Ammonia Aeration Control: Feedforward & Feedback Strategies
advertisement

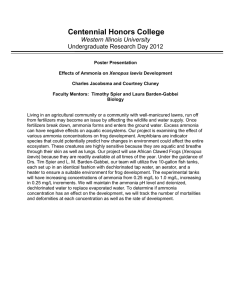
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/260715946 Ammonia-Based Feedforward and Feedback Aeration Control in Activated Sludge Processes Article in Water Environment Research · March 2014 DOI: 10.2175/106143013X13596524516987 · Source: PubMed CITATIONS READS 57 2,748 4 authors, including: Leiv Rieger inCTRL Solutions Inc. Peter Dold 119 PUBLICATIONS 3,239 CITATIONS 132 PUBLICATIONS 2,508 CITATIONS SEE PROFILE SEE PROFILE Some of the authors of this publication are also working on these related projects: HSG Simulation View project Mainstream Partial Nitritation Anammox View project All content following this page was uploaded by Leiv Rieger on 08 January 2014. The user has requested enhancement of the downloaded file. Ammonia-Based Feedforward and Feedback Aeration Control in Activated Sludge Processes Leiv Rieger1*, Richard M. Jones1, Peter L. Dold1, Charles B. Bott2 ABSTRACT: Aeration control at wastewater treatment plants based on ammonia as the controlled variable is applied for one of two reasons: (1) to reduce aeration costs, or (2) to reduce peaks in effluent ammonia. Aeration limitation has proven to result in significant energy savings, may reduce external carbon addition, and can improve denitrification and biological phosphorus (bio-P) performance. Ammonia control for limiting aeration has been based mainly on feedback control to constrain complete nitrification by maintaining approximately one to two milligrams of nitrogen per liter of ammonia in the effluent. Increased attention has been given to feedforward ammonia control, where aeration control is based on monitoring influent ammonia load. Typically, the intent is to anticipate the impact of sudden load changes, and thereby reduce effluent ammonia peaks. This paper evaluates the fundamentals of ammonia control with a primary focus on feedforward control concepts. A case study discussion is presented that reviews different ammonia-based control approaches. In most instances, feedback control meets the objectives for both aeration limitation and containment of effluent ammonia peaks. Feedforward control, applied specifically for switching aeration on or off in swing zones, can be beneficial when the plant encounters particularly unusual influent disturbances. Water Environ. Res., 86, 63 (2014). KEYWORDS: aeration control, ammonia-based control, feedforward control, feedback control, energy savings, wastewater treatment. doi:10.2175/106143013X13596524516987 Introduction Ammonia-based aeration control of the activated sludge process can lead to significant aeration energy savings, and potential performance improvements for nitrogen and biological phosphorus (bio-P) removal plants. Several studies report that ammonia control leads to energy savings in the range of 15 to 25%, and to significant increases in nitrogen removal. Table 1 lists data from selected ammonia control case studies. An extensive list is provided in a recent review of aeration control at water resource recovery facilities (WRRFs) (Åmand et al., 2013). Recently, ammonia feedforward control has received much attention for optimal aeration of activated sludge systems (e.g., Vrečko et al., 2011; Sunner et al., 2009; Liu et al., 2005; Walz et al., 2009; Yong et al., 2005; Shen et al., 2011). This paper aims to clarify some of the misconceptions about this control concept. The first step is to separate (1) the advantages and disadvantages of ammonia control from (2) how to best implement ammonia 1 * EnviroSim Associates Ltd., McMaster Innovation Park, 175 Longwood Rd S, Suite 114A, Hamilton, Ontario, L8P 0A1, Canada; e-mail: rieger@inCTRL.ca. 2 Hampton Roads Sanitation District, Virginia Beach, Virginia. January 2014 control; that is, a discussion of feedforward versus feedback control concepts. The paper begins with an overview of the underlying reasons for applying ammonia control including consideration of the nitrification process and aeration requirements, and potential causes of ammonia peaks. This is followed by a general discussion regarding the goals of feedforward control and the inherent dangers. A section on ammonia feedforward control examines the advantages and disadvantages of this control concept, and includes an overview of ammonia feedforward controller types. Situations are identified that reveal when feedforward control is beneficial, and when it is not beneficial. A case study of the Hampton Roads Sanitation District’s Nansemond WRRF is presented to illustrate the impact of different ammonia-based control strategies, including feedback and feedforward concepts. Nitrification and Effluent Ammonia. Nitrification is implemented in many activated sludge plants to maintain an effluent ammonia concentration lower than a permit level (e.g., 3 mgN/ L), and often as a precursor to denitrification where there is an effluent total nitrogen limit. Effluent limits are typically applied because residual ammonia may cause a critical oxygen deficit in the receiving water, potentially resulting in harm to the environment. Additionally, at high pH levels and high temperatures, the ammonium/ammonia equilibrium favors a greater free ammonia concentration, which may be toxic for aquatic and marine biota. Conversion of ammonia to nitrate by a nitrifying biomass requires sufficient dissolved oxygen, ammonia as substrate, a number of nutrients, and a sufficiently long aerobic sludge retention time (SRT) to avoid washout of nitrifiers. Nitrification is a two-step process: (1) ammonia oxidizing bacteria (AOB) convert ammonia to nitrite, and (2) nitrite oxidizing bacteria (NOB) oxidize nitrite to nitrate. In most nitrification plants, an objective is to maintain dissolved oxygen at approximately 2 mg/L, typically resulting in complete nitrification with low residual effluent ammonia which is often substantially lower than the permit level. In many instances (higher temperatures and long SRT), the effluent ammonia may be in the range of 0.1 to 0.2 mgN/L over a one day period. However, nitrifying plants are typically based on plug flow designs; more often than not, the effluent shows some breakthrough of ammonia at the high influent load time of day, even if dissolved oxygen levels are maintained at roughly 2 mg/L. Figure 1 shows a typical ammonia profile over 48 hours at the aeration tank outlet and in the secondary effluent from a fully nitrifying plant. Effluent ammonia spikes may be critical for plants with ‘‘never-to-exceed’’ permit limits. The peak in 63 Rieger et al. Table 1—Selected ammonia-control case studies. Reduction in air flow requirements1 (%) 30 16 515 19 2 1520 20 15 20 17 1 2 Increase in total nitrogen removal (%) Decrease in external carbon (%) 50 30–50 100 36 (2 mgN/L in effluent) 50 40 40 Reference Nielsen and Önnerth, 1995 Husmann et al., 1998 Ingildsen et al., 2002 Liu et al., 2005 Ayesa et al., 2006 Sunner et al., 2009 Walz et al., 2009 Rieger et al., 2012a Rieger et al., 2012a The reference for all case studies is dissolved oxygen control. In addition, internal recycle control has been introduced. effluent ammonia is an expected kinetic-stoichiometric consequence. It is important to recognize that the mass of nitrifiers in the system is set by the average ammonia load (i.e., the mass of ammonia converted to nitrate) and the SRT. The nitrifier mass changes slowly from day to day. Under the diurnal flow and load patterns, the ammonia loading rate may fluctuate substantially during the day; however, the nitrifier mass is essentially constant. Although the mass of nitrifying organisms may remove ammonia at the maximum rate during the high load time of day, frequently not all of the ammonia load will be nitrified resulting in the breakthrough of ammonia in the effluent. This is a kinetic limitation and the situation is exacerbated if one, or both, of the following conditions are true: (1) the plant receives shock ammonia loads, (2) the aeration system cannot maintain sufficient dissolved oxygen levels in all parts of the aerated zones. Methods for reducing the breakthrough include increasing overall SRT, equalizing the load, utilizing sludge storage (Yuan et al., 2000), or augmentation concepts (e.g., Salem et al., 2002; Krhutkovaı̀ et al., 2006). Raising dissolved oxygen higher than 1.5 to 2 mg/L will likely have no impact. When dissolved oxygen exceeds approximately 1.5 mg/L, the nitrification rate is essentially no longer limited by dissolved oxygen (Figure 2). Reducing the wastage rate to increase SRT will result in a slow change in nitrifier mass over a period of days and weeks, and the impact on nitrification will be slow. Aside from equalizing the load, the only option for an immediate improvement in nitrification to reduce the effluent peak is to increase the aerated SRT (e.g., switch on aeration in swing zones at appropriate times). A first step in evaluating ammonia control for reducing effluent peaks should be to determine the causes and extent of input ammonia peaks. A detailed analysis is given in Gujer and Erni (1978). Frequently, ammonia peaks have operational causes (e.g., non-optimal reject water dosage or other internal recycles). These operation-induced problems might be addressed more easily than utilization of a complex control system. Typically, ammonia peaks are more probable in small catchments; however, payback of additional instrumentation may not be justified (Devisscher et al., 2006). Large plants typically have large catchments and more attenuated flows and loads (Gujer and Erni, 1978). Table 2 lists several potential causes of ammonia peaks. Several factors impact aeration requirements other than the nitrification oxygen demand for autotrophic organisms that convert ammonia to nitrate. The primary factors are: oxygen demand from heterotrophic organisms for removal of organic matter (carbonaceous oxygen demand); a reduction in oxygen demand as a result of organic matter that is oxidized using nitrite or nitrate in place of oxygen as an electron acceptor under anoxic conditions (i.e., an ‘‘oxygen credit’’); the load of reduced inorganic matter (e.g., sulfide or ferrous iron) which, in most cases, should be insignificant compared with carbonaceous and nitrification oxygen requirements; aeration to raise low dissolved oxygen streams to the dissolved oxygen concentration in aerated reactors; oxygen transfer efficiency (the amount of oxygen in the diffused air that is transferred to the liquid to satisfy the oxygen demand); and air flow requirements for mixing. (This should not be ignored because it often limits the turn-down capacity for the entire aeration system, and constrains the potential for aeration reduction and cost savings.) Ammonia-Based Aeration Control. Aeration control based on ammonia measurement is essentially applied for one of two reasons: (1) to limit aeration (aeration is limited to allow an elevated effluent ammonia concentration close to the permit Figure 1—Ammonia concentration at aeration tank outlet and in secondary effluent. 64 Water Environment Research, Volume 86, Number 1 Rieger et al. Table 2—Potential causes of ammonia peaks and ways to deal with them. Cause of peak Ammonia-rich reject water or other recycle dosage. Septage dosage. Storm event pushing ammonia-rich content of primaries (or sewer) through plant. Industrial discharge. Figure 2—Monod term for dissolved oxygen (DO) dependency of nitrification at half-saturation constant of 0.5 mg/L. limit [i.e., to prevent complete nitrification]; the potential benefits include energy savings, increased denitrification, and in some cases, improved bio-P performance.), or (2) to reduce effluent ammonia peaks (aeration is manipulated to reduce the extent of effluent ammonia peaks). Ammonia-based aeration control for both objectives can be implemented using either feedback or feedforward control. This section provides background for the two cases, and details of the control structures are discussed later. Case of Limiting Aeration. The first case limits aeration to prevent complete nitrification, and maintain effluent ammonia concentration at a setpoint of typically 1 to 2 mgN/L. (The exact setpoint will depend on factors such as whether the effluent permit is based on a grab sample or a flow-weighted average value.) The intent of this control approach is to elevate ammonia levels by a small amount while still maintaining the effluent ammonia permit. Figure 1 shows that for much of the day, the effluent ammonia concentration is very low (less than 0.1 mg/L), probably much lower than the effluent permit level. In this situation, ammonia-based aeration control can be applied to cut back aeration over much of the day, thereby lowering dissolved oxygen and limiting nitrification. As compared to complete nitrification, the reduced aeration will result in energy savings. The low dissolved oxygen should lead to increased denitrification, and in some cases, better bio-P performance. Over-aeration at the peak load period during the day is a potential issue with ammonia control on its own. Effluent ammonia may increase above the setpoint over the high load time of day (a peak in effluent ammonia occurs for the reasons previously outlined). The response of the ammonia controller Internal/external cause Potential solutions Internal Equalize reject water. Internal External Equalize. Storm tanks to reduce hydraulic overload; bypass parts of plant. External Source control, equalize, pre-treatment on site. would be to increase aeration. However, in this situation nitrification performance is limited by the nitrifier mass; increasing dissolved oxygen above 1.5 mg/L will have no impact. For this reason, ammonia controllers typically should be used in conjunction with dissolved oxygen limits to prevent overaeration at high ammonia concentrations. The ammonia controller can resume control authority when the peak has passed. One of two approaches is typically used for implementing limited aeration ammonia-based control (Åmand et al., 2013): (1) a cascade controller is used where the ammonia controller determines and changes the dissolved oxygen setpoint for a controller adjusting air flow; or (2) a control concept is used where the ammonia controller manipulates the air flow directly. The first approach is generally preferred because the slower ammonia control loop manipulates the setpoint of the faster dissolved oxygen control loop. This simplifies control system tuning. In addition, with this approach the ammonia part can be switched off (or even fail); the dissolved oxygen controller will then serve as a stand-alone fall-back strategy. Because the dissolved oxygen controller is active at all times, adequate process control should be achieved, even if the system reverts to a fall-back situation. Establishing a fall-back strategy with direct ammonia control of air flow is more difficult. In the second approach of direct ammonia control, a dissolved oxygen sensor should still be installed to limit the air flow when the dissolved oxygen is above a defined concentration (e.g., 2 mg/L). This will prevent over-aeration at high ammonia load. Therefore, both control concepts require monitoring of ammonia and dissolved oxygen to avoid a difference in sensor costs. Figure 3—Schematic representation of feedback controller. January 2014 65 Rieger et al. Figure 4—Schematic representation of feedforward controller. When implementing direct ammonia control, special care should be taken when tuning the control loops, because changes in dissolved oxygen concentration occur much faster than changes in ammonia concentration. Because ammonia is the driving control loop and dissolved oxygen is used only as a constraint, the control system may become unstable when the dissolved oxygen constraint applies, unless the controllers are carefully tuned. An advantage of direct ammonia control is that fewer air flow changes may be necessary because of the slower concentration changes of ammonia as compared with dissolved oxygen. This will be favorable for the blower and associated aeration control equipment. Ammonia control for limiting aeration may impact a number of factors in plant performance: 66 For typical municipal nitrifying plants, ammonia control reduces aeration, although should have no impact on biochemical oxygen demand removal. The carbonaceous oxygen requirements will be satisfied if complete (or near complete) nitrification is achieved. A further quoted advantage of ammonia control is that plant performance becomes more stable. In plug flow nitrifying plants, there is often a sudden drop in oxygen demand at the point in the bioreactor where ammonia removal by nitrification is complete. The position of this point moves over the day, depending on the influent loading rate and temperature variations, making aeration control more difficult. Despite multiple dissolved oxygen control loops, it is difficult to account for this step change in oxygen demand. Depending on the location of the dissolved oxygen probes, this may lead to over-aeration of the downstream sections of the aerated bioreactors, even if diffuser tapering partly accounts for the oxygen demand profile. When using ammonia control, nitrification is never complete, and therefore, this problem is avoided. Increased denitrification occurs through simultaneous nitrification and denitrification at low dissolved oxygen concentrations (Münch et al., 1996; Jimenez et al., 2010); conventional denitrification occurs if aeration is switched off completely. It has been suggested that benefits may be gained from a denitrification shortcut where nitrite generated by AOB is reduced directly to nitrogen gas (also called ‘‘nitrite shunt’’) (Marcelino et al., 2011). This would lead to significant savings in aeration energy as compared to nitrifying all the way to nitrate, and reduced carbon needs for denitrification. However, elevated nitrite levels may lead to increased nitrous oxide emissions (Houweling et al., 2011; Kitamura et al., 2012). A recent study has demonstrated control of nitrous oxide emissions in a system using the nitrite shunt (Lemaire et al., 2011). Sustained low dissolved oxygen levels may cause accumulation of nitrite, thereby adversely impacting effluent disinfection, possibly reducing phosphorus uptake by phosphate-accumulating organisms, or even triggering sludge bulking and foaming issues. However, in contrast to studies with constant low dissolved oxygen (e.g. Martins et al., 2004), there is little evidence from ammonia-based aeration control studies to suggest that these are significant issues (Ingildsen et al., 2002; Rieger et al., 2012a). Case of Reducing Effluent Ammonia Peaks. The second case for ammonia-based aeration control is the perception that it offers a means to reduce the extent of effluent ammonia peaks. However, as previously noted, increasing the bioreactor dissolved oxygen above approximately 1.5 mg/L during a peak may have little effect because the nitrification rate is kinetically limited by the nitrifier mass. Essentially, it is a misconception that the aeration rate can be adjusted to reduce peaks in effluent ammonia. However, in certain cases, increasing dissolved oxygen may improve nitrification performance. For example, in systems with poor diffuser tapering, increasing aeration may raise dissolved oxygen in parts of the bioreactor where dissolved oxygen was limiting nitrification. However, this will cause over-aeration in other parts of the bioreactor. Nevertheless, it should be conceded that a special case exists when ammonia-based control is applied to maintain an elevated effluent ammonia concentration of approximately 1 to 3 mg/L. Figure 1 illustrates the effluent ammonia response (the ammonia peaks at 2 mg/L at the high load time). If aeration was limited to maintain ammonia at 2 mg/L between 12:00 a.m. and 12:00 p.m. rather than nitrifying completely, the maximum ammonia concentration at the peak would probably be in the range of 2 to 4 mg/L, and likely closer to 2 rather than 4 mg/L. This will depend on many factors such as the form of the influent loading pattern and the degree of plug flow in the aeration tanks. Additionally, when ammonia begins to increase, the controller will raise dissolved oxygen toward the upper limit, which will reduce the peak. For this ammonia control situation, and any high load condition, raising the bioreactor dissolved oxygen prior to the peak load and decreasing the ammonia concentration will provide a degree of buffer before the peak occurs. However, the extent of the buffering action depends on many factors and can only be evaluated through dynamic simulation. Essentially, the only strategy for significantly reducing effluent ammonia peaks without adding additional reactor volume (for sludge storage strategies see Yuan et al., 1998, 2000; for Water Environment Research, Volume 86, Number 1 Rieger et al. Figure 5—Planning, implementation, and operation phases of advanced aeration control systems. augmentation strategies see Salem et al., 2002 and Krhutkovaı̀ et al., 2006) is to increase the aerated sludge mass in systems that include swing zones. An ammonia controller can be used to switch aeration on or off in the swing zone. This approach will have an immediate impact on nitrification performance by increasing the aerated fraction of the nitrifier mass. (A special case applies to oxidation ditches, where aerobic and anoxic zones are not clearly defined, and changes in aeration intensity will have an impact on the size of aerated zones.) As noted, ammonia-based aeration control for either of the two objectives (limiting aeration or reducing ammonia peaks) can be implemented using either feedback or feedforward control, or a combination of both. In each case the goal is the same, which is to maintain a desired (setpoint/reference) ammonia concentration. The following section presents the principles of feedback and feedforward control, followed by a critical discussion about the application of ammonia-based feedforward concepts for aeration control. Feedback versus Feedforward Control. Feedback control involves a measured process variable (controlled variable) that is input to the controller (e.g., bioreactor dissolved oxygen concentration). Control action is based on the difference (error) between the measured value and the desired value (setpoint/ reference). The objective is to reduce the error by the control action (e.g., by adjusting the air flow). Figure 3 shows a schematic of a feedback control loop. January 2014 A feedforward controller measures a process disturbance (e.g., influent ammonia load) and uses a model to predict the behavior of the controlled system. The predictions are then used to calculate the control action to be taken (e.g., changing air flow or a dissolved oxygen setpoint). Again, the objective is to maintain the controlled variable at the setpoint/reference value; however, the controlled variable is not measured. Figure 4 shows a schematic representation of a feedforward controller. Control Structure Selection. Typically, a feedback control structure is preferable over a feedforward structure, because feedback control is based on the measured output of the process and does not require a model of the controlled system. A feedforward controller requires a model of the controlled system (Figure 4); therefore, it requires knowing the impact of potential disturbances and many other factors (e.g., ongoing bio-chemical and physico-chemical processes, physical dimensions, operational settings and hydraulics, and impacts of disturbances such as influent load and temperature). A possible criticism of feedback control is that an error must exist before a control action can be taken. In systems with short retention times, it may be too late to accommodate sudden disturbances because of long sensor or actuator response times, or slow reactions to control actions. A common argument for feedforward control is that potential disturbances are addressed before they actually disturb the plant. For example, if a peak is monitored upstream of the process unit, 67 Rieger et al. Figure 6—Model configuration of the Nansemond water resource recovery facility. adequate actions are potentially triggered to prepare the plant for the increased load (or flow). The intent of the feedforward controller is to use a time advantage to react more quickly to an influent disturbance which may otherwise exceed the capacity of the plant, resulting in an exceedance of effluent ammonia. The success of a feedforward controller is therefore measured in terms of its ability to accommodate disturbances and reduce impacts on effluent quality. In wastewater treatment, feedforward concepts are successfully applied in cases where a fast reaction to disturbances is required, and where the impact of the control action is simple to predict. Examples are flow control, dosage of precipitants for chemical phosphorus removal, or addition of external carbon based on an upstream signal. In such cases, using feedback concepts may lead to violation of effluent permits or oscillating controlled variables, because the measured signal is too late to compensate for the disturbances. Inherent Dangers of Feedforward Control. Feedforward control requires a potentially simple model to predict response in the downstream controlled system. A perfect feedforward controller requires a perfect model, because there is no information available to the controller regarding how the system responds to controller actions and disturbances, such as changing loadings, temperature, and SRT. Therefore, most feedforward controllers use a downstream signal to either adjust the model or trim the control action by feedback control, thereby accounting for deficiencies in the model. (Limits are also typically imposed on the control action; for example, a maximum dissolved oxygen concentration to avoid the over-aeration issue.) When applying feedforward control, special attention should be given to the inherent risk of prediction model failure and the potential violation of effluent limits. Disadvantages of Feedforward Controllers. A very simple model needs less input data but will have limited capability to predict how the process reacts to disturbances and controller actions. Although a complex model may be more accurate in its predictions, it will require several sensors as inputs. Therefore, as compared to feedback control, in most cases feedforward control concepts (1) need more sensors, (2) are more complex, (3) need increased maintenance/controller tuning, and (4) place an additional burden on operators. Selection Criteria. The preferred control structure depends on many factors including the influent load and temperature variations, the specific plant configuration, the response time of sensors, actuators and equipment such as blowers, and the 68 effluent permit (limits and averaging time). When testing control strategies, one criterion is the ‘‘control authority’’ (Olsson and Newell, 1999), which is the ability of the controllers to maintain a given setpoint or track a trajectory of setpoints over a range of conditions (both increasing and decreasing disturbances). Regarding feedback versus feedforward control, the issue is whether the feedback controller can react within a reasonable time to maintain the controlled variable within an acceptable range around the setpoint. If the downstream signal is too late, and an earlier signal would be advantageous, the measurement point can be moved upstream (e.g., from effluent to last bioreactor). Feedforward control should only be used if: (1) the process dynamics are slow relative to the frequency and amplitude of the disturbances, (2) feedforward control actions have sufficient control authority and are able to reduce the impact of a disturbance, (3) the controlled system with potential disturbances can be described in a model with sufficient accuracy, and (4) the disturbances can be measured or reliably estimated on-line. Ammonia-Based Feedforward Control. This section focuses on a feedforward control structure for the two cases of aeration control (limiting aeration and reducing effluent ammonia peaks). Advantages and possible pitfalls of feedforward ammonia-based aeration control are discussed. Ammonia Feedforward Control for Limiting Aeration. The intent of a feedforward controller is to use a time advantage to react rapidly to an influent peak, which otherwise may exceed the capacity of the plant. If the control goal is to limit aeration, and thereby save energy and improve denitrification, feedforward concepts may not be the best choice for the following reasons: Effluent ammonia concentration typically changes slowly in activated sludge plants because the influent load disturbances are usually slow and disturbances are attenuated through the long retention time process. In most instances, ammonia feedback control is sufficiently fast and provides acceptable control authority to maintain an ammonia setpoint within reasonable bounds. Introducing feedforward control at these plants would not provide any additional benefits. Feedforward control should include safety factors against model prediction inaccuracies. Therefore, the potential cost savings and other benefits from ammonia control may not be fully realized. Water Environment Research, Volume 86, Number 1 Rieger et al. Table 3—Selected control strategies tested in Rieger et al. (2012b). Control strategy Strategy 1 (base case): dissolved oxygen control. Strategy 2b: NH4 feedback (FB). Strategy 4: NH4 feedforward (FF) aeration intensity plus FB. Strategy 5 (new scenario): NH4 FF aerated volume plus FB. 1 Description Existing strategy: dissolved oxygen control to fixed setpoints in three aeration zones. Ammonia feedback control (PID1) changing the dissolved oxygen setpoints between 02 mg/L. Feedforward/feedback ammonia aeration intensity control changing dissolved oxygen setpoints between 02.5 mg/L. Selection of active control loop based on loop requesting higher dissolved oxygen. Feedforward ammonia control switching swing zone aeration on/off (aerated volume control); feedback ammonia control changing dissolved oxygen setpoint between 02 mg/L. PID controller ¼ proportional-integral-derivative controller. For most plants, the lack of control authority to maintain an ammonia setpoint as a result of ammonia load variations is not caused by a delayed signal in a feedback control system; rather, it is because of the limited mass of nitrifiers in aerobic bioreactors. An early increase of aeration intensity can provide a certain buffer capacity although is not able to provide more nitrifiers. Limiting aeration (reducing the aeration intensity) has a one-sided control authority. It is effective for limiting the nitrification rate by reducing dissolved oxygen, however, it is not able to increase nitrification capacity. An early control action can be used to create a buffer for incoming ammonia load peaks, although the feedforward model must be accurate in terms of predicted nitrification capacity and in determining the point when increased aeration intensity is required. Inaccurate models may result in an unnecessary increase in energy consumption or reduced plant performance. Methods of addressing ammonia peaks are further discussed in the following section. Ammonia Feedforward Control for Reducing Ammonia Effluent Peaks. Typically, feedforward concepts are applied when effluent peaks must be reduced; in this case, effluent ammonia peaks. A first step in evaluating ammonia control strategies is to analyze whether feedforward control is necessary, or whether a simple feedback controller can maintain the ammonia concentration within an acceptable error range. This section considers different methods for implementing ammonia feedforward control, and the resulting control authority of the proposed control strategies. Essentially, there are two ways to use an ammonia measurement for feedforward control in an effort to maintain an effluent ammonia setpoint through aeration: (1) by changing the aeration intensity (e.g., varying the dissolved oxygen setpoint or direct ammonia control), or (2) by adding more aerated volume (e.g., switching on aeration in a swing zone). The first option is called ‘‘aeration intensity control’’ and the second option is called ‘‘aerated volume control’’. ‘‘Aeration intensity control’’ (first option) has both downsides and potential benefits. A major downside of ammonia feedforward aeration intensity control is often its limited control authority. This is different from controlling, for example, denitrification by adding external carbon where the denitrification is essentially directly linked to carbon addition. With ammonia aeration intensity control, increasing aeration to January 2014 account for increased loading may help, however the nitrification capacity may be limited by the concentration of nitrifiers. The potential benefit of an ammonia feedforward aeration intensity controller is mainly the ability to increase aeration sooner than a feedback controller, and therefore anticipate the impact of a sudden load disturbance. This is achieved in one of two ways: (1) by lowering the ammonia concentration in the reactor to a minimum to provide dilution for the arriving ammonia peak, or (2) by raising the air flow in anticipation of increased oxygen demand. In situations where the ammonia load is low, an ammonia dissolved oxygen controller has a direct impact on the nitrification rate (high control authority). However, the savings potential when the ammonia load is low can likely be addressed by using a feedback ammonia controller. This minimizes the risk of violating effluent ammonia permits as a result of insufficient aeration, because the target variable is measured (feedback) and not predicted (feedforward). ‘‘Aerated volume control’’ (second option) is a more advantageous control strategy. An ammonia volume controller provides a higher control authority for situations in which the incoming ammonia load is greater than the nitrification capacity of the typically aerated reactors. By switching on aeration in swing zones, this controller can increase the mass of active nitrifiers. Therefore, this controller is better suited for accommodating peak loads. An additional ammonia feedback dissolved oxygen controller will address low loading situations. This control strategy is more beneficial because the two loading situations are managed by two independent control loops with high control authority for each specific situation. Special Cases for Ammonia Feedforward Control. Feedforward ammonia control can be useful in locations (e.g., Germany) where peak effluent limits apply; that is, where plants are permitted based on grab samples with a never-to-exceed limit. Another example would be where extreme influent ammonia peaks occur. However, before setting up a controller, a first step would be to identify the cause of the peak, and attempt to reduce the peak through operational changes, equalization, or pretreatment at industrial sites. To summarize the discussion on feedforward control, special attention should be given to the control authority of a feedforward controller (see Nansemond WRRF case study below). Conventional biological nurient removal plants often have long retention times and therefore slow response times for ammonia. Feedforward control may have benefits for systems 69 Rieger et al. Figure 8—Comparison of ammonia concentrations in last aerated reactor for Strategies 2b (NH4 feedback control) and 4 (NH4 feedforward plus feedback control) at 12 8C. Figure 7—Comparison of dissolved oxygen (DO) levels for Strategies 2b (NH4 feedback control) and 4 (NH4 feedforward plus feedback control) at 12, 20, and 30 8C. with a short hydraulic retention time (e.g., membrane bioreactors). Plants with ammonia controlled swing zones have a higher control authority to address ammonia peaks. However, care should be taken when tuning the different control loops to avoid the creation of sudden jumps or drops in the ammonia concentration by the feedforward volume ammonia controller at the sensor location of the feedback control loop. These jumps or drops could lead to a delay in the detection of sudden peaks by the feedback controller, resulting in even higher ammonia effluent peaks (Brischke et al., 2010). Designing Ammonia-Based Aeration Control. Designing ammonia-based aeration control strategies is a complex task and requires involvement of various experts from different disciplines. Figure 5 shows a schematic view of the various phases for planning, implementing, and operating advanced aeration control systems. The design requires knowledge of detailed information about the treatment plant under study. A significant effort should be made to fully understand the plant, and all required details and constraints should be taken into account. Although a control strategy can be designed, implemented, and tuned without a model, the use of a dynamic simulator in the design process is strongly recommended. A dynamic plant model can combine the different fields of expertise (e.g., process, instrumentation, control, and operation), and allows off-line testing of various control strategies without the need for a timeconsuming pilot, or full-scale testing. When evaluating different ammonia control strategies, the model can provide valuable results to assess the needs for feedforward control, or determine whether feedback control would be sufficient. 70 It is essential to have a quantifiable understanding of the desired objectives for implementing advanced control. It is often helpful to begin the time-consuming process of instrument testing early in the process because the operators need time to develop confidence in the sensors; some sensors may not be the ideal choice for the location or the planned control strategy. In the design phase, regular interaction between control system designers, process engineers, plant personnel, and others involved is important for a tailored control system. A dynamic model can provide a common language in this process. Aspects which should not be underestimated are operator training, and developing an incentive system for plant personnel (Rieger and Olsson, 2012). Case Study—Nansemond WRRF. The Nansemond WRRF has undergone a major upgrade of its treatment capacity, modifying it from a three-stage VIP process (Virginia Initiative Process) to a five-stage Bardenpho process configuration to fulfill more rigorous effluent requirements. The plant is a 115 000 m3/d (114 ML/d) facility currently operating at approximately 60 000 m3/d (61 ML/d) (basis of modeling) with a relatively large geographic collection system and an industrial contribution of approximately 20 percent. An extensive simulation project has been performed to identify optimal aeration control strategies that reduce aeration energy, and optimize the dosage of external carbon (Rieger et al., 2012b). The Nansemond plant utilizes anaerobic digestion, centrate equalization, and centrate treatment by the Ostara struvite recovery process. The basis for plant modeling was anaerobic digestion and full centrate equalization. Figure 6 presents the plant model configuration that was used in the simulation project. One objective was to analyze the need for, and the potential benefits of ammonia feedforward control. Table 3 lists some of the control strategies tested. Each strategy was evaluated for temperatures of 12, 20, and 30 8C, and involved simulating plant performance subject to typical influent flow and load variations over one week. Additional information on the control scenarios can be found in Rieger et al. (2012b). Control Authority of Aeration Intensity Controller. The purpose of a feedforward control strategy with the potential to reduce effluent ammonia peaks is to increase aeration intensity by increasing dissolved oxygen setpoints when the incoming ammonia load is higher than a predicted nitrification capacity. The method used by the feedforward model to estimate the nitrification capacity is described in Rieger et al. (2012a). As shown in Figure 7, ammonia feedforward aeration intensity control (Strategy 4) was only active at very low temperatures (12 8C), although it was inactive at temperature scenarios of Water Environment Research, Volume 86, Number 1 Rieger et al. Figure 9—Artificial total Kjeldahl nitrogen (TKN) influent peak on top of normal influent pattern. 20 and 30 8C. When active, the ammonia feedforward controller had a very limited impact on effluent concentrations under normal load conditions with a peak reduction of less than 0.1 mgN/L (Figure 8). Because only minimal data on diurnal ammonia influent variations and potential peak loads were available, an artificial ammonia peak as a ‘‘worst case’’ scenario was created to analyze the feedforward controller performance (Figure 9). Figure 10 shows the results comparing the effluent concentrations for Strategies 2b (NH4 feedback) and 4 (NH4 feedforward plus feedback changing dissolved oxygen setpoint). The feedforward controller only achieved limited control authority over ammonia peak loadings; the difference between the resulting ammonia effluent concentrations was less than 0.5 mg/L. Control Authority of Aerated Volume Controller. A second feedforward control strategy with improved control authority to reduce effluent ammonia peaks is to switch on aeration in a swing zone when the incoming ammonia load is higher than a predicted nitrification capacity (i.e., aerated volume control). Details of the feedforward model are described in Rieger et al. (2012a). Switching on aeration in swing zones increases the aerated SRT, and consequently increases the mass of active nitrifiers in the system. Figure 11 shows the dissolved oxygen concentration at the end of the aeration tank for Strategies 2b and 4. The dissolved oxygen concentration in Swing zone AAA_C is shown for Strategy 5 (NH4 feedforward volume control plus NH4 feedback dissolved oxygen control). It is evident that aeration is switched on in the swing zones when the predicted nitrification capacity is below the measured incoming ammonia load. Figure 12 compares the ammonia concentrations Figure 10—Comparison of ammonia and dissolved oxygen (DO) concentrations at end of aerated zones (Aer4-7_fg) when subject to (artificial) ammonia peak for Strategies 2b (NH4 feedback control) and 4 (NH4 feedforward plus feedback control) at 12 8C. January 2014 Figure 11—Comparison of different ammonia-based control strategies at 12 8C (FB ¼ feedback; FF ¼ feedforward; DO ¼ dissolved oxygen). in the last zone of the aeration tanks; Figure 13 shows the same for the effluent. At this point, the feedforward controller has sufficient control authority to maintain the ammonia concentration below 2 mg N/L in the last aerated tank, including situations of high loading. The effluent ammonia concentrations for Strategy 5 are constant at approximately 0.4 mg N/L. Strategy 4 has minimal impact on effluent ammonia concentrations as compared to Strategy 2b, which has only a feedback controller. Figure 14 shows a comparison of energy consumption and Figure 15 shows the carbon dosage for the four control strategies. The difference in aeration costs between the two feedforward strategies is marginal. However, Strategy 5 shows a methanol demand that is approximately 510 L/d greater than for Strategy 4. This is because of the reduced pre-anoxic zone, and consequently, lesser use of influent carbon. Assuming a cost of $5.70 per liter, this results in an annual difference of $75 000. Additional information on influent loads and plant operation is provided in Rieger et al. (2012b). Conclusions Aeration control based on ammonia measurement is applied for one of two reasons: (1) Aeration control may be used to limit aeration to reduce operating costs, and potentially improve performance. The approach is used to partially limit nitrification while maintaining a target effluent ammonia concentration below the permit value. The potential benefits include energy savings, increased denitrification, reduced external carbon dosage, and improved bio-P performance. Manipulating Figure 12—Ammonia concentrations at end of aerated zones (Aer4-7_fg) for Strategies 2b, 4, and 5 at 12 8C (FB ¼ feedback; FF ¼ feedforward; DO ¼ dissolved oxygen). 71 Rieger et al. Figure 13—Ammonia in effluent for Strategies 2b, 4, and 5 at 12 8C (FB ¼ feedback; FF ¼ feedforward; DO ¼ dissolved oxygen). Figure 15—Methanol dosage for Strategies 1, 2b, 4, and 5 at 12 8C. aeration intensity has a high control authority to limit nitrification by reducing dissolved oxygen levels, although does not increase nitrification capacity when dissolved oxygen exceeds approximately 1.5 mg/L. (2) Aeration control may be used to manipulate aeration to reduce effluent ammonia peaks. Two approaches were evaluated in this study: (i) controlling aeration intensity, and (ii) adjusting aerated volume fraction. The mass of nitrifiers depends on the average ammonia load removed and the SRT, and changes slowly from day to day. At peak load times, the nitrification capacity of the system may be exceeded, resulting in an effluent ammonia breakthrough. This is a kinetic constraint and cannot be addressed by increased aeration intensity. The only option for an immediate improvement in the reduction of ammonia effluent peaks by nitrification is to increase the active nitrifier mass. This can be achieved by switching on aeration in swing zones, or dosing stored nitrifiers (Yuan et al., 2000). However, the latter would require additional reactor volume. using feedback control, suggesting that feedback control is the more suitable approach. Typically, the ammonia concentration in the effluent varies slowly; feedforward control rarely provides additional advantages. A current perception is that feedforward control is beneficial for reducing effluent ammonia peaks. This is based on the belief that feedforward control will provide an early warning of an influent load increase, and aeration intensity can then be increased to avoid an effluent peak in ammonia. However, as previously discussed, the peaks generally result from a kinetic constraint as a result of the limited nitrifier mass, and increasing dissolved oxygen in aerated zones likely will not help. Essentially, the only means for rapidly responding to influent loading peaks and reducing ammonia breakthrough is to increase the mass of active nitrifiers (e.g., by switching on aeration in swing zones or dosing stored nitrifying sludge). Switching aeration on and off in swing zones can possibly be implemented using the simpler feedback control approach, and should not be discounted. However, this may be the one situation in which feedforward control offers benefits. When feedforward control can be justified (e.g., when regular peaks occur which cannot be equalized or in the case of neverto-exceed effluent limits), the selected control strategy should be tested to assess the ability to reduce effluent ammonia peaks. Careful analysis should be applied to determine whether feedforward control offers any benefit over standard feedback control. The case study of Nansemond WRRF showed that feedforward control was only active at very low temperatures. In addition, the feedforward aeration intensity control provided minimal control authority; therefore, the additional costs would significantly reduce potential savings as compared to feedback ammonia control. Whenever process control strategies are to be implemented, dynamic simulation is an excellent tool for testing, and allows a tailored design for a specific plant. Submitted for publication December 4, 2012; accepted for publication April 15, 2013. Ammonia-based aeration control for both objectives can be implemented using either feedback or feedforward control. In general, if the same control objective can be achieved by either method, feedback control is preferred because: (1) fewer sensors are required, (2) development of a process model is unnecessary, and (3) feedback control is more robust. An ammonia feedforward control strategy requires at least two ammonia probes (one upstream and one downstream), one dissolved oxygen probe, and a flow meter. To increase accuracy of the model, additional sensors for temperature and mixed liquor suspended solids should be integrated. This results in a significant investment and increased operation and maintenance costs as compared to feedback control. The paper demonstrates that the objective of adjusting aeration intensity to limit nitrification can usually be achieved References Figure 14—Energy costs for Strategies 1, 2b, 4, and 5 at 12 8C. 72 Åmand, L.; Olsson, G.; Carlsson, B. (2013) Aeration Control—A Review. Water Sci. Technol., 67, 2374–2398. Ayesa, E.; De la Sota, A.; Grau, P.; Sagarna, J. M.; Salterain, A.; Suescun, J. (2006) Supervisory Control Strategies for the New WWTP of Galindo-Bilbao: The Long Run from the Conceptual Design to the Full-Scale Experimental Validation. Water Sci. Technol., 53 (45), 193–201. Brischke, K.; Olds, K.; Adams, D.; Hardison, J.; Rieger, L. (2010) Using Whey as a Supplemental Carbon Source Under Real Time Control Water Environment Research, Volume 86, Number 1 Rieger et al. Conditions—Or a Story of Turds and Whey. Proceedings of the 83rd Annual Water Environment Federation Technical Exposition and Conference [CD-ROM]; New Orleans, Louisiana, Oct 26; Water Environment Federation: Alexandria, Virginia. Devisscher, M.; Ciacci, G.; Fé, L.; Benedetti, L.; Bixio, D.; Thoeye, C.; De Gueldre, G.; Marsili-Libelli, S.; Vanrolleghem, P. A. (2006) Estimating Costs and Benefits of Advanced Control for Wastewater Treatment Plants—The MAgIC Methodology. Water Sci. Technol., 53 (45), 215–223. Gujer, W.; Erni, P. (1978) The Effect of Diurnal Ammonium Load Variation on the Performance of Nitrifying Activated Sludge Processes. Prog. Water Technol., 10 (56), 391–407. Houweling, D.; Wunderlin, P.; Dold, P.; Bye, C.; Joss, A.; Siegrist, H. (2011) N2O Emissions: Modeling the Effect of Process Configuration and Diurnal Loading Patterns. Water Environ. Res., 83, 2131– 2139. Husmann, M.; Orth, H.; Schlegel, S.; Teichgräber, B. (1998) Application of Process Control for Improved Nitrogen Removal. Water Sci. Technol., 38 (3), 263–269. Ingildsen, P.; Jeppsson, U.; Olsson, G. (2002) Dissolved Oxygen Controller Based on On-Line Measurements of Ammonium Combining Feed-Forward and Feedback. Water Sci. Technol., 45 (45), 453–460. Jimenez, J.; Dursun, D.; Dold, P.; Bratby, J.; Keller, J.; Parker, D. (2010) Simultaneous Nitrification-Denitrification to Meet Low Effluent Nitrogen Limits: Modeling, Performance and Reliability. Proceedings of the 83rd Annual Water Environment Federation Technical Exposition and Conference [CD-ROM]; New Orleans, Louisiana, Oct 26; Water Environment Federation: Alexandria, Virginia. Kitamura, K.; Nemoto, T.; Matsushita, S.; Uchida, M.; Yoda, Y.; Kassai, K.; Hamamoto, A.; Satoh, K. (2012) Discussion about Cause of Nitrous Oxide (N2O) Emission in Wastewater Treatment Plant, Based on Long-Term Continuous Measurement. Proceedings of the 85th Annual Water Environment Federation Technical Exposition and Conference [CD-ROM]; New Orleans, Louisiana, Sept 29Oct 3; Water Environment Federation: Alexandria, Virginia. Krhutkovaı̀, O.; Novaı̀k, L.; Pachmanovaı̀, L.; Benaı̀kovaı̀, A.; Wanner, J.; Kos, M. (2006) In Situ Bioaugmentation of Nitrification in the Regeneration Zone: Practical Application and Experiences at FullScale Plants. Water Sci. Technol., 53 (12), 39–46. Lemaire, R.; Chauzy, J.; Veuillet, F.; DiMassimo, R.; Sorensen, K.; Deleris, S. (2011) Advanced Control System to Reduce N2O Emission and Improve Performance of an SBR Treating N-Rich Effluent Via Nitrite Pathway. Proceedings of the 84th Annual Water Environment Federation Technical Exposition and Conference [CD-ROM]; Los Angeles, California, Oct 1519; Water Environment Federation: Alexandria, Virginia. Liu, W.; Lee, G. J. F.; Schloth, P. E.; Serra, M. E. (2005). Side by Side Comparison Demonstrated a 36% Increase of Nitrogen Removal and 19% Reduction of Aeration Requirements Using a Feed Forward Online Optimization System. Proceedings of the 78th Annual Water Environment Federation Technical Exposition and Conference [CD-ROM]; Washington, D.C., Oct 29Nov 2; Water Environment Federation: Alexandria, Virginia. January 2014 View publication stats Marcelino, M.; Wallaert, D.; Guisasola, A.; Baeza, J. A. (2011) A TwoSludge System for Simultaneous Biological C, N and P Removal Via the Nitrite Pathway. Water Sci. Technol., 64, 1142–1147. Martins, A. M. P.; Pagilla, K.; Heijnen, J. J.; van Loosdrecht, M. C. M. (2004) Filamentous Bulking Sludge—A Critical Review. Water Res., 38, 793–817. Münch, E. V.; Lant, P.; Keller, J. (1996) Simultaneous Nitrification and Denitrification in Bench-Scale Sequencing Batch Reactors. Water Res., 30 (2), 277–284. Nielsen, M. K.; Önnerth, T. B. (1995) Improvement of a Recirculating Plant by Introducing STAR Control. Water Sci. Technol., 31 (2), 171–180. Olsson, G.; Newell, B. (1999) Wastewater Treatment Systems: Modelling, Diagnosis and Control. IWA Publishing: London. Rieger, L.; Olsson, G. (2012) Why Many Control Systems Fail. Water Environ. Technol., 24 (6), 42–45. Rieger, L.; Takács, I.; Siegrist, H. (2012a) Improving Nutrient Removal While Reducing Energy Use at Three Swiss WWTPs Using Advanced Control. Water Environ. Res., 84 (2), 171–189. Rieger, L.; Bott, C. B.; Balzer, W. J.; Jones, R. M. (2012b) Model-Based Aeration System Design—Case Study Nansemond WWTP. Proceedings of the 85th Annual Water Environment Federation Technical Exposition and Conference [CD-ROM]; New Orleans, Louisiana, Sept 29Oct 3; Water Environment Federation: Alexandria, Virginia. Salem, S.; Berends, D.; Heijnen, J. J.; van Loosdrecht, M. C. M. (2002) Model-Based Evaluation of a New Upgrading Concept for NRemoval. Water Sci. Technol., 45 (6), 169–176. Shen, T.; Shi, H.; Shi, H.; Jing, H.; Xiong, H. (2011) Feedforward Control for Nitrogen Removal in a Pilot-Scale Anaerobic-Anoxic-Oxic Plant for Municipal Wastewater Treatment. Front. Environ. Sci. Engin. China, 5, 130–139. Sunner, N.; Haeck, M.; Thornton, A. (2009) Evaluation of a Full-Scale Activated Sludge Real Time Control System. Proceedings of the 82nd Annual Water Environment Federation Technical Exposition and Conference [CD-ROM]; Orlando, Florida, Oct 1721; Water Environment Federation: Alexandria, Virginia. Vrečko, D.; Hvala, N.; Stražar, M. (2011) The Application of Model Predictive Control of Ammonia Nitrogen in an Activated Sludge Process. Water Sci. Technol., 64, 1115–1121. Walz, T.; Coughenour, J. R.; Williams, K.; Jacobs, J.; Shone, L.; Stahl, T.; Kestel, S.; Palmer, D. (2009) Energy Savings at Phoenix 23rd Avenue Wastewater Treatment Plant Using Feed-Forward Process Control. Proceedings of the 82nd Annual Water Environment Federation Technical Exposition and Conference [CD-ROM]; Orlando, Florida, Oct 1721; Water Environment Federation: Alexandria, Virginia. Yong, M.; Yongzhen, P.; Shuying, W. (2005) Feedforward-Feedback Control of Dissolved Oxygen Concentration in a Predenitrification System. Bioprocess Biosyst. Eng., 27, 223–228. Yuan, Z.; Bogaert, H.; Vansteenkiste, G.; Verstraete, W. (1998) Sludge Storage for Countering Ammonia Shock Loads and Toxicity Incidents. Water Sci. Technol., 37 (12), 173–180. Yuan, Z.; Bogaert, H.; Leten, J.; Verstraete, W. (2000) Reducing the Size of a Nitrogen Removal Activated Sludge Plant by Shortening the Retention Time of Inert Solids Via Sludge Storage. Water Res., 34 (2), 539–549. 73