Caustic Environments: Material Selection & Corrosion Resistance
advertisement

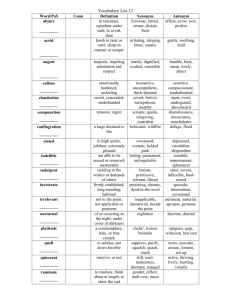
MATERIALS IN CAUSTIC ENVIRONMENTS IN THE INDUSTRY 1. INTRODUCTION Caustic or strongly alkaline environments are rather common in the industry. They refer usually to highly concentrated solutions of sodium hydroxide (NaOH) or caustic soda, potassium hydroxide (KOH) or caustic potash and calcium hydroxide Ca(OH)2) or caustic lime. High temperature caustic environments containing sometimes over 50% of alkalis are found in many industries including the fabrication of alkalis, oil refineries, pulp and paper and the process of alumina. 2. MATERIALS FOR HANDLING CAUSTIC SOLUTIONS IN THE INDUSTRY The most common material to handle caustic environments is carbon steel if the contamination by iron can be tolerated. Carbon steels suffer high corrosion rates at temperatures above 80°C and caustic cracking maybe expected.1 Ni containing carbon steels may be used for a wider and more aggressive ranges of caustic applications (Figure 3). The use of carbon steels or mild steels is recommended for applications up to 50% NaOH and temperatures as high as 66°C.2 In spite of the cracking problems, carbon steel is the preferred material for alumina processing vessels such as digesters, decomposers and precipitators.3 Stainless steels such as austenitic seem even less reliable than carbon steel for caustic service. 3. CORROSION IN CAUSTIC SOLUTIONS Corrosion by caustic (sodium or potassium hydroxide) at all concentrations is easily handled at room temperature with a variety of metals and alloys, including carbon steels. It becomes increasingly more corrosive with increasing temperature and concentration. The useful safe limit o of carbon steel is approximately 65 C, with regard to corrosion. With regard to the safe temperature for carbon steel, the reader should look at the curve in Figure 1. Stainless steels are more resistant to general corrosion compared with carbon steel; however, they can suffer Caustic o Stress Corrosion Cracking (CSCC) at approximately 121 C. As a general rule, the resistance to caustic solutions increases with increasing nickel content. Susceptibility to caustic Stress Corrosion Cracking (SCC) depends on several variables including alloy content, caustic concentration, temperature, and stress level. As with other cracking mechanisms, there is a threshold stress level where cracking will not occur; unfortunately, the threshold level for the high nickel alloys in high-temperature caustic has not been determined precisely. 4. CORROSION RESISTANCE OF ALLOYS TO CAUSTIC SOLUTIONS 4.1. Carbon and Low Alloy Steels. Sodium and potassium hydroxides (both hereafter referred to as caustic) are commonly handled and stored at ambient temperatures in all concentrations with carbon steel equipment. At temperatures above ambient, corrosion rates of carbon steel become greater and is accompanied by a risk of CSCC. Low concentrations of caustic can be safely o handled by carbon steel up to 82 C, where CSCC starts to become a risk factor, while the o safe upper limit for a 50% solution is approximately 48 C. The Caustic Soda Service Chart with modified (Figure 1& 2) is a widely used guide for determining safe operating temperatures with respect CSCC of carbon steels at various concentrations of caustic. This chart allows non-stress relieved carbon steel to be used for caustic service up to 60°C for NaOH concentrations up to 30% (Area A in the Chart) (Figure 1). Stress-relieved carbon steel is recommended to be used in conditions delineated by Area B. The maxi-mum temperature for Area B is approximately 230°F (110°C) at 20% NaOH and decreases to approximately 170°F (~80°C) at 50% NaOH. In the Area C, for temperatures higher than 110°C, only nickel alloys are recommended for all concentration of caustic soda. 4.2. Ferritic Stainless Steels. The high purity ferritic stainless steels, such as E-Brite 26-1 (UNS S44627), exhibit excellent resistance to aggressive caustic solutions with performance far superior to the austenitic stainless steels and, reportedly, at least as good as nickel. This superior resistance in some caustic solutions has been attributed to the presence of hypochlorates or chlorate contaminants, which are detrimental to nickel alloys. One source reports that o o o o 26-1 is useful up to 300 F/148 C to 350 F/177 C. Another reports good resistance at o o 177 C -204 C and 45% NaOH based on their good resistance to caustic, particularly those containing oxidizing contaminants, they see extensive use as caustic evaporator tubes. However, the Achilles Heel of the ferritic stainless steels is the inherent poor toughness of welded joints and low strength at elevated temperatures. They are, therefore, not normally used for pressure vessel applications. 4.3. Austenitic Stainless Steels. Researchers using solutions of commercially pure caustic developed a diagram that attempts to delineate the parameters of concentration and temperature governing caustic embrittlement i.e., SCC of the 300 series austenitic stainless steels. In actuality, it has been observed that there is a real possibility that the type 300 series grades may lose their passivity and undergo rapid general corrosion in hot 40-50% caustic. Probable safe limits are well below those indicated in the curve, e.g., 70°C for 50% caustic and 80°C for 40%solutions. The common service maximum temperature limit for 304/316 type stainless steel is 100°C. Caustic cracking can occur at higher temperatures. SCC of the 300 series stainless steels is classically trans-granular. 4.4. Duplex Stainless Steels. The duplex stainless steels were developed to exhibit comparable general corrosion resistance as 316SS, but with reduced susceptibility to chloride stress corrosion cracking. The higher alloyed duplex stainless steel alloys, ones with significant molybdenum and nitrogen additions, can be superior to 316 SS in caustic environments. Grades 2205 and 2906 are reported to have useful caustic cracking resistance. 4.5. High Nickel Austenitic Stainless Steels. The high nickel family of stainless steels are those containing approximately 25-35 wt. % nickel, and include such non-patented and proprietary alloys as 904L, Sanicro 28, alloy 20Cb-3, alloy 800, Al6-XN etc. With these alloys, resistance to aggressive (high temperature) caustic solutions increases significantly compared with the 300-series stainless steels. 4.6. Nickel Alloys. Commercially pure nickel, alloy 200(N02200) and alloy 201 (N02201) are the best materials for resisting corrosion and stress corrosion cracking in caustic environments. Alloy 400 (N04400) and alloy 600 (N06600) also have excellent stress corrosion resistance. These alloys can however suffer from caustic stress corrosion cracking at caustic concentrations above 70% at temperatures above 290°C (550°F). The Ni-Cr-Mo alloys such as C-276 (N10276) also have useful caustic cracking resistance, however are susceptible to caustic cracking at high concentrations and temperatures. Figure 4 shows the SCC range of nickel and other nickel alloys. Figure 1. Caustic service chart for carbon steel. 5. SUMMARY a) In the production of alkalis and alumina, carbon steel is the most ubiquitous alloy. Some pumps and valves may be made of nickel alloys. b) Austenitic stainless steels such as Type 304 and 316 seem to offer a poorer resistance than plain carbon steel. For protection a content of Ni higher than 30% may be needed. c) Commercially pure Ni is the most resistant material to both general corrosion and to environmentally assisted cracking (EAC) or stress corrosion cracking (SCC). d) Under mild oxidizing conditions both Ni and Cr are important alloying elements. Mo is a detrimental alloying element. Alloys containing an important amount of Mo (such as C276) would suffer dealloying especially under mildly oxidizing conditions. e) The occurrence of SCC seems to be associated to the presence of an anodic peak in the active region of potentials. Anodic dissolution seems to be the governing mechanism for caustic cracking. f) Some materials chart are given below for specific environments Figure-3 Recommended Materials selection in Caustic environment with concentration &Temperature5 Note10. a) Stress relieve carbon and chrome steel welds and cold bends in amine service regardless of service temperature. For all concentrations of carbonate solutions and in concentrations of caustic up to 30%, stress relieve for service temperatures above 60°C (140°F). For 30% to 50% caustic, the service temperature where stress relief is required decreases from 60°C (140°F) to 48°C (118°F). Welded tubing does not require heat treatment in addition to that required by the ASTM specifications. Rolled tube-to-tube sheet joints do not require stress relief. b) *digit means corrosion allowance’s in millimeter. CONCLUSION The vessel will be constructed for super petrochemical limited is in caustic environment contains of about 30-32% concentration with working temperature about 250 to 300 Celsius (ambient). So above discussion, we can conclude here about vessel materials in given caustic environment for super petro chemical are carbon steels with nominal corrosion allowances 1.5mm is the best option and nickel alloy would be alternative used for high temperature and high concentration for better performance sacrificing cost consideration. REFERENCES 1. C. P. Dillon “Corrosion Control in the Chemical Process Industry” (Houston, TX: NACE International, 1994). 2. J. K. Nelson “Corrosion by Alkalis and Hypochlorite,” in Metals Handbook, 9Th Edition, Volume 13 – Corrosion (ASM International, 1987: Metals Park, OH) p. 1174. 3. H. H. Le and E. Ghali, Corr. Sci., 35, 435 (1993). 4. Rebak, R. B. (2005). Industrial Experience on the Caustic Cracking of Stainless Steels and Nickel Alloys-A Review (No. UCRL-PROC-216072). Lawrence Livermore National Lab.(LLNL), Livermore, CA (United States). 5. White, R. A. (1998). Materials selection for refineries and Gathering facilities. NACE, 51. P158