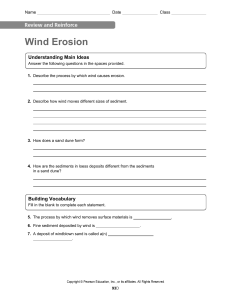
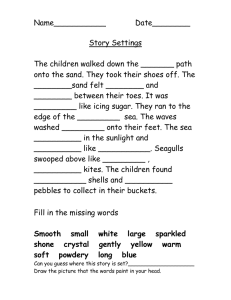
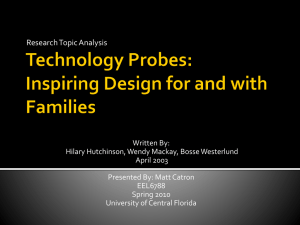
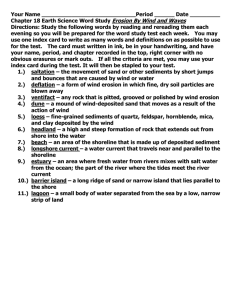
SPE-173605-MS Sand Probe Installations – An Effective Technology for Mitigating Sand Erosion Incidents in Marcellus Surface Production Facilities Nicholas A. Piet, and David A. Wozniak, P.E., Talisman Energy USA, Inc. Copyright 2015, Society of Petroleum Engineers This paper was prepared for presentation at the SPE Production and Operations Symposium held in Oklahoma City, Oklahoma, USA, 1–5 March 2015. This paper was selected for presentation by an SPE program committee following review of information contained in an abstract submitted by the author(s). Contents of the paper have not been reviewed by the Society of Petroleum Engineers and are subject to correction by the author(s). The material does not necessarily reflect any position of the Society of Petroleum Engineers, its officers, or members. Electronic reproduction, distribution, or storage of any part of this paper without the written consent of the Society of Petroleum Engineers is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words; illustrations may not be copied. The abstract must contain conspicuous acknowledgment of SPE copyright. Abstract The large fluid and sand volumes associated with multi-stage, horizontal shale fracture completions have placed a major burden on the operating efficiency and integrity of surface equipment designed to handle sand-laden flowback. Many methods have been attempted to reduce and/or eliminate sand production during flowback and ongoing operations but due to a variety of flowing conditions sand flow to surface is inevitable. Talisman has worked extensively on implementing the use of sand probes to effectively monitor and mitigate incidents related to sand erosion of surface piping related equipment. This simple, low cost solution has made a major impact on Talisman’s operating philosophy. As the use of sand probes was not part of Talisman’s standard wellsite design, testing was required due to the occurrence of multiple sand related incidents following removal of flowback equipment. Although sand flow is greatly reduced following an initial period of flow (30 to 60 days), the slugging nature of horizontal wells provides a significant risk for unexpected large quantities of sand to damage permanent separation equipment, surface piping and valves. Installing sand probes has successfully demonstrated the ability to shutdown wells prior to compromising the mechanical integrity of surface piping/facilities. An initial pilot test was performed on several wells to determine whether or not sand probes were capable of providing adequate indication of erosive flow conditions. This paper details those tests and the results thereof. As the probes proved to be functional, Talisman now has over 100 installs in its Marcellus operating area. Sand probes, although not a new technology, did prove to be challenging in this application. Several changes have been made since the first design in order to improve performance. In addition, much emphasis was put on the operating philosophy of the probes and actions required following device trips. This paper will share that information. Introduction Sand separators, also called sand traps, are commonly used on hydraulically fractured wells both during flowback and during early life production periods. They can be in service at a wellsite for as few as three months or up to a year. As sand and fluid volumes decline, the traps are then relocated to other new wells. These traps are the primary method used to remove sand and prevent sand-related erosion on the wellsite facilities. The traps are manually dumped at specific time intervals as automated level controls are not 2 SPE-173605-MS used due to the nature of the quasi-liquid level that exists within the separator. Two main problems exist with the use of sand separators: 1) they are subject to sand/fluid carryover for a multitude of reasons and 2) after removal, random sand events can and still do occur. Heavy liquid slugging and generally erratic flow behavior in the early flowing period of these wells contribute to the carryover issue as does the manual, time-based dumping of the separator. When carryover does occur, the remaining surface piping and facilities become subject to sand flow and the resultant pipe erosion. Samples from the sand separator are taken in order determine an approximate rate of sand production. When a well produces trace or no sand, it is deemed safe to remove a sand trap. At this point in the life of the well, it is considered to have produced almost all of the sand possible. However, this assumption is not entirely correct. Line pressure fluctuations and shut in periods can increase slugging tendencies in these horizontal wells. Slugging can bring large amounts of sand to surface in a short period of time thus compromising the mechanical integrity of the surface piping. Toe-up wells in particular have been observed to produce more solids. This is assumed to be the case because in large 5.5⬙ casing, solids can fall to the heel of the well near where the tubing is landed and subsequently be carried to surface. Even though the sand trap is gone, these slugging moments still occur and can produce sand to surface. Once the traps have been removed, the permanent surface facility must now handle all fluids produced inclusive of these short term, high rate sand production events. There have been many occasions where these events have caused pipeline and surface facility integrity issues. Although permanently installed sand separators have been considered, the minimal frequency of these slugging events together with excessive capital and operating expenses have deterred Talisman from installing such equipment. The immediate concern is how to deal with mitigating the impact brought about by these sand events that may only occur once or twice in the life of a well without incurring the expense associated with permanent sand separator installations. The solution Talisman is now utilizing involves the installation of sand probes to detect and shut down the well upon the first signs of sand erosion. Sand probe technology has been around for several decades and this paper is not intended to show a new method for their use but rather to demonstrate how probes, in combination with other erosion mitigation efforts, are able to help this operator reduce process safety incidents in an unconventional shale gas play. Description and Application of Equipment and Processes Design Considerations Permanent surface production facilities consist of a 3 inch steel flowline feeding a common industry gas processing unit (GPU). The GPU contains a horizontal separator together with an indirect fired line heater and manually adjustable choke. At the inlet to the separator is a pressure controlling valve (PCV) designed to limit inlet pressure to the separator. The choke and PCV are both 2 inch body valves with 1 inch trim, and represent a very typical setup for GPUs in the Marcellus. Because both valves have a 90 degree bend along with a reduced flowing area, they become the first point where erosion would occur in the system. Piping immediately downstream of the valves is also susceptible to erosion because of the jetting effect caused by the valves. Neither of these situations are a new revelation. Flowback companies have been well aware of this and typically utilize a larger, thicker blast joint immediately downstream of the primary choke. This design is not typically implemented in permanent production equipment, although it is something worth considering. The issue is that the choke needs to be submerged in the line heater bath to reduce the risk of hydrates. Knowing that these valves are the weak link when it comes to erosion, several types of trim materials are available to help reduce the rate of wear. Utilizing even some of the hardest trims such as tungsten carbide, sand erosion has still resulted in unacceptable wear. Overall, facilities in the Marcellus have evolved to be better suited to withstand sand erosion. Control valves have been changed from straight-body styles to angle-body styles. Although this sounds counterintuitive, the flow path is actually less tortuous flowing in an angle-body valve than in a straight-body valve. All turns SPE-173605-MS 3 in the piping system are installed with either plugged tees (in screwed piping) or cushion tees (in welded piping). This design, in addition to increasing the flowing area through the bend, also increases the thickness of the steel thus reducing and nearly eliminating the risk of fully eroding the pipe. Visual inspections as well as ultrasonic thickness testing have verified no erosion present in the flowline systems. The only reported case of pipe erosion occurred on a drain line feeding to a tank in which a 90 degree elbow was installed instead of a plugged tee. Operating Philosophy Once the temporary sand separator has been removed, there is still the need to ensure the facilities have not been subjected to erosion. At this point, a preventative maintenance (PM) program is initiated on the well consisting of visual inspections of all control valves and the choke. This involves shutting off the well, blowing down equipment, and removing the valve trim from service. If no wear is detected, the PM is pushed further in time. Initial frequency is daily and continues to move out as long as no wear is occurring. If wear is detected, the seat and stem of the valve are replaced and the frequency of inspection remains the same. Valve inspections are good is some ways, bad in others. In this author’s opinion, they are a great opportunity to open up the process piping and inspect for various items along with wear. It is a chance to look for scales, salts, sands, grease or any other solids that may be building up in the pipe and valves. Although valuable, valve inspections present both a safety and business concern. In addition to the associated downtime incurred every time an inspection is performed, operating personnel are exposed to the risks associated with blowing down and locking out equipment. As there are at least three valves checked during PMs the resultant down time is less than 2 hours, however, when multiplied by several hundred wells in the field production losses can add up quickly. Additionally, when a well is shut down, the resulting build up pressure and subsequent spike in flow rate when returning to production has the potential to surge sand to surface. This is exactly what the operator is trying to prevent in the first place. Prior Testing Previously, the operator was testing an ultrasonic sand sensor. This device attached to the outside of the pipe and “listened” for sand flow. The device was able to find that there was frequently sand in varying amounts flowing through the flowlines. While the device was good at detecting sand, the main problem was detecting an actual erosion event. In addition, the device was installed on multiple wells immediately after reported sand events. Then sand erosion was not frequently encountered following installation. This was a direct indicator of the random slugging behavior on multi-stage, horizontal completions which also highlights the difficulty in testing sand erosion monitoring technologies. Pilot Test Sand probes were proposed to be tested for multiple reasons. First and foremost, they presented the opportunity to directly eliminate sand-related washouts of the valves. Second, they could reduce the labor-intensive valve inspection PMs and the risks associated with those operations. Finally, their use could potentially reduce the amount of time sand traps remained in service at the well. If installed correctly, they could give a direct indication of erosion unlike the ultrasonic sensors. The big question was whether or not the probes were able to trip in the proper amount of time to successfully accomplish any of these objectives. If the probes were able to shut down a valve when a damaging sand event occurred, they could prevent a loss of gas or liquid to the atmosphere. If they could wear at a similar rate to the valve trim, they could reduce the need for PM inspections. If they could indicate limited wear near the wellhead, they could provide notice that a sand trap was no longer needed thus reducing the associated cost. In order to gather the aforementioned information, the team decided to conduct a pilot study to test the effectiveness of the probes. The first task was selecting a good candidate. Two wells located on the same 4 SPE-173605-MS pad were selected as initial candidates. One well was recently brought online following the initial hydraulic fracture treatment; the other was expected to come online a few months later. The first subject well had reportedly encountered several sand events and was toe-up so it seemed a good choice. The second well was also chosen because of its toe-up orientation and the fact that it had not yet flowed. Sand production, like water and gas, is typically highest at the very early stages in the life of a flowing well. Selecting the newest wells gave a high likelihood of sand production to help ensure a good test. After selecting candidates for the trial test, the next step was selecting the installation locations in the process piping. In discussions with the manufacturer’s representative, the initial recommendations were that the probes should be installed in a straight run of pipe, several diameters from turns or valves. There were doubts that this would be an adequate location with enough velocity to cause the probes to trip. Because it was a pilot test, the thought was to make sure to test as many locations as possible. See Fig. 1 below. Figure 1—Sand Probe Installed Locations for Pilot Test Probes 1 and 2 were installed in 1/2 inch thread-o-lets (TOL) within the 3 inch piping both upstream and downstream of the PCV. The downstream position of probe 2, being directly past the outlet of the valve, represents the most turbulent spot in the surface facilities. The only other similar spot would be directly downstream of the choke, however, there is not typically room for a TOL in this location because the choke seat needs to sit in the bath for hydrate prevention. The concern at this point was that the jetting effect of the PCV would cause the probe to trip or break excessively. Probe 1 on the inlet side of the PCV represented a slightly calmer flow area but was also downstream of the post-heat passes of the choke. The chokes are typically not used for long periods of time since the separators are sized for maximum potential flow from the wells. The PCV is the most likely place where a restriction and subsequent high velocity would occur. Probes 3 and 4 were installed on the inlet and outlet of the sand separator. These locations were both in vertical 2 inch pipe. The concept was to observe the difference in erosion before and after sand separation. One thought was that the inlet probe 3 could be inspected and once signs of wear subsided, it could give an indication for trap removal. The outlet probe 4 was installed to act as a reference point for the inlet probe as well as to help identify whether or not sand carryover was occurring. Probe 5 was installed at the inlet to the GPU in a straight run of 3 inch pipe. With this being the quietest flow area on the system, it was believed that it would show the slowest rate of erosion of all locations. It was anticipated that the location of Probe 5 was not going to show much erosion, however, it was tested in case the other probes were tripping too quickly. Probe style and material Two main probe styles exist in in the marketplace: a switch-type or analog-type. The switch-type has a hollow probe design and once the thickness of the probe is worn through, a signal is sent to alarm or SPE-173605-MS 5 shutdown the well. The analog types are a solid design and send out a variable electrical resistance based on the amount of probe material remaining. Based on cost (approximately one-tenth the cost of the analog style) and availability, the simpler switch-type probe was selected for this test. The other option to be evaluated was the type of relay to which they were attached: hydraulic, pneumatic or electric. For the pilot test, electric relays were selected in order to be utilized in the Scada system for remote monitoring. Hydraulic or pneumatic relays were not selected as they would typically be tied into a shutdown valve and it was a distinct possibility that this would lead to a large amount of nuisance down time. The probes themselves had a 1/4 inch thread which connected to a female port on the relay. The relay had 1/2 inch male threads that would then connect to the flowline TOLs. Upon probe erosion, the pipe pressure would force a plunger inside the relay to actuate and trip the signal inside the relay. The probe dimensions were a 1/4 inch outside diameter and the thickness and length were sized for the pipe diameter and schedule. See Table 1 below, taken from Ruelco’s sand probe brochure. In this table, the top row shows wall thickness of the probe for varying pipe schedules. “G” is the probe outside diameter corresponding to the pipe schedule. “H” is the installation depth depending on nominal pipe size. The manufacturer’s recommended probe length and thickness was used during the initial test. A longer probe is utilized for larger pipe diameter while a thicker probe is used in heavier wall pipe. The last item to consider was probe material. From this manufacturer the standard materials available were 1018 carbon steel and 316 stainless. Other materials could be selected if needed, but for this field 1018 carbon steel was chosen. The stainless was typically reserved for more of a corrosive environment and in this field, the gas is sweet. The pipe in service was API grade X-42. The 1018 is a close comparison to X-42 in terms of hardness. The X-42 has an estimated Rockwell B hardness (HRB) of 65 based on its 60,000 psi tensile strength. The steel used in the probes was tested in the factory to a 77 HRB. Although these were somewhat similar, there was a slight discrepancy. This added to the question of whether or not a probe of different material, set in a spot away from the valve where erosion typically occurs first would be able to give an early indication of wear without tripping too soon. Not to mention that the choke and PCV trim material are substantially harder than either steel. Table 1—Sand Probe Dimensions The final task prior to the trial probe test was to give direction to the well operators as to what to do when a probe tripped. It started with a very simple instruction: shut the well in and notify engineering. The way the probes were setup, the ones around the GPU were on a single circuit and the probes near the wellhead were on a separate circuit. They were tied to an RTU and the signal was displayed in Scada. They were set to alarm and callout upon eroding. The only issue with this was that when a callout occurs, all probes in the same circuit would need to be looked at to determine which tripped. This was adequate for a pilot test, but would need to be refined for future widespread use. 6 SPE-173605-MS Pilot Test Results. After all the preparation was complete, it was time to wait and see if substantial sand production would actually take place. As was seen before with ultrasonic sensor testing, not every well is subject to the same sand production at surface. It was very typical to test the sensors for months on a well and get no valuable data. This would result in moving the equipment to another test candidate. With the number of probes and amount of time invested in this pilot, it would have been disheartening to not have any sand production and be forced to move on to the next location. As fortune would have it, a significant sand event took place not very long after installaFigure 2—Picture of PCV with Sand Probe Locations tion. A callout was initiated, but the well was not shut in until a few hours afterwards. Upon inspection by the engineering and commissioning teams, the choke stem and body showed significant erosion as did the PCV ball and seat. The probe downstream of the PCV had tripped due to a small hole at the probe tip and showed sand buildup along the length of the probe. The probes upstream of the PCV, at the inlet to the GPU and the inlet and outlet of the sand trap showed minimal if any wear and little sand deposition. This was discussed amongst the team and found to be remarkable that a large sand event occurred enough to damage the choke and PCV with only one sand probe showing significant erosion. It is important to note that the choke position was wide open for this test. This well was returned to production at a restricted rate with the probes still in service. After this, a second pad recently put online was tested in order to validate the results of the initial test. This second test, however, did not offer a similar situation to the first as no probe trips occurred following installation. Field-wide Installations Following the pilot testing performed in 2012, the team decided to implement probes on all new wellsite installations to further observe their impact. The intent was to implement their use across a wide variety of wells in different areas in an attempt to establish a standard design practice. If the larger scaled field study proved successful, significant economic and safe operating benefits could be derived. This next phase of testing required a significant design change as compared to that used during the pilot testing. The number of probes installed was reduced from five to two with probes only installed at the inlet and outlet of the PCV. See Fig. 2. Location A identifies the position of the probe in the 3 inch piping at the inlet to the PCV while location B shows the probe in the outlet 2 inch piping. A TOL was installed at location C for future use to be referenced later in this paper. These were the only locations selected based on observations on the pilot testing showing little, if any, wear on the other sites. The 2 inch pipe location was selected because of higher flow velocity, which in turn causes faster erosion of the probes and quicker trips. The choke body in the first test well eroded after only a few hours of flow following the probe alarm. With this in mind, it was desired to make the probes trip as fast as possible to prevent compromising the integrity of the pipe. Another design change was to implement hydraulic relays instead of electric. These would trip the wellhead emergency shutdown valve (ESDV) upon eroding, shutting in flow and preventing any further wear on the wellsite facility. The team did not want to install the probes in a manner that would shut down the PCV because that valve was a likely place of erosion and frequently did not seal completely after being in service. In an additional effort to accelerate probe erosion, the minimum thickness of the probe was used regardless of pipe thickness. SPE-173605-MS The final item that was changed was the length of the probe. Due to the heavy wall 6000# TOLs being used, the probe lengths that matched up with the pipe size were only extending to about halfway down the pipe inside diameter. The probes going forward were instead increased by one nominal size to get the tip of the probe down within 1/4 inch of the bottom edge of the pipe wall. The reasoning was to ensure maximum sand detection by limiting the area that sand could slip by the probe. The last action prior to initiating the field study was to formalize expectations of well operators following a sand probe trip. A document was drafted, approved by the team, and sent to operations staff. Operator training was provided focusing on the main points of the document which were: 7 Figure 3—3 in. Sch 40 Straight versus Tapered Probe Table 2—Max Velocity with API 14E C Values Velocity, ft/s C Value 1. Pull and inspect the sand probe. Submit to 2⬙ Sch160 300 248 engineering. 3⬙ Sch160 127 102 2. Inspect nearby piping and valves for any wear. 3. Consult supervisor and return well to sales on restricted production. 4. If multiple trips were reoccurring, consideration was to be given to return a sand trap to service. After these final touches were determined, installations and subsequent analysis began. Sand probe trips began occurring immediately on new wells, however, most were nuisance shutdowns and not necessarily trips from sand. The probes, in many cases, appeared to be cracking at the shoulder base. In some instances, the probes would not last more than a day and the main section of the probe would be completely sheared off. Every probe that cracked was installed in 2 inch downstream of the PCV. This was very troublesome as new wells – at a development cost of several million dollars – were being shut down frequently for nuisance trips. Cracked probes were sent to IMR Labs of Ithaca, NY for failure analysis which demonstrated that the probes were failing due to vibrational fatigue. As fluid passes by the probe, oscillating pressure waves trail behind causing the probe to vibrate in a direction perpendicular with the flow path (i.e. the von Karman effect). The frequency at which the probe vibrates is directly proportional to the flowing velocity. This is the same principle used in vortex metering technology. Conversations ensued with the manufacturer and it was found that the probe sizing was based on thermowell design standard ASME PTC 19.3 TW-2010. Upon reviewing this standard, it was noted that probes or thermowells can fail for two reasons: excessive velocity or resonance effects. Utilizing the calculations within the standard and all properties of the fluid and steel present, it was determined that the probes were operating near the fatigue limit because of too high of velocity. The resonant frequency was found to be very low, so the probes actually operate at a velocity much greater than resonance. The stress on the probe was also exacerbated by using longer, thinner probes. The additional length caused a higher stress on the base shoulder of the probe and the thinner wall thickness reduced allowable stress. Based on this, the manufacturer recommended a tapered probe design (Fig. 3). This would entail having the upper half of the probe tapered with a gradually increasing thickness up to the shoulder allowing this design to handle roughly twice the velocity as the current probes. In doing the calculations, velocities were checked to compare with API RP 14E recommendations. See Table 2. These were based on maximum design rates of 6 mmcfd at 200 psig. Talisman’s Marcellus team uses a C constant of 150 for designing wellsite piping. 8 SPE-173605-MS Table 3—Probe Installation History PROBE STYLE Straight-body Tapered NUMBER OF INSTALLATIONS ERODED AS DESIGNED FAILED DUE TO CRACKING ERODED WITH NO VALVE WEAR 70 54 12 14 13 0 1 2 Through this it was interesting to note that the velocity in 2 inch is more than double the velocity in 3 inch pipe and well over the recommended C of 150. This is typical in installations when control valves are required to be smaller than the main pipe and the reason for why it is preferable to immediately swage up after the valve. As the investigation persisted, it became apparent that an immediate change was needed to the installation standard. The first revision was to move the probe being installed in 2 inch pipe downstream of the PCV to the 3 inch section (location C in Fig. 2). This put the probe in a much lower velocity environment and helped to reduce the probe cracking failures, but did not eliminate them. Five wells encountered cracking failures with probes installed in the 3 inch pipe downstream of the PCV. Another change that was needed was to update the operator expectations document to reflect cracked probes. The operators were informed to move the probe to the 3 inch if nuisance cracking trips occurred. In conjunction with these changes, testing began on the tapered probes. The major concern with tapered probes was that the additional thickness could cause slower trips and reduced effectiveness of the device. This was not found to be the case. Almost every successful probe trip from sand showed erosion at the probe tip which is the thinnest section. The tapered version also held up well to high velocity without a single reported cracking failure since the first install in late 2013. Moving to 2014, the new probe standard was tapered installed in the 3 inch downstream and upstream of the PCV. Results Overall, 124 wells were equipped with sand probes as shown below in Table 3. Ninety-four of those were newly completed and in service since the first day online. Nine of the first 43 new wells, or 20%, experienced nuisance failures due to cracking on straight-body probes. The transition to tapered probes began in early 2014, and to date, 54 wells had them installed with no reported cracking failures. Twenty-six erosion-related probe trips occurred in which case the PCV or choke were also observed with wear. In some cases, the wear was minimal and in others, the wear was extreme. No pipe wear was found in all instances and the probes appeared to have tripped soon enough to potentially prevent further damage. There were a few exceptions: three probe trips occurred where no valve or choke wear was detected. On four wells that were being significantly choked, there was wear found in the choke stem and seat that was not indicated by the sand probes. This wear on the choke can be noted by increased flowing rates from the well or the need to continually turn down the choke to manage the flow rate. In one case, a choke eroded through the seat and body of the valve. In another case, a well was returned to production without a thorough inspection of the valves and a pin hole in the short run of stainless tubing used as a bypass for the PCV was overlooked. Another well, which had multiple probe trips due to sand, resulted in a dump valve washout caused by excessive sand accumulation within the production separator that eventually carried over to the dump system. Of the 29 erosion-related trips across 2013 and 2014, only eight were activated at the probe located upstream of the PCV. When the downstream probes were inspected, they were found to show wear varying from minor polishing to near through-wall. The standard usage of probes today still includes both probes straddling the PCV even with the low percentage of activation on the upstream side. In three of these erosion-related cases, sand traps were still in service at the time of the probe trip. Inspections of the SPE-173605-MS 9 sand traps revealed that they were completely full of sand, unable to handle the large sand slugs that were produced. Conclusions In a paper presented by Hedges and Bodington (2004), the authors made note that the primary factors in successful probe installations were location, location and location. This proved to be the case again in this field test. Location meant the difference between a useless device and an effective one. It was necessary to place the probes immediately adjacent to the most erosive areas of the system. As highlighted over the years in the Marcellus, the choke and PCV are most susceptible to erosion in these wellsite facility setups. The contributing factors are directional change and reduction in flowing area. The pipe near these valves is the next place that eroded metal was seen. Sand probes installed here ultimately ended up being a critical, complementary addition to Talisman’s erosion management program and have been incorporated into the wellsite facility design standard. There have been several instances, as described in this paper, where their use has directly prevented potential gas releases to atmosphere or further damage to pipe. Even still, sand is a tricky phase to pinpoint. There have been a couple of cases when two probes installed have not caught sand erosion at the choke. These occurrences were associated with excessively choked flow. Adding probes right downstream of a choke would likely help. However, there is risk for hydrate formation on stronger wells with the choke being pulled farther away from the bath to accommodate the probe. Also, the probe would likely need to be more rugged to withstand extreme jetting velocity in this location. There was also the case of a dump valve washing after several probe trips. The operator expectations document was modified to give direction following multiple probe trips. When this occurs, the production separator is inspected for sand buildup and flushed if necessary before returning to production. An added measure could be installing a probe on the drain line to actuate as a result of a sand carryover. The end result would be the same, with the separator needing to be flushed. This additional probe has not been implemented at this time. A major impact on the effectiveness of the probes was operator training. Getting buy-in from operations staff and completing a clear expectations document helped to ensure tripped probes were responded to properly. If a probe trips and is replaced without inspection or returned to sales at the well’s maximum potential, the device will not be effective. It is critical to have the operators follow guidelines and inspect the valves and piping to determine the next steps, whether it be reducing flow or reinstallation of a sand trap. The cracking issues that occurred nearly derailed the program. It caused low confidence in the effectiveness of the probes and a feeling that the buy-in could be lost. Due to the development of the program and the design changes of the installs, it was critical to ensure this issue was managed and ultimately eliminated. What started as nuisance callouts causing down time escalated into frequent shutdowns on new, high-volume wells. Several callouts ensued and it is easy to see why the team was discouraged early. This large failure frequency of straight-body probes ended up being somewhat easily remedied with tapered probes. The other ideas behind this project were to see if probes could reduce valve inspections and sand separator time on site. Valves are still being inspected at specified intervals, though the frequency has been reduced. This has led to a reduction in down time and labor hours involved with this work. Probes were not found to be effective when installed near the sand separators, as reported in the pilot test. However, since they have been installed it has given the team more confidence when making the decision to remove a trap. Previously, sand traps were installed as a standard when a well was subject to downhole communication from an offset well being hydraulically fractured. In the majority of cases, the well did not produce damaging sand but since there was a risk for sand production, the conservative approach was taken and a sand trap installed. The new standard is to install probes in place of the traps resulting in a cost savings initiative. As it turns out, about 90% of the time the trap is not needed and those costs are eliminated. In the rare case of frequent sand production, the trap is required to be installed. Overall, the 10 SPE-173605-MS sand probe program has proven to be a reliable complement to existing erosion mitigating efforts. The implementation of this project across the field has led to a great reduction in man-hours, down time, and process safety incidents. Most importantly, it has helped put the field staff in a safer situation. Sand probes have helped Talisman take another step toward their goal of zero incidents. Acknowledgements The authors would like to thank Talisman Energy USA, Inc. for consenting to publish this manuscript. Also, the authors would like to acknowledge the Talisman Marcellus Delivery Unit operations, commissioning, and construction teams who offered immense support and late nights throughout the testing of this technology. Specifically, Tony O’Sullivan, Jeff Bowers, Dave Glatt, and Pete Lorson helped spur this project and provided a wealth of experience and knowledge. We would also like to thank Weatherford for introducing us to the technology and providing technical expertise as well as installation guidance. We would like to thank Ruelco who manufactured the probes and provided great support in the midst of the cracking failures and IMR Test Labs for providing the failure analyses on the probes. References API RP 14E, Recommended Practice for Design and Installation of Offshore Production Platform Piping Systems, fifth edition. 1991. Dallas, Texas: API. ASME PTC 19.3 TW-2010. Thermowells Performance Test Codes. 2010. New York, New York: ASME Hedges, B. and Bodington, A. 2004. A Comparison of Monitoring Techniques for Improved Erosion Control: A Field Study. CORROSION 2004, New Orleans, Louisiana, 28 March – 1 April. NACE-04355 Ruelco Sand Probe Relay Model IS03 Brochure