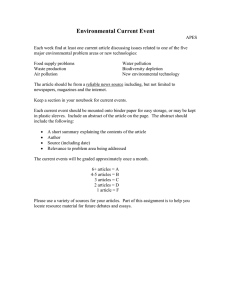
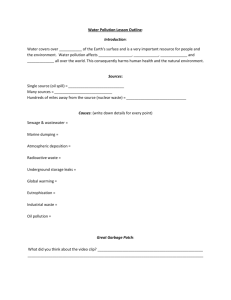
Pollution Prevention Pollution prevention is a carefully planned investment aimed at reducing an enterprise's operating costs through the elimination of harmful pollution. From: Green Profits, 2001 Related terms: Contaminant, Reuse, Hazardous Waste, Management, Raw Material, Recycling, Solvent, Waste Minimisation, waste water View all Topics Learn more about Pollution Prevention Pollution Prevention Woodard & Curran, Inc., in Industrial Waste Treatment Handbook (Second Edition), 2006 Pollution Prevention Leads to Environmental Sustainability Once pollution prevention practices are implemented throughout the industrial process, a business will be well on its way to achieving environmental sustainability. Sustainability, as defined by the Brundtland Commission in 1987, is “development that meets the needs of the present without compromising the ability of future generations to meet their own needs.” While cost savings and regulatory drivers are important, environmental sustainability represents a higher goal—one that should be strived for because it's the right thing to do. The benefits of pollution prevention and environmental sustainability not only include cost savings and regulatory compliance, but also improved working conditions for employees, competitive advantages with environmental-sawy clients and consumers, and improved community and regulator relations. > Read full chapter Removal of Organic Compounds From the Environment Dr.James G. Speight, in Environmental Organic Chemistry for Engineers, 2017 5.5 Options Pollution prevention is the responsibility of everyone and preventing pollution may be a new role for production-oriented managers and workers, but their cooperation is crucial. It will be the workers themselves who must make pollution prevention succeed in the workplace. The best way to reduce pollution is to prevent it in the first place. Some companies have creatively implemented pollution prevention techniques that improve efficiency and increase profits while at the same time minimizing environmental impacts. This can be done in many ways such as reducing material inputs, reengineering processes to reuse by-products, improving management practices, and substituting benign chemicals for toxic ones. Some smaller facilities are able to actually get below regulatory thresholds just by reducing pollutant releases through aggressive pollution prevention policies. Furthermore, it is critical to emphasize that pollution prevention in the chemical industry is process specific and oftentimes constrained by site-specific considerations. As such, it is difficult to generalize about the relative merits of different pollution prevention strategies. The age, size, and purpose of the plant will influence the choice of the most effective pollution prevention strategy. Commodity chemical manufacturers redesign their processes infrequently so that redesign of the reaction process or equipment is unlikely in the short term. Here operational changes are the most feasible response. Specialty chemical manufacturers are making a greater variety of chemicals and have more process and design flexibility. Incorporating changes at the earlier research and development phases may be possible for them. Several options have been identified that production facilities can undertake to reduce pollution. These include pollution prevention options, recycling options, and waste treatment options. Furthermore, pollution prevention options are often presented in four different categories, viz.: (1) pollution prevention options, (2) waste recycling, and (3) waste treatment. Either one or the other or any combination of the three options may be in operation in any given process. Pollution prevention options are usually subdivided into four areas: (1) good operating practices, (2) processes modification, (3) feedstock modification, and (4) product reformulation (Lo, 1991). The options described here include only the first three of these categories since product reformulation is not an option that is usually available to the environmental analyst, scientist, or engineer. 5.5.1 Operating Practices Good operating practices (Table 9.6) prevent waste by better handling of feedstocks and products without making significant modifications to current production technology. If feedstocks are handled appropriately, they are less likely to become wastes inadvertently through spills or outdating. If products are handled appropriately, they can be managed in the most cost-effective manner. For example, a significant portion of process waste arises from oily sludge found in combined process/storm sewers. Segregation of the relatively clean rainwater runoff from the process streams can reduce the quantity of oily sludge generated. Furthermore, there is a much higher potential for recovery of oil from smaller, more concentrated process streams. Solids released to the process wastewater sewer system can account for a large portion of a process's oily sludge. Solids entering the sewer system (primarily soil particles) become coated with oil and are deposited as oily sludge in the API oil/water separator. Because a typical sludge has a solids content of 5-30% by weight, preventing one pound of solids from entering the sewer system can eliminate several pounds 3-0 pounds of oily sludge. Methods used to control solids include using a street sweeper on paved areas, paving unpaved areas, planting ground cover on unpaved areas, relining sewers, cleaning solids from ditches and catch basins, and reducing heat exchanger bundle cleaning solids by using antifoulant materials in cooling water. Benzene and other solvents in wastewater can often be treated more easily and effectively at the point at which they are generated rather than at the wastewater treatment plant after it is mixed with other wastewater. 5.5.2 Process Modifications The organic chemicals industry requires very large, capital-intensive process equipment. Expected lifetimes of process equipment are measured in decades. This limits economic incentives to make capital-intensive process modifications to reduce wastes generation. However, some process modifications (Table 9.7) or process improvement (Table 9.8) reduce waste generation. The organic chemicals industry has made many improvements in the design and modification of processes and technologies to recover product and unconverted raw materials. In the past, they pursued this strategy to the point that the cost of further recovery could not be justified. Now the costs of end-of-pipe treatment and disposal have made source reduction a good investment. Greater reductions are possible when process engineers trained in pollution prevention plan to reduce waste at the design stage. For example, although barge loading is not a factor for all production facilities, it is an important emissions source for many facilities. One of the largest sources of volatile organic carbon emissions is the fugitive emissions from loading of tanker barges. These emissions could be reduced by more than 90% by installing a vapor loss control system that consists of vapor recovery or the destruction of the volatile organic carbon emissions in a flare. Fugitive emissions are one of the largest sources of process hydrocarbon emissions. A leak detection and repair program consists of using a portable detecting instrument to detect leaks during regularly scheduled inspections of valves, flanges, and pump seals. Older process boilers may also be a significant source of emissions of sulfur oxides (SOx), nitrogen oxides (NOx), and particulate matter. It is possible to replace a large number of old boilers with a single new cogeneration plant with emissions controls. Since storage tanks are one of the largest sources of VOC emissions, a reduction in the number of these tanks can have a significant impact. The need for certain tanks can often be eliminated through improved production planning and more continuous operations. By minimizing the number of storage tanks, tank bottom solids and decanted wastewater may also be reduced. Installing secondary seals on the tanks can significantly reduce the losses from storage tanks containing gasoline and other volatile products. Solids entering the crude distillation unit are likely to eventually attract more oil and produce additional emulsions and sludge. The amount of solids removed from the desalting unit should, therefore, be maximized. A number of techniques can be used such as: using low shear mixing devices to mix desalter wash water and crude oil, using lower pressure water in the desalter to avoid turbulence, and replacing the water jets used in some production facilities with mud rakes which add less turbulence when removing settled solids. Purging or blowing down a portion of the cooling water stream to the wastewater treatment system controls the dissolved solids concentration in the recirculating cooling water. Solids in the blowdown eventually create additional sludge in the wastewater treatment plant. However, minimizing the dissolved solids content of the cooling water can lower the amount of cooling tower blowdown. A significant portion of the total dissolved solids in the cooling water can originate in the cooling water makeup stream in the form of naturally occurring calcium carbonates. Such solids can be controlled either by selecting a source of cooling tower makeup water with less dissolved solids or by removing the dissolved solids from the makeup water stream. Common treatment methods include: cold lime softening, reverse osmosis, or electrodialysis. In many production facilities, using high-pressure water to clean heat exchanger bundles generates and releases water and entrained solids to the process wastewater treatment system. Exchanger solids may then attract oil as they move through the sewer system and may also produce finer solids and stabilized emulsions that are more difficult to remove. Solids can be removed at the heat exchanger cleaning pad by installing concrete overflow weirs around the surface drains or by covering drains with a screen. Other ways to reduce solids generation are by using antifoulants on the heat exchanger bundles to prevent scaling and by cleaning with reusable cleaning chemicals that also allow for the easy removal of oil. Surfactants entering the process wastewater streams will increase the amount of emulsions and sludge generated. Surfactants can enter the system from a number of sources including: washing unit pads with detergents; treating gasoline with an end point over 200°C (> 392°F), thereby producing spent caustics; cleaning tank truck tank interiors; and using soaps and cleaners for miscellaneous tasks. In addition, the overuse and mixing of the organic polymers used to separate oil, water, and solids in the wastewater treatment plant can actually stabilize emulsions. The use of surfactants should be minimized by educating operators, routing surfactant sources to a point downstream of the DAF unit and by using dry cleaning, high pressure water or steam to clean oil surfaces of oil and dirt. Replacing 55-gallon drums with bulk storage facilities can minimize the chances of leaks and spills. And, just as 55-gallon drums can lead to leaks, underground piping can be a source of undetected releases to the soil and groundwater. Inspecting, repairing or replacing underground piping with surface piping can reduce or eliminate these potential sources. Finally, open ponds used to cool, settle out solids and store process water can be a significant source of volatile organic carbon emissions. Wastewater from coke cooling and coke volatile organic carbon removal is occasionally cooled in open ponds where volatile organic carbon easily escapes to the atmosphere. In many cases, open ponds can be replaced with closed storage tanks. 5.5.3 Material Substitution Options Spent conventional degreaser solvents can be reduced or eliminated through substitution with less toxic and/or biodegradable products. In addition, chromate containing wastes can be reduced or eliminated in cooling tower and heat exchanger sludge by replacing chromates with less toxic alternatives such as phosphates. Using catalysts of a higher quality will lead in increased process efficiency, while the required frequency of catalyst replacement can be reduced. Similarly, the replacement of ceramic catalyst support with activated alumina supports presents the opportunity for recycling the activated alumina supports with the spent alumina catalyst. > Read full chapter Environmental Laws and Regulations Ravi Jain Ph.D., P.E., ... M. Diana Webb M.L.A., in Handbook of Environmental Engineering Assessment, 2012 Key Provisions The Pollution Prevention Act of 1990 established as national policy the following waste management hierarchy: 1. 2. 3. 4. Prevention. The waste management priority is to prevent or reduce pollution at the source whenever feasible. Recycling. Where pollution cannot be prevented, it should be recycled in an environmentally safe manner whenever feasible. Treatment. In the absence of feasible prevention and recycling, pollution should be treated to applicable standards prior to release or transfers. Disposal. Only as a last resort are wastes to be disposed of safely. The Pollution Prevention Act further directed the EPA to: 1. 2. 3. 4. 5. 6. Establish a prevention office independent of the agency's single-medium program offices (the EPA added pollution prevention to the existing function of Assistant Administrator for Pesticides and Toxic Substances). Facilitate the adoption by business of source-reduction techniques by establishing a source-reduction clearinghouse and a state-matching grants program. Establish a training program on source-reduction opportunities for state and federal officials working in all agency program offices. Identify opportunities to use federal procurement to encourage source reduction. Establish an annual award program to recognize companies that operate outstanding or innovative source reduction programs. Issue a biennial status report to Congress. 7. Require an annual toxic chemicals source-reduction and recycling report for each owner or operator of a facility already required to file an annual toxic chemical release form under Section 313 of SARA (presented earlier). The EPA is integrating pollution prevention into all its programs and activities and has developed unique voluntary reduction programs with the public and private sectors. The executive branch of the federal government has sought to apply pollution-prevention requirements broadly throughout the government. Under Executive Order 13148, “Greening the Government through Leadership in Environmental Management,” April 21, 2000, federal agencies became responsible for integrating environmental accountability and more stringent pollution prevention considerations into their day-to-day decisions and long-term planning. The executive order is administered by the EPA, with certain responsibilities delegated to the CEQ. > Read full chapter Sustainable Approaches Daniel Vallero, in Fundamentals of Air Pollution (Fifth Edition), 2014 32.8 Socioeconomic Costs and Benefits Pollution prevention has the distinct advantage over stack controls in that most of the time the company or other prospective air pollution source (e.g. university facilities and maintenance departments, city public works departments, and state highway departments) not only eliminates or greatly reduces the release of hazardous materials but also saves money. The most obvious costs are those normally documented in company and departmental records, such as direct labor, raw materials, energy use, capital equipment, site preparation, tie-ins, employee training, and regulatory recordkeeping (e.g. permits).16 However, there are numerous other savings, including those resulting from not having to spend time on submitting compliance permits and suffering potential fines for noncompliance. Future liabilities weigh heavily where hazardous wastes have to be buried or injected, as well as air pollution control equipment that cannot meet prospective emission standards. Additionally, there are the intangible benefits of employee relations and safety (see Table 32.2). In many ways, the transition from command and control approaches to prevention has been incremental; an evolution rather than a revolution. Regulatory requirements and good engineering practice will continue to call for better approaches in both areas. Control technologies and pollution prevention are not separate endeavors. In fact, the life cycle view prohibits such dichotomies. They are both crucial tools in green design. The advances will continue toward sustainability and beyond, e.g. regenerative materials and technologies. By focusing on the function and eliminating inefficiencies, we can expect even better results will be attained. Engineers and other designers are dedicated to continuous improvement and total quality. As such, regenerative strategies for design, manufacturing, use, and reuse will increasingly be embraced. Process modifications usually involve the largest investments of human and financial resources, and can result in the most rewards. For example, using wash water countercurrently instead of a once-through batch operation can significantly reduce the amount of wash water needing treatment. However, such a change requires new and redirect conduits, pipes, and valves; all necessitating a new process protocol. In industries where materials are dipped into solutions, such as in metal plating, the use of drag-out recovery tanks as an intermediate step has resulted in the savings of the plating solution and reduction in the volume of waste generated. Pollution prevention has the distinct advantage over stack controls in that most of the time the company not only eliminates or greatly reduces the release of hazardous materials, and may also reduce energy requirements. The potential for future costs and liabilities weigh heavily on decisions about air pollution prevention and control. Indeed, solving an air pollution problem is a systems problem. Removing a contaminant from the gas stream, only to have be concentrated in solid or liquid phase, must include a plan for addressing this new problem, i.e. where and how to handle this new hazardous wastes. Additionally, there are intangible benefits, such as employee relations, occupational safety, and trust from the public. A company or departmental ethos must be one of stewardship and concern for the next generations. Green engineering and sustainable approaches to prevent air pollution must be part of that ethos. > Read full chapter FINANCIAL PLANNING TOOLS Nicholas P. Cheremisinoff Ph.D., Avrom Bendavid-Val, in Green Profits, 2001 Final Remarks on Pollution Prevention Pollution prevention works best in the context of an EMS. In fact, P2 should become an integral component of the EMS as opposed to a stand-alone program being implemented by a group of engineers. Indeed, it would be wrong to place a P2 program entirely in the hands of the technical staff because the real driving force is improving bottom-line financial performance. Reducing the four cost categories associated with pollution management is the ultimate objective of any P2 program. For this reason, the proper mix for a P2 audit team should be a financial planner, technology-specific specialists, and either a compliance officer or attorney (see Figure 5). By matching the skills, backgrounds and experiences of the team members with the cost categories, we can ensure that P2 recommendations will focus on as many opportunities as possible. Figure 5. Matching skills of the audit team members with the cost savings categories. Ultimately, if P2 is to have a significant impact in your enterprise, it cannot remain focused on one portion of the plant. The EMS is the vehicle by which the examples and benefits of localized P2 activities can be rolled-out to other parts of a plant operation, and to satellite and affiliate operations of your enterprise. All too often management views P2 as a long-term collection of activities, which can present incremental advantages and improvements. Indeed, P2 can start off that way, but when embraced in a macro-sense throughout the business, its impact can be much more dramatic. We maintain that if enterprises were practicing elements of pollution prevention 30 years ago, Superfund sites would likely not exist today. The third-party liabilities resulting from off-site property damages and class-action toxic tort cases of today and over the last 20 years, are a direct result of practices that not only ignored fate and transport characteristics of pollution, but simply did not focus on efficient manufacturing. Clearly we can argue that strict enforcement of environmental laws is what has brought industry to understanding that it must be responsible for how its operations interact with the environment and public safety, but from a business standpoint we must recognize that the cost of compliance has become excessive in some cases such that more effective approaches are needed in order to sustain operations. Industry has always had the incentives to reduce waste-full by-products. The thousands of tons of waste and spent solvents and off-spec chemical products stockpiled in corroding drums, saturated soils from careless spills and dumping, the percolation of these wastes into groundwaters that ultimately impacted on drinking water supplies in parts of our country, the hundreds of millions of dollars spent on fines, penalties, litigations due to off-site property damages from careless waste management, not to mention site remediation efforts that have gone on for decades at some facilities – all represent the reasons for investing in pollution prevention and cleaner production. And what about those parts of the world where many heavy industries operate within the framework of weak environmental enforcement? These enterprises not only face the same future liabilities that U.S. corporations did 30 years ago, but if they view pollution in its broadest sense – as waste and inefficiency, then their incentives exist. These enterprise simply have not quantified their losses and don't realize the money being lost through by-products flowing down sewer drains, flowing out of their stacks, and being washed away from stockpiles due to stormwaters. In addition, globalization of industry and business practices are making it exceedingly difficult for such operations to compete in world markets. Enterprises operating in transitioning economies are simply finding that their ability to penetrate markets in technologically advanced nations, where the general public recognizes the benefits of a Green Stamp of approval on goods and services are poor. Bear in mind that rigorous applications of the procedures and practices outlined for both P2 and EMS are not what is important. Successful programs must be flexible and adapted to the specific needs of the enterprise. The objective should not be to restructure your entire enterprise, but rather to incorporate certain tools and to refocus priorities so that the economics of the operations benefit through improved environmental performance. The following is a glossary of important financial terms to bear in mind. The appendix contains a list of P2 and EMS resources, which includes both printed references and Web sites we have visited and feel may assist you. And finally – if you have any questions, the authors are available to assist. > Read full chapter Waste Characterization Woodard & Curran, Inc., in Industrial Waste Treatment Handbook (Second Edition), 2006 Choice of Sampling Location Since pollution prevention is always a primary objective of any waste management program, waste sampling programs should always be designed to determine at which locations in an industrial processing plant significant amounts of waste are generated. Otherwise, it would be necessary to sample only the final composite effluent from the entire plant. The following example illustrates some of the choices to be made when designing a wastes sampling program. Figure 5-1 is a schematic of an electroplating shop with four different plating processes, designated Process 1, Process 2, Process 3, and Process 4. At the present time, all four processes discharge to a common drain that leads to the municipal sewer system. The task at hand is to develop a waste sampling and analysis program to provide data for a waste reduction program, as well as to enable calculation of design criteria for one or more treatment devices to pretreat the wastewater prior to its discharge into the municipal sewer system, within compliance with all applicable regulations. If the sole objective were to treat the wastewater to within compliance with the regulations, it would make sense to locate one composite sampler at the end of the building to sample the mixed effluent from all four plating processes. The questions then, would be, “How many days should the sampling period cover?” and “Over how long a time should each compositing period take place?” Figure 5-1. Schematic of an electroplating shop with four different processes. The answer to the first question depends on the processing schedule and whether or not different processes are run on a campaign basis in one or more of the four processing units. It is more or less standard practice to sample the wastes from a given process (or set of processes) over a three-consecutive-day period. Five would be better than three, but a decision has to be made between the greater costs for the longer sampling period and the greater risk associated with the shorter sampling period. A prudent engineer will develop more conservative design criteria if the risk of not having accurate waste characteristics is higher. The higher cost for the more conservatively designed treatment system may well be more than the higher cost for the longer sampling period. The second question addresses the length in time of each compositing period. Four six-hour composites per day produce four discrete samples to be analyzed, whereas two 12-hour composite samples taken each day will cost only half as much to have analyzed. Using any statistical approach available, the more discrete samples taken during the 24-hour operating day (that is, the shorter the compositing periods), the more accurate the results of the wastes characterization study will be. Here, again, a prudent engineer will recognize that more conservatism, and, therefore, higher cost, will have to be designed into a system. When the compositing periods are long, the number of discrete samples each day is low, and the risk of not having accurate, detailed characterization information is higher. If the four plating processes are quite different from each other, a less expensive overall treatment system might result if one or more are treated separately. If such is the case, it would be appropriate to locate composite samplers at the discharge point of each of the four processes. Now, the number of samples to be analyzed for a given number of sampling days and a given number of composites each day is multiplied by four. Still, the considerations of risk, conservatism in design, and total cost apply, and it is often cost effective to invest in a more expensive wastes characterization study to obtain a lower total project cost. It is seldom prudent to consider that the sole reason for carrying out a wastes characterization study is to obtain data from which to develop design criteria for a wastes treatment system. Rather, pollution prevention should almost always be a major objective, as it should be with any wastes management initiative. As discussed in Chapter 4, the many benefits of pollution prevention include lower waste treatment costs, as well as lower costs for disposing of treatment residuals. When taken in the context of a pollution prevention program, a wastes characterization study takes on considerations in addition to those discussed above. Using the same example illustrated in Figure 5-1, it is seen that locating only one composite sampler to sample the combined wastewater from all four plating processes would yield little information useful for pollution prevention purposes. For pollution prevention purposes, it is necessary to locate at least one composite sampler at the wastes discharge from each of the four plating processes. Furthermore, there is an important consideration of timing regarding execution of the sampling program. In order to enable measurement of the effectiveness and therefore the value, in terms of cost savings, of the pollution prevention program, a complete wastes characterization study should be carried out before wastes minimization or other aspects of pollution prevention take place. These data, however, will not be useful for developing design criteria for wastes treatment, since implementation of the pollution prevention program will, hopefully, significantly change the characteristics of the waste stream to be treated. A second wastes characterization study, then, should be conducted after the implementation and stabilization of the pollution prevention program. Stabilization is emphasized here, because improved housekeeping—in the form of spill control, containment, and immediate in-place cleanup; water conservation, containment, and recycling of “out of spec, product or intermediate” (rather than dumping these “bad batches” to the sewer); and other process efficiency improvement measures—is implemented (as part of the pollution prevention program). If some of the former poor housekeeping and materials control inefficiency creeps back into the industry's routine operations, treatment processes designed using data obtained during full implementation of the pollution prevention program will be overloaded and will fail. The principal objectives of a waste management program, which include pollution prevention along with wastes characterization, are to ensure: (1) that truly representative samples are taken, (2) that the appropriate samples are taken and the appropriate analyses performed, as dictated by the Clean Water Act and RCRA, (3) that the information obtained is appropriate and sufficient to produce an optimal waste-minimization result, and (4) that the optimum balance is struck between the cost of the waste characterization study and the cost for the treatment facilities ultimately designed and constructed. > Read full chapter Pollution prevention and best practices for the wood-preserving industry Nicholas P. Cheremisinoff, Paul E. Rosenfeld, in Handbook of Pollution Prevention and Cleaner Production, 2010 Publisher Summary This chapter deals with pollution prevention techniques and best practices for the wood-preserving industry. Modern wood-treating plants are considerably less polluting than they were two decades ago, but still it is classified as a ‘‘dirty” industry because of its dependence on chemicals that are toxic and carcinogenic. This chapter discusses scientific and industry studies, which claim that chemicals are most effective in killing pests and fungi and in destroying agents that cause the decay of engineered wood articles. The industry should be obliged to use the best available technologies and practices to control emissions and discharges. Finally, the recommended best management practices and technologies are also defined. > Read full chapter Pollution and pollution controls Nicholas P. Cheremisinoff, Paul E. Rosenfeld, in Handbook of Pollution Prevention and Cleaner Production, 2010 Publisher Summary This chapter deals with pollution prevention practices. Major waste and emission streams are discussed. The fate and transport of major pollution streams are considered in this chapter along with various control technologies and practices. Wood-treating plants generate fugitive and point sources of air emissions plus both solid and liquid wastes. A point source is an emission that is fixed and/or uniquely identifiable, such as a stack or vent. Fugitive emissions are those emissions entering into the atmosphere that are not released through a stack vent, duct, pipes, storage tank, or other confined air stream. These emissions include area emissions and equipment leaks. This chapter details some of the sources of waste and pollution: solid wastes, liquid wastes, and air emissions. > Read full chapter ScienceDirect is Elsevier’s leading information solution for researchers. Copyright © 2018 Elsevier B.V. or its licensors or contributors. ScienceDirect ® is a registered trademark of Elsevier B.V. Terms and conditions apply.