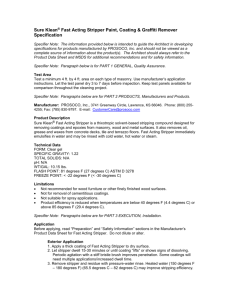
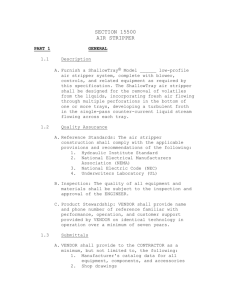
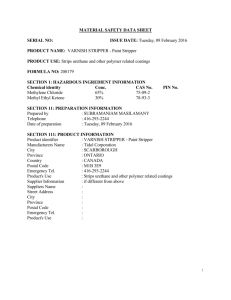
o Brief summary of reasons for replacement o Replacement activities tentative plan o Introduction to Urea Stripper E-4101 o History through inspection reports TA and shutdowns after installation in 2006 o Motive for replacement o Design Changes o Current Status o Replacement plan o Replacement activities o Rigging plan o Vertical falling film shell and tube heat exchanger o Strips out ammonia and carbon dioxide from urea and carbamate solution at urea reactor R-4101 outlet Inlet Outlet Gas Outlet Solution Flow rate 238 tons/hr 56 tons/hr 182 tons/hr Urea 31% - 42.43% CO2 14.56% 36% 8% NH3 32.46% 58% 14% Moisture -Balance- -Balance- -Balance- TAG E-4101 TEMA TYPE BEM Special Class R Number of tubes 2388 Shell Side Fluid MS Tube Side Fluid Urea Solution Tube Pitch 31.75mm Shell Working Temperature/Pressure 226 C / 26.5 kg/cm2 Channel working Temperature/Pressure 203 C / 148 kg/cm2 Weight 80 Tons TAG E-4101 Tube Material 25Cr-22Ni-2Mo tubes 2mm THK internally lined with Zirconium 0.7mm THK CS + 6mm 25Cr-22Ni2Mo overlay Tubesheet Material Channel Heads Material Shell Material CS + 5mm 25Cr-22Ni-2Mo lining SA-516/70 Bellow Material SA-516/70 Ferrule Material 25Cr-22Ni-2Mo VAPOR OUTLET LINE 8”-99A SOLUTION INTLET LINE 8”-99A STEAM INTLET LINE 12”-13A/14”-13A LINE TO PSV 6”-13A PASSIVATION AIR INLET CONDENSATE OUTET LINE 8”-13A SOLUTION OUTLET LINE 6”-99A • New Titanium Stripper Installed at Commissioning 1992-2006 • Rehabilitated Bimetallic Urea Stripper from Plant I 2006-2016 ♦ Leakage of carbamate to MS was reported ♦ Leaking tubes were indicated and plugged. Total 5 tubes were plugged. ♦ Dome lining petal welds were repaired on both top and bottom heads ♦ One leaking tube was plugged. Leakage was from a pinhole in seal weld of an already plugged tube ♦ 200 damaged ferrules were replaced due to thickness loss at insertion ends ♦ 1600 ferrules replaced due to deformation. Evidence of solution bypassing across ferrules was observed in the form of etching of SS tubes from Zr removed area ♦ Top and bottom head petal lining welds repaired. ♦ Lining of top and bottom dish ends found deteriorated ♦ Replacement of stripper recommended due to overall deterioration of the equipment. ♦ Major concerns include: • Corrosion at tube ligament areas • Pinholes and cavities in TTS. 74 (30%) out of a sample of 250 tubes had pinholes and cavities in them • Corrosion cavities in tube internal surface in HAZ of TTS welds. • Top and bottom head lining thickness loss Top Head TA-2008 TA-2010 TA-2012 S/D-2014 TA-2015 Manhole nozzle neck Top Dome Petals Barrel 9.93 mm 9.90 mm 9.90 mm 9.87 mm 9.26 mm 5.42 mm 4.92 mm 4.74 mm 4.49 mm 4.96 mm 5.03 mm 4.55 mm 4.53 mm 4.50 mm 4.83 mm Bottom Head TA-2008 TA-2010 TA-2012 S/D-2014 TA-2015 8.90 mm Manhole nozzle neck Bottom Dome 4.91 mm Petals Barrel 4.71 mm 8.90 mm 8.76 mm 6.54 mm 8.81 mm 4.32 mm 4.30 mm 4.44 mm 4.42 mm 4.07 mm 4.07 mm 4.35 mm 4.17 mm o o Observations warrant serious shutdowns if replacement not carried out Replacement essential for plant reliability o o o The lining thickness of top and bottom dish ends to be increased from 5mm to 6mm, keeping in mind the history of thickness loss at these points Set of two weep-holes to be provided in all HP nozzles of the new stripper to ensure flushing/repair maintenance Tube pitch may be increased from 31.75mm to 34 mm to for TTS joints to be made with 17mm protrusion o Tube Protrusion increased from 7mm to 17mm o Weld overlay thickness increased increased from 10mm to 13mm o o o o o Bimetallic stripper chosen Cost the main reason for choice over Omega Bond PO has been awarded to AlfaLaval Olmi Drawings awaited for final technical review. The stripper has to be replaced in TA-2018 of plant II (1) o Removal of portion of 4th platform o Erection of scaffolding in place of 4th platform Activity Timing Pre-Turnaround (2) o Opening of MS inlet flange (N2) Activity Timing 0-2hrs (2hrs) (3) o Cutting and Rigging of MS inlet line for Tee installation Activity Timing 2-6hrs (4hrs) (4) o Beveling of MS line 02 faces Activity Timing 6-14hrs (8hrs) (5) o Opening of condensate outlet line (N9) Activity Timing 6-8hrs (2hrs) (6) o PSV-41012 and associated line removal Activity Timing 6-10hrs (4hrs) (7) o Expansion bellow locking Activity Timing 14-20hrs (6hrs) (8) o Opening and Cutting of Vapor outlet line (N5) Activity Timing 14-22hrs (8hrs) (9) o Removal of HV-41006 Activity Timing 22-30hrs (8hrs) (10) o Opening of Soln inlet flange (N1) and rigging of lines Activity Timing 30-34hrs (4hrs) (11) o Opening of solution outlet line (N12) and LV-41011 removal Activity Timing 22-30hrs (8hrs) (12) o Removal of Passivation air line and holding clamp Activity Timing 34-40hrs (6hrs) (13) o Removal of HT-41011 and LT-41011 Activity Timing 40-44hrs (4hrs) (14) o S/F adjustment at 4th platform for rigging of stripper Activity Timing 44-50hrs (6hrs) (15) o Rigging arrangements for stripper Activity Timing 50-56hrs (6hrs) (16) o Removal of Stripper Activity Timing 56-62hrs (6hrs) (17) o Rigging Arrangements for New Stripper Activity Timing 62-68hrs (6hrs) (18) o Rigging of New Stripper Activity Timing 68-74hrs (6hrs) E R-4101 E-4102 A/B W 5,900 E-4103 A/B S N E-4101 OPERATOR CABIN 11,800 MAIN CRANE LOCATION TRAILING CRANE 10,500 E-4105 HEAVY PAVED AREA 5,500 11,300 11,000 Main Crane • 300 tons capacity • Shall be contracted out Tailing Crane • P&H Crawler Crane • Available at plant • 80 tons maximum capacity Activity Weight to be Lifted Boom Point Elevation Removal of stripper 80 tons 45m Installation of Stripper 83 tons 45m Activity Operating Boom Radius Length Boom Angle Load Capacity Safety Factor Stripper Removal 40 ft 150 ft 77 degree 91.5 tons 14.5% Stripper 40 ft Installation 150 ft 77 degree 91.5 tons 10.2% o New stripper will be transported on a Low Bed Trailer on Saddle o Old stripper will be transported similarly (19) o S/F adjustment for flanges installation Activity Timing 74-80hrs (6hrs) (20) o Erection of Structure at top Manway Activity Timing 80-92hrs (12hrs) (21) o Rigging of New Tee Spool Activity Timing 92-96hrs (4hrs) (22) o Tacking and welding of MS inlet Spool and box-up of MS inlet flange Activity Timing 96-124hrs (28hrs) (23) o Beveling of vapor outlet line Activity Timing 94-102hrs (8hrs) (24) o Tacking and welding of vapor outlet line flange Activity Timing 102-118hrs (16hrs) (25) o Box-up of vapor outlet line Activity Timing 118-120hrs (2hrs) (26) o Solution inlet line rigging and boxup Activity Timing 124-132hrs (8hrs) (27) o Installation of HV-41006 Activity Timing 132-144hrs (12hrs) (28) o Box-up of solution outlet line Activity Timing 144-148hrs (4hrs) (29) o Installation of PSV 41012 associated lines Activity Timing 132-136hrs (4hrs) (30) o Box-up of condensate outlet line Activity Timing 146-148hrs (2hrs) (31) o Installation of passivation air inlet lines and its holding clamp Activity Timing 138-146hrs (8hrs) (32) o Installation of LV-41011, LT-41011 and HT-41011 associated lines Activity Timing 148-160hrs (12hrs) o Change of ferrule design to gasketed ferrules may increase ferrule life that is currently limited by bypassing o Tentative replacement plan o Plan to be finalized after receipt of drawings o Increase in shell size may force a change in activity activity chart