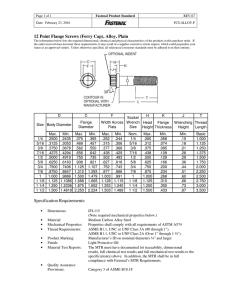
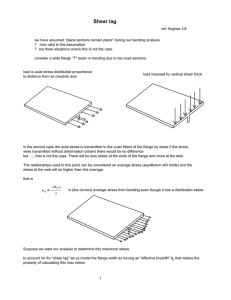
Nozzle Flange MAWP Reduction & Code Case 2901 Author: Ray Delaforce Flanges attached to nozzles are subject to external loads arising from the attached pipe work. These external loads comprise moments and forces which compromise the ability of the flange to maintain a leak tight joint1. This monograph does not consider leakage per se, but instead looks at adjustments that are considered to reduce the pressure ratings as recommended in the specifications, such as ASME B16.5 and ASME B16.47. These specification specify recommended operating pressures based upon: Flange class Material of construction Operating temperature For example: A class 150 flange operating at 50OC has a recommended pressure rating of 1.96 MPa (285 psi). As the temperature rises, the recommended pressure drops. This is considered the MAWP of the flange. These Flange specification do not consider the effects of external moments and forces on the flange. There have been a number of published works that have proposed methods of reducing the MAWP or, allowable operating pressure once these loads have been applied. It has been traditional for many years to convert the net force and the net moment to an equivalent pressure which is added to the design operating pressure of the flange. So, at this juncture it seems the right time to introduce the equivalent pressure equation. Equivalent Pressure Peq: The Kellogg Equation has been almost universally accepted method of converting mechanical loads to an equivalent pressure. This is the equation in its usual form: 𝑃𝑒𝑞 = 4𝐹 16𝑀 + 2 𝜋𝐺 𝜋𝐺 3 Where: F M G is the axial force – considered positive is the applied moment is the effective diameter of the gasket A consistent set of units must be used when applying this equation. MAWP or flange rating as defined by a flange specification: Before we continue, is would be advantageous to look at a sample page from ASME B16.5 to consider what is meant by the flange rating PR. Consider the table below. For a Class 300 (300#) flange, Group 1.1 – SA -105 material, operating at 150OC has a flange rating PR of 45.1 bar2 or 4.51 MPa or about 650 psi. It is noteworthy that as the temperature increases, the pressure rating decreases. Please recall what was said above; in using any formula, consistent units must be employed. So, now we have another symbol: 1 This article does not specifically discuss leakage. 2 The bar is not an SI Metric Unit. 1 bar is equivalent to 100 kPa or 100 000 Pa (Newtons/m2). Page 1 of 8 Nozzle Flange MAWP Reduction & Code Case 2901 Author: Ray Delaforce PR is the flange rating as specified the flange specification e.g. ASME B16.5 Various publications have suggested that as external moments and forces are applied, the MAWP as defined by the flange rating PR be reduced to maintain the integrity of the flange. This article explore three of those methods. Assessing the flange MAWP reduction method in PV Elite To assess the MAWP reduction functionality in PV Elite, follow these simple instructions. First go to the Load Cases tab and look for this field: From the little down arrow on the right you can select the MAWP reduction method you would like PV elite to apply: Page 2 of 8 Nozzle Flange MAWP Reduction & Code Case 2901 Author: Ray Delaforce We shall discuss those MAWP reduction methods a little later. The flange whose MAWP reduction we are interested in would be attached to a nozzle, so in the nozzle dialogue screen (where you specify all your nozzle details), look for this field near the bottom of the right side of the nozzle screen: Check that box to let PV Elite know you wanted the MAWP of the flange attached to that nozzle is to be slated to perform MAWP reduction. All that remains to apply the external loads. On the nozzle dialogue screen select the ‘Local Stress Analysis [WRC 107, 297 or Annex G]’ tab. Select WRC 107 and enter your force F and M are shown in this diagram. We have chosen for example, F = 100000 N and M = 250000 mm-N. You would of course enter the value in which you are interested. You are all set. Now let us consider the MAWP reduction methods. The PVP MAWP Reduction Method – Code Case 2901 This method is taken from the paper: ‘Improved Analysis of External Loads on Flanged Joints’ PVP201397814 by Dr. Warren Brown delivered in Paris July 14-18 2013 published by ASME. MAWP of the flange is adjusted so that the following equation is observed: 16𝑀𝐸 + 4𝐹𝐸 ≤ 𝜋𝐺 3 ((𝑃𝑅 − 𝑃𝐷 ) + 𝐹𝑀 𝑃𝑅 ) This equation was encorporated into Code Case 2901 in December 2017. Page 3 of 8 Nozzle Flange MAWP Reduction & Code Case 2901 Author: Ray Delaforce Where: ME is the operating external moment FE is the operating external tensile force G is the gasket reaction (effective) diameter PR is the flange pressure rating at design temperature (e.g. from ASME B16.5) PD is the flange design pressure FM is the moment factor taken from Table 2 Here is Table 2 We shall do an example problem to show how this method works. The 50% Stress Method This is a much simpler method that is based upon the actual stress compared to the allowable (code) stress in the nozzle wall. It simply stated that if: 𝐴𝑐𝑡𝑢𝑎𝑙 𝑠𝑡𝑟𝑒𝑠𝑠 ≤ 0.5 then no MAWP reduction is required 𝐴𝑙𝑙𝑜𝑤𝑎𝑏𝑙𝑒 𝑠𝑡𝑟𝑒𝑠𝑠 However: 𝐴𝑐𝑡𝑢𝑎𝑙 𝑠𝑡𝑟𝑒𝑠𝑠 > 0.5 then deduct equivalent pressure 𝑃𝑒𝑞 3 𝐴𝑙𝑙𝑜𝑤𝑎𝑏𝑙𝑒 𝑠𝑡𝑟𝑒𝑠𝑠 This is probably a less realistic method, because the focus is upon the nozzle rather than on the flange. We shall show a sample calculation for this method too. The DNV Method This again is a simple method to apply. This is the principle: 𝑀𝐴𝑊𝑃 = 1.5 𝑥 𝑃𝑅 − 𝑃𝑒𝑞 3 Recall, the equivalent pressure is the pressure derived from the Kellogg Equation. Page 4 of 8 Nozzle Flange MAWP Reduction & Code Case 2901 Author: Ray Delaforce If that equation yields a negative result, the MAWP is set to zero. The Case Study Model If you wish to follow along in the three case studies we are about to present momentarily, you would do well to build a model in PV Elite that represents the data we are going to use. In the Appendix, we define the basic model you should be working with so that you can compare the analysis in the individual case studies with the result produced by PV Elite. Case Study: PVP MAWP Reduction Method per Code Case 2901 Set your file like this: M = 200 000 N-mm F = 350 000 N FM = 1.2 from Table 2 PV Elite uses the gasket dimension as follows: Go = 463.753 mm – Gasket Outside diameter Gi = 422.402 mm – Gasket Inside diameter Gasket effective diameter: 𝐺 = 𝐺𝑜 +𝐺𝑖 2 = 463.753+422.402 2 = 443.078 𝑚𝑚 Compute the Equivalent pressure Peq: 𝑃𝑒𝑞 = 4𝐹 16𝑀 4 ∙ 350000 16 ∙ 200000 + = + 2 3 2 𝜋𝐺 𝜋𝐺 𝜋 ∙ 443.078 𝜋 ∙ 443.0783 𝑃𝑒𝑞 = 2.282 𝑀𝑃𝑎 or 2282 𝑘𝑃𝑎 Consider the equations from PVP: 𝑥1 = 16𝑀 + 4𝐹𝐺 = 16 ∙ 200000 + 4 ∙ 350000 ∙ 443.078 𝑥1 = 6.235 𝑁 ∙ 𝑚 Now, the second part of the equation is 𝑥2 = 𝜋𝐺 3 ((𝑃𝑅 − 𝑀𝐴𝑊𝑃) + 𝐹𝑀 𝑃𝑅 ) PV Elite compares 𝑥1 and 𝑥2 computes the MAWP on a loop while 𝑥1 > 𝑥2 the final result is: 𝑀𝐴𝑊𝑃 = 0.6947 𝑀𝑃𝑎 However, there is one final check: 𝑀𝐴𝑊𝑃 = 𝑚𝑖𝑛(𝑀𝐴𝑊𝑃, 𝑃𝑅 ) = 𝑚𝑖𝑛(0.6947, 1.38) 𝐹𝑖𝑛𝑎𝑙𝑙𝑦: 𝑀𝐴𝑊𝑃 = 0.6947 𝑀𝑃𝑎 or 694.7 𝑘𝑃𝑎 Now, we can compare this value with what PV Elite obtained: Page 5 of 8 Nozzle Flange MAWP Reduction & Code Case 2901 Author: Ray Delaforce Case Study: DNV MAWP reduction Method This method is much simpler. This time set: M = 200 000 N-mm F = 1000 000 N G = 443.078 mm PR = 1.38 MPa – operating design pressure Compute the Equivalent pressure Peq: 𝑃𝑒𝑞 = 4𝐹 16𝑀 4 ∙ 100000 16 ∙ 200000 + = + 2 3 2 𝜋𝐺 𝜋𝐺 𝜋 ∙ 443.078 𝜋 ∙ 443.0783 𝑃𝑒𝑞 = 0.6603 𝑀𝑃𝑎 or 660 𝑘𝑃𝑎 Compute the MAWP: 𝑀𝐴𝑊𝑃 = 1.5 ∙ 𝑃𝑅 − 𝑃𝑒𝑞 = 1.5 ∙ 1.38 − 0.66 𝑀𝐴𝑊𝑃 = 1.41 𝑀𝑃𝑎 𝑜𝑟 1410 𝑘𝑃𝑎 Finally: 𝑀𝐴𝑊𝑃 = min(𝑃𝑅 , 𝑀𝐴𝑊𝑃) = 𝑚𝑖𝑛(1.38, 1.41) 𝑀𝐴𝑊𝑃 = 1.41 𝑀𝑃𝑎 𝑜𝑟 1410 𝑘𝑃𝑎 Now, compare the results with those obtained by PV Elite: Case Study: 50% method This method as stated above looks at the stress in the nozzle wall to determine the MAWP. These are the data: Page 6 of 8 Nozzle Flange MAWP Reduction & Code Case 2901 Author: Ray Delaforce PD = 0.7 MPa design operating pressure dn = 325.476 mm inside diameter of the nozzle tn = 40.462 mm wall thickness of the nozzle Sn = 118 MPa allowable stress of the nozzle red = 12.5% reduction in the wall thickness Compute the reduced wall thickness of the nozzle: 𝑡𝑛 = 𝑡𝑛 (1 − 0.125) = 40.462 ∙ 0.875 = 35.404 𝑚𝑚 Compute the actual stress in the nozzle wall: 𝑃( 𝑆= 𝑑𝑛 + 0.6 ∙ 𝑡𝑛 ) 0.7 (325.476 + 0.6 ∙ 35.404) 2 2 = 𝑡𝑛 35.404 𝑆 = 3.638 𝑀𝑃𝑎 Check the stress ratio: 𝑅𝑎𝑡𝑖𝑜 = 𝑆 3.638 = = 0.031 < 0.5 𝑆𝑛 118 Final result: 𝑀𝐴𝑊𝑃 = 𝑃𝑅 = 1.38 𝑀𝑃𝑎 or 1380 𝑘𝑃𝑎 Now look at the result from PV Elite: Page 7 of 8 Nozzle Flange MAWP Reduction & Code Case 2901 Author: Ray Delaforce Appendix Build this model: All dimensions in mm Code: ASME Division Units File: Newtons.fil or kPa.fil Design pressure: 0.7 MPa (700 kPa) Design Temperature: 200OC Joint Efficiencies: 1.0 Shell Material: SA 516 70 Shell thickness: 10 mm Nozzle material SA 106 B Flange: SA 105 Grade 1.1 Class 150 Weld Neck Re-pad: SA 516 70 Corrosion Allowance Nil Do not forget to use the metric material database. Page 8 of 8