A Guide To VRLA
Battery Formation
Techniques
www.firing-circuits.com
A Guide To VRLA Battery
Formation Techniques
By Mike Weighall and Bob Nelson
Mike Weighall is an independent
consultant with 36 years’ experience
in the battery industry. He obtained
his Chemistry degree from the
University of Manchester Institute of
Science and Technology. He has
spent most of his working career
associated with the battery industry, in a range of
technical and managerial roles with major UK
employers, including Lucas, Crompton, Cookson, and
ENTEK International. In recent years he has played an
important role in the ALABC (Advanced Lead Acid
Battery Consortium) as Chairman of the European
Technical Committee, member of the Research
Management Team, and currently Chairman of the
Project Advisory Team on Separators. He has previously
written the “Battery Test Guide” for Digatron/ Firing
Circuits. He has presented nine papers at International
Battery Industry Conferences, four of which were
published in the Journal of Power Sources.
M.J. Weighall
MJW Associates
12 Low Stobhill
Morpeth
Northumberland
NE61 2SG
Tel: +44 1670 512262
Fax: +44 870 056 0376
Mobile: +44 7977 459819
Email: mjweighall@battery1.demon.co.uk
Bob Nelson is an independent
consultant with over 23 years’
experience in the VRLA battery
Industry. He obtained his Chemistry
degree at Northwestern University in
1963 and his PhD in Analytical
Chemistry/Electrochemistry at the
University of Kansas in 1966. After spending 11 years in
teaching and research at the university level, he joined
Gates Energy Products where he worked for 13 years in
various positions dealing with the development and
manufacture of both spiral-wound and flat-plate VRLA
products. He has also worked with other specialty VRLA
products during work tenures with Portable Energy
Products and Bolder Technologies. In between, he spent
three years with ILZRO, where he was responsible for
organizing and managing the Advanced Lead Acid
Battery Consortium. In addition to the publication of
some 39 refereed papers, two book chapters and 22
invited presentations at national and international
conferences during his academic career, he has
published 42 papers and given 41 presentations on
VRLA battery technology over the past 23 years.
Dr. Bob Nelson
Recombination Technologies
909 Santa Fe Drive
Denver
Colorado
CO 80204
Tel: +1 303 573 7402
Fax: +1 303 573 7403
Email: nelson909santafe@aol.com
© 2001 Firing Circuits, Inc.
www.firing-circuits.com
Printed In U.S.A., All Rights Reserved
Table Of Contents
Paragraph
Page
1. Introduction ....................................................................... 1
2. Plate Formation vs. Jar Formation .................................. 2
3. The VRLA Formation Process
Jar Formation ........................................................................ 3
3.1 The Filling Process ..................................................... 3
3.1.1 Acid Density for Filling ..................................... 4
3.2 Fill-to-Form Processing .............................................. 4
3.3 Formation ................................................................... 4
3.3.1 Battery Preparation for
Formation: Open Formation ..................................... 4
3.3.2 “Fill and Spill” Formation ................................. 5
3.3.3 Saturation/ Electrolysis Formation ................... 5
3.4 Formation Time .......................................................... 5
3.5 Completion of Formation ............................................ 6
3.6 Formation Algorithms ................................................. 6
Paragraph
Page
8. Battery Design ................................................................ 26
8.1 Plate Height/ Plate Spacing Ratio ............................ 26
8.2 Battery Case Draft ................................................... 26
8.3 Active Material Additives ......................................... 26
8.4 Electrolyte Additives ................................................ 27
9. Separator Optimization .................................................. 27
9.1 Volume Porosity ....................................................... 29
9.2 Saturation Level ....................................................... 29
9.3 Caliper ..................................................................... 29
9.4 Compression ........................................................... 29
9.5 Grammage ............................................................... 30
9.6 Surface Area ............................................................ 30
10. Separator Designs to Improve Wet Formation ............ 31
11. VRLA Gel Batteries ....................................................... 33
3.7 Initiation of Current Flow ............................................. 7
3.8 Constant Voltage Charging ........................................ 8
3.9 Constant Current Charging ........................................ 8
3.10 Taper Current Charging ........................................... 9
3.11 Pulse Current Charging .......................................... 10
3.12 Rests and Discharges ............................................ 11
3.13 Sample Formation Algorithms & Profiles ................ 12
3.13.1 A Simple Algorithm ...................................... 12
3.13.2 More Typical Charge/
Rest/ Charge Algorithms ........................................ 12
3.14 Development of a Suitable
Formation Algorithm ...................................................... 14
4. Temperature Limits for VRLA Jar Formation ................. 15
5. VRLA Battery Manufacture using Plate Formation ....... 16
6. Technical and Theoretical Background .......................... 17
6.1 The Formation Process Explained ........................... 17
12. Formation Equipment and Layout ............................... 34
12.1 Battery Connections .............................................. 34
12.2 Formation Bay or Circuit Configurations ................ 35
12.3 Critical Maintenance of Formation Equipment ....... 36
12.4 Power Quality and Equipment Costs ...................... 36
13. Battery Monitoring During Formation ......................... 37
13.1 Electrical Monitoring .............................................. 37
13.2 Temperature Monitoring ......................................... 39
13.3 Gas Monitoring ...................................................... 39
14. Post-Formation Handling and
In-Line Product Testing ...................................................... 40
14.1 Visual Standards .................................................... 40
14.2 In-Line Product Testing .......................................... 41
14.2.1 Open-Circuit Voltage Measurement ............. 41
14.2.2 AC Impedance Measurements .................... 42
14.2.3 High-Rate Discharge Measurements .......... 43
6.2 Formation Processes and Ah Input .......................... 18
6.3 Key Differences Between
Flooded and VRLA Batteries .......................................... 19
7. Jar Formation – Additional Information ....................... 20
7.1 Battery Preparation for Formation –
Sealed Formation ........................................................... 20
7.1.1 Plate Curing and Carbonation ....................... 20
15. Troubleshooting: Problems and Solutions .................. 44
16. References .................................................................... 48
Appendix 1:
Glossary of terms and abbreviations ..................................... 49
7.2 Acid Filling ............................................................... 20
7.3 Control of Formation Temperature ............................ 23
7.4 Completion of Formation .......................................... 25
7.5 Alternative Jar Formation Options ............................ 25
www.firing-circuits.com
Listing of Figures
Figure
Page
Figure 1. Examples Of Techniques For The
Initiation Of Formation Charging ............................ 7
Figure 2. Examples Of Single-And Multi-Step
Current-Limited Constant-Voltage
Formation Profiles .................................................. 8
Figure 3. Examples Of Stepped Constant-Current
And Conventional CC Formation Profiles
Compared To An Ideal Formation Curve. ............... 9
Figure 4. Examples Of The Progressive Influence
Of Temperature Monitoring On The
Efficiency Of The Formation Process. .................. 10
Figure 5. Taper Current Charging. ...................................... 11
Figure 6. Examples Of Pulsed Charging
Algorithms. .......................................................... 11
Figure 7. Typical Constant-Current Formation
Profiles For A 12V/20Ah VRLA Battery. ................ 12
Figure 8. Typical Constant-Voltage And
Taper-Current Formation Profiles For
A 12V/20Ah Battery ............................................. 13
Figure 9. Typical Constant-Current Formation
Profiles With Rests Or A Discharge
For A 12V/20Ah VRLA Battery. ............................. 14
Figure 10. The Filling Process Within A Vacuum
And Non-Vacuum Fill. .......................................... 21
Figure 11. Conceptual View Of the Filling
Process For A VLRA Cell. .................................... 21
Figure 12. Action On The Leading Edge Of The
Liquid In A VRLA Cell Filling Process. ................. 22
Figure
Figure 13. 2.5 Ah And 25Ah Spiral-Wound
Single-Cell Internal Temperatures
During Different Fill-To-Form Conditions. ............. 24
Figure 14. 6V/100 Ah Prismatic Battery
Temperature Data During Fill-To-Form
Time With Different Conditions. ............................ 25
Figure 15. Solubility Of Lead Sulfate In
Sulfuric Acid At 25ºC. .......................................... 27
Figure 16. Mean Pore Size Vs. Kr Bet
Surface Area. ....................................................... 30
Figure 17. Impact Of Surface Area (m2/g) On
Water Wicking Height While Under
20% Compression, After 24 Hours. ..................... 31
Figure 18. Effect Of Fiber Mix And Segregation
On Vertical Wicking Speed. ................................. 31
Figure 19. Upward And Downward Wicking
Height For Oriented And
Non-Oriented Fibers. ........................................... 32
Figure 20. Battery Connections For Series
Strings, Series-Parallel Arrays And
Series-Parallel Matrixing. ..................................... 35
Figure 21. AC Ripple Voltage And Current
Representation And Its Effect On
Cell Temperature And Cycle Lifetime. .................. 37
Figure 22. Typical Self-Discharge Curves
For VRLA Batteries. ............................................. 41
Figure 23. High-Rate Discharge Voltage/Time
Curves For Acceptable And
Unacceptable Battery Performance
On A 5-Second Test. ............................................ 43
Listing of Tables
Table
Page
Table 1.
Typical ampere-hour inputs in relation
to wet paste weight and dry cured
paste weight. ....................................................... 19
Table 2.
Typical AC Impedance Values For A
Variety Of Thin-Plate VRLA Single Cells
And Batteries Fully Charged At 25ºC. .................. 48
Table 3.
Sample OCV Chart Used In
Manufacturing To Sort Cells Or Batteries
After Formation Or Recharge. ............................. 49
www.firing-circuits.com
Page
1. Introduction
The purpose of this brochure is to guide the battery manufacturer in the formation of
VRLA (Valve Regulated Lead Acid) batteries. The information is nominally confined to
“small” VRLA batteries with capacities in the range 1.2 Ah to 100 Ah. Because “jar”
formation of VRLA batteries is far more difficult than plate formation, this aspect of VRLA
battery formation will comprise the largest section of the brochure.
The brochure is divided into several sections:
■
Sections 2 through 5 deal with practical issues related to VRLA battery
formation, and deal mainly with jar formation.
■
Section 6 deals with the technical and theoretical background.
■
Section 7 gives additional information about jar formation.
■
Sections 8 through 10 give battery and separator design guidance.
■
Section 11 is a brief overview of VRLA gel batteries.
■
Sections 12 through 14 deal with formation equipment, battery monitoring
and product testing.
■
Section 15 deals with troubleshooting formation problems.
www.firing-circuits.com
1
Practical issues related to VRLA battery and jar formation
2. Plate formation vs. jar
formation for VRLA batteries
The first decision the VRLA battery manufacturer has to
take is whether to use a plate formation or jar formation
process, and this section highlights some of the issues
that need to be taken into account before making this
decision.
Plate formation may result in fewer manufacturing and
technical problems in respect of battery design, process
control, quality, performance and life. The merits of plate
formation are particularly apparent for larger, higher
capacity batteries where a long cycle life and/or
calendar life is required. However, particularly for the
smaller batteries being discussed in this brochure,
many battery manufacturers are choosing jar formation.
This may be for reasons of cost and convenience, but
may also be because the battery design does not lend
itself well to plate formation. This may apply for example
with thin plate cylindrical or prismatic battery designs.
The decision as to which process to use will be dictated
by the detailed battery design and manufacturing
constraints as described in more detail later. However,
there are other manufacturing and cost issues to be
considered. The total cost of the plate formation/dry
charge process may be higher than jar formation when
one takes into account the following factors:
■
The cost associated with the neutralizing and
cleaning or disposing of the plate wash water.
This water must be neutralized and cleaned of
heavy metals before it can be recycled or
discharged into a public sewer system.
■
The capital and operating cost of the dry charge
operation (e.g. inert gas drying).
■
Post assembly charge and discharge cycles to
recover the capacity loss that is inherent in the
dry-charge process.
■
Plate lug cleaning before final assembly.
The decision as to whether to plate form or jar form will
be based on a number of factors which the battery
manufacturer needs to take into account, and will be
discussed in more detail later. Some general guidance is
given below:
Plate for
mation – should be used in the following
formation
cir
cumstances:
circumstances:
■ Plates for tall batteries
■ Plates for large, high capacity batteries
■ Plates for very long life batteries
■ Battery with high L/d ratio (>100)
(see section 10.1)
Jar for
mation – consider in the following cir
cumstances:
formation
circumstances:
■ Cylindrical battery design
■ Thin plate prismatic battery design
■ Battery with low L/d ratio (<100) (see section 10.1)
■ Large separator fringe area
■ High separator grammage (>=2g/Ah)
■ High surface area separator
Other issues, which also need to be consider
ed for jar
considered
for
mation:
formation:
■ Whether single cells or monoblocs, and how
many cells in the monoblocs (e.g. 3 or 6 cells).
This will have an impact on the efficiency of
cooling and temperature variations between cells.
■ If plates have been cured to produce high levels
of tetrabasic lead sulfate (4BS) the plates may be
more difficult to form, and require a higher charge
input during formation than for tribasic lead sulfate
(3BS) cured plates.
■ The inclusion of red lead in the positive paste mix
will assist jar formation and enable lower Ah input
and shorter formation times. It will also improve
the initial electrical performance.
In principle all VRLA batteries could use plates prepared
using plate formation/dry charge: but not all VRLA
batteries can be successfully jar-formed. The information
above is given for guidance only, and the suitability of a
particular battery for jar formation should be established
by careful experimentation.
Jar formation of VRLA batteries is actually quite a
complex process and will now be dealt with in detail.
2
www.firing-circuits.com
Practical issues related to VRLA battery and jar formation
3. The VRLA Formation Process –
Jar Formation
3.1 The filling process
The formation process for valve-regulated lead-acid
(VRLA) cells and batteries really begins with the filling
process. Several approaches can be taken to filling,
including:
■
Gravity top fill, single or multi-step
■
Gravity bottom-up fill
■
“Push” fill where electrolyte is pumped into the
cell or battery, usually from the bottom up (usable
only with spiral-wound products)
■
Soft-vacuum fill (>~20mm Hg), single or multistep, possibly with a “push-pull” step to distribute
electrolyte more evenly
■
Hard-vacuum fill (<~10mm Hg)
The first, a gravity top fill, is the simplest approach that
can be used for any cell or battery (hereafter referred to,
collectively, as “batteries”) and just involves pouring
electrolyte into the headspace at a rate that the battery
can accommodate. It can be done slowly with a single
addition or in several measured amounts. This is a
relatively slow process but it has advantages in that heat
is generated slowly, there is not likely to be damage to
the AGM separator and there is only a limited effect from
carbon dioxide released from carbonated paste
surfaces. There is the possibility of incomplete wetting
due to trapped gas pockets. Heat generation in larger
batteries can be counteracted by chilling the electrolyte
(typically to 0 to –10oC) and/or the unfilled elements and,
if necessary, putting the filled battery into a chilled water
bath. The measures used depend in large part upon the
size of the battery. For small products (1.2-10Ah), simple
bath cooling after fill is sufficient (and this may not even
be necessary for very small products). For larger sizes
(10-100Ah), chilled electrolyte and bath cooling may be
mandatory. Fill times are of the order of 10-40 minutes.
Gravity bottom-up, or “dunk,” filling simply involves
dipping a cell or battery into a bath of electrolyte (the
case having a hole or holes in the bottom to allow
ingress of acid) until wicking has resulted in complete
filling of the separator and plate pores. This is also a
slow process (several minutes), and has the advantages
and drawbacks listed above for gravity top fill. An added
disadvantage is that the filling hole has to be sealed
before the battery goes into formation. In fact, simply
letting the battery take as much acid as it wants is very
reproducible in terms of fill weight and the final
saturation level is typically ~95% (i.e., the plate stack
doesn’t saturate).
“Push” fill is a specialized technique for spiral-woundtype products where electrolyte is forced up through the
wound element, either from the bottom or using a probe
in the wound-element mandrel space. This is faster than
the gravity-fill techniques (around 30-60 seconds) and,
thus, requires more care in thermal management.
Soft-vacuum filling involves drawing a moderate vacuum
level and allowing the element to “suck in” electrolyte at
its own rate. As this approach doesn’t usually result in
uniform electrolyte distribution there is often a “pushpull” (pressure-vacuum) finishing step to physically
move electrolyte around to help diffusion. The filling rate
is moderate (30-60 seconds) so thermal management is
mandatory, along the lines of that given above for the
gravity-fill approach.
Hard-vacuum filling is a very rapid technique (on the
order of 1-10 seconds for sizes 1.2-25Ah) and is, thus,
attractive for high-volume manufacturing. However, it
also requires extreme care both during filling and for
processes prior to filling. In addition to speed, hardvacuum filling can result in uniform electrolyte
distribution due to the almost total absence of air
displacement. However, the absence of air also means
that the paste is very reactive and the rapid introduction
of electrolyte results in very high heat generation over a
short period of time. Thus, thermal management is
critical with this type of filling and it is impractical over a
size of ~50Ah due to the inability to dissipate the heat
rapidly generated, even with the chilling steps
mentioned above. Poor thermal management can result
in staining of the AGM separator by dislodged paste
and/or plate deformation and case bulging due to heat
and, possibly, steam generated from the filling reaction.
In this type of filling, the formation of hydration shorts
(lead sulfate in the separator) is also possible due to the
high temperatures and low acidity conditions that can
be generated. Plate carbonation during processing is
also a problem because the rapid introduction of
electrolyte can result in a “burst” of liberated carbon
dioxide, which can help to defeat the vacuum created
and result in low fill weights. Further liberation of CO2
can cause regurgitation of electrolyte in extreme cases.
Separator damage can also result from the hydraulic
action of the electrolyte if it is added too quickly, thus
promoting plate-to-plate shorting due to the removal of
overlapping separator between adjacent plates.
www.firing-circuits.com
3
Practical issues related to VRLA battery and jar formation
3.1.1 Acid Density for Filling
3.3 Formation
This will depend on the battery application, the desired
final density, and the amount of sulphation achieved
during paste mixing. A typical filling acid density would
be 1.26 with a final density of 1.28. Finished acid
densities are normally in the range 1.28 to 1.32,
depending on the application. Standby batteries tend to
have lower densities (1.28) while high-rate batteries
(aircraft, engine start) may have a higher density
(~ 1.30). For deep cycle batteries the specified acid
density may be in the range 1.28 – 1.32. With open
formation the acid s.g. can be checked and adjustments
made if necessary. For sealed formation, calculations
need to be accurate as it is not possible to correct the
acid s.g. after formation. Some VRLA battery
manufacturers monitor the fill/ formation weight loss and
then add an equivalent amount of water or dilute
electrolyte before sealing the battery.
There are a number of factors to be considered in
matching the correct formation algorithm to a given
product, among these being:
3.2 Fill-to-Form Processing
The time gap between electrolyte filling and initiation of
the formation process is more important than may be
realized. Even though VRLA batteries are electrolytedeficient and there is more than twice the amount of
pastes as there is acid (on an ampere-hour basis), a
significant amount of acid remains unreacted if batteries
are put into formation immediately after filling. The longer
the delay between fill and form the more lead sulfate is
formed. This facilitates the formation process, but it also
increases the resistance of the unformed plates
(particularly the positive), as lead sulfate is an insulator.
This is usually overcome by using 10% or more of red
lead, Pb3O4, in the positive paste. Longer stand times
after filling can also aggravate the conditions that can
initiate hydration shorts by allowing lead sulfate to slowly
dissolve and diffuse into the separator. With a good filling
process this is not a problem, as even a mildly acidic
condition will suppress lead sulfate solubility, particularly
if sodium sulfate is used as an additive in the fill
electrolyte. However, in cases where fill conditions
resulting in areas of the plate stack where hot electrolyte
depleted of acid can exist, batteries are put onto
formation as quickly as possible after fill. When this is
done, there is the danger of the battery overheating, as
the formation process generates heat, particularly early
when high plate resistances result in high I2 R heating,
and additional heat is still being created by the ongoing
filling reaction (which is very exothermic).
In order to allow the filling reaction to go to completion
and allow the battery to cool adequately, a fill-to-form
time of between 2 and 4 hours is recommended.
4
www.firing-circuits.com
■
Product sealed or open?
■
Temperature control and the use of air or water
■
Formation time
■
Desired level of completion of formation
(i.e., % PbO2)
■
Formation algorithm used (CC, CV, taper, pulse,
rests, discharges?)
■
Battery connection series-strings only, seriesparallel strings or series-parallel matrix?
■
Monitoring parameters during formation
■
Critical maintenance of formation equipment
■
Post-formation handling and product testing
3.3.1 Batter
y Pr
eparation for For
mation:
Battery
Preparation
Formation:
Open For
mation
Formation
For jar formation the easiest technique is “open”
formation, which usually means a condition where the
vent valve has not been put in place. (The alternative,
less frequently used technique of sealed formation, is
discussed in section 7.1). Open formation may also
indicate a formation where the battery headspace is
open to the air. In either case, batteries are usually
flooded, or close to it, and have the capability of removal
or addition of acid during processing. Open formations
are useful in that plate processing is not as critical (in
terms of carbonation), heat dissipation due to gassing is
greater by about an order of magnitude than in sealed
formations (because the battery is formed in the flooded
state) and adjustments in saturation levels are possible
at any time. There are several approaches to open
formation for VRLA batteries, among them being:
■
Saturated or near-saturated condition with
provision for excess electrolyte handling;
■
So-called “fill-and-spill” formation, where batteries
are formed saturated and then the electrolyte
level is adjusted at the end of formation; a variant
of this is two-step formation, where the battery is
first formed with dilute electrolyte which is
replaced after formation with a higher specific
gravity acid closer to the desired operational
level;
■
Saturated or near-saturated formation open,
followed by saturation and electrolysis to achieve
a target saturation level, usually ~95%.
Practical issues related to VRLA battery and jar formation
3.3.2 “Fill and Spill” For
mation
Formation
3.4 Formation Time
This formation approach involves formation in a flooded
state, followed by simple pouring off of excess
electrolyte. This results in a near-saturated condition
following formation (trapped gas in the plate pores
ensures that some electrolyte is absorbed and, thus,
there is a small amount of void space in the formed
battery), which may result in higher-than-usual
overcharge gassing and weight losses early in life and,
possibly, acid leakage during heavy overcharge. This
approach has been promoted by H&V for use with their
Hovosorb II organic fiber/glass separator [1] (see also
section 10) and is particularly well suited to
manufacturing processes with high manual labor inputs
and those where precise control over finished battery
quality is not required. The saturation levels in the cells
are not precisely known and significant cell-to-cell
variations could exist. Heavy hydrogen gassing during
formation must be accounted for, but the high levels of
gas generation help with heat dissipation.
Very early work done by Ritchie at Eagle-Picher showed
that flooded lead-acid batteries could be formed in ~2
weeks to a very high PbO2 level with minimal weight loss
and consumption of just over the theoretical amperehour input of 241 Ah/kg of PbO. This is not feasible in
large-scale manufacturing, but it does set a baseline
against which more practical formation algorithms and
times can be measured. Suggestions for typical amperehour inputs in relation to wet paste weights are given in
section 6.2. In practice, small VRLA batteries are formed
within 24-48 hours. The actual formation time will be
dependent on a number of factors, but a general rule of
thumb is that cell/battery capacities of ~20Ah or less
require a roughly 24-hour formation, while larger sizes
up to 100Ah can normally be formed in ~48 hours.
Smaller batteries are easier to form because they are
more compact and voltage drops across the plates are
less. They also tend to have better heat-dissipation
properties and can be formed at higher currents.
In principle, a two-step formation could be used for
VRLA products as is done for flooded lead-acid
batteries. Here, the battery is filled with a relatively dilute
electrolyte for the initial formation process, after which
the forming acid is dumped and the battery is refilled
with an electrolyte close to the desired final specific
gravity after a finishing charge. The major problem for
VRLA batteries is that the AGM separator (unlike flooded
lead-acid separators) holds most of its electrolyte and
any manipulation of the formed battery is likely to result
in separator damage.
Formation time is not the only criterion. Heat buildup is
an issue that will tend toward longer formation times.
High PbO2 levels move the time in the same direction,
as does the requirement for lower formation weight
losses. The positive plate (PbO2 level) is the key
indicator of the completeness of formation (see also
section 7.4). In fact, the negative active material, or
NAM, forms relatively easily and it is rare that formation
of the NAM is the limiting factor. If manufacturing
throughput were not an issue, all formations would be
done over several days, as most benefits flow from long
formation times. However, formation throughput is of
paramount importance and so the goal is almost always
to achieve complete formation in a minimum amount of
time. In order to accomplish this in large-scale
manufacturing, it is important to have a deeper
understanding of the chemistry of the formation process,
and more detail is given in section 6.1. The chemistry
involved in formation is fairly complex, consisting not
only of the basic chemistry of conversion of lead sulfate
to sponge lead and lead sulfate, coupled with the
overcharge processes involving the decomposition of
water, but also more subtle issues such as electrolyte
diffusion and gas bubble formation.
3.3.3 Saturation/Electr
olysis For
mation
Saturation/Electrolysis
Formation
In order to have an accurately known saturation level in
the region of 95% after formation, a method has been
developed where a standard open formation is carried
out, followed by over-saturation and pouring off of
excess electrolyte (much like “fill and spill” above). The
fully-saturated, formed battery (still open) is then
subjected to a period of electrolysis at a known current
level to drive off an accurately-known amount of water,
thus getting the battery to the desired saturation
percentage, after which completion of battery assembly
can be carried out.
www.firing-circuits.com
5
Practical issues related to VRLA battery and jar formation
3.5 Completion of formation
3.6 Formation Algorithms
One or more of the following parameters can be
measured to determine whether formation is complete:
The best algorithms to use in forming VRLA batteries
depend upon a number of factors, ranging from capital
investment to desired product quality and the intended
application. The battery manufacturer will need to carry
out tests to establish the best algorithm for his specific
manufacturing process and battery application, but the
following guidelines may be useful.
■
Battery, cell and individual electrode potentials
become high and constant. Electrode potentials
are determined using either cadmium wire or
mercury/mercurous sulfate reference electrodes
on test batteries.
■
Top-of-charge voltages (TOCV) become constant,
but will vary for individual VRLA batteries,
depending upon the amount of oxygen
recombination occurring at the end of formation;
the more oxygen reduction taking place the lower
the TOCV. This will be influenced by whether
sealed or open formation is used. In fact, if a
given formation system monitors TOCV values
these can be used for matching small batteries
into larger units, as this is a critical performance
parameter.
■
At the same time, electrolyte specific gravity
becomes constant at some high level (relative to
the starting density) due to conversion of sulfate
in the unformed plates to sulfuric acid.
■
Both plates gas uniformly and strongly.
■
Temperature rises steeply toward the end of
formation at a given applied current, reaching
values as high as 65-75oC if the finishing current
is not reduced.
■
Internal examination of a cell or battery would
show that the plates are uniformly colored and are
without white spots (unformed lead sulfate); the
negatives are soft with a gray metallic sheen and
the positives are hard and are dark brown to
black in color.
In practice, most of these parameters cannot be
measured routinely, particularly in a large matrix of
batteries in a formation bay. With a given VRLA product,
the normal approach is to carry out test formation
algorithms on a few batteries, which are monitored and
then autopsied in order to determine if they meet the
above criteria. Following the establishment of a
production-worthy formation algorithm, all batteries are
then manufactured using it, with some form of periodic
sampling and testing to ensure the desired level of
quality and uniformity.
Additional information is given in section 7.4
6
www.firing-circuits.com
The optimum algorithm is likely to include a number
of steps:
■
Low initial current to minimize temperature rise at
the start of formation. There may be a
continuation of the heat production from the
oxide/acid filling reaction. There may also be a
variable fill-to form hold time due to the time lag in
filling a formation circuit queue. The low initial
current will compensate for possible high battery
resistances. The low current charge should be
continued until the battery temperatures have
fallen below 50°C.
■
One or more steps at a higher current during the
main part of the formation process while battery
resistance is at its lowest and heat generation is
at a minimum.
■
One or more steps at a lower current as the
gassing phase is reached towards the end of
formation.
■
The formation process may also include rest
period(s) and/ or discharge step(s).
The chosen charging approach will usually depend on
the desired amount of capital investment and/ or
experience from making flooded lead acid products.
The possible choices are:
■
Constant-voltage (CV)
■
Constant-current (CC)
■
Taper-current (TC)
■
Pulsed-current (PC)
When making the choice of appropriate charging
equipment, it should be noted that the charging
equipment from Digatron/ Firing Circuits Inc., offers
computer control with optional battery monitoring to
provide optimum control of charging parameters.
More information about each of these processes is
given on the next page.
Practical issues related to VRLA battery and jar formation
3.7 Initiation of Formation Current Flow
Before formation current flow is initiated, most
manufacturing operating procedures include so-called
“continuity checks,” where individual battery strings are
checked with an ohmmeter to ensure that the resistance
of the string, while very high, is not infinite (indicating a
battery with an open connection (poor COS or squeeze
weld) or a defective formation connector lead-to-terminal
contact). If an abnormally high or infinite resistance
reading is taken, the formation room personnel must
identify the source of the problem; otherwise, a complete
string of batteries will not be formed and, in a seriesparallel array, the other strings will receive too-high
current levels.
Initiating current flow can be difficult if the plates are
heavily sulfated and/or the fill-to-form time has been
long, thus depleting most of the sulfuric acid in the
electrolyte and raising the liquid resistivity. The use of
red lead in the positive paste, carbon in the negative
paste, as well as sodium sulfate in the fill electrolyte will
help to minimize the high initial resistance.
If a high-inrush current level is applied when the initial
battery resistance is high, the voltage will be driven to
high values and most or all of the current will go into
heat generation and gassing. After a period of time
these processes will diminish and conversion of lead
sulfate to the active materials will take over and the
formation will proceed in a normal fashion. However, a
short initiation charge period of 0.5 to one hour at low
currents can be applied in order to generate some acid
and improve the conductivity in the plates, or the current
can be ramped up slowly over an hour or so, as shown
e1
in Figur
Figure
1, before the main formation current is applied.
Initial resistance to proper current flow can be detected
either by an immediate rise in charge voltage to very
high levels (or to the voltage limit if constant-voltage
charging is used) or by a relatively sharp temperature
increase. Unless the battery plates are very heavily
sulfated, after a short period the voltage and
temperature will drop to normal levels, which are
temperatures below ~50oC and voltages of ~1.8-1.9
volts per cell. There will then be gradual rises in both
temperature and voltage, but because almost all of the
formation current is going into lead sulfate conversion
these increases will be very gradual.
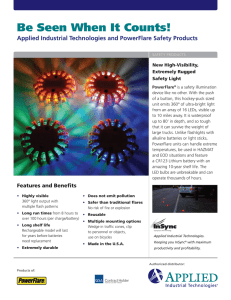
Figure 1
Examples Of Techniques For The Initiation
Of Formation Charging
A. Low-current initiation
Current,
amperes
Formation time, hours
B. Ramp-current initiation
Current,
amperes
Formation time, hours
C. Abrupt or high-current initiation
Current,
amperes
Formation time, hours
www.firing-circuits.com
7
Practical issues related to VRLA battery and jar formation
3.8 Constant-Voltage Charging
Current-limited constant-voltage (CV) charging is
commonly used for cyclic charging of VRLA batteries,
but its utility in formation is more limited, largely due to
cost and its effect on product uniformity. Precise voltagecontrol limits are expensive in terms of formation
electronics and in forming VRLA batteries they are not
necessary. The primary drawback is that, as in CV
recharge, the current taper toward the end of formation
results in relatively long charge times. In order to
minimize this and speed up formation times, multi-step
CV algorithms can be used, by programming for currentlimit reductions when the voltage limit is reached. This
then becomes a stepped constant-current formation, but
with a voltage limit (usually ~16V for a 12V battery) to
minimize gassing and grid corrosion. Typical examples
of single-step CV and stepped-CV/CC algorithms are
e 2. The last step usually allows for a
shown in Figur
Figure
current taper when the voltage limit is reached, the
duration depending upon the desired formation time.
There are a number of advantages and drawbacks to
CV charging. On the plus side, overcharge is minimized
due to the current taper during the finish of formation
and so the charge efficiency is relatively high and
concerns about gas monitoring and ventilation are less
important. Balanced against this (in addition to cost) are
a number of drawbacks:
■
With a significant time in the current-taper mode,
the total Ah input must be integrated electronically
(rather than simply timed as with CC formation).
■
In single-step CV, the long charge “tail” lengthens
formation time significantly.
■
Because voltage is applied to long strings or
series-parallel arrays as a multiple of a given
volts-per-cell, actual charge voltages for each cell
can be highly variable. More seriously, paralleled
strings can draw different currents based upon
their cumulative DC resistances; this can have the
effect of routing high currents through individual
strings early in formation, which can result in large
imbalances of total ampere-hours passed through
different strings. In the extreme, this can result in
strings with low initial DC resistance going into
thermal runaway, particularly for large batteries
with poor heat-dissipation capabilities.
■
If strict voltage control is desired, temperaturecompensated charging must be used, which
further increases cost. Temperature issues can be
minimized by using lower charge voltages, but
this will increase formation times significantly.
8
www.firing-circuits.com
Figure 2
Examples Of Single- And Multi-Step Current-Limited
Constant-Voltage Formation Profiles
A. Single-Step Current-Limited Constant-Voltage
Formation Profile
Voltage/
Current
Formation time
B. Multi-Step Current-Limited Constant-Voltage
Formation Profile
Voltage/
Current
Formation time
= Formation Charge Current
= Formation Charge Voltage
3.9 Constant-Current Charging
In CC charging, voltage control is not required (although
there is always a voltage limit such as 2.80 volts per cell)
and this reduces the cost of the charging equipment.
Using single-step or two-step formations at high currents
can also reduce formation times, but this results in lower
charge efficiencies and large amounts of overcharge
and gassing. The most common approach is to use a
single-step CC algorithm, possibly with one or more rest
periods (see below) or discharges. This is not efficient,
since at low currents overcharge is minimized but total
formation time is long whereas with high currents the
forming time is shortened but the overall charge
efficiency is reduced. More innovative, multi-step
algorithms are now in use where relatively high currents
are used early in formation and lower finishing currents
are then applied, either as a two-step or multi-step
algorithm. Dramatic gains in charging efficiency can be
e 3 [2]. In some
realized, as shown conceptually in Figur
Figure
cases this is done as a fixed, programmed algorithm
with defined current levels for pre-set time intervals.
Other approaches involve monitoring of battery
Practical issues related to VRLA battery and jar formation
parameters in order to apply optimal current levels for
as long as possible. One example of this is shown in
Figur
e 4 [3]
Figure
[3], where battery temperature is used as the
control variable. As can be seen, this allows for an initial
high CC level, followed by step-downs to lower currents
based upon battery temperatures.
The major advantages of CC charging are that it is
easily programmable, it is relatively rapid and the total
ampere-hour input can be determined easily. In addition,
the current level is controlled, so even in series-parallel
arrays battery damage due to high charge currents as
noted above for CV formation is largely avoided.
However, several drawbacks also apply:
■
Single-step CC formation is either very lengthy
(low current) or very overcharge-intensive (high
current).
■
Heavy overcharge results in high heat production,
grid corrosion and gassing.
■
Voltage regulation on charge is not possible,
except for the high upper limits used (2.8-3.0 V/
cell or more)
On balance, this is the simplest approach to formation
and is the most commonly used, particularly in multistep algorithms. As programmable controllers for
formation systems are now commonly available and
inexpensive these approaches, though seemingly
e4
complex as shown in Figur
Figure
4, are very straightforward.
They are also a more tolerant approach when poorly
regulated input (i.e., “dirty”) power and/or inexpensive
formation electronics are used.
Figure 3
Examples Of Stepped Constant-Current And
Conventional CC Formation Profiles Compared To
An Ideal Formation Curve.
Note The Disparity In Overcharge Amounts
Stepped Constant-Current
I
Ideal current curve
Several-step current curve
t
Current curve of several-step formation
Conventional CC Formation
I
Ideal current curve
Several-step current curve
t
Current curve of conventional formation
3.10 Taper-Current Charging
Taper-current (TC) charging for formation combines
some of the best aspects of CV and CC approaches
and is probably the least expensive of the three. As it is
e 5 shows a typical circuit
not a common approach, Figur
Figure
for TC charging, along with a typical charging curve.
This is really the simplest of circuits. A power supply is
wired in series with a load resistor and a battery string or
strings to be formed. If desired, some form of sensing of
battery parameters (voltage, temperature, etc.) can be
included to provide feedback control. When formation is
initiated, current flows according to the rating of the load
resistor and the voltage difference between the power
supply setting (typically a high value of 2.6-2.8 V/cell)
and the battery array (which will initially have a very low
voltage). At the beginning of formation, the voltage
difference is great, on the order of ~1V/cell, and the
inrush current is relatively high, as in CV charging. As
the cumulative battery array voltage climbs the
formation current decreases because of the decreasing
voltage difference with the power-supply setting. Unlike
CC charging, when the battery array voltages climb into
the gassing region the charge current is tapering off.
However, the current does not taper off as sharply as
with CV charging because of the higher voltage setting.
Moreover, if the TOCV is low for the formation array due
to an unusually high oxygen-recombination current draw
the current at the end of formation will increase due to
the widening gap between the power supply voltage,
which is fixed, and the decreasing end-of-charge
voltage. Initial and final currents are roughly set by
choices of power-supply settings and resistor values.
These yield an approximate formation voltage/time
profile, but the exact shape of the curve will vary
considerably depending upon the charge-acceptance
properties of the battery array being formed. This can be
viewed as both a strength and a weakness of this
www.firing-circuits.com
9
Practical issues related to VRLA battery and jar formation
Figure 4
Examples Of The Progressive Influence Of Temperature
Monitoring On The Efficiency Of The Formation Process.
approach. It is well suited to VRLA formations, as many
products do not require precise voltage control. In
summary, TC charging has the following advantages:
■
Capital input for formation charging equipment is
low if inexpensive power supplies are used;
however, poorly regulated supplies can not only
transmit, but also at times amplify, line fluctuations
to the charging system.
■
It allows for a relatively fast formation with only
moderate overcharge amounts by allowing high
inrush currents (relative to CC) as well as high
finishing currents (relative to CV).
■
To some extent, the formation profile is variable
according to the charge-acceptance
characteristics of the battery array being formed.
Temperature degree C
Voltage V
Current A
A. Normal formation. The batteries are placed in a
non-flowing water pool.
Time
There are also a number of drawbacks, as follows:
Time
Temperature degree C
Voltage V
Because the current tapers, Ah input must be
determined by electronic integration.
■
The amount of overcharge is high relative to CV or
multi-step CC charging.
■
Voltage and current are not controlled, so the
uniformity of formation profiles for different battery
lots is not high; total Ah input may vary
significantly with product uniformity going into
formation.
■
The use of unregulated power supplies can result
in shortened lifetimes in service.
3.11 Pulsed-Current Charging
C. Formation with initial maximum current limit,
followed by temperature and voltage limits.
Current A
■
Temperature degree C
Voltage V
Current A
B. Formation in flowing coolant, with maximum initial current.
Limit set on voltage but not on temperature.
Time
= Current
= Voltage
= Battery Temperature
= Coolant Temperature
10
www.firing-circuits.com
Pulsed-charge algorithms can be applied to the
formation of VRLA batteries just as it is used in charge/
discharge service; typical algorithms are shown in
Figur
e6
Figure
6. As can be seen, profiles analogous to CV or
TC charging as well as pulsed CC can be used. Note
that in the “off” periods, rests or partial or complete
discharges can be applied. The discharges are thought
to be beneficial in eliminating surface charges from the
plates, which can result in lower gassing levels; it has
not been unequivocally established if this is, indeed the
case. A good deal of work has been done on using
pulsed methods, but it remains unclear whether product
quality gains can be realized with this approach. There
are clear advantages in enhanced heat dissipation while
allowing the use of relatively high currents (even late in
formation) and in reduced gassing due to the reductions
in coulombic input per pulse as the gassing region is
approached late in formation. While most battery
companies have investigated this for the above reasons,
it is not commonly used.
Practical issues related to VRLA battery and jar formation
plate pores. The charge efficiency of the positive
electrode is relatively low even when completely formed,
but in formation itself it is so poor that gassing of oxygen
can begin after only a few hours, or even less. Later, the
negative plate will also begin gassing and in both cases
this hampers proper conversion of unreacted lead
oxides deep in the plates to lead sulfate and then
subsequent reaction of the sulfate to the active
materials. The first step requires acid generated at the
plate surfaces early in formation to penetrate into the
plate interiors and the second reaction requires water to
produce sponge lead and PbO2. When either or both of
the plates goes into gassing, this will force liquids out of
the plate pores and into the glass-mat separator;
eventually, with heavy gassing much of the electrolyte
will be forced into the head space or even out of the
battery as regurgitated acid or acid spray.
Figure 5
Taper Current Charging.
Typical TC Circuit
Power
Supply
Switch
V
+
–
Sense
Charge current ( I ) =
RTaper
+
–
Power Supply Voltage - Cell Voltage (V)
Load Resistor ( RTaper )
Typical TC Current/Voltage/Ah Curves
Ah
Ampere-Hour Input
E
Charge Current
Charge Voltage
I
Time
3.12 Rests and Discharges
One of the major electrochemical problems in using any
of the above approaches in a continuous way (with the
exception of pulsed charging) is that gas generation can
severely impede the efficiency of the formation process
by retarding the diffusion of acid and water within the
These conditions are easily avoided by inserting one or
more rest periods or discharges into the formation
algorithm. In both cases, when the charge voltage is
removed gassing ceases and time is allowed for water
and acid to diffuse into the plate interiors. This allows for
reaction of acid with any PbO remaining after filling and
fill-to-form. When formation is reinitiated more lead
sulfate has been generated and water is present as a
part of the filling reaction. When formation is continuous
gassing seriously impedes these processes. Thus, use
of significant “off” times can actually result in faster, more
complete formation processes. Rests or discharges can
be put in at fixed points in formation or they can be
initiated when a “trigger” voltage is reached. These
considerations probably apply more to thicker-plate
Figure 6
Examples Of Pulsed Charging Algorithms.
In all cases, the coulombic input decreases as the top-of-charge is approached.
Current
+
Current
+
0
–
Time
Constant Period, Decreasing Amplitude
■
■
■
–
Time
Constant Amplitude, Decreasing Period
Pulse/Rest
Pulse/Discharge
Pulse/Discharge/Rest
www.firing-circuits.com
11
Practical issues related to VRLA battery and jar formation
3.13.1 A Simple Algorithm
Sample formation profiles will now be considered that
might be recommended for a typical 12V/20Ah VRLA
product. The simplest approach would be a singlestage CC formation over, for example, 36 hours with a
total Ah input of four times the rated capacity, or 80Ah.
Over a 36-hour period this would be a CC level of
e 7a. This approach results in
~2.2A, as shown in Figur
Figure
relatively high temperatures toward the end of
formation and large overcharge amounts and gassing
levels, but it will form the battery successfully. The pore
structure may not be optimal due to the low initial
current and so a modification of this would be to use a
two-step CC algorithm with, say, 2 hours at 8A (16Ah)
e 7b). For a CV
followed by 34 hours at 1.88A. (Figur
(Figure
formation, somewhat more time may be required or a
high inrush current may be needed, accepting a
somewhat lower charge input at 36 hours, as shown in
Figur
e 8a. In order to increase the charge input toward
Figure
the end of formation a taper-charge algorithm may be
e 8b. This has a high inrush
used, as shown in Figur
Figure
current as with CV but the current only tapers to ~30%
of its initial value. This results in a higher Ah input, but
also higher temperatures and more gassing (weight
loss) in the final 12 hours or so.
12
www.firing-circuits.com
Voltage, Temperature, Gassing Rate
A. Voltage, Temperature and Gassing Curves for
a One-Step CC Formation
2
0
4
8
12
16
20
24
Formation Time, Hours
28
32
36
28
32
36
B. Same Curves for a High-Inrush Two-Step
CC Formation Algorithm
Voltage, Temperature, Gassing Rate
3.13 Sample Formation Algorithms & Profiles
Typical Constant-Current Formation Profiles
For A 12V/20Ah VRLA Battery.
Formation Current, Amperes
Which approach is better? Discharges are clearly more
complex in terms of capital equipment and they will
lengthen formation time relative to rests due to the
requirement for replacing charge taken out during the
discharge. Discharges are thought to be beneficial
because, in principle, they should increase the
porosities of the plates and further aid acid and water
penetration, as well as improve post-formation
discharge capacities. Little documentation is available
comparing the effects of rest periods and discharges,
so the technologist is left to weigh the possible benefits
given above against the significantly higher costs of
discharge equipment. Both are clearly beneficial in
reducing formation weight losses and in improving
finished-product quality. For VRLA batteries requiring
high post-formation PbO2 levels (90% or greater) and
long shelf lives (low residual PbO levels in the formed
positive plates) the use of one or the other is almost
mandatory.
Figure 7
8
Formation Current, Amperes
products (2.0 mm or more) than those with thin plates
(where diffusion paths are shorter and plate wetting is
more efficient due to the higher surface areas).
2
0 2
4
8
12
16
20
24
Formation Time, Hours
= Formation Current
= Voltage
= Temperature
= Gassing Rate
3.13.2 Mor
eT
ypical Charge/Rest/Charge Algorithms
More
Typical
An intermediate level of complexity can be applied
without going to the type of feedback approach used in
Figur
e 3 (which is certainly acceptable). In this “typical”
Figure
case, two rest periods are introduced into the 36-hour
formation with the focus on CC charging. The rest
periods can be shifted toward the end of formation as
there is, initially, a great deal of lead sulfate from the
filling process and it will take some time to consume this
material. (Given the current level imposed and the
amount of lead sulfate expected to be present, a rough
time period can be calculated to where significant
Practical issues related to VRLA battery and jar formation
Figure 8
Typical Constant-Voltage And Taper-Current Formation
Profiles for a 12V/20Ah VRLA Battery
Formation Current, Amperes
Voltage, Temperature, Gassing Rate
A. Voltage, Temperature and Gassing Curves for
a One-Step CV Formation
0
4
8
12
16
20
24
Formation Time, Hours
28
32..........48
28
32
Formation Current, Amperes
Voltage, Temperature, Gassing Rate
B. Same Curves for a One-Step Taper-Current
Formation Algorithm
0 2
4
8
12
16
20
24
Formation Time, Hours
36
= Current
= Voltage
= Temperature
= Gassing Rate
gassing will begin; alternatively, voltage can be
monitored, as shown here, and “trigger” levels used to
start the two rest periods). Four hours total have been
allocated for rest periods; this could be put into one or
two rests; but it makes more sense to use two. More rest
periods and longer total rest times may also be suitable
for some VRLA thick-plate products.
In order to have a relatively fine pore structure in the
positive active material, a short, high-inrush current
period has been used to provide smaller, more
numerous PbO2 seed crystals upon which to build
during the rest of the formation. After this, a fixed CC
level can be used in combination with the two rest
e 9a. The rest periods are
periods, as shown in Figur
Figure
beneficial not only in providing time for electrolyte
penetration but also for keeping the temperature down
compared to a continuous one- or two-step CC
algorithm. Because the time spent in overcharge and
resultant gassing is lower overall with rest periods
(even though the charging current is higher to
compensate for the 4-hour off time), weight losses are
also reduced somewhat.
If a discharge were to be used instead of the two rest
periods, it would be most beneficial to have it near the
e 9b. As can be
end of the formation, as shown in Figur
Figure
seen, only a partial discharge is carried out; a
complete discharge would obviously be more effective
in promoting pore formation and electrolyte
penetration, but it would also require substantially more
time for the full discharge and subsequent recharge. If
this were done within the 36-hour schedule time it
would require much higher charge current levels but it
could be done. However, as noted, there is no clear
evidence indicating that a discharge is more effective
than rest periods. One advantage for a discharge is
that it could be used as a matching tool for building
battery modules into high-voltage packages, using
discharge capacity and top-of-recharge data recorded
during formation. This would, of course, require that all
batteries be monitored and that the data be collected
and processed. The major cost, however, would be for
equipment to carry out the discharges; in addition, if
the formation time were extended this would reduce
the battery throughput level somewhat and would
require more formation stations to process the same
number of batteries. However, finished battery quality
and uniformity would be improved significantly.
These are just a few examples of formation algorithms
that might be employed for the processing of VRLA
batteries. The great flexibility in choosing an
appropriate algorithm also introduces an equivalent
amount of uncertainty. It is recommended that for a
given VRLA product significant R&D work be put into
the definition of suitable formation conditions. While
each company has its own approaches, the following
is a recommended procedure that should work for the
majority of companies.
www.firing-circuits.com
13
Practical issues related to VRLA battery and jar formation
Figure 9
■
Weigh the batteries prior to formation, but at the
end of the fill-to-form period. Don’t assume that
the electrolyte fill weight can be added to the prefill battery weight in order to get the pre-formation
weight; all batteries, especially large ones that are
processed open to the atmosphere (i.e., without
the top and vent valve in place), will lose weight
between filling and formation due to evaporation
and, in some cases, acid spraying or
regurgitation. The primary loss is from
evaporation, which can be several percent of the
total fill weight.
■
To as great a degree as possible, batteries should
be configured as they will be in a formation bay in
manufacturing. Formation of single units or a few
in series when they will be in large series-parallel
arrays in production will not give an accurate idea
of the effectiveness of the formation process. In
addition, thermal conditions should be close to
those that will be seen by the batteries in
manufacturing. Initial studies can be done with
forming of small numbers of batteries, but it
should not be assumed that product quality would
be the same as in full-scale manufacturing.
■
Wire up the test batteries so that the following
parameters can be monitored: voltage, time,
current (also with integration if CV or TC charging
is used, but also for CC to ensure that the correct
Ah input is applied) and internal pressure (if
batteries are formed sealed). Reference-electrode
measurements should also be taken and at some
point several batteries should be formed with gas
collection and analysis being done.
■
In order to get an idea of the capabilities of the
battery design for formation, an initial run should
be done using a very simple one-step CC, CV
and/or TC charge, just to see how the battery
reacts to these “baseline” conditions. Then,
several preferred algorithms should be applied,
covering a range of times and currents, using rest
periods and, possibly, discharges (even if this is
not to be done in manufacturing due to cost).
Typical Constant-Current Formation Profiles With Rests
Or A Discharge For A 12V/20Ah VRLA Battery.
A. Current and Voltage Curves for a CC/Rest
Formation Algorithm
Formation Current, Amperes
Formation Voltage, Volts
8
2
0
2 4
8
12
16
20
24
28
Formation Time, Hours
32
36
B. Same Curves for a CC/Discharge/Recharge
Formation Algorithm
Charge
2
0
Discharge
Formation Current, Amperes
Formation Voltage, Volts
8
-8
0
2 4
8
12
16
20
24
28
Formation Time, Hours
32
36
3.14 Development of a Suitable Formation
Algorithm
It is assumed that a 6V/100Ah VRLA battery is being
developed for Telecom use and it is necessary to find
out how to form the product most effectively. The
optimized formation algorithm will depend largely upon
the desired formation time, the design of the battery and
the user requirements. Without going into such details,
the following steps can be used to define a suitable
algorithm.
■
Take at least 12 filled modules and monitor
temperature between fill and formation; note the
battery temperatures at the initiation of formation.
14
www.firing-circuits.com
Practical issues related to VRLA battery and jar formation
■
■
After formation, batteries should be weighed and
carefully inspected for cosmetic and product
defects (acid spray or leakage at lid/box seals or
terminal posts, label damage, etc.). Teardowns
should be carried out to look at the plates in detail
(visual inspection for white sulfate, color, hardness
(PAM) or softness (NAM), distortion, massive
corrosion or growth). The separator should be
inspected for holes/tears, damage from filling,
staining by expander or paste and the possible
presence of lead sulfate (hydration shorts). The
latter can be determined using a sodium iodide
solution sprayed on the separator; insoluble lead
dioxide shows up as a bright yellow precipitate.
Electrolyte should also be squeezed out of the
separator at several points to determine specific
gravity levels.
Negative plates should be dried and prepared for
SEM, BET and porosimetry analysis; other tests
may also be carried out. Positive active material
should be treated similarly. In addition, several
positive plates should be stripped of active
material and the grids should be inspected and
weighed for general or localized corrosion during
formation. Wet-chemical analysis of the NAM (free
lead, sulfate) and PAM (PbO2, sulfate, unformed
PbO) should also be done. XRD should be
applied, if available, to define the amounts of
alpha- and beta-PbO2 generated at different
locations on the positive plate surfaces.
■
Taking all of the data above, several iterations of
formation algorithms should be applied to ensure
that the most effective algorithm has been
developed.
■
As a final step, a pre-production run should be
carried out under actual manufacturing conditions
to ensure that the development work done on a
limited number of batteries (particularly the
thermal conditions and the series-parallel
configurations) is relevant to full-scale production.
■
In addition to the above analytical work, full
electrochemical characterization of the formed
batteries should be done to ensure that nominal
quality levels and the desired uniformity have
been achieved using the selected formation
algorithm. Self-discharge (shelf life)
measurements should also be done to ensure that
the degree of formation of the positive plate and
remaining unformed oxide amounts are
acceptable.
4. Temperature Limits For VRLA
Jar Formation
For jar formation of conventional flooded batteries, a
maximum formation temperature of up to 65°C may
be permitted with no apparent harmful effect on the
battery performance: this is certainly the case for SLI
battery designs. Industrial battery designs may have
significantly longer formation times and lower
recommended maximum formation temperatures
(e.g. 50°C).
The temperature during all stages of the filling and
formation process is much more critical for VRLA jar
formation. The control of temperature is necessary
from the initiation of formation until its completion.
Sometimes it involves active control and at other times
it dictates passive processing conditions. The latter is
true going into formation, where the battery has been
filled with electrolyte and allowed to stand for some
time before being placed in the formation environment.
With VRLA batteries, high formation temperatures may
result in the formation of lead dendrites and/ or
hydration shorts. Therefore the maximum formation
temperature should be kept below 40°C: and normally
this will require water cooling or forced air-cooling. The
formation regime may also include brief rest periods.
Some VRLA battery manufacturers may specify a
maximum temperature of 50°C or even 60°C, but there
are risks associated with this approach. In comparing
formation at 60°C with formation at 40°C, it has been
found that the PbO2 content is higher at 60°C, and the
a/b PbO2 ratio is lower. However, the higher
temperature has an adverse effect on the negative
plates, resulting in a decrease in battery capacity at
high discharge rates. The surface area of the negative
plates is decreased if formation is carried out at high
temperature, possibly because of deterioration of the
negative plate expander [4]. It is important to note that
if the measured temperature at the top of the cell is
60°C, the maximum internal temperature inside the cell
may be significantly higher, 70°C or even as high as
80°C. This has implications in respect of the stability of
the negative plate expander, and it has been found
that the surface area of the negative plates is
significantly reduced. Localized overheating may also
result in grid corrosion and/ or increased risk of lead
dendrite formation.
www.firing-circuits.com
15
Practical issues related to VRLA battery and jar formation
In practice, sufficient time must be allowed after filling
and before the start of formation to allow the heat
generated during the filling process to have passed its
peak. The thermal management during the filling
process should not be too efficient or the exothermic
acid-oxide reaction may “shut down” if the battery is too
cold, and start up again – generating excessive heat –
when the formation process is started. The degree of
cooling (or even heating) during formation needs to be
related to a number of factors including:
■
Product size
■
Temperature at start of formation
■
Cooling technique
■
Plant temperature
■
Sealed or open formation
Additional information is given in section 7.3.
5. VRLA battery manufacture
using PLATE FORMATION
In plate formation the pasted and cured positive and
negative plates are placed in bottomless slotted crates
with relatively wide spacing so that no separator is
needed. The positive and negative plates are placed
alternately so that the lugs of all the positive plates are
on one side of the crate, and all the negative plate lugs
are on the other side of the crate. “Tacked” or “tackless”
formation can be used. With “tacked” formation lead
bars are tacked onto the lugs joining all the positive
plates together, and all the negative plates together, to
form a 2v cell. In “tackless” or “burnless” formation, the
plate lugs make contact with lead bars wedged
between the walls of the crate and the plate lugs: a
special clamp ensures close contact between the plate
lugs and the lead bar. Or the plate lugs make contact
with lead bars at the bottom of the crate. The crates are
immersed in dilute sulfuric acid (e.g. 1.100 s.g.) and a
formation charge passed through the crates: a stepped
current may be used to maximize formation efficiency.
Because the sulfuric acid is present in excess, there is
rarely any problem with excessive formation
temperatures. After formation, the plates are washed
and dried to produce dry charged plates. (Oxygen
needs to be excluded during the drying of the negative
plates). This stage of the process is exactly the same for
VRLA batteries as it is for conventional flooded batteries.
The formation regime, total Ah input, and dry charge
process can be exactly the same as for conventional
flooded batteries.
16
www.firing-circuits.com
A critical issue with plate formation is to ensure that the
plates do not “bow” during formation. This is a particular
concern with positive plates if they have been over
pasted on one side. A high current density should also
be avoided. If the plates are bowed, the plate group
pressure will be non-uniform when the plate group is
assembled which will cause other problems including a
reduction in battery life. Because VRLA batteries need to
be assembled with a controlled plate group pressure to
ensure long battery life, bowed plates are a far more
serious problem with VRLA batteries than with
conventional flooded batteries.
Partly because of this issue concerning bowed plates,
the maximum temperature for plate formation should be
kept below 40°C. A higher maximum temperature is
unlikely to have an adverse effect on plate performance,
but there is a greater risk that the plates will bow during
the formation process. A high current density should
also be avoided.
Technical And Theoretical Background
6. Technical And Theoretical
Background
6.1 The formation process explained
The chemistry that takes place during formation has a
lot to do with the performance and lifetime of the VRLA
battery in service. It also has a large impact on how
batteries can be processed, particularly in the times
required for proper formation. The chemistry taking
place during formation can be characterized on a
simple level as follows. [Theoretical treatments can be
found in textbooks written by Hans Bode (Lead-Acid
Batteries) and Dietrich Berndt (Maintenance-Free
Batteries, 2nd Edition) ].
The purpose of the formation process is to convert the
pasted plates to lead dioxide at the positive and lead at
the negative. After pasting, both positive and negative
plates have essentially the same composition, except
that the negative plates contain additional “non-leady”
additives (negative plate expanders and floc). The
chemical composition of both the positive and negative
plates after pasting and curing is essentially lead
monoxide (PbO), monobasic lead sulfate (PbO.PbSO4),
and tribasic lead sulfate (3PbO.PbSO4) [TRB]. The
positive plate may also contain some tetrabasic lead
sulfate (4PbO.PbSO4) [TTB]. The relative proportions of
TRB and TTB are important for formation because TRB
pastes form much more easily than TTB pastes. TTB is
formed during the plate curing process at temperatures
of ~ 70°C or above. TTB can also be unintentionally
created during the filling process if the internal battery
temperature is at or above 70°C for an appreciable
amount of time.
When the unformed plate is immersed in lead sulfate,
the acid reacts with the lead monoxide and basic lead
sulphates as shown below:
PbO + H2SO4
PbO.PbSO4 + H2SO4
PbSO4 + H2O
2PbSO4 + H2O
3PbO.PbSO4 + 3H2SO4
4PbSO4 + 3H2O
4PbO.PbSO4 + 4H2SO4
5PbSO4 + 4H2O
A significant amount of heat is generated in these
reactions, and the higher the initial acid density, the
greater the heat that is generated. Sulfuric acid is
consumed in the reactions, so there is also a reduction
in acid density. The pastes are largely converted to
neutral lead sulfate on their surfaces. These conditions
increase the resistance of the unformed battery to
current flow. The use of 10% or more of red lead in the
positive paste and/or 2-5% of graphitic carbon in the
negative paste provides some conductivity to aid with
current flow. Sodium sulfate in the electrolyte (typically
1.5% by weight of electrolyte) is also useful in improving
conductivity. Some manufacturing processes also
involve having a small amount of sodium sulfate in the
pastes themselves. All of these measures are more
important in thicker-plate VRLA designs (plate
thicknesses and plate spacings >~2.0 mm), as nominal
resistance values are higher in such products. Even with
the above materials being present, there is a strong
initial resistance to current flow. Because of this,
formation algorithms often start with a short, low-current
step; immediate use of higher currents can result in
heavy gassing from water decomposition due to the
high voltage needed to overcome the high battery
resistance.
When the electrical current is switched on, the
electrochemical reactions which take place convert the
lead oxide and lead sulfate to lead dioxide (PbO2) at the
anode (positive plate) and to lead (Pb) at the cathode
(negative plate). In some products, formation is from the
grid strands out toward the plate surfaces and in others
it is the opposite. However, in both cases the lead
sulfate-active material conversion also results in the
production of sulfuric acid from the water present in the
plate pores and separator. This creates a strongly
conducting environment in the plate stack so that higher
currents can be applied at low voltages.
2PbSO4 + 2H2O
2PbO
Pb + PbO2 + 2H2SO4
Pb +PbO2
Sulfuric acid is regenerated during the electrochemical
reactions, and because some sulfate was present in the
basic lead sulphates of the cured plates, the final acid
density at the end of formation is higher than that of the
filling acid.
For a significant period of time, the conversion of lead
sulfate to active materials proceeds with very high
efficiency, close to 100% in some cases where the rate
of water diffusion into the plate pores is high enough to
keep up with the current flow. This is a critical stage in
formation, as the basic pore structure of the plates is
established as the chemistry proceeds. High-inrush
currents (following a short, low-current step to promote
current flow) are felt to be useful because they create
more seed crystals in the positive paste and a higherporosity lead dioxide structure is created; seed crystal
formation is also aided by the use of red lead as
www.firing-circuits.com
17
Technical And Theoretical Background
described above (the red lead formula is Pb3O4 and
each molecule contains one molecule of PbO2).
The conversion efficiency is greater at the negative plate
than at the positive plate. Negative plates form relatively
easily and it is almost always the positive electrode
whose formation efficiency is poorer. Thus, at some point
relatively early in formation the positive charge efficiency
will decrease and gassing will begin. If individual plate
potentials are monitored during formation, it will be
observed that there are two clearly defined potentials for
the negative plate. At the higher potential (+0.1 to +0.2v
with respect to a cadmium reference electrode), lead
oxide and lead sulfate are being reduced to lead. As the
conversion process nears completion, there is a rapid
change of potential to about –0.2/-0.3v, at which
potential the evolution of hydrogen gas by electrolysis of
water becomes the predominant reaction. However, for
the positive plate, the difference between the potential at
which the lead dioxide is being formed and the potential
at which competing gassing reactions occur is less
clearly defined. The plate potential is always very close
to that at which the electrolysis of water can occur.
Therefore the formation process is inherently less
efficient than at the negative plate. The positive plate
potential (with respect to a cadmium reference
electrode) at the end of formation is about 2.35-2.4v.
Because the plate interiors are only partially wetted by
electrolyte during the filling and fill-to-form processes,
the complete conversion of pastes to active materials
via lead sulfate formation depends upon continuous
penetration of the acid generated by electrolysis into the
plate interiors. When heavy gassing in the late stages of
formation physically expels acid from the plate pores
this continued diffusion is limited. For this reason, rests
or discharges are desirable in VRLA formations,
particularly those carried out in an acid-starved
condition.
The overcharge processes result in the loss of oxygen
and hydrogen gases in a 1:2 ratio equivalent to a given
amount of water. This concentrates the initial electrolyte
strength and reduces the liquid volume. A moderate
water loss is unavoidable, but if this loss is substantial
additions of water or electrolyte following formation must
be made.
18
www.firing-circuits.com
6.2 Formation processes and Ah input
(Additional information about lead acid battery formation
of conventional “flooded” batteries is given in the
Digatron/ Firing Circuits brochure “Lead Acid Battery
Formation Techniques” by Dr. Reiner Kiessling).
For conventional flooded batteries, the choice of
formation processes is as follows:
1. Plate formation. See Section 5 for details.
2. “Two shot” jar formation (also known as box
formation). The battery containing dry unformed
plates is assembled into the final container. The
battery is filled with dilute sulfuric acid (e.g. 1.120
s.g.) and subjected to a formation charge: this can
be a stepped charge to control the maximum
temperature (smooth out temperature peaks) and
maximize formation efficiency. After formation is
complete, the acid is tipped out, and replaced with
a higher density acid. Because some of the low
density acid is retained in the plates and
separators, the density of the acid for refilling may
need to be as high as 1.350, to achieve a final
density of 1.280. A short equalizing charge for 2
hours at a low current is desirable in order to mix the
acid before the battery is finished and dispatched.
Because the acid is more restricted in jar formation
than in plate formation, additional care needs to be
taken to avoid excessive formation temperatures.
3. “One shot” jar formation. This is now generally
preferred over “two shot” jar formation. The battery
is filled with acid of density such that the density
after formation is the correct density for battery
dispatch without the need for further acid
adjustment. The required filling acid density will
depend on the battery design (e.g. interplate
spacing, active material to acid ratio etc.): for
example typically 1.230 to achieve a final acid
density of 1.280. Extra care needs to be taken with
one-shot formation compared with two-shot
formation. The higher density filling acid results in a
high battery temperature during the first hour after
filling, because of the vigor of the exothermic
reaction between the acid and the active materials.
The formation regime needs to be designed
carefully: possibly including one or more rest
periods so that the peak temperature does not
exceed 65°C. Also, a higher ampere hour input may
be required than for two-shot formation because the
efficiency of conversion of the positive active
material to lead dioxide is poorer the higher the
density of the formation acid.
Technical And Theoretical Background
Typical ampere-hour inputs in relation to wet paste
weight and dry cured paste weight are given in Table
1 below. These figures should be used for guidance
only as they will be influenced by a number of factors
in relation to the plate and battery design and
formation regime.
Table 1
Theoretical
Plate formation (1.100 s.g.)
2-shot jar formation (1.13 s.g.)
1-shot jar formation (1.23 s.g.)
VRLA jar formation
Ah/kg wet
paste weight
200
275
300
350
350+
Ah/kg dry
cured weight
226
310
340
400
400+
For guidance, the Ah input in the above table for VRLA
jar formation is approximately equivalent to 4x the 5 hour
rate capacity, dependent on the battery design and
active material density. It is possible that certain VRLA
battery designs may require higher Ah input than given
in the table above, and extended formation times.
However, any increase in Ah input should be minimized
by experimentation to establish the optimum formation
regime (e.g. by including brief rest periods or even a
brief discharge partway through formation). If choosing
jar formation, the battery manufacturer will normally
choose 1-shot rather than 2-shot formation. This is in
spite of the fact that VRLA batteries tend to be specified
with a higher final acid s.g. which therefore requires a
higher filling acid s.g, resulting in greater heat
generation during filling. However, on balance there is
no particular benefit in using a 2-shot jar formation
process, because of the difficulty of controlling acid
volumes and final acid density. (Section 3.13 has
already given sample formation algorithms and profiles
for VRLA jar formation).
6.3 Key Differences Between Flooded and
VRLA Batteries
The comments below relate to VRLA batteries
containing special separators generically known as
“Recombinant Battery Separator Mats (RBSM)”. These
are typically glass separators also referred to as
“Absorptive Glass Mat” (AGM) or “Microfine Glass”
(MFG). However, other separator types may also be
used, for example containing a blend of glass and
polymeric fibers. A discussion of gel VRLA batteries
will follow later (section 11).
■
The valve-regulated battery is designed so that any
gases generated during charge are recombined
within the battery. Each cell contains a self-sealing
valve that vents gases to atmosphere if the pressure
within the cell rises above a preset limit. So the cell/
battery is not hermetically sealed but is valve
regulated.
■
The separator (normally of microfine glass)
completely fills the space between the electrodes.
The sulfuric acid is contained within the pores of the
plates and the separators and there is no “free” acid.
■
The separator is not quite fully saturated with acid
(e.g. 95% saturation), so that any oxygen gas
generated from the positive plate is able to pass
through unfilled pores in the separator and
recombine with the active lead surface of the
negative plate.
■
As a result, the VRLA battery is unspillable,
maintenance free throughout its design life, and can
be operated in any orientation.
■
In the jar formation of VRLA batteries, the cell or
battery is not normally sealed until the formation
process is complete and the separator saturation
level is deemed to be correct. Therefore in “open”
formation (section 3.3) the recombination process is
not an issue. However, because the separator
completely fills the space between the plates, the
cell design and the properties of the separator have
a critical influence on the acid filling and formation
process. Since there is also less acid in a VRLA cell
than in a conventional flooded cell, thermal effects
are also more important. (Sealed formation is dealt
with in section 7.1).
■
Cell/ battery reproducibility & variability is also much
more of an issue with VRLA batteries than
conventional flooded batteries [5]. To make cells as
uniform as possible in the manufacturing process,
electrolyte amounts are accurately metered into the
cell/ battery elements in the filling operation.
However, normal tolerances in upstream processes
& materials e.g. grid casting, pasting, separator
materials may result in plate groups with variable
amounts of void space within fixed case dimensions.
As a result, the filled and formed cells may have
slightly different void volumes. In subsequent duty,
the cells may behave slightly differently during the
charging process due to the small differences in the
available void volume, and cell-to-cell differences in
the compressed separator structure.
www.firing-circuits.com
19
Additional information about Jar formation
7. Jar Formation – Additional
Information
7.1 Battery Preparation for Formation –
Sealed Formation
The first part of this brochure (section 3) dealt with
“open” formation, which is the more popular and widely
used technique. It is also possible to have the battery
acid-starved and fully sealed during formation. This will
depend upon the battery design and size and the type
of thermal management contemplated. For efficiency of
manufacture and to minimize handling it is preferable to
form a product in the starved state fully sealed. Thus,
following formation the battery can be checked for
quality, be electrically tested and, if passed, be shipped
to the customer with minimal handling. However, there
are stringent requirements on the design and processing
of a battery subjected to sealed formation.
In order to be able to form a battery sealed, the
processing must be such that little or no carbonation of
the plates has occurred (formation of lead carbonate by
reaction of the lead oxide in the paste with CO2 from the
atmosphere); carbon dioxide liberated as the plates
form can cause expulsion of acid through the vent valve
in the form of acid spray. The battery must also be filled
to a starved condition with no more than ~95%
saturation. Forming sealed, weight losses are minimal
(~5% of the fill weight) so that there is only a small
increase in specific gravity relative to the nominal level.
Because of the low gassing levels, heat dissipation from
gassing is low, so for large batteries more care must be
given to keeping the battery in the prescribed
temperature range. If this is not done, acid spray may
again result due to elevated temperatures in the battery
during the gassing phase of formation. In practice, there
are very few VRLA products that are formed sealed, due
to the above issues. While it is desirable and can be
done, the cost penalties must be weighed against the
ease of processing during and after formation.
As noted above, it is relatively difficult to design and
process VRLA products so that they can be formed
sealed. Without adding electrolyte after formation, it is
difficult to achieve a roughly 95% finished saturation
level without having acid leakage and spray during
formation. The starting saturation needs to be at 9798%, so unless the battery has a large headspace there
is likely to be physical loss of acid. This may also be the
case if a low surface area or a hybrid glass/organic fiber
separator is used in the battery design. Such separators
do not “hold” electrolyte as well as a high-surface-area
20
www.firing-circuits.com
AGM material and thus the headspace is easily flooded.
In order to handle the acid that is forced into the head
space during the gassing phase of formation, some
manufacturers use devices fitted into the filling port to
take up the expelled electrolyte; when the formation
current is reduced or terminated the acid can then flow
back into the battery and be retained. This approach
also minimizes gassing water loss because when the
overflow device has taken up acid the plate stack and
separator have enough void space to allow for a
significant amount of oxygen recombination. Because
an accurately measured amount of electrolyte can be
added at filling, the final saturation level can also be
known precisely from the materials amounts and the
formation weight loss. The external device to
accommodate free acid during formation returns the
acid to the battery when gassing is completed; the reabsorbed electrolyte amount then results in an
accurately known saturation level. Following formation
the vent valve is put in place and the assembly of the
battery is completed.
7.1.1 Plate Curing and Carbonation
A detailed discussion of plate curing is outside the
scope of this document. However, if sealed formation is
proposed, certain precautions need to be taken to
minimize carbonation. This is also important if high
vacuum filling is used. The reaction of CO2 with the plate
pastes is actually more likely to occur not during the
curing process itself but after drying, when the plates
are taken out of the curing ovens. To minimize
carbonation, plates should be cooled down in a dry
environment when removed from the ovens (~ 20°C and
~ 10% RH). Plates should also be used as soon as
possible after drying. The use of a desiccation system
on the drying oven may also help.
7.2 Acid filling
The glass mat separator has a critical role in electrolyte
filling. Any change in the physical properties of this
material can drastically change the quality of the filled
and formed cell or battery. The separator structure,
degree of compression and fiber composition have a
significant influence on how well an unfilled element will
accept electrolyte. While high levels of compression are
desirable for extended life, this may make the filling and
formation process more difficult. When the separator is
compressed, the pore size is reduced, and the space
available for electrolyte between the plates is also
reduced. This will make the filling process more difficult.
(Section 8 gives more detail concerning separator
optimization).
Additional information about Jar formation
The Filling Process Within A Vacuum And
Non-Vacuum Fill.
Pre-Fill Stage
Vacuum Process
Non-Vacuum Process
Plate pores, separator are evacuated
of all air bubbles.
Plate pores, separator are filled
with air.
Electrolyte Added
Separator is open, all plate
pores are accessible, rapid
reaction ensues.
Ingress of acid is impeded
by air bubbles, slower rate
of acid with pastes.
Figur
e 10 is a schematic view of what happens in
Figure
vacuum and non-vacuum filling processes (section
3.1). A high-vacuum fill allows faster acid ingress,
therefore shorter filling time and higher productivity.
However, because it removes air from most of the
plate pores, it greatly increases the reactivity and thus
the rate of heat generation [6]. The battery design and
manufacturing process need to be able to cope with
this rapid surge of heat.
When electrolyte is added to the cell, the ideal situation
is that all areas are wetted as much as possible by the
same amount of acid so that there is perfectly uniform
distribution of electrolyte throughout the plate stack
when the filling process is completed. This ideal
situation is difficult or impossible to achieve in practice,
as there is a dynamic competition between the
separator and the plate surfaces for the electrolyte [6]
e 11
(as shown in figur
figure
11). As the electrolyte penetrates into
the plate stack, it is held up by the separator (the
capillary forces tend to hold the electrolyte fairly
strongly), and at the same time the electrolyte is
depleted by the exothermic reaction of the sulfuric acid
with the plate pastes. As the liquid front penetrates
deeper into the stack it becomes more dilute and also
gets hotter, due to the exothermic reaction with the plate
pastes. In the extreme case this heat build up can
generate steam, which will impede the further ingress of
acid/water, and if severe enough may also cause
Figur
e 12
buckling of the plate stack [6]. (Figur
Figure
12)
Another danger is the formation of hydration shorts/
dendrites. As the acid reacts with the plate pastes, the
sulfuric acid electrolyte becomes progressively more
dilute. Lead sulfate is relatively soluble in the hot
electrolyte with a pH close to that of water, and soluble
lead sulfate will diffuse into the separator. This will
hasten the formation of lead dendrites and/ or hydration
shorts. A short circuit may develop and be detected
during formation, or more subtly the battery will fail
prematurely in service due to the formation of lead
dendrites. Sodium sulfate is a useful additive to help to
prevent dendrite formation: however during the filling
and formation process the common ion effect may not
be strong enough to prevent dendrite formation if the
electrolyte turns to hot water during the latter stages of
the filling process.
If the filling process is poor, individual cells may also
have “dry areas” after filling in which little or no liquid is
present. These dry areas will slowly become wetted
during and after formation, but massive grid corrosion
may result due to the high temperatures and alkaline
conditions prior to and during formation.
Figure 11
Conceptual View Of the Filling Process For
A VLRA Cell.
Fill Electrolyte
positive
plate
“sponge”
negative
plate
“sponge”
plate height, I
Figure 10
Dry
area?
Separator
interplate spacing, d
When I/d is high, proper filling is difficult or impossible
www.firing-circuits.com
21
Additional information about Jar formation
Figure 12
Action On The Leading Edge Of The Liquid In A VRLA Cell Filling Process.
Fill Electrolyte
PbSO dissolves in
hot water, releases
soluble PB(II) into
separator
Pb(II)
liberated CO2 from
carbonated pastes
exerts back-pressure
on electrolyte
expander is leached
out by hot water
hydration shorts,
dendrites
Pb(II)
pressure, heat
from steam may
buckle plates,
soften and bulge
plastic case
Hot Water
Steam
paste particles are
dislodged by steam,
stain separator
Separator
Positive Pasted Plate
Heat dissipation can be aided by the following options:
■
A cell design with a high surface area to volume
ratio, which allows a longer time for acid ingress,
and thus a longer time for heat dissipation.
■
Chilling of the unformed element and/or electrolyte
prior to filling. Chilling the electrolyte will be more
effective than chilling the unfilled elements.
■
Chilling of the filled element, using water rather
than air cooling due to its greater heat capacity.
Dendrite growth and grid corrosion result from poor acid
ingress and distribution. The following factors
are important in promoting faster, more effective
acid ingress:
■
Minimize heat build-up and steam formation.
■
Avoid significant “carbonation” of unfilled elements
by taking special care in the drying and cooling of
the unformed battery plates.
■
Use a “fluffier” more open separator with a lower
grammage for a given caliper. However, this may
have inferior compression characteristics, with
implications for battery life.
■
Use a high or rough vacuum fill.
22
www.firing-circuits.com
Negative Pasted Plate
■
Use multiple fill ports and channels in the battery
case to guide acid and remove the “y” factor.
■
Use push/pull massage after electrolyte
introduction.
■
Use a lower surface area AGM: but this may have
an adverse effect on performance.
■
Reduce compression to create a higher mean pore
size: but depending on the battery application this
may have an adverse effect on battery life.
■
Use more separator and more electrolyte so that
the heat-sink properties are improved.
Unfortunately, design or materials changes that improve
battery performance and/or life also tend to make proper
filling more difficult. This includes e.g. high surface area
glass fibers, high levels of compression, and thin plate
designs. Thin plate designs make possible the creation of
small, powerful batteries. But they also mean higher
surface areas, smaller interplate spacing and generally
greater l/d ratios (section 10.1). These impact negatively
on the filling process, therefore extra care needs to be
taken in filling and formation, to avoid tipping over the
“knife-edge” into battery problems.
Additional information about Jar formation
7.3 Control of Formation Temperature
Thermal management of the battery must be tailored
to its size, the type of filling process and the formation
conditions used. Obviously, there is no set formula for
all VRLA products, so handling of batteries prior to
and early in formation must be developed by the
manufacturer. In general, it can be said that very small
VRLA batteries (25Ah or less) are much more tolerant
of temperature and cells more so than 6 or 12V
batteries; for these products minimal thermal
management is required (but the risk of over-cooling is
high). For larger products the thermal requirements
become more stringent and in the 60-100Ah range,
particularly in multi-cell batteries, great care must be
taken that the batteries are adequately cooled, but are
not cooled too much.
The VRLA battery manufacturer could use the
following checklist in order to determine the necessary
temperature control to apply:
■
The size of the product (i.e., single cell or 6/12V
battery)
■
The battery envelope (i.e., the surface-area-tovolume ratio for heat dissipation).
■
How has the battery been handled prior to the
start of formation?
■
Battery temperature at the start of formation
■
How will the batteries be cooled or heated
during formation (ambient, forced air, water,
circulated water)?
■
What is the plant temperature (air conditioning,
summer or winter)?
■
How much heat will be generated in the
formation process and what is the duration?
■
Is the battery formed sealed or open, starved or
flooded (i.e., what are the contributions of the
oxygen cycle to heat generation and of gassing
to heat dissipation)?
The smaller the battery and the higher the surfacearea-to-volume ratio the more easily heat is dissipated.
In the extreme, heat dissipation may be so good that
small VRLA products actually require heating during
formation! This is particularly true in a plant
environment with poor temperature control i.e., hot in
the summer and cold in the winter. Small VRLA
batteries require a minimum temperature for efficient
formation and a maximum above which damage can
occur. At the low end, formation of the PAM can be so
poor that the degree of formation and initial discharge
capacities are reduced. It is an unfortunate fact that
negative plates are formed best at temperatures of
40°C or less; positives form better at higher
temperatures. When positives are formed below 40°C
there is an increase in the alpha-PbO2 content, a
decrease in total PbO2 and a fine pore structure
susceptible to clogging by lead sulfate during
discharge can result. Because of all of these factors, a
good formation system for small VRLA products
should include some form of forced, circulated air that
can be either heated or cooled, depending upon the
ambient plant conditions, the product size and shape
and the amount of heat production at each stage of
formation.
Larger batteries (25-100Ah), particularly those with
unfavorable envelopes for heat dissipation (a cubic
structure is the worst case), almost always require
cooling during formation. This is necessary to avoid
high damaging temperatures and also to have
uniformity of temperature among the cells in a 6- or
12V battery. In the best case (small size, favorable
envelope, long low-current formation) passive cooling
(radiation, convection) can be employed, but there is
likely to be a large swing in product quality between
summer and winter conditions unless the plant has an
outstanding air-conditioning system. It is more likely
that active cooling will have to be employed and this
can range from forced ambient air to forced chilled air
to stationary water bath to chilled, circulated water
bath. The use of water for cooling compared to air is
significantly more efficient due to the higher heat
capacity (four times that of air) and thermal
conductivity (roughly 15 times greater) of water.
Overall, heat transfer away from batteries during
formation is roughly nine times more efficient for water
over air. Clearly, water is preferable to air for a number
of reasons but it usually involves a higher capital input
and more maintenance. In some cases it may not be
necessary, but perhaps the best argument for its use
is that with the efficient cooling of circulated water
shorter formation times can be used for some
products, thus maximizing the capital input for
formation equipment. Different products will each
require a specific type of temperature control.
www.firing-circuits.com
23
Additional information about Jar formation
Figure 13
2.5 Ah And 25Ah Spiral-Wound Single-Cell Internal Temperatures During Different Fill-To-Form Conditions.
140
A D cell (2.5 Ah), 20
minutes in 10ºC cool
and wash, balance in
23º air.
B BC cell (25 Ah), 30
minutes in 10ºC cool
and wash, balance in
23º air.
C BC cell, air cooling
(23ºC) only.
D BC cell, electrolyte at
10ºC, 30 minutes in
10ºC cool and wash,
balance in 23ºC air.
120
Temperature, ºC
100
80
60
40
B
A
20
C
D
0
20
40
60
80
100
120
140
160
180
200
Time After Fill, Minutes
Several examples of the relative effects of air and
es 13 and 14 for
water cooling are shown in Figur
Figures
several different battery sizes. These figures compare
cell and battery temperatures with different
combinations of chilled and room-temperature
electrolyte and the use of air and water during the fillto-form period. As can be seen, there are significant
differences in heat dissipation using air and water and
this also applies during formation [7].
evolution begin and this also contributes to a higher
temperature level. If the battery is formed in the starved
state there is a further contribution to heat generation by
the oxygen-recombination reaction involving oxygen
reduction at the negative electrode. Finally, if the battery
is formed sealed heat dissipation due to gassing is
minimized, whereas maximal heat dissipation occurs if
the battery is formed in a flooded state and/or is open to
the atmosphere.
Thermal management during the formation process
itself is also very important. As noted earlier, at the
beginning of formation the battery resistance is quite
high and if high inrush currents are employed ohmic
heat generation can be substantial. The formation
reaction itself is highly exothermic, as is the continuing
oxide/acid neutralization reaction that takes place as
acid generated by electrolysis penetrates deep into
the plates as formation proceeds. The heat of reaction
for the formation process is ~394 kJ/mole and the heat
of neutralization is ~161 kJ/mole – both of which are
substantial. Later in formation the overcharge
processes of water decomposition and hydrogen
To some extent the formation algorithm can be used to
control the temperature during the formation process,
and smooth out temperature peaks. For example, longer
formation times at lower currents not only minimize
ohmic heating but they also provide longer times for
heat dissipation. This is usually in conflict with
manufacturing pressures, which favor the shortest
possible formation times. The use of rests or discharges
will provide time for heat dissipation, but they also
lengthen formation. However, there are other technical
advantages to these steps as discussed in section 3.13.
24
www.firing-circuits.com
Additional information about Jar formation
Figure 14
6V/100 Ah Prismatic Battery Temperature Data (Middle Of Center Cell) During Fill-To-Form Time With Different Conditions.
110
A Room temperature
electrolyte.
Cooling water at 8ºC.
B -20ºC electrolyte.
Cooling water at
10.5ºC.
C -20ºC electrolyte.
Cooling in air at 21ºC.
100
A
Temperature, ºC
90
80
70
47ºC at
360 Min.
B
60
C
50
40
20
40
60
80
100
120
140
160
180
200
Time After Fill, Minutes
7.4 Completion of formation
7.5 Alternative Jar Formation Options
In theory, formation is complete when there is conversion
to 100% lead at the negative and 100% lead dioxide at
the positive, but this is not possible in practice. The
required degree of conversion will also depend to some
extent on the battery application. Close to 100%
conversion may be possible for the negative plates, but
is more likely to be in the range 90-95% conversion to
lead dioxide for the positive plates. A lower PbO2
percentage may be acceptable for SLI batteries because
it is assumed that the battery will be used fairly quickly
and even though it is not completely formed the battery
will be able to start the vehicle. In addition, the shallow
discharge service will slowly help to complete formation;
because the battery is usually charged by the alternator
at a relatively low voltage and will typically only be at 6070% state of charge in use. On the other hand, many
industrial batteries are required to deliver nearly 100% of
rated capacity when they are put into service by the end
user; in addition, they may be held on the shelf for long
periods of time before they are commissioned (thus
requiring very low levels of unformed oxide which
equates to a low self-discharge rate). Because of these
considerations, “completeness of formation” must be
relative to the product and its intended use.
The battery manufacturer may wish to consider some
rather more unusual assembly/formation options to
overcome some of the disadvantages of jar formation
already mentioned.
One option might be to place the assembled plate
group in a container which is larger than the final
container so that the plate group is under little or no
compression during formation. After formation, surplus
acid is drained off, and the plate group is placed in the
final container to give the required degree of
compression/plate group pressure. This approach would
eliminate the problems already mentioned, which can
occur when formation is attempted with a high plate
group pressure. In particular it would eliminate the
problem of changes in plate group pressure during the
formation process (arising from changes in the volume
of the battery plates during formation).
www.firing-circuits.com
25
Battery and separator design guidance
8. Battery Design
8.1 Plate height/plate spacing ratio (L/d)
The battery design has a critical influence on the filling
and formation of VRLA batteries. Some of the potential
problems with VRLA battery filling and formation can be
minimized or eliminated by careful battery design.
Unfortunately, some of the design strategies to improve
filling and formation may have an adverse effect on
battery performance and life, so some compromise may
be necessary.
The ratio of plate height to plate spacing (L/d) can be
used as a rough measure of the difficulties
encountered in filling. For a L/d ratio equal to or less
than 50, easy filling results. If the ratio is between 50
and 100, care should be taken to avoid potential
problems. Filling becomes more difficult when the
ratio is between 100 and 200, and is almost
impossible at ratios above 200 [8]. It can be deduced
from this that the worst case is a tall battery with a
close plate spacing: the best case is a short, narrow
battery with a wide plate spacing.
The battery design parameters which may influence
VRLA cell/battery filling and formation include:
■
Battery height: tall batteries are harder to fill than
short ones.
■
Battery width: short, wide batteries are more
difficult to fill if filled from a single filling port.
■
Plate thickness and interplate spacing
■
Plate height and plate height/interplate spacing
ratio
■
Filling port position
■
Battery case draft
■
Active material additives (expander/reinforcing
fibers)
■
Gravity: liquid will only wick so high before being
defeated by gravity: not a factor in gravity filling
(top to bottom).
■
Separator properties:
- Volume porosity and pore structure (mean pore
size). Finer pores wick more slowly but to greater
final heights
- Saturation
- Compression: results in a finer pore structure with
high tortuosity, therefore slower wicking. For
example, 15% compression will double wicking
time to a given height.
- Caliper (thickness at defined pressure)
- Grammage (g/m2)
- Surface area/ fiber diameter. Finer fibers (higher
surface area) result in finer pores, hence slower
wicking.
- Wettability
- Fiber structure (coarse/fine fibers; inclusion of
synthetic fibers). Organic fibers inhibit wicking
(not wetted by sulfuric acid), and also promote
faster drainage.
- Fringe area of separator (area of separator not
covered by plates)
It can be seen that the separator properties are critical,
and these are discussed in more detail in Section 9. The
other critical battery design parameters are discussed
as follows.
26
www.firing-circuits.com
8.2 Battery case draft
Battery case draft can result in a 10% compression
change from the top to the bottom of the plate. For
example, with a target compression of 25%, the
compression may actually vary from 20% to 30%
between the top and bottom of the plate. The effect of
this on the performance and life of the battery may be
highly significant. This effect should not be ignored in
the formation process as well. The separator at the
bottom of the cell will be subject to a higher
compression resulting in a smaller pore structure
which will influence the speed at which the acid fills
the separator during the acid filling process: there will
be a slower acid drip speed as the acid approaches
the bottom of the plate. Because smaller pores
have a greater force to pull liquid, this may also
increase stratification. [9], [10]. There is a slower
acid drip speed as the acid approaches the bottom
of the plate.
8.3 Active material additives
Additives in the active material can also affect the
filling operation. The expander or reinforcing fibers in
the paste may interact and result in excessive
gassing during acid addition. This will result in a
longer fill time or even in an unacceptable product.
Care needs to be taken when any new material is
used since the VRLA battery should be considered as
a system and all the ingredients interact.
Battery and separator design guidance
9. Separator Optimisation
Figure 15
The separator properties have a critical impact on acid
filling and jar formation [6]. Any change in the physical
properties of this material can drastically change the
quality of the filled and formed cell or battery. The type
of separator used is dictated more by the intended
battery application, but its properties can also partially
determine the filling and formation conditions used.
Solubility of Lead Sulfate (mg/liter)
Solubility Of Lead Sulfate In Sulfuric Acid At 25ºC.
7
6
5
4
3
2
1
0
1
1.05
1.1
1.15
1.2
1.25
1.3
1.35
Density of Sulfuric Acid (mg/liter)
8.4 Electrolyte additives
Most VRLA battery manufacturers use sodium sulfate
as an additive to the electrolyte. It is added to the
electrolyte in powder form, at about 1% by weight.
Sodium sulfate acts by the common ion effect to
prevent the harmful depletion of sulfate ion which is a
danger in the discharge of acid-starved batteries.
The addition of sodium sulfate provides an
“inventory” of sulfate ions that are available without
increasing grid corrosion [11]. The solubility of lead
sulfate increases significantly as the concentration of
the sulfuric acid electrolyte decreases, as shown in
figur
e 15
figure
15. The solubility increases more than
fourfold as the sulfuric acid density decreases from
1.300 to 1.100 kg/l. Under certain conditions of
over-discharge, the amount of dissolved lead
sulfate may be such that on recharging the reduced
lead will form metallic bridges between the plates.
The addition of sodium sulfate will reduce this risk.
Alternative electrolyte additives may be used, which
have a different mode of operation. This class of
additives is known as dendrite prevention additives
(DPA) [13]. These operate by actively seeking out
and deactivating the lead dendrite growths. They are
polar organic compounds that are believed to
deactivate a growing lead growth by coating its tip
with a layer of oriented molecules. Once the lead
growth is deactivated, these molecules are available
to move onto the next site.
1.4
During the filling process the acid wicking rate is
important. The acid wicking rate is primarily a function of
the mean pore size of the glass-mat separator; this, in
turn, is largely a function of the fiber mix (represented by
the fiber specific surface area as measured by BET), the
density of the glass mat and the compression level in
the unfilled plate stack. In practice, wicking is only
directly applicable for “top-down” gravity and “bottomup” filling methods where wicking is the primary mode of
fluid transport. For soft- and hard-vacuum filling
techniques separator properties also have a role, but the
vacuum level and filling speeds are additional control
elements, in addition to the electrolyte temperature and
its resultant viscosity. A further variable is the use of 1020% organic fibers mixed with glass, as in the H&V IIP15 material (see also section 10). The organic fraction
confers greater tensile strength and it also facilitates
filling due to the hydrophobic nature of the organic
fibers. Since the organic fibers are not wetted by sulfuric
acid, the electrolyte is not “held” as strongly as by glass
fibers. This clearly facilitates filling, but it can result in
flooding of the negative-plate pores with acid and
electrolyte regurgitation and spray may be significant
during formation.
The actual separator compression in the plate group will
influence the ease of acid filling and jar formation as well
as impacting on the performance of the battery. High
separator compression has been shown to be beneficial
in extending the life of VRLA batteries by inhibiting
positive plate expansion, but unfortunately the process
of filling the battery with acid becomes more difficult.
When the separator is compressed it reduces the pore
size significantly and also reduces the space available
for electrolyte between the plates. This adversely affects
the wicking properties of the electrolyte. However,
smaller pores and higher compressions may mitigate
variations in saturation and acid strength in the vertical
plane (stratification). It is also important to optimize the
ratio of plate and separator pore volumes to ensure
sufficient electrolyte.
www.firing-circuits.com
27
Battery and separator design guidance
The easiest filling is achieved by using a combination of
glass and organic fibers with a low specific surface area
(~0.8-1.4 m2/g) in a low-density material (i.e., high
percent porosity of ~95% or more) that has a relatively
low compression level (25-30 kPa dry or less) in the
assembled, unfilled plate stacks. This gives an open
structure that is not completely wetted by the electrolyte
and, thus, has the best chance for uniform fluid
distribution. This type of separator would be best suited
to gravity filling. However, this type of separator and cell
construction also is most susceptible to electrolyte
drainage and stratification, particularly in deep-cycling
applications. On the other hand, the best type of
separator to minimize drainage and stratification is a
high surface-area glass (~2.0-2.6m2/g), high density
(90-92% porosity) all-glass with high compression. This
will give excellent deep-cycling results but it is extremely
difficult to fill, particularly in large batteries. One might
think that a high-vacuum fill would be best for this type
of separator but, in fact, this would only be true in
relatively small VRLA batteries (~25Ah or less) due to
the large amounts of heat generated in short times in
high-vacuum fills. If the battery configuration cannot
dissipate the large burst of heat generated by the filling
process there can be permanent damage in the form of
plate buckling, separator staining by paste and/or
expander, bulging of the case and destruction of
terminal seals; internal cell temperatures in excess of
110oC can be achieved for relatively long periods of
time. Gravity fills with this type of separator system will
take much longer times (possibly up to 30-40 minutes),
but thermal issues will be minimal.
In the formation process itself the separator can have an
influence on gas management and electrolyte
distribution. The importance of this influence will depend
in part on whether “open” (section 3.3.1) or “sealed”
(section 7.1) formation is used. For open formations, the
type of separator used is not critical, as provisions are
available for gas escape and fluid management,
whether by using a completely open top or by having
hollow tubes attached to the cell fill ports. For sealed
formations, however, the separator type and amount, the
saturation level, the formation algorithm and the design
headspace are all important. Forming sealed under
pressure can obviously lead to acid regurgitation and
spray, but it also puts pressure on all of the seal areas
and can damage the functioning of some vent valve
designs by allowing electrolyte to leak into the seal area
between the valve and the fill stem, possibly leading to
28
www.firing-circuits.com
valve “sticking” (where the valve won’t open and release
gas at the design opening pressure).
If a battery is designed for sealed formation, the
separator chosen should have a relatively high surface
area (~1.6m2/g or more), be all glass and should have at
least moderate compression in the finished plate stack.
This is to ensure that the separator reservoir holds its
electrolyte as tightly as possible without having
unacceptably poor filling characteristics. Moreover, the
amount of separator per ampere-hour of capacity should
be relatively great (1.4-2.0g/Ah) and the saturation level
after filling should be ~95% or slightly less; it is virtually
impossible to form a VRLA battery sealed in the fully
saturated or flooded state. These parameters will allow
use of a sealed formation even with fairly aggressive
algorithms (high currents, short times). However, care
should be taken to minimize heavy gassing by using
multiple rest periods when gassing potentials are
reached. These will also allow more electrolyte to “soak”
into the plates and more void space will be created in
the separator, enhancing electrolyte retention.
The rest of this section will give further background
information concerning the influence of the separator
choice and separator properties on the filling and
formation process. Typical design parameters are given
below, and are then discussed in more detail:
Volume
por
osity:
porosity:
92%
Saturation:
95%
Compression:
Compr
ession: 30%
Acid utilization: 8.8 – 9.5 ml/ Ah
Separator
caliper:
Related to interplate spacing and
required degree of compression
Separator
grammage:
Separator
sur
face ar
ea:
surface
area:
Jar for
mation
formation
Ah input:
> 2g/Ah preferred
> 2m2/g preferred to minimize
stratification, but filling will be more
difficult.
4+ times rated capacity. It is
necessary to be careful about too
much overcharge during formation:
this may damage the positive plates
and increase the overall acid
density.
Battery and separator design guidance
9.1 Volume Porosity
9.3 Separator Caliper
This is a very important figure as it will determine how
much acid the separator will hold and is therefore a
critical parameter in the battery design and the
determination of the battery capacity. For 100% glass
separators, the figure for the volume porosity in the
nominally uncompressed state is typically in the range
92-95% (as measured at 10 kPa). Compression of the
separator will reduce this by a few percent, so that in the
compressed state it will typically be 90-92%.
There is a standard BCI method for measurement of
separator caliper (thickness). Because of the “fluffy”
nature of the RBSM, the caliper is measured at a
controlled pressure of 10 kPa. Although this may be
referred to as the “uncompressed” thickness, it is
important to note that this is referenced to a controlled
pressure of 10 kPa. Specifications of e.g. “20%
compression” or “30% compression” are referenced to
this thickness as measured at 10 kPa. The required
separator caliper needs to be calculated in relation to
the interplate spacing and the specified % compression.
For example, a battery with an interplate spacing of
0.11cm and a design separator compression of 30% will
require separator material with a caliper of 0.16cm.
When compressed by 30%, this separator material will
have a caliper of 0.11cm.
There has been some experimentation with “hybrid”
separators containing a percentage of polymeric fibers,
or non-glass separators such as the Daramic AJS
separator. These separators may have a lower volume
porosity and will therefore hold less acid. This needs to
be taken into account in the battery design.
9.2 Saturation Level
The cell/ battery is not normally sealed until the
formation process is complete and the separator
saturation level is deemed to be correct (normally 95%)
(except for sealed formation, section 7.1). If in doubt, the
battery manufacturer should err on the side of overrather than under- saturation of the separator. If the
separator is over-saturated, and the cell is then sealed,
the recombination process will be less efficient initially,
some water (as hydrogen and oxygen gases) will be lost
from the system, and the efficiency of the recombination
process will increase, preventing further water loss.
However, if the separator is under-saturated in relation to
the design value, the cell may contain insufficient acid to
meet its design capacity.
An accurate calculation of the amount of acid absorbed
by the plates and separator is needed when precision
acid filling is used [12]. The separator needs to be 9095% saturated, which corresponds to the separator in
the area between the plates holding about 6g of acid for
every 1g of separator. The fringe area of the separator
also needs to be considered. Larger fringe areas allow
for additional acid and thermal capacity in the battery:
this will help in the thermal management of the cell.
There may also be some contribution to the low rate
capacity of the cell. The acid gravity is normally
between 1.290 and 1.320 and for guidance a figure of
from 9 to 11 ml of acid per Ah as measured at the 20hour discharge rate should be used in the battery
design calculation. Fully discharged, the acid gravity
can be around 1.08.
Recent research has highlighted the importance of plate
group pressure rather than % compression as the key to
extending battery life (see comments below).
9.4 Separator Compression
ALABC research work has shown that high compression
battery designs can extend battery life by maintaining a
high pressure against the positive plates and eliminating
or minimizing the phenomenon known as “premature
capacity loss”. In fact, it may be more relevant to refer to
“plate group pressure” rather than % compression.
Some recent separator designs are less compressible
but may be able to maintain a higher pressure against
the positive plates than conventional glass separators
[13]. Unfortunately, a high plate group pressure/ high
compression design may also be more difficult to fill. A
higher compression will generally result in lower fill rates.
When the separator is compressed it reduces the pore
size significantly and also reduces the space available
for electrolyte between the plates. This adversely affects
the wicking properties of the electrolyte.
Another issue that may need to be considered is that
of changes in plate group pressure during formation.
There are changes in the volume of both positive and
negative active materials during the formation process
as the lead oxides are converted to lead at the
negative plates and lead dioxide at the positive plates.
This may have some effect on the separator
compression and applied plate group pressure. This
needs to be taken into account in the design of the
battery and the specification of the separator and the
initial compression level.
www.firing-circuits.com
29
Battery and separator design guidance
While this problem is not yet fully understood, the
following design issues need to be considered to
minimize the risk of loss of plate group pressure
during jar formation:
■
Assemble cells with the maximum practicable
plate group pressure (> 40 kPa)
■
Maximize available acid volume and increase
separator grammage to >= 2g/Ah.
■
Increase the fine fiber content of the separator.
■
Use a formation algorithm that minimizes the
gassing at the end of charge.
9.5 Separator Grammage
The separator grammage is the weight of the
separator per unit area. The amount of acid held by
the separator is very important, therefore separator
grammage as well as thickness needs to be
considered carefully in the battery design. The aim
should be to maximize available acid volume, which
will improve the heat capacity of the battery and
enable thermal management to be improved. The
amount (g/ Ah) of separator used will also have an
impact on battery processing and performance. A
higher amount of separator (around 2g/ Ah or greater)
will have a beneficial impact on practical levels of
compression, gas recombination and acid
stratification. This also implies a greater plate spacing
and larger electrolyte reservoir. This will make it more
practical to carry out jar formation on the completed
cell/ battery [15].
9.6 Separator Surface Area
The surface area of the glass mat is very important
because it has a great deal to do with wicking during
fill and fluid movement in fill/formation. There is a
reasonably well-defined relationship between surface
e 16. This curve
figure
area and pore size, as shown in figur
was constructed from data on various separator
samples from a wide range of manufacturers [16].
30
www.firing-circuits.com
Figure 16
Mean Pore Size Vs. Kr BET Surface Area.
20
18
Mean Pore Size (microns)
However, recent ALABC research has shown that
under some circumstances the separator
compression may drop significantly after formation
[14]. The exact causes of this are not yet certain, but
may be related to a relatively low initial plate group
pressure. There may be a critical compression that
holds the fibers in place (for a particular separator)
and if there is significant gassing at the end of the
charging process there may be a loss of integrity in
the fiber mat.
16
14
12
10
8
6
4
2
0.0
0.5
1.0
1.5
2.0
2.5
3.0
BET Surface Area, m2/g
The separator surface area for a glass separator is
related to the ratio of coarse/ fine fibers. A lower surface
area (higher proportion of coarse fibers) separator has
advantages in the filling process, but may have other
disadvantages depending on the battery application. A
higher surface area correlates to a smaller pore structure
and results in a lower wicking rate, but a greater ultimate
e 17)
wicking height [17]. (Figur
(Figure
17). The smaller pore
structure will also help to decrease stratification within
the cell. The pore structure of the separator provides for
a highly tortuous path which helps to prevent dendrite
growth and minimizes the size of any dendrite if formed.
However, this also creates a tortuous path for acid and
air movement. This increases the filling time for each
cell. A battery designed for deep cycling should use a
high surface area separator, but extra care will need to
be taken during the filling process. The higher surface
area separator will require additional time to add the
acid, since the acid wicks more slowly through finer
pores. Also, the way the acid is added to the battery is
critical. If the acid is added too rapidly from the top, the
air within the plates and the separator may not have
enough time to escape, and dry spots may result. If the
filling process allows the acid to wick up the separator,
entrapped air can escape since it does not have to
diffuse through the electrolyte. It is also necessary to
allow sufficient time to allow for complete filling of the
pores of the separator. With a high surface area
separator, an advantage of the longer time for acid
ingress could be a longer time for heat dissipation. The
filling procedure is critical to providing a quality VRLA
battery.
Battery and separator design guidance
10. Separator designs to improve
wet formation
Figure 17
Impact Of Surface Area (m2/g) On Water Wicking Height
While Under 20% Compression, After 24 Hours.
Wet/Dry Weight of Separator
8.00
7.00
6.00
5.00
4.00
3.00
2.00
1.00
0
20
40
60
80
100
120
140
Height (cm)
= 0.8
= 1.3
= 2.2
= Hybrid @ 1.0
With Hovosorb II, because of the hydrophobic sites
within the separator, recombination can occur even
when the separator is fully saturated. This is because
some pores within the separator remain unfilled, even in
the presence of excess free electrolyte, so that oxygen
is provided with a path for transfer to the negative
electrode surface. Oxygen recombination may even be
enhanced at those areas on the negative electrode
surface that are in direct contact with the non-wettable
material contained in the separator. The separator also
has improved compression properties compared with
100% glass separators. Hovosorb II-P-15 is a refinement
of the original Hovosorb II, and has improved puncture
resistance.
Figure 18
Time / s
Effect Of Fiber Mix And Segregation
On Vertical Wicking Speed.
1000
900
800
700
600
500
400
300
200
100
0
Slower Wicking
Faster Wicking
0
25
50
75
100
125
150
(Height)2 / cm 2
Note: Strips of AGM not compressed.
All AGM samples are single
layered except AMER-GLASS,
a multi-layered AGM.
For many years H & V have marketed a hybrid glass/
organic separator Hovosorb II, covered by US patent
4,908,828 [18], [19]. This separator contains a synthetic
fiber with reinforcing glass strands, the balance being
microglass. The synthetic fibers are hydrophobic, and
these hydrophobic sites within the separator matrix offer
controlled wetting properties of the separator and
modification of the recombination process. It is claimed
that this assists the filling and formation process, and
allows a “fill and spill” formation technique to be used.
The unformed cells can be flooded with electrolyte prior
to formation, and drained of excess free electrolyte after
formation. It is claimed that the use of Hovosorb II
together with a “fill and spill” formation system may
result in a more uniform cell-to-cell electrolyte
concentration than is obtained with volumetrically filled,
in-container formed cells.
= 100% Fines
= 20% Fines
= 0% Fines
= AMER-GLASS
= AGM(B)
= AGM(A)
An alternative approach is to use separators that consist
of two or more layers of different fibers: this may be
helpful in the filling process since layers of coarse fibers
are soaked more quickly. Battery filling is made easier
with an “oriented” separator that has separate layers of
coarse and fine fibers: the fine fibers against the positive
plate, and the coarse fibers against the negative plate.
This has a very fast wicking characteristic both upward
e 18 the influence of fiber
and downward [20] [8]. In figur
figure
mix and segregation on the vertical wicking speed is
e 19 shows the upward and downward
shown. Figur
Figure
wicking height for oriented and non-oriented fibers.
During the filling process, the fine fiber component
absorbs acid quickly, but when the battery is filled from
the top, the looser, coarser fiber structure permits an
www.firing-circuits.com
31
Battery and separator design guidance
Figure 19
UpWard Wicking Height (cm)
Upward And Downward Wicking Height For Oriented And Non-Oriented Fibers.
80
= Non Oriented AGM
(mixed fibers)
= Oriented AGM
(segregated fibers)
70
60
50
40
30
Compressed @ 10 kPa; band 5cm
20
10
0
50
100
150
200
250
300
350
400
450
500
UpWard Wicking Height (cm)
Wicking Time (Min.)
40
35
30
25
20
15
10
Compressed @ 10 kPa; band 5cm
5
0
5
10
15
20
25
30
35
40
Wicking Time (Min.)
easier access to the electrolyte which then
permeates instantaneously to the fine fiber side.
When the process is in reverse and acid is spilled out
of the battery, the forces binding the electrolyte to the
coarser fiber structure are weaker, so that electrolyte
will be preferentially lost from this part of the AGM.
The desired partial saturation of the separator is thus
quickly reached. This multi-layered AGM such as that
manufactured by Amer-Sil, has faster wicking
properties which may be of great value in the “gray
zone” of filling where the ratio of plate height to plate
spacing is between 50 and 200.
32
www.firing-circuits.com
Another possible option is to include a thin microporous
sheet as part of the separator system: this may help to
eliminate the problem of lead dendrite formation. This
might also help to control the diffusion of oxygen from
the positive to the negative plate. An example of such a
microporous separator is the DuragardTM separator
recently announced by ENTEK International at 7ELBC in
Dublin. Amer-Sil has also developed a composite
separator which includes a microporous sheet between
two layers of glass. Results with this separator system
have been reported in the ALABC Research
Programme.
VRLA gel batteries overview
11. VRLA Gel Batteries
Gel is an older technology than RBSM technology for
valve regulated lead acid batteries: gel batteries have
been around for many years but have not been widely
used except for special applications. The gel system
has an inferior performance at high discharge rates,
therefore it is not suitable for applications such as SLI
requiring a high rate discharge capability. The gel
technology may be more appropriate for tall cells
because the gel system does not suffer from
stratification problems. The gel is produced by adding
finely divided (fumed) silica to sulfuric acid: the
concentration of silica in the gel is about 6%. Fumed
silica is a high purity silica manufactured by high
temperature hydrolysis of chlorosilanes in a hydrogen/
oxygen flame. It is typified by a small particle size and
a very high surface area, in the range 200 – 400 m2/g.
When the fumed silica is mixed with sulfuric acid, a
viscous solution is formed, which develops into a
thixotropic gel on standing. It has been found that the
inclusion of phosphoric acid is also beneficial, this
gives the battery a much longer cycle life, greater than
the addition of phosphoric acid to a flooded battery
design. The optimum H3PO4 concentration is
17-30g/L. A typical process for preparation of the gel
is given below:
6% by weight of fumed silica is added to 1.280 S.G.
sulfuric acid with continuous stirring. 20g/ L of 85%
phosphoric acid is added and stirring continued.
Stirring is continued while pouring the gel into the
battery: the gel will set as soon as the stirring ceases.
The battery should be filled under vacuum and stirring
should not be stopped until the gel is in the battery.
Because the gel itself is unable to prevent the
penetration of lead dendrites that can cause short
circuits between the plates, a conventional separator
is required, which has ribs on both sides of the
separator. Stratification is negligible, because the gel
is more strongly fixed in the plates and separators. It is
not possible to carry out jar formation of gel batteries,
the battery needs to be assembled with dry charged
plates before adding the gel. Sufficient time needs to
be allowed for the gel to “set up”, and the cells should
then be given an equalizing charge. During this
equalizing charge free electrolyte may percolate from
the gel as the gel cracks and shrinks. The free acid
can be removed from the top of the cell before sealing
the cell and this will ensure that the cell is in a
recombinant state prior to going into service. The
electrolyte removed from the cell can be measured to
provide an accurate volume of the electrolyte present
in the cell. The total amount of electrolyte in the gel
cell may be slightly less (~ 80-90%) than that added to
a comparable AGM cell.
The electrolyte is immobilized in a 3-dimensional
structure set up by the very fine particles of silica [20].
In an aqueous medium, these particles are fixed by
the presence in their midst of negatively charged
sulfate ions. The gel formation happens at a molecular
level and allows the electrolyte to be present in the cell
in an altered state that is neither liquid nor solid. It
does not have the required mechanical strength
properties to separate the plates, therefore a
mechanical separator is needed. The separator in the
gel cell is purely a spacer, similar to the separator in a
conventional flooded cell. Gas transfer occurs via void
spaces which develop within the gel structure as it
dries out slightly and opens up under the pressure of
the oxygen gas bubbles. The density of the gel will
depend on the silica content of the gel. The higher the
gel density (higher silica content) the harder it will be
for crevice creation, and the greater the need for a
very open separator.
There may be different consistencies of the gel
dependent on the silica content of the gel: a “soft” gel
has a lower silica content than a “hard” gel. The “soft”
gel will have a relatively weak structure and only very
low shear forces are required to break it. The
consistency of the gel will influence how many cycles
of discharge/ charge are needed to achieve
recombination. Initially when the silica gel is formed
there is total water saturation. The gel structure is
completely filled with the electrolyte, which is also
present in the active material and in the gel/ electrode
surface interfaces. For the first few cycles, the gelled
VRLA cell functions similarly to a flooded lead/ acid
cell and water loss occurs, particularly at the end of
the charging periods. As water is lost in the initial
charging cycles, there is a slight dry-out of the gel
structure, which creates micro-channels in the gel
www.firing-circuits.com
33
VRLA gel batteries overview / Formation equipment, battery monitoring and product testing
through which gas can pass. The “softer” the initial
gel, the sooner the recombination process starts,
because the process of gel cracking can start more
easily.
The formation of the gel is not influenced by the
type of separator used or its design. However, the
separator does have an important influence on the
filling process and the ease of oxygen transport
during the recombination process. The separator for
gel batteries is a conventional separator as may be
used in flooded lead acid batteries but with some
important design differences. There are deep ribs
on the negative side of the separator as well as on
the positive side of the separator. The ribs are
normally vertical and relatively widely spaced to
permit easy filling with the gelled electrolyte. The
interplate spacing is also very important: with a thin
plate battery design having a close plate spacing,
filling with the gelled electrolyte may be difficult if
not impossible.
For gelled VRLA cells, the separator porosity needs
to be as high as possible. This is because the
separator needs to retain as much of the electrolyte
as possible in its structure and to minimize the
barrier to oxygen transport through the separator.
The pore size of the separator is also important in
the context of oxygen transport through the
separator. The optimum mean pore size needs to be
in the range 1 - 10µ. Separators with a mean pore
size < 1µ (µ=micron) severely inhibit oxygen
transport through the separator so that the only
route for oxygen transport is around the edges or
over the top of the cell group. The maximum rate of
the internal oxygen cycle is lower in gel cells than in
cells with AGM separators. The maximum rate is
typically 10 A/100 Ah in AGM batteries, and 1.5 A/
100 Ah in gel batteries [21].
12. Formation Equipment And
Layout
Apart from the choice of electronic equipment (rectifiers,
power resistors, power supplies, etc.), there are some
critical practical issues in choosing battery connections
and configuring formation bays. These can have as
much to do with resulting product quality and uniformity
as the choice of an effective formation algorithm.
12.1 Battery Connections
This topic is often neglected, but in practice can have a
lot to do with product uniformity and scrap levels. There
are several common methods of hooking units together
in a formation bay, depending primarily upon the
hardware used, the degree of automation, the numbers
of units handled and the types of battery terminals.
A few common connection methods are as follows:
■
Wires and alligator clips (usually for larger
batteries)
■
Manual plug-in of flat tabs to forming strips
(usually for small single cells/batteries)
■
Loading of trays that may contain 20-50 small
batteries and insertion into formation bays using
‘snap-on’ contacts or pressure springs.
Whatever the connection method, a few common areas
of concern apply:
■
Are the battery terminals and formation contacts
clean?
■
If a pressure contact is used, are any components
fatigued so that spring pressure is not adequate?
■
Are the contact surface areas substantial so that
localized resistive heating and/or oxidation
doesn’t take place?
■
Are the battery terminals and formation contacts
made from low-resistance materials that will not
produce significant voltage drops? Are these
materials easily corroded or oxidized?
These issues may seem trivial, but many formation
connectors have minimal contact areas with battery
terminals and the contacts and terminals are made from
materials that are easily corroded by battery acid (steel,
tin, copper) and/or are air oxidized at the high
temperatures generated at the contact points (copper,
copper-bronze). The use of more rugged materials such
as nickel plating will minimize the above problems, but
such materials may have significantly higher resistivities.
High scrap levels or high formation recharge category
can be created by the improper choice of connector
34
www.firing-circuits.com
Formation equipment, battery monitoring and product testing
designs and/or materials and, more commonly, by
infrequent inspection and cleaning of formation
equipment contacts.
The cleaning of battery connections is also a key health
and safety issue. Hydrogen and oxygen gases are
generated during the formation process: a potentially
explosive mixture of gases is formed, which only needs
a spark from a corroded connector to cause an
explosion or even a fire. This has the potential to cause
injury or death to personnel in the area: quite apart from
the almost certain damage to batteries and/ or
equipment.
Figure 20
Battery Connections For Series Strings, Series-Parallel
Arrays And Series-Parallel Matrixing.
A. Simple Series-String Battery Connections
B. Series-Parallel Array Connections
Additional information about gas monitoring is given in
section 13.3.
12.2 Formation Bay or Circuit
Configurations
C. Series-Parallel Matrix Connections
There are three approaches to how batteries are
configured in formation circuits:
■
Series strings
■
Series-parallel arrays
■
Series-parallel matrices
By far the most common approach is to have a series
string of batteries charged by a single rectifier or power
supply. This is an effective approach and can result in
good finished battery uniformity if voltage drops due to
high contact resistances are not an issue. The major
drawback is that one open contact (due to one open
internal battery connection or to poor or broken
formation bay mechanical contacts) can result in the
loss of a whole string if not detected.
Series-parallel arrays are useful in that more batteries
can be formed from a single rectifier or power supply by
dividing the available current (with all strings having the
same total voltage), but there is a danger of overformation or even thermal runaway if one string, due to
even a slightly lower overall resistance, draws a
disproportionate amount of the total formation current
available at the expense of the other strings. If this is
even a subtle effect there may be a significant variation
in product quality string-to-string. This can be avoided in
the setup of the formation circuits by using “steering
diodes” or other electronic measures to ensure that
roughly equal currents flow through each of the
paralleled strings. If an “open” condition occurs in one
of the strings, however, it is lost as would be the case in
a simple series-string arrangement; in addition, the total
current available will now be distributed among the
remaining strings according to their individual series
resistances. Thus, current would flow through the
remaining strings, but at significantly higher levels than
planned. If undetected by personnel or monitoring
equipment, this would result in over-formation, and
possible destruction, of the remaining batteries.
The most effective approach, but also the most
complicated from a mechanical standpoint, is to use
series-parallel matrix connections where two or more
series strings are put in parallel, but there are also crossconnections at some interval so that a matrix is created.
This approach, along with the two previous
e 20. The major
constructions, is shown in Figur
Figure
advantages of matrixing are that current is distributed
more uniformly and in the event of an “open” battery or
contact current continues to flow around the defective
position. Batteries immediately adjacent to the defective
position are affected to some extent (i.e., they
experience somewhat higher formation current levels),
but those further removed are not noticeably influenced
when cross-connections are made between all units.
The important point is that current continues to flow
through all of the strings in a roughly equal fashion.
Complete strings are not lost as in series-string and
series-parallel designs and whole strings are not heavily
overcharged in the event of an open battery. Matrixing is
www.firing-circuits.com
35
Formation equipment, battery monitoring and product testing
usually done for single cells or small batteries where
large numbers of units are formed in individual bays.
With these products, trays or carousels are used in
which connections are made automatically so that
cross-connections can be done between each unit.
This approach gives the most uniform current
distribution and ensures that the effects of defective
units are minimal, but there is an added cost.
Cooling and heating equipment should also be
maintained effectively. If forced-air heating or cooling
is used, CFM and temperature measurements should
be taken frequently in each of the formation bays to
ensure that airflows are correct. If water baths are
used for cooling, water should be checked frequently
for temperature, flow rate (if applicable) and pH to
ensure that acid buildup is not severe.
12.3 Critical Maintenance of Formation
Equipment
All removable trays, racks, tables, etc. should be
washed and cleaned of acid frequently in order to
extend life and to minimize the occurrence of
cosmetic rejects in batteries formed at later times
(primarily terminal and label damage).
To obtain optimal results from formation equipment
frequent maintenance is required. Some of this
involves electrical equipment such as rectifiers and
DC power supplies, which must be calibrated on a
regular schedule (this is essential for ISO 9000 or QS
9000 certification). The quality of the incoming AC line
power should also be analyzed periodically. Computer
control and monitoring equipment must similarly be
maintained and calibrated, but perhaps the most
critical aspect of formation-room equipment is the
actual hardware that accommodates the batteries and
which may be exposed to the high temperatures and
acid fumes and spray that go along with such close
contact.
One of the most important parts of maintaining a
formation room is to carry out regularly scheduled
abrasive or chemical cleaning of hardware used to
connect batteries in formation bays. Oxidized or
corroded contacts can contribute large voltage drops
to battery strings and this can cause undercharging or
no charging at all in extreme cases. This can be
detected if current/voltage monitoring is done on all
battery strings, but if this is not done some batteries
will be taken off formation with low voltages or in a
“dead” state (i.e., zero voltages) and it may be
attributed to the batteries and not the connectors.
Because of this, connector hardware must be cleaned
regularly, often enough that oxide and corrosion
buildup cannot accumulate to levels that affect
contact resistances. If an automated monitoring
system is not in place, poor contacts can be detected
manually by taking voltage and current readings on
individual batteries or strings.
36
www.firing-circuits.com
12.4 Power Quality and Equipment Costs
An important practical issue to consider is one of
power quality and equipment cost and how these will
impact upon a specific VRLA product that is being
formed. Power quality varies greatly throughout the
world and in some areas it is very poor. High levels of
AC ripple and harmonics can and do feed directly
into formation charging equipment; if filtering
electronics is not included in the formation rectifier or
power supply, large amounts of AC ripple will then be
superimposed upon the nominally DC charge profile.
In formed batteries out in field service it has been
shown that AC ripple can result in severely-shortened
lifetimes by generating heating that results in
accelerated PAM softening and grid corrosion, as
e 21 [22]. Due to their low impedances,
shown in Figur
Figure
VRLA batteries are affected to a greater extent by AC
ripple than comparable flooded lead-acid products
because low ripple currents translate into higher
ripple voltages with the low impedances attributable
to VRLA products.
AC ripple is a form of “mini-cycling” that can wear out
a battery prematurely in service, but it can also have
negative effects in formation, depending upon its
amplitude, symmetry and frequency [23]. In addition
to temperature effects and enhanced grid corrosion,
ripple can reduce oxygen over voltage values thereby
increasing gassing during formation. Ripple is also
Formation equipment, battery monitoring and product testing
13. Battery Monitoring During
Formation
Figure 21
AC Ripple Voltage And Current Representation
(Upper Figure) And Its Effect On Cell Temperature
And Cycle Lifetime.
Volts
7.0
VCM
6.5
Test Battery is 8 Ah 12V SLA Type
Amps
12
ICM
Formation system monitoring is essential for both quality
and safety reasons, as well as to keep scrap levels
minimal. Formation scrap is the most expensive
because units that are scrapped here have the
maximum input of materials and labor of any stage of
manufacturing other than finishing. Therefore, it is
imperative that some form of monitoring equipment be
used, even if this is only a formation-room worker with a
multimeter.
13.1 Electrical Monitoring
6
0
-6
-12
0
10
20
30
40
Time (mSEC)
50
60
70
Correlation of Battery Voltage and Charger Ripple Current
Item
Temperature
Rise (ºC)
Proportion
of life (%)
Ripple current (effective val.)
Net Current
0.1C
0.2C
0.5C
0.8C
Value
1.0C
0.1
0.2
0.5
1.2
4.0
6.0
100
97
93
77
61
50
not always symmetrically-imposed on the DC signal
and so there can be a net increase or decrease in the
total charge applied (i.e., greater or lesser Ah
formation inputs, respectively) depending upon
whether it is skewed to the charge or discharge side.
Given all of the above, it is highly recommended that
formation power supplies be provided with the proper
filtering equipment (capacitors and chokes) so that
minimal AC ripple is fed to the forming VRLA
batteries. It should be noted that the charging
equipment available from Digatron/ Firing Circuits
provides inductive filtering to minimize ripple current.
The outputs of the charging system must be monitored
for compliance with values for voltage and current as set
out in the manufacturing documentation. In addition,
measurements may be taken to ensure good power
quality in terms of low levels of AC ripple and harmonics
reaching the batteries being formed. Continuous
recording of these data by Quality or Manufacturing
personnel, with SPC charting posted in the formation
area, is highly recommended.
For the batteries themselves, the following parameters
should be monitored and analyzed (monitoring alone is
not enough: the data must be interpreted and
appropriate action taken if necessary):
■
Initial currents (CV or TC charge) or voltages (CC
charge)
■
Top-of-charge (TOC) voltages (peak voltage
toward the end of a CC charge step, usually the
last one at the end of formation)
■
Finishing currents (CV or TC charge)
■
Integrated ampere-hour input
■
Presence of any timing kickouts and whether or
not they were properly re-initiated
■
Overall voltage-time or current-time formation
profiles (sampling basis only)
■
Discharge capacities if the formation algorithm
includes a discharge
www.firing-circuits.com
37
Formation equipment, battery monitoring and product testing
Initial currents or voltages are important because they
indicate whether or not the initial current flow is at the
prescribed level and that most or all of it is going into the
formation process (conversion of lead sulfate to the
active materials) and not into gassing because of high
resistances. Low currents on CV or TC charge or
abnormally high voltages on CC charge indicate that
some or all of the unformed units are heavily sulfated
and/or there may be connector/terminal problems (high
resistances). Even though current is flowing the
distribution between strings may not be uniform and if
timed formation algorithms are used without current
integration this will result in low Ah inputs to the
batteries. Electrical energy that goes into resistive
heating or gassing will, obviously, not count toward
forming the active materials but it will be included in the
total formation Ah input.
Careful voltage monitoring during CC formation
algorithms is useful as a feedback tool for triggering rest
or discharge steps and for defining product quality; as
with the other parameters discussed, TOC “windows”
are defined for manufactured products and these values
are used for accept/reject purposes. When voltages are
low (when they should be high), this indicates that the
batteries are being under formed; if voltages are in the
gassing region (above ~2.35 V/cell) for appreciable
periods of time weight losses and, possibly, grid
corrosion will be high, battery internal temperatures will
be elevated and dangerous over-formation of the
positive plate is possible. If TOC voltages are unusually
high (as they would be for a flooded lead-acid product),
it indicates complete saturation of the plate stacks,
which may not be desired for some products formed
sealed with ~95% saturation levels. (This depends on
whether the batteries are formed “open” or “sealed”, see
sections 3.3.1 and 7.1). While it is often not possible to
monitor every battery, compliance of the overall voltagetime or current-time profiles with manufacturing standard
curves should be ensured. Non-compliance can
indicate problems with either the formation equipment or
the filled batteries going into formation or both.
It is also important to monitor finishing currents during
CV or TC charging, as they can indicate rectifier or
power supply charging voltages being set too high or
one or more strings in a series-parallel array being open.
High finishing currents can also indicate that batteries
are too hot or they have low saturation levels and, thus,
high levels of oxygen recombination. In the extreme,
high finishing currents can be a precursor to a part of
the formation bay going into thermal runaway.
38
www.firing-circuits.com
For CV and TC charging, integration of ampere-hour
inputs is necessary to ensure that the proper amount of
formation current is being applied; for CC charging,
monitoring of the applied current level and the step
times is sufficient to determine accurately the Ah inputs.
A serious practical problem in many formation systems
is proper re-initiation of the formation profile following an
unscheduled power interruption. Ideally, the electrical
system should pick up exactly where it left off but even
when this is done the forming batteries will have
experienced an unscheduled “rest” of some duration (or
even two or more). If interruptions occur early in
formation the effect is probably minimal but during
overcharge the liquid diffusion and gassing processes
will be significantly affected. If it occurs within the first
hour or so, the formation schedule can simply be reinitiated. If it occurs in the last hour or so, early
termination will probably not affect product quality
severely. The bigger problems are if and when they
occur in the middle of the formation, if they are extensive
and if there are multiple outages. For manually
controlled formation this can create confusion and
errors. For computer-controlled systems proper
programming can account for outages, but in any event
the overall manufacturing schedule will be disrupted.
However, if there is no compensation for outages the
uniformity of product quality will be greatly affected, as
each group of formed batteries may have widely
different Ah inputs.
If one or more discharges are part of the formation
algorithm their duration and Ah output can be used as
an indicator of the quality of the formed batteries;
beyond this, the values can be used in matching VRLA
batteries into larger arrays. In matching of modules to
make higher-voltage (series) and ampere-hour (parallel)
batteries it is a reliable rule-of-thumb that matching of
like-capacity modules is of paramount importance –
more so than the nominal capacity. Thus, high- and lowcapacity modules must be matched with comparable
partners rather than having them mixed. A battery
comprised of all low-capacity modules will give better
initial performance than one comprised of a mixture of
high- and low-capacity units. Obviously, the best
performance is obtained when all high-capacity
modules are matched.
Formation equipment, battery monitoring and product testing
13.2 Temperature Monitoring
Temperature monitoring of the formation room
environment, some of the formation equipment and the
batteries themselves is important. VRLA batteries are
very sensitive to the formation temperature, so if a
formation room is being used without active heating or
cooling (forced air, water) it is imperative that
temperature be monitored at a number of independent
positions throughout the room to ensure that a nominal
formation temperature exists and that it is relatively
uniform within a range of, at most, several degrees
Centigrade. If the formation-room temperature is too
high the batteries will be over-formed or, in the extreme,
can go into thermal runaway. This will result in high
gassing levels and weight losses, possibly high levels of
grid corrosion and poor positive-plate quality. If the
ambient temperature is too low under-formation can
result, with low initial discharge capacities (particularly
the positive plate) and high levels of unformed oxides
(resulting in poor shelf life). In some VRLA products, if
the initial formation is done at too-low temperatures it is
difficult or impossible to effectively recharge the
batteries following formation; the reason for this is not
known. Both the nominal temperature for the formation
room and consistency throughout the year are
important, particularly if the manufacturing plant is not
heated and air-conditioned. The worst condition is to
simply form batteries on tables in a plant without
temperature regulation of any type; this will result in
variable product quality throughout the year and it is
likely that batteries produced during either the summer
or winter (or both) will be of inferior quality.
It should be noted that critical formation equipment such
as rectifiers, power supplies, power resistors, monitoring
equipment and control computers must be located in a
completely separate room from the formation room itself.
The high temperatures and acidic atmosphere in the
formation room can damage delicate electronic
equipment and shorten their lifetimes considerably.
As noted earlier (section 7.3) as a general rule small
VRLA batteries (~25Ah or less) may form better if heated
and larger batteries require cooling for optimal
formation. In either case, appropriate regulation of the
temperature immediately around the batteries (as
opposed to the formation room ambient temperature) will
result in superior and consistent product quality. Thus,
temperature monitoring of forced air or still or circulated
water used to heat or cool batteries, respectively, is also
recommended.
If monitoring of air or water is done as described above
then monitoring of battery surface temperatures is not
necessary, as the temperature differences will be quite
small. However, in cases where no active cooling or
heating is applied (e.g., bench formation with no
treatment) it is a good idea to monitor battery skin
temperatures (selected batteries on a sampling basis,
particularly center batteries in large groupings) in order
to correlate this information with the formation algorithm
timing and to ensure that batteries do not overheat or
form too cold.
13.3 Gas Monitoring
In the later stages of formation, the forming batteries
give off various gases, particularly when they are formed
open. Early in formation, the positive plate goes into
overcharge, generating significant amounts of oxygen
gas. Vented oxygen poses no particular problems in
formation rooms. Later, when negative plates go into
overcharge hydrogen gas is given off. This is also not a
problem unless it reaches a level of at least 4% by
partial pressure; at this point and above it forms an
explosive mixture with air in the presence of a spark
source (which are usually abundantly present in
formation environments). Other gases that are routinely
generated during formation are carbon monoxide and
carbon dioxide. In cases where battery internal
temperatures reach levels of 160-190oC (this normally
only occurs in a thermal-runaway situation), hydrogen
sulfide can be generated on negative plates during
heavy overcharge. Hydrogen sulfide is extremely toxic to
humans, even at very low concentrations. Moreover, it
attacks any copper or copper-coated electrical
components and forms an insulating surface coating of
copper sulfide, rendering the devices useless.
While it is unusual in practice to have significant
amounts of hydrogen sulfide generated, it is
recommended that several types of gas monitors be
installed in manufacturing formation rooms. At the very
least, hydrogen monitoring should be employed for
safety purposes. Monitors should be placed at locations
in the formation room where hydrogen gas can be
generated in large amounts or where it may accumulate.
Clearly, this also calls for adequate air movement and
ventilation to ensure that hydrogen gas buildup does not
occur in pockets that may explode. Carbon dioxide and
carbon monoxide are not likely to be generated in large
quantities but CO monitors are common and
inexpensive and it takes little investment to install
several of these in a formation room.
www.firing-circuits.com
39
Formation equipment, battery monitoring and product testing
Perhaps the most serious concern from a safety and
equipment standpoint is the potential buildup of
hydrogen sulfide, which is generated when VRLA
batteries are seriously overheated during overcharge.
Incidents are documented where telecom and UPS
installations have been destroyed by VRLA batteries that
generated large quantities of hydrogen sulfide on float
when the systems went into thermal runaway [24].
Human toxicity is likewise severe, so it is highly
recommended that hydrogen sulfide monitoring be a
part of any VRLA manufacturing formation room.
In most manufacturing operations, batteries in formation
will occasionally explode, or “pop”, due to hydrogen
being present internally during overcharge and a spark
being created from a poor COS or squeeze weld
contact. Such a defective connection will conduct
current but at some point an arcing condition may occur.
If hydrogen gas within the battery ignites there may be
enough force to rupture the plastic case, creating plastic
“shrapnel” near the battery. Clearly, this is a hazard for
employees and by itself makes the wearing of safety
glasses or, better, face shields mandatory. The
frequency of this “popping” can be used as a quality
indicator for the upstream cast-on-strap and/or throughthe-wall squeeze welding operations; if they occur
frequently the welding equipment and procedures
should be carefully inspected.
14. Post-Formation Handling and
In-Line Product Testing
When formation is completed, batteries are not
necessarily ready for shipment immediately, although
some manufacturers with very strong confidence in
product quality (no doubt backed up by extensive
sampling of formed batteries over a long period of time)
do ship directly after formation. For most manufacturers,
however, batteries from formation are subjected to the
following general processes:
■
■
Batteries are cleaned of any excess acid and
inspected for physical case damage and possible
corrosive attack on terminal posts or labels. Any
batteries that clearly have leaks in seal areas (lid/
box, terminal posts) must be scrapped.
Batteries immediately after formation will have very
high open-circuit voltages (OCVs) due to trapped
gas and excess surface charge on the plates.
However, OCV readings directly after formation will
identify dead batteries (to be scrapped) and those
with low, but significant, voltages (to be
40
www.firing-circuits.com
recharged). Multicell batteries which clearly have
one or more dead cells (e.g., a 12V battery with an
OCV of ~10V or 8V) should also be identified and
scrapped. OCV monitoring directly after formation
may not be feasible for single cells or small
batteries, but for larger monoblocks it is useful in
removing scrap batteries and thus minimizing
future wasteful handling and storage.
■
For batteries formed open, completion of
assembly is done at this stage. This may involve
simply mounting one or more vent valves and
caps and/or it may require heat sealing, gluing or
ultrasonic welding of an outer cover. In any case,
areas of the battery involving these operations
must be dry and completely free of acid.
■
Batteries are then put into a stable environment,
possibly temperature-controlled, for several days
until their electrical characteristics have stabilized
and they can be sorted for future disposition.
14.1 Visual Standards
Many VRLA companies have a formal set of visual
standards for manufacturing personnel to use in
evaluating batteries for shipment following formation.
Sample criteria that may be used for sorting are as
follows:
■
Categor
y 1. Batteries with only minor defects that
Category
can be cleaned up and are acceptable after such
treatment.
■
Categor
y 2. Batteries with cosmetic defects that
Category
will not affect performance and are acceptable
electrically can be used in closed-case
applications.
■
Categor
y 3. Batteries with major cosmetic damage
Category
but acceptable electrical performance can be
reworked, if feasible.
■
Categor
y 4. Batteries with major cosmetic damage
Category
that may impact performance and/or lifetime must
be scrapped.
Each product must be evaluated and a series of visual
standards covering all of the problems seen in postformation batteries must be developed to put batteries in
one of the above four categories. Examples of common
problems included in the above categories are: case/
label acid damage, poor seals/acid leakage, bulged or
cracked cases, corroded terminals, improperly applied
labels and deep scratches or dents.
Formation equipment, battery monitoring and product testing
14.2.1 Open-Cir
cuit V
oltage Measur
ement
Open-Circuit
Voltage
Measurement
OCV values tend to drop on a daily basis by a few
millivolts per cell depending upon the product type, the
finished electrolyte strength and the effectiveness of
formation. In addition, batteries with higher voltages
after formation show a slower decrease in OCV values
than those with lower (but acceptable) post-formation
voltages. All batteries have a relatively steep drop in
OCV over the first couple of weeks and this then
“flattens out” to a lower rate. In addition, the rate of
decrease in OCV is a function of temperature, so it is
imperative that storage and measurement be done at a
controlled temperature level, within a window of 3-4oC at
most. Typical self-discharge curves for VRLA single cells
e 22; multiples apply for multi-cell
are shown in Figur
Figure
batteries.
OCV measurements are usually not simply a “pass/fail”
affair, as batteries are often sorted into a number of
categories, among these being (in order of increasing
OCV):
■
Dead, low voltage (e.g., <2.000V) or reversepolarity (all are reject category)
■
Recharge category
■
Low acceptable or high acceptable (to be
subjected to further test and, if acceptable,
shipping to customers)
■
High-voltage (reject category)
Dead batteries have either an internal open connection
(COS, intercell weld) or they were not properly
connected to the formation system during charge.
Reverse-polarity batteries were formed in reverse and,
thus, positives were formed as negatives and viceversa; both are scrap. Low-voltage batteries also may
have had a poor connection in formation or they may
have a near-fatal internal problem such as an incipient
Figure 22
Typical Self-Discharge Curves For VRLA Batteries.
A. Self-Discharge Curves for One- and Two-year Shelf Lives
2.2
2.15
Open-Circuit Voltage, V
Following cleaning and inspection after formation and
storage for several days, batteries are then put through
a series of tests in order to determine product quality
and segregate them into several categories for further
handling. The primary tool used is OCV measurement,
but in some processes AC impedance and high-rate
discharge performance are also measured. It must be
stressed that all of these parameters change with time
off formation, so in assessing product quality charts with
listings of daily parameter levels should be employed
(see below).
2.1
2.05
2
1.95
1.9
1.85
1.8
0
5
10
15
Time on Stand, Months
20
25
B. Self-Discharge Curves At Different Storage Temperatures
% Nominal Capacity Available
14.2 In-Line Product Testing
100
90
80
70
60
50
40
30
20
10
0
0ºC
10ºC
20ºC
40ºC
10
20
30
40
50
60
70
Months of Storage from Full Charge
80
short circuit, or low fill weight; in any event, it is
considered too dangerous and wasteful to attempt to
recover these batteries and they are also scrapped.
“Recharge category” batteries have low OCV values,
but they are considered to be possibly recoverable as
acceptable product. They are incompletely formed for
some reason and often have relatively high internal
impedances due to sulphation. Because of this they are
often recharged in groups using high-voltage (3.5-4.0 V/
cell or more) constant-current charging for some period
of time, after which they are subjected to the same inline test criteria as for the original formation. Some
manufacturers will use their formation equipment for
recharging, using a short, modified algorithm. In some
manufacturing processes a second recharge treatment
is allowed, but it should be recognized that with each
www.firing-circuits.com
41
Formation equipment, battery monitoring and product testing
follow-up charge treatment it becomes much more likely
that these batteries contain some type of defect that
may show up early in field service. Recharging,
particularly multiple times, has the distinct drawback
that, if effective, it can mask these subtle defects (such
as small leaks, hydration shorts, etc) so that defective
product is shipped. Manufacturers must be very careful
in setting recharge procedures and standards for
acceptance, as too-generous guidelines can and will
result in higher levels of customer dissatisfaction and
returns.
The vast majority of batteries should normally be in the
“acceptable” categories. If a company’s batteries go into
general use there may be only a single voltage window
for product to be shipped immediately. However, if some
of a company’s markets involve the application of highvoltage systems or have high-performance requirements
there may be two (or more) “acceptable” categories,
one (A-group) being superior in terms of OCV to the
other (B-group).
In general, higher post-formation OCVs (A category as
opposed to B) indicate a better-formed product and,
thus, one with longer shelf life and superior electrical
performance. However, some batteries can be and are
over-formed (high-voltage, or HV, rejects), resulting in
too-high weight losses and possible internal damage
(enhanced grid corrosion, low saturation levels, overformed PAM, too-high electrolyte specific gravity).
Clearly, if the formation process involves adjustment of
electrolyte volumes after formation this type of defect is
not as likely to be detected. For batteries formed in a
sealed state this is particularly pertinent. In addition to
possible internal damage, voltages may be so high for
these batteries that they will tend to be undercharged in
applications where they are mixed with “normal OCV”
batteries in high-voltage strings. This will be particularly
true in some float applications; in others, their high
voltages may cause undercharging of the “normal”
batteries and, in extreme cases, partial discharge.
An example of a chart used in sorting batteries after
formation is given in Table 3; this same Table can be
used for sorting batteries after recharge or a short boost
charge of any type. Obviously, any charging process will
be the “zero point” for the chart, with “days off form”
really reading as “days off charge”, whatever the type
and duration of charge.
42
www.firing-circuits.com
14.2.2 AC Impedance Measur
ements
Measurements
In addition to OCV, the measurement of AC impedances
of batteries can be a valuable sorting tool. Here, it is
usually the case that a “pass/fail” value is used for each
product, as batteries of different designs, voltages and
Ah capacities will have different nominal impedance
values. In batteries, single-cell impedances are additive
depending upon the number of series-connected cells.
Larger batteries (in terms of Ah capacity) and those with
thinner plates have relatively lower impedances, as this
parameter is a function of plate surface area and plate
spacing. Typical impedance readings for a number of
different VRLA single-cell and 12V products are given in
Table 2. These are all thin-plate products (thicknesses of
~1.2mm or less) and so the AC impedance values will
be lower than for comparable (in terms of voltage and
Ah ratings) thicker-plate batteries.
AC impedance is also a function of the state-of-health
for a given VRLA product type and is an indicator of the
quality of the materials and processes in use. The higher
the impedance reading the poorer the battery quality
(relative to the nominal value for that specific product).
Thus, the nominal acceptable impedance reading is an
allowable maximum value, with batteries above that
value being sorted out for recharging (moderately high)
or as scrap (very high). It should be noted that it is
possible for VRLA batteries to have acceptable OCV
values but unacceptably high impedance readings, as
these two parameters have little in common electrically.
There is no acceptable minimum value for impedance
because it can never be “too low.” In practice, the lower
the impedance the better the battery quality. Thus,
average impedance readings for production batches of
batteries are an indicator of the effectiveness of the
manufacturing process and should be used by Quality
and Manufacturing personnel as such. AC impedance
values are usually taken at 1 kHz with a Hewlett-Packard
Model 4328A meter or an equivalent instrument. As this
involves a four-point measurement using delicate probes
it is necessary to use great care and reproducibility in
taking measurements on batteries, as simply varying the
location of the probes on the battery terminals or applied
measuring probe pressure can result in significant
variances in measured values. It should be noted that
AC impedance is a “no-load” test, so it says nothing
about the capability of a battery to sustain certain
discharge currents and/or the integrity of the internal
battery connections. For this, an additional test is
needed.
Formation equipment, battery monitoring and product testing
It is often set up as only a “pass/fail” test, using a
minimum voltage threshold at 5 or 10 seconds; any
batteries whose voltages are at or above this voltage are
accepted; those slightly below it may be put into an
“acceptable but inferior” category for use in certain noncritical low-rate discharge applications; alternately, they
may be sent back for recharge. In practice, it can also
be used as a test to sort nominally acceptable batteries
(i.e., those whose voltages are above the threshold
value) into “normal” and “superior” categories,
particularly for use in high-rate discharge applications
such as engine start or UPS.
This type of testing is somewhat subjective, as it
depends upon the shapes of the discharge and voltage
e 23. With
rebound curves, as shown in Figur
Figure
programmable testers, collection of data and analysis,
even on such a detailed level, is not only possible but
also commonplace.
Figur
e 23a shows a typical discharge and rebound
Figure
curve for a strong battery, one with outstanding pore
structures in the plates and good diffusion kinetics. On
discharge, the coup de fouet (initial, instantaneous
voltage drop) is followed by strong voltage recovery and
an increasing voltage at the 5-second point, indicative of
good electrolyte diffusion into the plate pores to support
the high discharge current. Following termination of the
discharge the voltage recovery is sharp, again
e 23b is an
suggesting effective diffusion kinetics. Figur
Figure
example of the discharge and voltage recovery curve for
an inferior battery. During the discharge the voltage is
not strong and may even begin to drop off toward the
end of the 5-second duration. The recovery is gradual,
indicating restricted diffusion of acid from the separator
reservoir into the plate pores. Such a battery will not be
a strong performer in high-rate applications.
Figure 23
High-Rate Discharge Voltage/Time Curves For
Acceptable And Unacceptable Battery Performance
On A 5-Second Test.
A. Discharge/Rebound Curve Typical for a "Strong" Battery
Discharge
Initiated
Test Voltage
In addition to OCV and (possibly) AC impedance, some
manufacturers also carry out a short-duration high-rate
discharge test, usually at about the 10C discharge rate
at room temperature. As this is not a complete
discharge, variations in ambient conditions are not as
critical as they would be for determining full capacities.
The discharge time is for ~5-10 seconds, so a recharge
is not necessary. This is a useful test, as it not only
defines finished-product electrical quality but it also acts
as a check on the integrity of the internal battery
mechanical connections.
Discharge
Kickout
Note the strong voltage during discharge and
the sharp voltage rebound after kickout.
Discharge/Rebound time, Seconds
B. Discharge/Rebound Curve Typical for a "Weak" Battery
Discharge
Initiated
Test Voltage
14.2.3 High-Rate Discharge Measur
ements
Measurements
Discharge
Kickout
Note the weak voltage during discharge and
the sluggish voltage rebound after kickout.
Discharge/Rebound time, Seconds
While post-formation testing and evaluation are not
technically a part of the formation process, it is hoped
that the foregoing will illustrate the necessity and power
of this stage of manufacturing in validating the
effectiveness of formation or catching and correcting its
shortcomings. In some cases, it can also provide
valuable information on processes earlier in the
manufacturing stream (plate quality, COS integrity, heatseal effectiveness, etc.) This is an area that is often
overlooked or given short shrift, but it is one that will
have a major impact on the quality and uniformity of
product reaching the end user.
www.firing-circuits.com
43
Troubleshooting formation problems
15. Jar Formation Toubleshooting:
Problems And Solutions
15.1 Filling and Fill-to-Form
1. Batteries overheat following acid filling
a. Chill unfilled batteries to –30oC (Caution: this process
is energy intensive and the low temperature may
cause damage to seal areas, and the battery case
may be susceptible to cracking during handling)
b. Chill electrolyte to –10oC
c. Immerse filled batteries in chilled water bath
d. Slow down filling speed
2. Separator above plates is damaged during
acid addition
a. Slow down fill speed
b. Use acid-diffuser nozzle design
3. Lead sulfate hydration shor
ts for
m in the
shorts
form
gl
ass-mat separator
glass-mat
a. Use sodium sulfate in electrolyte
b. Use slower filling to yield more uniform acid
distribution
c. Keep temperature down during the fill-to-form time.
d. As a last resort, put batteries onto formation
immediately after fill
4. Conversion of PbSO4 to PbO2 is poor
a. Increase fill-to-form time
5. Batteries rregurgitate
egurgitate acid after filling
a. Use cooling bath after filling
b. Check dried plates for excessive carbonation
15.2 Pre-Formation Conditions
1. Batteries ar
e too hot
are
a. Allow longer fill-to-form time
b. Use chilled water cooling between fill and formation
c. Use a low-current initial charge for 1-2 hours
d. Reduce cooling efficiency during fill, fill-to-form;
extend filling and fill-to-form times
2. Batteries ar
e rregurgitating
egurgitating acid
are
a Form open instead of sealed
b. Use external “acid tower” fitted to the fill port to take
up expelled acid
c. Modify cure/dry conditions to minimize plate
carbonation
d. Process batteries rapidly after cure and dry, minimize
time on floor before fill and formation
3. Loading of for
mation bays takes too much time,
formation
fill-to-for
m time is high and variable
ill-to-form
a. Use multiple acid fillers to speed up loading of bays
b. Use smaller numbers of batteries on the formation
circuits
44
www.firing-circuits.com
4. Electrical continuity check shows an “open” rreading
eading
on a string or cir
cuit
circuit
a. Carefully inspect connectors for corrosion or oxidation
b. Inspect connectors for broken wires
c. Inspect wires coming from rectifiers/power supplies
d. Measure individual batteries for “open” resistance
readings (with and without connectors attached)
15.3 Formation Process
1. Batteries ar
e too hot during for
mation
are
formation
a. Increase airflow or water circulation rate, decrease
cooling water temperature
b. Reduce ambient temperature conditions
c. Reduce current levels, extend formation time
d. Put in rest periods to dissipate heat
e. Provide more space between batteries
f. Lengthen fill-to-form time, reduce initial battery
temperature
g. Shorten time for high initial current charge, if used
h. Change plate materials, use red lead in positive paste,
carbon in negative paste
i. Use sodium sulfate in electrolyte
j. Shorten fill-to-form time to reduce sulfation level, lower
battery resistance
k. Some parallel strings receive too much current
l. Use pulsed-current algorithm
2. Batteries ar
e too cold during for
mation
are
formation
a. Increase airflow rate, air temperature
b. Increase cooling water temperature, slow circulation rate
c. Increase ambient temperature
d. Increase charge current, shorten formation time
e. Some parallel strings receive too little current
3. For
mation amper
e-hour input is too low
Formation
ampere-hour
a. Check for power outages during the formation period
(did the formation programmer compensate?)
b. Check rectifier/power supply setting - too low?
c. Ambient temperature too low for CV or TC formation
algorithms
d. Cooling air or water too cold
e. Check formation programmer for the correct formation
algorithm
f. Batteries heavily sulfated, current-time profile is low
(CV or TC)
g. Batteries under filled, resistances are high, currenttime profile is low
h. Connector hardware is corroded, oxidized
i. Battery terminals are corroded, oxidized
Troubleshooting formation problems
4. For
mation amper
e-hour input is too high
Formation
ampere-hour
a. Check controller for correct algorithm current/voltage
settings, timing
b. Too-high rectifier/power supply setting
c. Ambient temperature too high for CV, TC formation
algorithms
d. Cooling/heating air/water too warm
e. Interrupted formation reinitiates from the beginning
5. End-of-charge curr
ents ar
e too high in CV or
currents
are
TC for
mation
formation
a. Batteries are too hot due to poor temperature regulation
b. Rectifier/power supply voltage too high
c. Low fill weights in one or more cells and/or high
formation weight losses results in high O2recombination level
d. Impurities lower oxygen over potential on positive,
increase recombination current
e. Non-uniform distribution of current in a series-parallel
string formation bay
6. End-of-charge voltages ar
e too high in CC for
mation
are
formation
a. Batteries are flooded, no oxygen recombination
taking place
b. Too much electrolyte in negative-plate pores, acts like
flooded battery
c. End-of-charge current higher than the programmed level
7. End-of-charge voltages (EOCV) ar
e too low in CC
are
for
mation
formation
a. Low fill weights in some cells and/or high formation
weight losses create too much void space, therefore
too much oxygen recombination, lowers EOCV
b. Too little electrolyte in negative-plate pores, too much
recombination
c. High impurity levels reduce hydrogen over potential at
the negative and/or the oxygen over potential at the
positive
d. Batteries are too hot, O2-reduction current increases,
lowers EOCV
e. End-of-charge CC current is lower than the
programmed level
8. Batteries rregurgitating
egurgitating acid, acid spray occurs
a. Batteries too hot going into formation
b. Batteries are too hot for the reasons given in Section 1
above
c. Heavy, deep carbonation continues to generate CO2
from plates
d. Voltages and/or currents are too high, gassing is excessive
e. Attach acid tower to fill port to catch regurgitated acid
f. Use all-glass separator, higher surface area separator,
higher stack compression to hold electrolyte more
tightly
g. Battery headspace is inadequate
h. Batteries are overfilled and/or void space is too low
(high paste/grid weights)
i. Equip formation room with sulfuric acid mist monitoring,
alarms
9. T
oxic, explosive gases ar
e generated in large
Toxic,
are
amounts, alar
ms sound
alarms
a. Too much overcharge ampere-hours on the negative,
high hydrogen levels
b. Ventilation equipment inoperative, malfunctioning or
under-designed
c. Some formation bays have batteries in thermal
runaway, hydrogen sulfide is being generated –
evacuate and shut down affected bays!
10. Batteries explode during for
mation, may cause
formation,
plas
tic “shrapnel”
plastic
a. Poor internal battery connections cause sparks during
overcharge, H2 ignites, and cases are distorted or
ruptured
11. Batteries explode during for
mation, catch fir
e
formation,
fire
a. Use flame-retardant case/lid materials
b. Equip formation room with sprinklers, smoke detectors
15.4 Post-Formation Handling and Visual
Inspection
1. Acid and/or water damage to batteries
a. Apply measures as in Section 16.3, Section 5 to avoid
future acid damage
b. Clean and dry battery thoroughly, examine terminals,
labels for damage and scrap if severe
2. Acid damage to for
mation har
dwar
e
formation
hardwar
dware
a. Clean thoroughly before re-use
b. Replace steel, copper connectors if damage is severe
3. Oxidation damage to for
mation har
dwar
e
formation
hardwar
dware
a. Clean thoroughly before re-use
b. Replace if damage is severe
4. Exposed steel par
ts ar
e rusted
parts
are
a. Clean with abrasive if minor
5. T
er
minal plating is corr
oded or bur
ned away by acid
Ter
erminal
corroded
burned
or shor
ting, rrespectively
espectively
shorting,
a. Scrap battery if severe; if minor use in closed-case
applications
6. T
er
minal posts ar
e bur
nished or par
tially melted due
Ter
erminal
are
burnished
partially
to dead shor
shortt
a. Scrap battery
7. Minor scratches and/or dents to batter
y case
battery
a. Rework and use as normal
b. Train formation room personnel in better handling
techniques
8. Major dent or cracked/chipped case that may
indicate inter
nal damage
internal
a. Scrap battery
www.firing-circuits.com
45
Troubleshooting formation problems
9. Acid leakage evident fr
om lid/box seal, vent- valve
from
ar
ea or ter
minal post seal ar
ea.
area
terminal
area.
a. Lid/box seal area – scrap battery or rework for
closed-case use
b. Terminal post seal area – see below
c. Vent-valve area – clean and dry
10. T
op and/or sides of batter
y ar
e bulged visually
Top
battery
are
or to touch
a. If minor, hold for evaluation; if major, scrap battery
11. Dir
t, oil and/or gr
ease contamination
Dirt,
grease
a. Clean thoroughly and use
12. Acid ar
ound ter
minal post(s) (may be simple acid
around
terminal
contamination during for
mation or a defective post seal)
formation
a. Clean away acid and put battery on a 2- or 3-hour
overcharge
b. If no leakage, accept as good product; if leakage
occurs during overcharge, scrap battery
15.5 Post-Formation Electrical Evaluation OCV, Impedance, High-Rate Discharge.
1. Batter
y is dead – zer
o voltage
Battery
zero
a. Internal “open” connection in battery
b. No fill acid
c. No connector contact on formation
d. Battery was short-circuited during handling (terminal
damage will identify this)
e. Battery is part of a whole string that received no
formation current
f. For a-d, batteries must be scrapped; for e batteries
may be put back through formation although they may
not form properly and it is safer to scrap them also.
2. Low-voltage (L
V) batter
y (<2.000 V/cell)
(LV)
battery
a. One or more cells shorted out
b. Low acid fill weight
c. Poor connector contact on formation
d. Battery was partially short-circuited during handling
(terminal damage)
e. Battery is part of a string that received very low
formation current
f. Battery is poorly formed, went onto formation heavily
sulfated
g. Early formation kickout malfunction not reinitiated (all
batteries affected)
h. The usual procedure is to scrap any LV battery
46
www.firing-circuits.com
3. Recharge-categor
y batteries (voltage is >L
V but
Recharge-category
>LV
below “acceptable”)
a. Slightly low acid fill weight
b. Slightly inferior connector contact during formation
c. Formed adjacent to dead battery in series-parallel
matrix formation (less-than-normal Ah input)
d. One or more cells may have an incipient hard short or
hydration shorts in the separator
e. Missing or damaged/leaking vent valve
f. Large air leak due to cracked case or seriously
defective seal
g. Incomplete formation (high PbO level in PAM), poor
acid penetration/no rests
h. If all batteries in a bay are recharge category; check
rectifier/power supply setting (may be low)
i. If all batteries in one string of a series-parallel array are
recharge category-low string current draw, other
string(s) may be HV
j. Ambient temperature low for CV or TC formation
algorithm (all batteries affected)
k. Formation kicked out prematurely, not reinitiated (all
batteries affected)
l. Battery terminals corroded or oxidized
4. High-voltage (HV) batteries, >~2.2 V/cell
a. String draws too-high current in series- parallel array;
all batteries in string are HV
b. All batteries in a bay are HV; check for high rectifier/
power supply setting
c. Formation kicked out; reinitiates from the beginning
(too-high Ah input, high weight losses for all batteries
in a bay)
d. Ambient temperature high for CV or TC formation
algorithm, high Ah input (all batteries affected)
5. High impedance rreadings
eadings
a. Fill weights too low
b. Batteries over-formed, high weight losses
(probably HV category also)
c. Incomplete formation (dead, LV or recharge
category also)
d. Poor plate processing, usually at cure/dry
e. Meter probes too high on terminals
f. Meter probes corroded or oxidized
g. Impedance meter out of calibration
h. Battery terminals corroded or oxidized
Troubleshooting formation problems
6. High-rate discharge (HRD) voltage rreading
eading too low
a. Battery over-formed or incompletely formed, high
impedance creates large voltage drop on HRD
(impedance reject)
b. Poor battery internal connections (affects HRD but not
impedance measurements- impedance is a “no-load”
test)
c. HRD tester probes and/or battery terminals corroded
or oxidized
d. Poor connection of tester probes to battery terminals
e. Discharge current set too high or HRD tester out of
calibration
f. Poor electrolyte distribution between separator and
plates (too little in plates)
g. Low active-material porosities, restricted electrolyte
diffusion
h. Plate stack compression too low, results in poor
separator/plate contact
i. Grid-PAM passivation layer present
15.6. Battery Tear-Down and Analysis
1. Negative plate shows ar
eas of white lead sulfate
areas
a. Insufficient formation Ah input
b. Fill-to-form time too long, too much lead sulfate formed
(high resistance)
c. Long fill-to-form time, no carbon black in expander
d. High impurity level, lowers hydrogen over potential,
negative can’t be formed
e. Too much oxygen recombination due to low fill weight
and/or high formation weight loss (too much void
space in the separator)
f. p:n value too low (<~0.8), negative- plate sulfate can’t
all form out
g. Solutions: use high-purity materials, increase carbon
black amount, use p:n ratio >/=1.0
h. CV formation voltage and/or temperature too low
2. Positive plate shows ar
eas of white lead sulfate
areas
a. Insufficient formation Ah input
b. Fill-to-form time too long, as in 1b
c. High impurity level, lowers oxygen over potential,
positive material can’t be formed
d. High Ah input into grid corrosion, doesn’t go into lead
sulfate conversion
e. High negative-plate voltage (flooded?) doesn’t allow
sufficient positive-plate polarization to complete CV
formation
f. CV formation voltage and/or temperature too low
3. Excessive grid corr
osion after for
mation
corrosion
formation
a. Poor filling process created watery or dry areas,
rampant alkaline corrosion occurred in these areas
(the grid or areas of it may be completely corroded
after formation)
b. Dry areas in separator occur during filling due to tight
fiber structure, trapped air (very localized), again
alkaline corrosion occurs
c. Low negative-plate potential pushes positive potential
into high-corrosion region in CV formation (occurs over
entire plates)
d. Formation Ah input and/or temperature are too high
e. Impurities present (chloride, organic compounds that
break down to form acetic acid) catalyze extensive
grid corrosion
4. High levels of unfor
med oxide, par
ticularly in the
unformed
particularly
positive plate
a. Low Ah input, batteries under formed
b. High percentage of formation charge goes into heat
production, gassing, grid corrosion
c. Heavy gassing doesn’t allow acid, water penetration
into plate interiors during formation (use rest periods)
d. Dense lead sulfate layer on plate surfaces (too-fine
oxide, heavy calendering during pasting, too long fillto-form time) inhibits fluid penetration
e. High orthorhombic PbO level in the positive paste
creates an impervious structure for liquid penetration
5. High alpha:beta-PbO2 ratio in P
AM
PAM
a. Increases with >temperature
b. Decreases with >acid density
c. Decreases with >current density
d. Decreases with increasing amount of positive-paste
sulfate content
e. Generally, lack of acid penetration increases alphaPbO2 percentage
f. High alpha-PbO2 levels form in areas of the plate stack
where the fill electrolyte is dilute; most prevalent in
thin-plate products, pastes with little or no sulfation
(high density)
www.firing-circuits.com
47
References
16. References
[1] G. Zguris, Batteries International, April, 1991, pp. 80-81
Table 2.
Typical AC Impedance Values For A Variety Of Thin-Plate
VRLA Single Cells And Batteries Fully Charged At 25ºC.
[2] H. Chen, et al. Journal of Power Sources 59 (1996), pp.
59-62.
2V/2.5Ah Cell
5.0 milliohms
[3] C. Ressel, Batteries International, April, 1990, pp. 24-25
6V/2.5Ah Battery
15.0 milliohms
[4] Exide Technologies, First Semi-Annual Report, March
2001.
2V/5.0Ah Cell
3.5 milliohms
6V/5.0Ah Battery
10.0 milliohms
[5] R.F.Nelson, The Battery Man, May 1998.
2V/25Ah Cell
1.5 milliohms
[6] R.F.Nelson, Batteries International, 36, July 1998, 95-103.
12V/25Ah Battery
(Hawker SBS)
7.0 milliohms
12V/25Ah Battery
(Hawker Genesis)
5.0 milliohms
12V/35Ah Battery
(Hawker SBS)
5.5 milliohms
[10] J.Power Sources 67 (1997).
12V/36Ah Battery
(Hawker Genesis)
4.5 milliohms
[11] A.Ferreira, Batteries International, 46, Jan 2001, 43-50
6V/100Ah Battery
1.8 milliohms
[12] J.Power Sources 73 (1998) 60.
By comparison, thicker-plate VRLA products
have the following published impedance values:
[7] K. Matthes, B. Papp and R.F. Nelson, Power Sources 12,
T. Keily and B. Baxter, eds., 1988, p.1.
[8] A.Ferreira, J.Power Sources 78 (1999), 41-45
[9] The Battery Man, January 1995.
[13] M.J.Weighall, ALABC Project No. R/S-001, Final Report,
October 2000.
[14] CSIRO, ALABC Project S1.1, Progress Report 1, JulyDecember 2000.
[15] R.F.Nelson, Batteries International, 43, April 2000, 51-60
[16] R.F.Nelson, Batteries International, 34, Jan 1998, 87-93
[17] G.Zguris, 16th Annual Battery Conference on
Applications and Advances (2001), 163-168.
[18] Hovosorb® Technical Manual, April 1993.
[19] M.J.Weighall, ALABC Project No. R/S-001, Final Report,
October 2000, 44.
[20] A.Ferreira, Batteries International, 36, July 1998, 83-90.
[21] Dr D.Berndt, Oxygen Cycle Meeting, 7ELBC, Dublin,
Ireland, 19th September 2000
[22] P.R. Stevenson and O. Enoki, Proceedings of the 5th ERA
Seminar, London, U.K., April, 1988 Paper 3.2
[23] R.F. Nelson and M. A. Kepros, Proceedings of the 14th
Long Beach Battery Conference, IEEE, 1999, pp. 281287
[24] R.S. Robinson and J.M. Tarascon, J. Power Sources 48
(1994), 277-84
48
www.firing-circuits.com
12V/2Ah Yuasa Battery
2V/2.6Ah Portable
80 milliohms
Energy Products Cell
2V/4.3Ah Portable
30 milliohms
Energy Products Cell
24 milliohms
References
Table 3.
Sample OCV Chart Used in Manufacturing to Sort Cells or Batteries After Formation or Recharge
Days Off Form
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
HV
>2.199
>2.196
>2.194
>2.192
>2.190
>2.188
>2.186
>2.185
>2.184
>2.183
>2.182
>2.181
>2.180
>2.179
>2.178
>2.177
>2.176
>2.175
>2.174
>2.173
>2.172
>2.172
>2.171
>2.170
>2.169
>2.168
>2.168
>2.167
>2.166
>2.165
>2.164
>2.164
>2.163
>2.163
>2.162
>2.162
>2.161
>2.160
>2.160
>2.159
>2.159
>2.158
>2.157
>2.157
>2.156
>2.156
>2.155
>2.155
>2.154
>2.154
>2.154
>2.153
>2.153
>2.153
>2.153
>2.152
>2.152
A
2.199 - 2.170
2.196 - 2.167
2.194 - 2.165
2.192 - 2.163
2.190 - 2.161
2.188 - 2.159
2.186 - 2.157
2.185 - 2.156
2.184 - 2.155
2.183 - 2.154
2.182 - 2.153
2.181 - 2.152
2.180 - 2.151
2.179 - 2.150
2.178 - 2.149
2.177 - 2.148
2.176 - 2.147
2.175 - 2.146
2.174 - 2.145
2.173 - 2.144
2.172 - 2.143
2.172 - 2.143
2.171 - 2.142
2.170 - 2.141
2.169 - 2.140
2.168 - 2.139
2.168 - 2.139
2.167 - 2.138
2.166 - 2.137
2.165 - 2.136
2.164 - 2.135
2.164 - 2.135
2.163 - 2.134
2.163 - 2.134
2.162 - 2.133
2.162 - 2.133
2.161 - 2.132
2.160 - 2.131
2.160 - 2.131
2.159 - 2.130
2.159 - 2.130
2.158 - 2.129
2.157 - 2.128
2.157 - 2.128
2.156 - 2.127
2.156 - 2.127
2.155 - 2.126
2.155 - 2.126
2.154 - 2.125
2.154 - 2.125
2.154 - 2.125
2.153 - 2.124
2.153 - 2.124
2.153 - 2.124
2.153 - 2.124
2.152 - 2.123
2.152 - 2.123
Categories B
2.169 - 2.140
2.166 - 2.137
2.164 - 2.135
2.162 - 2.133
2.160 - 2.131
2.158 - 2.129
2.156 - 2.127
2.155 - 2.126
2.154 - 2.125
2.153 - 2.124
2.152 - 2.123
2.151 - 2.123
2.150 - 2.123
2.149 - 2.123
2.148 - 2.123
2.147 - 2.123
2.146 - 2.123
2.145 - 2.123
2.144 - 2.123
2.143 - 2.123
2.142 - 2.123
2.142 - 2.123
2.141 - 2.123
2.140 - 2.123
2.139 - 2.123
2.138 - 2.123
2.138 - 2.123
2.137 - 2.123
2.136 - 2.123
2.135 - 2.123
2.134 - 2.123
2.134 - 2.123
2.133 - 2.123
2.133 - 2.123
2.132 - 2.123
2.132 - 2.123
2.131 - 2.123
2.130 - 2.123
2.130 - 2.123
2.129 - 2.123
2.129 - 2.123
2.128 - 2.123
2.127 - 2.123
2.127 - 2.123
2.126 - 2.123
2.126 - 2.123
2.125 - 2.123
2.125 - 2.123
2.124 - 2.123
2.124 - 2.123
2.124 - 2.123
2.123 - 2.123
2.123 - 2.123
2.123 - 2.123
2.123 - 2.123
2.123 - 2.123
2.123 - 2.123
R
<2.140
<2.137
<2.135
<2.133
<2.131
<2.129
<2.127
<2.126
<2.125
<2.124
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
<2.123
LV-Dead
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
<1.999
www.firing-circuits.com
49
Appendix
APPENDIX 1 – Glossary Of Terms And Abbreviations
VRLA
SLI
Valve Regulated Lead Acid
Starting, Lighting, Ignition
UPS
V
Uninterruptible Power Supply
I
R
Current
Ah
OC
Ampere Hour
Voltage
Resistance
Open Circuit
OCV
TOCV
Top Of Charge Voltage
EOCV
LV
Low Voltage
Open Circuit Voltage
End Of Charge Voltage
HV
CC
High Voltage
CV
TC
Constant Voltage
Constant Current
Taper Current
PC
DC
Pulse Current
AC
HRD
Alternating Current
Pb
PbO
Lead
Lead Monoxide
PbO2
Pb3O4
Red Lead
Direct Current
High Rate Discharge
Lead Dioxide
H3PO4
CO
Phosphoric Acid
CO2
3BS/ TRB
Carbon Dioxide
Carbon Monoxide
Tribasic Lead Sulfate
4BS/ TTB
NAM
Tetrabasic Lead Sulfate
PAM
SEM
Positive Active Material
BET
XRD
Technique for surface area determination
S.G./ s.g.
H&V
Specific Gravity
AGM
RBSM
Absorptive Glass Mat
MFG
L/d ratio
Microfine Glass
Negative Active Material
Scanning Electron Microscope
X-Ray Diffraction
Hollingsworth and Vose
Recombinant Battery Separator Mat
Plate height/ Plate spacing ratio
Kpa
CFM
Kilo Pascals
COS
Cast on Strap
Cubic Feet per Minute
50
www.firing-circuits.com
www.firing-circuits.com
= Factory Locations
= Representatives
Providing World-Wide Support
for our Customers
www.firing-circuits.com
Digatron/Firing Circuits, Inc.
230 Long Hill Cross Road
Shelton, CT 06484, U.S.A
Tel: 1 203 446 8000
Fax: 1 203 446 8015
E-Mail: info@firing-circuits.com
www.firing-circuits.com
An ISO 9001 company
Digatron Hong Kong Co.
Flat D, 3/F Cheerrick Bldg.
65 Sau Fu Street
Yuen Long, Hong Kong
Tel: ++852 2478 1011
Fax: ++852 2474 5060
E-Mail: digatron@hongkong.com
Digatron (Qingdao)
Electronic Co., Ltd.
8 Keyuanjing 3 Road,
Hi-tech Zone
266101 Qingdao, China
Tel: ++86 532 8870 5292
Fax: ++86 532 8870 5259
E-Mail:
info@digatron.com.cn
Digatron
Industrie-Elektronik GmbH
Tempelhofer Strasse 12-14
52068 Aachen, Germany
Tel: ++49 241 168090
Fax: ++49 241 166465
E-Mail: info@digatron.de
www.digatron.de