
2/3
µs
µ
s, w
0.14
ji can be obtained from Figure 9.17 or from the correlation of Equation
9.25 with Table 9.6:
ji = 0.37 Res−0.395
where
Re s =
do m
= 15967.8
µ s As
ji = 0.37 (15967.8)
−0.395
= 0.0081
0.612
50
hid = 0.0081 × 4179
0.073 4179 × 8.15 × 10−4
hid = 7382.8 W/m 2 ⋅ K
2/3
404
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
It is assumed that the properties are constant. In the Bell–Delaware
method, the correction factors due to bypass and leakage stream are
provided in graphical forms depending on the constructional features
of the heat exchanger. Let us assume that the combined effect of all these
correction factors is 60%:
ho = 0.60 × 7382.8 = 4429.7 W/m 2 ⋅ K
Therefore, the three above methods have demonstrated comparable
results to estimate the shell-side heat transfer coefficient.
Ret =
ρum di 998.2 × 2 × 0.016
=
= 31878.6
µ
10.02 × 10−4
The tube-side heat transfer coefficient, hi, can be calculated from the
Petukhov–Kirillov correlation as given by Equation 3.29:
Nub =
( f /2 ) Reb Prb
1/2
1.07 + 12.7 ( f /2 ) ( Prb2/3 − 1)
f = ( 1.58 ln Reb − 3.28 )
−2
= [ 1.58 ln ( 31878.6 − 3.28 ]
−2
= 0.0058
f /2 = 0.0029
Nub =
( 0.0029)( 31878.6)(7.01)
= 224.16
1/2
1.07 + 12.7 ( 0.0029 ) ( 7.012/3 − 1)
hi = Nub ⋅
k
0.598
= 8377.98 W/m 2 ⋅ K
= ( 224.16 )
di
0.016
The overall heat transfer coefficient for the clean surface is
1
1 1 do ro ln ( ro/ri )
=
+
+
U c ho hi di
k
=
1
1 0.019 9.5 × 10−3 ln ( 19/16 )
+
+
42.3
4375 8378 0.016
U c = 2445.5 W/m 2 ⋅ K
405
Shell-and-Tube Heat Exchangers
and for the fouled surface is
1
1
1
=
+ Re ft =
+ 0.000176
U f Uc
2445.5
U f = 1709.7 W/m 2 ⋅ K
Tc2 =
p ) (Th − Th )
( mc
h
+ Tc
p)
( mc
c
Tc2 =
50 × 4179 × ( 32 − 25 )
+ 20 = 22.33° C
150 × 4182
1
2
1
( 32 − 22.3) − ( 25 − 20) = 7.09° C
LMTD =
32 − 22.3
ln
25 − 20
p ) (Th1 − Th2 ) = 50 × 4179 × ( 32 − 25 )
Q = ( mc
h
Q = 1, 462 , 650 W
Q = U f A f ∆Tm
Af =
1, 462 , 650
= 120.66 m 2
1709.7 × 7.09
Ac =
1, 462 , 650
= 84.36 m 2
2445.5 × 7.09
The over surface design is
OS =
Af
Ac
=
U c 2445.5
=
= 1.43( 43% )
U f 1709.7
which is the clean vs. fouling safety factor. The over surface design should
not be more than about 30%. Assuming 20% surface over design, the cleaning scheduling must be arranged accordingly:
Uc
= 1.20
Uf
Uf =
2445.5
Uc
≅ 2037.9 W/m 2 ⋅ K
=
1.20
1.20
406
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The corresponding total resistance can be calculate from Equation 6.2:
1
1
=
+ R ft
U f Uc
R ft = 0.0000817 m 2 ⋅ K/W
For 20% over surface design, the surface area of the exchanger becomes
A f = 1.20 Ac
A f = 1.20 × 84.36 = 101.2 m 2
The length of the heat exchanger is calculated as follows:
L=
Af
N t πdo
=
101.2
= 4.54 m
374 × π × 0.019
which is rounded off to L = 5 m.
The shell diameter can be recalculated from Equation 9.10:
2
CL A f ( PR ) do
Ds = 0.637
CTP
L
1
Ds = 0.637
0.93
1/2
101.2 × ( 2.54/1.9 )2 × 19 × 10−3
5
1/2
= 0.548 m
which is rounded off to Ds = 0.60 m.
Further analysis is suggested. Now we have a new heat exchanger to be
rerated. After calculating Ds, compare with Table 9.3 for tube counts and
shell diameter. Tabulate new constructional parameters:
Ds = 0.60 m
N t = 374
L=5m
do = 19 mm
di = 16 mm
PT = 0.0254 m
B = 0.50 m
Shell-and-Tube Heat Exchangers
407
Calculate the pressure drops on the shell side and tube side by the use of
Equations 9.17 and 9.22 and compare with the results of Example 9.4.
9.4.4.2 Shell-Side Pressure Drop
For a shell-and-tube type heat exchanger with bypass and leakage streams,
the total nozzle-to-nozzle pressure drop, determined by the Bell–Delaware
method, is calculated as the sum of the following three components
(Figure 9.18a–c).
1. The pressure drop in the interior crossflow section (baffle tip to
baffle tip); the combined pressure drop of the entire interior crossflow section is6,11,12
∆pc = ∆pbi ( N b − 1) Rl Rb
(a)
(b)
(c)
Figure 9.18
(a) Entrance, (b) internal, and (c) window.
(9.27)
408
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
where Δpbi is the pressure drop in an equivalent ideal tube bank in
one baffle compartment of central baffle spacing and Rl is the correction factor for baffle leakage effects (A- and E-streams). Typically,
Rl = 0.4 to 0.5. Rb is the correction factor for bypass flow (C- and
F-streams). Typically, Rb = 0.5 to 0.8, depending on the construction
type and number of sealing strips. Nb is the number of baffles.
2. The pressure drop in the window is affected by leakage but not
bypass. The combined pressure drop in all of the windows is calculated from
∆pw = ∆pwi N b Rl
(9.28)
where Δpwi is the pressure drop in an equivalent ideal tube bank in
the window section.
3. The pressure drop in the entrance and exit sections is affected by
bypass but not by leakage. Additionally, there is an effect due to variable baffle spacing. The combined pressure drop for entrance and
exit section is given by
∆pe = 2 ∆pbi
N c + N cw
Rb Rs
Nc
,(9.29)
where Nc is the number of tube rows crossed during flow through
one crossflow in the exchanger, and Ncw is the numbers of tube
rows crossed in each baffle window. Rs is the correction factor for
the entrance and exit section having different baffle spacing than
the internal sections due to the existence of the inlet and outlet nozzles. The correction factors are available in graphical forms in the
literature.7,10,12,13
The total pressure drop over the shell side of the heat exchanger is
∆p s = ∆pc + ∆pw + ∆pe
(9.30)
N
∆ps = [( N b − 1) ∆pbi Rb + N b ∆pwi ] Rl + 2 ∆pbi 1 + cw Rb Rs
Nc
(9.31)
The pressure drops in the nozzles must be calculated separately and added
to the total pressure drop.
In Equation 9.31, Δpbi is calculated from
G2 µ
∆pbi = 4 fi s s, w
2ρs µ s
0.14
(9.32)
409
Shell-and-Tube Heat Exchangers
Friction coefficients are given in Figures 9.15–9.17 and by Equation 9.26.
For an ideal baffle window section, Δpbi is calculated from
∆pwi =
s2 ( 2 + 0.6 N cw )
m
2ρs As Aw
(9.33)
if Res ≥ 100, and from
∆pwi = 26
s N cw
s
µs m
B
m
+ 2+
As Awρ ρ − do Dw
As Awρ s
(9.34)
if Res ≤ 100.
Calculation of the equivalent diameter of the window, Dw, the area for flow
through window, Aw, and the correction factors are given in the literature.7,11,12
The number of tube rows crossed in one crossflow section, Nc, can be estimated from
L
di 1 − 2 c
Ds
Nc =
Pp
(9.35)
Pp is defined in Figure 9.19 and can be obtained from Table 9.7, and Lc is the
baffle cut distance from baffle tip to the inside of the shell.
The number of effective crossflow rows in each window, Ncw, can be estimated from
N cw =
Flow
0.8 Lc
Pp
(9.36)
Pn
p
Pp
Figure 9.19
Tube pitches parallel and normal to flow (equilateral triangular arrangement shown).
410
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 9.7
Tube Pitches Parallel and Normal to Flow
Tube oD
(do, in.)
Tube Pitch
(p, in.)
5/8 = 0.625
3/4 = 0.750
3/4 = 0.750
13/16 = 0.812
15/16 = 0.938
1.000
3/4 = 0.750
3/4 = 0.750
1
1
1
1.000
1.000
Layout
→
→
→
→◊
→
→ →◊
→
1 1/4 = 1.250
1 1/4 = 1.250
1 1/4 = 1.250
pp
(in.)
pn
(in.)
0.704
0.814
1.000
0.406
0.469
1.000
0.707
0.866
1.250
0.884
1.082
0.707
0.500
1.250
0.884
0.625
Source: From Bell, K. J., Heat Exchangers — Thermal–Hydraulic Fundamentals and
Design, 1981. With permission.
The number of baffles, Nb, can be calculated from
Nb =
L − Bi − Bo
+1
B
(9.37)
If Bi = Bo = B, Equation 9.37 reduces to
Nb =
L
−1
B
(9.38)
The total shell-side pressure drop of a typical shell-and-tube exchanger is on
the order of 20 to 30% of the pressure drop that would be calculated without
taking into account baffle leakages and tube bundle bypass effects.11
Example 9.4
Assume that a preliminary analysis of a heat exchanger is performed
using the Kern method as in Example 9.3 (or assume that such a heat
exchanger is available), and the design parameters are as given below.
Ds = 0.58 m, number of tubes Nt = 374, the length of the heat exchanger
L = 5.0, the tube diameter is 3/4 in (19 mm OD with 16 mm ID), and tubes
are laid out on a 1 in. square pitch. The baffle spacing B = 0.5 m, and the
baffle cut is 25% of the shell inside diameter Ds. Inlet and outlet baffle
spacing and central baffle spacing are equal. Flow specifications on the
shell side and the tubes are specified in Example 9.3. The shell-side mass
flow rate is 50 kg/s. Allowable pressure drop on the shell side is 15 kPa.
The flow area through the window is calculated to be Aw = 0.076 m2.
Calculate the shell-side pressure drop using the Bell–Delaware method
and state if this heat exchanger is suitable.
411
Shell-and-Tube Heat Exchangers
Solution
Now we have to rate the heat exchanger using the Bell–Delaware
method and assuming Ds = 0.58 m, Nt = 374, L = 5 m, do = 19 mm,
di = 16 m, B = 0.50 m, a 25% baffle cut, PT = 0.0254 m, Lc = 0.25 Ds, the
tubes are laid out in square pitch, and the area of the baffle windows,
Aw = 0.076 m2.
The estimated crossflow area at the shell diameter from Example 9.3 is
As = 0.073 m 2
The number of the rows crossed in one crossflow section, Nc, can be
calculated from Equation 9.35:
Lc 0.25 Ds
=
= 0.25
Ds
Ds
From Table 9.7,
Pp = 1 in. = 0.0254 m
L
Ds 1 − 2 c
D
s
Nc =
Pp
N c = 0.58 × [ 1 − 2 × ( 0.25)]/0.0254 ≅ 12
The Reynolds number is based on the tube outside diameter and the
velocity on the crossflow area at the diameter of the shell. Note that distilled water circulates on the shell side:
Re s =
do
m
ρus do
=
µ
As µ
which was calculated in Example 9.3 as
Re s = 15, 968
Now, calculate the Fanning friction coefficient, which is given by
Equation 9.26:
b
1.33
f i = b1
( Res )b
PT /do
2
Since PT/d0 ≈ 1.33, this equation can be simplified to
f i = b1 ( Re s ) 2
b
412
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
From Table 9.6, b1 = 0.391, b2 = –0.148; therefore, the friction coefficient
f i = 0.391(15, 968)
−0.148
= 0.093
If there were no leakage or bypass, the pressure drop in one crossflow
section can be calculated from Equation 9.32:
∆pbi = 4 fi
Gs =
Gs2 µ s, w
2ρ s µ s
0.14
Nc
s
m
50
= 684.9 kg/m 2 s
=
As 0.073
∆pbi = 4 × 0.0933 ×
684.92
× 12 = 1055 Pa
2 × 995.9
Assuming Rb = 0.60 and Rl. = 0.4, the combined pressure drop of the
entire interior crossflow section can be calculated from Equation 9.27:
∆pc = ∆pbi ( N b − 1) Rl Rb
∆pc = 1137 ( 9 − 1) 0.60 × 0.4 = 2.18 kPa
where Nb is the number of baffles:
Nb =
L
−1
B
For an ideal baffle window section, Δpwi is calculated from Equation 9.33.
The number of effective crossflow rows in each window, Ncw, can be estimated from Equation 9.36:
N cw =
0.8 Lc
Pp
where Pp is given in Table 9.7 as 0.0254 m. Lc is the baffle cut distance
from the baffle tip to the shell inside diameter:
Lc = 0.25 Ds = 0.25 × 0.580 = 0.145 m
N cw =
0.8 × 0.145
= 4.6 ≅ 5
0.0254
The area of flow through the baffle windows is
Aw = Awg − Awt
413
Shell-and-Tube Heat Exchangers
where Awg is the gross window area and Awt is the window area occupied
by tubes. The expressions to calculate Awg and Awt are given by Taborek6
and Bell.11,12 Here it is given as Aw = 0.076 m 2, then, from Equation 9.33,
∆pwi =
s2 ( 2 + 0.6 N cw )
m
2ρAs Aw
∆pwi =
502 ( 2 + 0.6 × 5)
= 1131 Pa
2 × 995.9 × 0.073 × 0.076
The total pressure drop in all the windows is
∆pw = ∆pwi N b Rl
∆pw = 1131 × 9 × 0.4 = 4072 Pa
The total pressure drop over the heat exchanger on the shell side can be
calculated from Equation 9.31:
N
∆ps = [( N b − 1) ∆pbi Rb + N b ∆pwi ] Rl + 2 ∆pbi 1 + cw Rb Rs
Nc
Baffle spacing in the inlet, exit, and central regions are equal, so Rs = 1:
5
∆ps = [( 9 − 1) × 1105 × 0.60 + 9 × 1131] 0.4 + 2 × 1105 × 1 +
12
× 0.60 = 8.07 kPa
which is less than the allowable pressure drop, so the heat exchanger is
suitable. The shell-side pressure drop could be overestimated if it were
calculated without baffle leakage and without tube bundle bypass effects.
Now calculate the shell-side pressure drop by the use of the Kern
method, which does not take into account the baffle leakage and bypass
effects. The shell-side pressure drop can be calculated from Equation 9.17:
∆ps =
f Gs2 ( N b + 1) Ds
2ρDe φ s
where De is the equivalent diameter, which is calculated from Equation
9.13 and is given in Example 9.3 as
De = 0.024 m
The friction coefficient is calculated from Equation 9.18, where
D
D
m
Re s = s e = Gs e
As As
µ
414
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
which is given in Example 9.3 as
Re s ≈ 20170
Then,
f = exp ( 0.576 − 0.19 ln Re s )
f = 0.271
Assuming that ϕs = 1 and inserting the calculated values into Equation
9.17, Δps becomes
∆p s = f Gs2
( N b + 1) Ds
2ρDe φ s
( 9 + 1) × 0.58
50
0.073 2 × 995.9 × 0.024 × 1
2
= 0.271
Pa
= 15400 Pa = 15.4 kP
The shell-side pressure drop obtained by Bell-Delaware method is about
48% lower than that obtained by the Kern method.
Example 9.5
Distilled water with a mass flow rate of 80,000 kg/hr enters the shellside of an exchanger at 35°C and leaves at 25°C. The heat will be transferred to 140,000 kg/hr of raw water coming from a supply at 20°C. The
baffles will be spaced 12 in. apart. A single shell and single tube pass
is preferable. The tubes are 18 BWG tubes with a 1 in. outside diameter (OD = 0.0254 m, ID = 0.0229 m) and they are laid out in square pitch.
Shell diameter is 15.25 in. A pitch size of 1.25 in. and a clearance of 0.25
in. are selected. Calculate the length of the heat exchanger and the pressure drop for each stream. If the shell-side allowable maximum pressure
drop is 200 kPa, will this heat exchanger be suitable?
Solution
The tube-side specifications are
Outer diameter
Inner diameter
Flow area
Wall thickness
do
di
Ac
tw
= 1 in. = 0.0254 m
= 0.902 in. = 0.0229108 m
= 0.639 in.2 = 0.00041226 m 2
= 0.049 in. = 0.0012446 m
Calculate the mass flow rate (from problem statement) by
t =
m
14, 000 kg/hr
= 38.89 kg/s
3600 s/hr
415
Shell-and-Tube Heat Exchangers
The shell-side specifications are
PT = 1.25 in. = 0.03175 m
C= 0.25 in. = 0.00635 m
B = 12 in. = 0.3048 m
Ds = 15.25 in. = 0.38735 m
Pitch size
Clearance
Baffle spacing
Shell diameter
Calculate the mass flow rate (from problem statement) by
s =
m
80, 000 kg/hr
= 22.22 kg/s
3600 s/hr
For a single pass shell-and-tube heat exchanger with a diameter of
15.25 in., from Table 9.3, the number of tubes, Nt, in a 1.25 in. square pitch
with an outer tube diameter of 1 in. is 81 tubes.
The shell-side fluid properties at a 30°C average temperature from
Appendix B (Table B.2) are
c p = 4.1785 kJ/kg ⋅ K
µ b = 0.000797 kg/m ⋅ s
k = 0.614 W/m ⋅ K
ρ = 995.7 kg/m 3
Pr = 5.43
The properties of water at 22.5°C are
c p = 4.179 kJ/kg ⋅ K
µ b = 0.00095 kg/m ⋅ s
k = 0.6065 W/m ⋅ K
ρ = 997 kg/m 3
Pr = 6.55
The mean temperature difference is determined as
∆Tlm, cf =
R=
P=
∆T1 − ∆T2 ( 35 − 25) − ( 25 − 20)
=
= 7.21°C
∆T
35 − 25
ln 1
ln
25 − 20
∆T2
Th − Th
( 35 − 25) = 2
=
Tc − Tc
( 25 − 20)
1
2
2
1
Tc1 − Tc2 25 − 20
333
=
= 0.3
Th1 − Tc1 35 − 20
416
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The correction factor is assumed to be F ≈ 1.
Calculate the shell-side heat transfer coefficient by
As =
Gs =
( Ds CB) = ( 0.38735 × 0.00635 × 0.3048) = 0.02361 m2
0.03175
Pt
s
22.22 kg/s
m
=
= 941.107 kg/m 2 ⋅ s
As 0.02361 m 2
2
2
4 ( Pt2 − πdo2 /4) 4 ( 0.03175) − π ⋅( 0.0254) /4
= 0.02513 m
De =
=
π ⋅ 0.0254
πdo
Re s =
De Gs 0.02513 ⋅ 941.107
=
= 29673.8
µ
0.000797
Therefore, the flow of the fluid on the shell side is turbulent. Using
McAdam’s correlation, Equation 9.11, we get the Nusselt number:
DG
Nu = 0.36 e s
µb
0.55
cp µ b
k
0.33
0.02513 × 941.107
= 0.36
0.000797
µb
µ
w
0.55
0.14
4178.5 × 0.000797
0.614
0.33
0.000797
0.00086
0.14
= 179.39
It is assumed that the tube wall temperature is 26°C and μw = 0.00086
kg/m· s.
The shell-sidve heat transfer coefficient, ho, is then calculated as
ho =
Nu ⋅ k 179.30 × 0.614
=
= 4, 383.09 W/m 2 ⋅ K
De
0.02513
Calculate the tube side heat transfer coefficient by
At =
πdi2 π × ( 0.02291)
=
= 0.0004122 m 2
4
4
Atp =
N t At
81 × 0.0004122
=
= 0.03339 m 2
Number of passes
1
Gt =
t
m
38.889
=
= 1164.6 kg/m 2 ⋅ s
Atp 0.03339
ut =
Gt 1164.6
=
= 1.1682 m/s
ρ
997
2
Ret =
ut ρdi 1.1682 × 997 × 0.02291
= 28, 087.5
=
0.00095
µ
417
Shell-and-Tube Heat Exchangers
Therefore, the flow of the fluid on the tube side is turbulent. Using the
Petukhov–Kirillov correlation,
( f /2 ) Re Pr
1/2
1.07 + 12.7 ( f /2 ) ( Pr 2/3 − 1)
Nu =
where f = (1.58 ln Re – 3.28)–2 = [1.58 × ln (28,087.5) – 3.28]–2 = 0.0060
Nu =
( 0.006/2 ) × 28087.5 × 6.55
= 196.45
1/2
1.07 + 12.7 × ( 0.006/2 ) × (6.552/3 − 1)
The tube-side heat transfer coefficient, hi, is then found as
hi =
Nu ⋅ k 196.45 × 0.6065
=
= 5200.5 W/m 2 ⋅ K
0.02291
di
The overall heat transfer coefficient, Uo, is determined by the following
equation:
Uo =
=
1
do ln ( do /di ) 1
do
+
+
2k
di hi
ho
1
0.0254 × ln ( 0.0254/0.02291)
0.0254
1
+
+
0.02291 × 5200.5
2 × 54
4383.09
= 2147.48 W/m 2 ⋅ K
To find the area and, consequently, the length of heat exchanger, the
required heat transfer rate must first be determined. This heat transfer
rate is determined by
s c p (Th − Th ) = 22.22 × 4178.5 × ( 35 − 25) = 928.5 kW
Q =m
1
2
The heat transfer rate is also defined as
Q = U o AF∆Tlm, cf
Therefore, the area can be determined by
A=
928.5 × 1000
Q
=
= 59..93 m 2
U o F∆Tlm, cf 2147.48 × 1 × 7.2135
418
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
and the length is
L=
A
59.77
=
= 9.28 m
N t πDo 81 × π × 0.0254
The shell-side pressure drop can be calculated from Equation 9.17:
∆ps =
f Gs2 ( N b + 1) Ds
2ρDe φ s
NL =
L
9.28
−1=
− 1 ≈ 29
B
0.3048
f = exp ( 0.576 − 0.19 ln Rs )
f = exp ( 0.576 − 0.19 ln 29, 673.8) = 0.2514
0.2514 × ( 941.107 ) × ( 29 + 1) × 0.38735
2
∆ps =
7.97
2 × 995.7 × 0.02513 ×
8.6
0.14
= 52 , 257 Pa = 52.3 kPa
∆ps = 52.3 kPa < 200 kPa
Therefore, this heat exchanger is suitable.
The tube-side pressure drop can be calculated from Equation 9.22:
LN p
ρu2
∆pt = 4 f
+ 4 Np m
di
2
1.1682 2
4 × 0.0060 × 9.28 × 1
+ 4 + 1 × 997 ×
∆pt =
0.02291
2
= 9300 Pa = 9.3 kPa
The above analysis can be repeated using the Bell–Delaware method.
The Bell–Delaware method assumes that in addition to flow specifications on the shell side, the shell-side geometrical data must be known
or specified. With this geometrical information, all remaining geometrical parameters needed in the shell-side calculations can be calculated or
estimated by methods given by Palen and Taborek10 and Example 9.5 can
be repeated with the Bell–Delaware method (a thermal design project).
Application of the complex Bell–Delaware method to calculate correction factors to the heat transfer and the pressure drops in different sections of the shell side is provided in detail by Biniciogullari14 for given
process specifications.
Shell-and-Tube Heat Exchangers
419
Nomenclature
Ac
Af
Ai
Ao
As
Aw
B
Bi
Bo
C
Cp
Ds
Dw
do
di
F
fi
G
hfg
hi
hid
ho
Jb
Jc
Jl
Jr
Js
ji
ks
kw
L
Lc
s
m
t
m
Nb
Nc
Ncw
heat transfer area without fouling, m2
heat transfer area with fouling, m2
heat transfer area based on the inside surface area of tubes, m2
heat transfer area based on the outside surface area of tubes, m2
crossflow area at or near shell centerline, m2
area for flow through baffle window, m2
baffle spacing, m
baffle spacing at the inlet, m
baffle spacing at the outlet, m
clearance between the tubes, m
specific heat at constant pressure, J/kg · K
shell inside diameter, m
equivalent diameter of baffle window, m
tube outside diameter, m
tube inside diameter, m
correction factor to LMTD for noncounterflow systems
friction factor for flow across an ideal tube bank
mass velocity, kg/m2 · s
latent heat of evaporation, J/kg
tube-side heat transfer coefficient, W/m2 · K
shell-side heat transfer coefficient for ideal tube bank, W/m2 · K
shell-side heat transfer coefficient for the exchanger, W/m2 · K
bundle bypass correction factor for heat transfer
segmental baffle window correction factor for heat transfer
baffle leakage correction factor for heat transfer
laminar flow heat transfer correction factor
heat transfer correction factor for unequal end baffle spacing
Colbum j-factor for an ideal tube bank
thermal conductivity of shell-side fluid, W/m · K
thermal conductivity of tube wall, W/m · K
effective tube length of heat exchanger between tube sheets, m
baffle cut distance from baffle tip to inside of shell
shell-side mass flow rate, kg/s
tube-side mass flow rate, kg/s
number of baffles in the exchanger
number of tube rows crossed between baffle tips of one baffle
compartment
number of tube rows crossed in one baffle window
420
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Nt
Nu
Pn
Pr
PT
Q
Rb
Rf,i
Rf,o
Rft
Rs
Res
T
Tc
Th
Tw
Uc
Uof
um
Δpbi
Δps
Δpwi
ΔTc, ΔTh
ΔTlm
ΔTm
μs
μt
ρs, ρt
ϕs
total number of tubes or total number of holes in tube sheet for
U-tube bundle
Nusselt number
pitch size, m
Prandtl number
pitch size, m
heat duty of heat exchanger, W
bundle bypass correction factor for pressure drop
tube-side fouling resistance referring to the inside tube surface,
m2 · K/W
shell-side fouling resistance referring to the outside tube surface,
m2 · K/W
total fouling, m2 · K /W
baffle end zones correction factor for pressure drop
shell-side Reynolds number
temperature, °C, K
cold fluid temperature, °C, K
hot fluid temperature, °C, K
wall temperature, °C, K
overall heat transfer coefficient for clean surface based on the
outside tube area, W/m2 · K
overall heat transfer coefficient for fouled surface based on the
outside tube area, W/m2 · K
average velocity inside tubes, m/s
pressure drop for one baffle compartment in crossflow, based on
ideal tube bank, Pa
total shell side pressure drop, Pa
pressure drop in one ideal window section of a segmentally baffled
exchanger, Pa
cold and hot end terminal temperature differences, °C, K
log mean temperature differences, °C, K
effective or true mean temperature difference, °C, K
shell fluid dynamic viscosity at average temperature, mPa/s
tube fluid dynamic viscosity at average temperature, mPa/s
shell- or tube-side fluid density, respectively, at average temperature of each fluid, kg/m3
viscosity correction factor for shell-side fluids, (μw/μb)0.14.
421
Shell-and-Tube Heat Exchangers
PRoBLEMS
9.1.
Crude oil at a flow rate of 63.77 kg/s enters the exchanger at 102°C
and leaves at 65°C. The heat will be transferred to 45 kg/s of tube
water (city water) coming from a supply at 21°C. The exchanger
data are given below: 3/4” OD, 18 BWG tubes on a 1 in. square
pitch; 2 tube passes and 4 tube passes will be considered. Tube
material is carbon steel. The heat exchanger has one shell. Two
different shell diameters of ID 35 and 37 inches should be studied. Baffle spacing is 275 mm. Calculate the length of the heat
exchanger for clean and fouled surfaces. Also calculate:
a. tube side velocity for 1–2 and 1–4 arrangements
b. overall heat transfer coefficients for clean and fouled surfaces
c. pressure drops
d. pumping powers.
The allowable shell-side and tube-side pressure drops are 60 and
45 kPa, respectively. The following properties are given:
9.2.
Shell Side
Tube Side
Specific heat, J/kg · K
Dynamic viscosity, Ν · s/m2
2177
0.00189
4186.8
0.00072
Thermal conductivity, W/m · K
Density, kg/m3
Prandtl number
Maximum pressure loss, Pa
0.122
786.4
33.73
60,000
0.605
995
6.29
45,000
Water at a flow rate of 60 kg/s enters a baffled shell-and-tube
heat exchanger at 35°C and leaves at 25°C. The heat will be transferred to 150 kg/s of raw water coming from a supply at 15°C.
You are requested to design the heat exchanger for this purpose.
A single shell and single tube pass is preferable. The tube diameter is 3/4” (19 mm OD with 16 mm ID) and tubes are laid out on
a 1 in. square pitch. A maximum length of the heat exchanger
of 8 m is required because of space limitations. The tube material is 0.5 Cr-alloy. Assume a total fouling resistance of 0.000176
m2 · K/W. Note that surface over design should not exceed 30%.
Reasonable design assumptions can be made along with the calculation if necessary. Calculate the shell diameter, number of
422
9.3.
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
tubes, fluid velocities, shell-side heat transfer coefficient, overall
heat transfer coefficient, mean temperature difference, total area,
and pressure drops. Is the final design acceptable? Discuss your
findings.
Distilled water at a flow rate of 80,000 kg/hr enters an exchanger
at 35°C and leaves at 25°C. The heat will be transferred to 140,000
kg/hr of raw water coming from a supply at 20°C. The baffles
will be spaced 12 in. apart. Write a computer program to determine the effects of varying tube size and configuration as well
as shell diameter on thermal characteristics, size, and fluid flow
characteristics of the shell-and-tube type heat exchanger. 1-P, 2-P,
and 4-P configurations will be considered. The exchanger data
are given below:
3/4” OD, 18 BWG tubes on a 1 in. square pitch
3/4” OD, 18 BWG tubes on a 1 in. triangular pitch.
9.4.
9.5.
Study three different shell diameters of 15 1/4, 17 1/4, and
19 1/4 in. Calculate the length of this heat exchanger for clean
and fouled surfaces. A 120,000 N/m2 pressure drop may be
expended on both streams. Will this heat exchanger be suitable?
For the pumping power, assume a pump efficiency of 80%.
A heat exchanger is available to heat raw water by the use of condensed water at 67°C which flows in the shell side with a mass
flow rate of 50,000 kg/hr. Shell side dimensions are as follows:
Ds = 19.25 in., PT = 1.25 in. (square), and baffle spacing = 0.3 m.
The raw water enters the tubes at 17°C with a mass flow rate of
30,000 kg/hr. Tube dimensions are as follows: do = 1 in. = 0.0254
m (18 BWG tubes), di = 0.902 in. The length of the heat exchanger
is 6 m with two passes. The permissible maximum pressure drop
on the shell side is 1.5 psi. Water outlet temperature should not
be less than 40°C. Calculate:
a. outlet temperatures
b. heat load of the heat exchanger
Is the heat exchanger appropriate for this purpose?
Distilled water at a flow rate of 20 kg/s enters an exchanger at
35°C and leaves at 25°C. The heat will be transferred to 40 kg/s of
raw water coming from supply at 20°C. Available for this service
is a 17.25” ID exchanger having 166, 3/4” OD tubes (18 BWG) and
laid out on a 1 in. square pitch. The bundle is arranged for two
passes and baffles are spaced 12 in. apart. Calculate the length
of this heat exchanger if all the surfaces are clean. Will this heat
Shell-and-Tube Heat Exchangers
9.6.
9.7.
9.8.
423
exchanger be suitable? Assume fouling factors. A 12 × 104 N/m2
pressure drop may be expended on both streams.
A 1–2 baffled shell-and-tube type heat exchanger is used
as an engine oil cooler. Cooling water flows through tubes
at 25°C at a rate of 8.16 kg/s and exits at 35°C. The inlet and
outlet temperatures of the engine oil are 65°C and 55°C,
respectively. The heat exchanger has a 15.25” ID shell and
18 BWG, 0.75” OD tubes. A total of 160 tubes are laid out on a
15/16” triangular pitch. Assuming Rfo = 1.76 × 10 –4 m2 · K/W,
AoRw = 1.084 × 10 –5 m2 · K/W, ho = 686 W/m2 · K, Ao/Ai = 1.1476,
and Rfi = 8.8 × 10 –5 m2 · K/W, find:
a. the heat transfer coefficient inside the tubes
b. the total surface area of the heat exchanger.
A water-to-water system is used to test the effects of changing
tube length, baffle spacing, tube pitch, pitch layout, and tube
diameter. Cold water at 25°C and 100,000 kg/hr is heated by
hot water at 100°C , also at 100,000 kg/hr. The exchanger has a
31 in. ID shell. Perform calculations on this 1–2 shell-and-tube
heat exchanger for the following conditions, as outlined in the
examples, and put together an overall comparison chart.
a. 3/4 in. OD tubes, 12 BWG laid out on a 1 in. triangular pitch;
3 baffles per meter of tube length. Analyze the exchanger for
tube lengths of 2, 3, 4, and 5 m.
b. 3/4 in. OD tubes, 12 BWG laid out on a 1 in. triangular pitch;
2 m long. Analyze for baffle placement of 1 baffle per meter
of tube length, 2 baffles per meter of tube length, 3 baffles per
meter of tube length, 4 baffles per meter of tube length, and
5 baffles per meter of tube length.
c. 3/4 in. OD tubes, 12 BWG; 2 m long; 4 baffles per meter of
tube length. Analyze the exchanger for tube layouts of 15/16
in. triangular pitch, 1 in. triangular pitch, and 1 in. square
pitch.
d. 1 m OD tubes, 12 BWG; 4 m long; 9 baffles. Analyze the
exchanger for tube layouts of 1.25 in. triangular pitch and
1.25 in. square pitch.
e. 3/4 in. OD tubes, 12 BWG laid out on a 1 in. triangular pitch;
2 m long; 4 baffles per meter of tube length. Analyze the
exchanger for 2, 4, 6, and 8 tube passes, and compare to the
case of true counterflow (i.e., 1 tube pass).
A sugar solution (ρ = 1080 kg/m3, cp = 3601 J/kg · K, kf = 0.5764
W/m · K, μ = 1.3 × 10 –3 N · s/m2) flows at rate of 60,000 kg/hr
424
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
and is to be heated from 25°C to 50°C. Water at 95°C is available
at a flow rate of 75,000 kg/hr (cp = 4004 J/kg · K). It is proposed
to use a one shell pass and two tube pass shell-and-tube heat
exchanger containing 3/4 in. OD, 16 BWG tubes. The velocity of
the sugar solution through the tube is 1.5 m/s, and the length of
the heat exchanger should not be more than 3 m because of the
space limitations. Assume that the shell-side heat transfer coefficient is 700 W/m2 · K. Thermal conductivity of the tube material
is 52 W/m · K.
a. Calculate the number of tubes and the tube-side (sugar) heat
transfer coefficient.
b. Calculate the overall heat transfer coefficient.
c. Calculate the length of this heat exchanger. Is this heat
exchanger acceptable?
DESIGN PRojECT 9.1
Design of an oil Cooler for Marine Applications
The following specifications are given:
Fluid
Inlet temperature (°C)
Outlet temperature (°C)
Pressure drop limit (kPa)
Total mass flow rate (kg/s)
SAE-30 oil
Sea Water
65
56
140
20
20
32
40
—
A shell-and-tube heat exchanger type with geometrical parameters can be
selected. The heat exchanger must be designed and rated. Different configurations of shell-and-tube types can be tested. A parametrical study is expected
to develop with a suitable final design; mechanical design will be performed
and the cost will be estimated; follow the chart given in Figure 9.10.
DESIGN PRojECT 9.2
The shell-and-tube type oil cooler for marine applications given in Design
Project 9.1 can be repeated for a lubricating oil mass flow rate of 10 and 5 kg/s
while keeping the other specifications constant.
DESIGN PRojECT 9.3
Design a shell-and-tube heat exchanger to be used as a crude oil cooler.
120 kg/s of crude oil enters the shell side of the heat exchanger at 102°C and
leaves at 65°C. The coolant to be used is city water entering the tube side
at 21°C with a flow rate of 65 kg/s. Shell-side pressure drop is limited to
Shell-and-Tube Heat Exchangers
425
150 kPa. Design and rating expectations are the same as outlined in Design
Project 9.1.
DESIGN PRojECT 9.4
Problems 9.1, 9.2, 9.3, and 9.7 can be assigned as students’ thermal design
projects. Materials selection, parametric study, mechanical design, technical
drawings of various components, assembly, and the cost analysis must be
included.
References
1. Tubular Exchanger Manufacturers Association (TEMA), Standards of the Tubular
Exchanger Manufacturers Association, 7th ed., Tarrytown, NY, 1988.
2. Butterworth, D., Condensers and their design, in Two-Phase Flow Heat
Exchangers: ThermalHydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E.,
and Fernandes, E. O., Eds., Kluwer, The Netherlands, 1988.
3. Fraas, A. P., Heat Exchanger Design, John Wiley & Sons, New York, 1989.
4. Kakaç, S., Bergles, A. E., and Mayinger, F., Eds., Heat Exchangers: ThermalHydraulic Fundamentals and Design, Taylor and Francis, Washington, D.C., 1981.
5. Bell, K. J., Preliminary design of shell and tube heat exchangers., in Heat
Exchangers: Thermal-Hydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E.,
and Mayinger, F., Eds., Taylor and Francis, Washington, D. C., 1981, 559.
6. Taborek, J., Shell-and-tube heat exchangers, in Heat Exchanger Design Handbook,
Schlünder, E. U., Ed., Hemisphere, Washington, D.C., 1983, Section 3.3.
7. Taborek, J., Industrial heat exchanger design practices, in Boilers, Evaporators and
Condensers, Kakaç, S., Ed., John Wiley & Sons, New York, 1991, 143.
8. Kern, D. Q., Process Heat Transfer, McGraw-Hill, New York, 1950.
9. Tinker, T., Shell-side characteristics of shell-and-tube heat exchangers, in General
Discussion on Heat Transfer, Institute for Mechanical Engineering and ASME,
New York and London, 1951, 97.
10. Palen, J. W. and Taborek, J., Solution of shell-side flow pressure drop and heat
transfer by stream analysis method, Heat Transfer—Philadelphia, CEP Symp.
Series No. 92, Vol. 66, 1969, 53.
11. Bell, K. J., Delaware method of shell-side design, in Heat Transfer Equipment
Design, Shah, R. K., Sunnarao, E. C., and Mashelkar, R. A., Eds., Taylor and
Francis, Washington, D.C., 1988.
12. Bell, K. J., Delaware method for shell side design, in Heat Exchangers: ThermalHydraulic Fundamentals and Design, Kakaç, S., Bergles, A. E., and Mayinger, F.,
Eds., Taylor and Francis, Washington D. C., 1981, 581.
13. Hewitt, G. F., Shires, G. L., and Bott, T. R., Process Heat Transfer, CRC Press, Boca
Raton, FL, 1994.
14. Biniciogullari, D., Comparative study of shell-and-tube heat exchangers versus
gasketed-plate heat exchangers, M.S. Thesis, METU, Ankara, 2001.
This page intentionally left blank
10
Compact Heat Exchangers
10.1 Introduction
Compact heat exchangers of plate- and tube-fin types, tube bundles with small
diameters, and regenerative type are generally used for applications where
gas flows. A heat exchanger having a surface area density greater than about
700 m2/m3 is quite arbitrarily referred to as a compact heat exchanger. The heat
transfer surface area is increased by fins to increase the surface area per unit
volume and there are many variations available.1–3 A heat exchanger is referred
to as a microheat exchanger if the surface area density is above 10,000 m2/m3.
Compact heat exchangers are widely used in industry especially as gasto-gas or liquid-to-gas heat exchangers; some examples are vehicular heat
exchangers, condensers and evaporators in air-conditioning and refrigeration industry, aircraft oil coolers, automotive radiators, oil coolers, unit air
heaters, intercoolers of compressors, and aircraft and space applications.
Compact heat exchangers are also used in cryogenics process, electronics,
energy recovery, conservation and conversion, and other industries. Some
examples of compact heat exchanger surfaces are shown in Figure 10.1.1,2
10.1.1 Heat Transfer enhancement
The main thermal hydraulic objective of compact heat exchangers is to produce more efficient heat exchange equipment for minimizing cost, which is
to reduce the physical size of a heat exchanger for a given duty.
In heat exchangers, depending on the application, plain or enhanced/augmented heat transfer surfaces are used; either the heat transfer coefficient is
increased or the surface is augmented. The main goal is to obtain high heat
transfer rates under the specified conditions. Heat transfer between a wall
and the fluid is given by
Q = hA (Tw − T f )
(10.1)
Q = ( hA )p (Tw − T f )
(10.2)
or
427
428
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
(a)
(b)
(c)
40
43.3
23
25
2
20
Plain fin
Offset
strip fin
21.65
Dimensions in mm
Figure 10.1
Finned-tube geometries used with circular tubes: (a) plate fin-and-tube used for gases; (b) individually finned tubes; (c) plainfin and offsetfin. (From Webb, R. L., Principles of Enhanced Heat
Transfer, John Wiley & Sons, New York, 1994. With Permission.)
The ratio of the hA of an augmented surface to that of a plain surface is
defined as the enhancement ratio, which is1
E=
hA
( hA)p
(10.3)
There are several methods to increase the hA value:
1. The heat transfer coefficient can be increased without an appreciable
increase in the surface area.
2. The surface area can be increased without appreciable changes in
the heat transfer coefficient.
429
Compact Heat Exchangers
3. Both the heat transfer coefficient and the surface area can be
increased.
Heat transfer from a finned surface (augmented) is given by Equation 2.15:
Q = ηhA (Tw − T f )
(10.4)
Q = ηhA∆T
(10.5)
Af
η = 1 −
(1 − η f )
A
(10.6)
or
where
where A is the total surface area of the finned surface. The total heat transfer
rate, Q, between the fluids can be determined from Equation 2.7:
Q = UA∆Tm
(2.7)
The term 1/UA is the overall thermal resistance, which is expressed by
Equation 2.16:
Rt =
R fi
R fo
1
1
1
=
+
+ Rw +
+
UA ηi hi Ai ηi Ai
ηo Ao ηo ho Ao
(2.16)
which includes fouling on both sides of the heat exchanger surface. The fouling characteristics of an enhanced surface must be considered.
As can be seen from Equations 2.7 and 2.16, the performance of the heat
exchanger will be increased if the UA term is increased or the overall thermal resistance is reduced. The details of the principles of performance evaluation for single-phase and two-phase flows can be found in the literature.1,3
The heat transfer enhancement increases with either or both of the hA terms,
that is, decreased convective resistance on both sides. It can be seen from the
above, that the increased UA term will contribute to the following:
1. Reduction of the size of the heat exchanger: if the heat duty is
kept constant, under the same temperature conditions, the length
of the heat exchanger may be reduced. If the length and the inlet
temperatures are kept constant, then the heat exchange rate will
increase.
430
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
2. If the heat duty Q and the total length L are kept constant, then ΔTm
may be reduced. This provides increased thermodynamic process
efficiency (the second law efficiency) and yields lower system operational cost.
3. For fixed heat duty, Q, the pumping power can be reduced. However,
this will dictate that the enhanced heat exchanger operate at a
smaller velocity than the plain surface. This will require increased
frontal area.
Selection of one of the above improvements will depend on the objectives
of designing the heat exchanger. The most important factor, in general, is the
size reduction, which results in cost reduction.
There are various techniques used for heat transfer enhancement, which
are segregated in two groups: (1) the active techniques that require external power to the surface (surface vibration, acoustic, or electric field), and
(2) the passive techniques, which use specific surface geometries with surface augmentation, which is the case generally applied in designing compact
heat exchangers; the heat transfer coefficient may or may not be increased.
The heat transfer coefficient of an enhanced surface, which is given by the
Colburn modulus, J, and frictional factor of the surface, f, are usually presented as a function of the Reynolds number (DhG/μ):
j=
h
Pr 2/3
Gc p
(10.7)
The friction factor of an enhanced surface in a single-phase flow is higher
than the smooth surface when operated at the same Reynolds number.
Therefore, the enhanced surface would be allowed to operate at a higher
pressure drop. The plain surface would give a higher heat transfer coefficient if it were also allowed to operate at a higher velocity, giving the same
pressure drop as the enhanced surface. Therefore, the actual performance
improvement cannot be obtained by calculating h/hp and f/f p at the same
Reynolds number (at equal velocities).
Performance evaluation allows us to make a simple surface performance
comparison between the thermal resistances of both fluid streams. The performance analysis allows the designer to quickly identify the most effective
surface or other enhancement techniques of variable choices. If one of the
fluids in the heat exchanger undergoes a phase change, then this exchanger
is called a two-phase heat exchanger. Some of the examples are evaporators,
boilers, reboilers, and condensers. In two-phase flow heat exchangers, pressure drop of phase-changing fluid may affect the mean temperature difference in the heat exchanger, and the performance evaluation must take this
effect into account. In a single-phase flow, the reduced pumping power can
be considered an objective function, which is not applicable to the two-phase
Compact Heat Exchangers
431
flow situation. A detailed analysis of performance evaluation criteria for
two-phase flow heat exchangers is presented by Webb.1
As mentioned before, compact heat exchangers are widely used in industry. Some examples are vehicular heat exchangers, condensers and evaporators in air conditioning and refrigeration units, oil coolers in aircrafts,
radiators in automobiles, etc.
Most common compact heat exchangers are plate- and tube-fin heat
exchangers. Adding fins increases the heat transfer surface area of these
types of heat exchangers. Due to the small passage dimensions, passageto-passage nonuniformities, and geometrical variations, accurate characterization of the heat transfer surface is difficult. In addition, due to the
ever-decreasing flow passages and the ever-increasing compactness, some of
the assumptions applicable to normal heat exchangers may not be valid for
compact heat exchangers, especially for microheat exchangers, which find
wider and wider applications. In this chapter, we are going to introduce the
design of only tube- and plate-fin heat exchangers.
10.1.2 Plate-Fin Heat exchangers
In this type, each channel is defined by two parallel plates separated by
fins or spacers. Fins or spacers are sandwiched between parallel plates or
formed tubes. Examples of compact plate heat exchangers are shown in
Figure 10.2.4 Fins are attached to the plates by brazing, soldering, adhesive
bonding, welding, mechanical fit, or extrusion. Alternate fluid passages are
connected in parallel by end heads to form two sides of a heat exchanger.
Fins are employed on both sides in gas-to-gas heat exchangers.
In gas-to-liquid heat exchanger applications, fins are usually employed
only on the gas side where the heat transfer coefficient is lower; if fins are
employed on the liquid side, the fins provided a structural strength. The fins
used in a plate heat exchanger may be plain and straight fins, plain but wavy
fins, or interrupted fins such as strip, louver, and perforated fins.
10.1.3 Tube-Fin Heat exchangers
In a tube-fin exchanger, round, rectangular, and elliptical tubes are used
and fins are employed either on the outside, the inside, or both the outside and the inside of the tubes, depending upon the application. In a
gas-to-liquid heat exchanger, the gas-side heat transfer coefficient is very
low compared with the liquid-side heat transfer coefficient; therefore, no
fins are needed on the liquid side. In some applications, fins are also used
inside the tubes. The liquids flow in the tube side, which can accommodate high pressures. Tube-fin heat exchangers are less compact than platefin heat exchangers. Examples of tube-fin heat exchangers are shown in
Figure 10.3.4
432
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Louvered air fins
Turbulator strip
Side bar
Header
bar
Tube
plates
Tube
plates
Side
bar
Corrugated
air fins
Louvered
air fins
Bar and plate
Tube
Header bar
Bar and plate
Turbulator strip
Louvered air fins
Reinforcement
rod
Tube
Louvered
air fins
Header
Formed plate fin
Formed plate fin
Louvered
air fins
Tube
plates
Louvered
air fins
Tube
Header
Turbulator strip
Drawn cup
Tube and center
Figure 10.2
Plate-fin heat exchangers. (Courtesy of Harrison Division, General Motors Corp., Lockport,
NY.)
433
Compact Heat Exchangers
(a)
(b)
Header
Header
Air fin
Air fin
Tube
Tube
(c)
Louvered
air fins
Header
Tube
Figure 10.3
Tube-fin heat exchangers. (Courtesy of Harrison Division, General Motors Corp., Lockport,
NY.)
Fins on the outside tubes may be categorized as (1) flat or continuous (plain,
wavy, or interrupted) external fins on an array of tubes, (2) normal fins on
individual tubes, or (3) longitudinal fins on individual tubes.
10.2 Heat Transfer and Pressure Drop
10.2.1 Heat Transfer
As outlined earlier, compact heat exchangers are available in a wide variety
of configurations of the heat transfer matrix. Their heat transfer and pressure-drop characteristics have been studied by Kays and London.3
434
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
0.060
1.00''
0.402''
0.040
0.030
δ = 0.013''
0.125''
0.866''
cµ
(Gch p ) ( kp )
2/3
f
0.020
0.010
0.008
0.006
0.004
0.3
0.4
0.6
0.8 1.0
1.5 2.0
3.0
DhG/µ × 10–3
4.0
6.0
8.0 10.0
Figure 10.4
Heat transfer and friction factor for a circular tube continuous fin heat exchanger. Surface
8.0-3/8 T: tube OD = 1.02 cm; fin pitch = 3.15/cm; fin thickness = 0.033 cm; fin area/total
area = 0.839; air-passage hydraulic diameter = 0.3633 cm; free-flow area/frontal area, σ = 0.534;
heat transfer area/total volume = 587 m 2/m3. (From Kays, W. M. and London, A. L., Compact
Heat Exchangers, 3rd ed., McGraw-Hill, New York, 1984. With permission.)
The heat transfer and pressure-drop characteristics of various configurations for use as compact heat exchangers are determined experimentally.
Figures 10.4–10.7 and 10.9 show typical heat transfer and friction factor data
for different configurations of compact heat exchangers.3,5 For fin-tube type
configuration, five different surface geometries are given in Table 10.1 and
shown in Figure 10.8. Also, data for the heat transfer and friction coefficients
for four different plain plate-fins types are shown in Figure 10.9, and geometrical data are given in Table 10.1.
Note that there are three dimensionless groups governing these correlations, which are the Stanton, Prandtl, and Reynolds numbers:
St =
cpµ
h
GDh
; Pr =
; Re =
Gc p
k
µ
(10.8)
435
Compact Heat Exchangers
0.060
0.050
0.040
Best
interpretation
Air
flow
0.020
0.861''
0.975''
0.42''
0.900''
0.015
(Gch p ) ( ckpµ )
2/3
f
0.030
0.019''
0.1147''
0.010
0.008
0.006
0.005
0.4 0.5 0.6
0.8 1.0
1.5
2.0
3.0
DhG/µ × 10–3
4.0
5.0 6.0
8.0 10.0
Figure 10.5
Heat transfer and friction factor for flow across circular finned-tube matrix. Surface CF-8.72(c):
tube OD = 1.07 cm; fin pitch = 3.43/cm; fin thickness = 0.048 cm; fin area/total area = 0.876; airpassage hydraulic diameter, dh = 0.443 cm; free-flow area/frontal area, σ = 0.494; heat transfer
area/total volume = 446 m2/m3. (From Kays, W. M. and London, A. L., Compact Heat Exchangers,
3rd ed., McGraw-Hill, New York, 1984. With permission.)
where G is the mass velocity or mass flux, defined as
G = ρumax =
m
Amin
(10.9)
is the total mass flow rate of fluid, and Amin is the minimum free-flow
m
cross-sectional area, regardless of where this minimum occurs.
The value of the hydraulic diameter for each configuration is specified in
Figures 10.4–10.6 and in Table 10.1.
The hydraulic diameter is defined as four times the flow passage volume
divided by the total heat transfer area:
Dh = 4
LAmin
A
(10.10)
436
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
B
0.070
0.060
0.050
0.040
A
0.030
Air
flow
s
1.121''
f
0.020
0.645''
(Gch p ) ( ckpµ )
2/3
B
1.35''
A
0.010
0.1149''
Spacing
A
B
0.008
0.006
δ = 0.010''
s
1.232 in.
1.848 in.
0.005
0.004
1.0
2.0
3.0
4.0
6.0 8.0 10.0
DhG/µ × 10–3
Figure 10.6
Heat transfer and friction factor for flow across finned-tube matrix. Surface CF-8.7-5/8 J: tube
OD = 1.638 cm; fin pitch = 3.43/cm; fin thickness = 0.0254 cm; fin area/total area = 0.862; airpassage hydraulic diameter, Dh = 0.5477 cm (a), 1.1673 cm (b); free-flow area/frontal area,
σ = 0.443 (a), 0.628 (b); heat transfer area/total volume = 323.8 m2/m3 (a), 215.6 m2/m3 (b). (From
Kays, W. M. and London, A. L., Compact Heat Exchangers, 3rd ed., McGraw-Hill, New York, 1984.
With permission.)
where L is the flow length of the exchanger matrix, LAmin is the minimum
free flow passage volume, and A is the total heat transfer area. Once the
Reynolds number for flow is known, the heat transfer coefficient (Colburn
modules, JH = St Pr2/3) and the friction factor, f, for flow across the matrix can
be evaluated.
The overall heat transfer coefficient based on the gas-side surface area in
a gas–liquid heat exchanger neglecting fouling effects can be written from
Equation 2.17 as
1
A 1
1
= t + At Rw +
ηo ho
U o Ai hi
where ηo is the outside overall surface efficiency, defined as
ηo = 1 −
Af
(1 − η f )
At
(10.11)
437
Compact Heat Exchangers
0.060
0.050
f
0.040
0.030
0.020
9.29-0.737-SR
11.32-0.737-SR
9.68-0.870-R
9.68-0.870
9.1-0.737-S
0.015
19.86 Plain fins
(h/Gcp)(µcp /k)
2/3
0.010
0.008
9.29-0.737-SR
11.32-0.737-SR
0.006
0.005
9.68-0.870
0.004
0.003
0.4
9.1-0.737-S
19.86 Plain fins
0.5 0.6
0.8
1.0
1.5
2
3
Re = 4Rh G/µf × 10–3
4
6
8
10
Figure 10.7
Heat transfer and friction factor for flow across finned flat-tube matrix for the surfaces shown
in Figure 10.8 and Table 10.1. (From Kays, W. M. and London, A. L., Compact Heat Exchangers,
3rd ed., McGraw-Hill, New York, 1984. With permission.)
and At (=Au + Af) is the total external air-side surface area.
The overall heat transfer coefficient based on the internal surface area
becomes
1
1
A 1
= + Ai Rw + i
At ηo ho
U i hi
(10.12)
If both sides are finned, Equation 10.12 becomes
1
1
A 1
=
+ Ai Rw + i
At ηo ho
U i ηi hi
(10.13)
438
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
0.100''
0.55''
0.737''
Surface
Air flow
0.120''
0.436''
0.55''
1.06''
Surface
0.103''
9.68-0.870
0.120''
0.110''
9.1-0.737-S
1.05''
0.18''
0.025''
Surface
0.55''
0.79''
0.25''
0.108''
9.29-0.737-S-R
0.737''
0.103''
0.25''
Surface
0.737''
0.100''
0.87''
0.025''
0.79''
0.100''
0.87''
0.436''
0.18''
0.18''
0.025''
9.68-0.870-R
0.79''
0.25''
Surface
0.088''
11.32-0.737-S-R
Figure 10.8
Various flattened tube-platefin compact surfaces for which test data are presented in Figure
10.7. (From Kays, W. M. and London, A. L., Compact Heat Exchangers, 3rd ed., McGraw-Hill, New
York, 1984. With permission.)
The air-side conductance is
K=
ηo ho At
Ai
(10.14)
Generally, an increase in the number of fins per centimeter will increase
the conductance by increasing the ratio At/Ai. Also, the use of more closely
spaced fins will increase the heat transfer coefficient, ho, because of a smaller
hydraulic diameter. Alternatively, the use of a special fin configuration, such
as a wavy fin, will produce a higher heat transfer coefficient. The outside
surface efficiency, ηo , is influenced by the fin thickness, thermal conductivity, and fin length. The fin efficiency, η f , may be calculated from appropriate
graphs or equations given in most heat transfer textbooks.
Compact Heat Exchangers
(a)
(b)
Air flow
0.050
0.040
Plain fins
l /4rh = 35.0
0.030
0.25"
0.1006"
l /4rh = 24.7
0.330"
0.1354"
0.25"
0.010
0.005
l /4rh = 10.3
0.47"
5.3
14.77
Circular
tubes
11.1
19.86
5.3
0.006
0.003
Surface 11.1
11.1
19.86
0.004
0.18"
14.77
0.015
0.008
Surface 14.77
l /4rh = 20.6
(h/Gcp)(µcp /k) 2/3
0.020
Surface 19.86
Long tubes
(L/D ) = 35
(L/D ) = 20
0.4 0.5 0.6
0.8 1.0
1.5
2
3
Re = 4Rh G/ µf × 10–3
4
5
6 7 8 9 10
0.3774"
Surface 5.3
439
Figure 10.9
Heat transfer and friction factor for four plain plate-fin heat transfer matrixes of Table 10.1. (From Kays, W. M. and London, A. L., Compact Heat
Exchangers, 3rd ed., McGraw-Hill, New York, 1984. With permission.)
440
Heat Transfer Matrix Geometries for Plate Plain-Fin and Fin Flat-Tube Types for Which Test Data are Presented in Figures 10.7 and
10.9
Extended Area
Area
Area
Free Flow
Area
Volume Between
Plates
(β, m2/m3)
Core
Volume
(β, m2/m3)
Frontal
Area
(σ)
Fins
(per
cm)
Hydraulic
Diameter
(Dh , cm)
Plate
Spacing
(b, cm)
Tube or Fin
Thickness
(cm)
Total Area
Surface
Designation
Plate plain-fin type
5.30
11.10
14.77
19.86
13.46
28.19
37.52
50.44
0.051
0.257
0.215
0.152
1.194
0.635
0.838
0.635
0.0152
0.0152
0.0152
0.0152
0.719
0.730
0.831
0.833
Fin flat-tube type
9.68-0.870
24.587
0.2997
0.0102
0.795
751.3
0.697
9.68-0.870-R
24.587
0.2997
0.0102
0.795
751.3
0.697
9.1-0.737-S
23.114
0.3565
0.0102
0.813
734.9
0.788
9.29-0.737-S-R
28.753
0.3510
0.0102
0.845
885.8
0.788
11.32-0.737-S-R
23.596
0.3434
0.0102
0.814
748.0
0.780
511.8
1095.8
1210.6
1493.0
Source: From Kays, W. M. and London, A. L., Compact Heat Exchangers, 3rd ed., McGraw-Hill, New York, 1984. With permission.
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 10.1
441
Compact Heat Exchangers
10.2.2 Pressure drop for Finned-Tube exchangers
For flow normal to finned-tube banks such as illustrated in Figures 10.4–10.7,
the total pressure drop, namely, the difference between the pressures at the
inlet and outlet, is given by Kays and London3:
ρ
At ρi
+ ( 1 + σ 2 ) i − 1
f A
ρ
ρ
min
o
(10.15)
Amin minimum free-flow area
=
A fr
frontal areaa
(10.16)
At
4 L total heat transfer area
=
=
Amin Dh
minimum flow area
(10.17)
∆p =
G2
2ρi
where
σ=
G=
ρu∞A fr ρu∞
=
Amin
σ
(10.18)
In this equation, ρ is the average density evaluated at the average temperature between the inlet and outlet, or it can also be estimated by averaging the
fluid-specific volume between the inlet and outlet as
1 1 1 1
=
+
ρ 2 ρi ρo
(10.19)
The friction factor, f, for some tube-plate fin heat exchangers has been
found experimentally and plotted in Figures 10.4–10.7 (Refs. 3,5) and accounts
for fluid friction against solid walls and for the entrance and exit losses. The
second term on the right-hand-side of Equation 10.15 accounts for the acceleration or deceleration of flow. This term is negligible for liquids for which
the density is essentially constant.
10.2.3 Pressure drop for Plate-Fin exchangers
Consider plate-fin exchanger surfaces as shown in Figure 10.8. The total pressure drop for flow across the heat exchanger matrix is given as3,6
∆p =
G2
( kc + 1 − σ 2 ) + 2 ρρi − 1 + f AA ρρi − (1 − ke − σ 2 ) ρρi
2ρi
o
o
min
(10.20)
442
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The first term inside the bracket shows the entrance effect, the second term
shows the flow acceleration effect, the third term shows the core friction, and
the last term represents the exit effect.
In Equation 10.20, the frictional pressure drop generally dominates and
accounts for about 90% or more of the total pressure drop across the core. The
friction factor, f, has been found experimentally and plotted in Figure 10.9
for the surfaces shown in Figure 10.8. The entrance and exit losses become
important for short cores, small values of σ , high values of the Reynolds
number, and gases. They are negligible for liquids. Typical values of the contraction loss coefficient, kc, and the enlargement loss coefficient, ke, are given
by Kays and London.3
Example 10.1
Air at 1 atm and 400 K and with a velocity of U∞ = 10 m/s flows across
a compact heat exchanger matrix having the configuration shown in
Figure 10.4. Calculate the heat transfer coefficient, h, and frictional pressure drop for the air side. The length of the matrix is 0.6 m.
Solution
At 400 K and 1 atm, the properties of air from Appendix B are
ρ = 0.8825 kg/m 3
µ = 2.29 × 10−5 kg/m ⋅ s
c p = 1013 Jk/g ⋅ K
Pr = 0.719
Figure 10.4 demonstrates
Amin
= σ = 0.534 and Dh = 0.3633 cm
A fr
Then,
ρu∞A fr
ρu
0.8825 × 10
= ∞=
= 16.53 kg/( m 2 ⋅ s )
Amin
σ
0.534
GDh 16.53 × 0.3633 × 10−2
Re =
=
= 2622
µ
2.29 × 10−5
G=
443
Compact Heat Exchangers
From Figure 10.4, for Re = 2,622, we can obtain
h
Pr 2/3 = 0.0071
Gc p
h = 0.0071 ×
Gc p
Pr 2/3
= 0.0071 ×
16.53 × 1013
( 0.719)2/3
h = 148.1 W/m 2 ⋅ K
For Re = 2,622, from Figure 10.4, f = 0.025 and so
G 2 At
2ρ a Amin
4×L
4 × 0.6
=
=
= 660.6
0.3633 × 10−2
Dh
∆p f = f
At
Amin
Then,
∆p f = 0.025 ×
16.532
× 660.6 = 2556 Pa
2 × 0.8825
Example 10.2
Air at 2 atm and 500 K with a velocity of U∞ = 20 m/s flows across a
compact heat exchanger matrix having the configuration shown in
Figure 10.8 (surface 11.32-0737-S-R). Calculate the heat transfer coefficient
and the frictional pressure drop. The length of the matrix is 0.8 m.
Solution
For air at 500 K and 2 atm, from Appendix B,
ρ = 1.41 kg/m 3
c p = 1030 J/kg ⋅ K
µ = 2.69 × 10 -5 kg/m ⋅ s
Pr = 0.718
The mass flux G is
G=
ρu∞A fr ρu∞ 1.41 × 20
m
=
=
=
= 36.15 kg/m 2 ⋅ s
σ
0.78
Amin
Amin
444
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
and the Reynolds number becomes
Re =
GDh 36.15 × 0.3434 × 10−2
=
= 4615
µ
2.69 × 10−5
From Figure 10.7, for Re = 4,615, we get
h
⋅ Pr 2/3 = 0.0058
Gc p
h = 0.0058
Gc p
Pr 2/3
h = 0.0058 ×
∆p f = f
36.15 × 1030
= 278.7 W/m 2 ⋅ K
( 0.718)2/3
At ρi G 2
Amin ρ 2ρi
At
4×L
4 × 0.8
=
=
= 932
Amin
Dh
0.3434 × 10−2
For Re = 4,615, from Figure 10.7, f = 0.023 and ρi ρo ≈ 1:
∆p f = 0.023 × 932 ×
( 36.15)2
2 × 1.41
= 9934 N/m 2
Example 10.3
Air enters the core of a finned-tube heat exchanger of the type shown in
Figure 10.5 at 1 atm and 30°C. The air flows at a rate of 1,500°kg/h perpendicular to the tubes and exits with a mean temperature of 100°C. The
core is 0.5 m long with a 0.25 m2 frontal area. Calculate the total pressure
drop between the air inlet and outlet and the average heat transfer coefficient on the air side.
Solution
The air densities at the inlet and the outlet are, from Appendix B,
ρi = 1.177 kg/m 3
ρo = 0.954 kg/m 3
The properties at the bulk temperature of (100 + 30)/2 = 65°C, from
Appendix B, are
445
Compact Heat Exchangers
ρ = 1.038 kg/m 3
Pr = 0.719
µ = 2.04 × 10−5 kg/m ⋅ s
c p = 1.007 kJ/kg ⋅ K
One can also use information from the caption of Figure 10.5, Dh = 0.443
cm and σ = 0.494, or the pressure drop is calculated from Equation 10.15:
βA fr L βL
At
=
=
σ
Amin
A fr σ
where
At
4L
4 × 0.5
=
=
= 451.5
Amin Dh 0.00443
Amin = σ A f = 0.494 × 0.25 = 0.124 m 2
G=
1500
1
m
=
×
= 3.36 kg/m 2 ⋅ s
Amin 3600 0.124
Re =
GDh 3.36 × 0.00443
=
= 729
µ
2.04 × 10−5
(Note the deletion of kg/m s in the second line of this group of equations.)
From Figure 10.5, for Re = 729 and f = 0.057,
∆p = ( 3.36)
2
1
1.177
1.177
−1
+ (1 + 0.4942 )
0.057 × 451.5 ×
0.954
2 × 1.177
1.038
= 141.3 N/m 2
For the heat transfer coefficient, the Colburn modulus (h/Gcp) Pr2/3 can be
read from Figure 10.5 for Re = 729 as 0.0165.
h
Pr 2/3 = 0.0165
Gc p
h = 0.0165 × 3.36 × 1.007 × 103 × ( 0.719)
h ≈ 70 W/m 2 ⋅ K
−2/3
446
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Nomenclature
A
Af
Afr
Amin
At
Au
d
Dh
f
G
k
h
U∞
V
β
Δp
ΔT
ηf
ηo
µ
ρ
area, m2
finned area, m2
frontal area, m2
minimum free-flow area, m2
total heat transfer area on the outside, m2
unfinned area, m2
diameter of the tube, m
hydraulic diameter, m
friction factor
mass velocity, kg/m2 · s
thermal conductivity, W/m · K
heat transfer coefficient, W/m2 · K
free stream velocity, m/s
volume of the core, m3
heat transfer area density, m2/m3
pressure drop, N/m2
temperature difference, K, °C
fin efficiency
overall surface efficiency
viscosity, kg/m · s
density, kg/m3
PRoBLEMS
10.1.
10.2.
Air at 1 atm and 400 K and with a velocity of 10 m/s flows across
the compact heat exchanger shown in Figure 10.6a and exits with
a mean temperature of 300 K. The core is 0.6 m long. Calculate
the total frictional pressure drop between the air inlet and outlet
and the average heat transfer coefficient on the air side.
Air enters the core of a finned tube heat exchanger of the type
shown in Figure 10.4 at 2 atm and 150°C. The air mass flow rate
is 10 kg/s and flows perpendicular to the tubes. The core is 0.5 m
long with a 0.30 m2 frontal area. The height of the core is 0.5 m.
Water at 15°C and at a flow rate of 50 kg/s flows inside the tubes.
Airside data are given on Figure 10.4. For water side data, assume
that σw = 0.129, Dh = 0.373 cm, and waterside heat transfer area/
total volume = 138 m2/m3. This is a rating problem. Calculate:
a. the airside and waterside heat transfer coefficients
b. overall heat transfer coefficient based on the outer (airside)
surface area
c. total heat transfer rate and outlet temperatures of air and water.
Compact Heat Exchangers
10.3.
10.4.
10.5.
10.6.
10.7.
10.8.
10.9.
447
Hot air at 2 atm and 500 K at a rate of 8 kg/s flows across a circular finned-tube matrix configuration shown in Figure 10.6. The
frontal area of the heat exchanger is 0.8 m × 0.5 m and the core is
0.5 m long. Geometrical configurations are shown in Figure 10.6.
Calculate:
a. the heat transfer coefficient
b. the total frictional pressure drop between the air inlet and
outlet.
Repeat Problem 10.3 for a finned-tube matrix shown in Figure 10.5
and discuss the results.
Repeat Problem 10.1 for the heat exchanger matrix configuration
in Figure 10.8 for the matrix 9.1-0.737-s as given in Table 10.1.
Repeat Problem 10.2 for the heat exchanger matrix configuration shown in Figure 10.8 for the surface 11.32-0.737-S-R (see
Table 10.1).
Air at 2 atm and 500 K and at a rate of 12 kg/s flows across a
plain plate-fin matrix of the configuration shown in Figure 10.8
and in Table 10.1 for the surface 9.68–0.870. The frontal area is
0.8 m × 0.6 m and the length of the matrix is 0.6 m. Calculate:
a. the heat transfer coefficient
b. the friction coefficient.
Repeat Problem 10.5 for a finned-tube matrix of the configuration
shown in Figure 10.8 for the surface 9.68-0.870-R (see Figure 10.7)
geometrical configuration given in Table 10.1.
An air-to-water compact heat exchanger is to be designed to
serve as an intercooler in a gas turbine plant. Geometrical details
of the proposed surface (surface 9.29-0.737-S-R) for the air side
are given in Figure 10.8 and Table 10.1. Hot air at 2 atm and 400
K with a flow rate of 20 kg/s flows across the matrix. The outlet temperature of air is 300 K and the allowable pressure drop
is 0.3 bar. Water at 17°C and a flow rate of 50 kg/s flows inside
the flat tubes. Water velocity is 1.5 m/s. Waterside geometrical
details are
Dh = 0.373 cm
σ w = 0.129
water − side heat transfer area
= 138 m 2/m 3
total volume
10.10. Repeat Problem 10.7 for air at a flow rate of 15 kg/s while everything else remains the same.
448
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
10.11. An aircooled refrigerant condenser is to be designed. A flattened
tube with corrugated fins will be used. The surface selected for
the matrix is similar to Figure 10.4. The cooling load (heat duty)
is 125 kW. The refrigerant 134A condenses inside the tubes at 310
K. Air enters the condenser at 18°C and leaves at 26°C. The mean
pressure is 2 atm. Calculate:
a. the air side heat transfer coefficient
b. the tube side condensation heat transfer coefficient.
The airside geometrical configurations for the surface 7.75-5/8 T are3
Tube OD = 1.717 m
Tube arrangement = staggered
Fins/inch = 7.75
Fin type = plain
Fin thickness = 0.41 × 10 –3 m
Minimum free-flow area/frontal area, σ = 0.481
Hydraulic diameter, Dh = 3.48 × 10 –3 m
Heat transfer area/total volume, α = 554 m2/m3
10.12. An air-to-water compact heat exchanger is to be designed to
serve as an intercooler for a 4,000 hp gas turbine plant. The heat
exchanger is to meet the following heat transfer and pressuredrop performance specifications:
Air-side operating conditions:
Flow rate = 25 kg/s
Inlet temperature = 500°C
Outlet temperature = 350°C
Inlet pressure = 2 × 105 N/m2
Pressure drop rate = 8%
Water side operating conditions:
Flow rate = 50 kg/s
Inlet temperature = 290 K
10.13. Design a heat exchanger asking the surface given in Figure
10.8 (surface 9.29-0.737-S-R). Fins are continuous aluminum.
The geometrical data for the air side are given in Table 10.1. On
the water side, the flatted tube is 0.2 cm × 1.6 cm. The inside
diameter of the tube before it was flattened was 1.23 cm, with
a wall thickness of 0.025 cm. Water velocity inside is 1.5 m/s.
The design should specify the core size and the core pressure
drop.
449
Compact Heat Exchangers
DESIGN PRojECT 10.1
Design of the Cooling System and Radiator of a Truck
Some of the design specifications as applicable to a typical truck are given as
Heat load:
Water inlet temperature:
Water outlet temperature:
Air inlet temperature:
Air outlet temperature:
Air pressure:
Air pressure drop:
Core matrix of the radiator:
100 kW
80°C
70°C
35°C
46°C
100 kPa
0.3 kPa
to be selected
Different compact surfaces must be studied and compared for the thermal
and hydraulic analysis of the radiator. A parametric study is expected to
develop an acceptable final design which includes the selection of a pump,
materials selection, mechanical design, drawings, and cost estimation.
DESIGN PRojECT 10.2
Design of an Air-Cooled Refrigeration Condenser
The process specifications and the geometrical parameters of the condenser
are given in Design Project 10.1. Two different compact surfaces given in
this chapter, including 7.75-5/8,3 will be analyzed and compared. The final
design will include materials selection, mechanical design, technical drawings, and cost estimation.
References
1. Webb, R. L., Principles of Enhanced Heat Transfer, John Wiley & Sons, New York,
1994.
2. Kakaç, S., Shah, R. K., and Mayinger, F., Eds., Low Reynolds Number Flow Heat
Exchangers, Hemisphere, Washington, DC, 1982.
3. Kays, W. M. and London, A. L., Compact Heat Exchangers, 3rd ed., McGraw-Hill,
New York, 1984.
4. Kakaç, S., Bergles, A. E., and Mayinger, F., Eds., Heat Exchangers: ThermalHydraulic Fundamentals and Design, Hemisphere, Washington, DC, 1981.
5. Fraas, A. P., Heat Exchanger Design, 2nd ed., John Wiley & Sons, New York, 1989.
6. Özisik, M. N., Heat Transfer — A Basic Approach, McGraw-Hill, New York, 1985.
7. Bejan, A., Heat Transfer, John Wiley & Sons, New York, 1993.
This page intentionally left blank
11
Gasketed-Plate Heat Exchangers
11.1 Introduction
Gasketed-plate heat exchangers (the plate and frame) were introduced
in the 1930s mainly for the food industries because of their ease of cleaning, and their design reached maturity in the 1960s with the development
of more effective plate geometries, assemblies, and improved gasket materials. The range of possible applications has widened considerably and, at
present, under specific and appropriate conditions, overlaps and successfully competes in areas historically considered to be the domain of tubular
heat exchangers. They are capable of meeting an extremely wide range of
duties in many industries. Therefore, they can be used as an alternative to
tube-and-shell type heat exchangers for low- and medium-pressure liquidto-liquid heat transfer applications.
The design of plate heat exchangers is highly specialized in nature considering the variety of designs available for the plates and arrangements that
possibly suit various duties. Unlike tubular heat exchangers for which design
data and methods are easily available, plate heat exchanger design continues
to be proprietary in nature. Manufacturers have developed their own computerized design procedures applicable to the exchangers they market.
11.2 Mechanical Features
A typical plate and frame heat exchanger is shown in an exploded view
in Figures 11.1 and 1.14.1 The elements of the frame are a fixed plate, compression plate, pressing equipment, and connecting ports. The heat transfer
surface is composed of a series of plates with parts for fluid entry and exit in
the four corners (Figure 11.2). The flow pattern through a gasketed-plate heat
exchanger is illustrated in Figure 11.3.1
451
452
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Pressure plate
Upper carrying bar
Support
column
l
Alfa lava
Frame plate
Lower guiding bar
Tightening bolts
Plate pack
Figure 11.1
Gasketed-plate heat exchangers. (Courtesy of Alfa-Laval Thermal AB.)
Figure 11.2
A chevron-type heat exchanger plate. (Courtesy of Alfa-Laval Thermal AB.)
Gasketed-Plate Heat Exchangers
453
Figure 11.3
Flow diagram in a single-pass counterflow arrangement. (Courtesy of Alfa-Laval Thermal AB.)
11.2.1 Plate Pack and the Frame
When a package of plates are pressed together, the holes at the corners of
the plates form continuous tunnels or manifolds, leading the media from
the inlets into the plate package, where they are distributed into the narrow
channels between the plates. The plate pack is tightened by means of either
a mechanical or hydraulic tightening device that permits control of tightening pressure to the desired level. These passages formed between the
plates and corner ports are arranged so that the two heat transfer media can
flow through alternate channels, always in countercurrent flow. During the
passage through the apparatus, the warmer medium will give some of its
heat energy through the thin plate wall to the colder medium on the other
side. Finally, the medium are led into similar hole-tunnels as in the inlets
at the other end of the plate package and are then discharged from the heat
exchanger. The plates can be stacked up to several hundred in a frame and
are held together by the bolts that hold the stack in compression (Figure 11.4).1
Figure 11.5 shows gasket arrangements.
The plate pack is compressed between the head plates using bolts. Plates
and removable parts of the frame are suspended from the upper carrier bar
and supported at their lower ends by a guide bar. The carrier and guide bars
are bolted to the fixed part of the frame and, on all but smaller types, are
attached to the end support.
The plate pack corresponds to the tube bundle in shell-and-tube exchangers with the important difference being that the two sides of a plate heat
exchanger are normally of identical hydrodynamic characteristics. The basic
element of the plate pack is the plate, a sheet of metal precision-pressed into
454
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Figure 11.4
Gasketed-plate heat exchanger assembly. (Courtesy of Alfa-Laval Thermal AB.)
a corrugated pattern, as shown in Figure 11.2.1 The largest single plate is of
the order of 4.3 m high × 1.1 m wide. The heat transfer area for a single plate
lies in the range 0.03–2.2 m2. The fluid should be equally distributed over
the full width of the plate. To avoid poor distribution of the fluid across the
plate width, the minimum length/width ratio is of the order of 1.8. Plate
thickness ranges between 0.5 and 1.2 mm, and plates are spaced with nominal gaps of 1.5–5.0 mm, yielding hydraulic diameters for the flow channels
of 4–10 mm.
Leakage from the channels between the plates to the surrounding
atmosphere is prevented by the gasketing around the exterior of the plate.
Plates can be made from all malleable materials. The most common materials are (Table 11.1) stainless steel, titanium, titanium–palladium, incoloy
825, hastelloy C-276, diabon F100, Monel 400, aluminum, and aluminum
brass.2,3
The number and size of the plates are determined by the flow rate,
physical properties of the fluids, pressure drop, and temperature
requirements.
455
Gasketed-Plate Heat Exchangers
Vented to
atmosphere
Gasket
Double
gasket
First fluid port
Figure 11.5
Gasket arrangements.
TABLe 11.1
Plate Materials
Material
Stainless steel (316)
Titanium
Inconel 600
Incolay 825
Hastelloy C-276
Monel 400
Nickel 200
9/10 Cupro-nickel
70/30 Cupro-nickel
Thermal Conductivity
(W/m2 · K)
16.5
20
16
12
10.6
66
66
52
35
Source: From Raju, K. S. N. and Jagdish, C. B.,
Low Reynolds Number Flow Heat
Exchangers, Hemisphere, Washington,
DC, 1983. With permission.
11.2.2 Plate Types
A wide variety of corrugation types are available in practical applications
(Figure 11.2). Although most modern plate heat exchangers are the chevron
type, a number of commercial plates have a surface corrugated pattern called
washboard.4 Because of major variations in individual corrugation patterns
456
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
of this plate type, the prediction methods rely on experimental data particular to a specific pattern. In the washboard type, turbulence is promoted by a
continuously changing flow direction and velocity of the fluids. In the chevron type, adjacent plates are assembled such that the flow channel provides
swirling motion to the fluids; the corrugated pattern has an angle β, which is
referred to as the chevron angle (Figure 11.6a). The chevron angle is reversed
on adjacent plates so that when plates are clamped together, the corrugations
provide numerous contact points (Figure 11.7). Because of the many support
points of contact, the plates can be made from very thin material, usually
0.6 mm. The chevron angle varies between the extremes of about 65° and
25° and determines the pressure drop and heat transfer characteristics of
the plate.4
(a)
Dp
(b)
β
Lp
Developed dimension
Lv
Pc
Projected dimension
Lw
t
b
p
Pc
Lh
Corrugation pitch Pc
Figure 11.6
(a) Main dimensions of a chevron plate; (b) developed and projected dimensions of a chevron
plate cross-section normal to the direction of troughs.
Gasketed-Plate Heat Exchangers
457
Figure 11.7
The chevron angle is reversed on adjacent plates. (Courtesy of Alfa-Laval Thermal AB.)
11.3 operational Characteristics
Gasketed-plate heat exchangers can be opened for inspection, cleaning,
maintenance, or rebuilding within the length of the frame (Figure 11.8).
11.3.1 Main Advantages
The gasket design minimizes the risk of internal leakage. Any failure in the
gasket results in leakage to the atmosphere, which is easily detectable on the
exterior of the unit. The additional main advantages and benefits offered by
the gasketed-plate heat exchangers are1,3
• Flexibility of design through a variety of plate sizes and pass
arrangements
• Easily accessible heat transfer area, permitting changes in configuration to suit changes in processes requirements through changes in
the number of plates
458
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Figure 11.8
Cleaning the plates. (Courtesy of Alfa-Laval Thermal AB.)
• Efficient heat transfer; high heat transfer coefficients for both fluids
because of turbulence and a small hydraulic diameter
• Very compact (large heat transfer area/volume ratio), and low in
weight; in spite of their compactness, 1,500 m2 of surface area is
available in a single unit
• Only the plate edges are exposed to the atmosphere; the heat losses
are negligible and no insulation is required
• Intermixing of the two fluids cannot occur under gasket failure
• Plate units exhibit low fouling characteristics due to high turbulence
and low residence time
• More than two fluids may be processed in a single unit.
The transition to turbulence flow occurs at low Reynolds numbers of
10–400. The high turbulence in a gasketed-plate heat exchanger leads to very
high transfer coefficients, low fouling rates, and reduced size. The thin plates
Gasketed-Plate Heat Exchangers
459
cut down the metal wall resistance to the minimum. These units can utilize up to about 82% of the theoretical LMTD, while shell-and-tube units are
capable of utilizing only 50%, mainly because of absence of cross-flow in a
plate unit. Over 90% of heat recovery is possible with a plate unit with very
close temperature approaches.
The same frame can accommodate heat transfer duties for more than two
liquids with the use of connecting plates. Costwise, a plate unit competes
favorably with a tubular one if the tubes are to be of a costly material like
stainless steel.
The plate unit is exceptionally compact and requires considerably less floor
space than a tubular unit for the same duty. Low holdup volume, less weight,
and lower costs for handling, transportation, and foundations are the other
advantages involved in a plate unit.
11.3.2 Performance Limits
Capabilities of the gasketed-plate heat exchangers are limited due to the plates
and the gaskets. The gaskets impose restrictions on operating temperatures
(150°C–260°C), pressures (minimum operating pressure 25–30 bar), and the
nature of fluids that can be handled.5,6 Complex channel geometries result in
the plate heat exchangers having high-shear characteristics. Friction factors
are rather high for fully developed turbulent flow, but channel lengths are
rather short and velocities are low so that pressure drops can be maintained
within allowable limits for single-phase flow operations.
The main hindrance to the application of gasketed-plate heat exchangers
in process industries is the upper limit on their size, which has been limited by the presses available to stamp out the plates from the sheet metal.
Exchangers with sizes larger than 1,500 m2 are not normally available. Since
the flow passages between the plates are thin, high liquid rates will involve
excessive pressure drops, thus limiting the capacity. For specific cases, it is
possible to have a maximum design pressure of up to 2.5 MPa; normally, the
design pressure is around one MPa. Operating temperatures are limited by
the availability of suitable gasket materials.
Gasketed-plate heat exchangers are not suitable as air coolers. They are
also not quite suitable for air-to-air or gas-to-gas applications. Fluids with
very high viscosity present some problems due to flow distribution effects,
particularly when cooling is taking place. Flow velocities less than 0.1 m/s
give low heat transfer coefficients and low heat exchanger efficiency. As such,
velocities lower than 0.1 m/s are not used in plate heat exchangers.
Gasketed-plate heat exchangers are less suitable for condensing duties.
This applies particularly to vapors under a vacuum because the narrow plate
gaps and induced turbulence result in appreciable pressure drops on the
vapor side. Specially designed gasketed-plate heat exchangers are now available for duties involving evaporation and condensation systems.
460
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
11.4 Passes and Flow Arrangements
The term gasketed-plate heat exchanger “pass” refers to a group of channels
in which the flow is in the same direction. Figure 11.9 shows a single-pass
arrangement of the so-called U- and Z-arrangement types. All four ports in
U-arrangement will be on the fixed-head plate, thus permitting disassembly of the exchanger for cleaning or repair without disturbing any external
piping. In this arrangement, the flow distribution is less uniform than the
Z-arrangement.7
A multipass arrangement consists of passes connected in series, and
Figure 11.10 shows an arrangement of a two-pass configuration (2/2 configuration) with 3 channels and 4 channels which is often abbreviated as
2 × 3/2 × 3 and 2 × 4/2 × 4. The system is in counterflow, except in the central
plate where parallel flow prevails.
Figure 11.11 shows a two-pass/one-pass flow system (2/1 configuration)
where one fluid flows in a single pass, while the other fluid flows in two
passes in series. In this configuration, one-half of the exchanger is in counterflow and the other half is in parallel flow (asymmetrical systems). This
configuration is used when one of the fluids has a much greater mass flow
rate or smaller allowable pressure drop.
Multipass arrangements always require that the ports are located on both
the fixed and movable head plates. Usually, the number of passes and number of channels per pass are identical for the two fluids (symmetrically).
U-arrangement
Series
Parallel
Z-arrangement
Figure 11.9
Flow pattern: (a) schematic of a U-type arrangement—counterflow, single-pass flow
(1 × 6/1 × 6) (b) Z-arrangement (1 × 4/1 × 4 configuration).
461
Gasketed-Plate Heat Exchangers
End plates
1
Fixed
head plate
1
2
2
3
3
1
1
2
2
3
3
Moveable
head plate
Figure 11.10
Schematic arrangement of a 2 pass/2 pass flow system (2 × 3/2 × 3 configuration).
Figure 11.11
Schematic arrangement of a two-pass/one-pass flow system (2 × 4/1 × 8 configuration).
Fluid maldistribution is a potential problem in any system of interconnected channels, including gasketed-plate heat exchangers, and must be considered carefully in the design of gasketed-plate heat exchangers.
11.5 Applications
Gasketed-plate heat exchangers are extensively used in chemical, pharmaceutical, hygiene products, biochemical processing, food, and dairy industries,
to name a few, because of the ease of disassembling the heat exchanger for
cleaning and sterilization to meet health and sanitation requirements; they
are used as conventional process heaters and coolers as well as condensers.3,8
Typical applications are mainly liquid-to-liquid turbulent flow situations. One example of very great importance, especially in at-sea or coastal
462
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
63 kg/s (1,000 gal./min.)
29°C (85°F)-> 35°C (95°F)
63 kg/s (1,000 gal./min.)
38°C (100°F)-> 32°C (90°F)
Condenser
Sea, river or
well water
Evaporator
Figure 11.12
Closed-circuit cooling system. (Courtesy of Alfa-Laval Thermal AB.)
locations in central cooling systems using sea, river, or well water, is a
heat sink, for example, in compressor intercooler systems. In central cooling, a closed-circuit of high quality water which is used in the intercooler
is then passed through the gasketed-plate heat exchanger where heat is
transferred from closed-circuit water to water of lower quality, such as
sea or river water. Two closed-circuit systems using the gasketed-plate
heat exchanger as an intermediate exchanger are shown in Figure 11.12.
Corrosion and fouling problems are transferred from the intercooler to
the plate heat exchanger system. Equipment in the closed system (process plant equipment) can be fabricated out of low carbon steel, while
the plate exchangers can be made out of titanium to withstand sea water
corrosion. Fouling problems can be ultimately solved by the ability to
disassemble the plate heat exchanger system for cleaning whenever it is
necessary. Therefore, a gasketed-plate heat exchanger is ideal for offshore
and on-ship applications. Some of the useful data on gasketed-plate heat
exchangers are presented in Table 11.2.
11.5.1 Corrosion
When corrosion-resistant materials are essential, gasketed-plate heat
exchangers become more attractive than conventional exchangers even
though the plates are made out of expensive materials. The range of construction materials used has already been mentioned in Table 11.1. Since the
plates are very thin compared to the tube thickness in shell-and-tube units,
corrosion allowance normally recommended for tubular units becomes
meaningless for gasketed-plate units. The corrosion allowance for gasketedplate heat exchangers is much smaller than for tubular units.
463
Gasketed-Plate Heat Exchangers
TABLe 11.2
Some Useful Data on Plate Heat Exchangers
Unit
Largest size
Number of plates
Port size
Plates
Thickness
Size
Spacing
Contact points
Operation
Pressure
Temperature
1,540 m2
Up to 700
Up to 39 cm
0.5–1.2 mm
0.03–2.2 m2
1.5–5.0 mm
For every 1.5–20 cm2
Port velocities
0.1–1.5 MPa
–25°C to 150°C
–40°C to 260°C
5 m/s
Channel flow rates
0.05–12.5 m3/h
Maximum flow rates
Performance
Temperature approach
Heat recovery
Heat transfer coefficients
Number of transfer units
Optimum pressure drops
Depends on plate size and type of
corrugations
Up to 2.5 MPa in special cases
With rubber gaskets
With compressed asbestos fiber
gaskets
2,500 m3/h
As low as 1°C
As high as 90%
3,000–7,000 W/m2 °C
Water-to-water duties with normal
fouling resistance
0.4–4.0
30 kPa per NTU
Source: From Raju, K. S. N. and Jagdish, C. B., Low Reynolds Number Flow Heat Exchangers,
Hemisphere, Washington, DC, 1983. With permission.
As a consequence of high turbulence over the entire plate surface, erosion problems can be more significant in gasketed-plate heat exchangers
(Figure 11.13). This requires the use of superior plate materials such as Monel
or titanium (Table 11.3).
The increased concentration of a corrosive component in a scale deposit
combined with the effect of a high metal wall temperature under the deposit
will enhance localized corrosion of the heat transfer surface leading to eventual failure. In plate heat exchangers, this type of concentration corrosion is
least because of low fouling tendencies. The following example illustrates
this point.
In a particular case, a gasketed-plate heat exchanger with stainless steel
316 plates operated for 5 years, whereas a heating coil with a costlier material
like incolay 825 failed after 6 weeks of operation due to concentration corrosion due to the heavy scale formed.3
464
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Figure 11.13
Flow regime between plates. (Courtesy of Alfa-Laval Thermal AB.)
TABLe 11.3
Materials Selection
Application
Natural cooling water, cooling tower water, or
demineralized water
Sea or brackish water
Dilute sulphuric and nitric acids up to 10%
concentration, and for temperatures up to 70°C
Chloride solution
Chloride content < 200 ppm
Chloride content > 200 ppm
Caustic solutions (50–70%)
Wet chloride, chlorinated brines, hypochlorite
solutions
Copper sulphate solution in electrolyte refining
Cooling hydrogen gas saturated with water vapor
and mercury carryover in electrolysis plants
Material
Stainless steel 316
Titanium
Titanium, titanium–palladium alloy,
Incoloy 825, Hastelloy
Stainless steel
Titanium
Nickel
Titanium
Stainless steel
Incoloy
Source: From Raju, K. S. N. and Jagdish, C. B., Low Reynolds Number Flow Heat Exchangers,
Hemisphere, Washington, DC, 1983. With permission.
As introduced in Chapter 6, the phenomenon of fouling is complex and
very little information is available on the subject. It is often necessary to
carry out prolonged experimental studies under actual operating conditions
to incorporate the influence of fouling on the heat transfer rates. A careful
choice of fouling factors while designing exchangers is very necessary in
order to minimize the chances of over- or under-design. Besides adding to
the costs, overdesign of a plate heat exchanger often reduces the flow velocities, resulting in increased fouling rates.
Fouling is much less in a gasketed-plate heat exchanger than in a tubular
unit for the following reasons:
• High turbulence maintains solids in suspension
• Velocity profiles across a plate are uniform with zones of low velocities absent
465
Gasketed-Plate Heat Exchangers
• The plate surfaces are generally smooth and can be further
electropolished
• Deposits of corrosion products, to which fouling can adhere, are
absent because of low corrosion rates
• In cooling duties, the high film coefficients maintain a moderately
low metal wall temperature; this helps prevent crystallization
growth of the inverse solubility compounds
• Because of the ease with which plate units can be cleaned in place,
deposits that grow with time can be kept to a minimum by frequent
cleaning.
Table 11.4 gives recommended fouling factors for gasketed-plate heat
exchangers assuming operation at the economic pressure drop of about
30 kPa per NTU.3,9 Manufacturer’s recommendations based on test data
should be a better guide while choosing fouling resistances. The general recommendations in this respect are 5% excess NTU for low fouling duties, 10%
for moderate fouling, and 15–20% for high fouling.
11.5.2 Maintenance
A gasketed-plate heat exchanger can be easily opened for inspection, mechanical cleaning, gasket replacement, extension or reduction to the number of
TABLe 11.4
Recommended Fouling Factors for Plate Heat
Exchangers
Service
Water
Demineralized or distilled
Soft
Hard
Cooling tower (treated)
Sea (coastal) or estuary
Sea (ocean)
River, canal, tube well, etc.
Engine jacket
Steam
Lubricating oils
Vegetable oils
Organic solvents
General process fluids
Fouling Factor, m2 · K/W
0.0000017
0.0000034
0.0000086
0.0000069
0.000086
0.000052
0.000086
0.0000103
0.0000017
0.0000034–0.0000086
0.0000017–0.0000052
0.0000017–0.0000103
0.0000017–0.00000103
Source: From Raju, K. S. N. and Jagdish, C. B., Low
Reynolds Number Flow Heat Exchangers, Hemisphere,
Washington, DC, 1983; Cooper, A. et al., Heat Transfer
Eng., Vol. 1, No. 3, 50–55, 1980. With permission.
466
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
plates, or other modifications of the duties (Figure 11.8). In-place cleaning
by circulating suitable cleaning chemicals is relatively easy. Because the
plate units are built from standard components that are interchangeable and
replaceable, stocking of spare parts is minimal. Replacing the gasket does
not pose much of a problem. In a single-pass unit, it is possible to locate all
pipe connections in the fixed part of the frame. This is of great advantage as
the unit can be opened for access to the heat transfer surface without opening any connections.
11.6 Heat Transfer and Pressure Drop Calculations
The design of gasketed-plate heat exchangers is highly specialized in nature
considering the variety of designs available for the plates and arrangements
that may possibly suit various duties. Unlike tubular heat exchangers for
which design data and methods are easily available, a gasketed-plate heat
exchanger design continues to be proprietary in nature. Manufacturers have
developed their own computerized design procedures applicable to the
exchangers that they market.
Attempts have been made to develop heat transfer and pressure-drop correlations for use with plate heat exchangers, but most of the correlations cannot be generalized to give a high degree of prediction ability.10–24 In these
exchangers, the fluids are much closer to countercurrent flow than in shelland-tube heat exchangers. In recent years, some design methods have been
reported. These methods are mostly approximate in nature to suit preliminary sizing of the plate units for a given duty. No published information is
available on the rigorous design of plate heat exchangers.
11.6.1 Heat Transfer Area
The corrugations increase the surface area of the plate as compared to the
original flat area. To express the increase of the developed length in relation
to projected length, a surface enlargement factor, φ, is then defined as the
ratio of the developed length to the flat or projected length (Figure 11.6):
φ=
developed length
projected length
(11.1)
The value of ϕ is a function of the corrugation pitch and the corrugation
depth or plate pitch (Figure 11.6). The enlargement factor varies between 1.15
and 1.25. The value of 1.17 can be assumed to be a typical average.2,11 The
467
Gasketed-Plate Heat Exchangers
value of ϕ as given by Equation 11.1 is the ratio of the actual effective area as
specified by the manufacturer, A1, to the projected plate area A1p:
φ=
A1
A1 p
(11.2)
where A1p can be approximated from Figure 11.10 as
A1 p = Lp ⋅ Lw
(11.3)
and Lp and Lw can be estimated from the port distance Lv and Lh and port
diameter Dp as
Lp ≈ Lν − Dp
(11.4)
Lw ≈ Lh + Dp
(11.5)
The value of φ is used to calculate the effective flow path.
11.6.2 Mean Flow Channel gap
Flow channel is the conduit formed by two adjacent plates between the gaskets. The cross section of a corrugated surface being very complex, the mean
channel spacing, b, is defined as shown in Figure 11.6b.
b = p−t
(11.6)
where p is the plate pitch or the outside depth of the corrugated plate, t is
the plate thickness, and b is also the thickness of a fully compressed gasket,
as the plate corrugations are in metallic contact. Plate pitch is not to be confused by corrugation pitch. Channel spacing b is required for calculation
of the mass velocity and Reynolds number and is, therefore, a very important value that is usually not specified by the manufacturer. If not known,
the plate pitch p can be determined from the compressed plate pact length
(between the head plates) Lc, which is usually specified on drawings. Then,
p is determined as
p=
where Nt is the total number of plates.
Lc
Nt
(11.7)
468
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
11.6.3 Channel Hydraulic diameter
The hydraulic diameter of the channel, Dh, is defined as
Dh =
4 × channel flow area 4 Ac
=
wetted perimeter
Pw
(11.8)
4 ( b )( Lw ) 2b
≈
2 ( b + Lw φ ) φ
(11.9)
Dh =
with the approximation that b << Lw.
11.6.4 Heat Transfer Coefficient
With gasketed-plate heat exchangers, heat transfer is enhanced. In this section, enhanced thermal-hydraulic characteristics of chevron plates are presented. The heat transfer enhancement will strongly depend on the chevron
inclination angle β, relative to flow direction. Heat transfer and the friction
factor increase with β. On the other hand, the performance of a chevron plate
will also depend upon the surface enlargement factor φ, corrugation profile, channel aspect ratio, 2b/Pc, gab b, the temperature dependent physical
properties, and especially, the variable viscosity effects. In spite of extensive
research on plate heat exchangers, generalized correlations for heat transfer
and friction factor are not available.
Any attempt to estimate the film coefficient of heat transfer in gasketedplate heat exchangers involves extension of correlations that are available
for heat transfer between flat flow passages. The conventional approach
for such passages employs correlations applicable for tubes by defining an
equivalent diameter for the noncircular passage, which is substituted for
diameter, d.
For gasketed-plate heat exchangers with chevron plates, some selected
correlations for the friction factor f, and the Nusselt number Nu, are listed
in Table 11.5.14 In these correlations, the Nusselt and Reynolds numbers are
based on the equivalent diameter (De = 2b) of the chevron plate.
Martin32, Wang and Sunden33, and Rao34 also studied the performance of
plate heat exchanger surfaces with chevron plates to determine heat transfer and flow friction coefficients and also provided correlations for Nusselt
numbers and friction coefficients under different conditions which are alos
listed in Table 11.5.
As can be seen from Table 11.5, except for the correlation given by Savostin
and Tikhonov15 and Tovazhnyanski et al.,16 all the correlations give separate
469
Gasketed-Plate Heat Exchangers
TABLe 11.5
Fanning Friction Factor f and Nusselt Number Nu(2hb/k)a Correlations for
Gasketed-Plate Heat Exchangers with Chevron Plates
1. Savostin and Tikhonov15: Air flows; 57° ≤ β ≤ 90°; ψ = p – 2 β; β in radian
200 ≤ Re/φ ≤ 600
f = 6.25 ( 1 + 0.95 ψ 1.72 ) φ 1.84 Re −0.84
Nu = 1.26 [ 0.62 + 0.38 cos ( 2.3 ψ )] φ 1− a1 Pr 1/3 Re a 1
a1 = 0.22 [ 1 + 1.1 ψ 1.5 ]
600 ≤ Re/φ ≤ 4000
f = 0.925[ 0.62 + 0.38 cos ( 2.6 ψ )] φ 1+ a2 Re − a 2
a2 = 0.53 [ 0.58 + 0.42 cos ( 1.87 ψ )]
Nu = 0.072 e 0.5 ψ + 0.17 ψ 2 φ 0.33 Pr 1/3 Ree 0.67
2. Tovazhnyanski et al.16: β = 30°, 45°, and 60°; 2,000 < Re < 25,000; ψ = p – 2 β; β in
radian
f = 0.085 exp [1.52 tan ψ ] Re−(0.25− 0.06 tan β)
Nu = 0.051 e[0.64 tan ψ ] Re 0.73 Pr 0.43 ( Pr/Prw )
0.25
3. Chisholm and Wanniarachchi17: 30° ≤ β ≤ 80°; β in degree
f = 0.8 Re −0.25 φ 1.25 (( 90 − β )/30)
3.6
103 < Re < 4 × 103
Nu = 0.72 Re 0.59 Pr 0.4 φ 0.41 (( 90 − β )/30)
0.66
103 < Re < 4 × 103
4. Heavner et al.18: Mixed chevron plate arrangements; 400 < Re ϕ < 10,000;
3.3 < Pr < 5.9
1.458 φ 1.0838
1.441 φ 1.1353
f = 0.687 φ 1.1405
0.545 φ 1.1555
0.490 φ 1.1814
Nu µ
Pr 1/2 µ w
−0.17
0.278 φ 0.317
0.308 φ 0.333
= 0.195 φ 0.308
0.118 φ 0.280
0.089 φ 0.282
Re −0.0838
Re −0.1353
Re −0.1405
β = 45 / 0
β = 67 / 0
β = 45 / 45
Re −0.1555
Re −0.1814
β = 67 / 45
β = 67 /67
β 0.683
Re 0.667
Re 0.692
Re 0.720
Re 0.718
β = 45 / 0
β = 67 / 0
β = 45 / 45
β = 67 / 45
β = 67 /67
5. Talik et al.19: β = 30° chevron plates; ϕ = 1.22; Dh = 4.65 mm; Lw = 0.346 m;
t = 0.61 mm
12.065 Re −0.74
f =
0.3323 Re −0.042
0.2 Re 0.75 Pr 0.4
Nu =
0.248 Re 0.75 Pr 0.4
10 < Re < 80 ; water/glycol
1450 < Re < 11460; water
10 < Re < 720; 70 < Pr < 450; water/glycol
1450 < Re < 11460; 2.5 < Pr < 5.0 ; water
(Continued)
470
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 11.5 (ConTinued)
Fanning Friction Factor f and Nusselt Number Nu(2hb/k)a Correlations for
Gasketed-Plate Heat Exchangers with Chevron Plates
6. Muley and Manglik20: chevron plates with β = 30°
51.5/Re
f = 17.0 Re −0.6
2.48 Re −0.2
Nu =
Re < 16
16 ≤ Re ≤ 100
Re ≥ 800
0.572 Re 0.5 Pr 1/3 ( µ/µ w )0.14
0.14
0.1096 Re 0.78 Pr 1/3 ( µ/µ w )
20 ≤ Re ≤ 210
Re ≥ 800
7. Muley and Manglik21: Mixed chevron plates with β = 30° and 60° (βavg = 45°)
40.32/Re 5 + 8.12 Re −0.5 5 0.2
(
) (
)
f =
−
0
.
15
1.274 Re
0.14
0.471 Re 0.5 Pr 1/3 ( µ/
/µ w )
Nu =
0.14
0.10 Re 0.76 Pr 1/3 ( µ/µ w )
2 ≤ Re ≤ 200
Re ≥ 1000
20 ≤ Re ≤ 400
Re ≥ 1000
8. Martin32; β in radian
Reh = φRe
Nuh = φNu
η
Nuh = 0.122 Pr 1/3 m
ηw
1/6
π
2
f Re sin 2 2 − β
0.374
π
π
cos − β
1 − cos − β
2
2
1
=
+
1/2
3. 8 f1
f
π
π
π
0.18 tan 2 − β + 0.36 sin 2 − β + f0 / cos 2 − β
64
f0 =
Reh
Reeh < 2000 ⇒
f = 597 + 3.85
1 Reh
f0 = (1.8 log 10 Reh − 1.5)−2
Reh ≥ 2000 ⇒
39
f1 =
Reh0.289
Gasketed-Plate Heat Exchangers
471
TABLe 11.5 (ConTinued)
Fanning Friction Factor f and Nusselt Number Nu(2hb/k)a Correlations for
Gasketed-Plate Heat Exchangers with Chevron Plates
9. Wang and Sunden33: 10° ≤ β ≤ 80°; β in degree
µ
Nu = 0.205 Pr 1/3
µ w
1/6
( f Re 2 sin (180 − 2β))0.374
1
cos(90 − β)
1 − cos(90 − β)
+
=
f
3 .8 f1
( 0.045 tan(90 − β) + 0.09 sin(90 − β) + f0 / cos(90 − β)
f0 = 16 / Re
Re < 2000 ⇒
f1 = (149 / Re) + 0.9625
f = ( 1.56 In ( Re ) − 3.0)−2
Re ≥ 2000 ⇒ 0
f1 = 9.75 / Re 0.289
10. Rao34: 600 ≤ Re ≤ 6,000, 3.5 ≤ Pr ≤ 5.7, β = 30°
Nu = 0.218 Re 0.65 Pr 1/3
f = 21.41 Re −0.301
500 < Re
1000 < Re < 7000
Note: The chevron angle β in correlations 1 to 10 is defined as the angle between the
corrugated channels and the vertical edge of the plate.
a Properties are evaluated at average temperature.
equations for different values of β and do not specifically take into account
the effects of the different parameters of the corrugated passage.
The channel flow geometry in chevron plate packs is quite complex,
which is why most of the correlations are generally presented for fixed
value of β in symmetric (β = 30°/30° or β = 60°/60°) plate arrangements
and mixed (β = 30°/60°) plate arrangements. The various correlations are
compared by Manglik14 and discrepancies have been found. These discrepancies originated from the differences of plate surface geometries, which
include the surface enlargement factor φ, the metal-to-metal contact pitch
p, the wavelength Pc, the amplitude b, and the profile or shape of the surface
corrugation (Figure 11.6) as well as other factors such as port orientation,
flow distribution channels, and plate width and length. It should be noted
that in some correlations, variable viscosity effects have not been taken
into account.
As mentioned above, the relatively high heat transfer coefficients obtained
in plate heat exchangers depend on the geometrical parameters of the platesurface corrugations; the heat transfer enhancement mechanisms may
include swirl or vortex flow generation (Figure 11.13), surface-area enlargement, distraction and reattachment of the boundary layers, and small
hydraulic-diameter flow channels.
472
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 11.6
Constants for Single-Phase Heat Transfer and Pressure Loss
Calculation in Gasketed-Plate Heat Exchangers2,10
Chevron
Angle
(degree)
Heat Transfer
Reynolds
Number
Pressure Loss
Ch
n
Reynolds
Number
<10
10–100
≤30
≤10
>10
0.718
0.348
0.349
0.663
45
<10
10–100
0.718
0.400
0.300
0.630
0.291
0.130
0.562
0.306
0.108
0.562
0.331
0.087
0.349
0.598
0.663
0.333
0.591
0.732
0.326
0.529
0.703
0.326
0.503
0.718
50
>100
<20
20–300
60
>300
<20
20–400
≥65
>400
<20
20–500
>500
>100
<15
15–300
>300
<20
20–300
>300
<40
40–400
>400
50
50–500
>500
Kp
m
50.000
19.400
2.990
47.000
18.290
1.441
34.000
11.250
0.772
24.000
3.240
0.760
24.000
2.800
0.639
1.000
0.589
0.183
1.000
0.652
0.206
1.000
0.631
0.161
1.000
0.457
0.215
1.000
0.451
0.213
Source: From Saunders, E. A. D., Heat Exchangers—Selection, Design, and
Construction, John Wiley & Sons, New York, 1988; Kumar, H.,
Inst. Chem. Symp. Series, No. 86, 1275–1286, 1984.
As can be seen from Table 11.6, both heat transfer coefficient and friction factor increase with β. From the experimental data base, Muley et al.22 and Muley
and Manglik23,24 proposed the following correlation for various values of β:
For Re ≤ 400, 30° ≤ β ≤ 60°
Nu =
2 hb
β
= 0.44
30
k
β
f =
30
0.83
0.38
µ
Re 0.5 Pr 1/3 b
µw
30.2 5 6.28 5
+ 0.5
Re Re
0.14
(11.10)
0.2
(11.11)
For Re ≥ 1,000, 30° ≤ β ≤ 60°, 1 ≤ ϕ ≤ 1.5
Nu = [ 0.2668 − 0.006967 β + 7.244 × 10−5 β 2 ]
× [ 20.78 − 50.94φ + 41.1φ 2 − 10.51φ 3 ]
× Re[0.728+ 0.0543 sin {( πβ/45) + 3.7}] Pr 1/3 ( µ b/µ w )
(11.12)
0.14
473
Gasketed-Plate Heat Exchangers
f = [ 2.917 − 0.1277 β + 2.016 × 10−3 β 2 ]
× [ 5.474 − 19.02 φ + 18.93φ 2 − 5.341φ 3 ]
(11.13)
× Re −[0.2+ 0.0577 sin{( πβ/45)+ 2.1}]
The heat transfer coefficient and the Reynolds number are based on the
equivalent diameter De (= 2b). To evaluate the enhanced performance of
chevron plates, predictions from the following flat-plate channel equations25
are compared with the results of the chevron plates for φ = 1.29 and γ = 0.59:
1.849 ( L/De ) ( RePr ) ( µ b /µ w )
Nu =
0.14
0.8
1/3
0.023 Re Pr ( µ b /µ w )
−1/3
1/3
24/Re
f =
0.1268 Re −0.3
Re ≤ 2000
Re > 4000
0.14
Re ≤ 2000
Re > 2000
(11.14)
(11.15)
Depending on β and the Reynolds number, chevron plates produce up to
five times higher Nusselt numbers than those in flat-plate channels. The corresponding pressure-drop penalty, however, is considerably higher: depending on the Reynolds number, from 1.3 to 44 times higher friction factors than
those in equivalent flat-plate channels.23
A correlation in the form of Equation 11.16 has also been proposed by
Kumar,7–10 and the values of constants Ch and n are given in Table 11.6.2,10
n
hDh
D G cpµ
= Ch h c
µ k
k
1/3
µ
µ
w
0.1
17
(11.16)
where Dh is the hydraulic diameter defined by Equation 11.8. Values of Ch
and n depend on flow characteristics and chevron angles. The transition to
turbulence occurs at low Reynolds numbers and, as a result, the gasketedplate heat exchangers give high heat transfer coefficients (Figure 11.13).
A fully developed documented method of estimating the heat transfer and
pressure drop of gasketed-plate heat exchangers based on a wide range of
commercially available chevron-pattern plates is possible and will be outlined here (Figure 11.2).
The Reynolds number, Re, based on channel mass velocity and the hydraulic diameter, Dh, of the channel is defined as
Re =
Gc Dh
µ
(11.17)
The channel mass velocity is given by
Gc =
m
N cpbLw
(11.18)
474
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
where Ncp is the number of channels per pass and is obtained from
N cp =
Nt − 1
2N p
(11.19)
where Nt is the total number of plates and Np is the number of passes.
11.6.5 Channel Pressure drop
The total pressure drop is composed of the frictional channel pressure drop,
Δpc, and the port pressure drop, Δpp. The friction factor, f, is defined by the
following equation for the frictional pressure drop Δpc (Refs. 2,10,11):
Leff N p Gc2 µ b
∆pc = 4 f
Dh 2ρ µ w
−0.17
(11.20)
where Leff is the effective length of the fluid flow path between inlet and outlet ports and must take into account the corrugation enlargement factor ϕ;
this effect is included in the definition of friction factor. Therefore, Leff = Lv,
which is the vertical part distance as indicated in Figure 11.6.
The friction factor in Equation 11.14 is given by
f=
Kp
Re m
(11.21)
Values of Kp and m are given in Table 11.6 (Refs. 2,10) as functions of Reynolds
number for various values of chevron angles. For various plate-surface configurations, friction coefficient versus. Reynolds number must be provided
by the manufacturer. In the following analysis, Correlations 11.16 and 11.21
will be used for the heat transfer coefficient and the Fanning friction factors.
11.6.6 Port Pressure drop
The pressure drop in the port ducts, Δpp, can be roughly estimated as 1.4
velocity head:
∆p p = 1.4 N p
Gp2
2ρ
(11.22)
where
Gp =
m
πDp2
4
(11.23)
475
Gasketed-Plate Heat Exchangers
.
where m is the total flow rate in the port opening and Dp is the port diameter.
The total pressure drop is then
∆pt = ∆pc + ∆p p
(11.24)
11.6.7 overall Heat Transfer Coefficient
The overall heat transfer coefficient for a clean surface is
1
1 1
t
=
+ +
U c hh hc kw
(11.25)
and under fouling conditions (fouled or service overall heat transfer coefficient) is
1
1 1
t
=
+ +
+ R fh + R fc
U f hh hc kw
(11.26)
where h and c stand for hot and cold streams, respectively.
The relationship between Uc, fouled Uf, and the cleanliness factor, CF, can
be written as
U f = U c ( CF ) =
1
1
+ R fh + R fc
Uc
(11.27)
11.6.8 Heat Transfer Surface Area
The heat balance relations in gasketed-plate heat exchangers are the same
as for tubular heat exchangers. The required heat duty, Qr, for cold and hot
streams is
p ) (Tc2 − Tc1 ) = ( mc
p ) (Th1 − Th2 )
Qr = ( mc
c
h
(11.28)
On the other hand, the actually obtained heat duty, Q f, for fouled conditions
is defined as
Q f = U f Ae ∆Tm
(11.29)
where Ae is the total developed area of all thermally effective plates, that is
Nt – 2 (see Figure 11.9) which accounts for the two plates adjoining the head
plates. In multipass arrangements, the separating plate is in parallel flow,
which will have a negligible effect on the mean temperature difference. If
an entire pass is in parallel flow, the correction factor, F, must be applied to
476
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
obtain the true mean temperature difference, ΔTm.8,11,26–28 Otherwise, the true
mean temperature difference, ΔTm, for the counterflow arrangement is
∆Tlm, cf =
∆T1 − ∆T2
∆T
ln 1
∆T2
(11.30)
where ΔT1 and ΔT2 are the terminal temperature differences at the inlet and
outlet. A comparison between Qr and Q f defines the safety factor, Cs, of the
design
Cs =
Qf
Qr
(11.31)
where Qr is the rated heat duty and Q f is the heat duty under fouled condition.
11.6.9 Performance Analysis
Assume that for a specific process, a manufacturer proposes a gasketed-plate
heat exchanger. A stepwise calculation as documented in the preceding section will be used for rating (performance analysis of the proposed gasketedplate heat exchanger as an existing heat exchanger).
Example 11.1
Cold water will be heated by a wastewater stream. The cold water with
a flow rate of 140 kg/s enters the gasketed-plate heat exchanger at 22°C
and will be heated to 42°C. The wastewater has the same flow rate entering at 65°C and leaving at 45°C. The maximum permissible pressure
drop for each stream is 50 psi.
The process specifications are as follows:
Items
Hot Fluid
Cold Fluid
Fluids
Flow rates (kg/s)
Temperature in (°C)
Temperature out (°C)
Maximum permissible pressure drop (psi)
Total fouling resistance (m2 · K/W)
Specific heat (J/kg · K)
Viscosity (N · s/m2)
Thermal conductivity (W/m · K)
Density (kg/m3)
Prandtl number
Wastewater
140
65
45
50
0.00005
4,183
5.09 × 10–4
0.645
985
3.31
Cooling water
140
22
42
50
0
4,178
7.66 × 10–4
0.617
995
5.19
477
Gasketed-Plate Heat Exchangers
The constructional data for the proposed plate heat exchanger are
Plate Material
SS304
Plate thickness (mm)
Chevron angle (degrees)
Total number of plates
0.6
45
105
1.25
Enlargement factor, ϕ
Number of passes
Overall heat transfer coefficient (clean/fouled)
W/m2 · K
Total effective area (m2)
All port diameters (mm)
Compressed plate pack length, Lc, (m)
Vertical port distance, Lv, (m)
Horizontal port distance, Lh, (m)
Effective channel width, Lw, (m)
Thermal conductivity of the plate material (SS304),
W/m · K
One pass/one pass
8,000/4,500
110
200
0.38
1.55
0.43
0.63
17.5
Solution
Stepwise Performance Analysis—The required heat load can be calculated from the heat balance as
Qrh = 140 × 4, 183 × (65 − 45) = 11, 712.4 kW
Qrc = 140 × 4, 178 × ( 42 − 22 ) = 11, 698.4 kW
The mean temperature difference is
∆T1 = ∆T2 = ∆Tm = 23° C
Therefore,
∆Tlm, cf = ∆Tlm = 23° C
The effective number of plates is
N e = N t − 2 = 103
The effective flow length between the vertical ports is
Leff ≈ Lν = 1.55 m
478
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The plate pitch can be determined from Equation 11.7:
p=
Lc 0.38
=
= 0.0036 m
N t 105
From Equation 11.6, the mean channel flow gap is
b = 0.0036 − 0.0006 = 0.0030 m
The one channel flow area is
Ach = b × Lw = 0.0030 × 0.63 = 0.00189 m 2
and the single-plate heat transfer area is
Ae 110
=
= 1.067 m 2
N e 103
A1 =
The projected plate area A1p from Equation 11.3 is
A1 p = Lp ⋅ Lw = (1.55 − 0.2 ) × 0.63 = 0.85 m 2
The enlargement factor has been specified by the manufacturer, but it
can be verified from Equation 11.2:
φ=
1.067
= 1.255
0.85
The channel hydraulic/equivalent diameter from Equation 11.3 is
Dh =
2b 2 × 0.0030
=
= 0.00478 m
φ
1.255
The number of channels per pass, Ncp, from Equation 11.19 is
N cp =
N t − 1 105 − 1
=
= 52
2N p
2×1
Heat Transfer Analysis—Calculate the mass flow rate per channel:
ch =
m
140
= 2.69 kg/s
52
and the mass velocity, Gch:
Gch =
2.69
= 1423.8 kg/m 2 ⋅ s
0.00189
479
Gasketed-Plate Heat Exchangers
The hot fluid Reynolds number can be calculated as
Re h =
Gh Dh 1423.28 × 0.00478
=
= 13, 366
µh
5.09 × 10−4
and the cold fluid Reynolds number can be calculated as
Rec =
Gc Dh 1423.28 × 0.00478
=
= 8881.6
µc
7.66 × 10−4
The hot fluid heat transfer coefficient, hh, can be obtained by using
Equation 11.16. From Table 11.6, Ch = 0.3 and n = 0.663, so the heat transfer coefficient from Equation 11.16:
Nuh =
hh Dh
0.663
= 0.3 ( Re )
( Pr )1/3 µ b
µw
k
0.17
Assuming μb ≈ μw,
Nuh = 0.3 (13366)
hh =
0.663
( 3.31)1/3 = 243.4
Nuh k 0.645 × 243.4
=
= 32844 W/m 2 ⋅ K
0.00478
Dh
To determine the cold fluid heat transfer coefficient, hc, using Table 11.6
and Equation 11.16, we have
Nuc =
hc =
hc Dh
0.663
= 0.3 ( 8881.6)
( 5.19)1/3 = 215.46
k
Nuc k 0.617 × 215.46
= 27 , 811 W/m 2 ⋅ K
=
Dh
0.00478
For the overall heat transfer coefficient, the clean overall heat transfer
coefficient, from Equation 11.25, is
1
1
1 0.0006
= + +
U c hc hh
17.5
=
1
1
0.0006
+
+
17.5
27 , 811 32 , 844
U c = 9931.5 W/m 2 ⋅ K
The fouled (or service) overall heat transfer coefficient is calculated
from Equation 11.26:
1
1
=
+ 0.00005
U f Uc
U f = 6636 W/m 2 ⋅ K
480
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The corresponding cleanliness factor is
CF =
Uf
Uc
=
6636
= 0.67
9931.5
which is rather low because of the high fouling factor.
The actual heat duties for clean and fouled surfaces are
Qc = U c Ae ∆Tm = 9931.5 × 110 × 23 = 25, 127 kW
Q f = U f Ae ∆Tm = 6636 × 110 × 23 = 16, 789 kW
The safety factor is
Qf
Cs =
Qr
=
16, 789
≈ 1.43
11, 705.4
The percent over surface design, from Equation 6.20, is
OS = 100U c R ft = 49.7%
This is a rather large heat exchanger, which could be reduced to satisfy the process specifications with more frequent cleaning. It may be
preferable to use a 30% over surface design to decrease the investment
cost, and then the cleaning scheduling could be arranged accordingly.
Therefore, the proposed design may be modified and rerated.
Pressure Drop Analysis—The hot fluid friction coefficient from
Equation 11.21 and Table 11.6 is
fh =
fc =
1.441
( Reh )
0.206
1.441
( Rec )
0.206
=
=
1.441
(13366)0.206
= 0.204
1.441
( 8881.6)0.206
= 0.221
The frictional pressure drop from hot and cold streams is calculated
from Equation 11.20.
For hot fluid,
( ∆pc )h = 4 × 0.204 × 1.55 × 1 ×
0.00478
( ∆pc )h = 39.5 psi
(1423.28)2
2 × 985
= 272 , 087.4 Pa
481
Gasketed-Plate Heat Exchangers
and for cold fluid,
( ∆pc )c = 4 × 0.221 × 1.55 × 1 ×
0.00478
(1043.28)2
2 × 995
= 291, 799 Pa
( ∆pc )c = 42.3 psi
The pressure drop in the port ducts is calculated from Equation 11.22.
To determine the port mass velocity,
( Gp ) h = ( Gp ) c =
140
m
=
= 4458.6 kg/m 2 ⋅ s
Dp2
0.2 2
π
π
4
4
For hot fluid,
G2
( ∆pp )h = 1.4 × 1 × 2 × p985 = 14, 127.29 Pa
( ∆pp )h = 2.05 psi
G2
( ∆pp )c = 1.4 × 1 × 2 × p995 = 13, 985.31 Pa
( ∆pp )c = 2.03 psi
The total pressure drop is calculated from Equation 11.24 for hot fluid:
( ∆pt )h = ( ∆pc )h + ( ∆pp )h = 39.5 + 2.05 = 41.55 psi
and for cold fluid:
( ∆pt )c = ( ∆pc )c + ( ∆pp )c = 42.3 + 2.03 = 44.33 psi
The above calculation shows that the proposed unit satisfies the process
required and pressure drop constraint, but it could be smaller unless it
is used under heavy fouling conditions. Interesting design examples and
performance analysis are also given by Hewitt et al.29
11.7 Thermal Performance
In order to quantitatively assess the thermal performance of plates, it would
be necessary to define the thermal duty of the plates. The plates are of two
482
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
types, short duty or soft plates and long duty or hard plates. The soft plates
involve low pressure drop and low heat transfer coefficients. Plates having
a high chevron angle provide this feature. A short and wide plate is of this
type. The hard plates involve high pressure drop and give high heat transfer
coefficients. A plate having a low chevron angle provides high heat transfer
combined with high pressure drop. Long and narrow plates belong to this
category. The type of embossing, apart from the overall dimensions, has a
significant effect on the thermal performance.
Manufacturers produce both hard and soft plates, so that a wide range of
duties can be handled in the most efficient manner. In deciding the type of
plate that will be most suitable for a given duty, the most convenient term to
use is the number of transfer units (NTU), defined as
NTU c =
Tc − Tc1
UA
= 2
p)
∆Tm
( mc
c
(11.32)
NTU h =
Th − Th2
UA
= 1
p)
∆Tm
( mc
h
(11.33)
Manufacturers specify the plates that have low values of chevron angle as
high-θ plates and plates with high values of chevron angle as low-θ plates. A
low chevron angle is around 25°–30°, while a high chevron angle is around
60°–65°.
The ε-NTU method is described in Chapter 2; the total heat transfer rate,
from Equation 2.43, is
p ) (Th1 − Th2 )
Q = ε ( mc
min
(11.34)
The heat capacity rate ratio is given by Equation 2.35 as
R=
Th1 − Th2
Tc2 − Tc1
(11.35)
When R < 1,
p ) = ( mc
p ) = Cmin
( mc
min
c
NTU =
UA
UA
=
p)
Cmin ( mc
c
(11.36)
(11.37)
483
Gasketed-Plate Heat Exchangers
and when R > 1,
p ) = ( mc
p ) = Cmin
( mc
min
h
NTU=
UA
UA
=
p)
Cmin ( mc
h
(11.38)
(11.39)
In calculating the value of NTU for each stream, the total mass flow rates of
each stream must be used.
Graphs and tables of heat exchanger effectiveness, ε, and correction factor,
F, to ΔTm as functions of R and NTU for various plate heat exchangers are
available in the literature.5,29,30
For pure counterflow and parallel flow, the heat exchanger effectiveness is
given by Equations 2.46 and 2.47, respectively. Heat exchanger effectiveness,
ε, and (NTU)min for counterflow can be expressed as
ε=
exp [( 1 − Cmin / Cmax ) NTU min ] − 1
exp [( 1 − Cmin / Cmax ) NTU min ] − Cmin / Cmax
(11.40)
and
NTU min =
ln [( 1 − Cmin / Cmax ) / ( 1 − ε )]
(1 − Cmin / Cmax )
(11.41)
which are useful in rating analysis when the outlet temperatures of both
streams are not known.
One of the problems associated with plate units concerns the exact matching of the thermal duties. It is very difficult to achieve the required thermal
duty and at the same time fully utilize the available pressure drop. One
solution to this problem is to install more than one kind of channel in the
same plate pack with differing NTU values.13 The types could be mixed to
produce any desired value of NTU between the highest and lowest. The
high NTU plate is corrugated with a large included chevron angle, giving
a comparatively larger pressure drop, while the low NTU plate has chevron
corrugations with a much smaller included angle leading to a relatively low
pressure drop.
A comparative study of the shell-and-tube vs. gasketed-plate heat exchangers is given by Biniciogullari,31 in which a sample calculation is given for a set
of specifications of a process for water to water heat exchangers to show how
to make thermal and hydraulic analyses of these two types of heat exchangers. The experimental studies are performed on plate package heat exchangers, and further correlations for heat transfer and pressure drop analysis are
provided.34-36
484
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Nomenclature
At
A1
A1p
b
cp
CF
Ch
Cs
De
Dh
Dp
f
Kp
k
Gc
Gp
Le
Lh
Lp
Lv
Lw
L.eff
m
NTU
P
Pc
Pr
Pw
Q
Qc
Qf
Qr
Rfc
Rfh
Re
t
Uc
Uf
total effective plate heat transfer area, m2
single plate effective area, m2
single plate projected area, m2
mean mass channel gap
specific heat of fluid, J/kg · K
cleanliness factor
constant in Equation 11.10
Safety factor defined by Equation 11.31
channel equivalent diameter (De = 2b)
channel hydraulic defined by Equation 11.9, m
port diameter, m
Fanning friction factor
constant in Equation 11.21
thermal conductivity, W/m · K
mass velocity through a channel, kg/m2 · s
heat transfer coefficient, W/m · K
length of compressed plate pack, m
horizontal port distance, m
projected plate length, m
vertical port distance (flow length in one pass), m
plate width inside gasket, m
effective flow length between inlet and outlet port (≈ Lv), m
mass flow rate, kg/s
number of transfer units defined by Equation 11.32
plate pitch, m
longitudinal corrugation pitch, wavelength of surface corrugation, m
Prandtl number, cpμ/k
wetted perimeter, m
duty, W
heat load under clean conditions, W
heat load under fouled conditions, W
heat transfer required, W
fouling factor for cold fluid, m2 · K/W
fouling factor for hot fluid, m2 · K/W
Reynolds number, GcDe/μ, GcDh/μ, or GpDp/μ
plate thickness, m
clean overall heat transfer coefficient, W/m2 · K
fouled (service) overall heat transfer coefficient,
W/m2 · K
Gasketed-Plate Heat Exchangers
485
greek Symbols
β
γ
Δpc
Δpp
ΔTm
ρ
ϕ
μ
Chevron angle, deg
channel aspect ratios, 2b/Pc
channel flow pressure drop, kPa
port pressure drop, kPa
mean temperature difference, °C, K
fluid density, kg/m3
ratio of effective to projected area of corrugated plate
dynamic viscosity at average inlet temperature, N · s/m2 or Pa · s
PRoBLEMS
11.1. The following constructional information is available for a gasketed-plate heat exchanger:
Chevron angle
50°
Enlargement factor
1.17
All port diameters
15 cm
Plate thickness
0.006 m
Vertical port distance
1.50 m
Horizontal port distance 0.50 m
Plate pitch
0.0035 m
Calculate:
a. Mean channel flow gap
b. One channel flow area
c. Channel equivalent diameter
d. Projected plate area
e. Effective surface area per plate.
11.2. A gasketed-plate heat exchanger will be used for heating city
water (Rfc = 0.00006 m2 · K/W) using the waste water available at
90°C. The vertical distance between the ports of the plate is 1.60 m
and the width of the plate is 0.50 m with a gap between the plates
of 6 mm. The enlargement factor is given by the manufacturer as
1.17 and the chevron angle is 50°. The plates are made of titanium
(k = 20 W/m · K) with a thickness of 0.0006 m. The port diameter
is 0.15 m. The cold water enters the plate heat exchanger at 15°C
and leaves at 45°C at a rate of 6 kg/s and it will be heated by the hot
water available at 90°C, flowing at a rate of 12 kg/s. Considering
single-pass arrangements for both streams, calculate:
a. The effective surface area and the number of plates of this
heat exchanger
b. The pressure drop for both streams.
486
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
11.3. Solve problem 11.2 with the use of the correlations proposed by
Kumar, and Mulay and Manglik. List the resutls in a Table and
compare the results.
11.4. Repeat Example 11.1 for 30% or less over surface design.
11.5. Solve Problem 11.2 for a two pass/two pass arrangement.
11.6. A heat exchanger is required to heat treated cooling water with
a flow rate of 60 kg/s from 10°C to 50°C using the waste heat
from water, cooling from 60°C to 20°C with the same flow rate
as the cold water. The maximum allowable pressure drop for
both streams is 120 kPa. A gasketed-plate heat exchanger with
301 plates having a channel width of 50 cm, a port diameter of
0.15 m and a vertical distance between ports of 1.5 m is proposed and the plate pitch is 0.0035 m with an enlargement factor of 1.25. The spacing between the plates is 0.6 mm. Plates are
made of stainless steel (316) (k = 16.5 W/m · K). For a two-pass/
two-pass arrangement, analyze the problem to see if the proposed design is feasible. Could this heat exchanger be smaller
or larger?
11.7. Analyze problem 11.6 with the use of the correlations proposed by
Kumar and correlation proposed by Chisholm and Wanniarachchi
to see if the proposed design is feasible. Then, compare the results
of both correlations. Could this heat exchanger be smaller or larger?
11.8 Repeat Example 11.1 for different water conditions:
a. Coastal ocean (Rfc = 0.0005 K · m2/W), demineralized closed
loop (0.000001 K · m2/W)
b. Wastewater (0.00001 K · m2/W)/cooling tower (Rfc = 0.000069
m2 · K/W)
Explain your conclusions.
11.9. A one-pass counter-current flow heat exchanger has 201 plates.
The exchanger has a vertical port distance of 2 m and is 0.6 m wide,
with a gap between the plates of 6 mm. This heat exchanger will
be used for the following process: cold water from the city supply
with an inlet temperature of 10°C is fed to the heat exchanger at a
rate of 15 kg/s and will be heated to 75°C with wastewater entering at an inlet temperature of 90°C. The flow rate of hot water is
30 kg/s, which is distilled water. The other construction parameters are as given in Problem 11.2. There is no limitation on the
pressure drop. Is this heat exchanger suitable for this purpose
(larger or smaller)?
11.10. In Example 11.1, a new mass flow rate is provided as 90 kg/s.
Assume that the inlet temperatures of the hot and cold fluid
are changed to 120°C and 20°C respectively. If the flow arrangement is single pass for both streams, use the ε – NTU method to
Gasketed-Plate Heat Exchangers
487
calculate the outlet temperatures for the specific heat exchanger.
There may be a constraint on the outlet temperature of the cold
stream, therefore this type of analysis is important to see if the
required outlet temperature of the cold stream is satisfied.
DESIGN PRojECT 11.1
A Comparative Study of Gasketed-Plate Heat Exchangers vs.
Double-Pipe (Hairpin) Heat Exchangers
The main considerations involved in the choice of gasketed-plate heat
exchangers for a specific process in comparison with double-pipe heat
exchanger/shell-and-tube heat exchanger units may be made on the basis
of weight and space limitations, temperature approach, operating temperatures, pressure drop limitations, maintenance requirements, and capital and
operating costs which must be considered in a comparative study. For given
specifications, make a comparative study of a gasketed-plate heat exchanger
with a double-pipe heat exchanger. Use the specifications given in design
Project 7.1 or in Problem 11.5 and the constructional parameters given in
Example 11.1, or select alternative parameters.
DESIGN PRojECT 11.2
A Comparative Study of Gasketed-Plate Heat Exchangers
vs. Shell-and-Tube Heat Exchangers
The specifications given in Example 11.1 or in Problem 11.5 can be used for
such a comparative study.
DESIGN PRojECT 11.3
Design a Heat Exchanger for an open Heart
operation—Blood Heat Exchanger
The objective of a blood heat exchanger is to shorten the time normally
required to cool a patient’s blood prior to open-heart surgery. Since blood
behaves in a non-Newtonian manner, necessary assumptions are made to
complete the calculations. The material in contact needs to have the smoothest possible surface, therefore a stainless steel with a specific non-wetting
silicon resin shell-and-tube heat exchanger is chosen for the design. For a sufficient design, the pressure drop must be minimal due to the fragile nature
of blood, and the heat transfer rate must be high due to the required rapid
temperature change. This design project will take into account thermal,
dynamic heat transfer and a parametric analysis for a blood heat exchanger.
Assume that the patient’s blood will be cooled from 37°C to 27°C by cooling
488
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
water available at 15°C. The mass flow rate of blood is 0.03 kg/s and the properties at 32°C are: ρ = 1055 kg/m3, μ = 0.00045 kg/m · s, k = 0.426 W/m · K,
Pr = 3.52, and cp = 3330 J/kg · K. Cooling water may be available at 0.20 kg/s.
One can directly select a gasketed-plate heat exchanger, or a comparative
study as in design Projects 11.1 and 11.2 can be carried out.
References
1. Thermal Handbook, Alfa-Laval Thermal AB, Lund, Sweden.
2. Saunders, E. A. D., Heat Exchangers — Selection, Design, and Construction, John
Wiley & Sons, New York, 1988.
3. Raju, K. S. N. and Bansal, J. C., Plate heat exchangers and their performance, in
Low Reynolds Number Flow Heat Exchangers, Kakaç, S., Shah, R. K., and Bergles,
A. E., Eds., Hemisphere, Washington, DC, 899–912, 1983.
4. Cooper, A. and Usher, J. D., Plate heat exchangers, in Heat Exchanger Design
Handbook, Schlünder, E. U., Ed., Hemisphere, Washington, DC, 1988, ch. 3.
5. Raju, K. S. N. and Bansal, J. C., Design of plate heat exchangers, in Low Reynolds
Number Flow Heat Exchangers, Kakaç, S., Shah, R. K., and Bergles, A. E., Eds.,
Hemisphere, Washington, DC, 913–932, 1983.
6. Edwards, M. F., Heat transfer in plate heat exchangers at low Reynolds numbers, in Low Reynolds Number Flow Heat Exchangers, Kakaç, S., Shah, R. K., and
Bergles, A. E., Eds., Hemisphere, Washington, DC, 933–947, 1983.
7. Wilkinson, W. L., Flow distribution in plate exchangers, Chem. Eng., No. 285,
289, 1974.
8. Marriott, J., Where and how to use plate heat exchangers, Chem. Eng., 78(8), 127,
1971.
9. Cooper, A., Suitor, J. W., and Usher, J. D., Cooling water fouling in plate heat
exchangers, Heat Transfer Eng., 1(3), 50, 1980.
10. Kumar, H., The plate heat exchanger: construction and design, 1st UK National
Conference on Heat Transfer, University of Leeds, 3-5 July, Inst. Chem. Symp.
Series, No. 86, 1275–1286, 1984.
11. Edwards, M. F., Changal, A. A., and Parrott, D. L., Heat transfer and pressure
drop characteristics of a plate heat exchanger using Newtonian and nonNewtonian liquids, Chem. Eng., 286–293, May 1974.
12. McKillop, A. A. and Dunkley, W. L., Heat transfer, Indus. Eng. Chem., 52(9), 740,
1960.
13. Clark, D. F., Plate heat exchanger design and recent development, Chem. Eng.,
285, 275, 1974.
14. Manglik, R. M., Plate heat exchangers for process industry applications:
enhanced thermal-hydraulic characteristics of chevron plates, in Process,
Enhanced and Multiphase Heat Transfer, Manglik, R. M. and Kraus, A. D., Eds.,
Begel House, New York, 1996.
Gasketed-Plate Heat Exchangers
489
15. Savostin, A. F. and Tikhonov, A. M., Investigation of the characteristics of platetype heating surfaces, Thermal Eng., 17(9), 113, 1976.
16. Tovazhnyanski, L. L., Kapustenko, P. A., and Tsibulnik, V. A., Heat transfer and
hydraulic resistance in channels of plate heat exchangers, Energetika, 9, 123,
1980.
17. Chisholm, D. and Wanniarachchi, A. S., Maldistribution in single-pass mixedchannel plate heat exchangers, in Compact Heat Exchangers for Power and Process
Industries, HTD-Vol. 201, ASME, New York, 1992, 95.
18. Heavner, R. L., Kumar, H., and Wanniarachchi, A. S., Performance of an industrial plate heat exchanger: effect of chevron angle, AICHE Symposium Series
No. 295, Vol. 89, AICHE, New York, 262, 1993.
19. Talik, A. C. and Swanson, L. W., Heat transfer and pressure drop characteristics
of a plate heat exchanger using a propylene-glycol/water mixture as the working fluid, Proc. 30th Natl. Heat Transfer Conf., 12, 83, 1995.
20. Muley, A. and Manglik, R. M., Experimental investigation of heat transfer
enhancement in a PHE with β = 60° chevron plates, in Heat and Mass Transfer,
Tata McGraw-Hill, New Delhi, India, 1995, 737.
21. Muley, A. and Manglik, R. M., Enhanced heat transfer characteristics of singlephase flows in a plate heat exchanger with mixed chevron plates, J. Enhanced
Heat Transfer, 4(3), 187, 1997.
22. Muley, A., Manglik, R. M., and Metwally, H. M., Enhanced heat transfer characteristics of viscous liquid flows in a chevron plate heat exchanger, J. Heat
Transfer, 121(4), 1011, 1999.
23. Muley, A. and Manglik, R. M., Enhanced thermal-hydraulic performance of
chevron plate heat exchangers, Int. J. Heat Exchangers, 1, 3, 2000.
24. Muley, A. and Manglik, R. M., Experimental study of turbulent flow heat transfer and pressure drop in a plate heat exchanger with chevron plates, J. Heat
Transfer, 121(1), 110, 1999.
25. Kakaç, S., Shah, R. K., and Aung, W., Handbook of Single-Phase Convective Heat
Transfer, John Wiley & Sons, New York, 1987.
26. Buonopane, R. A., Troupe, R. A., and Morgan, J. C., Heat transfer design method
for plate heat exchangers, Chem. Eng. Prog., 59, 57, 1963.
27. Foote, M. R., Effective mean temperature difference in multi-pass plate heat
exchangers, Nat. Eng. Lab., U.K., Report No. 303, 1967.
28. Bell, J. K., Plate heat exchanger, in Heat Exchangers — Thermal Hydraulic
Fundamentals and Design, Kakaç, S., Bergles, A. E., and Mayinger, F., Eds.,
Hemisphere, Washington, DC, 165–176, 1981.
29. Hewitt, G. F., Shirs, G. L., and Bott, T. R., Process Heat Transfer, CRC Press, Boca
Raton, FL, 1994.
30. Shah, R. K. and Focke, W. W., Plate heat exchangers and their design theory,
in Heat Transfer Equipment Design, Shah, R. K., Subbarao, E. C., and Mashelkar,
R. A., Eds., Hemisphere, Washington, DC, pp. 227–254, 1988.
31. Biniciogullari, D., Comparative study of shell-and-tube heat exchangers versus
gasketed-plate heat exchangers, M.S. Thesis, METU, Ankara, 2001.
32. Martin, H., A theoretical approach to predict the performance of chevron-type
plate heat exchangers, Chem. Eng. Process, 35, 301, 1996.
490
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
33. Wang, L., and Sundén, B., Optimal design of plate heat exchangers with and
without pressure drop specifications, Appl. Thermal Eng., 23, 295, 2003.
34. Rao, B. P., Sunden, B. and Das, S., An experimental and theoretical investigation
of the effect of flow maldistribution on the thermal performance of plate heat
exchangers. J. Heat Transfer, 127, 332, 2005.
35. Warnakulasuriya, F. S. K. and Worek, W. M., Heat transfer and pressure drop
properties of high viscous solutions in plate heat exchangers, Int. J. Heat Mass
Transfer, 51, 52, 2008.
36. Gulben, G., Development of a computer program for designing a gasketed-plate
heat exchanger for various working conditions and verification of the computer
program with experimental data, M.S. Thesis, TOBB-ETU, Ankara, 2011.
12
Condensers and Evaporators
12.1 Introduction
A condenser is a two-phase flow heat exchanger in which heat is generated
from the conversion of vapor into liquid (condensation) and the heat generated is removed from the system by a coolant. Condensers may be classified
into two main types: those in which the coolant and condensate stream are
separated by a solid surface, usually a tube wall, and those in which the coolant and condensing vapor are brought into direct contact.
The direct contact type of condenser may consist of a vapor which is
bubbled into a pool of liquid, a liquid which is sprayed into a vapor, or
a packed-column in which the liquid flows downward as a film over a
packing material against the upward flow of vapor. Condensers in which
the streams are separated may be subdivided into three main types: aircooled, shell-and-tube, and plate. In the air-cooled type, condensation
occurs inside tubes with cooling provided by air blown or sucked across
the tubes. Fins with large surface areas are usually provided on the air side
to compensate for the low air-side heat transfer coefficients. In shell-andtube condensers, the condensation may occur inside or outside the tubes.
The orientation of the unit may be vertical or horizontal. In the refrigeration and air-conditioning industry, various types of two-phase flow heat
exchangers are used. They are classified according to whether they are
coils or shell-and-tube heat exchangers. Evaporator and condenser coils are
used when the second fluid is air because of the low heat transfer coefficient on the air side.
In the following sections, the basic types of condensers, air-conditioning evaporators, condenser coils, and their rating and sizing problems are briefly discussed. Further information can be obtained from
Butterworth.1,2
491
492
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
12.2 Shell and Tube Condensers
12.2.1 Horizontal Shell-Side Condensers
The shell-and-tube condensers for process plants are covered by TEMA;
Figure 9.1 shows various TEMA shell types as described in Chapter 9. The
most common condenser types are shown in Figure 9.3; these condensers
may be used as shell-side condensers with the exception of the F-shell type,
which is unusual. The E-type is the simplest form of these types of condensers. In shell-and-tube condensers, condensation may occur inside or outside
the tubes, depending on the design requirements (Figures 12.1 and 12.2).3 A
very important feature of a condenser as compared with any other type of
heat exchanger is that it must have a vent for the removal of noncondensable
Water out
Vapor
Vapor rent
Baffle rotated 90º
Water in
Condensate
Split ring head
Figure 12.1
Horizontal shell-side condenser. (From Mueller, A. C., Heat Exchanger Design Handbook,
Hemisphere, Washington, DC, 1983.)
Vapor
Liquid and vapor
tend to segregate
at this end
Water out
Nonequilibrium
streams exit
at this end
Water in
Figure 12.2
Horizontal in-tube condenser. (From Mueller, A. C., Heat Exchanger Design Handbook,
Hemisphere, Washington, DC, 1983; Breber, G., Heat Transfer Equipment Design, Hemisphere,
Washington, DC, 477, 1988.)
493
Condensers and Evaporators
gas. Thus, an E-type condenser will have two outlet nozzles: one for the vent
and the other for the condensate outlet. Noncondensable has the effect of
depressing the condensation temperature and, thus, reducing the temperature difference between the streams. Therefore, it is clear that there is no
chance of noncondensable accumulation during condenser operation. Hence,
the vent is provided.
There are some advantages and disadvantages of each of the different
shell-type condensers, which are briefly discussed below.
The J-shell type has a great advantage over the E-shell type in that it can
be arranged with two nozzles, one at either end for the vapor inlet, and one
small nozzle in the middle for the condensate outlet. One would normally
have a small nozzle in the middle at the top in order to vent noncondensable
gas. By having these two inlet nozzles, a large vapor volume coming into the
condenser can be accommodated more easily. Also, by splitting the vapor
flow into two and by halving the path length for vapor flow, the pressure
drop may be reduced substantially over that for a similar size E-shell. It is a
good practice with the J-shell to make sure that the heat loads in both halves
of the exchanger are the same to prevent the possibility that noncondensed
vapor coming from one end of the exchanger meets subcooled liquid from
the other. This could give rise to periodic violent vapor collapse and possible exchanger damage. This problem usually means that the J-shell condenser should not be designed with a single tube-side pass if there is a large
temperature variation in the tube-side fluid as it flows from one end of the
exchanger to the other. J-shells would normally have baffles similar to those
found in E-shells, except that a full-circle tube support plate may be placed
in the center of the exchanger (Figure 12.3).
The F-, G-, and H-shell condensers can also have transverse baffles in
addition to the longitudinal baffle (Figures 9.1 and 12.4). Full-circle tube support plates may be placed in line with the inlet nozzles and, for H-shells,
additional full-circle tube support plates can be placed halfway along the
shell. An H-shell would, therefore, have three tube support plates along
the lengths of the tubes, so it may be possible to avoid having any further
Flow
Figure 12.3
Schematic sketch of TEMA J-shell.
494
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Flow
A
Section A-A
A
Longitudinal baffle
Figure 12.4
Schematic sketch of TEMA J-shell.
segmented baffles supporting the tubes. In such circumstances, an H-shell
gives a fairly low pressure drop. The vent nozzles in G- and H-shell types
have to be placed in the side of the shell above the condensate outlet nozzles
but, of course, below the longitudinal baffles. If there are multiple tube-side
passes in G- and H-shells, these should be arranged so that the coldest pass
is at the bottom and the warmest at the top so that there is some degree of
countercurrent flow.1
The crossflow, or X-type exchanger, is a very useful unit for vacuum operation. In such operations, large volumes of vapor must be handled, and it is
possible to avoid the chance of tube vibration. The large flow area combined
with the short flow path also means that pressure drops can be kept low.
It is important, particularly, to keep pressure drops low in vacuum operation so as to avoid reducing the saturation temperature and, therefore, losing
temperature difference. Figure 12.5 shows a typical crossflow unit. This particular unit has three inlet nozzles to avoid having a very large single inlet
nozzle which may lead to difficulties in mechanical construction. A large
space above the top of the bundle is necessary to give good vapor distribution along the exchanger length, and this may be assisted by the introduction
of a perforated distributor inserted as is necessary to give sufficient tube
support to prevent vibration. Noncondensable gases must be vented from as
low as possible in the exchanger, as shown in Figure 12.5. Variations on the
tube bundle layout are possible in crossflow condensers.1
In shell-and-tube condensers, a variety of alternative baffle arrangements
like single-segmental, double-segmental, triple-segmental, and no-tube-inthe-window are used. Baffles in condensers are usually arranged with the
cut vertical so that the vapor flows from side to side. The baffles are notched
on the bottom to allow drainage of the condensate from one compartment to
the next and, finally, to the condensate exit.
With most of the baffle types, having the baffles closer together increases
the shell-side fluid velocities. This would be undesirable if vibration or high
495
Condensers and Evaporators
Coolant out
Vapor inlets
Perforated
distributor
plate
Vapor distribution space
Vent
Tube
bundle
Tube support
plates (baffles)
Condensate drain
Coolant in
Figure 12.5
Main features of a crossflow condenser (TEMA X-type). (From Butterworth, D., Boilers,
Evaporators and Condensers, John Wiley & Sons, New York, 571, 1991; Butterworth, D., Two-Phase
Flow Heat Exchangers, Kluwer, The Netherlands, 1988. With permission.)
pressure drop is a problem. The design with no tubes in the window, however, allows for additional intermediate baffles which support the tubes
without having any significant effect on the flow. However, such a design is
expensive because there is a large volume of empty shell.
It is almost a universal practice to use an impingement plate under the
vapor inlet nozzle on a shell-side condenser to prevent tube erosion from the
high velocity of the incoming vapor (Figure 12.6). Otherwise, the outer tubes
of the first row of the bundle could be subject to serious damage.1
When flow-induced vibration is a problem, an extra tube support plate
may be inserted near the inlet nozzle, as shown in Figure 12.7.1
12.2.2 Vertical Shell-Side Condensers
A vertical E-shell condenser is shown in Figure 12.8. The vent is shown near
the condensate exit at the cold end of the exchanger. Vertical shell-side condensation has definite thermodynamic advantages when a wide condensing
range mixture is to be condensed. There will be very good mixing between
the condensate and vapor. In this arrangement, it may not be easy to clean
the inside of the tubes. Thus, this arrangement should not be used with a
fouling coolant.
12.2.3 Vertical Tube-Side Condensers
These condensers are often designed with down-flows for both the vapor and
the condensate. Vapor enters at the top and flows down through the tubes
496
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Impingment
plate
Tube plate
First baffle
Figure 12.6
Impingement plate and vapor belt. (From Butterworth, D., Boilers, Evaporators and Condensers,
John Wiley & Sons, New York, 571, 1991; Butterworth, D., Two-Phase Flow Heat Exchangers,
Kluwer, The Netherlands, 1988. With permission.)
Extra tube support
plate
Figure 12.7
Extra tube support plate to help prevent vibration of tubes near the inlet nozzle.
with the condensate draining from the tubes by gravity and vapor shear
(Figure 12.9). If the shell-side cleaning can be done chemically, a fixed tube
sheet construction can be designed. Two tube-side passes, using U-tubes,
would be possible where there is upward flow in the first pass and downward flow in the second. Tube-side condensers must also have adequate
497
Condensers and Evaporators
Out
Vapor
in
Vent
Condensate
out
Coolant
in
Figure 12.8
Vertical E-shell condenser. (From Butterworth, D., Boilers, Evaporators and Condensers, John
Wiley & Sons, New York, 571, 1991; Butterworth, D., Two-Phase Flow Heat Exchangers, Kluwer,
The Netherlands, 1988. With permission.)
venting. The vent line in vertical units with down-flow should be placed in
the oversized lower header above any possible pool of condensate formed
there.
Vertical tube-side condensers may also be designed to operate in the
reflux mode, with an upward flow of vapor but a downward counterflow of any condensate formed on the tube walls. Clearly, such units can
only operate provided the flooding phenomenon is avoided (Figure 12.10).
Capacity is limited due to flooding of the tubes. The vapor condenses on
the cold tube walls, and the condensate film drains downward by gravity. Any noncondensable gases pass up the tube and can be evacuated
through a vent.
The tubes extend beyond the bottom tube sheet and are cut at a certain
angle to provide drip points for the condensate. The shell should be vented
through the upper tube sheet. Reflux condenser tubes are usually short,
only 2–5 m long, with large diameters. In this type of condenser, it must be
ensured that the vapor velocity entering the bottom of the tubes is low so
that the condensate can drain freely from the tubes.5
12.2.4 Horizontal in-Tube Condensers
Horizontal tube-side condensation is most frequently used in air-cooled condensers and in kettle or horizontal thermosiphon reboilers. Horizontal intube condensers can be in single-pass, multipass, or U-tube arrangements.
More than two passes is unusual. In U-tube bundles, the different lengths
between the inner and outer U-tubes will result in different condensing than
the same area in a straight-tube, single-pass bundle.3,4
498
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Vapor
Tubesheet vent
Water out
Water in
Packed head
Funnel
separator
Slip-on flange
with split ring
Vapor
vent
Alternate head
Baffle plate
separator
Condensate
Figure 12.9
Vertical in-tube downflow condenser. (From Mueller, A. C., Heat Exchanger Design Handbook,
Hemisphere, Washington, DC, 1983. With permission.)
Figure 12.2 shows a typical two-pass arrangement for horizontal tubeside condensation. The vapor coming in is partially condensed in the
first pass in the top of the bundle. When the vapor–condensate mixture
exits from the first pass into the turnaround header, it is difficult, using
existing methods, to estimate the distribution of the liquid and the vapor
among the tubes of the second pass. The condensate dropout between
passes will cause misdistribution, and its effect on the condensation processes must be considered. The misdistribution of the condensate and
499
Condensers and Evaporators
Vapor vent
Tubesheet vent
Water out
Water in
Packed head
Slip-on flange
with split ring
Vapor
Condensate
Figure 12.10
Reflux condenser. (From Mueller, A. C., Heat Exchanger Design Handbook, Hemisphere,
Washington, DC, 1983; Breber, G., Heat Transfer Equipment Design, Hemisphere, Washington,
DC, 477, 1988. With permission.)
vapor into certain tubes alters the heat transfer and fluid flow characteristics of these tubes, resulting in a net reduction of the average effective
heat transfer coefficient for the entire pass. If a multicomponent mixture
is being condensed, the separation of the liquid and vapor will result in
a partial fractionation of the mixture being condensed. It is possible in
500
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
that case to have substantial quantities of noncondensed vapor exiting
the condenser.
A vent must be located where the noncondensables are finally concentrated. Tube layouts depend on the coolant requirements. Because of the
blanketing effect of condensate accumulation in the bottom portion of the
tubes, this configuration is not very effective in gravity-controlled flow.
It is desirable to subcool any condensate leaving a condenser to prevent
flashing in the piping circuit and equipment downstream of the condenser.
For condensation inside vertical tubes, subcooling can be achieved by having a liquid level control and running the tubes full of liquid up to a certain
height. However, this is clearly only possible if there is a noncondensable
present, otherwise there is no convenient way to vent such noncondensable.
12.3 Steam Turbine Exhaust Condensers
For historical reasons, steam turbine exhaust condensers are often referred to
as surface condensers. In principle, they are no different from the shell-side
condensers described in Section 12.2.1, in particular, the X-type (Figure 12.5).
In practice, there are certain severe demands placed on these units that have
been overcome by special design features. These special demands arise from
the large heat duties that they must perform, and from the necessity to maintain a low condensing temperature to achieve the highest possible power
station efficiency.1
The aim is to operate with the condensing temperature only a few degrees
above the cooling water temperature. Typically, the cooling water is about
20°C, with condensation taking place at around 30°C. Saturation pressure of
water at this temperature is 0.042 bar absolute, which is a typical operating
pressure for these condensers. Clearly, there is little pressure available for
pressure drop through the unit. There is also small temperature difference
to spare in order to overcome the effects of noncondensable gases. Hence, the
design of surface condensers is governed by the need for good venting and
low pressure drop.
These very large condensers often have box-shaped shells. The smaller
ones, with surface areas less than about 5,000 m2, may have cylindrical
shells.1 Figure 12.5 illustrates some of the main features of a surface condenser which are common to most designs.
As with any other shell-and-tube unit, tubes in surface condensers must be
supported at regular intervals along their length with tube support plates.
Such support plates also have the advantage of deliberately preventing any
axial flow of vapor, thus making it easier for designers to ensure that vapor
flow paths through the bundles are relatively straightforward, giving rise to
no recirculation pockets where noncondensable can accumulate.
Condensers and Evaporators
501
It is desirable to subcool any condensate leaving a condenser to prevent
flashing in the piping circuit and equipment downstream of the condenser.
One solution is to design a separate unit as a subcooling exchanger. One
can also overdesign the condenser; a subcooling section can be added as
a second pass. This second section often has closer baffling to increase
the heat transfer coefficient in this region. For example, the unit may be
designed with all the required condensation achieved in the first pass. The
vent line would then be placed in the header at the end of this first pass.
The liquid level would be maintained in this header and the second pass
would be running full of liquid. With this particular method of achieving
subcooling, however, a much smaller number of tubes would normally be
required in the second pass to give high velocities to ensure good heat
transfer.
There is such a variety of different surface condenser designs that it is
impossible to illustrate them all here, but many examples of modern condensers are described by Sebald.6
12.4 Plate Condensers
There are three main types of plate exchangers—plate-and-frame, spiral
plate, and plate-fin exchangers—which have already been introduced in
Chapters 1 and 10 (see Figures 1.13, 1.15, and 11.1).
Plate-and-frame (gasketed) heat exchangers are usually limited to fluid
streams with pressures below about 25 bar and temperatures below about
250°C. Detailed information is given by Alta Laval.7 Gasketed heat exchangers are mainly developed for single-phase flows. They are not well suited for
condensers because of the size of the parts in the plates which are small for
handling large volume flows of vapor. However, they are frequently used
with service steam on one side to heat some process stream.
A spiral heat exchanger as a condenser is shown in Figure 12.11. These can
operate at pressures up to about 20 bar and temperatures up to about 400°C.
Plate-fin heat exchangers are discussed in Chapter 1. These heat exchangers are very compact units having heat transfer surface densities around
2,000 m 2/m3.1 They are often used in low temperature (cryogenic) plants
where the temperature difference between the streams is small (1–5°C).
The flow channels in plate-fin exchangers are small and often contain
many irregularities. This means that the pressure drop is high with high
flow velocities. They are not mechanically cleanable; therefore, their use is
restricted to clean fluids.
Plate-fin exchangers can be arranged as parallel and counterflow or the
streams may be arranged in crossflow (Figures 1.17 and 1.25c). The corrugated sheets which are sandwiched between the plates serve both to give
502
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
B
Weld
B
Hot
A vapor/gas in A
Coolant
out
Gasketed
joint
B Coolant
in
Center
line
Studs
A
Gasketed
joint
A
Noncondensables
out
Condensate out
Figure 12.11
Spiral heat exchanger for condenser applications. (Courtesy of APV International Ltd. From
Butterworth, D., Boilers, Evaporators and Condensers, John Wiley & Sons, New York, 571, 1991;
Butterworth, D., Two-Phase Flow Heat Exchangers, Kluwer, The Netherlands, 1988. With permission.)
extra heat transfer and to provide structural support to the flat plate. The
most common corrugated sheets are shown in Figure 1.18.
Uniform flow distribution is very essential for good performance of platefin exchangers as condensers. When the nominal flow rate of coolant in the
adjacent channels is small, partial condensation can occur which decreases
the unit efficiently and can lead to several operating problems.
12.5 Air-Cooled Condensers
Air-cooled condensers may be favored where water is in short supply.
Condensation occurs inside tubes which are finned with transverse fins on
the air side for a low air-side heat transfer coefficient. Figure 1.23 illustrates
a typical air-cooled heat exchanger. The unit shown is a forced draught unit
since the air is blown across. The alternative design includes a fan at the
top which is called induced draught. Air-cooled condensers can also become
economical if condensation takes place at temperatures that are about 20°C
higher than the ambient temperature.4
Disadvantages of air-cooled condensers are their requirement of a relatively large ground area and space around the unit, noise from the fans, and
problems with freezing of condensate in climates with low temperatures.
Air-cooled heat exchangers as condensers normally have only a few tube
rows, and the process stream may take one or more passes through the unit.
With multipass condensers, a problem arises with redistributing the twophase mixture on entry to the next pass. This can be overcome in some cases
Condensers and Evaporators
503
by using U-tubes or by having separate tube rows only for the condensate
(Figure 1.36). There is only one arrangement practically possible: each successive pass must be located below the previous one to enable the condensate
to continue downward.
12.6 Direct Contact Condensers
Direct contact condensers are inexpensive and simple to design but have
limited application because the condensate and coolant are mixed. The main
advantage of these condensers, besides their low cost, is that they cannot be
fouled and they have very high heat transfer rates per unit volume. There
are generally three types of direct contact condensers: pool, spray, and tray
condensers.
In pool condensers, vapor is injected into a pool of liquid. The coolant
may be a process fluid to be heated. There may be some operational problems with this type of condenser. The first is that the condensation front
may move back into the vapor inlet line, causing the liquid to be periodically
ejected, often with some violence. The second is that a very large vapor bubble may form in the liquid pool and may collapse suddenly, causing damage
to the vessel. These problems may be avoided by injecting the vapor through
a large number of small holes or by using special ejectors which mix the
incoming vapor with liquid in a special mixing tube.1,4
The most common type of direct-contact condenser is one in which subcooled liquid is sprayed into the vapor in a large vessel. This arrangement
is illustrated in Figure 1.7a. Very often, these units are used for condensing
steam using water as a coolant. In these cases, the mixing of water with condensate presents no major problems. When condensing a vapor whose condensate is immiscible with the spray liquid, however, a separator is usually
required after the condenser in order to recover the product. Alternatively,
the condensate product may be cooled in a single-phase exchanger, and
some may be recycled as coolant spray. At first sight, there then seems to be
little benefit to using a combination of a direct-contact condenser and a conventional single-phase exchanger instead of using only one shell-and-tube
condenser. The advantage appears, however, when the condenser is operating under vacuum conditions. As has been seen already, tubular condensers
for vacuum operation are large and complex. It can, therefore, sometimes be
economical to replace such a condenser by a simple spray condenser and a
compact single-phase cooler.1
Spray condensers cannot be used with dirty coolants since the spray
nozzles may be blocked. In those circumstances, a tray condenser may be
used, as illustrated in Figure 1.7b. The trays may be sloped slightly to prevent dirt accumulation on them. The tray arrangement can have a slight
504
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
thermodynamic advantage over a spray unit because some degree of countercurrent flow may be achieved between the falling liquid and upward
flowing vapor–gas mixture.
12.7 Thermal Design of Shell-and-Tube Condensers
Design and rating methods of a heat exchanger have already been introduced
in Chapter 9. The rating problem is a performance analysis for a known
exchanger geometry with given specifications. The condenser dimensions
of the known condenser or tentative estimates of condenser dimensions are
used as input data to the rating program. The thermal duty and outlet conditions of the condensate are calculated if the length is fixed. If the heat duty is
fixed, the length of the condenser can be calculated (Figure 9.10).
Besides these parameters, the rating program will also calculate pressure drops for the condensing vapor side and the coolant side and the outlet
temperature of the coolant; an advanced program will calculate many other
useful parameters. Some advanced programs provide design modifications.
They take the output from the rating subroutines and modify the condenser
parameters in such a way that the new condenser configuration will better
satisfy the required process conditions.
Two approaches are used in designing heat exchangers, especially twophase flow heat exchangers such as condensers. In the first approach, the
heat exchanger is taken as a single control volume with an average overall
heat transfer coefficient and two inlets and two outlets (lumped analysis). In
the second analysis, the heat exchanger is divided into segments or multiple
control volumes, with the outlet of one control volume being the inlet to an
adjacent control volume. This is a local analysis. The heat transfer rate (heat
duty) for the heat exchanger is obtained by integrating the local values. The
first approach is more common and simpler and it generally provides acceptable results for design.
Let us treat the first approach (lumped analysis). The heat transfer rate can
be expressed for two control volumes defined on the condensing side (hot
fluid) and coolant side, respectively, as follows:
h ( ii − io )
Qh = m
(12.1)
p ) (Tc2 − Tc1 )
Qc = ( mc
c
(12.2)
The basic design equation for a heat exchanger in terms of mean quantities
that are related by Equation 2.7 is
Q = U m Ao ∆Tlm
(12.3)
505
Condensers and Evaporators
where Um is the mean overall heat transfer coefficient and ΔT lm is the
mean temperature difference, which is the well-known LMTD given by
Equation 2.28:
∆Tlm =
∆T1 − ∆T2
∆T
ln 1
∆T2
(12.4)
The overall heat transfer coefficient, U, is built up of a number of components, including the individual heat transfer coefficients and wall and fouling resistances and is given by Equation 2.17 for a bare tube:
1
1
1 A
=
+ R fo + Ao Rw + R fi + o
U m ho
hi Ai
(12.5)
where Um is based on the outside heat transfer surface area.
A simplified form of Equation 12.5 can also be used:
1
1
1
=
+ Rt +
U m ho
hi
(12.6)
where Rt is the combined thermal resistance of the tube wall and fouling,
and Um is defined as
Um =
1
Ao
∫ UdA
(12.7)
Ao
where U is the local overall heat transfer coefficient and may vary considerable along the heat exchanger.
For variable U, the local heat transfer from a differential surface area, dA,
is given by
δQ = UdAdT
(12.8)
The total heat transfer can be calculated by the procedure outlined in Chapter 2,
Section 2.10.
If U varies linearly with A, Equation 12.7 can be integrated between the
overall heat transfer coefficients at the inlet and outlet of the condenser.
Um =
1
(U1 + U 2 )
2
(12.9)
For the overall heat transfer coefficient U and ΔT varying linearly with Q,
Equation 2.60 can be used. If both 1/U and ΔT vary linearly with Q, Equation
12.7 can be integrated with the aid of Equation 12.8 to give1
506
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
1
1 ∆Tlm − ∆T2
1 ∆T1 − ∆Tlm
=
+
U m U 1 ∆T1 − ∆T2 U 2 ∆T1 − ∆T2
(12.10)
Equation 12.9 is simple to use, but it is not valid if there are large differences
between U1 and U2. It is difficult to decide which of the above equations for
Um is valid for given circumstances.1
Example 12.1
A shell-and-tube type condenser is to be designed for a coal fired
power station of 200 MWe. Steam enters the turbine at 5 MPa and 400°C
(ii = 3195.7 kJ/kg). The condenser pressure is 10 kPa (0.1 bar). The thermodynamic efficiency of the turbine ηt = 0.85. The actual enthalpy of
steam entering the condenser at 0.1 bar is calculated to be ie = 2268.4 kJ/
kg with 80% quality. The condenser is to be designed without subcooling. A single tube pass is used and the cooling water velocity is assumed
to be 2 m/s. Cooling water is available at 20°C and can exit the condenser
at 30°C. Allowable total pressure drop on tube side is 35 kPa. The tube
wall thermal conductivity k = 111 W/m · K
Solution
The mass flow rate of wet steam entering the condenser can be found
from the first law of thermodynamics:
s =
m
WT
200 × 103
=
= 215.68 kg/s
∆i 3195.7 − 2268.4
Cooling water properties at the mean temperature of 25°C are, from
the appendix:
c ps = 4, 180 J/kg ⋅ K
µ c = 0.00098 kg/m ⋅ s
k c = 0.602 W/m ⋅ K
ρc = 997 kg/m 3
Prc = 6.96
Saturated liquid properties of the condensed water at 10 kPa,
Ts = 45.8°C, from the appendix, are
ilg = 2392 kJ/kg
µ l = 0.000588 N ⋅ s /m 2
kl = 0.635 W/m ⋅ K
.
507
Condensers and Evaporators
ρl = 990 kg/m 3
il = 191.8 kJ/kg
Outside diameter of the tubes, do = 0.0254 m
Inside diameter of the tubes, di = 0.02291 m
Tube wall thermal conductivity, k = 111 W/m ⋅ K
The cooling water velocity uc = 2 m/s, which is chosen as a compro.
mise between fouling, which increase at low velocities, and
erosion,
which occurs at high velocities. Fouling resistances chosen from TEMA
Tables in Chapter 6 are
R fi = 0.00018 m 2 ⋅ K / W
R fo = 0.00009 m 2 ⋅ K / W
Condenser heat load, Q, is
s ( iin − il )
Q=m
= 215.68 ( 2268.4 − 1191.8 ) = 447.9 MW
.
The cooling water mass flow rate, mc, is
Q
−
Tc1 ) c pc
2
( 4.479 × 105 ) × 103
=
( 30 − 20) × 4180
= 10, 717.4 kg/s
c =
m
(Tc
The number of tubes, N T, is determined from the fixed cooling water
velocity, Uc, as follows (one tube pass):
πd 2
c = uc ρc i NT
m
4
or
NT =
=
c
4m
u c ρc πdi2
4 × 1.07174 × 10 4
2
997 × 2 × π × ( 0.02291)
= 13, 038 tubes
508
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
In order to calculate the condensing side heat transfer coefficient, an
estimate of the average number of tube rows in a vertical column, N T,
is needed. For typical condenser tube layouts, this was estimated as 70.
The coolant heat transfer coefficient, hi, can be estimated from singlephase, in-tube heat transfer correlations, as given in Chapter 2.
The tube-side Reynolds number is calculated first:
u c ρc di
µc
0.02291 × 2 × 997
=
0.00098
= 46, 614.8
Re =
Therefore, the flow inside the tubes is turbulent. The Petukhov–
Kirillov correlations, for example, can be used to calculate the heat transfer coefficient:
Nu =
( f / 2 ) Re Pr
1/2
2/3
1.07+12.7 ( f /2 ) ( Pr − 1)
where
f = (1.58 ln Re − 3. 28)
−2
= [11.58 ln ( 46614.8) − 3.28]
−2
= 0.00532
So,
f /2 = 0.00266
Nu =
0.00266 × 46614.8 × 6.96
= 304.4
1/2
2/3
11.07 + 12.77 ( 0.00266) [(6.96) − 1]
Hence,
Nu ⋅ k c
d1
304.4 × 0.602
hi =
0.02291
hi = 8027 W/m 2 ⋅ K
hi =
The condenser is to be designed without subcooling, so
∆Tin = ( 45.8 − 20) = 25.8° C
509
Condensers and Evaporators
and
∆Tout = ( 45.8 − 30) = 15.8° C
.
Hence, the log mean temperature difference is
∆Tlm =
∆Tin − ∆Tout
25.8 − 15.8
=
= 20.4° C
ln ( ∆Tin / ∆Tout ) ln ( 25.8/15.8)
Next, the shell-side heat transfer coefficient is calculated in order to
determine the overall heat transfer coefficient. This coefficient depends
on the local heat flux and, hence, an iteration is necessary. The equations
required in this iteration are developed first. The overall heat transfer
coefficient, U, based on the tube outside diameter, is given by
1
1
= Rt +
U
ho
where ho is the coefficient outside the tubes (shell side) and Rt is the sum
of all the other thermal resistance, given by Equation 12.5:
t d
1
d
Rt = R fo + + R fi o + w o
hi
di k w Dm
where Dm is approximated as
Dm =
do − di
1
≈ ( do + di )
ln ( do / di ) 2
and tw is the wall thickness.
Hence,
1
0.0254 0.0013 0.0254
+
⋅
Rt = 0.00009 +
+ 0.00018
8027
0.0229
111 0.0242
= 4.39 × 10−4
and
1
1
= 4.39 × 10−4 +
U
ho
(1)
The condensing side heat transfer coefficient, ho, may be calculated by
the Nusselt method with the Kern correction for condensate inundation
(Equations 8.2 and 8.10). Hence,
510
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
ρl2 gilg kl3
ho = 0.728
µ l ∆Tw do
1/4
1
N 1/6
where ΔTw is the difference between the saturation temperature and the
temperature at the surface of the fouling. Since ρl >> ρg, Equation 8.2 has
been simplified. Inserting the values, we get
( 990)2 ( 9.81) ( 2392 × 103 ) ( 0.635)3
ho = 0.728
( 5.66 × 10−4 ) ∆Tw ( 0.0254)
1/4
1
701/6
(2)
ho = 8990 / ∆Tw1/4
The temperature difference, ΔTw, is given by
∆Tw = ∆T − Rt q ′′
where ΔT is the local temperature difference between the streams, Rt
is the sum of all other resistances, and q″ is the local heat flux, which is
given by
q ′′ = U∆T
Hence,
∆Tw = ∆T (1 − RtU )
∆Tw = ∆T (1 − 4.39 × 10−4 U )
(3)
A suggested iteration at the inlet and outlet is, therefore,
1.
2.
3.
4.
5.
Guess ΔTw
Calculate ho from Equation 2 above
Calculate U from Equation 1 above
Recalculate ΔTw from Equation 3 above
Repeat the calculations from step 2 and continue the iteration
until U converges.
Tables 12.1 and 12.2 summarize the results of this iteration for the inlet
and outlet of the condenser when ΔTw = 25.8°C and ΔTw = 15.8°C. The
initial guess of ΔTw is 10°C.
The mean overall heat transfer coefficient can then be determined by
taking the average of the inlet and outlet overall heat transfer coefficients:
Um =
1575 + 1632
= 1603 W/m 2 ⋅ K
2
511
Condensers and Evaporators
TABLe 12.1
Iteration for Overall Coefficient at the
Inlet of the Power Condenser
Tw, °C
(Equation 3)
ho , W/m2 · K
(Equation 2)
U, W/m2 · K
(Equation 1)
5,049
5,118
5,121
5,122
1,569
1,575
1,575
1,575
10.00
9.47
9.45
9.44
TABLe 12.2
Iteration for Overall Coefficient at the
Outlet of the Power Condenser
Tw, °C
(Equation 3)
ho , W/m2 · K
(Equation 2)
U, W/m2 · K
(Equation 1)
5,737
5,764
5,771
5,776
1,629
1,631
1,632
1,632
6.00
5.89
5.86
5.84
The required surface area is therefore calculated from Equation 12.1:
Q = U M Ao ∆Tlm
Ao =
Q
U m ∆Tlm
Ao =
447.9 × 106
= 1.370 × 10 4 m 2
1603 × 20.4
The required length is found by the following equation:
Ao = NT πdo L
or
L=
Ao
1.370 × 105
=
= 13.2 m
NT πdo 15, 340 × π × 0.0254
Now, the thermal resistances of the heat exchanger will be analyzed.
This is useful when cleaning practices must be considered for the
exchanger. Table 12.3 shows this for the inlet of the condenser.
As can be seen from Table 12.3, a considerable amount of fouling is due
to the inside tubing. Therefore, it is necessary to concentrate on the tube
side when cleaning the exchanger. Several possible methods of cleaning
512
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 12.3
Comparison of Thermal Resistances at the Inlet of the
Condenser
Item
Given by
Value
(m2 · K/kW)
%
Tube-side fluid
do
hi di
0.138
25
Tube-side fouling
R fi do
0.200
36
0.012
2
0.090
0.195
16
35
di
tw do
kw Dm
Tube wall
Shell-side fouling
Shell-side fluid
Rfo
1
ho
can be used. One method of cleaning will include the cooling water
chemistry. The second method involves passing balls down the tubes.
Now that the length of the heat power condenser has been determined,
the shell size of the condenser, the tube-side pressure drop, and the tubeside pumping power can all be calculated.
The expression of the shell diameter as a function of heat transfer area,
Ao, tube length, L, and tube layout dimensions, PT, PR, and do as parameters can be estimated from Equation 9.10:
Ds = 0.637
2
CL A ( PR ) do
CPT
L
1/2
(4)
where CL is the tube layout constant, CL = 1.00 for 90° and 45°, and
CL = 0.87 for 30° and 60°. CPT accounts for the incomplete coverage of
the shell diameter by the tubes:
CPT = 0.93 for 1 tube pass
CPT = 0.9 for 2 tube passes
CPT = 0.85 for 3 tube passes
PT is the tube pitch, which equals 0.0381 m
PR is the tube pitch ratio = PT /do = 0.0381/0.0254 = 1.501.
Then, using the values given for the above parameters in Equation 4,
the shell diameter is determined as
Ds = 0.637
= 5.1 m
1 1.37 × 10 4 × 1.5012 × 0.0254
0.93
13.2
1/2
.
513
Condensers and Evaporators
The pressure drop on the tube side is calculated as follows:
∆ptot = ∆pt + ∆pr
The pressure drop through the tubes can be calculated from Equation 9.19:
∆pt = 4 f
LN p G 2
De 2ρ
where
f = 0.046 Re −0.2
= 0.046 × ( 46.6 × 103 )
−0 . 2
= 0.00535
Also,
N p = the number of passes
De = di
G = uc ρ
Therefore,
∆pt = 4 × 0.00535 ×
13.2 × 1 ( 2 × 997 )
×
0.02291
2 × 997
2
= 24, 559.3 Pa
The pressure drop due to the return is given by Equation 9.21:
ρuc2
2
997 × 2 2
= 4 ×1×
2
= 7976 Pa
∆pr = 4 N p
Therefore, the total pressure drop on the tube side is determined by
∆ptot = ∆pt + ∆pr
= 24, 559.3 + 7976
= 32 , 535.3 Pa
The pumping power is proportional to the pressure drop across the
condenser:
Wp =
∆ptot
m
ρηp
where ηp is the efficiency of the pump, assumed to be 85%.
Wp =
10, 717.4 × 56, 602.1
= 82 , 9597 W ≈ 829.6 kW
997 × .85
514
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 12.4
The Effect of Coolant Velocity on Design
Cooling Water Velocity
Parameters
Number of tubes, Nt
Reynolds no., Re (cool.)
Heat transfer coefficient (cool.), hc (W/m2 · K)
uc = 1.5 m/s
uc = 2.0 m/s
uc = 2.5 m/s
17,385
13,038
10,430.7
34,961.2
6307.6
46614.8
8026.7
58,268.5
9685.3
Heat transfer coefficient (shell), ho (W/m2 · K)
5441
5441
5443
Overall heat transfer coefficient, Um (W/m2 · K)
1476
1603.5
11,666.5
14,525.5
13,696.6
13,178.8
Length, L (m)
10.5
13.2
15.8
Shell diameter, Ds (m)
5.9
5.1
4.6
Pressure drop (tubes), ΔPt (kPa)
16.1
32.5
56.6
Pumping power (tubes, ηp = 85%), Pt (kW)
378.5
829.6
1540.4
Heat transfer area, Ao (m2)
This procedure was done for cooling water velocities of 1.5 m/s and 2.5
m/s, and the results are given in Table 12.4.
During the rating procedures, the thermal performance and the
pressure drop for both streams are calculated for this design. The
better the starting point estimate, the sooner the final design will be
done. On a computer, however, it is usually faster to let the computer
select a starting point—usually a very conservative case—and use its
enormous computational speed to move towards the suitable design.
If the calculation shows that the required amount of heat cannot be
transferred or if one or both allowable pressure drops are exceeded,
it is necessary to select new geometrical parameters and to recalculate the condenser. On the other hand, if pressure drops are much
smaller than allowable, a better selection of parameters may result in
a smaller and more economical condenser while utilizing more of the
available pressure drop.
The best economic choice, then, is a result of the additional step which
is an economic evaluation of several designs. The final design must meet
several conditions:
1. The condenser must be operable in a range of conditions which
include the design conditions.
2. The design must meet all specific physical limitations that may
be imposed, such as weight, size, coolant process constraints,
metallurgical constraints, etc.
3. The design must allow standard and/or economical fabrication.
4. Operation and maintenance expenses must not exceed economical limits.
Condensers and Evaporators
515
12.8 Design and operational Considerations
Muller3 and Taborek8 described a number of requirements that should be
considered during selection, as well as design practices of condensers.
Condensation Modes—Condensers are designed under filmwise condensation conditions. Although dropwise condensation gives higher
heat transfer coefficients, it is not possible to sustain this condensation mode for a long period of time on individual condensers.
Condensation Regimes—Depending on the flow characteristics of the
vapor and condensate, the designer must determine the flow regime
applicable along the vapor flow path. At low vapor velocities, the
so-called “gravity controlled” or Nusselt flow regime exists. At high
vapor velocities, the “vapor shear controlled” regime will predominate (see Section 8.4).
Desuperheating—Some vapor stream enters the condenser superheated. If the wall temperature is below the dew point, condensation
will take place and the desuperheating duty must be calculated as a
single-phase process.
Subcooling—It is sometimes desirable to subcool the condensate
slightly before further processing. This can be accomplished by raising the level of the condensate so that it would be in contact with the
cool tubes. For larger subcooling heat applications, it is more efficient to allocate a separate unit.
Construction Considerations—Some guidelines and practices must be
observed for the design of well-functioning condensers: (a) Vertical
in-tube condensation is very effective, but the tube length is limited
as it may fill up with condensate. Thus, the size of such condensers
is restricted, as otherwise large shell diameters would be required.
(b) Horizontal tube-side consideration is less effective and much more
difficult to calculate because of the stratification of the condensate.
Positive tube inclination must be used. (c) Horizontal shell-side condensation is very popular as it is well predictable, permits use of large
surfaces, and the extremely low pressure drop required for vacuum
operations can be obtained by proper unit selection (TEMA X-shell).
If noncondensable gases are present in vapors, the condensing coefficient
will vary an order of magnitude between vapor inlet and outlet. Stepwise
calculation is unconditionally required. A detailed stepwise analysis is
given by Butterworth.1 Furthermore, the unit construction must be suitable
for effective removal (venting) of the gases which would otherwise accumulate and render the condenser inoperative.
516
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Some of the main reasons for failure of condenser operation are given by
Steinmeyer and Muller9 and are briefly summarized here:
1. The tubes may be more fouled than expected—a problem not unique
to condensers.
2. The condensate may not be drained properly, causing tubes to be
flooded. This could mean that the condensate outlet is too small or too
high.
3. Venting of noncondensable may be inadequate.
4. The condenser was designed on the basis of end temperatures without noticing that the design duty would involve a temperature cross
in the middle of the range.
5. Flooding limits have been exceeded for condensers with backflow of
liquid against upward vapor flow.
6. Excessive fogging may be occurring. This can be a problem when condensing high molecular weight vapors in the presence of noncondensable gas.
7. Severe misdistribution in parallel condensing paths is possible, particularly with vacuum operation. This occurs because there can be
two flow rates which satisfy the imposed pressure drops. An example might be that in which the pressure drop is zero. One channel
may have a very high vapor inlet flow but may achieve a zero pressure drop because the momentum pressure recovery cancels out the
frictional pressure loss. The next channel may achieve the zero pressure drop by having no vapor inlet flow. To be stable in this case, the
channel would be full of noncondensable. This problem may occur
with parallel tubes in a tube-side condenser or with whole condensers when they are arranged in parallel.1
12.9 Condensers for Refrigeration and Air-Conditioning
Several types of heat exchangers are used in refrigeration and air-conditioning applications. They are two-phase flow heat exchangers—one side is the
refrigerant and the other side is the air or liquid. In general, condensers in
the refrigeration and air-conditioning industry are of two types: (1) a condenser coil, where the refrigerant flows through the tubes and air flows over
the finned tubes, and (2) a shell-and-tube condenser where the refrigerant
flows on the shell side and the liquid flows through the tubes. The common
heat exchanger types used in the refrigeration and air-conditioning industry
are shown in Figure 12.12. An illustration of a commercial two-stage vapor
compression refrigeration cycle is given in Figure 12.13.
517
Condensers and Evaporators
Refrigeration and air-conditioning
two-phase heat exchangers*
Condensers
Evaporators
DX evaporator coil
characteristics:
In-tube
refrigerant flow
Air flows
over finned tubes
Shell-and-tube type
(liquid chillers)
Flooded
evaporators
characteristics:
Shell-side
refrigerant flow
Liquid flows
through tubes
Condenser coil
characteristics:
In-tube
refrigerant flow
Air flows
over finned tubes
Shell-and-tube
condensers
characteristics:
Shell-side
refrigerant flow
Liquid flows
through tubes
Shell-and-tube
DX evaporator
characteristics:
In-tube
refrigerant flow
Liquid flows
over tubes
Figure 12.12
Common heat exchanger types used in the refrigeration and air-conditioning industry. (From
Pate, M. B., Boilers, Evaporators and Condensers, John Wiley & Sons, New York, 1991. With
permission.)
The main heat transfer components of the refrigeration system are the
evaporator and condenser, which absorb and reject heat respectively. The
evaporator vaporizes the refrigerant as well as heat, while the condenser
rejects heat and discharges high pressure and temperature liquid refrigerant. Figure 12.13 shows a schematic of a commercial air-conditioning system
cycle with all its components.13
The maximum efficiency in a refrigeration cycle is ultimately obtained by
the combined performance of all the major components. The evaporator and
condenser (along with the compressor) make-up the bulk of the system in
terms of size and cost.
The most common forms of condensers may be classified on the basis of
the cooling medium as
1. Water-cooled condensers
• Horizontal shell-and-tube
• Vertical shell-and-tube
• Shell-and-coil
• Double pipe
2. Air-cooled condensers
3. Evaporative condensers (air- and water-cooled).
518
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Compressor
motor
cooling
circuit
Condenser
liquid level
sensor line
Condenser
Cond water
High side
float valve
chamber
Flash gas
chamber
Compressor
Flash economizer
High side
Low side
float chamber
float valve
chamber
Flow
equalizer
plates
Drain
Cooler
Chilled
water
Chilled
water
Figure 12.13
Illustration of a two-stage vapor compression refrigeration cycle. (Courtesy of Carrier Corp.)
12.9.1 Water-Cooled Condensers
Water-cooled condensers are shell-and-tube, horizontal and vertical, shell
and U-type, shell-and-coil, and double-pipe types. An example of shell-andtube horizontal and vertical condensers which can be used with refrigerant
condensing on the shell side and cooling water circulated inside the tubes is
given in Chapter 9 and in Section 12.2.
The shell-and-tube condensers with superheated refrigerant vapor entering and subcooled liquid-refrigerant exiting are the most common type of
water-cooled condensers. They are usually mounted in the horizontal position to facilitate condensate drainage from the tube surface. Shell-and-tube
heat exchangers are discussed in Chapter 9, and the geometrical parameters
have already been outlined. In air-conditioning and refrigeration, copper
tubes are usually used in shell-and-tube condensers with sizes ranging from
5/8 to 1 in. OD, with 3/4 in. OD being the most popular. Ammonia requires
carbon steel tubes. Equivalent triangular pitches are normally used for tube
arrangements in the shell. Water is circulated through the tubes in a single
to multipass circuit.
When fixed tube sheet, straight tube construction is used, provisions and
space for tube cleaning and replacement must be provided at one end of the
condenser. Location of the gas and liquid outlet nozzles should be carefully
considered; they should be located far enough apart to allow the entering
superheated vapor to be exposed to the maximum tube surface area. As the
refrigerant vapor is condensed on the outside of the tubes, it drips down onto
Condensers and Evaporators
519
the lower tubes and collects at the bottom of the condenser. In some cases,
the condenser bottom is designed to act as a reservoir (receiver) for storing
refrigerant. It must be ensured that excessive amounts of liquid refrigerant
are maintained to seal the outlet nozzle from inlet gas flow.
A shell-and-tube type vertical condenser with an open water circuit is
widely used in ammonia refrigeration systems. Shell-and-tube condensers
with U-tubes and a single tube sheet are also manufactured. A shell-and-coil
condenser has cooling water circulated through one or more continuous or
assembled coils contained within the shell.
A double-pipe or hairpin condenser consists of one or more assemblies
of two tubes, one within the other (see Chapter 7). The refrigerant vapor is
condensed in either the annular space or the inner tube.
12.9.2 Air-Cooled Condensers
Air-cooled condensers are made of finned-tubes. The air side is finned, and
the liquids flow through the tubes. The heat transfer process in air-cooled
condensers has three main phases: (1) desuperheating, (2) condensing, and
(3) subcooling.
Condensing takes place in approximately 85% of the condensing area at a
relatively constant temperature. As a result of the frictional pressure drop,
there will be a small condensing temperature drop along the surface. The
geometrical parameters of air-cooled condensers are the same as compact
heat exchangers, some examples of which are shown in Chapter 10.
Coils are commonly constructed of copper, aluminum, or steel tubes, ranging from 0.25 to 0.75 in. (6.35–19.05 mm) in diameter. Copper, the most expansive material, is easy to use in manufacturing and requires no protection
against corrosion. Aluminum requires exact manufacturing methods, and
special protection must be provided if aluminum-to-copper joints are made.
Steel tubing requires weather protection. Fins are used to improve the airside heat transfer. Most fins are made of aluminum, but copper and steel are
also used.
Air-cooled condensers may be classified as remote from the compressor or
part of the compressor (condensing unit). A more specific subdivision may
be forced flow or free convection air flow. In this type, air is passed over the
coils where in-tube condensation occurs.
12.9.3 evaporative Condensers
An evaporative condenser is a type of water-cooled condenser that offers
a means of conserving water by combining the condenser and the cooling
tower into one piece of equipment. The coil containing the refrigeration
gas is wet outside and then the cooling air is forced over the coils, or the
air may flow freely over the coils (free convection), at which time some
of the water evaporates, in turn cooling and condensing the tube-side
520
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Air discharge
Air discharge
Fan
Water distribution system
Vapor
in
Condenser coil
Eliminator
Liquid
out
Bleed
tube
Air inlet
Fan
Water makeup
Condensing
coil
Pump
Air flow
Blow-through-type
Pump
Draw-through-type
Figure 12.14
Operation of evaporative condenser. (From Equipment Handbook, ASHRAE, 1983. With
permission.)
refrigerant (Figures 12.14 and 12.15). Principal components of an evaporative condenser include the condensing coil, fan, spray water pump,
water distribution system, cold water pump, drift eliminators, and water
makeup assembly. The heat from a condensing vapor is rejected into the
environment. Evaporative condensers eliminate the need for the pumping and chemical treatment of large quantities of water associated with
cooling tower/refrigerant condenser systems. They require substantially
less fan power than air-cooled condensers of comparable capacity.14 As can
be seen from Figures 12.14 and 12.15, vapor to be condensed is circulated
through a condensing coil that is continually water cooled on the outside
by recalculating water systems. Air is simultaneously directed over the
coil, causing a small portion of the recalculated water to evaporate. This
evaporation results in the removal of heat from the coil, thus cooling and
condensing the vapor in the coil. The high rate of energy transfer from the
wetted external surface to the air eliminates the need for extended surface
design. Therefore, these condensers are more easily cleaned. Coil materials are steel, copper, iron pipe, or stainless steel.
Coil water is provided by circulating water by the pump to the spray nozzles located above the coil. The water descends through the air circulated by
the fan, over the coil surface, and eventually returns to the pan sump. The
water distribution system is designed for complete and continuous wetting
of the full coil surface. This ensures the high rate of heat transfer achieved
with fully wetted tubes and prevents excessive scaling, which is more likely
521
Condensers and Evaporators
Moist air discharge
Fans
Eliminator
Hot gas
inlet
Air inlet
Fan motor
Finned
tubes
Liquid
return
Circulation
pump
Receiver
Sludge drain
Figure 12.15
Evaporative condenser. (From Trane Air Conditioning Manual, The Trane Company, Lacrosce,
Wisconsin, 1979. With permission.)
to occur on intermittently or partially wetted surfaces. Water lost through
evaporation and blow down from the cold-water pump is replaced through
an assembly which typically consists of a mechanical float valve or solenoid
valve and float switch combination.
Most evaporative condensers employ one or more fans to either blow out
or draw in air through the unit. Typically, the fans are either the centrifugal or propeller type, depending on the external pressure needs, permissible
sound level, and energy usage requirements.
Drift eliminators are used to recover entrained moisture from the air
stream. These eliminators strip most of the water from the discharge air system; however, a certain amount of water is discharged as drift.
Evaporative condensers require substantially less fan horsepower than
air-cooled condensers of comparable capacity. Perhaps most importantly,
however, systems utilizing evaporate condensers can be designed for a lower
condensing temperatures and, subsequently, a lower compressor energy
input than systems utilizing conventional or water-cooled condensers.
522
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
The evaporative condenser allows for a lower condensing temperature
than the air-cooled condenser because the heat rejection is limited by the
ambient wet-bulb temperature, which is normally 14°F to 25°F (8°C to 14°C)
lower than the ambient dry bulb temperature. Though less obvious, the
evaporative condenser also provides a lower condensing temperature than
the cooling tower/water cooled condenser because of the reduction of heattransfer/mass-transfer steps from two steps (the first step is between the
refrigerant and the cooling water and the second step is between the water
and ambient air) to one step, from refrigerant directly to ambient air.13
12.10 Evaporators for Refrigeration and Air-Conditioning
As can be seen from Figure 12.12, two-phase flow heat exchangers in the
refrigeration and air-conditioning industry can be classified as coils when
the refrigerant boils inside the tubes and air follows over finned tubes.
Shell-and-tube evaporators are used when the second fluid is liquid that
flows either through the tubes or shell-and-tube flooded evaporators or
flows over the tubes (shell-and-tube direct expansion evaporators). Flooded
evaporators and direct expansion (DX) evaporators perform similar functions. The five types of heat exchangers shown in Figure 12.12 represent
the majority of heat exchanger types used in the refrigeration and airconditioning industry. Other types of heat exchangers, such as plate-fin
heat exchangers and double-pipe heat exchangers, are also used for automotive air-conditioning systems and low-tonnage liquid-cooling systems,
respectively.
12.10.1 Water-Cooling evaporators (Chillers)
As indicated above, evaporators in which the refrigerant boils inside the tubes
are the most common commercial evaporators; evaporators in which the refrigerant boils in the shell, outside the tubes are an important class of liquid chilling evaporator’s standard in centrifugal compressor applications. Examples of
liquid-cooling flooded evaporators are shown in Figures 12.16 and 12.17.
Direct expansion evaporators are usually of the shell-and-tube type with
the refrigerant inside the tubes, cooling the shell-side fluid (Figures 12.16 and
12.17). Two crucial items in the direct expansion shell-and-tube evaporators
are the number of tubes (refrigerant passes) and the type of tubes.
Another type of water-cooling evaporator is the flooded shell-andtube evaporator, which cools liquids flowing through the tubes by
transferring heat to the evaporating refrigerant on the shell side; the
tubes are covered (flooded) with a saturated mixture of liquid and
vapor (Figure 12.18).
523
Condensers and Evaporators
Fluid in
Fluid out
Shell
Refrigerant
suction
outlet
Distributor
Head
Tube sheet
Fluid baffles
Refrigerant
liquid
inlet
Tubes
Figure 12.16
Direct (straight-tube type) expansion evaporator. (From Equipment Handbook, ASHRAE, 1988.
With permission.)
Refrigerant
suction
outlet
Refrigerant
liquid inlet
Tube sheet
Shell
Baffles
Liquid in
Liquid
out
U-tubes
Figure 12.17
Direct (U-type) expansion evaporator. (From Equipment Handbook, ASHRAE, 1988. With
permission.)
Baudelot evaporators are also used in industrial applications for cooling.
Baudelot evaporators are used in industrial applications for cooling a liquid
to near its freezing point. The liquid is circulated over the outside of a number of horizontal tubes positioned one above the other. The liquid is distributed uniformly along the length of the tube and flows by gravity to the tubes
below. The cooled liquid is collected by a pan from which it is pumped back
up to the source of heat and then again to the cooler.13
12.10.2 Air-Cooling evaporators (Air Coolers)
The dry expansion coil is a type of air evaporator. It is the most popular and
widely used air cooler. The refrigerant entering the coil is mostly liquid, and
524
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Vapor flow
Refrigerant in
Purge
Refrigerant
suction outlet
Tube sheet
Liquid
out
Liquid
in
Refrigerant
liquid inlet
Shell
Tubes
Oil
drain
Figure 12.18
Flooded shell-and-tube evaporator.
as it passes through the coil, picking up heat from the air outside the tubes, it
evaporates and exits mostly as vapor. The typical dry expansion coils shown
in Figures 12.19 and 12.20 are multicircuited (from 2 to 22 circuits) and fed by
one expansion valve. The air cooler can be forced convection, implementing
the use of a fan, or may rely on natural convection.
The most common type of air-conditioning evaporator and condenser is
the type in which air flows over a circular tube bank that has been finned
with continuous plates, as shown in Figure 12.20, hence it is known as a plate
finned-tube heat exchanger. The evaporating or condensing refrigerant flows
through tubes that are mounted perpendicular to the air flow and arranged
in staggered rows. The end views in Figure 12.20 show that the tubes can
be connected and coiled to form any number of passes, rows, and parallel
Condensers and Evaporators
525
Figure 12.19
Dry expansion coil-finned tube bank for an air-conditioning system. (Courtesy of Aerofin Corp.)
paths, hence the names evaporator or condenser coil. Evaporator coils use
round tubes for the most part. Typical tube sizes representing a wide range
of applications are outside diameters of 5/16, 3/8, 1/2, 5/8, 3/4, and 1 in. Oval
tubes are also used for special applications. The fins and tubes are generally made of aluminum and copper, but sometimes both components are
manufactured from the same material. The fins are connected to the tubes
by inserting the tubes into holes stamped in the fins and then expanding the
tubes by either mechanical or hydraulic means.
12.11 Thermal Analysis
The thermal design methods of condensers and evaporators for air-conditioning and refrigeration systems are the same as single-phase applications and power and process industries, which are discussed in previous
chapters and in Section 12.7. The only difference is in the selection of proper
526
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Air flow
Passive side
Air flow
Refrigerant in
Air
flow
Sl
t
Pf
l
d
Active side
s
Refrigerant out
Figure 12.20
Dry expansion coil (air evaporator). (From Pate, M. B., Boilers, Evaporators and Condensers, John
Wiley & Sons, New York, 1991. With permission.)
correlations to calculate heat transfer coefficients. In refrigeration and air
conditioning, refrigerants like R-12, R-22, R-502, and R-134A are most commonly used. The correlations given to calculate the heat transfer coefficients
for refrigerants are often different from other fluids.
Three recent correlations for in-tube flow boiling refrigerants are given by
Shah,15 Kandlikar,16 and Güngör and Winterton.17 All three of these correlations are discussed in Chapter 8. These correlations have been verified by
experiment. For the completeness of this chapter, and in order to make the
chapter comprehensible by itself, explanations of these three correlations are
briefly repeated here.
12.11.1 Shah Correlation
The Shah correlation is applicable to nucleate, convection, and stratified boiling regions and it uses four dimensionless parameters given by the following equations:
hTP
(12.21)
hLO
where hTP is the two-phase heat transfer coefficient and hLO is the liquid only
superficial convection heat transfer coefficient for liquid phase and is calculated by the Dittus–Boelter equation as
F0 =
527
Condensers and Evaporators
G ( 1 − x ) di
hLO = 0.023
µl
0.8
Pr 0.4
kl
di
(12.22)
The other three dimensionless numbers are the convection number (Co),
boiling number (Bo), and Fraude number (FrL), which are
1
Co = − 1
x
0.8
ρg
ρ
l
0.5
(12.23)
Bo =
q ′′
G i fg
(12.24)
FrL =
G2
ρ12 gdi
(12.25)
When Co > 1, it is in the nucleate boiling regime where F0 is independent of
Co and depends on the boiling number. For horizontal tubes, the surface is
fully wet only if FrL ≥ 0.04; for FrL < 0.04, part of the tube surface is dry and
the heat transfer coefficient is lower than in the vertical tubes. We define a
dimensionless parameter, Ns, as follows:
For horizontal tubes with FrL < 0.04,
N s = 0.38 FrL−0.3 Co
(12.26)
For vertical tubes at all values of FrL and for horizontal tubes with
FrL > 0.04,
N s = Co
(12.27)
1.8
N s0.8
(12.28)
For Ns = Co < 1,
Fcb =
Fnb = 231 Bo 0.5
Fnb = 1 + 46 Bo 0.5
Bo > 1.9 × 10−5
Bo < 0.3 × 10−4
(12.29)
(12.30)
F is the larger of Fnb and Fcb. Thus, if Fnb >Fcb, F = Fnb. If Fcb >Fnb, then F = Fcb. For
0.02 < Ns < 1.0,
Fbs = ψ Bo0.5 exp ( 2.74 N s-0.1 )
(12.31)
528
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Fcb is calculated with Equation 12.28. F equals the larger of Fbs and Fcb. For
Ns < 0.1,
Fbs = ψBo0.5 exp ( 2.47 N s−0.15 )
(12.32)
Fcb is calculated with Equation 12.28 and F equals the larger of Fcb and Fbs. The
constant ψ in Equations 12.31 and 12.32 is as follows:
ψ = 14.7
Bo ≥ 11 × 10−4
(12.33)
ψ = 15.43
Bo < 11 × 10−4
(12.34)
For horizontal tubes with FrL < 0.04, these equations are recommended
only for Bo ≥ 11 × 10–4. For horizontal tubes with FrL ≥ 0.04 and vertical
tubes without any FrL values, these equations are recommended for all values of Bo without restriction.15
As expected, at low qualities, nucleate boiling dominates, while at high
qualities, convective boiling dominates.
12.11.2 Kandlikar Correlation
The two-phase boiling heat transfer coefficient, hTP, was expressed as the
sum of the convective and nucleate boiling terms:
hTP = hcov + hnucl
(12.35)
Kandlikar represented the nucleate boiling region by the boiling number, Bo,
and the convective boiling region by the convection number, Co, as defined
by Equations 12.23 and 12.24.
The final form of the proposed correlation is
hTP
c
c
= C1 ( Co ) 2 ( 25 FrL ) 5 + C3 Bo c4 Ffl
hLO
(12.36)
where hLO is the single-phase liquid-only heat transfer coefficient and is calculated from Equation 12.2. Ffl is the fluid dependent parameter and is given
in Table 12.5. The values of constants C1–C5 are given below:
For Co < 0.65—convective boiling region:
C1 = 1.1360
C2 = –0.90
C3 = 667. 2
C4 = 0.7
C5 = 0.3
529
Condensers and Evaporators
TABLe 12.5
Fluid-Dependent
Parameter Ffl in the
Proposed Correlation
Fluid
Water
R-11
R-12
R-13B1
R-22
R-113
R-114
R-152a
Nitrogen
Neon
Ffl
1.00
1.30
1.50
1.31
2.20
1.30
1.24
1.10
4.70
3.50
For Co > 0.65—nucleate boiling region:
C1 = 0.6683
C2 = –0.2
C3 = 1058.0
C4 = 0.7
C5 = 0.3
for vertical tubes and for horizontal tubes with FrL > 0.04. Correlation 12.36
is valid for horizontal and vertical smooth tubes.
12.11.3 güngör and Winterton Correlation
A general correlation for forced convection boiling has been developed by
Güngör and Winterton, and the basic form of the correlation is
hTP = EhLO + Shpool
(12.37)
where the all-liquid convection heat transfer coefficient, hLO, is calculated
from Equation 12.22 and E and S are the enhanced and suppression factors,
respectively, and are given by the following equations:
1
E = 1 + 2.4 × 10 4 Bo1.16 + 1.37
X tt
0.86
(12.38)
530
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
and
S=
1
1 + 1.15 × 10−6 E 2 Re 1.17
L
(12.39)
where Bo is given by Equation 12.24 and Xtt is the well-known Martinelli
parameter:
1 − x
X tt =
x
0.9
ρg
ρ
l
0.5
µL
µ
g
0.1
(12.40)
Xtt is similar to the convective number, Co, used in Shah’s correlation.
For the pool boiling term, hp, the correlation given by Cooper18 is used:
hp = 55 Pr 0.12 ( − log 10 Pr )
−0.55
M −0.5 ( q ′′ )
0.67
(12.41)
If the tube is horizontal and the Froude number < 0.05, E should be multiplied by
E2 = FrL(0.1− 2 FrL )
(12.42)
S2 = FrL
(12.43)
and S should be multiplied by
As the equations stand, it is assumed that heat flux, q″, is known, in which
case it is straightforward to calculate Tw. If Tw is known, then, as with many
other correlations, an iteration is required.
Boiling in annuli is treated by means of an equivalent diameter that
depends on the annular gap:
4 × flow area
wetted perimeter
for gap > 4 mm
4 × flow area
De =
heated perimeter
for gap < 4 mm
De =
(12.44)
Note that, in the data, only one of the annulus walls was heated.
In subcooled boiling, the driving temperature differences for nucleate boiling and for forced convection are different, so Equation 12.37 is replaced by
q = hLO (Tw − Tb ) + Shp (Tw − Ts )
(12.45)
There is no enhancement factor since there is no net vapor generation, but
the suppression factor remains effective (calculated according to Equations
531
Condensers and Evaporators
12.38 and 12.39). It could be argued that there should still be an enhancement
factor since there is still local vapor generation, but this approach gave a
worse fit to the data.
12.12 Standards for Evaporators and Condensers
The designer of air-conditioning evaporators and condensers should be
aware of standards that are used to rate heat exchangers once they are built
according to the recommended design. In the United States, standards are
published by both the Air-Conditioning and Refrigerating Institute (ARI)
and the American Society of Heating, Refrigerating, and Air-Conditioning
Engineers (ASHRAE). For example, the ASHRAE Standard for testing airconditioning evaporator coils is Standard 33-78, Methods of Testing Forced
Circulation Air Cooling and Air Heating Coils, while the standard for condenser
coils is Standard 20-70, Methods of Testing for Rating Remote Mechanical-Draft
Air-Cooled Refrigerant Condensers. Both of these standards are presently being
reviewed and updated so that revised standards may be forthcoming in the
near future. The ARI Standards are very similar to the ASHRAE Standards.
The standards noted above include the prescribed laboratory methods
including procedures, apparatus, and instrumentation that are to be followed
when determining the capacity of the heat exchanger coil. Only then can the
ratings that are published by manufacturers be compared on a common basis.
Example 12.2
Consider the following data to design a water-cooled, shell-and-tube
Freon condenser for the given heat duty.
Cooling load of the condenser:
Refrigerant:
Coolant:
Heat transfer matrix:
125 kW
R-22
Condensing temperature, 37°C
In-tube condensation
City water
Inlet temperature: 18°C
Outlet temperature: 26°C
Mean pressure: 0.4 MPa
3/4” OD 20 BWG
Brass tubes
Solution
For the preliminary design, the assumed values for the shell-and-tube
condenser are
N = 1 tube pass
Ds = 15.25” = 0.387 m
532
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
N T = 137 tubes
PT = 1” square pitch
B = 0.35 m baffle spacing.
The properties of the shell-side coolant are
Fluid: city water
Tc1 = 18°C (inlet temperature)
Tc2 = 26°C (outlet temperature)
do = 0.75” = 0.01905 m.
The bulk temperature is
Tb = (Tc 1 + Tc 2 ) / 2
= (18 + 26) / 2 = 22° C
The properties at the bulk temperature, from the appendix, are
vl = 0.001002 m3/kg
cpl = 4.181 kJ/kg · K
kl = 0.606 W/m · K
μl = 959 × 10–6 Pa · s
Pr = 6.61.
To calculate the cooling water flow rate (shell side),
p ) ∆Tc = ( mc
p ) ∆Th
Q = ( mc
c
h
h=
m
p ) ∆Tc
( mc
c
c p ∆Th
=
1.384 × 4.1794 × 103 × 15
= 1.36 kg/s
4.268 × 103 × 15
The properties of the tube side condensing fluid are
Fluid: R-22
TH = Tsat = 37°C (saturation temperature)
di = 0.68” = 0.01727 m
Ac = 0.3632 in.2 = 2.34 × 10 –4 m2.
The properties at saturation temperature, from the appendix, are
Psat = 14.17 bar
cpl = 1.305 kJ/kg · K
νl = 8.734 × 10–4 m /kg
3
νg = 0.01643 m3/kg
533
Condensers and Evaporators
μl = 0.000186 Pa · s
μg = 0.0000139 Pa · s
kl = 0.082 W/m · K
Pr = 2.96
ifg = 169 kJ/kg
The refrigerant flow rate (in-tube) is
R =
m
Qc 125
=
= 0.737 kg/s
i fg 169
The shell-side calculations are as follows. Calculate As, the shell-side
area, by calculating the fictitious cross-sectional area:
As =
DS CB
PT
As =
( 0.387 ) (.0254 − .01905) ( 0.35) = 0.0339 m2
( 0.0254)
The mass flux is
Gs =
3.73
m
=
= 110.03 kg/m 2 ⋅ s
As 0.0339
To calculate the equivalent diameter, De, assuming square pitch,
De =
4 ( PT2 − πd02 / 4 )
πd0
2
2
4 ( 0.0254) − π ( 0.01905) /4
= 0.0241 m
De =
π ( 0.01905)
The Reynolds number for the shell side is
Gs do
µl
110.03) ( 0.0241)
(
= 2772
Re s =
( 959 × 10−6 )
Re s =
So, the flow is turbulent on the shell side.
To calculate the shell-side heat transfer coefficient, for 2,000 < Re < 105,
h0 De
µ
= 0.35 Re s0.55 Prs1/3 b
µw
k
0.14
534
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
where μb/μw is assumed to be 1 because of the small temperature
difference:
h0 = 0.35 ( 2772 )
0.55
(6.61)1/3 ( 0.606 / 0.0241) = 1329 W/ m2 K
The tube-side calculations are as follows. The mass flux of the refrigerant is
GR =
AR =
a
m
AR
AC NT ( 0.000234) (137 )
= 0.0321 m 2
=
1
NP
where Ac = cross-sectional tube area:
GR =
( 0.737 ) = 22.97 kg/m2 s
0.0321
The Reynolds number can be calculated as
ReL =
GR (1 − x ) di
µl
For a quality of x = 0.5,
ReL =
( 22.97 ) (1 − 0.5) ( 0.0173) = 1068
186 × 10−6
GR xdi
Re v =
µl
22.97 ) ( 0.5) ( 0.0173)
(
= 14, 192
Re v =
14 × 10−6
ReL is the liquid-only Reynolds number, and Rev is the vapor-only
Reynolds number.
For the average heat transfer coefficient for condensation, hTP, the tubeside hTP is given by the Cavallini–Zecchin correlation, Equation 8.31:
hTP = 0.05 Reeq0.8 Pr 1/3 kl / di
where the Reynolds number equivalent, Reeq, is defined as
µ ρ
Reeq = Re v v l
µ l ρv
0.5
+ ReL
14 0.01648
Reeq = (14192 )
186 8.73 × 10−4
hTP = ( 0.05) ( 5709)
0.8
0.5
+ 1068 = 5709
( 2.96)1/3 ( 0.082 / 0.0173) = 345 W/m2 K
.
535
Condensers and Evaporators
To calculate the overall heat transfer coefficient,
do R fi do ln ( do / di )
d
1
Uo = o +
+
+ R fo +
h
d
d
k
h
2
i
o
i i
−1
where the fouling resistances are
Rf = 0.000176 m2 · K/W for refrigerant liquids
Rfo = 0.000176 m2 · K/W for city water
k (brass) = 111 W/m · K
hi = hTP, is the inside heat transfer coefficient
( 0.0191) ( 0.000176) + ( 0.0191) ln ( 0.0191/0.0173)
( 0.0191)
Uo =
+
2 (111)
0.0173
( 345) ( 0.0173)
1
1283
U o = 230 W/m 2 ⋅ K
−1
+ 0.000176 +
The log mean temperature difference (LMTD) is
∆TLMTD =
∆T1 − ∆T2
ln ( ∆T1 / ∆T2 )
where
∆T1 = TH − Tc1 = 19°C and ∆T2 = TH − Tc 2 = 11°C :
∆TLMTD =
19 − 11
= 14.64°C
ln (19/11)
The mean temperature difference is
∆Tm = ∆TLMTD ⋅ F =14.64°C
where F = 1 for a condenser.
Finally, calculate the heat transfer surface area:
Q = U o Ao ∆Tm
Ao = N t π do L
Q
Ao =
U o ∆Tm
Ao =
125, 000
( 230) (14.64)
= 37.12 m 2
536
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
and the length of the tube:
Ao
NT πdo
( 37.12 )
= 4.53 m
L=
(137 ) π ( 0.01905)
L=
Nomenclature
A
Bo
Co
C1–C5
cp
d
De
E
F
Ffl
FrL
g
G
h
hL
hTP
i
ilg
k
L
M
.
m
N
Ns
NT
Nu
P
Pr
Q
q″
Re
ReL
S
heat transfer area, m2
boiling number, q″/G ifg
convection number, [(1 – x)/x]0.8 (ρg/ρt)0.5
constants in Equation 12.36
specific heat at constant pressure, J/kg K
tube diameter, m
equivalent diameter, m
enhancement factor
constant given in Equation 12.32
fluid-dependent parameter in Equation 12.36
Froude number, G2/(ρ2l gd)
acceleration of gravity, m/s2
mass velocity (flux), kg/m2 · s
heat transfer coefficient, W/m2 · K
liquid heat transfer coefficient, W/m2 · K
local two-phase heat transfer coefficient, W/m2 · K
specific enthalpy, J/kg
latent heat of vaporization, J/kg
thermal conductivity, W/m2 · K
tube length, m
molecular weight
mass flow rate, kg/s
average number of tubes in a vertical column
parameter defined by Equations 12.26 and 12.27
number of tubes in a bundle
Nusselt number, hDe/k, hdo /k, hdi /k
pressure, Pa
Prandtl number, cpμ/k
cumulative heat release rate, W
heat flux, W/m2
Reynolds number, GDe /μ, Gd /μ
liquid Reynolds number, Gdi (1–x)/μ
suppression factor
Condensers and Evaporators
t
T
ΔT
U
x
Xtt
μg
μl
ρg
ρl
ψ
ψbs
ψcb
ψnb
537
thickness of the wall, m
temperature, °C, K
temperature difference, (Ts – Tw), °C, K
overall heat transfer coefficient, W/m2 · K
vapor quality
Lockhart–Martinelli parameter, (1–x/x)0.9(ρg/ρl)0.5
dynamic viscosity of vapor, Ns/m2
dynamic viscosity of liquid, Ns/m2
density of vapor, kg/m3
density of liquid, kg/m3
hTP/hL
value of ψ in the bubble suppression regime
value of ψ in the pure convective boiling regime
value of ψ in the pure nucleate boiling regime
PRoBLEMS
12.1.
12.2.
12.3.
(See also Problem 8.1) Design a shell-and-tube type power condenser for a 250 MW(e) coal-fired power station. Steam enters
the turbine at 500°C and 4 MPa. The thermodynamic efficiency
of the turbine is 0.85. Assume that the condenser pressure is 10
kPa. Cooling water for the operation is available at 15°C. Assume
a laminar film condensation on the shell side.
In a power plant, a shell-and-tube type heat exchanger is used
as a condenser. This heat exchanger consists of 20,000 tubes
and the fluid velocity through the tubes is 2 m/s. The tubes are
made of admiralty metal and have 18 BWG, 7/8” OD. The cooling water enters at 20°C and exits at 30°C. The average temperature of the tube walls is 55°C and the shell-side heat transfer
coefficient is 4,000 W/m2 · K. Fouling on both sides is neglected.
Making acceptable engineering assumptions, perform the thermal design of this condenser.
A surface condenser is designed as a two-tube-pass shell-andtube type heat exchanger at 10 kPa (hfg = 2007.5 kJ/kg, Ts = 45°C).
Coolant water enters the tubes at 15°C and leaves at 25°C. The
coefficient is 300 W/m2 · K. The tubing is thin walled, 5 cm
inside diameter, made of carbon-steel, and the length of the heat
exchanger is 2 m. Calculate the
a. LMTD
b. Steam mass flow rate
c. Surface area of the condenser
d. Number of tubes
e. Effectiveness, ε.
538
12.4.
12.5.
12.6.
12.7.
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
A shell-and-tube steam condenser is to be constructed of 18 BWG
admiralty tubes with 7/8” OD. Steam will condense outside these
single-pass horizontal tubes at Ts = 60°C. Cooling water enters
each tube at Ti = 17°C, with a flow rate of m. = 0.7 kg/s per tube,
and leaves at To = 29°C. The heat transfer coefficient for the condensation of steam is hs = 4,500 W/m2 · K. Steam-side fouling is
neglected. The fouling factor for the cooling water is 1.76 × 10–4
m2 · K/W. Assume that the tube wall temperature is 50°C. The
tube material is carbon steel.
(See also Problem 8.2) A shell-and-tube type condenser will be
designed for a refrigerant-22 condenser for a refrigeration system that provides a capacity of 100 KW for air-conditioning.
The condensing temperature is 47°C at design conditions. The
tubes are copper (386 W/m · K) and are 14 mm ID and 16 mm
OD. Cooling water enters the condenser tubes at 30°C with a
velocity of 1.5 m/s and leaves at 35°C. The condenser will have
two tube passes. Inline and triangular pitch arrangements will
be considered.
Repeat Problem 12.5 for refrigerant-134A.
A shell-and-tube type condenser will be designed for a refrigerant-22 condenser for a refrigeration system that provides a capacity of 100 KW for air conditioning. The condensing temperature
is 47°C at design conditions. The tubes are copper and are 14 mm
ID and 16 mm OD. Cooling water enters the condenser tubes at
30°C with a velocity of 1.5 m/s and leaves at 35°C. The condenser
will have two tube passes.
DESIGN PRojECT 12.1
Design of a Compact Air-Cooled Refrigerant Condenser
Specifications:
Cooling load (heat duty):
Refrigerant:
Coolant:
Heat transfer matrix:
Q = 125 kW
R-134A condensing inside tubes at
Ts = 37°C (310 K)
Air
Inlet temperature, Tc1 = 18°C
Outlet temperature, Tc2 = 26°C
Mean pressure P = 2 atm (0.2027 MPa)
to be selected from Chapter 10
At least two different surfaces must be studied for thermal and hydraulic analysis and then compared; the primary attention must be given to
obtaining the smallest possible heat exchanger. A parametrical study is
539
Condensers and Evaporators
expected to develop a suitable final design. The final design will include
materials selection, mechanical design, technical drawings, and the cost
estimation.
DESIGN PRojECT 12.2
design of an Air-Conditioning evaporator
Specifications:
Cooling load:
Evaporator temperature:
Refrigerant:
Operating temperature:
Air inlet temperature:
Outlet temperature:
4 ton air-conditioning system
10°C
Freon - 134A
10°C
30°C
20°C
Finned brass tubes will be used for the heat transfer matrix and the core
matrix will be selected from one of the compact surfaces given in Chapter
10. The final report should include thermal, hydraulic analysis, material
selection and mechanical design together with cost estimation and other
considerations, as listed in Design Project 12.1.
DESIGN PRojECT 12.3
Water-Cooled Shell-and-Tube Type Freon Condenser
Specifications:
Cooling load:
Refrigerant:
Temperature:
Mean pressure:
Coolant:
Inlet temperature:
Outlet temperature:
Mean pressure:
Heat transfer matrix:
200 kW
Freon-134A
27°C
0.702 MPa
Water
18°C
26°C
0.4 MPa
to be selected from Chapter 10
Condensation will be on the shell side of the heat exchanger. A shell type
must be selected. The size will be estimated first and then it will be rated, as
described in Chapter 8. The final report should include thermal-hydraulic
analysis, optimization, materials selection, mechanical design, drawings,
sizing, and cost estimation.
540
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
DESIGN PRojECT 12.4
Design of a Steam Generator for a Pressured
Water Reactor (PWA)—600 MWe
Specifications:
Power to be generated:
Reactor coolant inlet temperature:
Reactor coolant outlet temperature:
Reactor coolant pressure:
Secondary circuit water inlet temperature:
Secondary circuit steam outlet temperature:
Secondary fluid pressure:
150 MWe
300°C
337°C
15 MPa
200°C
285°C
6.9 MPa
One may design four steam generators (see Figure 1.27). Thermal-hydraulic
analysis must be carried out upon the selection of the type of steam generator. The final report should include a parameteric study, materials selection,
mechanical design, technical drawings, and the cost estimation.
References
1. Butterworth, D., Steam power plant and processes condensers, in Boilers, Evaporators
and Condensers, Kakaç, S., Ed., John Wiley & Sons, New York, 1991, 571.
2. Butterworth, D., Condensers and their design, in Two-Phase Flow Heat Exchangers,
Kakaç, S., Bergles, A. E., and Fernandes, E. O., Eds., Kluwer, The Netherlands, 1988.
3. Mueller, A. C., Selection of condenser types, in Heat Exchanger Design Handbook,
Hemisphere, Washington, DC, 1983.
4. Breber, G., Condenser design with pure vapor and mixture of vapors, in Heat
Transfer Equipment Design, Shah, R. K., Subbarao, E. C., and Mashelkar, R. A.,
Eds., Hemisphere, Washington, DC, 1988, 477.
5. Bell, K. J. and Mueller, A. C., Condensation Heat Transfer Condenser Design, AIChE
Today Series, American Institute of Chemical Engineers, New York, 1971.
6. Sebald, J. F., A development history of steam surface condensers in the electrical
utility industry, Heat Transfer Eng., 1(3), 80, 1980.
7. Alfa Laval, Thermal Handbook, Lund, Sweden, 1989.
8. Taborek, J., Industrial heat transfer exchanger design practices, in Boilers,
Evaporators and Condensers, Kakaç, S., Ed., John Wiley & Sons, New York, 1991,
143.
9. Steinmeyer, D. E. and Muller, A. C., Why condensers don’t operate as they are
supposed to, Chem. Eng. Progress, 70, 78, 1974.
10. Pate, M. B., Evaporators and condensers for refrigeration and air-conditioning
systems, in Boilers, Evaporators and Condensers, Kakaç, S., Ed., John Wiley & Sons,
New York, 1991.
Condensers and Evaporators
541
11. Althouse, A. D., Turnquist, C. H., and Bracciano, A. F., Modern Refrigeration and
Air-Conditioning, The Goodheat-Willcox Co., 1968.
12. Trane Air Conditioning Manual, The Trane Company, Lacrosce, Wisconsin, 1979.
13. Equipment Handbook, ASHRAE, Atlanta, 1988.
14. Condensers, in Equipment Handbook, ASHRAE, Atlanta, 1983, ch. 16.
15. Shah, M. M., Chart correlation for saturated boiling heat transfer: equation and
further study, ASHRAE Trans., 88, 185, 1982.
16. Kandlikar, S. G., A general correlation for saturated two-phase flow boiling heat
transfer inside horizontal and vertical tubes, J. Heat Transfer, 11, 219, 1990.
17. Güngör, K. E. and Winterton, R. H. S., A general correlation for flow boiling
in tubes and annuli, Int. J. Heat Mass Transfer, 29, 351, 1986.
18. Cooper, M. G., Saturated nucleate pool boiling, a simple correlation of data
for isothermal two-phase two-component flow in pipes, Chem. Eng. Progress,
45(39), 39, 1949.
This page intentionally left blank
13
Polymer Heat Exchangers
13.1 Introduction
In solar energy, air conditioning, refrigeration, automotive, computer,
desalination, pharmaceutical and food industries, and energy recovery
applications, various types of polymer heat exchangers are used. Because
of their ability to resist fouling and corrosion, the use of polymers in some
applications offers substantial reduced weight, costs, water consumption,
volume, space, maintenance costs, which can make these heat exchangers
more competitive in some applications over metallic heat exchangers. Because
of the low thermal conductivity, usually, polymers are not considered as a
material to construct heat exchangers, except for specific applications; but
when the material properties of polymers and the research development on
the polymer matrix composites, these materials have considerable potentials
to be used in the construction of heat exchangers in several applications. In
addition, plastics are much simpler to shape, form, and machine; plastics have
smooth surface which lower wettability resulting in dropwise condensation
with higher heat transfer coefficient. ASTM and ASHRAE codes dictates
minimal property requirements for materials used in this type of heat
exchangers dependent on applications: thermal conductivity, specific heat
capacity, maximum operating temperature, thermal expansion coefficient,
density, ultimate tensile strength, and tensile modulus. A list of some commonly used polymers and their material properties are given in Tables 13.1.1–6
Although low thermal conductivity will result in a dominating heat
transfer resistance by the walls, but using very thin polymer structures, both
plate and tubular heat exchangers can be designed with their performance
being comparable to conventional units at lower cost and reduced weight.
Considering the advances made in composites materials, and nanoscale
composites, the use of polymer materials in the constructions of plastic
heat exchangers has a promising future in applications. To minimize the
resistance to heat transfer across the wall, the ratio of outer diameter-to-wall
thickness, termed the standard diameter ratio or SDR should be maximized.
Polymers can be divided in two groups according to their properties and
structures: monolithic polymers and polymer matrix composites.1
543
544
Thermal and Mechanical Properties of Common Polymers
Properties
Density, g/cc
Water absorption, %
Moisture absorption at
equilibrium, %
Tensile strength, ultimate, MPa
Tensile modulus, GPa
Thermal conductivity, W/mK
Melting point, °C
Glass temperature, °C
Specific heat capacity, J/g × °C
Nylon6.6
PC
PEEK
PPS
PPSU
PP
PS
PSU
PTFE
PVDF
1.12
2.3
2
1.2
0.17
0.27
1.33
0.21
0.46
1.43
0.031
0.03
1.29
0.37
0.85
0.937
0.079
0.1
1.05
0.088
0.089
1.24
0.41
0.32
2.17
0.0042
1.78
0.032
0.018
73.1
2.1
0.26
250
2.2
64
2.3
0.2
150
1.2
110
4.5
0.25
340
140
2
86.7
3.6
0.3
280
88
76
7.2
0.35
36.8
1.9
0.11
160
220
Source: From T’Joen, C., et al., Int. J. Refrig., 32, 763, 2009. With permission.
2
44.9
3
0.14
90.4
2.1
72
2.5
0.22
190
1.2
33.6
0.61
0.27
330
1.4
42.8
1.8
0.19
160
−37.6
1.5
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
TABLe 13.1
Polymer Heat Exchangers
545
Monolithic polymers are structures made out of one unit, called monomers.
These polymers are primarily composed of hydrogen and carbon atoms,
arranged in a chain. They have two kinds: synthetic and natural. Wood and
rubber can be given as example for natural monolithic polymers. Synthetic
monolithic polymers have a wide range of materials. One way to classify
them is by their behavior to heating and then cooling, as thermoplastics and
thermosets. Thermoplastics soften when heated and harden again when
cooled down. Thermosets soften when heated and can be molded.
Mechanical and thermal designs have equal importance in designing of
a heat exchanger. As shown in detail in the previous chapters, important
parameters in designing of a heat exchanger are; heat conductivity, specific
heat capacity, maximum operating temperature, coefficient of thermal
expansion, ultimate tensile strength, and density. A state-of-the art study on
polymer heat exchangers is given in T’Joen et al.1
Advantages and disadvantages of some monolithic polymers are summarized below:
Fluoropolymers are known for their resistance to chemical corrosion.
Polyvinylidene difluoride (PVDF) is a pure thermoplastic fluoropolymer,
and it is used in applications which need the highest purity, strength,
and resistance to solvents, acids.
Ethylene tetrafluorethylene (ETFE) are known for their low working
operating temperature intervals. They are mostly used with acidic
fluids. Their working temperatures are between −1.6°C and 154°C.
The polymer known as Polytetrafluoroethylene or Teflon (PTEE) is
chemically resistant to nearly every fluid and it can work up to the
temperature of 204°C.
Liquid crystal polymers (LCP) have the properties of both polymer and
liquid crystals. They can be used in applications that exceed 300°C.
Also, they show a chemical resistance to basic and acidic solvents.
They have low thermal expansion coefficients and high tensile
strengths. Because of these properties, they are advantageous in
heat exchanger designs.
Polypropylene (PP) does not contain toxic chemicals. They have a high
resistance to corrosion. PP has the highest melting point at 165°C. It
has a significant application in mechanical vapor compression units.
Polyethylene have low densities. They can work up to 95°C for a limited time but can work constantly at 80°C.
Polycarbonate (PC) has a good chemical resistance to acids but not for
alkalis and solvents. The melting point is 149°C. Their working temperatures are between −4°C and 135°C. They are resistant to mineral
acids, organic acids, and oils.
546
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Polyethylene (PE) has low density and it can be used at temperature up
to 95°C for short periods. It can be used continuously for conditions
less than 80°C. PE is a very useful and widely used plastic as
Laboratory apparatus.
Polyphenylene sulfide (PPS) are known for their high chemical resistance
to acids. They have shown a better performance than Teflon and
PVDF, in experiments done in 85% sulfuric acid at 120°C, suggested
that is the best performance in the acid conditions compared with
Teflon and PVDF.
Polyphenylene oxide (PPO) are similar to polyphenylene ether (PPE)
in chemical composition. They have a high heat resistance but
a low chemical resistance. They are preferred because of their
flame-retardant and low water absorption properties in various
water-handling products; PPO can also be electroplated.
Ployetheretherketone (PEEK) have high working temperatures (up
to 250°C) and conservation of mechanical properties at higher
temperatures and high chemical resistance to acids, making them
desirable.
Polysulfone (PSU) have a maximum working temperature of 190°C.
They have high creep resistances and they are resistant to many solvents, oils, and acids of chemicals.
Important properties of monomers with regard to heat exchanger design
are given at Table 13.1.
Significant differences can be seen from the data at the Table 13.1 and
the properties of metals that are used in heat exchangers. For example, if
the thermal conductivities are examined, heat conductivity coefficients of
monomers are much less than thermal conductivity coefficients of metals.
Depending on the big differences, it can be said that polymers are not
suitable for heat exchangers. But in their studies, dated, Zaheed and Jachuck5
compared heat exchangers with same thermal properties, one made of
nickel, chrome, and molybdenum alloy and the other made of PVDF. Results
showed that the heat exchanger made of PVDF is, although it was 6 times
bigger than the one made of metal, cost 2.5 times less. Despite their low
thermal conductivities, polymers can have overall heat transfer coefficients
near to those of metals, with the use of thin-walled structures.
Another study was done by Ma et al.7 The study showed that tube coating
a heat exchanger with PTFE film can increase its heat transfer coefficient by
0.3 to 4.6 times. This increase is accomplished by the dropwise condensation
properties of PTFE. The same dropwise condensation properties can be
observed at PVDF too. Based on this, it can be said that, in heat exchangers
where condensation takes place, the use of polymers cause an increase in
overall heat transfer coefficients because of their dropwise condensation
properties. But this is not valid for all the heat exchangers. For example,
Polymer Heat Exchangers
547
no increase in overall heat transfer coefficient is observed in compact heat
exchangers, due to the blockage in the passage (Jacobi et al.8).
13.2 Polymer Matrix Composite Materials (PMC)
The properties of monomers are obtained by the help of chemical compositions
and they might not have the properties that are desired. But the purpose
of composite materials is to acquire materials with desired properties.
Composite materials are compositions, acquired with the combining of two
or more materials. Their properties are determined by their constituents,
and according to the way their constituents are combined, similar or totally
different materials can be acquired. Polymer matrix composite materials
are composite materials in which polymers are used as constituents. The
constituent used primarily in the composite material is called the matrix,
and the other constituent is called reinforcement. Reinforcements used in
the composite materials can be in different shapes, which are particles, fibers,
flakes, and laminas, and the composite materials are called as particulate,
fiber reinforced, flake, and laminated composites (Gurdal et al.9)
For the composite to be efficient, the matrix material should integrate fully
with the reinforcement material, have good environmental degradation
resistance, and be able to deform as much as the reinforcement material.
Because of their advantages, studies have been done to comprehend the
properties of PMC materials. Biggs10 examined various methods developed
on the thermal conductivity of PMCs. Ahmed and Jones11 studied theoretical
models developed for the tensile modulus and strength of PMCs. It was
decided that there are too many parameters affecting the PMCs and no
general theory that can predict the tensile strength.
Particle-Reinforced Composites. PMCs that are to be used in heat exchangers
should have a high thermal conductivity; for this, aluminum, copper, silver,
and other materials that have high thermal conductivity are added for
reinforcement. Despite this, PMCs generally have thermal conductivities less
than 4W/m · K, which makes them not suitable for many commercial uses. In
his studies, Bigg12 examined particulate composite materials made of metallic
or glass spheres and he compared the results with existing models and found
that Nielsen13 model was accurate in finding the thermal conductivity of
PMCs. As a result, it is found that at volume ratio of 0.6 for metallic particles,
the thermal conductivity of the composite is seven times the thermal conductivity of the matrix material, and at a volume ratio of 0.3 for metallic particles,
the thermal conductivity of the composite is almost two times the thermal
conductivity of the matrix material which indicates strong enhancement.
Using the Nielsen method, Bigg12 showed that the thermal conductivity
enhancement depends on volume fraction of the metallic particles when the
548
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
thermal conductivity of the reinforcement material is more than 100 times
the thermal conductivity of the base material; the thermal conductivity of
the PMC is a direct function of the volume ratio.
Mamunya14 gave a definition of percolation theory for electrical and
thermal conduction in with particle-filled PMCs. According to this theory, a
sudden increase occurs while the volume ratio of the reinforcement material
increases. The reason for this is the continuous conduction path composed of
the reinforcement material. This behavior is valid for electrical conductivity
at PMCs but not for thermal conductivity because for this to be valid the
thermal conductivity of the reinforcement material should be more than
100,000 times the thermal conductivity of the matrix material.
There are considerable number of studies on the properties of PMCs, which
will be summarized below:
Boudenne et al.15 provided data for density, heat capacity, thermal conductivity, crystallinity, and thermal diffusivity of PMCs. For these, he used two
aluminum spheres with diameters of 44 and 8 µm. As a result, for 58.7%
volume fraction, the thermal conductivity of PMC is found to be 2.7 and 4.2
W/m · K, respectively. This increase is substantial compared to the thermal
conductivity of the matrix material, which is 0.239 W/m · K.
Mamunya14 obtained data using nickel and copper as reinforcement
material for epoxy and PVC. The nickel particles had a diameter of 10 μm,
and copper particles had an average size of 100 μm. The experimental
results showed that, when PVC was used as matrix material, the thermal
conductivity increased from 0.45 to 1.64 W/m · K at a volume ratio of 0.4.
And when epoxy was used as a matrix material, the thermal conductivity
increased from 0.52 to 1.6 W/m · K at a volume ratio of 0.25. When the thermal
conductivities were compared with the ratio of reinforcement material taken
into account, it was seen that epoxy performed better than PVC material,
thermally. As a result, it was decided that the properties of the matrix material has a significant effect on the thermal performance of the PMC.
Serkan Tekce et al.16 studied the effects of different copper reinforcement
materials on the thermal conductivity of the PMC as spheres, flakes, and
short fibers. With these studies, it is shown that the PMC with fiber reinforcement material with 60%, the thermal conductivity was increased from 0.21 to
11.57 W/m · K, which has the greatest thermal conductivity and after that
plate and sphere, respectively.
Krupa et al.17 examined the effects of graphite particle as reinforcement
materials on different kinds of PMCs. For the volume ratio of 0.11, it is found
that a sudden rise in the electrical conductivity occurred, and for the volume
ratio of 0.38, the thermal conductivity increased from 0.35 to 2.4 W/m · K.
Also, as a result of Krupa and Chodak,18 they observed big differences in
properties caused by different sizes of graphites, which get more significant
with the increase of volume ratio.
Fiber-Filled Composites: Mostly, glass, carbon, and aramid fibers are used as fillers. Thermal conductivities and expansion coefficients are given at Table 13.2.
Polymer Heat Exchangers
TABLe 13.2
Properties of Monolithic Polymers and PMCs
Thermal Conductivity,
W/m.K
Reinforcement
–
E-glass fibers
Kevlar (aramid)
Milled glass fiber
Discontinuous
carbon fibers
Continuous
carbon fibers
Natural graphite
Specific Thermal
Conductivitya, W/m . K
Matrix
Density, g/cm3
In-Plane
Thickness
In-Plane
Thickness
Epoxy
Epoxy
Epoxy
Polymer
Polymer
1.2
2.1
1.38
1.4–1.6
1.7
1.7
0.16–0.26
0.9
0.2–2.6
10–100
1.7
n/a
n/a
0.2–2.6
3–10
1.4
0.1–0.2
0.6
0.1–1.6
6–59
1.4
n/a
n/a
0.1–1.6
1.8–5.9
Zweben19
Zweben19
Zweben20
Zweben6
Zweben6
Polymer
1.8
330
10
183
5.6
Zweben19
370
6.5
190
3.4
Tzeng et al.21
Epoxy
1.94
Source
Source: From T’Joen, C., et al., Int. J. Refrig., 32, 763, 2009. With permission.
a Specific thermal conductivity is defined as thermal conductivity divided by specific gravity of the material.
n/a, data not available.
549
550
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Glass Fiber-Reinforced Polymers (GFRPs): These glass fiber-reinforced
polymers are known for their high strength and elastic modulus, good
corrosion resistance, and good insulating properties. Glass fiber-reinforced
materials are usually composed of a laminate structure with different fiber
orientations. Their volume ratios are generally between 40 and 70%.
Carbon Fiber-Reinforced Polymers (CFRP): These are electrically conductive
and have really high elastic strength and corrosion- and fatigue-resistance
properties. They are also advantageous because of their lower weights.
Structurally, they are brittle, and so their impact resistances are low. Mostly,
epoxy, polyester, and Nylon are used as matrix materials.
Nysten and Issi22 examined carbon fiber-reinforced polymers that are
already commercially available. The most advantageous composite with
regard to thermal conductivity is 45% volume fraction of P-120 fibers. The
thermal conductivity of this composite is found to be as high as 245 W/m.K
with a density of 1.66 kg/cm3.
Norley23 developed a new graphite-epoxy composite material. This material has a low weight (1.9 g/cm3), and its thermal conductivity is observed to
be 370 W/m · K. This material is used as a fin material with the combination
of aluminum or copper base for cooling.
The most important advancement for carbon fiber PMCs was the
development of injection molding compounds. By the help of this technique,
the thermal conductivities can reach 100 W/m · K by using discontinuous
carbon fibers with high thermal conductivities. As a result, the biggest
increase in thermal conductivity is acquired by Nylon composites with 40%
volume fraction carbon fiber (from 0.3 to 16.6 W/m · K), and by polycarbonate
composites that are formed from carbon black, synthetic graphite and carbon
fiber, respectively, at 5% volume fraction, 30% volume fraction and 20%
volume fraction (from 0.23 to 20.1 W/m · K).
Kevlar Fiber-Reinforced Polymers (KFRPs): Kevlar is a kind of aramid fiber
that has a high tensile strength, low thermal expansion coefficient, and a good
corrosion resistance. The disadvantages of Kevlar are its low compressive
strength and the difficulty to cut it. Epoxy, vinylester, and phenolics are the
most used matrix material for kevlars.1,24
Example 13.1
Determine the overall heat transfer coefficient, U, for liquid-to-liquid
heat transfer through a 1.5-mm-thick PEEK polymer [kPEEK = 0.25 W/
(m · K)] for the following conditions:
hi = 2500 W/m2 · K
ho = 1800 W/m2 · K
Rfi = 0.0002 m2 · K/W
Polymer Heat Exchangers
551
Solution
Substituting hi , hi , Rfi , t, and k PEEK into Equation 2.21, we get
1
1
0.0015
1
=
+ 0.0002 +
+
U 2500
0.25
1800
= 0.0004 + 0.0002 + 0.006 + 0.00056 = 0.00716 m 2 ⋅ K/W
U ≈ 139.8 W/m 2 ⋅ K
In this case, no resistances are negligible.
Example 13.2
Replace one of the flowing liquids in Example 13.1 with a flowing gas,
ho = 50 W/m2 · K.
Solution
1
1
0.0015 1
=
+ 0.0002 +
+
U 2500
0.25
50
= 0.0004 + 0.0002 + 0.00006 + 0.02 = 0.02066 m 2 ⋅ K/W
U ≈ 37.6 W/m 2 ⋅ K
In this case, only the gas-side resistance is significant.
Example 13.3
Replace the remaining flowing liquid in Example 13.2 with another flowing gas, hi = 20 W/m2 · K.
Solution
1
1
0.0015 1
=
+ 0.0002 +
+
U 20
0.25
50
= 0.05 + 0.0002 + 0.0006 + 0.02 = 0.0762 m 2 ⋅ K/W
U ≈ 13.12 W/m 2 ⋅ K
Here, the wall and scale resistances are negligible.
13.3 Nanocomposites
Nanocomposites are a newly developing kind of composite. If a dimension
of the particles used in the composite is smaller than 100 nm, the composite
is named a nanocomposite. Inorganic Clay Nanocomposites: For this kind of
552
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
composites, the particle sizes, the dispersion or aggregation of particles play a
big role in the mechanical properties of the material. Even though they are still
in development, this composites will become significantly important in long
term. Jordan et al.,25 LeBaron,26 Ahmedi27 and Gao28 worked on this subject
to develop a lot of new ways to manufacture nanocomposites. LeBaron and
Ahmedi did research on inorganic nanocomposites. As a result of these, it
was understood that the reinforcement materials should be as homogeny as
possible in the composite for the nanocomposites to have the best mechanical
properties they could.
Gao28 compared clay-polymer (NC) to GFRPs in his work. The weak point of
classical composites is that their estimated theoretical properties are at very
low levels. For example, CFRPs reach only 3–4% of the theoretical strength of
the aromatic sheets that are present in the graphite structure. In addition, in
exfoliated nanocomposites physical properties can be achieved fully because
the layers are connected by the polymer. But in reality, nanocomposites with
low volume ratios have poorer mechanical properties than classical PMCs
with high volume ratios and reach the mechanical properties of Nylon-6
with 48% glass fibers. However, for low fiber range, clay composites exhibit
superior mechanical properties.
Carbon nanotube reinforced polymers (CNTRPs). There is an alternative fiber
type for PMC named carbon nanotube (CNT). These materials are made of
carbon chains rolled up into a cylinder in an order of nanomeasures. Carbon
nanotubes are known by their high strength rates and low weights with
good flexibility. Their thermal conductivity values are isotropic.
In some composite materials, polymers can be used as fillers with different
matrix materials such as graphite.
13.4 Application of Polymers in Heat Exchangers
Liquid to Liquid Heat Exchangers. Morcos and Shafey29 presented an experimental study about thermal performance of shell-and-tube heat exchangers
made of PVC material for both shell- and tube-side. Heat exchanger used in
the study was 1.3 m long with tubes which had outer diameters of 34 mm
with 5 mm thickness (Figure 13.1). There were also five baffles placed in the
heat exchanger. After measurements, it was found that, because of the thickness, overall heat transfer coefficient was limited to 90 W/m2 · K. To get a
greater heat transfer coefficient, some conical turbulators were used in the
tubes. With this change, overall heat transfer coefficient could become 3–4
times greater with the increase in the pressure drop.
Group of solar energy at the University of Minnesota presented some
studies about low cost solar water heaters. For example, Davidson et al.30
examined the suitable materials for solar heaters. They used three constraints
553
Polymer Heat Exchangers
Hot stream
out
Hot stream
in
Cold stream
out
Cold stream
in
Figure 13.1
PVC shell-and-tube heat exchanger studied by Morcos and Shafey. (From Morcos, V. and
Shafey, H., Journal of Elastomers and Plastics, 27, 200–213, 1995.)
to select suitable candidates. First, they selected the polymers accepted by
NSF (National Sanitation Foundation) standards to use with potable water.
Second constraint that they used was to select materials by mechanical
properties like retention and water compatibility. For final screening,
suitable polymers were sorted by their strength, stiffness, cost, and thermal
conductivity. After these steps of screening, they have chosen three polymers
as best candidates for solar applications, which were high temperature Nylon
(HTN), cross-linked polyethylene (PEX), and polypropylene (PP). However,
these constraints does not tell much about the long-term behavior of tubular
heat exchangers in hot water conditions. The examination for long-term
behavior was made by Freeman et al.31 and Wu et al.32 examined different
polymers about tensile strength, creep compliance, and strain failure at 82°C.
For mineral-containing water, comparisons were made and Nylon-6.6 was
observed to have more scaling rate compared to HTN, PB, PP, and copper
(Wang et al.33).
Liu et al.34 studied on the materials can be used for solar water heating systems and designed a shell-and-tube and an immersed heat exchanger which
are used frequently in these kind of applications. In the study, they fixed
the parameters like number of tubes, tube arrangements, flow rate, and heat
transfer rate and calculated the required length of the tubes. Shell-and-tube
and immersed heat exchanger used in the study are given at Figure 13.2 to
13.3,34 respectively. Experiments were performed for both PEX and Nylon.
PEX and Nylon have thermal conductivities about 0.38 and 0.31 W/m2 · K,
respectively. For PEX material, outer diameter was 9.53 mm and thickness
was 1.78 mm. For Nylon tube, diameter was 3.81 mm and thickness was 0.2
mm. Results showed that for PEX, wall resistance was a dominant factor
limiting the overall heat transfer coefficient. However, it was not true for
Nylon. Liu et al. also obtained resistances in the system, and for 5.7 L/min
flow rate, they found the percentage of each resistance in the total resistance.
554
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
(a)
Tc, out
Th, in
Th, out
Tc, in
(b)
0.953 cm O.D.
0.178 cm thick
15.50 cm
(c)
0.381 cm O.D.
0.020 cm thick
1.60 cm
7.5 cm
0.5 cm
85 PEX tubes
200 nylon tubes
Figure 13.2
Polymer shell-and-tube heat exchanger studied by Liu et al. (From Liu, W., Davidson, J., and
Mantell, S., Journal of Solar Energy Engineering, 122, 84–91, 2000. With permission.)
These percentages were 49% inside resistance, 26% outside resistance and
25% wall resistance for Nylon and 24%, 34%, 42% for PEX material. For a
copper-tube material, with tubes with 6.35 mm outer diameter and 0.5 mm
wall resistance, percentages were found to be 76, 24, and 0.04%. For the same
heat duties, under the same mass flow rates, a Nylon heat exchanger requires
555
Polymer Heat Exchangers
Tc.out
Tc.in
0.953 cm O.D.
0.178 cm thick
8.4 cm
41 cm
1.5 cm
168 (6 × 28) PEX tubes
0.381 cm O.D.
0.020 cm thick
0.6 cm
7.5 cm
22.2 cm
475 (37 × 7 + 36 × 6) nylon tubes
Figure 13.3
Immersed heat exchanger studied by Liu et al. (From Liu, W., Davidson, J., and Mantell, S.,
Journal of Solar Energy Engineering, 122, 84–91, 2000. With permission.)
similar surface areas with copper alternative. These analysis with polymer
shell and tube and immersed heat exchangers showed that designing heat
exchangers with thin walled is only way to compare with metal ones.
Zakardas et al.35 came up with a novel design of polymer heat exchangers
for liquid-to-liquid or condensing fluid-to-liquid heat exchanger. This design
was named as hallow fiber heat exchanger, which is basically a shell-andtube heat exchanger without baffles. However, its size is usually smaller.
With constructed specimens, PP and PEEK were used. PP had thickness of
150 and 575 µm outer diameter, and PEEK one had 360 mm outer diameter
and thickness of 210 µm. Shell diameter was 2.3 cm and length of tubes was
11.8 cm. Under these circumstances, hallow fiber HEX showed a surface
area of 1500 m2 of exterior surface. Also, overall heat transfer coefficients of
1360 W/m2 · K had been observed. The study shows that these heat exchangers are excellent replacement for the metal ones since they have similar thermal performances with metal ones even under fouled conditions.
Patel and Brisson36 studied a polymer kapton heat exchanger for cryogenic
applications. In the study, heat transfer between a superfluid and the dilution
was aimed. Because of the Kapitza limit, polymer heat exchangers have some
556
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
advantages over metal ones under low temperature conditions like these
superfluid applications.
Leigh et al.37 aimed to reduce the first costs of absorption chillers by using
alternative materials for some part of the system to reduce the cost of the
chillers. On a conceptual design, a model was run and parts especially heat
exchangers that could be replaced with polymer materials. Results showed
that second effect generator and recuperaters were able to be produced
with PEEK material. However, for some parts of chiller, it was shown that
polymers could not be used because of their permeability to oxygen.
For plastic thin-film heat exchangers, a novel design was developed by
Lowenstein and Sibilia.38,39 This study showed that, for evaporators and
absorbers, applications using thin plastic films heat exchangers are feasible
enough to implement.
Liquid-to-Gas Heat Exchangers: Bigg40 studied on the design of tubes for
flue gas channels of gas fired boilers. He used 1.27 cm diameter PTFE, PP,
PPS, and 1.9 cm diameter PSU and PEI. There were also metal tubes coated
with polymer materials. After a long time of operation, tubes were examined, and it was observed that full polymer specimens had no degradation.
However, there were cracks and degradation on the metal parts of coated
tubes because of the cracks caused by thermal expansion difference between
the coating and metal. One of the tubes which was coated with polymer
including metal particles showed degradation at points where metal had
contact with the gas.
El-Dessouky and Ettouney41 studied on plate and shell-and-tube heat
exchangers for single-step mechanical vapor compression unit. A developed
model was used to show thermal performances of thin-walled polymer tubes
and plates in the desalination applications. Results were compared with the
metal alternatives. It was found that PTEE heat exchangers surface area was
3–4 times larger than that of metal alternatives using Titanium, steel and Cu-Ni
alloys and plastic tubes were cheaper to be implemented despite of their sizes.
Bourouni et al.42 presented an experiment study about evaporator and condenser used in desalination process. He used circular PP tubes with 2.5 cm
diameter and 5 mm wall thickness. Results were compatible with a model
that examining impact of mass flow rate and inlet temperature. However,
because of economical reasons, these designs should be used with cheap
energy sources.
Burns and Jachuck43 studied a plate heat exchanger made of PEEK films
(Figure 13.4). These films had 53 µm thickness and amplitude of 1 mm. Seven
sheets that are sized 13.5 × 13.5 cm were placed with 90° angle. PEEK was
selected because of its high chemical and fouling resistance, hydrophobic and
smooth structure with high working temperature. Within the experimental
setup, overall heat transfer coefficient of 60–370 W/m2 · K was measured with
dropwise condensation at the gas side.
Cheng and Van Der Geld44 studied a plate-fin heat exchanger made of
PVDF for air–water and air–steam fluids passing through the heat exchanger.
557
Polymer Heat Exchangers
Hot fluid flow
Cold fluid flow
PEEK films
Figure 13.4
Corrugated PEEK films used by Zaheed and Jachuck. (From Zaheed, L. and Jachuck, R. J. J.,
Applied Thermal Engineering, 24, 2323–2358, 2004. With permission.)
Cooling water inlet
Cooling water outlet
Unit: mm
Cooling water channel
Channel
1.47
400
1.37
76
.3
Air-steam
flow
2
0.265
0.436
2
42 channels each plate
4
24 plates for each half part
Figure 13.5
Heat exchanger geometry studied by Cheng and Van Der Geld. (From Cheng, L. and Van Der
Geld, C., Heat Transfer Engineering, 26, 18–27, 2005. With permission.)
The heat exchanger is shown in Figure 13.5. Overall, transfer coefficients of
80–130 and 150–600 W/m2 · K were observed with water–air and steam–air
sides, respectively.
Van Der Geld45 studied a similar experimental setup as that of Cheng and
Van Der Geld44. He aimed to enhance the setup with changing some of its
558
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
parameters. He was able to enhance the heat transfer rate by 7% by inclining
the heat exchangers and changing the location of spacers. It was mainly due
to improvement with drainage of the condensate.
Harris46 studied a micro cross-flow plate heat exchanger made of PMMA and
nickel. The dimensions of polymer heat exchanger were 5 × 5 mm with thickness of 1.8 mm. An analytical model was derived for the micro cross-flow heat
exchanger and verified by experimental results. After taking measurements
from setup, for nickel and PMMA materials, heat transfer for unit area and
unit temperature difference, for unit volume and unit temperature difference,
and for unit mass and unit temperature differences was calculated. It was
shown that, because of low density, PMMA had a superior heat transfer rate
for unit mass and unit temperature difference. Under other conditions, Nickel
heat exchanger had superior heat transfer rates.
Example 13.4
In a double-pipe heat exchanger made of PTFE polymers, water will
be heated from 20°C to 35°C at 40 kg/hr by a hot water at 140°C and
0.0012 kg/s. A 15°C hot water temperature drop is allowed. The tubes
with an outside diameter of 0.953 cm and inside diameter of 0.597 cm
can be used. The wall thickness is 0.178 cm with a thermal conductivity of 0.27 W/m · K. Heat transfer coefficients in the inner tubes and
through the annulus are 4911 W/m2 · K and 1345 W/m2 · K, respectively.
Neglecting the fouling, calculate the surface area of the heat exchanger
and compare the surface area required when the tube is made of mild
steel, k = 25 W/m × K.
Solution
At the mean temperature of 27.5°C, the properties of water are
ρ = 996.307 kg/m3
k = 0.610 W/m · K
μ = 8.43 × 10 –4 Pa · s
Pr = 5.79
Cp = 4.18 kJ/kg · K
The hot water outlet temperature can be obtained from the heat balance:
p ) (Tin − Tout ) = ( mc
p ) (Tout − Tin )
Q = ( mc
h
c
h
c
4
( 4180) ( 35 − 20) = 69.67 W
36600
Q
69.67
= Tin, h +
= 140 +
= 126.11° C
p)
× 4.18 × 103
.
0
0012
( mc
h
Q=
Tout , h
559
Polymer Heat Exchangers
The overall heat transfer coefficients for the clean PTFE and mild steel
surfaces based on the outside surface area of the tube are
Uc =
U c , PTFE =
U c , ms =
1
do 1 do ln ( do/di ) 1
+
+
2k
ho
di hi
1
= 214.91
0.00953 ln ( 0.009553/0.00597 )
1
0.00953 1
+
+
2 × 0.27
1345
0.00597 4911
1
= 903.13
0
.
00953
ln
( 0.00953//0.00597 ) + 1
0.00953 1
+
2 × 25
1345
0.00597 4911
and the mean temperature difference is
∆Tlm =
∆T1 − ∆T2 (126.11 − 20) − (140 − 35)
=
= 243.05° C
∆T
(126.11 − 20)
ln 1
ln
∆T2
(140 − 35)
The surface areas are calculated from Equation 6.1:
Q = U c Ao ∆Tlm
69.67 = 214.91 × Ao , PTFE × 243.05
Ao , PTFE =
69.67
214.91 × 243.05
Ao , PTFE = 1.33 m 2
69.67 = 903.13 × Ao , ms × 243.05
Ao , ms =
69.67
903.13 × 243.05
Ao , ms = 0.32 m 2
Therefore, the size of the mild steel heat exchanger with the higher
thermal conductivity of the metal is smaller than that of the PTFE heat
exchanger. But it may cost less than the metallic heat exchanger.
Gas-to-Gas Heat Exchangers: Rousse47 presented an experimental study
of a shell-and-tube heat exchanger for a heat recovery unit for greenhouses. Design of this PE heat exchanger was not compact because it was
designed to prove that polymer heat exchanger can be advantageous for
560
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
9.3 mm
5.7 mm
7.5 mm
1.0 mm
101 mm
116 mm
1.0 mm
0.9 mm
Figure 13.6
Corrugated PE tubes as used in a shell-and-tube heat exchanger. (From Rousse, D., Martin, D.,
Theriault, R., Leveillee, F., and Boily, R., Applied Thermal Engineering, 20, 687–706, 2000. With
permission.)
greenhouses for heat recovery process. Design met the requirements like
the ease of assembly, low cost repair, maintenance, operation, corrosion,
and good performance under frosting conditions. For the study, five corrugated tubes were used in a single shell (Figure 13.6). Results showed
that, in operation, efficiencies were defined as the ratio of the temperature
differences between the inlet and outlet of the inlet air to the maximum
temperature difference.
Jia et al.48 performed experiments on a plate heat exchanger made
of PTFE, which is used as a flue gas heat recovery unit. Channels had
1.5 mm thickness and 1 cm space between plates. This unit was used
as a SO2 scrubber by condensation. For this setup, measurements
were taken with or without condensation and also a correlation was
obtained.
Saman and Alizadeh49,50 performed an experimental study on polymer (PE) plate heat exchangers (Figure 13.7) for dehumidification
and cooling processes. To simulate this process, water was injected
to air flow to achieve evaporative cooling and a liquid desiccant was
injected into the other air flow for achieving dehumidification process. Experimental results were taken from setup for 0.2 mm thickness sheets of PE material which separate both streams. Results were
compared to the theoretical findings, and good agreements were
found. Experiment was done for different parameters like injection
angle, mass flow rate, and temperature. However, PE materials did
not perform well according to the summer comfort standards of some
countries like Brisbane, Australia.
561
Polymer Heat Exchangers
Secondary
air stream
Primary
air stream
Water spray
Liquid desiccant spray
P.H.E
Primary
air stream
Secondary
air stream
Figure 13.7
Plate heat exchanger for dehumidification and cooling studied by Saman and Alizadeh. (From
Saman, W. and Alizadeh, S., Solar Energy, 70(4), 361–372, 2001. With permission.)
Fabricated heat sink
slotted base
Laminated heat sink
with graphite/epoxy
Figure 13.8
Comparison of hybrid and laminated graphite/epoxy heat sinks. (From Shives, G., Norley, J.,
Smalc, M., Chen, G., and Capp, J., Thermomechanical Phenomena in Electronic Systems—Proceedings
of the Intersociety Conference, 1, 410–417, 2004. With permission.)
562
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
Heat Sinks: Heat sinks made of polymers can be seen as a good alternative to the classical metal heat sinks. Polymers are cheap, have low weight
and electrically insulating properties. All of these factors make polymer
heat sinks favorable. Portable devices that have microprocessors can be a
good area of usage. However, because of the low thermal conductivity of
polymer materials, using PMC materials can be a better replacement for
heat sinks. Bahadur and Cohen51 presented usage of composite materials
for heat sink applications in their CFD analysis. With this work, in
the existence of natural convection, fiber-filled polyphenylene sulfide
showed a performance similar to the aluminum design.
Graphite-epoxy composites can be a better alternative to aluminum
and copper when mass amount is 70% and 21% weight of their (aluminum
and copper) weight, respectively. Norley et al.52,53 offered a better heat
sink with using a new graphite-based epoxy composite. This material
has a thermal conductivity of 370 W/m2 · K in-plane and 7 W/m2 · K
(Nysten and Issi22) through-thickness.
It is a big challenge to design heat sinks from anisotropically conductive
material, even a bigger challenge to design for the heat sink base. Norley
and Chen,53 in their work, tried different orientations for the heat sink
base with CFD analysis. Analyses showed that thermal conductivity is
lowest when the lowest thermal conductivity of base material was in the
through-thickness orientation.
Marotta et al.54 designed a heat sink for usage of high performance
servers. Design included graphic-base/epoxy fins and spacers bonded
each other. Experimental results showed that these arrangements can
achieve thermal performance comparable to the copper ones with only
21–25% of copper mass.
Yet sometimes smaller heat sink is needed, and for these situations,
bonded graphite/epoxy heat sinks became inadequate. Shives et al.55
studied on a hybrid design that bonded epoxy fins with copper base.
Hybrid design was compared to pure aluminum and copper heat sinks
(Figure 13.8) with CFD. Results showed that best performance is achieved
by copper heat sink bonded to copper base with soldering. However,
the thermal resistance of bonded graphite/epoxy was only 0.015 C/W,
higher than pure copper heat sink and also graphite/epoxy specimen
only weighted 60% of the copper one.
The idea of using polymers for heat transfer applications first occurred
because of their chemical and corrosion resistance. But it was shown that
these materials could also be used directly as tubular material for some
applications. However, because of low thermal conductivity, polymer
materials can be inadequate in some applications because of their high
thermal resistance. To design efficient heat exchangers, it is more convenient to use PMCs instead of using polymer materials directly. PMC
materials can be produced with advantages of both metal and polymer
materials. It can have both high chemical and corrosion resistance and
high thermal conductivity with lower amount of mass. PMCs mostly
have similar thermal performance to copper ones and have advantages
over metals, like their low weight, low cost, and chemical and corrosion resistances. Polymer and polymer-like materials (PMCs) have great
potential for many applications.
Polymer Heat Exchangers
563
13.5 Polymer Compact Heat Exchangers
As indicated in the previous sections, plastic can resist corrosion and fouling.
Additionally, plastic compact heat exchangers can be manufactured and
maintained more easily compared with the metal ones. The use of plastic
heat exchangers as compact heat exchangers can also help lower such costs
as transportation and installation, which consequently lowers the total
investment.56
The excellent review of compact heat exchanger is given in Ref. 5. The
types of high-performance polymers currently used in polymer compact
heat exchangers are PVDF (polyvinylidene fluoride), Teflon or PTFE (polytetrafluoroethylene), PP (polypropylene), PE (polyethylene), PC (polycarbonate),
PPS (polyphenylene sulfide), and (PPO) polyphenylene oxide. As discussed
before, the use of polymers offers substantial weight, volume, space, and cost
savings, which give them a competitive edge over exchangers manufactured
from more exotic alloys.
To begin with, PVDF is a highly nonreactive and pure thermoplastic
fluoropolymer. PVDF is a specialty plastic material in the fluoropolymer
family; it is used generally in applications requiring the highest purity,
strength, and resistance to solvents, acids, bases, and heat and low smoke
generation during a fire event. Of the other fluoropolymers, it has an easier
melt process because of its relatively low melting point of around 177°C.
PTFE is most well known by the DuPont brand name Teflon. PTFE is a
fluorocarbon solid, as it is a high-molecular-weight compound consisting
wholly of carbon and fluorine. Moreover, it is very nonreactive, partly because
of the strength of carbon–fluorine bonds, and so it is often used in containers
and pipework for reactive and corrosive chemicals. Where used as a lubricant,
PTFE reduces friction, wear, and energy consumption of machinery. PP is a
thermoplastic polymer. It is used in a wide variety of applications such as
packaging, stationery, plastic parts, and reusable containers of various types,
automotive components, and polymer banknotes. PP is rigidly constructed
and is only prone to attack by oxidizing agents on the tertiary hydrogen.
Compared to other hydrocarbon polymers, PP has the highest melting
point at 165°C It is nontoxic, nonstaining and exhibits excellent corrosion
resistance. It has a significant application in mechanical vapor compression
(MVR) units.5
PE is a most useful and widely used plastic and it contains the chemical
elements carbon and hydrogen. It is also used in applications whose maximum
temperature does not exceed 340 K. PC has good chemical resistance to acids
but poor resistance to alkalis and solvents. PC is recognized not only for its
clarity, safety, security, and energy savings but also for the design freedom
it provides to architects.5
PPS is the best performer in acidic conditions compared to Teflon and
PVDF, and it is one of the most important high temperature polymers.
564
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
PPO is similar in chemical composition to PPE, and they are generally
treated as equivalents. It can be said that PPO has good heat resistance
but poor chemical resistance. Nevertheless, the strength, stability, and the
acceptance of flame-retardants of PPO makes it desirable for machine and
appliance housings.5
It is known that the use of polymers can cause problems during design and
manufacture owing to their low strength, poor creep resistance, relatively
poor thermal conductivity, and large thermal exchange surface expansion.
Nevertheless, their impressive resistance to chemical attack at heat exchangers.2 Moderate temperatures and pressures and also their lower relative cost
can offset these factors. The latter is proven mathematically as follows: PVDF
has a thermal conductivity of 0.17 W/m × K, which is 100–1000 times lower
than that of steels and other metals. By using the same diameter, wall thickness, and fouling coefficient, a tube bundle of Ni-Cr-Mo alloy is compared
with PVDF exchange surface. Considering all other conditions are equal, it
is shown that the price difference is crucial enough to develop and use of the
PVDF.5
In industry, three major categories of polymer compact heat exchangers
are available. They are the polymer-gasketed plate heat exchangers, heat
exchanger coils, and shell-and-tube heat exchangers. Because the plate heat
exchanger is of low cost, flexibility, easy maintenance, and high thermal efficiency; it is used as the most economical and efficient type of heat exchanger
on the market.
A new type of plate-type heat exchanger is designed by Dobbs57 where
the plates are constructed of ionomer membranes, such as sulfonated
or carboxylated polymer membranes, which are capable of transferring
a significant amount of moisture from one side of the membrane to the
other side. Incorporating such ionomer membranes into a plate-type heat
exchanger provides the heat exchanger with the ability to transfer a large
percentage of the available latent heat in one stream to the other air streams.
The ionomer membrane plates are, therefore, more efficient at transferring
latent heat than plates constructed of metal or paper.
An additional plate heat exchanger worthy of interest is the Dutch LEVEL
unit. This unit had a triangular flow path cross-section, not far removed from
the polymer film compact heat exchanger (PFCHE) concept, but it operated
in counterflow in one variant. A compactness of up to 1000 m2/m3 is claimed.
The polymer unit could be used as a recuperator for dryers.5,58
A plate heat exchanger made from a mixture of polymers, PVDF and PP
(Novelerg), is used intensively in heating and ventilating systems such as
car radiators. It is a form of constructed prototype plate exchanger using 60
plates measuring 45 cm. The unit transfers 26.4 kW and operates successfully
at 75°C with 6.5 bar differential pressure.58
Polymer plate heat exchangers are also used as air conditioners. Such
plate heat exchangers are capable of reducing energy needs for airconditioning, by using exhaust air to condition intake air without physical
Polymer Heat Exchangers
565
mixing. The use of plate heat exchangers allows considerable increases
in ventilation rates (up to 100% fresh air) without significant increases
in energy consumption and cost. A French company Favier Setrem has
designed and produced plastic heat exchangers with pressures being able
to exceed 60 bars.5,59
A new concept for a liquid–liquid plate heat exchanger has been studied
by Deronzier and Bertolini3 using thermoplastic polymers. Considering
their advantages, polymers called LCP (liquid crystal polymers) have been
developed in the laboratory from a base formulation of pure LCP (SPER1) to
improved formulations (SPER12), using fillers such as silica powder, glass,
and carbon fibers. A fully aromatic structure (SPER12FA) and a modified
fully aromatic structure (SPER12IA) were also developed and synthesized. Corrosion and mechanical tests in the laboratory with a selected
LCP (SPER12IA) have shown a relatively low chemical resistance and high
mechanical resistance in comparison with commercial LCP Vectra.5
Heat exchanger coils are also one of the major categories of polymer
compact heat exchangers. These exchangers are very suitable for large
volume, price sensitive users who need a high quality, cost-effective part.
DuPont has developed the first all plastics automotive intercooler. The unit
is made entirely of plastics, using Caltrel and DuPont proprietary class of
molding and extrusion materials to design fluid energy transfer systems.
Caltrel offers the advantages of a component with less weight, greater
corrosion resistance and durability, and the many added benefits of singlematerial construction. Most significantly, it possesses the design flexibility to
be curved, bowed or bent to make the maximum use of the crowded space
available under the hood. Typical heat exchangers are made of aluminum and
copper and take the shape of a square box. By using the Caltrel exchanger,
flexibility is obtained to change the shape and location of the heat exchanger.
These plastic units can provide the same performance to conventional metal
heat exchangers at the same or less cost.5
PVDF coils (Solvay) used as cooling and heating coils for aggressive
fluids in tanks were built very easily. These coils resist particularly well to
water-hammering.4 Ametek has three styles of immersion heat exchangers.30
One of them is Supercoils used for heating and cooling in essentially all
plating and metal finishing solutions. Supercoils are multibraided, flexible
coils that can be fitted into almost any tank configuration. Minicoils are generally suited to the electronics industry for etching, precious metal plating,
and also in the deionized water rinse tanks used in the production of wafers,
microcircuits, and connectors. The third type, the reactor coil, has either 2.54
or 3.12 mm OD tubes. Tubes are connected at PTFE headers. A reactor coil
with 160, 2.54 mm OD, tubes has a total heat transfer surface area of 1.35 m2.5
Additionally, the immersion heat exchangers by George Fischer are made
of PVDF, PP, or PE tubes, connected to headers by an over-molding process.30
A nylon car radiator, when compared to traditional metal radiators, conserves space and can be shaped in an engine compartment, which allows
566
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
for greater design flexibility and significant weight savings. It can be said
that these units is marketed for applications in not only automotive but also
in marine engines, heating, ventilating, air conditioning units, and many
industrial uses.18
Teflon shell-and-tube heat exchangers (DuPont) have been used for sulfuric
acid cooling and another use of the Teflon shell-and-tube heat exchangers (Du
Pont) was to help copper manufacturers reduce costs and improve sulfuric
acid production, as experienced by Inspiration Copper Globe (Arizona)
which had a water balance problem.60
George Fischer61 has introduced the Calorplast compact shell-and-tube heat
exchanger featuring corrosion resistant material in a compact, lightweight
shell. The new heat exchanger is available in a variety of corrosion-resistant
materials to meet a wide range of application requirements.2 PP and PVDF
shell-and-tube heat exchangers (Eta Process Plant Limited) were developed
for external heat transfer between highly corrosive fluids. These units are
particularly suitable for high-purity media such as deionized water.62
Morcos and Shafey63 were taken into account the use of turbulence
enhancement devices in a PVC shell-and-tube heat exchanger with water on
both sides. They were able to increase overall heat transfer by a factor of 3.5 at
Reynolds numbers near 1000. Softening of the material was noted at 100°C.2
The Process Intensification Group at Newcastle University has developed
a novel concept of thin film polymer heat exchangers that provide high thermal efficiency, reduced fouling, significant reduction in weight and cost,
resistance to chemically aggressive fluids, and the ability to handle both
liquids and gases (single and two phase duties). Thanks to this PCHEs, a
competitive edge to their metal. Although the thermal conductivity of the
polymer is not as high as metals, the PFCHE made of 100 mm thick PEEK
films offers negligible thermal resistance when the heat transfer coefficient is
less than 4000 W/m2 × K. Some researchers are clearly show that the PFCHE
has a much higher heat transfer capacity than conventional metal units and
highlight the advantage of the extreme compactness of the PFCHE.
In order to further enhance the thermal performance of existing polymer
compact heat exchangers, thin polymer films are adopted in a new design
as opposed to the more conventional shell and tube, plate, or coil configurations.5 In current designs, the wall thickness can only be decreased to a
range of 0.5–1 mm without affecting the mechanical strength of the polymers. However, the use of polymer films of approximately 100 µm thick is
possible, and this will subsequently promote a better thermal performance.
In order to minimize the thermal resistance offered by polymeric materials, a PFCHE using 100 µm thick polymer films has been developed by PIIC
(Process Intensification and Innovation Centre), at University of Newcastle
Upon Tyne.24 The presence of corrugations on the films aids toward heat
transfer enhancement, as it encourages more mixing of the fluid flow. Thin
films or sheets are chosen in preference to tubes, coils, or plates in order to
deal with the low thermal conductivity in polymer compact heat exchangers.
Polymer Heat Exchangers
567
The use of thin films may enhance the thermal performance of heat exchangers. Furthermore, the use of thin films and corrugations on the films also
promote better thermal performance of the heat exchanger. The corrugated
films improve the thermal performance as they break down the boundary
layers of the fluid, also known as the massaging effect.5
13.6 Potential Applications for Polymer
Film Compact Heat Exchangers
In order to increase the thermal performance of polymer compact heat
exchangers, thin films are used in new designs instead of conventional
shell-and-tube, plate and coil configurations. The use of polymer films of
approximately 100 μm thickness is possible, which provides a better thermal
performance. In addition to the use of thin films, corrugations on the films
also contribute to the better thermal performance of the compact heat
exchangers.
PFCHE have variety of applications; they are used in the desalination industry, for heat recovery, as evaporators, absorption chillers, in the automotive,
cryogenic, computer industries, and air-conditioning and refrigeration
systems, and in many others as PFCHEs. More detailed information will be
given below.
There are various types of film compact heat exchangers available. First, in
the desalination industry a plastic unit performing heat exchange by evaporation and condensation has been adopted.64
Plastic film plate heat exchangers, second of them, for heat recovery are
relatively expensive and complex designs. Therefore, plastic materials are
preferred to reduce the costs. Cross-corrugated polymer film exchanger as
an evaporator is a gas and liquid apparatus.
Film heat exchanger as a thermocompressor evaporator, this invention is
particularly suitable for use in a film evaporator or distillation apparatus,
operating in the thermocompressor principle.65
Thin plastic film heat exchangers for absorption chillers is formed by
two layers of thin plastic film material, in which flow passages are formed,
by placement of seams or welds between the two layers.66 The two layers
are bonded or sealed together by thermal or ultrasonic welds, to produce a
serpentine passage through the heat exchanger. Such heat exchangers would
be situated in a working environment; at less than atmospheric pressure in a
vacuum vessel, and during operation, these units are exposed to a continuous partial vacuum.5
A panel polymer heat exchanger was invented by Shuster and Cesaroni.65
The heat exchangers are relatively economical to manufacture and may be
used in a variety of end users, depending on the properties of the polymer
568
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
composition, including in some instances as heat exchangers in automobiles.
This invention relates to heat exchangers, particularly liquid-to-gas heat
exchangers for use in vehicles. The unit is essentially a planar panel
having a pair of relatively thin outer walls formed from a composition of
a thermoplastic polymer, especially a polyamide. The walls, which have a
thickness of less than 0.7 mm, are bonded together to form a labyrinth of
fluid passages between the walls. The passages extend between the inlet and
outlet entrances and occupy a substantial proportion of the area of the panel.5
Another variation of the panel polymer heat exchanger is formed from
two sheets of thermoplastic polymer, again preferably polyamide.4 The
units may be used in a variety of end uses, including automotive oil coolers,
automotive comfort heaters, refrigerators, and industrial uses. Each sheet
has a thickness of 0.07–0.7 mm, and a plurality of grooves extending at
least partially across the width of the sheet. The sheets are superimposed
in a face-to-face relationship and bonded together in a fluid tight bond. The
headers are situated at opposite ends of the panel, where the grooves form a
plurality of fluid flow channels between the inlet and outlet headers. Plastic
heat exchangers may be used in the automotive industry. The multipaneled
heat exchanger is in the form of a radiator for an automobile.20 These heat
exchangers may be used in automotive end uses, for example, as part of the
water and oil cooling systems.
A plastic solar collector that has been developed as an alternative to metal
units is the advanced corrugated duct solar collector. It is known that the
collector (air heater) is constructed of corrugated surfaces similar to those
used for compact heat exchangers, with the air flowing normal to the
corrugations.67 Another case in point is the polymer solar energy absorber
module. So, a solar energy absorber module having a molded top sheet of
translucent plastic material and a molded bottom sheet of solar absorbing
plastic material, bonded together by circular bond indentations in the body
has been developed by Smith.66
An investigation on the viability of polymers at cryogenic temperatures
represents that certain polymers do exhibit high brittle impact failure at low
temperatures. For instance, expanded polystyrene can be used with liquid
nitrogen. PEEK, on the other hand, becomes brittle at temperatures below
10°C.10 A low thermal conductivity support has been described. It is rigid in all
three directions and constructed from a taut band of Kapton, a strong plastic
film.68 The experimental performance of the first superfluid Stirling refrigerator (SSR), to use a plastic recuperator is reported by Patel and Brisson.69
The thin film polymer heater specified is a portable heat generating device
in which fuel vapor and an oxygen supply such as air are directed through
channels contained within a thin, flexible, and compliant polymer sheet.70
The heat generation process starts, by pumping an air stream into a reservoir,
which contains a fuel source such as methanol. This action saturates the air
stream with fuel vapor. The fuel vapor is mixed with another stream of air
to achieve a particular fuel/air ratio and directed into channels within the
Polymer Heat Exchangers
569
polymer sheet. Here, it reacts with the catalytic heat elements to produce
flameless combustion. The warm exhaust gas is directed to a thermally controlled diverter valve, which senses the temperature of the liquid fuel supply
and diverts some or all of the warm exhaust gas, as necessary, to heat the fuel
and keep its temperature within a specified range. Exhaust by-products are
passed into a miniature scrubber module adjacent to the fuel module. The
scrubber absorbs any noxious components in the exhaust stream that may
occur during start-up or rapid changes in the operating conditions.5
Plastic fin heat exchangers are used in the computer industry. In a portable
notebook computer, a specially designed heat pipe-based heat exchanger
assembly has been used to efficiently dissipate heat from a processor board
in the computer’s base housing to ambient air surrounding the computer.71
An improved air-to-air, heat and moisture film exchanger is designed to
facilitate the simultaneous transfer of both heat and water vapor between
two streams of air, while greatly inhibiting the transfer of pollutant gases. A
rigid encasement supports a stack of flat thin film composite membranes that
are held in a parallel spaced apart relation, thereby forming a box shaped
exchanger.72
The PFCHE can be adopted as a chemical reactor as an attempt to diversify its functions. This idea is supported by the development of the polymer
unit below. A stacked plate chemical reactor in which simple plates, each
incorporating no surface features other that an opening has been developed
by Georg et al.73 These plates are stacked together and when openings in
adjacent plates are properly aligned, a fluid pathway is defined between inlet
ports for each chemical reactant and an outlet port for a chemical product.
The thin durable fluoropolymer film is useful as a corrosion inhibiting
agent, as a heat transfer promoter and an adhesion barrier. A separation
membrane formed of a polymer film, is incorporated in the dehumidifier and
arranged to separate vapor from the primary air without condensation.74 The
polymer film is moisture permeable and has a hydrophobic porous nature. It
contains a large number of pores of substantially the same size as free path
molecules, to enable the vapor to permeate by capillary condensation and
diffusion of water molecules.
Polymer films in power electronic module packaging are invented by
Ozmat relates to electronic packaging technology applicable to power modules, such as ac–ac, ac–dc, and dc–dc converters and also electronic switches.
Disadvantages of presently available designs include high volume, weight,
and thermal resistance. Accordingly, a method to overcome such disadvantages has been developed by fabricating power circuit modules and
associated connections that are compatible with the standard top layer metallization of available power devices.5
Heat exchangers can be made from corrosion resistant and thermally conductive compositions containing resins (particularly linear crystal polymers)
and carbon (particularly impervious graphite) that are made through injection molding and like processes. The composites can be anisotropic; that is,
570
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
they exhibit enhanced thermal conductivity in specific directions through
the material. The resulting articles made from this composition are able to
conduct heat at different rates, into, out of, and through the articles depending
on the design imposed. Incorporating this anisotropic composition in the
construction of heat exchangers can provide increased heat transfer between
two mediums.2 This invention relates to a system for conditioning a gaseous
supply stream. The system includes a desiccant free heat and moisture
exchange wheel that efficiently transfers both heat and moisture between a
warmer, saturated gaseous exhaust stream, and a gaseous supply stream such
that the supply stream becomes heated and substantially saturated.75 The
exchange wheel collects heat from the exhaust stream through condensation
and releases heat into the supply stream through conduction. Subsequently,
it also collects moisture from the exhaust stream through condensation and
releases the moisture into the supply stream through evaporation.
The desiccant free heat and moisture exchange wheel comprises of a
high-molecular weight synthetic polymer film in the form of strips spirally
wounded around a hub. The strips consist of two layers, with at least one
layer having projections providing passages between the layers of the strip.
The heat exchanger matrix of the desiccant free wheel is provided with a
predetermined mass and rotation speed, which allows transfer of both
sensible heat and a desired amount of latent heat between the exhaust and
supply stream. The units can produce large moisture transfers without
employing desiccants conventionally used, hence providing the benefits of
being easier and less expansive to manufacture.
All things considered, PFCHEs, hold great potential as an alternative for
a wide range of industrial applications currently monopolized by metallic
heat exchangers. Their energy saving benefits and resistance to fouling and
corrosion are likely to be at the forefront of a new technology that will uncover
new market opportunities in the various sectors of the chemical industry.5
The use of plastic materials and plate and frame heat exchangers are
used for desalination processes. El-Dessouky and Ettouney41 studied the
performance evaluation of single-effect mechanical vapor compression
desalination industry with metal (high steel alloys, Cu/Ni alloys, titanium)
or plastics (PTFE). Although the analysis gives lowest heat transfer area for
Cu/Ni (90/10), the lowest cost is obtained for the PTFE thin walled plastic
evaporator and preheaters in the system. It should be noted that power
consumption is independent of the construction material.
13.7 Thermal Design of Polymer Heat Exchangers
The most common problems in polymer heat exchangers as in metallic heat
exchangers are rating and sizing. The basic design methods are given in
Polymer Heat Exchangers
571
Chapter 2, together with rating and design problems to meet the requirements
of specified hot- and cold-fluid inlet and outlet temperatures, flow rates, and
pressure drop for a given thermal process requirements. This flow chart of
the heat exchanger design methodology is given in Section 2.9 (Figure 2.17),
which should also be followed in the design of polymer heat exchangers.
Various student design projects are given at the end of the previous chapters,
which can be assigned as polymer heat exchangers design.
Thermal analysis of the compact heat exchanger is the same as the metallic heat exchanger as outlined in the previous chapters. Correlations given
for the calculation of the heat transfer coefficients under single-phase laminar and turbulent flow, condensation and boiling are valid for polymer
heat exchangers including friction coefficients and pressure drop calculations, which are given in Chapters 3, 4, 8, and 12. Selected problems can be
assigned for polymer materials.
PRoBLEMS
13.1.
13.2.
13.3.
Water, cp = 4182 J/kg · K, at a flow rate of 2 kg/hr is heated
from 7°C to 25°C in a double-pipe PPS oil cooler by engine oil,
cp = 2072 J/kg · K, with an inlet temperature of 65°C and a flow
rate of 10 kg/hr. The tubes have an outside diameter of 1 cm and
the wall thickness is 0.2 cm. Take the thermal conductivity to
be 0.3 W/m2 · K and the heat transfer coefficient of water to be
4911 W/m · K, what are the areas required for counterflow.
Refrigerant-22 (R-22) boiling at 250 K flows through a tubular
heat exchanger. Tubes are arranged horizontally with an inner
diameter of 0.0172 m. The mass velocity of the R-22 is 200 kg/
m2· s. Heat is supplied by condensing the fluid outside at –12°C.
The hot fluid-side heat transfer coefficient, hh, is 5400 W/m2 · K.
The tube is made of PVDF polymer, and fouling is neglected.
By the use of both Chen and Shah’s methods, calculate the convection heat transfer coefficient for R-22 for various values of
quality assuming no nucleate boiling and the heat transfer rate
per length.
A heat exchanger is to be designed to heat raw water by the use
of condensed water at 67°C and 0.2 bar, which will flow in the
shell side with a mass flow rate of 50,000 kg/hr. The heat will be
transferred to 30,000 kg/hr of city water coming from a supply
at 17°C (cp = 4184 J/kg · K). A single shell and a single tube pass
without baffles are preferable. A fouling resistance of 0.000176
m2 · K/W is suggested and the surface over design should not be
over 35%. A maximum coolant velocity of 1.5 m/s is suggested
to prevent erosion. A maximum tube length of 5 m is required
because of space limitations. The tube material is PPSU polymer. Raw water will flow inside of 3/4 in. straight tubes (19 mm
572
13.4.
13.5.
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
OD with 16 mm ID). Tubes are laid out on a square pitch with a
pitch ratio of 1.25. The permissible maximum pressure drop on
the shell side is 5.0 psi. The water outlet temperature should not
be less than 40°C. Perform the preliminary analysis whether the
surface over design acceptable.
Air at 2 atm and 500 K with a velocity of u∞ = 20 m/s flows across
a PVDF compact heat exchanger matrix studied by Cheng and
Van Der Geld44 having the configuration shown in Figure 13.5.
By assuming that the PVDF heat exchange surface is similar
to the surface 9.68–0.870 and using the length of the matrix as
48 plates with 4 mm per plate, calculate the heat transfer coefficient and the frictional pressure drop.
Air enters the core of a finned tube PTFE heat exchanger of the
type shown in Figure 10.4 at 2 atm and 150°C. The air mass flow
rate is 10 kg/s and flows perpendicular to the tubes. The core is
0.5 m long with a 0.30 m2 frontal area. The height of the core is
0.5 m. Water at 15°C and at a flow rate of 50 kg/s flows inside the
tubes. Air-side data are given on Figure 10.4. For water-side data,
assume that σw = 0.129, Dh = 0.373 cm, and water-side heat transfer area/total volume = 138 m2/m3. When consider this problem
as a rating problem, calculate:
a. The airside and waterside heat transfer coefficients
b. Overall heat transfer coefficient based on the outer (airside)
surface area
c. Total heat transfer rate and outlet temperatures of air and
water.
DESIGN PRojECT 13.1
Design a Heat Exchanger for an open Heart
operation—Polymer Blood Heat Exchanger
The objective of a blood heat exchanger here is to use polymer materials. The
material in contact needs to have the smoothest possible surface; therefore,
a PP gasketed-plate heat exchanger may be chosen for the design because the
polymer does not contain toxic chemicals. For a sufficient design, the pressure drop must be minimal due to the fragile nature of blood, and the heat
transfer rate must be high due to the required rapid temperature change.
This design project will take into account thermal, dynamic heat transfer, and a parametric analysis for a blood heat exchanger. Assume that the
patient’s blood properties are the same as design Project 11.3 but using the PP
properties to calculate the overall heat transfer coefficient. One can directly
select a gasketed-plate heat exchanger, or a comparative study as in design
Project 11.3.
Polymer Heat Exchangers
573
DESIGN PRojECT 13.2
The shell-and-tube type oil cooler for marine applications given in Design
Project 9.1 can be repeated for a polymer heat exchanger by selecting a polymer material from Table 13.1. for a lubricating oil mass flow rate of 0.01 and
0.005 kg/s while keeping the other specifications constant.
References
1. T’Joen, C., Park, Y., Wang, Q., Sommers, A., Han, X., and Jacobi, A., A review
on polymer heat exchangers for HVAC&R applications, International Journal of
Refrigeration, 32, 763–779, 2009.
2. Reay, D., The use of polymers in heat exchangers, Heat Recovery Systems &
CHP 9, 209–216, 1989.
3. Deronzier, J. C., and Bertolini, G. Plate heat exchanger in liquid crystal polymer,
Applied Thermal Engineering, 17, 799–808, 1997.
4. Wharry, S. R., Jr., Fluoropolymer heat exchangers, Metal Finishing, 100, 752–762,
2002.
5. Zaheed, L. and Jachuck, R. J. J., Review of polymer compact heat exchangers,
with special emphasis on a polymer film unit, Applied Thermal Engineering, 24,
2323–2358, 2004.
6. Zweben, C., Emerging high-volume applications for advanced thermally
conductive materials, Proceedings of the International SAMPE Symposium and
Exhibition, 49, 4046–4057, 2004a.
7. Ma, X., Chen J., Xu, D., Lin, J., Ren, C., and Long, Z., Influence of processing
conditions of polymer film on dropwise condensation heat transfer, International
Journal of Heat Mass Transfer, 45, 3405–3411, 2002.
8. Jacobi, A. M., Park, Y., Zhong, Y, Michna, G., and Xia, Y., High performance heat
exchangers for air conditioning and refrigeration applications (non-circular
tubes). ARTI–CR21/ 605–20021–01, Final Report, July 2005.
9. Gurdal, Z., Haftka, R. T., and Hajela, P., Design and optimization of laminated composite materials, Wiley, New York, 1999.
10. Bigg, D., Thermal conductivity of heterophase polymer compositions, Advances
in Polymer Science, 119, 1–30, 1995.
11. Ahmed, S. and Jones, F., A review of particulate reinforcement theories for polymer composites, Journal of Material Science, 25, 4922–4942, 1990.
12. Bigg, D., Thermally conductive polymer compositions, Polymer Composites, 7,
125–140, 1986.
13. Nielsen, L.E., Mechanical Properties of Polymers and Composites, Vol. 2, Marcel
Dekker, New York, 1974.
14. Mamunya, Y., Davydenko, V., Pissis, P., and Lebedev, E., Electrical and thermal
conductivity of polymers filled with metal powders, European Polymer Journal,
38, 1887–1897, 2002.
15. Boudenne, A., Ibos, L., Fois, M., Gehin, E., and Majeste, J. C., Thermophysical
properties of polypropylene-aluminum composites, Journal of Polymer Science
part B, 42, 722–732, 2004.
574
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
16. Serkan Tekce, H., Kumlutas, D., and Tavman, I., Effect of particle shape on thermal conductivity of copper reinforced polymer composites, Journal of Reinforced
Plastics and Composites, 26, 113–121, 2007.
17. Krupa, I., Novak, I., and Chodak, I., Electrically and thermally conductive polyethylene/graphite composites and their mechanical properties, Synthetic Metals,
145, 245–252, 2004.
18. Krupa, I. and Chodak, I., Physical properties of thermoplastic/graphite composites, European Polymer Journal, 37, 2159–2168, 2001.
19. Zweben, C., Thermal materials solve power electronics challenges, Power
Electronics Technology, 2006.
20. Zweben, C. H., New material options for high-power diode laser packaging,
Proceedings of the SPIE, The International Society for Optical Engineering, 5336,
166–175, 2004.
21. Tzeng, J. W., Getz, G., Fedor, B. S., and Krassowski, D. W., Anisotropic Graphite
Heat Spreaders for Electronics Thermal Management, Graftech, 2000.
22. Nysten, B. and Issi, J. P., Composites based on thermally hyperconductive carbon fibres, Composites, 21, 339–343, 1990.
23. Norley, J., Tzeng, J. W., Getz, G., Klug, J., and Fedor, B., The development of
a natural graphite heat-spreader, 17th Annual IEEE Semiconductor Thermal
Measurement and Management Symposium, 107–110, 2001.
24. Zaheed, L., Cross-corrugated polymer film compact heat exchanger (PFCHE),
Ph.D. Thesis, School of Chemical and Advanced Materials, University of
Newcastle Upon Tyne, United Kingdom, 2003.
25. Jordan, J., Jacob, K., Tannenbaum, R., Sharaf, M., and Jasiuk, I., Experimental
trends in nanocomposites—A review, Material Science and Engineering A, 393,
1–11, 2005.
26. LeBaron, P., Wang, Z., and Pinnavaia, T., Polymer-layered silicate nanocomposites—An overview, Applied Clay Science, 15, 11–29, 1999.
27. Ahmadi, S., Huang, Y., and Li, W., Synthetic routes, properties and future applications of polymer-layered silicate nanocomposites, Journal of Material Science,
39, 1919–1925, 2004.
28. Gao, F., Clay polymer composites: the story, Materials Today, 7(11), 50–55, 2004.
29. Morcos, V. and Shafey, H., Performance analysis of a plastic shell and tube heat
exchanger, Journal of Elastomers and Plastics, 27, 200–213, 1995.
30. Davidson, J., Mantell, S., Liu, W., and Raman, R., Use of polymers in liquid to
liquid heat exchangers: applied to low cost solar water heating systems, Phase
I, Task III report. University of Minnesota, Minnesota, 1998.
31. Freeman, A., Mantell, S., and Davidson, J., Mechanical performance of polysulfone, polybutylene and polyamide 6/6 in hot chlorinated water, Journal of Solar
Energy, 79, 624–637, 2005.
32. Wu, C., Mantell, S., and Davidson, J., Polymers for solar domestic hot water:
long term performance of PB and Nylon 6.6 Tubing in hot water, Journal of Solar
Energy Engineering, 126, 581–586, 2004.
33. Wang, Y., Davidson, J., and Francis, L., Scaling in polymer tubes and interpretation for use in solar water heating systems, Journal of Solar Energy Engineering,
127, 3–14, 2005.
34. Liu, W., Davidson, J., and Mantell, S., Thermal analysis of polymer heat exchangers for solar water heating: a case study, Journal of Solar Energy Engineering, 122,
84–91, 2000.
Polymer Heat Exchangers
575
35. Zakardas, D., Li, B., and Sirkar, K., Polymeric hollow fiber heat exchanger
(PHFHEs): a new type of compact heat exchanger for low temperature applications, Proceedings of the 2005 ASME Heat Transfer Conference, HT2005–72590, 2005.
36. Patel, A. B. and Brisson, J. G., Design, construction and performance of plastic
heat exchangers for sub-Kelvin use, Cryogenics, 40, 91–98, 2000.
37. Leigh, R. W., Isaacs, H. S., Kirley, J., and Rawe, A., Capital cost reductions in
absorption chillers, ASHRAE Transactions, 95, 939–952, 1989.
38. Lowenstein, A. and Sibilia, M., A low-cost thin-film absorber/ evaporator for
an absorption chiller, Final Report, Gas Research Inst., Illinois, May 1992- April
1993.
39. Lowenstein, A. I. and Sibilia, M. J., Thin plastic-film heat exchanger for absorption chillers, US Patent 5992508, 1999.
40. Bigg, D., Stickford, G., and Talbert, S., Applications of polymeric materials for
condensing heat exchangers, Polymeric Engineering and Science, 29, 1111–1116,
1989.
41. El-Dessouky, H. and Ettouney, H. Plastic compact heat exchangers for single
effect desalination systems, Desalination, 122, 271–289, 1999.
42. Bourouni, K., Martin, R., Tadrist, L., and Tadrist, H., Experimental investigation of evaporation performance of a desalination prototype using aero-evapocondensation process, Desalination, 114, 111–128, 1997.
43. Bums, J. and Jachuck, R., Condensation studies using cross-corrugated polymer
film compact heat exchangers, Applied Thermal Engineering, 21, 495–510, 2001.
44. Cheng, L. and Van Der Geld, C., Experimental study of heat transfer and pressure drop characteristics of air/water and air-steam/water heat exchange in a
polymer compact heat exchanger, Heat Transfer Engineering, 26, 18–27, 2005.
45. Van Der Geld, C., Ganzevles, F., Simons, C., and Weitz, F., Geometry adaptations
to improve the performance of compact polymer heat exchangers, Transactions
IChemE: Part A, 79, 357–362, 2001.
46. Harris, C., Kelly, K., Wang, T., McCandless, A., and Motakef, S., Fabrication,
modeling and testing of micro-cross flow heat exchangers, Journal of Microelectromechanical Systems, 11, 726–735, 2002.
47. Rousse, D., Martin, D., Theriault, R., Leveillee, F., and Boily, R., Heat recovery in
greenhouses: a practical solution, Applied Thermal Engineering, 20, 687–706, 2000.
48. Jia, J., Peng, X., Sun, J., and Chen, T., An experimental study on vapor condensation of wet flue gas in a plastic heat exchanger, Heat Transfer - Asian Research, 30,
571–580, 2001.
49. Saman, W. and Alizadeh, S., Modeling and performance analysis of a cross-flow
type plate heat exchanger for dehumidification/cooling, Solar Energy, 70(4),
361–372, 2001.
50. Saman, W. and Alizadeh, S., An experimental study of a cross flow type plate
heat exchanger for dehumidification/cooling, Official Journal of AIRAH, 1(8),
26–30, 2002.
51. Bahadur, R. and Cohen, A., Thermal design and optimization of staggered polymer pin fin natural convection heat sinks, The Ninth Intersociety Conference on
Thermal and Thermomechanical Phenomena in Electronic Systems, 1, 268–275, 2004.
52. Norley, J., Tzeng, J. W., and Klug, J., Graphite-based heat sink, US Patent 6503626,
2003.
53. Norley, J. and Chen, G.G., High performance, lightweight graphite heat sinks/
spreaders, Proceedings of PCIM 2002, Nürnberg, 2002.
576
Heat Exchangers: Selection, Rating, and Thermal Design, Third Edition
54. Marotta, E. E., Ellsworth Jr., M. J., Norley, J., and Getz, G., The development
of a bonded fin graphite/epoxy heat sink for high performance, Advances in
Electronic Packaging, 2, 139–146, 2003.
55. Shives, G., Norley, J., Smalc, M., Chen, G., and Capp, J., Comparative thermal
performance evaluation of graphite/ epoxy fin heat sinks, Thermomechanical
Phenomena in Electronic Systems—Proceedings of the Intersociety Conference, 1, 410–
417, 2004.
56. Chen, L., Li, Z., and Guo, Y., Experimental investigation of plastic finned- tube
heat exchangers, with emphasis on material thermal conductivity, Experimental
Thermal Fluid and Science, 33(5), 922–928, 2009.
57. Dobbs, G. M., Plate type heat exchanger, US Patent Application No. 20020185266,
2002.
58. Reay, D. A., Polymer Heat Exchangers: Exploitation of the Technology––A Discussion
of Some Options, David Reay & Associates, Newcastle, 2000.
59. Sterem, F., Polymer heat exchangers, available from <http://www.faviersterem.
com>, 19 November 2003.
60. Ametek, AMETEK Brochure, Heat exchangers of Teflon, Case History, US, 1990.
61. Fischer, G., Compact all plastic heat exchanger, available from <http://www.
globalspec.com> 19 November 2003.
62. Ferreira, C. A. I., Compact Air-Refrigerant Evaporator, 2000, available
from <http://www-pe.wbmt.tudelft.nl/kk/comair.htm> 11 October 1999.
63. Morcos, V. H. and Shafey, H. M., Performance analysis of a plastic shell and tube
heat exchanger, Journal of Elastomers and Plastics, 27(2), 200–213, 1995.
64. Perry, C. R., Dietz, L. H. S., and Shannon, R. L., Heat exchange apparatus having
thin film flexible Sheets, The Boeing Company, US Patent No. 4411310, 1983.
65. Shuster, J. and Cesaroni, A. J., Heat exchanger fabricated from polymer compositions, US Patent No. 4955435, 1990.
66. Metwally, M. N., AbouZiyan, H. Z., and ElLeathy, A. M., Performance of
advanced corrugated duct solar air collector compared with five conventional
designs, Renewable Energy, 10(4), 519–537, 1997.
67. Smith, W. F., Solar energy absorber, US Patent No. 4763641, 1988.
68. Gush, H. P., A compact low thermal conductivity support for cryogenic use,
Review of Scientific Instruments, 62(4), 1106–1108, 1991.
69. Patel, A. B. and Brisson, J. G., Experimental performance of a single stage
superfluid Stirling refrigerator using a small plastic recuperator, Journal of Low
Temperature Physics, 111(1–2), 210–212, 1998.
70. Welles, C. G., Portable heat generating device, US Patent No. 6062210, 2000.
71. Moore, D. A., Molded heat exchanger structure for portable computer, Compaq
Computer Corporation, US Patent No. 6026888, 2000.
72. Martin, G. L., Johnson, J. E., and Sparrow, E. E. M., Air-to-air heat and moisture
heat exchanger, US Patent No. 6145588, 2000.
73. Georg, P., Dittman, B., Golbis, K., Stastna, J., Hohmann, M., Oberbeck, S., and
Schwalbe, T., Miniaturised reaction apparatus, Cellular Process Chemistry,
European Patent No. EP1123734, 2001.
74. Piao, C. C., Sakamoto, R., Watanabe, Y., Yoshimi, M., and Yanemoto, K.,
Air-conditioner, US Patent No. 6484525, 2002.
75. Haogland, L. C., Desiccant-free heat and moisture exchange wheel, US Patent
No. 6565999, 2003.
Appendix A: Physical Properties
of Metals and Nonmetals
Nomenclature
b
c
cp
cv
cpf
cpg
h
hf
hg
k
kf
kg
M
P
Pf
Pg
Pr
Prf
Prg
s
sf
sg
T
Tb
Tm
v
vf
vg
vs
Z
normal boiling point
critical point
specific heat at constant pressure, kJ/(kg · K)
specific heat at constant volume, kJ/(kg · K)
specific heat at constant pressure of the saturated liquid, kJ/(kg · K)
specific heat at constant pressure of the saturated vapor, kJ/(kg · K)
specific enthalpy, kJ/(kg · K)
specific enthalpy of the saturated liquid, kJ/(kg · K)
specific enthalpy of the saturated vapor, kJ/(kg · K)
thermal conductivity, W/(m · K)
thermal conductivity of the saturated liquid, W/(m · K)
thermal conductivity of the saturated vapor, W/(m · K)
molecular weight, kg/k mol
pressure, bar
saturation vapor pressure, liquid, bar
saturation vapor pressure, gas, bar
Prandtl number, cp μ/k
Prandtl number of the saturated liquid, (cp μ)f/kf
Prandtl number of the saturated vapor, (cp μ)g/kg
specific entropy, kJ/(kg · K)
specific entropy of the saturated liquid, kJ/(kg · K)
specific entropy of the saturated vapor, kJ/(kg · K)
temperature, °C, K
normal boiling point temperature, °C, K
normal melting point temperature, °C, K
specific volume, m3/kg
specific volume of the saturated liquid, m3/kg
specific volume of the saturated vapor, m3/kg
velocity of sound, m/s
compressibility factor
577
578
Appendix A: Physical Properties of Metals and Nonmetals
Greek Symbols
α
thermal expansion coefficient
β
isothermal compressibility coefficient
γ
ratio of specific heat, cp/cv
μ
viscosity, Pa · s
μf
viscosity of the saturated liquid, Pa · s
μg
viscosity of the saturated vapor, Pa · s
σ
surface tension, N/m
ρ
density, Kg/m3
Thermophysical Properties of Metals
Metal
Aluminum
Temperature
Range T (°C)
Density ρ
(g/cm3)
Specific Heat c Thermal Conductivity
(kj/(kg · K))
k (W/m · K)
0–400
2.72
0.895
202–250
100–300
8.52
0.38
104–147
0–100
8.67
0.34
26
0–100
8.92
0.42
22–26
0–600
8.95
0.38
385–350
Iron (C ≈ 0.4%,
cast)
0–1000
7.26
0.42
52–35
Iron (C ≈ 0.5%,
wrought)
Lead
0–1000
7.85
0.46
59–35
0–300
11.37
0.13
35–30
Magnesium
Mercury
Molybdenum
Nickel
0–300
0–300
0–1000
0–400
1.75
13.4
10.22
8.9
1.01
0.125
0.251
0.45
Brass (75% Cu,
30% Zn)
Bronze (75% Cu,
25% Sn)
Constantan (60%
Cu, 40% Ni)
Copper
171–157
8–10
125–99
93–59
Emissivity ε
579
0.04–0.06 (Polished)
0.07–0.09 (Commercial)
0.2–0.3 (Oxidized)
0.03–0.07 (Polished)
0.2–0.25 (Commercial)
0.45–0.55 (Oxidized)
0.03–0.07 (Polished)
0.4–0.5 (Oxidized)
0.03–0.06 (Polished)
0.2–0.4 (Oxidized)
0.02–0.04 (Polished)
0.1–0.2 (Commercial)
0.2–0.25 (Polished)
0.55–0.65 (Oxidized)
0.6–0.8 (Rusted)
0.3–0.35 (Polished)
0.9–0.95 (Oxidized)
0.05–0.08 (Polished)
0.3–0.6 (Oxidized)
0.07–0.13 (Polished)
0.1–0.12
0.06–0.10 (Polished)
0.05–0.07 (Polished)
0.35–0.49 (Oxidized)
(Continued)
Appendix A: Physical Properties of Metals and Nonmetals
TABLe A.1
580
TABLe A.1 (ConTinued)
Thermophysical Properties of Metals
Metal
Temperature
Range T (°C)
Density ρ
(g/cm3)
Specific Heat c Thermal Conductivity
(kj/(kg · K))
k (W/m · K)
0–1000
21.4
0.24
70–75
Silver
0–400
10.52
0.23
410–360
Steel (C . 1%)
Steel (Cr . 1%)
Steel (Cr 18%,
Ni 8%)
Tin
Tungsten
0–1000
0–1000
0–1000
7.80
7.86
7.81
0.47
0.46
0.46
43–28
62–33
16–26
0–200
0–1000
7.3
19.35
0.23
0.13
65–57
166–76
Zinc
0–400
7.14
0.38
112–93
Emissivity ε
0.05–0.03 (Polished)
0.07–0.11 (Oxidized)
0.01–0.03 (Polished)
0.02–0.04 (Oxidized)
0.07–0.17 (Polished)
0.07–0.17 (Polished)
0.07–0.17 (Polished)
0.04–0.06 (Polished)
0.04–0.08 (Polished)
0.1–0.2 (Filament)
0.02–0.03 (Polished)
0.10–0.11 (Oxidized)
0.2–0.3 (Galvanized)
Source: From Kakaç, S. and Yener, Y., Convective Heat Transfer, 2nd ed., CRC Press, Boca Raton, FL, 1995. With permission.
Appendix A: Physical Properties of Metals and Nonmetals
Platinum
Thermophysical Properties of Nonmetals
Metal
Asbestos
Brick, rough red
Clay
Concrete
Glass, window
Glass wool
Ice
Limestone
Marble
Plasterboard
Rubber (hard)
Sandstone
Wood (oak)
Temperature
Range T (°C)
100–1000
100–1000
0–200
0–200
0–600
23
0
100–400
0–100
0–100
0–100
0–300
0–100
Density ρ
(g/cm3)
0.47–0.57
1.76
1.46
2.1
2.2
0.024
0.91
2.5
2.60
1.25
1.2
2.24
0.6–0.8
Specific Heat c
(kj/(kg · K))
0.816
0.84
0.88
0.88
0.84
0.7
1.9
0.92
0.79
0.84
1.42
0.71
2.4
Thermal Conductivity
k (W/m · K)
0.15–0.22
0.38–0.43
1.3
0.81–1.4
0.78
0.038
2.2
1.3
2.07–2.94
0.43
0.15
1.83
0.17–0.21
Emissivity ε
0.93–0.97
0.90–0.95
0.91
0.94
0.94–0.66
0.97–0.99
0.95–0.80
0.93–0.95
0.92
0.94
0.83–0.9
0.90
Appendix A: Physical Properties of Metals and Nonmetals
TABLe A.2
Source: From Kakaç, S. and Yener, Y., Convective Heat Transfer, 2nd ed., CRC Press, Boca Raton, FL, 1995. With permission.
581
This page intentionally left blank
Appendix B: Physical Properties of Air,
Water, Liquid Metals, and Refrigerants
TABLe B.1
Properties of Dry Air at Atmospheric Pressure
Temperature
ρ
cp (kj/
k
(°C)
(kg/m3) kg · K) (W/m · K)
–150
–100
–50
0
20
40
60
80
100
120
140
160
180
200
250
300
350
400
450
500
600
700
800
900
1000
2.793
1.980
1.534
1.2930
1.2045
1.1267
1.0595
0.9908
0.9458
0.8980
0.8535
0.8150
0.7785
0.7475
0.6745
0.6157
0.5662
0.5242
0.4875
0.4564
0.4041
0.3625
0.3287
0.321
0.277
1.026
1.009
1.005
1.005
1.005
1.009
1.009
1.009
1.013
1.013
1.013
1.017
1.022
1.026
1.034
1.047
1.055
1.068
1.080
1.092
1.114
1.135
1.156
1.172
1.185
0.0120
0.0165
0.0206
0.0242
0.0257
0.0271
0.0285
0.0299
0.0314
0.0328
0.0343
0.0358
0.0372
0.0386
0.0421
0.0453
0.0485
0.0516
0.0543
0.0570
0.0621
0.0667
0.0706
0.0741
0.0770
β × 103 μ × 105
𝛎 × 106
(1/K) (kg/m · s) (m2/s)
8.21
5.82
4.51
3.67
3.43
3.20
3.00
2.83
2.68
2.55
2.43
2.32
2.21
2.11
1.91
1.75
1.61
1.49
—
—
—
—
—
—
—
0.870
1.18
1.47
1.72
1.82
1.91
2.00
2.10
2.18
2.27
2.35
2.43
2.51
2.58
2.78
2.95
3.12
3.28
3.44
3.86
3.58
4.12
4.37
4.59
4.80
3.11
5.96
9.55
13.30
15.11
16.97
18.90
20.94
23.06
25.23
27.55
29.85
32.29
34.63
41.17
47.85
55.05
62.53
70.54
70.48
95.57
113.7
132.8
152.5
175
𝛂 × 106
(m2/s)
Pr
4.19
8.28
13.4
18.7
21.4
23.9
26.7
29.6
32.8
36.1
39.7
43.0
46.7
50.5
60.3
70.3
81.1
91.9
103.1
114.2
138.2
162.2
185.8
210
235
0.74
0.72
0.715
0.711
0.713
0.711
0.709
0.708
0.704
0.70
0.694
0.693
0.69
0.685
0.68
0.68
0.68
0.68
0.685
0.69
0.69
0.70
0.715
0.725
0.735
Source: From Kakaç, S. and Yener, Y., Convective Heat Transfer, 2nd ed., CRC Press, Boca
Raton, FL, 1995. With permission.
583
584
TABLe B.2
Thermophysical Properties of Saturated Ice-Water-Steam
P (bar)
252.84
260.21
265.11
267.95
270.74
273.06
273.15
273.15
276.73
280.13
290.66
297.24
302.13
306.04
309.33
314.68
318.98
333.23
342.27
349.04
354.50
359.11
366.66
νf*
(10–3 m3/kg)
1.0010
1.0010
1.0010
1.0010
1.0010
1.0010
1.0010
1.0002
1.0001
1.0001
1.0013
1.0028
1.0041
1.0053
1.0065
1.0085
1.0103
1.0172
1.0222
1.0264
1.0299
1.0331
1.0385
νg
(m3/kg)
1167
600
408.5
309.1
249.6
209.7
206.0
206.0
159.4
129.2
67.00
45.66
34.80
28.19
23.74
18.10
14.67
7.65
5.23
3.99
3.24
2.73
2.09
h*
(kj/kg)
–374.9
–360.1
–350.9
–344.4
–337.9
–333.6
–333.5
0.0
21.9
29.4
73.5
101.1
121.4
137.8
151.5
173.9
191.9
251.5
289.3
317.7
340.6
359.9
391.7
hg
(kj/kg)
2464.1
2477.4
2486.0
2491.9
2497.3
2502
2502
2502
2508
2513.4
2532.7
2544.8
2553.6
2560.6
2566.6
2576.2
2583.9
2608.9
2624.6
2636.2
2645.5
2653.0
2665.3
μg
(10–4 Pa · s)
kf*
(W/m · K)
kg
(W/m · K)
Prf*
Prg
0.0723
0.0751
0.0771
0.0780
0.0789
0.0798
0.0802
0.0802
0.0816
0.0829
0.0872
0.0898
0.0918
0.0933
0.0946
0.0968
0.0985
0.1042
0.1078
0.1105
0.1127
0.1147
0.1176
2.40
2.35
2.31
2.29
2.27
2.26
2.26
0.566
0.568
0.578
0.595
0.605
0.612
0.618
0.622
0.629
0.635
0.651
0.660
0.666
0.669
0.673
0.677
0.0169
0.0174
0.0177
0.0179
0.0180
0.0182
0.0182
0.0182
0.0184
0.0186
0.0193
0.0195
0.0198
0.0201
0.0203
0.0207
0.0209
0.0219
0.0224
0.0229
0.0233
0.0236
0.0242
13.04
11.66
10.39
7.51
6.29
5.57
5.08
4.62
4.22
3.87
3.00
2.60
2.36
2.19
2.06
1.88
0.817
0.823
0.828
0.841
0.854
0.865
0.871
0.877
0.883
0.893
0.913
0.929
0.941
0.951
0.961
0.979
Appendix B: Physical Properties
0.001
0.002
0.003
0.004
0.005
0.006
0.0061
0.0061
0.008
0.010
0.02
0.03
0.04
0.05
0.06
0.08
0.10
0.20
0.30
0.40
0.5
0.6
0.8
T (K)
372.78
384.52
393.38
400.58
406.69
412.02
416.77
421.07
424.99
432.00
438.11
445.57
448.51
453.03
461.11
468.19
474.52
480.26
485.53
497.09
506.99
515.69
523.48
530.56
537.06
548.70
1.0434
1.0530
1.0608
1.0676
1.0735
1.0789
1.0839
1.0885
1.0928
1.1009
1.1082
1.1150
1.1214
1.1274
1.1386
1.1489
1.1586
1.1678
1.1766
1.1972
1.2163
1.2345
1.2521
1.2691
1.2858
1.3187
1.6937
1.1590
0.8854
0.7184
0.6056
0.5240
0.4622
0.4138
0.3747
0.3155
0.2727
0.2403
0.2148
0.1943
0.1632
0.1407
0.1237
0.1103
0.0995
0.0799
0.0666
0.0570
0.0497
0.0440
0.0394
0.0324
417.5
467.1
504.7
535.3
561.4
584.3
604.7
623.2
640.1
670.4
697.1
720.9
742.6
762.6
798.4
830.1
858.6
884.6
908.6
962.0
1008.4
1049.8
1087.4
1122.1
1154.5
1213.7
2675.4
2693.4
2706.3
2716.4
2724.7
2731.6
2737.6
2742.9
2747.5
2755.5
2762.0
2767.5
2772.1
2776.1
2782.7
2787.8
2791.8
2794.8
2797.2
2800.9
2802.3
2802.0
2800.3
2797.7
2794.2
2785.0
0.1202
0.1247
0.1280
0.1307
0.1329
0.1349
0.1367
0.1382
0.1396
0.1421
0.1443
0.1462
0.1479
0.1495
0.1523
0.1548
0.1569
0.1589
0.1608
0.1648
0.1684
0.1716
0.1746
0.1775
0.1802
0.1854
0.6805
0.6847
0.6866
0.6876
0.6879
0.6878
0.6875
0.6869
0.6863
0.6847
0.6828
0.6809
0.6788
0.6767
0.6723
0.6680
0.6636
0.6593
0.6550
0.6447
0.6347
0.6250
0.6158
0.6068
0.5981
0.5813
0.0244
0.0259
0.0268
0.0275
0.0281
0.0287
0.0293
0.0298
0.0303
0.0311
0.0319
0.0327
0.0334
0.0341
0.0354
0.0366
0.0377
0.0388
0.0399
0.0424
0.0449
0.0472
0.0496
0.0519
0.0542
0.0589
1.735
1.009
1.538
1.000
1.419
1.013
1.335
1.027
1.273
1.040
1.224
1.050
1.185
1.057
1.152
1.066
1.124
1.073
1.079
1.091
1.044
1.105
1.016
1.115
0.992
1.127
0.973
1.137
0.943
1.156
0.920
1.175
0.902
1.191
0.889
1.206
0.877
1.229
0.859
1.251
0.849
1.278
0.845
1.306
0.845
1.331
0.849
1.358
0.855
1.386
0.874
1.442
(Continued)
Appendix B: Physical Properties
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5
6
7
8
9
10
12
14
16
18
20
25
30
35
40
45
50
60
585
586
TABLe B.2 (ConTinued)
Thermophysical Properties of Saturated Ice-Water-Steam
P (bar)
558.94
568.12
576.46
584.11
591.20
597.80
603.98
609.79
615.28
620.48
625.41
630.11
634.58
638.85
P (bar)
sf*
(kj/kg · K)
0.001
0.002
0.003
0.004
0.005
0.006
0.0061
–1.378
–1.321
–1.280
–1.260
–1.240
–1.222
–1.221
νf*
(10–3 m3/kg)
νg
(m3/kg)
1.3515
1.3843
1.4179
1.4526
1.4887
1.5268
1.5672
1.6106
1.6579
1.7103
1.7696
1.8399
1.9260
2.0370
0.0274
0.0235
0.0205
0.0180
0.0160
0.0143
0.0128
0.0115
0.0103
0.0093
0.0084
0.0075
0.0067
0.0059
sg
(kj/kg · K)
cpf*
(kj/kg · K)
9.848
9.585
9.456
9.339
9.250
9.160
9.159
1.957
2.015
2.053
2.075
2.097
2.106
h*
(kj/kg)
1267.4
1317.1
1363.7
1408.0
1450.6
1491.8
1532.0
1571.6
1611.0
1650.5
1691.7
1734.8
1778.7
1826.5
cpg (kj/
kg · K)
1.851
1.854
1.854
hg
(kj/kg)
2773.5
2759.9
2744.6
2727.7
2709.3
2689.2
2667.0
2642.4
2615.0
2584.9
2551.6
2513.9
2470.6
2410.4
μl
(10–4 Pa · s)
μg
(10–4 Pa · s)
kf*
(W/m · K)
kg
(W/m · K)
0.1904
0.1954
0.2005
0.2057
0.2110
0.2166
0.2224
0.2286
0.2373
0.2497
0.2627
0.2766
0.2920
0.3094
0.5653
0.5499
0.5352
0.5209
0.5071
0.4936
0.4806
0.4678
0.4554
0.4433
0.4315
0.4200
0.4087
0.3976
0.0638
0.0688
0.0741
0.0798
0.0159
0.0925
0.0998
0.1080
0.1307
0.1280
0.1404
0.1557
0.1749
0.2007
γf
γg
Vsf (m/s)
Prf*
0.901
0.936
0.978
1.029
1.090
1.163
1.252
1.362
1.502
1.688
2.098
2.360
2.951
4.202
Vsg
(m/s)
Prg
1.503
1.573
1.651
1.737
1.837
1.963
2.126
2.343
2.571
3.041
3.344
3.807
8.021
12.16
σ*
(N/m)
Appendix B: Physical Properties
70
80
90
100
110
120
130
140
150
160
170
180
190
200
T (K)
0.0000
0.0543
0.1059
0.2605
0.3543
0.4222
0.4761
0.5208
0.5925
0.6493
0.8321
0.9441
1.0261
1.0912
1.1454
1.2330
1.3027
1.4336
1.5301
1.6071
1.6716
1.7273
1.7764
1.8204
1.8604
1.9308
9.159
9.0379
8.9732
8.7212
8.5756
8.4724
8.3928
8.3283
8.2266
8.1482
7.9065
7.7670
7.6686
7.5928
7.5309
7.4338
7.3598
7.2234
7.1268
7.0520
6.9909
6.9392
6.8943
6.8547
6.8192
6.7575
4.217
4.206
4.198
4.183
4.180
4.179
4.178
4.178
4.179
4.180
4.184
4.189
4.194
4.198
4.201
4.209
4.222
4.231
4.245
4.258
4.271
4.282
4.294
4.305
4.315
4.335
1.854
1.856
1.858
1.865
1.870
1.874
1.878
1.881
1.887
1.894
1.917
1.935
1.953
1.967
1.978
2.015
2.048
2.077
2.121
2.161
2.198
2.233
2.266
2.298
2.329
2.387
17.50
15.75
14.30
10.67
9.09
8.15
7.51
7.03
6.35
5.88
4.66
4.09
3.74
3.49
3.30
3.03
2.801
2.490
2.295
2.156
2.051
1.966
1.897
1.838
1.787
1.704
1.136
1.139
1.141
1.142
1.143
1.143
1.144
1.144
1.144
1.144
1.321
1.318
1.316
1.314
1.313
1.311
1.310
1.309
1.308
1.306
438.74
445.05
449.51
452.92
455.65
457.91
459.82
461.46
462.88
465.23
0.0756
0.0751
0.0747
0.0731
0.0721
0.0714
0.0707
0.0702
0.0693
0.0686
0.0661
0.0646
0.0634
0.0624
0.0616
0.0605
472.98 0.0589
478.73 0.0566
482.78 0.0548
485.88 0.0534
488.36 0.0521
490.43 0.0510
492.18 0.0500
493.69 0.0491
495.01 0.0483
497.22 0.0468
(Continued)
Appendix B: Physical Properties
0.0061
0.008
0.010
0.02
0.03
0.04
0.05
0.06
0.08
0.10
0.20
0.30
0.40
0.5
0.6
0.8
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5
6
587
588
TABLe B.2 (ConTinued)
Thermophysical Properties of Saturated Ice-Water-Steam
P (bar)
sg
(kj/kg · K)
1.9918
2.0457
2.0941
2.1382
2.2161
2.2837
2.3436
2.3976
2.4469
2.5543
2.6455
2.7253
2.7965
2.8612
2.9206
3.0273
3.1219
3.2076
3.2867
3.3606
3.4304
3.4972
6.7052
6.6596
6.6192
6.5821
6.5194
6.4651
6.4175
6.3751
6.3367
6.2536
6.1837
6.1229
6.0685
6.0191
5.9735
5.8908
5.8162
5.7471
5.6820
5.6198
5.5595
5.5002
cpf*
(kj/kg · K)
4.354
4.372
4.390
4.407
4.440
4.472
4.504
4.534
4.564
4.640
4.716
4.792
4.870
4.951
5.034
5.211
5.405
5.621
5.865
6.142
6.463
6.838
cpg (kj/
kg · K)
2.442
2.495
2.546
2.594
2.688
2.777
2.862
2.944
3.025
3.219
3.407
3.593
3.781
3.972
4.168
4.582
5.035
5.588
6.100
6.738
7.480
8.384
μl
(10–4 Pa · s)
γf
γg
Vsf (m/s)
Vsg
(m/s)
1.637
1.581
1.534
1.494
1.427
1.373
1.329
1.291
1.259
1.193
1.143
1.102
1.069
1.040
1.016
0.975
0.942
0.915
0.892
0.872
0.855
0.840
1.143
1.142
1.142
1.141
1.139
1.137
1.134
1.132
1.129
1.123
1.117
1.111
1.104
1.097
1.091
1.077
1.063
1.048
1.033
1.016
0.998
0.978
1.304
1.303
1.302
1.300
1.298
1.296
1.294
1.293
1.291
1.288
1.284
1.281
1.278
1.275
1.272
1.266
1.260
1.254
1.249
1.244
1.239
1.236
467.08
468.57
469.78
470.76
472.23
473.18
473.78
474.09
474.18
473.71
472.51
470.80
468.72
466.31
463.67
457.77
451.21
444.12
436.50
428.24
419.20
409.38
498.99
500.55
501.64
502.64
504.21
505.33
506.12
506.65
506.98
507.16
506.65
505.66
504.29
502.68
500.73
496.33
491.31
485.80
479.90
473.67
467.13
460.25
σ*
(N/m)
0.0455
0.0444
0.0433
0.0423
0.0405
0.0389
0.0375
0.0362
0.0350
0.0323
0.0300
0.0200
0.0261
0.0244
0.0229
0.0201
0.0177
0.0156
0.0136
0.0119
0.0103
0.0089
Appendix B: Physical Properties
7
8
9
10
12
14
16
18
20
25
30
35
40
45
50
60
70
80
90
100
110
120
sf*
(kj/kg · K)
3.5616
3.6243
3.6859
3.7471
3.8197
3.8765
3.9429
4.0149
5.4408
5.3803
5.3178
5.2531
5.1855
5.1128
5.0332
4.9412
7.286
7.834
8.529
9.456
11.30
12.82
15.76
22.05
9.539
11.07
13.06
15.59
17.87
21.43
27.47
39.31
0.826
0.813
0.802
0.792
0.782
0.773
0.765
0.758
0.956
0.935
0.916
0.901
0.867
0.838
0.808
0.756
1.234
1.232
1.233
1.235
1.240
1.248
1.260
1.280
398.90
388.00
377.00
366.24
351.19
336.35
320.20
298.10
453.00
445.34
437.29
428.89
420.07
410.39
399.87
387.81
0.0076
0.0064
0.0053
0.0043
0.0034
0.0026
0.0018
0.0011
Source: From Liley, P. E., Thermophysical properties, Boilers, Evaporators, and Condensers, S. Kakaç (Ed.), Wiley, New York, 1987.
* Above the solid line, solid phase; below the line, liquid.
Appendix B: Physical Properties
130
140
150
160
170
180
190
200
589
590
TABLe B.3
Thermophysical Properties of Steam at 1-bar Pressure
ν
(m3/kg)
373.15
400
450
500
550
600
650
700
750
800
850
900
950
1000
1100
1200
1300
1400
1500
1600
1800
2000
1.679
1.827
2.063
2.298
2.531
2.763
2.995
3.227
3.459
3.690
3.921
4.152
4.383
4.614
5.076
5.538
5.999
6.461
6.924
7.386
8.316
9.263
h
(kj/kg)
s (kj/
kg · K)
cp (kj/
kg · K)
cv (kj/
kg · K)
γ
Z
νs
(m/s)
2676.2
2730.2
2829.7
2928.7
3028
3129
3231
3334
3439
3546
3654
3764
3876
3990
4223
4463
4711
4965
5227
5497
6068
6706
7.356
7.502
7.741
7.944
8.134
8.309
8.472
8.625
8.770
8.908
9.039
9.165
9.286
9.402
9.625
9.384
10.032
10.221
10.402
10.576
10.912
11.248
2.029
1.996
1.981
1.983
2.000
2.024
2.054
2.085
2.118
2.151
2.185
2.219
2.253
2.286
2.36
2.43
2.51
2.58
2.65
2.73
3.02
3.79
1.510
1.496
1.498
1.510
1.531
1.557
1.589
1.620
1.653
1.687
1.722
1.756
1.791
1.823
1.344
1.334
1.322
1.313
1.306
1.300
1.293
1.287
1.281
1.275
1.269
1.264
1.258
1.254
0.9750
0.9897
0.9934
0.9959
0.9971
0.9978
0.9988
0.9989
0.9992
0.9995
0.9996
0.9996
0.9997
0.9998
0.9999
1.0000
1.0000
1.0000
1.0002
1.0004
1.0011
1.0036
472.8
490.4
520.6
540.3
574.2
598.6
621.8
643.9
665.1
685.4
705.1
723.9
742.2
760.1
794.3
826.8
857.9
887.9
916.9
945.0
999.4
1051.0
μ (10–5
Pa · s)
1.20
1.32
1.52
1.73
1.94
2.15
2.36
2.57
2.77
2.98
3.18
3.39
3.59
3.78
4.13
4.48
4.77
5.06
5.35
5.65
6.19
6.70
k
(W/m · K)
Pr
0.0248
0.0268
0.0311
0.0358
0.0410
0.0464
0.0521
0.0581
0.0646
0.0710
0.0776
0.0843
0.0912
0.0981
0.113
0.130
0.144
0.160
0.18
0.21
0.33
0.57
0.982
0.980
0.968
0.958
0.946
0.938
0.930
0.922
0.913
0.903
0.897
0.892
0.886
0.881
0.858
0.837
0.826
0.816
0.788
0.735
0.567
0.445
Source: From Kakaç, S. and Yener, Y. Convective Heat Transfer, 2nd ed., CRC Press, Boca Raton, FL, 1995. With permission.
Appendix B: Physical Properties
T (K)
Thermophysical Properties of Water-Steam at High Pressures
T (K)
ν
(m3/kg)
P = 10 bar
300
350
400
450
500
600
800
1000
1500
2000
1.003.–3a
1.027.–3
1.067.–3
1.123.–3
0.221
0.271
0.367
0.460
0.692
0.925
P = 50 bar
300
350
400
450
500
600
800
1000
1.001.–3
1.025.–3
1.064.–3
1.120.–3
1.200.–3
0.0490
0.0713
0.0911
h
(kj/kg)
s (kj/
kg · K)
cp (kj/
kg · K)
cv (kj/
kg · K)
γ
113.4
322.5
533.4
749.0
2891
3109
3537
3984
5224
6649
0.392
1.037
1.600
2.109
6.823
7.223
7.837
8.336
9.337
10.154
4.18
4.19
4.25
4.39
2.29
2.13
2.18
2.30
2.66
3.29
4.13
3.89
3.65
3.44
1.68
1.61
1.70
1.83
1.01
1.08
1.17
1.28
1.36
1.32
1.28
1.26
117.1
325.6
536.0
751.4
976.1
3013
3496
3961
0.391
1.034
1.596
2.103
2.575
6.350
7.049
7.575
4.16
4.18
4.24
4.37
4.64
2.85
2.31
2.35
4.11
3.88
3.64
3.43
3.24
1.94
1.74
1.85
1.01
1.08
1.16
1.27
1.43
1.47
1.32
1.27
νs
(m/s)
μ (Pa · s)
0.0072
0.0064
0.0058
0.0054
0.957
0.987
0.994
0.997
1.000
1.002
1500
1552
1509
1399
535.7
592.5
686.2
759.4
917.2
1050
8.57.–4b
3.70.–4
2.17.–4
1.51.–4
1.71.–5c
2.15.–5
2.99.–5
3.78.–5
5.35.–5
6.70.–5
0.615
0.668
0.689
0.677
0.038
0.047
0.072
0.099
0.18
0.39
0.0362
0.0317
0.0288
0.0270
0.0260
0.885
0.966
0.987
1508
1561
1519
1437
1246
560.5
674.5
756.5
8.55.–4
3.71.–4
2.18.–4
1.52.–4
1.19.–4
2.14.–5
3.03.–5
3.81.–5
0.618
0.671
0.691
0.681
0.645
0.054
0.075
0.102
Z
k
(W/m · K)
Pr
5.82
2.32
1.34
0.981
1.028
0.963
0.908
0.881
0.80
0.57
Appendix B: Physical Properties
TABLe B.4
5.76
2.31
1.34
0.975
0.856
1.129
0.929
0.880
(Continued)
591
592
TABLe B.4 (ConTinued)
Thermophysical Properties of Water-Steam at High Pressures
ν
(m3/kg)
1500
2000
0.1384
0.1850
P = 100 bar
300
350
400
450
500
600
800
1000
1500
2000
P = 250 bar
300
350
400
450
500
600
800
h
(kj/kg)
Z
νs
(m/s)
μ (Pa · s)
1.000
1.002
918.8
1053
5.37.–5
6.70.–5
0.18
0.33
0.81
0.64
1.01
1.08
1.16
1.27
1.42
1.97
1.38
1.30
0.0722
0.0633
0.0575
0.0537
0.0517
0.726
0.929
0.973
1.000
1.003
1516
1571
1532
1452
1269
502.3
662.4
753.3
921.1
1057
8.52.–4
3.73.–4
2.20.–4
1.53.–4
1.21.–4
2.14.–5
3.08.–5
3.85.–5
5.37.–5
6.70.–5
0.622
0.675
0.694
0.685
0.651
0.073
0.081
0.107
0.18
0.31
5.69
2.31
1.34
0.975
0.853
1.74
0.960
0.876
0.82
0.67
4.06
3.84
3.62
3.41
1.02
1.08
1.16
1.26
4.22
1.40
0.1792
0.1572
0.1426
0.1330
0.1273
0.1313
0.813
1542
1599
1568
1496
1331
896.9
627.3
8.48.–4
3.78.–4
2.24.–4
1.57.–4
1.24.–4
8.63.–5
3.29.–5
0.634
0.686
0.704
0.696
0.666
0.532
0.109
5.50
2.28
1.33
0.969
0.838
0.952
1.03
s (kj/
kg · K)
cp (kj/
kg · K)
cv (kj/
kg · K)
5214
6626
8.589
9.398
2.66
3.12
9.99.–4
1.022.–3
1.061.–3
1.116.–3
1.193.–3
0.0201
0.0343
0.0449
0.0692
0.0926
121.8
329.6
539.6
754.1
977.3
2820
3442
3935
5203
6616
0.390
1.031
1.590
2.097
2.567
5.775
6.685
7.233
8.262
9.073
4.15
4.17
4.23
4.35
4.60
5.22
2.52
2.44
2.68
3.08
4.09
3.87
3.64
3.43
3.24
2.64
1.82
1.88
9.93.–3
1.016.–3
1.053.–3
1.105.–3
1.175.–3
1.454.–3
0.0120
135.3
341.7
550.1
762.4
981.9
1479
3261
0.385
1.022
1.578
2.078
2.541
3.443
6.086
4.12
4.14
4.20
4.30
4.50
5.88
3.41
γ
k
(W/m · K)
Pr
Appendix B: Physical Properties
T (K)
0.0173
0.0277
0.0372
3845
5186
6608
6.741
7.827
8.642
2.69
2.73
3.04
1.97
1.36
0.935
1.000
1.008
745.9
929.1
1068
3.98.–5
5.40.–5
0.125
0.18
0.856
0.819
P = 500 bar
300
350
400
450
500
600
800
1000
1500
2000
9.83.–4
1.005.–3
1.041.–3
1.088.–3
1.151.–3
1.362.–3
4.576.–3
8.102.–3
0.0139
0.0188
157.7
361.8
567.8
776.9
991.5
1456
2895
3697
5157
6595
0.378
1.007
1.557
2.050
2.502
3.346
5.937
6.302
7.484
8.310
4.06
4.10
4.14
4.23
4.37
5.08
5.84
3.17
2.82
3.04
3.98
3.81
3.59
3.39
1.02
1.08
1.15
1.25
3.72
2.79
1.81
1.37
2.10
1.76
0.3549
0.3112
0.2820
0.2618
0.2493
0.2459
0.620
0.878
1.004
1.018
1583
1644
1623
1561
1418
1080
597.8
742.1
943.6
1086
8.45.–4
3.87.–4
2.31.–4
1.62.–4
1.29.–4
9.34.–5
4.04.–5
4.28.–5
0.650
0.700
0.719
0.714
0.689
0.588
0.178
0.150
5.28
2.27
1.33
0.960
0.822
0.808
1.33
0.905
a
b
c
Appendix B: Physical Properties
1000
1500
2000
Notation –3 signifies × 10–3.
Notation –4 signifies × 10–4.
Notation –5 signifies × 10–5.
593
594
Appendix B: Physical Properties
TABLe B.5
Properties of Liquid Metals
Liquid Metal and
Melting Point
Bismuth (288°C)
Lead (327°C)
Mercury (–39°C)
Potassium (64°C)
Sodium (98°C)
56% Na, 44% K (19°C)
22% Na, 78% K (–11°C)
44.5% Pb, 55.5% Bi (125°C)
Temperature,
°C
k W/
(m · K)
ρ
kg/m3
315
538
760
371
482
704
10
149
315
315
427
704
93
371
704
93
371
704
93
400
760
315
16.40
15.70
15.70
18.26
19.77
—
8.14