BS-1414-1975
advertisement

BS 1414 : 1975
UDC 821.648.&: 888.14: (822.313+eI2.7&3+1II.I1
"
(
Specification for
Steel wedge gate valves
(flanged and butt-welding ends)
for the p.etroteum, petrochemical
and allied industries
NO COPYING
IN ANY FOR.\1 WlTIIOl'T
WRITTEN
PERMISSION
FROM
B.."l
STANDARDS
1lUs British standard. haviDa beat "IIIX0Wld by the Petroleum Equipment Industry SWJcIudI Committee. wu published
under the authority of the ExecuM Baud Oft30 April 1975.
C British StaadardaIDStitutioa.
1975
Fust published January 1949
FII'It RViIioDJune 1954
Second rcvisioa Man:b 1960
1bird rcviIioa April 1975
ISBN: 0 580 08991 6
Copyright
UICI'S or British Standards are remiDcledthat copyriabt subsists in aU ISI publications. No put 01 this pu•••••• inQ ~
be
reproduced in any form without the prior permissionin writiq of BSI. This does DOtpndude the •.••••• ia the CIOUI'Ie
or
ImplcmcmiDathe atandard. of DCICCa1UY ddaill such as symbols and size. type or pade dai~tioaI.
Enquiria IbouId be
addraIcd to the BSI Scaetariat.
Contract •.•••ul •.•ments
Attaation is drawn to the fact that this British Standard does DOtpurport to include aU the ~
pIO¥iIioosoIa CODtnId.
Revlalon of Brltlah Stsnclanla
III order to keep abreast of pr'OII'eSI in the indumieI C:Oncemcd,British SIaDdardsare IUbjectto periodic:aIN¥iew. !lIo_ ••••
(or improvaDeDti will be recorded and in due course broulht to the notice of the committees charpd with the IW¥iIioa01
the Itandards to which they refer.
British Standards are revised, when necessary,by the issue either or ameadmcnt IIipI or of miIed .utioaL B II' I e....t tIIIIt
__ elltdtWa SC:adudI •••• ac:saJa tIIIt die, 8ft •• pi I '""'q el tile 1ateIt· v ---~.•_ •••••••.FuB ioCClI'ID&IioD
aa
BSI public:atiooa,numbcriD&over 6000,wiDbe (ound in the lIrllbII SItIIrtIt1tvb y~.
1biI iaformatioDillUJlPIe;_4l.4 by
ddaiJs published each month in BSI Newsor new publications. revisioDIand amendmadI.
d
BSI Nnn is available to Sublcribiq Membcn 01 the IDStitutioa. AU other puhl~ta.- ilia)' be pun:baIed cIka:t from ••••
Department. EDquirieac:oncemiDilUblcn1liDcmembasbip. wIUcbbaa considerable advan•••• wiDbe weIcomecL&DdIhouId
be made to Sublc:riptionsDepartment. Both dcpanmcntl are located at:
III P•••••••••
LoIIIIaa
Nt tND (T•••••
01-131_1; T~
23211).
The rol1owiq BSI references !date to the wort on this atudard:
Committee reference PEElI Draft for COII1IDCDt
7J/37781 DC
Co-operating organizations
The Petroleum Equipment IDduItry Standards Committee. UDderwhole supervision this BritisltSIaDdanlwas prepaftld. COIIIiIta
o( repnlCDtaIiws from the (oIIowiDiCo...et.iu-d ~tI
ancllCicntificand iDdUlbial0llP'..n..v-:
au
British
Corporatioa
British ~.ft;""1
J!DIineerinI coaCcdcratioa
British R.1IIlIl«MaouCIlcturcn' Associatiaa Ltd.
·British Sted IDduICry
"CouDI:il 01 British MaDuC8chmn01 PctroIcum E!q11ipment
Deputment 01 Enav (Oil)
~ Compuica Matcriall AIIociaIion
Proc:as Plant AIIodaIioa
The orpftmdolw muted with an utaisIt in the above lilt. toaethcr' with the (o1IowiDt.•••
committee eatruated with the preparation or this British StancIarcI:
AaocifItioa 01 Hychaulic Equipment Ma~
British Cbcmical J;1\~
Contnctors' AIIOCiaJion
British IndUltrial McuuriDa and Control AppuatUI
Manufac:turcn' A.uciatioD
British PIutica FedaadoD
8002
directly repl'ClCDledaa the
British Ship RcIeIn:h ~don
British Valve ManuCactun:n'AlIOCiItion
~ •••.••• EquipmeGtUIas' AIIodatiaa
Steel CutiDp 04----..,..
AMD5837
Amendment No.1
published and effective from 30 June 1988
to BS 1414: 1975
Specification for steel wedge gate valves
(flanged and butt-welding ends) forthe
petroleum, petrochemical and allied industries
Revised text
AMD5837
Inside front cover
June 1988
In line 2 of the paragraph covering BSI references relating to work on the standard. delete
'PEEl I ' and substitute 'PSEl7 (formerly PEE/I)'.
AMD5837
Foreword
June 1988
Delete paragraph 3 (beginning 'British Standards for')
AMD5837
Clause 27. Yoke sleeve retaining nut
June 1988
Delete this clause and substitute the following new clause.
'27. Yoke sleeve retaining nut
The yoke sleeve retaining nut shall be ofa material having a melting point above 955 -c. Grey cast iron shall not be
used. If malleable cast iron is used it shall comply with the requirements ofBS 6681 for grade B 32-10 or grade
B 35-12. Ifspheroidal graphite cast iron is used it shall comply with the requirements ofBS 2789 grades 350/22,
400/18 or 420/12:
AMD5837
Clause 32.1
June 1988
In line I delete'BS 1506-621 grade A' and substitute 'BS 1506-630-860'.
AMD5837
June 1988
Table 2. Trim materials, hardness and acceptable specifications
Delete this table and substitute the new table 2 attached.
---------------------------------------------------
--------------------------------------------------AMD 5837
June 1988
aSI publications
referred to in this standard
Delete the entries for
as 310, BS 1501-6 and
BS 1503.
Delete tbe entries for as 1400. as 1503 and BS 2789 and substitute the following:
'SS 1400
Specification for copper alloy ingots and copper alloy and high conductivity copper castings .
SS S03
I
Specification for steel forgings (including semi-finished torged products) for pressure purposes
as 2789
Specification for spheroidal graphite or nodular graphite cast iron'.
Insert the following British Standards in numerical order:
IS04
SS IS06
'SS
SS 6681
SpecifIcation for steel castings for pressure purposes
Specification for carbon, low alloy and stainless steel bars and billets for bolting material to be used in pressure
retaining applications
SpecifIcation for malleable cast iron'.
2
-...
CD
CD
o
01
I
i-Cu N
Table 2. Trim materials. hardness and acceptable specifications
-a I--II
I--Cu-Ni
HF
1)"lDboi
-
200
3200
M
071
anufacturer's
B
NAI
ronze
A
182·F310
standard
30 % nickel
min.I400-""
3300'1
14Cr·Ni
nCr
50'1
75'1
3A3SI-CFBC
1II
076
503-316533
503-321531
276-317
Manaanesc
3I3Cr
5011
lurfac:et
Iil:lll
Cr-Ni-Nb
66-26-S
18-1
A
18-1
I12-F32
I standard
18-8
2174-CA101
BI24-642
SlelD
8584-865
2S0
13
A182-F6
A487-CA15
Cr
6BS
3
11
bronle
B2 hardnessnCr
Ni-Cu
Manuracturer'sltandard
Aluminium
Cr-Ni·Nb
SlelD
Back
Manufacturer's
2872-Cl114
8584-864
8138-675
standard14OO-HTBI
2SO
IISQ4-42OC29
S04-42OC29
2SO'l
18-10-2
Cr·Ni·Ti
Cr-Ni-Mo
Cr-Ni·Ti
A216-341
A182·f316
A487-CAI5
A3SI-CFBM
B584-90S
18-10-2
1503-347531
13Cr
I82-F347
standardIS04·341C17
standardIS04-316C16
standard
18·8
2872-CAI04
BI5O-642
Back
seal with
Bar
7
5Cr-Ni
1110)'
10
IS04-42OC29
13Cr
A182-F6
Cu·Ni
1S03-410521
B584-836
250
66-26-5
bronze
B148-9SSD
BI24-630
Ni·Cu
Ni-Cu
Cr-Ni·Mo
2S-20
25-20
18-12-3
18-12-3
Bronze
ASTM
BS
13
CrNAI3
Iuminium
A276-32I
A276·316
1506-321531
Seal
2874-Cl114
8138-615
Cr·Ni·Mo
1503-316531
1506-34
7531
1506·316533
13
Cult
A276-410
A487·CAIS
2174·CAI04
BISO-630
Manufacturer's
Manufaclurer's
standardIS04-317C16
IS
14OO·ABI,
Minimum
Brlaell
1506-316531
1S03-410521
IS04-347C
1506-410521
1503-410521
B148-9S2A,
"••
•.••
lIoy
Manpncsc
1400.01,
•.••
Acnplable
malerlallpeclf1callo
l\Ialerlall)'pe
Forpl
bushl •• 11
Seal
1503-316533
1503-3475SI
1503-3215SI
I,.)
- See BS 240 : Pan I.
t CutinlS not applicable to stem materials; see 29.4.
thard
For facinl.
austenitic: trims
I
);:c
o
U1(X
~S
the backseat may altemalively be a weld deposit oftbe lime nominal material composition as the trim or a welded·on hard racinl. For hard rac:cd(HF) trim the back scat may alternatively be a welded-on
Body and wedae scat surfaces 250 HB min., with SOHB min. differential between body and wedle scat surraces.
II Differential hardness belween body and wedlle seat surfaces is not required .
• Differential hardness between body and wedae scat surfaces~hall be the manufacturer's standard.
(
AMD8582
Amendment No.2
published and effective from 31 August 1990
to BS 1414 : 1976
Specification for steel wedge gate valves
(flanged and butt-welding ends) for the petroleum,
petrochemical and allied industries
Revised text
Contents
Delete the entries for section five and clause 43 and substitute the fonowing.
'Section five. T&Sting
43. Production pressure testing'
Under the heading 'Tables' , after the entry for table 2 insert the following.
'2a. Test durations'
Delete the entry for table 11 and substitute the following.
'11. Table deleted'
Foreword (as amended by Amendment No.1)
In line 10, delete'BS 5146 'Inspection and test of steel valves for the petroleum,
petrochemical and allied industries" and substitute the following.
'BS 6755 'Testing of valves' Part 1 'Specification for production pressure testing
requirements"
After line 10, insert the following note.
'NOTE. Requirements for final inspection and supplementary inspection at all stages of manufacture.
previously specified in BS 5416 : Pan 1 : 1974 (now withdrawn) should be stated by the purchaser in his
enquiry or order.'
Section five. Inspection and test
Delete the title and substitute
'Section five. Testing'
AMD868Z
Auguat 1110
Clause 43. Inspection and test requirements
Delete the existing clause and substitute the following.
'43. Production pressure testing
All valves shall be pressure tested by the manufacturer
accordance with BS 6755 : Part 1 as follows:
before despatch in
(a) hydrostatic shell and backseat tests;
(b) hydrostatic seattest (see note);
(c) pneumatic seat test (see note).
The test durations shall be as given in table 2a.
NOTE. Attention is drawn to DOte1 of D.8.3.2 of BS 6755 : Part 1 : 1986 regudina the seqUCIICCof
operations when the seat test procedure is carried out. Valves tested to BS 1414 should hPe the sequeace
ofiteml (b) and (e) in D.8.3.2 ofBS 6755: Part 1: 1986 reversed. SeattOit leakqeme A ahOuJdaPPly.
For the baclaeat test there should be DOYiaualleakqe for the duration of tho test tD.
----------------------------------------------------
N 1S0
DN
300
."
.
Newtable2a
Insert the following new table 2a after clause 43.
Table 2a. Test durations
MIDlm
1S ••
S
S 60
BlICkseat
Sat
test
NomiDaI YlIIftIbe
120
1S
1S test
15
S
120
60
300
testdaratloD
Shell test
AMD 1I&1Z
AUIUIt 1810
AMD6&1Z
August 1810
AMD lIS62
August 1990
Clause B.5lnspection and testing
Delete the clause entirely and substitute 'B.S Tat deleted'.
Table 11. Hydrostatic test pressures
Delete the table entirely and substitute 'Table 11. Table deleted'.
BSI publications referred to in this standard
Amendment No.1)
(as amended by
Delete the existing reference to BS 5146 and substitute the follo~g.
BS 6755
Testing of valves
Pan 1 Specification for production pressure testing requirements'
----------------------------------------------------
8008-1
2
PSEI7
as 1414 : 1975
UDC 821.648.5: 689.14: (822.313
+ 882.7153 + ee&.8)
,.
(
.Specification for
Steel wedge gate valves ...
(flanged and butt-welding ends)
for the petroleum, petrochemical
and allied industries
Amendments issued since publication
Amd. No.
I Date of issue
British Standards Institution
Telephone 01-829 9000
T•••• 288833
I Text
.
affected
2 Park Street
.
london W1 A 2BS
yp the
!BS 1414 : 1975
t_ nIIl'II
40. Nameplate markiDp
.39.
Body materials.
aDd boDDCtmarkiDp
2. Preparation
Trim
hudncss and
Pa,e
4S.
for despatch
4.
Dimensions
Oass
400
300
valves
8.
DimcDsions
ofsize
Class
1500
valves
S.
6.Pacbging
2SOO
600
ISO
valwa
9.
3.
7.
900
10.
Nominal
and
nominal
pressure
range
andcast
class
ratiDp
acc:cptablcspecifications
Appendlcea
11.
Hydrostatic
test
pressures
17
22
2S
46.
23
IS
IS
414
13
10
21
682216
20
812
24
IS
16
934
Tabl_
18
20
19
13
Section
five.
In.peatlon
and
Inside
front
cover
ofva1ve
Section
four.
Marking
A.
Particu1u
dimensions
for
each
class
2.
Butt-welding
endI
42.
Omission
of
mukinp
and
rising
stem,
or
foqed
IteeI
lICI'eW
1. Location
Solid
wedge
pte
valve,
outside
3.
of
tappings
BS yoke
4504
ftangcs
B.
Application
to test
piping
systems
with
SectIon
alx.
Shipping
43.
Inspection
aDd
requirements
37.
Required
markiDp
Flgu,.
purchaser
44.
1. PrcIin1inary
Stufling box bore and packing width
Contents
2
r,
851414 : 1975
(
Foreword
This British Standard is one of a series" for valves prepared under the authority of the Petroleum Industry
Standards Committee. It was first published in 1949 when the materials rd'em:d to were described by
reference to ASTM specifications. It is a metricated revision except that class designations and body to
bonnet bolting sizes have not been converted into metric units. Imperial units are also Jiven for some
dimensions in order to comply with established international petroleum practice. The previous sections
dealing with face--to-face and end-~d
dimensions, inspection and tests ha'WeDOW been omitted as these
subjeds have their own separate standards:
BS 2080"' Face-to-face, centre-to-face, end-to-end and centre-to-end dimensions of flanged and buttwelding end steel valves for the petroleum, petrochemical and allied industries'.
BS 5146 • Inspection and test of steel valves for the petroleum, petrochemical and allied industries '.
The end flanges for valves of 600 mm (24 in) size and below are required to be in accordaJH:C with BS 1560
• Steel pipe flanges and flanged fittings (nominal sizes
in to 24 in) for the petroleum industry': Part 2
'Metric dimensions' (corresponding to ANSI B 16.5) and butt-welding ends are generally in accordance
with ANSI B 16.15. For valves larger than 600 DUD (24 in) size, end flanges are Rquired to be in accordance
with BS 3293 'Carbon steel pipe flanges (over 24 in nominal size) for the petroleum industry'
or API
Standard 60S.
i
NOTE. User requiranaltl
for valva acaaaJ1y in accordance with this standard but suitable for use in pipina aystemI with
ftaa8es in accordance with BS 4504' FJ.anaa and boltil1l for pipes, valves and fittinp. Metric scria' are dealt with in &pJJeDdixB.
British Standards for steel (BS 1501-6 • Steels for use in the chemical, petroleum and allied industries ')
comparable with ASTM specifications were first published in 19.50 and a revision of BS 1414 incorporatina
them was published in 1954.
"It is intended that valves complying with the requirements of this standard should be interchangeable as
units with those of similar type specified in API 600. The present revision ofBS 1414 is generally in accordance
with the seventh edition of API 600 (November 1973) except that it has been extended to cover carbon steel
valves in sizes up to 10.50 mm (42 in) in aass ISO and aass 300.
Acknowledgment is made to the American Petroleum Institute and to the American National Standards
Institute for data used.
The titles of the American standards referred to in this standard and the foreword are as follows:
ANSI
B16.s
B 16.15
API
Std 5b
Std 600
Std 60S
ASTM
A 182
A
A
B
B
276
351
124
138
B·I48
B ISO
BS84
Steel pipe flanges and flanged fittings (including supplements)
Buttwelding ends
Specification
threads
for threading,
gaging, and thread
Steel gate valves (ftanged or butt-welding
Large-diameter carbon steel ftanses
inspection
of casing, tubing
and line pipe
ends)
Forged or rolled alloy-steel pipe flanges, forged fittings and valves and parts for high temperature service
Stainless and heat resisting steel bars and shapes
Fcrritic and austenitic steel castings for high temperature
Copper and copper alloy forging rod, bar and shapes
Manganese bronze rod, bar and shapes
Aluminium bronze sand castings
Aluminium bronze rod, bar and shapes
Copper alloy sand Qlstinp for SCoeral applicatiops
3
service
as 1414 : 1975
British Standard Specification for
Steel wedge gate valves (flanged and
butt-welding ends) for the petroleum,
petrochemical and allied industries
Section one. General
1. Scope
·This British Standard speci1ies Rquimnents for cast or forged carbon and alloy steel outside scmr and
. yoke, solid wedge (plain or flexible) rising stem gate valves, with or without soft seals, with ftanpd or buttwelding ends, in nominal sizes within the range of 2S mm to 600 mm (1 in to 24 in) and Class ISO to ClasS
2500. It also covers carbon steel valves in nominal sizes 6SO mm to 10SO·mm(26 in to 42 in) in Class ISO
and Class 300 only. This standard can also be used as a general guide where valves ofmateria1 compositioa
outside the scope of section three of this standard are required as, for example, for use in highly corr~
servic:es or environments or for low temperatures (see clause 36).
2. References
'lbe titles of the British Standards referred to in this standard are listed oa the inside bade cover.
3. Nomencleture
For the purposes of this British Standard the nomenclature for valve parts shan be as shown in
which is also illustrative of some acceptable MtiI1lR,
fi&uze
1
4. Pressure cla•• ificatlon
This standard applies to valves of the fonowing pressure class desigaatiolll:
Class ISO, Class 300, Class 400, Oass 600, Class 900, Class 1500 and Class 2SOO.
The numerals in these class designations represent the primary service pmsure ratinp of the valves in
pounds-force per square inch•..
6. Pressure/tempereture ratinp
The pressure/temperature ratings applicable to valves specified in this staDdatd shall be in accordance with
tables PE-I to PB-I2 of appendix A of BS 1560: Part 2: 1970 for the pIItic:uJar shell material specificcL
There is, however, a temperature restriction on soft seals and on certain trim materials (see 11.3 and :19.5).
Wbcre valves in accordance with this standard are to be used at service temperatures below ~30 "C,
referenc:e should be made to BS 3351. Service temperature refers to the temperature of the fluid in the liDo
at the valve.
e. Nomlnalsiz ••
This standard covers valves of the fonowing nominal sm:
Dun
em)
mm
25
(1)
ISO
200
2SO
300
32-
(Ii>-
«)
(11)
50
65-
(2)
(2,)-
80
100
em)
(6)
mm.
em)
SOO
(20)
600
(24)
(26).
(28)
(30)
3SO
(8)
(lot
(12)
(14)
(3)
400
(16)
900
(36)
(4)
4SO
(18)
10SO
(42)
.6SO
700·
TSO
Por each valve class the applicable sizes are shown in appendix A.
• Thae Iizca have been maiJIaI ooIy for the purpoIO or replKiq cxiluna valva. Their
.,...
••
lIS l5tiO : rwrt ~ cad ftaDIra sboulcl be avoidecl.
4
'*
ror new ClOIIIItr'lIetioD
in pipia,
"
(
Page 5 (bIanIc)
as 1414 :.1975
Half sections and sketches show "terneti¥e typic" dnlgns
26
18
17
16
20
19
21
14
Soft Mal ¥8I¥e••••
in wedge
13
Butt-weldingends
Typical flexible wedge
figure 1. Solid wedge gate wive, outIidescrew end yoke rising stem, cast or forged steel .
8
BS 1414 : 1975
(
15
39
•--
View showing yoke with actuator mounting flange
a.-
-l'
It
BonDCt
Handwbeel
Yokellee¥e
Handwhed
nut
Yoke
11
23
2tand2.9
25
Dand2.9
Z4
Mand2.9
Rin,joint
Bonnet
End
Bodyboaes
Flexible
Plain
ftanac
wedae
ftanae
wedac
cap
Butt-we1dina
Bonnet
Bearina
psket
lubricator
end
Yoke
sleeve
rollina
beariDi
Body
Actuator
mountiq
ftan&e
Bottom
seated
ring
Bodyfbonnet
ftanae
Shoulder
seated
riDJflttiq
NIaDe
f1I
JIII't
Relenace
28
2S
40
38
39
26
22
24
41
42
31
33
29
3S
36
37
32
30
34
27
23
MdIdIl
•••
-n
21
Gland
bolt
and
nutand
29
followcr
Back
seat
30
2.9
31
Stem
rt
33
35
34
nlenace
35nuts
BonDct
stud-bolts
Yoke
NamepIato
Back-seat
seal
boluna
rc:tainiq
riq
rin&
ICICWS
ftanae
Wiper
Stuffin.
Soft
Lantern
pIcltins
rin
lua
box
rin,
mainin,
••bushing
bolt
plu,
and
rinI
nut
sleeve
retainiqnut
Wedge
One
piece
facinl
8Iand
rin.
Na.f1I
JIII't
Mat.w
NOTE. These aketcltes are composite for the purpose of showina some typical variations in indiviclual details and part nameL
A product utilisin. any combination of thcee dcIaiJs (except when such combination may be specifically prohibited in the tat)
01' simiJar construction will be acceptable provided it complies with this standard in all other raped&.
• See appendix A.
See flaure 2-
t
Figure 1. (continued)
7
as 1414 : 1975
7. Information to be supplied by the purchaser
Certain clauses of this standard permit alternatives and the purchaser may require features which depart
from the requirements of this standard. The purchaser should state in the enquiry and order the following
(the items marked with an asterisk are mandatory).
(a)- Class and nominal size (see clauses 4 and 6 and &7).
(b) - If soft seals are required and. if so, whether these are required to be in the wed~ seats or body
seats (see clauses 5 and 18).'
(c)- Whether flanged or butt-weldiIig ends "arerequired.
(1) If flanged ends are required, whether welded-on flanges are acceptable (see 8.5); the type of
facing (see 8.6); for sizes above" 600 nun (24 in), whether flanges are to be in accordance with
BS 3293 or API Std 605.
(2) If butt-welding ends are required, the pipe schedule number or wall thickness and outside
diameter (see 8.8 (b».
(d)
If allowance is to be made for the passage of a pipe scraper (see 8.8 (c».
(e)
If shell tappings are required and, if so, the location and the type of thread if other than API Std SB
(see 8.9 and 9.8).
(f)
If a particular form of wedge is required (see 10.2).
(g)
If the yoke is to be fitted with a flange for actuator or gearbox mounting (see clause 11).
(h)
Details of type of operation required if other than dircct-handwheel operated (see clauses 11and 16).
(i)
If a lantern ring is to be provided for Class 300 to Class 2500 valves (see 14.4).
(j) If a bypass is required, give the fuU specification of the bypass valve, piping and connections (see
clause 17).
(k)- The shell material (see clause 19).
0)
If a special bonnet gasket is required (see clause %1).
(m)- The nominal trim material symbol (see %9.2).
(n)
If any special stem packing is required, or specify packing design temperature jf above 400 °C (see
clause 31).
(0)
Material(s) for bonnet, gland, and yoke bolting if required for operation at process design temperatures below -30 DCor above 480 DC,or for other special operating conditions (see clause 3%).
(p)
Material requirements for valves in highly corrosive services or environment, or for low temperature
service (see clause 36).
(q)
Test and inspection requirements in accordance with BS 5146.
(r)
Requirements for tropical or special packaging (see clause 46).
Section two. Design
8. Body
8.1 For the body the design criteria specified in 8.2 to 8.11 shall be observed.
8.% The body shall be designed to minimize pressure loss as well as corrosive and crosivc·cffects. The body
cnd ports shall be circuJar.
8.3 The wall thickness of the body shall conform to the shcll thickness given in appendix A. Drilling of, or
pinning to, the wall of a pressure-containing part, e.g. for nameplate fixing, is not permissible where it
would reduce the cffectivc thickness below the minimum permitted valuc.
8.4 Face-ta-face dimensions for raised face flanged end valves and end-to-end dimensions for butt-wclding
end and ring joint flanged end valves shall conform to the dimensions specified in BS 2080.
s.s End ftanges shall be cast or forged integral with the body except that flanges may be attached by welding
if so specified in the order. The welds of end flanges attached by butt-wclding shall comply with the require-.
ments of BS 3351 and shall have any necessary heat treatment as required by BS 3351 to cnsure that they are
suitable for service temperatures down to -30 DC. Flange attachment by other welding processes shall be
thc subject of agreement between the manufacturer and the purchaser.
8.6 End flanges shall comply with the requiremcnts of BS 1560:Part 2 for valves up to and including 600mm
(24 in) nominal size and BS 3293 or API Std 605 (as specified by the purchaser) for valves over 600 mm
(24 in) nominal size. End flangc facings shall be one of the types shown in figures 1 and 2 of BS 2080. The
purchaser shall specify the type of facing required.
Valves generally in accordance with this standard but suitablc for use in piping systems with BS 4504
flanges shall comply with the requirements of appendix B.
8
BS 1414 : 1975
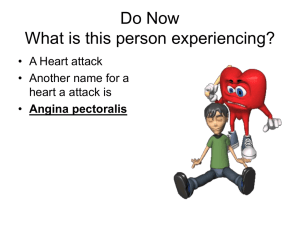
a.7 Butt-welding ends sball comply with the details shown in figure 2NOTE. When weId.iaa butt-wddiq
with the requiremalta of BS 3351.
eocl valva into pipiq
systems the welds and any necessary heat trcatmcnI shaD comply
'\
-',--~ .
•..
•..
.....•.
i
I....-_.~.:.~_
.. I
1.6
! 0.8
(a) Welding end for connection
pipe of wall thlc:lu1•• , of
6 mm to 22 mm incIuaiw
A
B
t
==
==
==
(i
"'"'
to
(b) Welding end for connection
pipe of wall thicknea t
greater than 22 mm
to
Dominal outside diameter of welding end (see table below)
Dominal inside diameter of pipe (for tolerance on B, see table below)
nominal wall thickness of pipe.
NOTE 1. The inside and outside surfaces of valve weldina ends shall be machine finished overall. Wddina-ead bores sbaIl be
nw:hined paralld for a distance of I.St and then run out as shown in the figures without abrupt cbaoge of sectioa. The outsiclca
of wddiDI ends may be run out in any manner indicated in the fiJUres, provided that sharp angles and abrupt chaDp::s of slopes
are avoided.
NOTE 2. For nominal outside d.iameten and wall thicku
nUl
of standard steel pipes see BS 1600 : Part 2.
±
2.S. shaD DOt apply
NOTE 3. For valves required to CODDeCt with pipe of less than 4.8 rom walt thickness the angle 37 oS
and weldiDa ends sbaIl be finished to a alight clwnfer or be square, at the option of the manufaeturer.
NOTE 4. ReprdIesa of tolerauc:es specified for dimcnsioDl •••aad B, the thic:bess of the weldiq end sbaIl DCYeI'be lea tbm
87.5" of the DOIIlioa1 thickDcaa of the pipe.
.
NOTE 5. For end-lP-eDd dimeasioua of butt-wcldioa end wlva
Valve
50 I 6S
IIOIIIiDa1
I(4) I(6)
Tolerance
I 50 I 62 I15-1 91
1117 1172
(2)
Tolerance
B
+0
OD
(mm)
B5
-0.'44
(mID)
I ±o..
OD
• A IbaD be 78
mID wbeo UIed with BS
I
1100 1150
(21)1 (3)
size
•••.
A
I 80
lee BS 2010.
±u
36iOO
·1teeJ pipe.
figure 2. Butt-welding ends
9
+3.2
-1.6
BS 1414 : 1975
8.8 For flanged valves the minimum iDside diameter of the body end port shall be IS specified in appendix A.
For butt-welding end valves the miDimum inside diameter of the body end port sbaU comply with the
details given in figure 2. Pipe schedule number or pipe wall thickness and outside diameter of the pipe shall
be specified by the purchaser ..
If it is required to pass a pipe scraper through the valve, this shan be specified by the purchaser.
8.9 Valves of nominal sizes 80 mm (3 in) and above shall have provision for tappings at the ~en positions
A to G shown in figure 3. When the metal thickness of the body is insufficient to provide thCe1fective lenJth
of the thread for body tapping, or the body presents an uneven surface, bosses shall be prcmded.
Provision should be made for the body tappings as follows:
NcIaIr.I_
I•••••••
it
44
3854
70
1 ••••••••diameter vi ••
in
Imm
Pfpe
Ii
Holes shall not be drilled or tapped unless specified in the order, which should then state the thread
required (if other than API Std SB) and the location (see figure 3). Tapped holes shall be provided with plugs.
On valves of nominal sizes below 80 mm (3 in), provision for tapping shall be IS specified by the purchaser
and shall comply with figure 3 as regards location.
Where a bypass is to be provided see clause 17.
A
c
c
o
G 0
Third angle projection.
NOTE. For vaJvcs below 80 mm the boaacc tappinl may ~ positioned to suit the manuf'.aurer.
Figure 3. Location of tappings
8.10 Separate seat rings in the body sball be employed except as indicated in <a) and (b) of this subclause.
<a) Austenitic steel valves, in which case these may have integral seats.
(b) Austenitic or hard-facing (body) scat materials which may be deposited directly on the valve body
and the minimum finished thickness of the deposit shall then be 1.6 mm. Direct deposition of 13"
chromium seat material on to the body is not permissible.
10
as 1414 : 1975
Separate seat rings may have directly deposited seati11l material in ac::cordance with any of the S~tiODS
indicated in table 2, in which case the minimum thickness of the deposit shall be 1.6 mID.
Seat rings may be shoulder-seated or bottom-seated at the option of the manufacturer and may be -..",.....,d
in, rolled in or welded in unless one particular method is specified by the purchaser. Threaded seat rinp
shall be provided with lugs or slots to facilitate removal Shoulder-seated rings shall be designed 10 that
any clearance between the back of the ring and the bottom of the ring recess shall be not greater than 1.6 mm for
sizes 300 mm (12 in) and smaller, and 3.2 mm for sizes 350 mm (14 in) and larger (see figure I). Tack weldin,
may be employed to prevent loosening (see BS 33S1). The faces of the rings shall be smooth finished with the
sharp comers at the inner and outer edges removed to prevent scoring of the wedge faces.
The use of a sealing medium on the threads is not permissible.
The use of soft seals in body seats is dealt with in clause II.
8.11 Wedge guides shall be provided in the bodies of an valves to cover for the full travel of the wedge 10
that the seating surfaces of the wedge do not touch the body seats until near the point of closure. 1'beso
guides shall be of the male or female type, so p1ac:ed as to engage with the guide slots or lugs of the wedge.
Valve guides shall be integral with the body except that for valves of nominal sizes 6SO mm (26 in) and larger
the guides may be separate components welded into position.
9. Bonnet
'.1 For
boaDets the design criteria specified in ,.2 to , •• shall be observed.
,.2 Wall thickness of the bonnet shall conform with sheU thickness as shown in appendix A. DriJIiD, of, or
pinning to, the wall of a pressure containing part, e.g. for nameplate fixing, is not permissible where it
would reduce the effective thickness below the minimum permitted value.
,.3 The
body to bonnet connection shall be ftanged and the flange facings shall be male-and-female. tongueand-groove, or ring joint type,except for Class ISO which may be a plain (ftat) faCc~
Where possible, bodyJbonnet flange facings anti ~
.shall be of standard di~"!I'ons
in ICCOrd8DCe
with BS IS60 : Part 2, BS 3293 or API sid 6057-.- .
'A
Bonnet flanges and bodY/bonDet ftanses shan be of circular form in all cases, except that:
(a) for Class ISO valves they may be oval;
(b) for all valves below nominal size 80 mID (3 in) they may be square or rectangular.
Flanges shall be spot-faced or back-faced as specified in BS 1560 : Part 2-
,.5 The body to bonnet joint shall have at least four stud-bolts of the following minimum
for nominal sizes below SO mm (2 in) studs may be used (see also 15.2).
mm
to SO
80 to 200
2S
2SO and larger
.
size c:xcept that
in
I1
t
9.' To permit repacking of a valve in the open position while in scrvic:e, a machined conical or spberica1
back seat shall be provided in the bonnet to contact a corresponding seating surface on the vahe stem.
Bonnet back seats shan be in a busliing, exc::ept that for a valve with either an austenitic or hard faced trim
the seating surface may be a welded deposit. On an austenitic steel valve the back seat may be on eilber an
integral surface or welded-on hardfacing. Welded deposita shall have a minimum finished thic:kness of
1.6 rom.
9.7 The hole at the back seat shall be designed to provide adequate gui~
packing extrusion.
for the stem and to prevent
1
9•• Valves of nominal size 80 mm (3 in) and larger shall have provision for a in tapping at the location H
showll in figure 3. Provision for a in tapping shall also be made on valves smaller than nominal sizIe 80 mm
(3 in) at a position convenient to the manufacturer. The thread shall be stated if ot~r th~" API Std ,8.
1
11
.
85·'.414.: 1975
10. Wedge
10.1 FOI' wedgesthc design criteria specified in 10.2 to 10.5 shaD be observed.
10.2 A solid wedge. which may be fabricated by welding, shall be provided. It may be either a plaiD wedge.
baving essentially a trapezoidal (or an I)aoss section, or a flexible wedge bavina a tapered H or inverted U
cross sect,iOD.It shaD be free from pockets which could form,liquid traps when the valve is mounted with
the stem vertical. Unless the order specifies a plain wedge or a flexible wedge, either may be supplied.
10.3 Wedges 'may have integral faces or may have separate facing rings rolled in, welded on or directly
deposited. Directly deposited faciDp shall have a minimum finished thickness of 1.6 !DID.
The use of soft seals in wedge seats is dealt with in clause 18.
10.4 Guide slots or lugs to engage the body guides shall be provided on the wedges of all vaIves. The slots
or .lugs shall be of ample length and shall extend below the horizontal centre line of the wedae. Wedps
shaD be provided Viith a suitable slot at the top to receive the button or ~bead of the stem.
10.5 ·The desian shall provide adequate seatina width, both before and after wear of the seatina surfaces.
The minimum values of wear travel sbaII be as follows:
mm
25to
65
mm
SO
to ISO
2OOto
3SOto
SOOto
6SOto
300
4SO
600
1050
2
3
6
10
13
15
11. Yoke
The yoke may be integral with the bonnet or, if separate, self-locatina on the boaDct and attached by suitable
bolting. The yoke shall be machined where it comes in contact with the bonnet and the yob sleeve. WheD
specified in the order the yoke shall be provided with an actuator or gearbox mounting flange (see 16.4).
The yoke and the actuator or gearbox mounting shall be of adequate strength to support the actuator or
~~u~an~m~oomthew~
.
12. Handwheeland
handwheel nut
12.1 The handwheel shall be of the spoke-and-rim design, preferably with not more than six spokes. In the
smaller sizes, where the space between the spokes is 'limited, the provision of knobs or studs projcctina
beyond the outside diameter of the handwheel is desirable.
12.2 The valve shall be opened by turning the handwhcel in an anti-clockwise direction. The handwhcel
shall be suitably marked with an arrow and the word OPEN to indicate the direction of rotation to opeD
the valve.
12.3 The handwheel shall be retained on the yoke sleeve by a threaded handwheel nut.
13. Stem and yoka sleeve
13.1 The minimum stem d.iaIne= shall be as given in appendix A.
13.1 The stem shall be of one piece design and shall have a beveIlcd or spbaical seat Jl'acb\ned on it to
seat on the bonnet back seat when the valve is fully opened.
Ui3" The projection outside the yoke sleeve of the stem threads on a new doeed valve sball be
followa
UDJess a closer tolerance is requinld by the purchaser:
u
Ne.IMI" . (1
to
so
mm
em)
3(14
IS
621
to
20
2to
10
13
40
10
toto
3042)
.(8
18)
(26
to
2)
(20
to12)
24)
(15
6)
LIIIIIafI6•••• ,.;edJ.
12
BS 1414 :1975
1M The stem shall ha~
threads of Acme or other trapezoidal form and shall have an integral end of button
or tee-head form. fitting into a slot in the top of the wedge. to provide flexibility between the stem and the
wedge. The design shall prevent turning of the stem ·or disengagement of the stem from the wedge durinl
service. Threaded or pinned connections between the stem and the wedge shall not be used.
13.5 The yoke sleeve shall be internally threaded to suit the stem and shall be designed to permit ready
removal of the handwhee1 without allowing any axial movement of the stem.
13.6 AU surfaces of the yoke sleeve in contact with the yoke shall be machined. Rolling bearings shall be
fitted to the followinl nominal sizes of valve:
.
Cass 400
250 mm (10 in) and larger.
Class 600 and upwards
ISOmm (6 in) and larger.
Adequate provision for lubrication shall be made in all classes and nominal sizes.
14. Stuffing box. packing and lantern ring
14.1 The stuffing box bore shall conform to the dimensions given in table I and shan have a minimum
depth. based on square section packing of the nominal width shown in the table. as fonows.
equivalent to six rings of packing.
Class I SO
Class 300 and above
equivalent to a lantern ring length and seven rings of packing.
,.I
Table 1. Stuffing box bore and packing width·
I
.
31.0 (Ill)
••
5(I)
(in)
14.3
(in)
102.4
105.6
134.1
140.5
178.6
121.4
7.9
48.4
6J.J
64.3
67.5
73.8
77.0
83.3
96.0
32.5
35.7
38.9
57.9
886.5
9.7
mm
12.7
mm
127.8
146.8
9.5
6.4
29.4
45.2
51.6
(in)
19.0
11.1
25.4
(lK)
(6)
(5)
(11)
(2f)
(4)
(2H)
(11',)
(Iii)
(2ft)
(3~)
(lit)
(1)
(I)
(5ir)
(5H)
(7ft)
(~)
(iI)
(l)
(I)
(n
(-A)
(I)
(3)
(If)
(Ii)
(2f)
(31)
(ll)
(lit)
h\)
0)
(/,)
(ft)
(f)
(2)
H)
H)
(JH)
(311)
(2~)
(2/.>
(2
(3/r)
(3ft)
(5
(4ft)
(4~)
(51r)
(21)
(31)
(11.)
(A)
(41.)
(II)
3(41)
2
NGBIiIIII
fIlltIdIIaI
wWda
NcaI8aI ••.•pKkiDa
ba
• For intermediate sizes or stan one of tho ICUldard pl!dtilll widths lilted IbaII be used,
13
as 1414.: 1975
14.2 Packing glands shall be of one piece, one piece bushed, or two piece self-aligning design. Vertically
split glands shall not be used. The gland proper of a two piece gland shall have a shoulder on its outer end
to prevent complete entry of the gland into the stuffing box.
14.3 The packing width shall be as spccificd in table 1. The packing may be of square, rectangular or
chevron section.
14.4 Class ISO valves shall not have lantern rings. Class 300 to Class 2500 valves shall be supplied with a
lantern ring when specified in the order. Lantern rings shall have two holes, spaced at 180 0, provided at
each end for removal. These holes shall either be through-holes for hooks or tapped 5-40 UNC. When a
lantern ring is provided it shall be positioned such that with square section packing there will be Ave rings
of packing above the lantern ring and two below. The stuffing box shall then be tapped opposite the centre
of the instaUed lantern ring and fitted with a round head pipe plug in accordance with BS 3799 of not less
than nominal size. A boss shall be 'provided if necessary to ensure minimum thread eqagCMcnt.
1
16. Bolting
15.1 This clause is concerned only with that bolting which forms part of the valve and is not concerned
with bolting for fiangcd connections between the valve and a pipeline or pipe fitting.
15.2 The allowable working stress in bolting material for bonnet fianges at the primary service pressures
Jiven in clause 4 shall not exceed 62 MPa assuming that the pressure acts upon an area circumscribed by
the outside periphery of the gasket or, for a ring joint, that the pressure acts through the pitch circle of the
ring joint.
Bonnet fiange bolting shall be by stud-bolts with a nut at each end of the stud-bolt except that for valve
sizes below SO mm (2 in) studs in accordance with BS 2693 : Part 1 may be used. Stud-bolts and nuts shall
comply with the requirements of BS 4882: 1973, sections and 3.
15.3 Gland bolting may be of one of the fonowing types.
(a) Hinged bolt secured by either a headed bolt passed through the eye and secured by a Jlut or a pin
passed through the eye and effectively secured. Cotter pins are not acceptable as the sole securing dcvic:es.
(b) Stud-bolt passed through a plain hole in the Bange on the bonnet neck and secured to the ftanF by
two nuts.
(c) Stud-bolt screwed into a tapped hole in the Bange on the bonnet neck and secured by a lock nut.
(d) Headed bolt passed through a plain hole in the flange on the bonnet neck.
Headed bolts in slotted brackets on the bonnet neck shall not be used. Bolts, stud-bolts and nuts shall be
threaded metric or UNC and dimensioned in accordance with BS 4882, BS 1768 (below in nominal size),
BS 1769, BS 3692 or BS 4190 except that square head, side head and tee head bolts are acceptable. Studs
are not permissible.
15.4 Yoke bolting shall be threaded metric or UNC and dimensioned in accordance with BS 4882, BS 1769,
BS ~
or BS 4190. Studs are not permissible.
1
1
18. Operation
16.1 Valves shan be direct-handwheel operated unless otherwise specified in the order.
16.2 If chainwheel operation is required. the type of chainwheel shall be specified in the order which shall
also specify any chain to be supplied.
1'-3 If gear operation is required, the type of gearing and its arrangement and the design maximum differential pressure across the valve sbal1 be specified in the order.
16.4 If actuator operation is required, the details of the actuator and its power supply together with the
·design muimum pressure differential across the valve shall be specified in the order.
For multi-turn actuators the attachment dimensions shall be as specified in BS .••• • Flange attachment
dimensions of actuators to general purpose valves' (in course of preparation).
17.Bypua
17.1 A byppf I1W1 not be provided unless specifi.cdin the order.
14
as 1414 : 1975
"
(
17.2 Any bypass supplied shaI1be cxtcmal to the main valve and be of tile foIlowiDs
in
DUn
SO
m:
to 100
ISO to 200
2SOto300
3SO and larger
1
t
1
Ii
18. Soft seal rings
u
18.1 Soft seal rings may be fitted in either the body seats or in the wedge seats specified by the purdwer.
The rings shall be designed to compress down to the level of the metal seats to Jive a tight shut-off on both
sides of the wedge and thus provide a double block and bleed' facility. Tbey sball also Jive a tight metalto-metal seal through the valve if the soft seals are damaged or I'eIDO\'ed.
18.2 The seal rings shall be designed to withstand a minimum of 2000 cycles of operation in dry atmospheric
conditions and thcre shall then be no evidence of damage or cold flow, revealed by spreading over the
metal seats. The valves shall then meet the hydrostatic and air tests specified in BS 5146.
A in tapping fitted with a plug shall be provided in the bonnet for testing the double block and bleed
facility. This shall be located in position H (see figure 3) unless specified otherwise by the purdwer. The
type of thread shall be stated if other than API Std 9 ..
18.3 The cffective operating temperature range of soft seal valves will be limited by the service temperature
of the seal material
&
u
I
.Section three. Materl."
19. Shel'
The body and bonnet shall be of the material specified in the order, the selection being made from those
listed in BS 1560 : Part 2. AD pressure containing parts involved in welding operations shall have the carbon
content restricted as follows:
.
(a) 0.15 % maximum for carbon or carbon/molybdenum steels;
(b) 0.15% maximum for S% Cr 1% Mo steeL
20. Bodyseat rings
A body seat ring made of a material different from its seating surface shall be of a material not inferior to
that of the sheD.
21. Bonnet gasket
Bonnet flange gaskets shall be metallic spiral wound as specified in BS 3381, or steel or soft iron, except that,
for Class ISO valves only, compressed asbestos fibre complying with the requirements of BS 1832 is an
acceptable alternativc. They shall be suitable for the pressure/temperature rating of the valve. Any metallic
part of the gasket shall have at least the same corrosion resistaDce the abeD.
u
NOTE. Pree chlorides in compreaed ubcstoI fibre materials wbal UIIlClwith low ..,
or 8UItcDitic IIaiDleIa •••••
stras corrosion craddq in the ••••• UId the UIC or alternative pakct materials IbouId be coasidered.
IIIIl1
ca.-
22. Wedge
A wedge·fitted with separate facing rings, or on which seatinl surflUlClare deposited by weldin•• sball be of
a material equal to that of tile sbeIl.
23. Yoke
A )'oJte separate from the bonnet shall be of carbon steel or of the same material as that of the sbclL
15
85'1.414 : 1975
24. Handwheel or chainwheel
. The handwhecl or chainwheel shall be of steel, malleable iron or nodular iron.
25. Handwheel or chainwheel nut
The handwheel or chainwheel nut shall be of copper alloy, steel, malleable iron or nodular iron. If of carbon
steel it shall be suitably protected against corrosion.
26. Yoke sleeve
The yoke sleeve shall be of non-rusting metal having a suitable bearing quality and a melting point above
955°C.
27. Yoke sleeve retaining nut
The yoke sleeve retaining nut shall be of a material having a melting point above 955°C. Grey cast iron
shall not be used. If malleable iron is used it shall comply with the requirements ofBS 310 for grade B340/12
or grade B310/10. If spheroidal graphite cast iron is used it shall comply with the requirements of BS 2789
grade 370/17 or grade 420/12.
28. Gland
A pne piece gland or any gland ftange shall be of steel. The bushing of a one piece bushed gland or the
gland proper of a two piece gland shall be made of a material having a minimum melting point above 955°C.
29. Trim
%9.1 Trim comprises the following:
(a) stem;
(b) body scat surfaces;
(c) wedge scat surfaces;
(d) back seat bushing.
29.2 The trim materials shall be selected from those listed in table 2 and specified in. the order by quoting
the relevant nominal trim symbol.
%9.3 If a combination trim, e.g. CR 13 and eu-Ni, is specified, either material may be used for the body seat
surface. The other material of the combination shall be used for the wedge scat surface.
%9.4 Stems shall be of wrought material.
29.5 The temperature limitations of certain trim materials may restrict the pressure/temperature ratings of
the. valve to which they are fitted.
30. l.8ntern ring
A lantern ring, when supplied, shall be of a material not inferior to that of the shell.
31. Stem packing
The packing shall be of braided asbestos containing a suitable corrosion inhibitor. Unless the order specifies
other packing or a higher packing design temperature, it shall be suitable for use with steam or petroleum .
fluid at a minimum packing design temperature of 400 DC.
32. Bolting
32.1 Bonnet bolts shall comply with the requirements of BS 1506-621 grade A(BS 4882: 1973, section 3.
grade B7) and nuts shall comply with the requirements of BS 1506-162 (BS 4882: 1973,section 3, grade 21:1)
unless other bolting material is specified in the order.
32.2 Material for gland and yoke bolting shall be carbon steel of at least 392 N/mm2• tensile strength
unless other bolting material is specified in the order. Free cutting steels shall not be used.
• 1 N/mm1 - 1 MPa.
16
-
Table 2, Trim materials. hardn ••• and acceptable specifications
I
-
HP
Cu-NI
tria
NI-Qa
.
-•, -•I•••••••
-, 1
1
-
3M
071
B
NAI
5016NAI3
ronze
03-321540
200
A
1503-316541
276-311
IIZ-P310
1uCr
15'
anufacturer'l
31503-347540
M.n
SO'1
50U
•••••
JO"
nickel
min.
Seat
12
bronze
Bronze
11-1
25-20
2872-CZ114
BS
Manuf.cturer'1
ltaDdard
200
Ste.
1504-713
•2872-CAI04
MfueI
5313
II
•'11-12-3
2Cu-NI
200
11-10-2
1506-145
276-316
182-F316
351-CFlM
11-12-3
B
124-630
150-642
1400-AB2
A
A35I-CFIC
276-347
IU-P341
Back
NI-Cu
NI-Qa
Cr
200
BS
1504-7U
A250t
A
I•.••
Cr-NI
Manufacturer'1
IS
Cr-Ni-Mo
ASTM
C
10
1506-713
1503-410824
66-26-5
I•.••
25-20
Seat
uCr
182-P321
r-Ni
A
ASTM
182-P6
182-F6
138~75
584-164
3S1-CAIS
ltandard
1400-HTBI
1400-01
1503-410821
1506-113
216-410
I3.Cr
uCr
13Cr
250
1504-113
276-410
Cr-NI-Mo
1503-316541
11-10-2
11-12-3
Aluminium
2174-CAI04
1150-630
14I-9"D
Cr-NI-Nb
1506-121
NI-Cu
Cr-NI-n
Manufacturer's
Manufactunr'11t&DdanI
A35I-CA15
B
276-321
584-905
standard
••
Bar
t with
584-136
351-CA15
Manullcturer'lltandard
1504-146
Alumhuum
Maaulacturer'l
Aluminium
standard
Manuf.cturer'l
1504-821
Back
2874-CCZ114
1506-821
•• nNb
t ltandard
13Cr
1506-7U
lS04-I45
B•••••••
Muulac:Wnrr'l
Cutt
llo)'
M.n
•••••••
~
M~
HrIDeII...-..-.B 584-165
2812-CA103,
2874-CAI03,
1124-64214I-952A.
Allo)'
I400-AB
I,nNb
•••••••
p•.•••
AcceptaWe
lIfed8ca'"
B
13~75
-
1503-347550
1503-321550
..
...,
CD
en
••••
~
••••
~
..
• See 8S 240 : Part I,
For .Ultcnlde
triml the tobact
ma)' altcruallvcl)'
t Cutin
•• Dot applicable
ltamIMt
materlall;
- •••• '*, • wckl deposll
altcra.&1vc1,be a wcIdcd-on hard fldDI
.,'
of 11Msame nominal material composidOD U tbc &rimor • weIded-oalaarcl facia •. For hard faced (HF) trim &bebact _t
..
at
haidncu
bctwelll bod,
wed••
ICft
nol be
rIClwred.
DlfI'craadalhardneu
betweeD
bod,
andmlD.,
wed••
surf.ces
shaD
the
standard.
~ Dltrerendal
Bod)' aDd wed•.
scall~
250 Haad
•••scat
'SOlurtaca
min.II
d1f1'e
•.•
daImanullc:tunr'l
between bod, ••••••••••
'
seat eurr-.
'
...,
••••
to
...-...
'
.
01
as
1414 .: 1.975
33. Plugs
Material for shdl plugs shall be not inferior to that of the shell.
34. Nameplate
34.1 For valves of nominal size 150 mID (6 in) and larger the nameplate sbal1 be of 18-8 Cr-Ni steel or
nickel alloy attached to the valve by pins of similar material or by welding.
34.2 For smaller valves, the nameplate material and attachment shall be of corrosion resistant material in
accordance with the manufacturer's standard. Brass and aluminium are acceptable.
35. Soft seals
Soft seals shall be of tilt manufacturer's standard material for tilt duties specified. Any retaining ring in .
the wedge shall be of the same material as the stem but any fixing screws shall be of 18-8 Cr-Ni steel.
36. Special applications
When valves are specified for highly corrosive services or environment, or for low temperature service, the
material specification for all parts shall be subject to agreement between the purchaser and the manufacturer.
Section four. Marking
37. Required markings
Every valve in accordance with this standard shall be clearly marked as follows.
(a) Body and bonnet markings shall be integral.
(b) Every valve shall have a nameplate securely fastened to iL
38. ,Body and nameplate markings
Body and nameplate markings shall be as follows.
(a) Nominal size designation. The numeral(s) denoting the nominal size prefixed by the letters DN, e.g.
DN 100 (see clause 6).
(b) Class rating. The numerals denoting the class rating (see clause 4).
(c) Body material identification. Standard symbol from BS 1560 : Part 2: 1970, table 25.
(d) Manufacturer's name or tradc mark.
(e) The number of this British Standard, i.c. BS 1414.
39. Body and bonnet markings
r
39.1 Melt ideatiflcatloa. Melt identification is required on all pressure containing steel castings.
39.2 lUag joint 1UIIIIber.Pipe end flanges and bodyfbonnet ftanges grooved for ring joints and the rings to
be used with them shall be marked with the corresponding ring number (c.g. R2S). This identification shall
be placed on the rim of both pipe end flanges or the bonnct end ftange of tilt body as applicablc and on the
outside periphery of the ring. For ring numbers see appendix A. In thc case of non-standard ring joints
for bodyfbonnet flanges the flange and ring shall be marked R SpL.
40. Nameplate markings
<to.l Pressare/temperatuft
restrlcdous. Any pressure or temperature restrictions within· the appropriate
ratings given in BS 1560 : Part 2 that may be imposed by the manufacturer duc to limitations on materials
or design shall be shown on tilt nameplate.
Such special limiting pressure/temperature ratings shall also comply with the appropriate BS 1560 : Part 2
rating tabJe~
18
BS 1414 : 1975
40.2 VaiTCtrim hhDt •.••••• Trim materials shall be incticated in the following order, using the appropriate
symbol from table 2,
1. STEM
2. WEDGE
3. SEAT
as in the example below:
STEM CR 13
or CR 13 HF
WEDGEHF
SEAT
CR 13
CR13
CR. 13 or HF
CR 13
40.3 Ideatiftcatioa ••••••.• The manufacturer's figure or number identifying the valve in all respects shall
be shown. The same figure or number shall therefore only be used for valves which are identical in design,
detail, dimensions and material and which have interchangeable parts.
41. Additional
markings
Additional markings may be used at the option of the manufacturer provided they do not conflict with
any of the markings specified in this standard.
42. Omission of markings
41.1 Where the size or shape of the valve body precludes the inclusion of aU the required markings, they
may be omitted from the body only as found necessary subject to the approval ofthc purchaser. The sequence
of omission shall be as follows.
1. Nominal size
2. Manufacturer's name or trade mark
3. Class rating.
41.2 The number of this British Standard may be omitted from the body or the nameplate, but not from
both, at the manufacturer's option.
Section five. Inspection and test
43. Inspection and test requirements
Each valve in accordance with this standard shall be inspected and pressure tested in accordance with the
requirements of BS 5146.
Section six. Shipping
44. Preliminary
After inspection and before preparation for despatch all valves shall be thoroughly cleaned and dried.
46. Preparation for despatch
45.1 CoatiDg. Coating of valves shall be as follows.
(a) Unmachined cxtcmal surfaces of the valves shall be painted with aluminium finish paint, except for
austenitic steel vaMs which shall net be painted.
(b) Machinedorthreaded surfaces shall be coated with an easily removable rust protective (see BS 1133:
Section 6) except that this shall not be required for austenitic steel components.
45.2 EDd protectfoa. After complying with the requirements of 4S.1, body end ports. flange races and buttwelding ends shall be covered with suitable close fitting protectors to protect the machined ends and prevent
ingress of dirt and moisture.
45.3 Stem ,.,.)[ •••• The stem packing shall be fitted bet~re shipping.
45.4 Wedp. The walge shall Ue closed before shipping except in tl-e case of soft seal valves where the
wedge shall be baclrcd oft' to relieve the pressure on the seals..
48. Packaging.
Valves shall be so pldaged as to minimize the possibility of damage during storage or transit. Wbae
tropical or special pKkaging is necessary. the purchaser shan specify his requirements ..
f
19
BS 1414, : 1975
Appendix A. Particular dimensions for each cia •• of valve
Table 3. Dimensions of Class 150valv_
1
1
-
6mm
8~(-)
0.3
3.5
2.6
9.8
••
5622.2
St_
••••••••.
3mm
Iaside
dfaIIIeter
of mm·
RiDa
IIIIIIIber
R17
R22
R29
(mID.)
21.4
R19
R2S
R36
R48
19.0
Bedy
•••••••
bc8Iet "
32
R15
15.9
76
8.7
20.6
57.2
152
64
11.1
11.9
12.7
14.3
16.7
18.2
19.0
R72
R68
R64
R43
RS6
RS2
41.3
15.4
38.1
44.4
34.9
31.8
17.5
em)
r_
50.8
rial
22.2
23.0
28.6
635
R76
203
102
38
489
2S4
337
305
6.4
9.5
15.9
RS9
47.6
17.5
737
686
25.4
15
51
591
438
1020
. (3)
387
876
(12)
(10)
(lilt
(1
(16)
(4)
(6)
i) 10.3
(30)
(1)
(2)
(26)
(24)
(20)
(2i)t
(14)
(18)
(8)
(28)
(42)
(36)
• For details of wddiog ends includina inside diameters ice fiaurc 2-
t These
sizes have been retained for the PUIpOIe of replacilli existing valves. Their use for new construction in pipinl systems
using BS 1560 : Part 2 flanges should be a¥Oided
20
BS 1414 : 1975
Table 4. Dimensions of Class 300 valves
I
,sa.•••••.
88.9
1R45
76.2
82.6
01.6
69.8
nun
••
diuIeter
3mm
5fGr
2584
25
12.7
9.5
(in) 11.1
RiDI-..•.
)
~(
7.9
6.4
2S4
19.0
11.9
20.6
17.5
R49
64
R26
876
41.3
152
483
737
30.2
15.9
R20
•••••••••
25.4
51
32
R16
R18
44.4
102
R37
76
RS3
387
23.8
R65
305
337
22.2
R61
34.9
27.0
R77
R73
R23
38
19.0
riDe
joim
686
33.3
635
432
31.8
R69
1020
25.4
38.1
203
RS7
41.3
34.9
47.6
63.5
31.8
S4.0
44.4
(BodJ
..•.
)IIIIide
15.9
22.2
SO.8
(li).
(4)
R31t
(3)
(24)
(2)
(14)
(1)
(10)
(12)
(8)
(21)t
(28)
(36)
(20)
(18)"
(26)
(30)
(6)
(42)
(lUt
(16)
f1l
mm
• For dctllils of wcldiq ends indudin, inside diameters see fiaure 2.
These sizes have been retained only for the purpose of repJaciD, existin, valves. Their use for new construction in pipiq
systems usin, BS 1560 : Part 2 ftanges should be avoided.
"
For valves of 80 mm (3 in) nominal size. if intended to be used in conjunction with lapped flanges, tbe rin, number sball be
RJO.
t
t
Table 5. Dimensions of Class 400 valv ••
I
3432
2(20)
(in)
nun
381
333
102
2S4
479
575
. 203
305
152
(18)
(4)
(16)
(24)
(6)
(10)
(8)
(14)
(12)
diameter
f1l
Stem
diamet
•. )
tbickDeII
(•••••
R49
R53
R65
for
R37
BodJ
RJac-R73
n.
••• )oiIls
boaaet
38.1
34.9
R45
44.4
RS7
28.6
R61
69.8
36.5
SO.8
(12.7
...•..
)IDIide
28.6
63.5
57.2
33.3
R69
16.7
19.0
21.4
23.8
27.0
30.2
R77
I47.6
56
mm
••
• For details of weldina ends indudiq
mm
inside diametcn see ftaure 2.
21
BS 1414·: 1975
Table 6. Dimensions of Class 600 valv ••
1
mm
5'_rial
4 IIIIide
diameter ~
3298
615.9
2(24)
Stea
•••••••
R16
R20
11.1
R23
25
mm
8.6
7.9
1lJIIa-R26
25.4
464
44.4
38
R77
9.3
thleh11-*
(in)
327
34.9
41.3
32
200
102
12.7
11.9
R37
RS3
R49
31.8
28.6
BodJ
••••• (••••)
559
R73
69.8
<-IL)
SO.8
51
76.2
19.0
419
375
R69
R65
60.3
152
76
64
R45
RS7
41.3
47.6
22.2
25.4
28.6
38.1
R61
63.5
248
57.2
(1)
(2)
(18)
(3)
(14)
(16)
(ll)
(12)
(10)
(4)
(8) R18
R31:
(20)
(2i)t
(6)
(li)t
mm
• For detaiJs of welding ends including inside diameters see flame 2.
t These
sizes have been n:tamed only for the purpose of repladnl cxistiq valves. Their use Cor new coDStnx:tion ia pipiDa
systems using BS 1560 : Part 2 flanges should be avoided.
: For valves of 80 mm (3 in) nominal size. if iatended to be UIed ia c:oojuDcdon with 1appecl ftan8es. the rial DUmber Iha1l
be RJO.
Table 7. Dimensions of Class 900 valv ••
1
3mm
2(12)
190
283
444
(in)
73
400
311
238
98
533
. 146
356
(10)
(8)
(3)
(20)
(16)
(6)
(14)
(18)
(4)
(24)
mm
631.8
St_
•••••
5R.74
4101.6
IIIIide
cUameter~
R49
RS3
47.6
41.3
R37
R.78
RS7
19.0
lUDI
(mIL)
••••••.
R70
63.5
R45
26.2
54.0
31.8
57.2
R31
28.6
R.66
R62
46.0
76.2
60.3
82.6
63.5
far
•101.r1rrial
(-.)
36.5
42.1
73.0
57.2
52.4
BodJ
•••••••
bo.et
21.4
mm
• For details of welding ends inc1udiDa inside diametcn
••
lain 2.
22
as 1414 : 1975
,
..
Tabla 8. Dimensions
-
1
--
of,CI ••• 1&00 vaIve8
-•..
..,......
•••••••
r._
mm
••
370
522.2
2(2i)t
IIIIiIIe~
3a.1
19.0
tWl~(IdI.)
12.7
114.3
416
R75
R71
95.2
88.9
19.4
137
R,46
R,63
47.6
44.4
69.a
66.7
57.2
R.39
R.35
28.6
23.a
48
R20
15.0
22.2
14.2
R.27
28.6
22
em)
19.0
R19
127.0
101.0
98.4
330
R67
82.6
178
222
289
264
R54
R.58
R50
$4.0
63.5
69.8
92
31.8
34.9
29
35
mm
(11II.)
2S.4
R,16
498
371
76.2
R,18
57
(2)
(20)
(16)
(6)
(1i)
(3)
(1)
(12)
(14)
(10)
(8) R.24
(4)
(24)
(1a)
(ll>t
• For details of wddiq
'" mm
c:o.daiDc:ludiDi iDlide diamctcn •• Ipre
t These
2-
sizes bave been m.ined oa1y for the purpoIe or rcpIIciDa exiatiq
aystemI usiq BS 1560 : Part ftaDpllbou1cl be awided.
1
,
Table 9. Dimensions
1
mm
--
3
2(in)
19
-146
111
29
73
IDJD
2S
48
38
57
219
184
(12)
(10)
(2)
(3)
(Ii)
(6)
(a)
(1)
(4)
(2i)t
(li)t
valva. Their \lie fOl' DCW COIIIInICtioDiD pipiaa
of Cia •• 2&OOvaIWe
•••••••
•••••••
..., ......
DUD
52S.4
••
60.3
22.2
73.0
B.S5
(IdI.)
47.6
R.21
28.6
31.8
34.9
1126
67.5
a2.6
86.5
30.2
17.5
19.0
R23
R.32
61.9
R.38
19.0
R2I
•••••••••••
35.7w.-..••••
(11II.)
Ria
R,60
22.2
2S.4
48.4
B.Sl
R47
15.1
'" mm
• For cletaiII of weldin, ends includ.lftl inIide diuneters lee ftpre 2These sizeI have been retained only ror the purpclIC or repIacina existilll valves. Their \lie rOC'new c:oostrudion
systems _III BS 1560 : Part 2 ftanaa shoukl be awided.
t
c
23
in pipiq
65··1414 : 1975
AppendixB
Application
to piping systems with BS 4504 flanges
B.l GeaeraL Valves in accordance with this British Standard. BS 1414. may be supplied for use in piping
systems with BS 4504 flanges when specified by the purchaser. When this is the case alJ the requirements of
this BritishStand~.
BS 1414. apply, with the qualifications specified in IU to 8.7 ..
B.2 Plaoun;Jtemperature ratings. The pressure/temperature ratings of valves with BS 4504 flanges shall be
in accordance with BS4504 : 1969,table AI. Pressure/temperature ratings for valves in materials other than
those listed in BS 4504: 1969, table Al shall be agreed between the purchaser and the manufacturer.
B.3 NomiDal prasare _ dus ratings IDd nomiDal size range. Valves in accordance with this appendix with
flanges of the nominal pressure ratings given in column I of table 10 shall have the same face-to-face
dimensions as valves with BS 1560 : Part 2 flanges of the corresponding class ratings in column 2. Column 3
gives the applicable nominal size range.
Table' O. Nominal pressure and class ratings and nominal size range
1
..300
4600
.to600·
CuI
(in)
2S
2SO
SOto
25
300
300
25
200
600
2S
to
25
600
300
2500
2SOO
ISO
1500
900
(1
8)
(l
10)
(2
to
24)
(I
12)
I~3
NODIIDal size
ruse
mm
B.4 Body tad
flaps
8.4.1 Dimensions. Body end flange dimensions s~1 comply with the requirements of BS.4504 except that
flange thicknesses may be the appropriate values from BS 1560 : Part 2. Flange thicknesses shalt be not less
than those specified in BS 4504. When flange thicknesses comply with those specified in BS 4504. the neck
dimensions shall also comply with the requirements of BS 4504.
. 8.4.2 Spot-facing or back-facing. The requirements of BS 1560 : Part 2 for spot-facing or back-facing shall
be complied with..
B.4.3 Finish of jow surface. The joint surface finish shall comply with the requirements of BS 4504.
B.S Iaspecdoa IDdtestfng. Va~ves shall be inspected and tested in accordance with BS 5146 except tbat
hydrostatic test pressures shall comply with the values given in table 11.
24
BS 1414 : 1975
Teble11. Hydroatlltlc teat pr••
1
•••
•••
310
400
2SO
160
2S
40
100
64
320
16
bar·
ura
TIIt..-..Iar
Z
600
24
375
ISO
60
240
480
15
96
37.5
bar·
W'--"
8.6
M'aItiDg. When supplied for use in piping systems with BS 4504 lanses valves shall be permaDCIltIy
marked with the appropriate nominal pressure rating (i.e. PN •• ). nus marking may replace or supplement
the n:quirements of clause 38(b) and shall appear on aU BS 4504 lanses used.
8.7 lDformadoa to be supplied by tile pardlaler.
The information to be suppliecl.by the purchaser shall be
as listed in clause 7 of this standard except that <a) shall be replaced by the following. .
<a) State that valves arc to comply with the n:quirements of this appendix and state nominal pressure
ratiDg and nominal size.
• I bar -
105 N/m2
-
100 kPa.
26
BSI publications referred to in this standard
('
•
This standard makes.aCI'CIICC 10 the rollowiDa British Standards:
BS2080
BS4882
BS
BS2874
BS SI46
3799
4504
••••
2172
3293
3692
1832
1133
1501-6
BS4190
BS3076
3071
33S1
1503
3600
1769
3381
1S60 'IS Z40
BS2693
BS2789
1400
1768 :
BS 310
BS
1600
Method rot BrincD hardness test
Part I Testial of meals
Blackheut
malleable iron c:astinp
~ainlcode
Section 6 Temporary protection or metal surfaces apinst
corrosion (durinl tranIpOI't aaclltOrqe)
Copper alloy inaots and copper and copper alloy c:astiDas
Steels ror UIe in the chemical, petroleum and allied industries
Steels ror finld and unfired pressUre veaeJs. Foqinp
l
Steel pipe ftaages and ftan&ed fittinp (nominalllizes
Part 2 Metric climensions
in 10 24 in) ror the petroleum iDdaIby
Dimeusions of steel pipe ror the petroleum iDdustry
Part 2 Metric units
Unified precision hexagon bolts. ICr'e'WIand DUts (UNC and UNF threads). Normal __
Unified black hcuaon
bolts, ICI'eM and nuts (UNC and UNF threads). Heavy IerieI
Oil resistant comprased asbestos fibre jointiDa
Face-to-face. c:entre-to-race, encl-to-end and ccntt.to-encl
ror the petroleum, petrochemical and allied industria
dimensions of ftanpd and butt-wddinl
eDd steel YaIftI
Screwed studs
Part I GenaaI purpose studs
Iron castinp with spheroidal or nodular paphite
Copper and copper alloys. ForaiDIltodt
aDd foqinp
Copper and copper alloys. Rods andlCCtions (other than fOQiDlItDCk)
Nd.eI-<OPPer alloy castinp
Ndtd
and nic:kd aIJoyL Rods
Carbon steel pipe ftanacs (ova' 24 in nomiDaIlize)
fot the petroleum iDcIUIb'y
Pipina systems for petroleum refineries and petrochemic:aI plants
Metallic: spiral wound pskets for the petroleum aDd ~ot-iIadUltry
Dimensions and muses per unit Jenath of wddecI and seamIesa steel pipca and tubes ror preMUN JNIPC*I
ISO metric precision hexqon
Forpd
bolts, ICRWI and DUts
steel pipe fitlin••• screwed andlOCket-weldina
for the petroleum industry
ISO metric bbIdt hexaaon bolrs. ICI'CWIand auts
Flanies and boltinl for pipes, valws and ftttinp.
Meuic ICries
.
Boltin. for ftanaes and pressure containina purposa
Inspection and test of steel valves ror the petroleum, petrodIcmicaI and allied industries
F1anae attadunent
dimalsiollS or actuators 10 aencnI purpose valves
• In coune of preparation.
ISBN: 0 S80 08991 6
B5 1414 : 1975
.'
..
•••
CD
Uf
ISBN: 0 S80 08991 6