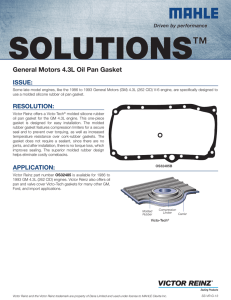
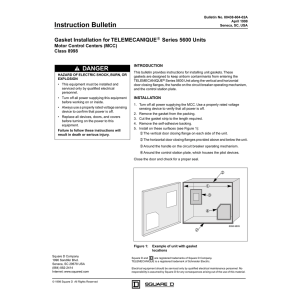
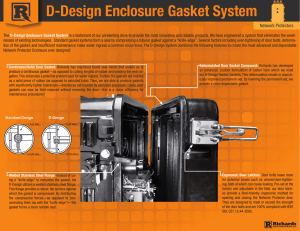
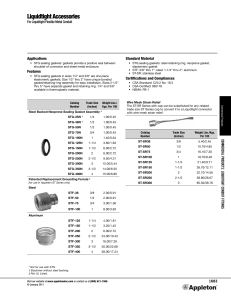
Original article Analysis of sealing performance of a kind of profiled rubber gasket used in the radial contact seal structure Xinyi Song , Song Huang , Hu Hui Proc IMechE Part E: J Process Mechanical Engineering 0(0) 1–6 ! IMechE 2020 Article reuse guidelines: sagepub.com/journals-permissions DOI: 10.1177/0954408920971995 journals.sagepub.com/home/pie and Xindan Hu Abstract Sealing performance of standard rubber gaskets in the radial contact seal structure are observed through the experiment. A kind of profiled rubber gasket is proposed to replace the standard gasket. Leakage experiment and numerical simulation are carried out to study the sealing performance and failure mode of the profiled gasket. Several equations are presented to help analyze the failure reason. Results show that sealing performance of the profiled rubber gasket is more reliable than that of the standard rubber gasket. The failure reason of the profiled rubber gasket is that the friction force between the gasket external face and tube wall cannot balance the tube internal pressure. Dimension precision of the metal compressive ring has a great effect on the failure pressure. Keywords Failure mode, profiled rubber gaskets, sealing performance, contact pressure, hydroforming Date received: 13 March 2020; accepted: 30 September 2020 Introduction Hydroforming technology is widely used in manufacturing industry to produce tube fittings with complex shape. Two kinds of seal methods are applied to prevent leakage in the tube-forming process. One is axial contact seal,1–3 which ensures sealing performance by the axial close contact between metal plugs and two ends of tube. However, it is not suitable for thin-walled tube hydroforming, because the thin-walled tube is easy to buckle or wrinkle under the axial force. The other is radial contact seal,4–6 and the seal principle is as follows: Axial pre-compression pressure is exerted on the one end face of the non-metal seal element to make it close contact to the inner face of the tube. Then, in the hydroforming process, the forming pressure is exerted on the other end face the seal element, and the contact pressure between the sealing element and the tube inner face increases with the increment of the forming pressure. Compared with axial contact seal, the radial contact seal has advantages of low requirement for shape accuracy of tubes and no axial load, thus it is more suitable in thin-walled tube hydroforming. Common rubber sealing element is O-sealing ring and column rubber gasket. Because of the uneven distribution of contact pressure and short contact length,7–9 the radial contact seal with O-sealing rings is line contact seal, where the maximum contact pressure should not be less than the medium pressure. In order to keep the good sealing performance, O-sealing ring requires high dimension accuracy and surface finish of the tube.10 The radial seal structure with column rubber gaskets is face contact seal, which requires less dimension accuracy and surface finish of tubes than the line contact seal. Researchers have confirmed that the performance of face contact seal depends on the contact dimension and contact pressure distribution along the leakage path.11,12 Sawa13 evaluates the sealing performance of gaskets with different dimension in the bolted flange connection according to the contact stress distribution on the contact faces. Bouzid14 investigates the validity of the effective gasket width concept. Feng15 investigates the gas leakage behavior of bolted flanged connection with metal gaskets and obtained the relationship between the leakage rate School of Mechanical and Power Engineering, East China University of Science and Technology, Shanghai, China Corresponding author: Hu Hui, School of Mechanical and Power Engineering, East China University of Science and Technology,130 Meilong Street, Shanghai 200237, China. Email: huihu@ecust.edu.cn 2 Proc IMechE Part E: J Process Mechanical Engineering 0(0) Figure 1. The column rubber gasket under pre-compression load. and contact pressure distribution. In the radial contact seal structure. Friction could reduce the level of contact pressure distribution. Hao16 investigated the contact pressure distribution of standard rubber gaskets along the tube axial direction under compression load, as it shown in Figure 1. Equation is presented as follows ln PRt 2f ¼ z Pz0 Rt Ri PRt ¼ PRi (1) Figure 2. Illustration of the seal joint with the standard rubber gasket without load. Sealing performance experiment for the standard rubber gaskets (2) Introduction about test apparatus where f is the friction coefficient between rubber column surface and other component surface, H0 is the original height of the gasket, Hp is the precompressive height, Ri is the inner radius of the gasket, R0 is both the outer surface of the rubber gasket and the inner radius of tube, PRt and PRi are the contact pressure, Pz0 is the pre-compression load. It shows that contact pressure decreases along the axial direction, because of the influence of friction. Therefore, even if the gasket thickness is raised, the sealing capacity improvement is limited. Lubricants can be used to reduce the coefficient of friction, but it can also pollute the tube inner face and be difficult to clean.16 Besides, some lubricants can be resolved by the hydroforming medium. Thus, it is not suitable to reduce friction of the seal structure used in hydroforming. In this paper, a kind of profiled rubber gasket is put forward to reduce the effect of friction to replace the standard gasket in the seal structure. The column rubber gaskets and improved rubber are respectively applied as the sealing element of the radial contact seal structure, and experiment and numerical simulation are carried out to comparatively analyze the sealing performance of the two kinds of rubber gaskets. Besides, the failure mode of the profiled rubber gasket in the sealing structure is researched. Neoprene is chosen as the gasket material because of its good oil and abrasion resistance. The rubber density is 1:23 103 kg=m3 . Experiment apparatus is shown in Supplementary Figure 1, which is composed of a pressurization unit, a seal joint and a data acquisition unit. The rubber gasket in the lower end is precompressed. Liquid medium is delivered into the tube until it flows over from the upper end in order to eliminate air. Then the two gaskets are compressed and the amount is controlled by the nut and dial. Center shaft is connected with a pump. Data acquisition is composed of a pressure sensor and a computer. Pressure is recorded 2.5 times per second to measure internal pressure change. Structure of the seal joint and dimensions of every component are respectively shown in Figure 2 and Tables 1 and 2. Before pressurizing, the two rubber gaskets are pre-compressed by metal compression rings. Then the rubber will be further compressed with the increment of internal liquid pressure. Experiment result Supplementary Figure 2 shows the speed of medium pressure variation with standard rubber gaskets. It indicates that the sealing structure does not keep Song et al. 3 Table 1. Dimensions of each metal component (mm). Ri Rc Rm1 Rm2 Rt Rb 5.00 11.82 5.50 11.81 12.17 12.00 Table 2. Dimensions of the column rubber gasket (mm). Standard gasket Ri Rb H0 1 2 3 5.00 5.00 5.00 12.00 12.00 12.00 6.00 8.00 10.00 reliable performance when the medium pressure increases up to more than 30MPa. Figure 3. Structure and dimension illustration of the profiled rubber gasket. Profiled rubber gaskets Table 3. Dimension of the profiled gasket (mm). Structure introduction Profiled gasket Ri Rim Rib a b H0 In order to improve the sealing performance of the radial contact seal structure, the profiled rubber gasket shown in Figure 3 is put forward, where Ri , Rim , and Rib are respectively the inner radius, minimum outer radius and maximum outer radius of the profiled rubber gaskets, both a and b are the dimensions of the chamfering. The shape is designed to be curved to reduce the influence of friction and make the deformation under compression load more uniform. Chamfering can prevent the part at the edge of the gasket to be squeezed into the gap between the metal compressive ring and the tube inner wall. Furthermore, the outside profile can avoid abraded by the tube ends during installation. 1 2 3 5.00 5.00 5.00 11.00 11.00 11.00 12.00 12.00 12.00 2.00 2.00 2.00 1.50 1.50 1.50 6.00 8.00 10.00 Result of sealing performance test Tightness experiment introduced in section 2 is used to test sealing performance of the profiled rubber gasket. Gasket dimensions are shown in Table 3. Internal pressure variation with profiled rubber gaskets is shown in Supplementary Figure 3. It shows that the decline speed of the sealing performance with the profiled gasket is slow. Besides, there is no abrasion or damage after removing the load. Thus, the profiled rubber gasket can be used repeatedly. Numerical simulation. Simulation model Numerical simulation is applied to obtain the contact pressure distribution between the tube wall and the outer surface of the gasket in order to analyze the sealing performance of the gasket. Since it’s difficult to convergence for the static analysis because of the extremely mesh distortion in the FEA process, quasistatic analysis method is used in ABAQUS/Explicit module. Three-dimensional axial symmetry model (one quarter) shown in Supplementary Figure 4 is established. Since the failure of the improved gasket is instantaneous and the plastic deformation of the rubber gasket before failure is negligible, rubber material can be set as hyper-elastic body. Thus, Mooney-Revlin constitutive model is used to describe mechanical property of the rubber. The function is expressed as W ¼ C1 ðI1 3Þ þ C2 ðI2 3Þ; C1 ¼ 0:096; C2 ¼ 1:873 where C1 and C2 are coefficients, I1 and I2 are tensor invariants. The rubber gasket cell type is C3D8R. Metal compression ring, center shaft and tube wall are set as discrete rigid body, since their deformation is much smaller than the rubber gasket. Besides, mesh independence has been verified. Contact type is set as hard general contact. Penalty method is used as contact algorithms. Coulomb friction (the friction factor is 0.21) is applied between the contact faces, in order to obtain the convergence calculation and enhance the speed of convergence. Each symmetry border of the rubber gasket is restricted by the displacement along the normal direction and the rotation around the other two directions. The six freedom degrees of center shaft and tube wall are fully constrained. Axial displacement is applied to the metal compression ring to compress the rubber gasket. Two load steps are set up: Firstly, axial displacement is applied to the metal 4 compression ring to compress the rubber gasket to form the initial sealing condition. Secondly, the medium pressure is applied to the section of gaskets surface contacting with the liquid medium to simulate the self-seal process. Besides, in order to eliminate the effect of damping load and acceleration, the quality of the rigid body must be much greater than rubber gasket, and all the load speed should be set as a small constant. Proc IMechE Part E: J Process Mechanical Engineering 0(0) Table 4. Pre-compressive load comparison of gaskets/KN. Standard gasket Improved gasket 1 Pre-compressive 5.61 load 2 3 1 2 3 6.07 6.24 3.82 2.63 2.65 Simulation result and discussion Since the standard gasket is not suitable for the condition where the medium pressure is more than 30MPa, the contact pressure distribution when the medium pressure is at 32.5MPa is shown in Supplementary Figure 5. It shows that the level of the contact pressure distribution of the profiled gasket is higher than that of the standard rubber gasket. For the profiled gasket, since the distribution level of PRi is higher than that of PRt , the medium mainly leakage along the outer surface of the gasket. The contact pressure distribution of the standard gasket under different medium pressure(Pin ) is shown in Supplementary Figure 6. The increment of the contact pressure is limited as the medium pressure increases. Thus the seal structure with the standard rubber gasket cannot keep reliable sealing performance when the medium pressure is at more than 30MPa. The contact pressure distribution of the profiled gasket under different medium pressure(Pin ) is shown in Supplementary Figure 7. The whole level of the contact pressure still increases when the medium pressure is at more than 30MPa. Therefore, the seal structure with the profiled rubber gasket can keep a good sealing performance. The pre-compressive load of the profiled gasket is lower than that of the standard gasket, which is calculated from the simulation result, as it is shown in Table 4. In conclusion, the radial contact sealing structure with the profile rubber gasket can keep a better performance in the hydroforming of thinwalled tube. Failure analysis of the profiled gasket. Failure mode analysis When the pressure increases up to a certain value, the profiled gasket is damaged and the medium flows out of the seal structure. The damaged profiled rubber gasket is shown in Supplementary Figure 8. In order to keep the safety of the sealing structure, the failure reason should be studied. Force condition of the rubber gasket is shown in Figure 4 with ideal installation where the axis of both metal compression ring and center shaft coincides. Figure 4. The force condition of the deformed profiled rubber gasket with ideal installation. Figure 5. The force condition of the profiled rubber gasket with the maximum installing deviation. Ff is the friction force between the rubber gasket and the tube wall. Pin is the internal pressure. Both of the two force are exerted on the segment of the gasket between the metal compression ring and the tube wall. Thus, equation (3) is expressed as Pin p R2t R2m2 ¼ Ff (3) Song et al. 5 Table 5. Failure pressure with different dimension component size. Type Profiled gasket Hp / mm Rm2 / mm Rm1 / mm DRm / mm Pmax / MPa Pmin / MPa Pl / MPa 1 2 3 4 5 6 7 8 1 1 1 1 2 2 2 2 2.50 2.50 2.00 1.25 3.00 3.00 2.00 1.50 11.81 11.81 11.81 11.81 11.81 11.81 11.81 11.81 5.50 5.20 5.20 5.20 5.50 5.50 5.50 5.50 0.72 0.56 0.56 0.56 0.72 0.72 0.72 0.72 54.76 61.66 47.83 46.25 89.36 90.04 81.08 72.32 27.38 39.64 30.75 28.13 44.68 45.02 40.54 36.16 33.25 43.19 33.54 31.86 50.62 49.74 42.61 38.70 Ff is expressed as Experiment and calculation results Z Ff 2fpRt PRt dl (4) where l and f are the contact pressure, contact length and friction coefficient between tube wall and the rubber gasket, respectively. Based on the equations (3) and (4) equation (5) is expressed as Pin Pmax ¼ R f PRt dl Rt Rm2 (5) However, there is always an installation deviation in the experiment. Therefore, it is very difficult to achieve the ideal installation shown in Figure 5. The “worst” condition is shown in Figure 13. Thus, equation (6) is written as Pmin R f PRt dl ¼ DRm DRm ¼ Rt Rm2 þ Ri Rm1 (6) (7) where DRm is the largest value of the maximum gap between the tube wall and the metal compression ring. When the internal pressure (Pin ) increases up to more than the failure internal pressure (Pl ), the friction force (Ff ) cannot balance the internal pressure. Therefore, the segment of the gasket where DR is maximum is cut from the whole by metal compression ring because of the shear force. Failure internal pressure ðPl Þ is expressed as R f PRt dl Pl ¼ DR (8) Rt Rm2 DR DRm (9) The experiment introduced in section 2 is operated to obtain the failure pressure ðPl Þ with different precompressive height, gasket dimension, and metal compressive rings dimension. The corresponding contact pressure distribution under the failure pressure is shown in Supplementary Figure 9. It indicates that the failure mode analysis of the profiled gasket is validity, because all the values of Pl in the Table 5 meet the equation (10). Thus, the metal compression ring should have enough accuracy in dimension. Conclusions A kind of profiled rubber gasket is proposed. Experiments and numerical simulation are carried out to analyze its sealing performance and failure mode in the radial contact seal structure. Several equations are presented to help analyze the failure reason. Conclusions are as follows: 1. The profiled rubber gasket is more suitable than the standard rubber gasket as the sealing element of radial contact seal structure which is used in the hydroforming of thin-walled tubes. 2. Failure reason of the profiled rubber gasket is that the friction force between the gasket external face and tube wall cannot balance the tube internal pressure in the axial direction. Thus, metal compressive ring dimension should have enough precision. Declaration of conflicting interests The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article. Funding where DR is the maximum gap between the tube wall and the metal compression ring in one experiment. Thus, equation (10) is shown as Pmin Pl Pmax (10) The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project is supported by National Natural Science Foundation of China (Grant No. 51775187). 6 ORCID iDs Xinyi Song https://orcid.org/0000-0002-5163-1262 Song Huang https://orcid.org/0000-0001-6389-3131 Hu Hui https://orcid.org/0000-0002-9342-4069 References 1. Bortot P, Cerett E, Giardini C. The determination of flow stress of tubular material for hydroforming applications. J Mater Process Technol 2008;203:381–388. 2. Spence MA and Roscoe CV. Bi-metal, CRA-lined pipe employed for North Sea field development. Oil Gas J 1999;97:80. 3. Wang XS. The manufacture device of hydraulic expansion and mechanics analyses of hydraulic expansion and application for clad pipe—the technique of hydraulic expansion forming for thin-wall stainless steel welded liner clad pipe. PhD Thesis, East China University of Science and Technology, Shanghai, 2001. 4. Sokolowski T, Gerke K and Ahmetoglu M. Evaluation of tube formability and material characteristics: hydraulic bulge testing of tubes. J Mater Process Technol 2000;90:34–40. 5. Guo C and Yang LF. Simple tooling with internal pressure source to evaluate the tube hydro-bulging formability. Chin J Mech Eng 2005;41:180–184. 6. Koc M, Aue-u-lan Y and Altan T. On the characteristics of tubular materials for hydroformingexperimentation and analysis. Int J Mach Tools Manuf 2001;41:761–772. 7. Guo BZ, Song BF and Sun FG. Finite analysis of Oseal rings. Chin Hydraul Pneumat 2009;1:31–34. Proc IMechE Part E: J Process Mechanical Engineering 0(0) 8. Wang CH and He KK. Nonlinear finite element analysis of rubber O-sealing ring. Aerospace Manuf Technol 2016;2:4–8. 9. Chen SH, Jiang GZ and Li GF. Nonlinear analysis of rotary sealing performance of rubber O-ring. Appl Mech Mater 2014;470:371–375. 10. Hao JW and Li PN. The effect of friction on the rubber expanded-tube-to-tube sheet joints and investigation of reducing friction. Chin J Pressure Vessel Technol 2001;2:7–10. 11. Bazergui A and Payne JR. Progress in gasket testing— milestone results. J Pressure Vessel Technol 1984;106:93–103. 12. Feng X, Gu BQ and Liu R. Finite element analysis for the metallic gasket effective width. Chin J Fluid Mach 2008:232: 45–48. 13. Sawa T, Kurosawa R and Maezaki W. Stress analysis and sealing performance evaluation in rectangular boxshape bolted flange connection with gasket subjected to internal pressure. J Pressure Vessel Technol 2001;133:021201. 14. Bouzid AH, Derenne M and EI-Rich M. Effect of flange rotation on the leakage behavior of bolted flanged joints: part 1. Weld Res Council Bull 2004;496:1–23. 15. Feng X. The research on the sealing model of metal gaskets. PhD Thesis, Nanjing Tech University, Nanjing, 2006. 16. Hao JW. Mechanical analysis of uniform-pressure tubeexpanding and investigation of rubber tube-expanding key technology. PhD Thesis, East China University of Science and Technology, Shanghai, 2002.