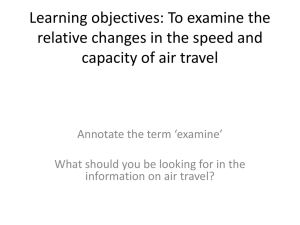
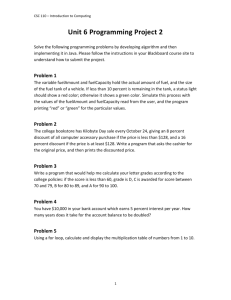
ExxonMobil Aviation A.E.D.S.M. (Aviation Equipment & Design Standards Manual) This document is in Draft form only, and should be used as an accurate and official reference in the field. Hopefully this information will be confirmed, Q1 2001. For any further information, please contact the 'Operations' group in Leatherhead. Section 1. Section I AEDSM AVIATION EQUIPMENT & DESIGN STANDARDS Sub-section Topic TABLE OF CONTENTS INTRODUCTION 1.1 1.2 A. Purpose and Scope Distribution Systems for Aviation Fuels FIXED FACILITIES 1.0 2.0 3.0 B. Section Refineries 1.1 Purpose and Description 1.2 Minimum Design Requirements for Aviation Product Handling and Storage Facilities 1.3 Design Requirements for Marine Receipt Facilities 1.4 Minimum Design Requirements for Storage Tanks 1.5 Minimum Design Requirements for Product Shipment (Delivery) Facilities A1 A1-01 A1-02 Intermediate Storage and Distribution Terminals (Plants) 2.1 Purpose and Description 2.2 Minimum Design Requirements for Aviation Product Receipt and Storage Facilities 2.3 Design Requirements for Product Receipt Facilities 2.4 Minimum Design Requirements for Storage Tanks 2.5 Minimum Design Requirements for Product Shipment (Delivery) Facilities A2 A2-01 A2-02 A1-03 A1-04 A1-05 A2-03 A2-04 A2-05 Airport Plant 3.1 Purpose and Description 3.2 Airport Plant Location and Layout 3.3 Minimum Design Requirements for Aviation Product Handling and Storage Facilities 3.4 Design Requirements for Product Receipt Facilities 3.6 Minimum Design Requirements for Storage Tanks 3.6 Minimum Design Requirements for Product Delivery Facilities A3 A3-01 A3-02 A3-03 A3-04 A3-05 A3-06 MOBILE EQUIPMENT 1.0 Road Bridging Vehicles 1.1 Description 1.2 Design Considerations 1.3 Minimum Design Requirements B-01 2.0 Mobile Fuelling Equipment - General 2.1 Description 2.2 Design Considerations 2.3 Minimum Design Requirements for Fuelling Equipment 2.4 Typical Flow Diagrams 2.5 Testing, Warranty, Manuals B-02 3.0 Mobile Equipment - Refuellers 3.1 Description 3.2 Types of Refuellers 3.3 Advantages and Disadvantages of the Above Types of Refuellers 3.4 Refueller Configuration 3.5 Minimum Design Requirements for Refuellers Used in Turbine B-03 Issue Draft ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 1 Section I AEDSM AVIATION EQUIPMENT & DESIGN STANDARDS Sub-section Topic TABLE OF CONTENTS 3.6 3.7 4.0 Mobile Equipment - Hydrant Servicers and Carts 4.1 Description 4.2 Design Considerations 4.3 Hydrant Servicers and Carts Configurations 4.4 Minimum Design Requirements for Hydrant Services and Carts 4.5 Typical Flow Diagram Issue Draft Fuel Service Minimum Design Requirements for Avgas Typical Flow Diagram ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation B-04 Page 2 Section Ι AEDSM Ι AVIATION EQUIPMENT AND FACILITIES Sub-section Topic LIST OF ILLUSTRATIONS SECTION Ι - LIST OF ILLUSTRATIONS SECTION A. Fixed Facilities 1.0 Refineries 2.0 Intermediate Storage and Distribution Terminals (Plants) 3.0 Airport Plant B. Mobile Equipment 1.0 Road Bridging Vehicles 2.0 Mobile Fuelling Equipment - General 3.0 Mobile Equipment Refuellers 4.0 Mobile Equipment Hydrant Servicers and Carts Issue Draft 1 9/10/00 LOCATION DESCRIPTION Ι/A1.2.5 Ι/A1.2.6a Ι/A1.2.6b Ι/A1.2.6e Ι/A1.2.9.1 Ι/A2.2.6 Ι/A2.2.7a Ι/A2.2.7b Ι/A2.2.7e Ι/A2.2.11.1 Ι/A3.3.7 Ι/A3.3.8a Ι/A3.3.8b Ι/A3.3.8d Ι/A3.3.11.1a Ι/A3.4.3.5 Ι/A3.6.5.2a Ι/A3.6.5.2b Twin Seal Valve and Positive Segregation Design Features for Filter Sampling Design Features for Strainer Sampling 80 litre Glass Jar Sampling Vessel Vertical Top Opening Basket Strainer Twin Seal Valve and Positive Segregation Design Features for Filter Sampling Design Features for Strainer Sampling Vertical Top Opening Basket Strainer Twin Seal Valve and Positive Segregation Twin Seal Valve and Positive Segregation Design Features for Filter Sampling Design Features for Strainer Sampling 80 litre Glass Jar Sampling Vessel Vertical Top Opening Basket Strainer 80 litre Glass jar installed on Bridger Cabinet with Remote Storage Cabinet with Integral Storage Ι/B1.3.2 Ι/B1.3.5 Ι/B1.3.6 Ι/B2.3.2.7 Ι/B2.3.2.8 Ι/B2.3.2.9 Ι/B2.3.2.10 Ι/B3.2.1 Ι/B3.2.2.1 Ι/B3.2.2.3 Ι/B3.2.2.4 Ι/B3.2.3 Ι/B3.5.1.8 Ι/B4.1a Ι/B4.1b Ι/B4.2a Ι/B4.2b Ι/B4.4.1.4 Ι/B4.4.1.5 Ι/B4.4.1.6a Ι/B4.4.1.6b Ι/B4.4.1.7 1" sample/line valves (2 compartment truck) Faucet protection and grade identification Cab mounted interlock status panel (NVE) Control panel showing various features 4 litre closed sampling jar Sampling position showing valves and dust caps Rigid Chassis Refueller Suction Hose Semi-trailer Refueller Dual Liquid fith wheel semi-trailer refueller Hydraulic semi-trailer refueller Low Silhouette refueller (articulated semi-trailer) Rigid chassis combi-fueller Typical Hydrant Servicer Typical Hydrant Cart Triple arm intake boom extension Stabilising jack and intake coupler lift Product recovery tank Intake hose lift rail incorporating stabilising jack Four flag hazard warning post and reflective sleeve Warning beacon mounted on intake hose Igloo mounted on rear of hydrant servicer ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section Ι AEDSM Ι AVIATION EQUIPMENT AND FACILITIES Sub-section Topic LIST OF DIAGRAMS SECTION Ι - LIST OF DIAGRAMS SECTION A. Fixed Facilities 1.0 Refineries LOCATION DESCRIPTION Ι/A1.2.6c Ι/A1.2.6d "Product Recovery System" diagram Features of Filtration closed glass jar sampling system Features of tank farm closed glass jar sampling system "Product Recovery System" diagram Features of Filtration closed glass jar sampling system Features of tank farm closed glass jar sampling system Runway cross section showing side slope limitations Runway approach/take off funnels "Product Recovery System" diagram Features of Filtration closed glass jar sampling system Features of tank farm closed glass jar sampling system Ι/A1.4.6 2.0 Intermediate Storage and Distribution Terminals (Plants) Ι/A2.2.7c Ι/A2.2.7d Ι/A2.4.6 3.0 Airport Plant Ι/A3.2.1.7a Ι/A3.2.1.7b Ι/A3.3.8c Ι/A3.3.8d Ι/A3.5.7 B. Mobile Equipment 3.0 Mobile Equipment Refuellers 4.0 Mobile Equipment Hydrant Servicers and Carts Issue Draft 1 9/10/00 Ι/B3.7a Ι/B3.7b Ι/B4.5 Piping diagram for a rigid refueller Flow diagram for a rigid refueller Hydrant Servicer flow diagram ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AEDSM I AVIATION EQUIPMENT AND FACILITIES Sub-section Topic INTRODUCTION 1.1 PURPOSE AND SCOPE This section provides guidelines and criteria for designing and constructing safe and efficient aviation fuel handling systems. This section contains: • General description of aviation fuel handling systems and equipment. • Minimum design requirements for the systems and equipment needed. These are mandatory and are intended to establish ExxonMobil's worldwide design policy. 1.2 DISTRIBUTION SYSTEMS FOR AVIATION FUELS - DEFINITIONS AND DESCRIPTIONS A combination of storage facilities and transportation systems is used to distribute aviation fuels (Avgas and Jet fuels) from the originating refinery up to their ultimate delivery to the aircraft at the airport. While the distribution chain usually includes an intermediate storage terminal, the type and nature of the various terminals and transportation equipment employed will vary from airport to airport according to the local situation. Typical storage and transportation systems used are: • Intermediate Storage Terminal The Intermediate Storage Terminal is usually a marketing terminal (i.e. bulkplant) which functions as a "distributor" of refined products. The terminal receives the aviation fuel from the originating refinery, stores it, and then releases it to the airport receiving facilities. The product is normally transported from the intermediate storage terminal to the airport by pipeline, tank truck, rail tank car or barge. Direct delivery of the fuel from the intermediate terminal to the aircraft is not normally carried out. • Refinery Terminal This is a storage plant within a refinery compound and operated by the refinery from which deliveries are made directly to airport receiving tanks via pipeline, marine transportation, tank truck or rail tank car. • Marine Terminal The supply of aviation fuel to this type of terminal is by cargo tanker or by barge. Usually large storage facilities are provided in order to handle large size deliveries or to provide a continuous supply of product from the plant during periods of closed navigation. • Pipeline Terminal Aviation fuel is supplied to this type of terminal by a multi-product pipeline directly from the refinery. Storage facilities are sized to provide a continuous supply of product from the terminal between pipeline batch deliveries. • Rail Terminal Aviation fuel is supplied to this type of plant by railway tank car, usually direct from a refinery. Tank car delivery to a rail terminal could also be made from a marine or pipeline terminal with the rail terminal acting as an intermediate transfer plant between the main bulk storage location and the airport plant. However, this double handling of product is expensive and more than one transfer plant between the refinery and airport plant should be avoided if at all possible. Medium sized storage facilities are only provided at rail terminals because a continuous supply of product can normally be scheduled without difficulty. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AEDSM I AVIATION EQUIPMENT AND FACILITIES Sub-section Topic INTRODUCTION • Airport Plant The airport plant is a permanent installation of fixed operating facilities, (which serves as the final storage and pumping and filtration point for the supply of aviation fuels to the aircraft). (1) Storage Facility The airport storage facilities receive product from either a refinery, marine, pipeline or rail terminal (or sometimes from a combination of all three), via tank truck, tank car or transfer pipeline. The product is stored in tanks and then pumped through filter/separators into any one of the following: a. A hydrant system for delivery to the aircraft. b. A mobile fueler for delivery to the aircraft. c. A cabinet installation for delivery to the aircraft. Depending on the size of the airport, storage tanks may be dedicated to a specific service viz. operating tanks or receiving tanks as described below: a. Receiving Storage Tanks :- Storage tanks at the airport that receive product from upstream terminals such as intermediate storage plants, refinery terminals, marine terminals etc. Receiving tanks may also serve as operating storage tanks delivering products to aircraft fuelling systems if operating conditions permit it. b. Operating Storage Tanks :- In some of the larger airports, segregated operating storage tanks may be necessary. These tanks receive product from the airport receiving storage tanks and deliver product to the aircraft fuelling system(s). (2) Aircraft Fuelling Systems There are three common methods of fuelling aircraft. ExxonMobil's objective is to select and use the most efficient fuelling system that offers the optimum combination of investment, operating costs, flexibility and safety. Each new system must be designed to meet the unique and specific requirements of the particular location under study. Since each fuelling method has distinct advantages and disadvantages, they must be carefully analysed to permit selection of the optimum alternate. The basic fuelling systems used at airport operations are: a. Hydrant System A hydrant system consists of an underground pipeline network for delivering fuel from the airport storage tanks to the "pit valve connections" located at fixed positions throughout the aircraft parking/service areas. Hydrant systems are used primarily at large airports where high fuelling frequencies, high uplift and/or high loading rates are involved. However, due to their unique features, hydrant systems are also in use at some small airports. A mobile fuelling dispenser (hydrant servicer) is used to transfer the fuel from the hydrant pit connection to the aircraft-fuelling adapter. The hydrant servicer is equipped with filtration, pressure control and metering equipment. b. Fuellers Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AEDSM I AVIATION EQUIPMENT AND FACILITIES Sub-section Topic INTRODUCTION Fuellers are self propelled tank trucks completely equipped with filtration, pumping, pressure control and metering equipment and all other accessories required to deliver the fuel from the self contained tank directly into the aircraft. Mobile fuellers provide maximum operating flexibility - also can be effectively used at locations where small or large throughput requirements are involved. The same fixed storage tank(s) and facilities are required for the fueller and hydrant system, however, in most cases, the storage tank, pumps and filtration equipment can be of lower capacity for fuellers than that required for the hydrant system. c. Cabinet System This system is similar to the conventional small hydrant system except that all of the dispensing equipment is located inside the cabinet in a fixed position above ground. Cabinet systems are used primarily at airports where low pumping capacity and single aircraft positioning are involved. Cabinets are connected directly to the aircraft by means of a hose. Section Ι describes, in depth, the various aviation fuel distribution systems and defines the minimum design requirements for each. For convenience purposes, delivery distribution systems of aviation fuels are classified into two categories: • Fixed Facilities which include the bulk storage tanks at both intermediate and airport plants, underground hydrant systems, cabinet systems and other fixed installations; and • Mobile equipment which includes fuellers, servicers and other dispensing equipment. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-01 Topic 01 REFINERIES PURPOSE AND DESCRIPTION A1.0 REFINERIES 1.1 Purpose and Description It is the role of the refinery to produce on grade aviation products that meet relevant specifications. It is their responsibility to carry out testing and to issue required certification that becomes the first link in the traceability chain that will enable fuel delivered into-plane to be identifiable back to the producing refinery and batch run. The refinery must also ensure that the products are in satisfactory condition for release into the distribution chain for ultimate supply to the end-user. Product may be delivered by marine tankers, barges, pipelines, rail tank cars or road tank trucks. Usually the product will be transferred to an intermediate plant for onward distribution but may also be delivered direct to an airport location. Aviation fuels are usually received from the refining process into “run-down” tanks for initial sampling and testing. If the fuel has been produced by hydro-processing or is a synthetic fuel then an anti-oxidant additive is injected in the run down line from the process units. In the “rundown” tanks gross water is usually present from processing and after a period of settling is drained off from the tank bottom. The fuel is then transferred to “shipping” tanks. It is at this stage that any additional required additives are usually injected into the fuel if being added by the refinery. After further settling the tanks are sampled and tested for certification. Settling and draining continues until tank bottom samples are “Clear & Bright” and release for shipment can be authorised. Aviation fuels are normally a minor volume of the total product volume handled at Refinery. From a quality control viewpoint, however, they are the most critical. Therefore facilities are designed and procedures are established to ensure that no quality degradation or contamination with other products can take place following certification. In addition, aviation fuels must undergo strict controls whilst in storage to ensure that quality is maintained and to achieve ongoing improvement in fuel cleanliness before release. Of the aviation fuels, Avgas is volatile and highly flammable. Jet kerosenes are high electrostatic charge accumulators. Therefore, safety in the handling of aviation fuels is also of concern. Specially designed facilities and strict fuel handling procedures are required to prevent serious incidents from happening. This manual, the Aviation Equipment Design Standards manual (AEDSM), defines the minimum design requirements for facilities in refineries needed to maintain aviation fuels within the quality specifications of the various ExxonMobil and industry standards that we are obligated to meet. These requirements are additional to other ExxonMobil design standards that are applicable to refinery design and construction. For operation, quality control, maintenance, and safety procedures for aviation fuels storage and handling facilities, reference should be made to the Aviation Operations Standards Manual (AOSM). Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-02 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS 1.2 Minimum Design Requirements for Aviation Product Handling and Storage Facilities 1.2.1 General Product handling and storage facilities include all facilities and components from the rundown line from the process unit through to delivery custody transfer point, including “rundown” and “shipping” storage tanks. In addition to storage tanks and lines, consideration has to be given to metering, filtration equipment, additive injection equipment, sampling systems and product relaxation along with associated fittings and supporting systems. Typically, “run-down” tanks receive product from the process unit. If the fuel has been produced by hydro-processing or is a synthetic fuel then an anti-oxidant additive must be injected in the run down line from the process units. After settling and removal of gross water, product is transferred into “shipping” tanks where it is settled before sampling for certification. Normally these facilities do not have filtration or meters but injection equipment is often installed in the transfer lines if the specification requires additional additves. For onward distribution from the “shipping” tanks, outloading filtration is a requirement according to the transportation method and type of receiving facility. Meters are often used for custody transfer measurement purposes. Whilst there are basic design features and requirements that are common to all facets of handling and storage, there are certain aspects of design that are dependent on the particular transportation method by which the products are received or delivered: ∗ Marine Vessels (tankers and barges) ∗ Pipelines (multi-product or dedicated) ∗ Road Tank Trucks ∗ Rail Tank Cars The common requirements are detailed in this section and specific additional details for each of the different transportation methods shown above, and for storage tanks, are given in subsequent sub-sections. Note that these requirements are based on supply other than direct to airport locations. If supply is to be made direct to airport locations then “shipping” tanks and loading facilities shall be treated as for an Intermediate Terminal – see Section I/A2. 1.2.2 Materials of Construction All metal parts in contact with aviation fuels shall be free of zinc, cadmium, copper and their alloys. The preferred materials are stainless steel, aluminium, or epoxy coated mild steel. Plastic or synthetic tubing is not to be used in contact with fuel, including sense line use, unless specifically approved for purpose. Gaskets shall be of Viton A, Buna N or an equivalent material. Cork or rubber-impregnated cork gaskets shall not be used. 1.2.3 Dedicated Facilities Positive segregation and facilities dedicated to only one grade of fuel shall be provided for aviation grades from upstream of the tank in which product is certificated through to the point of delivery. Rail and road loading facilities must always be dedicated to a single grade. For marine and pipeline supply, dedicated facilities are also preferred but it is often not possible to have them because of the large number of different product grades handled and resultant construction costs; however, segregated and dedicated aviation lines must be provided between storage tanks and the multi-product delivery manifold. For details see Section I/A1.5.2.2. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-02 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Within a dedicated system there shall be no interconnecting lines between pipelines that handle different products or grades of products, nor between same grades of certified and uncertified products. Single valve segregation of dedicated lines is not acceptable. Double Block and Bleed (twin seal) valves are preferred. However, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable. Drain lines, thermal relief lines, and air eliminator exhaust lines shall similarly be totally segregated. 1.2.4 Pipelines Internal coating of pipelines is not mandated. Low points shall be fitted with drain points - see 1.2.7 below. Also refer to Section II, Part P. For long pipelines, pigging arrangements should be included in the design. Submarine pipeline design requires special treatment and reference should be made to ExxonMobil Marine Department for submarine pipeline designs. 1.2.5 Valves Only Steel Gate Valves manufactured to API 600 Standards, or equal, with flanged ends, OS&Y Type, solid wedge with F6 trim and rising stems shall be used. Valves must give visual indication as to whether they are open or closed (e.g. rising stem). Provision should be made on the valves for them to be chained and locked closed when not in use. Gate valves should be installed at points indicated below and also as may be additionally indicated in subsequent sub-sections dealing with specific areas of the refinery. ∗ At the delivery manifold. At multi-product delivery manifolds the valving arrangement must ensure positive segregation as detailed in Section I/A1.2.3 above. ∗ At individual storage tank inlet and outlet connections. On storage tanks that hold tested/certificated product positive segregation must be provided on both inlet and outlet connections. Double Block and Bleed (twin seal) valves are preferred in these positions, however, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable (see Illustration I/A1.2.5 on following page). Note that on tank inlets, pressure relief valves should not be installed to relieve from the upstream side of the valve (untested product) into the tank. .Where MOV's are used as part of an automated system, they should be electrically interlocked to prevent simultaneous openings of inlet and outlet valves on a tank; and where installed on multi-product receipt manifolds systems, to prevent the simultaneous opening of MOV's in lines which carry dissimilar products. The system should also be designed so that under product "no flow" conditions all MOV's are closed. Logic control should include a minimum settling time lock on tank release and also require permissive release by authorised personnel only. Lubrication of valves shall be by silicone type grease, metal loaded formulations must not be used. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-02 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Illustration I/A1.2.5 Twin seal valve and positive segregation Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-02 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS 1.2.6 Drain and Sample Connections and Product Recovery Systems Drain and sample connections similar to Illustrations I/A1.2.6a & 6b are to be provided at the following points and also as may be additionally indicated in subsequent sub-sections dealing with specific areas of the terminal/plant: ∗ ∗ ∗ Immediately adjacent to the vessel/shore connection or on the pipeline delivery manifold. At low points in the piping system. At strainer and filter vessels drain points. FILTER DRAIN VALVE MAY BE GATE OR BALL VALVE SPRING LOADED BALL VALVE ON OPEN SAMPLING LINE BALL VALVE ON FEED TO CLOSED SAMPLING SYSTEM KERBED IMPERVIOUS SPILL CONTAINMENT AREA UNDER FILTERS Illustration I/A1.2.6a Design Features for Filter Sampling CAM LOCKED DUST CAPS CAM LOCKED DUST CAPS Illustration I/A1.2.6b Design Features for Strainer Sampling SAMPLING POINT RAISED TO GIVE CLEARANCE FOR JAR OR S/S BUCKET IMPERVIOUS SPILL CONTAINMENT Adequate clearance must be allowed under sample points for use of a stainless steel bucket and a bonding point, preferably a copper or brass lug or stud, must be provided on the line for bonding of the bucket during sampling. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section I AEDSM I/A1-02 AVIATION EQUIPMENT AND FACILITIES Subject A1 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Aviation fuel line sampling/drain pipework must be physically segregated from other grade lines. Where connected to a common sampling/drainage system for the same grade, the design must be such as to prevent risk of reverse flow through any drain/sample point. Adequately sized product recovery systems similar to the one shown in Diagram I/A1.2.6c shall be installed at the following points to enable fast flushing and enable product recovery/conservation. Depending on the number of lines, more than one system may be needed. ∗ ∗ ∗ ∗ At marine jetties in the vicinity of the pipeline drain and sample connections. At pipeline manifolds. Adjacent to storage tanks. Adjacent to filter vessels. Tun dish with hinged cover, mesh strainer screen and extended down pipe for sample disposal Removable cover to enable tank cleaning Flushing/sampling lines to be stainless steel Stainless Steel or Light Coloured Epoxy Lined Mild Steel Recovery Tank - Minimum Capacity 200 litres Spring Loaded Ball Valve Product Cone down bottom Gate or Ball Valve Sample point with dust cover Spring Loaded Ball Valve Return Spring Loaded Ball Valve From flushing/sampling connection Sample point with dust cover Notes: 1) Adequate clearance to be allowed under sample points to enable sampling into a stainless steel bucket. 2) Impermeable curbed spill containment area to be provided under sample points and recovery tank. 3) A bonding point to be fitted adjacent to each sampling point. 4) Lines must have no low points that might accumulate water. 5) Size of recovery tank shown is minimum - it may need to be significantly larger depending on application. Diagram I/A1.2.6c Closed glass jar sampling vessels of 80 litres capacity with integral hydrometer/ thermometer assemblies (Fluid Transfer or equal) are recommended for use at storage tank and filter sampling points and of 20 litres capacity (Aljac or equal) for receipt and delivery sampling points. Where sampling points are closely positioned then a single glass jar sampling vessel may be manifolded to serve several points, e.g. banks of filters, adjacent storage tanks, etc.. Sample line segregation must be retained as far as possible by locating the manifold adjacent to the sampling vessel and the design must safeguard against reverse flow - see Diagram I/A1.2.6d and Illustration I/A1.2.6e below. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-02 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Diagram I/A1.2.6d Illustration I/A1.2.6e 80 litre glass jar sampling vessel manifolded to 7 tanks and installed in a tank farm sampling/test cabin Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-02 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS If closed glass jar sampling systems are not installed at manifolds or delivery points which are frequently used, then a bench and cupboard should be provided on which to stand the samples for abbreviated tests to be performed and in which to store test equipment. The bench must be shielded to give protection from wind and sun. A product recovery tank must be also provided for safe disposal of samples. If sampling is regularly carried out during hours of darkness then adequate lighting must be provided to enable proper examination of samples. Drain/sampling valves that deliver into recovery tanks shall be self-closing “deadman” type, such as the Apollo Deadman Series 76 Ball Valve or equal. Sampling for fuel certification testing requires tank top, middle and bottom samples and it is recommended that fixed sample points be installed to enable samples to be drawn at ground level. Note that these lines will need to be flushed prior to sampling and they should therefore be connected to a product recovery tank. A kerbed, impermeable, spill containment area shall be provided below all sample points and recovery vessels to prevent ground pollution. 1.2.7 Tank Bottom Draining Provisions It is probable that there will be significant quantities of water in fuel from the process unit. Much of the water will quickly settle out as free water in the bottom of the tank but there will also be significant quantities of water held in suspension at the fuel/water interface. For this to settle out fully may take several days and to speed up the release process it may be necessary to flush the interface into the refinery oil/water sewer system with consequent downgrading/reprocessing of refined product. An alternative method for clearing the tank as speedily as possible without downgrading of product is to install a settling/recovery tank significantly larger than that described at Section I/A1.2.6 above. The size has to be determined on a location specific basis with reference to the capacity of the storage tank, and past history of product quality. Settling/recovery tank sizes may be 25k litres (6500 USG) capacity or even larger. For further details see Section I/A1.4.6. 1.2.8 Hydrostatic Testing Hydrostatic testing of lines and storage tanks during commissioning shall only be carried out using treated water. Natural water sources such as sea, rivers, lakes, or ponds that might be used to supply fire water mains shall not be used as these may cause microbiological or bacterial contamination of the system. 1.2.9 Filtration For full details of types of filtration referred to below, see Section II, Part E. 1.2.9.1 Strainers Pumps, meters and flow control valves should be protected by at least a 40 mesh strainer, or as recommended by component manufacturers if finer, located immediately upstream of them. A top opening basket type strainer is recommended for ease of inspection/maintenance. All strainers must be fitted with a drain valve at the lowest point as described in Section I/A1.2.6 above. Illustration I/A1.2.9.1 Vertical top opening basket strainer. Note bottom drain swan neck extension to enable flushing to bucket Filtration and cam lock caps secured by padlock 1.2.9.2 Upstream Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 7 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-02 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Filtration in receipt lines upstream of storage tanks is not a normal requirement, fuel clean up being achieved by in tank settling and draining. However, in certain situations where there is a history of excessive water and dirt in fuel being transferred from “rundown” tanks provision of filtration should be considered. Dependent on assessment of the circumstances this may be by any one or a combination of methods, which could be a micro-filter, Excelsior filter (in existing installations), back flushing screen filter, or a centrifuge. A filter-separator would not usually be considered necessary at this stage of the system. However, if special circumstances make installation of a F/S desirable then it should be protected from excessive dirt loading by an upstream micronic filter to minimise element replacement costs. The filter-separator should be an approved API/IP 1581 Type S filter/separator of the appropriate Category class (see AEDSM II/E1.2.1) 1.2.9.3 Clay Treaters Where there is a history of surfactant contamination of aviation turbine fuels, as indicated by depressed Microsep readings and which is supported by evidence of filter coalescer disarming, then clay treaters (clay filters) should be installed. The installation configuration should be such as to enable treatment of fuel during transfer to “shipping” tanks or alternatively by circulation. It should be noted that water is an effective deactivator of clay filters and safeguards should be taken to ensure that transfer of water through the system is avoided. Refer to the AOSM Sections 040-007 and 070-007 for more details on surfactants, their monitoring and treatment. Micro-filters and/or Filter/Separators shall be installed downstream of clay treaters to remove clay particles that are commonly carried over with the fuel. Since micro-filter elements are less expensive than filter/separator elements, it is usually more cost effective to install a micro-filter instead of a filter/separator downstream of the clay treater to pick up the clay particles being carried over. Clay treaters will remove some types of additives such as corrosion inhibitors and conductivity improver additives, which may be required in the fuel by specification. If clay treatment is installed then an additive injection system must also be installed - see Section I/A1.2.10.3 below. 1.2.9.4 Downstream filtration Filtration must be provided downstream of storage dependent on mode of transport and whether or not the fuel is being delivered direct to airport service tanks. See Section I/A1.5.2.4 for details. 1.2.9.5 Relaxation Time Sufficient relaxation time (30 seconds) shall be provided between filtration equipment and receiving storage tanks, including cargo tanks in marine tankers and barges, tank trucks and tank cars. If aviation turbine fuel contains a conductivity improver additive, the relaxation time may be reduced to 15 seconds, although 30 seconds is preferred. An alternative to pipe sizing for relaxation is to install a static relaxation vessel. See also Exxon Research and Engineering Company paper EE110E.81 (Preventing Electrostatic Ignitions). 1.2.9.6 Millipore Sampling Points All micro-filters, filter-separators, and clay treaters shall have solids contaminant sampling test points (Millipore) installed in upstream and downstream connections. 1.2.9.7 Spill Containment Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 8 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-02 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS A certain amount of fuel leakage from used elements is inevitable during element changes and therefore a kerbed, impermeable, spill containment area must provided under and around all filter vessels to prevent ground pollution. 1.2.10 Additive Injection 1.2.10.1 General Aviation fuel specifications require the addition of certain additives that can vary in both type and quantity according to grade and method of fuel production. The most appropriate point of injection for each of the additives can vary according to the their individual characteristics and the nature of the fuel logistics chain. These will dictate the location of fuel additive equipment in the overall system and also within the facilities design layout. Determination of the most appropriate configuration requires an understanding of the factors that have to be taken into account. This section gives guidance on general design layout, for details of additive injection equipment see Section II, Part A. Note that in the following sections where the preferred position for additive injection is indicated as being at the Intermediate Terminal, if the refinery supplies direct to an airport location then the “shipping” tanks and delivery facilities shall be regarded as an Intermediate Terminal. 1.2.10.2 Fuels and Additive Requirements The principal commercial fuel grade, Jet A1, has a requirement for a Static Dissipater Additive (SDA), (commercial grade – Stadis 450)and, if the fuel has been produced by hydrotreating, there is a requirement for an anti-oxidant additive. The anti-oxidant is always added at the refinery and must be introduced in the line to the run-down tanks to comply with specification requirements. The military fuel grade, JP8, has essentially the same specification as Jet A1 with the exception that the specification conductivity requirement is higher (150-600 vs. 50450), and the JP8 specification includes a requirement for a Corrosion Inhibitor (CI) and a Fuel System Icing Inhibitor (FSII). The corrosion inhibitor and FSII can be combined into a single approved additive package to simplify handling for NATO supply. Corrosion Inhibitor also serves a dual purpose as a Lubricity Improver. There is also a new variant of JP8 that is being introduced for military use, JP8+100. This is JP8 but with an additional thermal stability improver additive. This additive has rd a particularly adverse effect on the performance of API 1581 3 . Edition, water filter th separators and this is being addressed in the imminent publication of the 4 . Edition of API 1581. Pending further information, guidance should be sought from ExxonMobil Aviation if this additive is requested. For economic reasons, both in terms of investment and operating costs, it is usual to produce and handle only one grade, Jet A1, up to and including intermediate terminal storage. The corrosion inhibitor and FSII is then injected during delivery from terminal storage or on receipt at the airport to meet JP8 requirements. If the conductivity level in storage is low relative to the JP8 specification then additional conductivity improver may also be added at this stage. In certain circumstances a metal deactivator additive may be prescribed to counter a metal initiated fuel thermal stability problem, however special dispensation must be given by EAI and instructions for use will be issued on a case basis. Colour dyes are added to Avgas fuels to distinguish grades and must be injected at the refinery. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 9 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-02 Topic 02 REFINERIES GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS 1.2.10.3 Additive Handling Characteristics & Location of Injection Equipment It is common for fuels to suffer a significant loss of conductivity during handling, particularly in the presence of water and dirt. This is particularly noticeable where fuel is transferred from the refinery through long cross country pipelines or on long sea voyages where the cargo may be wet. Static dissipater additive is also removed by clay treatment. For these reasons SDA should only be added at points where the fuel is clean and dry and must not be injected upstream of clay treaters. It is not necessarily added at the refinery but may be added at the intermediate terminal. If SDA is not to be added at the refinery it must be clearly defined in supply contracts and the RCofQ must include a clearly worded statement that the fuel does not meet jet fuel specification requirements on this point. Fuel System Icing Inhibitor (FSII) has an affinity for water and the concentration will be reduced during water settling of wet fuel. It can also cause a significant drop in conductivity. This additive should therefore be added as late as possible in the handling chain, when the fuel has reached the “dry” stage of the system, i.e. downstream of terminal storage tanks and delivery filtration equipment. This requirement is consistent with the common practice of converting Jet A1 to JP8 downstream of intermediate terminal storage. Corrosion Inhibitor/ Lubricity Improver is not as susceptible to depletion and could be more readily injected at any point in the distribution chain but it is usually injected simultaneously with FSII. Most additives will be removed by clay treatment. If additives have been introduced upstream of the clay treater then it will be necessary to install additive injection equipment to replace those removed by the treatment process. The general guidance on location of additive injection equipment shown above should be followed. For details of additive injection and monitoring equipment see Section II/A2. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 10 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 Topic 03 REFINERIES 1.3 AEDSM I/A1-03 RECEIPT FACILITIES DESIGN REQUIREMENTS Design Requirements for Marine Receipt Facilities It is usual at refineries to make provision for import of finished products during refinery shutdowns or to cater for product shortages. Receipt facilities general design shall generally meet the requirements ExxonMobil design standards that are applicable to refinery facilities design and construction in addition to the requirements of Section I/A1.2 above. This section defines additional requirements that relate specifically to marine receipt facilities. 1.3.1 Dedicated Facilities A dedicated line for kerosene aviation turbine fuels is preferred, however where it is not possible to have dedicated receiving facilities, at least two clean cargo receiving lines shall be available as shown below. Dirty or black products shall be carried in a separate pipeline. For the definition of dedicated facilities see Section I/A1.2.3. ∗ A Light Products Line for Motor and Aviation Gasoline and Wide Cut Turbine Fuels (JP4 or Jet B). ∗ A Middle Distillate Line for light diesel fuels and kerosene including aviation turbine fuels (Jet A, Jet A-1, JP5 and JP8). Special consideration must be given to the handling of fuels known to contain highly surfactant additives such as detergents or inadequately sheared drag reducing agents. These products must not be transferred through pipelines that have to handle aviation turbine fuels. If use of the same pipeline system is unavoidable then contact must be made with EAI. Where hoses are used for vessel off-loading they must be given identification and dedicated for use according to grade. Flanges must be blanked off when not in service. Clear grade identification of off-loading arms/hoses/valves/lines at receiving manifolds is essential. In multi-product lines aviation fuels must always be protected by correct grade sequencing during handling. Facilities design must always provide for clearance of preceding grade line content and interface before taking the aviation grade into storage. If necessary, the design should include provision of a suitably sized slop tank. Refer to the Aviation Operation Standards Manual for recommended interface cuts in multi-product lines. 1.3.2 Valves Valves should be installed in accordance with Section I/A1.2.5 above and additionally as follows: ∗ ∗ At the pier. In lines dedicated to only product receipt, Steel Swing Check Valves or Non-return Valves with soft seats shall be located at the pier in each pipeline immediately downstream of the product receipt valve and at multi-product receiving manifolds downstream of the gate valves in each product line. ∗ At the receiving manifold inlet. ∗ On multi-product pipelines from the pier, Quick Closing Steel Valves to divert product flow and make interface cuts shall be located at the receiving manifold in the terminal. They should be either: − Non-lubricated Plug Valves − Lever-operated Gate Valves − Motor Operated Gate Valves (MOV). Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-03 Topic 03 REFINERIES ∗ RECEIPT FACILITIES DESIGN REQUIREMENTS In each product pipeline out of a multi-product receiving manifold, installed immediately after the quick closing valve. Positive segregation must be assured, the preferred method being by use of Double Block and Bleed valves; however, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable. 1.3.3 Hoses Only marine hoses satisfying the requirements of E.R. & E. Technical Report No. _______ shall be provided for vessel off-loading. 1.3.4 Drain and Sample Connections and Product Recovery Systems Drain and sample connections are to be provided as detailed in Section I/A1.2.7. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 Topic 04 REFINERIES 1. 4 AEDSM I/A1-04 STORAGE TANK DESIGN REQUIREMENTS Minimum Design Requirements for Storage Tanks Aviation fuel storage tanks shall be designed generally in accordance with API Publication No. 650 or equal, ExxonMobil design Practices, and see also E.R. & E Technical Report EE ????. They should also meet the general requirements of Section I/A1.2 above and this section defines additional requirements that relate specifically to aviation storage tanks. Additional fittings and components details are also listed in Section II Part P of this manual. 1.4.1 General In refinery storage tanks product is settled and certified before release for delivery to the end user. Refer to the following Manuals and sections for minimum aviation storage tank design requirements, aviation fuel settling criteria, and fuel re-certification procedures upon receipts: ∗ ∗ 1.4.2 Storage Tanks: AEDSM ; Section II, Part P.01 Settling Criteria & Re-certification Procedure: AOSM; Section 040-007 Storage Tanks All “shipping” tanks for Aviation fuels should be of fixed roof vertical or horizontal design, “run” down tanks may be of open floating roof design but fixed roof is preferred. Fixed roof vertical tanks in aviation gasoline and aviation wide cut turbo fuel (Jet B, JP4) service shall have internal floating pans and adequate free venting that satisfies applicable ExxonMobil refinery facilities design standards. Horizontal tanks in aviation gasoline service shall have pressure - vacuum vents. In temperate climates, fixed roof vertical tanks and horizontal tanks in kerosene base turbine fuel (Jet-A, Jet-A1, JP8, JP5) service should have open vents. In hotter countries, if the mean ambient summer temperature is within 8oC of the fuel flash point then venting should be as for Jet B or JP4. To enable removal of water and solid contaminants, all vertical tanks shall have cone down bottoms with centre sump and water drain lines. The tank bottom and first strake of shell plates shall be epoxy coated as a minimum requirement. Horizontal tanks shall be sloped to a sump at the low end of the tank. For full design requirements see Section II, Part P.01. The number and size of storage tanks needed will depend on: ∗ Volume Throughput based on peak period requirements at downstream locations. ∗ Size of production batches. ∗ Alternative sources of supply for emergency stock coverage - aviation grades are the ones most likely to be quarantined or off-loading delayed because of fuel quality problems. ∗ Settling time, testing, and routine tank cleaning requirements (see AOSM 060-003). ∗ Local Regulations (traffic movements, tank sizes, strategic storage, etc.). “Wet line” bottom foam injection systems should not be installed on aviation tanks to eliminate risk of water leaking into the tank during normal service. 1.4.3 Inlets Vertical tanks should have an angled inlet nozzle to impart movement to tank contents to aid movement of settled water and dirt to the centre sump for removal by draining. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AEDSM I/A1-04 AVIATION EQUIPMENT AND FACILITIES Subject A1 Topic 04 REFINERIES STORAGE TANK DESIGN REQUIREMENTS 1.4.4 Suctions Floating suctions draw fuel at the liquid surface where the fuel is most free of water and sediment, thereby minimising downstream water and sediment contamination and permitting a shorter fuel settling time and reduced filter maintenance. Floating suctions are mandatory in airport storage tanks. For refinery and terminals they are optional but are strongly recommended for storage tanks that deliver fuel directly to airports. In the absence of a floating suction, a raised suction or a swing arm to draw product from at least 100 cm above the tank bottom shall be provided. Floating suctions must be provided with position indicators or stainless steel check cables. For details refer to Section II, Part F. 1.4.5 Tank Valves Inlet and outlet valves and flanges shall be of steel construction meeting requirements in Section I/A1.2.5, including double block and bleed valves or approved alternative configurations. Non-return valves are to be installed at inlets/outlets as appropriate to prevent contamination or overfill by reverse flow through lines. See Section II, Part P.01 for full details. Thermal pressure relief must be provided for locked in line content where the line length exceeds 30 metres. On outlet lines this may be provided by a 1 inch thermal relief by-pass safety valve across the tank outlet valve set 1 bar. higher than normal line operating pressure. Thermal relief valves on inlet lines must not relieve direct to storage tanks to avoid possible contamination of tested product with untested line content. 1.4.6 Drain and Sample Connections and Product Recovery Systems Drain and sample connections and product recovery systems as described in Section I/A1.2.6 shall be installed As an alternative to draining fuel/water interface into the refinery oily water recovery system, a large capacity product recovery tank into which cloudy tank bottoms can be drained for settling and draining may be installed. The recovery tank is typically horizontal, and sloped to a low end sump with water drain. The size is very much determined by experience of settling times and the quantity of contaminant received. For guidance, the depth and contained volume in the cone down bottom section of storage tanks with a minimum 1:30 slope is shown in the following table. Tank Dia. (M.) Cone Depth (M.) (1:30 Slope) Contained Volume (Cu.M.) 10 0.17 6 15 0.25 44 20 0.33 105 Note: Volumes are approximate – no allowance for tank bottom fittings. Table I/A1.4.6 See Diagram I/A1.4.6 below for a typical recovery tank installation. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AEDSM I/A1-04 AVIATION EQUIPMENT AND FACILITIES Subject A1 Topic 04 REFINERIES STORAGE TANK DESIGN REQUIREMENTS S/T S/T S/T TANKSIDE SUMP SAMPLING POINTS SEPARATE 2" (500mm) STAINLESS STEEL CONNECTING LINES MANIFOLD ADJACENT TO SAMPLING VESSEL SPRING LOADED BALL VALVE N.R.V.'s GLASS JAR SAMPLING VESSEL LARGE CAPACITY RECOVERY TANK BYPASS VALVE RETURN TO STORAGE N.R.V. PUMP WATER DRAIN WATER DRAIN FEATURES OF TANK FARM CLOSED GLASS JAR SAMPLING SYSTEM Diagram I/A1.4.6 1.4.7 Tank Ancillary Fittings Minimum tank gauging and level alarm/shut-down system requirements will be determined by the service use of the tanks, e.g. pipeline receipt. For details refer to Section II, Part P.01. Issue Draft 5 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-05 Topic 05 REFINERIES DELIVERY FACILITIES DESIGN REQUIREMENTS 1.5 Minimum Design Requirements for Product Shipment (Delivery) Facilities Delivery facilities general design shall be in accordance with ExxonMobil design standards that are applicable to refinery design and construction and also generally meet the requirements of Section I/A1.2. This section defines additional requirements that relate specifically to Product Shipment (Delivery) facilities. 1.5.1 General Product delivery facilities extend from storage tank outlets to the downstream custody transfer point. The types of delivering facilities at refineries depend on the methods by which the products are transported to downstream locations/airports. These can be by marine (tankers and barges), pipelines, road tank trucks and rail tank cars and will involve one of the following: ∗ ∗ ∗ 1.5.2 Bottom loading racks for road tank trucks or rail tank cars. Loading jetties for barges and/or tankers Manifolds for pipelines. Minimum Requirements Common to Marine, Pipeline, Tank-Truck and Tank-Car Delivery Facilities 1.5.2.1 Materials of Construction, Piping, Valves, & Pressure Ratings Design requirements and specifications for materials, piping, valves and pressure ratings are as under Sections I/A2.2.2 - 2.2.6. 1.5.2.2 Dedicated Facilities All downstream lines from storage tanks to tank-truck and tank-car loading points must be dedicated. Dedicated lines to marine loading points are preferred, but see Section 1.5.4 below. On dedicated lines there shall be no interconnection between pipelines that handle different products or grades of products, nor between same grades of certified and uncertified products. This restriction is equally applicable to pressure relief lines. Single valve segregation of dedicated lines is not acceptable. Double Block and Bleed valves are preferred. However, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable. NOTE: Refineries often modify their facilities to accommodate changing throughput and product grades. It is very important to review all changes at the design stage to confirm that integrity will not be compromised. 1.5.2.3 Valves Valves should be installed in accordance with Section I/A1.2.6 and additionally as follows: ∗ On each line at manifolds. (Same grade manifolds may be needed when supply source lines differ in numbers to delivery lines - e.g. single line from tank farm feeding multiple loading racks or pipelines). ∗ At critical points in the pipeline for equipment maintenance and to isolate the pipeline in the event of leakage. ∗ At the pier. 1.5.2.4 Filtration See Section I/A1.2.11 for filtration equipment applications and installation criteria. The following are the minimum filtration requirements at refineries Issue Draft 5 ExxonMobil Aviation 3/7/00 A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-05 Topic 05 REFINERIES DELIVERY FACILITIES DESIGN REQUIREMENTS For direct deliveries of aviation fuels to airport service tanks by road, rail, or dedicated pipeline: • Aviation turbine fuel handling systems shall have API/IP 1581 Type S filter/separators, to the appropriate fuel Category rating (see AEDSM II/E1.2.1) installed downstream of storage tanks and as close as possible to delivering facilities subject to relaxation time requirements - see Section I/A1.2.11.5. • As a minimum, existing Aviation gasoline fuel handling systems must have micro-filters installed downstream of storage tanks and as close as possible to delivering facilities. However, as already mentioned, the demand for Aviation gasoline is decreasing rapidly while that of aviation turbine fuel is increasing. Therefore, new Aviation gasoline facilities should be built with a filter/separator vessel to facilitate conversion to aviation turbine fuel but it is acceptable for the vessel to be configured with micronic elements whilst in Avgas service. For deliveries of fuel by road, rail, or dedicated pipeline other than direct to airport service tanks • Micro-filters meeting the requirements of the IP Specification for Aviation Fuel Microfilters with elements of not greater than 5 micron rating. For deliveries of fuel by vessel or barge or multi-product pipeline • Filters or strainers of at least 200 mesh/linear inch or 60 microns rating. 1.5.2.5 Drain and Sample Connections and Product Recovery Systems Drain and sample connections and product recovery systems shall be installed as described in Section I/A1.2.7. 1.5.3 Minimum Requirements for Tank-Car and Tank-Truck Shipments Minimum requirements for tank car and tank truck loading facilities shall be as for Intermediate Terminals – refer to Section I/A2.5.3. 1.5.4 Minimum Requirements for Marine Shipments 1.5.4.1 Dedicated Facilities A dedicated line for kerosene aviation turbine fuels is preferred, especially if shipments are to be made direct to an airport location. However, where it is not possible to have dedicated loading facilities, at least two clean cargo lines shall be available as shown below. Dirty or black products shall be carried in a separate pipeline. For the definition of dedicated facilities see Section I/A1.2.3. ∗ A Light Products Line for Motor and Aviation Gasoline and Wide Cut Turbine Fuels (JP4 or Jet B). ∗ A Middle Distillate Line for light diesel fuels and kerosene including aviation turbine fuels (Jet A, Jet A-1, JP5 and JP8). Dedicated hoses must be used for transfer to the ship/barge. Where marine loading arms are used it may be impractical to have a dedicated loading arm for one grade alone. Provision must be made for draining of the arm and flushing of shore lines with aviation fuel to a slop tank for downgrading before delivery to the ship/barge can commence. There must be positive segregation between dedicated aviation fuel lines and other product lines that deliver to the loading system, i.e. double block and bleed valves or other approved alternative. Segregation is equally applicable to pressure relief, sampling and any other pipeline connections/fittings. Special consideration must be given to the handling of fuels known to contain highly surfactant additives such as detergents or inadequately sheared drag reducing agents. Issue Draft 5 ExxonMobil Aviation 3/7/00 A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-05 Topic 05 REFINERIES DELIVERY FACILITIES DESIGN REQUIREMENTS These products must not be transferred through pipelines that have to handle aviation turbine fuels. If use of the same pipeline system is unavoidable then contact must be made with EAI. 1.5.4.2 Hoses Only marine hoses satisfying the requirements of E.R. & E. Technical Report No. _______ shall be provided for vessel loading. 1.5.4.3 Product Measurement Custody transfer product measurement for marine deliveries will usually be on the basis of shore tank dips, for which radar tank gauging is an acceptable alternative to manual tank gauging, subject to local regulatory authority approval. If meters are to be used as the basis for custody transfer then they must be installed in the line with no means of bypassing. Provision shall be made in the design layout for meter proving by an approved method. Whichever method is used, performance tolerances and design integrity must meet the requirements of ExxonMobil’s Marketing Product Control Manual. 1.5.5 Minimum Requirements for Pipeline Shipments 1.5.5.1 Dedicated Facilities A dedicated line for kerosene aviation turbine fuels is preferred, especially if shipments are to be made direct to an airport location. However, it is acceptable to transport aviation grades in a “clean” multi-product line subject to correct grade sequencing and interface management. Refer to A.O.S.M. 020-009 for further details. “Dirty” or black products must be carried in a separate pipeline. For the definition of dedicated facilities see Section I/A1.2.3. Special consideration must be given to the handling of fuels known to contain highly surfactant additives such as detergents or inadequately sheared drag reducing agents. These products must not be transferred through pipelines that have to handle aviation turbine fuels. If use of the same pipeline system is unavoidable then contact must be made with EAI. There must be positive segregation between dedicated aviation fuel lines and other product lines that deliver to the pipeline inlet manifold, i.e. double block and bleed valves or other approved alternative. Clear grade identification of valves/lines at manifolds is essential. 1.5.5.2 Valves Valves should be installed in accordance with Section I/A1.2.6 above and additionally as follows: ∗ At the manifold outlet. ∗ On multi-product pipelines, Quick Closing Steel Valves to control product flow at the interface shall be located on each line at the manifold. They should be either: − Non-lubricated Plug Valves − Lever-operated Gate Valves − Motor Operated Gate Valves (MOV). ∗ In each product pipeline into a multi-product receiving manifold, installed immediately after the quick closing valve. Positive segregation must be assured, the preferred method being by use of Double Block and Bleed (twin seal) valves; however, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable. Issue Draft 5 ExxonMobil Aviation 3/7/00 A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A1 AEDSM I/A1-05 Topic 05 REFINERIES ∗ DELIVERY FACILITIES DESIGN REQUIREMENTS Steel Swing Check Valves or Non-return Valves with soft seats shall be located at the multi-product receiving manifolds upstream of the gate valves in each product line. 1.5.5.3 Drain and Sample Connections and Product Recovery Systems Drain and sample connections are to be provided in each product line upstream of the manifold and in the pipeline immediately downstream of the manifold as detailed in Section I/A1.2.6. 1.5.5.4 Product Measurement Custody transfer product measurement for pipeline deliveries will usually be on the basis of shore tank dips, for which radar tank gauging is an acceptable alternative to manual tank gauging, subject to local regulatory authority approval. If meters are to be used as the basis for custody transfer then they must be installed in the line with no means of bypassing. Provision shall be made in the design layout for meter proving by an approved method. Whichever method is used, performance tolerances and design integrity must meet the requirements of ExxonMobil’s Marketing Product Control Manual. Issue Draft 5 ExxonMobil Aviation 3/7/00 A Division of ExxonMobil Corporation Page 4 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-01 Topic 01 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS PURPOSE AND DESCRIPTION A2.0 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS (PLANTS) 2.1 Purpose and Description Intermediate storage and distribution terminals are part of the product distribution system between the producing refinery and the user. Intermediate plants handle the normal range of petroleum products including bulk aviation fuels. These products are delivered to intermediate plants using any of the normal bulk product transportation modes from the supplying refinery marine tankers, barges, pipelines, rail tank cars and road tank trucks. Aviation fuels are then settled in storage tanks to remove gross amounts of water and solids, and passed through filters to remove any remaining trace contaminants before being released for delivery to airports. Under certain circumstances they are also treated to remove surfactants and are treated with additives. Transfer to airport storage facilities is done using transportation modes similar to those used for delivery to intermediate plants. Aviation fuels are normally a minor volume of the total product volume handled at Intermediate Storage Terminals. From a quality control viewpoint, however, they are the most critical. Therefore, facilities are designed and procedures are established to ensure that no quality degradation or contamination with other products can take place while in the custody of the intermediate storage terminal. In addition, aviation fuels must undergo severe test regimens upon receipt, during storage and on release from intermediate plants to confirm that quality has been maintained. Aviation fuels are volatile and some are high electrostatic charge generators. Therefore, safety in the handling of aviation fuels is also of concern. Specially designed facilities and strict fuel handling procedures are required to prevent serious incidents from happening. Intermediate facilities design shall be in accordance with ExxonMobil Marketing Operations Guidelines requirements. This manual, the Aviation Equipment Design Standards manual (AEDSM), defines the additional minimum design requirements for facilities in intermediate storage terminals needed to maintain aviation fuels within the quality specifications of the various industry standards that we are obligated to meet. For operation, quality control, maintenance, and safety procedures you should refer to the Aviation Operations Standards Manual (AOSM). Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-02 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS 2.2 Minimum Design Requirements for Aviation Product Handling and Storage Facilities 2.2.1 General Product handling and storage facilities include all facilities and components from the receiving custody transfer point through to delivery custody transfer point, including storage tanks in the terminal. In addition to storage tanks and lines, intermediate terminal plants also have to consider the installation of meters, filtration equipment, additive injection equipment, sampling systems and product relaxation along with associated fittings and supporting systems. Typically, intermediate terminal storage plants receive product from refineries for onward distribution to end-users. In the handling procedure, product is received into storage tanks where it is settled before sampling for re-certification. Normally these plants do not have inlet filtration or meters. However, for shipments to airports, downstream filtration is a requirement and meters are often used Whilst there are basic design features and requirements which are common to all facets of handling and storage, there are certain aspects of design which are dependent on the particular transportation method by which the products are received or delivered: ∗ ∗ ∗ ∗ Marine Vessels (tankers and barges) Pipelines (multi-product or dedicated) Road Tank Trucks Rail Tank Cars The common requirements are detailed in this section and specific additional details for each of the different transportation methods shown above, and for storage tanks, are given in subsequent sub-sections. 2.2.2 Materials of Construction All metal parts in contact with aviation fuels shall be free of zinc, cadmium, copper and their alloys. Plastic or synthetic tubing is not to be used in contact with fuel, including sense line use, unless specifically approved for purpose. Gaskets shall be of Viton A, Buna N or an equivalent material. Cork or rubber-impregnated cork gaskets shall not be used. 2.2.3 Dedicated Facilities Except for pipeline and ocean tanker/barge fed terminals involved in multi-product receipts, all facilities (lines, tanks, etc.) handling aviation fuels shall be segregated and dedicated to only one grade of fuel. At multi-product receipt terminals, dedicated receiving facilities are preferred but it is often not possible to have them because of the large number of different product grades handled and resultant construction costs; however, segregated and dedicated aviation lines must be provided downstream of the multi-product receipt manifold. For details see Section I/A2.3.1. Rail and road receipt facilities must always be dedicated to a single grade. There shall be no interconnecting lines between pipelines which handle different products or grades of products, nor between same grades of certified and uncertified products. Single valve segregation of dedicated lines is not acceptable. Double Block and Bleed (twin seal) valves are preferred. However, gate valves with spectacle blind flanges and double gate Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-02 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS valves with open drain in between are also acceptable. Drain lines, thermal relief lines, and air eliminator exhaust lines shall similarly be totally segregated. 2.2.4 Pipelines Pipelines outside the terminal can be either above ground or underground. Above ground pipelines are preferred within the terminal perimeter to facilitate leak detection and maintenance, however, there are situations where underground pipelines must be installed within the terminal. Internal coating of pipelines is not mandated. For above ground pipelines, high points in pipelines shall be fitted with a vent valve or, where air entrainment during service use is possible (e.g. product receipt), an air eliminator should be installed. Low points shall be fitted with drain points - see 2.2.7 below. Also refer to Section II, Part P. Underground pipes must be externally coated and wrapped and have provision for pressure testing and leak detection as required by ExxonMobil Marketing Operations Guidelines. The need of cathodic protection must be evaluated by a competent corrosion engineer and if recommended must be installed. For long pipelines, pigging arrangements should also be included in the design. Submarine pipeline design requires special treatment and reference should be made to ExxonMobil Marine Department for submarine pipeline designs. 2.2.5 Pressure Ratings Pressure ratings of flanges, valves, and all other fuel handling components must be sufficient for the total maximum pressure (including surge pressure increment) expected upon valve closures. 2.2.6 Valves Only Steel Gate Valves manufactured to API 600 Standards, or equal, with flanged ends, OS&Y Type, solid wedge with F6 trim and rising stems shall be used. Each must give a visual indication as to whether the valve is open or closed (e.g. rising stem). Provision should be made on the valves for them to be chained and locked closed when not in use. Gate valves should be installed at points indicated below and also as may be additionally indicated in subsequent sub-sections dealing with specific areas of the terminal/plant: ∗ At receiving and delivery manifolds. At multi-product manifolds the valving arrangement must ensure positive segregation as detailed in Section I/A2.2.3 above. ∗ At individual storage tank inlet and outlet connections. Positive segregation between tested/untested product must be provided on inlet and outlet connections. Double Block and Bleed (twin seal) valves are preferred in these positions, however, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable (see Illustration I/A2.2.6 on following page). Note that on tank inlets, pressure relief valves should not be installed to relieve from the upstream side of the valve (untested product) into the tank. Where MOV's are used as part of an automated system, they should be electrically interlocked to prevent simultaneous openings of inlet and outlet valves on a tank; and where installed on multi-product receipt manifolds systems, to prevent the simultaneous opening of MOV's in lines which carry dissimilar products. The system should also be designed so that under product "no flow" conditions, all MOV's are closed. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-02 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Illustration I/A2.2.6 Twin seal valve and positive segregation Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AEDSM I/A2-02 AVIATION EQUIPMENT AND FACILITIES Subject A2 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS 2.2.7 Drain and Sample Connections and Product Recovery Systems Drain and sample connections similar to Illustration I/A2.2.7a & 7b are to be provided at the following points and also as may be additionally indicated in subsequent sub-sections dealing with specific areas of the terminal/plant: ∗ ∗ ∗ ∗ Immediately adjacent to the vessel/shore connection. At product receipt manifolds in the terminal. At low points in the piping system. At strainer and filter vessels drain points. FILTER DRAIN VALVE MAY BE GATE OR BALL VALVE SPRING LOADED BALL VALVE ON OPEN SAMPLING LINE KERBED IMPERVIOUS SPILL CONTAIN MENTAREA UNDER FILTERS BALL VALVE ON FEED TO CLOSED SAMPLING SYSTEM STAINLESS STEEL PIPING CAM LOCKED DUST CAPS Drawing I/A2.2.7a: Design Features for Filter Sampling CAM LOCKED DUST CAPS Drawing I/A2.2.7b Design Features for Strainer Sampling SAMPLING POINT RAISED TO GIVE CLEARANCE FOR JAR OR S/S BUCKET IMPERVIOUS SPILL CONTAINMENT Adequate clearance must be allowed under sample points for use of a stainless steel bucket and a bonding point, preferably a copper or brass lug or stud, must be provided on the line for bonding of the bucket during sampling. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section I AEDSM I/A2-02 AVIATION EQUIPMENT AND FACILITIES Subject A2 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Aviation fuel line sampling/drain pipework must be physically segregated from other grade lines. Where connected to a common sampling/drainage system for the same grade, the design must be such as to prevent risk of reverse flow through any drain/sample point. Adequately sized product recovery systems similar to the one shown in Diagram I/A2.2.7.c shall be installed at the following points to enable fast flushing and enable product recovery/conservation. Depending on the number of lines, more than one system may be needed. ∗ ∗ ∗ ∗ At marine jetties in the vicinity of the pipeline drain and sample connections. At pipeline/shipping manifolds. Adjacent to storage tanks. Adjacent to filter vessels. Tun dish with hinged cover, mesh strainer screen and extended down pipe for sample disposal Removable cover to enable tank cleaning Flushing/sampling lines to be stainless steel Stainless Steel or Light Coloured Epoxy Lined Mild Steel Recovery Tank - Minimum Capacity 200 litres Spring Loaded Ball Valve Product Cone down bottom Gate or Ball Valve Sample point with dust cover Spring Loaded Ball Valve Return Spring Loaded Ball Valve From flushing/sampling connection Sample point with dust cover Notes: 1) Adequate clearance to be allowed under sample points to enable sampling into a stainless steel bucket. 2) Impermeable curbed spill containment area to be provided under sample points and recovery tank. 3) A bonding point to be fitted adjacent to each sampling point. 4) Lines must have no low points that might accumulate water. 5) Size of recovery tank shown is minimum - it may need to be significantly larger depending on application. Diagram I/A2.2.7c Closed glass jar sampling vessels of 80 litres capacity with integral hydrometer/ thermometer assemblies (Fluid Transfer or equal) are recommended for use at storage tank and filter sampling points and of 20 litres capacity (Aljac or equal) for receipt and delivery sampling points. Where sampling points are closely positioned then a single glass jar sampling vessel may be manifolded to serve several points, e.g. banks of filters, adjacent storage tanks, etc.. Sample line segregation must be retained as far as possible by locating the manifold adjacent to the sampling vessel and the design must safeguard against reverse flow - see Diagram I/A2.2.7d and Illustration I/A2.2.7e below. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-02 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Diagram I/A2.2.7d Illustration I/A2.2.7e 80-litre glass jar sampling vessel manifolded to 7 tanks and installed in a tank farm sampling/ test cabin. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-02 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS If closed glass jar sampling systems are not installed at receipt manifolds or delivery points which are frequently used, then a bench and cupboard should be provided on which to stand the samples for abbreviated tests to be performed and in which to store test equipment. The bench must be shielded to give protection from wind and sun. A product recovery tank must be also provided for safe disposal of samples. If sampling is regularly carried out during hours of darkness then adequate lighting must be provided to enable proper examination of samples. Drain/sampling valves that deliver into recovery tanks shall be self-closing “deadman” type, such as the Apollo Deadman Series 76 Ball Valve or equal. A kerbed, impermeable, spill containment area shall be provided below all sample points and recovery vessels to prevent ground pollution. 2.2.8 Tank Bottom Draining Provisions In the case of intermediate storage receiving product from a refinery by pipeline or marine vessels it is possible that there could be significant quantities of water in the received fuel parcel. Much of the water will quickly settle out as free water in the bottom of the tank but there will also be significant quantities of water held in suspension at the fuel/water interface. For this to settle out fully may take several days. In order to clear the tank as speedily as possible without downgrading/loss of product it is necessary to install a settling/recovery tank significantly larger than that described at Section I/A2.2.7 above. The size has to be determined on a location specific basis with reference to the capacity of the storage tank, received parcel sizes, and past history of product quality. Settling/recovery tank sizes may be 25k litres (6500 USG) capacity or even larger. For further details see Section I/A2.4.5. 2.2.9 Hydrostatic Testing Hydrostatic testing of lines and storage tanks during commissioning shall only be carried out using treated water. Natural water sources such as sea, rivers, lakes, or ponds that might be used to supply fire water mains shall not be used as these may cause microbiological or bacterial contamination of the system. 2.2.10 Product Measurement Electronic or mechanical meters and radar tank gauging are acceptable options to manual tank gauging for inventory control and custody transfers on receipts or deliveries. However, the measuring method chosen should meet the performance tolerances and design integrity called for in ExxonMobil’s Marketing Product Control Manual. For pipeline and marine receipts an alternative to manual gauging must be provided to enable monitoring of product receipt without having to go on top of the tank, and a high/high-high level alarm system must be installed. Meters should be located downstream of micro-filters or filter-separators (where installed) otherwise they must be protected by at least a 40 mesh strainer immediately upstream of them. An air eliminator must also be installed upstream of the meter, for which the air eliminator on a micro-filters or filter/separators is acceptable. See also Section II, Part L. 2.2.11 Filtration For full details of types of filtration referred to below, see Section II, Part E. 2.2.11.1 Strainers Pumps, meters and flow control valves should be protected by at least a 40-mesh strainer, or as recommended by component manufacturers if finer, located immediately upstream of them. Micro-filters and filter/separators are acceptable in place of strainers upstream of meters and control valves and may be required in systems with heavy concentrations of very fine solids. A top opening basket type strainer is recommended for Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 7 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-02 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS ease of inspection/maintenance. All strainers must be fitted with a drain valve at the lowest point as described in Section I/A2.2.7 above. 2.2.11.2 Upstream Filtration Filtration in receipt lines upstream of storage tanks in intermediate terminals is not a normal requirement, fuel clean up being achieved by in tank settling and draining. However, in certain situations where there is a history of excessive water and dirt in fuel being received, usually at pipeline or sea fed locations, provision of filtration should be considered. Dependent on assessment of the circumstances this may be by any one or a combination of methods that could be a micro-filter, Excelsior filter (in existing installations), back flushing screen filter, or a centrifuge. A filter-separator would not usually be considered necessary at this stage of the system. However, if special circumstances make installation of a F/S desirable then it should be protected from excessive dirt loading by an upstream micronic filter to minimise element replacement costs. The filter-separator should be an approved API/IP 1581 Type S filter/separator of the appropriate Category class (see AEDSM II/E1.2.1). Illustration I/A2.2.11.1 Vertical top opening basket strainer. Note bottom drain swan neck extension to enable flushing to bucket and cam lock caps secured by padlock. 2.2.11.3 Clay Treaters Where there is a history of surfactant contamination of aviation turbine fuels, as indicated by depressed Microsep readings and which is supported by evidence of filter coalescer disarming, then clay treaters (clay filters) should be installed. The installation configuration should be such as to enable both treatment of fuel during receipt into storage or alternatively to carry out treatment by circulation of fuel after receipt. Refer to the AOSM Sections 040-007 and 070-007 for more details on surfactants, their monitoring and treatment. Micro-filters and/or Filter/Separators shall be installed downstream of clay treaters to remove clay particles that are commonly carried over with the fuel. Since micro-filter elements are less expensive than filter/separator elements, it is usually more cost effective to install a micro-filter instead of a filter/separator downstream of the clay treater to pick up the clay particles being carried over. Clay treaters will remove some types of additives such as corrosion inhibitors and conductivity improver additives, which may be required in the fuel by specification. If clay treatment is installed then an additive injection system must also be installed - see Section I/A2.2.12.3 below. 2.2.11.4 Downstream filtration Filtration must be provided downstream of storage when fuel is being delivered from a refinery or intermediate terminal direct to the airport. See Section I/A2.5.2.5 for details. 2.2.11.5 Relaxation Time Sufficient relaxation time (30 seconds) shall be provided between filtration equipment and receiving storage tanks, including cargo tanks in marine tankers and barges, tank trucks and tank cars. If aviation turbine fuel contains a conductivity Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 8 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-02 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS improver additive, the relaxation time may be reduced to 15 seconds, although 30 seconds is preferred. An alternative to pipe sizing for relaxation is to install a static relaxation vessel. See also Exxon Research and Engineering Company paper EE110E.81 (Preventing Electrostatic Ignitions). 2.2.11.6 Millipore Sampling Points All micro-filters, filter-separators, and clay treaters shall have solids contaminant sampling test points (Millipore) installed in upstream and downstream connections. 2.2.11.7 Spill Containment A certain amount of fuel leakage from used elements is inevitable during element changes and therefore a kerbed, impermeable, spill containment area must provided under and around all filter vessels to prevent ground pollution. 2.2.12 Additive Injection 2.2.12.1 General Aviation fuel specifications require the addition of certain additives that can vary in both type and quantity according to grade and method of fuel production. The most appropriate point of injection for each of the additives can vary according to the their individual characteristics and the nature of the fuel logistics chain. These will dictate the location of fuel additive equipment in the overall system and also within the facilities design layout. Determination of the most appropriate configuration requires an understanding of the factors that have to be taken into account. This section gives guidance on general design layout, for details of additive injection equipment see Section II, Part A. 2.2.12.2 Fuels and Additive Requirements The principal commercial fuel grade, Jet A1, has a requirement for a Static Dissipater Additive (SDA), (commercial grade – Stadis 450)and, if the fuel has been produced by hydrotreating, there is a requirement for an anti-oxidant additive. The anti-oxidant is always added at the refinery and is not a downstream design concern. The military fuel grade, JP8, has essentially the same specification as Jet A1 with the exception that the specification conductivity requirement is higher (150-600 vs. 50450), and the JP8 specification includes a requirement for a Corrosion Inhibitor (CI) and a Fuel System Icing Inhibitor (FSII). The corrosion inhibitor and FSII are often combined into a single approved additive package to simplify handling. Corrosion Inhibitor also serves a dual purpose as a Lubricity Improver. There is also a new variant of JP8 that is being introduced for military use, JP8+100. This is JP8 but with an additional thermal stability improver additive. This additive has a particularly adverse effect on filter separator performance and, pending further information, guidance should be sought from ExxonMobil Aviation if this additive is requested. For economic reasons, both in terms of investment and operating costs, it is usual to produce and handle only one grade, Jet A1, up to and including intermediate terminal storage. The corrosion inhibitor and FSII is then injected during delivery from terminal storage or on receipt at the airport to meet JP8 requirements. If the conductivity level in storage is low relative to the JP8 specification then additional conductivity improver may also be added at this stage. In certain circumstances a metal deactivator additive may be prescribed to counter a fuel thermal stability problem, however special dispensation must be given by EAI and instructions for use will be issued on a case basis. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 9 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-02 Topic 02 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Colour dyes are added to Avgas fuels to distinguish grades but this is done in the refinery and should not be a downstream concern. 2.2.12.3 Additive Handling Characteristics & Location of Injection Equipment It is common for fuels to suffer a significant loss of conductivity during handling, particularly in the presence of water and dirt. This is particularly noticeable where fuel is transferred from the refinery through long cross-country pipelines or on long sea voyages where the cargo may be wet. Static dissipater additive is also removed by clay treatment. For these reasons SDA should only be added at points where the fuel is clean and dry and must not be injected upstream of clay treaters. It is not necessarily added at the refinery but may be added at the intermediate terminal. If SDA is not to be added at the refinery it must be clearly defined in supply contracts and the RCofQ must include a clearly worded statement that the fuel does not meet jet fuel specification requirements on this point. Where SDA has been added at the refinery it may be necessary to increase conductivity by re-doping at the intermediate terminal before the fuel is transferred to the airport. Injection in-line during delivery from the storage tank is possible, but it is preferable for the additive to be injected in line either on receipt or on circulation so that satisfactory conductivity level can be confirmed in tank before release. Fuel System Icing Inhibitor (FSII) has an affinity for water and the concentration will be reduced during water settling of wet fuel. It can also cause a significant drop in conductivity. This additive should therefore be added as late as possible in the handling chain, when the fuel has reached the “dry” stage of the system, i.e. downstream of terminal storage tanks and delivery filtration equipment. Whilst this requirement is consistent with the common practice of converting Jet A1 to JP8 downstream of intermediate terminal storage, this fuel characteristic must be borne in mind if consideration is being given to storage of fuel as JP8 in the intermediate terminal. Corrosion Inhibitor/ Lubricity Improver is not as susceptible to depletion and could be more readily injected at any point in the distribution chain but it is usually injected simultaneously with FSII. Most additives will be removed by clay treatment and if fuel has to be clay treated downstream of the refinery then additives should not be injected until after treatment. If additives have been introduced upstream of the clay treater then it will be necessary to install additive injection equipment to replace those removed by the treatment process. The general guidance on location of additive injection equipment shown above should be followed. For additional information relating specifically to location and use of additive injection at airport plants refer to Section I/A2.3.12.3. For details of additive injection and monitoring equipment see Section II/A2. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 10 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-03 Topic 03 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS RECEIPT FACILITIES DESIGN REQUIREMENTS 2.3 Design Requirements for Product Receipt Facilities Receipt facilities general design shall be in accordance with Marketing Operations Guidelines and also generally meet the requirements of Section I/A2.2 above. This section defines additional requirements that relate specifically to product receipt facilities. 2.3.1 Marine Receipts Marine receipt facilities general design shall be in accordance with Marketing Operations Guidelines - Vol. __________ , generally meet the requirements of Section I/A2.2 and also meet the following requirements which relate specifically to marine receipt facilities. 2.3.1.1 Dedicated Facilities A dedicated line for kerosene aviation turbine fuels is preferred, however where it is not possible to have dedicated receiving facilities, at least two clean cargo receiving lines shall be available as shown below. Dirty or black products shall be carried in a separate pipeline. For the definition of dedicated facilities see Section I/A2.2.3. ∗ A Light Products Line for Motor and Aviation Gasoline and Wide Cut Turbine Fuels (JP4 or Jet B). ∗ A Middle Distillate Line for light diesel fuels and kerosene including aviation turbine fuels (Jet A, Jet A-1, JP5 and JP8). Special consideration must be given to the handling of fuels known to contain highly surfactant additives such as detergents or inadequately sheared drag reducing agents. These products should ideally not be transferred through pipelines that have to handle aviation turbine fuels. If use of the same pipeline system is unavoidable then special handling arrangements must be made to minimise risk of surfactant contamination of aviation grades. Where hoses are used for vessel off-loading they must be given identification and dedicated for use according to grade. Flanges must be blanked off when not in service. Clear grade identification of off-loading arms/hoses/valves/lines at receiving manifolds is essential. In multi-product lines aviation fuels must always be protected by correct grade sequencing during handling. Facilities design must always provide for clearance of preceding grade line content and interface before taking the aviation grade into storage. If necessary, the design should include provision of a suitably sized slop tank. Refer to the Aviation Operation Standards Manual for recommended interface cuts in multiproduct lines. 2.3.1.2 Valves Valves should be installed in accordance with Section I/A2.2.6 above and additionally as follows: ∗ ∗ At the pier. Steel Swing Check Valves or Non-return Valves with soft seats shall be located at the pier in each pipeline immediately downstream of the product receipt valve and at multi-product receiving manifolds downstream of the gate valves in each product line. ∗ At the receiving manifold inlet. ∗ On multi-product pipelines from the pier, Quick Closing Steel Valves to divert product flow and make interface cuts shall be located at the receiving manifold in the terminal. They should be either: Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-03 Topic 03 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS RECEIPT FACILITIES DESIGN REQUIREMENTS − Non-lubricated Plug Valves − Lever-operated Gate Valves − Motor Operated Gate Valves (MOV). ∗ In each product pipeline out of a multi-product receiving manifold, installed immediately after the quick closing valve. Positive segregation must be assured, the preferred method being by use of Double Block and Bleed valves; however, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable – see Illustration I/A2.2.6. 2.3.1.3 Hoses Only marine hoses satisfying the requirements of E.R. & E. Technical Report No. _______ shall be provided for vessel off-loading. 2.3.1.4 Drain and Sample Connections and Product Recovery Systems Drain and sample connections are to be provided as detailed in Section I/A2.2.7. 2.3.2 Pipeline Receipts Pipeline receipt facilities general design shall be in accordance with Marketing Operations Guidelines - Vol. __________ , generally meet the requirements of Section I/A2.2 and also meet the following requirements which relate specifically to pipeline facilities. 2.3.2.1 Dedicated Facilities A dedicated line for kerosene aviation turbine fuels is preferred, however where it is not possible to have dedicated receiving facilities, at least two clean lines shall be available as shown below. Dirty or black products shall be carried in a separate pipeline. For the definition of dedicated facilities see Section I/A2.2.3. ∗ A Light Products Line for Motor and Aviation Gasoline and Wide Cut Turbine Fuels (JP4 or Jet B). ∗ A Middle Distillate Line for light diesel fuels and kerosene including aviation turbine fuels (Jet A, Jet A-1, JP5 and JP8). Special consideration must be given to the handling of fuels known to contain highly surfactant additives such as detergents or inadequately sheared drag reducing agents. These products should ideally not be transferred through pipelines that have to handle aviation turbine fuels. If use of the same pipeline system is unavoidable then special handling arrangements must be made to minimise risk of surfactant contamination of aviation grades. Clear grade identification of valves/lines at receiving manifolds is essential. In multi-product lines aviation fuels must always be protected by correct grade sequencing during handling. Refer to the Aviation Operation Standards Manual for recommended interface cuts in multi-product lines. 2.3.2.2 Valves Valves should be installed in accordance with Section I/A2.2.6 above and additionally as follows: ∗ At the receiving manifold inlet. ∗ On multi-product pipelines, Quick Closing Steel Valves to divert product flow and make interface cuts shall be located at the receiving manifold in the terminal. They should be either: Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-03 Topic 03 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS RECEIPT FACILITIES DESIGN REQUIREMENTS − Non-lubricated Plug Valves − Lever-operated Gate Valves − Motor Operated Gate Valves (MOV). ∗ In each product pipeline out of a multi-product receiving manifold, installed immediately after the quick closing valve. Positive segregation must be assured, the preferred method being by use of Double Block and Bleed (twin seal) valves; however, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable. ∗ Steel Swing Check Valves or Non-return Valves with soft seats shall be located at the multi-product receiving manifolds downstream of the gate valves in each product line. 2.3.2.3 Drain and Sample Connections and Product Recovery Systems Drain and sample connections are to be provided as detailed in Section I/A2.2.7. 2.3.3 Rail Tank Car and Road Tank Truck Receipts Tank car and tank truck receipt facilities general design shall be in accordance with Marketing Operations Guidelines - Vol. __________ and also generally meet the requirements of Section I/A2.2 above. This section defines additional requirements that relate specifically to tank car and tank truck receipt facilities. 2.3.3.1 Dedicated Facilities All hoses and lines from tank-truck and tank-car discharge adapters and couplings to storage tanks must be dedicated. See Section I/A2.2.3 for the definition of dedicated facilities. 2.3.3.2 Hoses Hoses for tank truck/tank car off-loading may be industrial composite types (including reinforced), that meet a national or internationally recognised standard, e.g. BS3492 type BX Class 1 or BS 5842. Internal wire should be of aluminium or stainless steel, use of galvanised internal wire is not permitted. 2.3.3.3 Grounding and Bonding Each road tank truck must be electrically bonded to the off-loading point. As a minimum requirement, a reel mounted cable bonded to the receiving facilities must be provided. Bonding connections which are interlocked with the discharge pump are preferred and these should be equal to Scully or W. E. Anderson Model TR-7 Safe T Ground. Automatic, self-monitoring/diagnostic systems are preferred. Refer to Section II, Part J. Technically, rail tank cars do not need to be bonded if the rail siding is grounded and insulated from the main railway line and the off-loading lines or hoses are electrically conductive. If these conditions are not met, or there is the slightest doubt about them, then the safeguard of bonding must be observed and provisions should be as for truck off-loading described above. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 Topic 04 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS 2. 4 AEDSM I/A2-04 STORAGE TANK DESIGN REQUIREMENTS Minimum Design Requirements for Storage Tanks Aviation fuel storage tanks shall be designed generally in accordance with API Publication No. 650 or equal, Marketing Operations Guidelines - Vol. __________ , and see also E.R. & E Technical Report EE ______ . They should also meet the general requirements of Section I/A2.2 above and this section defines additional requirements that relate specifically to aviation storage tanks. Additional fittings and components details are also listed in Section II Part P of this manual. 2.4.1 General In intermediate terminal storage tanks product is settled and re-certified before release for delivery to the end user. Refer to the following Manuals and sections for minimum aviation storage tank design requirements, aviation fuel settling criteria, and fuel re-certification procedures upon receipts: ∗ ∗ 2.4.2 Storage Tanks: AEDSM ; Section II, Part P Settling Criteria & Re-certification Procedure: AOSM; Section 040-007 Storage Tanks Aviation fuels are to be stored in fixed roof vertical or horizontal tanks. To enable removal of water and solid contaminants, vertical tanks shall have cone down bottoms with centre sump and water drain lines. The tank bottom and first strake of shell plates shall be epoxy coated. Horizontal tanks shall be sloped to a sump at the low end of the tank. Fixed roof vertical tanks in aviation gasoline and aviation wide cut turbo fuel (Jet B, JP4) service shall have internal floating pans and adequate free venting in accordance with Marketing Operations Design Guidelines – Ref. ______ . Horizontal tanks in aviation gasoline service shall have pressure - vacuum vents. In temperate climates, fixed roof vertical tanks and horizontal tanks in kerosene base turbine fuel (Jet-A, Jet-A1, JP8, JP5) service should have open vents. In hotter countries, if the mean ambient summer temperature is within 8oC of the fuel flash point then venting should be as for Jet B or JP4. Open floating roof tanks are not to be used in aviation fuel service. For full design requirements see Section II, Part P. The number and size of storage tanks needed will depend on: ∗ Volume Throughput based on peak period requirements at downstream airports. ∗ Frequency, dependency, and size of product batch receipts, i.e. vessel and pipeline batch schedules, rail and truck dispatches, weather disruption of imports, etc... ∗ Alternative sources of supply for emergency stock coverage - aviation grades are the ones most likely to be quarantined or off-loading delayed because of fuel quality problems. ∗ Settling time, testing (including allowance for transporting samples to remotely located laboratories), and routine tank cleaning requirements (see AOSM 060-003). ∗ Local Regulations (traffic movements, tank sizes, strategic storage, etc.). Fire protection provisions and the proximity of storage tanks to each other and to other critical components and facilities shall be in accordance with the minimum distance requirements in Marketing Operations Fire Protection Guidelines. “Wet line” bottom foam injection systems should not be installed on aviation tanks to eliminate risk of water leaking into the tank during normal service. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AEDSM I/A2-04 AVIATION EQUIPMENT AND FACILITIES Subject A2 Topic 04 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS 2.4.3 STORAGE TANK DESIGN REQUIREMENTS Inlets Vertical tanks should have an angled inlet nozzle to impart movement to tank contents to aid movement of settled water and dirt to the centre sump for removal by draining. 2.4.4 Suctions Floating suctions draw fuel at the liquid surface where the fuel is most free of water and sediment, thereby minimizing downstream water and sediment contamination and permitting a shorter fuel settling time and reduced filter maintenance. Floating suctions are mandatory in airport storage tanks. For terminals they are optional but are strongly recommended for storage tanks that deliver fuel directly to airports. In the absence of a floating suction, a raised suction or a swing arm to draw product from at least 100 cm above the tank bottom shall be provided. Floating suctions must be provided with position indicators or stainless steel check cables. For details refer to Section II, Part F. 2.4.5 Tank Valves Inlet and outlet valves and flanges shall be of steel construction meeting requirements in Section I/A2.2.6, including double block and bleed valves or approved alternative configurations. See Section II, Part P for full details. Thermal pressure relief must be provided for locked in line content where the line length exceeds 30 metres. On outlet lines this may be provided by a 1-inch thermal relief by-pass safety valve across the tank outlet valve set 1 bar. higher than normal line operating pressure. Thermal relief valves on inlet lines must not relieve direct to storage tanks to avoid possible contamination of tested product with untested line content. 2.4.6 Drain and Sample Connections and Product Recovery Systems Drain and sample connections and product recovery systems as described in Section I/A2.2.7 shall be installed In marine or pipeline fed terminals which have a record of significant water content in fuel receipts then a large capacity product recovery tank is recommended into which cloudy tank bottoms can be drained for settling and draining. This is in addition to a separate 3” or 4” water draw off line that will allow free water bottoms to be discharged directly to the terminal sewer system and interceptor. The recovery tank is typically horizontal, and sloped to a low-end sump with water drain. The size is very much determined by experience of settling times and the quantity of contaminant received. For guidance, the depth and contained volume in the cone down bottom section of storage tanks with a minimum 1:30 slope is shown in the following table. Tank Dia. (M.) Cone Depth (M.) (1:30 Slope) Contained Volume (Cu.M.) 10 0.17 6 15 0.25 44 20 0.33 105 Note: Volumes are approximate – no allowance for tank bottom fittings. Table I/A2.4.6 See Diagram I/A2.4.6 below for a typical recovery tank installation layout. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AEDSM I/A2-04 AVIATION EQUIPMENT AND FACILITIES Subject A2 Topic 04 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS STORAGE TANK DESIGN REQUIREMENTS S/T S/T S/T TANKSIDE SUMP SAMPLING POINTS SEPARATE 2" (500mm) STAINLESS STEEL CONNECTING LINES MANIFOLD ADJACENT TO SAMPLING VESSEL SPRING LOADED BALL VALVE N.R.V.'s GLASS JAR SAMPLING VESSEL LARGE CAPACITY RECOVERY TANK BYPASS VALVE RETURN TO STORAGE N.R.V. PUMP WATER DRAIN WATER DRAIN FEATURES OF TANK FARM CLOSED GLASS JAR SAMPLING SYSTEM Diagram I/A2.4.6 2.4.7 Tank Ancillary Fittings Minimum tank gauging and level alarm/shut-down system requirements will be determined by the service use of the tanks, e.g. pipeline receipt. For details refer to Section II, Part P.01. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-05 Topic 05 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS DELIVERY FACILITIES DESIGN REQUIREMENTS 2.5 Minimum Design Requirements for Product Shipment (Delivery) Facilities Delivery facilities general design shall be in accordance with Marketing Operations Guidelines Vol. __________ and also generally meet the requirements of Section I/A2.2. This section defines additional requirements that relate specifically to Product Shipment (Delivery) facilities. 2.5.1 General Product delivery facilities extend from storage tank outlets to the downstream custody transfer point. The types of delivering facilities at intermediate plants depend on the methods by which the products are transported to downstream locations/airports. These can be by marine (tankers and barges), pipelines, road tank trucks and rail tank cars and will involve one of the following: ∗ ∗ ∗ 2.5.2 Bottom loading racks for road tank trucks or rail tank cars. Loading jetties for barges and/or tankers Manifolds for pipelines. Minimum Requirements Common to Marine, Pipeline, Tank-Truck and Tank-Car Delivery Facilities 2.5.2.1 Materials of Construction, Piping, Valves, & Pressure Ratings Design requirements and specifications for materials, piping, valves and pressure ratings are the same as for receiving facilities under Sections I/A2.2.2 - 2.2.6. 2.5.2.2 Dedicated Facilities All downstream lines from storage tanks to tank-truck, tank-car and marine loading points must be dedicated. There shall be no interconnecting lines between pipelines which handle different products or grades of products, nor between same grades of certified and uncertified products. Single valve segregation of dedicated lines is not acceptable. Double Block and Bleed valves are preferred. However, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable. NOTE: Intermediate terminal plants and refineries often modify their facilities to accommodate changing throughput and product grades. It is very important to review all changes at the design stage to confirm that integrity will not be compromised. 2.5.2.3 Valves Valves should be installed in accordance with Section I/A2.2.6 and additionally as follows: ∗ On each line at manifolds. (Same grade manifolds may be needed when supply source lines differ in numbers to delivery lines - e.g. single line from tank farm feeding multiple loading racks or pipelines). ∗ At intervals not to exceed 1000 feet (300 m) and at critical points in the pipeline for equipment maintenance and to isolate the pipeline in the event of leakage. ∗ At the pier. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-05 Topic 05 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS 2.5.2.4 DELIVERY FACILITIES DESIGN REQUIREMENTS Filtration See Section I/A2.2.11 for filtration equipment applications and installation criteria. The following are the minimum filtration requirements at intermediate plants and refineries For direct deliveries of aviation fuels to airport service tanks by road, rail, or dedicated pipeline: • Aviation turbine fuel handling systems shall have API/IP 1581 Type S filter/separators of the appropriate Category class (see Section II/E1.2.1) installed downstream of storage tanks and as close as possible to delivering facilities subject to relaxation time requirements - see Section I/A2.2.11.5. • As a minimum, existing Aviation gasoline fuel handling systems must have micro-filters installed downstream of storage tanks and as close as possible to delivering facilities. However, as already mentioned, the demand for Aviation gasoline is decreasing rapidly while that of aviation turbine fuel is increasing. Therefore, new Aviation gasoline facilities should be built with a filter/separator vessel to facilitate conversion to aviation turbine fuel but it is acceptable for the vessel to be configured with micronic elements whilst in Avgas service. For deliveries of fuel by road, rail, or dedicated pipeline other than direct to airport service tanks • Micro-filters meeting the requirements of the IP Specification for Aviation Fuel Microfilters with elements of not greater than 5 micron rating. For deliveries of fuel by vessel or barge or multi-product pipeline • Filters or strainers of at least 200 mesh/linear inch (60 microns). 2.5.2.5 Drain and Sample Connections and Product Recovery Systems Drain and sample connections and product recovery systems shall be installed as described in Section I/A1.2.7. 2.5.3 Minimum Requirements for Tank-Car and Tank-Truck Shipments 2.5.3.1 Loading Rack • General design and layout loading racks shall be as the Loading Rack Design Guidelines. • It is preferable for aviation fuels to be handled at a dedicated loading rack. It is undesirable for it to be delivered on a rack that also handles a dissimilar grade (e.g. Jet A1 alongside Mogas) unless bottom loaded to dedicated transport with selective couplings. • Bottom loading shall be used for all new facilities and conversion of existing top loading facilities should be considered. • Clear grade identification on rack and loading arms must be provided. 2.5.3.2 Grounding, Bonding and High Level Shut-off Each road tank truck must be electrically bonded to the loading rack. As a minimum requirement for existing top loading, a reel-mounted cable fixed to the rack must be provided. For bottom loading, trucks must have high level sensors mounted in the tanks and connected to the rack through bonding connections which are interlocked with the pump starter or an automatic valve on the loading rack. Scully or W. E. Anderson Model TR-7 Safe T Ground or similar automatic, self-monitoring/diagnostic systems are preferred. Refer to Section II, Part J. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-05 Topic 05 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS DELIVERY FACILITIES DESIGN REQUIREMENTS Technically, rail tank cars do not need to be bonded if the rail siding is grounded and insulated from the main railway line and hoses are electrically conductive. If these conditions are not met, or there is the slightest doubt about them, then the safeguard of bonding must be observed and provisions should be as for truck loading described above. 2.5.3.3 Product Measurement Loading must be through electronic or mechanical meters that meet the performance tolerance and design integrity requirements called for in ExxonMobil Marketing Product Control Manual. Meters should be located downstream of micro-filters or filter-separators (where installed) otherwise they must be protected by at least a 40 mesh strainer immediately upstream of them. An air eliminator must also be installed upstream of the meter, for which the air eliminator on a micro-filters or filter/separators is acceptable. See also Section II, Part L. 2.5.3.4 Top Loading Where installed, top-loading racks must be roofed and designed to minimise ingress of rain and dust into tanks during loading. 2.5.3.5 Bottom Loading • Bottom loading connections must incorporate product selectivity protection as specified in API Bulletin 1004. Overfill protection must be provided as described in Section I/A2.5.3.2 above. • Hoses for tank truck/tank car loading may be industrial composite types (including reinforced), that meet a national or internationally recognised standard, e.g. BS3492 type BX Class 1 or BS 5842. Internal wire should be of aluminium or stainless steel, use of galvanised internal wire is not permitted. 2.5.3.6 After Loading Sampling Provisions • A product recovery tank must be provided for safe disposal of samples drawn from tank trucks/tank cars after loading. • A bench and cupboard should be provided on which to stand the samples for abbreviated tests to be performed and in which to store test equipment. The bench must be shielded to give protection from wind and sun. • Adequate lighting must be provided to enable proper examination of samples. • Provision of a 20 litres glass jar (Aljac or equal) closed sampling system is recommended - see Diagram I/A2.2.7.D. 2.5.4 Minimum Requirements for Marine and Pipeline Shipments Marine and pipeline shipping facilities general design shall be in accordance with Marketing Operations Guidelines - Vol. ______. 2.5.4.1 Flushing and Circulation For marine deliveries, lines must be dedicated up to the jetty manifold and dedicated hoses used for transfer to the ship/barge. Where marine loading arms are used it may be impractical to have a dedicated loading arm for one grade alone. In this case provision must be made for draining of the arm and flushing of the associated shorelines with aviation fuel to a slop tank for downgrading before delivery to the ship/barge can commence. There must be positive segregation between the dedicated aviation fuel line and other product lines that deliver to the loading arm, i.e. double block and bleed valves or other approved alternative. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A2 AEDSM I/A2-05 Topic 05 INTERMEDIATE STORAGE AND DISTRIBUTION TERMINALS 2.5.4.2 DELIVERY FACILITIES DESIGN REQUIREMENTS Hoses Only marine hoses satisfying the requirements of E.R. & E. Technical Report No. _______ shall be provided for vessel loading. 2.5.4.3 Product Measurement Custody transfer product measurement for marine or pipeline deliveries will usually be on the basis of shore tank dips, for which radar tank gauging is an acceptable alternative to manual tank gauging, subject to local regulatory authority approval. If meters are to be used as the basis for custody transfer then provision shall be made in the design layout for meter proving by an approved method. Whichever method is used, performance tolerances and design integrity must meet the requirements of the ExxonMobil Marketing Product Control Manual. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 4 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-01 Topic 01 AIRPORT PLANT 3.0 AIRPORT PLANT 3.1 Purpose and Description PURPOSE AND DESCRIPTION The airport plant is the installation, usually on or adjacent to the airport that it serves, which receives aviation products into storage from a refinery or intermediate bulk plant/terminal. Usually product is received via dedicated transport or a dedicated pipeline system into service tanks that are used to supply for into-plane deliveries. In some cases, where fuel is received from a multi-product pipeline or by ship or barge then product is received into break-out tanks in which the fuel is settled and tested before transfer to service tanks for into-plane use. Quality control checks are carried out during each phase of receipt, storage and handling to ensure that product is on specification. Product is delivered to the customer’s aircraft by mobile refuelling vehicles, which are loaded in the plant, or by transference of the fuel to the aircraft stand by hydrant line for delivery into plane by a hydrant servicer vehicle. On smaller airports, aircraft may be serviced from a fixed fuelling cabinet which is located adjacent to the aircraft parking apron and which may be fed directly from remote storage or which may have its own integral storage tank. On large airports where there is a major aircraft maintenance facility or significant defuel requirements additional dedicated facilities for the storage of defuelled product may be installed. In most commercial airports there is now only one grade of fuel held in bulk storage, Jet A (in the USA) or Jet A1. Where a demand exists on a commercial airport for the military grade, JP8, this may be met by additive injection into Jet A/Jet A1 during loading of refuellers. The provision of fixed facilities for storage of Avgas for piston engined aircraft in many places is now very limited due to the low demand and this grade is often dispensed from barrels. Demineralised water, water/methanol, and bulk lubricants have ceased to be a feature of modern airport operations and all reference to equipment for the handling of these products is no longer contained in this manual - should information be required please refer to ExxonMobil Aviation. The airport plant will generally consist of an administrative office building (which will incorporate an operations control room and staff facilities) a product receipt area, a tank farm, refueller loading facilities, a fuelling vehicle parking area, vehicle maintenance facilities and a small store for retention of quality control equipment and fuel samples. Additionally, at a hydranted airport, there will be a hydrant pump area and a hydrant servicer test rig. At larger airports there might also be a remote refueller loading stand. The configuration at smaller airports where fuel is delivered from cabinets will usually be of single tank design, often integral with the fuelling cabinet, and with a common pump/filtration system for both product receipt and delivery. Safety in the handling of aviation fuels and the assurance of fuel quality is of prime concern in the design of airport installations and handling equipment. Similarly, siting of the plant and the arrangement of facilities is important both in terms of safety and operational efficiency. Many features of fuel handling facilities for airport plants are common with those for ExxonMobil Marketing bulk fuels storage and distribution terminals and it is not intended to duplicate information which is already covered by other Marketing Distribution design manuals. This section of the AEDSM will focus on features and will define minimum design requirements which are specific to airport installations and necessary for the assurance of fuel quality and safe handling of aviation fuels, and which will enable safe operation of airport facilities. References to other design manuals will be given where appropriate. For operation, quality control, maintenance, and safety procedures refer to the Aviation Operations Standards Manual (AOSM). Issue Draft 5 18/4/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-02 Topic 02 AIRPORT PLANT SITING AND GENERAL LAYOUT 3.2 Airport Plant Location and Layout 3.2.1 Location Good siting of the airport depot is crucial to safe and efficient operations. In considering the possible sites, regard should be given to future development plans for the airport so that expansion can be easily catered for. Location of the depot is invariably influenced by, and subject to approval of, the airport management authority, however every effort must be made to satisfy as many as possible of the following requirements at the planning stage: 3.2.1.1 Airside location - to avoid need for refuelling equipment to negotiate roads on which the public have access and to minimise security exposure. 3.2.1.2 Proximity to main aircraft parking areas (aprons) - to minimise travel to/from aircraft fuelling positions and to minimise hydrant line lengths. Sight of the aprons from the control room is advantageous if possible. 3.2.1.3 Clear of baggage/cargo handling areas - avoidance of congestion. 3.2.1.4 Avoidance of runway/taxiway crossings to fuelling aprons – to minimise risk exposure and to avoid fuelling delays. 3.2.1.5 Avoidance of apron access involving multiple/tight corners and restricted headroom - refueller manoeuvring constraints. 3.2.1.6 If road fed, close to land side access to minimise use of airside roads and avoidance of aircraft movement areas. Also, so far as is possible, the landside approach on public roads should avoid main passenger traffic routes - ease of access for road bridging vehicles with minimal risk exposure. 3.2.1.7 Clear of airport navigational aids that might be affected by signal reflections from storage tanks. 3.2.1.8 Location outside of aircraft take-off/landing critical siting envelope - see Diagrams I/A3.2.1.7a and b. C L Runw ay sid e slo pe 14 .3% 150 m 150 m .3% pe 14 e slo id s ay Runw RUNWAY Tank & facilities height limited to within runway side slope Tank & facilities height limited to within runway side slope Note: Runway side slopes extend 1500 m beyond end of runway in normal non-hilly/mountainous terrain Runway Cross-Section showing side slope limitations Diagram I/A3.2.1.7a Issue Draft 5 18/4/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AEDSM I/A3-02 AVIATION EQUIPMENT AND FACILITIES Subject A3 Topic 02 AIRPORT PLANT Approach/ta ke-off slope SITING AND GENERAL LAYOUT 60m (200 ft.) 60m (200 ft.) Approach/tak 2% e-off slope 2% Tank and facilities height limited to within approach/take-off slope Runway Tank and facilities height limited to within approach/take-off slope ELEVATION Only fully buried tanks permitted Only fully buried tanks permitted No fuel depots/tanks permitted 300m (985 ft.) Above ground tanks permitted Above ground tanks permitted Runway 365 m (1200 ft.) 60m (200 ft.) 60m (200 ft.) 365 m (1200 ft.) 1310 m (4300 ft.) or extent of designated Clearway if greater 1310 m (4300 ft.) or extent of designated Clearway if greater PLAN RUNWAY APPROACH/TAKE-OFF FUNNELS Diagram I/A3.2.1.7b Issue Draft 5 18/4/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-02 Topic 02 AIRPORT PLANT SITING AND GENERAL LAYOUT 3.2.2 Layout and General Requirements The airport depot shall be enclosed on all sides by secure fencing or walls and entry/exit gates shall be fitted with secure gates. If the airport depot is not within a secure airside area of the airport then the gates shall be kept normally closed, with suitable entry/exit controls to prevent unauthorised entry. Consideration shall be given in the design for emergency evacuation of equipment and access for emergency vehicles. Regard shall be given to traffic flow, with refueller loading and parking positions being located to ensure ease of exit for fully loaded vehicles. Vehicle offloading should be segregated from refueller loading and should be located as close as practicable to storage tanks. Offloading pumps should be located as close as practicable to offloading positions. The layout must exclude the need for any vehicle reversing and every effort should be made to avoid contra flow of traffic. Hazardous and non-hazardous areas shall be clearly defined in accordance with Marketing Operations Guidelines - Vol. ________ and spacing of facilities and electrical installation design shall be in accordance with Marketing Operations Guidelines - Vol. _______. Fire protection provisions in all areas shall be made generally in accordance with Marketing Operations Fire Protection Guidelines. Emergency fire water pumps, generator equipment, and any heating plant must be located in a non-hazardous zone. Tank farm layout and bund design shall meet the minimum requirements of Marketing Operations Guidelines - Vol. ________ or local regulatory requirements, whichever is the most stringent. Drainage and oil/water separation shall similarly be provided in accordance with Marketing Operations Guidelines - Vol. _______. or local regulatory requirements. Adequate lighting shall be provided in all areas of the depot consistent with safe operational and security needs. Siting and layout of lighting should also take into consideration possible impact on adjacent aircraft movement/handling areas. Painting of all facilities and buildings shall be in accordance with ExxonMobil Aviation Identification Guidelines. 3.2.2.1 Administrative Building The administrative building location shall be in a non-hazardous area and should ideally be sited to give a good view of loading/offloading areas and entry/exit gates from the supervisory control room. If a view of apron work areas is also possible, this is an added advantage. The administrative building size will be appropriate to location needs, will include staff hygiene and welfare accommodation, and fully comply with local regulatory requirements. Provision should be made in the control room for communications links: ∗ Airport flight movement control and airline operators. Dependent on the size of the operation this may be a simple telephone link or screen displays of air traffic movements. ∗ Radio communications system for operational control of own activities and at some locations this may need to be linked to airport apron control for taxiway crossing authorisations. ∗ If the airport is a pipeline fed location then a direct communications link with the supplying terminal must be provided, and if water fed then a means of ship/shore communications must be provided for ship/barge receipts. Airports with hydrant systems must have an apron emergency shut down system with indication in the control room of the locality of any emergency switch activation and an emergency shut-down switch must also be provided in the control room. See Section II, Part ?? for details. Issue Draft 5 18/4/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-02 Topic 02 AIRPORT PLANT SITING AND GENERAL LAYOUT 3.2.2.3 Quality Control Store A suitable store shall be provided for sampling and test equipment and the retention of product samples. The siting and design of the store, fixtures, and fittings shall be appropriate for the safe handling and storage of flammable products and local regulations covering such buildings must be observed. 3.2.2.4 Maintenance Workshop If a vehicle maintenance workshop is to be provided it should be located in a nonhazardous area clear of loading/offloading areas and should have adequate parking for vehicles awaiting maintenance. If a service pit is installed, the maintenance bay should ideally be of drive-through design to avoid the need for vehicles to be reversed and adequate clearance should be provided to allow a straight approach and exit to/from the service bay. A segregated hot work area should be provided. A secure store should be provided for storage of equipment spares and covered racks provided for storage of uncoiled spare hoses. 3.2.2.5 Hydrant System New hydrant system design and construction on commercial airports is now invariably done as a joint industry venture or by the airport authority for lease to an operating company. The hydrant system may be incorporated as part of a total airport fuel storage facility design, or may be designed to be fed from new or existing independently owned/operated storage. In the latter situation it will be necessary to modify existing plant facilities to meet design requirements for hydrant system supply. It is possible that ExxonMobil Aviation may be offered the opportunity to contract for the design and project management of a new hydrant system. Any such opportunities must be referred to ExxonMobil Aviation for consideration. At airports where ExxonMobil Aviation are, or will be, involved in into-plane fuelling operations, either independently or jointly, and a new hydrant systems is being designed by others, then it is important that ExxonMobil Aviation should secure the opportunity to review and comment on the proposals at the draft planning stage and again following detail design, before construction begins. This is necessary because of the major implications the design has on fuel quality, safety, and the efficiency of fuelling operations. For further information on hydrant system layout and design refer to Section II, Part ???. 3.2.2.6 Remote Loading Stands Where loading of refuellers is to be undertaken away from the main depot the design should generally follow the requirements for refueller loading facilities. As this type of facility is usually unmanned other than when loading is being undertaken particular attention must be paid to security of access, operational controls, and safety. Issue Draft 5 18/4/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-03 Topic 03 AIRPORT PLANT GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS 3.3 Minimum Design Requirements for Aviation Product Handling and Storage Facilities Airport depot facilities shall generally be constructed in accordance with Marketing Operations Guidelines. This section gives additional design requirements that are specific to aviation fuel handling at airport locations. 3.3.1 General Product handling and storage facilities include all facilities and components from the receiving custody transfer point through to refueller loading or hydrant supply pit valve, including storage tanks in the airport depot. In addition to storage tanks and lines, airport plants also have to consider the installation of meters, filtration, sampling equipment, and product relaxation along with associated fittings and supporting systems. Sometimes, where airports are fed directly from a multi-product pipeline or a refinery or by ship or barge, airport plants have "break-out" tanks where the product is settled and recertified before transfer to “day” or “service” tanks. Receipt lines into “break-out” tanks must include filtration that may be one or a combination of filtration types dependent upon local circumstances. However, for transfers to “day” or “service” tanks, and for all direct receipts into airport “service” storage tanks, filter water separators meeting API/IP 1581 is a minimum requirement – see Section II/E1. Whilst there are basic design features and requirements which are common to all facets of handling and storage, there are certain aspects of design which are dependent on the particular transportation method by which the products are received or delivered: ∗ Marine Vessels (tankers and barges) ∗ Pipelines (multi-product or dedicated) ∗ Road Tank Trucks ∗ Rail Tank Cars ∗ Refuellers ∗ Hydrant System ∗ Fuelling Cabinets The common requirements are detailed in this section and specific additional details for each of the different transportation methods shown above, and for storage tanks, are given in subsequent sub-sections. 3.3.2 Materials of Construction All metal parts in contact with aviation fuels shall be free of zinc, cadmium, copper and their alloys. Preferred materials are stainless steel, aluminium, and epoxy coated mild steel. Plastic or synthetic tubing is not to be used in contact with fuel, including sense line use, unless specifically approved for purpose. Gaskets shall be of Viton A, Buna N or an equivalent material. Cork or rubber-impregnated cork gaskets shall not be used. 3.3.3 Dedicated Facilities All facilities (lines, tanks, etc.) handling aviation fuels shall be segregated and dedicated to only one grade of fuel. At airports receiving from multi-product pipelines, receipt facilities must be so designed to enable sampling from the pipeline to verify that a clean cut can be made into the desired aviation grade after passage of the interface. Segregated and dedicated lines must be provided from the receipt manifold to the “break-out” tanks without possibility of the fuel passing directly to the “day” or “service” tanks. Marine, rail and road receipt facilities must always be dedicated to a single grade. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-03 Topic 03 AIRPORT PLANT GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS There shall be no interconnecting lines between pipelines which handle different products or grades of products, nor between same grades of certified and uncertified products. Single valve segregation of dedicated lines is not acceptable. Double Block and Bleed (twin seal) valves are preferred. However, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable (see Illustration I/A3.3.7). Drain lines, thermal relief lines, and air eliminator exhaust lines shall similarly be totally segregated. On tank inlets, pressure relief valves should not relieve from the upstream side of the valve (untested product) into the tank. At small airports with exceptionally low throughput it may not be economically viable to have two pump and filter sets to provide totally separate receipt and delivery systems. Under these circumstances a single pump and filter may be used to both receive and deliver product but special safeguards must be designed into the system to protect against the possibility of untested product being loaded directly to refuellers. All proposals for this design of installation must be referred to ExxonMobil Aviation for approval review. 3.3.4 Grade Identification All pipelines, valves, tanks, filter vessels, receipt and loading facilities must be clearly marked with grade identification and direction of product flow in accordance with Section II/N-1.0 of this manual. 3.3.5 Pipelines (excluding Airport Hydrant Systems - see Section I/A3.7) Pipelines outside the airport plant can be either above ground or underground. Above ground pipelines are preferred within the plant perimeter to facilitate leak detection and maintenance, however, there are situations where underground pipelines must be installed within the plant. Internal coating of pipelines is not mandated, but is preferred. For above ground pipelines, high points in pipelines shall be fitted with an air relief valve or air eliminator and low points shall be fitted with drain points - see Section I/A3.3.8 below. Also refer to Section II, Part P. Underground pipes should be externally coated and wrapped, have cathodic protection as may be recommended by qualified corrosion engineers, and have provision for pressure testing and leak detection, all as required by Marketing Operations Guidelines. For long pipelines and those that pass beneath deep waterway channels, pigging arrangements should also be included in the design. Submarine pipeline design requires special treatment and reference should be made to ExxonMobil Marine Department for submarine pipeline designs. 3.3.6 Pressure Ratings Pressure ratings of Flanges, Valves, and all other fuel handling components must be sufficient for the total maximum pressure (including surge pressure increment) expected upon valve closures. 3.3.7 Valves Only Steel Gate Valves manufactured to API 600 Standards, or equal, with flanged ends, OS&Y Type, solid wedge with F6 trim and rising stems shall be used, except as otherwise specified in this manual. Each must give a visual indication as to whether the valve is open or closed (e.g. rising stem). Provision should be made on the valves for them to be chained and locked closed when not in use. Gate valves should be installed at points shown below and also as may be additionally indicated in subsequent sub-sections dealing with specific areas of the plant: ∗ ∗ At the receiving manifold inlet. At individual storage tank inlet and outlet connections. At marine fed locations and pipeline fed locations where supply is controlled by third parties Double Block and Bleed (twin seal) valves are preferred, however, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-03 Topic 03 AIRPORT PLANT GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Illustration I/A3.3.7 – Tru-Seal Valve Twin seal valve and positive segregation (Note - The above shows one manufacturer’s design of valve – others are available). Where MOV's are used as part of an automated system, they should be electrically interlocked to prevent simultaneous openings of inlet and outlet valves on a tank; and where installed on multi-product receipt manifolds systems, to prevent the simultaneous opening of MOV's in lines which carry dissimilar products. The system should also be designed so that under product "no flow" conditions, all MOV's are closed. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-03 Topic 03 AIRPORT PLANT GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Lubrication of valves shall be by silicone type grease, metal loaded formulations must not be used. 3.3.8 Drain and Sample Connections and Product Recovery Systems Drain and sample connections are to be provided at the following points and also as may be additionally indicated in subsequent sub-sections dealing with specific areas of the terminal/plant: ∗ ∗ ∗ ∗ Immediately adjacent to the vessel/shore connection. At product receipt manifolds in the plant. At low points in the piping system. At strainer and filter vessels drain points. FILTER DRAIN VALVE MAY BE GATE OR BALL VALVE SPRING LOADED BALL VALVE ON OPEN SAMPLING LINE KERBED IMPERVIOUS SPILL CONTAIN MENTAREA UNDER FILTERS BALL VALVE ON FEED TO CLOSED SAMPLING SYSTEM STAINLESS STEEL PIPING CAM LOCKED DUST CAPS Illustration I/A3.3.8a: Design Features for Filter Sampling Adequate clearance must be allowed under sample points for use of a stainless steel bucket and a bonding point must be provided on the line for bonding of the bucket during sampling. Aviation fuel line sampling/drain pipework must be physically segregated from other grade lines. Where connected to a common sampling/drainage system for the same grade, the design must be such as to prevent risk of reverse flow through any drain/sample point. Adequately sized product recovery systems similar to the one shown in Diagram I/A3.3.8c CAM LOCKED DUST CAPS Illustration I/A3.3.8b: Design Features for Strainer Sampling SAMPLING POINT RAISED TO GIVE CLEARANCE FOR JAR OR S/S BUCKET IMPERVIOUS SPILL CONTAINMENT Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section I AEDSM I/A3-03 AVIATION EQUIPMENT AND FACILITIES Subject A3 Topic 03 AIRPORT PLANT GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS shall be provided at the following points. Depending on the number of lines, more than one system may be needed. ∗ ∗ ∗ ∗ ∗ At marine jetties in the vicinity of the pipeline drain and sample connections. At pipeline/shipping receipt manifolds. Adjacent to storage tanks. Adjacent to filter vessels. Adjacent to refueller loading positions Tun dish with hinged cover, mesh strainer screen and extended down pipe for sample disposal Removable cover to enable tank cleaning Flushing/sampling lines to be stainless steel Stainless Steel or Light Coloured Epoxy Lined Mild Steel Recovery Tank - Minimum Capacity 200 litres Spring Loaded Ball Valve Product Cone down bottom Gate or Ball Valve Sample point with dust cover Spring Loaded Ball Valve Return Spring Loaded Ball Valve From flushing/sampling connection Sample point with dust cover Notes: 1) Adequate clearance to be allowed under sample points to enable sampling into a stainless steel bucket. 2) Impermeable curbed spill containment area to be provided under sample points and recovery tank. 3) A bonding point to be fitted adjacent to each sampling point. 4) Lines must have no low points that might accumulate water. 5) Size of recovery tank shown is minimum - it may need to be significantly larger depending on application. Diagram I/A3.3.8c Closed glass jar sampling vessels with integral hydrometer/thermometer assemblies of 80 litres capacity are recommended for use at storage tank and filter sampling points and of 20 litres capacity for receipt and delivery sampling points. Where sampling points are closely positioned then a single glass jar sampling vessel may be manifolded to serve several points, e.g. banks of filters, adjacent storage tanks, etc. - see Diagram I/A3.3.8d & /Illustration I/A3.3.8d. Sample line segregation must be retained as far as possible by locating the manifold adjacent to the sampling vessel and the design must safeguard against reverse flow. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-03 Topic 03 AIRPORT PLANT GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Diagram I/A3.3.8d Illustration I/A3.3.8d 80 litre glass jar sampling vessel manifolded to 7 tanks and installed in a tank farm sampling/ test cabin. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-03 Topic 03 AIRPORT PLANT GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS If closed glass jar sampling systems are not installed at receipt manifolds or delivery points which are frequently used, then a bench and cupboard should be provided on which to stand the samples for abbreviated tests to be performed and in which to store test equipment. The bench must be shielded to give protection from wind and sun. A product recovery tank must be also provided for safe disposal of samples. If sampling is regularly carried out during hours of darkness then adequate lighting must be provided to enable proper examination of samples. Drain/sampling valves that deliver into recovery tanks shall be self closing “deadman” type, such as Apollo 76-500 series or equal. A kerbed, impermeable, spill containment area shall be provided below all sample points and recovery vessels to prevent ground pollution. 3.3.9 Hydrostatic Testing Hydrostatic testing of lines and storage tanks during commissioning shall only be carried out using treated water. Natural water sources such as sea, rivers, lakes, or ponds that might be used to supply fire water mains shall not be used as these may cause micro-biological or bacterial contamination of the system. 3.3.10 Product Measurement Electronic or mechanical meters and radar tank gauging are acceptable options to manual tank gauging for inventory control and custody transfers on receipts or deliveries. However, the measuring method chosen should meet the performance tolerances and design integrity called for in the Marketing Product Control Manual. For pipeline and marine receipts an alternative to manual gauging must be provided to enable monitoring of product receipt without having to go on top of the tank, and a high/high-high level alarm system must be installed. Meters should be located downstream of micro-filters or filter-separators otherwise they must be protected by at least a 40 mesh strainer (see Section II/E.02 for details) immediately upstream of them. An air eliminator must also be installed upstream of the meter, for which the air eliminator on a micro-filters or filter/separators is acceptable. See also Section II, Part L.. 3.3.11 Filtration For full details of types of filtration referred to below, see Section II, Part E. 3.3.11.1 Strainers Pumps, meters and flow control valves should be protected by at least a 40 mesh strainer located immediately upstream of them. Strainers should be of the vertical basket type with top opening bodies and which also incorporate a low point drain. Strainer baskets should be of stainless steel construction, brass or copper is not acceptable. Micro-filters and filter/separators are acceptable in place of strainers upstream of meters and control valves and may be required in systems with heavy concentrations of very fine solids. 3.3.11.2 Upstream Filtration Illustration B3.3.11.1.a Vertical top opening basket strainer. Note bottom drain swan neck extension to enable flushing to bucket and cam lock caps secured by padlock. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 7 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-03 Topic 03 AIRPORT PLANT GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS Filtration is required in receipt lines upstream of storage tanks at airport plants. For direct receipts from dedicated transportation sources into “day” or “service” tanks, and for transfers from “break-out” tanks, an API/IP 1581 Type S filter water separator of the appropriate fuel Category class must be installed – see Section II/E1.2 for details. For receipts from a multi-product system into “break-out” tanks the minimum requirement is for micronic filtration. Where there is a history of significant water and dirt in fuel being received, usually at pipeline or sea fed locations, filtration may be provided by one, or a combination, of a variety of methods which could be a microfilter, Excelsior filter, API/IP 1581 filter/separator, back flushing screen filter, or a centrifuge in order to achieve the optimum cost effective clean-up . Where surfactant pick-up in long pipelines is a possibility then installation of a Clay Treater may also be considered (see I/A-2.3.11.3 below). 3.3.11.3 Clay treaters Where there is a history of surfactant contamination of aviation turbine fuels, as indicated by depressed Microsep readings and which is supported by evidence of filter coalescer disarming, then clay treaters (clay filters) should be installed. The installation configuration should be such as to enable both treatment of fuel during receipt into “break-out” storage or alternatively to carry out treatment by circulation of fuel after receipt. It should be noted that water is an effective de-activator of clay filters and safeguards should be taken to ensure that transfer of water through the system is avoided. Refer to the Aviation Operations Standards Manual for more details on surfactants, their monitoring and treatment. Micro-filters and/or Filter/Separators shall be installed downstream of clay treaters to remove clay particles that are commonly carried over with the fuel. Since microfilter elements are less expensive than filter/separator elements, it is usually more cost effective to install a micro-filter instead of a filter/separator downstream of the clay treater to pick up the clay particles being carried over. Clay treaters will remove some types of additives such as corrosion inhibitors and conductivity improver additives, which may be required in the fuel by specification. Because of this they must never be used downstream of airport “service” tanks, and if clay treatment is installed then an additive injection system must also be installed upstream of “day” or “service” tanks - see I/A-2.4.9 below. 3.3.11.4 Downstream filtration For fuel delivery into either refueller or hydrant system, API/IP 1581 Type S approved filter water separators of the appropriate fuel Category class (see Section II/E1.2 for details) must be provided downstream of storage. For fuel supply to a fixed cabinet which dispenses direct into-plane then a filter monitor qualified against the API/IP Specification for Fuel Filter Monitors with Absorbent Type Elements must be installed. This may be in addition to, or in place of, or as the third stage of, an API/IP filter water separator. See Section II/E1.2 for full details of requirements. 3.3.11.5 Relaxation Time Sufficient relaxation time (30 seconds) shall be provided between filtration equipment and receiving storage tanks and refueller loading connections. If aviation turbine fuel contains a conductivity improver additive, the relaxation time may be reduced to 15 seconds, although 30 seconds is preferred. An alternative to pipe sizing for relaxation is to install a static relaxation vessel. See also Exxon Research and Engineering Company paper EE110E.81 (Preventing Electrostatic Ignitions). Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 8 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-03 Topic 03 AIRPORT PLANT GENERAL HANDLING FACILITIES DESIGN REQUIREMENTS 3.3.11.6 Millipore Sampling Points All micro-filters, filter-separators, filter monitors, and clay treaters shall have solids contaminant sampling test points (Millipore) installed in upstream and downstream connections. 3.3.11.7 Spill Containment A certain amount of fuel leakage from used elements is inevitable during element changes and therefore a kerbed, impermeable, spill containment area must provided under and around all filter vessels to prevent ground pollution. 3.3.12 Additive Injection 3.3.12.1 General Aviation fuel specifications require the addition of certain additives that can vary in both type and quantity according to grade and method of fuel production. The most appropriate point of injection for each of the additives can vary according to the their individual characteristics and the nature of the fuel logistics chain. These will dictate the location of fuel additive equipment in the overall system, which is usually upstream of the airport plant – for details see Section I/A2. However, under certain circumstances and particularly in the case of additive injection for Avtur + FSII or Jet A1 + FSII (e.g. JP8), this may be required at the airport. Determination of the most appropriate configuration requires an understanding of the factors that have to be taken into account. This section gives guidance on general design layout, for details of additive injection and monitoring equipment see Section II/ A1. 3.3.12.2 Fuels and Additive Requirements For information see Section I/A2.2.11.2. 3.3.12.3 Additive Handling Characteristics & Location of Injection Equipment For general information see Section I/A2.2.11.3. The following additional information is given for those cases where additive injection needs to be done at the airport location. Additives may need to be added at the airport because it is the most appropriate location bearing in mind the characteristics of the additive, e.g. F.S.I.I. or Betz “+100”. If the fuel grade is to be held in bulk storage as JP8 or JP8+100 then it could be injected downstream of receipt filtration. This presents least risk, as the additive content can be verified by reconciliation or testing before outloading without need to check each individual load. If, however, only JET A1 is to be held in bulk storage then the additive must be injected either during refueller loading or on the refueller during fuelling or, if hydrant supply, by injection equipment on the hydrant servicer. In either case this may be done selectively in which case it is important to have in-built safeguards to avoid injection of additive when not required. On a fuelling vehicle the injection equipment is usually controlled by the meter. For fixed installations the injection equipment can be controlled either by a meter or by a flow driven turbine drive – see Section II/A1 for details of additive injection systems. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 9 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-04 Topic 04 AIRPORT PLANT RECEIPT FACILITIES DESIGN REQUIREMENTS 3.4 Design Requirements for Product Receipt Facilities Receipt facilities general design shall be in accordance with Marketing Operations Guidelines and also generally meet the requirements of Section A3.3 above. This section defines additional requirements that relate specifically to product receipt facilities. 3.4.1 Marine Receipts Marine receipt facilities general design shall be in accordance with Marketing Operations Guidelines - Vol. __________, generally meet the requirements of Section A3.3.1 above and also meet the following requirements which relate specifically to marine receipt facilities. 3.4.1.1 Dedicated Facilities A dedicated receiving line for each aviation fuel grade is required. For the definition of dedicated facilities see Section I/A3.3.3. Special consideration must be given to the handling of fuels known to contain highly surfactant additives such as detergents or inadequately sheared drag reducing agents. These products must not be transferred through pipelines that have to handle aviation turbine fuels. If use of the same pipeline system is unavoidable then contact must be made with ExxonMobil Aviation. Where hoses are used for vessel off-loading they must be given identification and dedicated for use according to grade. Flanges must be blanked off when not in service. Clear grade identification of off-loading arms/hoses/valves/lines at receiving manifolds is essential. In multi-product lines aviation fuels must always be protected by correct grade sequencing during handling and a clean cut must be made into airport storage. Refer to the Aviation Operation Standards Manual for recommended interface cuts in multiproduct lines. 3.4.1.2 Valves Valves should be installed in accordance with Section A3.3.7 above and additionally as follows: ∗ At the pier. ∗ Steel Swing Check Valves or Non-return Valves with soft seats shall be located at the pier in each pipeline immediately downstream of the product receipt valve and at multi-product receiving manifolds downstream of the gate valves in each product line. ∗ At the receiving manifold inlet. ∗ On multi-product pipelines from the pier, Quick Closing Steel Valves to divert product flow and make interface cuts shall be located at the receiving manifold in the plant. They should be either: − Non-lubricated Plug Valves − Lever-operated Gate Valves − Motor Operated Gate Valves (MOV). ∗ In each product pipeline out of a multi-product receiving manifold, installed immediately after the quick closing valve. Positive segregation must be assured, the preferred method being by use of Double Block and Bleed (twin seal) valves; however, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable 3.4.1.3 Hoses Only marine hoses satisfying the requirements of E.R. & E. Technical Report No. _______ shall be provided for vessel off-loading. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-04 Topic 04 AIRPORT PLANT RECEIPT FACILITIES DESIGN REQUIREMENTS 3.4.1.4 Drain and Sample Connections and Product Recovery Systems Drain and sample connections are to be provided as detailed in Section I/A3.3.8. 3.4.2 Pipeline Receipts Pipeline receipt facilities general design shall be in accordance with Marketing Operations Guidelines - Vol. __________ , generally meet the requirements of Section A3.3.1 above and also meet the following requirements which relate specifically to pipeline receipt facilities. 3.4.2.1 Dedicated Facilities A dedicated receiving line for each aviation fuel grade is required. For the definition of dedicated facilities see Section A3.3.3. Special consideration must be given to the handling of fuels known to contain highly surfactant additives such as detergents or inadequately sheared drag reducing agents. These products must not be transferred through pipelines that have to handle aviation turbine fuels. If use of the same pipeline system is unavoidable then contact must be made with EAI. Clear grade identification of valves/lines at receiving manifolds is essential. In multi-product lines aviation fuels must always be protected by correct grade sequencing during handling and a clean cut must be made into airport storage. Refer to the Aviation Operation Standards Manual for recommended interface cuts in multiproduct lines. 3.4.2.2 Valves Valves should be installed in accordance with Section I/A3.2.6 above and additionally as follows: ∗ At the receiving manifold inlet. ∗ On multi-product pipelines, Quick Closing Steel Valves to divert product flow and make interface cuts shall be located at the receiving manifold in the plant. They should be either: − Non-lubricated Plug Valves − Lever-operated Gate Valves − Motor Operated Gate Valves (MOV). ∗ In each product pipeline out of a multi-product receiving manifold, installed immediately after the quick closing valve. Positive segregation must be assured, the preferred method being by use of Double Block and Bleed (twin seal) valves; however, gate valves with spectacle blind flanges and double gate valves with open drain in between are also acceptable (see Illustration I/A3.3.7) ∗ Steel Swing Check Valves or Non-return Valves with soft seats shall be located at the multi-product receiving manifolds downstream of the gate valves in each product line. 3.4.2.3 Drain and Sample Connections and Product Recovery Systems Drain and sample connections are to be provided as detailed in Section I/A3.3.8. 3.4.3 Rail Tank Car and Road Tank Truck Receipts Tank car and tank truck receipt facilities general design shall be in accordance with Marketing Operations Guidelines - Vol. __________ and also generally meet the requirements of Section 2.3 above. This section defines additional requirements that relate specifically to tank car and tank truck receipt facilities. 3.4.3.1 Issue Draft 6 3/7/00 Dedicated Facilities ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-04 Topic 04 AIRPORT PLANT RECEIPT FACILITIES DESIGN REQUIREMENTS All hoses and lines from tank-truck and tank-car discharge adapters and couplings to storage tanks must be dedicated. See Section A3.3.3 for the definition of dedicated facilities. 3.4.3.2 Air Elimination/Pump Location Accumulation of air inside filter vessels can contribute to fire potential within the vessel on commencement of truck or rail car discharge and air left in suction lines at the completion of offloading can also create suction problems on start up. For this reason, air entrainment at the end of truck/rail car offloading must be kept to the absolute minimum. This can be achieved by locating the pumps as close as practicable to the offloading positions to minimise suction line content. They should be sited at a lower level than the offloading faucet connections, avoiding any high points in the line before the pump inlet, to enable flooding of the pump suction before start-up. Pump stop/start buttons must be located adjacent to the offloading point to enable effective operator control of the operation. A time delayed flow switch (to prevent on/off hunting) can also be installed in the line to shut down the pumps automatically when product flow ceases. In addition to the standard air eliminator requirement on the filter vessel, provision should be made for the evacuation of excess air by installation of a bleed valve or air receiver/eliminator in the offloading system configuration. 3.4.3.3 Hoses Hoses for tank truck/tank car off-loading may be industrial composite types (including reinforced), that meet a national or internationally recognised standard, e.g. BS3492 type BX Class 1 or BS 5842. Internal wire should be of aluminium or stainless steel, use of galvanised internal wire is not permitted. 3.4.3.4 Grounding and Bonding Each road tank truck must be electrically bonded to the off-loading point. As a minimum requirement, a reel mounted cable bonded to the receiving facilities must be provided. Bonding connections which are interlocked with the discharge pump are preferred and these should be equal to Scully or W. E. Anderson Model TR-7 Safe T Ground. Automatic, self monitoring/diagnostic systems are preferred. Refer to Section II, Part J. Technically, rail tank cars do not need to be bonded if the rail siding is grounded and insulated from the main railway line and the off-loading lines or hoses are electrically conductive. If these conditions are not met, or there is the slightest doubt about them, then the safeguard of bonding must be observed and provisions should be as for truck receiving described above. 3.4.3.5 Drain and Sample Connections and Product Recovery Systems Samples must be drawn from all compartments of delivery trucks/rail cars for an Abbreviated Check before discharge. This may be done by manually drawing a sample direct from a compartment sample point into a stainless steel bucket. A shaded but well lit, sheltered bench on which to perform the checks and a recovery tank for safe disposal of samples must be provided as detailed in Section A3.3.8. An alternative and preferred method for this operation is for a sampling drain line to be incorporated in the offloading manifold upstream of the manifold gate valve through which a sample can be drawn into a closed glass jar sampling vessel. See Illustration I/A3.4.3.5. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-04 Topic 04 AIRPORT PLANT RECEIPT FACILITIES DESIGN REQUIREMENTS Illustration I/A3.4.3.5 80 litre glass jar sampling vessel installed on bridger offloading island for product receipt sampling. The vessel includes hydrometer and thermometer for RD checks. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 Topic 05 AIRPORT PLANT 3. 5 AEDSM I/A3-05 STORAGE TANK DESIGN REQUIREMENTS Minimum Design Requirements for Storage Tanks Aviation fuel storage tanks shall be designed generally in accordance with API Publication No. 650 or equal, Marketing Operations Guidelines - Vol. __________ , and see also E.R. & E Technical Report EE ______ . They should also meet the general requirements of Section A3.3 above and this section defines additional requirements, which relate specifically to aviation storage tanks. Additional fittings and components details are also listed in Section II, Part P of this manual. All tanks must have spill containment safeguards, which satisfy Marketing Operations Guidelines - Vol. _______ or local regulatory requirements, if more stringent. This will usually be by construction inside an impervious bunded area but for horizontal tanks may be by double skin construction. 3.5.1 General Airports usually receive product via dedicated transportation systems and fuel is received direct into “day” or “service” tanks. However, some airport plants where fuel is received from non-dedicated systems have "break-out" tanks where the product is settled and recertified before transfer to the “service” tanks. Refer to the following Manuals and sections for minimum aviation storage tank design requirements, aviation fuel settling criteria, and fuel re-certification procedures upon receipts: ∗ Storage Tanks: Aviation Equipment & Design Standards Manual; Section II, Part P ∗ Settling Criteria: Aviation Operations Standards Manual; Section ______ ∗ Re-certification Procedures: Aviation Operations Standards Manual; Section ______ 3.5.2 Storage Tanks Aviation fuels are to be stored in fixed roof vertical or horizontal tanks. To enable removal of water and solid contaminants, vertical tanks shall have cone down bottoms with centre sump and water drain lines. Horizontal tanks shall be sloped to a sump at the low end of the tank. For full design requirements see Section II, Part P. An airport plant will typically have storage capacity equivalent to three days peak throughput. A minimum of three tanks is required to enable rotational use - filling, settling, in service. Four tanks are preferred to enable the cycle to be maintained when a tank is out of service for cleaning or maintenance. However, each case should be individually assessed and the number and size of storage tanks needed will depend on: ∗ Volume Throughput based on peak period requirements. ∗ Frequency, dependency, and size of product batch receipts, i.e. vessel and pipeline batch schedules, rail and truck dispatches, weather disruption of imports, etc... ∗ Alternative sources of supply for emergency stock coverage - aviation grades are the ones most likely to be quarantined or off-loading delayed because of fuel quality problems. ∗ Settling time, testing (including allowance for transporting samples to remotely located laboratories), and routine tank cleaning requirements. ∗ Nature of service use (multiple small tanks are unsuitable for hydrant supply). ∗ Local Regulations (traffic movements, tank sizes, strategic storage, etc.). Storage will normally be in vertical tanks. Horizontal tanks will only be considered in cases where there is low throughput and product is delivered by tank truck or where local regulations may restrict the use of vertical tanks. Horizontal tanks may also be used for special purposes such as for storage of defuelled product or as flushing/settling tanks. In certain circumstances, such as storage of Avgas for cabinet delivery at the edge of aircraft movement aprons, horizontal tanks may be buried below ground level but particular attention Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-05 Topic 05 AIRPORT PLANT STORAGE TANK DESIGN REQUIREMENTS must be paid to environmental protection, and double skin tanks with leak detection are recommended. If underground storage is being considered guidance should be sought from ExxonMobil Aviation. 3.5.3 Tank Venting Fixed roof vertical tanks in aviation gasoline and aviation wide cut turbo fuel (e.g. Jet B, JP4, Def.Stan. 91-81/1 (Avtag)) service shall have internal floating pans and respirators. Horizontal tanks in aviation gasoline service shall have pressure - vacuum vents. In temperate climates, fixed roof vertical tanks and horizontal tanks in kerosene base turbine fuel (e.g. Jet-A, Jet-A1, JP8, JP5, Def.Stan. 91-91/3 (Avtur)) service should have open vents. In hotter countries, if the mean ambient summer temperature is within 8oC of the fuel flash point then handling shall be as for low flash products, i.e. venting should be as for Jet B. Open floating roof tanks are not to be used in aviation fuel service. 3.5.4 Tank Lining Airport storage “service” tanks shall be fully coated with an approved epoxy based lining see Section II, Part D of this manual for details. The minimum requirement for “break-out” tanks is that they shall have the bottom and first strake of shell plates epoxy coated, but full coating is preferred. 3.5.5 Floating Suctions Floating suctions draw fuel at the liquid surface where the fuel is most free of water and sediment, thereby minimising downstream water and sediment contamination and permitting a shorter fuel settling time and reduced filter maintenance. Floating suctions are mandatory in airport “service” storage tanks. They are also required on new airport “break-out” tanks and are strongly recommended for installation in existing tanks. In the absence of floating suctions in “break-out” tanks, a raised suction or a swing arm to draw product from at least 100 cm above the tank bottom shall be provided. Floating suctions must be provided with position indicators or stainless steel check cables, which are electrically bonded to the tank shell. 3.5.6 Tank Valves Inlet and outlet valves and flanges shall be of steel construction meeting requirements in Section A3.3.7 above, including double block and bleed (twin seal) valves or approved alternative configurations. Non-return valves are to be installed at inlets/outlets as appropriate to prevent contamination or overfill by reverse flow through lines. See Section II, Part P.02 for full details. Thermal pressure relief must be provided for locked in line content where the line length exceeds 30 metres. On outlet lines this may be provided by a 1 inch thermal relief by-pass safety valve across the tank outlet valve set 1 bar. higher than normal line operating pressure. Thermal relief valves on inlet lines must not relieve direct to storage tanks to avoid possible contamination of tested product with untested line content. 3.5.7 Drain and Sample Connections and Product Recovery Systems A drain line shall be installed from the centre sump of vertical tanks and a separate stainless steel sampling line shall also be provided. For horizontal above ground tanks a drain valve shall be fitted to the lowest point of the sump, and for underground tanks a thief pump must be installed to draw from the lowest point in the tank. See Section II, Part P of this manual for details. Drain and sample line connections on all tanks should be connected to a product recovery system as described in Section I/A3.3.8. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AEDSM I/A3-05 AVIATION EQUIPMENT AND FACILITIES Subject A3 Topic 05 AIRPORT PLANT STORAGE TANK DESIGN REQUIREMENTS In marine or pipeline fed airports which have a record of significant water content in fuel receipts then a large capacity product recovery tank is recommended into which cloudy tank bottoms can be drained for settling and draining. This is in addition to a separate 3” or 4” water draw off line that will allow free water bottoms to be discharged directly to the terminal sewer system and interceptor. The tank is typically horizontal, and sloped to a low end sump with water drain. The size is very much determined by experience of settling times and the quantity of contaminant received. For guidance, the depth and contained volume in the cone down bottom section of storage tanks with a minimum 1:30 slope is shown in the following table. Tank Dia. (M.) Cone Depth (M.) (1:30 Slope) Contained Volume (Cu.M.) 10 0.17 6 15 0.25 44 20 0.33 105 Note: Volumes are approximate – no allowance for tank bottom fittings. Table I/A3.5.7 See Diagram I/A3.5.7below for a typical recovery tank installation layout. Diagram I/A3.5.7 S/T S/T S/T TANKSIDE SUMP SAMPLING POINTS SEPARATE 2" (500mm) STAINLESS STEEL CONNECTING LINES MANIFOLD ADJACENT TO SAMPLING VESSEL SPRING LOADED BALL VALVE N.R.V.'s GLASS JAR SAMPLING VESSEL LARGE CAPACITY RECOVERY TANK BYPASS VALVE RETURN TO STORAGE N.R.V. PUMP WATER DRAIN WATER DRAIN FEATURES OF TANK FARM CLOSED GLASS JAR SAMPLING SYSTEM Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-05 Topic 05 AIRPORT PLANT STORAGE TANK DESIGN REQUIREMENTS 3.5.8 Tank Ancillary Fittings Minimum tank gauging and level alarm/shut-down system requirements will be determined by the service use of the tanks, e.g. pipeline receipt, hydrant supply. For details refer to Section II, Part P.02. 3.5.9 Identification All tanks and tank fittings must be given identification marking in accordance with details shown in Section II, Part P.02 and N of this manual. Marking also includes details of drain line flushing quantities and tank inspection/cleaning information etc.. Avgas tanks and any tanks that have previously contained leaded product must display an appropriate warning of leaded product adjacent to all manholes. 3.5.10 Fire Protection Fire protection provisions and the proximity of storage tanks to each other and to other critical components and facilities shall be in accordance with the minimum distance requirements in the Marketing Operations Fire Protection Guidelines. “Wet line” bottom foam injection systems should not be installed on aviation tanks to eliminate risk of water leaking into the tank during normal service. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT DELIVERY FACILITIES DESIGN REQUIREMENTS 3.6 Minimum Design Requirements for Product Delivery Facilities Delivery facilities general design shall be in accordance with Marketing Operations Guidelines Vol. _______ and also generally meet the requirements of Section A3.3 above. This section defines additional requirements that relate specifically to Airport Product Delivery facilities. 3.6.1 General Product delivery facilities extend from storage tank outlets to the refueller loading position, the hydrant pit valves, or fuelling cabinet aircraft coupler. 3.6.2 Minimum Requirements Common to Refueller, Hydrant (Upstream of Hydrant Pumps), & Cabinet Facilities 3.6.2.1 Materials of Construction, Piping, Valves, & Pressure Ratings Design requirements and specifications for materials, piping, valves and pressure ratings are as under Sections I/A3.3.2 - 3.3.7 3.6.2.3 Dedicated Facilities All lines must be dedicated. There shall be no interconnecting lines between pipelines which handle different products or grades of products, nor between same grades of certified and uncertified products. Single valve segregation of dedicated lines is not acceptable. Double Block and Bleed valves are preferred, but gate valves with spectacle blind flanges and double gate valves with open drain between are acceptable. 3.6.2.4 Valves Valves should be installed in accordance with Section I/A3.3.7 and additionally as follows: ∗ On each line at manifolds. (Same grade manifolds may be needed when supply source lines differ in numbers to delivery lines - e.g. single line from tank farm feeding multiple loading stands). ∗ At intervals not to exceed 1000 feet (300 m) and at critical points in pipelines for equipment maintenance and to isolate the pipeline in the event of leakage. 3.6.2.5 Filtration See Section I/A3.3.11 for filtration equipment applications and installation criteria. • Aviation turbine fuel handling systems shall have API/IP 1581 Type S approved filter/separators of the appropriate fuel Category class installed downstream of storage tanks and as close as possible to delivering facilities subject to relaxation time requirements - see Section I/A3.3.11.5. For fuel supply to a fixed cabinet which dispenses direct into-plane then a filter monitor qualified against the API/IP Specification for Fuel Filter Monitors with Absorbent Type Elements must be installed. This may be in addition to, or in place of, or as the third stage of, an API/IP filter water separator. • As a minimum, existing Aviation gasoline fuel handling systems must have micro-filters installed downstream of storage tanks and as close as possible to delivering facilities. However, as already mentioned, the demand for Aviation gasoline is decreasing rapidly while that of aviation turbine fuel is increasing. Therefore, new Aviation gasoline facilities should be built as if for aviation turbine fuel to facilitate conversion at a later date but it is acceptable for the filter vessel to be configured with micronic elements whilst in Avgas service. 3.6.2.6 Drain and Sample Connections and Product Recovery Systems Drain and sample connections and product recovery systems shall be installed as described in Section I/A3.3.8. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT DELIVERY FACILITIES DESIGN REQUIREMENTS 3.6.3 Minimum Requirements for Airport Depot Refueller Loading The following gives general requirements for loading of refuellers in the depot or at a remote loading stand. More detailed information on refueller loading systems is contained in Section II/K of this manual. 3.6.3.1 Loading Rack • All refuellers shall be bottom loaded. • General design and layout of bottom loading racks shall be as Loading Rack Design Guidelines. • If more than one product grade is handled at the airport, then each must be handled at a dedicated loading rack. It is not permitted for an aviation grade to be delivered at an airport rack alongside any other grade (e.g. Jet A1 alongside Avgas). • If more than one product grade is handled at the airport then bottom loading connections must incorporate product selectivity protection as specified in API Bulletin 1004 or alternatively different model fittings used (e.g. industrial and aviation). Overfill protection must be provided as described at 3.6.3.2 below. • Only hoses that are included in the ExxonMobil Aviation Approved Aviation Hose list shall be used. • Clear grade identification on rack loading positions must be provided. 3.6.3.2 Grounding, Bonding and High Level Shut-off The refueller must be electrically bonded to the loading rack throughout the loading operation. As a minimum requirement, a reel mounted cable fixed to the rack must be provided. Refuellers must be fitted with a high level shut-off system. This may be by means of a high level sensor mounted in the tank and connected to the rack through bonding connections which are interlocked with the pump starter or an automatic valve on the loading rack. Scully or similar automatic, self monitoring/diagnostic systems are preferred. Alternatively high level shut-off may be provided by a hydraulically operated valve controlled by a “Jet-able” system with a pre-check mechanism. Refer to Section II/J1 for details. 3.6.3.3 Product Measurement Custody transfer is by refueller meter on delivery to the aircraft. It does not occur at the refueller loading rack and installation of meters at the rack is for pre-set primary control of loading. Both mechanical and electronic meter heads are acceptable. If pre-set meters are not installed then an alternative form of secondary overfill protection (e.g. deadman control) must be provided in addition to the high level shut-off referred to in I/A-3.6.3.1 above. If meters are installed then they must be periodically tested and it is recommended that standards defined in the Marketing Product Control Manual be used for guidance. Meters should be located downstream of micro-filters or filter-separators otherwise they must be protected by at least a 40 mesh strainer immediately upstream of them. A flow control valve should be fitted upstream of the meter if the capacity of product pump(s) and system layout make it potentially possible to overspeed the meter by 10% (or the manufacturer’s recommended limit). Flow control may similarly be required for the associated filter and one valve can satisfy both purposes. Air elimination should be provided ahead of meters and ones fitted on micro-filters and filter/separators installed upstream of the meter are acceptable. See Section II/L for further information on meters. 3.6.3.4 Top Loading Top loading is not allowed for aviation refuelling equipment. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT 3.6.3.5 DELIVERY FACILITIES DESIGN REQUIREMENTS After Loading Sampling Provisions • A product recovery tank must be provided for safe disposal of samples drawn from refuellers after loading. • Adequate lighting must be provided to enable proper examination of samples. • Provision of a 20 litres glass jar closed sampling system is recommended. 3.6.4 Minimum Requirements for Hydrant Systems Detail design requirements for hydrant system components are given in Section II/I and design procedures for hydrant systems are given in Section III/A.1 of this manual. General minimum design requirements are summarised in this section. 3.6.4.1 General Hydrant system facilities extend from hydrant pumps through an underground pipeline network to delivery valves conveniently positioned at aircraft parking stands from which into-plane delivery equipment can dispense fuel. The system must be designed to ensure that minimum flow and pressure requirements for into-plane fuelling are satisfied at each aircraft stand under all demand conditions defined in the design basis memorandum. The design will preferably be a ring main system with “loops” feeding distinct apron areas. Strategically located valves in the line will enable selective isolation of sections of the hydrant for maintenance and also for routine leak detection testing which is a requirement for all new hydrant systems. The ring main design will also allow circulation of fuel through the system and back to storage for flushing purposes on commissioning or if a fuel quality problem arises. On smaller airports a simpler single line design may be adopted for purely economic reasons, however if this design is to be adopted then provision needs to be included at the extreme end of the system for flushing into tank trucks at high flow. Line sizing and siting of pit valves on the apron requires study of the size/type of aircraft to be serviced and peak traffic/volume demand patterns. Consideration has to be given in the design to optimise line sizes against conflicting requirements minimum investment costs (small diameter), flow velocities to minimise surge pressures (i.e. low velocity/large diameter) yet minimise settling of dirt/water in the line (i.e. high velocity/small diameter), and to cater for future volume growth/expansion of the system (large diameter). See Section III/A.1 of this manual for further information. To maintain optimum fuel quality, lines must be internally coated and each section of line must be graded to high points, to enable the removal of air, and low points, to retain and enable removal of any accumulated dirt/water from the system. In addition to involving specific design requirements for the fuel distribution network, installation of a hydrant system also impacts on design of upstream storage and pumping systems. Multiple pumps with pressure/demand sequencing control are required. Tanks sizes will need to be adequate for operation without frequent changes and should have low level warning/shut-down systems. An essential part of the design is provision of emergency shutdown capability that is readily accessible from every aircraft fuelling position. 3.6.4.2 Materials of Construction, Piping, Valves, & Pressure Ratings Design requirements and specifications for materials, piping upstream of hydrant filterseparators, valves and pressure ratings are as under Sections I/A3.3.2 - 3.3.7. Particular attention should be paid to likely surge pressures arising from simultaneous shut-down of aircraft fuelling operations. See Section III, Part ??? of this manual. All line valves which are critical to sectionalising for leak detection purposes must be of double block and bleed (twin seal) design. See Section I/A3.6.4.5 below. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT DELIVERY FACILITIES DESIGN REQUIREMENTS So far as is possible, all joints shall be welded and all buried joints must be subject to 100% radiographic inspection. 3.6.4.3 Hydrant Line Piping All pipelines downstream of the hydrant filter-separators shall be of carbon steel meeting ASTM standards or equal and must be internally lined with an approved factory applied epoxy based coating which will not be affected by fuel or trace water and which will not adversely affect fuel quality. See Section II/D of this manual for coating details. Pipe lengths should be capped for transportation to prevent damage to the internal lining. Smaller diameter pipes must not be packed inside larger diameter pipe sections for shipment. It is extremely important that during construction every precaution is taken to ensure that the pipes are kept internally clean and dry. Underground pipes must be externally protected against corrosion. This is preferably achieved by factory applied epoxy resin coating or polyethylene coating. Field coating of welded joints can be made using a bituminous coating applied hot with a reinforcing rot proof wrapping or a bituminous primer paint and self-adhesive plastic wrapping. 3.6.4.4 Hydrant Line Configuration The hydrant line must be laid with a minimum gradient on all sections upstream of low points of not less than 25 mm per 15 m (1 in./50 ft.) and downstream of low points of 25 mm per 10 m. (1 in./33 ft.), with a continuous slope to a low point drain. Line support shall be such as to minimise likelihood of line sagging creating unplanned low points in the line and this may be achieved by laying on a compacted trench bed topped with a 1:10 cement/sand mix. All low points in the line shall be fitted with a sump for accumulation of dirt/water. A 1” drain valve (if located in a valve chamber) or thief pipe shall be fitted to each sump to enable routine flushing/sampling. High points in the line shall be fitted with a 1” valved vent. High and low points should so far as is possible be located away from aircraft movement areas and roadways and be easily accessible. Consideration should be given to access provisions for use of internal pipeline inspection tools (intelligent pigs, CCTV, etc.) and guide rods should be welded across pipe spur openings which might create problems for passage of an inspection tool. The line shall be sectionalised to enable pressure testing and leak detection (see Sections I/A3.6.4.2 and Section I/A3.6.4.6 ). A flanged branch should be provided in each section to facilitate pressurisation for testing or for line draining. Valves in below ground sections of the line shall be located in valve chambers that must be designed to prevent the ingress of water and provided with a low point sump from which any water may be pumped. Valve chamber covers must be easily removable yet capable of withstanding any likely imposed loads. So far as is possible the chambers should be located away from aircraft movement areas and roadways. It is advantageous if high or low point sampling can be located at the valve chamber. 3.6.4.5 Pipeline Protection Underground lines must be protected by cathodic protection as recommended by qualified corrosion engineers. Lines should be buried at least 0.6 m (24 ins.) below ground level and special consideration must be given to sections which pass under aircraft movement areas and runways. After installation, extreme care must be taken to ensure that only soft sand or similar is used for contact with the line and the immediate back fill must be free of stones, wood, metal or other items which might cause damage to the outer wrapping - these have been the cause of several instances of hydrant line leaks. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 4 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT DELIVERY FACILITIES DESIGN REQUIREMENTS 3.6.4.6 Leak Detection A leak detection system must be installed on all new hydrant systems. The IP Guideline for Leak Detection in Aviation Fuel Systems indicates a capability of currently available pressure measurement analysis leak detection systems to be sensitive to a level 0.04 litres/hour/cubic metre at a reference pressure of 7 bar.. Based on a typical section volume of 200 cubic metres for new hydrant installations, this equates to a leak detection capability of 8 litres/hour. In the absence of a more stringent locally mandated requirement then this standard should be adopted for all new hydrants. New technology may be considered and the maximum section volume may be varied appropriately provided the overall leak detection standard of 8 litres/hour is maintained. A method of routinely checking the integrity of existing hydrant systems must be established and for systems which are considered critical then retrofitting of a purpose designed leak detection system should be considered. With an existing system where line sections may exceed 200 cu.m. capacity, it may not be physically possible or economically justifiable to create sufficient valve chambers and install the double block and bleed valves needed to create line sections limited to this size. In these cases a study should be conducted to determine the optimum configuration to most closely achieve the desired standard. 3.6.4.7 Pump/Filtration System and Hydrant Inlet Manifold A multiple pump configuration, with pumps operating in parallel under the automatic control of a flow/pressure step sequencing control system should be installed. One small pump is required to maintain the line at design pressure during quiet periods (the “jockey” pump), and other pumps may be of a single size or a combination of sizes to give optimum performance relative to the anticipated demands from the system. Selective rotation of sequencing must be provided so that pump operating hours may be balanced. Pumps shall be of the straight centrifugal, self-priming centrifugal, or multi-stage type. Downstream of each pump a matched capacity filter-separator must be installed (see Section I/A2-2.3.11.4 and 2.6.2.5). Sampling provisions must be made for each filter-separator and a manifolded glass jar sampling system to serve all vessels, as described at Section I/A3.3.8, is recommended. Downstream of the filter-separator a non-return (check) valve must be installed to protect the filter-separator from reverse surge pressures from the hydrant line manifold. Gate valves must be positioned upstream and downstream of each pump/filter set for isolation purposes during maintenance and a 40 mesh strainer must be installed upstream of each pump (see Section I/A3.3.11.1). Flow measurement is required for operational monitoring purposes, custody transfer is as measured by fuelling equipment meters delivering into-plane. A turbine meter provides the most compact, convenient, form for pipeline flow monitoring. Additional turbine meters may be installed in the outlet line from each pump set to monitor individual pump and filter throughput, but a cheaper alternative is to simply monitor pump operating hours. Pump sequencing control is usually by orifice and line pressure tappings, but may alternatively be as measured by pitot tube. See Section II/ I3 for further information. An emergency shut-down double block and bleed valve must be installed at the outlet from the airport depot. Use of any emergency button located on the apron, at the airport control room or other location as required by airport regulations must simultaneously close this valve and stop all hydrant pumps. See Section I/A3.6.4.9 Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 5 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT DELIVERY FACILITIES DESIGN REQUIREMENTS 3.6.4.8 Hydrant Pit Configuration Configuration of the complete pit assembly should satisfy API Standard 1584. Reference should also be made to the IP’s Recommended Arrangements for Aviation Hydrant Pit Systems Part I: New Facilities and Part II: Replacement of Obsolete Valves in Small Pit Boxes. Only environment friendly hydrant pit boxes which meet the minimum requirements defined in Section II, Part I-1.0 of this manual should be used for new installations. The hydrant pit valve must meet the requirements of API Standard 1584 but may be one of three types (see Section II, Part I-2.0 of this manual for full details): a) “quick release” on/off valve, with lever operated opening and lanyard operation of closure. b) “Deadman” control of both opening and closing. c) As b) but also including pressure regulation. The choice of pit valve impacts on the into-plane fuelling equipment design and the selection for airports with existing hydrant systems will usually be determined by the configuration of into-plane fuelling equipment already in service. For new airports it is recommended that configuration b) be adopted. This design enhances operational safety by providing immediate fuel isolation in the pit in the event of damage to the intake coupler. The selection of option c), whilst technically fully acceptable, is not recommended because of the need to carry out pressure control tests on every individual hydrant pit valve as opposed to testing a smaller number of valves if this functionality is built into the fuelling equipment. Note also that if options b) or c) are adopted there is no requirement for use of lanyard. 3.6.4.9 Emergency Shut-down In case of a major incident it must be possible for the hydrant system to be shut down (see Section I/A3.6.4.7 above) from any operating position on the airport and it must be available for use by any person in the vicinity of the incident. This is to be achieved by the installation of emergency stop buttons adjacent to each aircraft stand. These are usually located on lighting columns or building structures at the edge of the apron area but may be on purpose designed posts. The switches must be prominently marked by signs located above the switches and must be easily readable from a distance. It is acceptable for one switch to be strategically positioned to serve more than one stand subject to it being within direct sight and easy reach of the stand. The positioning of switches on the opposite side of an aircraft taxiway or busy roadway is not acceptable. Radio operated and cab mounted systems are not an acceptable alternative It must not be possible to re-activate an emergency switch without supervisory involvement. A key re-set or “break-glass” type of button is recommended. Additional switches must also be located adjacent to the hydrant pumps and also in the fuelling control room. Some airport authorities may also require a switch to be located in the apron control tower. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 6 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT DELIVERY FACILITIES DESIGN REQUIREMENTS 3.6.4.10 Pipeline Testing Integrity testing of the pipelines should be performed before coating and wrapping of pipe welds and any backfilling of trenches is done. This may be phased by carrying out tests on individual line sections. Fitting of hydrant pit valves and other sensitive ancillary equipment should not be done until all testing has been completed. Testing should be done in two phases. Initially, the line should be pressurised using clean dry compressed air to a pressure of 1 bar. and a “soap” test made on every joint on the line. Following the air pressure test, the system should be filled with fuel. This should be done slowly and all high point vents and pit risers should be vented until all air is expelled. The lines must then be pressurised to 150% of the maximum system operating pressure and held for a minimum of 24 hours, or to standards required by local regulations if more stringent. Note that because of the serious problems that can be caused by water contamination of aviation fuels it’s use should be avoided for line testing. Should exceptional circumstances exist where use of fuel may not be allowed for initial pressure testing, then water may be used, but only subject to strict observance of the following conditions. The water must be treated, e.g. potable water, and not contain any harmful materials that could adversely affect fuel quality. Sea water or water drawn direct from natural water sources must not be used. Procedures must be developed to ensure complete removal of water and drying of the system, and this must be done as soon as possible after the test. 3.6.4.11 System Commissioning Following pressure testing the fuel should be left to soak for a period of not less than one week and then samples must be drawn for Basic (Re-certification) testing plus Thermal Stability. If off-grade, the fuel in the system must be replaced and the process repeated. Any off-grade product must be downgraded to non-aviation use. With product on-specification, the system should then be flushed at the highest possible flow rate. With a ring main system this can be done directly back to storage for settling, re-testing, and re-circulation. With a simple line system it will require the use of tank trucks for return to the depot. This process is to be continued until low point samples are to an acceptable standard. Pit risers have then to be flushed until samples from each are also to a satisfactory standard of cleanliness. On completion of the flushing process, gravimetric millipore tests are to be made on a representative number of pit positions to validate that fuel quality is suitable for intoplane use. Storage tanks that have been used in the commissioning procedure can accumulate significant quantities of dirt and should be opened for inspection to determine whether tank cleaning is required. Filter vessels should also be opened for inspection and, if necessary, elements changed before final operational start-up. 3.6.5 Minimum Requirements for Fuelling Cabinets This section summarises general design requirements for fixed cabinet fuelling units. Design detail requirements for components are given in Section II of this manual. 3.6.5.1 General Cabinets are an assembly of fuelling components, mounted on a fixed base which is normally located on a concrete slab adjacent to the aircraft apron area. They are generally used for fuelling smaller aircraft at relatively low flow rates and may be used for either Jet fuel or Avgas. The cabinet may be fed with fuel from separately sited storage, adjacent underground storage, or alternatively modular storage can be incorporated in the same assembly. In the case of a cabinet fed from separate storage, the tank, pump, and filtration unit will be generally as described in Sections I/A3.2 to A3.6. The cabinet will be a low Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 7 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT DELIVERY FACILITIES DESIGN REQUIREMENTS profile rectangular metal housing with hinged doors to access operating equipment and for maintenance. It will house a filter-monitor, meter, electric or manual rewind hose reel and hose with either under-wing or over-wing fuelling nozzle, and a bonding reel. If used for underwing fuelling it will also incorporate a deadman valve and, subject to flow rate and operating pressure, may also include in-line pressure control. Pump stop/start push buttons will also be mounted at the cabinet. If fed from adjacent underground storage, the cabinet may also incorporate a pump and filter-separator that will be used for both product receipt and delivery. If modular storage is incorporated in the design, then the assembly usually will be built within a metal frame constructed to ISO container standards for ease of transportation and re-location. The tank will be either of double skin construction or, if single skin, a sheet metal body fitted to the container frame will act as a spill containment bund. The fuelling cabinet will be mounted at one end of the container. It will contain all the items mentioned above plus a pump and a filter water separator that may be used for both receipt and delivery of product. 3.6.5.2 Cabinet Design and Construction For cabinets without integral storage, the recommended maximum height, including base, is 122 cm (48 ins.). For cabinets with integral storage the overall dimensions shall not exceed ISO container standards. Cabinets shall be of all welded steel construction with structural steel frame and provided with lifting lugs. Body and roof panels shall be at least 14 gauge and adequately braced. Floor panels shall be appropriate for the imposed loads, shall be leakproof and sloped to a spill catchment trough sited at one end of the cabinet clear of any pipework or fittings. Hinged, lockable, doors shall be provided as appropriate to enable easy access to components for both normal operation and maintenance, including draining/cleaning of the spill catchment trough. All components shall be securely mounted in the cabinet and the layout must pay due regard to ease of operations and simplicity of maintenance. All meters and gauges must be readily visible from the normal operating position outside of the cabinet. Adequate lighting should be provided to enable safe use during the hours of darkness. All electrical equipment and installation must meet NFPA or local regulatory requirements, whichever are the more stringent. Illustration 3.6.5.2a - Cabinet with remote storage (Note horizontal tank in background). For integral tank units, the structural steel frame must be adequate to support a full tank and the assembly must meet the minimum tank slope requirements set out in Section II, Part ????. If the tank is not of double skin design then it shall be contained within a leakproof housing of sheet steel sides and bottom. The tank housing should be open topped to minimise accumulation of vapours and provision Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 8 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT DELIVERY FACILITIES DESIGN REQUIREMENTS must be made for safe access to the tank top for gauging, sampling etc.. Tank sample points and any other fittings must be accessible from the outside of the housing, and it must have a valved rainwater drain point. Illustration 3.6.5.2b – Cabinet with integral storage (Double skin tank construction) 3.6.5.3 Materials of Construction, Piping, Valves, & Pressure Ratings Design requirements and specifications for materials, piping, filter-separators, valves and pressure ratings are as under Sections I/A3.3.2 - 3.3.7. 3.6.5.4 Storage Tank and Fittings The storage tank and fittings must comply with the general design requirements specified in Section I/A3.5. 3.6.5.5 Pump System The choice of pump will be dependent upon whether storage is above or below ground. A self-priming centrifugal pump should be used in conjunction with above ground storage. If a positive displacement pump is used for underground storage then a pressure relief system must be included in the design. A non-return valve should be included in the suction line riser from underground tanks to prevent gravity draining of the line. Provision should be made in the system for air evacuation by either a bleed valve or an air eliminator. Stop/start buttons should be conveniently located at the front of the cabinet. 3.6.5.6 Filtration For final into-plane delivery a filter-monitor with ExxonMobil Aviation approved elements meeting the API/IP Specification for Filter Monitors with Water Absorbent Elements must be installed. Additionally, if the cabinet houses a pump which is also to be used for receipt and delivery of product then an ExxonMobil Aviation approved API/IP 1581 filter/separator must also be installed. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 9 Section I AVIATION EQUIPMENT AND FACILITIES Subject A3 AEDSM I/A3-06 Topic 06 AIRPORT PLANT DELIVERY FACILITIES DESIGN REQUIREMENTS 3.6.5.7 Product Measurement A positive displacement meter capable of satisfying the standards laid down in the Marketing Product Control Manual must be installed. It must have a re-setable counter with a non re-setable totaliser. 3.6.5.8 Pressure Control For cabinets, which are designed for underwing fuelling, pressure control must be provided to limit into-plane flow pressure to a maximum of 3.5 bars. (50 psig) and surge pressure to 8 bars. (120 psig). If the system pressure is higher than 5 bars. (70 psig) and/or the flow rate is higher than 660 l/min. (175 USGPM) then dual stage pressure control must be provided. (See Section II/ C1). Primary, or single stage, control must be provided by the installation of an ExxonMobil Aviation approved Hose End Pressure Control Valve (HEPCV) on each hose (see Section II/ C2). Secondary control must be provided by installation of an in-line pressure control valve or a pump bypass valve (see Section II/ C1.3.3). 3.6.5.9 Deadman Control For cabinets which are designed for underwing fuelling, an intermittent deadman control system (see Section II/ C4) must be installed. This may be incorporated in the functionality of an in-line pressure control valve, otherwise an additional valve is required. 3.6.5.10 Hoses Only hoses and fittings that are included in the ExxonMobil Aviation Approved Aviation Hose List must be installed. 3.6.5.11 Couplers and Overwing Nozzles Only aircraft under-wing hose-end coupler assemblies that have been approved by ExxonMobil Aviation are to be used. These must include an approved 100 mesh nozzle strainer and quick disconnect swivel assemblies. (See Section II, Part M2.0). If for overwing fuelling, nozzles must be of the correct selectivity size appropriate to the product grade being handled and jet fuel nozzles must be of the fishtail design. Nozzles must include 100 mesh nozzle screens and be fitted with a bonding wire and clip. Hold open ratchets are not allowed. (See Section II, Part M-1.0). Overwing nozzles should carry clear grade identification either on the nozzle or on the hose immediately adjacent to the nozzle. 3.6.5.12 Bonding A reel mounted cable with bonding clip must be mounted in a convenient position on the cabinet. 3.6.5.13 Fire Protection Two 10 kg. type BC chemical dry powder fire extinguishers must be conveniently located on the outside of the cabinet. 3.6.5.14 Identification The cabinet must be painted in accordance with Corporate and Product Grade Identification Guidelines as in Section II, Part N-1.0 of this manual. Issue Draft 6 3/7/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 10 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B Topic 01 MOBILE EQUIPMENT B-1.0 AEDSM I/B-01 ROAD BRIDGING VEHICLES ROAD BRIDGING VEHICLES 1.1 DESCRIPTION For the transportation of aviation fuels by road it is necessary to safeguard against fuel degradation by use of acceptable materials and adopting appropriate design safeguards when constructing road trucks for this type of duty. Trucks should generally comply with the requirements of the Marketing Operations Truck Design Guide manual, this section of the A.E.D.S.M. covers specific requirements that are applicable to trucks handling aviation fuels. 1.2 DESIGN CONSIDERATIONS Trucks handling aviation fuels must be dedicated to one grade of fuel only, mixed loads are not permitted. In order to optimise transportation costs the truck size should be the maximum allowed under local legislation and, unless otherwise mandated by regulations, trucks for turbo-fuel service should be of single compartment design. If of multiple compartment design then compartment faucets may be manifolded to allow single or twin hose discharge in order to minimise offloading time. It is preferable that trucks be designed for bottom loading – see Section I/A2.5.3.1. 1.3 MINIMUM DESIGN REQUIREMENTS 1.3.1 Materials of Construction: Tanks shall preferably be from anodised aluminium or stainless steel with a smooth surface finish. Alternatively they may be of high tensile carbon steel which has had the mill scale removed and is internally lined with an epoxy coating that has been ExxonMobil Aviation approved for service with aviation fuel. All other metal parts in contact with the fuel shall contain no more than 5% zinc or cadmium. All non-metal gaskets, O-rings, or other seals in contact with the fuel are to be of materials suitable for use in aviation fuels. 1.3.2 Tank Configuration: Tanks shall be of Single Compartment Design fitted with intermediate baffles to strengthen the tank and to reduce product surges when in motion. The baffles shall be cut away at top and bottom to allow unimpeded product draining and vapour movement and, where required, shall have access holes in baffles that shall be staggered relative to holes in adjacent baffles. The tank shall be completely self draining, with no part of the tank to have a slope of less than 2o in longitudinal section, including areas th immediately above 5 . wheel and chassis mounting points/saddles. Tanks mounted on flat bed trailers and supported by multiple transverse saddles are not recommended due to sagging between saddles. This type of sagging negates longitudinal slope and creates dirt/water collection points. It is Illustration I/B1.3.2 preferable that the tank is fitted with a sump, 1" sample/line valves and a 1” sample line/valve that drains from the (2 compartment truck) lowest point must be fitted. 1.3.3 TankTop Fittings Tanks shall be fitted with a minimum of two top manlids positioned to allow optimum visual internal inspection and it must be possible to view all internal fittings, inlets, and the sump without tank entry. Manholes neckrings must be of adequate height to avoid ingress of water and must be fitted with self-latching lockable covers. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-01 Topic 01 MOBILE EQUIPMENT ROAD BRIDGING VEHICLES Pressure/vacuum valves must be fitted. These must be sized to match tank filling/ delivery rates and prevent internal pressure exceeding 5 psig, must prevent spillage in case of rollover and must provide adequate venting capacity in case of fire engulfment. They may be incorporated as part of the manlid design. Where operating temperatures may be below freezing, positive mechanically linked vents should be provided to overcome ice build up that might prevent automatic venting. 1.3.4 Bottom Fittings All compartments must be fitted with internally mounted foot-valves. Multiple compartments may be manifolded to a single or twin outlet faucet. It is preferable that the faucet is of a dry-break design. If designed for bottom loading, and/or if delivering to a location that handles more than one aviation grade then selectivity must be incorporated in the coupling. A brake interlock system should be incorporated so that the vehicle is immobilised whileever loading or discharge hoses are connected. Provision for bottom sampling must be made in the manifold if not incorporated in the tank sump design. 1.3.5 Faucet Protection All faucets must be fitted with tight fitting dust caps and they should also preferably be enclosed by a protective housing to protect from build up of road dirt. 1.3.6 Grade Identification Provision must be made for clear grade identification adjacent to the offloading manifold. 1.3.7 Sealing Provision must be made for sealing of all faucets, manlids, dip hatches, and sample points. Issue Draft 1 9/10/00 Illustration I/B1.3.5/I, I/B1.3.6: The damaged rail also illustrates the importance of having protection. ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B Topic 02 MOBILE EQUIPMENT B-2.0 AEDSM I/B-02 FUELLING EQUIPMENT GENERAL MOBILE FUELLING EQUIPMENT - GENERAL 2.1 DESCRIPTION Mobile fuelling equipment for delivering fuel into aircraft tanks is generally mounted on a motorised vehicle chassis. Fuel supply may be from an underground hydrant system, in which case the vehicle is known as a hydrant servicer, or from a tank mounted on the fuelling equipment chassis, in which case the unit is known as a refueller. In the latter case the vehicle may be of a tractor/semi-trailer configuration. Under certain circumstances a combination (“combi”) fuelling vehicle may be appropriate to meet operational needs. This is a refueller that is specially adapted by fitting of an intake hose and associated fittings to be able to deliver fuel or reload from a hydrant system. It is also possible to have small towable units that can be used to deliver from hydrant systems. These are known as hydrant carts. The fuelling equipment handling system consists of the following major components: • • • • • • • Filtration Equipment Meters Pressure Control System Remote Deadman Control System Driveaway Interlock System Refuelling Hose Reels and Hose/Nozzle Assemblies Refuelling Platform (Optional, depending on aircraft types serviced) Additionally, a refueller will have the following: • • • Aviation Fuel Tank Tank Bottom Loading System Transfer Pump Latest electronic technology has made possible automatic data capture by the use of on truck computer (O.T.C.) systems in conjunction with electronic meter heads and this is being increasingly used, particularly at larger airports, for the capture of delivery information for billing purposes. See Section II/L1 for further information. Latest digital control technology is being extended to several other features of equipment including the control of pressure/flow control valves and the monitoring of filters, with out-of-range deadman shutdown capabilities, and data logging of equipment performance. ExxonMobil Aviation is monitoring these developments and they must be consulted and approval of any proposals granted before commitment to install. This section gives general design requirements common to all types of fuelling equipment and subsequent sections give additional information that is type specific. See Section I/B3 “Refuellers”, and Section I/B4 “Hydrant Servicers”. Reference should also be made to the ECI Vehicle Safety Manual for ExxonMobil vehicle safety design requirements. For more detailed information on chassis, piping and components design requirements see Section II, “Component Specifications and Standards”, Section III, “Design and Test Procedures” and Section IV, “Typical Purchasing Specifications”. Turbine engines today power the majority of passenger and military aircraft and the number of piston engine powered aircraft still flying has been in the decrease now for a number of years. However, a significant number of general aviation and some transport aircraft continue to be powered by piston engines. Therefore, although minimum design requirements for both turbine and Avgas equipment will be covered in this sub-section it is recommended that whenever possible, and economically justified, equipment destined for Avgas service be designed so that a switch to turbine fuel service can be easily made if, and when, required. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL 2.2 DESIGN CONSIDERATIONS Fuelling equipment may be purchased to satisfy one of two needs, a) to service new business or b) to replace old equipment. In either case the purchase must be subject to usual budgetary procedures and will be subject to close economic scrutiny. The overall cost of the vehicle will establish the write off or depreciation rate of investment, critical in any capital investment decision to be made. The adopted design must therefore not only be safe and operationally efficient, but also have low operating and maintenance costs and be competitively priced. These requirements point to a vehicle that has the advantages of latest proven and justifiable technology but which retains simplicity of design and is not over sophisticated. The selection of size and design has to be suitable to meet local operating conditions, however these should be standardised so far as is possible to permit the interchange of vehicles between locations and minimise the need for multiple spares stockholding. Use of currently available designs from manufacturers, subject to satisfying ExxonMobil and local regulatory standards, should be preferred to enable cost-effective purchasing as opposed to development of a unique design specification. The choice of vehicle and component manufacturers must take account of the after sales back up, which will be available locally for both technical support and spares, and also compatibility with existing equipment in the fleet. In designing the equipment it is essential that attention be paid to all aspects of safety, not only with regard to fuelling aspects, but also with regard to personnel. Consideration must be given to ergonomics for ease of operation and equipment design to minimise risk to operators. ECI Micro Airport, a PC based manpower and equipment planning tool, can be used to assist in determining the optimum number/type/size of refuelling vehicles which will be required to service an operation based on given flight schedules and operational parameters. For further details refer to the Micro Airport User’s Manual. Factors that influence refuelling equipment design/selection include the following: 2.2.1 Aircraft Types/Size of Fuel Uplifts Information on aircraft types and operational details are essential to the choice/design of refuelling equipment for an efficient fuelling operation. Typical aircraft fuel load requirements will determine the optimum refueller tank capacity needed to enable supply of the aircraft without, or with minimal, back up from additional vehicles, or may determine the number of aircraft which might be fuelled consecutively from a particular size of refueller without need for re-loading. This will also be needed when determining number and size of hoses for cost-effective design and operation of both refuellers and hydrant servicers. The type of aircraft fuelling system, underwing or overwing, and whether dual underwing connections, will influence design flow rates, meter sizes, number and size of hoses, and the type of hose end delivery fitting required. Underwing systems have fuel pressure limitations which have to be catered for in refuelling equipment design and they also require the safeguard of a deadman control system. See I/B2.4.2.3 below for further information on these features. Location of aircraft fuelling connections, particularly height above ground level if underwing, will determine whether the aircraft would be most efficiently fuelled from an underwing parking position by a vehicle fitted with a platform, either fixed or extendible. Determination of the maximum design height of equipment that operates in this way must allow adequate clearance for settling of the aircraft that occurs during loading. The location of fuelling points relative to cargo and passenger doors also influences the positioning options for refuelling equipment and needs to be taken into consideration when deciding the location of platforms. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL 2.2.2 Airport Layout and Road System The requirement for high capacity refuellers to match wide-bodied aircraft has created a move to longer and wider vehicles, which can present manoeuvrability problems in restricted areas. Close study must be made of apron layouts and access roads between the depot and fuelling positions to ensure that the proposed design can be operated safely and without need for reversing. Care must also be taken to ensure that any height restrictions beneath airbridges or other obstructions are observed. To attain optimum refueller carrying capacity or a more compact hydrant servicer, if apron and access roads are level and well maintained, loadings on axles, springs, and tyres can include an overload allowance for low speed operation on the airport and may exceed regulatory restrictions that would otherwise apply on a public highway. If the fuel depot is not located “airside” and refuellers have to traverse roads that are subject to highway regulatory controls then they must be designed accordingly unless special exemption can be secured. The weight of the vehicle chassis and equipment components and their location on the chassis will determine the service weight distribution necessary to select the axle, spring and tyre ratings. See Section I/B2.3.1 and Section II/B-01 of this manual for further information. 2.2.3 Loading Depot Design All refuellers must be bottom loaded and loading facilities design in the depot will determine the configuration of the refueller loading and overfill protection system. For bottom loading it is essential to have primary and secondary overfill protection. This may be by a combination of preset meter (primary) with a secondary high level shut-off system. The high level system could be jet-able, or float operated control of a foot valve in the vehicle tank, or electronic high level sensor linked through the bonding system to give control on a valve or pump in the depot loading system – for further information see Section II/K-01. It is important that the high level device in the tank can be checked for functionality at the commencement of loading by use of a manual check valve or that an electronic system is of automatic self checking design (Scully or equal). For existing installations where no pre-set meter is installed the loading position must be fitted with a manual deadman control for secondary protection. Primary protection must be provided by a high level shut-off system of fail safe design, i.e. jet able with manual check valve or electronic automatic self-checking design. If jet able is used it is essential that functionality be tested by use of the check valve at the commencement of each fuelling. Note that foot valves actuated by high-level float operation are not acceptable. 2.2.4 Local Regulatory and Contract Requirements Full account must be taken of local regulatory and contract requirements that can impact several features of equipment design such vehicle size, product measurement, hazard identification, pressure control systems, type of filtration, bonding equipment etc., etc.. 2.3 MINIMUM DESIGN REQUIREMENTS FOR FUELLING EQUIPMENT The following minimum design requirements apply to all fuelling equipment, regardless of configuration, tank capacity or flow rate. Refer to Section I/B-03 “Refuellers” and Section I/B04 “Hydrant Servicers” for additional requirements relating specifically to those types of equipment. Refer to Section II for specifications and standards of individual systems and components. 2.3.1 Chassis and Ancillary Equipment: Details of chassis sizing and axle loading requirements are contained in Section II/B-01. The following gives general design requirements for chassis mounted automotive equipment. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL Wherever possible a standard vehicle chassis should be used but modifications may be required to meet the following requirements that are necessary for use as an aircraftrefuelling vehicle. 2.3.1.1 The vehicle should be diesel engined with adequate power to match payload requirements. The engine cooling system must be suitable for continuous stationary operation in the severest climatic conditions that might be expected. For starting in severe sub-zero temperature conditions an engine block heating system should be considered. 2.3.1.2 An engine operating hour's meter is recommended. 2.3.1.3 The back of the cab should be of fire resisting construction. Where the engine extends beyond the back of the cab then a fire resisting screen must be fitted to deflect any spillage from the fuelling system or refueller tank away from the engine. There must be at least 150 mm (6 ins.) clearance between the fuelling equipment or tank and the rear of the cab or fire screen. If necessary, removable panels are to be provided in the fire shield to enable easy access to the rear of the engine and filters. 2.3.1.4 The induction system should be located to minimise possibility of induction of flammable vapours. 2.3.1.5 The exhaust system should be in front of the fire screen and must discharge forward of the front axle on the opposite side to the control panel. Should it not be physically possible for the exhaust system to be totally forward of the fire screen then that part which extends behind the fire screen must be shielded to prevent risk of ignition of any fuel spillage. 2.3.1.6 Spark arrestors are not an EAI requirement but must be fitted if required by local regulations. It is important that if fitted, they must be regularly maintained. 2.3.1.7 The fuel tank supplying the engine must not be located above any hot surfaces to prevent risk of any fuel leakage igniting. 2.3.1.8 External Emergency Stop Switch(es) must be installed to "kill" the engine. One must be located externally on or near the cab and for refuellers over 5000 USG, an additional one located to the rear of the refueller. They must be easily accessible and clearly labelled. 2.3.1.9 The P.T.O. drive must be sized to meet auxiliary equipment requirements. It must interlock with the parking brake and gear selector to prevent engagement while the vehicle is moving and prevent vehicle movement with the P.T.O. engaged. A warning light in the cab must indicate when the P.T.O. is engaged. Automatic increase of idling speed to 800/1000 rpm when the PTO is engaged is recommended. 2.3.1.10 Brakes should be full air operation. A vacuum assisted brake system may be used in units with a gross vehicle weight not greater than 12700 kg. (28000 lbs.) and on smaller chassis (compact) hydrant servicers an air boosted hydraulic system is acceptable. All vehicles shall be fitted with a manually operated parking brake that may have mechanical, air, or spring actuation. Interlock requirements to prevent vehicle movement if equipment is not properly stowed are given in Section 2.3.2.9 below. 2.3.1.11 Compressed air supply for pressure control and deadman systems is to be provided from an air reservoir separate from the brake system. An air system drier is recommended. 2.3.1.12 All Electrical Wiring on the vehicle shall meet the latest issue of the National Fire Protection Association (of America) Bulletin Number 407 (NFPA 407) or other applicable regulatory code. A fuse installed in the positive feed must protect each Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL circuit and fuses must be suitably housed in the vehicle cab. Circuits may be wired independently of the chassis or use the chassis as an earth return if allowed by the applicable regulatory code. Electrical wiring behind the cab must adequately insulated and be in liquid proofed conduit (rigid or flexible) or seamless sheathed cable unless otherwise required by regulatory code. It must be so fixed as to avoid risk of damage or deterioration. Lights and turning signals must comply with local regulatory requirements and reversing lights must be fitted. Hazard warning beacons must be mounted on the vehicle cab and, where applicable, on the refueller tank in accordance with local airport by-laws. All lamp assemblies are to be resistant to petroleum products. A heavy-duty alternator should be fitted. A double pole master switch should be located as close as possible to heavy-duty batteries and must be readily accessible from outside the vehicle. There must also be a secondary means of isolation accessible from the driving position in the cab. If the batteries are mounted behind the cab then they must be housed in a secure, insulated, ventilated box that is protected from fuel spillage. Any radio, communication, or other electronically operated equipment located to the rear of the cab shall be of either flameproof or intrinsically safe design. 2.3.1.13 A front tow hook(s) should be fitted to facilitate speedy removal of a fully loaded defective vehicle from the fuelling position. 2.3.1.14 Fuelling equipment Identification Markings and Lettering shall be in accordance with Section II/ N of this Manual. Other Corporate identification and lettering may be acceptable, but approval must first be obtained from ExxonMobil Aviation Management. 2.3.2 Fuel Handling System: Performance requirement specifications must be established to enable correct fuel handling system design. Where the fuelling equipment is to have more than one delivery or defuel capability, e.g. deck hoses/twin reel hoses/single reel hose/overwing hose, it is necessary to specify the desired performance for each of the options. This is important for correct component selection and line/hose sizing to achieve the most cost-effective and ergonomically acceptable solution (see Section I/B2.3.3.6 below). The specification should also stipulate that specified delivery performance must be attainable across all normal operating conditions, i.e. with filters operating up to normal change-out differential pressure. 2.3.2.1 The life of fuelling equipment is capable of significantly exceeding that of the vehicle chassis therefore, where practicable, the fuelling equipment should be mounted on a sub-frame on the vehicle chassis to enable replacement of the chassis with minimum modification to fuelling components. 2.3.2.2 All piping shall be of seamless aluminium or stainless steel. Piping connections may be welded or flanged. All welded joints shall be butt welded with full penetration welds. Piping, valves and other components shall be supported as necessary and braced to prevent vibration and torsion. The use of victaulic joints is to be avoided wherever possible. 25 mm (1 inch) plugged connections shall be installed at all low points in the system to permit complete drainage. Plastic or synthetic tubing is not to be used in contact with fuel, including sense line use, unless specifically approved for purpose. 2.3.2.3 All product pipework to be sized for a maximum product linear velocity of 5 m/sec (15 ft/sec). Discharge hoses to be sized for a maximum product linear velocity of 7.6 m/sec (25 ft/sec). The design pressure of all product piping and fittings shall be 10.34 bar (150 psig) minimum, and be hydrostatically tested to 15.52 bar (225 psig) Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL minimum. Electrical continuity must be provided between pipework, components, and the vehicle chassis. 2.3.2.4 Provision is to be made for in-situ pressure testing of hoses by the appropriate fitting of isolating valves to be used during testing for the protection of fuelling components. For refuellers the valves must be rated for a minimum hose test pressure of 15 bars (225 psig) and for hydrant servicers 20 bars (300 psig). Purpose designed valves (Fluid Transfer or equal) should be fitted at the hose connection point on hose reels to protect the swivel from hose test pressures. Any pressure relief lines round valves should be valved to enable closure during hose testing. 2.3.2.5 All other metal parts in contact with the fuel shall contain no more than 5% zinc or cadmium. Copper or copper-bearing alloy materials shall not make up more than 10% of the total wetted metallic surface. All metals used in the construction of these parts shall be of the corrosion resistant type, or shall be suitably protected to resist corrosion. The use of dissimilar metals shall be avoided whenever practicable. The use of plastic tubing for fuel sense lines or other fuel filled lines is not allowed for safety reasons. 2.3.2.6 All non-metal gaskets, O-rings, or other seals in contact with the fuel are to be of materials suitable for use in aviation fuels. If nitrile rubber is used, it should be HIGH NITRILE grade. Cork or rubber-impregnated cork gaskets shall not be used. Gaskets, O-rings or other seals, including all synthetic rubber parts shall be readily replaceable with a minimum replacement of attaching parts. 2.3.2.7 On all new equipment a Dual Driveaway Interlock System is to be fitted. This will ensure that the vehicle is braked during fuelling operations with engine running and will immobilise the engine if an attempt is made to drive the vehicle with any interlock switch open. The purpose of the dual design is to protect against inadvertent application of brakes when the vehicle is in motion by accidental opening of any interlock switch. A brake interlock on the power take-off will set brakes when the P.T.O. is engaged. Interlock switches must be fitted that will be activated whenever any aircraft refuelling nozzle is not stowed in its holder, and/or the refuelling platform is at any point above its down and stowed position, and/or the intake hose is not stowed, or if loading hoses are connected. Any of these conditions must cause a warning light or audible alarm located in the cab to be activated. Illustration B2.3.2.7 Example of a cab mounted interlock status panel (NVE) Movement from neutral to a drive gear with any of the interlock switches still in the open position must activate an engine interlock to immobilise the vehicle. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section I AEDSM I/B-02 AVIATION EQUIPMENT AND FACILITIES Sub-section B Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL An over-ride switch with sealing provision is to be located in the cab with separate warning lights or audible alarms to give indication if the systems is over-ridden. See Section II/J-01 for further information. All existing equipment must have either a brake or an engine interlock system to prevent movement of the vehicle when any item of equipment is not correctly stowed or if a loading hose is connected. A warning light or audible alarm must be located in the cab to give indication if these conditions exist and an over-ride switch with sealing provision is to be located in the cab with separate warning lights or audible alarms to give indication if the system is over-ridden. 2.3.2.8 The feed to each reel hose and to the platform hoses shall be fitted with a ball control valve that must be easily accessible to an operator at the control station. A product measurement meter (or meters, appropriate to the refueller design) with rate of flow indication must be installed with the meter counter and flow indicator heads to be readily visible from the control station. Illustration B2.3.2.8 Control panel showing following features: ! Pressure gauges ! Pressure gauge test connections ! Filter PD Gauge ! Meter display ! Intermittent deadman warning lights ! Emergency engine stop ! Servicer fuel system diagram ! Adjacent flow control valves 2.3.2.9 A glass jar sampling vessel for sampling fuel from downstream of the filter and from the filter sump shall be located at eye level adjacent to the control station. It is recommended that the sampling vessel design incorporates provision for use of a chemical water detector, hydrometer and thermometer. On refuellers, subject to satisfactory fuel condition, emptying of the sample jar may be via the pump suction, on hydrant servicers it may be by gravity flow or by manual pump into the slop tank. Illustration B2.3.2.9 4 litre closed sampling jar with integral Hydrokit chemical water detector sampling point and rear illumination for night time use. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 7 Section I AEDSM I/B-02 AVIATION EQUIPMENT AND FACILITIES Sub-section B Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL 2.3.2.10 Provision shall be made for direct sampling through 1” stainless steel drain lines from the filter sump, from the refueller tank sump, and from the lowest points on the system pipework upstream and downstream of the filter. The lines shall terminate with a spring-loaded self-closing ball valve and cam-lock dust cover at the sampling point and a gate or ball valve shall be installed at the off-take point from the sump/low point connection. Illustration B2.3.2.10 Sampling position showing spring loaded self-closing valves and cam-lock dust caps. Note: ! Clear labelling ! Unpainted bonding point ! Chain retention for camlock 2.3.2.11 Meter head and sampling vessel shall be adequately illuminated for night-time use. 2.3.2.12 The operating panel shall be so designed to contain all the instruments, gauges and operating controls necessary to operate and monitor the various systems. All instruments, gauges and operating controls must be clearly labelled, readily visible, and arranged in a logical control sequence. A weather resistant schematic layout diagram of the fuelling equipment shall be located on or adjacent to the control panel. The panel is to be illuminated for night operations so that all gauge indications, switch and operating handle positions and panel board labels are clearly legible. Test connections are to be provided on or adjacent to the panel for periodic testing of all pressure gauges. 2.3.2.13 All operating controls and sampling points must be clearly identified. See Illustration B2.3.2.10.a. 2.3.2.14 Unpainted stainless steel bonding lugs are to be fitted adjacent all fuel sampling points. See Illustration B2.3.2.10.a. 2.3.2.15 Fixed fuelling platforms must be of sufficient area to provide adequate workspace for two persons. Guard rails, with an intermediate rail and kick plate, must be provided and must be collapsible if they would otherwise protrude higher than any other part of the vehicle. It should be possible for the handrails to be put to the raised position before accessing the platform. With guard rails in the stowed position the height of the platform and fittings should not exceed any other part of the vehicle. Deck hoses in the stowed position must not be subject to undue strain or excessive bending or kinking. Guard rails and nozzles shall be included in the vehicle interlock system to prevent movement if hoses and guard rails are not in the fully stowed position. For full design requirements refer to Section II/G1.2. 2.3.2.16 Elevating fuelling platforms working height should be such as to enable easy access to fuelling points of all aircraft types likely to be handled. The following summarises key features, full design requirements are given in Section II/G1.2. Platforms must be of sufficient area to provide adequate workspace for two persons and designed for a minimum load capacity of 320 kgms. (700 lbs.) in addition to the deadload of the platform and components. The deck must be fitted with fixed guard rails and a spring loaded, normally closed, inwards opening, access gate. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 8 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL Deck hoses and feed hoses must not be subject to undue strain or excessive bending or kinking or risk of chafing in any phase of operation and it must be possible for the platform to be lowered with hoses connected without undue stress being placed on aircraft adapters. Articulated booms are an acceptable alternative to hose for fuel supply to the platform. The use of vertical ladders for normal access should be avoided to the maximum extent possible, but an emergency ladder must be provided to enable exit from the platform whilst in the raised position. Movement controls and an emergency engine stop shall be located on the platform deck and these must be provided with a means of protection to prevent accidental operation. For adjustable platforms consideration should be given to a proximity interlock system. Elevating platforms must have a brake mechanism to prevent free fall and be fitted with an emergency manual lowering capability in case of malfunction. The platform must be designed for maximum stability when at full working height and if necessary stabilising jacks must be fitted to the vehicle. Both the platform and nozzles shall be included in the interlock system to prevent vehicle movement if hoses and platform are not in the fully stowed position. 2.3.3 Fuel Handling Components: 2.3.3.1 A Filter Monitor qualified to the IP Standard for Filter Monitors is to be fitted on all new fuelling equipment. Class C Filter/Separators meeting API Standard 1581 continue to be approved for existing equipment; however, conversion of existing filter/separators to monitor configuration should be given consideration. Class C Filter/Separators are permitted for dedicated defuelling vehicles. For further details see Sections II/E-01, II/E-05, and II/E-06. The filter pressure differential gauge must be a direct reading piston gauge type and must be located at eye level either on or adjacent to the control panel. For filter monitors in modified filter-separator vessels that have not been fitted with a pressure rated element mounting manifold the PD gauge must incorporate a switch to activate the deadman shut-off in event of high pressure differential. In addition to having manual sump drain provisions, the filter sump low point should be connected to a glass jar sampler located at the control station. 2.3.3.2 Deadman Control Valve set to close and stop flow after release of the hand held control in approximately 3 - 5 seconds, and to be fully open and reach maximum operating flow rate in not less than 5 seconds after activation of the hand held control. Overshoot must not be greater than 5% of the maximum design flow rate of the refueller. Opening and closing shall be linear and with minimal surge. On new refuellers the deadman operation must be of intermittent design, requiring regular re-activation of the control by the operator. Retrofitting of existing equipment with intermittent deadman control is strongly recommended. The deadman system is to be fitted with an over-ride switch located on or adjacent to the control panel. Provision must be provided for the switch to be sealed in the normally working position. On refuellers equipped for overwing fuelling, when in the overwing fuelling mode the trigger on the fuelling nozzle provides the deadman function and it is permitted to include a deadman system over-ride function in the overwing stowage unit. However, the over-ride must be automatically disabled if any underwing nozzle is removed from its stowage. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 9 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL For further information on deadman control systems see Section II/C-04. 2.3.3.3 For underwing (pressure) fuelling, Pressure Control System(s) are required to limit pressure immediately downstream of the underwing nozzle under flowing and sudden aircraft valve closure (surge) conditions. The maximum allowable pressure under flowing conditions can vary between 2.41 bar (35 psig) and 3.45 bar (50psig) and depends on the requirements of aircraft operators and aircraft type, but is usually 3.45 bar (50 psig). The maximum allowable surge pressure is 8.27 bar (120 psig), regardless of aircraft type. Where the refueller pump discharge pressure, or hydrant pit valve pressure, under no flow conditions is below 4.83 bar (70 psig), and under flowing conditions the flow rate is less than 660 LPM (175 USGPM) per hose, a single pressure control system may be used, unless surge conditions call for a separate surge controller. Where the no flow pressure is above 4.83 bar (70 psig) or product flow is above 660 LPM (175 USGPM) per hose, a secondary pressure control system must be provided. To avoid interference with the primary controller, the secondary pressure control system may be set as high as 0.7 bar (10 psig) above the set pressure of the primary controller. Primary and secondary pressure control systems may be operated by mechanical, air reference, liquid reference or digital systems. However, the ExxonMobil Aviation typical dual system consists of a primary system using a mechanically operated hose end pressure control valve connected to the underwing refuelling nozzle, and a secondary system comprising a pressure control valve with downstream venturi sensors. The secondary control valve usually also provides the deadman control function. See Sections I/B3.5.2.2 and I/B4.4.2.2 for an outline of refueller and hydrant servicer secondary pressure control configurations. For more detailed information on pressure control systems and components see Section II/C of this manual and Section ??? of the Aviation Operations Standards Manual. 2.3.3.4 Hoses must meet API Standard 1529, Grade 2, or BS EN 1361 and be ExxonMobil Aviation approved. Hydrant inlet and all delivery hoses must be Type C. For intermediate hoses between tractor/trailer and for feed to platforms, types C, E, or F may be used with type E or F preferred where there is risk of kinking. Hoses must only be connected using ExxonMobil Aviation approved couplings – see Section II, Part ???. Hose Reels must meet requirements as specified in Section II, Part ???. Large diameter, single lay, (“Catherine Wheel”) type hose reels are preferred to minimise hose stress and twisting. Hose reels should be located to enable ease of hose pull and with nozzle stowage at a convenient height for operator handling. The hose rewind controls should be adjacent to the nozzle stowage. 2.3.3.5 Aircraft Refuelling Nozzles must be ExxonMobil Aviation approved – see Sections II/M-01 and II/M-02. Overwing fuelling nozzles must not have a “latchopen” feature and must be of the correct selective design for the grade of fuel being handled. For Jet fuels this must be of the “fish tail” type to prevent filling to piston engined aircraft. Where servicing of a particular type of aircraft or helicopter is not practical with a “fish tail” nozzle then a spare spout may be carried in a special stowage fitted with a drive-away interlock to ensure return after use. It is permitted for a deadman override switch to be incorporated in the stowage holster for the overwing nozzle but it must be interlocked with underwing hose stowage to prevent overriding if any underwing hose is not stowed. All nozzles must be fitted with a 100 mesh nozzle screen. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 10 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL The nozzle/HEPCV assembly must be attached to the hose by an approved quick disconnect fitting that must incorporate a safety securing feature to prevent risk of accidental disconnect during normal use. 2.3.3.6 Mechanical or Electronic Meters meeting ExxonMobil Aviation requirements and which may be fitted with a Ticket Printer. Meters may be reversible or nonreversible. For defuelling operations on new equipment a dedicated defuel meter must be provided. On existing equipment where a single meter serves for both fuelling and defuelling a reversible meter must be installed. Electronic meters may be connected for automatic data capture by an On Truck Computer system (OTC). For further information see Section II, Part ???. Subject to regulatory controls, one meter may be used for supply to one or two hoses, either deck or reel mounted, subject to the meter rating being commensurate with the maximum likely operating flow rate through two hoses. Where one meter is installed to serve both deck and reel hoses it is necessary to safeguard against feeding both systems simultaneously. This would typically be achieved by interlocking the fuelling control valves. Where there is likelihood of fuel being supplied through a single hose at very low flow rates, such as when servicing small aircraft or fuelling overwing, then a second meter should be installed to separately operate in conjunction with a single reel hose. This is necessary to ensure that measurement accuracy standards are maintained. 2.3.3.7 Additive Injection Equipment, if included as part of the design requirement, must be located downstream of filtration equipment. For further information on additive injection equipment see Section II/A-01. 2.3.3.8 Bonding/Grounding spring rewind reels with cables and bonding clamps having a resistance not exceeding 30 ohms between clamp and vehicle chassis must be fitted. Clamps should preferably be 100 amp. alligator-type solid copper jaw grip type. Cables shall be galvanised or stainless steel or braided copper, 3/16" clear plastic coated. The reels should be fitted with a braking device to prevent damage to the clamp upon completion of the rewind. (Note: Some contracts may require a max. resistance of 10 ohms. If contractually required it should be observed. This may place a limit on the length of steel cable that may be used.) 2.3.3.9 Two Fire Extinguishers, each 6kg. Type B:C classification. (Note that type A is not permitted on refuelling equipment.). Extinguishers shall be mounted in quick release housings in a readily accessible position, one on each side of the vehicle. 2.4 Typical Flow Diagrams The product piping system which is necessary to transfer product from the fuelling equipment to the aircraft may vary from unit to unit to satisfy special local operating conditions or requirements at airports, but the selected design must be based on the minimum standards specified in this Manual. Some examples of special conditions that can influence the design are: (1) off wing refuelling that would require long reel hoses, (2) Weights and Measures Authorities requiring individual meters for each hose, (3) local regulation preventing the use of reversible meters thus requiring a separate defuelling meter. In spite of such variations in designs, standardisation of systems and components is still possible, and every effort should be made to do so. Some important benefits of standardisation are shown below: • • • • Minimises confusion in operator’s mind leading to reduced incidents and near misses. Provides for reduced inventory costs of spare parts Makes it easier to transfer units from airport to airport and between affiliates. Projects a better corporate image. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 11 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL Some typical piping diagrams are shown in Sections I/B-03 for Refuellers and Section I/B-04 for Hydrant Servicers. Details on components shown can be found in Section II of this Manual. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 12 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-02 Topic 02 MOBILE EQUIPMENT FUELLING EQUIPMENT GENERAL 2.5 Testing, Warranty, Manuals The specification must include the requirement for the manufacturer to undertake witnessed performance testing of refuelling equipment and also to give warranties and supply drawings, operations/maintenance/spare parts manuals in accordance with requirements set out in Section III/??? of this manual. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 13 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT B-3.0 REFUELLERS MOBILE EQUIPMENT - REFUELERS 3.1 DESCRIPTION A refueller is a self-propelled vehicle that transports aviation fuels from the airport storage area to the aircraft for delivery into the aircraft tanks. The refueller product handling system consists of the following major components: • • • • • • • • • • Aviation Fuel Tank Tank Bottom Loading System Transfer Pump Filtration Equipment Meters Pressure Control System Remote Deadman Control System Driveaway Interlock System Refuelling Hose Reels and Hose/Nozzle Assemblies Refuelling Platform (Optional, depending on aircraft types serviced) Systems and equipment shall generally comply with the requirements set out in Section I/B2. Particular attention should be paid to the Design Considerations given in Section I/B2 - 1.2. Additional requirements that relate specifically to refuellers are included in this section (B3). Minimum design requirements for both turbine and Avgas refuellers are covered, but as stated in Section B1, it is recommended that whenever possible and economically justified refuellers destined for Avgas service be designed so that a switch to turbine fuel service can be easily made if, and when, required. 3.2 TYPES OF REFUELERS Refuellers are available in rigid and articulated semi-trailer vehicle configurations, each designed to match specific needs. Each type may be designed in “low-silhouette” form to directly access aircraft underwing fuelling positions from self contained platforms, however the introduction of wide-bodied aircraft with higher underwing clearances has reduced the need for this feature. Following are the types of refuellers most widely used by ExxonMobil affiliates. 3.2.1 Rigid-Chassis Refuellers This type of refueller uses the truck chassis members to support the tank and equipment as an integral unit. The vehicle engine drives the transfer pump through a power take-off. The height and length of a standard rigid chassis places limitations on tank capacity and therefore makes this type of unit less suitable than an articulated type for larger uplifts associated with wide bodied aircraft. They are less likely to be equipped with Illustration I/B3.2.1 platforms for positioning underwing and are generally designed for “off Rigid-Chassis Refueller wing” servicing of narrow bodied/low wing clearance and general aviation aircraft and helicopters. However, where there is an occasional need for larger volume uplifts it is possible to design the vehicle to pull a draw bar trailer tank to supplement the normal carrying capacity of the rigid unit Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 1 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT REFUELLERS through a flexible hose connection. In this case a fuelling platform may be installed on the truck and, because of the length of the truck/trailer combination, the platform would usually be mounted on the rear end of the tank to minimise obstruction to front/rear baggage hold doors on the aircraft. 3.2.2 Articulated Semi-Trailer Refuellers Articulated Semi-Trailer Refuellers consist of an automotive tractor and a semi-trailer tank. The fuelling components may be located either behind the cab of the tractor unit, mounted on the tractor chassis, or beneath or behind the semi-trailer tank. Vertically adjustable fuelling platforms may be located behind the tractor cab or behind the semi-trailer tank. Fixed platforms may be mounted in either of those positions but are usually mounted above the front or rear end of the tank to reduce the overall length of the unit. The units with fuelling components behind the tractor cab have direct power take-off driven pumps. The units with components under or behind the semi-trailer tank may have (1) a direct power take-off pump located on the tractor with suction and discharge piping connected through liquid fifth wheels or flexible overhead hoses to the component systems, or (2) a hydraulically driven product pump located on the semi-trailer and powered from a hydraulic pump connected to the engine power take-off unit on the tractor. An automatic engine throttle control device is recommended to prevent hydraulic fluid from overheating. 3.2.2.1 Suction Hose Semi-Trailer Refueller The product tank on the semitrailer is connected by a king pin to a fifth wheel coupling assembly mounted on a tractor unit that has sufficient power to handle the loaded trailer. Components necessary to transfer product to the aircraft are located on the tractor chassis. This includes the product pump which is mechanically driven by a power take-off from the tractor engine. The product is drawn from the product tank through a flexible suction hose normally positioned “overhead”. Illustration I/B3.2.2.1 Suction Hose Semi-Trailer Refueller 3.2.2.2 Single Liquid Fifth Wheel Semi-Trailer Refueller A tractor and semi-trailer configuration similar to the suction hose semi-trailer refueller. The fundamental difference is that the product is transferred through the centre of the fifth wheel and king pin assembly to the product pump and delivery system which is located on the tractor chassis. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 2 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT REFUELLERS 3.2.2.3 Dual Liquid Fifth Wheel Semi-Trailer Refueller This is a tractor and semi-trailer configuration similar to the single liquid fifth wheel semi-trailer refueller. The fundamental difference is that with the exception of the pump, which remains located on the tractor, all the other parts of the product delivery system are located on the semi-trailer. This means that the product flow from the pump has to be returned to the semi-trailer mounted delivery system through a fifth wheel return line or overhead hose connection. 3.2.2.4 Refueller Hydraulic Illustration I/B3.2.2.3 Dual Liquid Fifth Wheel Semi-Trailer Refueller Semi-Trailer A tractor and semi-trailer configuration similar to the suction hose semi-trailer refueller except that the product pump and product delivery system is located on the semi-trailer. The pump is driven by a hydraulic system from the tractor engine. Illustration I/B3.2.2.4 Hydraulic Semi-Trailer Refueller 3.2.3 Low Silhouette Refueller (Rigid-Chassis or Articulated Semi-Trailer) The low silhouette refueller uses a special rigid or semi-trailer chassis that is designed with as little ground clearance as is practicable in order to reduce the overall height of the unit. This is often done in conjunction with an increased tank width and extended length to maximise carrying capacity. This can enable a refueller height of less Illustration I/B3.2.3 than 254 cm (100 in) with a width of Low Silhouette Refueller (Articulated Semi-Trailer) approximately 3m (10 ft). (See Section I/B3.4.2). Whilst this allows underwing servicing, these units are not suitable if operating areas are space restricted. Low silhouette refuellers were developed for the servicing of first generation long haul jet aircraft such as the B707 and DC8. With the replacement of these aircraft types by wide body, high wing, aircraft that can be accessed by conventional height refuellers and the ongoing development of hydranted airports, future demand for this design is likely to be very limited. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 3 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT REFUELLERS 3.3 ADVANTAGES AND DISADVANTAGES OF THE ABOVE TYPES OF REFUELERS As a guide in the selection of the most suitable refueller type for use at a specific airport, the advantages and disadvantages of each type should be listed. Some of these are shown below, but others may apply for given airports and should be considered. It is important to note that, within their configuration and performance limitations, all of them perform satisfactorily. The listing of advantages and disadvantages simply indicate areas which will help in the selection of the most appropriate design to meet specific requirements: 3.3.1 Rigid Chassis Refuellers Disadvantages Advantages • Good manoeuvrability around aircraft • Limited capacity unless a trailer is attached. • Least expensive of all the refueller options. • On a standard chassis the tank height places restrictions on possibility of under wing operation. • Operational flexibility can be increased by means of a trailer unit to satisfy larger uplifts. • Smaller capacity means that it can be more readily designed to comply with regulatory controls to enable travel on highways. 3.3.2 Articulated Semi-Trailer Refuellers 3.3.2.1 Suction Hose Semi-Trailers and Liquid Fifth Wheel Semi-Trailer Refuellers (Single and Dual) Disadvantages Advantages • No hydraulic system needed unless hydraulic platform fitted. • Suction hose swivel joints additional maintenance costs • Least expensive semi-trailer units • Initial priming of product pump may be difficult (suction hose type) • Longer tractor chassis manoeuvrability. • Usually cannot go under the wings of B707 and similar aircraft. with have less 3.3.2.2 Hydraulic Semi-Trailer Refuellers Disadvantages Advantages • Good manoeuvrability when working around aircraft (Shortest overall length of all semi-trailer options). • Usually cannot go under the wings of B707 and similar aircraft. • Provides for quick transfer of tractor or trailer for maintenance, since product pump is on semi-trailer and power system is on the tractor. • Hydraulic system could be more expensive to maintain. • Power transmission from engine to Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 4 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT REFUELLERS pump is less efficient than a direct PTO/product pump arrangement. 3.3.2.3 Low Silhouette Refueller (Rigid-Chassis or Articulated Semi-Trailer) Advantages • Disadvantages Can drive under wings of Boeing 707, Douglas DC8 and some other narrow bodied aircraft. • Usually has greater turning ratio. • Not designed to travel on highways. • Requires chassis. • High cost due to special design variables. a specially designed 3.4 REFUELLER CONFIGURATION 3.4.1 Refueller Capacities, Pumping Rate and Performance Requirements The purpose of this sub-section is to give a general idea of sizes and pumping rates of typical refuellers in operation today. However, deviation in tank capacities and flow rates from those shown in the following table could be justified by local operating conditions. For example, the time of arrival and departure of a number of aircraft, volume uplifts, and allowable fuelling times may permit refuelling in sequence at a lower flow rate than shown in the following table for a refueller with a larger sized tank. This could probably achieve a significant saving in pumping capacity. Tank Capacity Litres USG 4600 1200 7600 2000 11400 3000 18900 5000 30300 8000 37900 10000 56800 15000 75700 20000 Pumping Rate LPM USGPM 380 100 760 200 1120 300 2270 600 2270 600 2270 600 3030 800 3030 800 Rigid Chassis X X X X (1) X X SemiTrailer Low Silhouette X X X X X X X X Note 1: Unit may be designed to pull full tandem trailer. On larger refuellers the configuration may include a combination of deck hoses for fuelling of wide-bodied aircraft, reel hoses for underwing fuelling of narrow-bodied aircraft and/or a reel hose for overwing fuelling. The pump size will be determined by the maximum potential demand, which will be with two deck hoses connected, however it is important to also specify the performance requirements through the other hose combinations. This is important for correct component selection and line/hose sizing to achieve the most costeffective and ergonomically acceptable design. With increasing use of hydrant systems the requirement for refuellers >15000 USG is now limited. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 5 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT REFUELLERS 3.4.2 Refueller Layout Although location of the fuel handling system immediately behind the cab/engine unit is the most economical layout, the over-riding consideration in the selection of the refueller configuration must be airport layout and types of aircraft to be serviced. A rigid chassis refueller with no fuelling platform usually presents no conflict. However, regular servicing of modern wide-bodied aircraft will necessitate a vertically adjustable platform on a high capacity semi-trailer refueller. Whether it is preferable for the platform to be behind the cab or to the rear of the tank must be determined by consideration of other aircraft handling service requirements and airport layout. For practical reasons the selected platform position will invariably determine the location of the fuel handling system, which will usually be in a cabinet located immediately below the platform. 3.4.3 Physical Dimensions The maximum overall refueller width shall be consistent with local codes and the physical constraints imposed by the airport aprons/roads layout over which the refueller will be operating. However, widths greater than 3.05 metres (120 inches) are not recommended. The maximum overall height shall not be greater than 3.6 metres (142 inches) for B747, 757, 767, 777, DC10, L1011, and A300, A310, A330, A340 underwing parking. The maximum overall height for “low-silhouette” refuellers which were built for underwing fuelling of B707 and DC8 size aircraft was 2.5 metres (100 inches) however a requirement for new equipment of this type is considered unlikely. For refuellers that are to be used only for “off-wing” parking the height limitation will be determined by air-bridges and other overhead restrictions that might exist on airport roads. The maximum length of the unit must be determined by local consideration of the turning circle constraints imposed by the airport aprons/roads layout. 3.5 MINIMUM DESIGN REQUIREMENTS FOR REFUELERS USED IN TURBINE FUEL SERVICE The following minimum design requirements apply to all refuellers, regardless of configuration, tank capacity or flow rate. Refer to Section II for specifications and standards of individual systems and components. 3.5.1 Materials, Design and Construction: 3.5.1.1 Tanks fabrication shall preferably be from anodised aluminium or stainless steel with a smooth surface finish. Alternatively, high tensile carbon steel which has had the mill scale removed is acceptable subject to the tank being internally lined with an ExxonMobil Aviation approved coating. See Section II/ D1.0 of this Manual. 3.5.1.2 Tanks shall be of Single Compartment Design fitted with intermediate baffles to strengthen the tank and to reduce product surges when in motion. The baffles shall be cut away at top and bottom to allow unimpeded product draining and vapour movement and, where required, shall have access holes in baffles that shall be staggered relative to holes in adjacent baffles. The tank mounting arrangement shall be designed so that no undue stress is placed upon the tank body and cut-outs in the lower half of the tank, such as wheel arches, are to be avoided (the sump and mountings for essential fittings excluded). Any protrusions into the tank body must be minimal and not create any liquid or dirt retention pockets. Stability of the refueller shall be safeguarded by making the centre of gravity as low as is practicable and typically this should not exceed 95% of the distance between the outer wall contact of the supporting tyres with the road surface. Tank capacity shall have a Product Expansion provision of three percent (3%) by volume, minimum, in addition to the nominal tank capacity and shall be fitted with a dial type contents indicator gauge. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 6 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT REFUELLERS The tank shall be completely self-draining, with weld seams in the tank bottom ground flush to preclude liquid and dirt retention. No part of the tank is to have a th slope of less than 2o in longitudinal section, including areas immediately above 5 . wheel and chassis mounting points/saddles, to a sump with a drain and 1” sample line/valve at the lowest point. Tanks shall be fitted with a minimum of two top manlids positioned to allow optimum visual internal inspection and it must be possible to view all internal fittings, inlets, and the sump without tank entry. Manholes neckrings must be of adequate height to avoid ingress of water and must be fitted with self-latching lockable covers. Pressure/vacuum valves must be fitted. These must be sized to match tank filling/ delivery rates and prevent internal pressure exceeding 5 psig, must prevent spillage in case of rollover and must provide adequate venting capacity in case of fire engulfment. They may be incorporated as part of the manlid design. Where operating temperatures may be below freezing, positive mechanically linked vents should be provided to overcome ice build up that might prevent automatic venting. 3.5.1.3 Tanks shall have Bottom Loading System designed with a fill rate not to exceed 720 GPM (2720 LPM) for the larger refuellers and fitted with an automatic liquid level control emergency shut-off foot valve equipped with a pre-check or automatic self checking system. Note: The foot valve is not normally intended to serve as primary means of fill control – see Section I/B2.2.3. The foot valve should be internally mounted and have an external shear section to maintain integrity in case of collision damage to bottom pipework. The coupler adapter must be of the dry break design. Product selectivity must be provided if more than one grade of fuel is handled at the airport. The bottom loading connections must be fitted with a brake interlock to prevent vehicle movement if hoses remain attached. See Section II/ K3.1 for full details of refueller bottom loading design requirements and Section II/J1 for details of interlock systems. 3.5.1.4 A separate refuelling suction outlet shall be provided and fitted with an internally mounted foot-valve with external shear protection. The valve may be pneumatically or mechanically operated from a control that is located adjacent to the normal operator fuelling control position. 3.5.1.5 Tanks shall have an Access Ladder, Non-Slip Walkway along tank top, Rollover Protection of tank top fittings, and Walkway Drains, which must be, piped external of the tank. Provision shall be made for fall protection of operators which, where required by regulatory authorities, must be by means of a stowable handrail that must be fitted with a drive-away interlock. 3.5.1.6 Semi-trailer refuellers must have Landing Legs or purpose designed jack support points that are designed to support the weight of the empty uncoupled semi-trailer. 3.5.1.7 The equipment shall be designed to allow defuelling operations, but the design must make it physically impossible during fuelling for any fuel that has passed through the meter not to be delivered to the aircraft. See Section II/K3.1.3 for details of tank fill design requirements for defuelling purposes. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 7 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT REFUELLERS 3.5.1.8 For certain locations there may be advantages in having a “combi” refueller that is capable of loading from a hydrant system and/or possibly delivering direct to aircraft from the hydrant. For loading from a hydrant system it is necessary to incorporate special design safeguards as detailed in Section II/K3.1.2. Illustration I/B3.5.1.8 Example of a rigid chassis combi refueller with forward fuelling cabinet and rear mounted platform. 3.5.2 Fuel Handling Components: 3.5.2.1 A Self-Priming Centrifugal Pump and Power Take-off Unit or Hydraulic Drive. The product pump to have mechanical (spring loaded) or air reference by-pass valve typically set to open at around 90 psi to protect pump from overheating and downstream systems from over pressurisation. 3.5.2.2 On a refueller the secondary pressure control valve may be located “in-line” or may be installed as a pump by-pass valve. The secondary control valve should also provide the deadman control function, however if a pump bypass valve is used then a separate deadman valve is required. 3.6 MINIMUM DESIGN REQUIREMENTS FOR AVGAS SERVICE All new Avgas refuellers should be designed as if for turbine fuel service. However, in those rare cases where a refueller is expected to be in Avgas service during its expected service life, it can be designed based on handling only this product. For Avgas refuellers the design criteria for jet fuel refuellers apply with the following exceptions. 3.6.1 Tank Material may be high tensile carbon steel which has had the mill scale removed and without internal epoxy or other coatings. However, internally epoxy coated carbon steel, Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 8 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT REFUELLERS aluminium or stainless steel tanks will expedite the refueller’s conversion to jet fuel service should that become necessary. 3.6.2 Existing multiple compartment tanks may be retained to service different grades of aviation gasoline, provided rigorous written procedures are in place to prevent cross loading or refuelling, but all new refuellers must be dedicated to a single grade. The compartments must not have any interconnecting openings and must be separated by a double bulkhead. The resulting isolating space between compartments must be vented at the top and have bottom drains at their lowest point. Each grade must have a separate segregated loading and delivery system. 3.6.3 Existing refuellers may have tanks designed for top loading. However, tanks on new refuellers should be designed with bottom loading systems. The fill connections must be selective for the applicable product grade. 3.6.4 Seamless carbon steel Piping is acceptable on existing equipment, but aluminium or stainless steel is preferred for new equipment. 3.6.5 Systems not necessary for overwing refuelling operations: Underwing pressurerefuelling nozzles are replaced by hand-held overwing refuelling nozzles which eliminate the need for a remote deadman control system. Low flow rates and pressures and manual control of the nozzle also eliminates the need for pressure control systems. Drive-away interlocks are only needed for bottom loading protection. 3.6.6 Micronic filters on existing refuellers should be converted to filter monitors. New refuellers must have a filter monitor qualified to the IP Standard for Filter Monitors. A filter/separator meeting API Standard 1581is acceptable on existing equipment. 3.7 TYPICAL FLOW DIAGRAM The piping diagrams shown on the following pages are for a typical rigid chassis refueller with mechanical power take-off, dual pressure control system and refuelling platform. Details of components shown can be found in Section II of this Manual. Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 9 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT A1 18200 Lt Tank A2 Contents Gauge A3 Manlid Assembly Fill/Inspection Hatch Vent Valve, Dip Tube A4 Manlid Plate A5 Foot Valve A6 Disc Valve A7 Product Pump A8 In Line PCV/Deadman Valve A9 Filter Monitor A10 4-Way Valve A11 Bulkmeter A12 Ball Valve A13 Flexible Joint A14 Overwing Nozzle A15 Ball Valve A16 Hose reel Assembly A17 Hose reel Assembly A18 Hose Assembly REFUELLERS A19 Underwing Nozzle A20 Bulkmeter A21 Ball Valve A22 Hose reel Assembly A23 Hose Assembly A24 Overwing Nozzle A25 Additive Inj. System A26 Additive Tank A27 Flexible Joint A28 Fill Connection A29 Cap A30 Fill Connection A31 Cap A32 Disc Valve A33 Non Return Valve A34 Pressure Relief Valve A35 Air Eliminator A36 Sho-Flo Indicator A37 Non Return Valve A38 Vacuum Gauge A39 Pressure Gauge A40 A41 A42 A43 A45 A46 A47 A48 A49 A50 A51 A52 A54 A55 A56 A57 A59 A60 A61 A64 A65 Pressure Gauge Diff. Pressure Gauge 3 Way Ball Valve Ball Valve 3/4" Ball Valve Adapter/Dust Cap 2" BSP Ball Valve Adapter & Dust Cap 3" Ball Valve Flexible Joint Flexible Joint Press. Relief Valve Recovery Tank Depressurising Valve Drip Cap Non-Return Valve Glass Jar Sampler Rotary Hand Pump Spring Close Valve Ball Valve Water Detector Valve Diagram Ι/B3.7a Piping Diagram for a Rigid Refueller Issue Draft 1 ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation Page 10 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT 1. Tank 2. Manhole 3. Vent 4. Manual foot valve 5. Tank drain valve 6. Camlock coupling and dust cap 7. Automatic bottom loading system 8. Flexible connection 9. Manual ball valve 10. Manometer 11. Aircraft coupling 12. Industrial coupling 13. Pneumatic foot valve 14. Flexible connection 15. Strainer 16. Flexible connection 17. Centrifugal pump 18. Flexible connection 19. In line pressure valve 20. Filter monitor 21. Automatic air eliminator 22. Show flow 23. Flexible connection 24. Drain ball valve 25. Camlock coupling and dust cap 26. Sample point 27. Meter 28. Ball valve 29. Hose reel 30. Hose 31. Quick disconnect 32. Hose end pressure controller 33. Ball valve 34. Hose reel 35. Hose 36. Decompression check valve 37. Three way valve and coupler for in-situ test Issue Draft 1 REFUELLERS Diagram I/B3.7b Flow diagram for rigid refueller 38. Spring rewind bonding reel 39. Deadman control 40. Pump vacuum gauge 41. Pump pressure gauge ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation 42. Air pressure gauge 43. Jet fuel pressure gauge 44. Diff. pressure gauge 45. Engine throttle Page 1 Section I AEDSM I/B-03 AVIATION EQUIPMENT AND FACILITIES Section B Topic 03 MOBILE EQUIPMENT 1. Tank 2. Manhole 3. Vent 4. Manual foot valve 5. Tank drain valve 6. Camlock coupling and dust cap 7. Automatic bottom loading system 8. Flexible connection 9. Manual ball valve 10. Manometer 11. Aircraft coupling 12. Industrial coupling 13. Pneumatic foot valve 14. Flexible connection 15. Strainer 16. Flexible connection 17. Centrifugal pump 18. Flexible connection 19. In line pressure valve 20. Filter monitor 21. Automatic air eliminator 22. Show flow 23. Flexible connection 24. Drain ball valve 25. Camlock coupling and dust cap 26. Sample point 27. Meter 28. Ball valve 29. Hose reel 30. Hose 31. Quick disconnect 32. Hose end pressure controller 33. Ball valve 34. Hose reel 35. Hose 36. Decompression check valve 37. Three way valve and coupler for in-situ test Issue Draft 1 REFUELLERS Diagram I/B3.7b Flow diagram for rigid refueller 38. Spring rewind bonding reel 39. Deadman control 40. Pump vacuum gauge 41. Pump pressure gauge ExxonMobil Aviation 9/10/00 A Division of ExxonMobil Corporation 42. Air pressure gauge 43. Jet fuel pressure gauge 44. Diff. pressure gauge 45. Engine throttle Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B Topic 04 MOBILE EQUIPMENT B-4.0 AEDSM I/B-04 HYDRANT SERVICERS MOBILE EQUIPMENT - HYDRANT SERVICERS AND CARTS 4.1 DESCRIPTION A Hydrant Servicer is a self-propelled vehicle that is used to transfer aviation fuel from a hydrant pit valve located in the airport refuelling apron to the aircraft Illustration I/B4.1a: tanks. It carries all Typical Hydrant Servicer the necessary equipment to filter, meter and regulate, or limit, fuel flow pressure. A few older low-pressure hydrant systems have servicers, which incorporate a product transfer pump (boost pump). All new hydrant systems at major airports today are of high-pressure design and the requirement for new servicers with a booster pump is unlikely, therefore no details are included here. If information is required for this design then EAI should be contacted. A Hydrant Cart is a towed vehicle that also transfers aviation product from a hydrant pit to the aircraft. It contains the same equipment as a hydrant servicer, usually without a fuelling platform or transfer pump. Hydrant Carts can be used efficiently at small airports. Since a hydrant cart is essentially a non-motorised hydrant servicer and carries the same fuel handling equipment as a hydrant servicer, the following discussion will also apply to hydrant carts. Systems and equipment shall generally comply with the requirements set out in Section I/B2. Particular attention should be paid to the Design Considerations given in Section I/B2.2. Additional requirements that relate specifically to hydrant servicers and carts are included in this section (B3). Illustration I/B4.1b: Typical Hydrant Cart 4.2 DESIGN CONSIDERATIONS In addition to the design consideration listed in Section I/B2.2, the position of the hydrant pits relative to parked aircraft of differing types and/or regulations regarding the positioning of refuelling vehicles under aircraft wings will influence the design of the hydrant servicer or cart. These permutations must be studied to determine the length of input hose required and whether the intake connection should be on the left or right hand side of the unit. It can be beneficial if the intake pipework is designed to enable optional mounting of the hose on either side of the servicer or cart. Where the connection distance from the underwing fuelling position to the hydrant pit is longer than can be achieved with the maximum input hose length possible by wrap-around stowage on the hydrant servicer chassis, then an articulated boom may be fitted to the intake connection on the servicer. The hose then becomes an extension of the boom. See Illustration I/B4.2c. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-04 Topic 04 MOBILE EQUIPMENT HYDRANT SERVICERS Illustration I/B4.2a A triple arm intake boom extension. Alternatively, a reel mounted intake hose may be fitted but this requires special consideration and is not recommended for hose greater than 3” nominal diameter. It is usual for hydrant servicers to be fitted with a vertically adjustable platform for underwing fuelling of aircraft. However, in certain circumstances where there are a large number of small aircraft to be serviced a lower cost unit designed for a lower flow rate and without a platform may be justified for dedicated use on these operations. There are not the same physical constraints on locating the platform as with a refueller and it may be positioned anywhere between back of cab and rear of chassis. However where a high lift is required, such as for fuelling the B777, stabilising jacks are required and it is usual for these to be incorporated with the intake coupler stowage immediately behind the cab. Greatest platform stability is therefore provided if the platform is also located immediately behind the cab. For full platform design details see Section II/G1.2. Illustration I/B4.2b Stabilising jack and intake coupler lift Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-04 Topic 04 MOBILE EQUIPMENT HYDRANT SERVICERS 4.3 HYDRANT SERVICERS AND CARTS CONFIGURATIONS The piping and component arrangements are essentially the same for all hydrant servicers and carts. Flow rate capacity, the deck hose/reel hose combination as shown below, and chassis size are the basic differences between hydrant servicers. Platform (2 deck hoses) + 2 hose reels Platform (2 deck hoses) + 1 hose reel Platform only (2 deck hoses) 2 hose reels – no platform 1 hose reel – no platform Intake and delivery hose sizes will be appropriate to the flow rates required for aircraft identified in the design parameters. The height of the unit, with platform in the stowed position, should not exceed 2.5 metres (100 inches). The overall width should not exceed local regulatory requirements. The width of the fuel handling pack should be as close as practicable to the selected standard cab/chassis width, with a width not exceeding 2.5 metres (100 inches) being preferred. Widths greater than 3.05 metres (120 inches) are not recommended. Any protrusions beyond the width of the chassis and/or fuel handling pack, e.g. intake hose stowage, should be minimal and designed so as to minimise risk of accidental damage/injury when the unit is in motion. Overall length is not normally a concern, with construction being possible on a standard commercial chassis length. However, to achieve a longer input hose an extended carrying frame may be mounted on the rear of the chassis. In this case it is important that the design incorporates warning devices to alert following vehicles of the extension. The reduced demand for Avgas means that this grade is now generally serviced from small refuellers or cabinet systems. It is unlikely that there will be any future requirement for Avgas hydrant servicing equipment therefore all new hydrant servicers and carts should be designed for turbine fuel service. 4.4 MINIMUM DESIGN REQUIREMENTS FOR HYDRANT SERVICERS AND CARTS The general requirements for fuelling equipment detailed in Section I/B2.3 must be observed together with the following additional design requirements which are specific to hydrant servicers and carts. They are applicable to all hydrant servicing equipment regardless of configuration or flow rate. 4.4.1 Materials, Design and Construction: 4.4.1.1 A surge suppresser with minimum capacity of 20 litre (5 USG) is to be installed downstream of the meter. If more than one meter is used, each meter is to be protected by a surge suppresser. ????????? 4.4.1.2 If the configuration of the unit presents possibility of the flow velocity through any hose exceeding that shown in Section I/B2.3.2.2 or of exceeding the design flow rating of the associated meter then a flow regulator must be installed in the line. 4.4.1.3 A manually operated pressure relief system should be installed to enable lines and hoses to be de-pressurised on the completion of fuelling. An automatic pressure relief system may be considered but it must not be possible for the system to relieve during normal fuelling operations. To achieve this, it must be linked to the vehicle interlock system so that it can only relieve when all hoses have been returned to stowage. This Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-04 Topic 04 MOBILE EQUIPMENT HYDRANT SERVICERS requirement means that a manual relief valve will still be needed for use on completion of fuelling operations to allow easy disconnection of hoses. Non-return valves should be fitted in the pressure relief lines as appropriate to ensure uni-directional flow. A flow limiter rated at approx. 10 litres/min should be fitted in the discharge line to the dump tank. If an automatic system is installed then an isolating valve should be installed in the discharge line to enable shut-off in case of a fault in the automatic system. The valve must be conveniently located for operator use. 4.4.1.4 An aluminium or stainless steel product recovery tank with a minimum capacity of 40 litres (10 USG) it to be installed into which the drains from the glass jar sampling system, the filter air eliminator and PRV, and the manual pressure relief systems shall feed. It will also be provided with a top hatch, funnel and downspout, for manual disposal of samples. The height and position of the tank must be such as to allow an operator to do this easily from ground level. All fill pipes shall discharge at a height of approx. 3 cm. above tank bottom. A sight glass or contents gauge must be fitted to enable routine monitoring of the contents level and a high level shut-off or alarm system must be installed to prevent risk of any overfill on the apron. The tank must be completely self -draining through a bottom drain outlet that must be piped to a convenient position for routine sampling. Illustration I/B4.4.1.4 Product recovery tank Note: ! Max. fill level line on sight glass window. ! Overfill warning light. ! Funnel for sample disposal. ! Location of sampling jar directly over tank. ! Illumination provided behind sample jar. ! Clear labelling of sample drain points. An emptying system may be installed to transfer fuel from the tank back to the fuelling system during normal fuelling operations but this must be returned upstream of the filter unit. The suction level in the tank should be positioned so that it does not draw from the bottom of the dump tank, typically allowing approx. 10% of the contents or 8 litres (2 USG), whichever is the greater, to remain in the tank. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-04 Topic 04 MOBILE EQUIPMENT HYDRANT SERVICERS 4.4.1.5 Hydrant intake hoses must be supported at suitable intervals by wheeled carriages with lifting handles that incorporate supports for the fuel and air pressure sensing lines. The design shall be such as not to cause chafing or other damage to the hose. Supports for stowage of the hose shall be of an easy-lift toggle design. Alternatively, a hydraulic or pneumatically operated lifting mechanism may be fitted, in which case this might also provide additional stabilising jack support. Support brackets shall protrude from the vehicle to the minimum extent possible and be designed to present minimal risk to passing traffic or pedestrians. Illustration I/B4.4.1.5. Intake hose lift rail incorporating stabilising jack 4.4.1.6 Intake hoses are to be provided with brightly coloured reflective sleeves at suitable intervals to ensure good visibility. The intake coupler is to be fitted with a suitable bracket to hold a four flag hazard warning post. Illustration I/B4.4.1.6a Four flag hazard warning post and reflective sleeve. Consideration should also be given to the fitting of low voltage L.E.D. warning strip lighting along the length of the hose and/or the fitting of a warning beacon on the hose and pit coupler. Illustration I/B4.4.1.6b Warning beacon mounted on intake hose Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-04 Topic 04 MOBILE EQUIPMENT HYDRANT SERVICERS 4.4.1.7 A suitable bracket is to be provided for the carrying of an intake coupler protective “Igloo”. This should be conveniently located for ease of stowage/removal. Illustration I/B4.4.1.7 Igloo mounted on rear of hydrant servicer. See also Illustration I/B4.2.i. 4.4.2 Fuel Handling Components: 4.4.2.1 The intake coupler must be compatible with the hydrant pit valve design. On new systems this will be to the 4” API standard, on old systems it may be of bayonet type. The intake coupler must be electrically isolated from the vehicle. For full information on Exxon approved intake coupler and valve assemblies refer to Section II/ ????. 4.4.2.2 The secondary pressure control valve must be incorporated in the hydrant intake coupler. (Note: It is also possible to locate the secondary pressure control function in the hydrant pit valve thereby eliminating the need for secondary pressure control on the hydrant servicer, but this option is not recommended.) See Section II/C.03 for further details. 4.4.2.3 The deadman control must be included as a function of the secondary pressure control valve, unless included as a feature of the hydrant pit valve in which case an air line connection must be provided to interface with the pit valve control. See Section II/C.04 for further details. Issue Draft 1 9/10/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section I AVIATION EQUIPMENT AND FACILITIES Sub-section B AEDSM I/B-04 Topic 04 MOBILE EQUIPMENT HYDRANT SERVICERS 4.5 TYPICAL FLOW DIAGRAM The piping diagram shown below is for a typical hydrant servicer with refuelling platform and reel hose. Details on all components shown can be found in Section II of this Manual. A1 Intake Coupler A2 Inlet Hose A3 Strainer A4 Swivel Joint A5 Inlet Valve A6 Filter Monitor A7 Bulkmeter A8 Shock Alleviator A9 Gauge Test Couplings A10 Flow Control Valve A11 Venturi A12 Swivel Joint A13 Hose A14 HEPC Coupling A15 Isolating Valve Issue Draft 1 9/10/00 A16 Venturi A17 Hose Reel A18 Hose A19 HEPC Coupling A20 Air Eliminator A21 Sho-Flo A22 Pressure Relief Valves A23 Recovery Tank Assembly A24 Visual Check Fuel Sampler A25 Spring Return Valve A26 Non Return Valve A27 Differential Pressure Gauge A28 Pressure Gauge Inlet A29 Pressure Gauge Sense A30 Fuel Sense Hose A31 Air Sense Hose A32 Spring Return Valve A33 Pressure Maintaining Valve A34 3-Way Valve A35 Isolating Valve A36 Isolating Valve A37 Non-Return Valve A38 Non-Return Valve A39 Ball Valve A40 Kamlok Adapter A41 Kamlok Adapter Cap A42 Ball Valve A43 Coupling Female/Male Fuel Line A44 Coupling Female/Male Air Line Diagram Ι/B4.5 Hydrant Servicer Flow Diagram ExxonMobil Aviation A Division of ExxonMobil Corporation Page 7 Section 2. Section II AEDSM COMPONENT SPECIFICATIONS AND STANDARDS Sub-section Topic TABLE OF CONTENTS INTRODUCTION 1.1 1.2 A. B. Purpose and Scope Distribution Systems for Aviation Fuels A ADDITIVE SYSTEMS 1.0 Additive Injection Systems 1.1 Description 1.2 Types of Additive Injection Systems 1.3 Specifications 1.4 General Installation Requirements A-01 2.0 Additive Measurement, Monitoring, and Control Instruments 2.1 Description 2.2 In-Line Conductivity Monitoring Equipment 2.3 Conductivity Monitoring Equipment Suppliers A-02 B AUTOMOTIVE EQUIPMENT 1.0 C. Section Refueller and Hydrant Servicer Truck Design 1.1 General 1.2 Airport Load Ratings 1.3 Performance Analysis B-01 PRESSURE & DEADMAN CONTROL SYSTEMS C 1.0 Pressure Control Systems 1.1 Purpose 1.2 ExxonMobil Requirement for Pressure and Deadman Control 1.3 Pressure and Deadman Control System Configurations C-01 2.0 Hose End Regulators 2.1 Description 2.2 Types of H.E.P.C.V.'s 2.3 Approvals 2.4 Quality Assurance 2.5 Qualification Testing 2.6 Performance Specification 2.7 Mechanical Specification 2.8 Approval List C-02 3.0 Secondary Pressure Control 3.1 Description 3.2 Pressure Sensing Systems 3.3 Control Valves 3.4 Approvals 3.5 Quality Assurance 3.6 Qualification Testing 3.7 Performance Specification 3.8 Mechanical Specification 3.9 Approval List C-03 4.0 Deadman Systems C-04 Issue Draft 16/06/00 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 1 Section II AEDSM COMPONENT SPECIFICATIONS AND STANDARDS Sub-section Topic TABLE OF CONTENTS 4.1 4.2 4.3 4.4 5.0 D. E. Description System Configurations Types of Control Minimum Design Requirements Pressure Relief By-Pass Valves 5.1 Description 5.2 Performance Specifications 5.3 Mechanical Specifications C-05 CORROSION CONTROL/INTERNAL COATINGS D 1.0 Cathodic Protection Systems 1.1 Introduction 1.2 Galvanic Corrosion 1.3 Cathodic Protection Systems 1.4 Technical Design Considerations 1.5 Contracting Considerations 1.6 References D-01 2.0 Interior Protective Coatings 2.1 Introduction 2.2 Equipment to be coated and Recommended Coating Systems 2.3 General Application Guidelines 2.4 "GRP" Coatings for Reconditioning Steel Tanks and Vessels 2.5 Coating Inspection and Inspection Equipment 2.6 References D-02 FILTRATION E 1.0 General 1.1 Purpose 1.2 ExxonMobil Requirements for Contamination Control 1.3 Filter Approvals 1.4 Filter Vessel General Design Requirements 1.5 Filter Vessel General Installation Requirements E-01 2.0 Preliminary Filtration 2.1 Type of Service 2.2 Strainers 2.3 Centrifugal 2.4 Back-Flushing 2.5 Excelsior E-02 3.0 Clay Treaters 3.1 Type of Service 3.2 Description 3.3 Location 3.4 Specification 3.5 Operation E-03 4.0 Micronic Filters 4.1 Type of Service 4.2 Description 4.3 IP Specification and Qualification Procedures for Aviation Fuel E-04 Issue Draft 16/06/00 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 2 Section II AEDSM COMPONENT SPECIFICATIONS AND STANDARDS Sub-section Topic TABLE OF CONTENTS 4.4 4.5 4.6 4.7 F. 5.0 Filter Separators 5.1 Type of Service 5.2 Description 5.3 API 1581 - Specifications and Qualification Procedures for Aviation Jet Fuel Filter/Separators 5.4 Filter/Separator Approvals 5.5 Use of Approved Filter/Separators 5.6 Filter Separator Design and Installation 5.7 Conversion of Filter Separator Vessels E-05 6.0 Filter Monitors 6.1 Type of Service 6.2 Description 6.3 IP Specification and Qualification Procedures - Aviation Fuel Filter Monitors with Absorbent Type Elements 6.4 Filter Monitor Approvals 6.5 Use of Approved Filter Monitors 6.6 Filter Monitor Design and Installation 6.7 Conversion of Filter Separator Vessels to Filter Monitor Use E-06 Floating Suctions 1.0 G. Microfilters Micronic Filter Approvals Use of Approved Micronic Filtration Equipment Conversion of Filter Separator Vessels Other Types of Micronic Filter F Floating Suctions 1.1 Type of Service 1.2 Description 1.3 Specifications F-01 G Fuelling Platforms & Steps 1.0 Integral Platforms on Mobile Fuelling Equipment 1.1 Description 1.2 Specifications G-01 2.0 Self-Contained Towable Fuelling Platforms 2.1 Description 2.2 Specifications G-02 3.0 Portable Steps 3.1 Description 3.2 Design Requirements G-03 H. Hoses and Accessories H I. Hydrant System Components I J. Interlocks J 1.0 Issue Draft Driveaway Interlocks 1.1 Types of Interlock Systems 16/06/00 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION J-01 Page 3 Section II AEDSM COMPONENT SPECIFICATIONS AND STANDARDS Sub-section Topic TABLE OF CONTENTS 1.2 1.3 K. L. Refueller Loading Systems N. K 1.0 Loading System Configurations 1.1 Description 1.2 Minimum Design Requirements K-01 2.0 Loading Bays 2.1 Description 2.2 Minimum Design Requirements K-02 3.0 Refueller Tank Fittings 3.1 Overall System Design 3.2 Minimum Design Requirements K-03 Meters 1.0 M. Interlock Requirements Minimum Design Requirements L Into-Plane Fuelling Meters 1.1 Description 1.2 Types of Meter 1.3 Types of Meter Head 1.4 Approvals 1.5 Performance Specification 1.6 Mechanical Specification L-01 M Nozzles 1.0 Overwing Fuelling Nozzles 1.1 Description 1.2 Specifications M-01 2.0 Underwing Fuelling Nozzles 2.1 Description 2.2 Approvals 2.3 Performance Specification 2.4 Mechanical Specifications 2.5 Options M-02 3.0 Nozzles for Thrust Augmentation Fluids 3.1 Description 3.2 Specifications M-03 N Painting and Lettering 1.0 Corporate and Product Identification, Fixed equipment 1.1 Purpose and Scope 1.2 Description 1.3 Specifications N-01 2.0 Corporate and Product Identification, Aircraft Dispensing Equipment 2.1 Purpose and Scope 2.2 Specifications N-02 Issue Draft 16/06/00 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 4 Section II AEDSM COMPONENT SPECIFICATIONS AND STANDARDS Sub-section Topic TABLE OF CONTENTS O. Pumps and Drives O P. Storage Tanks P Q. Surge Suppressers Q Issue Draft 16/06/00 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 5 Section ΙΙ AEDSM ΙΙ AVIATION EQUIPMENT AND FACILITIES Sub-section Topic LIST OF ILLUSTRATIONS SECTION ΙΙ - LIST OF ILLUSTRATIONS SECTION LOCATION A. Additive Systems 1.0 Additive Injection Systems 2.0 Additive Measurement, Monitoring, and Control Instruments B. Automotive Equipment 1.0 Refueller and Hydrant Servicer Truck Design C. Pressure & Deadman Control Systems 1.0 Pressure Control Systems 2.0 Hose End Regulators 3.0 Secondary Pressure Control 4.0 Deadman Systems 5.0 Pressure Relief By-Pass Valves D. Corrosion Control/Internal Coatings 1.0 Cathodic Protection Systems 2.0 Interior Protective Coatings E. Filtration 1.0 General 2.0 Preliminary Filtration 3.0 Clay Treaters 4.0 Micronic PFilters 5.0 Filter Separators 6.0 Filter Monitors F. Floating Suctions 1.0 Floating Suctions G. Fuelling Platforms & Steps 1.0 Integral Platforms on Mobile Fuelling Equipment 2.0 Self-Contained Towable Fuelling Platforms 3.0 Portable Steps H. Hoses and Accessories I. Hydrant System Components J. Interlocks 1.0 Driveaway Interlocks K. Refueller Loading Systems 1.0 Loading System Configurations 2.0 Loading Bays 3.0 Refueller Tank Fittings Issue Draft 1 //00 DESCRIPTION EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 1 Section ΙΙ AEDSM ΙΙ AVIATION EQUIPMENT AND FACILITIES Sub-section Topic LIST OF ILLUSTRATIONS L. Meters 1.0 Into-Plane Fuelling Meters M. Nozzles 1.0 Overwing Fuelling Nozzles 2.0 Underwing Fuelling Nozzles 3.0 Nozzles for Thrust Augmentation N. Painting and Lettering 1.0 Corporate and Product Identification, Fixed Equipment 2.0 Corporate and Product Identification, Aircraft Dispensing Equipment O. Pumps and Drives P. Storage Tanks Q. Surge Suppressors Issue Draft 1 //00 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 2 Section ΙΙ Sub-section AEDSM ΙΙ AVIATION EQUIPMENT AND FACILITIES Topic LIST OF DIAGRAMS SECTION ΙΙ - LIST OF DIAGRAMS SECTION LOCATION A. Additive Systems 1.0 Additive Injection Systems 2.0 Additive Measurement, Monitoring, and Control Instruments B. Automotive Equipment 1.0 Refueller and Hydrant Servicer Truck Design C. Pressure & Deadman Control Systems 1.0 Pressure Control Systems 2.0 Hose End Regulators 3.0 Secondary Pressure Control 4.0 Deadman Systems 5.0 Pressure Relief By-Pass Valves D. Corrosion Control/Internal Coatings 1.0 Cathodic Protection Systems 2.0 Interior Protective Coatings E. Filtration 1.0 General 2.0 Preliminary Filtration 3.0 Clay Treaters 4.0 Micronic PFilters 5.0 Filter Separators 6.0 Filter Monitors F. Floating Suctions 1.0 Floating Suctions G. Fuelling Platforms & Steps 1.0 Integral Platforms on Mobile Fuelling Equipment 2.0 Self-Contained Towable Fuelling Platforms 3.0 Portable Steps H. Hoses and Accessories I. Hydrant System Components J. Interlocks 1.0 Driveaway Interlocks K. Refueller Loading Systems 1.0 Loading System Configurations 2.0 Loading Bays 3.0 Refueller Tank Fittings Issue Draft 1 //00 DESCRIPTION EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 1 Section ΙΙ Sub-section AEDSM ΙΙ AVIATION EQUIPMENT AND FACILITIES Topic LIST OF DIAGRAMS L. Meters 1.0 Into-Plane Fuelling Meters M. Nozzles 1.0 Overwing Fuelling Nozzles 2.0 Underwing Fuelling Nozzles 3.0 Nozzles for Thrust Augmentation N. Painting and Lettering 1.0 Corporate and Product Identification, Fixed Equipment 2.0 Corporate and Product Identification, Aircraft Dispensing Equipment O. Pumps and Drives P. Storage Tanks Q. Surge Suppressors Issue Draft 1 //00 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 2 Section II AEDSM II COMPONENT SPECIFICATION AND STANDARDS Sub-section Topic INTRODUCTION 1.1 PURPOSE The basic specifications and standards detailed in this section are provided to assist ExxonMobil personnel in the selection of key equipment. Specifying the optimum component is an important element of achieving a safe and efficient fuel handling system design. 1.2 SCOPE This section contains the following information on major components and subsystems. • Descriptive Information • Specifications • Guidelines for Selecting Components a) Includes a list of TYPICAL components that meet ExxonMobil specifications. For general guidance purposes, a tabulation of various manufacturers and equipment model numbers is also provided. (NOTE: Tabulation is not all inclusive and should not be considered an "approved list".) b) Includes a list of APPROVED equipment components for those critical applications which require either a qualification test witnessed by a Company representative or certification by the manufacturers that specific tests called for in the individual component sheets have been performed with satisfactory results. ONLY COMPONENTS LISTED MAY BE USED BY THE AFFILIATES. Components that fall in this category are: Issue Draft 1 • Filter/Separators • Filter/Monitors • Underwing Fueling Nozzles • Pressure Control Devices • Hydrant Pit Valves and Couplers • Hoses and Hose Couplings 17/07/00 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 1 Section II AEDSM II/A-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section A Topic 01 ADDITIVE INJECTION ADDITIVE INJECTION SYSTEMS A-1.0 ADDITIVE INJECTION SYSTEMS 1.1 DESCRIPTION It is necessary to introduce additives into aviation fuels at accurately controlled concentrations to meet fuel quality specifications. The additive types and injection rates vary according to grade of fuel and specification. The most appropriate location for additive injection is dependent both on the nature of the distribution chain and on the type of additive. In certain instances additive injection equipment may be installed on refuelling vehicles. The toxicity level of additives varies and suppliers Material Safety Data Sheets must be checked for precautions to be taken. For further information on all these points see Section I/A1.2.12 of this manual. The most effective means of introducing the additive is by pipeline injection and this is the preferred method. Alternatively it may be introduced into a storage tank before product receipt via the product recovery system. Other methods involving manual addition from the storage tank top or manual addition into rail or truck tank tops is not approved and may only be adopted as an exceptional measure under special control. This section describes types of pipeline additive injection systems that are available and gives minimum specification requirements for them. For information on location/siting of additive injection refer to Section I/A1.2.12.3 1.2 TYPES OF INJECTION SYSTEMS Pipeline additive injection systems comprise an additive supply tank, additive pump, and an adjustable proportioning additive injector, with interconnecting pipework. A calibrated glass jar is incorporated to enable periodic calibration checks on injection rates. Some of the additives are viscous and blend proportions are small therefore they may be diluted with fuel by pre-mixing in the additive tank. This requires a fuel feed to the additive tank, a circulation system or a mixer in the tank, and a barrel emptying system to transfer neat additive to the tank. A typical layout is illustrated in Diagram II/A1.2. Diagram A1.2 to be provided An in-line conductivity meter may be installed downstream of an SDA system to monitor conductivity and this may be connected to the proportioner on the injector to give automatic control of the injection rate. See Section II/A.2 below for details. The on-truck additive system is a simpler, more compact, arrangement but which incorporates the main features described above. Additive is usually dispensed optionally at the aircraft by valve and selector switch selection according to the grade needs of the customer. Most of the suppliers listed in Tables II/A1.A and A1.B below are able to supply equipment designed for this type of application. There are two main types of injector and these are described below. 1.2.1 Issue Draft 2 Line Flow Pressure Driven. These units are driven by fuel flow through a line that causes a turbine blade to rotate proportionately with fuel flow. The output from the spindle is linked (mechanically, electrically, or hydraulically) to one or more piston or diaphragm type additive pumps. As many as four additive pumps can be operated by a mechanical system and more than four can be operated by electrical/hydraulic systems. For details of suppliers see Table II/AI.A at the end of this section. 24/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/A-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section A Topic 01 ADDITIVE INJECTION ADDITIVE INJECTION SYSTEMS 1.2.2 Positive Displacement Bulk Meter Driven. These units are mounted on the bulk meter casing with drive taken from the meter rotor shaft. The meter rotor shaft can be linked (mechanically, electrically, or hydraulically) to piston or diaphragm type additive pumps. These units can operate no more than two mechanically operated additive pumps. The nature of the design means that this type is seldom found other than on loading racks. . For details of suppliers see Table II/AI.B. 1.3 SPECIFICATIONS The following are minimum mechanical, performance and accessory specifications for additive injection systems. 1.3.1 Materials of Construction 1.3.1.1 General Requirements: All additive tanks and wetted surfaces must be stainless steel and metal fittings/components in contact with the fuel, additive, or mixtures thereof shall be non-corrosive and free of zinc, cadmium, copper and their alloys. Supplier’s guarantee must be obtained that all materials in the proposed injection system are chemically compatible with the fuel, additive, and/or fuel-additive mixture. 1.3.1.2 Anti-icing Additive Injection Systems: In addition to the requirements of 1.3.1.1 above, no aluminium shall be in contact with anti-icing additive concentrate. The additive is not compatible with epoxy therefore epoxy coated mild steel is not an acceptable alternative to stainless steel. 1.3.1.3 Static Dissipater Additive Injector Systems: Storage tanks for conductivity improver additives (Stadis 450) may alternatively be of aluminium or an approved epoxy lining coated carbon steel but stainless steel is preferred (see Section II/D.2 for protective coating details). 1.3.1.4 Anti-oxidant Injection Systems: Anti-oxidants are compatible with most surfaces but protection against solids contamination remains a primary consideration. Therefore stainless steel storage tanks are preferred but alternatively aluminium, or an approved epoxy lining coated carbon steel may be used (see Section II/D.2 for protective coating details). 1.3.1.5 Corrosion Inhibitor Injection Systems: As 1.3.1.4 – Anti-oxidants. 1.3.1.6 Metal Deactivator Injection Systems: As 1.3.1.4 – Anti-oxidants. 1.3.1.7 Seals and Packing Glands: Elastomers for seals and packing glands shall be chemically compatible with fuel and additive. Teflon (Poly-TetraFluoro Ethylene – PTFE) is the preferred material for these applications. Note: Seal material may have to be varied according to the additive type. It is therefore very important when ordering injection equipment to specify the additive to be handled. 1.3.1.8 Electrical Components: All electrical components shall comply with local safety and electrical codes. As a minimum they shall meet the requirements for electrical installation design as specified in Marketing Operations Guidelines – Vol. _____. 1.3.1.9 Operating Temperature and Pressure: The complete assembly shall be designed for working temperature and pressure ranges consistent with that of the system in which they will be operating. Design pressures must be 1.5 times working pressure. A fuel line pressure loss of 15 psi at maximum flow rate shall not be exceeded. Issue Draft 2 24/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/A-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section A Topic 01 ADDITIVE INJECTION ADDITIVE INJECTION SYSTEMS Minimum design temperature and pressure for additive injection systems on refuelling vehicles shall be as follows: - Temperature - Pressure -37 to +71oC (-35 to +160oF) 15.5 Bar (225 psig) 1.3.2 Performance Specifications The proportioner shall blend the additive(s) within the specified limits within the specified fuel flow range. 1.3.3 Accessories 1.3.3.1 Drive Unit: a) In line liquid drive motor or turbine, or b) The meter rotor shaft. 1.3.3.2 Calibration Adjuster Adjustable ratio mechanism for fine adjustment to desired additive concentrations. It must be capable of locking after proper setting is established. 1.3.3.3 Calibration Jar A graduated measuring cylinder is to be installed on the additive feed line to enable precise measurement of additive usage during calibration checks of the equipment. 1.3.3.4 Additive Pump Stainless steel additive pump mechanically or electrically linked to the drive unit. 1.3.3.5 Additive Strainer 100 mesh stainless steel strainer. 1.3.3.6 Additive Tank The tank shall be of stainless steel construction, or other material approved under section 1.3.1 above. The tank bottom shall be completely self-draining with a stainless steel drain valve fitted at the lowest point. A top inspection hatch shall be fitted, sufficiently large for cleaning purposes. Separate inlet fill connections shall be fitted for aviation fuel and for additive. The additive inlet shall be from the top with down spout to discharge at low level in the tank. The aviation fuel inlet shall be at low level. A recirculation inlet connection shall provided at a position remote from the low level tank outlet. Subject to appropriate line/valve configuration, the recirculation inlet and the fuel inlet may be common. In smaller installations the additive may be supplied in drums which are decanted manually into the tank, in which case a funnel, with downspout, should be incorporated in the tank top design. Silica gel breathers may be fitted if appropriate for the additive to be stored, and if so fitted the fill cap and any other fittings must be air tight. The tank should be of minimum size to match usage requirements to reduce exposure to humidity and potential contamination. A calibrated tank contents gauge or dip stick must be fitted to enable reconciliation of additive usage vs. fuel throughput. 1.3.3.7 Valves All valves are to be stainless steel, teflon sealed, ball type valves. Issue Draft 2 24/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/A-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section A Topic 01 ADDITIVE INJECTION ADDITIVE INJECTION SYSTEMS 1.3.3.8 Check Valves Stainless steel non-return valves are to be installed: a) at the point of injection into the main fuel line to prevent reverse flow of fuel into the additive injection system and b) in the fuel fill line to the additive tank to prevent reverse leakage of additive into the fuel line when it is at rest. 1.3.3.9 Safety Devices Level alarm switches are to be fitted to the additive storage tank to give indication of overfill by fuel from the fill system, and to give indication of low level. Consideration may also be given to installation of a system failure alarm. 1.4 GENERAL INSTALLATION REQUIREMENTS 1.4.1 A kerbed, impervious, spill containment area is to be provided beneath the additive tank and injection equipment. 1.4.2 A suitable hard standing is to be provided for storage and handling of additive barrels. 1.4.3 An instruction board, which displays hazard warning and handling information for the additives being used, must be positioned adjacent to the injection equipment and storage/ handling area. Issue Draft 2 24/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/A-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section A Topic 01 ADDITIVE INJECTION ADDITIVE INJECTION SYSTEMS ADDITIVE INJECTION SYSTEM SUPPLIERS WITH EQUIPMENT IN ExxonMobil SERVICE Table A1.A LINE FLOW PRESSURE DRIVEN Supplier Dosapro/Milton Roy, Boite Postal No.5 27360 Pont-Saint-Pierre, France Ph. Fax To be confirmed G.N.Y. Equipment, 71 East Industry Court, Deer Park, New York 11729, U.S.A. Type Normally electrical driven plunge or diaphragm type pump. Hydraulic, pneumatic or multiplex drives can also be supplied. Drives can be coupled for multiadditive injection. Model Four different models depending on system pressures, fuel flow rates and additive injection rates. Additive Types SDA, FSII, CI, Antioxidant, Metal deactivator, dyes. Vane type liquid motor drives up to 4 piston type pumps at different injection rates. Suitable for fixed or mobile use. Standard models suitable for fuel flow up to 775 USGPM and additive viscosity 500 SSU max. . Above this range to special design. SDA, FSII, CI, Antioxidant, Metal deactivator, dyes. Vane type liquid motor driving diaphragm type pumps at different injection rates. Up to four additives can be handled independently by individual motors. Models depend on fuel flow rate and additive concentrations required. SDA, FSII, CI, Antioxidant, Metal deactivator, dyes. An impulse turbine drives multiple plunge type pumps according to number of additives to be handled. Electric and hydraulic driven injection pumps are also available. Models depend on fuel flow rate and additive concentrations required. SDA, FSII, CI, Antioxidant, Metal deactivator, dyes. Ph. (1)-516-667-1010 Fax (1)-516-242-3444 e-mail: gnyequip@garsitegroup.com Hammonds Technical Services Inc., 15760 West Hardy Rd., Houston, Texas 77060-3147, U.S.A. Ph. (1)-281-999-2900 Fax (1)-281-847-1857 Hyrolec Technical Services Ltd., 6 Pennant Park, Fareham, Hampshire PO16 8XU U.K. Ph. (44)-1329-825823 Fax. (44)-1329-825824 Issue Draft 2 24/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/A-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section A Topic 01 ADDITIVE INJECTION ADDITIVE INJECTION SYSTEMS Table A1.B BULK METER DRIVEN Supplier GEC Marconi Aerospace Ltd., Avery Hardoll Fluid Management. Division, Titchfield, Fareham, Hampshire PO14 4QA U.K. Type Gravity fed plunge type additive pump driven from meter rotor. Designed for one or two pumps but special arrgts. can be made for extra ones. Model ¾” piston size proportioner to fit BM250, BM 450, and BM 650 bulk meters. Additive Types SDA, FSII, and dyes. Pressure fed supply with solenoid operated flow valve controlled by electronic processor utilising a signal from a meter mounted pulse generator. Has several output and display features. Can be a slave to a product transfer system or operate as stand alone for truck mounting. Compressed air powered piston type pump with pneumatic transmitter mounted on register of positive displacement meter. Available for fixed or truck mounting. Electrically driven piston type injector controlled by an electric signal from a pulse generator mounted on the meter. Up to 8 additives may be handled. Marks III – Simpler single additive injection version utilising rack controller system. Mark IV – Can control up to four additives to give 8 different blends. Mark V – Latest model controls up to four additives to give 16 different blends SDA, FSII, CI, Antioxidant, Metal deactivator, dyes. Viper SDA, FSII, CI, Betz +100, Anti-oxidant, Metal de-activator, dyes. Compact Additive Metering Device SDA, FSII, CI, Antioxidant, Metal deactivator, dyes. Ph. (44)-1329-853000 Fax (44)-1329-853804 Blendtech, PT Ind’l Electric Co., 216 Rivermede Road, Concord, Ontario L4K 3M6 Canada Ph. (1)-905-669-5712 Fax (1)-905-669-5193 e-mail: blendtech@ptindustrial.on.ca web: www.ptindustrial.on.ca Gammon Technical Products Inc., P.O. Box 400, Manasquan, NJ 08736 U.S.A. Ph. (1)-732-223-4600 Fax (1)-732-223-5778 Ingenieurburo fur Indutrieplanung Gmbh, Kohlentwelte 16, 2000 Hamburg 50, Germany Ph. Fax To be confirmed Issue Draft 2 24/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section II AEDSM II/A-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section A Topic 02 ADDITIVE INJECTION ADDITIVE MEASUREMENT AND CONTROL INSTRUMENTS A-2.0 ADDITIVE MEASUREMENT, MONITORING, AND CONTROL INSTRUMENTS 2.1 DESCRIPTION There are only two field tests that are made following injection of additives. One is to check the conductivity level of the fuel following addition of S.D.A. by use of conductivity meters, which may be hand held, in-line, or in-tank, and the second is to check the addition level of F.S.I.I. by manual use of refractometer test equipment. In-line conductivity meters may be used to control additive injection equipment. This section describes fixed conductivity monitoring installations and their use for additive injection control. 2.2 IN-LINE CONDUCTIVITY MONITORING EQUIPMENT The conductivity instrument sensor/transmitter may be a probe that can be directly mounted in the pipeline or on a tank, or alternatively it may be a side-stream sensor instrument designed for installation in parallel with the main fuel line. The instrument, or take-off tapping for a side-stream sensor, must be located not less than 10 pipe diameters downstream of the point of S.D.A. injection. These instruments normally also incorporate a digital thermometer and both readings can be remotely displayed and monitored. A signal output can be relayed to the additive injection system to modulate the rate of injection to give the desired conductivity level, or it may be used to shut down a system in case of the conductivity going outside of pre-set levels. 2.3 CONDUCTIVITY MONITORING EQUIPMENT SUPPLIERS The following table lists approved suppliers of conductivity meters/monitoring equipment: Table A2 CONDUCTIVITY MONITORING EQUIPMENT SUPPLIERS Supplier Type A.W.R. Instruments Ltd., 1 Northpoint Business Estate, Enterprise Close, Rochester, Kent ME2 4LX U.K. PS 1000A CONDTEMP Conductivity Monitor – a dual loop continuous monitoring conductivity and temperature transmitter with flanged, screwed, or retractable fittings for direct mounting in-line or on-tank. The transmitter housing may be located up to 30 metres from the probe and a transmission distance of 1 km. Is possible. The unit can be supplied in configurations to suit local requirements ranging from simple local display through to remote monitoring, alarm and control functions. Phone (44)-1634-290751 Fax (44)-1634-290295 Maihak AG, Semperstr. 38, D 22303 Hamburg, Germany Phone (49)-40-27894311 Fax (49)-40-27894297 e-mail: MLA 900 Digital Conductivity Meter with temperature measurement – A hand held unit comprising a submersible sensor with preamplifier, connected by a cable to a display unit with cable reel. An alarm indication is given if the conductivity reading falls below 50 pS/m. maihak@maihak.de web: http://www.maihak.de Issue Draft 2 24/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/A-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section A Topic 02 ADDITIVE INJECTION ADDITIVE MEASUREMENT AND CONTROL INSTRUMENTS Table A2 (cont’d) - CONDUCTIVITY MONITORING EQUIPMENT SUPPLIERS Supplier Type EMCEE Electronic Inc., 520 Cypress Avenue, Venice, FL 34292, U.S.A. Model 1152 Digital Conductivity Meter – intrinsically safe hand held digital unit with large LDC display. Self check calibration with field adjustment capability. Powered by 3 alkaline batteries and with low battery indication. 50 & 100 ft. extension cable kits available for storage tank and tank truck use. Phone (1)-813-485-1515 Fax (1)-813-488-4648 Model 1150 Staticon Conductivity Monitor – dynamic monitoring of conductivity and temperature in pipeline flow. Basic system comprises Console module, Barrier module, and Fuel Cell module. The fuel cell module is installed for side stream sensing and includes a pump to maintain constant fuel flow across the fuel cell. The barrier module provides electrical interface protection between console and fuel cell for intrinsic safety. The console contains LCD display, hi/lo alarms and hi-hi/lo-lo shut-off signals, and power outputs that can be used to drive external devices or control main pump operation. A recorder can be included as an optional extra. The console can be located up to 1000 ft. from the fuel cell module. The system can be configured to monitor two fuel streams. European Agent: Med-Lab Ltd., Derby, U.K. Phone (44)-1332-349094 Fax (44)-1332-371237 e-mail: sales@med-lab.co.uk Issue Draft 2 24/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/B-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section B Topic 01 AUTOMOTIVE EQUIPMENT REFUELLERS AND HYDRANT SERVICERS B-1.0 REFUELLER AND HYDRANT SERVICER TRUCK DESIGN One of the responsibilities of the aviation operations engineering function is the development of outline specifications, reviewing manufacturer’s proposals, and making recommendations for the supply of mobile refuelling equipment. This includes selection of the appropriate truck chassis design to meet operational requirements, some of which are unique to this type of activity and others which may vary according to local needs. To do this successfully means that the engineer must have some knowledge or expertise in aviation operations in order to define the requirements in the outline specification. This will form the basis for potential suppliers to develop detail design proposals and it is then the responsibility of the engineer to critically review and agree these before making a recommendation for purchase. The following section gives guidance for engineers in assessing load and performance requirements for motive power units and chassis for fuelling vehicles. For other general design requirements for fuelling equipment see Section I/B1, B2 & B3 of this manual. 1.1 GENERAL 1.1.1 Equipment Supplier. Fuelling equipment must only be purchased from recognised suppliers of fuelling equipment who have proven experience and ability to design and construct equipment of the type to be purchased. 1.1.2 Standard Design. Preference should be given to purchase of equipment to an existing proven design wherever practicable. This may be one already in ExxonMobil service or from the manufacturer’s catalogue of equipment that is in service with another operator. This will minimise the design workload and should also enable a lower cost purchase than building to a new design. 1.1.3 Motive Power Unit. Units should be diesel engined with adequate power to match payload (see Section III/A2.3 below) and pumping requirements. Tilt cab or cab over engine configurations are preferred to reduce overall length and turning radius and to obtain better weight distribution. The motive power unit selected must be one that has good local after sale back-up for both technical support and spares availability, and should ideally be compatible with existing vehicles in the fleet.. 1.1.4 Transmission. A 5 speed manual gear box with heavy duty mechanical clutch is recommended for hydrant servicers and rigid chassis refuellers up to 19000 litres capacity. For 38000 litre semi-trailer refuellers and above, a semi-automatic gear box is recommended. Gear boxes should be fitted with a P.T.O. for pump and hydraulic drive purposes (see Section I/B1.3.1.8 for details). 1.1.5 Axles and Suspension. The number of axles should be kept to the minimum commensurate with duty requirements (see Section III/A2.2 below) to reduce tyre wear and minimise both investment and operating costs. Anti-roll suspension should be fitted. For refuellers (i.e. with a tank), suspension and axles should be heavy duty rating. Planetary axles are suggested for large semi-trailer tractors. If necessary, the suspension on hydrant servicers should be stiffened to ensure adequate stability of the platform in the raised (working) position. 1.1.6 Chassis Frame. The chassis frame must be a channel section of high tensile steel with integral cross members except for engine and transmission supports. The frame must not have any deflection when Issue Draft 2 23/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/B-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section B Topic 01 AUTOMOTIVE EQUIPMENT REFUELLERS AND HYDRANT SERVICERS the engine is mounted ahead of the front axle. If a chassis extension is needed to provide full support of the tank and/or fuelling pack then it shall be suitable reinforced. 1.1.7 Rigid Chassis Equipment. The engineer must specify the overall design and layout configuration required for the refuelling equipment. Any limiting constraints such as maximum overall dimensions, maximum permitted axle loads, minimum turning circle, etc. must also be included. The manufacturer shall then prepare his proposals to meet the carrying capacity and flow rate requirements. If a refueller, the tank design should be based on available standard head cross sections and/or on standard shell plate widths. 1.1.8 Semi-Trailer/Tractor Refuellers. The engineer must specify the type of construction (see Section I/B2.2.2 of this manual) and the layout configuration for the refuelling equipment. The preferred physical configuration of the tank (e.g. elliptical profile, single or double sloping bottom) should be indicated. Any limiting constraints such as maximum overall dimensions, maximum permitted axle loads, minimum turning circle, etc. must be given. The manufacturer shall then prepare his proposals to meet the carrying capacity and flow rate requirements. The tank design should be based on available standard head cross sections and/or on standard shell plate widths. 1.1.9 Engineering Review. As part of the design process the manufacturer will calculate the laden and unladen weight and the axle load distribution. This information must be shown alongside the normal design capacities of the chassis unit being offered to demonstrate what, if any, overloading is included in the design. It is the engineer’s responsibility to review these points along with other contents of the proposal and satisfy himself of their acceptability. 1.2 AIRPORT LOAD RATINGS If refuelling vehicles will be operating only on airport operational areas and will not travel on roads that are subject to normal highway legislation they may be designed to carry a 20% overload factor on axles springs and tyres, subject to there being no over-riding local regulations. This is possible due a) to the design of airport aprons to carry the much higher loads imposed by aircraft and b) due to the low operating speeds and lack of significant gradients on airports. The latter consideration also means that the engine and drive train requirements are less severe, thus allowing a bigger payload for a given size power unit. The latitude for overloading within the limit indicated above, subject to compliance with local legislative requirements, is delegated to the engineer responsible for equipment design. The following sections give guidance on weight distribution determination and performance requirements. 1.2.1 Weight Distribution Determination. Proper chassis selection requires a careful study of the total gross weight involved and the way it is distributed on the chassis. The individual weights of all delivery components, including filters, meters, hose reels, platforms, etc., and their fuel content must be included in calculations. Weight must be properly distributed between axles to ensure optimum loading on the front axle for good steering control and on the drive axle for good traction. It is also important in avoiding premature failures due to excessively overloaded axles, springs tyres, etc. and for ensuring the best ride. The type of chassis design and the number of axles and tyres determines the recommended 1 weight distribution limits. For rigid chassis units of “cab over engine” design, ideally /3 should 2 be carried by the front axle and /3 by the rear axle but it is permissible for the front axle loading to be between 25% - 35% and for the rear axle 65% - 75%. For rigid chassis units with Issue Draft 2 23/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/B-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section B Topic 01 AUTOMOTIVE EQUIPMENT REFUELLERS AND HYDRANT SERVICERS engine forward of the cab, ideally 25% should be on the forward axle and 75% on the rear axle. For tractors on articulated refuellers the balance between steering and rear axles should be 20%/80% respectively. 1.2.2 Outline of Weight Distribution Determination Procedure. The following is an outline of the steps that need to be followed in order to determine weight distribution and selection of a suitable chassis. Tank physical dimensions must first be calculated by reference to the limiting factors of maximum width and height that will determine the cross section profile to be used. With this information it is possible to calculate the length of tank required. Tank weight must then be calculated by reference to the material of construction and plate thickness. An allowance of 10% should be added for weight of tank accessories (e.g. baffles, vents, manlids, etc.). Payload weight can be calculated from the tank design carrying capacity and the density of the fuel to be carried. Fuelling components weight, including fuel content, must be calculated from component suppliers data. Some typical figures are shown in Table M2.2.2 below. Table M2.2.2 Typical estimated weights of fueller components in kg. (lbs.) (weights are for 1 or 2 sets as indicated) 1 2 /2” x 24.5m (80’) hoses + nozzles (2) Hose reels (2) PD meters (2) Monitor (1) Pump with PTO (1) Misc. piping (valves, venturis, etc.) swivel joints, System Rating 1125 l/m (300 USGPM) 136 (300) 2250 l/m (600 USGPM) 136 (300) 4500 l/m (1200 USGPM) 136 (300) 272 (600) 140 (310) 195 (430) 36 (80) 272 (600) 272 (600) 218 (480) 210 (465) 95 (210) 363 (800) 272 (600) 250 (550) 280 (620) 159 (350) 454 (1000) The sum of the above component factors is totalled and, together with the length of tank, is used to make a preliminary selection of chassis from truck manufacturers literature. The base chassis and cab weight of the selected unit is added to the calculated tank/equipment/payload weight to give the gross vehicle weight. The wheelbase and back of cab to centreline of rear axle dimensions are critical to positioning of the equipment/tank. The position of the tank and fuelling equipment relative to axle positions is used to calculate the percentage of the total load carried by each axle. From this it is a simple matter to determine the weight carried by each axle. Having calculated the theoretical axle loads the results must be compared with the GVW rating and the axle, spring, and tyre load capacities to determine whether any part of the selected unit would be over-loaded. A check must also be made to confirm that the distribution of weight between axles is within the desired limits as outlined in Section M2.2.1 above. If found unacceptable the process must be re-cycled to either select a different chassis or re-configure tank/equipment design or positioning on the chassis. It is the fuelling vehicle manufacturer’s responsibility to carry out the above detail design work. Summary information showing calculated design loads against chassis/equipment suppliers Issue Draft 2 23/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/B-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section B Topic 01 AUTOMOTIVE EQUIPMENT REFUELLERS AND HYDRANT SERVICERS specification limits is to be included in the tender submission. The ExxonMobil engineer must verify that the proposals are in compliance with requirements. 1.3 PERFORMANCE ANALYSIS In addition to analysis of weight distribution, the motive power unit selection should be evaluated in terms of required performance, which is the ability of the truck to move a load under operating conditions. Experienced engineers will often be able to draw on their practical knowledge to identify a satisfactory unit, however a more scientific approach may be required for new combinations. This can generally be done by consideration of two main aspects; gradeability is the starting and grade climbing ability, and speedability is the indication of probable maximum speed on a level concrete road in still air. This information should be made available on request by the equipment supplier. 1.3.1 Gradeability The starting and grade climbing ability of a given truck or tractor-trailer combination is expressed in per cent (%) grade. A 1% grade is equivalent to a rise of one metre (or foot) in a horizontal distance of one hundred metres (or feet). A commonly accepted industry standard is that a rigid chassis or semi-trailer unit should provide at least 10% gradeability to set the vehicle in motion from a standing start on level ground. With a towed full trailer, this increases to 15%. In addition to this, the vehicle should have sufficient gradeability to climb the steepest slope that will be encountered in operation. For airport operation, the steepest that is likely to be encountered should not exceed 6%, thus at least 16% (10% starting plus 6% operating) gradeability must be provided for a rigid chassis or semi-trailer unit, or 21% (15% + 6%) for a towed trailer design. Gradeability can be calculated from a formula that takes into account maximum engine torque, maximum gear reduction, tyre diameter, gross vehicle weight, and a constant dependent on the axle drive configuration (i.e. single, single-drive tandem, or dual-drive tandem). If the calculated gradeability is inadequate then the unit configuration must be changed. This could be by using a higher rear axle ratio, by using a transmission with greater first gear reduction, or by using a more powerful engine. Using smaller wheels, if available to meet the load requirements, could also be an option but there are other factors, such as higher tyre wear, that make this a less attractive alternative. 1.3.2 Speedability Maximum speeds restrictions of 30 kph (20 mph) generally apply on airports and therefore speedability is not usually an important consideration for this type of operation. The following brief information is given for information purposes only. Speedability is the estimated road speed based on the engine net horsepower developed at a selected engine speed (rpm) and is calculated from a formula that takes into account factors for air resistance, road rolling resistance, and geared road speed. These factors have to be separately determined before the speedability formula can be applied. 1.3.2.1 Air Resistance The air resistance due to turbulence produced by a vehicle in motion varies theoretically as the square of the speed and affects the ability of the vehicle to reach top speed. The AR factor is calculated from a formula that takes into account the frontal area of the truck and the truck speed. 1.3.2.2 Road Rolling Resistance Rolling resistance is the retarding effect of the road surface and varies with the type and condition of the road. Tables exist for different types of surface. For airport applications, a smooth concrete surface is assumed and this has a Rolling Road Resistance of 10 lbs. per 1000 lbs. gross weight. Issue Draft 2 23/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/B-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section B Topic 01 AUTOMOTIVE EQUIPMENT REFUELLERS AND HYDRANT SERVICERS 1.3.2.3 Geared Road Speed The geared road speed is a function of selected engine speed (rpm), overall drive train ratio, and tyre diameter on the drive axle. The Ford Motor Company has developed a “Speedability Predictor” that is a simplified aid to estimate truck performance. This is shown on the following page. The Predictor assumes that the gear ratios are such that they produce sufficient rpm to develop the required horsepower. By using the 20 mph and 6% grade limits for airports it can be used as a guide in engine selection if the gross vehicle weight is known. Issue Draft 2 23/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/B-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section B Topic 01 AUTOMOTIVE EQUIPMENT REFUELLERS AND HYDRANT SERVICERS Issue Draft 2 23/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section II AEDSM II/C-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 01 PRESSURE & DEADMAN PRESSURE CONTROL SYSTEMS CONTROL SYSTEMS C-1.0 PRESSURE CONTROL SYSTEMS 1.1 PURPOSE Aircraft fuel system components are made of lightweight materials and are easily damaged if subjected to flow pressures in excess of the design rating. This is usually 3.5 bars. (50 psig) nominal, but can be lower for some aircraft types or as specified by some airlines. A typical refueller is capable of a stall pressure up to approximately 7 bars. (100 psig). Hydrant system are usually designed to operate at 10bars.(150 psig), and for very large systems up to 15 bars. (225 psig) or 20 bars. (300 psig). These pressures are needed in the supply system because of high pressure losses during fuelling at the flow rates that are necessary during multiple aircraft fuelling to meet aircraft turn-round times. It is therefore necessary to install a pressure control system that must limit the pressure at the aircraft to within a tolerance not greater than +0.3 bar (+5 psi) of the aircraft fuelling system design pressure rating. In order to maintain optimum flow to the aircraft it is also required that the control system will not regulate pressure to a level of -0.3 bar (-5 psi) below the acceptable fuelling pressure limit. During the fuelling operation it is possible for sudden changes in flow demand to occur by the automatic closure of valves on the aircraft as tanks become full. Closure against fuel flowing at high velocity in the supply system can lead to a sudden build up of pressure (surge pressure) which will exceed the normal flow pressure by a quite significant margin. Surge pressures can also be generated by sudden closure of valves elsewhere in the fuel supply system. Aircraft fuel systems are designed to withstand momentary surge pressures of up to 8 bars (120 psig). Into-plane fuelling equipment pressure control systems must therefore be capable of sensing and controlling surge to within this limit to protect both the aircraft and the fuelling equipment. In addition to pressure control and surge protection, there is a requirement to provide a rapid fuelling shut-down capability in the event of emergency or incapacity of the operator (the deadman control system). This functionality is often incorporated in the design of the pressure control system. 1.2 ExxonMobil REQUIREMENT FOR PRESSURE AND DEADMAN CONTROL To meet the above aircraft pressure limits and provide emergency shut-down protection, ExxonMobil minimum requirements are as follows:1.2.1 Nozzle Pressure – During normal fuelling, at all flow rates, pressure measured at the fuelling nozzle downstream of the nozzle poppet must not exceed the pressure limit for the aircraft being serviced or 3.5 bars. (50 psig) maximum. 1.2.2 Surge Pressure – Surge pressure measured downstream of the nozzle poppet must not exceed 8 bars. (120 psig). 1.2.3 Deadman Control – All underwing fuelling systems, both vehicle and cabinet, must be fitted with a deadman control system. The minimum design requirements for deadman control are as given in Section II/C.4.4 of this manual. 1.2.4 Dual Control System a) Fuelling systems which are rated at, or capable of, delivering more than 700 litres/min. (175 USGPM) per hose, or can operate at more than 5 bars. (70 psig) at any point in the vehicle system must have at least two pressure control devices in series. b) The primary controller shall be positioned as close as practicable to the aircraft and should normally be a hose end pressure regulator. (See Section II/C.2 for details). Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/C-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 01 PRESSURE & DEADMAN PRESSURE CONTROL SYSTEMS CONTROL SYSTEMS c) The secondary (back-up) controller is to be set no more than 0.7 bar (10 psi) above the primary controller which is normally set to provide a nozzle delivery pressure of 3.5 bars.(50 psig) maximum. (See Section II/C.3 for details). 1.2.5 Hydrant Operations a) The secondary pressure control device must be installed at the hydrant pit (4” systems), incorporated in either the intake coupler or in the pit valve. If it is in the intake coupler, routine maintenance and testing is simplified and for these reasons this is the preferred method. (See Section II/C.3 for details). b) Deadman shut-off must be installed at the hydrant pit (4” systems). On new hydrant systems it should be incorporated in the pit valve, otherwise it must be incorporated in the intake coupler. (See Section II/C.4 for details). 1.3 PRESSURE AND DEADMAN CONTROL SYSTEM CONFIGURATIONS 1.3.1 The primary pressure control system is normally a hose-end regulator which comprises a single control valve located at the end of each refuelling hose immediately upstream of, and attached to, the underwing refuelling nozzle. These valves are usually spring loaded but can alternatively be air operated. They are positioned as close as possible to the aircraft to allow a higher margin of pressure in the hose thereby enabling optimum fuel flow. They are generally more responsive to surge than in-line control valves, a feature which is further enhanced by their positioning closer to the aircraft tank valves. For further details refer to Section II/C3.2.1. 1.3.2 The secondary pressure control system comprises two components. The pressure control valve operates in response to a pressure signal transmitted from a connection on the fuel line downstream of the control valve. This is traditionally achieved by physical fuel pressure conveyed from the point of connection by a capillary tube, but digital control technology is now being introduced which utilises an electronic signal generated by a pressure transducer. 1.3.2.1 Fuel sense pressure control - During normal fuelling, line pressure immediately downstream of the valve has to be higher than at the underwing nozzle in order to overcome pressure losses during flow of fuel through the hose. In order to ensure that the secondary control valve operates to meet the desired pressure limits at the nozzle, it is necessary to create a pressure at the sense line connection that equates to the nozzle pressure. This is usually achieved by installation of a venturi in a straight section of pipe in the fuelling system downstream of the secondary control valve. For multiple hose vehicles with differing hose lengths or diameters, separate venturis must be installed in the feed to each hose. For further details see Section II/C.3.???. 1.3.2.2 Digital pressure control – A pressure transducer maintains a signal output that is fed into the system control module. The module simultaneously receives a flow signal from an electronic meter. The two signals are processed to generate an output signal that controls the pressure control valve. The system is calibrated against each hose end nozzle so that the output is appropriate to the hose selected for the fuelling. For further details Section II/C3.2.2. 1.3.2.3 The secondary pressure control valve that regulates the fuel pressure can be one of several different designs, which in some instances may be dictated by its location. For information on types, characteristics, applications and specifications see Section II/C3.3. Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/C-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 01 PRESSURE & DEADMAN PRESSURE CONTROL SYSTEMS CONTROL SYSTEMS 1.3.3 The location of the secondary pressure control valve on refuellers and cabinets may be in-line, with a separate pressure relief system bypass to the pump suction, or it may be as a pump bypass valve which directly relieves pressure to the pump suction. For typical arrangements see Diagrams C1.3.3a and C1.3.3b. 1.3.4 The secondary pressure control valve on hydrant servicers should be incorporated in the hydrant intake coupler, but may also be located in the hydrant pit valve. For typical arrangements see Diagrams C1.3.4a and C1.3.4b. Some older hydrant systems have low operating pressures that necessitate a booster pump on the hydrant servicer. In these circumstances the general pressure control design principles that apply are similar to a refueller, but deadman control requirements remain as for all other hydrant systems. The secondary pressure control valve must be in-line, with a pressure relief bypass on the booster pump, and deadman control must be located either in the intake coupler or in the hydrant pit valve. In this type of application it is necessary to interlock the deadman control with the booster pump throttle. This should put the pump to idle immediately the deadman is released, and also ensure that the booster pump speed cannot be increased above idle until after the pressure control/deadman valve has been reactivated. 1.3.5 Issue Draft 3 The secondary pressure control valve may incorporate deadman control functionality, alternatively it may be provided by an independent valve. For details see Section II/C.4. 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/C-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 01 PRESSURE & DEADMAN PRESSURE CONTROL SYSTEMS CONTROL SYSTEMS D EAD M A N N OZZ LE FILTE R M ON IT O R H .E.P .C.V. SEN SE LIN E B Y-PASS PC V H OS E R E EL D EAD M A N V A LV E M ETE R VEN TU RI PU M P D iagram C 1.3.3a Refueller w ith Pum p Bypass PC V and Independent D eadman DEADMAN NOZZLE H.E.P.C.V. FILTER MONITOR SENSE LINE PRESSURE RELIEF BYPASS VALVE HOSE REEL PUMP IN-LINE PCV & DEADMAN METER VENTURI Diagram C1.3.3b Refueller with dual In-line PCV & Deadman Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/C-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 01 PRESSURE & DEADMAN PRESSURE CONTROL SYSTEMS CONTROL SYSTEMS NOZZLE D EADMAN HEPCV DECK HOSE VENTURI H EPCV FILTER M ONITOR SENSE LINE INLET HO SE R EEL HOSE IN TA KE PC V & D EA DMAN VENTURI METER Diagram C 1.3.4a Hydrant Servicer with D eadman in Intake Coupler DEADMAN NOZZLE HEPCV DECK HOSE VENTURI HEPCV FILTER MONITOR SENSE LINE INLET HOSE REEL HOSE INTAKE PCV VENTURI METER PIT VALVE WITH DEADMAN Diagram C1.3.4b Hydrant Servicer with Deadman in Pit Valve Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/C-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 02 PRESSURE & DEADMAN HOSE END REGULATORS CONTROL SYSTEMS C-2.0 HOSE END REGULATORS 2.1 DESCRIPTION Hose end regulators or Hose End Pressure Control Valves (HEPCV’s) are designed for use either as an integral part of, or an attachable accessory to, the underwing fuelling nozzle. Their purpose is to protect the aircraft fuelling system from into-plane fuelling and surge pressures in excess of the aircraft design specifications. 2.2 TYPES OF H.E.P.C.V.’s There are two types of hose end regulator which are described below:2.2.1 Spring Controlled, Piston Actuated – This design is a separate unit that may be detached from the accompanying fuelling nozzle. It is now the most common type in service due to its simplicity. A piston operated sleeve valve is held in the normally open position by a spring inside the piston housing. Back pressure from the fuelling system acts on the head of the piston housing and as the pressure increases it acts against the spring, causing the valve to move towards the closed position, thus regulating the flow and downstream pressure. Full closure of the valve occurs when the back-pressure reaches the spring rated pressure. Whilst a range of spring ratings are available, it is necessary to dismantle the HEPCV to change one. It is usual to standardise on a spring rating of 45 or 50 psig. for commercial and military fuelling. See Diagram C2.2.1 BACK PRESSURE BACK PRESSURE ACTS ON THIS SURFACE SPRING DIAGRAM C2.2.1 - SPRING CONTROLLED HEPCV Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/C-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 02 PRESSURE & DEADMAN HOSE END REGULATORS CONTROL SYSTEMS 2.2.2 Air Controlled, Diaphragm Actuated – This design is usually an integral part of the fuelling nozzle and comprises an air reference diaphragm actuated sleeve valve that can be adjusted to control at different pressures by charging from the fuelling vehicle air system. The design is more complex and of bulkier construction than the spring controlled HEPCV. Also, virtually all aircraft are designed to operate to a fuelling pressure limit of 3.5 bars (50 psig) and adjustability has ceased to be a significant advantage. For these reasons this type has fallen out of favour and is now only likely to be found on some old refuelling equipment. 2.3 APPROVALS Approval authority for underwing fuelling nozzle assemblies for ExxonMobil use rests with ExxonMobil Aviation. At their discretion, witnessing of performance tests may be delegated to an ExxonMobil affiliate or other suitably qualified body but final approval will remain with ExxonMobil Aviation following review of all aspects of the qualification process. The hose end regulator must satisfy the performance and mechanical specification requirements as detailed in Section II/C2.6 and 2.7 below and nozzles must meet the specification requirements of Section II/M.3. Performance requirements must be satisfied with the regulator and nozzle connected and tested in combination against the Test and Qualification Procedures for the Hose End Regulator and Companion Nozzle as given in Section III/B.2. The manufacturer shall also provide proof of a satisfactory quality assurance programme as detailed in Section II/C2.4. Final approval may be granted after a minimum four-month field evaluation, with usage on at least 500 aircraft fuellings. At the end of the evaluation period the regulators will be opened and subjected to visual inspection of internal parts. The field evaluation may be waived at ExxonMobil Aviation discretion if the manufacturer provides acceptable evidence to confirm satisfactory service with other customers for a minimum period of 4 months and 500 fuellings. 2.4 QUALITY ASSURANCE The supplier is responsible for the performance of all materials and production inspections. Qualification approval shall be granted only upon satisfactory evidence provided by the manufacturer of the existence of an enforced Quality Assurance programme that in ExxonMobil Aviation’s opinion will ensure the satisfactory performance and reliability of the finished product. Units that were subject to Materials Review Board (MRB) treatment shall be traceable to all corresponding documentation related to the MRB investigation and release. The manufacturer shall keep such documents for a period of at least ten (10) years. 2.5 QUALIFICATION TESTING Prior to qualification testing, the manufacturer must certify that the hose end assembly, including interface swivel coupling, strainer and nozzle, meet the performance and mechanical requirements specified in Section II/C2.6 and 2.7 of this specification. In addition the manufacturer must certify that the tests called for under Stop-and-Start Recycle and Strength in Section II/C2.6 of this specification have been performed and that the nozzle assembly so tested is the one to undergo qualification testing in accordance with Section III/B2.1 of this Manual. Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/C-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 02 PRESSURE & DEADMAN HOSE END REGULATORS CONTROL SYSTEMS 2.6 PERFORMANCE SPECIFICATION 2.6.1 Design The hose end regulator shall be so designed that it can be adequately secured to the fuelling nozzle and the hose end swivel coupling and the securing device shall incorporate a sealing arrangement or other acceptable method to safeguard against accidental separation during service use. It shall be compact and offer no interference with handles or operating levers of the hose end assembly when these are operated with gloved hands. All regulators must be capable of being mechanically or hydraulically locked in the open position for defuelling of aircraft or the testing of upstream valves. 2.6.2 Operating (Flow) Pressure Control When tested in accordance with Test Series V and VII of Section III/B.2.1 of this Manual, the regulator shall perform as follows: Other than under low flow conditions, outlet pressure shall be regulated within +/- 0.3 bar. (+/5 psi) of the nominal spring/air setting from 95 l/min (25 USGPM) up to rated flow. During low flow condition, i.e. between valve lock up and 95 l/min (25 USGPM), outlet pressure shall be maintained within +/- 0.7 bar (+/- 10 psi) of the nominal spring/air setting. 2.6.3 Surge and Lock Up Control When tested in accordance with Test Series VI and VIII of Section III/B2.1, peak surge pressure at the aircraft fuelling nozzle is not to exceed 8.3 bar (120 psig) when a downstream valve is closed in up to one second at any flow up to and including the rated flow of the test specimen. The aircraft fuelling nozzle lock up pressure shall not exceed 4.8 bar (70 psig) under these conditions. 2.6.4 Structural Integrity No evidence of leakage (other than allowed in the test procedures), deterioration, deformation, fracture, or malfunction of any type, at any time, will be allowed during the qualification testing in accordance with Section III/B2.1. 2.6.5 Leakage When tested in accordance with Test Series IV and X of Section III/B2.1 of this Manual, the indicated pressure shall not differ by more than 10% for the time intervals specified. 2.6.6 Pressure Drop The maximum pressure drops for fuelling and defuelling are as follows: 2.6.6.1 Fuelling (1) With Swivel Coupler, 100 Mesh Strainer, HEPCV, Nozzle, and Test Adaptor: 1140 l/min (300 USGPM) - 0.8bar (12 psi) 1900 l/min (500 USGPM) - 2.1 bar (30 psi) (2) Hose End Controller Only 2.6.6.2 Defuelling (1) With Swivel Coupler, 100 Mesh Strainer, HEPCV, Nozzle, and Test Adaptor: 760 l/min (200 USGPM) - 0.2 bar (3 psi) 2.6.7 Stop and Start Recycle Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/C-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 02 PRESSURE & DEADMAN HOSE END REGULATORS CONTROL SYSTEMS Subject a complete assembly consisting of swivel coupler, 100 mesh strainer, hose end controller, nozzle, and test adapter to 2000 cycles of stop and start flow. The flow control valve of the underwing fuelling nozzle or other downstream control valve may be used for this purpose. The hose regulator and/or assembly shall not show any evidence of binding, chatter, leakage or looseness. The 2000 cycles shall be run under hydraulic conditions producing a full nozzle pressure of at least 50 psig when the control valve is in the closed position and with fuel flow at rated capacity when the control valve is in the open position. 2.6.8 Strength There shall be no evidence of leakage, deterioration, deformation, fracture or malfunction when the hose end assembly is subjected to the coupling, tensile and bending loads and rough handling specified below. With regards to the coupling, bending and tensile loads, the assembly shall meet these requirements with nozzle connected to the test adapter, with valve actuated to the flow position and with test adapter and assembly filled with fluid. Bending and tensile loads shall be applied to the assembly’s inlet flange and interfacing swivel coupling. a) Combined Coupling and Tensile Loads One hundred (100) applications of a combined load of 100 pound-ft. couple applied to the nozzle handles and an axial tensile load of 200 pounds. b) Bending Load (1) Twenty five (25) applications of a 600 pound-ft. bending load. (2) Nine hundred and fifty (950) applications of a 350 pound-ft. bending load. (3) Twenty five (25) applications of a 200 pound-ft. bending load with a fluid pressure of 60 psig. c) Free Drop Five (5) drops from a height of 1.85 metres (6 ft.) in accordance with Test Series II of Section III/B2.1 of this Manual. 2.6.9 Lubricants The hose end assembly, including the inlet quick disconnect swivel coupling, hose end regulator, and nozzle shall operate satisfactorily without the use of lubricants. 2.6.10 Maintenance The hose end assembly shall not require special tools or fixtures for overhaul or repair of the assembly or any of its components. 2.6.11 Electrical Grounding Although the hose end assembly need not be provided with a bonding plug, the design shall provide for complete electrical contact between the hose end swivel coupling, hose end control valve, and nozzle through their mating connections. The resistance from the hose end swivel coupling to the nozzle inlet flange shall not exceed 10 ohms. 2.6.12 Side Vent Port The vent port on spring controlled/piston actuated regulators should meet Mil. Std. MS33649-4 to allow use of a standard hydraulic hose block-out device. Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/C-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 02 PRESSURE & DEADMAN HOSE END REGULATORS CONTROL SYSTEMS 2.6.13 Hose/Nozzle Interface Swivel A quick disconnect inlet connection is required to provide: A swivelling point A means for inspecting the strainer A means for changing from one hose to another The quick disconnect shall have primary and secondary locking features that can be operated easily with heavily gloved hands. Locking devices should be readily apparent when in the locked position. The swivel shall rotate freely when the regulator is closed and the hose is under normal operating temperatures and pressures specified in Section II/C2.7.2 of this manual. The quick disconnect may include a dry-break valve arrangement to prevent fuel spillage from the open hose end after disconnecting, but the pressure drop requirements defined in Section II/C2.6.1 above shall remain applicable. It is recommended that this design be given consideration when purchasing new equipment. 2.6.14 Strainer The hose end assembly shall be provided with 100 mesh strainer with a minimum wire size of 0.15 mm (0.006 in.) diameter and at least 35% open area. The open end of the strainer shall be provided with a cross bar to facilitate easy removal. The manufacturer shall specify the maximum pressure drop before strainer screen rupture. The strainer is to be located between the regulator and the hose and it must be easily removable without use of force. It is possible to obtain a dry break valve assembly with an integral nozzle screen that can be removed directly from the side of the housing without need to break the coupling. Consideration should be given to this when purchasing new equipment. 2.7 MECHANICAL SPECIFICATION 2.7.1 Construction The hose end regulator shall be rugged and so constructed that it will withstand the strains, knocks, vibrations, and other conditions incident to shipping, storage and service usage. 2.7.2 Operating Temperatures and Pressures The complete hose end assembly, including interface swivel coupling, strainer, hose end pressure regulator, ferrous and non-ferrous parts, shall be designed for an ambient temperature range of –37oC to +71 oC (-35 oF to +160 oF). The assembly shall be capable of sustaining a maximum pressure of 15.52 bars (225 psig), including surge, as tested under Test Series III in Section III/B2.1 of this Manual. 2.7.3 Materials All metal parts in contact with the fuel shall contain no more than 5% zinc or cadmium. Copper and copper bearing alloys shall not make up more than 10% of the total wetted metallic surface. All metals used in the construction of the regulator shall be of a corrosion resistant type, or shall be suitably protected to resist corrosion. The use of dissimilar metals shall be avoided wherever practicable. All non-metallic gaskets, O-rings, or other seals in contact with the fuel are to be of materials suitable for use with in aviation fuels. If nitrile rubber is used it shall be High Nitrile grade. Gaskets, O-rings, or other seals, including all synthetic rubber parts shall be easily replaceable with a minimum replacement of attaching parts. Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/C-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 02 PRESSURE & DEADMAN HOSE END REGULATORS CONTROL SYSTEMS 2.7.4 Weight and Length Hose end regulators should be light and compact. Attachable type regulators should be no heavier than 1.8 kg. (4 lbs.) and not longer than 18 cm. (7 ins.). 2.8 APPROVAL LIST A list of currently approved hose end assemblies will be issued periodically in the form of an Aviation Technical Newsletter to all holders of the AEDSM and AOSM. Information of new approvals will be similarly communicated. Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section II AEDSM II/C-03 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 03 PRESSURE & DEADMAN SECONDARY PRESSURE CONTROL CONTROL SYSTEMS C-3.0 SECONDARY PRESSURE CONTROL 3.1 DESCRIPTION The secondary pressure control system is required as a back-up for the primary hose end pressure control valve where fuelling conditions can exceed a flow of 700 l/min (175 USGPM) per hose or a system pressure of more than 5 bars. (70 psig). Control requirements are as set out in Section II/C1.2. The overall configuration of pressure control systems is as summarised in Section II/C1.3 and illustrated in Diagrams C1.3.3a & b and C1.3.4a & b. The two basic components of all secondary control system are the a) pressure sensing system and b) the control valve which responds on receipt of a signal from the pressure sensing system. This section describes these and gives design requirements and specifications for the component parts of the secondary control system. The requirements for deadman control, which is incorporated as a feature of many secondary pressure control valves, are given in Section II/C4. 3.2 PRESSURE SENSING SYSTEMS 3.2.1 FUEL SENSE PRESSURE The traditional means of control is by physically transmitting downstream fuel pressure by capillary tube to a port on the control valve. Changes in the sensed line pressure away from the desired level causes the valve to open or close as appropriate to maintain the desired downstream delivery pressure. See Section II/C3.3 for details of valve operation. When fuelling at higher flow rates there are significant pressure losses between the control valve and the fuelling nozzle. With a direct sensed line tapping in the pipework immediately downstream of the valve and the system adjusted to control at 3.5 bar (50 psig), the pressure at the nozzle when delivering at maximum flow will be significantly lower than the permitted maximum. This is due to losses in the hose and other system fittings and it reduces the flow rate below the optimum. The alternative to direct sensing is to provide pressure loss compensation so that the signal to the control valve is corrected to allow for line losses at any flow rate and thus cause the valve to maintain an outlet pressure commensurate with 50 psig at the fuelling nozzle. The method used to achieve this is by installation of a venturi in the delivery line. This is the ExxonMobil approved method for fuel sense pressure installations and is described more fully below. 3.2.1.1 Principle of Venturi Operation (See Diagram C3.2.1.1) The Venturi is a section of tube that is internally profiled to accelerate fuel flow in the inlet section, thus creating pressure changes, and then to decelerate the flow rate in the outlet section to the original, with virtual restoration of original pressures. The purpose is to create an internal pressure at the venturi throat that is the same as the pressure at the fuelling nozzle when the valve is operating in its control range. The control valve sense line is connected to the venturi throat. Each venturi has to be engineered to match the downstream pipework and hose configuration. Some venturis (adjustable venturis) have a calibration adjustment that modifies the sensed throat pressure by a controlled bleed from the higher pressure at the venturi inlet. The scope for adjustment to the desired accuracy in this way is limited and if there is significant change to the downstream configuration, e.g. change of hose diameter or significant change of hose length, then it will be necessary to install a new venturi. Issue Draft 3 21/51/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/C-03 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 03 PRESSURE & DEADMAN SECONDARY PRESSURE CONTROL CONTROL SYSTEMS 3.1 VEN T U RI PR ESS UR E GA U GE 3.4 H EPC V SEN SE L INE VEN T U RI D ESIGN ED TO C R EA TE THO A T PR ESS UR E EQU IVA LE NT TO HO SE EN D PR ES SU RE UN D ER C ON T R OL C ON D IT ION S A DJU STM EN T VA LV E 4.8 8.2 4.6 1.3 ba rs H OSE & PIPE LOSSE S 3.4 SEC O ND A RY PC V REGU LATES TO M A IN TAIN 3.4 bars A T VE NTU RI THR OA T 3.4 PRESS LOSS PRESSURE RECO VERY 1.4 bars 1.2 bars VEN TU RI THR O AT PR ESSU R E Diagram C3.2.1.1 – Principle of Venturi Operation 3.2.1.2 Venturi Installation To achieve best possible control the venturi should be located as close as is practicable to the delivery hose. Ideally each hose should have its own venturi installed downstream of the manual control valve in the feed to the hose. A non-return valve must be fitted in the sense line from each venturi to prevent reverse flow and possible degradation of the active sense line pressure. Alternatively, an interlock arrangement can be provided so that operation of the manual control valve will open the appropriate venturi sense line. In the case of hose combinations which might require the use of two hoses, each with its own venturi, a shuttle valve must be installed at the junction of the two sense lines. This valve will ensure that the line with the higher pressure is always the one which is open to the control valve. In the case of fuel supply to deck hoses, where delivery is invariably through both hoses, it is common practice to install a single venturi in the feed to the platform. On adjustable venturis, a means of sealing at the correct set-point must be provided. 3.2.2 DIGITAL PRESSURE CONTROL (See Diagram C3.2.2) Electronic control is achieved by installation of a pressure transducer on the line in place of the conventional venturi. The transducer transmits an electronic signal to a process control unit (P.C.U.) that simultaneously receives a signal from an electronic meter head. The signals are processed to calculate the pressure at the fuelling nozzle, compared against the desired pressure, and then a signal is generated and sent to the control valve to initiate the desired valve adjustment. The P.C.U. can be calibrated against up to four nozzle combinations and Issue Draft 3 21/51/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/C-03 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 03 PRESSURE & DEADMAN SECONDARY PRESSURE CONTROL CONTROL SYSTEMS data stored in memory to allow automatic operation according to hose(s) selected for use. Opening and closing speed of the control valve can also be regulated by the PCU. Experience with this type of system is currently limited, however it offers the attraction of improved flow by elimination of the venturi, and simpler, more flexible, installation and maintenance. Conversion of existing refuelling equipment can be relatively expensive because of the need to modify, or change, control valves and meter heads (if not already electronic). If considering installation of this technology, first contact EAI for latest experience information and recommendations. DEADMAN NOZZLE HEPCV DECK HOSE HEPCV FILTER MONITOR P.C.U INLET HOSE TRANSDUCER INTAKE PCV & DEADMAN REEL HOSE METER Diagram C3.2.2 - Digital Pressure Control 3.3 CONTROL VALVES There are three basic types of pressure control valves. These are summarised below. 3.3.1 Hydraulically operated and diaphragm (spring) actuated. Flow stream pressure is used as the control media. A pilot valve operates in response to a signal to allow downstream pressure on top of a diaphragm. The main valve modulates to limit the downstream pressure, i.e. the pressure above the diaphragm, to the desired control level. Diagram C3.3.1 to be inserted 3.3.2 Hydraulically operated and piston (spring) actuated. Issue Draft 3 21/51/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/C-03 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 03 PRESSURE & DEADMAN SECONDARY PRESSURE CONTROL CONTROL SYSTEMS Flow stream pressure is used as the control media. By using a modulating pilot to control pressure in the chamber above the main piston, the piston is positioned to maintain the required downstream pressure. Diagram 3.3.2 to be inserted 3.3.3 Pneumatically/Hydraulically operated and piston actuated. Flow stream pressure is balanced against air reference pressure to position the main valve piston to maintain the required downstream pressure. This is the design generally used for hydrant servicer intake PCV’s. See Diagram C3.3.3 below. Air pressure applied by activating deadman Piston closing under pressure control Fuel sense pressure acting against air pressure forces piston to close. Diagram C3.3.3 - HYDRANT INTAKE P.C.V. 3.4 APPROVALS Approval authority for underwing fuelling nozzle assemblies for ExxonMobil use rests with ExxonMobil Aviation. At their discretion, witnessing of performance tests may be delegated to an ExxonMobil affiliate or other suitably qualified body but final approval will remain with ExxonMobil Aviation following review of all aspects of the qualification process. The control valve must satisfy the performance and mechanical specification requirements as detailed in Sections C3.7 and C3.8 below and must be satisfactorily tested against the Test and Qualification Procedures as given in Section III/B2.2 of this manual. The manufacturer shall also provide proof of a satisfactory quality assurance programme as detailed in Section II/C3.5. Final approval may be granted after a minimum four months field evaluation, with usage on at least 500 Issue Draft 3 21/51/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/C-03 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 03 PRESSURE & DEADMAN SECONDARY PRESSURE CONTROL CONTROL SYSTEMS aircraft fuellings. At the end of the evaluation period the valves will be opened and subjected to visual inspection of internal parts. The field evaluation may be waived at ExxonMobil Aviation discretion if the manufacturer provides acceptable evidence to confirm satisfactory service with other customers for a minimum period of 4 months and 500 fuellings. 3.5 QUALITY ASSURANCE The supplier is responsible for the performance of all materials and production inspections. Qualification approval shall be granted only upon satisfactory evidence provided by the manufacturer of the existence of an enforced Quality Assurance programme that in ExxonMobil Aviation’s opinion will ensure the satisfactory performance and reliability of the finished product. Valves that were subject to Materials Review Board (MRB) treatment shall be traceable to all corresponding documentation related to the MRB investigation and release. The manufacturer shall keep such documents for a period of at least ten (10) years. 3.6 QUALIFICATION TESTING Prior to qualification testing, the manufacturer must certify that the valve meets the performance and mechanical requirements specified in Section II/C.3.7 and 3.8 of this specification. 3.7 PERFORMANCE SPECIFICATION 3.7.1 Operating (Flow) Pressure Control The control valve and associated regulating system should be capable of adjustments to provide pressure regulation at the aircraft fuelling nozzle over the range of 1.7 to 5.2 bars (25 to 75 psig). With the exception of low flow conditions, pre-set regulated pressure shall be maintained within +/- 0.3 bar (+/- 5psi) regardless of variations in flow rate and/or inlet pressures. During low flow conditions, i.e. between valve lock up and 95 l/min (25 USGPM), pre-set regulated pressure shall be maintained within +/- 0.68 bar (10 psi). The difference in regulated pressure between decreased and increased operating flow should not exceed 0.7 bar (10 psi). 3.7.2 Surge and Lock Up Control Peak surge pressure at the aircraft fuelling nozzle is not to exceed 8.3 bar (120 psig) when a downstream valve is closed in up to one second at any flow up to and including maximum rated flow, at delivery pressures up to and including 3.4 bar (50 psig). The aircraft fuelling nozzle lock up pressure shall not exceed 4.8 bar (70 psig) under these conditions. 3.7.3 Deadman Control If the valve is designed to act provide deadman control functionality then the performance shall be as specified in Section II/C4 of this manual. 3.7.4 Excess Flow Control If the valve is designed to provide excess flow control then dual excess flow control settings shall be adjustable from 3405 l/min (900 USGPM) to 4730 l/min (1250 USGPM) for the high range, and 2175 l/min (575 USGPM) to 2460 l/min (650 USGPM) for the low range. This shall be regardless of variations in inlet or outlet pressures. The time expired from the instant the pre-set flow rate is reached until a no flow condition is established shall not exceed 5 seconds. In addition, excess flow pilot activation shall occur within 225 l/min (60 USGPM) of the pre-set value. 3.7.5 Pressure Drop Issue Draft 3 21/51/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/C-03 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 03 PRESSURE & DEADMAN SECONDARY PRESSURE CONTROL CONTROL SYSTEMS The pressure drop across a pressure control valve installed in the hydrant pit (hydrant valve) with 4 inch inlet and outlet flanges must not exceed 0.7 bar (10 psi) when flowing at 4540 l/min (1200 USGPM). The pressure drop across a pressure control valve installed in the hydrant pit (hydrant valve) with 4 inch inlet and and 2.5 inch outlet flanges must not exceed 1.2 bar (17 psi) when flowing at 2270 l/min (600 USGPM). The pressure drop across a pressure control hydrant intake coupler valve with outlet swivel must not exceed 1.1 bar (16 psi) when flowing at 4540 l/min (1200 USGPM). The pressure drop across a pressure control valve installed in line on a refuelling vehicle must not exceed 0.5 bar (7 psi) when flowing at maximum rated flow. 3.7.6 Maximum Inlet Pressure Pressure control valves in hydrant pit valves and hydrant intake couplers shall be qualified using an inlet pressure of 20 bars. (300 psig). For in-line control valves it is preferred that components are qualified using a maximum inlet pressure of 15.5 bar (225 psig) but qualification using a maximum of 12.1 bar (175 psig) is also permitted. The maximum inlet pressure used during qualification must be clearly indicated on the component. The approval listing will also reflect the maximum permissible inlet pressure. 3.7.7 Liquid Spillage (Hydrant Intake Coupler only) When the coupler is disconnected from the hydrant pit valve adapter after a simulated fuelling, the liquid spillage shall not exceed 50 millilitres per disconnection when measured over 5 disconnections. 3.7.8 Pull Force Resistance All hydrant pit servicing components (individually and collectively) must be capable of sustaining for two minutes a pull force resistance of at least 907.2 kg (2000 lbs.) with a hydraulic system pressure of 10 bar (300 psig). 3.7.9 External Load All hydrant pit intake couplers must be capable of withstanding a bending load of 692 kg.m (5000 ft.lbs.) when applied to the coupler outlet swivel. 3.7.10 Structural Integrity No leaks (other than where indicated in the test procedures), structural failures, or impairment of performance of any type, at any time, will be allowed during the qualification tests. 3.8 MECHANICAL SPECIFICATION 3.8.1 Construction The valve shall be rugged and so constructed that it will withstand the strains, knocks, vibrations, and other conditions incident to shipping, storage and service usage, in addition to the Pull Force Resistance, External Load and Structural Integrity requirements under Section II/C4.7 above. 3.8.2 Operating Temperatures and Pressures The complete valve assembly, including ferrous and non-ferrous parts, shall be designed for an ambient temperature range of –37oC to +71 oC (-35 oF to +160 oF). Pressure control valves in hydrant pit valves and hydrant intake couplers shall be capable of sustaining a maximum pressure of 30 bars (300 psig), including surge, as tested under Test Series III in Section III/B2.1 of this Manual. For in-line control valves the maximum pressure requirement shall be 15.5 bars. (225 psig). Issue Draft 3 21/51/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section II AEDSM II/C-03 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 03 PRESSURE & DEADMAN SECONDARY PRESSURE CONTROL CONTROL SYSTEMS 3.8.3 Materials All metal parts in contact with the fuel shall contain no more than 5% zinc or cadmium. Copper and copper bearing alloys shall not make up more than 10% of the total wetted metallic surface. All metals used in the construction of the regulator shall be of a corrosion resistant type, or shall be suitably protected to resist corrosion. The use of dissimilar metals shall be avoided wherever practicable. All non-metallic gaskets, O-rings, or other seals in contact with the fuel are to be of materials suitable for use with in aviation fuels. If nitrile rubber is used it shall be High Nitrile grade. Gaskets, O-rings, or other seals, including all synthetic rubber parts shall be easily replaceable with a minimum replacement of attaching parts. 3.8.4 Lubricants The valve assembly, including the swivel on hydrant intake couplings, shall operate satisfactorily without the use of lubricants. 3.8.5 Maintenance The valve assembly shall not require special tools or fixtures for overhaul or repair. 3.8.6 Electrical Grounding The design shall provide for complete electrical contact throughout. The resistance from the inlet to outlet shall not exceed 10 ohms. 3.9 APPROVAL LIST A list of currently approved control valves will be issued periodically in the form of an Aviation Technical Newsletter to all holders of the AEDSM and AOSM. Information of new approvals will be similarly communicated. Issue Draft 3 21/51/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 7 Section II AEDSM II/C-04 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 04 PRESSURE & DEADMAN DEADMAN SYSTEMS CONTROL SYSTEMS C-4.0 DEADMAN CONTROL SYSTEMS 4.1 DESCRIPTION A deadman control system is required to enable prompt shutdown of flow in case of an emergency or incapacity of the operator during underwing fuelling. This is achieved by means of a valve in the fuel supply system, which may be an additional function of a pressure control valve or hydrant pit valve, or may be an independent valve. The valve is energised on activation of a remote hand held control switch and on release the valve is de-energised and closes. The deadman valve must stop flow within 2 to 5 seconds, with not more than 200 litres fuel flow after release of the control. To protect the aircraft fuelling system from unacceptable surge pressure, closure must be achieved smoothly across the time span from commencement to full valve closure. Opening of the valve must also be smooth across a time span to fully open of not less than 5 seconds. 4.2 SYSTEM CONFIGURATIONS 4.2.1 Refuellers and Cabinets – If the secondary pressure control function is provided by a pump by-pass valve then an independent deadman control valve must be installed. If secondary pressure control is provided by an in-line valve then this can provide the deadman control function. These are illustrated in Diagrams C1.3.3a and C1.3.3b. 4.2.2 Hydrant Servicers and Hydrant Carts – The deadman function must be provided upstream of the hydrant intake hose to safeguard against hose burst. This may be provided in either the intake coupler or the hydrant pit valve. In both cases the valve may provide both pressure control and deadman functionality, or provide only one of these functions. For existing hydrant systems the configuration adopted is usually determined by the model of hydrant pit valve installed, and in most instances combines pressure control and deadman in the intake coupler – see Diagram C1.3.4a. For new hydrant systems the deadman function should be incorporated in the pit valve. In this design it will be necessary for fuelling equipment to have a deadman air line control connection to the pit valve. This can be taken as a spur off the air line connection to the intake coupler pressure control valve. See Diagram C1.3.4b. Note that lanyard operation of the hydrant pit valve is not a substitute for a deadman, but deadman activation of the pit valve is an acceptable substitute for lanyard operation. For details of lanyard operation of pit valve requirements see Section ????. 4.3 TYPES OF CONTROL Several different types of valve are used to provide deadman functionality (see Section C3.3 for details) and this will usually determine the nature of the control system. These are summarised below: 4.3.1 Solenoid operated valves – an electrical switch in the hand held control activates a solenoid driven pilot valve that controls opening/closing of the main valve. 4.3.2 Pneumatically operated and fuel/air pressure balanced valves - an electrical switch in the hand held control activates a solenoid valve in the air supply line. Alternatively, the air supply may be routed through a pneumatic switch in the hand held control. 4.3.3 Hydraulically operated valves - an electrical switch in the hand held control activates a solenoid driven valve in the fuel sense line which controls opening/closing of the main valve. Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Aviation Page 1 Section II AEDSM II/C-04 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 04 PRESSURE & DEADMAN DEADMAN SYSTEMS CONTROL SYSTEMS Note that all of the above indicate use of an electrical or pneumatic handheld switch which necessitates a physical connection between the operator and the fuelling vehicle. In an attempt to make the design less restrictive on operator movement, new designs based on radio or an infra-red link to the vehicle mounted equipment are being marketed by some manufacturers. The ExxonMobil Aviation position on these is that a radio controlled system is unacceptable because of the possibility of it being used by the operator away from the normal fuelling position. An infra-red system must not be used unless the design is fail safe, i.e. in addition to responding to an emergency signal to shutdown, a signal must be received from the hand held transmitter within a pre-set time interval to maintain normal fuel flow (see Section 4.4.1 below). It must also be cleared for use by the appropriate airport regulatory body to ensure that there is no conflict with other airport systems and, where necessary, appropriate licences obtained. 4.4 MINIMUM DESIGN REQUIREMENTS The general design requirements for fuelling equipment detailed in Section I/B1.1 must be observed, specifically including metals and other materials of construction and electrical design features. The following are additional requirements for the design of deadman control systems. 4.4.1 The system shall be remotely controlled by an “intermittent” hand held device that will automatically shut down flow if not periodically activated. The time interval should be approximately 3 minutes but must not exceed 4 minutes. A warning light shall be mounted on the control panel to indicate when automatic shut-off is imminent. 4.4.2 The system shall be of “fail safe” design. 4.4.3 The system shall have an over-ride switch mounted on, or adjacent to, the control panel and be clearly labelled. This switch shall be sealed in the normal operating position. A signal light shall be mounted on or adjacent to the control panel to indicate normal operation of the deadman system. 4.4.4 Opening and closing speeds of the valve shall preferably be adjustable but as a minimum must meet the following requirements: Closing – Not less than 2 seconds or more than approximately 5 seconds after release of the control handle, and not more than 200 litres of fuel shall pass through the meter after release of the control handle. Opening – From commencement of flow to full flow shall be not less than 5 seconds. Opening and closing of the valve shall be linear from commencement of opening/closing through to full flow/full valve closure. 4.4.5 All components shall operate satisfactorily without the use of lubricants. 4.4.6 Pneumatic systems must include an air drier to prevent freezing and malfunctioning in freezing temperatures. Issue Draft 3 21/5/99 ExxonMobil Aviation A Division of ExxonMobil Aviation Page 2 Section II AEDSM II/C-05 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section C Topic 05 PRESSURE & DEADMAN PRESSURE RELIEF BY-PASS VALVES CONTROL SYSTEMS C-5.0 PRESSURE RELIEF BY-PASS VALVES 5.1 DESCRIPTION On refuellers, and hydrant dispensers with booster pumps, if in-line pressure control is provided by a PCV in the delivery line, then a pressure relief valve is required to by-pass fuel from the pump outlet back to the inlet line during low or no flow conditions. The valve is usually spring loaded or diaphragm operated and will open to relieve excess pressure when the system pressure reaches a pre-set level. 5.2 PERFORMANCE SPECIFICATIONS 5.2.1 Adjustment The spring or diaphragm valve is to be adjustable to relieve pressure at any pre-set level from 4 to 8 bar (60 to 120 psig). Sensitivity of the valve is to be within +/- 0.3 bar (+/- 5 psi) from the set-point. 5.2.2 Size The size of the valve is to be adequate to handle the maximum rated flow of the system. 5.2.3 Indicator The calibration adjuster should be fitted with a visual indicator to show the set point of the valve. 5.3 MECHANICAL SPECIFICATIONS The mechanical specifications shall be as for secondary pressure control valves detailed in Section II/C3.4.8. Issue Draft 2 17/5/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/D-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 01 CORROSION CONTROL CATHODIC PROTECTION SYSTEMS D-1.0 CORROSION CONTROL - CATHODIC PROTECTION SYSTEMS 1.1 INTRODUCTION Cathodic protection is a commonly used and effective technique for protecting underground (or underwater) steel structures i.e. pipes, piers, tanks etc. against corrosion. The procedure involves the provision of an electrical current of such strength and polarity so as to arrest the corrosion activity on the structure. The design of an effective cathodic protection system requires specialised expertise - and must be carried out by corrosion engineers having experience in this field. The chief skill is the sizing and placement of the anodes (which provide the protective current) to achieve a sufficient level of protection evenly distributed over the structure. The following sections are provided to better acquaint the reader with the general nature of galvanic corrosion, the mechanism of cathodic protection and guidelines for its use. 1.2 GALVANIC CORROSION Galvanic corrosion is associated with the flow of a direct electrical current through a conductive medium (i.e. soil or water) between two metallic surfaces or structures in electrical contact with each other. An "active galvanic cell" is always composed of at least four essential elements - including two metallic surfaces (or electrodes) of different electromotive potentials, a conductive medium (i.e. soil or water) and a metallic path between the electrodes. In such a cell, an electric current flows from the anodic surface, through the soil to the cathodic surface - and then back through the metallic path to the anode again. The surface from which the current enters the electrolyte is called the ANODE - and is the structure, which suffers the deterioration (corrosion). The surface that receives the current is termed the CATHODE - and is always the structure being protected. In the following example, a new section of steel pipe is connected to an existing steel pipe header. Both sections of the pipe are underground in moist soil. The old steel because of the corrosion residue already on its surface will be cathodic to the new steel pipe. The new pipe is anodic to the old steel and will suffer accelerated corrosion attack. Similarly, if a new underground tank is installed adjacent to old underground tanks and interconnected through product piping, the new tank will become the anode of a corrosion cell in which the older tanks are the cathodes. DIAGRAM TO BE INSERTED The rate of corrosion experienced on underground structures is a function of many factors - principally the conductivity of the soil, difference in electromotive potential between the exposed metals, relative size and separation of the anodic and cathodic surfaces, characteristics and condition of the applied coating, and strength and distribution of any external stray currents. The driving voltage, which initiates and maintains the operation of the corrosion cell likewise varies substantially according to one or more of the following conditions: • The difference in electrode potential between two or more different metals in contact with each other; Table Ι "galvanic relationship of Various Metals and Alloys" provides a guide for assessing potential corrosion problems between common metals. • The difference in electrode potential between two or more dissimilar areas on the surface of the same metal; for example, mill-scale areas, weldments, cracks and crevasses often are at different potentials from the base metal (thereby creating "Galvanic cells"); also note that new steel is anodic to old steel. • The difference in potential due to variations in the conductive medium (soil or water). Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/D-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 01 CORROSION CONTROL CATHODIC PROTECTION SYSTEMS • External power sources - resulting in currents not inherent in the cell elements. TABLE Ι GALVANIC SERIES OF METALS AND ALLOYS (Relative Corrosivity of Metals in an Electrolyte) Corroding end : anodic or least noble The tabulation on the right can be used as a practical guide to assess the behaviour of two metals and/or its alloys when immersed in a conductive medium (i.e. soil or water). The relative position of the metals in the table will determine which material functions as an anode and which material as a cathode. A material is generally considered to be anodic to another material below it - and cathodic to another material above it. Those materials which have been grouped together in the table have similar ionisation characteristics and therefore can be coupled together with less serious corrosion to the anode. However, if materials from different groups are coupled together, the corrosion rate will be greater. The wider the spacing between two materials in the table, the greater the corrosion activity of the metals when coupled together in a galvanic cell. Magnesium Magnesium Alloys____________ Zinc Galvanised Steel_____________ Aluminium 2S________________ Cadmium___________________ Aluminium 17ST______________ Mild Steel Wrought Iron Cast Iron____________________ 13% Chromium Steel (active) 50-50 Lead tin Solder 18-8 Cr-Ni-Fe (active)___________ Lead Tin_________________________ Muntz Metal Manganese Bronze Naval Brass__________________ Nickel (active)_________________ 78-13.5-6 Ni-cr-Fe Inconel (active)_ Yellow Brass Admiralty Brass Aluminium Bronze Red Brass Copper S Silicon Bronze 70-30 Cu-Ni___________________ Silver Solder___________________ Nickel (passive)________________ 78-13.5-6 Ni-Cr-Fe Inconel (passive) 70-30 Ni-Cu Monel______________ 13% Chromium Steel (passive) 18-8 Cr-Ni-Fe (passive)__________ Silver_________________________ Graphite - Carbon Protected end : cathodic or most noble 1.3 CATHODIC PROTECTION SYSTEMS Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/D-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 01 CORROSION CONTROL CATHODIC PROTECTION SYSTEMS The purpose of a cathodic protection system is to apply a direct current through the earth (or water) uniformly to the surface of the buried (or immersed) metallic structure in order to halt corrosion. This electrical exchange alters the condition of the structure by rendering the potential of all points on its surface as the most anodic point. A cathodic protection system consists of the metal structure to be protected (= the cathode), auxiliary electrodes (= the anode), and the electrolyte. In the case of impressed current systems (see below), a rectifier device must also be provided for supplying current to the anode. For protection of steel structures in natural environments, there are two basic types of cathodic protection systems. One uses "sacrificial anodes" and the other uses power-supplied "permanent anodes". Each type of system offers distinct advantages and disadvantages which must be carefully considered when designing a system for a specific application. • A "sacrificial anode" system uses metallic anodes i.e. magnesium, zinc or aluminium which, being more anodic than the steel structure, provide the driving force. The number and weight of anodes required is a function of the size and configuration of the structure - and the desired anode life. Since sacrificial anodes are consumed in the process of providing cathodic protection, they must be periodically replaced. However, no external power source is required and the initial equipment and installation costs are comparatively lower. • An "impressed current" type system uses permanent anodes i.e. carbon, high silicon cast iron or other conductive materials to transmit the protective current to the structure. An external power source and rectifier device are required to power the anodes. The number and location of anodes are a function of the size and configuration of the structure. Impressed current systems eliminate the need for periodic anode replacement - but involve higher initial costs, as well as continuing power and maintenance costs. The application of a suitable heavy duty coating (or protective pipe wrapping) to new underground steel structures is an important element of an effective cathodic protection system. The coating (or wrapping) provides a high degree of protection against corrosion and significantly reduces the design load of the supplementary cathodic protection system. A decrease in the total current requirement of the cathodic protection system in the order of "10 to 1" or better is often achieved with a properly applied coating (or wrapping). And, because the cathodic protection system protects the "holidays" or damaged areas in the applied film, the coating (or wrapping) is not is not undercut by rust creepage and thereby has a longer useful life. Coatings for underground structures that will be subjected to cathodic protection must have special characteristics. Consult latest revision of ER&E Basic Practice BP19-1-1 "Paints and Protective Coatings" (Table 5), MERP-6074-A, Section Fu IIIC "Dialectric Coating Systems" and MERP-6074-B, Section Ap IA " Coatings for Underground Tanks" for recommendations. The cathodic protection system must be so designed that an evenly distributed voltage of sufficient potential (viz. Voltage readings of the tank shell with respect to a copper / copper-sulphate reference cell = -0.85 volts minimum) is created and maintained - thus suppressing the corrosion activity on the underground structure. Voltage potential measurements should be taken at periodical intervals during the life of the system to assure proper operation as well as the maintenance of an uniformly distributed level of protection and the system design must include test points for this purpose. 1.4 TECHNICAL DESIGN CONSIDERATIONS All underground steel structures will eventually suffer some degree of damage from corrosion - only the rate of deterioration varies. For this reason, cathodic protection and/or coating systems should be considered for every underground installation of tanks, hydrant systems, pipelines etc. - particularly Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/D-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 01 CORROSION CONTROL CATHODIC PROTECTION SYSTEMS where soil resistivity is below 10,000 OHM-CM. The selection of a "sacrificial anode" or "impressed current type system can be determined by analysis of the physical installation requirements as well as of the equipment, installation, operation and maintenance costs. The following technical factors should be considered when developing a cathodic protection system design for a specific application: • Soil Characteristics - determine the pH, electrical resistance and moisture content of the soil; conduct both field and laboratory tests. • Structural Characteristics - determine type metals involved, surface areas and configuration of structure, presence of mill-scale, cracks and/or crevasses on surface, compatibility of weldments used, etc. • Coating Characteristics - determine characteristics and condition of applied coating; if new equipment is involved, select and apply "approved coating" (or wrapping) suitable for cathodic protection environment and compatible with available application-technique options. Refer to latest revision of ER&E Basic Practice BP19-1-1 and MERP 6074 Manuals for recommended systems. • Influence of Adjacent Structures - evaluate influence of adjacent underground metallic structures and services; determine metals involved, interconnecting piping and other connections (i.e. ground wires etc.). • External Power Supply - evaluate any "stray currents" created by external power sources; measure magnitude and polarity. • Isolation Requirements - determine where structure should be electrically insulated to prevent leakage of cathodic protection currents to other adjacent structures and/or to prevent corrosion resulting from contact with other galvanic cells. Insulated flanges are required in underground pipelines to isolate a cathodic structure from other adjacent structures and/or segregate a complex structure into distinct units to improve the effectiveness of the cathodic protection system. • Rectifier Capacity - if an "impressed current" system is planned, the rectifier capacity should be 25% greater than design requirements to allow for future changes in the system load - such as that resulting from deterioration of the applied coating system, change in soil resistivity, etc. 1.5 CONTRACTING CONSIDERATIONS As noted in the introduction, the design of an effective cathodic protection system requires specialised expertise and should not be left to inexperienced contractors. The following guidelines should be considered when working with contractors employed for designing and installing a cathodic protection system: • Only qualified and competent contractors should be selected to design and install a cathodic protection system. • Contractor should make a comprehensive survey of the soil, adjacent structures, power sources etc. - and carry out such testing as necessary to obtain the basic data required to develop the optimum design of the cathodic protection system. • Contractor should prepare comprehensive specifications, drawings etc. of the proposed installation and secure approval from applicable regulatory agencies. The installation must meet all local codes, regulations etc. and clearly labelled test points shall be installed at appropriate points to enable good system monitoring and maintenance. • Contractor should provide an analysis of proposed alternate system designs based on a 10-year effective life and reflecting key cost elements, including initial equipment and installation costs, operating and maintenance costs etc. Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/D-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 01 CORROSION CONTROL CATHODIC PROTECTION SYSTEMS • Upon completion of the installation, contractor should take voltage potential measurements of the protected structure in sufficient locations to assure that an adequate and uniform level of protection is being achieved over the entire structure. The structure shall be considered satisfactorily protected when the potential is within the range - 0.85/-1.10 volts (as measured by copper/copper sulphate reference cell). A full set of the potential readings and rectifiers settings established during final commissioning shall be provided to the operator on handover. • Upon completion of the installation, contractor should provide a complete set of drawings showing details of the equipment, anode layout, connections etc. - as installed. In addition, contractor should provide an Operating and Maintenance Manual covering procedures for routine monitoring the system performance and for "trouble shooting" typical problems. 1.6 REFERENCES The following references are recommended for more specific information regarding design parameters, calculation of loads, installation of anodes, operating procedures etc. • Exxon Engineering Report no. EE.39E.78 "Cathodic Protection System, Design, Maintenance and Operation". • Exxon Engineering Basic Practice BP19-5-1 "Cathodic Protection"; consult latest revision. • Exxon Engineering Basic Practice BP19-1-1 "Paints & Protective Coatings"; consult latest revision. • Exxon Corporation, Petroleum Products Division Manuals MERP-6074-A :- "Corrosion Control guide, Fundamentals" MERP-6074-B :- "Corrosion Control Guide, Applications" MERP-6074-C :- "Corrosion, Field Guide" Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/D-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 02 CORROSION CONTROL INTERNAL PROTECTIVE COATINGS D-2.0 CORROSION CONTROL - INTERIOR PROTECTIVE COATINGS 2.1 INTRODUCTION Coatings have proven to be an effective method of protecting interior surfaces of tanks, vessels, pipelines, etc. against the ravages of corrosion - even under severe environmental conditions. In addition to controlling corrosion and eliminating attendant steel renewals, the absence of rust and scale greatly minimises potential product contamination problems - an important benefit from the aviation fuels quality standpoint. Accordingly, application of approved protective coatings is specified for certain fuel handling equipment when constructed of carbon-steel materials. While new equipment should routinely be coated as detailed below, application of coatings to existing equipment - particularly when steel replacements or renewals are required, should also be carefully considered. The following sections provide details on recommended coating systems, general application guidelines, and glass-Reinforced Plastic (GRP) coatings for tank repair and basic inspection equipment. 2.2 EQUIPMENT TO BE COATED AND RECOMMENDED COATING SYSTEMS The following equipment is to be coated with the an approved type of coating as specified below (a list of approved products can be found in table Ι). The recommended coating systems reflect industry practice and are supported by years of successful field experience. Substitution of systems or of generic coating types should not be made without prior approval of Regions (Headquarters). Equipment to be coated 1. Interiors of above ground carbon steel storage tanks at airports. 2. Interiors of carbon steel tanks on mobile fuellers and road tank trucks used to convey aviation fuels. 3. Internals of carbon steel micro-filter, filter/separator and clay filter vessels; See Section ΙΙ-E ΙΙ in this manual for more details. 4. Internals of any other carbon steel vessels, e.g. relaxation tanks, deaerators etc.. 5. Hydrant pipeline systems downstream of the filter/separator. Interiors of carbon steel tanks used for demineralised water storage/service. Approved Coating Types Two coat epoxy system approved to either; • MIL-C-4556E with a separate fuel degradation test, (Annex G - Def Stan 80-97). • MIL-P-23236B, (subject to correct type, class and grade). Minimum dry-film thickness (=DFT) is 6.0 mils. Two coat epoxy (amine-cured) or epoxy phenolic system; minimum dry-film thickness (=DFT) is 7.0 mils. The approved products are available from many reputable manufacturers and companies throughout the world. The choice of which testing procedure to be approved against is an open one, however the MIL-P-23236B does tend to be a U.S.A based approval system and may not be viable as an option elsewhere. It should also be noted that the MIL-C-4556E contains certain quantitative requirements (such as; percentage total pigment, viscosity, fineness of grind and contrast ratio etc.) not found in the previous MIL-C-4556D testing procedure. These criteria are not essential for use as internal linings and if a product is to have failed on this then an exemption may be granted. Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/D-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 02 CORROSION CONTROL INTERNAL PROTECTIVE COATINGS TABLE I Approved Coating Products and Manufacturers Company Product MIL-P-23236B International Coatings Ltd. Stoneygate Lane Felling Gateshead Tyne & Wear NE10 0JY Carboline (StanCor UK) Torrington Ave. Coventry Interline 850 Type of Approval MIL-C-4556E Def-Stan 80-97 yes Interline 604 yes Carboline 187 yes yes This list to be expanded. Is this list to be issued as a separate appendix to the AEDSM as for filter approvals?? Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/D-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 02 CORROSION CONTROL INTERNAL PROTECTIVE COATINGS 2.3 GENERAL APPLICATION GUIDELINES The coating system selected should be applied in strict accordance with the instructions issued by the manufacturer. In the absence of detailed instructions, the following general application procedures are provided for guidance. Special attention should be given to surface preparation, mixing of components, thinning, spray application, film thickness', intercoat drying times, pre-service cure times, etc. 2.3.1 Surface Preparation Surfaces to be coated should be abrasive blasted to a "White Metal" standard - as specified in the Steel Structures Painting Council SSPC-SP-5-63 or Swedish Standards Sa3. After blasting, surfaces must be completely dust-free, dry and bright at the time of coating application. Oxidation or "turning" of the steel surface due to atmospheric moisture may necessitate reblasting or sweep - blasting the surface to restore the specified cleanliness standard. Surface should be blasted with a graded abrasive in the 1.2-0.4 mm range (16-40 mesh) through 2 nozzles operating at a pressure of 6-7kg/cm (85-100psig). 2.3.2 Coating Application The coating products should be prepared and spray applied in accordance with procedures outlined below: • The base and catalyst components of the coating should be individually premixed before mixing both components together. Mix the base component thoroughly using a high speed power driven mixer or stir until the material is of an even consistency. • Continue stirring the base component and add the catalyst. The catalyst must be thoroughly mixed with the base to ensure complete chemical interaction and homogeneity. Incomplete mixing will result in poor curing of the film and poor chemical and corrosion resistance. • Wait a minimum of 20 minutes at 24°C (75°F) after mixing the two components together before application of the mixed product. This "ingestion" period ensures greater homogeneity of the mixed coating and more uniform curing of the applied film. CAUTION: At elevated atmospheric temperatures, shorten the "ingestion" period. At lower temperatures, a longer "ingestion" period is usually desirable to reduce the total curing time of the applied coating. • Mixing catalysed products during cold weather conditions is often more difficult due to a normal increase in the viscosity. In order to lower the viscosity and aid mixing, the base component may be heated gently up to a temperature of almost 35°C (95°F). In addition to improved flow characteristics, pre-heating the base will also reduce the total drying/ curing time. Never heat the material above 35°C (95°F) nor apply direct heat to the mixed components nor to the catalyst component itself. • Epoxy and epoxy-phenolic coating materials should be stored at moderate temperatures and in a dry place. The product should never be allowed to freeze. During cold weather, application properties will be enhanced if the products are kept in a warm storage area until required for use. • Prior to spraying the mixed coating, make a few "test passes" with the spray gun and adjust the spray pattern. If necessary, add a small quantity, i.e. 5-10% of the recommended thinner to achieve the desired spray pattern. Consult manufacturer's instructions for specific thinner to be used - and carefully control the thinner addition. Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/D-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 02 CORROSION CONTROL INTERNAL PROTECTIVE COATINGS • Each coat should be spray applied in a full wet film using a 50% overlap pattern. Make sure spray gun is properly regulated to provide a full wet film with minimum over-spray. Avoid runs and sags. • For best results epoxy and epoxy-phenolic coatings should be applied when the temperature of the steel substrate is at least 10°C (50°F) and rising. Since the speed of the catalytic reaction is largely a function of the temperature, the curing of the coating is greatly retarded when the surface temperature is below 10°C (50°F). Coatings should never be applied to coatings below 0°C (32°F) as the presence of small particles of ice on the steel, which sometimes are not visible to the eye, could be disastrous to the coating. At all times during the application of the coating the temperature of the substrate should be at least 1.5°C (3°F) above the dew point of the surrounding air. • Careful control of the environment by a system of heating, ventilating and dehumidifying may be necessary to ensure that no moisture condenses on the freshly coated surfaces and that such surfaces are completely dry before application of subsequent coats. In confined areas, such as tanks or compartment interiors, forced air should be circulated to carry off the over-spray and to keep volatile vapours within safety limits. Care should be exercised so as not to induce moisture into the tank or to otherwise promote "sweating" of the interior surfaces. Once the coating system is applied, ventilation should be continued until "final cure" is achieved. • Drying time and inter-coat intervals will vary depending upon the steel temperature at the time of application, method of application, thickness of coat applied, ventilation, relative humidity, etc. In general, drying times and inter-coat intervals will be shortened as temperatures increase and will be lengthened as temperatures decrease. It is extremely important not to exceed the specified maximum re-coat and top coat intervals since when this occurs the adhesion between coats may be adversely affected and delamination may subsequently occur. Consult manufacturer's coating specifications. 2.3.3 Final Curing Period The applied coating system must be allowed to reach a final state of cure before it is subjected to immersion service or highly corrosive environments. Under average conditions i.e., 24°C (75°F) ambient temperature and 50% relative humidity, most epoxy-phenolic coatings require a minimum of five days to reach a fully cured state. However, cure rates vary widely with surface temperature, air temperature and humidity, film thickness and other factors - so consult the Manufacturer's instructions for cure times under the specific conditions prevailing at the application site. Once again, good ventilation is essential during the final curing phase. 2.4 "GRP" COATINGS FOR RECONDITIONING STEEL TANKS AND VESSELS Steel tanks and other vessels i.e. filter/separators that have suffered heavy corrosion attack can frequently be effectively repaired and protected against further corrosion through application of highbuild, glass reinforced plastic ("GRP") tank linings. During the past 20 years thousands of tanks have been successfully reconditioned by this procedure. Although the service life of the "GRP" coating is conservatively estimated to be 10 years, the overwhelming majority of the tanks coated to date are still in serviceable condition. Reconditioning of the tank bottoms by application of "GRP" linings is the only viable alternative to replacement of steel (usually a last resort measure). While "GRP" linings should not be used for structural reinforcement purposes, they are effective for patching and sealing severely corroded steel tanks - thus restoring the functional service capability of the structure. Significant advantages are: • Issue Draft 2 22/9/00 Material and application costs are usually less than half the cost of steel replacements. ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/D-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 02 CORROSION CONTROL INTERNAL PROTECTIVE COATINGS • • Application time is considerably less than that required for making steel replacements. "Hot work" in the tank is eliminated. Two types of "GRP" coatings are commonly available and are in popular use. These include the manual lay-up of resin-saturated glass mats and machine applied spray-up of chopped glass fibre/resin mixture. Usually polyester or epoxy resins are used to bind the glass fibres or matting into a strong, hard, abrasion-resistant laminate. Both types of linings perform satisfactorily - but the hand applied lay-up method, which does not require special application equipment (not readily available in all locations), is more foolproof and produces a stronger laminate. Several U.S. paint manufacturers have developed particularly effective "GRP" tank lining systems. Three popular systems, which have been successfully used for many years both in the U.S.A. and overseas, are as follows: Matcote Company (Houston, Texas) • System 1 :- Epoxy fibreglass laminate with chopped glass (triple component nozzle application) or with fibreglass mat impregnation (hand lay-up application). • System 2 :- "System 1" Epoxy fibreglass laminate (chopped glass or fibreglass mat reinforcement) system overcoated with a 10-12 mil DFT epoxy-phenolic gel coat. Cook Paint and Varnish Company (Kansa City, Missouri) • "939-G-308" Reinforced polyester tank bottom system with hand lay-up fibreglass mat, wax-containing seal-coat followed by second seal-coat of finished resin. Since formulations of "GRP" coatings may vary in their chemical resistance properties, selection of products should be limited to those where their compatibility with aviation and jet fuels is conclusively established. Furthermore, in view of the specialised application techniques involved, only contractors having proven prior successful experience in handling these materials should be used for this type of work. Exxon Engineering Report no. EE.7TTR.76 dated December 1976 and titled "Glass Reinforced Plastic (GRP) Linings for Storage Tank Reconditioning" provides a detailed summary of "GRP" tank linings, for their use, justification and application techniques. 2.5 COATING INSPECTION AND INSPECTION EQUIPMENT Experience has shown that effective inspection coverage is a key element in successful coating projects - particularly interior tank coating applications. Careful surveillance of the surface preparation and coating application phases of the work assure that these critical functions are carried out in accordance with the established standards. Rigorous examination of the blasted surface, overseeing the mixing and thinning of coating components, taking wet and dry film thickness measurements, air and surface temperatures etc. and recording such findings are standard inspection procedures which usually are essential to achievement of acceptable quality coating work. Special instruments for measuring wet and dry film thicknesses, blasting air pressures, air and surface temperatures etc. are required to effectively monitor coating application work. Recommended inspection equipment suppliers are detailed in Table ΙΙ. Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/D-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 02 CORROSION CONTROL INTERNAL PROTECTIVE COATINGS TABLE II BASIC INSPECTION EQUIPMENT Purpose A) Inspect cleanliness of blasted surface Instrument & Model Number • Illuminated "PIKE" magnifier, 5X, battery operated, model MR1602 B) Measure thickness of wet coating film • ELCOMETER Wet film gauge; range 2-18 microns; model 115/GR-6300-B • NORDSEN Wet film gauge; range 0-20 mils; model WFG100 C) Measure thickness of dry coating film D) Detect pin holes and "holidays" in organic films E) Measure air pressure in blasting hose F) Measure temperature of surface being blasted and coated G) Measure wet and dry bulb temperatures (for determination of dew points and relative humidity) • Inspector (ELCOMETER) • Thickness gauge; range 025 mils; model 111/GR-6350-A • MICROTEST Thickness gauge; range 0-40 mils model DFG-300 • Tinker-rasor "holiday" detector; model M-1; 67 1/2 volts • Air needle gauge kit • PANDUX surface thermometer, series 2; part no. TR-4762-G (= 20/+65°F) Part no. TR-4762-H (= 0/150°F) • PRINCO sling hygrometer range 0-110°F; part no. 9674 • Replacement thermometer for above; part no. HR-9674A Supplier(s) Gardner Laboratory Div. P.O. Box 5728 5527 Landy Lane Bethesda, Maryland 20014 Tel: 301-952-4400 Gardner Laboratory Div. Clemtex, Ltd. 248 McCarty Drive P.O. Box 15214 Houston, Texas 77020 Tel: 713-672-8251 Gardner Laboratory Div. Clemtex, Ltd. Clemtex, Ltd. Clemtex, Ltd. Gardner Laboratory Div. Gardner Laboratory Div. Gardner Laboratory Div. Suppliers from outside USA? 2.6 REFERENCES Consult the following references for more detailed information regarding the selection of coatings for specific applications, basic specifications, application procedures, inspection procedures etc.: • Exxon Engineering Basic Practice BP-19-1-1 "Paints and Protective Coatings"; consult latest revision. • Exxon Engineering Basic Practice BP-19-4-1 "Glass Reinforced Plastic Linings" (GRP); consult latest revision. • Exxon Engineering Report no. EE.7TTR.76 "Glass Reinforced Plastic (GRP) Linings for Storage Tank Reconditioning". Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section II AEDSM II/D-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section D Topic 02 CORROSION CONTROL INTERNAL PROTECTIVE COATINGS • Exxon Engineering Management Digest Report no. EE.30E.81 "Durability Established for FRP Linings". • Exxon Corporation, Petroleum Products Division Manual MERP-6074-A = "Corrosion Control Guide, Fundamentals" MERP-6074-B = "Corrosion Control Guide, Applications" MERP-6074-C = "Corrosion, Field Guide" Issue Draft 2 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 7 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION E-1.0 AEDSM II/E-01 GENERAL FILTRATION SYSTEMS 1.1 PURPOSE Fuel cleanliness and dryness is critical to reliable, maintenance free, operation of aircraft engines and aircraft fuel handling systems. Fuel specifications require that fuel appearance must be clear & bright, visually free from solid matter and undissolved water at normal ambient temperature. Water filter-separators qualified against API/IP 1581 are designed to achieve under test conditions an effluent fuel quality with a maximum solids particulate content level of 0.26 mg/l and maximum free water content of 15 ppm. Chemical water detector checks capable of detecting approximately 30 ppm of free water content are routinely done at the aircraft and failure of this test is cause for notification to the aircraft operator and investigation before aircraft departure. Checks for solid contaminants are periodically carried out by filter membrane tests and ExxonMobil requires that gravimetric test results that exceed 0.26 mg/l shall be the cause for in-depth investigation, including internal inspection of filter vessels. Routine colormetric sampling would normally give early indication of deteriorating fuel quality and prompt earlier investigation. Various aviation industry guidelines, including IATA and ATA, specify differing requirements, some more stringent than others. ExxonMobil requirements as summarised above (see AOSM 040-002 for full details) ensure compliance with the most stringent. In addition to the consideration of providing clean, dry fuel to the end-user, it is important to maintain a dry system upstream of the airport. This is necessary to prevent possibility of microbial growth that could be carried downstream to contaminate aircraft fuel systems and that can also cause disarming of water filter separators and corrosion of tank bottoms. 1.2 ExxonMobil REQUIREMENTS FOR CONTAMINATION CONTROL 1.2.1 General Requirements The ExxonMobil objective is to meet the above requirements by progressive clean-up as fuel passes through the handling chain using the most cost-effective techniques available. Gross dirt and water must be removed in refineries and distribution terminals by settling in storage tanks with cone down bottoms and drainage systems before release for shipment. Minimum settling requirements are also applicable at airport locations. Product is transferred through handling systems that are equipped with filtration equipment that may be any one, or a combination of, several types dependent on location and the probable level of contamination that is likely to be experienced. Full details of different types of filter are given in subsequent sub-sections as indicated in the summary listing below:- Filter Type Strainer Centrifugal Back-flushing Excelsior Clay Treater Issue Draft 4 29/6/00 AEDSM Section No. Application Coarse dirt removal. Upstream protection of pumps and meters. Coarse and gross dirt removal. Location usually at refinery or inlet to intermediate terminal receiving fuel with a high dirt loading. Details as for centrifugal filters. Details as for centrifugal filters plus removal of gross water. Used to reduce surfactant concentrations in fuel downstream of refinery process units. Also used downstream of multi-product pipelines with a history of surfactant contamination. Can be used as a temporary skidmounted unit for clean-up of once-off fuel quality problems. ExxonMobil Aviation A Division Of ExxonMobil Corporation II/E2 II/E2 II/E2 II/E2 II/E3 Page 1 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION Micronic AEDSM II/E-01 GENERAL Micronic dirt removal plus some removal of gross water. Often used upstream of FWS to remove high concentrations of particulates thus extending life of high cost FWS coalescer elements. Also required downstream of clay treaters to prevent carryover of clay into the downstream distribution system. Removal of free water and micronic particulates. Standard equipment in airport fuel handling installations. Removal of small amounts of micronic particulates and trace water, with total shut down in the presence of significant water. Normally used as final protection on into-plane fuelling equipment. They may also be used th. in fixed facilities where the system is known to be clean. Under the 4 Edition of API 1581 they may also be incorporated as a third stage in filter-separators. Filter Water Separator Filter Monitor II/E4 II/E.5 II/E.6 The type and degree of filtration is selected to give progressive clean up at optimum cost as fuel passes through the handling chain, however there are minimum requirements applicable at outlets of terminals supplying to airports, and at airport locations. These are summarised in the following table. Minimum Filtration Requirements Location Micronic Refinery Outlet – to Intermediate Terminal 200 mesh or 60 micron Terminal Outlet – Vessel/Barge/Multi-product P/L 200 mesh or 60 micron Terminal Outlet – Road/Rail/Dedicated P/L supply not to Airport Service Tanks Refinery or Terminal Outlet – Road/Rail/Dedicated P/L supply to Airport Service Tanks IP Spec’n 5 micron API/IP 1581 FWS rd th 4 . Edition 3 . Edition Gp.II Cl.B Category – see below Type S Airport Receipt Gp.II Cl.B Category – see below Type S Airport Hydrant Supply and Refueller Loading Gp.II Cl.B Category – see below Type S Into-plane (Note – existing F/S to be converted to monitors where practicable) Gp.II Cl.C (For existing equipment) Category – see below Type S-LD (For existing equipment) IP Monitor Latest edition X (For all new equipment) th API/IP 1581 4 . Edition – This edition has an effective date of January 2002, by which time all filter-separators should be upgraded to this standard. Pending Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 2 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION AEDSM II/E-01 GENERAL th rd manufacturer release of new elements qualified to 4 . Edition, 3 . Edition elements may continue to be used but the switch should be made as soon as practicable. However, see Section 1.2.2 on considerations for cost-effective operation of filter-separators following th the introduction of 4 . Edition vessels and elements. th The category of 4 . Edition filter- separator to be used is determined by the fuel being handled and its additive content: Category C – is for commercial jet fuel, including that containing anti-static additive, (Jet A/Jet A1) but not containing any additive other than specified as mandatory in the commercial fuel specification. Category M – is for military jet fuel containing a range of additives (JP8/JP5) such as anti-static, metal deactivator, antioxidant, corrosion inhibitor, and anti-icing additive but excluding dispersant additives such as used to enhance thermal stability. Category M100 – is as category M but including dispersant additives such as used to enhance thermal stability (JP8+100). This application is unlikely to be found upstream of the air base. Note: The minimum requirement for Avgas handling is Micronic filtration but all new Avgas installations should be built in conformity with the above to facilitate a switch to jet fuel if required later. th 1.2.2 API/IP 1581 4 . Edition Filter Separators Applications th Element types and qualification requirements have been fundamentally changed in the 4 . Edition of API/IP 1581 – for full details see Section II/E5.3.2. The adopted philosophy is that significant dirt content is more economically removed by the use of micronic filters. Elements th qualified to the 4 . Edition will have better surfactant resisting characteristics but will have a rd lower dirt holding capacity than the Class A and Class B 3 . Edition elements. For new systems, if the fuel handling system could have a significant dirt content, typically at intermediate terminal outlet, then a micronic filter should be located upstream of the filter separator. If there is uncertainty on the need for a micronic filter then provision for installation at a later date should be included in the system design. The objective should be to achieve approximately 24 months life span for filter-separator elements based on pressure differential change-out. If the life span is found to be less than 18 months then consideration should be given to installation of the micronic filter. For existing installations, similarity data sheets should be obtained giving the approved th configuration details for the vessel fitted with 4 . Edition elements. It is possible that the th number/size of 4 . Edition Type S elements to match rated flow could be less than for rd previously installed Type A or B elements. If this is the case, then if 3 . Edition element life th is greater than 24 months the new 4 . Edition configuration may be adopted. However, if life is thereby found to be shortened to less than 24 months then the number/size of elements rd th rd should revert to 3 . Edition configuration, but using 4 . Edition elements. If 3 . Edition element life is less than 24 months then the number/size of elements should remain as for rd th 3 . Edition configuration, but using 4 . Edition elements. In both cases, if it is found that F/S rd element life with 3 . Edition configuration is less than 21 months then consideration must be th given to installation of an upstream micronic filter and operation of the F/S with the 4 . Edition elements configured for approved design rating to achieve optimum replacement costs. Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 3 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION AEDSM II/E-01 GENERAL The objective is to achieve the correct balance between micronic and filter-separator operating costs and the optimum configuration has to be determined on a site specific basis. Apart from the general guidance given above, it will also depend on the appropriate selection of micronic filter element rating. 1.3 FILTER APPROVALS Micronic filters, filter water separators and filter monitors are each covered by an API or IP specification standard – see the relevant section as indicated above for details. Only equipment that satisfies the relevant standard and has also been approved by ExxonMobil is permitted for use with aviation fuels. The following outlines the approval process. 1.3.1 Approval Testing Specifications lay down a test protocol that must be followed by manufacturers to demonstrate acceptable performance of equipment. This is a lengthy and complex process involving a comprehensive series of flow tests with a combination of additives in the fuel and the addition of test dust and water in varying concentrations and combinations, and compatibility testing of elements with fuel. All element and vessel approvals are for the specific rate of flow at which they satisfied performance criteria during approval tests. For micronic and monitor filters it is the element alone which is qualified, however the latest edition of the monitor specification now in course of preparation will require that element performance is also tested in a full scale vessel. In the case of filter water separators the coalescer and separator (and third stage where applicable) combination must be tested together in a complete vessel assembly because the relative geometry is important to performance. It is therefore important to note that a micronic and a monitor approval relates only to the element. In the case of a filter separator it relates to the complete assembly, this covers coalescer, separator, (and third stage where applicable) and vessel together. i.e. Coalescers and separators do not carry their own independent approval and are not approved if used in an unqualified vessel. Because of the numerous combinations of element numbers and lengths necessary to meet the full range of operational requirements it would be impractical to require testing of all combinations. Because of this, it is permitted to grant approvals within given flow ranges based on similarity data in accordance with protocols set out in the API/IP specifications. Manufacturers will therefore carry out performance tests on vessels at particular flow rates that will enable them to cover the full range of likely requirements by similarity with the minimum amount of physical approval testing. It should be noted that API 1581 does not th include a section on similarity in the 4 .Edition. A separate document, API 1582, is in rd. course of preparation. In the interim the API 1581 3 Edition similarity data should be referenced for filter-separator similarities. ExxonMobil considers testing to be critical and approval will only be considered on the basis of tests that have been witnessed by an ExxonMobil representative or a qualified nominee. In practice, the API/IP Filtration Working Group usually nominates a qualified witness to represent the industry and, in the absence of an ExxonMobil representative, their report may be used as the basis for approval. A qualified ExxonMobil representative might equally act as the IP representative. 1.3.2 Similarity Approvals As micronic and monitor filters require approval of the element only, it is usual for this to be done on a standard length/diameter of element and similarity approvals are not usually called for. There is provision in these specifications for variation in element length based on similarity, but if the length is being increased then additional mechanical integrity tests may be required. Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 4 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION AEDSM II/E-01 GENERAL Filter water separators present the greatest requirement for qualification by similarity. A standard format is used for comparing proposed vessel configuration and flow rating against geometry and flow data for a qualified test vessel. This process is adopted by the manufacturer in preparation of proposals for new vessels and also when considering reconfiguration of existing vessels for a different flow rate or different types of element. At the present time this protocol is being reviewed and will be issued separately as API 1582. In rd. the interim the API 1581 3 Edition similarity data remains in use. 1.3.3 ExxonMobil Approval Process ExxonMobil qualification approvals for all micronic filters, filter water separators and filter monitors for use in aviation fuel handling rests with ExxonMobil Aviation. Manufacturers seeking approval of new equipment must advise ExxonMobil Aviation of proposals for witnessed testing. The manufacturer must provide copies of full test results to ExxonMobil. Satisfactory completion of witnessed tests will not necessarily be the sole basis for qualification. At ExxonMobil’s discretion additional field proving tests may be called for. The results of these tests and any other relevant information will be taken into consideration as part of the approval process. Written notification will be given to the manufacturer when approval is granted. The granting of approvals for key elements or filter vessels will be reported periodically in Aviation Technical Newsletters. For equipment for which approval is sought on the basis of similarity, the manufacturer must submit completed data sheets to ExxonMobil Aviation for validation. If approval is granted, ExxonMobil will endorse the data sheet with approval details and a copy will be returned to the manufacturer. Because of the number and frequency of approvals issued, they are not listed in this manual. ExxonMobil Aviation will annually produce a list of currently qualified filter vessels and elements. For vessels/elements qualified since the last issue of the approval list the manufacturer will provide a copy of the approval document that has been endorsed by ExxonMobil Aviation in support of any equipment quotation to ExxonMobil affiliates. Affiliates must not purchase equipment unless included on the approval list or supported by an endorsed approval document. 1.4 FILTER VESSEL GENERAL DESIGN REQUIREMENTS The following gives general design requirements that are applicable to all types of filtration equipment. Additional information that is specific to a particular type of filter will be found in the relevant sub-section as indicated above. Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 5 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION AEDSM II/E-01 GENERAL 1.4.1 Materials of Construction All metal parts in contact with the fuel, including internal mountings and filter cartridges, must be free of zinc, cadmium, copper and their alloys. They must be non-corrosive and chemically compatible with aviation fuels. Vessels must be of stainless steel, aluminium or carbon steel. Carbon steel vessels must be internally coated with an approved epoxy coating (refer to Section II/D. for coating details). Compartmented vessels will require that special consideration be given in design to ensure that coatings for the underside of element mounting plates and inlet/outlet chambers can be properly applied, inspected and maintained. Particular care must be given to surface preparation and coating manufacturer’s instructions must be followed closely. 1.4.2 Design Codes Vessels shall be designed and constructed to conform to ASME Code for Unfired Pressure Vessels Section VIII or equal. Other recognised pressure vessel codes may be substituted at the discretion of the Company representative. The manufacturer shall bring any deviation from the applicable code to the attention of the Company representative. 1.4.3 Design Pressure All vessels and components must be designed to withstand maximum pressure conditions, including surge pressure, of the system in which they are to be installed. Unless stated otherwise the minimum vessel design pressure is to be 10 bar (150 psi). The element mounting assembly must be designed to withstand surge or differential pressures appropriate to the vessel application/element design. 1.4.4 Hydrostatic Test Pressure All vessels must be tested to the appropriate code requirements or 15 bar (225 psi) or one and one half times the design pressure, whichever is greater. Where fitted, deck plates and element mounting assemblies shall have mounting orifices blanked to permit pressure testing of the inlet chamber to 8 bar (115 psi) or, in the case of monitor vessels and monitor mountings in 3 stage filter-separator units, 15 bar (225 psi). 1.4.5 Element Stabilisation and Electrical Bonding Vessels which house multiple element stacks must have the free ends of elements supported firmly against vibration or, for horizontal vessels, element sagging. This shall be achieved by the use of a “spider” plate that will join element stacks together and provide bracing to the vessel wall. “Spider” plate fixings shall be such as to provide electrical continuity between element mountings and the vessel body. The design of the “spider” shall incorporate a means of adjustment to accommodate element misalignment and prevent undue strain on elements. 1.4.6 Element Sealing and End Caps Element to element intermediate mountings, element to base mounting adapters and adapter to vessel sealing arrangements shall provide a leak-proof seal against design operating and surge pressures. Sealing method will be appropriate to the element design, but may be any one of the following:1.4.6.1 Rod Mounted Elements: A flat gasket mounted on the element end caps to seat on blunted “Vee” type “knife” edges on mounting adapters. Knife edge height to be 1.5 mm (0.06 ins.) minimum. 1.4.6.2 Threaded base elements: Axial contact of compressed internal ring joint or ‘O’-ring on blunted ‘Vee’ type circumferential knife Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 6 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION AEDSM II/E-01 GENERAL edge of threaded mounting adapter. 1.4.6.3 Radial contact “push-on” elements: Internal ‘O’-ring. End caps for elements must be designed to preclude entrapment of water. 1.4.7 Access for Cleaning/Maintenance Vessels shall be designed to enable access to the extreme end of a chamber from the main access cover. To achieve this, for vessels with an internal depth >800mm. (31.5 ins.) the vessel depth to diameter ratio is to be not greater than 1.75 subject to a minimum diameter of 550mm (21.7 ins.) unless otherwise specified. For ease of handling, vessels should preferably have a hinged or pivoted access cover. 1.4.8 Clean-out Connections Any chamber that cannot be accessed for inspection/cleaning when the main vessel cover is removed must be fitted with a minimum 4” flanged access hatch. The design of the access must avoid any dead-leg section that might allow accumulation of debris/water. Removal of inlet or outlet connections is not an acceptable alternative on fixed installations. 1.4.9 Piping Connections All main fuel piping connections shall be flanged, equal to or greater than the pressure rating of the vessel and inlet and outlets are to be permanently marked. 1.4.10 Drain and Sample Connections The vessel must be completely self-draining and for flat plate bottoms there must be a 0 minimum 3 slope. A water/sample drain shall be provided at the lowest point. There must be no protrusion of the drain connection or weld beads into the vessel to cause water entrapment. Where the vessel comprises two or more chambers then a drain point is required for each. The sample points shall be fitted with ball valves to facilitate fast flushing and outlets should be fitted with snap-lock caps to prevent ingress of foreign matter when not in use. Adequate clearance must be allowed beneath the vessel to allow samples to be drawn directly into a stainless steel bucket. This requirement is not negated by the connection of the sample point to a closed glass jar sampling system. 1.4.11 Vent Taps All vessels must be provided with a vent at the highest point that shall be fitted with an air eliminator. (This requirement may be waived for simple basket strainers.). No isolating valve is to be installed in the air eliminator line. See Diagram E1.5.3 below for general arrangement details. Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 7 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION 1.4.12 1.4.13 AEDSM II/E-01 GENERAL Differential Pressure Gauge For vessels that are dependent change on the basis of taps must be provided on inlet intermediate chambers where reading piston type differential must have a scale appropriate of the installed elements and mounted, preferably at eye fitted with a pulsation damper, for checking of free movement on element cleaning or pressure differential, pressure and outlet chambers (and appropriate) and a direct gauge fitted. The P.D. gauge to the normal operating range must be conveniently level. The gauge must be an air vent, and a 3-way valve of the piston. Gaskets All gaskets must be of Viton A Cork or rubber is not an or Buna N, or equivalent. acceptable substitute. 1.4.14 Nameplate A stainless steel or non-ferrous nameplate must be securely attached to the vessel. The nameplate must include manufacturer’ name, filter model no., serial number, date of manufacture, maximum rated flow rate and recommended element change-out differential pressure. Minimum rated flow must also be shown if critical for required performance. On vessels fitted with elements, then the number and type of elements installed and the torque setting must be shown. Where appropriate, API or IP approval details must be included. If the element configuration, approval details, or approved flow rate is changed later, a supplemental data plate must be fitted to the vessel. The element manufacturer who holds the approval for the revision should provide the supplemental data plate. 1.4.15 Exterior Prior to shipment, the exterior of the vessels shall be cleaned of all dirt, grease, rust and loose mill scale, and one coat of an approved metal primer applied, unless otherwise specified. All nameplates, gauges, etc. shall be masked prior to painting. Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 8 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION 1.4.16 AEDSM II/E-01 GENERAL Packaging All filter elements shall be packaged for shipment in polyethylene bags or similar to prevent contamination with water and stout cardboard outer containers to prevent physical damage during transport handling. 1.5 FILTER VESSEL GENERAL INSTALLATION REQUIREMENTS 1.5.1 Flow Regulation If there is any possibility of design flow rate being exceeded, e.g. where two or more vessels are installed in parallel and fed from a common supply, a flow control valve must be installed downstream of the vessel to limit flow to its maximum design rating. 1.5.2 Reverse Flow Protection Where two or more vessels and pump sets are installed in parallel and supplying a common delivery header, a non-return valve must be installed immediately downstream of each filter vessel to prevent reverse flow or pressurisation. 1.5.3 Thermal Pressure Relief Provision shall be made for thermal pressure relief by installation of a pressure relief valve on the filter vessel (see Diagram E1.5.4 and Illustration E1.5.4). This shall be set at approx. 1 bar. (15 psi) above normal working pressure of the filter. If pressure relief is provided by relaxation through/round valves in the general system design then this shall be considered an acceptable alternative provided that there is no by-pass flow route past the filter elements. 1.5.4 Air Entry Protection If an automatic air eliminator is installed on the vessel the outlet line from the air eliminator must be fitted with a soft seat non-return valve to prevent reverse flow of air into the vessel. See Diagram E1.5.4 and Illustration E1.5.4. Diagram E1.5.4 Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 9 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION AEDSM II/E-01 GENERAL Illustration II/E1.5.4 1.5.5 1.5.6 Air Bleed Valve A bleed valve is to be installed to enable controlled bleeding of air from the vessel during re-filling. This should be installed in a bypass line round either the air eliminator or pressure release valve and it should preferably be a spring loaded selfclosing type or alternatively must be capable of being locked in the closed position. Sample Point Access Adequate clearance must be allowed beneath vessels for easy access to sump drain valves and to enable samples to be drawn into a stainless steel bucket. 1.5.7 Millipore Sample Points For all vessels (except strainers) a millipore sampling connection should be installed on inlet and outlet lines to the vessel to enable routine particulate content checks. 1.5.8 Sample Point Bonding An unpainted bonding lug must be provided adjacent to each sample point to enable satisfactory bonding of sample buckets. 1.5.9 Relaxation Time To allow relaxation of static charges which may be generated in the filtration process it is necessary to allow a fuel dwell time of 30 seconds before discharge into storage tank, refueller or truck. If fuel contains an approved static dissipater additive then the dwell time may be reduced to 15 seconds. Where downstream pipeline content is inadequate to meet this requirement then a relaxation vessel must be installed in the line. Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 10 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 01 FILTRATION AEDSM II/E-01 GENERAL 1.5.10 Spill Containment A kerbed spill containment area should be provided beneath vessels and sample points. 1.5.11 Vessel Access Installation layout should take account of the need to access vessels for inspection and/or element replacement. For larger vessels that cannot be opened from ground level it is recommended that a fixed platform and ladder be provided. Issue Draft 4 29/6/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 11 Section II AEDSM II/E-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 02 FILTRATION PRELIMINARY FILTRATION E-2.0 PRELIMINARY FILTRATION 2.1 TYPE OF SERVICE This section describes various types of filtration that are used for the removal of coarse or gross quantities of particulate contaminants from aviation fuels. With the exception of strainers, there should normally be no requirement for these types of filtration downstream of intermediate terminal storage. The most likely requirement would be downstream of process units at the refinery or at the end of long pipelines or at shipping receipt facilities where there is a history of high levels of contamination. The general design requirements as outlined in Section II/E.1.3 and E.1.4 should be observed for all types. 2.2 STRAINERS Strainers remove coarse contaminants or foreign objects that may have been picked up in the fuel stream during transfer. They are normally used for the protection of sensitive downstream equipment such as pumps and meters, or to reduce the burden on downstream filtration equipment. The unit comprises a strainer basket housed in a flanged body with a removable cover. The size of the screen must be specified according to duty requirements and this will determine the basket construction design. For very coarse filtration the screen may be fabricated from perforated metal sheet, for finer filtration it will be of woven metal mesh on a wire frame or, in the case of very fine filtration, inside a perforated metal sleeve for support. The material of construction for screens must be stainless steel, the restriction on use of certain metals as detailed at II/E.1.3.1 must be strictly observed. The recommended configuration for strainers is an upright body with removable top cover for vertical withdrawal of the strainer basket. This design eliminates the need for complete draining of the housing during routine inspections. A valved drain/sample point must be provided at the lowest point in the vessel. For continuous operation, e.g. pipeline receipts, in systems with a high dirt loading it is possible to install Duplex filters which comprise two strainers in parallel in a common housing. The strainers are used alternately. On differential pressure build up, flow is diverted to the second strainer to allow cleaning of the first. 2.3 CENTRIFUGAL This type of filter is used for the removal of relatively large particles in highly contaminated distribution systems and may be used at the outlet from a refinery. They are relatively uncommon downstream of refineries and might only be found as the first stage filtration at the inlet to a receiving terminal. The principle of operation is to use centrifugal force to separate particles into a boundary layer that can then be bled from the filter vessel and fed to a slop tank. This may be achieved by powered rotation of the vessel or alternatively by the simpler and more common method of imparting swirl to the flowing fuel stream as it enters the vessel. The size of particle that will be separated is dependent on the centrifugal action created by the flow, which means that the size of the unit and performance will be determined by the available pressure head in the system. Issue Draft 3 5/4/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 1 Section II AEDSM II/E-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 02 FILTRATION PRELIMINARY FILTRATION Potential applications for this type of filtration should be referred to ExxonMobil Aviation for guidance. 2.4 BACK-FLUSHING The back-flushing filter is designed for continuous operation on lines that have a heavy, coarse, dirt content and is typically used on pipeline receipts. It provides mesh type filtration with automatic cleaning by reverse flushing of product through the screen. The flushed product is directed to a slop tank. There are two basic designs available. One incorporates a permanently rotating cylindrical screen that exposes part of the circumference to reverse flushing at a segment in the rotation cycle. The second has two cylindrical screens in parallel that operate alternately, flow through the screens being reversed on either differential pressure build up or on a time cycle. Both systems require a power supply for operation. Potential applications for this type of filtration should be referred to ExxonMobil Aviation for guidance. 2.5 EXCELSIOR The Excelsior (or Hay-pack) filter contains single pass fibre packs for the removal of water and solids. At one time the standard filter for aviation fuels, it has been superseded for general use by the superior performance of two stage filter water separators. However, it continues to offer a relatively low cost method for removal of gross water and dirt on product receipt. Issue Draft 3 5/4/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 2 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 03 FILTRATION E-3.0 AEDSM II/E-03 CLAY TREATERS CLAY TREATER 3.1 TYPE OF SERVICE Clay treaters use Fullers Earth (attapulgus clay) to adsorb surface active agents, colour bodies and very fine (“rouge”) particles in the fuel, not otherwise removable. The removal of surfactants improves water separation characteristics of the fuel thus enabling acceptable Micro-Sep ratings. They are installed as a standard component in run down facilities of certain refinery process units and are also used at the receiving point in intermediate terminals with product receipt from long multiproduct pipelines that have a history of surfactant contamination. Performance is dependent on intimate contact of fuel and clay. If the desired Micro-Sep improvement is not being maintained it may often be possible to achieve an improvement by reducing flow rate to give increased residence time for fuel in the vessel. 3.2 DESCRIPTION The Fullers Earth may be packed in the vessel in bulk or may be in replaceable cartridges. 3.2.1 Bulk Type Clay Filters Bulk clay filters are more cumbersome to maintain but provide a longer life than cartridge filters. They are also capable of giving a better Micro-Sep improvement and are more commonly used in refinery installations. Unless there is a persistent severe surfactant problem that requires continuous use of a Clay Treater then this type of unit would not normally considered for installation downstream of the refinery. 3.2.2 Cartridge Type Clay Filters Two types of cartridge are available, the bag type and the canister type, that give essentially the same level of performance. Both are designed for installation on a screen covered 2½” dia. (6.35 cm.) mounting tube and they have nominal dimensions of 7” (17.8 cm.) O.D. x 18” (45.7 cm.) long. To ensure good element sealing, only vertical mounting is recommended. 3.4.1.2 Bag Type Cartridge The bag type, as the name implies, comprises a clay filled cylindrical cloth bag with a felt centre tube liner to minimise clay particle migration. Whilst being cheaper than the canister type of cartridge, they tend to swell and close up against adjacent bags and are difficult to handle when being replaced. 3.4.1.2 Canister Type Cartridge The canister type is constructed with a felt covered perforated steel centre tube, an oil-paper outer wrap and end caps with a wire lifting handle. Inner and outer migration barriers are also incorporated in the design. They are more resistant to handling and can withstand differential pressures of up to 6.8 bars. (100 psi.). 3.3 LOCATION The location of clay treaters and configuration of related equipment in the distribution system are influenced by a number of considerations: 3.3.1 Wet fuel adversely affects performance by adsorbing onto the surface of the clay and restricting adsorption of surfactants from the fuel. The water also carries away fine silt from Issue Draft 3 22/3/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 03 FILTRATION AEDSM II/E-03 CLAY TREATERS the surface of the clay particles to cause clogging of centre tubes, and it creates channels through the clay which presents fuel flow paths without adequate fuel/clay contact. Clay treaters should therefore be installed at a dry point in the handling system. Alternatively, if there is significant water in the fuel, an Excelsior (Hay-pack) filter or a micronic filter should be placed upstream to remove gross water content. 3.3.2 In addition to removing trace surfactant materials, clay treaters will remove additives such as static dissipater additives (Stadis 450) from fuel. They must therefore be positioned upstream of additive injection equipment or, if the fuel already contains additives, it will be necessary to re-inject additive after clay treatment. 3.3.3 As the purpose of clay treatment is to remove surfactants that adversely affect the performance of filter water separators, clay treaters should be installed upstream of this type of equipment where a surfactant problem exists or there is significant possibility of one arising. 3.3.4 Micronic filtration must be installed downstream of clay treaters to remove any clay granules that may have been picked up by fuel when passing through the treater. 3.3.5 Clay de-activates with use, particularly if water is present. Because of this, usage of the treater should be limited to preserve the clay by only bringing the unit on stream when there is a known Micro-Sep problem. To facilitate this, a bypass should be installed round the clay treater. 3.3.6 Clay treaters may not be required for routine use in a facility and are often only needed for the spot treatment of a fuel quality problem. Because of this it is beneficial to have the clay treater skid mounted so that it can be easily re-located to a terminal with such a need. 3.4 SPECIFICATION 3.4.1 Performance Specification No performance specification or qualification test procedure has been developed and a supplier’s guarantee for intended service should be obtained. However, it is recommended that the following guidelines be used for vessel design purposes: 3.4.1.1 Cartridge Type Cartridge type vessel with standard 7” (17.8 cm.) dia. X 18” (45.7 cm.) long elements – 6.5 USgpm (24.6 litres)/element. 3.4.1.2 Bulk Type - 245 lpm/sq.m. – 410 lpm/sq.m. (6 – 10 USgpm/sq.ft.) of bed cross-section Bed depth 3-5 times bed diameter. 3.4.2 Clay Specifications 3.4.2.1 Cartridge Units Attapulgus clay – low volatile matter (LVM) grade. 50-90 mesh – 90% between 50-90 mesh, 5% passing 100 mesh Bulk density 510 kg/cu.m. – 580 kg/cu.m. (32-36 lbs./cu.ft.) Issue Draft 3 22/3/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 03 FILTRATION AEDSM II/E-03 CLAY TREATERS 3.4.2.2 Bulk Clay Units - Attapulgus clay – low volatile matter (LVM) grade. 30-60 mesh 3.4.2.3 New Clay Candidates If there are incentives for affiliates to use a locally produced clay instead of attapulgus clay, the local clay must be submitted to the Esso Research Centre ???, for evaluation prior to use. In addition to checking against the above specification points, Water Tolerance and Adsorption Capacity Tests will be conducted. 3.4.3 Mechanical Specifications In addition to meeting the general requirements as given in Section II/E.1.4, the following additional requirements should be observed: 3.4.3.1 Elements and Mounting Tubes Elements, mounting tubes and posts must be designed to withstand a minimum pressure differential of 5 bars. (nominal 75 psig). 3.4.3.2 Bag Type Cartridge Securing Bag type cartridge stacks must be provided with a spring loaded top cap arrangement exerting a nominal 3.4 bars (50 psi) downward force to compensate for settling of clay and a centre support tube covered with 40 x 200 mesh wire cloth to minimise media migration. 3.4.3.3 Cartridge Type Securing A centre rod with bolted top cap should secure canister type cartridges. 3.4.3.4 Cartridge Sealing Cartridge sealing should be by “Vee” type “knife” edges that seat on resilient gasket material or “O” ring seals (see II/E.1.4.11). The manufacturer must advise the recommended torque to ensure a positive seal against normal working and surge pressure without causing damage to the elements or seals. 3.4.3.5 Element Mechanical Integrity Elements wet with fuel must withstand 20 kg. (nominal 45 lbs.) applied load for one hour without collapse of centre or outer shell. Elements must not have weak seams or loose plugs where clay may escape. 3.4.3.6 Element Removal Vessels designed to hold stacks of higher than two bag type elements must be provided with a suitable means for removing the lower cartridges. Consideration should also be given to the provision of a fixed working platform (see II/E.1.5.9). 3.4.3.7 Bulk Clay Removal Bulk type clay treater vessels must have side entries adequately sized and located to allow for easy removal of spent clay. Issue Draft 3 22/3/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 03 FILTRATION AEDSM II/E-03 CLAY TREATERS 3.5 OPERATION The criteria for changing of clay is one or a combination of any of the following:• When indicated by a clay side-stream sensor. • Required Micro-Sep reading cannot be maintained downstream of the clay treater, even at low flow rates. • Little or no Micro-Sep improvement across the unit. • Pressure drop exceeds manufacturer’s limit and/or pressure differential across the vessel reaches a level that excessively reduces pumping rate. • Clay carryover to downstream equipment is noticed. Issue Draft 3 22/3/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 04 FILTRATION E-4.0 AEDSM II/E-04 MICRONIC FILTERS MICRONIC FILTRATION 4.1 TYPE OF SERVICE Micronic filters are used in fixed facilities primarily for the removal of significant amounts of particulate contaminants and also for the removal of gross water content. The cost of micronic filtration is significantly lower than clay treaters and filter water separators and micronics are therefore often located upstream of these units in order to prolong their life or improve their performance. In a similar way, two micronic filters might also be installed in series e.g. 25 micron upstream of 5 micron, or 10 micron upstream of 2 micron. Traditionally micronic filters have also been used for into-plane filtration of Avgas grades to piston engined aircraft. This type of use continues to be approved for existing equipment, however new fuelling equipment must be fitted with monitors to provide flexibility for a change to jet fuel at a later date. 4.2 DESCRIPTION Micronic filtration can be provided by a number of different technologies, however in aviation fuel handling it is usual to provide single stage cartridge type filtration, comprising a vessel housing one or more disposable elements. Fuel usually flows from the outside of the element to the inside and contaminants are removed as fuel passes through the filter media. In addition to separation and retention of dirt in the filtration media, larger/heavier particles and water also separate by gravity to the bottom of the vessel. This design provides the flexibility to provide different degrees of filtration according to operational need. Elements are manufactured with nominal pore sizes ranging from 0.5 through 1,2, 5, 10, 25 microns and higher. Different materials and methods of construction also have an impact on filter performance, particularly with regard to dirt holding capacity. The commonest form of micronic in use with aviation fuels has pleated elements manufactured from impregnated paper and/or a combination of other media such as glass fibre. Dependent on the type of material and form of construction, the result will be either: • surface filtration, where the primary filtration takes place on the surface of the filter media and is essentially dependent on the pore size of the media. or • depth filtration, where filtration and dirt holding takes place throughout a deeper bed of filter media which is usually made up of layers of different grades of material. Filtration is enhanced by the long and tortuous passage through the media and the accumulation of particles itself aids the filtration process. Element selection has usually been done on the basis of the element micron rating as designated by the manufacturer. However, in the absence of any recognised standard or specification there has been significant difference in performance between elements with a particular micron rating, both in terms of particle size removal and in dirt holding capacity. Additives in the fuel and the fuel chemistry from some refining processes have a dispersant effect on dirt in the fuel. This impacts on the efficiency of filtration to differing degrees dependent on material and design of elements. In recognition of these problems the Institute of Petroleum, working in close collaboration with the API, has developed a specification for micronic filter elements and the first edition was published in 1999. ExxonMobil Aviation was represented on both IP and API working groups throughout development of the specification. Issue Draft 3 22/3/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 04 FILTRATION AEDSM II/E-04 MICRONIC FILTERS 4.3 IP SPECIFICATION AND QUALIFICATION PROCEDURES FOR AVIATION FUEL MICROFILTERS The IP specification sets out qualification procedures for elements with nominal ratings in the range of 0.5 to 5.0 microns, 5 microns being the normal upper limit for elements used in aviation service downstream of terminal storage. In addition to giving structural specifications for elements it also gives a mechanical specification for vessels but there are no performance qualification or approval test requirements for vessels. The specification test protocol is written specifically for 6” outside diameter elements and manufacturers’ elements will be inter-changeable. Qualification of other sizes is not precluded. However, instead of testing to the specified minimum flow-rate for 6” elements they are to be qualified at a flow rate maximised for the level of influent dirt specified in the test protocol. The specification covers elements operating with out to in flow. Elements are manufactured for in to out flow but these are not recommended for normal service and are not covered by the specification. Elements can be mounted horizontally or vertically, and the specification is applicable to both configurations. However, horizontal configuration is not recommended because of the tendency for heavy particles to accumulate on the upper surface, thus causing uneven flow through the elements, and the potential for water accumulation in the uppermost pleats. All element testing is done with a fuel chemistry that includes the addition of various additives to create a fuel that is representative of the most demanding likely to be found in field operations. The test dust used is one, or a blend, of a scientific grade of silicon or red iron oxide, dependent on the desired micron rating. The selection of test dusts is based on field research of typical dirt content in fuels at various locations around the world. The element must meet a dirt transmission limit of 0.15 mg/l at the nominated micron rating with an inlet test dust having a known dispersion of particles. This must be achieved at both full flow and 50% rated flow, and with 0.01% water content in the fuel. The specification contains 6 test runs: Run 1: Rated flow initial differential pressure, media migration check. Run 2: Micron rating check at rated flow up to a differential pressure of 3 bar (45 psi). Run 3: As Run 2 but at 50% rated flow. Run 4: Water Resistance Test – micron rating and structural stability test in the presence of 0.01% dispersed water. Run 5: Fuel compatibility testing. Run 6: Structural strength test to 5 bar (75 psi) differential pressure, maintained for 5 minutes. There is no check on dirt holding capacity of elements, however the time taken to reach the maximum test differential pressure of 3 bar must be recorded and will give comparative indication of dirt holding performance. 4.4 MICRONIC FILTER APPROVALS The ExxonMobil Aviation approval process for micronic filter elements is as set out in Section II/E.1.3. Issue Draft 3 22/3/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 04 FILTRATION AEDSM II/E-04 MICRONIC FILTERS 4.5 USE OF APPROVED MICRONIC FILTRATION EQUIPMENT For all new micronic filter applications using 5 micron or finer elements, only those approved by ExxonMobil Aviation against the IP specification may be used, and filter vessels must comply with requirements as laid down in the IP Specification. All micronic filter elements and vessels must comply with the design and installation requirements set out in Section II/E1.4 and 1.5. Existing micronic filters downstream of terminal storage that use 4” or 6” cartridge type elements of 5 micron or finer rating must be switched to the use of ExxonMobil Aviation approved IP elements as soon as existing stocks are exhausted, subject to availability of an approved element. 4.6 CONVERSION OF FILTER SEPARATOR VESSELS It is permissible to convert existing filter separator vessels to micronic use by the installation of micronic elements. Existing coalescer and separator elements should be removed and the requisite number/size of elements to match the desired flow rate installed in place of the filter separator separator elements. This is to give the desired out to in flow through the micronic elements. Should the desired flow rate not be attainable by the number/size of elements that may be fitted in this way then the vessel may be rotated through 180O to reverse the flow through the filter. In this configuration the elements should be fitted on the coalescer mounting stools which will accommodate more, or longer, elements than can be accommodated on the separator stools. Note that if the vessel is rotated through 180O it will be necessary to reverse the pressure differential gauge sense line connections. 4.7 OTHER TYPES OF MICRONIC FILTER It is also possible to obtain a conversion unit for top opening strainer units to provide micronic filtration by replacing the strainer basket with a multi-layered metallic screen filter that can be ultrasonically cleaned to give “permanent” life (Hyrolec or equal). This has proved useful on sites where there are physical limitations against upgrading by installation of a conventional micronic filter vessel e.g. on terminal loading racks. Also falling into the category of micronic is the edge type filter that is usually constructed of metal or paper discs or specially constructed wire wound cylinders. Once commonly used in aviation service, this type of filter is now seldom used. Issue Draft 3 22/3/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/E-05 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 05 FILTRATION FILTER SEPARATORS E-5.0 FILTER/ WATER SEPARATORS 5.1 TYPE OF SERVICE Filter/ Water Separators (Filter/Separators, F/S or FWS) are used for the continuous removal of free water and particulate contaminants from fuel to the low levels required for aircraft servicing. They are traditionally used in the downstream section of the fuel handling chain, being an essential requirement for receipts into, and deliveries from, airport storage. They are also used for out-loading from upstream locations that deliver to dedicated supply systems serving airport storage. For list of locations/applications requiring use of Filter/Separators see Table II/E1.2b in Section II/E1.2. The use of filter/water separators on refuelling equipment was standard practice before the introduction of a specification standard for monitors. Monitors are now the only accepted form of final filtration for new into-plane delivery equipment and conversion of existing filter/separators is recommended. See Section II/E6.7 for details. Note that filter/separators are also manufactured for use in industrial service with other types of fuel. Only those that have been qualified against API 1581 and approved by ExxonMobil Aviation are to be used for aviation service. See Section II/E5.3 below. 5.2 DESCRIPTION The filter separator comprises a vessel that houses two stages of filtration. The fuel passes from the inside to the outside of the first stage elements, known as coalescers, and from outside to in of the second stage elements, known as separators. The performance of both coalescers and separators can be impaired by the presence of surfactants in the fuel. It is for this reason that qualification of filter/separators involves testing with fuel that has additive content. See Section II/E5.3 below. The latest edition of API 1581 allows addition of a monitor element (see Section II/E5.3.3 below) as third stage filtration. The monitor is normally mounted inside the separator element and is installed as a back up to shut off flow in the event of performance failure of the filter/separator. For a description of monitor elements see Section II/E6. 5.2.1 Coalescers In the usual design of coalescer dirt is removed from the fuel by inner layers of pleated paper filtration media. Intermediate resin impregnated fibreglass wraps cause free water to coalesce and form large droplets of water that emerge to the outer cotton sock surface of the element from where they can settle to the bottom of the vessel by gravity and be removed by routine draining. The coalescer element has inner wraps of perforated metal and nylon mesh to give strength against the high differential and surge pressures that can arise in service when the element is loaded with retained dirt. The industry norm is for API 1581 qualified coalescers to be 6” nominal diameter but may also be qualified and offered in smaller diameters. They are manufactured in a multiple of lengths and may be designed for two types of mounting arrangement: 5.2.1.1 Open Ended Issue Draft 3 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/E-05 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 05 FILTRATION FILTER SEPARATORS This type is designed for rod mounting. It is open at both ends and may be mounted singly or in multiple element stacks with intermediate mounting discs. The base element mounts on to a knife edge stool and an end cap with a knife edge seal is used to close off the opposite end of the stack. Note that it is preferable to have a single, longer, element rather than a multiple stack of shorter elements. This minimises the risk of by-passing through leaking seals and also lowers element replacement costs. The cost saving can be significant when taken over the lifetime of a filter vessel. 5.2.1.2 Screw base The screw base element has a moulded reinforced polyester internally threaded base for screw mounting onto a matching male threaded mounting stool. The opposite end of the element has a moulded end cap designed to accept a tool for tightening the element and also a threaded stud to accommodate fitting of a securing “spider”. 5.2.2 Separators The separator elements present a barrier against the carry over of free water to the filter outlet. The element is of simple construction with a metal frame carrying a Teflon coated nylon or synthetic fine gauze screen, both materials being hydrophobic (i.e. they repel water) and thus preventing passage of any free water. The industry norm is for API 1581 qualified separators to be 6” nominal diameter but may also be qualified and offered in smaller diameters. They are manufactured in a multiple of lengths and are usually of open ended design for rod mounting. Some designs have a closed metal cap to eliminate the need for a separate end cap fitting. Issue Draft 3 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/E-05 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 05 FILTRATION FILTER SEPARATORS An alternative basket design that mounts directly on the vessel outlet is used on some horizontal filter/separators. Early designs of filter separator had pleated paper separator elements but these are no longer approved. 5.2.3 Spider Correct spacing of elements is important to filter/separator performance. For this reason a “spider” is installed on the “free” end of elements to secure them in the correct position relative to each other and the vessel body. In horizontal vessels they serve the additional purpose of giving support at the “free” end and minimising stress on the mounting plate seal. The spider is secured to the vessel body on mounting lugs but it is important to ensure that electrical bonding is achieved between elements, the spider, and the vessel body. This is required because there is high static charge generation as fuel passes through the filter elements. 5.2.4 Torque It is important that recommended torque settings are observed when installing both coalescer and separator elements. Failure to adequately tighten can result in leakage through the seal. Over-tightening has on occasion resulted in crushing of the element. The torque setting is a variable dependent on the type of element and method of fixing. Manufacturer’s recommendations are included in packaging of all elements and they must be strictly followed. Recommended torque settings should be marked on the filter/separator body for easy reference at times of maintenance (see Section II/E1.4.14). Issue Draft 3 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/E-05 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 05 FILTRATION FILTER SEPARATORS 5.2.5 Configuration Filter separators can be of either vertical or horizontal configuration. 5.2.5.1 Vertical In the vertical configuration, coalescers and separators are mounted vertically on manifolds above, respectively, an inlet chamber and an outlet chamber. See Diagram II/E5.2.5.1. Diagram II/E5.2.5.1 Issue Draft 3 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/E-05 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 05 FILTRATION FILTER SEPARATORS 5.2.5.2 Horizontal In the horizontal configuration, elements may be positioned end-opposed with inlet and outlet chambers at opposite ends of the vessel, (see Illustration II/E5.2.5.2a) or side by side with inlet and outlet chambers at the same end of the vessel but the outlet, and separators, uppermost (see Diagram II/E5.2.5.2b). Illustration II/E5.2.5b “Side by side” horizontal F/S Diagram II/E5.2.5.2a to be inserted 5.3 API 1581 - SPECIFICATIONS AND QUALIFICATION PROCEDURES FOR AVIATION JET FUEL FILTER/SEPARATORS Design and performance requirements for Aviation Jet Fuel Filter/Separators are specified in API Bulletin 1581, the 4th Edition being the most current. Only Filter/Separators meeting this standard and approved by ExxonMobil Aviation may be used in ExxonMobil service. See Section II/E1.3 for further information on the ExxonMobil Aviation qualification procedure. API 1581 covers minimum performance requirements, element structural and vessel mechanical specifications and sets out testing and qualification procedures. ExxonMobil Aviation is represented in the Working Group for this standard and has played a lead role in its development. Earlier editions of API 1581 specified for two Groups of fuel, one without additive (GroupI), the other with, (Group II), and also had three classifications A, B, and C, which catered for different dirt holding th capacities. These have now been replaced in the latest (4 .) Edition by new Categories and Types and there is also allowance for multi-stage systems, all as summarised below. 5.3.1 Categories The category defines the fuel/additive package against which the filter/separator has been qualified and which correlate to the fuels to be found in commercial and military use. 5.3.1.1 Category C For commercial aviation fuel with or without static dissipator additive (Jet 1/Jet A1). The test fuel includes anti-static additive plus two other additives to simulate surfactant laden fuel. 5.3.1.2 Category M100 For thermal stability enhanced military aviation fuels (JP8+100). The test fuel includes an additive cocktail that includes anti-static additive, fuel icing inhibitor, corrosion inhibitor, thermal stability improver, and one other additive. Qualification against this category automatically qualifies for Categories C and M at the same flow rate and conditions. 5.3.1.3 Category M For military aviation fuels without a thermal stability improver (JP8/JP5). The test fuel includes all the additives as for M100, with the omission of the thermal stability improver additive. Filter/separators qualified against category M are suitable for fuels that contain static dissipator, metal deactivator, anti-oxidant, corrosion inhibitor, and anti-icing additive. Qualification against this category automatically qualifies for Categories C at the same flow rate and conditions. Issue Draft 3 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/E-05 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 05 FILTRATION FILTER SEPARATORS 5.3.2 Types There are two types of filter/separator defined that relate to the contaminant exposure likely to be found in field service. Both are required to limit downstream contamination to 15 ppmv of free water and 0.26 mgms/litre (1.0 mgms/USG) solids. There is also a requirement that media migration from the elements shall not exceed 10 fibres/litre (40 fibres/USG). 5.3.2.1 Type S This type is intended for use where significant quantities of water and dirt can be expected in the fuel. It shall have a solid holdings capacity of 1.43 grams/litre/ minute (5.4 grams/USgpm) of rated flow when meeting pressure drop and effluent quality defined in the test procedure. rd (Note: This compares with 3 . Edition Class A - 4grams/litre/minute, Class B – 2.64 grams/litre/minute, Class C – 1.3 grams/litre/minute, the philosophy being that for higher dirt loadings it is more cost effective to install a micronic pre-filter for solid contaminant dirt removal and therefore qualification of a F/S to higher dirt holding is unwarranted.) 5.3.2.2 Type S-LD This type may be used where minimal amount of dirt is expected but there may be significant water content. e.g. downstream of a micronic filter or at a clean point in the delivery system. There is no dirt holding capacity specified but it must be possible to sustain a differential pressure of 155 kPa (22.5 psi) for 45 minutes without exceeding the specified downstream effluent level. 5.3.3 Multi-Stage Systems A multi-stage system usually comprises a filter/separator with a qualified monitor (see Section II/E6) positioned inside each separator element. They may be installed to provide back-up where performance failure of the filter/separator might be possible due to surfactant deactivation of the coalescer and/or separator or if additional safeguard is required on into-plane fuelling equipment. The performance requirements of multi-stage systems is as for two-stage systems subject to a limitation on the increased pressure drop that is caused by the additional elements. 5.3.4 Qualification Performance Testing th Unlike earlier editions of API 1581, the 4 . Edition limits filter/separator qualification to flow rates between 0-2500 USgpm. Filter/separators of similar design to a unit that has been qualified by testing may also be qualified if they comply with defined similarity criteria. Similarity criteria th was included in earlier editions of API 1581 but has been omitted from the 4 .Edition and will shortly be issued as a separate document – API 1582. The new issue is likely to restrict similarity to sizes below the test vessel flow rate. However, an exception on higher flow rating may be made for existing vessels previously qualified against earlier editions but up to not more rd than 5000 USgpm. Until API 1582 is issued, similarity requirements as shown in the 3 . Edition of API 1581 may be used. Performance qualification requires that coalescer and separator elements be tested in combination in a full scale vessel plus additional tests carried out on a single element test basis. Approval is for the specific vessel/element configuration as tested, i.e. horizontal or vertical, size/number of elements, position and spacing, flow rate etc.. All testing must be done in rigs complying with specified designs and using fuel to approved specifications to which is added known surfactants (Stadis, Hitech, Petronate) to simulate possible field conditions. Additive mixing, fuel conditioning, water injection, and test dust injection procedures are all defined to ensure uniformity of procedures at all test locations. A specified mixture of two test dusts is used based on field research of typical dirt content in fuels at various locations around the world. Issue Draft 3 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section II AEDSM II/E-05 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 05 FILTRATION FILTER SEPARATORS The test protocol includes testing with water injection at 0.01% (by volume), followed by solids injection at 19 mg/litre (72 mg/USG), and further injection of water initially at 0.01% then 3.0% (by volume). Periodically the test runs are interrupted by a stop/start procedure to shock load the elements. Elements must also satisfy structural, environmental, and compatibility tests. 5.3.5 Vessel and Element Design and Construction Vessel and element design and construction details API 1581 are generally similar to the requirements of Section II/E1 of this manual. 5.4 FILTER/SEPARATOR APPROVALS The ExxonMobil Aviation approval process for Filter/Separators is as set out in Section II/E1.3. 5.5 USE OF APPROVED FILTER/SEPARATORS For new installations, only Filter/Separator vessels approved by ExxonMobil Aviation against the latest API specification may be used. Existing vessels supplied against earlier editions of API 1581 may continue to be used subject to them being fitted with latest edition elements and operated within the flow rate given in similarity data that has been ExxonMobil Aviation approved. It is the user’s responsibility to ensure availability of this information before making any conversion. It may be included in the ExxonMobil Aviation Filter/Separator Approval list but if not, the element manufacturer must supply a copy of a similarity sheet carrying an ExxonMobil Aviation approval endorsement. It is permitted for a manufacturer to qualify elements against a competitor’s vessel design and it is not unusual to find Manufacturer A elements fitted in Manufacturer B or C’s vessels. Industry users encourage this practice as it maintains competitive choice, both in terms of cost and element performance. However, a change cannot be accepted unless test and similarity information has been reviewed and approval given by ExxonMobil Aviation as outlined in Section II/E1.3. It should be particularly noted that such a change cannot be made by simple replacement of the coalescer elements, it is essential that matched sets of coalescers and separators be installed. The identification plate on the vessel must be updated when changes are made. Approved alternative configurations are included in the ExxonMobil Aviation Filter/Separator Approval list. 5.6 FILTER SEPARATOR DESIGN AND INSTALLATION All filter/separator installations must comply with the design and installation requirements set out in Section II/E1.4 and 1.5. The following lists additional fittings that may be optionally specified to meet local needs. 5.6.1 Water Shut-off Slug Valve and Automatic Water Drain Where there is significant water content in incoming fuel the amount of water accumulation in the filter/separator sump may become excessive and rise to a level where it will flood the separator outlets and pass downstream. To prevent this occurring a shut-off valve is located downstream of the vessel. The valve is caused to hydraulically close by a ball float inside the vessel actuating a pilot valve in a sense line. This functionality may be incorporated in a valve that is also required to provide flow control regulation. An external float testing device must be fitted to enable routine checks on system functionality. Associated with the downstream slug valve, it is possible to fit an automatic water discharge valve in the outlet from the filter sump to open on rising water level. A fall in water to a safe level will cause the water discharge valve to close and the downstream slug valve to re-open. Because of the risk of significant product loss in event of this valve failing in the open position they are not recommended. If there are special reasons that justify their inclusion then the Issue Draft 3 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 7 Section II AEDSM II/E-05 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 05 FILTRATION FILTER SEPARATORS discharge must be to a safe collection point, preferably to a slop tank with a high level alarm system. It must also be possible to detect flow through the valve by either discharge to a tun dish (preferable) or installation of a sho-flo sight glass in the discharge line. Diagram II/E5.6.1 to be provided 5.6.2 Sump Heaters In very cold countries accumulated water can freeze in sumps. Electric jackets or immersion heaters may be considered where this is likely to be a problem. 5.7 CONVERSION OF FILTER SEPARATOR VESSELS 5.7.1 Conversion to Micronic It is permissible to convert existing filter separator vessels to micronic use by the installation of micronic elements. See Section II/E4.6 for details. 5.7.2 Conversion to Monitors It is desirable to convert filter/separator vessels on into-plane refuelling equipment to accept monitor elements, however special precautions need to be taken. The element mounting plate in filter/separator vessels manufactured to earlier editions of API 1581 may not be designed to withstand the high surge pressure that can be caused if the monitor elements shut down suddenly in the presence of a slug of water. For conversion details refer to Section II/E6.7. Issue Draft 3 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 8 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 06 FILTRATION E-6.0 AEDSM II/E-06 FILTER MONITORS FILTER MONITORS 6.1 TYPE OF SERVICE Filter Monitors with absorbent type elements are required on all new mobile refuelling equipment and refuelling cabinets for the continuous removal of small traces of free water and particulate contaminants from fuel to the low levels required for aircraft servicing. They are used in preference above filter/separators because they are unaffected by surfactants and because of their ability to shut-off in the presence of excessive free water content in the fuel, thereby providing protection to the aircraft against supply of wet fuel. Whilst monitors have similar downstream effluent performance requirements to filter/separators, because of their relatively low dirt holding capacity and short life in the presence of wet fuel they are not usually used in fixed facilities as an alternative to filter/separators. However, they may be used as an alternative to filter/separators in exceptionally clean and dry systems. Also, they may be installed downstream of filter/separators for deliveries from airport storage to provide shut down protection in th. case of performance failure of the filter/separator. The 4 Edition of the filter/separator specification (API/IP 1581) also allows for monitor elements to be incorporated inside the separator stage of the filter/separator design to provide an integrated unit. 6.2 DESCRIPTION The filter monitor vessel houses a single type of element that comprises a layers of filter media with additional wraps of a water absorbent and supporting material. The water absorbent media has a high rate of expansion when wetted but because of the presence of the supporting wrap is unable to expand outwards. Consequently, as the media fibres swell the pore size becomes smaller until eventually there is complete closure of the pores and fuel flow is stopped. With only slight traces of free water in the fuel the pore closure is progressive but it is accompanied by a related increase in pressure differential across the filter. Significant free water will cause a rapid build up of pressure differential and in the case of a water slug reaching the elements they will close almost instantaneously to create a significant surge pressure. Both elements and vessel, including the mounting plate, design must take account of the possibility of this surge. The IP Specification for Aviation Fuel Filter Monitors with Absorbent Type Elements covers the design and performance requirements for monitors and a new edition is currently being finalised to be published as a joint API/IP document as API/IP 1583 – see Section II/E6.3 for details. Elements are available in a range of diameters, but the API/IP Specification covers the most commonly used elements of 2” and 6” nominal diameter and these are the ones described in this section. 6.2.1 2” Monitors The 2” monitor is recommended for use on into-plane fuelling equipment because it offers the most compact vessel design. It is usually mounted horizontally, is designed for out-to-in fuel flow and is available in a range of lengths but the one usually used is nominally 30” long. The element is to be qualified at a flow rate of 1 USGPM/inch length (2.484 litres/sec/m). Multi-layers of absorbing and support media are wrapped on a high strength, plastic, centre core and then over-wrapped with fine filter media that is covered by a protective outer wrap. End caps are thermo-welded plastic with an Oring piston type seal on the open end. Issue Draft 4 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 06 FILTRATION AEDSM II/E-06 FILTER MONITORS 6.2.2 6” Monitors For 6” monitors the flow can be either out-to-in or in-to-out. Out-to-in is favoured as having fundamentally better resistance to damage under surge conditions (crushing vs. bursting). In-to-out elements are often used for conversion of existing filter/separator vessels on fuelling equipment where it is necessary to mount the elements on coalescers stools to get the length of element required to achieve the desired flow rate through the vessel (see Section II/E.6.7 below). They can be mounted either vertically or horizontally. Horizontal configuration presents the possibility of water absorption being concentrated along the bottom part of each element if in-to-out flow is used. To achieve even dispersion across all of the element surface area, vertical mounting of 6” elements is preferred. However, horizontal mounting of filter vessels is the norm on mobile fuelling equipment and in this configuration out-to-in flow is preferred, but see the reference to vessel conversions above, and see also the recommendation (Section II/E.6.2.1 above) that 2” elements be used for refuelling equipment. 6.2.3 Vessels Typical vessel configurations are shown in Diagrams II/E6.2.3a/b below. The significant distinction between monitor vessels and those for other element type filtration units is that the element mounting plate is designed to withstand a test pressure of 15 bar as protection against surge pressure damage. A spider plate secured and electrically bonded to the vessel wall supports the free end of all element types. In the case of 2” elements, because of the multiplicity of elements required to meet flow rate requirements, a safeguard is required to ensure that the vessel cannot be operated with an open element mounting stool because of a missing element. This may be in the form of an interlock arrangement between the spider and the filter cover plate to prevent closure of the vessel if any elements are missing or incorrectly fitted. Alternatively it may be in the form of a check valve incorporated in each mounting stool that remains in the closed position until an element is correctly installed. Illustration II/E6.2.3a 2” Monitor - Horizontal Vessel Issue Draft 4 29/6/00 Illustration II/E6.2.3b 6” Monitor – Horizontal Vessel ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 06 FILTRATION AEDSM II/E-06 FILTER MONITORS 6.3 API/IP 1583 - SPECIFICATIONS AND QUALIFICATION PROCEDURES - AVIATION FUEL FILTER MONITORS WITH ABSORBENT TYPE ELEMENTS This specification covers design and performance requirements for Aviation Jet Fuel Filter Monitors. rd Originally published by the IP, this specification is currently undergoing revision and the 3 . Edition is shortly to be jointly published with the API as API/IP 1583. Subject to certain exceptions quoted in Section II/E6.5 below, only 2” and 6” filter monitors complying with the latest edition of this standard and approved by ExxonMobil Aviation may be used in ExxonMobil service. See Section II/E1.3 for further information on the ExxonMobil qualification procedure. The specification covers minimum performance and mechanical specifications and sets out testing and qualification procedures. ExxonMobil Aviation is represented in the Working Group for this standard and has played a lead role in its development. The following summary of specification requirements is given for information and is extracted from rd the draft copy of the 3 . Edition which was in the final stage of preparation at the time of issue of this section of the AEDSM. In addition to giving structural specifications for elements, a mechanical specification for vessels is also included. Performance qualification requires a series of single element tests and also testing in a full scale vessel to verify performance in a working configuration. These are carried out at at a nominal flow rate of 2.484 litres/sec/m (1.0 USgpm/inch length) for 2 inch diameter elements or 9.935 litres/sec/m (4.0 USgpm/inch length) for 6 inch diameter elements. For 2” elements the maximum length element from the manufacturer’s range is tested. The length of 6” element to be tested depends on the range of lengths to be qualified by similarity. Qualification of other elements may be granted on the basis of physical similarity in accordance with parameters laid down in the specification. All testing must be done in test rigs that comply with specified design configurations. Fuel to approved specifications is used and is dosed with additives at the commencement of testing to make it representative of worst likely field conditions. Additive mixing, fuel conditioning, water injection, and test dust injection procedures are all defined to ensure uniformity of procedures at all test locations. During testing, downstream particulate contamination must not exceed 0.26 mg/litre (1.0 mg/USG) average and 0.5 mg/litre (1.9 mg/USG) maximum. A specified mixture of two test dusts is used based on field research of typical dirt content in fuels at various locations around the world. Free water content must not exceed 15mg/l (15 ppm). The specification makes recommendations on water quality to be used for tests, with limits set for solids content, surface tension, and pH value. Media migration from elements must not exceed10 fibres/litre and the fuel must be clear and bright. The clear and bright requirement is important as some earlier makes of element were susceptible to gel formation in the presence of water that could be carried downstream.. Elements must also satisfy structural, environmental, and compatibility tests. There is no check on dirt holding capacity of elements, however the time taken to reach defined test differential pressures must be recorded and will give comparative indication of dirt holding performance. 6.4 FILTER MONITOR APPROVALS The ExxonMobil Aviation approval process for Filter Monitors is as set out in Section II/E1.3. Issue Draft 4 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 06 FILTRATION AEDSM II/E-06 FILTER MONITORS 6.5 USE OF APPROVED FILTER MONITORS ExxonMobil requires that monitors used in aviation service shall meet the requirements of the IP Specification and also have ExxonMobil Aviation approval. The exception to this is for installation in fuelling rigs or cabinets designed for small, usually overwing, fuelling applications where special single cartridge type monitors are normally used. It is preferable that such monitors have been tested on tested on principles similar to the IP Specification and Qualification Procedures. ExxonMobil Aviation has responsibility for giving ExxonMobil approval and only approved elements must be used. It is the user’s responsibility to ensure elements are in the ExxonMobil Aviation Filter Monitor Approval list and if not, the element manufacturer must supply a copy of a test data sheet carrying ExxonMobil Aviation approval endorsement. 6.6 FILTER MONITOR DESIGN AND INSTALLATION All filter monitor installations must comply with the design and installation requirements set out in Section II/E1.4 and 1.5. 6.7 CONVERSION OF FILTER SEPARATOR VESSELS TO FILTER MONITOR USE Many designs of filter/separator vessel can be converted to monitor use, and this is usually done on into-plane fuelling vehicles/ cabinets to provide additional protection to aircraft during fuelling and to simultaneously reduce element replacement costs. However, special precautions are required when making conversions because the filter/separator element mounting plate is not designed to withstand a high differential pressure such as can be caused by surge arising from sudden closure of monitor elements. Because of this, if it is intended to carry out a conversion, reference should first be made to EssoAir International for approval of the proposed design. Different approaches can be used to make an acceptable conversion and these are summarised below. 6.7.1 CONVERSION TO 6” MONITOR ELEMENTS 6.7.1.1 The simplest conversion involves removal of coalescer and separator elements and installation of 6” monitor elements on either coalescer or separator stools. The preferred configuration is to mount monitors on the separator stools to enable the use of “out-toin” elements (see Section II/E6.2.2 above). However, dependent on the vessel design, the length of element that can be mounted in this way may be shorter than if the coalescer stools are used and vessel rated flow may be reduced – see Diagram II/E6.7.1.1a below. Diagram II/E6.7.1.1a Issue Draft 4 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 06 FILTRATION AEDSM II/E-06 FILTER MONITORS If this is the case, and a reduced vessel rating is not acceptable, then “in-to-out” elements may be mounted on the coalescer stools – see Diagram II/E6.7.1.1b below. Diagram II/E6.7.1.1B Regardless of the configuration used, unless the element mounting plate is rated to withstand a differential pressure >12 bars., the vessel must be fitted with a pressure differential switch linked to the deadman control. Any abnormal increase in P.D. must cause the deadman valve to close to prevent excessive surge build up. The system must have a check valve to enable testing of the system at the commencement of fuelling and should preferably be fail safe so that in the event of a malfunction of the pressure switch the deadman valve will automatically close. See Diagram II/E.6.7.1.1c below. Diagram II/E6.7.1.1c to be inserted 6.7.1.2 The alternative conversion is dependent on vessel design. With some vessels it is possible to install a new monitor mounting manifold designed to withstand potential surge pressures. This would usually replace the existing separator mounting manifold on the outlet from the vessel. A typical arrangement is shown in Diagram II/E6.7.1.2 below. With this arrangement it is not necessary to have the additional safeguard of a P.D. switch interlocked with deadman system and is the preferred alternative. Diagram II/E6.7.1.2 Issue Draft 4 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section E Topic 06 FILTRATION AEDSM II/E-06 FILTER MONITORS 6.7.2 CONVERSION TO 2” MONITOR ELEMENTS Conversion to 2” monitors can only be made by the installation of a new manifold on the separator mounting in similar fashion to the method described at Section II/E6.7.1.2 above for 6” elements. For vessels that can be fitted in this way it is the preferred option. See Diagram II/E6.7.2a. Diagram II/E6.7.2a Vessels with a basket type separator can similarly be modified by fitting of a monitor mounting manifold on the outlet position. See Diagram II/E.6.7.2b below. Before conversion After conversion Diagram II/E6.7.2b Issue Draft 4 29/6/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 6 Section II AEDSM II/F-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section F Topic 01 FLOATING SUCTIONS F-1.0 FLOATING SUCTIONS 1.1 TYPE OF SERVICE Minimises water and sediment contamination by drawing fuel from the top of the storage tank into a floating intake pipe. This permits a shorter fuel settling time period and helps to reduce filter maintenance. Floating suctions are required in turbo fuel storage tanks and recommended for Avgas storage at the airport. They are also recommended for intermediate terminal and refinery tanks where turbo fuel is shipped directly to an airport. 1.2 DESCRIPTION A floating suction system consists of a pipe or tubing, swivel joint connection to the tank outlet, float, baffle, bellmouth and stop leg and a means to ensure that the system is functioning properly. The pipe length is determined by the height from the suction connection point to the tank full surface level. In tanks which have a small tank diameter to height ratio it may be necessary for the swing arm to be articulated with two or more sections connected by intermediate swivel joints in order to achieve the necessary intake height to draw from close to the surface level. Illustration 1.2a Illustration 1.2b Single reach Floating Suction Articulated Floating Suction The diameter of the pipe or tubing is governed by the desired flow rate for the system to which the floating suction system is to be connected. At the inlet end of this tubing are grouped: the float, baffle, bellmouth, vacuum breaker arrangement, and connection point for an inspection check cable. The float is generally built of stainless steel or aluminium and pressure tested to 1.5psi internally. The float provides the buoyancy necessary to Issue Draft 3 22/09/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 1 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section F Topic 01 FLOATING SUCTIONS AEDSM II/F-01 maintain the inlet end of the arm close just below the surface of the product, with the baffle and bellmouth sufficiently submerged to ensure full liquid suction, free of entrapped air or vapours. The baffle is designed to reduce and minimise vortex flow, hence preventing air entrapment. A small vacuum breaker arrangement is usually incorporated in the design to allow escape of trapped air on initial fill of the system. A means of checking buoyancy and free movement of the arm is provided and the design may be one of several – see Section II/F1.3.6 below. At the opposite end of the tube, connecting it to the discharge line leading from the storage tank, is the swing joint. This is designed to permit the up and down movement of the tube with the level of the product. A stop leg on the arm or support saddle mounted on the tank floor maintains the baffle or inlet at a height of not less than 23 cm. (9 inches) from the bottom of the tank. This provides an additional safeguard against the inadvertent suctioning of settled water and sediment from the tank floor. 1.3 SPECIFICATIONS 1.3.1 Materials of Construction All metallic parts must be of aluminium, stainless steel. All materials must be chemically compatible with the fuel. 1.3.2 Floats Preferred floats are fabricated aluminium or stainless steel and must be ruggedly constructed and pressure tested. Hollow stainless steel barrel floats are acceptable. In some designs provision is made for the addition of ballast into the float. If so, the fill point must be located at the highest point of the float and be fitted with a secure lockable or sealable cap or plug to prevent possibility of loosening and leakage during service. 1.3.3 Pressure Drop The suggested maximum pressure loss across the floating suction system is 2.0 psi (0.14 bar) at maximum design flow rate. 1.3.4 Baffle (Bellmouth) Level Control The flotation medium should be so designed to provide sufficient buoyancy to maintain the baffle and bellmouth as close to the surface as possible without the formation of a vortex at maximum flow rate, which would allow air to be suctioned into the system. Depending on such variables as flow rate, viscosity of the liquid product, and bellmouth design, the depth of a bellmouth on a floating suction in aviation fuel service is usually between 30 to 60cms (12 to 24 inches). 1.3.5 Low Level Arm Rest A low level arm rest arrangement must be provided to prevent the bellmouth from reaching closer than 23 cms (9 inches) to the tank bottom. This may take the form of a saddle fixed to the floor of the tank or alternatively support legs of appropriate length may be clamped to the tube of the tube. If support legs are fitted then a landing pad on which the feet will rest must be welded to the tank floor to prevent damage/wear to the tank floor plates. Issue Draft 3 22/09/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 2 Section II COMPONENT SPECIFICATIONS AND STANDARDS Sub-section F Topic 01 FLOATING SUCTIONS AEDSM II/F-01 1.3.6 Acceptable Performance Specification Supplier's guarantee for intended service to be obtained. This shall confirm materials of construction and compatibility with aviation fuels and flow/pressure drop characteristics for the floating suction proposed. It shall also give assurance of no air/vapour entrainment when drawing at maximum flow. 1.3.7 Bonding The design must provide for complete electrical continuity between all conductive objects in the system. 1.3.8 Inspection Cable or Visual Check Device A means of checking buoyancy and free movement of the arm must be provided. This is usually achieved by means of a cable attached close to the inlet of the arm and whose other end is normally attached to the inner surface of a manhole or inspection hatch strategically positioned on the tank roof. This allows testing by manual pulling of the cable. Both ends of the cable must be properly grounded to the float assembly and tank respectively. Instead of a fixed connection to an inspection hatch, the cable can be extended to connect to a visual device to show the position of the arm. The optional visual device consists of pulleys, over which the cable is routed and connected to a target on the outside of the tank which moves against a position indicator scale on the outside of the tank. Alternatively the cable may be connected to a proprietary spring rewind drum which incorporates a visual position indicator window. Both of these devices have the advantage that in the tank full position there is no slack cable in the tank to create a risk of the arm snagging and “hanging up”. Whilst these arrangements eliminate the need for manual cable checks it must still be possible to visually inspect the arm from the tank top in case of malfunction of the check wire system. In the case of tanks with internal floating roofs, the floats on the suction arm incorporate a wheeled chassis arrangement that runs in channel guides on the underside of the roof and the arm rises and falls with movement of the floating roof. Visual inspection of the roof from the tank top eliminates the need for a separate check wire. An acceptable alternative to check wire systems is the provision of a dial indicator adjacent to the tank outlet on the outside of the tank that is actuated by a mechanism inside the tank which monitors rotation of the arm. If a cable system is used, then the cable shall be stainless steel and the ends must be securely and permanently attached to both arm and tank shell so as to provide effective bonding between the arm, cable and tank shell. If the cable is sheathed, the end attachment sections must be stripped of wrapping so as to provide complete electrical continuity and thereby proper grounding. (Note: nylon sheathing of the cable is not a requirement.) 1.3.9 Double Lock Nut Floats are to be attached to the arm by cotter pins and flat washers or a double lock safety device. 1.3.10 Nominal Pipe Size The table below provides an approximate guide for floating suction pipe sizes as a function of flow rate. For new installations, the supplier must provide detailed calculations backing up his recommended sizing. The principal design basis is a 2psi pressure drop across the floating suction system. Issue Draft 3 22/09/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 3 Section II AEDSM II/F-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section F Topic 01 FLOATING SUCTIONS Flow, litres/M 189 454 946 1,892 3,785 7,570 15,140 30,280 37,850 56,775 Flow, GPM 50 120 250 500 1,000 2,000 4,000 8,000 10,000 15,000 Size, Inches 2 3 4 6 8 10 14 18 20 24 1.3.11 Sampling Points Top, middle, and bottom sampling arrangements can be incorporated in the floating suction assembly by the fitting of stainless steel sampling tubes to the underside of the arm to draw at the appropriate point along the arm length. The lower end of the stainless steel sampling tubes is connected by flexible nylon tubing to sample draw off valves located at ground level on the outside of the tank. Issue Draft 3 22/09/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 4 Section II AEDSM II/G-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 01 FUELLING PLATFORMS & STEPS INTEGRAL PLATFORMS ON MOBILE FUELLING EQUIPMENT G-1.0 INTEGRAL FUELLING PLATFORMS ON REFUELLERS AND HYDRANT SERVICERS 1.1 DESCRIPTION Fuelling platforms are required to reach aircraft fuelling adapters located underwing at heights that cannot be serviced by an operator standing at ground level or on simple manually handled step ladders. The platforms may be mounted as an integral part of the refuelling equipment or may be a separate structure that requires towing to the underwing position. This section describes integral platforms, refer to the Section II/G2 for details of self-contained towable units. Integral platforms are positioned on fuelling vehicles to best suit operational requirements whilst at the same time taking into consideration the impact on vehicle physical characteristics such as overall dimensions and equipment manoeuvrability - for further information refer to Section I/B1.3.2.13. There are three basic types of integral platforms: 1.1.1 Fixed This design takes advantage of the height of the fuelling equipment by having a bolted or welded platform built into the top structure of the fueller. This design may occasionally be found on some old hydrant servicers but is usually restricted to refuellers. Because of height considerations it is usual for handrails on this type of platform to be collapsible. 1.1.2 Fixed/horizontally adjustable This is a fixed device in the sense that a subframe is bolted or welded into the top structure of the fueller, with no provision for vertical movement. However, on the sub-frame is mounted a platform that can be moved laterally to compensate for any misalignment of the fuelling vehicle relative to the fuelling adapters – see Figure II/G1.1.2. This design is usually restricted to refueller applications. Figure II/G1.1.2 1.1.3 Vertically adjustable Elevating platforms are commonly mounted on hydrant servicers and may also be fitted to refuellers for servicing high wing aircraft. They are designed with operating controls fitted on the platform so that the operator is able to enter the working cage in the lowered position and control movement to the desired operating height whilst on the platform. There are two basic designs of elevating mechanisms, scissor type – see Figure II/G1.1.3a, and mast type – see Figure II/G1.1.3b. Both types are usually hydraulically powered. Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/G-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 01 FUELLING PLATFORMS & STEPS INTEGRAL PLATFORMS ON MOBILE FUELLING EQUIPMENT Illustration II/G1.1.3a Hydrant Servicer with Scissor Type Platform Platform lowered Platform raised Figure II/G1.1.3b Hydrant Servicer with Mast Type Platform 1.2 SPECIFICATIONS The following specification details relate only to the fuelling platform assembly. For details of ancillary fuelling equipment mounted on the platform, e.g. feeder and delivery hoses and fittings etc., refer to AEDSM Section I/B1. 1.2.1 General 1.2.1.1 No platform shall protrude above the normal maximum profile height of the refuelling equipment when the platform is in the stowed position. 1.2.1.2 Platforms must provide sufficient space for two persons to work in safety, a typical acceptable area would be 2.5 m (8 ft.) wide by 1.2 m (4ft.) long. They must be of Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/G-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 01 FUELLING PLATFORMS & STEPS INTEGRAL PLATFORMS ON MOBILE FUELLING EQUIPMENT sturdy design with a minimum load capacity of 320 kg. (700 lbs.) in addition to the weight of the platform and structure plus components whose weight is carried by the platform such as hoses and nozzle assemblies and the fuel content thereof. 1.2.1.3 A plate stating maximum safe working capacity (no. of persons) and load shall be affixed in a prominent position on all platforms. 1.2.1.4 All platforms must be fitted with handrails to a height of at least 110 cm. (42 inches) and there must be at least one intermediate rail. Handrails must be of the fixed type unless they would protrude above the maximum profile height of the refuelling equipment when the platform is stowed. The entry gate to the platform must only open inwards and be of a self-closing type. If the handrails are collapsible then they must be manually operated and they must be fitted with interlocks to prevent the vehicle from moving if they are not folded into the stowed position and to prevent adjustable platforms being operated without handrails in the raised position. 1.2.1.5 Platform flooring shall be of a non-slip material and there shall be a “kick-plate” on all sides of the platform. 1.2.1.6 All platforms shall be fitted with stowage for fuelling nozzles and all stowage fittings shall be fitted with interlocks to prevent movement of the refuelling equipment if all nozzles are not stowed. 1.2.1.7 The supplier shall provide two sets of operating manuals, as-built drawings, and list of materials. 1.2.2 Adjustable Platforms 1.2.2.1 Adjustable platforms will normally be hydraulically operated. The speed of movement of the platform is to be controllable independently of the engine speed that drives the hydraulic pump. The controls must incorporate a hydraulic lock and failure of hydraulic pressure supply must not result in a vertically adjustable platform lowering. An emergency bleed is to be provided to enable lowering in the event of an emergency. An emergency engine stop must be located on the platform for use to de-activate the hydraulic system in event of lock-up of the normal control during movement of the platform. 1.2.2.2 Vertically adjustable platforms shall have a rate of travel in either direction of between 7.5 – 10 cms./sec. (3 – 4 inches/sec.). 1.2.2.3 Adjustable platforms must have control levers on the platform for normal operation and these shall be duplicated at ground level for use in case of emergency. Controls, including the emergency stop, must be conveniently positioned for ease of use but must be positioned or protected so that they cannot be operated accidentally. All controls must be clearly labelled. See Illustration II/G1.2.2.3. Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/G-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 01 FUELLING PLATFORMS & STEPS INTEGRAL PLATFORMS ON MOBILE FUELLING EQUIPMENT Illustration II/G1.2.2.3 Platform control panel with slave meter head display 1.2.2.4 A mechanical lock is to be provided for vertically adjustable platforms in the raised position so that maintenance can be carried out in safety. 1.2.2.5 Vertically adjustable platforms must comply with all local regulatory requirements. In the absence of local regulations, BS55323 – 1980 (????) should be used for guidance. 1.2.2.6 Vertically adjustable platforms should preferably have a walk on/walk off step arrangement. A telescopic ladder to provide for emergency escape at any height is to be included in the design. Design of equipment shall be such as to minimise risk of entrapment of limbs. 1.2.2.7 The maximum overall lift required will be determined by the type of aircraft to be serviced for location details of aircraft fuelling connections refer to the ExxonMobil Aircraft Fuelling Data Manual. In order to ensure stability of the platform at extreme heights needed for latest wide bodied aircraft types (the maximum height of fuelling connections on the B.777 is 5.31 m. (17’5”) above ground level) the fuelling vehicle must be fitted with stabilising jacks. These may be incorporated as a feature of the input hose stowage arrangement so that they must be deployed to enable connection of the input hose. 1.2.2.8 Vertically adjustable platforms on new equipment should be fitted with a proximity interlock system to prevent the platform or handrails getting closer than 50 cm. (20 ins.) to the underside of the aircraft wing either on vehicle approach to the aircraft or during operation Illustration II/G1.2.2.8 Underwing proximity switch activator Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/G-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 01 FUELLING PLATFORMS & STEPS INTEGRAL PLATFORMS ON MOBILE FUELLING EQUIPMENT of the platform. See Illustration II/G1.2.2.8. 1.2.2.9 Fuel supply to the platform may be by either hose or articulated boom. 1.2.2.10 It must be possible to lower the platform to the stowed position with hoses attached to the aircraft but without putting any excessive hose loading on aircraft adapters. This may require a self-supporting boom arrangement to minimise suspended hose length on higher wing aircraft such as the B777. 1.2.2.11 Design of the equipment shall be such as to ensure that no undue stresses are placed on hoses, joints, and swivels during deployment and use of the platform in any working position. The design shall also ensure that hoses are protected against chafing or kinking during any phase of operation, either working or idle. Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/G-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 02 FUELLING PLATFORMS & STEPS SELF-CONTAINED TOWABLE PLATFORMS G-2.0 SELF-CONTAINED TOWABLE FUELLING PLATFORMS 2.1 DESCRIPTION This section describes self-contained towable fuelling platforms that are used in conjunction with a refueller, or occasionally with a hydrant servicer, where the fuelling equipment does not carry an integral platform to enable access to high underwing fuelling connections. Refer to the Section II/G1 for details of integral platforms on refuelling equipment. The unit may have a fixed or a vertically adjustable platform that is mounted on a self-contained wheeled chassis with a simple front steering axle or front swivel casters, a rigid tow bar, and simple manually operated brakes. If an adjustable type, the lift can be operated mechanically, electrohydraulically, using a 12 or 24 volt battery, or pneumatically-hydraulically, using compressed air from a small cylinder on the chassis. It may be designed simply as a means of access for connecting refuelling vehicle hoses direct to aircraft adapters – see Figure II/G2.1a & 1b. Alternatively it may be fitted with integral pipework and/or hoses so that refueller hoses are connected to the rig and the platform hoses are used to connect to the aircraft – see Figure II/G2.1c & 1d. It is preferable if platforms are designed to be of light weight and easily manoeuvrable to enable single man positioning of the platform, however strength and stability of the platform must not be sacrificed. Figure II/G1.1a Rig for fuelling vehicle hose connection Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/G-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 02 FUELLING PLATFORMS & STEPS SELF-CONTAINED TOWABLE PLATFORMS Figure II/G1.1b Rig for fuelling vehicle hose connection Figure II/G1.1c Rig with integral pipework and hoses Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/G-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 02 FUELLING PLATFORMS & STEPS SELF-CONTAINED TOWABLE PLATFORMS Figure II/G1.1d Rig with integral hoses 2.2 SPECIFICATIONS 2.2.1 2.2.2 2.2.3 2.2.4 2.2.5 2.2.6 2.2.7 2.2.8 2.2.9 Issue Draft 6 Platforms must provide sufficient space for two persons to work in safety. They must be of sturdy design with a minimum load capacity of 320 kg. (700 lbs.) in addition to the weight of the platform and structure plus components whose weight is carried by the platform such as hoses and nozzle assemblies and the fuel content thereof. A plate stating maximum safe working capacity (no. of persons) and load shall be affixed in a prominent position on all platforms. A plate showing operating instructions for the equipment shall be positioned adjacent to operating control mechanisms. All platforms must be fitted with handrails to a height of at least 110 cm. (42 inches) and there must be at least one intermediate rail. Handrails must be of the fixed type. If an entry gate is fitted to the platform it must only open inwards and be of a self-closing type. Platform flooring shall be of a non-slip material and there shall be a “kick-plate” on all sides of the platform. A ladder to provide for emergency escape at any height is to be included in the design. Design of the equipment shall be such as to minimise risk of entrapment of limbs. The maximum overall lift required will be determined by the type of aircraft to be serviced - for location details of aircraft fuelling connections refer to the ExxonMobil Aircraft Fuelling Data Manual. The wheel-base dimensions must be such as to ensure stability of the platform with wheels locked. Where appropriate, it must be fitted with stabilising jacks (the maximum height of 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/G-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 02 FUELLING PLATFORMS & STEPS SELF-CONTAINED TOWABLE PLATFORMS 2.2.10 2.2.11 2.2.12 2.2.13 2.2.14 2.2.15 2.2.16 2.2.17 2.2.18 2.2.19 2.2.20 2.2.21 2.2.22 Issue Draft 6 fuelling connections on the B.777 is 5.31 m. (17’5”) above ground level) that must be deployed before operation of the platform. A recommended rate of raising/lowering is between 7.5 – 10 cms./sec. (3 – 4 inches/sec.) however in practice it will be limited by the method of powering the lift and may be as low as 2.5 cms./sec. (1 inch/sec.) for a manually operated unit. The lift mechanism must include a hydraulic or mechanical lock to prevent risk of accidental lowering of the platform whilst in use. If the design allows for the platform to be lowered to the stowed position with hoses attached to the aircraft then this must be without putting any excessive loading on aircraft adapters. This may require a self-supporting boom arrangement to minimise suspended hose length on higher wing aircraft such as the B777. Alternatively, if the platform must remain in the raised position when hoses are attached then an interlock must be fitted to prevent lowering of the platform before hoses are disconnected. Design of the equipment shall be such as to ensure that no undue stresses are placed on hoses, joints, and swivels during deployment and use of the platform in any working position. The design shall also ensure that hoses are protected against chafing or kinking during any phase of operation, either working or idle. Where fitted, hoses must meet API 1529, Grade 2, or BS EN 1361 and be ExxonMobil Aviation approved see AEDSM Section II/H1 for details. For into-plane delivery connection Type C is recommended but for any intermediate hose supplying to the platform level that may be at risk of kinking then type E or F is recommended. Fuel piping must be of seamless aluminium or stainless steel. Piping connections may be welded or flanged. All welded joint shall be butt welded with full penetration welds. Pipework shall be sized so as not to exceed a liquid linear velocity of 5 m/sec. (15 ft./sec.). Design working pressure of the fuel system is to be 10.34 bars. (150 psi.) and hydrostatically tested to 15.52 bars (225 psig). Where fitted, aircraft fuelling nozzles must be ExxonMobil Aviation approved – see AEDSM Section II/M1 for details. Units with integral pipework/hoses shall be clearly marked with grade identification. If the lift is electro-hydraulically operated, battery/motor/pump container must be metal and vapour proof. All electrical switches and fittings are to be explosion proof and electrical wiring is to be run in rigid conduit. For platforms fitted with integral hoses, the platform must be fitted with a bonding/grounding spring rewind cable to provide bonding between rig and aircraft. (Note: the refuelling equipment and platform rig must also be bonded using the refuelling vehicle bonding cable). The reel assembly with cables and bonding clamps should have a resistance not exceeding 30 ohms between clamp and rig chassis. Clamps should preferably be 100 amp. alligator-type solid copper jaw grip type. Cables shall be galvanized or stainless steel or braided copper, 3/16" clear plastic coated. The reels should be fitted with a braking device to prevent damage to the clamp upon completion of the rewind. (Note: Some contracts may require a max. resistance of 10 ohms. If contractually required it should be observed. This may place a limit on the length of steel cable that may be used.) The platform must be fitted with a hand operated mechanical brake, rigid tow bar, front steering axle or front swivel casters. If the unit is to be routinely towed on airport/apron roads then it should also be fitted with lighting and any other fittings necessary to comply with regulatory requirements. The unit is to be fitted with reflectors and hazard warning markings for collision prevention when being towed and when being used under wing during night-time operations. 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/G-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 02 FUELLING PLATFORMS & STEPS SELF-CONTAINED TOWABLE PLATFORMS 2.2.23 The supplier shall provide two sets of operating manuals, as-built drawings, and list of materials. Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 03 FUELLING PLATFORMS & STEPS G-3.0 AEDSM II/G-03 PORTABLE STEPS PORTABLE STEPS 3.1 DESCRIPTION Portable steps that can be transported on refuelling vehicles are required to enable an operator to connect hoses to underwing fuelling adaptors of smaller types of commercial aircraft or to enable overwing fuelling of light aircraft. The steps may be a simple two tread rigid design or may be collapsible if greater height is needed. They need to be lightweight for ease of handling but sufficiently strong and stable for safe use by the operator. 3.2 DESIGN REQUIREMENTS 3.2.1 Rigid Steps Rigid steps should be constructed with a strong aluminium frame, braced where necessary, and with strengthened aluminium treads having a non-slip surface. The width of the steps must be not less than 600 mm. (24 ins.). The depth of intermediate treads must be not less than 300 mm. (12 ins.) and the top tread not less than 450 mm. (18 ins.). All feet must be fitted with a non-slip load bearing pad. The weight and design of the steps must enable deployment and use by a single operator. Figure II/G3.2.1 illustrates a typical design. Figure II/G3.2.1 to be added 3.2.2 Collapsible Steps Collapsible steps should be of an ‘A’ frame type construction designed to provide maximum stability and be of lightweight construction for ease of handling. They should have a strong aluminium frame and hinge arrangement. The top tread may be designed to serve as brace to lock the frame when in use, otherwise separate bracing bars must be fitted on each side of the steps to lock them in the working position. Treads must be of strengthened aluminium with a non-slip surface. For steps with 2 treads the width of the top tread must be not less than 460 mm. (18 ins.), for higher steps the width should be increased as appropriate to maintain adequate stability and it is recommended that the base of the steps be wider than at the top. The fitting of small wheels on larger steps is recommended to facilitate easy handling on the apron. The spacing between treads should be approx. 300 mm. (12 ins.). The depth of intermediate treads must be not less than 300 mm. (12 ins.) and the top tread not less than 450 mm. (18 ins.). It is recommended that the design incorporate a “steady” bar across the front of the top tread at a height of not less than 400 mm. (16 ins.) above the tread. The number of treads should be limited to not more than 6, for heights requiring more than this consideration should be given to a towable design of platform. All feet must be fitted with a non-slip load bearing pad. The weight and design of the steps must enable deployment and use by a single operator. Illustrations II/G3.2.2a and 2b show typical designs. Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section G Topic 03 FUELLING PLATFORMS & STEPS AEDSM II/G-03 PORTABLE STEPS Illustration II/G3.2.2a 4 tread collapsible steps Illustration II/G3.2.2b 2 tread collapsible steps Issue Draft 6 1/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/H-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 01 HOSES & THEIR ACCESSORIES H-1.0 HOSES HOSES 1.1 GENERAL INFORMATION These specifications cover the recommended minimum performance requirements for aircraft fuelling hose, hose couplings, and coupled hose assemblies suitable for use on aviation into-plane fuel delivery equipment (fuellers/hydrant servicers/cabinets). This specification follows the requirements of API Bulletin 1529, “Aircraft Fuelling Hose”, and the European standard CEN 1361 (which supercedes BS3158). A substantial degree of harmonisation has been achieved in the latest issues of these specifications by virtue of a close working relationship between API and the IP working groups, the latter of which has been the major contributor to CEN 1361. ExxonMobil Aviation is represented on both bodies. 1.2 DESCRIPTION The three basic sections of a typical aviation hose are described below. 1.2.1 The tube (or inner liner) carries the liquid and is made of petroleum resistant rubber compounds which must be capable of handling aviation fuels which contain a maximum of 30% aromatics. 1.2.2 The re-inforcement (or carcass) consists of textile yarn, cord or fabric and provides reinforcing around the tube to prevent excessive expansion and contraction of the hose under operating conditions. Where hoses must remain fully open under vacuum or low pressure conditions (e.g. when defuelling – see Section II/H1.3.1 below) a reinforcement in the form of a helix is provided and the hose is called “hardwall”. Hose without such a re-inforcement is called “softwall”. Note: There is another type of hose- “collapsible” – which is neither included in this specification nor approved for this type of service. 1.2.3 The cover provides tough, abrasion resistant, protection. It is composed of petroleum resistant rubber compounds and is applied over the re-inforcement. The finish of the outer cover can be smooth or have a cloth impression finish. It may incorporate conductive compounds which allow surface charges to drain from the hose. 1.3 CLASSIFICATION Aviation hose is classified by such characteristics as size, working pressure, operating duty and conductivity. 1.3.1 Size Size relates to the nominal internal diameter of the hose and hoses are usually manufactured in the following sizes: mm. 19 25 32 38 50 63 75 100 Inches 3/4 1 1 /4 1 1 /2 1 2 2 /2 1 3 4 . 1.3.2 Pressure rating 1 API Grade 1 – up to 150 psig. (10 bars.) with a maximum size limit of 63mm. (2 /2 in.) dia. API Grade 2 – up to 300 psig. (20 bars) – all sizes. CEN 1361 – all rated up to 300 psig. (20 bars.) – all sizes. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 01 HOSES & THEIR ACCESSORIES AEDSM II/H-01 HOSES o o The above ratings are valid for operability within a temperature range of –30 C to +55 C (o o 22 F to +131 F ) and the hose ability to meet specification requirements will not be impaired o o o o by exposure to temperatures in the range of –40 C to +70 C (-40 F to +158 F ). For o o sustained exposure to temperatures below -30 C (-22 F) a special cold temperature hose (Type CT) is available – see Section 1.3.3 below. 1.3.3 Type categories (both API 1529 and CEN 1361) Type A - Non electrically bonded for where static charge dissipation is not a concern. Type C - Non-electrically bonded but with a semi conductive outer cover. Type F - Re-inforced with a non-metallic helix for defuelling or suction duty and having a semi conductive outer cover. Type CT (Cold Temperature) - Under extremely low temperature conditions hoses lose their flexibility and become difficult to handle. A special grade of hose with special handling characteristics is available which is qualified for use at temperatures within a range of – o o o o 40 C to +55 C (-40 F to +131 F). It’s ability to meet specification requirements will not be o o o o impaired by exposure to temperatures in the range of –48 C to +70 C (-55 F to +158 F ). However, this type of hose is only recommended where temperatures are lower than – o o 30 C (-22 F) for sustained periods because of other hose qualities that are compromised (e.g. reduced wear characteristics) in making the hose suitable for extreme temperatures. Note – There was previously a hose Type B which incorporates an electrical bonding wire in the hose carcass. This type must not be used because of the inability to readily detect a break in the wire which could lead to static discharge. 1.4 TYPE OF SERVICE 1.4.1 Aircraft refuelling. Type C hose rated at 300 psig (i.e. API Gp2 or CEN 1361) is to be used for all into-plane refuelling applications (including intermediate hoses on fuelling equipment) where the hose size is greater than 1.5 ins. diameter. API Gp.1 (150 psig rating) hose may only be used for smaller hose sizes of 1.5 ins. dia. or less (e.g. overwing fuelling). 1.4.2 Aircraft defuelling. For dedicated defuelling purposes, or where a defuelling vacuum greater than 254mm. Hg. (10 inches of mercury or 5 psi) is likely to be experienced, a Type F hose with a re-inforcing nonmetallic helix should be installed. 1.4.3 Hydrant Intake Intake and intermediate hoses on hydrant servicers must be Type C rated at 300 psig (i.e. API Gp2 or CEN 1361). Where hydrant pressures are low (less than 20 psig) or the hydrant servicer is fitted with a booster pump then Type F (hardwall) hoses are recommended. 1.4.4 Refueller loading Type C hose rated at 150 psig or 300 psig (i.e. API Grade 1 or Grade 2 or CEN 1361) may be used. It is recommended that hose lengths should be ordered for supply with couplings fitted by the hose manufacturer or authorised distributor. Fitting of couplings after hose purchase must only be undertaken by qualified personnel and using only fittings approved for use with the particular make/type of hose. Spliced hoses or multiple coupled lengths of hoses must not be used on aviation refuelling equipment. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 01 HOSES & THEIR ACCESSORIES AEDSM II/H-01 HOSES 1.5 AVIATION HOSE SPECIFICATIONS For use in ExxonMobil service all hoses shall be fully qualified against latest editions of API Bulletin 1529 or CEN 1361. 1.6 HOSE QUALIFICATION Only hoses qualified against the requirements set out in Section H/1.5 above and approved by ExxonMobil Aviation may be used for the handling of aviation fuels downstream of final storage before into-plane delivery. ExxonMobil Aviation approval procedures require that in addition to meeting the specification requirements the manufacturing facility and manufacturing control process will be subject to review and the hose shall be subject to extended field trials. ExxonMobil Aviation will periodically issue a list of currently approved hoses and any interim changes or additional approvals will be notified by issue of an Aviation Technical Newsletter The following sub-sections give details of the approval process. 1.6.1 Step 1 - Testing and Test Results The manufacturer shall submit to ExxonMobil Aviation test result details in respect of each hose model for which qualification is required. The tests shall be conducted against the full specification requirements detailed in Section H/1.5. If the quoted specification requires approval certification by a Standards Institution then a copy of the certificate shall also be submitted. The manufacturer is responsible for conducting all tests either in his own facility or through an acceptable independent testing laboratory. ExxonMobil Aviation may, at their discretion, choose to witness some or all of the testing procedures. Should local regulations exist which require adherence to other specifications which are more stringent than those defined in Section H/1.5 above then the local regulations shall be followed. 1.6.2 Step 2 - Manufacturing Facility Inspection If test results pass satisfactory review then an ExxonMobil Aviation nominated representative will visit the manufacturing facility. The nominee may be from ExxonMobil Aviation headquarters, an ExxonMobil affiliate or some other designated competent third party. ExxonMobil Aviation also reserves the right to make subsequent discretionary ad hoc visits to the manufacturing facility to verify continuity of manufacturing standards. In the case of a new hose type approval for an existing approved manufacturing facility, the existing facility inspection approval does not automatically confer approval rights for the new hose, however a further inspection may be waived at the discretion of ExxonMobil Aviation. The purpose of the visit will be to review the overall manufacturing operation and quality control procedures and to conduct burst and other tests as deemed appropriate. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 01 HOSES & THEIR ACCESSORIES AEDSM II/H-01 HOSES 1.6.3 Step 3 - Field Trials Assuming satisfactory completion of Steps 1 and 2, a field trial of approximately 6 months duration will be made at one or more representative airport locations. The local affiliate will monitor and report on performance of the hose to ExxonMobil Aviation. Test hoses will be subject to close examination at the end of the test period and, if considered necessary, the test period may be extended at ExxonMobil Aviation’s discretion. In lieu of ExxonMobil Aviation field testing, an approval may be granted at the discretion of ExxonMobil Aviation on the basis of documented and substantiated satisfactory field use by other operating companies. ExxonMobil Aviation will grant approval on completion of satisfactory field trials by written notification to the manufacturer, notification to the field by issue of an Aviation Technical Newsletter, and addition of the hose details to ExxonMobil Aviation’s approved hose list. 1.7 SHIPPING AND PACKING The shipping, packing and marking requirements of API Bulletin 1529 shall be full complied with. Particular care is to be taken with hose cleaning and sealing prior to dispatch and the method of packaging must ensure protection from damage during transit. 1.8 STORAGE Hoses should preferably be stored in a cool, dark, dry place well away from electrical machinery (which produce ozone) and shielded from vapour/fluorescent lighting. They should be laid on racks in straight lengths, or if this is not practical, in large diameter loose coils laid flat. Hoses larger than 75mm. (3 in.) diameter should not be coiled for storage. The ends should be sealed with a corrosion resistant dust cap. It should be noted that hoses should not be stored longer than 2 years from date of manufacture and it is therefore important that they are used on a first in first out basis. It should also be noted that, if taken out of service, used hose should not be allowed to dry out. It should be kept wetted with fuel or alternatively regularly filled, soaked, and emptied. For details on hose installation, commissioning, and testing refer to AOSM Section 060-011. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 02 HOSES & THEIR ACCESSORIES H-2.0 AEDSM II/H-02 HOSE COUPLINGS HOSE COUPLINGS 2.1 DESCRIPTION Couplings provide a means of connecting hoses to other pieces of equipment such as hose reels, nozzles, swivel joints, hydrant pit couplers etc. in a secure, leak proof manner. Since the greatest strain often occurs at the hose end, couplings are likely to see severe service and are therefore a very critical part of the hose system. Only couplings of the types described below and which have been approved for use with the make/type of hose being fitted may be used. Note: Attachments must not be made using clamps which require several metal band or straps to be tightened around the hose. These can cut through the external cover and cause serious damage to the internal carcass and liner. The approved type of couplings can be divided into two general classifications, re-attachable and non-reattachable. The types of couplings acceptable for use in aviation service are described below. 2.2 RE-ATTACHABLE (COMPRESSION) COUPLINGS Re-attachable couplings are secured to the hose by compressing the hose walls between an external female compression collar (or sleeve) and an internal male body (or shank). The internal component extends outside the hose and incorporates a threaded section or union to which the mating component can be attached. There are two basic designs which are described in Sections 2.2.1 and 2.2.2 below. This type of coupling is easily attached to a hose without the use of special tools but they present a greater chance of improper fitting, e.g. coupling shank not inserted into the hose to its full penetration, hose end not cut square, screws improperly tightened, coupling fitted to an unmatched hose type etc.. For this reason it is recommended that hoses be ordered with couplings already fitted by the manufacturer or a qualified supplier and this should always be done when ordering hydrant intake hoses or any other hose likely to be used at pressures in excess of 15 bars. (225 psig). If couplings are fitted in the field then the job must be done only by competent personnel who have been adequately trained. It is especially important that hose hydrostatic pressure-testing procedures then be carried out in accordance with AOSM requirements before the hose is put into service. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/H-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 02 HOSES & THEIR ACCESSORIES HOSE COUPLINGS 2.2.1 Screw Attached Compression Collar Type This design comprises three component parts: A) A threaded male nipple body B) A tapered flat steel wire grip ring C) A female threaded collar with an internally tapered sleeve extension. Tightening of the collar (C) onto the male body (A) causes compression of the wire grip ring (B) onto the hose. 1A 1B 1C Figure H2.2.1 2.2.2 Clamp Collar Type This design comprises a male nipple body and a two part clamp which compresses the hose into a secure grip on the male insert. Illustration 2a Illustration 2b Figure H2.2.2 Illustration 2a above shows a hinged collar design. Alternatively the collar may be secured by bolts as shown in Illustration 2b. Similar models are available which are secured by second pin fastening in place of the hinge, however this type is not re-attachable – see Section 2.3.3 below. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 02 HOSES & THEIR ACCESSORIES AEDSM II/H-02 HOSE COUPLINGS 2.3 NON RE-ATTACHABLE COUPLINGS As the name implies, this type of coupling cannot be removed from a hose and re-used. Because of the nature of the design, special tools are required for fitting and they must be only fitted by hose manufacturers or their qualified distributors. There are two basic designs as described in Sections 2.3.1 and 2.3.2 below. 2.3.1 Swaged Type The swaged type coupling incorporates a male shank for insertion into the hose and an outer ferrule which shrouds the outside of the hose. A special machine is then used to mechanically reduce the outside diameter of the ferrule and compress the hose to a tight fit on the inner shank. Before Swaging After Swaging Figure 2.3.1 2.3.2 Internally Expanded Type The internally expanded type of coupling basically reverses the principle of the swaged type coupling. A male shank (A) is inserted into the hose (D) and is expanded by use of a special tool to cause the outer carcass of the hose to be a tight fit inside a ferrule (B) which is fitted over the outside of the hose. In order to protect the hose from damage a protective wire cuff (C) is positioned under the ferrule. The standard design is suitable for hose pressures up to 15 bars. (225 psig) but for higher pressures a special “long shank” fitting should be fitted and it is important that the operating pressure should be quoted when ordering. B C D Figure 2.3.2 Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 02 HOSES & THEIR ACCESSORIES AEDSM II/H-02 HOSE COUPLINGS 2.3.3 Clamp Collar Type This design comprises a male nipple body and a two part clamp which compresses the hose into a secure grip on the male insert, very similar to the clamp type described at 2.2.2 above. However, in this design the clamp is secured by a pin on either side and it is not intended for re-use if removed. 2.4 SPECIFICATIONS Manufacturers must certify and provide test results demonstrating that the coupling specification requirements of API Bulletin 1529 or CEN 1361 have been met. Performance requirements have to be demonstrated with each type/size of hose for which use is intended. The additional requirements detailed in 2.4.1 – 2.4.3 below are also applicable for ExxonMobil Aviation supply. 2.4.1 Construction & Materials In addition to the requirements of API Bulletin 1529 or CEN 1361 couplings shall be designed and constructed such that no cements, sealant, or adhesives are required in their installation, other than to seal the cut ends of the hose. 2.4.2 Identification Each coupling body and sleeve shall have a distinguishing permanent label or marking, which shall include: 1. Manufacturer’s name or identification 2. Reference or model number 2.4.3 Testing The following tests shall be conducted on each production coupling unit: 1. Complete visual inspection and 2. Proof pressure when attached to hose in accordance with API Bulletin 1529 2.5 QUALIFICATION OF COUPLING MANUFACTURERS Only couplings qualified against the requirements set out in Section H/2.4 above and approved by ExxonMobil Aviation may be used on hoses for the handling of aviation fuels downstream of final storage before into-plane delivery. ExxonMobil Aviation approval procedures require that in addition to meeting the specification requirements the manufacturing facility and manufacturing control process will be subject to review and the coupling shall be subject to extended field trials. ExxonMobil Aviation will periodically issue a list of currently approved couplings and any interim changes or additional approvals will be notified by issue of an Aviation Technical Newsletter The following sub-sections give details of the approval process. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 02 HOSES & THEIR ACCESSORIES AEDSM II/H-02 HOSE COUPLINGS 2.5.1 Step 1 - Testing and Test Results The manufacturer shall submit to ExxonMobil Aviation test result details in respect of each coupling/hose combination for which qualification is required. The tests shall be conducted against the full specification requirements detailed in Section H/2.4. The manufacturer is responsible for conducting all tests either in his own facility or through an acceptable independent testing laboratory. ExxonMobil Aviation may, at their discretion, choose to witness some or all of the testing procedures. 2.5.2 Step 2 - Manufacturing Facility Inspection If test results pass satisfactory review then an ExxonMobil Aviation nominated representative will visit the manufacturing facility. The nominee may be from ExxonMobil Aviation headquarters, an ExxonMobil affiliate or some other designated competent third party. ExxonMobil Aviation also reserves the right to make subsequent discretionary ad hoc visits to the manufacturing facility to verify continuity of manufacturing standards. In the case of a new coupling type approval for an existing approved manufacturing facility, the existing facility inspection approval does not automatically confer approval rights for the new coupling, however a further inspection may be waived at the discretion of ExxonMobil Aviation. The purpose of the visit will be to review the overall manufacturing operation and quality control procedures and, if desired, to witness any tests deemed appropriate. 2.5.3 Step 3 - Field Trials Assuming satisfactory completion of Steps 1 and 2, a field trial of approximately 6 months duration will be made at one or more representative airport locations. The local affiliate will monitor and report on performance of the coupling to ExxonMobil Aviation. Test hose/ coupling assemblies will be subject to close examination at the end of the test period and, if considered necessary, the test period may be extended at ExxonMobil Aviation’s discretion. In lieu of ExxonMobil Aviation field testing, an approval may be granted at the discretion of ExxonMobil Aviation on the basis of documented and substantiated satisfactory field use by other operating companies. ExxonMobil Aviation will grant approval on completion of satisfactory field trials by written notification to the manufacturer, notification to the field by issue of an Aviation Technical Newsletter, and addition of the hose details to ExxonMobil Aviation’s approved hose list. 2.6 ORDERING OF COUPLINGS Couplings must be ordered from manufacturers only in accordance with approved hose/coupler combinations. Male or female coupling type and size must be quoted when ordering. Care should be taken to ensure that coupling (thread) materials are specified to be compatible with mating equipment (nozzles, swivel joints etc.). This will prevent galling (stripping) of the threads, or galvanic corrosion between incompatible materials. If couplings are being ordered separately from hoses it is essential to specify the make/type/ diameter of hose to which the coupler will be fitted to ensure that the correct fitting is achieved. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 03 HOSES & THEIR ACCESSORIES H-3.0 AEDSM II/H-03 HOSE REELS HOSE REELS 3.1 DESCRIPTION This section gives details of requirements for reels used for the storage of delivery hoses on aviation refuelling equipment (refuellers, hydrant servicers, fuelling cabinets) and also for intake hoses on hydrant servicing equipment which features this type of design. 3.2 SPECIFICATIONS This specification covers hoses ranging from 25mm. (1 inch) to 102mm. (4 inch) diameter and lengths from 8m. (25ft.) to 30m. (100 ft.), however the mounting of hoses larger than 76mm. (3 inch) diameter on reels is not a preferred practice and where practicable a “wrap-around” hose or boom arrangement should be adopted for 102mm (4 inch) hoses. 3.2.1 The reel may be designed for either multi-wrap or single wrap layers and may be designed for top rewind or bottom rewind. The preferred configuration is for a single wrap, single lay, “catherine wheel” design with top rewind if the overall design of the fuelling equipment will allow for this. The reasons for this preference are that the radius of bend on the hose is larger and minimises the flattening effect experienced with smaller diameter multi-wrap reels, the larger diameter reduces the effort required to pull the hose, and the top rewind makes for easier handling. 3.2.2 Reels should be heavy duty construction suitable for installation on mobile equipment and be mounted on anti-friction bearings. 3.2.3 Sides of small diameter reels should be full disc and for large diameter wheels side frame spokes should have a smooth guide liner (wood or similar) with smooth chamfered leading edges to prevent chafing and damage of the hose. 3.2.4 Powered rewind drive may be by explosion proof electric, pneumatic, or hydraulic motors. A mechanism should be incorporated to restrict the rewind, particularly for the last 6m. (20ft.) of hose, to a speed that will not cause harm to the operator. Where an electric reel is chosen an appropriately sized circuit breaker is recommended to protect the DC motor. Alternatively, for smaller reels, a manual hand crank mechanism and brake device may be used. 3.2.5 Piping and components in contact with fuel shall be of aluminium or stainless steel. 3.2.6 Swivel joints must be factory lubricated and sealed. 3.2.7 Where appropriate, it is recommended that an isolation valve be incorporated in the design to permit in-situ pressure testing of delivery hoses. The valve may be located either at the hose connection or the pipework mounting connection. 3.2.8 Whether or not an isolation valve is incorporated in the reel design, all piping and components shall be designed to withstand hydrostatic testing at 15 bars. (225 psig) unless specified otherwise (see Note below). This caters for the possibility of an isolating valve being incorporated elsewhere in the delivery system design. Note: Hydrant inlet hoses should be tested at 20 bars. (300 psig) and if a reel is required for this type of service then the specification should be changed accordingly, alternatively the hose must always be removed for hydrostatic testing. 3.2.9 Hose connections should preferably be adjustable to permit movement to fit various coupling shank lengths and thereby eliminate hose stress, protrusion and interference with subsequent hose wrap layers. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 03 HOSES & THEIR ACCESSORIES AEDSM II/H-03 HOSE REELS 3.2.10 Pipework mounting connections shall be flanged. Issue Draft 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/I-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 01 HYDRANT SYSTEM COMPONENTS HYDRANT PIT CONFIGURATION I-1.0 HYDRANT PIT CONFIGURATION 1.1 GENERAL The hydrant pit assembly provides the means of transferring fuel from the underground hydrant pipework to the intake of mobile fuelling equipment. A hydrant pit box is mounted in the surface of the aircraft stand and within the box is located a hydrant pit valve connected to a riser from the underground hydrant line. The pit valve incorporates a dry-break valve and a deadman shut-off valve which also may incorporate pressure control. The valve provides a means of connection to a coupler on the intake hose of the fuelling vehicle. Additional fittings which may be incorporated in the assembly between the pit valve and the hydrant line are a strainer and a manually operated isolation valve. The configuration should meet the minimum requirements of API Standard 1584. Reference may also be made to the IP’s Recommended Arrangements for Aviation Hydrant Pit Systems Part I: New Facilities and Part II: Replacement of Obsolete Valves in Small Pit Boxes. This section gives requirements for the pit valve and related fuel handling assembly that enables transfer of fuel from the hydrant line to the fuelling equipment intake. 1.2 PIT VALVES Issue Draft 1 26/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/I-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 02 HYDRANT SYSTEM COMPONENTS HYDRANT PIT BOXES I-2.0 HYDRANT PIT BOXES 2.1 DESCRIPTION AND GENERAL REQUIREMENTS Pit boxes are metallic or fibreglass enclosures with metallic covers that are embedded in the concrete apron with the top flush with grade level. They are usually cylindrical but may also be of rectangular section. The primary use is to accommodate the pit valve used to supply fuel to into-plane fuelling equipment but they may also be used to house ancillary fittings such as low point drain valves or high level vents. Larger, rectangular boxes, are available for housing hydrant header line valves but are not addressed in this section – details are available from specialist suppliers. Apart from providing the space to accommodate the pit valve, the hydrant pit box must be capable of protecting both it and the riser pipe from high loads imposed by aircraft wheels and airport service vehicles. The valve and riser pipe must be physically isolated against any movement of the pit box both vertically and laterally. This requires a suitable sealing arrangement that will at the same time provide environmental protection by ensuring that any spillage of fuel is retained within the box, and not allow ingress of ground water. Latest designs achieve this by locating the seal at a high level within the assembly and this type is recommended for all new installations. In traditional designs the base of the housing incorporates a flanged spigot onto which the pit valve can be mounted. The design incorporates a flexible liquid tight seal between the mounting flange and the pit box, and a weld neck for connection the hydrant riser. See Figure 2.2a below. To minimise the risk of leakage from the pit box in event of failure of the seal, an alternative is for the box to be of a two part design with a flexible, liquid tight, seal joining the sections together at high level within the assembly. A welded-in spool piece protrudes through the base plate of the lower section and a flange is mounted on the end of the spool within the box. On installation, the hydrant line riser is welded to the lower part of the spool and the pit valve is bolted to the flange. See Figure 2.2b below. For environmental reasons the latter is the recommended design for all new installations. Figure 2.2a Issue Draft 1 26/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Figure 2.2b Page 1 Section II AEDSM II/I-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 02 HYDRANT SYSTEM COMPONENTS HYDRANT PIT BOXES 2.2 SPECIFICATIONS 2.2.1 Load Bearing The pit box assembly shall be designed to withstand an aircraft footprint load of 17.6 kg/sq.cm. (250 psig) over a 1290 sq.cm. (200 sq.in.) footprint area. It shall be designed to include a safety factor of at least 3.5 to 1 and preferably 4 to 1. 2.2.2 Materials of Construction The pit body shall be of robust construction and may be of cast iron, steel, or heavy duty fibreglass. External finish shall be appropriate to withstand ground soil conditions. Internal surfaces shall have a smooth, light coloured finish to facilitate inspection and cleaning. In the case of cast iron or steel housings this shall shall be epoxy enamel or equal. 2.2.3 Pit Cover The pit cover must be capable of withstanding aircraft wheel loads and yet be easily and safely removed by one man. It must be flush fitting and have an effective rain water seal. If not of hinged design, covers must be lockable and additionally be secured by chain or wire to prevent them being carried away by jet blast or propeller vortex. Provision should be made on the cover for clear identification of the pit number and product grade. 2.2.4 Installation The pit box must be installed not less than 25 mm. proud of the apron surface level to prevent o o entry of surface water and the concrete surround should be ramped at between 3 and 5 to the top of the pit. However, it is equally important that the lip of the box shall not be proud of the ramp surround so as to avoid damage by mechanised apron cleaning equipment, particularly snow ploughs. 2.2.5 Dimensions Manufacturers are able to offer a choice of box sizes/designs. The size required is determined by the make and type of pit valve and/or ancillary equipment to be installed but the most compact arrangement compatible with ease of servicing of the valve/ancillaries is recommended. Issue Draft 1 26/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/I-03 COMPONENT SPECIFICATION AND STANDARDS Sub-section H Topic 03 HYDRANT SYSTEM COMPONENTS HYDRANT LINE ANCILLARY FITTINGS I-3.0 HYDRANT LINE ANCILLARY FITTINGS 3.1 SAMPLING AND VENT ASSEMBLIES Issue Draft 1 26/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/J-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section J Topic 01 INTERLOCKS DRIVEAWAY INTERLOCKS J-1.0 DRIVEAWAY INTERLOCKS Interlocks are fitted on refuelling vehicles to prevent movement of the vehicle at any time when an intake or delivery hose is connected for aircraft refuelling or loading hoses are connected for filling of a refueller tank. They are also used to ensure correct stowage of all equipment before being driven. This section gives design requirements for such systems. 1.1 TYPES OF INTERLOCK SYSTEMS The interlock system may be designed to prevent vehicle movement in one of two ways: 1.1.1 Brake Interlocks. In this design the vehicle brakes are held in the “on” position if any item of equipment fitted with an interlock switch is not correctly stowed. The system may be operated by electrical micro or proximity switch activated solenoid valves in conjunction with either pneumatic or hydraulically operated braking systems or, for pneumatic brakes, may be operated by direct operating pneumatic switches. The disadvantage of this system is that if an interlock switch accidentally opens whilst the vehicle is being driven it will unexpectedly apply the brakes and stop the vehicle. This has been known to cause traffic accidents. 1.1.2 Engine Shut-down Interlocks. In this design electrical switches are used throughout. If an attempt is made to engage drive gears with equipment not properly stowed a solenoid activated valve will cut off fuel supply to the engine. This design requires that the interlock system be interfaced with the P.T.O. to enable normal engine operation during fuelling, see Section II/J1.2.2 below. The disadvantage of this system is that although the vehicle drive is disabled, if the manual braking system is not fully applied it does not prevent movement of the vehicle. Experience has shown that the vehicle can roll on a gradient or be caused to move by jet engine blast. 1.2 INTERLOCK REQUIREMENTS 1.2.1 New Equipment. On all new equipment a dual interlock system must be fitted. Primary driveaway protection is to be provided by an engine shut-down interlock system that will be activated by an open switch on any critical point of the vehicle if the gear shift is moved to a drive gear. Secondary movement protection is to be provided by a brake interlock system that is activated whenever the P.T.O. is engaged. 1.2.2 Existing Equipment All existing equipment must have either a brake or an engine interlock system to prevent movement of the vehicle when any item of equipment is not correctly stowed or if a loading hose is connected. If a brake interlock system is fitted a warning notice should be in the cab to warn that if, when out of normal service, the vehicle is being driven on public highways the interlock system must be over-ridden. 1.2 MINIMUM DESIGN REQUIREMENTS The following requirements are applicable regardless of the type of system selected unless indicated otherwise. 1.2.1 Interlock Switch Locations. 1.2.1.1 Hoses. Interlock switches are to be fitted in such a way that removal of any intake or delivery hose from its correctly stowed position will activate the interlock system and prevent vehicle movement. This may be achieved by fitting an interlock switch on/in each hose coupler stowage bracket/housing. Alternatively, if hose reels are located Issue Draft 2 09/01/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/J-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section J Topic 01 INTERLOCKS DRIVEAWAY INTERLOCKS inside a fuelling cabinet that is fitted with doors then the interlock may be fitted to the door provided that the door can only be closed when all equipment is properly stowed. Deck hoses on platforms must be fitted with interlocks, the fitting of an interlock to the platform alone is not acceptable. If a hydrant intake coupler is stowed in a bracket that incorporates a jacking or lift mechanism then the interlock action must be dependent on correct stowage of both coupler and jack/lift. 1.2.1.2 Platforms. An interlock is to be installed to prevent vehicle movement if an adjustable platform or handrails are not returned to the fully stowed position. 1.2.1.3 Refueller Loading Manifolds. An interlock is to be fitted to safeguard against vehicle movement if a loading hose is connected to the refueller. This is best achieved by a switch that is activated by a hinged guard rail across the front of the loading connections that must be raised to enable connection of hoses to the faucets. 1.2.1.4 Overwing Fuelling Nozzle Stowage. If a second, under-size, overwing fuelling nozzle is routinely carried for special jet fuelling activities then it must be stowed in a holster that includes an interlock to ensure that it is replaced on completion of the fuelling operation. 1.2.1.5 Bonding reels. On all new equipment an interlock must be fitted to bonding reels. 1.2.2 Interlock Switch Installation Interlock switches must be sufficiently robust and installation so designed to minimise risk of activation of an interlock by vehicle vibration or movements when the vehicle is being driven normally. 1.2.3 Power Take Off (Engine Shut-down Interlock Systems). The interlock system should interface with the P.T.O. so that if any equipment is improperly stowed disengagement of the P.T.O. will cause the solenoid valve in the fuel line to close. The arrangement must not interfere with engine operation during normal fuelling activity. See illustrative Diagram II/J1.2.2 below. SOLENOID VALVE IN ENGINE FUEL SUPPLY LINE OVER-RIDE WARNING LIGHT OVER-RIDE SWITCH INTERLOCK OPEN WARNING LIGHT P.T.O. SWITCH - OPEN WHEN ENGAGED INTERLOCK SWITCHES - CLOSED WHEN HOSES CONNECTED Diagram II/J1.2.3 – Engine Interlock Shut-down System Issue Draft 2 09/01/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/J-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section J Topic 01 INTERLOCKS DRIVEAWAY INTERLOCKS 1.2.4 Over-ride Switch. An interlock over-ride switch is to be located in the vehicle cab and should be easily accessible from the driving position. The switch must have provision for sealing in the operating position. 1.2.5 Warning Lights Two indicator lights are to be installed in a readily visible position in the vehicle cab. 1.2.5.1 Interlock Over-ride. A red warning lamp shall be fitted to indicate if the over-ride switch has been moved from the normally operating position. 1.2.5.2 Interlock Switch Open. An amber warning lamp shall be fitted to indicate whenever an interlock switch is activated by a hose/component movement from the normally stowed position. These functions may be incorporated in an interlock status display panel that is marketed by some equipment manufacturers. These give status indication for all interlock switches on the vehicle, which simplifies detection of open switches. Illustration II/J1.2.5.2.a Example of a cab mounted interlock status panel (NVE) Issue Draft 2 09/01/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/K-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 01 REFUELLER LOADING SYSTEMS LOADING SYSTEM CONFIGURATIONS K-1.0 REFUELLER LOADING SYSTEMS At airports it is necessary for refuellers to be loaded in a safe and efficient manner. This is conventionally done at a loading bay inside the airport storage depot or in some cases at a purpose designed remote loading bay to serve apron areas located at a distance from the storage depot as described in Section I/A2 of this manual. In exceptional cases, on airports originally designed for 100% hydrant operation, there may be no purpose designed refueller loading facilities provided and loading has to be done direct from a hydrant pit on the apron. There are also occasions when fuel is transferred between refuellers. This section discusses overall system design configurations to satisfy the different conditions. Design requirements for loading bays are given in Section II/K2. Loading equipment configuration on the refueller is described in Section II/K3. 1.1 DESCRIPTION Loading systems must be designed to ensure that product can be transferred to refuellers safely, efficiently, and without compromising product quality. To satisfy these requirements all new loading bays must be designed for bottom loading. This brings the benefit of lower installation costs, reduction of splash loading, potentially higher loading rates, elimination of risk of crossover, elimination of open hatches with potential for contamination, and reduced risk of personnel injury. It is strongly recommended that plans be developed for any existing top loading facilities to be converted to bottom loading. 1.2 MINIMUM DESIGN REQUIREMENTS 1.2.1 Overfill Protection For all new bottom loading installations primary and secondary overfill protection must be provided. However, some older installations do not fully meet these requirements and upgrading may be required. The following sections discuss the options available. 1.2.1.1 Existing Installations In older installations that do not have loading meters, loading is often done against a high level sensor in the refueller tank that operates a foot valve, with no other safeguard against tank over fill. Some designs do not fail-safe and spills have been experienced with this method of operation. Because of this, all loading facilities that operate in this way must be modified so that primary and secondary protection is provided. The lowest cost solution, and the one to be regarded as a minimum requirement, is that a “deadman” system must be installed so that release of a hand held switch will close a valve in the loading line and possibly also shut off the loading pump(s). Note that a deadman system alone is not a preventive measure, it is a reactive damage limitation device unless it can be activated before the incident occurs. This can be achieved if the refueller tank has a contents gauge that can be monitored by the operator. Operating procedures must be re-written accordingly. 1.2.1.2 New Installations A pre-set meter on the loading rack is the typical method of providing primary protection on new installations. When considering secondary protection, regard must be paid to the different types of operation that may be used in filling of the refueller tank in addition to conventional re-loading, e.g. defuelling of aircraft, transfer of product from another refueller, and reloading from a hydrant system. These alternatives make it necessary to have high level sensor control on a foot valve at the refueller tank inlet. Additionally, the high level sensor (or second sensor, dependent on design configuration) in the refueller tank can be connected to the loading rack to close a valve in the loading line and/or shut down the pump(s). Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 1 Section II AEDSM II/K-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 01 REFUELLER LOADING SYSTEMS LOADING SYSTEM CONFIGURATIONS The foot-valve that has traditionally been used is a balanced, spring operated, piston valve that is held open whilever inlet line pressure on the piston is higher than the back pressure from the tank contents head. The inlet line pressure is fed through a sense line to the valve via a high level sense mechanism that will interrupt flow through the sense line and cause valve closure if the pre-set high level is reached. There are two types of sense mechanism commonly used for this purpose: a) A float operated valve is installed in the sense line at high level in the refueller tank. A manually operated ball valve to enable simulated closure of the float valve should be fitted in the sense line at a position to enable the operator to check functionality of the foot valve at the commencement of each loading. It should be noted that this check valve does not check functionality of the float sensing mechanism, and for this reason the float operated design is not now recommended. However, where this type of high level system is installed it continues to be important to ensure that a check valve is fitted. b) The jet stream design of sensor is fitted in a small chamber at high level in the refueller tank. In the chamber the high pressure sense line feeds a small orifice nozzle that projects a jet of fuel to the open end of the downstream section of the sense line that maintains pressure to hold open the foot valve. As the chamber fills with fuel the jet stream flow is interrupted causing loss of pressure in the downstream section of sense line, thus causing the foot valve to close under spring pressure. The design of the jet stream sensing arrangement is fail safe, however, as with the float operated design, a manually operated check valve should be fitted in the sense line for a functionality check of the foot valve at the commencement of loading. This design is completely selfcontained, requiring no external power source, either electrical or pneumatic. More recent equipment developments have seen the introduction of electronic level control (Scully or equal). These systems utilise an optical (recommended) or thermistor sensor to maintain a signal to a solenoid controlled valve to hold it in the open position. Interruption of the signal transmission through the sensor causes the valve to close. The signal through the sensor is continually monitored (dynamic self-checking) and any faults in the electronic circuit will also result in shut down thus providing fail safe protection. The controlled valve(s) may be on the refueller and/or on the loading rack. If on the refueller, this is in addition to the footvalve that must be internally mounted for safety reasons. For loading rack application a connecting lead is used that also provides ground verification for permissive loading control. The system design can also include an audible alarm and/or an operator controlled deadman control switch. For further details on this type of system refer to Marketing Engineering Report MERP 6804 (????). Note: Any fittings mounted inside the tank that will come in proximity with or become immersed in the fuel as the level rises must be electrically bonded to the bottom of the tank to prevent risk of ignition by static discharge. Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 2 Section II AEDSM II/K-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 01 REFUELLER LOADING SYSTEMS LOADING SYSTEM CONFIGURATIONS The following are the minimum acceptable configuration options for new installations: i) Pre-set loading meter (primary) with jet-able high level shut-down of refueller foot valve (secondary). With this arrangement, consideration might also be given to the additional installation of electronic level control of the loading line valve. This would be set to activate at a lower level than the jet-able and would become the secondary protection during loading at the rack. The prime purpose of the jet-able system would be to provide high level protection during other filling operations, e.g. defuelling or loading ex hydrant. It would also provide third stage protection at the loading rack. ii) Pre-set loading meter (primary) with electronic dynamic self-checking high level shut-down of refueller control valve (secondary). With this arrangement, consideration might also be given to extend the electronic level control to the loading line valve. iii) Electronic dynamic self-checking high level shut-down of valve in loading line (primary) with jet-able high level shut-down of refueller foot valve (secondary). Note that primary and secondary protection systems must be independent of each other therefore with electronic control of both refueller foot valve and loading line valve by a common system there must be an alternative back up. The purpose of supplementing options i) and ii) with electronic control of a loading line valve would be to minimise exposure of loading hoses/arms to loading system line pressures and to give the added benefit of a permissive grounding system. The electronic level control system could also initiate pump(s) shut-down but in the case of multiple loading positions this would be undesirable because of interference with other loading operations. Emergency stop buttons strategically located on loading stands would be used to stop pumps if necessary. 1.2.2 Selectivity Bottom loading connections must incorporate product selectivity protection as specified in API Bulletin 1004 or alternatively different size or different model fittings must be used. If dissimilar fittings, i.e. industrial and aviation, are used to provide selectivity then the aviation fittings should be used on the Jet fuel refuellers to avoid risk of a Jet fuel refueller being connected to an Avgas refueller when making a fuel transfer. It should be noted that use of aviation couplers on Jet fuel refuellers forfeits the opportunity to use a larger size fitting to improve loading rates. An alternative is to use different sizes of industrial couplings, with the smaller one being used on the Avgas refueller. Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 3 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 02 REFUELLER LOADING SYSTEMS K-2.0 AEDSM II/K-02 LOADING BAYS LOADING BAYS 2.1 DESCRIPTION This section gives design requirements for refueller loading bays. The design principles are the same regardless of whether the loading bay is located within the airport storage depot or is sited remotely. 2.2 MINIMUM DESIGN REQUIREMENTS The product handling system that delivers to the loading bay shall be as outlined in Section I/A3 of this manual. This section covers bay layout and loading equipment that should be installed downstream of the loading system filter/separator(s). 2.2.1 Loading Bay Layout and General Requirements Issue Draft 2 2.2.1.1 General design and layout shall be as Marketing Loading Rack Design Guidelines. Particular attention should be paid to access and egress routes to/from the loading position and to bay spacing because of the larger size/weight and less manoeuvrable, particularly after loading, features of typical refuelling equipment. 2.2.1.2 The number of loading positions required must be determined by study to determine the highest density of fuelling completions relative to pending fuellings. It must be remembered that whilst there may be refuellers in the depot after the peak period they do not become available for use until re-loaded. Allowance must also be made for future airport growth projections and possible traffic/aircraft type changes that might impact the number/size of refuellers in service and future loading needs. 2.2.1.3 Spacing of loading positions on a stand must take account of the type/size of refuellers likely to be using the stand. Regard must also be paid to the location of fill points on the refuellers. 2.2.1.4 A double sided loading stand will reduce overall investment costs for a given number of loading positions but it will be necessary to ensure that refuellers are configured to enable loading from either side. 2.2.1.5 The number and size of loading hoses/arms at each loading position must be related to the maximum design fill rate of refuellers to be loaded and must enable optimum loading times. For a single 4” connection an articulated loading boom is preferred but if hoses are to be used then it would be preferable for physical handling reasons to 1 adopt two 3” hoses or, for smaller refuellers, 2 /2” hoses. For Jet fuel containing static dissipator additive, design flow velocity in loading hoses must not exceed 7.0 m/sec. (23 ft/sec.), for Jet fuel without static dissipator additive and Avgas the velocity must not exceed 5.0 m/sec. (20 ft./sec.). 2.2.1.6 Drainage to an adequately sized oil/water separator shall be provided that satisfies ExxonMobil’s environmental effluent quality requirements or local regulatory standards if more stringent. Open drainage channels or sumps should not be located under loading connections, under the refueller, or across the refueller exit path. 2.2.1.7 All loading equipment is to be protected by suitable collision protection barriers and suitable protection or stowage is to be provided for hoses to prevent damage under wheels of refuellers. 2.2.1.8 If more than one product grade is handled at the location then each must be handled at a dedicated loading rack. 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 1 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 02 REFUELLER LOADING SYSTEMS 2.2.1.9 AEDSM II/K-02 LOADING BAYS Clear grade identification must be provided at each loading position and also on approach to the stand. 2.2.1.10 An emergency shut-down button (or buttons) shall be located for easy access from each loading position and shall be clearly labelled and identifiable from a distance. 2.2.1.11 Adequate provision must be made for sample disposal and subsequent recovery. Sample disposal points must be given clear grade identification. 2.2.1.12 Provision should be made for storage of sampling equipment. 2.2.1.13 Each stand must display loading operating instructions and emergency procedures. 2.2.1.14 Adequate lighting must be provided to enable safe working during night-time hours. 2.2.1.15 Electrical equipment and installation must be in accordance with Marketing Operations Guidelines – Vol. ______ and comply with local regulatory requirements if more stringent. 2.2.1.16 Fire protection should be provided in accordance with Marketing Fire Protection Guidelines. For critical facilities this may require fixed foam or water fog coverage of each loading stand. All stands must have ready availability of dry powder chemical extinguishers to the scale given in the Fire protection Guidelines and a water hose reel(s) must also be installed to enable flushing of the total loading bay area. 2.2.2 Loading Rack Equipment 2.2.2.1 Pipework, valves, and fittings must comply with the requirements as set out in Section I/A2.3. Pressure rating shall take account of surge pressures likely be to generated during loading operations and due regard must be paid to relaxation time requirements as set out in Section I/A3.3.11.5. 2.2.2.2 A thermal pressure relief system set at approx. 2 bars (30 psig) must be installed to prevent excessive pressure build up in loading arms/hoses when not in use. 2.2.2.3 Loading to the refueller may be through: 2.2.2.3.1 A simple hose connection. The hose and fittings must be an ExxonMobil approved type – see Section II/H. This is the lowest cost and simplest option. It also offers greatest flexibility in accommodating any change of refueller loading configurations. The drawbacks are: a) exposure to potential crushing of hoses under refueller wheels, particularly if long hose lengths are used, b) handling problems if 4” hoses are needed, and c) difficulty in handling if there is pressure locked in the hose, such as might be caused by thermal expansion. 2.2.2.3.2 A spring balanced articulated metallic bottom loading boom that must be manufactured from aluminium or stainless steel. A more expensive solution but offers easier handling if high loading rates comparable to a 4” hose are needed. It is less susceptible to damage from refuellers. 2.2.2.3.3 An overhead steel swivel boom with stainless steel flexible down tube. This offers similar benefits to the articulated metallic boom. Its advantage over the articulated boom is on multiple grade loading positions because of its greater flexibility and the smaller space requirement for each arm when out of use. This is not normally an incentive on aviation loading racks. Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 2 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 02 REFUELLER LOADING SYSTEMS 2.2.2.3.4 AEDSM II/K-02 LOADING BAYS A counter-balanced crossover loading arm has longer arm extensions and gives greater reach than the two previous options but this is not usually of significant concern on aviation loading racks. All metallic loading booms have multiple swivel joints that will require maintenance care. Hoses will require periodic inspection and testing as defined in AOSM Section 060-011. 2.2.2.4 A steel gate valve as defined in Section I/A3.3.7 must be installed in the following positions: • immediately upstream of the loading hose or loading arm connection to the fixed facility. • In the incoming feeder line to the rack at the point where it reaches the loading stand to enable isolation of all stand equipment. 2.2.2.5 Loading hoses/loading arms must be fitted with a self-sealing coupler with drybreak interlock to match the bottom loading fitting on refuellers. If more than one grade is in use at the location then fittings must incorporate selectivity as specified in API Bulletin 1004 or different model fittings must be used as outlined in Section II/K1.2.2. 2.2.2.6 Meters are not normally used for custody transfer at the loading rack, their main purpose being to provide primary overfill protection. Notwithstanding this, it is recommended that they should be capable of meeting Marketing Product Control Manual requirements. See Section II/L1 for further information on meters and Section I/A3.6.3.3 for general information on installation requirements. Meters should be fitted with pre-sets that will control an associated piston or globe type flow regulation valve to smoothly achieve full closure in not less than 5 seconds without surge. The design should also restrict flow on start up so that flow velocity into the refueller tank does not exceed 1m/sec. (3 ft/sec.) until the foot valve is completely immersed in product and thereafter maximum flow velocity into the tank must not exceed 6m/sec. (20 ft/sec.). The same valve may also be controlled by interface with an electronic high level control/permissive grounding system- see Section II/A1.2.1.2. 2.2.2.7 2.2.2.8 Filtration must be installed upstream of the loading facilities as described in Section II/E.2 and adequate downstream relaxation time must be allowed (see Section I/A3.3.11.5). If the filter/separator is located at a distance from the meter and control valve position on the loading stand then a top opening 20 mesh strainer with bottom drain/sample point should be installed immediately upstream of the meter/control valve. 2.2.2.9 There must be complete electrical continuity and grounding of the loading facilities. A bonding cable must be provided at each loading position. The resistance between the loading facilities structure and the refueller bonding clip must not exceed 30 ohms. This cable may be an integral part of a refueller overfill protection system and/or may also be part of an interlock system to prevent loading if the refueller/loading rack bonding connection is not made. Simple bonding wires should be installed on a spring loaded self-rewind reel. Cables for permissive grounding/high-level shut-down interlock should be retracting coil type. 2.2.2.10 Facilities constructor/equipment suppliers shall provide two sets of operating manuals, as-built drawings, and list of materials. Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 3 Section II AEDSM II/K-03 COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 03 REFUELLER LOADING SYSTEMS REFUELLER TANK FITTINGS K-3.0 REFUELLER TANK FITTINGS This section gives design requirements for equipment on the refueller that is associated with loading or fuel transfer operations, including defuelling and loading from hydrant systems. These details are supplementary to general refueller design requirements contained in Sections I/B1 and I/B2. Note that some fuel transfer activities require special operating safeguards that are not covered by this manual, reference should be made to the AOSM Section 070-004. 3.1 OVERALL SYSTEM DESIGN The loading system on the refueller comprises bottom fill connections and valves, high level overfill protection, tank venting, and drive-away interlock protection. If the refueller is to be designed for loading from a hydrant system it will also extend to a hydrant intake coupling and hose with associated pressure/flow/deadman control systems. 3.1.1 Bottom Fill Configuration 3.1.1.1 Bottom fill valve configuration is dependent on the type of high level protection to be installed. Some designs of electronic or pneumatically operated high level shut-off valve have to be mounted externally and an additional internally mounted emergency foot-valve is required to satisfy collision protection requirements (see Section II/K3.2.1). The Jet ABLE system that utilises fuel line pressure for control can be located inside the tank and also serves as the emergency foot-valve, thereby eliminating the need for two valves. 3.1.1.2 For a typical single compartment refueller a single foot valve inlet is fitted. It is recommended that this should be not less than a 4” size to minimise loading time. 3.1.1.3 There may be a single 4” inlet connection point for loading purposes but it may be 1 preferred to manifold to provide two 3” hose connections. For smaller refuellers 2 /2” fittings might be acceptable. 3.1.1.4 Quick connect/disconnect adaptors that incorporate dry-break self-sealing valves are to be fitted on all connection points and must be fitted with tight fitting dust caps. Industrial type adaptors should be used on connection points for loading bay use, with selectivity provisions when necessary. 3.1.1.5 Consideration should be given to fitting connections on both sides of the refueller for maximum flexibility and to enable loading of two refuellers on each side of a single loading stand. Note that a high level system check valve actuator must be accessible for each loading position. 3.1.1.6 If it is likely that loading might be done by fuel transfer from another refueller or hydrant servicer it is recommended that an additional branch be provided on one of the manifolds and fitted with an aircraft adaptor. This is to enable high level protection during all types of loading. (Aircraft adaptors located directly on the refueller tank for pump-round test purposes should not be used for loading.). 3.1.1.7 Drive-away interlock protection is to be provided to cover all fill connection points (see Section II/K3.2.6). 3.1.1.8 It is recommended that a tank contents gauge be installed within easy sight of each loading manifold. 3.1.1.9 Adequate tank venting must be provided to prevent over-pressurisation of the tank during filling. This is in addition to normal pressure/vacuum vents installed for tank breathing purposes. The vents may be automatic or mechanically or pneumatically operated. (See Section II/K.3.2.7). Typical configurations are shown in Diagrams II/K3.1.1a, 1b, & 1c. Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 1 Section II AEDSM II/K-03 COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 03 REFUELLER LOADING SYSTEMS REFUELLER TANK FITTINGS Diagrams II/K3.1.1a, 1b, & 1c to be added 3.1.2 Hydrant Filling Configuration Loading directly from a hydrant system is not a preferred method of operation and if it is necessary to operate in this way then special features must be included in the refueller design. 3.1.2.1 An intake hose and input coupler that incorporates pressure and deadman control must be installed to feed to the conventional bottom fill system upstream of the valve that provides overfill protection. These fittings shall meet the design requirements as specified for hydrant servicers (see Section I/????) subject to requirements detailed in this section. 3.1.2.2 A selective 3-way valve is to be installed at the junction of the hydrant feed line with the bottom loading line. The pressure sense line for the intake PCV is to be taken from the feed line upstream of the 3-way valve. The PCV adjustment is to be set to a maximum control pressure commensurate with a maximum flow velocity in hoses and pipework as shown in the table below: Hoses & Pipework Discharge to tank Jet fuel with static dissipator additive 7 m/sec. (23 ft./sec) 6 m/sec. (20 ft./sec) Jet fuel without static dissipator 5 m/sec. (16 ft./sec) 4 m/sec. (13 ft./sec) additive & Avgas 3.1.2.3 3.1.2.4 3.1.2.5 3.1.2.6 The “deadman” opening time of the valve is to be adjusted so that it does not come to the fully open position until a volume equivalent to that needed to submerge the footvalve plus 10% has passed into the refueller. An interlock is to be installed so that the intake valve cannot be opened under deadman control unless the 3-way valve is open to the hydrant feed position. If the tank vent is pneumatically operated then that shall be linked to the hydrant intake coupler stowage interlock so that the vent will open when the intake coupler is removed from its stowage. The refueller tank must be fitted with a calibrated contents gauge that must have a maximum fill mark that is set 5% below the design capacity and high level sensor setting of the tank. Primary control is by operator shut-down of the deadman system when this capacity is reached. The high level sensor provides secondary back-up. If it is required to take advantage of full design capacity then two high level control devices are to be installed. One is set to operate at design capacity as primary protection. The second is set approx. 2% above this level for secondary protection. The intake coupler position and contents gauge must be located so that they can be easily monitored by the operator using the deadman switch. Diagrams II/K3.1.2 to be added Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 2 Section II AEDSM II/K-03 COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 03 REFUELLER LOADING SYSTEMS REFUELLER TANK FITTINGS 3.1.3 Defuelling Configuration 3.1.3.1 The defuelled product return line must be connected to the inlet line upstream of the valve that incorporates overfill protection and must include a non-return valve to prevent reverse flow during normal tank filling. 3.1.3.2 The fuelling/defuelling valve configuration must have positive location of valve settings and be designed so as to ensure that it is not possible during fuelling for any fuel not to be delivered to the aircraft after passing through the delivery meter. 3.1.3.3 Meters must be suitable for reverse flow and the meter head must have a mechanism to prevent run-back of the totaliser during defuelling. 3.1.3.4 Defuelled product must pass through the refueller filter before return to the refueller tank. 3.1.3.5 Relatively high dirt content could be found in defuelled product that might be detrimental to a meter if significant defuelling is undertaken. If major defuels are likely to be a feature of operations a separate meter should be installed for this purpose. The defuel flow must bypass the delivery meter to the pump suction then through the refueller filter before passing to the defuel meter. (One or two vehicles in a fleet might be configured in this way to be assigned as/when needed for major defuel jobs). 3.1.3.6 The defuelling valve is to be interlocked to the tank outlet isolating valve so that defuelling cannot be performed with the outlet valve in the open position. Diagram II/K3.1.3a Refueller configuration for occasional load adjustments (no dedicated defuel meter) Diagram II/K3.1.3.b to be added Defueller configuration with dedicated meter 3.2 MINIMUM DESIGN REQUIREMENTS General design shall be as detailed in Sections I/B1.3 and I/B2.5 of this manual. This section details the additional requirements to be observed when designing the refueller loading equipment. 3.2.1 Foot Valve A foot valve must be installed internally in all refueller tanks and if the tank is multicompartment then one must be installed in each compartment. These valves should have a weak “breakaway” flange. The valve is so located and designed for protection against loss of product in the event of a collision. It also serves for emergency use during loading. In its simplest form the valve may be manually or pneumatically controlled but it may also serve the dual purpose of high level protection. 3.2.1.1 Single Purpose. The valve should have an aluminium body, be manually or pneumatically operated, and be spring loaded to close. It may be of piston or globe valve design. The outlet must be fitted with a 10 mesh screen. 3.2.1.2 Dual Purpose. The valve should have an aluminium body and normally be a piston valve type. The valve should be controlled by hydraulic or pneumatic pressure through pilot valves fed by a sense line from the high level sensor in the refueller tank. The valve must be of fail safe design. The outlet must be fitted with a 10 mesh screen and a 100 mesh screen fitted on the feed to the upper side of the piston. Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 3 Section II AEDSM II/K-03 COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 03 REFUELLER LOADING SYSTEMS REFUELLER TANK FITTINGS An aluminium or stainless steel deflector plate should be fitted with the valve to minimise splashing during the initial fill stage of loading. The plate also serves as a suction vortex breaker if the valve is used for offloading purposes. 3.2.2 Externally fitted High Level Shut-off Valve The valve should have an aluminium body and be of piston or globe valve design. The valve may be hydraulically or pneumatically operated through pilot valves that may be solenoid controlled. They should be of fail safe design. 3.2.3 High Level Sensing Device The high level sensor device must be of fail safe design. The level setting must be adjustable but have secure fixing to prevent movement in service. The sensing unit must be easily accessible from a tank top manhole. For Jet ABLE sensors a 100 mesh strainer should be fitted upstream of the jet nozzle. For electronic systems, the wiring should be a two wire system using an insulation that is resistant to aviation fuel and should be installed in rigid vapour proof conduit. Optical sensors are preferred but if a thermistor type is used then the temperature of the active device must not o o exceed 120 C (248 F) and should be protected by an outer jacket. There must be complete electrical continuity between and through all components and to the refueller tank. Drains from chambers that may form part of the sensing system must extend and be connected to the bottom of the tank. 3.2.4 High Level Pre-check Device A manually operated pre-check valve must be installed in the sense line to the high level sensor of Jet ABLE systems. An actuator for the valve must be adjacent to each fill point and must be clearly labelled with instructions that it is to be used at the commencement of each filling operation. 3.2.5 Filling Adaptors Adaptors should have an aluminium body, and a spring loaded, self sealing valve with dry break mechanism that will open on engagement of the mating coupling and close on coupler removal. If necessary, the adaptor must have product selectivity in accordance with API 1004. A tight fitting dust cap must be provided and must be secured to the manifold to prevent loss. 3.2.6 Driveaway Interlock A switching mechanism linked to the refueller drive-away interlock system is to be fitted to the loading manifold to prevent movement of the refueller with loading arms/hoses connected – see Section/B1.3.2.9. A typical design comprises a hinged plate or bar across the face of the adaptors that has to be moved to allow connection of hoses. Movement of the bar operates a micro-switch or pilot valve to activate the interlock system. This mechanism may also have the added functionality of opening a tank loading vent. 3.2.7 Venting System In addition to the normal pressure/vacuum vent fitted to the refueller tank for natural breathing it is necessary to install a vent(s) for loading/offloading purposes. They must be capable of passing vapour without product carryover at a flow equivalent to the fuel loading/offloading rate without subjecting the tank to a pressure build up in excess of 50% of the proof pressure to which the tank is tested. They must be designed to prevent loss of product in the event of a tank overturn and must be positioned so that no spillage can occur with the tank on a 1 in 15 gradient. They must be designed and mounted so as to prevent the ingress of rain/water. Vents may be made of steel but all wetted surfaces must be of aluminium or stainless steel. Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 4 Section II AEDSM II/K-03 COMPONENT SPECIFICATION AND STANDARDS Sub-section K Topic 03 REFUELLER LOADING SYSTEMS REFUELLER TANK FITTINGS The fill vent may be self-actuating or mechanically or pneumatically operated. Self actuating vents must commence opening at a pressure of 0.21 bar (3 psig) and be fully open at 0.35 bar (5 psig). They must commence opening under a vacuum of 0.07 bar (0.5 psig) and be fully open under a vacuum of .14 bar (1 psig). A minimum of two self-actuating valves must be fitted. Mechanically operated vents should be spring loaded and be mechanically connected to the tank foot valve to provide for simultaneous positive action. Pneumatically operated vents should be connected through the drive-away interlock system so that the valve will open whenever a hose is connected for loading or off-loading. 3.2.8 Tank Contents Gauge A direct acting float type contents gauge with approx. 250 mm dia. (10” dia.) dial indicator, Bayham or equal, should be fitted in the tank in a position easily visible form the loading position. The gauge should be calibrated in the unit of measure used by the operating location. Issue Draft 2 6/12/99 ExxonMobil Aviation A Division of ExxoMobil Corporation Page 5 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS L-1.0 INTO-PLANE FUELLING METERS 1.1 DESCRIPTION Meter assemblies used to deliver fuel to aircraft have to be capable of measuring fuel quantities accurately and reliably for purposes of inventory control and customer billing. Of even greater importance is the fact that airlines place great dependence on fuelling equipment meter readings for the accuracy of fuel uplifts because of the greater degree of accuracy given by comparison with aircraft fuel contents gauges. An error in product measurement can be critical to aircraft safety. Unlike most other metering applications, a feature of into-plane fuelling is that continuous operation at maximum flow rate is usually only a relatively short proportion of the total operation. Product flow is variable through the fuelling cycle as aircraft tanks fill and shut down, and topping off of tanks often involves stop/start operation. For these reasons meters used must be accurate across a wide flow spectrum and there must be little slippage at low flow rates. On occasions it is necessary to defuel from aircraft. Dependent on refueller design, this may involve reverse flow through the meter. Reversible meters are available for this purpose, however it is preferred that refueller defuelling systems are designed for uni-directional flow through the meter. This ensures that totalisers figures are cumulative of all product flow, which is desirable for control purposes. The word “meter” is commonly used to describe a meter assembly that comprises two distinct components. The meter is the component that physically measures product flow and produces an output that can be read by the second component, the head, to indicate volume and flow rate and also perform certain optional ancillary functions. There are two types of meter and also two types of head commonly used in aviation service, either of which may be matched to one of the other. The types and minimum design requirements for both are described in the following sections. 1.2 TYPES OF METER There are two generic types of meter in general aviation use, both of which give volume measurement indication by means of rotation speed of a spindle. 1.2.1 Positive Displacement. This type of meter directly measures volumetric flow by physically separating a flow stream into discreet volumetric segments and counting them. The two commonest designs for use in routine operations are: a) the vane type (see Diagram II/L1.2.1 below), in which fuel flow through the meter body is divided into segments by rotor mounted vanes to pass through a precisely measured part of the meter body. b) the bi-rotor type has two meshed gear-like rotors which divide the fuel into precise segments. The performance of positive displacement meters is very good in terms of accuracy and repeatability down to less than 20% of rated flow. The register may be a mechanical head or may be electronic – see Section II/L1.3 below. The positive displacement meter is the preferred type and the one most commonly used for aircraft fuelling purposes. Two other measurement techniques that rely on direct physical measurement of volume are the prover loop and the piston prover, however the use of these is restricted to meter proving applications. Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 1 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS Diagram II/L1.2.1 Vane Type POSITIVE DIFFERENTIAL METER with MECHANICAL HEAD 1.2.2 Inferential. This type of meter calculates the volumetric flow rate from a measure of some dynamic property of the flow stream. Probably the most commonly used inferential meter used in Marketing Distribution Operations is the turbine meter. A turbine meter infers the flow rate from the stream velocity of the fluid flow. The flow velocity is measured by the speed of rotation (angular velocity) imparted to a turbine blade located in the flow stream. This type of meter is very simple and compact and is good for continuous steady flow operations such as on pipeline applications. It is not widely used for aviation fuelling purposes because there are inherent variations in performance if operated at other than steady and at low flow rates. To an extent it is possible to compensate by application of correction factors and if a turbine meter is used it is important that an electronic measuring head be installed to enable this. Other commonly used flow measurement devices infer flow rate from pressure measurements (e.g. orifice plates, venturis, pitot tubes). Various other technologies used for inferential measurement include measurement of electro-magnetic force, speed of sound, magnetic resonance, vortex shedding, etc.. However, the turbine meter is the only inferential device used for into-plane product measurement. 1.3 TYPES OF METER HEAD The meter head converts the rotation speed of the meter spindle into readable measurement output either mechanical or electronically. Both systems may be used in conjunction with either a positive displacement or inferential meter and both are capable of serving additional ancillary functions as described below. Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 2 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS Both types of head include a re-settable display to show the volume of fuel delivered from the commencement of the current operation and a non re-settable cumulative totaliser. 1.3.1 Mechanical Heads Mechanical heads utilise a gear train to transmit drive from the meter spindle to a counter head. Gearing is selected so that the desired unit of volume measure, e.g. litres or U.S.G., is displayed. Incorporated in the system is a calibration mechanism that enables adjustment of the drive to the counter head so that the read-out can be maintained to give accurate indication of volume. It is possible to obtain heads that incorporate a temperature compensation mechanism to show volume at a standard measure of temperature but this is not required for aviation purposes. In order to enable automatic data capture it is possible to retrofit a pulse generator to the mechanical counter head but this configuration is not recommended. The electronic data must be a true reflection of the mechanical display therefore advantage cannot be taken of the benefits available from an electronic system. If automatic data capture is desired then it is recommended that a full conversion be made to an electronic meter head, with pulse generator mounted directly on the meter spindle. Additional features available from mechanical heads are listed below. 1.3.1.1 Rate of Flow Indication. The gear mechanism can be used to drive a rate of flow indicator that is usually mounted on the front of the gear train housing. This is an essential requirement for into-plane fuelling operations. It is possible to have a remotely mounted cable driven rate of flow indicator on a control panel but this is not recommended because of erratic performance caused by the cable drive. 1.3.1.2 Pre-set function. A linkage can be driven by a mechanical meter head to cause automatic shut down of a valve positioned in the line immediately downstream of the meter. Activation is initiated as the volume reaches a figure that is manually pre-set before commencement of flow. An electronic head achieves the same function by sending a signal to an electrically controlled valve. This feature is not a normal requirement for into-plane fuelling operations. 1.3.1.3 Ticket Printer. A ticket printer may be mounted on the counter head to imprint totaliser reading at the commencement and end of fuelling and/or total volume delivered. This is not a normal requirement but may be needed to satisfy regulatory requirements or to comply with local controls practice. 1.3.1.4 Additive Injection. One or more additive injection pumps may be mounted on, and driven by, the mechanical head to provide proportional injection of additives to the fuel stream (see Section II/A1.2.2). This may be selectively needed at a few locations where F.S.I.I. is required to meet general aviation requirements or where additives are required for military specification purposes. 1.3.2 Electronic Heads An electronic head is operated by a signal from a pulse generator mounted on the meter spindle, the number of pulses being proportional to the rotational speed of the spindle. The signal is fed to a process control unit (P.C.U.) that is also able to receive input from a thermistor and a densitometer. From this input the P.C.U. is able to generate output displays for several parameters. The display may be located remotely from the meter and may also be duplicated at different operating stations. The system enable automatic data capture and ticket printing at the point of delivery. The P.C.U. is also capable of generating output signals for control of ancillary equipment or input to other control systems on the vehicle. Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 3 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS Immediate left: Electronic meter head directly mounted on PD meter body. Below left: Electronic meter head mounted on control panel. Below right: Slave electronic meter head remotely mounted on platform panel. One of the most significant and beneficial features of the electronic head is that it enables application of multiple point correction factors to give virtually straight-line accuracy across the full flow range of the meter. Some manufacturers are now also able to offer electronic meter proving capability by wire/infra red connection between master meter and meter under test, which simplifies the process and significantly reduces time required for meter proving. More information on these features is given below. 1.3.2.1 Correction Factors. It is possible to input correction factors for a number of different rates of flow that will be applied during processing whenever the meter is operating within the specific flow band. This has the effect of smoothing the performance curve so that optimum accuracy is registered across the full flow range. For master meters a total of eight correction factors might be input, for working meters it is usual to input four correction factors. 1.3.2.2 Rate of Flow Indication. This is a usually a standard display feature but is an essential requirement for aviation fuelling purposes. Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 4 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS 1.3.2.3 Temperature Measurement. A thermistor fitted in the meter body enables a temperature display. This is advantageous but not essential for aircraft fuelling at the present time. It must be remembered that inclusion of temperature measurement imposes the requirement for periodic calibration checks. If temperature corrected volume or mass measurement becomes a requirement then temperature measurement will become essential. 1.3.2.4 Mass Measurement. Input from a densitometer and thermistor enables automatic output display in kgs. or lbs.. Alternatively, a batch density can be keyed in before commencement of fuelling for a theoretical mass measure to be calculated based on volume flow. Whilst airlines calculate their fuel loads on a mass basis, measured volume continues to be the recognised unit of measure for into-plane fuelling. Because of liability implications, mass measurement figures should not be calculated for the airline unless special arrangements have been agreed (see A.O.S.M. 025-009 for details), therefore the keying in of batch densities is not recommended. Additionally, because of the calibration/maintenance problems that can arise with operation of densitometers on mobile equipment, and also the higher initial investment cost, it is recommended that these should not be included in the system design. 1.3.2.5 Digital Output for Automatic Data Capture and Ticket Printing. One of the significant justifications for electronic metering is to enable automatic data capture and ticket printing at point of sale. It should be noted that the electronic meter head feeds the required output to an on-truck computer system that provides this service – the electronic meter head alone does not give this capability. 1.3.2.6 Digital Output for System Controls. Rate of flow data output can be interfaced with ancillary equipment for the regulation of pressure control valves (see Section II/3.2.2), correction of filter P.D. readings, deadman control for shut-down in case of excess flow, and control of additive injection systems. Careful evaluation needs to be made of both the technical and cost justification for adoption of this type of technology and reference should be made to EAI for latest information. 1.3.2.7 Electronic Meter Proving. Meter proving by the linking of an electronically equipped master meter to the meter under test has recently been introduced by one of the major manufacturers. Correction factors are automatically calculated and the meter-under-test memory updated with the new data during a proving run that progresses through all flow bands. The new data is then validated by a repeat run. Communication between the two meters is enabled through an infra-red communications port that is a standard feature of the electronic meter head. 1.4 APPROVALS An I.P. working group, on which Exxon is represented, is currently developing an industry specification for meters for aviation fuel handling. It is probable that, when issued, Exxon/Esso will eventually adopt this as the standard for all future approvals. In the interim the performance and mechanical requirements specified in Section II/L1.5 and 1.6 must be satisfied in addition to qualification testing as described in Section III/B5.1 and field proving trials as described in Section II/L1.4.2. Proof of quality assurance is required as described in Section II/L1.4.3. 1.4.1 Exxon Approval Process Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 5 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS Approval authority for meters for Exxon/Esso rests with EssoAir International. Manufacturers seeking an approval of new equipment must advise EssoAir International of proposals for witnessed testing. At EAI discretion, witnessing of performance tests may be delegated to an Esso affiliate or other suitably qualified body. In some circumstances EAI may at their discretion allow manufacturer certification, supported by documentary proof of testing, including copies of full test results. In all circumstances, final approval will remain with EAI following review of all aspects of the qualification process. The visiting EAI representative will also carry out a review of the manufacturers Quality Assurance system – see Section II/L1.4.3 below. The manufacturer will provide full copies of all test results. Final approval will only be given after a satisfactory field performance evaluation that should be at least long enough to undergo two full calibration cycles. The field evaluation may be waived at EAI discretion if the manufacturer can provide documentary proof of satisfactory service with other users for a minimum period of two calibration cycles and at least one year service. A list of approved meter assemblies will be published annually by EssoAir International. Advice of new approvals or other changes will be notified by the issue of an Aviation Technical Newsletter pending annual update of the approvals list. Affiliates must only purchase and use meter assemblies that have been approved except in the case of field trials being conducted on behalf of EssoAir International. 1.4.2 Approval Testing Prior to qualification the manufacturer will certify that the meter assembly, including counter, ticket printer, flow rate indicator, and any other accessories that may be specified meet the performance and mechanical requirements of Sections II/L1.5 an 1.6. In addition the manufacturer will carry out witnessed performance testing in accordance with the requirements set out in Section III/B5.1 of this manual. At EssoAir International discretion, witnessing of these tests may be waived provided the manufacturer can certify and provide documentary evidence of satisfactory completion of tests, including copies of all test results. On satisfactory completion of the above, a minimum of two meters will be subject to field performance evaluation at different locations. The test shall continue for a minimum of two full calibration cycles. At the end of the cycle the meter shall be subjected to visual inspection of internal parts in the presence of a representative of the meter manufacturer. At EssoAir International discretion, field testing may be waived if the manufacturer can provide documentary proof of satisfactory service with other users for a minimum period of two calibration cycles and at least one year service. 1.4.3 Quality Assurance Unless otherwise specified in a contract or purchase order, the supplier is responsible for the performance of all material and for inspection throughout the production process and of finished goods. Qualification approval shall only be granted upon evidence provided by the manufacturer of the existence of an enforced Quality Assurance programme that in EssoAir International’s opinion will ensure the reliability of the finished product. An approved Quality Assurance assessment against ISO9001 is preferred. Units delivered to Exxon affiliates that were subject to Materials Review Board (MRB) treatment shall be traceable to all corresponding documentation related to the MRB investigation and release. The manufacturer shall keep such documents for a period of at least ten (10) years. Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 6 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS 1.5 PERFORMANCE SPECIFICATION 1.5.1 Design 1) The meter shall be designed so that it is capable of calibration while under pressure with no loss of liquid product. 2) All accessory assemblies are accessible for inspection, cleaning or replacement. 3) The measuring unit is protected from effects of vibration, pipe strain or external damage. 4) It will conform with performance requirements as detailed in Sections II/L1.5.5-1.5.5 below. 5) Is available in registration in US gallons, litres, and dekalitres. 6) Occupies a minimum of space. 7) Has a low pressure drop. 8) Is capable of meeting the requirements of this specification with all accessories that directly or indirectly relate to the output of the meter. 9) Meters that can be mounted horizontally or vertically are preferred. 1.5.2 Pulse Generator Pulse generators and electronic metering systems must be so designed that they will distinguish direction of product flow. 1.5.3 Meter Accuracy At time of calibration the maximum error of the meter with counter shall not exceed ±0.05% at datum set point which may be in the range of 70%-100% of maximum meter rated flow (refer to AOSM 25-007 for field meter proving details): Accuracy shall be expressed as the average error of three proving runs each with a 1 throughput equivalent to at least 1 /2 minutes at nominal test flow rate. No individual run shall exceed ±0.05% error. Results of these tests must simultaneously satisfy the repeatability requirements shown in Section II/L1.5.4 below. Accuracy shall not exceed ±0.15% variance from the datum set point accuracy for any other flow rate from 20% to 100% of meter rated capacity. 1.5.4 Repeatability Service meters shall have a proven repeatability of ±0.05% from 20% to 100% of meter rated capacity over at least three successive runs. Master meters shall have a repeatability of ±0.02% over at least three successive runs. 1.5.5 Slippage At meter stalled flow rate, the amount of liquid that passes through the meter without registering on the meter counter shall not exceed 0.5% of test meter rated flow for a 1 minute run. 1.5.6 Reversible Flow If reversible, the meter assembly shall be capable of meeting flow, accuracy, and pressure requirements with flow from the normal meter outlet to the meter inlet. When the meter is reversed, the cumulative lost motion through the mechanism and register shall not exceed 8 recorded litres (2 US gallons). 1.5.7 Adjustment Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 7 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS The meter shall be capable of adjustment to a meter error of less than ±0.025% and as close to zero as possible. 1.5.7.1 Mechanical heads shall be equipped with a direct reading accuracy adjustment mechanism that will not change over the meter life, except by manual adjustment. The adjuster shall be graduated in increments of 0.05% or less over a range of at least 5%. The adjuster shall be easily accessible. The adjustment mechanism or cover plate shall be provided with a lead seal system. 1.5.7.2 Electronic heads for service meters shall have capability to accept at least four correction factors to an accuracy of at least 3 places of decimal across 20% to 100% of meter rated capacity. For master meters provision should be made to accept at least eight correction factors to an accuracy of at least 3 places of decimal across a range from 15% to 100% of rated capacity. Access to the adjustment processing menu shall be restricted by a supervisor security code and/or a switch that is secured by a lead seal system. 1.5.8 Pressure Drop The pressure drop between the meter inlet and outlet shall not exceed 0.5 bar (7.5 psi) at maximum rated flow. 1.5.9 Operation at Higher than Rated Flow The complete meter assembly shall be capable of occasional operation at 115% of maximum rated flow (in either direction if meter is reversible) without failure or evidence of strain or wear. 1.5.10 Fuel contamination with Solid Particles The meter shall be so designed that its operation will not be adversely affected by particles up to ten microns in size. 1.5.11 Environmental Conditions The meter assembly, including any associated electric/electronic components, shall be fungus resistant and capable of satisfactory operation salt, sand, dust, and humidity laden atmosphere. 1.5.12 Operating Temperatures and Pressures The complete meter assembly, including the measuring unit, counter head, ticket printer, and associated electronic components shall be designed for an ambient temperature range of 37oC to +71 oC (-35oF to +160 oF). The assembly shall be capable of sustaining a maximum pressure of 15 bars. (225 psig), including shock and surge, as tested under Test Series II and VA in Section II/B5.1 of this manual. 1.6 MECHANICAL SPECIFICATION 1.6.1 Lubricants The meter assembly shall operate satisfactorily without the use of lubricants. 1.6.2 Maintenance The meter assembly is to be designed for easy maintenance. All meter accessories are to be accessible for inspection, maintenance or replacement. The meter and accessories shall not require special tools or fixtures for normal maintenance. 1.6.3 Strainer As a minimum, a strainer is to be installed immediately upstream of the meter. Micronic filters, filter/separators, or monitors located ahead of the meter on loading racks or on fuelling equipment satisfies this requirement. Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 8 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS 1.6.4 Drain A positive displacement meters shall be provided with a drain at the lowest point of the meter housing. When closed, the drain shall be leak proof and sealed. 1.6.5 Weight The meter assembly and all associated components shall be as light as practicable consistent with performance requirements and the installation site. 1.6.6 Construction The meter assembly and all associated components shall be rugged and so constructed that they will withstand the strains, jogs, vibrations and other conditions incident to shipping, storage and service usage. 1.6.7 Materials The meter body shall be corrosion resistant and internals shall be non-ferrous. Aluminium and/or Ni-resist cast iron construction is preferred but steel casings are acceptable provided they are lined with a coating suitable for use with aviation fuels and approved by Exxon/Esso – see Section II/D2 of this manual. All metal parts in contact with the fuel shall contain not more than 5% zinc or cadmium and must be chemically compatible with the fuel. Copper and copper bearing alloys shall not make up more than 10% of the total wetted metallic surface. All non-metallic gaskets ‘O’ rings, or other seals in contact with the fuel are to be of materials suitable for use in aviation fuel. If nitrile rubber is used, it must be of High Nitrile grade. 1.6.8 Registers 1.6.8.1 Reset Registers Reset registers shall incorporate large numerical characters, readily visible and capable of reading to the nearest tenth of a unit. They will have a minimum of five (5) digit numerals at least 19 mm. (0.75 ins.) high and 10 mm. (0.4 ins.) wide. Registration shall be in U.S. gallons, litres, or dekalitres and the unit of measure shall be prominently displayed on the register. Electronic heads may selectively display a mass measurement but, if installed, the display must automatically default to volume. Note that this option is currently not recommended, see Section II/L1.3.2.4 above. Mechanical heads on master meters should be fitted with a vernier drum to enable precise measurement to one hundredth of a unit. 1.6.8.2 Non-reset Totalisers Non-reset totalisers shall incorporate numerical counters that are readily visible. They will have a minimum of eight (8) digit numerals at least 3.2 mm. (0.125 ins.) high and 2 mm. (0.078 ins.) wide. Reversible meters must have bi-directional totalisers. Electronic heads must be so designed that the totaliser figure cannot be corrupted. The current reading must always be retained in memory regardless of power loss or disconnection of the system and it must be possible for the reading to be easily restored. 1.6.8.3 Register Face Registers shall have a transparent, colourless, face of a suitable size so that all digits can be easily read. Glass shall not be used. 1.6.8.4 Rate of Flow Indicator Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 9 Section II AEDSM II/L-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section L Topic 01 METERS AVIATION REFUELLING METERS On mechanical meter heads, a dial type rate of flow indicator shall be mounted on the housing immediately below the counter display head. The dial scale range shall be from zero up to the maximum flow rate of the meter and shall be sub-divided to a scale appropriate for accurate reading of intermediate flow rates. The unit of measure shall correspond to that of the re-set register and shall be clearly indicated on the dial face. Dual scaling is permitted at purchaser’s discretion, in which case both scales must be clearly identified. On electronic heads, the rate of flow must be shown in an additional window to enable simultaneous viewing with the volume display. The rate-of-flow unit of measure shall correspond to that of the re-set display and shall be clearly indicated. The rate of flow display window may also be used for selective display of other parameters such as temperature and density but should automatically default to rate-of-flow. 1.6.9 Air Eliminators or Flooded Inlets All meters shall have flooded type inlets or shall be provided with air eliminators installed upstream of the meter at the highest point of the system. Air eliminators installed on a micronic filters, filter/separators, or monitors located ahead of the meter on loading racks or on fuelling equipment usually satisfies this requirement. 1.6.10 Electrical Installation All electrical fittings and wiring shall be intrinsically safe or mounted in flameproof housings. On mobile equipment, electrical power take-off and fusing shall be located in the vehicle cab and the requirements of section I/B2.3.1.12 of this manual must be complied with. Issue Draft 2 6/12/99 EXXON COMPANY, INTERNATIONAL A DIVISION OF EXXON CORPORATION Page 10 Section II AEDSM II/M-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 01 NOZZLES OVERWING FUELLING NOZZLES M-1.0 OVERWING FUELLING NOZZLES 1.1 DESCRIPTION Overwing fuelling nozzles are used for the supply of aviation fuels by open line fuelling direct into aircraft tanks. They are a pistol like manually operated nozzle with balanced type spring actuation for easy opening and soft closing to minimise surge pressure. They have non-drip characteristics. The nozzle spout diameter must comply with selectivity specifications as defined by the General Aviation Manufacturers Association (GAMA) to prevent delivery of Jet fuel to piston engined aircraft. For the purpose of overwing defuelling an extended spout is fitted to the nozzle to enable fuel to be drawn from the bottom of the aircraft tank. 1.2 SPECIFICATIONS All overwing nozzles must comply with the following design requirements. 1.2.1 Valve Action. Drip proof, balanced type with easy opening and soft closing characteristics. Lever should require no more than 6.8 kgms. (15 lbs.) to open under full line pressure from 0 to 4.75 bars (0 – 70 psig). When the lever is released the valve must shut off flow in not more than 3 seconds. 1.2.2 Materials of Construction. All metal parts in contact with the fuel shall contain no more than 5% zinc or cadmium. Copper and copper bearing alloys shall not make up more than 10% of the total wetted surface. All metals used in the construction shall be corrosion resistant, or shall be suitably protected to resist corrosion. The use of dissimilar metals shall be avoided whenever practicable. All non-metal gaskets, O-rings, or other seals in contact with the fuel shall be compatible for use in aviation fuels. If nitrile rubber is used, it should be HIGH NITRILE grade. Gaskets, O-rings, or other seals, including all synthetic rubber parts shall be readily replaceable with a minimum replacement of attaching parts. 1.2.3 Design Working Pressure. The valve and all accessories, including the inlet swivel, shall be designed to withstand a working pressure of at least 8.5 bars. (125 psig) without any leaks. Surge pressure generated by closure of the valve is not to exceed 3.4 bars. (50 psi) at the fuelling rates and operating pressures for the system in which the nozzle is used. 1.2.4 Pressure Drop is to be compatible for the maximum flow rate required and acceptable system pressure drop. Typically this would be no more than 2 bars. (30 psi) at maximum rated flow with a 100 mesh nozzle screen strainer. o 1.2.5 Inlet Swivel. A combined quick disconnect and 360 inlet swivel is to be fitted. The swivel shall be designed for the ambient temperature and working conditions as specified above and shall rotate freely when the valve is closed and the hose under pressure. The quick disconnect must have a secure locking device. 1.2.6 Valve handle & Trigger Guard. Handle and trigger assembly must be replaceable. Hold open ratchets are not permitted. If this feature is included in the selected manufacturer’s design then the ratchets must be removed before supply. 1.2.7 Nozzle Screen Strainer. A 100 mesh stainless steel strainer, designed to withstand rough handling, must be included in the nozzle design. The strainer is to be securely housed within the nozzle spout yet easily removable for inspection/cleaning. A bucket ended strainer design is preferred to simplify dirt removal when cleaning. 1.2.8 Nozzle Spout. Issue Draft 1 5/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/M-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 01 NOZZLES OVERWING FUELLING NOZZLES 1.2.8.1 Refuelling Spouts - To be of aluminium construction with threaded connection and ‘O’ring seal suitable for hand tight sealing without use of a special tool. A rubber shroud guard should be fitted immediately below the screw connection to prevent nozzle body contact with the aircraft skin. The spout should be of sufficient length to enable submersion of the discharge nozzle in the fuel to minimise splash filling. Selective spouts must be fitted in accordance with GAMA specifications to prevent delivery of Jet fuel to piston engined aircraft. Fuelling port sizes on aircraft and selective nozzle size configurations are as follows:Air Frame Fuelling Ports Refuelling Port – FREE Opening (mm) (inches) Fuel Type Aviation Gasolines Maximum opening diameter 60 2.36 Aviation Turbine Fuels Min. opening diameter 75 2.95 Ground Refuelling Nozzles Refuelling Nozzle Tip Dimensions (mm) (inches) Fuel Type Aviation Gasolines Max. nozzle tip diameter 49 1.93 Aviation Turbine Fuels Min. nozzle tip diameter Max. nozzle tip width 67 50 2.64 1.97 See Diagram II/M1.2.8 for an illustration Di of typical fittings. Nozzles for jet fuel Diagram II/M1.2.8 service must be of a “fish tail” type. Fitting Typical Refuelling of an adapter on a round spout tip to and achieve the necessary dimensions is not Defuelling Spouts recommended. It should be noted that the configuration of pipework inside the refuelling port of some turbo powered helicopters means that the GAMA standard jet fuel nozzle cannot be fully inserted into the fill orifice. For this type of helicopter fuelling it is necessary to temporarily fit the smaller Avgas spout. If it is likely that this type of fuelling is to be undertaken on a location a special holster must be fitted on the refueller in which the Avgas size spout can be carried. The holster should be sized to only accept this size of spout and an interlock must be fitted to ensure that the refueller cannot be moved until the Jet nozzle has been replaced and the Avgas nozzle returned to the holster. Some designs of nozzle include an automatic high level shut-off sensor port inside the spout and this type is recommended. Issue Draft 1 5/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/M-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 01 NOZZLES OVERWING FUELLING NOZZLES 1.2.8.2 Defuelling Spouts – For defuelling purposes an extended flexible hardwall hose nozzle should be fitted. These are fitted with a screwed coupling to mate with the standard overwing nozzle and have a vulcanised tip at the opposite end to protect the aircraft tank against damage. Some manufacturers make a choice of length available to reach the tank bottoms of the aircraft group likely to be handled, and some supply a graduated nozzle with an adjustable penetration guard. The following are some suppliers of defuelling spouts:Elaflex-Gummi Ehlers Gmbh, Gammon Technical Products Inc., Schnackenburgallee 121, P.O. Box 400, D-22525 Hamburg, Manasquan, Germany. N.J. 08736 U.S.A GNY Equipment, 71 East Industry Court, Deer Park, New York 11729, U.S.A. 1.2.9 W.R.D. Petroleum Equipment Ltd., Toronto, Canada Dust Cap. The spout must be fitted with a rubber composition dust cap complete with a spring chain retainer. 1.2.10 Bonding Wire Assembly. A bonding wire of adequate length and fitted with an Appleton bonding plug and/or an alligator clip is to be attached to the nozzle by a secure electrically continuous fixing. 1.2.11 Product Identification. Clear product identification to API standard must be displayed on the nozzle. It is recommended that the valve be colour coded in addition to carrying grade identification labelling. Issue Draft 1 5/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/M-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 02 NOZZLES UNDERWING FUELLING NOZZLES M-2.0 UNDERWING FUELLING NOZZLES 2.1 DESCRIPTION Underwing fuelling nozzles are used for the transfer of aviation fuels to or from aircraft closed fuelling connections located underwing or on the fuselage of aircraft. The nozzle provides a positive leakproof connection to the aircraft adapter. Nozzle and adapter design comprises a bayonet type 1 dry-break connection of 2 /2” (6.35 cm.) size to meet International Standards Organisation ISO R45 and various other compatible military standards. A hose end pressure regulator may be either an integral part of, or an attachable accessory of the nozzle. 2.2 APPROVALS An API working group, on which ExxonMobil Aviation is represented, is currently developing an industry specification for underwing nozzles. It is probable that, when issued, this will eventually be adopted by ExxonMobil Aviation as the standard for all future approvals. In the interim the performance and mechanical requirements specified in Section II/M2.3 and 2.4 below must be satisfied. In addition, representative units must have been tested against either (1) the Exxon qualification test procedures detailed in Section III/B2.1 of this manual, (2) tests stipulated in the latest issue of U.S. Military specification MIL-N-5877, or (3) equivalent specification subject to prior agreement of ExxonMobil Aviation. All underwing nozzles must comply with the design requirements of this section (II/M2). 2.2.1 Exxon Approval Process Responsibility for ExxonMobil qualification approval of aviation fuelling nozzles rests with ExxonMobil Aviation. Manufacturers seeking an approval of new equipment must advise ExxonMobil Aviation of proposals for witnessed testing, including advice of the procedures under which the tests will be conducted. In the case of nozzles approved under MIL-N-5877 and included in the latest issue of U.S. Military Qualification Product List MIL-N-5877 further testing is not required by Exxon. The manufacturer must provide copies of full test results required by the adopted test procedure. Where witnessed testing is required ExxonMobil Aviation will nominate a suitably qualified representative who, at their discretion, may be from ExxonMobil Aviation staff or be a nominee from an ExxonMobil affiliate or a third party. Documented bench tests and witnessed tests will not be the sole criteria for approval. The manufacturer must also have in place a proven Quality Assurance system that will be subject to examination by the visiting ExxonMobil Aviation representative – see Section II/M2.2.3 below. Final approval of a nozzle will only be given after a satisfactory four month field evaluation process, or longer if necessary, to complete at least 500 aircraft fuellings. The field performance evaluation may be waived at ExxonMobil Aviation discretion if the manufacturer can provide documentary proof of satisfactory service with other users for a minimum four month period and 500 fuellings. A list of approved nozzles will be published annually be ExxonMobil Aviation. Advice of new approvals or other changes will be notified by the issue of an Aviation Technical Newsletter pending annual update of the approvals list. Affiliates must only purchase and use nozzles that have been approved except in the case of field trials being conducted on behalf of ExxonMobil Aviation. 2.2.2 Approval Testing Issue Draft 1 5/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/M-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 02 NOZZLES UNDERWING FUELLING NOZZLES Prior to qualification testing the manufacturer shall certify that the nozzle assembly, including interface swivel coupling, strainer and nozzle, meet the performance and mechanical requirements specified in Sections 2.3 and 2.4 below. In addition the manufacturer must certify that tests called for under the Section 2.3.4 - Opening/Closing Control Valve and Section 2.3.5 – Strength have been performed and that the nozzle assembly so tested is the one to undergo qualification testing in accordance with Section III/B2.1 (????) of this manual. If a hose end pressure control valve is to be supplied as an ancillary with the nozzle, either as an integral or a separate fitting, then both must be tested together and approved against the Test and Qualification Procedures for Hose End Controller and Companion Nozzle as set out in Section III/B2.1 of this manual. This is in addition to the individual requirements for hose end regulators set out in Section II/C2 of this manual and the requirements for nozzles contained in this section. The field service evaluation will take account of durability, ease of use, seal leakage, ease of maintenance, operator acceptance and any other points pertinent to long term use. At the conclusion of field service evaluation the nozzle is to be opened and subjected to a visual examination of internal parts for evidence of any damage or wear beyond that which might typically be expected for this period of service. 2.2.3 Quality Assurance Unless otherwise specified in a contract or purchase order, the supplier is responsible for the performance of all material and for inspection throughout the production process and of finished goods. Qualification approval shall only be granted upon evidence provided by the manufacturer of the existence of an enforced Quality Assurance programme that in ExxonMobil Aviation’s opinion will ensure the reliability of the finished product. An approved Quality Assurance assessment against ISO9001 is preferred. Units delivered to ExxonMobil affiliates that were subject to Materials Review Board (MRB) treatment shall be traceable to all corresponding documentation related to the MRB investigation and release. The manufacturer shall keep such documents for a period of at least ten (10) years. 2.3 PERFORMANCE SPECIFICATION 2.3.1 Design The nozzle shall be so designed that one man can adequately secure it to a bayonet type aircraft adapter. The fuel flow shall be manually controlled to and from the airplane by an opening/closing control handle separate from the handles used for holding or locking the nozzle to the adapter. All holding or operating levers or handles shall be so designed that there is sufficient room thereon to satisfactorily accommodate heavily gloved hands. The body of the valve shall be clearly marked to indicate when the valve is in the open/closed position. When the nozzle open/close handle is actuated from the no-flow to the flow position, the nozzle shall simultaneously open the aircraft adapter sealing unit. When the handle is actuated from the flow to the no-flow position, the nozzle shall simultaneously close the aircraft adapter sealing unit. It shall be impossible to operate the open/close control handle from the non-flow to the flow position unless the nozzle is securely locked to the aircraft adapter. It shall not be possible to remove the nozzle from the aircraft adapter unless the open/close valve handle is in the no-flow position. The open/close control handle shall remain in either the flow or no-flow positions, as selected by the operator under the full range of flows and pressures, without the need to maintain continuous manual holding force. The nozzle shall be provided with a side port to which connections can be made for fuel sampling and pressure sensing. 2.3.2 Leakage Issue Draft 1 5/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/M-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 02 NOZZLES UNDERWING FUELLING NOZZLES When tested in accordance with Test Series IV and X of Section III/B2.1 of this manual, the indicated pressures shall not differ by more than 10% for the time intervals specified. 2.3.3 Pressure Drop The maximum pressure drop for fuelling and defuelling are as follows: a) For fuelling with 100 mesh Strainer, Hose End Regulator, Swivel Coupler, and Test Adapter: 1135 litres/minute - 0.83 bars (300 USGPM – 12 psi) 1893 litres/minute - 2.07 bars (500 USGPM – 30 psi) 2.3.4 b) For fuelling with 100 mesh Strainer, Swivel Coupler, and Test Adapter: 1135 litres/minute - 0.7 bars (300 USGPM – 10 psi) 1893 litres/minute - 1.4 bars (500 USGPM – 20 psi) c) For de-fuelling with 100 mesh Strainer, Hose End Regulator, Swivel Coupler, and Test Adapter: 757 litres/minute - 0.2 bars (200 USGPM – 3 psi) d) For de-fuelling with 100 mesh Strainer, Swivel Coupler, and Test Adapter: 757 litres/minute - 0.9 bars (200 USGPM – 1.25 psi) Opening/Closing Control Valve With an internal nozzle pressure of 50 psig, the opening/closing valve shall be operated easily by means of linkage to an external handle with an imposed force acting to open or close the valve of not less than 25 pounds in the cracked open position and 50 pounds in the full open or closed position. There shall be no evidence of binding, chatter, leakage, looseness or need for excessive force when the nozzle is operated for 2000 cycles with a fuel nozzle pressure of 50 psig in the closed position and with fuel flow through the nozzle in the open position at rated flow. 2.3.5 Strength There shall be no evidence of leakage, deterioration, deformation, fracture of malfunction when the nozzle assembly is subjected to the coupling, tensile and bending loads and rough handling specified below. With regards to the coupling, bending and tensile loads, the nozzle assembly shall meet these requirements with the nozzle connected to the test adapter, with the valve actuated to the flow position and with test adapter and nozzle filled with fluid. Bending and tensile loads shall be applied to the assembly’s inlet flange and interfacing swivel coupling: a) Combined Coupling and Tensile Loads One hundred (100) applications of a combined load of 13.83 kg-m (100 pound-ft.) couple applied to the nozzle handles and an axial tensile load of 91 kgs. (200 pounds). b) Bending Load (1) Twenty five (25) applications of a 600 pound-foot bending load. (2) Nine hundred and fifty (950) applications of a 48.4 kg-m (350 pound-foot) bending load. c) Issue Draft 1 5/7/99 (3) Twenty five (25) applications of a 27.65 kg-m (200 pound-foot) bending load with a fluid pressure of 4.08 bars (60 psig). Free Drop ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/M-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 02 NOZZLES UNDERWING FUELLING NOZZLES Five (5) drops from a height of 1.85 metres (6 ft.) in accordance with Test Series II of Section III/B2.1 of this manual. 2.3.6 Nozzle Seal Adjustment The nozzle shall have a self-adjusting seal to compensate for temperature changes, worn adapters and side loadings. Minimum total compensation shall be 1.78 mm (0.070 ins.) 2.3.7 Lubricants The nozzle assembly, including the inlet quick disconnect swivel coupling, hose end control regulator, and nozzle, shall operate satisfactorily without the use of lubricants. 2.3.8 Maintenance The nozzle assembly shall not require special tools or fixtures for overhaul or repair of the assembly or any of its components. 2.3.9 Dust Cap All nozzles shall be provided with dustcaps secured to the nozzle body by means of a suitable link and so designed to prevent dust from entering that portion of the nozzle that engages the adapter. 2.3.10 Electrical Grounding Although the nozzle need not be provided with a bonding plug, the nozzle design shall provide for complete electrical contact between the nozzle and adapter assemblies through the attaching lugs when the units are connected. The resistance from the nozzle inlet flange to the adapter locking flange shall not exceed 10 ohms. 2.3.11 Sample/Sensing Port The nozzle body shall have at least one auxiliary connection for fuel sampling and/or 3 1 pressure sensing 9.52 mm or 6.35 mm ( /8 ins. or /4 ins.) in size. This test port shall be capable of receiving quick disconnect couplers such as the Gammon Jet Test QD. 2.3.12 Hose/Nozzle Interface Swivel A quick disconnect inlet connection is required to provide: A swivelling point A means for inspecting the strainer A means for changing from one nozzle to another. The quick disconnect shall have primary and secondary locking features that can be operated easily with heavy gloved hands. Wireless locking devices are preferred. The locking device should be readily apparent when in the locked position. The quick disconnect fitting may be provided with a dry-break to prevent spillage from the hose in the event that the quick disconnect be opened and disengaged accidentally. Alternatively a ball valve arrangement that incorporates the nozzle strainer and allows for withdrawal of the strainer for inspection without uncoupling of the nozzle may be fitted. This design also allows reversal of the nozzle screen for defuelling by key operated rotation of the o ball through 180 . The swivel shall rotate freely when the nozzle is closed and the hose is under normal operating temperatures and pressures as specified in Section II/M2.4.2 below. When the nozzle is used with a hose end pressure control valve the swivel shall be located between the H.E.P.C.V. and the hose. 2.3.13 Strainer The nozzle shall be provided with a 100 mesh strainer (flat end basket type preferred) with a minimum wire size of 0.15 mm (0.006 ins.) diameter and at least 35% open area. The Issue Draft 1 5/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/M-02 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 02 NOZZLES UNDERWING FUELLING NOZZLES manufacturer shall specify maximum pressure drop before strainer screen rupture. The strainer shall be located between nozzle and hose , or between the hose end pressure control valve and hose if a H.E.P.C.V. is used. The strainer shall be easily removable without use of force. 2.4 MECHANICAL SPECIFICATIONS 2.4.1 Construction The nozzle shall be rugged and so constructed that it will withstand the strains, jogs, vibrations, and other conditions incident to shipping, storage, and service usage. 2.4.2 Operating Temperatures and Pressure The complete nozzle assembly, including interface swivel coupling, strainer, hose end pressure control valve, ferrous and non-ferrous parts, shall be designed for an ambient o o o o temperature range of –37 C to +71 C (-35 F to +160 F). The assembly shall be capable of sustaining a maximum pressure of 15.52 bars (225 psig), including surge, as tested under Test Series III in Section III/B2.1 of this manual. 2.4.3 Materials All metal parts in contact with the fuel shall contain no more than 5% zinc or cadmium. Copper and copper bearing alloy materials shall not make up more than 10% of the total wetted metallic surface. All metals used in construction of the nozzles shall be of the corrosion resistant type, or shall be suitably protected to resist corrosion. The use of dissimilar metals shall be avoided whenever practicable. All non-metal gaskets, O-rings, or other seals in contact with the fuel are to be of materials suitable for use in aviation fuels. If nitrile rubber is used, it should be high nitrile grade. Gaskets, O-rings, or other seals, including all synthetic rubber parts shall be readily replaceable with a minimum replacement of attaching parts. 2.4.4 Weight The weight of the nozzle alone, excluding swivel and hose end pressure control valve, shall not exceed 5.44 kg. (12 lbs.) and shall be specified on the manufacturer’s outline drawings. 2.5 OPTIONS Suppliers of underwing fuelling nozzles provide a variety of options not identifiable by the nozzle’s model number. These options could include such items as those shown below: Hose end pressure control valves Swivels Bonding wire assembly Handle configurations and length Quick disconnect couplers Flanges and threads of different types Dry-break Dry break with integral nozzle screen Adapters and fittings Pressure gauges Seal materials If any of these options are to be included in the purchase, they must be specified. This is usually done by adding a series of numbers or letters after the nozzle model number. Each supplier has its own code therefore before executing the purchase order it is important to consult with the manufacturer’s representative to confirm the codes for the desired options. Issue Draft 1 5/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II AEDSM II/M-03 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 03 NOZZLES NOZZLES FOR THRUST AUGMENTATION FLUIDS M-3.0 NOZZLES FOR THRUST AUGMENTATION FLUIDS Turbine powered engines on some aircraft types are designed to use thrust augmentation fluids. These are typically older generation aircraft, including early variants of the Boeing 747. The thrust augmentation fluid used for turbo-jet engines is demineralised water. For turbo-prop engines methmix is used, this being a mixture of demineralised water and methanol. Thrust augmentation fluids delivery may be by an open line, overwing style, system or by a closed pressure delivery system. The requirements set out in this section are applicable to nozzles for both types of system. 3.1 DESCRIPTION For pressure delivery a dry-break adaptor on the aircraft and a matching dry-break coupler on the 1 delivery hose are used. These would typically be a nominal 1 /2” (3.81 cm) size. For open line delivery a manually operated, spring loaded, pistol like nozzle of the balanced type similar to those used for overwing fuelling is used, with the exception that all wetted surfaces have a stainless steel trim. 3.2 SPECIFICATIONS These specifications pertain to both the dry-break couplings and the gravity type fill nozzles where applicable. 3.2.1 Design Requirements 3.2.1.1 Valve Action. Balanced type with easy opening and soft closing characteristics to reduce shock problems. Lever pull to open should require no more than 15 lbs. (6.81 kg.) under full line pressure from 0 to 4.76 bars (0 to 70 psig). When the lever is released the valve is to automatically shut off flow within 3 seconds 3.2.1.2 Materials of Construction. To be light non-corrosive and of rugged construction. All wetted metallic surfaces of nozzles to be stainless steel. All non-metallic gaskets or seals in contact with the fluid to be of Viton ‘A’ or Buta ‘N’. All materials to be chemically compatible with the fluid being handled. 3.2.1.3 Design Working Pressure. The valve and all accessories including the inlet swivel should be designed to withstand a working pressure of at least 8.5 bars. (125 psig) without any leaks. Surge pressure generated by closure of the valve is not to exceed 3.4 bars. (50 psi) at the delivery rates and operating pressures for the systems in which the nozzles are used. 3.2.1.4 Performance at Ambient Temperature. The valve and all accessories, including the o inlet swivel shall be designed for ambient temperature conditions ranging from –40 C to o o o +71 C (-40 F to +160 F). 3.2.1.5 Pressure Drop. Is to be compatible for maximum flow rate required and acceptable system pressure drop. 3.2.2 Accessory Requirements o 3.2.2.1 Inlet Swivel. A quick disconnect 360 inlet swivel to provide a swivelling point for the hose and quick disconnect capability for nozzle replacement. The swivel shall be designed for the ambient temperature and working pressure conditions specified in Section II/M3.2.1.4 above and shall rotate freely when the valve is closed and the hose under pressure. 3.2.2.2 Valve Handle and Trigger Guard. Is to be a replaceable type with no hold open ratchets. If the standard design has hold open ratchets included then these must be removed before supply. 3.2.2.3 Strainer. A 100 mesh stainless steel strainer, designed to withstand rough handling, must be included in the nozzle design. The strainer is to be securely housed within the Issue Draft 1 5/7/99 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/M-03 COMPONENT SPECIFICATION AND STANDARDS Sub-section M Topic 03 NOZZLES NOZZLES FOR THRUST AUGMENTATION FLUIDS 3.2.2.4 3.2.2.5 3.2.2.6 3.2.2.7 Issue Draft 1 5/7/99 nozzle spout yet easily removable for inspection/cleaning. A bucket ended strainer design is preferred to simplify dirt removal when cleaning. Spouts. To be threaded connection with ‘O’ ring seal suitable for hand tight sealing without use of a special tool. . A rubber shroud guard should be fitted immediately below the screw connection to prevent nozzle body contact with the aircraft skin. Dust Cap. The spout must be fitted with a rubber composition dust cap complete with a spring chain retainer. Bonding Wire Assembly. A bonding wire of adequate length and fitted with an Appleton bonding plug and/or an alligator clip is to be attached to the nozzle by a secure electrically continuous fixing. Product Identification. Clear product identification to API standard must be displayed on the nozzle. It is recommended that the valve be colour coded in addition to carrying grade identification labelling. ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section ΙΙ AEDSM II/N-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 01 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FIXED EQUIPMENT N-1.0 CORPORATE AND PRODUCT IDENTIFICATION - FIXED EQUIPMENT 1.1 PURPOSE AND SCOPE The primary purpose of these specifications and standards is to establish an internationally uniform method by which all fixed equipment at airport plants and at upstream intermediate storage plants clearly identify the aviation product types and grades being handled. The standards are based on API publications. 1.2 DESCRIPTION All major fixed equipment in aviation service must be properly identified for the product it is handling. Aviation fuels are the only petroleum products for which there is an agreed common grade name and colour-coded identification system in use worldwide. The marking and colour coding system for aviation fuels is the result of a joint effort of worldwide aviation interests and is formalised under Bulletin 1542 of the American Petroleum Institute (API) and is the basis for the specifications and standards that follow. This marking and colour code system provides three separate ways of rapidly identifying the fuel in each installation as follows: • By name • By colour • By pipeline banding 1.2.1 Aviation Gasoline Designation System The naming system for the three current grades of aviation gasoline consists of the general term "AVGAS" followed by the specific grade number. The grades are identified by their lean mixture octane number (or performance number) as recognised by all military and commercial specifications, i.e., Avgas 100 for grade 100/130, etc. If desired the ExxonMobil brand name can follow behind the product type identity but should be separated from it. For example "AVGAS 100 - ExxonMobil AVIATION GASOLINE 100/130". 1.2.2 Jet Fuel Designation System There are three classifications of commercial aviation jet fuels, and these are listed by the American Society for Testing Materials under Specification number ASTM D1655 as follows:• Jet A: - A relatively high flash-point 38°C (100°F), min, petroleum distillate of the kerosene type, with a freeze-point of -40°C (-40°F) max. • Jet A-1: - A petroleum distillate similar to JET A but incorporating lower freezing point characteristics, i.e., -47°C (-53°F), max. • Jet B: - A wide boiling range petroleum distillate with a maximum freezing point of -50°C (58°F) and a Reid Vapour pressure of 0.138 - 0.207 bar (2-3 psi). The military equivalent is JP-4, which has a maximum freezing point of -58°C (-72°F). In some cases it may be desirable or necessary to indicate on the marking system some refinement in addition to the ASTM D1655 designation. For example, words can be added after or below the "JET A-1" to cover these requirements such as "JET A-1"/AVTUR 2494". This designation shows that the product meets both the JET A-1 ASTM D1655 specification and the Def. Stan 91-91. 1.2.3 NATO Designation System Issue Draft 3 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 1 Section ΙΙ AEDSM II/N-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 01 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FIXED EQUIPMENT The NATO symbols denote general types of fuels as manufactured under several international military and commercial specifications, and can, therefore, be applied to products meeting a general category. Fuels having the same NATO symbol are interchangeable for use by military aircraft. Jet fuel symbols and specifications for military use are shown in Table A below, crossreferenced against the ASTM D1655 specification name where appropriate. NATO Symbols should be displayed separately from product grade. The NATO marking will consist of the approved NATO symbol enclosed in a rectangle, e.g., F-40. White letters on a black or red rectangular background similar to the API marking system may be used. The colour of the NATO marking should contrast with the colour on which it is displayed and may be the same colour as the ASTM D1655 grade. However, do NOT use red for letters, figures or outline of the rectangle. Table A Military Symbols for Jet Fuels ASTM D1655 NATO Symbol Note (1) JET A-1 Note (2) F-34 F-35 F-40 F-44 U.S. Military Specification MIL-T-83133 (JP-8) MIL-T-5624 L (JP-4) MIL-T-5624 L (JP-5) U.K. Military Specification Def Stan 91-87 Def Stan 91-91 Def Stan 91-88 Def Stan 91-86 Joint Services Specification AVTUR/FSII AVTUR AVTAG/FSII AVCAT/ FSII NOTES: (1) Primary distinction from F-35 is the addition of required additives. (2) Jet B is similar except for the additives required for military use. Table B Military Symbols for Aviation gasolines Colour Red Green Blue Issue Draft 3 ASTM D910 Grade 80 Grade 100 Grade 100LL 22/9/00 NATO Symbol F-12 F-18 U.S. Military Specification Grade 80/87 Grade 100/130 MIL-G-5572F U.K. Military Specification Def Stan 91-90 Def Stan 91-90 ExxonMobil Aviation A Division Of ExxonMobil Corporation Joint Services designation Avgas 100 Avgas100LL Page 2 Section ΙΙ AEDSM II/N-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 01 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FIXED EQUIPMENT 1.3 Colour Codes 1.3.1 Aviation Gasoline The grade names of aviation gasoline grades are printed in white letters and numbers on a red background. Red was chosen for the background because it is an indication of the special care, which must be taken in handling these more volatile fuels. White lettering was chosen for contrast. Each grade of aviation gasoline is dyed a distinctive colour: Avgas 80 is red, Avgas 100 is green and Avgas 100LL is blue. This colour code marks the valves, fittings, pumps, switches and other parts of the fuelling system with the same colour as the aviation gasoline within the particular system. Pipelines can either be painted the same identifying colour for long lengths of pipeline run or be marked with a band of the proper colour at intervals. Chart ΙΙ illustrates this colour code. The large block of colour on the right of the gasoline grade marking represents the splash of colour for the loading valves, joints, pumps, and controls associated with the pipelines and filters. 1.3.2 Jet Fuel Colour Code Jet fuels are of two distinct types. JET A and JET A-1 are low volatility fuels of the kerosene type. JET B is a widecut type made from components used to make both kerosene and gasoline. Jet engines will operate on all three grades under most conditions but each grade of fuel has characteristics, which require that it be kept separate. It is also desirable to make a clear distinction between the low volatility JET A and JET A-1 fuels and the more volatile JET B. The naming system for the jet fuels described previously should be painted in white letters on a black background so that it contrasts with the aviation gasoline colour code already described. Chart ΙΙΙ illustrates the naming and colour code system for jet fuels. 1.4 Banding Program Circular bands of the identifying colour are painted or taped around the piping at intervals as one part of this marking code. They are for use both adjacent to the naming system and by themselves. The circular band was chosen because it appears the same from all directions. 1.4.1 Aviation Gasoline Banding The colour of the single band around piping or hose is the same colour as the dye in the grade of Avgas contained in the line. A minimum band-width of 5cm (2 in.) is required; however, 10 cm (4 in.) is recommended. If the complete pipeline is painted the colour of the Avgas, then no banding is needed. Chart ΙΙ is a reproduction in colour of the Avgas line markings. This chart illustrates the naming system, colour code and banding program. The band code can be used by itself in some parts of the fuel system but should always be used next to the grade name on a pipeline. 1.4.2 Jet Fuel Banding Jet fuels are identified by the use of black, grey and yellow colour, by the names JET A, JET A1, and JET B in white on a black background, and by the number and colour of the bands around the piping. Issue Draft 3 • JET A lines are marked with one black band and black accessories. • JET A-1 lines are marked with two black bands and grey or white accessories. 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 3 Section ΙΙ AEDSM II/N-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 01 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FIXED EQUIPMENT • JET B lines are marked with three yellow bands and yellow accessories. Chart ΙΙΙ is a reproduction in colour of all three parts of the jet fuel marking code. The discs at the right of illustrations are for use on the loading valves, joints, pumps, hydrant covers and controls corresponding to the pipelines and fittings. Note: Chart Ι is a summary of the marking code discussed above. The top part applies to the identification system for three grades of Aviation gasoline, the lower section to three grades of Jet fuel. 1.5 Marking Specifications 1.5.1 Aviation Fuels 1.5.1.1 Labels (See Charts Ι, ΙΙ and ΙΙΙ) Labels shall be applied either with paint or with self-adhesive tape decals. Suggested dimensions for Avgas labels are 10 cm (4 in.) wide by 36 cm (14 in.) long. For Jet fuel, suggested dimensions are 10 cm (4 in.) wide by 25 cm (10 in.) long (standard decal dimensions). These labels should be both clear and easily readable using the suggested dimensions as a rough guideline. Label identification shall be located as follows: • Pumps, pump manifolds, pump switches, meters. • Pipelines at loading and unloading connections. • Filter/separators and filters. • Pipelines at inlet and outlet connections to underground storage tanks. • On above ground storage tanks at inlet and outlet connections. • Loading arms. • Sufficient intermediate points on pipelines to enable easy tracing of pipe-runs with intervals on long lengths of straight line not exceeding 60 metres (200 ft). Grade identification at the hydrant pits shall also be indicated. This may be by manufacturer fitted identification plate of adequate size and design incorporated in the lid. Alternatively the complete cover of the hydrant pit shall be painted the applicable grade colour. For pit covers which are secured by rotation of the lid, a 7.5 cm (3 in.) stripe should be painted across the centre of the cover, extending onto the apron with the lid in the locked position. This will readily identify that the cover is secured in the locked position after use. The stripe should be of a colour different from the product grade colour and the grade marking shall be stencilled in white on the stripe. 1.5.1.2 Colour Code Painting of Components The following components must be painted in accordance with the product colour code (refer to chart Ι): • All pipeline and tank valves • Specific joints and fittings, e.g. manifolds, strainers, pumps, meters and other ancillary fittings. • Hydrant pit covers 1.5.1.3 Banding (See Charts Ι, ΙΙ and ΙΙΙ - pages) Issue Draft 3 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 4 Section ΙΙ AEDSM II/N-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 01 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FIXED EQUIPMENT Applicable colours shall be applied either with paint or with self-adhesive tape (decal) at a recommended minimum of 5cm (2 ") wide; however, 10cm (4") is a preferred size. A 5cm (2") space is left between each band and product name label. These dimensions are given as general guidelines and it is essential that the banding is clear and visible. 1.5.2 Other Products Fixed equipment handling aviation products other than aviation fuels (e.g. demin water, methmix) shall have the product's brand name and grade stencilled on it so that the system handling the product grade can be readily traced. 1.5.3 Additional Painting and Lettering Considerations For Product Storage Tank Markings, it is required that: • Each aviation product storage tank should have the words Inlet & Outlet painted onto the shell next to the appropriate valve and similar identification wording against all other tank valve fittings (e.g. sump sample, fast flush, product return etc..) • Each aviation product storage tank should have the phrase "Date Last Cleaned" followed by the month and year when the tank was cleaned, painted onto the tank shell next to each manhole. This to be updated in accordance with the local tank cleaning program. • Each product storage tank should be provided with a reference dip (or ullage) dimension adjacent to the tank dip (ullage) point and the gauging hatch must be marked to show the gauging position on the circumference. • Arrows should be stencilled on pipe runs to indicate direction of product flow. It is also recommended that: • Each product storage tank should have the tank capacity and an indication of the appropriate volume/per metre (volume/per ft.) painted on the tank shell adjacent to tankside level gauging equipment. In the event that tankside level gauging equipment is not fitted, this information should be marked on the tank shell adjacent to the inlet valve. • Tanks which contain leaded Avgas or have contained leaded product at anytime, must display a warning notice on each tank shell manhole to indicate that the tank contains, or has contained, leaded product and that appropriate safeguards must be observed before entry. Issue Draft 3 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 5 Section ΙΙ AEDSM II/N-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 01 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FIXED EQUIPMENT CHART I FIXED EQUIPMENT MARKING FOR AVIATION FUEL IDENTIFICATION PRODUCT AVGAS 100 AVGAS 100LL AVGAS 80 JET A JET A-1 JET B AVIATION GASOLINE GRADES LOADING VALVE, PUMP-METER & PIPELINES ONLY JOINTS, VALVES & PIPING FILTERBANDING MARKING LABEL FITTINGS SEPARATOR (2" WIDE MIN) WHITE LETTERS ALUMINIUM 1-GREEN ON RED WHITE LETTERS ALUMINIUM 1-BLUE ON RED WHITE LETTERS ALUMINIUM 1-RED ON RED AVIATION JET FUELS WHITE LETTERS BLACK ALUMINIUM 1-BLACK ON BLACK WHITE LETTERS GREY ALUMINIUM 2-BLACK ON BLACK WHITE LETTERS YELLOW ALUMINIUM 3-YELLOW ON BLACK CHART II AVIATION GASOLINE IDENTIFICATION MARKINGS AND COLOUR CODING AVGAS 100 AVGAS 100LL AVGAS 80 Issue Draft 3 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 6 Section ΙΙ AEDSM II/N-01 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 01 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FIXED EQUIPMENT CHART III JET FUELS IDENTIFICATION MARKINGS AND COLOUR CODING JET A JET A-1 JET B Issue Draft 3 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 7 Section ΙΙ AEDSM II/N-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 02 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FUELLING EQUIPMENT N-2.0 CORPORATE AND PRODUCT IDENTIFICATION - FUELLING EQUIPMENT 2.1 PURPOSE AND SCOPE These specifications establish the painting and lettering schemes for Corporate and product identification of aircraft fuelling equipment. 2.2 SPECIFICATIONS 2.2.1 Corporate Identification 2.2.1.1 Overall Concept The illustrations provided present a general overview of the graphic design for aviation fuelling equipment. Due to the wide range of equipment designs used at different airports, there may be instances when the graphics presented cannot be located as shown. In these instances, it is acceptable for modifications to be made, although the ExxonMobil Aviation logo design must be maintained. The general design is that for refuellers, the EMA logo (as shown below) should feature on both cab doors as well as on both sides and the rear of the trailing section of the vehicle. All logos should be placed horizontally with the logo on the rear of the trailing section located centrally whereas the logos on the sides should be situated towards the back. For Hydrant servicers, the EMA logo should again appear on both cab doors and the rear of the vehicle along with other logos situated on both side panels of the rear section. There is no specific size for the logos due to the various designs of vehicle available. Efforts should be made to keep the logos as large as possible while maintaining minimum clearances. Special attention should be paid on refuellers in order to prevent the logo from wrapping round the top and bottom edges of the tank. If it is not possible to comply completely with the specification set out it is possible to be given some leeway but this must first be cleared with ExxonMobil Aviation. 2.2.1.2 Colours The basic colour of both the cabs and trailing sections of all refuellers and hydrant servicers is white with an ICI reference number of 0101 (also British Standard numbers; BS 4000 OOE55, BS 5252 OOE55, BS 2660 9-102). The EMA logos are to be coloured as standard with the words ExxonMobil in red (PANTONE 485) and the word aviation in grey (PANTONE 431), and located immediately under the capital letter "M" of ExxonMobil. 2.2.1.3 Letters Standard ExxonMobil typefaces (Helvetica and Times families) should be used in any combination. Additionally, all typography should be set in upper and lower case with normal letter spacing. The interlocking "X" must be included. 2.2.1.4 Minimum Size and Clearances Issue Draft 3 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 1 Section ΙΙ AEDSM II/N-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 02 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FUELLING EQUIPMENT A minimum amount of clear space should always surround the logo in order to preserve the legibility and visual impact of the logo. The minimum size of these clearances is equal to the height of the capital letter "E" in Exxon Mobil. For legibility and quality concerns, the ExxonMobil logo should never be reproduced smaller than 19 millimetres wide. 2.2.1.5 Other Identification 2.2.1.5.1 Operating Companies As a preference no other identification marks should be placed on the vehicles. Where required by local law, the name of the operating company can be added e.g. "Esso Petroleum Co. Ltd." or, "Mobil Oil Australia". The words "Esso" or "Mobil" should not be used on their own. This additional identification should be small and in black or grey. 2.2.1.5.2 Tiger/Pegasus Artwork Symbols such as any Tiger/Pegasus artwork should not be used with the ExxonMobil Aviation logo. 2.2.1.5.3 Other Oil Companies No other oil company symbols should be used on ExxonMobil Aviation trucks. Exceptions to this would require the prior approval of the Global Operations Manager. 2.2.2 Product Identification 2.2.2.1 Aviation Fuels All mobile dispensing equipment must be marked with a label indicating the fuel being handled. These codes are specified in the Section II/N1 - CORPORATE AND PRODUCT IDENTIFICATION-FIXED EQUIPMENT. The exception being that pipeline banding is not required on mobile equipment. Issue Draft 3 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 2 Section ΙΙ AEDSM II/N-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 02 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FUELLING EQUIPMENT Product labelling should be located as follows: • Inside the control compartments of hydrant carts, servicers, fuellers and cabinets. • On or immediately adjacent to externally mounted control panels. • Externally, on visible locations on hydrant carts, servicers, fuellers and cabinets. • Adjacent to bottom loading connections on fuellers. • On manhole or cover of fuellers for top fill units. 2.2.2.2 Other Products Any dispensing equipment handling anything other than aviation fuels must be clearly marked with the name of the product. These markings must be located as previously stated in section B-1 on aviation fuels. 2.2.2.3 Use of Decals Decals of appropriate sizes are available for a variety of uses (product grade identification, no smoking, flammable liquid, etc). These should comply with any regional or governmental guidelines that stipulate necessary graphics for fuelling equipment but as a minimum should include product grade identification, no smoking and fire extinguisher signs. International identification pictorial signs, such as no smoking, fire extinguisher, etc., are recommended if their use is allowed by local regulation. Issue Draft 3 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 3 Section ΙΙ AEDSM II/N-02 COMPONENT SPECIFICATIONS AND STANDARDS Sub-section N Topic 02 PAINTING AND LETTERING CORPORATE AND PRODUCT IDENTIFICATION, FUELLING EQUIPMENT Issue Draft 3 22/9/00 ExxonMobil Aviation A Division Of ExxonMobil Corporation Page 4 Section II AEDSM II/P-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 01 STORAGE TANKS REFINERIES AND INTERMEDIATE STORAGE & DISTRIBUTION PLANTS P-1.0 STORAGE TANKS – REFINERY AND INTERMEDIATE STORAGE & DISTRIBUTION PLANT 1.1 TYPE OF SERVICE This section gives service specific design requirements for tanks used for the storage of aviation fuels in refineries and intermediate distribution plants. 1.2 PURPOSE Aviation fuels are among the most critical grades produced by the refinery and handled by the intermediate distribution terminals. Apart from chemical composition, the physical condition of the fuel is of utmost importance and it must contain less than 30 ppm of free water and less than 1 mg/litre of particulates on delivery to the aircraft. Of equal concern is that the fuel shall be free from microbial contamination at all stages of handling as this can be readily transmitted through the distribution chain. This type of contamination will create surfactants that will disarm water filter-separators in the handling system. If transferred to the aircraft it causes filter plugging, fuel system corrosion, and can impair gauging systems. The primary method of combating the above problems and attaining the requisite fuel quality standards is by the settling of fuel in storage tanks and regular draining of tank bottoms for removal of water and sediments at each stage of product handling. Tanks must therefore be designed to facilitate this process and to minimise risk of contamination by dirt creation or water intrusion into the tank. 1.3 TYPES OF TANK There are four types of tank design: 1.3.1 Free venting cone roof tanks are the recommended design for the storage of jet kerosine fuel (Jet A, Jet A1, DPK) in temperate and cold climates. 1.3.2 Cone roof tanks with internal floating pans that float on the product surface are the recommended design for the storage of Avgas grades, wide-cut Jet fuel (Jet B, JP4), and jet 0 kerosine fuel in hot climates where the summer ambient temperature is within 8 C of the fuel flash point. The purpose of this design is to: 1.3.3 ∗ minimise evaporative losses ∗ minimise risk of explosive vapour build up inside the tank Open floating roof tanks are not recommended for aviation fuel storage because of the following reasons: ∗ 1.3.4 potential particulate contamination caused by the rubbing action of the rim seal on the tank wall ∗ potential rain water leakage past the seal ∗ potential for roof drain failure depositing water in the tank ∗ potential electrical shunts on the tank shell. This type of tank should not be used for product shipment purposes and might only be used as run-down storage in a refinery in the absence of any other acceptable alternative. Horizontal tanks are usually of limited storage capacity and rarely found in refineries or intermediate plants therefore their design is not covered in this section. If information is required then refer to Section II/P.02 which gives details for airport storage tanks. 1.4 SPECIFICATIONS Storage tanks shall be designed in accordance with API Publication 650 or equal, ExxonMobil Design Practices and/or Marketing Operations Guidelines, Vol ??? (as appropriate), and see also E.R. & E. Technical Report EE???. This section defines additional requirements that relate specifically to aviation storage tanks. Issue Draft 3 14/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II AEDSM II/P-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 01 STORAGE TANKS REFINERIES AND INTERMEDIATE STORAGE & DISTRIBUTION PLANTS o 1.4.1 Tank Bottoms must have a minimum slope of 3 (1:19) which runs to a centre sump. Tank bottom plates must be lapped so as to prevent water/sediment retention. Tank floor attachments/fittings must be kept to a minimum and be so designed as to preclude retention of water/sediment. The centre sump rim must not be proud of the floor plates. The tank foundations must be of such design as to eliminate risk of floor plate sagging and circumferential settling. To counter these possibilities, the design might incorporate a sub floor structural spider reinforcement and/or ring beam foundations. On new tanks, the tank floor and wall up to a height of not less than 1 metre must be coated with an approved epoxy based lining - refer to Section II/D-02 for details. For existing unlined tanks a review of tank cleaning, filtration and QC records should provide guidance on the need for similar treatment, but it is nevertheless recommended. 1.4.2 Tank Venting. All cone roof tanks shall have adequate venting to prevent the development of pressure or vacuum in excess of the tank design criteria. The sum of the normal venting capacity should be the sum of the capacity required for outflow or inflow of fuel plus the capacity for thermal inbreathing or outbreathing. This should be determined in accordance with API RP2000 “Venting Atmospheric and Low Pressure Storage Tanks.” 1.4.2.1 Cone roof tanks for the storage of jet kerosine (DPK) in temperate/cold climates o (ambient summer temperature more than 8 C below product flash point) should be free venting. 1.4.2.2 Cone roof tanks for the storage of Avgas grades or wide cut jet fuel (JP4 or Jet B) should be fitted with internal floating pans. The number/size/positioning of vent openings must be in accordance with the relevant guidelines detailed in Section II/P.1.4 above. In existing tanks without internal floating pans then pressure-vacuum type vents must o o be fitted. In areas where the mean daily temperature falls below 0 C (32 F) for periods exceeding 24 hrs. then P-V vents must be of a type that incorporates non-freezing and non-sticking features. 1.4.2.3 All vent openings must be fitted with a screen having a minimum mesh size of 5mm. (0.25 inch) to prevent entry of birds without risk of freezing over. 1.4.2.4 Above ground tanks should be constructed with a weak roof to shell seam (frangible roof) but where tanks exist without this safety feature they must have adequate emergency venting provisions as described in API RP2000 “Venting Atmospheric and Low Pressure Storage Tanks”. 1.4.3 Two gauge/sampling hatches shall be provided, one adjacent to the top of the stairway for routine manual tank gauging and one located above the centre sump for sampling and water dipping. A datum/striker plate should be located on the tank bottom immediately below the gauging hatch. The tank reference dip dimension must be indicated adjacent to the gauging point. Where ground conditions might create possibility of tank settlement, consideration may be given to fitting of a third gauging hatch. If fitted diametrically opposed to the main gauging hatch it will enable periodic cross checking of dips for indication of settlement. 1.4.4 Servo, hydrostatic, and radar tank gauging systems that meet the requirement of Marketing Product Measurement Guidelines are all acceptable forms of automatic gauging subject to local regulatory approval. Issue Draft 3 14/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II AEDSM II/P-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 01 STORAGE TANKS REFINERIES AND INTERMEDIATE STORAGE & DISTRIBUTION PLANTS 1.4.5 Tanks that are filled other than by road tank truck must be fitted with a high level alarm and high-high level shutdown protection. The two systems must be independent of each other, but the high level alarm system may be integral with a tank gauging system. Provision must be made to enable routine physical testing of level alarm switches fitted at roof level. Consideration should be given to high level protection for road fed tanks taking into account the number of deliveries, particularly if simultaneous receipts are involved, and if the receiving tank is remote from the receiving point and the available ullage above the normal maximum fill level. 1.4.6 Tanks must be fitted with a stairway, platforms and handrails to enable safe access to all routinely used gauging/sampling, vents, and other fitting access points, generally in accordance with the requirements set out in the standards quoted in Section II/P1.4 above. Roof surfaces that have to be crossed to access fittings that are used infrequently must have a non-slip coating if not fitted with other safeguards. An alternative emergency means of escape must be provided from the tank top either to an adjacent tank or to ground level. 1.4.7 Pipe connections. A separate inlet and outlet connection must be provided to each tank. 1.4.8 The tank inlet should be angled to impart movement to tank contents to aid movement of settled water and dirt to the centre sump for removal by draining. If the feed line is connected to tanks of differing heights then a non-return valve must be installed at the higher tank(s) inlet to prevent the possibility of reverse gravity flow overfilling the lower tank(s). 1.4.9 The tank suction must draw at a height above the tank bottom to ensure transfer of dry, clean fuel and minimise risk of pick up of water and sediment from the tank bottom. The ideal suction position is immediately below the fuel surface level and this can be achieved by installation of a floating suction (for details refer to Section II/F.01). Floating suctions are mandatory for airport storage. For refineries and intermediate plants they are optional, but strongly recommended for storage tanks that are used to deliver direct to airports. Floating suctions must be fitted with a check wire so that the buoyancy of the arm can be checked or alternatively they must be fitted with a position indicator. To prevent the suction bottoming on the tank floor when product level is low, landing legs must be fitted to the arm or a saddle must be fitted to the floor of the tank on which the arm can come to rest. If landing legs are used then pads on which the feet can rest must be welded to the tank floor to prevent damage to the floor plates. In the absence of a floating suction, a raised suction or swing arm to draw product from at least 100 cm. (39 ins.) above the tank bottom shall be provided. If a fixed raised suction is installed then a parallel low level suction may be fitted 30 cm. (12 ins.) above the tank floor to enable emergency use if on low inventory or when tank emptying. This should be angled upwards to minimise risk of picking up gross levels of water and/or sediment that may be present under the suction point. The tank outlet line must be fitted with a non-return valve to prevent reverse flow to the tank. 1.4.10 To meet segregation requirements it is preferable that inlet and outlet valves are of the double block and bleed (twin seal) design. Single gate valves may only be used if positive segregation is assured by the fitting of spectacle blind flanges or a second gate valve. See Section I/A1.2.3 and A1.2.5 for details. Issue Draft 3 14/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II AEDSM II/P-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 01 STORAGE TANKS REFINERIES AND INTERMEDIATE STORAGE & DISTRIBUTION PLANTS 1.4.11 Pressure relief on inlet lines must not be routed to the downstream side of the valves and into the storage tank as this compromises product segregation (untested product flow into tested product). 1.4.12 A 50 mm (2 inch) water draw-off/sampling line of a non-rusting material shall be installed from the tank sump to a gate valve mounted at the tank side. This should be connected to a product recovery tank and sampling system as described in Section I/A1.2.6. If the line is of stainless steel then precautions must be taken to prevent galvanic action between it and the mild steel sump bottom. In an unlined tank, this may be by ensuring adequate spacing beneath the sample line and sump or alternatively by coating the end of the stainless steel pipe with a barrier coating. The capacity of the sampling line from the sump to the sampling point must be indicated on the tank shell adjacent to the sampling point together with instructions for this quantity to be flushed before sampling. 1.4.13 An additional, larger, water draw-off line of 100mm. (4 ins.) diameter is required to draw from the sump and enable rapid removal of gross amounts of water following product receipt and for emptying of the tank for cleaning. This line may flush to a refinery oil/water sewer system or deliver to a product recovery system – see Section I/A1.2.7. 1.4.14 A sample return connection point will be required to enable product return from the product recovery system after settling. This must be separate from, not into or via, the water draw-off or sampling line. o o 1.4.15 All water draw off valves in climates where the mean daily temperature falls below 0 C (32 F) for periods exceeding 24 duration must be of a type that incorporates non-freezing features. 1.4.16 All pipe fitting connections of 50 mm dia. or less must be braced to tanks. 1.4.17 Fire protection for tanks will be in accordance with ExxonMobil Design Practices (Refineries) or Marketing Operations Fire Protection Guidelines. Dependent on risk assessment and criticality of the facilities this will typically require fixed water cooling protection and foam monitor fire fighting provisions. Fixed foam injection with direct connection to a wet fire line is not recommended for aviation fuel storage tanks due to the risk of accidental leakage or release of water into the tank. 1.4.18 Tanks must be painted externally with an approved protective coating as required by the tank specifications listed in Section II/P2.3 above. In addition, the storage tank must be clearly marked in accordance with product and equipment identification requirements detailed in Section II/N1 and must include the following information: ∗ ∗ ∗ ∗ ∗ ∗ Issue Draft 3 Tank No. Product grade Dates of tank cleaning, tank lining, and external painting Date of tank grounding check Tank capacity Leaded product warning notice (if tank has previously contained leaded product). 14/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II AEDSM II/P-01 COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 01 STORAGE TANKS REFINERIES AND INTERMEDIATE STORAGE & DISTRIBUTION PLANTS The following points must be clearly identified: ∗ ∗ ∗ ∗ ∗ ∗ Inlet, outlet, low level outlet (if applicable) Tank reference dip adjacent to dipping point Dipping point position on hatch circumference (if not physically notched). Top, Middle, Bottom sampling points Water drain Bottom sump sampling point with line content and instructions (see Section II/P1.4.12 above) Valves, or the line immediately adjacent to valves, must be colour coded and the direction of product flow marked on the line in accordance with Section II/N1. Issue Draft 3 14/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 02 STORAGE TANKS P-2.0 AEDSM II/P-02 AIRPORT STORAGE TANKS - AIRPORTS 2.1 TYPE OF SERVICE This section gives service specific design requirements for tanks used for final storage of aviation fuels at airport locations prior to use for into-plane delivery by refueller, hydrant or cabinet. Note that airports which are supplied by water borne transport or by multi-product pipeline must have segregated receipt storage upstream of into-plane service tanks. These may be treated as intermediate storage and designed to the standards described in the preceding section. 2.2 TYPES OF TANK There are three acceptable types of tank design: 2.2.1 Free venting vertical cone roof tanks are the recommended design for the storage of jet kerosine fuel (Jet A, Jet A1, DPK) in temperate and cold climates. This is the type of tank usually found at most commercial airport locations where there is significant fuel throughput. 2.2.2 Vertical cone roof tanks with internal floating pans that float on the product surface are the recommended design for the storage of Avgas grades, wide-cut Jet fuel (Jet B, JP4), and 0 jet kerosine fuel in hot climates where the summer ambient temperature is within 8 C of the fuel flash point. The purpose of this design is to: ∗ minimise evaporative losses ∗ minimise risk of explosive vapour build up inside the tank 2.2.3 Horizontal cylindrical tanks which may be located above or below ground. These are usually of limited storage capacity commonly found at smaller general aviation sites with low throughputs or for storage of low throughput grades (e.g. Avgas) at larger airports. They might also be used at airports where there are planning restrictions which limit the height of storage tanks. Horizontal tanks are also commonly used for product recovery/slop/defuel purposes. Note that open floating roof tanks are not included in the above list as they are unsuitable for aviation fuel storage at the airport and should not be used. 2.3 SPECIFICATIONS Storage tanks shall be designed in accordance with API Publication 650 or equal, ExxonMobil Design Practices and/or Marketing Operations Guidelines, Vol ??? (as appropriate), and see also E.R. & E. Technical Report EE???. This section defines additional requirements that relate specifically to aviation storage tanks. o 2.3.1 Vertical Tank Bottoms must have a minimum slope of 3 (1:19) which runs to a centre sump. Tank bottom plates must be lapped so as to prevent water/sediment retention. Tank floor attachments/fittings must be kept to a minimum and be so designed as to preclude retention of water/sediment. The centre sump rim must not be proud of the floor plates. The tank foundations must be of such design as to eliminate risk of floor plate sagging and circumferential settling. To counter these possibilities, the design might incorporate a sub floor structural spider reinforcement and/or ring beam foundations. 2.3.2 Horizontal tanks shall be mounted with a slope of not less than 9mm per metre ( /8”/ft.) towards an end mounted low point sump. Sump fitting/welding must not be proud of the tank bottom so as to prevent free movement of water/sediment to the sump. 2.3.3 Internal surfaces of all tanks must be completely lined with an approved epoxy based coating compatible with aviation fuel – refer to Section II/D-02 for details. 2.3.4 Tank Venting. Issue Draft 4 1 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 1 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 02 STORAGE TANKS AEDSM II/P-02 AIRPORT All tanks shall have adequate venting to prevent the development of pressure or vacuum in excess of the tank design criteria. The sum of the normal venting capacity should be the sum of the capacity required for outflow or inflow of fuel plus the capacity for thermal inbreathing or outbreathing. This should be determined in accordance with API RP2000 “Venting Atmospheric and Low Pressure Storage Tanks.” 2.3.4.1 Tanks for the storage of jet kerosine (DPK) in temperate/cold climates (ambient o summer temperature more than 8 C below product flash point) should be free venting. 2.3.4.2 Cone roof tanks for the storage of Avgas grades or wide cut jet fuel (JP4 or Jet B) should be fitted with internal floating pans. The number/size/positioning of vent openings must be in accordance with the relevant guidelines detailed in Section II/P.2.3 above. In existing tanks without internal floating pans, and for underground tanks for Avgas or wide cut jet fuel, pressure-vacuum type vents must be fitted. In areas where the o o mean daily temperature falls below 0 C (32 F) for periods exceeding 24 hrs. then P-V vents must be of a type that incorporates non-freezing and non-sticking features. 2.3.4.3 All vent openings must be fitted with a screen having a minimum mesh size of 5mm. (0.25 inch) to prevent entry of birds without risk of freezing over. 2.3.4.4 Vents from underground tanks must be located to discharge in a safe area away from buildings or ventilation system intakes. The discharge height must be higher than any fill pipe connection point and not less than 3.65 m (12 feet) above grade level. Vents must not be manifolded together. 2.3.4.5 Above ground vertical tanks should be constructed with a weak roof to shell seam (frangible roof) but where tanks exist without this safety feature they must have adequate emergency venting provisions as described in API RP2000 “Venting Atmospheric and Low Pressure Storage Tanks”. 2.3.5 Tank Gauging 2.3.5.1 Vertical tanks - Two gauge/sampling hatches shall be provided, one adjacent to the top of the stairway for routine manual tank gauging and one located above the centre sump for sampling and water dipping. A datum/striker plate should be located on the tank bottom immediately below the gauging hatch. The tank reference dip dimension must be indicated adjacent to the gauging point. Where ground conditions might create possibility of tank settlement, consideration may be given to fitting of a third gauging hatch. If fitted diametrically opposed to the main gauging hatch it will enable periodic cross checking of dips for indication of settlement. 2.3.6 Issue Draft 4 2.3.5.2 Horizontal tanks – a gauging/sample hatch is to be located above the low end of the tank. 2.3.5.3 Servo, hydrostatic, and radar tank gauging systems that meet the requirement of Marketing Product Measurement Guidelines are all acceptable forms of automatic gauging subject to local regulatory approval. Tanks that are filled other than by road tank truck must be fitted with a high level alarm and high-high level shutdown protection. The two systems must be independent of each other, 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 2 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 02 STORAGE TANKS AEDSM II/P-02 AIRPORT but the high level alarm system may be integral with a tank gauging system. Provision must be made to enable routine physical testing of level alarm switches fitted at roof level. Consideration should be given to high level protection for road fed tanks taking into account the number of deliveries, particularly if simultaneous receipts are involved, and if the receiving tank is remote from the receiving point and the available ullage above the normal maximum fill level. 2.3.7 Tanks must be fitted with a stairway, platforms and handrails to enable safe access to all routinely used gauging/sampling, vents, and other fitting access points, generally in accordance with the requirements set out in the standards quoted in Section II/P2.3 above. Roof surfaces that have to be crossed to access fittings that are used infrequently must have a non-slip coating if not fitted with other safeguards. An alternative emergency means of escape must be provided from the tank top either to an adjacent tank or to ground level. In addition to a low level rail to prevent persons sliding under tank edge hand rails, kick plates should also be fitted in the vicinity of gauging/sampling hatches and above stairways, ground level sampling points and valve locations. This is to prevent gauging and sampling equipment sliding from the tank roof and causing injury to persons below. 2.3.8 Pipe connections. A separate inlet and outlet connection must be provided to each tank. 2.3.9 The tank inlet should be angled to impart movement to tank contents to aid movement of settled water and dirt to the centre sump for removal by draining. For tanks capacities up to 38 Cu.M. (10,000 USG) the inlet velocity design must not exceed 6m/sec. (20ft./sec.) and for tanks greater than this capacity it must be limited to 10.6 m/sec. (35ft./sec.). The inlet system design must be such as to enable limitation of the inlet velocity to 1 m/sec. (3ft./sec.) during initial fill until the inlet nozzle is totally immersed. 2.3.10 If the feed line is connected to tanks of differing heights then a non-return valve must be installed at the higher tank(s) inlet to prevent the possibility of reverse gravity flow overfilling the lower tank(s). 2.3.11 Floating suctions (for details refer to Section II/F.01) are mandatory for airport storage. Floating suctions must be fitted with a check wire so that the buoyancy of the arm can be checked or alternatively they must be fitted with a position indicator. To prevent the suction bottoming on the tank floor when product level is low, landing legs must be fitted to the arm or a saddle must be fitted to the floor of the tank on which the arm can come to rest. If landing legs are used then pads on which the feet can rest must be welded to the tank floor to prevent damage to the floor plates. 2.3.12 The tank outlet line must be fitted with a non-return valve to prevent reverse flow to the tank. 2.3.13 At marine fed locations and pipeline fed locations where supply is controlled by a third party, it is preferable that inlet and outlet valves are of the double block and bleed (twin seal) design. Single gate valves may only be used if positive segregation is assured by the fitting of spectacle blind flanges or a second gate valve. See Section I/A1.2.3 and A1.2.5 for details. 2.3.14 Pressure relief on inlet lines must not be routed to the downstream side of the valves and into the storage tank as this compromises product segregation (untested product flow into tested product). 2.3.15 Water Draw-off provisions 2.3.15.1 On vertical tanks a 40 mm (1.5 inch) water draw-off/sampling line of a nonrusting material shall be installed from the tank sump to a gate valve mounted at Issue Draft 4 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 3 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 02 STORAGE TANKS AEDSM II/P-02 AIRPORT the tank side. This should be connected to a product recovery tank and sampling system as described in Section I/A1.2.6. If the line is of stainless steel then precautions must be taken to prevent galvanic action between it and the mild steel sump bottom. The capacity of the sampling line from the sump to the sampling point must be indicated on the tank shell adjacent to the sampling point together with instructions for this quantity to be flushed before sampling. 2.3.15.2 On above ground horizontal tanks the sump at the low end of the tank shall be fitted with a 40mm (1.5 inch) dia. sampling/drain point. 2.3.15.3 On underground horizontal tanks a thief pump shall be located directly above the low point with a suction pipe extending to the bottom to ensure removal of any water/contaminants. 2.3.16 On vertical tanks greater than 3.5m. (11.5ft.) diameter an additional, larger, draw-off line of 100mm. (4 ins.) diameter is required to draw from the sump to enable emptying of the tank for cleaning. This line may flush to an oil/water sewer system or deliver to a product recovery system – see Section I/A1.2.7. 2.3.17 A sample return connection point will be required to enable product return from the product recovery system after settling. This must be separate from, not into or via, the water draw-off or sampling line. o o 2.3.18 All water draw off valves in climates where the mean daily temperature falls below 0 C (32 F) for periods exceeding 24 duration must be of a type that incorporates non-freezing features. 2.3.19 All pipe fitting connections of 50 mm dia. or less must be braced to tanks. 2.3.20 Tank grounding and bonding must be provided in accordance with the specifications quoted in Section II/P2.3 above. Where internal floating pans are installed they should be bonded to the tank roof by at least two copper cables. 2.3.21 Fire protection for tanks will be in accordance with ExxonMobil Design Practices (Refineries) or Marketing Operations Fire Protection Guidelines. Dependent on risk assessment and criticality of the facilities this will typically require fixed water cooling protection and foam monitor fire fighting provisions. Fixed foam injection with direct connection to a wet fire line is not recommended for aviation fuel storage tanks due to the risk of accidental leakage or release of water into the tank. 2.3.22 Tanks must be painted externally with an approved protective coating as required by the tank specifications listed in Section II/P2.3 above. In addition, the storage tank must be clearly marked in accordance with product and equipment identification requirements detailed in Section II/N1 and must include the following information: Issue Draft 4 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 4 Section II COMPONENT SPECIFICATION AND STANDARDS Sub-section P Topic 02 STORAGE TANKS ∗ ∗ ∗ ∗ ∗ ∗ AEDSM II/P-02 AIRPORT Tank No. Product grade Dates of tank cleaning, tank lining, and external painting Date of tank grounding check Tank capacity Leaded product warning notice (if tank has previously contained leaded product). The following points must be clearly identified: ∗ ∗ ∗ ∗ ∗ ∗ Inlet, outlet Tank reference dip adjacent to dipping point Dipping point position on hatch circumference (if not physically notched). Top, Middle, Bottom sampling points Water drain Bottom sump sampling point with line content and instructions (see Section II/P2.3.13 above) Valves, or the line immediately adjacent to valves, must also be colour coded and the direction of product flow marked on the line in accordance with Section II/N1. Issue Draft 4 22/9/00 ExxonMobil Aviation A Division of ExxonMobil Corporation Page 5