Interfaz HMI de la Despuntadora OMGA y Seguimiento de Tiempos de Paro
advertisement

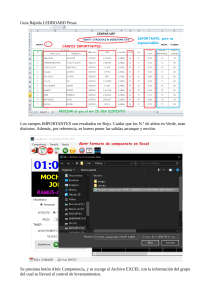
INTERFACE DEL HMI DE LA DESPUNTADORA OMGA Pantalla principal Pulsando este botón se podrá ingresar a la pantalla de los tiempos de paro. En esta pantalla se podrá seleccionar el causa por la cual la maquina se detuvo o el motivo por el cual se quiere detener. Mediante tres grupos se puede seleccionar las siguientes causas. NUEVOS CODIGOS DE TIEMPOS DE PARO. 1 2 3 4 5 6 7 8 9 10 Limpieza Atasco Calibración Falla Eléctrica Falla Mecánica Cambio de Sierra Maquina no trabajo Mantenimiento preventivo Otros directos Silo lleno 11 12 13 14 15 16 17 18 19 Falta madera Fallo externo Movimientos de madera Problemas de succión Otros indirectos Capacitación Cambio de medida Reunión Otros Forzados Los colores representan la relación que tienen las causas de paro con los 3 grupos Verde: Directos, Morado: Indirectos, Amarillo: Forzados. Una vez que se decida la causa de paro, el operario debe presionar el botón con el respectivo nombre. Como los estipulados en la tabla con los números del 1 al 19. A continuación veremos cuáles son las pantallas en las cuales se muestran los botones que se deben tocar para seleccionar el tipo de paro con su respectivo código. Como se puede observar son 19 botones con las mismas causas que vienen en la tabla de colores. Con estas flechas negras se puede navegar de una pantalla a otra. Una vez que se seleccione el botón deseado se cambiara de pantalla, a la pantalla de conteo de tiempo de paro. PANTALLA DE CONTEO DE TIEMPO DE PARO CUANDO ESTA SIN CONTAR TIEMPO Si presionamos una vez el CHECK BLANCO dentro del círculo verde, se cambiara de imagen y se empezara a contar el tiempo a continuación se podrá observar. PANTALLA DE CONTEO DE TIEMPO DE PARO CUANDO ESTA CONTANDO EL TIEMPO Cuando se quiera finalizar el tiempo de paro se volverá a presionar el mismo punto que se presionó para iniciar a contar el tiempo (mismo botón) después de esto se presionara el DISKKETE para guardar el tiempo de paro y volver a la interface principal. Luego de todo esto también se puede ingresar a una base de datos dentro del mismo plc para poder observar los tiempos de paro y también descargarlo a un pc. Presionando el botón data base se puede ingresar a una pantalla en la cual se puede colocar la contraseña correcta y poder mirar la base de datos. Como se puede observar la base de datos cuenta con 4 columnas. Número, causa por medio de un código. ( del 1 al 19 ). Fecha en que sucedió el paro y por supuesto el tiempo de paro. El botón que se llama password es para poder resetear la base de datos no hay que brindarle a nadie esta contraseña. (luego se las digo). Y por último como todo dispositivo electrónico tiene una capacidad máxima la base de datos en algún momento se va a llenar. En ese caso el programa avisara con un mensaje el cual es el siguiente. En ese momento lo que tengo que hacer es descarga la base de datos del PLC a la pc en un archivo Excel y luego limpiarla. Con eso empezaríamos el ciclo de nuevo. Importante: El tiempo se mide en segundos y en las tablas no será la excepción sin embargo el manipulador de esta información en Excel obviamente puede cambiarlo a minutos, horas, etc. como guste.