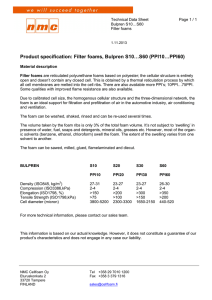
Polymeric Foams and Foam Technology (Print-on-Demand) Bearbeitet von Daniel Klempner, Vahid Sendijarevic Neuausgabe 2004. Buch. XIX, 584 S. Hardcover ISBN 978 3 446 21831 4 Format (B x L): 17,4 x 25,1 cm Gewicht: 1374 g Weitere Fachgebiete > Technik > Verfahrenstechnik, Chemieingenieurwesen, Lebensmitteltechnik > Technologie der Kunststoffe und Polymere Zu Inhaltsverzeichnis schnell und portofrei erhältlich bei Die Online-Fachbuchhandlung beck-shop.de ist spezialisiert auf Fachbücher, insbesondere Recht, Steuern und Wirtschaft. Im Sortiment finden Sie alle Medien (Bücher, Zeitschriften, CDs, eBooks, etc.) aller Verlage. Ergänzt wird das Programm durch Services wie Neuerscheinungsdienst oder Zusammenstellungen von Büchern zu Sonderpreisen. Der Shop führt mehr als 8 Millionen Produkte. 9.4 Processing Technology 323 Table 9.9 Property Comparison of Products Obtained by Free-Foaming vs. Celuka Foaming [4] Properties Free-foam Celuka Average density (g/cm3) 0.6 0.5 Surface hardness (Shore “D”) 42 69 5.6 × 10–5 4.5 × 10–5 458 1148 Tensile strength (kPa) 10,045 21,726 Flexural strength (kPa) 20,305 25,097 COTE (in./in./ºC) Impact resistance (kJ/m) COTE = Coefficient Of Thermal Expansion (a) (b) Figure 9.12 Comparison of foam density distribution. (a) Free foam; (b) Celuka process 9.4.1.2 Effect of Process Parameters on Foam Morphology Foam formation is the critical step in the process of foam extrusion. Most rigid PVC foams are made with chemical blowing agents. Regardless whether the gases are chemical or physical blowing agents, the foaming mechanisms during extrusion foaming involve several stages, as was first proposed by Hansen [51] and extended by Reichert [52]. 324 9 PVC Foams Upon merging with the polymer melt, the gases dissolve in the polymer melt under high pressure. When the melt exits the die, a sudden pressure drop causes a thermodynamic instability of the gas/polymer solution. This leads to the formation of a separate gas phase. At this stage, a large number of bubbles are formed in the polymer matrix. These are the nuclei of the cells. These bubbles grow until the gas pressure inside the bubbles and the surface tension of the bubble walls are in equilibrium. The foam must harden and solidify as soon as this equilibrium is reached, otherwise the cells will collapse. The foam structure can be stabilized by rapid solidification of the melt during the cooling process. The cell nucleation, cell growth, and cell morphology are thus affected by: • • • • The type and amount of gases available in the system, The temperature, pressure, viscosity, and elasticity of the melt before exiting the die, The geometry of the die, and The cooling rate outside of the die. For a given formulation and equipment, these conditions boil down to control of melt temperature and shear effect control during extrusion. The following case will demonstrate how these adjustable parameters influence the cell structure of rigid PVC foams prepared with the free-foaming process. 9.4.1.2.1 Foam Density and Cell Size The temperature of the polymer melt affects the foam density and cell size, thus affecting the melt viscosity, the degree of fusion, and gas generation from the blowing agent. For a successful foaming process, the temperature of the melt must lie in an interval between values that are giving a sufficiently low viscosity of the melt to allow cell formation and expansion and a sufficiently high viscosity of the melt to prevent cell collapsing [49]. Figure 9.13 [51] indicates that the foam density gradually decreases with an increase of the temperature of the melt because it affects the decomposition of the CBA, until it reaches a minimum. A further increase in melt temperature, however, causes an increase in density because of too low a melt viscosity and too high a gas diffusivity. Other researchers working not only with PVC [14], but with other polymers [49], also observed this U-shaped curve. As shown in Fig. 9.14, the cell structure also changed significantly because of the variation of the melt temperature. In particular, when the temperature is low, the cells are either nonexistent in some spots, or they are very small. As the temperature increases, the cells grow and become more uniform because of more decomposition of CBA. At very high temperatures, however, large coalesced cells result in a non-uniform cellular morphology [53]. The other relevant variables in the extrusion-based foaming process are a variation of the screw rotation speed (RPM) and stretching of the melt after exiting the die with respect to semi-finished foams. Experimental results [53] revealed that as the screw RPM increased, the density decreased, reaching a minimum value before it increased again. This V-shaped relationship between the density and the screw RPM was considered similar to the one obtained for the density vs. the melt temperature because an increase in the screw RPM would cause greater shear heating, resulting in a temperature increase. These temperature changes, rather than the screw speed alone, became a dominating factor governing the PVC foam density. However, when the melt temperature was held constant by adjusting the 9.4 Processing Technology 325 0.8 0.7 Density, g/cm3 0.6 0.5 0.4 0.3 0.2 0.1 0 185 190 195 200 205 Melt temperature, °C Figure 9.13 Effect of melt temperature on density of a rigid PVC foam [53] Figure 9.14 Influence of melt temperature on the cell structure of a PVC foam [53] (Courtesy of Society of Plastics Engineers) barrel and die temperatures, the density increased with increase in the screw speed because of the lower residence time and the high back pressure, thereby preventing the blowing agent from realizing its full potential and thus generating a greater density. The effect of stretching downstream of the extrusion line also possibly influences the density and the cell structure. The same study [53] indicated that under identical processing conditions, the foam density was nearly independent of the downstream stretching. This was attributed to the fast expansion and foaming taking place at the time 326 9 PVC Foams when the melt exited the die. The cell shape, however, changed from fairly spherical to more elongate, and the cell morphology became less uniform. 9.4.1.2.2 Cell Size Distribution (Formation of Large Voids) The formation of large voids in the core of the profile cross section is one of the major problems in the extrusion of PVC foams. These voids are usually formed as the melt exits the die and they grow as the distance from the die increases. Various studies [50, 53] identified a strong correlation between the tendency to form voids and the temperature of the melt, die pressure, and cooling. It was found that as the melt temperature increased and the die pressure decreased, surprisingly, the tendency to form large voids decreased. In fact, for a given screw speed, there appeared to be a critical temperature below which large voids were formed [53]. Rabinovitch [53] attributed this to the fact that when PVC is premixed with additives it fuses at a higher temperature and its behavior then resembles that of thermoplastics. It is thus believed that the increased melt temperature improved the fusion, which, in turn, initially increased the melt strength. It was generally observed that fusion was improved and thus cell opening was prevented. On the other hand, due to the further temperature increase, the melt strength decreased. If the pressure were higher, the pressure drop would be higher as well. However, increased temperatures and reduced melt viscosity resulted in lower die pressure and less pressure drop at the die exit. This reduced the rate of gas expansion inside the cells, which are cooled and solidified, thus preventing cell rupture. This explanation does not simply imply, however, that a higher melt temperature would be beneficial for the foaming process. In fact, the thermal sensitivity of PVC is always a limiting factor in the extrusion of PVC foams. Too high a melt temperature can also cause collapse of over-grown cells, which results in large voids. The screw speed also has a significant effect on the formation of large voids. It was observed [53] that as the screw speed increased, the amount of fusion increased because of the increased shear heating, but when the screw speed was too high, the melt was too soft, and therefore, cells collapsed inside the extruded foam profile while the skin of the extruded PVC foam was solidified by cooling. Consequently, voids were easily formed, and the resulting foam density was higher. Another factor affecting void formation is the cooling after the melt exits the die [50]. Due to the low thermal conductivity of PVC, a broad temperature profile exists in the extrudate. Insufficient cooling will leave the center of the extrudate hot, which results in weak cell walls prone to collapse under the pressure of hot gases inside the cells. This is why the voids are more visible for foams made by the free-foaming process than for those made by the Celuka process. 9.4.1.2.3 Surface Smoothness The surface appearance of PVC foams is greatly influenced by the extrusion parameters, especially when using the free-foaming process. Extrudates of rigid PVC foams are usually rough at low temperatures, become smooth at intermediate temperatures, and rough again at high temperatures. The roughness appearing at low temperatures is mainly associated with insufficient fusion and melt fracture, whereas the roughness appearing at high temperatures 9.4 Processing Technology 327 is due to sticking and cell rupture on the surface caused by shear at the die wall [53]. With the exception of fusion at the limit of an extruder heating system, a higher screw speed results in increased shear rates, which usually causes an increased roughness. 9.4.1.3 Influence of Extrusion Equipment Although single- and twin-screw extruders intended for processing solid PVC can be used for processing of foamed PVC products, specially designed extruders for PVC foams are also in use. The screw configuration of the extruder should allow plasticization of the compound to occur as rapidly as possible and at a relatively low melt temperature so that the melt prevents the escape of already evolved gas through the throat of the hopper [1]. As the PVC melt containing gases are conveyed under high pressure through the screw channels, the decompression zones must be avoided to prevent bubble formation [2], or the decomposition temperature of the CBA must be higher than the melt temperature in the decomposition zones. The design of the dies deserves special attention. The cross-sections of the die should decrease uniformly down to the die outlet. This helps to keep the melt pressure above the gas pressure or vapor pressure of the blowing agent almost to the end of the die. The die length should be kept as short as possible to ensure that the melt pressure in the die is maintained above the gas pressure as long as possible. Otherwise, premature foaming of the melt in the die will occur. The premature foaming is undesirable because it will destroy the cells at the extrudate surface. Typically, the calibration unit and cooling bath must be longer for foamed products than for solid ones because of the lower heat conductivity of cellular products versus solid products. Many new devices promoting the cooling processes have recently become available on the market, in response to demands for high output foam extrusion. 9.4.1.4 Recently Developed Extrusion Equipment for Rigid PVC Foams Significant developments have been made in the area of extrusion equipment for rigid PVC foams during the last decade. The general trends are aimed towards increasing the flexibility and efficiency of the process. To meet the increasing demands on the equipment, multiple improvements along the extrusion line – both upstream and downstream – have been introduced. A trend in the core-foamed pipe industry is to use generic formulations for foamed and non-foamed products, thanks to the improvement of upstream feeding systems. The new system can precisely add chemical blowing agents on-line [54], thereby avoiding the need for making a compound exclusively for each foamed product. Usually, this approach results in a slightly heavier pipe because the PVC formulation is not optimized for greater density reduction. At the heart of an extrusion line is an extruder(s). Currently, most of the vinyl foam sheet and pipe products use twin-screw extruders, whereas in the production of rigid foam profiles, the single-screw extruder is most frequently found [4]. Although single-screw extruders are still much more inexpensive and simpler, one of the recent trends is to extend the use of counter-rotating twin-screw extruders because of the following benefits [55]: 328 • • • • • 9 PVC Foams Higher and steadier feeding rates of solids Twin-shaft drive to power more sequenced unit operations Better dispersive and distributive mixing of nucleating agents and other additives Fast and even incorporation of blowing agents Better capacity of cooling and heating control The output of an extrusion line can be as high as 2000 kg/h for the free-foaming process with a large extruder [56]. However, the increased output rates can lead to higher torques, which can produce greater wear on screws and gearboxes. As a result, several extrusion machinery manufacturers have redesigned screws to handle this higher torque or designed gears to distribute the torque more efficiently [57]. Most recently, a new in-line process capable of extruding sheets and profiles using direct-gas foaming with twinscrew extruders is under development [58]. The cooling of the foaming PVC melt is another major limiting issue in increasing the output rates of rigid PVC foams. Therefore, more technological changes are occurring to the downstream equipment than to the primary extrusion machinery. It has been found that parts can cool much faster with water spray than conventional water baths [4], because the water mist removes heat through evaporation cooling and avoids becoming an insulator as in a water bath. The dry calibration system [59] is another important development to the downstream equipment for complex profiles. The newer cryogenic or nitrogen cooling equipment replaces the conventional chillers, water baths, and so forth. The major disadvantage of the cryogenic equipment is its cost. One possibility is to combine water cooling with nitrogen cooling. Water-cooling depends on the temperature difference between the cooling water and the product, and the volume of water in contact with the part. With nitrogen cooling, the temperature difference is large and the circulation velocity of the gas over the part is high. A hybrid system could provide a more cost-efficient alternative because water can cool products efficiently at product temperatures over 120 °C, and nitrogen cooling is effective below 120 °C. An inexpensive development to a downstream system includes extending the cooling lines significantly to produce higher production rates. Calibrators have gone from 24 in. to 48 in. long and flood tanks from 20 to 30 ft plus; in some cases, an additional 10 ft of spray tank is added. This can, however, result in as much as a 50% increase in the output rates [60]. It is worthwhile to mention that the extrusion dies play a critical role in efficiently producing high-quality foams, and this is an active research area in the field of foam extrusion. Because of the empirical methods used and the proprietary nature of design details, unfortunately, no reports are available in the open literature on recent developments in this area. If interested, readers may refer to the latest version of books on die design [61] and extrusion [62] for a general understanding of this field. 9.4.2 Injection Molding of PVC Foams Over the years [1], rigid PVC foams have been commonly injection-molded into parts such as residential ceilings, wall stock, and camping and lawn furniture. However, some 9.4 Processing Technology 329 injection molded PVC foams have been replaced by other materials. For example, molded plasticized PVC foams with a density of 600–900 kg/m3 were used principally in shoe soles. Nowadays, these applications of injection-molded PVC foams have been largely replaced by other polymers, mainly due to the longer cycle time needed for the manufacture of PVC foams and partially because of the issues related to plasticizers. As a result, rigid PVC foams have been replaced with polypropylene in numerous applications while EVA and other soft polymers have replaced flexible PVC foams. Compounds for injection-molded PVC foams contain a resin with the same range of K value as their non-foamed counterparts. The blowing agents are exothermic, and include 4,4'-oxybis(benzenesulfonylhydrazide) (OBSH) alone or mixed with ADC, or ADC mixed with zinc oxide (as a catalyst). The compound is plasticated in a screw injection unit and injected directly into the closed mold cavity. To prevent premature gas evolution and consequent loss of gas, the temperature in the screw conveyor zone must be lower than the decomposition temperature of the CBA. The CBA decomposes during plastication of PVC, releasing gas that dissolves in the pressurized melt. The gas must remain dissolved in the melt until the melt is injected into the mold, so the plasticating barrel, nozzle, and sprue are under a back pressure greater than the pressure of the CBA gas. A shutoff valve at the nozzle, which can be a sliding shutoff or an externally controlled gate or globe valve, prevents the emergence of the pressurized mixture of melt and CBA through the sprue. The melt containing the CBA under pressure is injected as rapidly as possible into the mold cavity, thereby producing foams with a uniform and fine-celled structure. The melt coming into contact with the cool mold walls hardens immediately into a dense skin, while an inner foamed core forms. The obtained structure is thus of integral-skin type with a dense outer layer and a foamed core [1]. No holding pressure control is needed, since this would increase the density. The injection mold is usually cooled to about 20 °C. Higher temperatures lead to smoother surfaces, a reduction in the thickness of the outer skin, and thereby a lower average overall density, but also requires longer cooling times [1]. 9.4.3 Foaming of PVC at Atmospheric Pressure The use of various atmospheric-pressure foaming processes is different from that of the high-pressure process, because the process of foam formation depends on three parameters [1]: • The rate of gelation and extensibility of the melt • The rate of gas formation during the gelling process • The rate of heat transfer during the foaming of the plastisol In a typical foaming process at the atmospheric pressure [59], a plastisol containing CBAs is coated on a substrate. The substrate is then transported through a conveyor oven heated to a high temperature (typically 200 °C). Once in the oven, foam expansion occurs when the plastisol reaches the decomposition temperature of the blowing agent while the plastisol undergoes gelation. The foam formation depends on the three rates listed above. In practice, the foaming process must be synchronized with the gelation process to control the cell morphology. 330 9 PVC Foams Figure 9.15 Effect of temperature on the gelation process During the gelation process, the rheological properties of the plastisol change drastically. Figure 9.15 shows a typical curve of viscosity versus temperature together with the structural changes of the plastisol. At ambient temperature, the plastisol represents a dispersion of PVC particles in a plasticiser. The viscosity decreases initially between 25° and 50 °C. Above 50 °C, the viscosity increases rapidly, particularly between 70 and 90 °C. At 50 °C, the particles begin to be solvated by the plasticiser. The migration of the plasticiser into the resin particles leads to their swelling until all the plasticiser is absorbed by the particles. At this point the plastisol is converted into a dry mixture with no cohesive strength. The viscosity reaches a maximum between 90 and 140 °C while the gel state is developed. Above 140 °C, the particles begin to fuse into a homogeneous melt. At 150–180 °C, the mass is converted into a thermoplastic melt. At these temperatures, the PVC takes the form of a high-viscosity melt. If the blowing agent is a CBA, it begins to decompose at about 170–185 °C in the presence of catalysts. The elasticity of the melt at the time of CBA decomposition determines the proportion of open and closed cells in the foam. The key strategy for gaining a desired cell density and cell structure is to control the following factors for matching the gelation and foaming process [59, 60]: • • • • • Rate of heat transfer Temperature of oven Dwell time Gas velocity over the surface of the plastisol to be foamed Nature of the participating PVC resins and additives 9.4 Processing Technology 331 Many analytical methods (turbidity, electron microscopy, light scattering, etc.) have been used to monitor these processes [60, 63], but it is still a challenge to obtain precise data on each stage of the gelation process: solvating, swelling, dissolution, melting of crystallites, etc. In a recent study [59] the processing parameters still had to be linked with visual quality control in order to estimate the significance of different factors. Also, a number of practical works with respect to making different plastisol products for different considerations has been demonstrated in [1]. 9.4.4 Microcellular PVC Foams 9.4.4.1 Foamed PVC and Blowing Agents The current technology for extrusion processing of high-density rigid PVC foams involves the use of CBAs. However, besides their relatively high cost, the use of CBAs is associated with some other limitations of technical nature, such as: • It is difficult to achieve on-line adjustment of foam densities without changing the concentration of the CBA. • CBA residuals in the extrudate can hinder the process of recycling scrap. • The migration of a CBA within the dry-blended mix during transport may cause density variations in the final product. • The decomposition temperatures of some CBAs may make them not applicable to some processes. Conventional PBAs such as halocarbons (CFCs and HCFCs) and hydrocarbons are subject to strict environmental regulations today. An alternative group of inert-gas blowing agents such as carbon dioxide (CO2), nitrogen (N2), and argon (Ar) are growing in use, since they are more environmentally friendly. Dey et al. [34] developed a novel approach to the extrusion of high-density, rigid PVC foams using commercial compounds with inert-gas PBAs (CO2 and Ar). The process was developed on a segmented single-screw extruder and provided an alternative to conventional processing methods using CBAs. Microcellular foaming technology provides a potential solution to the high cost and the reduced temperature performance by significantly reducing the cell size and increasing the cell density. PVC products can be successfully foamed while maintaining superior physical properties [64] with the presence of acrylic modifiers [65] that are commonly added to PVC foams to improve their toughness. It is worth noting that the toughness of conventionally foamed rigid PVC is dramatically lowered with the foamed structure although the cost and weight of rigid PVC foams are advantageous over solid products. However, with a decrease in cell size, the weakened properties of PVC foams can be compensated for significantly [64]. 9.4.4.1.1 Processing of Microcellular Foams The concept of improving the performance (i.e., the properties) by creating a microcellular structure in a polymer was put forth by Suh [66] at the Massachusetts Institute of Technology in the early 1980s. Microcelluar foams, characterized by their small cell size 332 9 PVC Foams (less than 10 µm) and a large cell-population density (higher than 109 cells/cm3) have demonstrated the benefits of reduced material usage and lowered weight, while enhancing the impact strength, toughness, fatigue life, and thermal stability [7, 64, 67–71]. All of these advantages offer the possibility of replacing solid polymers in applications where the full strength of the solid polymer is not needed. This is especially true for many PVC products used in the building and construction industries, where load bearing is not the primary function of products such as window frames, decking, door trims, and so forth. Over the last decade substantial research and development have been conducted to understand the processing conditions that lead to the production of microcellular plastics [5, 7, 24, 33, 65, 66, 72–80]. Microcellular foams were initially produced in a batch process and later in continuous extrusion and injection molding systems. The fundamental mechanism for producing a very fine cell structure comprises dissolving gas into the polymer matrix and then inducing thermodynamic instability to nucleate a large number of bubbles. This instability can be created by rapidly dropping the pressure [20, 33, 73]. The growth of the nucleated bubbles is controlled and the bubbles are ultimately stabilized [72, 79]. 9.4.4.1.2 Batch Microcellular Processing Microcellular polymers were first produced in a batch process [73]. A schematic of the batch processing principle is shown in Fig. 9.16. Figure 9.16 Schematic illustration of batch microcellular processing technology In this process, a polymer sample is placed in a high-pressure chamber connected to a gas reservoir. The gas can be either nitrogen (N2) or carbon dioxide (CO2). The polymer sample absorbs the gas and, after a sufficient time, reaches a saturation state. When the sample is fully saturated with the gas, the pressure is rapidly decreased to cause a sudden drop in the solubility of the gas in the polymer. This initiates a thermodynamic instability, which drives nucleation of billions of microcells. After the pressure is released, the polymer specimen is transferred into a heated fluid bath to promote foaming. In the batch process, cell nucleation is governed mainly by the saturation pressure (or pressure drop) and cell growth is governed by the heating temperature and time. Hence, the number of nucleated cells and the foam density can be controlled independently. It 9.4 Processing Technology 333 must be noted that in a batch process, the foaming temperature is generally chosen to be the lowest to make the cell growth step easily controllable [20, 33]. When the nuclei are generated, their growth is retarded due to the high stiffness of the polymer matrix at low temperatures. However, this prevents the deterioration of the cellular morphology of the foamed product through coalescence of the cells. By modulating the temperature and the time of exposure to heat, the growth of the cells can be controlled. Because of the low rate of gas diffusion into the polymer at room temperature, a very long time is required for the saturation of the polymer with gas, which is the major disadvantage of the batch process. For instance, the diffusivity (D) of CO2 in any thermoplastic at room temperature is typically 5 × 10–8 cm2/s [67]. The diffusion time can be estimated using Eq. 9.2 [74]: tD ≅ h2 4D (9.2) where, h is the thickness of the sample. Thus, for a sample with a thickness of 1 mm, the diffusion time will be about 12 hours. Clearly, the total processing time is quite long, and thus the batch process would not be cost-effective. 9.4.4.1.3 Continuous Microcellular Processing In order to overcome the shortcomings of the batch process, a cost-effective, continuous microcellular extrusion process was developed based on the same concept of thermodynamic instability as in the batch process [75, 76, 79]. A schematic of microcellular extrusion processing is shown in Fig. 9.17. In this process, a much shorter time is needed for dissolving the gas in the polymer. After the polymer is plasticated and is in a molten state in the extrusion barrel, a metered amount of gas is delivered to the polymer melt where it is made to dissolve completely. Figure 9.17 Schematic of continuous microcellular processing 9.4.4.2 Processing Microcellular PVC Foams Microcellular foamed PVC represents a particularly good alternative to achieve a given degree of strength and to lower the thermal conductivity with less material (cost saving) because of the unique properties of microcellular foams. Therefore, the production of 334 9 PVC Foams foamed PVC would lead to the creation of a new class of materials with reduced cost, density, and enhanced mechanical properties. Matuana et al. [64] investigated the structure and mechanical properties of microcellular foamed PVC. Microcellular foamed structures were produced from PVC by using supercritical CO2 in the batch process under high pressure followed by rapidly decreasing the solubility of CO2 in the samples as described above [64]. The void fraction of the microcellular foamed PVC was controlled by tailoring the foaming temperature and foaming time. Tensile and impact tests were performed on the foamed PVC to investigate the dependence of these properties on the void fraction of foamed specimens. The notched Izod impact strength of microcellular foamed PVC increased as the void fraction increased. When the void fraction was 80%, the notched Izod impact strength of foamed PVC was four times as high as that of non-foamed PVC. However, the tensile strength and modulus decreased as the void fraction increased. On the other hand, Juntunen et al. [5] presented somewhat different results. They observed that the impact strength of the microcellular PVC foam decreases linearly with relative density. Further research needs to be conducted to comprehensively derive the structure-property relationships for microcellular foamed PVC. Holl et al. [24, 81] investigated the effect of the presence of commonly used additives on the processing and structure of microcellular PVC foams. It was found that the presence of additives leads to a polydispersed cell structure with large variations in cell sizes. The solubility of CO2 in the additives and in the lubricants was found to be lower than in the PVC matrix. The blowing agent, CO2, also acted as a plasticizer due to its small size and minimal interaction with the polymer. The presence of additives resulted in no adverse effect on the overall foam growth dynamics. The continuous production of microcellular foamed PVC for commercial applications has also been successful. Vanvuchelen et al. [65] and Blizard et al. [80] developed thinwalled microcellular PVC foam products using the MuCell microcellular foam process [82] with an existing commercial-scale rigid PVC extrusion line. Supercritical fluids of CO2 or N2 were introduced into the extruder as blowing agents as shown in Fig. 9.17. The screw and die were modified to meet the microcellular foaming requirements. The foamed thin-wall PVC profiles with wall thickness of about 0.45 mm had a specific gravity ranging from 0.8–1.2. 9.4.5 PVC/Wood Flour Composite Foams Another emerging technology is PVC/wood-flour composite foams and microcellular PVC/wood-flour composite foams. Plastic/wood (or wood-flour) composites represent an emerging class of materials that combine the favorable performance and cost attributes of both wood and thermoplastics. During the past two decades, these materials have received substantial attention in scientific research (see Chapter 14 for details). Most wood-plastic composites can be fastened, sanded, stained, and machined in the same way as natural wood without the need to invest in new equipment. Although polyethylenebased wood-flour composites are more popular than PVC-based composites because of the higher heat resistance [6] and lower resin costs, there are several advantages of PVCbased wood-flour composites. Firstly, the PVC-based wood-flour composites have outstanding paintability whereas polyethylene-based or polypropylene-based wood-fiber 9.5 Mechanical Property Analyses and Test Standards 335 composites have very poor paintability. Little, if any, treatment is needed to make the paint stick to the PVC-based composites. Secondly, being a polar polymer, PVC can bond fairly well to the wood-flour even without introducing a coupling agent, although use of silane as a coupling agent improves their bonding significantly [83–87]. In contrast, polyolefins (i.e., polyethylene and polypropylene) adhere less well to woodflour so that modification or compatibilization would be absolutely required. However, in order to improve the mechanical properties of PVC/wood-flour composites and the foamability, surface treatment of wood flours is strongly recommended [7, 20, 33]. Matuana et al. [83] studied the effectiveness of surface treatment on the wood-flours of PVC/wood-flour composites by investigating the adhesion between PVC and laminated wood veneers. Their results indicated that the adhesion between PVC and wood veneers was significantly improved when wood veneers were treated with amino-silane, and that matching the surface tension is not sufficient to ensure good adhesion between PVC and wood veneers. The role of surface acid-base properties of plasticized PVC and cellulose fibers on the mechanical properties of the composites was also examined [84–86]. Acidbased pair interactions have been found to be a valuable parameter in the design of surface modification strategies intended to optimize the tensile strength of the PVC/wood-flour composites. The combination of the PVC/wood-flour composite technology and the microcellular foaming technology was also studied. In order to compensate for the lowered impact strength and ductility of wood flour composites due to the incorporation of wood flour in the PVC matrix, Matuana et al. successfully introduced a microcellular-foamed structure using a batch process [20, 33]. The property investigation of these materials indicated that the microcellular structures improved the impact strength of PVC/wood-flour composites dramatically while lowering the density of the artificial wood to the desired range of 0.6 to 0.8 g/cm3 [7]. Research efforts have also been made to implement the continuous microcellular plastics technology with PVC/wood-flour composites. Although fine-celled PVC/wood-flour composite foams have been successfully obtained in a continuous extrusion process [17, 88], limited success has been reported to date because of the unavoidable volatile emissions from wood flour at elevated temperature in an extruder [89–91]. Further research is required to produce uniformly distributed microcellular structures in PVC/wood-flour composites. Interested readers can refer to Chapter 14 for the details. 9.5 Mechanical Property Analyses and Test Standards The determination of mechanical properties of PVC foams is necessary for both academic study and industrial practice. The mechanical properties of rigid PVC foams are controlled by complex formulations and processing conditions. In industrial practice, the properties of foams have to be quantitatively tested based on recognized standards for quality control and commercial purposes. It is therefore helpful to have information on these standards at hand. Since the results obtained from these analyses are very beneficial for the design and/or selection of the most suitable foams for the desired applications, improving the accuracy of these analyses is still an active challenge for researchers and engineers in this field. 336 9 PVC Foams 9.5.1 Mechanical Properties Both application and market data indicate that it is more difficult to understand the mechanical properties of rigid PVC foams than those of flexible foams. The mechanical properties of rigid PVC foams are the responses of the foamed materials to mechanical forces. Given the viscoelastic nature of polymers, these properties are influenced by the way forces are applied as well as the inherent properties of the materials. The mechanical properties that will be discussed in this section are for rigid PVC foams. Often encapsulated by a solid PVC layer (skin), rigid PVC foams can be regarded as a combination of solid walls and foamed cores. The mechanical properties of solid PVC products are predictable based on their particular formulations and the three-dimensional network of PVC in the products [12]. The perfection of the network can be measured by simple but reliable methods such as the acetone test in which a poorly fused PVC will show signs of surface deterioration [53]. The effects of the foamed structure on mechanical properties were investigated using both experimental and theoretical approaches [7, 63, 92–96]. These studies revealed that the key factors influencing the mechanical properties of the foamed structure include foam density, cell geometry, and cell imperfections. 9.5.1.1 Effect of Foam Density Figure 9.18 [92] illustrates typical compressive stress-strain curves of PVC commercial foams at various foam densities. All the stress-strain curves show a linear-elastic regime at low stress values followed by a long plateau of roughly constant stress, truncated by a regime of steeply rising stress. The yield point becomes less obvious as the foam density decreases. 5.0 (1) 4.5 4.0 PVC foam Stress (MPa) 3.5 (1) pf =0.08 g/cm3 (2) pf =0.06 g/cm3 3.0 (3) pf =0.03 g/cm3 2.5 (2) 2.0 1.5 1.0 (3) 0.5 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0 Strain Figure 9.18 Effects of foam density on compressive stress-strain response of PVC foams [92] 9.5 Mechanical Property Analyses and Test Standards 337 3.0 PVC foam 2.5 (1) pf =0.08 g/cm3 (2) pf =0.06 g/cm3 Stress (MPa) 2.0 (1) (3) pf =0.03 g/cm3 1.5 (2) 1.0 (3) 0.5 0 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50 0.55 0.60 Strain Figure 9.19 Effects of foam density on tensile stress-strain response of PVC foams [92] Typical effects of the foam density on the tensile stress-strain behavior of commercial PVC foams are shown in Fig. 9.19 [92]. Clearly, tensile deformation is different from compression. These foams are plastic in compression but brittle in tension. The brittleness in tension is likely caused by the stressconcentrating effect of cracks nucleated at weak cell walls or pre-existing flaws and propagating catastrophically, resulting in cell wall collapse and fast fracture. There is less damage in compression, because the stress tends to close the cracks rather than open them. The relative thickness of the cell walls increases with rising foam density. This makes it more difficult for the cell walls to align with the tensile axis (or the compressive axis), since the resistance to cell wall bending increases. Therefore, the elastic modulus increases in both cases. The brittle stress increases in tension. The compressive yield and plateau stresses increase as the foam density increases. Also, the compressive strain at which densification starts decreases with higher foam densities [92]. The effects of foam density on its mechanical properties are best expressed in terms of the relative density. The relative density (ȡf/ȡs) is the most important structural characteristic of a foamed plastic, where the density of the material from which the foam is made is denoted by ȡ, while f and s are suffixes indicating foamed or solid, respectively. The relationship between the relative yield strength (ıf /ıs) and the relative density can be expressed as [93]: σf σs = 0.3(Ω ρf ρs ) 3 / 2 + (1 − Ω)( ρf ρs ) (9.3) 338 9 PVC Foams where “ȍ” is the friction of the material in cell edges and can be determined by scanning electronic microscopy, and (1- ȍ ) is the friction of wall surface of a cell [92]. 9.5.1.2 Effect of Cell Geometry The cell geometry plays a significant role with regards to the mechanical properties of PVC foams, especially to those having a relative density lower than 0.1. The dominant use of these low-density foams is in sandwich constructions where the PVC foams are used as core materials. However, PVC structural foams possess some unique features arising from their mechanical properties, to which classic continuity mechanics for solid isotropic materials does not apply. An example is that negative Poisson’s ratios could be derived by classic mechanics [94]. To establish a relation between Young's modulus, shear modulus, and Poisson's ratio, a simplified closed-cell model was developed [95], based on the elasticity theory and consideration of a closed cell of cubic foam. The new relation includes the effect of volume fraction of cell wall to total volume of the foam while Young's modulus and shear modulus are derived in terms of the volume fraction and Poisson's ratio. This relationship can be expressed as: E 2 (1 + µ w = G fw ) ªΩ 2 « «¬ § ( µ − µw )2 f w2 + (1 − Ω ) ¨¨ 1 + 1 − µ w2 © ·º ¸» ¸ ¹ »¼ (9.4) where E, G, and µ represent the Young’s modulus, shear modulus and Poisson’s ratio of the foam, respectively; fw is the volume fraction of the cell wall to the cell; and µw is Poisson’s ratio of the cell walls. Equation 9.4 indicates that the mechanical behavior of a foamed material is greatly associated with its cell geometry and the material properties of the cell wall. This equation is useful for the selection of foams intended for used in a sandwich structure, where foams will more likely be subjected to tensile stresses than shear stresses. The ratio (G/E) can also be used to control the final volume of the polymeric structural foams during the manufacture of sandwich constructions, as the structural foam, which contains a high modulus ratio, has an advantage over the others [96]. The above equation predicts that for low-density foams, the mechanics of the foam are mainly determined by the shape of the cell rather than by its material, as shown in Fig. 9.20. In this figure, the “G/E” values are almost constant at fw = 0.1, regardless of the wall property (Poisson’s ratio). This theory is supported by the literature data [95]. These data indicate that the Poisson's ratio of the foam radically varies from its initial value of about 0.3 down to a value of 0.1 while the foam is deformed from zero strain to its elastic limit. Beyond the elastic limit, the material yields and exhibits collapse of the cells, and the Poisson's ratio of the foam in this region becomes approx. 0.45. These facts were checked against the corresponding stress-strain curve for the foam with fixed/free boundary conditions at a low stress level. The results revealed that the modulus of PVC structural foams strongly depends on the initial cell geometry while the Poisson's ratio varies as a result of the deformation history. A detailed work [97] on multi-axial characterization and modeling of a rigid PVC foam indirectly observed the importance of cell geometry for mechanical properties by 9.5 Mechanical Property Analyses and Test Standards 339 confirming the orthotropic nature in stiffness and strength of the foam. This work also found that the Tsai-Wu failure criterion [98] is in agreement with the experimental results for predicting the biaxial stress. 0 ø=0 fw=0.1 G/E 0.75 0.5 0.25 0 -0.5 -0.25 0 µw 0.25 0.5 Figure 9.20 Modulus ratio of non-deformed foam with 10% of the volume occupied by the solid vs. Poisson’s ratio of the cell wall µw (Legend: Ɣ isotropic solid, Ƈ µ= 0.1, Ÿ µ = 0.3, Ŷ µ = 0.5) 9.5.1.3 Effect of Cell Imperfections In many cases, the cell structure of PVC foams is not perfect. The most serious imperfections are large, uneven voids in rigid foams. The voids cause fatal failure of foams exposed to stresses. It is such an obvious problem that practical users do not accept foams with visible uneven voids, however, researchers have shown little interest in studying the effects on PVC foams in detail [99]. The mechanical properties of PVC foams without large uneven voids may be affected by various types of cell structure imperfections, such as wavy distortion of cell walls, variations in cell wall thickness, non-uniform cell shapes, and so forth. Based on Kelvin’s model [100], a model was developed in a recent study for predicting the effects of three kinds of PVC foam imperfections. It indicated with supportive evidence that: • Stiffness is the most sensitive to wall waviness: a moderate waviness of cell walls can reduce the foam stiffness by 50%. • Stiffness is insensitive to thickness variations of the cell wall. • Shape variations of the cells have little influence on the stiffness of PVC foams. It should be noted that all discussions here dealt with foams as such, but not with skincontaining foams. Because of the much higher strength of the skin compared to that of the foamed core, and because of the great complexity of structure-property relationships of PVC foams with skins, the product strength used to be calculated based on the skin layer only. However, this trend is changing recently, as more and more researchers have studied foam failure in sandwich structures [92, 95, 100–104]. 340 9 PVC Foams 9.5.2 ASTM and ISO Standards In order to test and evaluate the properties of PVC foams, it is more important to ensure that the tests and judgments are based on widely accepted standards. Experts in this field around the world have made a lot of efforts to develop these standards. Below is a comprehensive list of standards from both ASTM [105] and ISO Institute [106] for PVC foams. These standards are well accepted globally by both industry and academic institutes. 9.5.2.1 ASTM Standards • D3576-98 Standard Test Method for Cell Size of Rigid Cellular Plastics • D2856-94 (1998) Standard Test Method for Open-Cell Content of Rigid Cellular Plastics by the Air Pycnometer • D2126-99 Standard Test Method for Response of Rigid Cellular Plastics to Thermal and Humid Aging • D1623-78 (1995) Standard Test Method for Tensile and Tensile Adhesion Properties of Rigid Cellular Plastics • D1622-98 Standard Test Method for Apparent Density of Rigid Cellular Plastics • D3204-93 (1998) Standard Specification for Preformed Cellular Plastic Joint Fillers for Relieving Pressure • D6226-98e1 Standard Test Method for Open Cell Content of Rigid Cellular Plastics • D2842-01 Standard Test Method for Water Absorption of Rigid Cellular Plastics • D1621-00 Standard Test Method for Compressive Properties of Rigid Cellular Plastics • D3748-98 Standard Practice for Evaluating High-Density Rigid Cellular Thermoplastics 9.5.2.2 ISO Standards • ISO 844:2001 Rigid cellular plastics – Determination of compression properties • ISO 845:1988 Cellular plastics and rubbers – Determination of apparent (bulk) density • ISO 1183:1987 Plastics – Methods for determining the density and relative density of non-cellular plastics • ISO 1183-3:1999 Plastics – Methods for determining the density of non-cellular plastics – Part 3: Gas pycnometer method • ISO 1209-1:1990 Cellular plastics, rigid – Flexural tests – Part 1: Bending test • ISO 1209-2:1990 Cellular plastics, rigid – Flexural tests – Part 2: Determination of flexural properties • ISO 1663:1999 Rigid cellular plastics – Determination of water vapor transmission properties • ISO 1922:2001 Rigid cellular plastics – Determination of shear strength (available in English only) • ISO 1923:1981 Cellular plastics and rubbers – Determination of linear dimensions 9.6 References 341 • ISO 1926:1979 Cellular plastics – Determination of tensile properties of rigid materials • ISO 2796:1986 Cellular plastics, rigid – Test for dimensional stability • ISO 2896:2001 Rigid cellular plastics – Determination of water absorption (available in English only) • ISO 4590:2002 Rigid cellular plastics – Determination of the volume percentage of open cells and of closed cells (available in English only) • ISO 4651:1988 Cellular rubbers and plastics – Determination of dynamic cushioning performance • ISO 4897:1985 Cellular plastics – Determination of the coefficient of linear thermal expansion of rigid materials at sub-ambient temperatures • ISO 4898:1984 Cellular plastics – Specification for rigid cellular materials used in the thermal insulation of buildings • ISO 4898:1984/Add 1:1988 Phenol-formaldehyde cellular plastics (RC/PF) • ISO 6187:2001 Rigid cellular plastics – Determination of friability (available in English only) • ISO 7616:1986 Cellular plastics, rigid – Determination of compressive creep under specified load and temperature conditions • ISO 7850:1986 Cellular plastics, rigid – Determination of compressive creep • ISO 8873:1987 Cellular plastics, rigid – Spray-applied polyurethane foam for thermal insulation of buildings – Specification • ISO 9054:1990 Cellular plastics, rigid – Test methods for self-skinned, high-density materials • ISO 9772:2001 Cellular plastics – Determination of horizontal burning characteristics of small specimens subjected to a small flame • ISO 6453:1985 Polymeric materials, cellular flexible – Polyvinylchloride foam sheeting – Specification • ISO 7203-1:1995 Fire extinguishing media – Foam concentrates – Part 1: Specification for low expansion foam concentrates for top application to waterimmiscible liquids • ISO 7203-2:1995 Fire extinguishing media – Foam concentrates – Part 2: Specification for medium and high expansion foam concentrates for top application to water-immiscible liquids • ISO 7203-3:1999 Fire extinguishing media – Foam concentrates – Part 3: Specification for low expansion foam concentrates for top application to water-miscible liquids. 9.6 References 1 Brathun, R., Zingsheim, P., in Handbook of Polymeric Foams and Foam Technology, Klempner, D., and Frisch, K., (Eds.) (1991), Hanser, Munich, Chap. 10, p. 245 2 Schipper, P., Black, J., Dymeck, T., J. Vinyl Additive Tech., (1996), 2(4), p. 304 342 9 PVC Foams 3 Thomas, N.L., Prog. Rubber Plast. Technol., (1998), 14(3), p. 129 4 Patterson, J., SPE ANTEC Techn. Papers, (2002), 48, Paper # 792 5 Juntunen, R.P., Kumar, V., Weller, J.E., Bezubic, W.R., J. Vinyl Additive Tech., (2000), 6(2), p. 93 6 Patterson, J., J. Vinyl Additive Tech., (2001), 7(3), p. 138 7 Matuana, L.M., Park, C.B., Balatinecz, J.J., Polym. Eng. Sci., (1998), 38(11), p. 1862 8 Thomas, N.L., Quirk, J.P., Cell. Polym., (1997), 16(5), p. 364 9 Cibitt, J., UK Patent 2288143, (1995) 10 Haruna, S., JP Patent 2002012691, (2002) 11 Huang, S., CN Patent 1307075, (2001) 12 Titow, W.V., PVC Plastics, (1990), Elsevier Applied Science, London 13 Summers, J., J. Vinyl Additive Tech., (1997), 3(2), p. 130 14 Blundell, D.J., Polymer, (1979) 20, p. 934 15 Katchy, E.M., J. Appl. Polym. Sci., (1983), 28, p. 1847 16 Rabinovitch, E.B., Summers, J.W., J. Vinyl Technol., (1980), 2, p. 165 17 Summers, J. W., J. Vinyl Technol., (1981) 3, p.107 18 Summers, J. W., Rabinovitch, E. B., J. Vinyl Technol., (1991) 13, p. 54 19 Matuana, L.M., Mengeloglu, F., J. Vinyl Additive Tech., (2001), 7(2), p. 67 20 Matuana, L.M., Park, C.B., Balatinecz, J.J., Polym. Eng. Sci., (1997), 37, p. 1137 21 Kim, K.U., Kim, B.C., Hong, S.M., Park, S.K., Int. Polym. Proc., (1989), 4, p. 225 22 Thomas, N.L., Eatsup, R.P., Roberts, T., Plastics, Rubber and Composite. Processing and Applications, (1994), 22, p. 115 23 Patterson, J., J. Vinyl Additive Tech., (1998), 4(1), p. 26 24 Holl, M.R., Ma, M., Kumar, V., Cellular Polym., (1998), 17(4), p. 271 25 Thomas, N.L., Harvey, R., J. Vinyl Additive Tech., (1999), 5(2), p. 63 26 Patterson, J., Szamborski, G., J. Vinyl Additive Tech., (1995), 1(2), p. 148 27 Heck III, R., J. Vinyl Additive Tech., (1998), 4(2), p. 113 28 Zhang, H., M.A.Sc. Thesis, University of Toronto, (1999) 29 Hurnik, H., in Plastics Additives Handbook, Gaechter, R. and Mueller, H., (Eds.) (1985), Hanser, Munich, p. 619 30 Thomas, N.L., Eatsup, R.P., Quirk, J.P., Plastics, Rubber and Composite. Processing and Applications, (1997), 26, p. 47 31 Kim, K.U., Park, T.S., Kim, B.C., J. Poly. Eng., (1986), 7, p. 1 32 Luebke, G., Rapra Conference Proceedings, Blowing Agent Systems: Formulations and Processing, (1998), Paper #11/7, Rapra Technology Ltd, Shawbury, Shrewsbury, UK 33 Matuana, L.M., Park, C.B., Balatinecz, J.J., J. Cellular Plast., (1996), 32(5), p. 449 34 Day, S.K., Jacob, C., Xanthos, M., J. Vinyl Additive Tech., (1996), 2(1), p. 48 9.6 References 343 35 Shutov, F.A., in Handbook of Polymeric Foams and Foam Technology Klempner, D., Frisch, K. (Eds.), (1991), Hanser, Munich, Chap. 17 36 Decker, R.W., J. Vinyl Additive Tech., (1996), 2, p. 121 37 Szamborski, G., Pfenning, J.L., J. Vinyl Technol., (1992), 14(1), p. 105 38 Ide, F., Okano, K., Pure and Appl. Chem.,(1981), 53, p. 489 39 Pfenning, J.L., Ross, M., PVC 90, (April, 1990), Paper #10, Brighton, UK 40 Kitai, K., Holsopple, P., Okano, K., J. Vinyl Technol., (1992), 14 (1), p. 211 41 Haworth, B., Chua, L., Thomas, N.L., Plastics, Rubber and Composite- Processing and Applications, (1994), 22, p. 159 42 Seers, J. K. Darby, J. R., The Technology of Plasticizers, (1982), John Wiley and Sons, New York. p. 152 43 Velickovic, S.J., Stojkov, D., Popovic, I.G., Brankov, K., Cvorkov, L., J. Vinyl Additive Tech., (2002), 8(2), p. 159 44 Thomas, N.L., Quirk, J.P., Plastics, Rubber and Composite – Processing and Applications, (1995) 24 (2), p. 89 45 Dunkelberger, D.L., Herman III, H.R., J. Vinyl Additive Tech., (1996), 2(1), p. 44 46 Neuman, R., Experimental Strategies for Polymer Scientists and Plastics Engineers, (1997), Hanser, Munich 47 MODDE 6.0, (2002), Umetrics Inc., USA 48 JMP 6.0, (2002), SAS Institute Inc., USA 49 Burt, J.G., J. Cellular Plast.,(1978), 14, p. 341 50 Ishii, T., Kuratani, Y., Shimomura, K., Horioka, M., Yoshiki, S., JP Patent 55039360, (1980) 51 Hansen, R.M., Martin, W.M., J. Polym. Sci., (1965), 38, p. 325 52 Reichert, U., Kunststoffe-Rundschau, (1977), 10, p. 443 53 Rabinovitch, E.B., J. Vinyl Additive Tech., (1996), 2(1), p. 48 54 O’Neill, M., Modern Plastics International, (1997), online 55 Thiele, W., Foams 2000, (2000), p. 35, Parsippany, NJ, USA 56 Kager, M., Vinyltec 2000, CD ROM, Philadephia, USA, (2000) 57 Naitove, M., Plastics Technology, online, November 2001 58 Davis-Standard Corp., Plastics Technology, online, June 2002 59 Bergounhon, P., Plastics, Rubber and Composites, (1999), 28(7), p. 317 60 Vrentas, J.S., Vrentas, C.M., J. Appl. Polym. Sci., (1998), 67, p. 2093 61 Michaeli, W., Extrusion Process for Plastics and Rubber, Hanser, (1992) 62 Lee, S.T., Principles of Plastic Extrusion, Technomic, (2000) 63 Kwak, S.Y., J. Appl. Polym. Sci., (1995), 55, p. 1683 64 Matuana, L.M., Park, C.B., Balatinecz, J.J., Cellular Polymers, (1998), 17(1), p. 1 65 Vanvuchelen, J., Perugin, C., Deweerdt, M., Chen, L., Burnham, T., J. Cellular Plastics, (2000), 36, p. 148 344 9 PVC Foams 66 Suh, N.P., Personal Communications, MIT-Industry Polymer Processing Program, (1980) 67 Doroudiani, S., Park, C.B., Kortschot, M.T., Polym Eng Sci, (1996), 36, p. 2645 68 Collias, D.I., Baird, D.G., Polym Eng Sci, (1995), 35(14), p.1167 and 1178 69 Seeler, K.A., Kumar, V., J Reinforced Plast Comp, (1993), 12, p. 359 70 Shimbo, M., Baldwin, D.F., Suh, N.P., Polym Eng Sci, (1995), 35, p. 1387 71 Glicksman, L., Notes from MIT Summer Session Program 410S, Cambridge, MA (1992) 72 Park, C.B., Behravesh, A.H., Venter, R.D., in: Polymeric Foams: Science and Technology, K. Khemani (Ed.), (1996), p. 115, ACS, Washington 73 Martini, J., Waldman, F.A., Suh, N.P., SPE ANTEC Technical Papers, (1982), 28, p. 674 74 Behravesh, A.H., Ph.D. Thesis, University of Toronto, (1998) 75 Park, C.B., Baldwin, D.F., Suh, N.P., Polym Eng Sci, (1995), 35(5), p. 432 76 Park, C.B., Suh, N.P., Polym Eng Sci, (1996), 36(1), p. 34 77 Behravesh, A.H., Park, C.B. Venter, R.D., Cellular Polym., (1998), 17(4), p. 309 78 Matuana, L.M., Ph.D. Thesis, University of Toronto, (1997) 79 Park, C.B., Behravesh, A.H., Venter, Polym Eng Sci, (1995), 38(11), p.1812 80 Blizard, K., Chen, L., Straff, R., Deweerdt, M., Mullie, D., Technical Paper, Trexel Inc. (HTTP://WWW.TREXEL.COM/TECHPP/PVCFM300.HTML) 81 Holl, M.R., Kumar, V. Ma, M., SPE, ANTEC ’96, (1996), p. 1908 82 WWW.TREXEL.COM 83 Matuana, L.M., Balatinecz, J.J., Park, C.B., Polym. Eng. Sci., (1998), 38(5), p. 765 84 Matuana, L.M., Woodhams, R.T., Balatinecz, J.J., Park, C.B., Polym. Comp., (1998), 19(4), p. 446 85 Matuana, L.M., Balatinecz, J.J., Park, C.B., Woodhams, R.T., Wood Fiber Sci., (1999), 31(2), p. 116 86 Matuana, L.M., Balatinecz, J.J., Park, C.B., Sodhi, R.N.S., Wood Sci. Tech., (1999), 33 (4), p.259 87 Riedl, B., Matuana, L.M., in Encyclopedia of Surface and Colloid Science, A. Hubbard (Ed.), Marcel Dekker, N.Y, (2002), p. 2842 88 Mengeloglu, F., Matuana, L.M., J. Vinyl Additive Tech., (2001), 7(3), p. 142 89 Rizvi, G.M., Pop-Iliev, R., Park, C.B., J. Cellular Plast., (2002), 38(5), p. 367 90 Rizvi, G.M., Park, C.B., Lin, W.S., Guo, G., Pop-Iliev, R., Polym. Eng. Sci., accepted, July 2002 91 Guo, G., Rizvi, G.M., Park, C.B., Lin, W.S., Foams 2002, (2002), p. 153 92 Lin, H.R., Polym. Testing, (1997), 16, p. 429 93 Gibson, L.J., Ashby, M.F., Cellular Solids: Structure and Properties, (1988) Pergamon Press, New York 94 Nordstand, T., Carlsson, L., Allen, H.G., Composite Structure, (1994), 27, 317 9.6 References 345 95 Li, G.Q., 28th Int. SAMPE Tech. Conf., (1996), p.281, Seattle, WA, USA 96 Burman, M., Zenkert, D., Int. J. Fatigue (1997), 19, p. 551 97 Gdoutos, E.E., Daniel, I.M., Wang, K-A, 15th Am. Soc. Comp. Tech. Conf., (2000), CD ROM, College Station, TX, USA 98 Tsai, S. W., Wu, E. M., J. Comp. Mat., (1971), 5, p. 58 99 Bledzki, A.K., Gassan, J., Kurek, K., J. Cellular Plast., (1996), 32(3), p. 224 100 Thomason, W. (Lord Kelvin), Phil. Mag., (1887), 24(151), p. 503 101 Grenestedt, J., Mat. Res. Soc. Symp. Proc., (1998), 521, p. 3 102 Abot, J. L., Daniel, I. M., The American Society for Composites, 16th Tech. Conf., (2001), p. 66 103 Li, X.M., Carlsson, L. A., J. Sandwich Structures and Materials (1999), 1, p. 60 104 Shih, W. K., Jang, B. Z., J. Reinforced Plast. Comp., (1989), 8, p. 270 105 American Standards of Tests and Materials, WWW.ASTM.ORG, (2002) 106 International Standard Organization Institute, WWW.ISO.ORG, (2002) 346 9 PVC Foams 10 Epoxy Foams DR. LINDA A. DOMEIER 10.1 Introduction Epoxy foams, while known for decades, remain specialty products within the thermoset foam family and are used in much lower volumes than polyurethane foams and other lower cost alternatives. Inert or reactive blowing agents must be added to the epoxy resin to provide gas for the blowing process, although extractable void formers and mechanical frothing can also be used. Epoxy foams are generally rigid and are often used when greater heat resistance, solvent resistance, adhesion or a more closely controlled foaming action are required than is available with polyurethane foams. Epoxy foams also avoid the potential health issues associated with isocyanate sensitization in the processing of urethanes, a factor cited in many cases as a reason for the use of epoxies. An advantageous feature of epoxy foams is the wide variety of epoxy resins and curing agents which are available and which can be used to tailor the final product performance. It is important to distinguish between syntactic epoxy foams and cellular epoxy foams. Syntactic epoxies are the most common type of epoxy foam and utilize hollow microspheres of glass, carbon, thermoplastic or other materials to reduce the resin density. Any matrix resin can be used as the binder in syntactic systems, but epoxies are a common choice. These widely used materials are discussed in Chapter 17 on syntactic foams. As is noted below, some epoxy foams have combined the features of both syntactic and cellular foams in the same material and certain syntactic fillers can even be used as blowing agents. The foams discussed in this chapter, however, are primarily the blown or cellular epoxies. Commercial applications of epoxy foams have included the reinforcement of automotive panels, electronics encapsulation, retrofitting damaged buildings, fiber reinforced composite structures and others discussed below. 10.2 Epoxy Chemistry and Formulations A variety of epoxy resins and curing agents are available to the epoxy formulator and permit a range of heat resistance, toughness and other properties in the cured material. The chemistry of this extremely versatile class of materials is thoroughly discussed in many references including recent [1] and more classic [2] books as well as chapters in many polymer texts. Uncured epoxy formulations typically include one or more epoxy resins, one or more curing agents and modifiers such as fillers and cure accelerators. In the case of epoxy foams, the formulations would also generally include a blowing agent and surfactants to control the cell morphology. During cure, either at room or elevated temperature, a ring