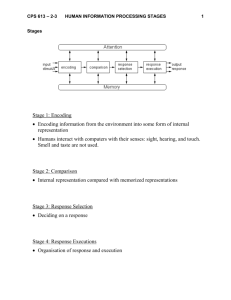
Operations Strategy and Management Learning Objectives After completing this lecture, students should be able to: • Describe the difference between strategic positioning and operational effectiveness. • Describe strategy hierarchy in an organization. • Describe the concept of strategic fit in a firm. • Describe the meaning of focused operations in a firm and plant-within-plant. • Describe how a firm can match products with processes using the product-process matrix. • Describe the concepts of competitive product space and operations frontier. • Describe important milestones in the evolution of operations management. Competitive Product Space (CPS) • Representation of a firm’s product/service portfolio • Four dimensional space – how do we compete in terms of product attributes/process competencies? – Cost, delivery response time, variety, and quality. – A product/service is a point in the product space. – Our portfolio might be a cluster of points in the product space. • How do we differentiate ourselves to create order winners? – Unique combination of the 4 dimensions among our competitors for our target markets. • Graphically impossible to display unless some dimensions are not different among competitors. – Illustrative to explain it in two dimensions. Strategy in the CPS (firms A and B) Product/Service Variety High B A Low Low High Cost Efficiency (how lean are we?) Strategic Positioning • Defines by the current position in the CPS and the intended direction of strategic movement. • Shows how a firm’s strategy is different from that of the competition. • To compete in the marketplace, a firm needs to support its strategic position better than other firms. • This is achieved by developing the right processes and operating policies – which leads to operational effectiveness. – Processes and operating policies are designed to foster positive external performance measures as compared to the competition in our CPS. Operational Effectiveness • An effective process produces outputs that meet customer needs/wants while simultaneously achieving organizational objectives. • An efficient process produces outputs without unnecessarily wasting organizational inputs and resources. • Some efficiency in all areas can be achieved through lean efforts (removal of unnecessary waste) • Can be effective, but not efficient, and vice versa • Proper order is effectiveness first, and then efficiency. • Operational effectiveness combines both concepts – Developing right processes and operating policies to support its strategic position better than industry competitors Strategy Hierarchy • Corporate Strategy – Types of business in which the firm will participate. – Honda (motorcycles, marine, automobiles, engines, etc.) – Acquisition/allocation of key resources to each business. • Business Unit Strategy – external focus – Scope of the business unit (product/market/service segments). – Acura (Honda) serves the upscale automobile market. – Strategic positioning of the business unit by selecting key product attributes (Acura = quality) • Operations Strategy (all functions) – internal focus – Designs, plans, and manages processes that produce the products with attributes defined in the business strategy – Determines needed process competencies. Strategic Fit • Key conditions for operational effectiveness is strategic fit among a firm’s strategic position, process architecture, and managerial policies. • Consistency between different levels of strategy is critical, but does not always exist. – Consistency can be lost it top managers lack knowledge about the firm’s basic business processes. – Consistency can be lost if lower level managers are unfamiliar with corporate strategy, yet are given the sole authority to make important process decisions. • Market-driven strategy – competitive priorities lead to process development (most commonly used) • Process-driven strategy – unique processes lead to new markets (developing competitive priorities) – Commonly used by innovative and/or technology firms Focused Operations • A product portfolio that has a close cluster of points in the CPS is focused (narrow product line, limited market segments). • A product portfolio that has points dispersed over a large area in the CPS lacks focus. • Focused strategy must be supported by focused processes. • Focused processes require a focused plant. • The benefit of focused operations is that it is difficult to imitate a firm’s overall strategy. • Unfocused portfolios can achieve the benefits of a focused plant/processes using the plant-within-plant (PWP) concept (separately managed miniature plants in a large plant using focused sub-strategies/processes). Plant-Within-Plant (PWP) Together? = slower, higher cost, quality issues Product Line A • Used flow shop • Higher speed • Lower cost • Highly consistent quality • No need for flexibility Product Line B • 2 job shops for machining and assembly • More flexibility • Moderate speed • Higher cost • Consistent quality Product-Process Match Process Flexibility High JOB SHOP Jumbled Flow. Process segments loosely linked. (Commercial Printer, Architecture firm) BATCH Disconnected Line Flow/Jumbled Flow but a dominant flow exists. (Heavy Equipment, Auto Repari) LINE FLOWS Connected Line Flow (assembly line) Continuous, automated, rigid line flow. Process segments tightly linked. Low (Auto Assembly, Car lubrication shop) CONTINUOUS FLOW (Oil Refinery) Low High Standardization Commodity Products High volume High Few Major Products Many Products Low Standardization One of a kind Low Volume Product Variety Operational Effectiveness & the Operations Frontier Responsiveness High A B operations frontier C Low Low Cost Efficiency High Healthcare Example and PWP Responsiveness World-class Emergency Room operations frontier One general facility World-class (non-emergency) Hospital Cost efficiency Historical Development of OM • • • • • • • • • • 1765: Factory System (Adam Smith, James Watt) 1810: American System of Mfg (Whitney’s interchangeable parts) 1890s: Bicycle boom (sheet metal stamping, electrical resistance welding) 1900s: Scientific Management >> Time & motion studies (Frederick Taylor) 1913: Mass Production (Henry Ford’s Moving Assembly Line) 1927: Flexible Mass Production (Alfred Sloan & GM) 1930s: Statistical Quality Control (Walter Shewhart at Bell Labs, Hawthorn Studies - Elton Mayo at Western Electric) 1970s: Toyota Production System (Taiichi Ohno) 1980s: Lean Ops: JIT, CAD/CAM, CIM, FMS, TQM, business reengineering 1990s and beyond: Growth of IT, ERP, Internet-based processes