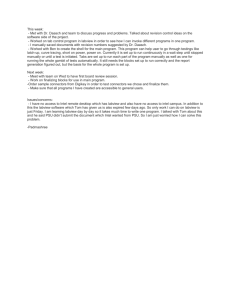
2015 International Conference on Industrial Instrumentation and Control (ICIC) College of Engineering Pune, India. May 28-30, 2015 Automation of shell and tube type heat exchanger with PLC and LabVIEW Tushar V. Bhaskarwar,∗ Shripad S Giri∗ , R. G. Jamakar† ∗ Student, † Assistant Professor Instrumentation Engineering, S.G.G.S. Institute of Engineering & Technology, Nanded – 431606, India. E–mail: ∗ bhaskar.tushar90@gmail.com. Abstract—The paper focuses on implementing the automation of a shell and tube type heat exchanger control system through number of tools such as PLC, SCADA, OPC, LabVIEW and internet. In this paper, PID method is implemented on Allen Bradley Micrologix-1200C PLC. The RSView-32 and LabVIEW as a SCADA has been used for graphically monitoring and controlling. Various performance parameters have been found out from the results comparison with MATLAB and PLC. The improvement in project data analysis is successfully done through the integration of PLC with LabVIEW. The PLC-SCADALabVIEW control loop is implemented with the functionalities such as, set point modifications, data logging facility, real time data examination and exportation of data with Microsoft-Excel. For getting the signals from PLC to LabVIEW we have used enhanced conventional SCADA based control system with PLC as well as NI-OPC server extensively. The remote monitoring and control of process parameters is done using LabVIEW web publishing tool or remote panel manager. GSM (Global system for mobile communication) modem has been used for sending the SMS by using LabVIEW (Short Messaging Service) on mobile, if any hazardous situation occurs. The integration of automation can be enhanced further more with android mobile application also with the help of LabVIEW dashboard application. introduction of OLE for process control (i.e. OPC) has also simplified the control system interfacing [3]. So The OPC is an open process protocol in which any application can speak with any other applications through an OPC network. II. SHELL AND TUBE TYPE HEAT EXCHANGER In the process industries, there is various uses of heat transferring elements for that pupose heat must be transferred by emission, by the mixing of hot and cold fluids or most frequently, by conduction through the walls of a heat exchanger. A shell and tube heat type exchanger is most frequently used device for heat exchange. It is the most common type of heat exchanger in large chemical processes and other oil refineries, and is suited for higher pressure applications. The main purpose of a heat exchanger system is to transfer heat from a hot fluid to a cooler fluid, so temperature control of outlet fluid is of prime importance [5]. Index Terms- PLC, PID, OPC, LabVIEW, Internet I. I NTRODUCTION Programmable logic controllers (PLCs) are used in every part of industry for enhancement and increase the production. In place of various relays used in industry, a single PLC can be programmed as a replacement. These older automated system would used lots of relays. Basically, the PLC is a programmable logic controller used as an assembly of solidstate digital or analog logic elements designed to make logical decisions and provide appropriate outputs [1]. SCADA stands for supervisory control and data acquisition which offers graphical and visual representation of process parameters even from the remote places. It provides the possibility of monitoring as well as controlling of process parameters through GUI (Graphic user interface) [2]. Programmable Logic Controller has an ability to talk with SCADA RSVIEW32 by tagging the PLC variables to SCADA. In various case studies and literatures survey many results are found that in different applications, combination of PLC and SCADA are used for better results. Before an OPC (Open process control) each application had its own driver and their own proprietary data paths, so during interoperability there is a problem for third party application to access data from other devices. The 978-1-4799-7165-7/15/$31.00 ©2015 IEEE Fig. 1. Shell and tube type heat exchanger Heat exchangers are built for efficient transferring heat from one fluid to another. The hardware structure of heat exchanger system is as shown in figure 1. The shell and tube heat exchanger provides a comparatively large ratio of heat transfer area to volume and weight.These shell and tubed type heat exchanger are made of very large sizes, these easy to construct and mechanically rugged in 841 construction. They provides large surface area for heat transfer with wide range of sizes. The shell and tube type heat exchanger are easy for maintenance and reasonably low cost. As its name implies, this type of heat exchanger consists of a shell (a large pressure vessel) with a bundle of tubes inside it. One fluid runs through the tubes, and another fluid flows over the tubes (through the shell) to transfer heat between the two fluids [6]. The set of tubes is called a tube bundle, and may be composed of several types of tubes: plain, longitudinally finned, etc. III. PROCESS INTRODUCTION Our aim has to control the temperature of cold water outlet of shell and tube type heat exchanger process. In this work Allen Bradley Micrologix 1200C PLC used which has analog input/output card consisting of two analog inputs and two analog outputs. Since a system consist of single input single output, we have been controlled only one parameter i.e., controller valve closing of heat exchanger process. In addition to above, PID block has been added in ladder programming for tuning the controller valve output. The manipulated variable has the steam flow rate through the control valve. As per the changes in the process temperature and the settings of P action, I action and D action, the output of the PID block is calculated and the steam valve opening will changes to maintain the water temperature. The functional block diagram of process is shown below in figure 2. Then we have tagged the addresses of ladder logic parameter to the RSVIEW32 SCADA and checked the results graphically. We have shown the set point for cold water temperature, process value, controller valve closing (in percentage) and P, I, D values of PID controller on SCADA. Fig. 2. Functional block diagram of experimental setup For better graphics user interface, we have been used RSVIEW32 SCADA along with a LabVIEW. The monitor screen pictures of RSVIEW SCADA is shown in figure 3. The PLC is then interfaced with LabVIEW by an NI-OPC server. Then build up one SCADA on LabVIEW panel and tagged the addresses of ladder programming using data binding block in LabVIEW. After inserting all the details in LabVIEW we Fig. 3. Screen shot of RSView32 front panel for heat exchanger process have successfully run the process. After acquiring the details through NI-OPC server into LabVIEW we have automated the process i.e. remotely controlled and monitored the front panel of LabVIEW. In this project web publishing tool and remote control panel block is used in LabVIEW for publishing the LabVIEW block diagram window on the web. Also we have flexibility for getting SMS (Short Messaging Service) on mobile by using GSM (Global system for mobile) module which has interfaced with LabVIEW. So we have successfully observed that LabVIEW is more suitable for HMI than RSVIEW-32 because of flexibility and versatility with any applications. Now another aspect is that, we have consider PLC as interface device with field side, and inserting or setting PID values is done by LabVIEW so we have found that LabVIEW is more suitable than PLC because we can give P, I, D values in LabVIEW in decimal points which is not applicable in PLC. The main advantage by using LabVIEW is ability to change desirable data rate, even in terms of micro-seconds also. The main advantage of LabVIEW has capability of data transmission in terms of micro-seconds. For better GUI we then used RSVIEW32 SCADA along with a LabVIEW. The screen shot of RSVIEW SCADA is shown in figure 3. The PLC is then interfaced with LabVIEW by an NI-OPC server. Then build up one GUI or SCADA on LabVIEW panel and tagged the addresses of ladder programming using data binding block in LabVIEW. After inserting all the details in LabVIEW we have successfully run the process. After acquiring the details through NI-OPC server into LabVIEW we have automated the process i.e., remotely controlled and monitored the front panel of LabVIEW. IV. OPC PROTOCOL The OLE for Process Control (OPC) standard, proposed in the second half of the 1990s, is novel process control architecture. The motivation behind OPC is to develop a standard mechanism for communicating to numerous data sources, either devices on the factory floor, or a database in 842 a control room [7]. Fig. 4 shows the various devices can be connected through OPC (OLE for process control network). For configuring PLC as new DDE/OPC connection with NIOPC server [8], we have to use RS Linx of Rockwell software. For communicating this, we have to use topic configuration option in RS Linx and just select PLC program and say apply. single output type so, the readings has been taken by putting controller in manual mode. table 1 shows the open loop readings of process. First put controller (Globe valve) with 60% opening and noted the temperature saturation at output side. Similarly reading has been taken for 75% control valve opening. Now for finding out the transfer function of system we have taken input/output data in data logger of RSVIEW SCADA in excel format. The transfer function for the shell and tube type heat exchanger process is obtained using maximum slope method [9]. The transfer function is given in equation (1) is obtained from the following experimental data. Step Size Control ValveOpening Cold Water InletFlow Rate Hot Water Inlet Flowrate Cold Water InletTemperature Hot Water InletTemperature Readings First Reading 60% 60% 160 lph 300 lph 31 Deg. Celsius 70 - 80 Deg Celsius TABLE I Second Reading 75% 75% 160 lph 300 lph 31 Deg. Celsius 70 - 80 Deg Celsius E XPERIMENTAL DATA INLET PARAMETER CONDITION Fig. 4. shows the connection of various devices to OPC network This procedure creates availability of accessing all registers in PLC program from any OPC client software. Now in LabVIEW environment, the tagging of PLC registers with particular blocks in LabVIEW is done through data binding option in LabVIEW. The NI-OPC server has been successfully implemented and monitoring is done using LabVIEW as shown in figure 5. As explained earlier experimental data has been taken two times, one with 60% control valve opening and second with 75% opening. Now the transfer function derived from both readings. But after auto tuning both transfer function in MATLAB, the obtained values of P, I, and D are entered in the PLCs PID block and compare the results, it is found that from first readings transfer function having better accuracy than second readings. Here accuracy is means tracking of process value nearer to the set point. So the Transfer function is, 2.54 Transfer function T(s)= 55.32s+1 e−42.29s VI. IMPLEMENTATION OF PID CONTROLLER Fig. 5. Screen shot of LabVIEW front panel and block diagram panel for heat exchanger process V. MATHEMATICAL REPRESENTATION OF HEAT EXCHANGER LOOP We have first found the transfer function and put that in MATLAB simulink script and obtained PID values by auto tuning the feedback loop. The PID instruction used in Allen Bradley 1200 PLC actuates the hot water flow rate by sending an output signal in the form of 4 to 20 mA to the control valve [10]. The PID controller calculate the output value according to Controller Gain (Kc), Reset time (Ti) and Rate time (Td) which is entered by the operator. Depending on error value, the PLC controller produces output which in turn causes the actuation of control valve element. The PID controller is tuned in such a way that we should get minimum steady state error, insensitivity to load disturbances and an acceptable transient response to set point changes and disturbances. The RS Logix software provides PID instruction and its configurable parameters which is illustrated in fig. 6. VII. RESULTS AND DISCUSSION Here transfer function of heat exchanger loop is found out by mathematical modeling of process. The shell and tube type heat exchanger system shown above is of single input The readings comparisons analyzed by with PLC and without PLC (Here without PLC means controlling of Heat exchanger is done using PID controller connected to system 843 Performance parameter indices Rise time (tr in sec) Peak time (tp) Overshoot (%) Settling time (ts in sec) Process output (Feedback PID with Delay) Real time controller signals Simulation Without PLC With PLC 115 320 285 143 350 300 3.525 8 5.75 360 475 385 TABLE II S HELL AND TUBE TYPE HEAT EXCHANGER PERFORMANCE PARAMETER ANALYSIS Fig. 6. Screen shot of PID block in Allen Bradley PLC itself) and through MATLAB simulation and by determining the performance parameters such as rise time, settling time, overshoot (%) and peak time as shown in table 2. From the obtained results, it is cleared that the system performance parameters have been improved when it has PLC interconnection. This method provides accurate tracking of set point stabilization. Fig. 7. card or NET-ENIW card, it provides Ethernet/IP connectivity for Micrologix controllers. We have reduced the cost of this module in our project by connecting PLC inputs and outputs to Labview through NI-OPC server and by connecting Labview to Internet, remote monitoring and controlling has been done as shown in fig 8. Block diagram window is not shown here for fig 8 because it is somewhat same like fig 5 only the difference is that, here extra setting for web publishing tool has been done. We are controlling and monitoring the process in Labview through internet and LAN so operator or client can easily access the process remotely, thus the time for checking the process on field will reduced. In enhancement to this automation we can also connect the process through android mobile. We can send SMS (Short Messaging Service) when temperature is above a certain range, by using GSM (Global system for mobile) module. Performance characteristics of feedback control system Here it should be remember that, the data rate of PLC is 2.6 ms, so if PID block is implemented in PLC, the algorithm definitely receives large number of signals per second. In this way, it will produces more number of samples of output signals to control valve which in turn results better settling of the system [11]. As compared to all results, the process with PLC-SCADA interconnections gives faster settling time and rise time when compared to process with SCADA of heat exchanger system itself (it means PID setup of process itself) is as shown in fig 7. From the results we conclude that, the PLCSCADA interface provides the system to obtained somewhat similar nature of result as simulated results which are done using MATLAB. VIII. ADVANTAGES AND BENEFITS For connecting PLC to Local area network we require special module provided by Allen Bradley which is NET-ENI Fig. 8. Screen shot of LabVIEW after connecting to web IX. C ONCLUSION The performance of heat exchanger system has been experimented through various tools such as PLC, SCADA, LabVIEW, and internet. The interconnection of AB Micrologix PLC and NI-OPC (LabVIEW) server has significantly improved the performance parameter of cny conventional system. Thus the process can connect to PLC-LabVIEW through OPC network. Thus the process response using LabVIEW is better than PLC. No doubt, PLC plays the main role and provides the proper results with continuous excel format reports which is useful to the operator and engineer to access the information 844 of plants or any process. But when PLC connected with NIOPC server, the information can be amplified and processed for further analysis. Also the PLC data can be completely monitored and controlled through remote station by using web publishing tool in LabVIEW is successfully experimented. LabVIEW gives the flexibility to send SMS (Short Messaging Service) by using GSM (Global system for mobile) module is also experimented. R EFERENCES [1] F.A. Petruzella, “Programmable Logic Controllers, third ed.,” India: Tata McGraw-Hill Education, 2005. [2] S.A.Boyer, “SCADA: Supervisory Control and Data Acquisition, fourth ed.,” International Society of Automation, 2009. [3] ghodrat kalani, “Industrial process control, advance and applications, India [4] <http://www.ni.com /manuals/> , “Remote Panels in LabVIEW”. [5] S. N. Pawar , K. Majumder , B. M. Patre and R. H. Chile, “Comparison of PID Controller Tuning Methods for Shell and Tube Type HeatExchanger System,” 2015 Indian Control Conference, Indian Institute of Technology Madras January 5-7, 2015. Chennai, India, pp. 237-242, jan 2015 . [6] A.Sodja, B. Zupancic, and J. sink, “Some aspects of the modelling of tube and shell type heat exchanger,” proceeding of the 7th international modelica conference, pp.716-721, 2009. [7] Anwar, M.R.; Anwar, O.; Shamim, S.F.; Zahid, A.A.“Human Machine Interface Using OPC (OLE for Process Control),” Engineering, Sciences and Technology, Student Conference, pp.35,40. [8] <http://www.ni.com/opc/-NI-OPC>, “OPC (OLE for process control) connectivity with any PLC” . [9] G. Stephanopoulos, “Chemical Process Control: An Introduction To Theory and Practice,” in Englewood Cliffs, New Jersey: vol. 8.Prentice Hall International, 2 ed., 2012. [10] AB Micrologix Process Control Instruction, User Manual Publication 1762-RM001E-EN-P, October 2003. [11] A.Balaji Ganesh, “Experimental validation of PID based cascade control system through SCADA-PLC-OPC and internet architecture,” Elsevier Journal, vol.45, 643-649, 2012. 845