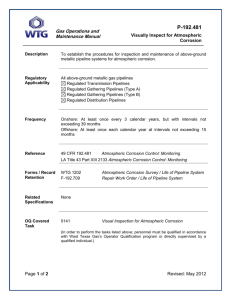
Engineering Failure Analysis 18 (2011) 963–970 Contents lists available at ScienceDirect Engineering Failure Analysis journal homepage: www.elsevier.com/locate/engfailanal Failure analysis of stress corrosion cracking occurred in a gas transmission steel pipeline E. Sadeghi Meresht a, T. Shahrabi Farahani a,⇑, J. Neshati b a b Materials Engineering Department, Faculty of Engineering, Tarbiat modares University, P.O. Box 14115-143, Tehran, Iran Research Institute of Petroleum Industry (RIPI), P.O. Box 14665-137, Tehran, Iran a r t i c l e i n f o Article history: Received 10 August 2010 Received in revised form 30 October 2010 Accepted 28 November 2010 Available online 7 December 2010 Keywords: API 5L X60 Stress corrosion cracking Pipeline Intergranular a b s t r a c t In January 2010, stress corrosion cracking was occurred in a high-pressure gas pipeline steel in northern regions of Iran, after almost 40 years since its installation. In this study, failure mechanisms were determined based on available documents and metallographic studies conducted on this pipeline. The results showed that the applied polyethylene tape coating on the external surface of the pipeline became opened and disbonded in the corroded area causing external surface of buried pipeline to be exposed to wet soil around it. As a result of the chemical interactions and formation of carbonate/bicarbonate solution and with the presence of tensile stresses, stress corrosion cracking occurred in the longitudinal direction and at the outer surface of the pipe. In addition, mechanisms and morphology of cracks propagation due to stress corrosion cracking to internal side of the pipe wall were studied. Ó 2010 Elsevier Ltd. All rights reserved. 1. Introduction Stress corrosion cracking in oil and gas transmission pipelines used in oil and gas industries is a highly important issue, because always the leakage or rupture and failure of the pipelines can pose a potential threat to humans and environment. As a result, corrosion and defects detection of pipelines is essential [1]. Generally, buried pipelines in soil with more than 5 years of life, experience different types of corrosion and metallurgical defects’ especially cracks. The source of these cracks can be defects that randomly exist and come to existence due to construction or demolition processes of carbon steel pipeline. Combination of stress (such as Hoop stress or residual stress) with natural soil environment which contains different amounts of moisture and oxygen, promote the initiation of cracking and accelerates its growth in the thickness of the pipe. In the pipeline during operation, the cracks can grow from primary sizes to critical sizes leading to leakage (especially in the pipelines with small wall thickness) or a sudden failure (particularly in the pipelines with large wall thickness). Stress corrosion cracking on the external surface of pipeline steel has occurred in many countries (such as Australia, Iran, the United States, Canada, and Pakistan), it has been followed by catastrophic events [2,3]. In this case study, the causes of stress corrosion cracking of API 5L X60 steel gas pipeline that was installed in the northern regions of Iran, has been studied. Chemical analysis of alloy steel pipeline above in comparison with the standard API SPEC 5L Grade X60 is given in Table 1 [4]. The mechanical properties of the steel discussed in this article using an Instron servo hydraulic machine evaluated by tensile tests and the results are listed in Table 2. Tensile and yield strengths values are located in the range of standard API 5L X60. Macro hardness tests were performed to clarify the hardness of base metal on three points to achieve reproducibility. The hardness Vickers tests results are shown in Table 3. ⇑ Corresponding author. Tel.: +98 21 82883378; fax: +98 21 88005040. E-mail address: tshahrabi34@modares.ac.ir (T. Shahrabi Farahani). 1350-6307/$ - see front matter Ó 2010 Elsevier Ltd. All rights reserved. doi:10.1016/j.engfailanal.2010.11.014 964 E. Sadeghi Meresht et al. / Engineering Failure Analysis 18 (2011) 963–970 Table 1 Chemical composition of steel pipeline suffers stress corrosion cracking in comparison with API SPEC 5L Grade X60. Specimen API 5L X60 [4] Fe C Si Mn P S Cr Ni Mo Cu V Ti Co Al Sn As Base – 0.12 Max 0.22 0.3 – 1.2 Max 1.4 0.029 Max 0.03 0.016 Max 0.03 0.01 – 0.01 – 0.01 – 0.03 – 0.061 – 0.002 – 0.007 – 0.017 – 0.002 – 0.005 – Table 2 Tensile properties of steel pipeline suffer stress corrosion cracking in comparison with API SPEC 5L Grade X60. Property Valuea API 5L X60 [4] a Yield strength Ultimate tensile strength Circumferential Longitudinal Circumferential Longitudinal 428 (MPa) 62,075 (psi) Min: 413 (MPa) or 60,000 (psi) 431 (MPa) 62,510 (psi) 522 (MPa) 75,709 (psi) Min: 517 (MPa) or 75,000 (psi) 518 (MPa) 75,129 (psi) Under ambient condition (23 °C and 65% relative humidity) with a crosshead speed of 1 mm/min. 2. History of pipeline failure 2.1. Visual inspections A part of gas transmission pipelines, with diameters of 40 in., suffering from stress corrosion cracking, was in a distance of 3 km downstream from the closest compressor station where the gas temperature was relatively higher than the stable levels further downstream. The pipeline’s cracked zone was at 6 o’clock position. With the help of visual inspection, 59 cracks observed clearly on the surface area of 50 cm and 20 cm, in the longitudinal direction on the outer surface of the pipeline. The largest crack length was about 20 mm and the smallest crack length was about 0.1 mm (Fig. 1). All cracks were shallow and thus with no leaks and failure. Deepest crack was around 2.4 mm and also the external surface of pipeline contained considerably small to largely wide shallow pits. Some of these pits were even placed in the crack propagation path and some of these paths were ended to these pits. Also, field studies indicated that the applied polyethylene tape coating became loose and overlapped, i.e., opened and disbonded in the corroded area on the outer surface of the pipe. In the cracked region, the coating had lost its adhesion to the outer surface of the pipe, so it was easily dug. 2.2. Corrosion products analysis When the coating was completely removed, the external surface of the pipe was covered with a lot of rust red/brown/ black. In addition, small-sized white and yellow powder deposits were observed on the surface of the tube (Fig. 2). These deposits were collected carefully from the surface of pipe and analyzed by X-ray scattering (Table 4). Table 3 The hardness Vickers tests results of base metal. HV value Point 1 Point 2 Point 3 Applied force (kg f) Hardness region Value (HV) Mean value (HV) 232 230 234 230 3 Base metal Fig. 1. The longitudinal cracks with different sizes on the external surface of the steel pipeline in a 40 in. gas pipeline failed near a compressor station. 965 E. Sadeghi Meresht et al. / Engineering Failure Analysis 18 (2011) 963–970 Fig. 2. The presence of small-sized white and yellow powder deposits under the coating on the external surface of the steel pipeline (50). Table 4 Elemental analysis (XRF) and structural analysis (XRD) of the corrosion products formed on the outer surface of the pipe. Analyzing method Results XRF XRD Fe, Si, S, Al, Ca, P, Mn, Ni, Cl, O FeO, Fe3O4, FeCO3 Table 5 Chemical analysis and structural analysis (XRD) of soil samples around the pipeline. Sample number XRD Soil chemical analysis pH (in ambient temperature) Cl (wt.%) SO2 (wt.%) CO2 (wt.%) HCO 3 (wt.%) 4 3 1 2 3 4 5 CaCO3, SiO2 CaCO3, SiO2 Ca(OH)2, CaO and a small amount of: SiO, Ca3SiO5 CaCO3, SiO2 Ca(OH)2 and a small amount of: SiO2, Ca3SiO5 0.1P 0.1P 0.1P 0.1P 0.1P 0.1P 0.1P 0.1P 0.1P 0.1P 59 48 10 37 2 3.1 2.8 0.4 3.6 0.1 9.4 12.2 11.7 9 12.3 2.3. Analysis of soil adjacent to pipeline The soil samples adjacent to the cracked area was also analyzed by X-ray scattering (Table 5). The presence of carbonate– bicarbonate ðCO23 —HCO 3 Þ in the analysis shows the presence of an environment with high pH presence in the vicinity of the cracked region for a long time. It should be mentioned, although, a lot of red/brown/black rust was observed on the outer surface of the pipe, there was no sign of pitting corrosion or weight loss. In fact, the pipe wall thickness dimensions had not change. 2.4. Mechanical and service parameters of the pipeline Various parameters related to this pipeline are summarized in Table 6. Stress corrosion cracks had been identified after almost 40 years. During the year before the diagnosis of stress corrosion cracking, operating pressure was lower than the maximum allowable operating pressure. It is also important to note that the thermal history of the pipeline during the past years consistently was lower than the allowable limit. The pH of the electrolyte trapped in the gap beneath the disbonded coating was measured using Litmus paper. pH values were between 8 and 10. 2.5. Protection of pipeline The damaged pipeline began to operate with the coal-tar based coating, which was replaced by polyethylene tape coating in 1999. It is reported that this replacement was due to very slight damage which applied to the coal-tar based coating. The pipeline was cathodic protected by impressed current method for the mitigation of corrosion. Pipe to soil potential measurements (with respect to Cu/CuSO4 reference electrodes), was performed every six months, if required, it should be balanced to the minimum amount of pipe to soil potentials (0.85 V pipe to soil potential with respect to Cu/CuSO4 reference). It should 966 E. Sadeghi Meresht et al. / Engineering Failure Analysis 18 (2011) 963–970 Table 6 Mechanical and service parameters of the pipeline. Property API standard Diameter of pipe Wall thickness Grade of steel Internal gas pressure (at the time of diagnostic the cracks) Hydraulic pressure (line tested at) Temperature of gas Depth below ground level Type of coating 40 in. 0.5 in. API 5L X60 60,000 psi min yield 925 psig 1050 psig 32–47 °C 2 diameters At first coal-tar based which was replaced by polyethylene tape coating from 1999 Table 7 Applied potential for cathodic protection of steel pipelines, with respect to Cu/CuSO4 reference electrode in the recent third readings. a Reading time Potential range (V)a First half of 2008 (July) Second half of 2008 (January) First half of 2009 (July) 1.5, 1.7 1.11, 1.5 0.9, 1.09 The more distance from the compressor station, the more decreases in potential values. be mentioned that the part of the pipeline which suffered stress corrosion cracking always had more negative potential than the standard 0.85 V to the reference electrode of Cu/CuSO4 reference. The recent third reading of the pipeline potentials are given in Table 7. 2.6. Microstructure Microstructure of steel pipelines is ferritic–pearlitic structure, in which pearlite grains are dispersed in ferritic base which consists of lighter ferrites and darker pearlites (Fig. 3). The presence of so many inclusions such as MnS parallel to the longitudinal direction of pipe, were also observed. These inclusions are considered as preferred locations for initiation of surface cracks or propagation of pre-existing defects [5–7]. 2.7. Metallography of cracks Metallographic samples containing macroscopic cracks and pits were prepared from circumferential sections of the pipe. After the polishing and etching (2% Nital etchant), the specimen was cleaned using ultrasonic in a 5% EDTA solution for 5 min and observed using the SEM Phillip XL-30. Furthermore, no article morphologies and crack growth and corrosion mechanisms were studied. Fig. 4 shows that the majority of cracks were initiated at the end of pits, and have been propagated in the pipe wall thickness. Type of cracks propagation mode was intergranular and branched. On the other hand, main crack’s path is singular and from the sides and bottom, the secondary small cracks have propagated, that some of these cracks were not clearly identifiable. Stress corrosion cracks had initiated at ferritic grain boundaries and had grown to a size of several grains. If only grain boundaries corrosion had occurred, all grain boundaries were subjected to attacks, but because it had not, grain boundaries corrosion did not happen, but instead intergranular stress corrosion cracks occurred [8]. Micrographs obtained in the Figs. 3–5 shows that (1) In general, cracks growth has been intergranular, (2) cracks have many fine branches, and (3) corrosion products were observed inside the cracks. These three characteristics caused clearly by stress corrosion cracks suggest that the pipeline failure was due to stress corrosion cracking [9]. Because the cracks were Fig. 3. The optical microscopic image of the stress corrosion cracking (200). E. Sadeghi Meresht et al. / Engineering Failure Analysis 18 (2011) 963–970 Fig. 4. Growth of cracks at the end of pits. Fig. 5. SEM image (BSE) of the intergranular stress corrosion cracking (240). Fig. 6. SEM image (SE) of the presence of corrosion products inside the cracks and the corrosion products analysis of point ‘‘A’’. 967 968 E. Sadeghi Meresht et al. / Engineering Failure Analysis 18 (2011) 963–970 Fig. 7. (a) SEM image (BSE) of a macrocrack and (b) results of various zones quantitative analysis. shallow, it was difficult to break and open these sections in order to perform different analyses such as SEM and EDAX of corrosion products found on the surface of cracks. So only the largest cracks were broken and opened by doing surface bending [5]. EDAX analysis was carried out from two points (Fig. 7a). Point B is from the tip of crack and point C is from the edge of the crack. The analyses results show that in point B, corrosion products contain primarily elements such as Carbon, Oxygen, Silicate, Sulfur and Aluminum. Analysis of corrosion products at point C, which was in the vicinity of the surrounding wet soil, showed also the same particles in point B. But the amount of sulfur in this section had been slightly increased which indicates, at this point, the severity of corrosion caused by SRB might be higher than point B (Fig. 7b). EDAX analysis of corrosion products trapped in the crack and its secondary branches resulted in Carbon, Oxygen, Silicate and Sulfur (Fig. 7b). High amount of Mn in some parts inside the cracks in the EDAX analysis, indicates the presence of MnS inclusions (point A in Fig. 6a). Micrograph shows some hydrogen voids in the microstructure, which may be created by cathodic protection and existence of acidic pH conditions in the tip of crack (Fig. 6b). 3. Discussion The values listed in Tables 1 and 2 shows that the pipe material is in accordance with API 5L Standard. History of pipeline temperature and pressure shows that stress corrosion cracking occurs in the conditions where temperature and pressure were working lower than the allowable limits. So obviously, the growth of cracks is due to the defects that had grown up in the working life of the pipeline. Also long-term placement of pipelines in underground had caused oxide layer to form on the surface and sides of cracks after many years. The cracks formed in the working conditions in the cross-section, were opened at the beginning, and became narrower gradually to the crack tip. Thickness of corrosion products approaching the crack tip decreases, but the size of this thickness is not accurately determined. Macro hardness Vickers tests of base metals show low hardness in base material that allows one to discard susceptibility to hydrogen embrittlement, possibly generated by cathodic overprotection. Scanning electron microscopy can give us the image of secondary electrons (SE) and backscatter electron image (BSE). Because in the backscatter electron image, heavier particles scattering back more electrons and produce lighter images than the lighter particles, it can provide more information about the composition of oxide layers. Because of higher content of oxide layers, this layer seems darker to the steel background. This event may happen more at the fresh crack tip [8]. Characteristics found in this study, is in accordance with the characteristics of stress corrosion cracking with high pH. Considering the results, the features cannot be found in any other specific mechanism for these phenomena. Defects caused by stress corrosion cracking, have unique characteristics that occur rarely in other corrosion mechanisms. E. Sadeghi Meresht et al. / Engineering Failure Analysis 18 (2011) 963–970 969 In our case, these characteristics are the following: (1) Colonies of intergranular and branched stress corrosion cracks on the pipeline surface. (2) Considerable concentration of carbonate/bicarbonate in the soil. (3) Layers of red/brown/black lining surface containing cracks. The black film covering the fracture surfaces probably consists of magnetite, which is thermodynamically the most likely corrosion product under the existing electrochemical, temperature and pH conditions. Magnetite is a protective film, but brittle. If this layer is damaged due to localized plastic strain, allowed to contact the environment to the metal surface at the tip of the crack. As a result, this localized dissolution leads to initiation and crack propagation of stress corrosion cracks [7,9]. Yellow powder deposits on the surface of the pipe are probably due to the presence of iron carbonate (FeCO3) that the corrosion products analysis by XRD and XRF, confirms the presence of this compound. Presence of this compound in corrosion products indicates the existence of carbonate/bicarbonate environment which is viewed as the most important factor in stress corrosion cracking at the external pipeline surface [9]. Previous studies show that the environment of carbonate/bicarbonate may result from the cathodic protection reactions. More generally, hydrogen evolution in the trapped water between the pipeline surface and coating damaged zones, due to cathodic protection current can causes the formation of hydroxyl ions from electrochemical reactions. The soil carbon dioxide can react with hydroxyl ions and according to the following reactions, carbonate and bicarbonate ions will be formed: CO2 þ OH ! HCO3 HCO3 þ OH ! CO2 3 þ H2 O Regarding details of the system, different amounts of hydroxyl ions, carbonate and/or bicarbonate can be formed. As a result of iron ions react with carbonate ions, iron carbonate is formed. The small-sized white powder deposits, is probably related to crystals of carbonate and sodium bicarbonate deposits. It should be noted that the CP currents are shielded from the steel by the coating and, thus, are often insufficient to prevent SCC. SCC occurs in the presence of bicarbonate and carbonic solution at locations where the coating may totally shield the pipe from CP. In our case it seems that cathodic protection plays an Insignificant role in occurrence of high-pH SCC because the range of higher susceptibility electrochemical potentials is almost between 675 and 825 mV (Cu/CuSO4)[10] and CP in the recent third readings of the pipeline potential were higher than 900 mV. However, the occurrence of stress corrosion cracking is under the influence of different factors such as levels of stress, temperature and stress fluctuations, pH environment, the potential, and microstructure, initiation of stress corrosion cracks basically depends on the beginning of the destruction of coating. That is why the new coatings such as polyethylene tape, Fusion epoxy bonded, and urethane based compounds show better behavior than the old coal-tar based coatings [11,12]. In our case, the coal-tar based coating was replaced by polyethylene tape coating in 1999. The coal-tar based coatings have had many disadvantages compared to the polyethylene tape coatings such as low resistance of coating to disbonding and the lower ability to pass current through the coating and thereby protect the disbonded regions [13,14]. Based on previous studies, majority of the stress corrosion cracking failures was associated with coal-tar based coatings and therefore it is possible that after the recoating, the cracks that initiated during existence of primary coating were dormant for some time, and then reinitiated during existence of secondary coating. Most failures occurred by stress corrosion cracking, occur at 6 o’clock position or near the bottom of pipe. Some possible reasons for this behavior are as follows [15]: – Because of presence of more defects near the bottom of the pipe in the coatings. – The bottom of the pipe is usually anodic in comparison to the top because of oxygen-concentration gradients in the soil. – The water in the soil or under the coating flows toward the bottom of the bitch or the bottom of the pipe. 4. Conclusions The existence of active defects on external surface steel pipeline immersed in CO2 3 =HCO3 environments indicates its possible susceptibility to SCC failures in such aggressive media. In this study, SEM fractographs of the pipe above showed the combination of microcleavage, intergranular and branched stress corrosion cracks with high-pH. In view of the above, the following recommendations are made to prevent the recurrence of similar failures caused by stress corrosion cracking of the pipelines. (1) Diagnosis the place of the cracks by destructive and non-destructive tests, to prevent them from growing up. (2) The prevention or reduction of the growth of stress corrosion cracks, to prevent them from reaching the critical size. 970 E. Sadeghi Meresht et al. / Engineering Failure Analysis 18 (2011) 963–970 In general, prevention of SCC requires elimination of one of the three conditions – tensile stress, a critical environment or a susceptible alloy. Also changing the environment, electrochemical potential, level of stress and temperature, using inhibitors (organic or inorganic inhibitors) and new coatings are considered as other ways of preventing stress corrosion cracking. References [1] Shipilov AS, Le May I. Structural integrity of aging buried pipelines having cathodic protection. Eng Fail Anal 2006;13:1159–76. [2] Hussain K, Shaukat A, Hassan F. Corrosion cracking of gas-carrying pipelines. Materials Performance; 1988: p. 13–15. [3] Jones DJ. et al., An analysis of reportable incidents for natural gas transmission and gathering lines 1970 through June 1984 NG, 18. Report no. 188, American Gas Association; 1986. [Catalog no. L51499]. [4] API 5 L – Specification for line pipe. 41st ed. American Petroleum Institute; 1995. [5] Abedi S Sh, Abdolmaleki A, Adibi N. Failure analysis of SCC and SRB induced cracking of a transmission oil products pipeline. Eng Fail Anal 2007; 14: p. 250–61. [6] Delafosse D, Bayle B, Bosch C. The roles of crack-tip plasticity, anodic dissolution and hydrogen in SCC of mild and C–Mn steels, environment-induced cracking of materials 2008; p. 267–78. [7] Manfredi C, Otegui JL. Failures by SCC in buried pipelines. Eng Fail Anal 2002;9:495–509. [8] Wang J, Atrens A. Analysis of service stress corrosion cracking in a natural gas transmission pipeline, active or dormant. Eng Fail Anal 2004;11:3–18. [9] Hasan F, Iqbal J, Ahmed F. Stress corrosion failure of high-pressure gas pipeline. Eng Fail Anal 2007;14:801–9. [10] Zakroczmski T, Parkins RN. A comparison of potentiodynamic, current decay and straining electrode experiments in assessing the stress corrosion cracking susceptibilities of low alloy ferritic steels. Corros Sci 1980;20:723–36. [11] Alen Kehr J. Fusion bonded epoxy (FBE) a foundation for pipeline corrosion protection. NACE 2003. [12] Parkins RN, O’Dell CS, Fessler RR. Corros Sci 1984;24:343–73. [13] Beavers JA, Garrity KC. 100 mV Polarization criterion and external SCC of underground pipelines. Corrosion NACE 2001. Houston (Texas): NACE International. [Paper no. 01592]. [14] Niu L, Cheng YF. Development of innovative coating technology for pipeline operation crossing the permafrost terrain. Constr Build Mater 2008;22:417–22. [15] Parkins RN. The controlling parameters in stress corrosion cracking. In: Proceedings of the fifth symposium on line pipe researc. PRCI, L30175; 1974. p. U-1.