Paper Recycling Technology Detailed Part 1

Paper Recycling Technology and Science
Dr. Richard A. Venditti
Paper Science and Engineering
Forest Biomaterials Department
North Carolina State University
Lecture:
Paper recycling and technology course introduction and objectives
Dr. Richard Venditti
Faculty member in the Paper Science and
Engineering Program in the Forest Biomaterials
Department at North Carolina State University
PhD in Chemical Engineering, BS in Pulp and
Paper Science and Chemical Engineering
Research areas:
Paper recycling
Utilization of forest/agricultural materials for new applications
Life cycle analysis
Named a TAPPI Fellow in 2012
Relevant research projects:
– The detection of adhesive contaminants
– The changes in fibers upon recycling
– Automatic sorting of recovered papers
– Flotation deinking surfactants
– Agglomeration deinking
– Screening phenomena and pressure sensitive adhesives
– Deposition of adhesive contaminants
– Neural networks to control deinking operations
– Sludge conversion to bio-ethanol and to biomaterials
Course Outline
The US Paper Recycling Industry
Recovered Paper Grades and Contaminants
Effect of Recycling on Fibers/Paper
Unit Operations
Pulping, Cleaning, Screening, Washing, Flotation,
Dispersion, Bleaching, …..
Image Analysis, Deinking Chemicals
System Design
Advanced/Additional Topics
Course Activities
Viewing of the Videos of Lectures
Base lectures by Venditti
Guest lectures from industry leaders
Homework assignments
Final Exam
Critical Issues in Recycling:
Going deeper into the recovered paper stream => poor quality material
Meeting paper specifications, which are getting more stringent
Increased demands for recovered paper from emerging countries
Requirements for recycling processes to be environmentally friendly
Requirements for recycling processes to compete with virgin pulps from an economic standpoint
Competition from digital communications
The student after passing this class should be able to address issues in these areas by applying the knowledge developed in this course
Course Student Outcomes:
After passing this course, the student should have:
A broad understanding of paper recycling technology and science
An ability to interpret paper recycling issues correctly.
An ability to make decisions based on paper recycling concepts to improve paper recycling operations
Lecture:
The US Paper Recycling Industry
Recovered Fiber, not “Wastepaper”
Learning objectives
Understand the trends of paper recycling in the industry
Identify the major categories of recovered fiber what is done with them
Waste Hierarchy
http://www.epa.gov/wastes/nonhaz/municipal/hierarchy.htm
Example: What happens to catalogs?
Source: NCASI
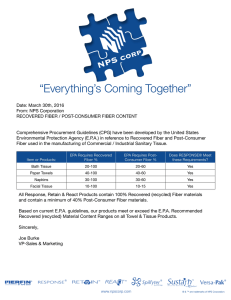
Recycled Fiber Definitions
Secondary Fiber: fibers that have previously been used in a manufacturing process and have been reclaimed as raw material for another process.
Pre-consumer waste: any waste, printed or unprinted, generated in the fabrication or conversion of finished paper. Before use by a consumer as a final end product.
Post-consumer waste: Paper that has passed through the end usage as a consumer product.
Internal broke: off-specification paper that is repulped and used at the same site, not considered secondary fiber.
Recycled Fiber Definitions
Recovery Rate (RR)
how much paper is diverted from landfill
RR
=
100 %
Tons of Wastepape r Collected
Tons of Paper Consumed
Utilization Rate (UR)
fraction of recycled fibers contained in paper
UR
=
100 %
Tons of Wastepaper Consumed at Mills
Tons of Paper Pro duced
US Paper Recycling Recovery Rate:
1999
Total Paper Consumption: 105 million tons
Total Paper Recovered: 47 million tons
Recovery Rate: = 45%
2004
Total Paper Consumption: 102 million tons
Total Paper Recovered: 50 million tons
Recovery Rate: = 49%
2011
Total Paper Consumption: 79 million tons
Total Paper Recovered: 53 million tons
Recovery Rate: = 66.8%
Source: afandpa.org, 2011
Paper/board Recovery Rate in the US:
53.4%
Record high 66.8% RR.
Paper purchases declined (2.3 million tons) while recovered paper increased 1.3 million tons.
Source: afandpa.org, 2012
Municipal solid waste?
MSW: everyday items that are discarded by the public
Also referred to as trash, or rubbish
Includes packaging, food scraps, grass clippings, sofas, computers, tires and refrigerators, for example.
Does not include industrial, hazardous, or construction waste.
Source of MSW?
Residential waste (houses and apartments): 55-65% of total MSW generation
Commercial and institutional locations
(businesses, schools, hospitals..): 35-45%
Municipal Solid Waste Generation (US)
Source: EPA
Municipal Solid Waste Generation, Recycling, and Disposal in the United States: Facts and Figures for 2009
Trends in U.S. Waste Recycling
Adopted from EPA 2011 MSW Facts and Figures
MSW by Material Before Recycling
Source: EPA
Municipal Solid Waste Generation, Recycling, and Disposal in the United States: Facts and Figures for 2009
Products with highest % recovery.
Lead acid batteries, 96%
Corrugated boxes, 85%
Newspapers, 72%
Steel packaging, 69%
Major appliances, 65%
Yard trimmings, 58%
Aluminum cans, 50%
Mixed paper, 45%
Tires, 35%
Glass Containers, 31%
HDPE, milk containers, 29%
PET Bottles, 28%
Source: Wikipedia
Source: EPA
Municipal Solid Waste Generation, Recycling, and Disposal in the United States: Facts and Figures for 2009
Paper leads Packaging Recovery
2009 EPA. afandpa.org, 2012
Recovered and Landfilled Paper
Paper purchases declined (2.3 million tons) while recovered paper increased 1.3 million tons.
Source: afandpa.org, 2012
Where Recovered Paper Goes:
Source: afandpa.org, 2012
Where Recovered Paper Goes:
Use Tons Used
Source: afandpa.org, 2012
Exports and Imports of Recovered Paper
18
16
14
12
10
8
6
4
2
0
1990
Exports
Imports
1992 1994 1996 1998
Year
2000 2002 2004 2006
Recovered Paper Statistical Highlights, 2005 Edition, AF&PA
Recovered Paper Statistical Highlights, 2005 Edition, AF&PA
Major Recovered Paper Groups
Old Corrugated Containers (OCC), also known as corrugated cardboard: Mills use old corrugated containers to make new recycled-content shipping boxes, as well as recycled paperboard for product packaging (cereal boxes, shoe boxes, etc.). POST-CONSUMER
Old Newspapers (ONP): Mills primarily use old newspapers to make new recycled-content newsprint and in recycled paperboard and tissue, among other paper grades.
POST-CONSUMER
Office Printing and Writing Papers: Printing and writing papers collected from offices, businesses and homes. May be sorted to various extents. POST CONSUMER
Mixed paper: Mixed paper is a broad category that often includes items such as discarded mail, telephone books, paperboard, magazines, and catalogs. Mills use mixed paper to produce paperboard and tissue, as a secondary fiber in the production of new paper, or as a raw material in non-paper product such as gypsum wallboard, chipboard, roofing felt, cellulose insulation, and molded pulp products such as egg cartons. POST-CONSUMER
High Grade Deinked Paper: This grade is made of high grade paper such as letterhead, copier paper, envelopes, and printer and convertor scrap that has gone through the printing process. It must first be deinked before it can be reprocessed into high grade paper products such as printing and writing papers or tissue. PRECONSUMER
Pulp substitutes: A high grade paper, pulp substitutes are often shavings and clippings from converting operations at paper mills and print shops. Mills can use pulp substitutes in place of virgin materials to make back into high grade paper products. PRECONSUMER http://www.epa.gov/osw/conserve/materials/paper/basics/grade.htm
Grades of Recovered Paper
Mixed Paper
Super Mixed Paper
Boxboard Cuttings
Mill Wrappers
News
Special News
Special News De-ink Quality
Over-Issue News]
Magazines
Corrugated Containers
Double Sorted Corrugated
New Double-Lined Kraft Corrugated Cuttings
Used Brown Kraft
Mixed Kraft Cuttings
Carrier Stock
New Colored Kraft
Grocery Bag Scrap
Kraft Multi-Wall Bag Scrap
New Brown Kraft Envelope Cuttings
Publication Blanks
Flyleaf Shavings
Coated Soft White Shavings
Hard White Shavings
Hard White Envelope Cuttings
New Colored Envelope Cuttings
Semi Bleached Cuttings
Manila Tabulating Cards
Sorted Office Paper
Sorted Colored Ledger
Manifold Colored Ledger
Sorted White Ledger
Manifold White Ledger
Computer Printout
Coated Book Stock
Coated Groundwood Sections
Printed Bleached Board Cuttings
Misprinted Bleached Board
Unprinted Bleached Board
Mixed Groundwood Shavings
Telephone Directories
White Blank News
Groundwood Computer Printout
#1 Bleached Cup Stock
#2 Printed Bleached Cup Stock
Unprinted Bleached Plate Stock
Printed Bleached Stock
Scrap Specifications Circular, Guidelines for ….Paper Stock…
By: Institute of Scrap Recycling Industries, Inc.
Recovery of OCC
19 MMT used domestically, 8 MMT exported,
Purchases increased 7.2% in 2010, Recovered OCC increased by 11.2%
Source: afandpa.org, 2012
Uses of OCC
19 MMT used domestically, 8 MMT exported,
Purchases increased 7.2% in 2010, Recovered OCC increased by 11.2%
Source: afandpa.org, 2012
Recovery of ONP (mechanical)
Includes ONP, uncoated mechanical, and coated ONP inserts.
7.5% decrease in consumption of ONP
Source: afandpa.org, 2012
Recovery of
ONP
(mechanical)
Source: afandpa.org, 2012
Recovery of Printing Writing Papers
Purchases of PW Papers declined by 5%.
Source: afandpa.org, 2012
Source: AF&PA, 2006 Recovered
Paper Annual Statistics
Recovered Paper Prices,
$/short ton, FOB sellers dock
Recovered Paper Prices, $/ton
Grades
Corrugated Cardboard
Old Newsprint
Box Board
Old Magazines
Mixed Paper
Sorted Office Paper
White Ledger
White Envelope
8
9
64
114
135
LTL
2/08
48
36
33
24
28
104
266
370
TL
2/08
130
108
90
4
8
57
102
121
LTL
2/09
20
18
17
12
25
93
238
331
TL
2/09
55
54
45
TL
1/10
125
100
75
ScrapIndex.com
Lecture:
Introduction to papermaking fibers
The Structure of a
Paper Sheet
Slides courtesy of Med Byrd and Mike Kocurek
The Structure of a
Paper Sheet
Where do papermaking fibers come from?
Fibers to make paper are produced in a pulping process.
Pulping: to liberate fibers for papermaking
Process depends upon the raw material!
Is paper 100% fibers?
No, the following are also added to paper depending on the grade:
Starch
Polymers
Inorganic particles: like clay, calcium carbonate, titanium dioxide
Waxes
Coatings
Optical brighteners
Dyes
More…….
Pulping Processes
For virgin pulps (produced from wood or other plants)
mechanical pulping
semi-chemical pulping
chemical pulping
For recycled pulps
repulping of paper in water (like a blender)
So if we start with WOOD?
Wood is a matrix or composite material, with cellulosic fibers held rigidly in a lignin-hemicellulose matrix
Since paper is made from individual fibers, they must be liberated from the overall matrix – this is done in the pulping process
What is Pulping ?
Wood – stiff, hard, tough material; useful for building and structures, but useless for papermaking
Fibers – thin, long, flexible, collapsible tubes; perfect for suspending in a water slurry and forming a papermaking
web
Hardwoods and
Softwoods
Softwoods
Longitudinal
Cells
Ray
Cells
Longitudinal cells used
For transport.
Horizontal fibers used for
• Storage (Starch,
Hemicellulose,
Oils, Water)
• Transport across the stem
Fiber ends
Fiber ends
Ray Cells
Volumetric Composition –
Soft wood
91 - 94% Longitudinal Fibers
6 - 9% Ray Cells
Average Fiber Dimensions -
SoftWoods
Region Length Diameter
Redwood NW 6.1
Loblolly Pine S 3.6
Longleaf Pine S 4.9
White Spruce NE
Red Cedar
3.3
NW 3.5
.05-.065
.035-.045
.035-.045
.025-.03
.030-.04
All dimensions in mm
Hardwood
HW and SW Cells
Softwoods Hardwoods
Conduction Springwood Vessels
Support Summerwood Fibers
Storage Ray Cells Ray Cells
a Softwood fiber b,d,e Vessel segments c Hardwood fiber
Average Cell Diameter:
Vessels .020 - .500 mm
Fibers < .020 mm
Cellular Composition
Fibers
Vessels
Parenchyma
Softwood
90%
0%
10%
Hardwood
27-76%
7-55%
5-25%
Hardwood vs Softwood
Softwood and hardwood pulp have different properties and consequently different uses .
Softwood pulp can be made out of pine and spruce. The longfibre pulp:
reinforcement pulp for improved runnability on the paper machine paper board for strength
The short-fibred hardwood pulp is made from oak, gum. It is used in the manufacture of printing papers.
enhances printability end use properties (smoothness)
Pulping
Here is a micrograph of wood
Here are two individual fibers glued together with lignin
CLEARLY, to get pulp, at the very least these fibers must be separated somehow
PULP
This is the industry’s term for the mass that results from the conversion of wood
(or other plant materials) into its individual unit fibers
Types of Pulping
There are three basic ways to convert wood into a fibrous pulp mass
The method to use depends on the final paper product desired and how good the quality has to be…..
But what it ultimately depends upon is: how much lignin do we want to remove? None?
All? And where from?
Where’s the Lignin?
The cell wall has MOST of the lignin in the fiber… but it is distributed over a lot of volume
(low concentration)
The middle lamella (ML) has a small amount of lignin… but it is in a concentrated form to glue the fibers together
Different Wood Pulping Mechanisms
NO LIGNIN
REMOVAL
SOME LIGNIN
REMOVAL
TOTAL LIGNIN
REMOVAL
MECHANICAL
PULPING
SEMI-CHEMICAL
PULPING
CHEMICAL
PULPING
Chemi thermomechanical
(24% lignin)
Semi-chemical
Carbonate or
Chemical Pulping
Direct Heated Batch Digester
Chip Chute
Chip Loading Floor
Chip Pile P
T
Chip Conveyor Belt
Digester Relief
White Liquor
Black Liquor
Digester
T
T
Steam Blow Line
ClO
2
Bleaching Sequence
ClO
2
NaOH
O
2
NaOH
ClO
2
Bleached
Pulp
D (EO) D E D
Unbleached
Pulp
Usually done with multiple stages using different chemicals
ClO
2
= Chlorine Dioxide (D)
NaOH= Sodium Hydroxide (E)
O
2
= Oxygen (O)
Bleach
Towers
A Chemical Pulp Fiber
Long, intact fibers
Few fines
Fiber wall mostly or fully free from lignin; maximum internal bonding possible
Smooth, lignin-free surface -- responds well to refining
Groundwood Process
Debarked logs forced against a revolving abrasive stone
This action grinds the fibers off the log
APPLIED PRESSURE
WOOD
MAGAZINE
SHARPENING
LATHE
FINGER BARS
PULPSTONE
SHOWER
BURR
PIT
WEIR
A Mechanical Pulp Fiber
Most or all of lignin still in wall; interferes with internal bonding
Lots of fines & debris
Cracks and tears in wall
Lignin patches on surface
Surface already fibrillated Fiber cut
SOUTHERN PINE
CHEMICAL PULP
SOUTHERN PINE
MECHANICAL PULP
WITH FINES
Chemical Pulp Sheet
Mechanical
Pulp Sheet
What’s Good About Leaving
Lignin in the Fiber?
Produces bulky, porous sheets
Lignin and fines are good lightscatterers; sheets have good opacity
Lignin permits high filler loading
Leaving lignin in is good for economics
(yield, capital, operating)
For low value newsprint, leaving lignin in is good!!!
What’s Bad About Leaving
Lignin in the Fiber?
Lignin on fiber surface interferes with fiber-fiber bonds
Lignin inside cell walls inhibits collapsibility and internal bonding
Lignin makes paper darker, especially degraded lignin like in unbleached kraft
Lignin absorbs UV light and produces sheet yellowing and premature degradation, example: newsprint
Summary:
Chemical vs. Mechanical Pulps
Chemical pulping generally delivers longer, stronger, cleaner, brighter pulps with lower opacity and higher cost (if bleached, brown if not bleached)
Mechanical pulping generally delivers shorter, weaker, dirtier, lower-brightness pulps with great bulk, opacity, and cost
The worse characteristic of mechanical pulps is they turn yellow with age
Recovered Paper:
Virgin Wood Pulping Process Matters
There are many grades of recovered paper
However, paper is recycled according to its virgin pulping method
Bleached chemical pulps: white (ledgers and others…)
Unbleached chemical pulps: brown (corrugated containers and others…..)
Mechanical pulps: initially grey and yellows (newsprint and others…..)
It should be noted that these groups are used ideally by themselves to produce products
Most grades of paper predominantly consist of one of these fiber types
Very inexpensive paper products use mixes of these (like shoe boxes)
Summary:
Chemical vs. Mechanical Pulps
Chemical pulps that have been bleached have almost zero lignin, are white and make good printing paper
(printing and writing papers such as copy paper)
Chemical pulps that are not bleached are brown and strong
Used mostly for linerboard
Mechanical pulps are low value, low cost fibers that yellow,
reasonable for newsprint and cheap catalogs and directories
Lecture:
Grades of recovered paper
Recycled Fiber Definitions
Virgin Fiber: produced directly from wood in a pulping process
Secondary Fiber: fibers that have previously been produced in a manufacturing process and have been reclaimed as raw material for another process.
Pre-consumer waste: any waste, printed or unprinted, generated in the fabrication or conversion of finished paper.
Before use by a consumer as a final end product.
Post-consumer waste: Paper that has passed through the end usage as a consumer product.
Internal broke: off-specification paper that is repulped and used at the same site, not considered secondary fiber.
Recovered Paper
There are many grades of recovered paper
They are characterized mainly (from a practical standpoint) by the paper products that they contain
However, paper is recycled in groups according to its virgin pulping method (scientific)
Bleached chemical pulps: white, typically mostly HW (short)
Unbleached chemical pulps: brown, typically mostly SW (long)
Mechanical pulps: grey and yellows with time
It should be noted that these groups should optimally be recycled by themselves to produce products
Most grades of paper predominantly consist of one of these fiber types, but stray amounts of the other types are often present
Recovered paper is recycled into what products?
Printing and writing recovered paper (bleached chemical) recycled into:
Printing and writing
Tissue
Old Corrugated container (unbleached kraft and semi-chemical) recycled into:
Linerboard and fluted medium
Tube stock
Old newspapers (mechanical pulps) recycled into:
Newspapers
Folding cartons
Molded pulp products like egg cartons
Tissue
Mixed papers
Any low valued product
Why have recovered paper grades?
Type, cost and quality of recovered paper are critically important to the design and operation of a paper recycling mill.
The type of fibers existing in the recovered paper have an enormous effect on the resulting recycled paper properties.
Why have recovered paper grades?
Recovered paper grades serve:
Classify the various types of recovered paper
Describe the type of paper included in a grade
Specify general quality requirements in the grade
Provide a basis for establishing the market value of a recovered paper grade
The market value of a recovered paper grade depends on:
Optical properties of the fibers contained (brightness, color..)
Types of fibers (chemical fibers, mechanical fibers)
Types of fibers (softwood versus hardwood)
Types of materials applied to the papers (clay coatings, wax, xerographic inks, wet strength agents……)
The presence and amounts of various other types of paper present in the grade
The presence and amount of contaminant s in the grade
Recovered Paper Prices, $/ton
Grades
Corrugated Cardboard
Old Newsprint
Box Board
Old Magazines
Mixed Paper
Sorted Office Paper
White Ledger
White Envelope
8
9
64
114
135
LTL
2/08
48
36
33
24
28
104
266
370
TL
2/08
130
108
90
4
8
57
102
121
LTL
2/09
20
18
17
12
25
93
238
331
TL
2/09
55
54
45
TL
1/10
125
100
75
ScrapIndex.com
The cost of fiber:
The cost of fiber:
Recovered
Paper
Grades
Reference
Guidelines for Paper Stock: PS-2013—Domestic
Transactions Paper Stock: Domestic Transactions
Preamble: These standards and practices apply to paper stock for repulping only and are for use in the United States, Canada, and
Mexico. Transactions may be modified by mutual agreement between
Buyer and Seller.
Basic to the Success of any Buyer-Seller Relationship is an
Atmosphere of “Good Faith.” In keeping with this, the following principles have been established:
Seller must use due diligence to ascertain that shipments consist of properly packed paper stock and that shipments are made during the period specified.
Arbitrary deductions, cancellations and/or rejections by the Buyer are counter to acceptable good trade practices.
Seller shall provide the quality of paper stock agreedupon but shall not be responsible for the use of the paper stock or of the manufactured product.
Scrap Specifications Circular, Guidelines for ….Paper Stock…
By: Institute of Scrap Recycling Industries, Inc.
Guidelines for Paper Stock: The Purchase Agreement
Quantity
Short tons, 2000 lb
Metric tonnes, 2204.6 lb or 1000 kg
Order complete when +/- 5% is shipped
Grade Specified as in the Guidelines
Packing type specified
Bales, skids, rolls, pallets, boxes, secure bundles or loose
Pricing and terms
Shipping terms
" FOB shipping point " or "FOB origin" indicates the buyer pays shipping cost and takes responsibility for the goods when the goods leave the seller's premises.
F.O.B. delivered means that the price given to the customer represents all costs needed to delivered the product to the customer's home or business
Shipping instructions
Shipping period
Scrap Specifications Circular, Guidelines for ….Paper Stock…
By: Institute of Scrap Recycling Industries, Inc.
Definitions
Out-throw:
“all papers that are so manufactured or treated or are in such a form as to be unsuitable for consumption as the grade specified”
Prohibitive Material:
material in excess of specified maximum make the recovered paper unusable as the grade specified
Any materials that may be damaging to the equipment
Sorted material must be free of food, medical, hazardous waste
Wax, unless agreed to be accepted by the buyer
Scrap Specifications Circular, Guidelines for ….Paper Stock…
By: Institute of Scrap Recycling Industries, Inc.
Example:
News, De-ink Quality #7. Consists of sorted, fresh newspapers, not sunburned, containing not more than the normal amount of rotogravure and colored sections.
Prohibitive Materials None Permitted
Total Outthrows may not exceed ¼ of 1%
Scrap Specifications Circular, Guidelines for ….Paper Stock…
By: Institute of Scrap Recycling Industries, Inc.
Grades: Some mixed grades
Grades: Containing Mechanical
Pulps such as ONP
Grades: Old Magazines, typically recycled with ONP into recycled newsprint , can be both mechanical and chemical fibers tend to have a lot of inorganic material in fillers and coatings
Grades: Unbleached kraft, such as old corrugated containers
Grades: Bleached kraft, called High grades or ledger grades, white paper such as copy paper
Grades: Also called ledger, Bleached kraft, but with colored paper
Grades: Food containers
Grades from Food Applications:
Glossary
Glossary
Lecture:
Common Contaminants in
Recovered Paper
Common Contaminants in Wastepaper
Large Junk
metals: nuts, screws, foil, cans
plastics: films, bags, envelopes dirt cloth, yard waste, leather, etc.,
Inks & toners
Stickies
Coatings
Fillers
Papermaking additives
Common Contaminants in OCC
http://www.ct.gov/dep/cwp/view.asp?A=2714&Q=324858
Printing
Approximately ½ of all paper produced is printed.
Printing is constantly changing:
New inks
New techniques
New demands on paper
Slides courteousy of Joel J. Pawlak,
NCSU.
Inks & Toners
Primary constituents
Pigments- colored portion, most often carbon black
Resins – binds the pigments to the surface of the paper, supplies gloss, resists the pigment from penetrating the paper
Solvent – makes the ink fluid so it will run on the press
Additives to provide viscosity, tack, lightfastness, oil resistance, rub resistance
Propel droplets of ink onto paper.
Often made of water, glycol, dyes, or pigments.
Most widely used computer printer and very cheap.
Ink Jet
Image: OKI Printing
Image: PC Tech Guide
Xerography
Commercially important for short run printing.
Toners are thermoplastic resins (water insoluble plastics) with carbon black
Melted onto the sheet
Produces large plastic flakes that are insoluble in water
Then heat to melt the toner to the surface of the paper.
Letter press
Letterpress- one of the oldest processes
Ink applied to raised surface only
Flexography
Flexography –
Flexible letterpress
Very few requirement for the paper
Water or solvent
Usually used for “low quality” applications
– Grocery bags
– Corrugated Container
Four Color Flexo Stack
Flexography
Offset Lithography
Lithography – Flat surface with ink absorptive and repellant areas.
Offset means the chemically modified plate doesn’t touch the paper.
Dominant share of the printing market
Ink Absorptive
Ink Repellant
Lithography
Four color litho print
Lithography
Basic Offset Lithography Printing Press
Rotogravure
Printing
Gravure
Ink transported in recesses of printing cylinder
Highest quality printing process
– Pigment: 27%
– Zinc resonate: 22%
– Toluene: 51%
Used for high quality printing like currency
Ink in Recesses
Print Plate
Inks & Toners
Type
Simple Letter
Press
Newsprint and
Offset
Component
Pigment +
Mineral Oil
Pirgment +
Soft Resin &
Mineral Oil
Drying System Ink Resin Film Particle Size
(microns)
Absorption into Web
Weak 1-15
2-30 Penetration of
Vehicle into
Web + Resin
Oxidation
Soft Film
Hard Film
Rotogravure Pigment
+Hard Resin &
Solvent
Flexographic Pigment +
UV Cured
Resin & Water
Emulsification
Pigment
+Monomer
Specialty Various
Pgiments and
Rosins
Solvent
Evaporation
Amine
Absorption,
Evaporation
UV
Photopolymeri zation
Heat set or
Other
Hard Film
Water
Resistant Film
Non swelling,
Non saponif.
Hard Film
Hard,
Coherent
Films
2-250
N/A
50-100
40+
End Products
Letterpress
Early
Newsprint
Newsprint,
Books
We Offset,
Letter Press
Magazines,
Catalogues
Newsprint inserts,
Corrugated
High Speed
Coated
Papers
Xerography
Laser Printers
Electronic
Forms
Issues with some inks
Xerographic inks (toners)
Small toner particles are melted together to form letters for instance
After pulping, these can generate large plate like particles (40-400 microns) that can not be floated or screened
Sometimes have fibers attached or are attached to fibers, are not ink-like
Issues with some inks
Water based flexographic inks in ONP:
Disperse in the water system readily but make the water black and unusable
Are too small (0.3-1 microns) and hydrophillic to be floated
Contaminant Size vs. Removal Efficiency
Stickies
Currently the most challenging problem in paper recycling
Stickies: contaminants in pulp that have the potential to deposit on solid surfaces
Typically organic materials:
Man made stickies: adhesives, coatings…
Natural stickies: pitch, resins..
May deposit on papermachine wires, press felts, dryer fabrics, calendar rolls and cause significant down-time on machine
Are hard to remove in recycling due to often having a neutral density, and an ability to flow and change shape
Stickies
Stickies
Fillers as a Contaminant
Fillers are added to paper to improve brightness, smoothness, and printability
Fillers are cheap
Fillers decrease the strength of paper
Common fillers:
clay
CaCO3
TiO2
Fillers are washed out of the pulp and lower the overall yield of the recycling process
Fines are characterized as having a length of less than 200 microns, or 0.2 mm, most filler materials are in the 0.1-10 micron range
Fillers are not desirable in some paper products such as tissue paper
Hurt softness
Hurt the creping blade during tissue making
Fillers as a Contaminant
These are calcium carbonate filler particles of about 0.7 micrometers median size.
Fillers as a Contaminant
Clay, from Hubbe (left). Clay particles magnified by an electron microscope. drainchem.com.au (right)
Papermaking Additives
Additives such as starch, gums, retention aids, etc., are lost during recycling and lower yield
Additives such as dyes can cause the fibers to not make color specifications, this is also a problem with fluorescent dyes
Wet strength additives cause the paper to be unpulpable in many cases, making the entire paper product unusable and thus, a contaminant
For instance the wet strength beverage carrier boxes that hold sodas and beers…
Coatings as a Contaminant
Coatings typically contain inorganic fillers and polymeric binders
Coating binders can behave as stickies, sometimes termed white pitch
Coating fillers are washed out of the pulp and lower the overall yield of the recycling process
Board is often coated with wax
Wax can cause recycled paper to be weak and slippery
Wax can deposit on machinery
Coating
Base Stock
Coating
What is coating?
May be any type of fiber.
Must be uniform in the MD and CD.
Low to no water resistance.
Pre-Coat
(optional)
Pre-Coat
(optional)
Coating Formulation
Coating Operations
There are three main components to a coating color:
Water
Pigment
Binder
All but the simplest formulas will have additional components known as additives such as:
Flow modifiers
Colorants
Optical Brighteners
Etc.
Coating Formulation
Coating Operations
Pigments
Pigments – the major component of the coating color. Usually made up of inorganic particulate material similar to fillers.
Typical pigments include:
Clay – most widely used
Calcium Carbonate – second most widely used
TiO
2
– high brightness, but expensive
Aluminum Oxide – usually used in combination with TiO
2
Contaminant Removal
Contaminant Size vs. Removal Efficiency
Lecture:
Collection, sorting, storage of recovered paper
Collection of Recovered Paper:
Sources
Recovered paper dealers or brokers
Directly from the site of a recovered paper collection drive
From recovered paper collection facilities owned by the recycling paper company
From paper converting facilities
From large office complexes
From stores
From individuals in their private vehicles
Collection of Recovered Paper
Commercial Recycling
Businesses supply recovered paper or board to collectors
Often collectors give businesses a baler for employees to place the paper, and a trailer, only if the volume warrants the investment
The collector and business agree on a contract about volume, pricing and length of contract
Collector picks up the paper
Collection of Recovered Paper
Typical volumes of OCC produced from different sources: http://www.ct.gov/dep/cwp/view.asp?A=2714&Q=32
4858
Collection of Recovered Paper
Residential Recycling
People put curbside waste out for disposal
Single stream recycling means that all paper, plastics, glass, and metals that can be recycled are put together
Yields of recyclables go up when people don’t have to sort at their house
Municipalities pick up single stream waste streams
Municipalities enter into contracts with material recovery facility
MRF pays for the waste stream
This material is separated for OCC, newspaper, mixed papers
Also recover aluminum, steel, glass, plastics and others
Also produces a residue
Transportation of Recovered Paper
Recovered paper can be transported by truck, barge, container, rail
Recovered paper is typically
Baled
Loose http://www.mass.gov/dep/recycle/approvals/dsconv.pdf
Warehouse Operations Bales:
ONP bales from municipal waste sorting facility
Warehouse Operations Loose Paper:
Old newspapers and old magazine warehouse
Example Bale Sizes and Weights
GRADE
No. 6 News
OMG
No. 41 Manifold
White Ledger
Mixed Office
Waste
OCC
SIZE (W H L)
36x48x60 in
30x40x72 in
30x40x72 in
30x36x60 in
30x30x50 in
30x48x60 in
WEIGHT (lb)
2000
1400
1700
1400
1000
1000
Tappi Deinking Short Course, 1995
Storage of Recovered Paper:
Warehouses
Storage of the paper in a warehouse includes protection from:
Sunlight
Wetting by rain
Fires
Excessive humidity
Aging (rotation of the inventory)
Animals
Storage of Recovered Paper:
Warehouses
Rotating the inventory can be important, for example for ONP:
Brightness of pulp decreased by 6% when the paper was aged by 3 years
Tensile strength of the paper decreased by 30-50% when the paper was aged by 3 years
Tappi Deinking Short Course, 1995
Storage of Recovered Paper:
Warehouses
The size of the warehouse depends on how much inventory must be carried, typically they run from 3-90 days of inventory
Inventory desired depends on:
Price fluctuations
Nature of contracts entered into
Short and long term supply of recovered paper
Space available for the warehouse
Availability of off-site storage
Average distance of recovered paper transportation
Operating hours for receiving paper
Capital cost of warehouse
Manpower to run warehouse
Cost of operation of the warehouse
Storage of Recovered Paper:
Warehouses
After the inventory size, other factors determine how big the warehouse must be to store bales:
Height of stacks of bales
Height allowance between top of stacks and sprinklers
Length and width of bale piles
Width of corridors
Other space requirments, such as conveyors, wire cutters, truck docks, locker rooms, offices
Areas for loose paper
Storage of Recovered Paper:
Warehouses
After the inventory size, other factors determine how big the warehouse must be to store loose paper :
Height of the recovered paper stored within the walled areas
How many walled areas
Length and width of the walled areas
Height allowance between top of piles and sprinklers
Allowance for room to allow vehicles to operate
Other space requirments, such as conveyors, wire cutters, truck docks, locker rooms, offices
Storage of Recovered Paper:
Warehouses
Prior to use or putting recovered paper into inventory, inspections are sometimes done
Bale structure
Visually inspected for appearance of unwanted papers
Checked for identification tag
Sometimes broken open and inside inspected, but not often
Storage of Recovered Paper:
Staging for Pulping
For a batch pulper,
the required number and type of bales must be assembled to meet the batch requirement
Often batches are blended, for example ONP and
OMG are added at a definite ratio (OMG assists in brightness and in deinking)
Strapping wires sometimes must be taken off and cut
Bales are often broken, providing a better inspection of the paper
Often want to rotate the inventory
Storage of Recovered Paper:
Staging for Pulping
For a continuous pulper,
the proper mix of ages and grades are assembled on a conveyhor
Wires or straps are cut and removed sometimes
Bales are often broken, providing a better inspection of the paper
Often want to rotate the inventory
Warehouse Operations Bales:
Old newspaper and old magazine warehouse
Unloading bales out of a truck
Warehouse Operations Bales:
Old newspaper and old magazine warehouse
Bales
Bobcat forklift
Bales of Recovered
Paper
Warehouse Operations Bales:
Old newspaper and old magazine warehouse
Moving a Bale
Bales of Recovered
Paper
Warehouse Operations Bales:
Raw material for a municipal waste sorting facility
Warehouse Operations Bales:
Bales of old newsprint coming out of a baler at the MRF
Warehouse Operations Bales:
ONP bales from municipal waste sorting facility
Warehouse Operations Bales:
Mixed Bales from municipal waste sorting facility
Warehouse Operations Bales:
Low quality OCC from municipal waste sorting facility
Warehouse Operations Bales:
OCC from municipal waste sorting facility
Warehouse Operations Bales:
Low quality mixed waste from municipal waste sorting facility
Recovered OCC bale storage
Recovered OCC bale storage
Bobcat with front clamps
Loading OCC bales on pulp conveyor
Wire bale cutter
Pulp conveyor
Bale falling into pulper
Pulper
Bale falling into pulper
Pulper
Warehouse Operations Loose Paper:
Old newspapers and old magazine warehouse
Warehouse Operations Loose Paper:
Old newspapers and old magazine warehouse
Warehouse Operations Loose Paper:
Old newspapers and old magazine warehouse
Warehouse Operations Loose Paper:
Pre-consumer old magazines
Warehouse
Operations
Loose Paper:
Old newspapers and old magazine warehouse
Outdoor storage of bales uncovered:
ONP Recycling mill in South
Africa
Outdoor storage of bales covered:
ONP Recycling in Canada
Lecture:
Papermaking fiber types and the effect of recycling on strength properties
Effect of Recycling on Fiber
Properties
Learning objectives
Understand how recycling affects chemically pulped fiber
Understand how recycling affects mechanically pulped (lignin containing) fibers
Different Wood Pulping Mechanisms
NO LIGNIN
REMOVAL
SOME LIGNIN
REMOVAL
TOTAL LIGNIN
REMOVAL
MECHANICAL
PULPING
SEMI-CHEMICAL
PULPING
CHEMICAL
PULPING
Effects of Recycling on Chemical Pulps
Mechanical damage
Loss of fines
Hardening and stiffening (hornification)
Weakening of bonding
less fiber conformability
less absorptive
loss of hemicellulose
Decreased cleanliness
Effect of Virgin Chemical
Pulping
Fiber wall structure as in the tree.
Chemical pulping removes lignin from cell wall. The cell wall is swollen with water when refined.
Hornification: Irreversible
A Wet kraft fiber before drying
B 30% consistency (Irreversible processes begin to occur)
C 30-75% consistency
D >75% consistency
Hornification: Irreversible
Never Dried
Fiber
Rewetting
Fiber Swollen
With Water
Dried Collapsed
Fiber - Hornified
Does not Re-swell
Effect of Recycling on Chemical Pulps
Chemically pulped fibers that have never been dried:
have the ability to swell with water which makes the fibers flexible can be mechanically treated (refining) to increase the swelling and flexibility
The flexible never dried fibers are able to conform in the paper sheet which increases the fiber bonded area making strong paper
When dried, the fibers become rigid, termed hornification
They do not swell on re-wetting as much
They do not bond as well in paper
Effect of Recycling on Chemical Pulps
Previously dried fibers, upon exposure to water, do not swell and do not become flexible
These rigid fibers break upon refining: causing fines
When paper is made, the rigid fibers do not conform in the paper sheet and the resulting low fiber bonded area produces a weak sheet
Flexible Fibers Stiff fibers
Effects of Recycling on Chemical Pulps
Effect of Recycling on Mechanical Pulps
Wood containing pulps from mechanical pulping processes have lignin (a three-dimensional crosslinked polymer) which makes fiber walls stiff and deters water swelling
The stiff, somewhat round cross section fibers make virgin paper with low fiber bonded area and weak fiber bonds
Therefore, the strength of never dried mechanical pulps is generally lower than of never dried chemical pulps
Recycling may improve properties of mechanical pulps by flatening and flexiblizing the fibers
“Different behavior than chemical pulps on recycling”
Effect of Recycling on Mechanical Pulps
1st Use
80 %
20%
2nd Use
70 %
30%
3rd Use
60 %
40%
Effects of Recycling on Mechanical Pulps
10
9
8
7
6
5
4
3
2
1
0
0
Paper Strength vs. Number of Times Recycled
(Howard and Bichard, 1st Res Forum on Recycling, Oct 1991, CPPA)
Bleached Kraft (Chemical Pulp)
Groundwood (Mechanical Pulp)
1 2 3
Number of Recycles
4 5
Effects of Recycled Fibers on the
Papermaking Process
Lower freeness: decrease machine speeds or add drainage aid
Lower paper strength: more sheet breaks
Low efficiency of chemical additives (fines and anionic trash)
Increased deposits
Decreased cleanliness
Refining of Recycled Fibers
Because recycled fibers are more brittle, the refining process that is used must be of low intensity in order to avoid too much fiber cutting and fines generation
Lecture:
Basic Paper Recycling process terms
Learning objectives
•
Understand the following terms
Moisture Content
Consistency
Dissolved solids
Charge on Pulp
Yield
pH
Moisture content (%)
•
Some slides in this section courtesy of Dr. Med Byrd and Dr. Hasan Jameel at PSE
NCSU
Moisture content (%)
•
•
•
•
Paper is hygroscopic, meaning it has a natural tendency to absorb
The MC in paper depends on the humidity of the air
The MC in paper depends on the composition of the paper
Ref: The Effect of Moisture on Paper. Helen U.
Kiely, Chief Chemist American Writing Paper
Company, Inc. 1927. The text contained herein was written by Helen U. Kiely, and delivered by
Joseph H. Burgen before the Joint Session,
Connecticut Valley Mill Superintendents and
Printing House Craftsmen, March 5th, 1927.
Consistency
•
•
•
•
•
The term consistency, as used in the pulp and paper industry, is defined as the percentage of weight of oven dry fibrous material in stock (pulp and additives) and water
.
It is very similar to % solids, the difference is that % consistency only measures the suspended materials and not the dissolved solids.
Fibers in water: suspended solids
Table salt in water: dissolved solids
When fibers are involved, consistency is the more appropriate term to use.
Consistency
The definition of consistency may be expressed as:
Stock
• Fibers
• Liquor
• Water
• Dissolved solids
Consistency
•
When you think about it, knowing the dry fiber content of a given process stream is critical.
We measure production rate based on dry fiber, not water.
We dose (charge) chemicals into the process based on dry fiber, not water.
We calculate the yield of a given process based on dry materials, not water.
But most of our process streams have both water and fiber !
Consistency
•
•
The moisture-free portion of a given sample of pulp or pulp slurry is known as the oven-dry (OD) weight , sometimes known as the bonedry (BD) weight .
It is standard in our industry to use an oven at 105 C to gently dry samples for consistency testing, until they no longer lose weight.
T 240 om-88. The hand sample method consists of manually selecting and weighing a representative sample, removing the water, drying the sample, and weighing the remainder.
• Fibers
Stock • Water
• Liquor
• Dissolved solids
Consistency: Example 1
• A scoop is used to take a sample of pulp slurry from an agitated tank that is known to have 44,000 pounds of total slurry in it.
•
The contents of the scoop are weighed, and the weight is 385 grams. The sample is put into a beaker and placed in an oven at 105 C overnight, so that all the water is driven off. In the morning, the dry contents of the beaker are weighed, and the weight is 23.2 grams (more properly, 23.2 OD grams).
A. What is the consistency of the tank contents?
B. What is the total dry fiber content of the tank?
Consistency Example 1
Part A.
Consistency Example 1
Consistency Example 2
Types of Consistency Sensors
Pressure Drop
Mechanical – static or rotating
Optical
Microwave
Sonar
Increasing accuracy
Increasing cost
Pressure Drop
Locate two pressure taps some distance apart in stock line
Thicker stock increases friction loss, causing higher pressure drop
Correlate pressure drop with consistency
Works only on thicker stock (2-10 % consistency)
Calculated
Consistency
Smart
Controller
P Tap 2
Stock Flow
Tap 1 P
Mechanical -- Static
As stock gets thicker, drag on items in line gets higher
Insert wheel, paddle or other linkage into stock flow; attach to strain gauge; correlate drag/strain with consistency
Good for thick stock
Newer models very reliable and repeatable
Mechanical -- Rotating
A small impeller or wheel is driven in the stock stream
The force required to drive it or the resistance is measured and correlated to consistency
Reportedly more accurate and less prone to plugging/fouling than the static sensors
Mechanical -- Rotating
Optical
Most popular method for bleached stock; very accurate
Polarized light source directed into stock stream; detect how much reflected back
As consistency rises, reflected light increases
Works best on bleached stock and thin stock (down to 0.1 % consistency)
Calculated Consistency
Polarized
Light Source
Stock Flow
Detector
Microwave
New sensor type -- even more accurate than optical, and reportedly more robust
Works on bleached or unbleached stock
Not sensitive to filler content
Works on thicker stock
Based on attenuation of microwave signal
Microwave Source
Stock Flow
Detector Calculated Consistency
Sonar
Newest sensor type
Emitter sends acoustic signal down pipeline
Based on reflected signal, an amazing amount of information can be gained
Velocity
Volumetric flow
Consistency
Amount of entrained air
Consistency
Consistency, % Moisture
Content, %
Description
0 – 6 % 100 – 94 % Known as low consistency stock
– slurry behaves like water
Is easily pumped with normal centrifugal pumps.
Where Found
Pulp mill – blow tank, stock lines, screens, washer vats
Paper mill – stock preparation, refining, headbox, after gravity drainage zone on fourdrinier
6 – 18 % 94 – 82 % Known as medium-consistency stock – stock starts to behave more like a solid mush than water
Little to no free liquid drains from it when held in the hand; must be pumped with special pumps
Pulp mill – washer discharge mat, bleaching reaction towers, storage tanks (known, unfortunately, as highdensity storage tanks)
Paper mill – after vacuum zone on fourdrinier
18 % and higher
82 % and lower
Known as high-consistency stock
– stock behaves like a crumbly solid; feels damp
No free liquid can be squeezed out by hand; usually move by conveyor or screw.
Pulp mill – high-consistency oxygen bleaching reactor (if used)
Paper mill – after press section of paper machine (50 %), after dry section of paper machine (95 %)
Relationship between
Moisture Content and Consistency
Consistency (%) + MC (%) = 100 %
The Moisture Content of a sample is equal to
(100 % - Consistency, %).
The Consistency of a sample is equal to
(100 % - Moisture Content, %).
DISSOLVED SOLIDS
Stock
• Fibers
• Liquor
• Water
• Dissolved solids
MASS AND VOLUME IN
PAPERMAKING
• In the paper industry, it is always important that we know how much dry fiber is either contained in a given place (a tank, a batch) or how much is flowing through a pipe or system.
•
This means that we need to know the MASS of what is in the place or moving past some point in time.
•
The funny thing is this: we don’t normally measure mass or mass flow rate – it’s much easier for us to measure volume or volumetric flow rate.
•
We need to learn to convert between volume and mass
Convert Volume to Mass:
EXAMPLE 3
Convert Volume to Mass:
EXAMPLE 3
Convert Volume to Mass:
EXAMPLE 3
Charge on Pulp
•
Chemicals are added to pulp as a fraction (or percentage) of the oven dry solids in the pulp, which is called a “charge on pulp”
•
For instance, a deinking chemical might be said to be charged at
2% on pulp
•
What that means is that the mass of the deinking chemical to add is equal to 0.02*(OD mass of the fiber )
•
Example, we have 1000 lbs of pulp stock at 10% consistency and we want to charge a bleaching chemical at 5% on pulp, how much of the bleaching chemical do we charge?
•
Answer,
• the amount of OD fiber is 0.1*1000 lb total pulp stock = or 100 lbs of OD fiber
• If we charge 5% of the bleaching agent then we charge
0.05*100 lbs of OD fiber = 5 lbs of bleaching agent to add
YIELD
•
Yield is defined as the amount of product that comes out of some process, relative to the amount of material that went into the process.
•
In the paper industry, yield is ALWAYS defined in terms of moisture-free material going in or out – that is, it is based on dry fiber (oven dry).
•
Yield is important, because it helps us understand where our raw material is going – how much is lost during screening, how much is dissolved during bleaching, how much is lost during washing, etc.
YIELD EXAMPLE
pH
pH stands for “potential of hydrogen” and refers to the concentration of hydrogen ions (H + ) in water or whatever liquid is being measured.
In more everyday terms, pH is a unit of measure for determining if a liquid is acidic or basic (alkaline). Something that is neither acidic nor basic is referred to as neutral.
You may have encountered the term pH in relation to the water in a fish tank or swimming pool. Bad things can happen when pH levels are either too high or too low.
THE pH SCALE...
How is pH measured in numbers?
pH is measured on a scale of 0.0 to 14.0.
Numbers < 7.0 = acidic
Numbers > 7.0 = basic
A pH of 7.0 indicates a neutral liquid pH= -log [H + concentration]
If the amount of H + goes up 10X, the pH only decreases by 1.
The power of the log scale
pH
Adding acids or bases to water changes its pH.
Acids lower the pH of water by increasing the
H+ concentration.
Acid examples: sulfuric acid (H
2
SO
4 acid (HCl), vinegar (acetic acid, CH
3
), hydrochloric
COOH)
Bases raise the pH of water by increasing the
OH- concentration.
Bases examples: caustic (NaOH, sodium hydroxide), ammonia (NH
3
)
Lecture:
Pulping of recovered paper
Pulping of recovered paper
Definition
Pulper : A device whose main objective is to convert recovered paper into a slurry of well
separated fibers and other waste paper
components.
Pulping of recovered paper
The pulping operation is the first and probably the most critical operation in paper recycling.
Proper pulping is a requirement if unit operations downstream (cleaning, screening, flotation…..) are to be effective.
Incorrect pulping conditions can irreversibly damage fibers making them inappropriate for papermaking uses.
Pulping
Main Function :
Disperse recovered paper into separated fibers.
Several sub-objectives that are also important :
1. Detach contaminants from fibers.
2. Mix paper with water and chemicals at the correct ratios.
3. Maintain contaminants as large as possible to aid subsequent removal processes.
4.
Avoid damage to the fibers (fiber cutting).
5. Removal of large debris from system.
Basic Pulping Categories :
Batch vs. Continuos Pulping
Batch Pulping : The feed recovered paper, water and chemicals are all charged at the beginning of the process and are removed all at once at the end of the process. The batch process is repeated.
Continuos Pulping : The feed recovered paper, water and chemicals are continuously added to the pulper and at the same time, the pulped product is also being continuously removed.
Basic Pulping Categories :
Low vs High Consistency
Consistency (solids) 100 * solids wt solids wt + liquid wt
= % K
Low Consistency Pulping
:
Typically from 3-6 % K. Produces a relatively easily pumpable fluid. The fluid is
“pourable”.
High Consistency Pulping: Typically from 8 - 18 % K. Produces a thick, slurry that will not flow under the influence of gravity alone.
General Parts of a Pulper
1. Wastepaper feed method (conveyor).
2. Pulper tub.
3. Rotor - spinning device for agitation, mechanical energy input
to the system.
4. Baffles - protrusions to assist in mixing and prevent swirling.
5. Dilution water.
6. Pulper exit.
Forces in a Pulper
Mechanical Forces
These are caused when the fast moving rotor impacts material in the relatively slower body of pulp stock around it.
Faster rotor speeds cause more intense mechanical forces in the pulper.
Pulper Forces
Hydraulic Forces :
These are caused by the motion of fluid that is caused by the spinning rotor (not by the direct impact of the rotors).
When two adjacent portions of a fluid are moving in different directions ( or at different speeds) a shear force is present. An example in the picture would be at point A.
A
Forces in a Pulper
Attrition
Mechanical shearing forces that occurs between the moving rotor and a static extraction plate near the rotor.
The rotor forces fiber bundles between the rotor and extraction plate. Intense hydraulic forces act to cut the fiber bundles and fibers. This can cause significant damage to fibers.
Used only for low % K pulping because the pulp must be screenable.
Low Consistency Pulping
Consistency from 3 -6 %.
Low profile rotor that rotates at high speeds.
Motion of rotor causes a vortex of pulp stock. The baffles are used to improve mixing.
High mechanical force due to impacts of rotor can damage fiber and break contaminants.
Pulper Types: High Consistency
Typically 8-18 %.
High profile rotor used. The helical screw type rotor is needed to “pull down” the non-fluid like high % K stock, from the top to the bottom of the pulper.
At the high % K, fiber-fiber
(solid-solid) rubbing dominates the forces experienced in the pulper.
Comparison of Low vs High Consistency Pulping
Rotor/ tank volume is much higher for high % K pulping. This is needed to maintain proper motion of non - fluid pulp stock at high % K.
Specific power is higher for high % K due to the higher viscosity pulp stock that must be pulped.
However, the specific power consumption per ton of paper is significantly lower for high % K pulping.This is due to high % K pulping having more tons of fiber for the amount of same pulping volume as a low
% K pulper. Also, the relatively less amount of water at high % K pulping causes less energy to be expended on moving water.
Comparison of Low vs High Consistency Pulping
Rotor speed is slower for high % K, causing less damage to fibers via mechanical forces of rotor.
Attrition forces are not used for high % K pulping. This decreases fiber cutting and contaminant breakage.
RESULTS of above: higher tensile, burst and tear strength for high %K pulping
High consistency pulping includes more fiber to fiber rubbing.
RESULTS of above: This action increases detachment of contaminants from fiber surfaces. The detachment of ink from fibers is especially important for washing and flotation deinking.
Comparison of Low vs High Consistency
Pulping
Printing and writing grades consist of a high content of fully bleached hardwood and softwood fibers that are susceptible to damage => gentle high consistency pulping is preferred
Further printing and writing grades need ink detachment => high consistency pulping with lots of fiber-fiber rubbing is preferred
OCC recycling, a historically older technology, typically has low consistency pulping because unbleached fibers are less susceptible to damage
Screening and Junk Removal in Pulper
One of the sub- objectives of pulping is to remove large debris that enters the system.
Examples of large debris :
wood
wet-strength paper
plastics
baling wire
nails and bolts
The removal of debris serves two important functions.
Protects equipment downstream from damage.
Prevents plugging of downstream equipment.
Examples of Debris Removal Methods
Different pulpers have different methods to remove debris, examples of common methods follow.
High Consistency Batch Pulping
HC pulper with Dilution Zone
HC pulper with Detrasher
Low consistency Pulping
Continuos Low consistency pulper with Ragger and junk tower.
Continuos Low consistency pulper with a de-trashing system
High Consistency Batch Pulper with
Dilution Zone
The pulper is designed so that during pulping at 15 -
18% K the pulper volume is only partially full.
At the end of the pulping cycle, dilution water is added to achieve a 5 - 6 % K.
After dilution, accepted stock passes through an extraction plate with holes about 3/4 - 1 inch diameter.
Finally, large debris is flushed from the pulper through a large rejects opening on the side.
High Consistency Batch Pulper with
External Detrasher
The pulper is “full” at high consistency during pulping.
At the end of the pulping dilution water is added at the bottom of the pulper diluting the pulp in the bottom to less than 6 %.
A large opening on the bottom/side of the pulper is used as the exit for the pulper contents.
The pulp and debris are separated by an external detrasher.
Note : There is no extraction plate in the pulper.
Note: drawing not to scale.
Continuos Low Consistency Pulper with
Ragger and Junk Tower
Low consistency continuos pulper typically have an extraction plate that accepts pulped fibers and rejects debris and unpulped flakes.
The extraction plate/ rotor can cause attrition, resulting in fiber cutting.
A junker is used to collect unpulpables such as bolts or rocks.
This debris is thrown out of the pulper into a junk tower where it is removed.
A ragger is also used in many cases to remove bale wire, strings, plastics, etc. The ragger is a continuos “rope” formed by entangled debris. The “rope” is continously pulled out of the pulper and cut into sections and disposed.
Common in OCC mills.
Recovered OCC bale storage
Loading OCC bales on pulper conveyor
Wire bale cutter
Pulper conveyor
Bale falling into pulper
Pulper
Ragger removing debris from the pulper surface
Ragger pulling rejects
out of pulper
Junker Claw
Continuos Low Consistency Pulper with
Ragger and Junk Tower
Low consistency continuos pulper typically have an extraction plate that accepts pulped fibers and rejects debris and unpulped flakes.
The extraction plate/ rotor can cause attrition, resulting in fiber cutting.
A junker is used to collect unpulpables such as bolts or rocks.
This debris is thrown out of the pulper into a junk tower where it is removed.
A ragger is also used in many cases to remove bale wire, strings, plastics, etc. The ragger is a continuos “rope” formed by entangled debris. The “rope” is continously pulled out of the pulper and cut into sections and disposed.
Common in OCC mills.
Example Detrashing Process
recycle
Light rejects
Rotor with screen plate
Heavy rejects
Accepts
Drum Pulping
A continuos, high consistency pulping method.
Most often used for pulping old newsprint.
Consists of an inclined rotating drum 11 -17 rpm through which the paper/ pulp travel down. The drum is very large approximately
10 feet high and 100 feet long.
High Consistency Drum Pulper
Conveyor
High % K
Zone
Screening
Zone
Rejects
Accept
Pulp
Drum Pulping
Two Zones
High Consistency pulping zone
Low consistency pulping zone.
High Consistency Pulping Zone
Paper ,water and chemicals added to ^ 15% K.
Baffles on the walls of the drum lift the paper and drop causing defibering in a gentle manner.
Low Consistency Screening zone
Water is added to dilute stock 3-
4% K.
Pulped fibers pass through 6 mm holes and are accepted from the pulper.
Large rejects continue through the pulper and are4 discharged at the end.
Drum Pulping
Two Zones
High Consistency pulping zone
Low consistency pulping zone.
High Consistency Pulping Zone
Paper ,water and chemicals added to ^ 15% K.
Baffles on the walls of the drum lift the paper and drop causing defibering in a gentle manner.
Low Consistency Screening zone
Water is added to dilute stock 3-4% K.
Pulped fibers pass through 6 mm holes and are accepted from the pulper.
Large rejects continue through the pulper and are4 discharged at the end.
Overview
Rejects
Advantages
Gentle pulping keeps contaminants large and minimizes fiber degradation.
Simple operation that includes screening.
Disadvantages
High capital cost.
Not an aggressive pulping method
(example: cannot pulp wet strength papers).
Drum Pulping
rejects exit
Paper Feed
External Pulping Complementary
Equipment
Often the pulper is within a loop
Some operations may send back material to the pulper to be further pulped
Some operations aid in the removal of large debris
Other operations add more mechanical action to assist in pulping
High density cleaners
High Density Cleaner: removes large heavy rejects from pulp
Objective: separate large heavy contaminants from fibers to protect downstream equipment from damage and pluggage
How it works: centrifugal forces separate materials mainly due to density/size
Feed
Light weight
Rejects
Detrasher
Heavy
Rejects out the back
Accepts
Example detrashing unit
Top View
Objective: pulp unpulped pieces of paper/board and separate contaminants using a screen or centrifugal forces to protect downstream equipment from damage and pluggage
Deflakers
Objective: impart mechanical energy to break up flakes of unpulped material.
Pulping Summary
Several methods to pulp
Main objective: defiberize
Secondary Objectives:
Remove Large Debris
Detach contaminants
Not destroy fibers
Mix
Final Thought: If pulping is not done properly, subsequent processing steps will be ineffective and product quality will be unacceptable
Lecture:
Screening
Screening
Screening separates contaminants based mainly on size, but also on shape and deformability
Performed by presenting a barrier for large contaminants (slots or holes) that allow fibers to pass through
Screening
0.001 inch = 1 Mil = roughly 25 microns = .025 mm
Modes of Removal
1.
Stiff particles with all 3 dimensions larger than width of slot or diameter of hole are rejected
2.
Stiff particles with one or two dimensions smaller than width/diameter have a probability of rejection.
Rejection Probability, %
100%
50%
0%
1-dimension (rod)< slot size
2-dimension (plate) < slot size
1 2 3 4 5
Number of screen contacts
Screening Types and Conditions
Screen
Type
Screen
Openings, mm
Rotor circumference speed,m/s
20-30
Consistency Range
MC
<6%
Yes
MC
<4.5%
LC
<1.5%
Disk Hole
2-3
Cylindrical Hole
0.8-1.5
Cylindrical Slot
0.1-0.4
10-30
10-30
Yes
Yes Yes
Screening
Types of perforations
coarse holes .110 in or 2.7 mm
fine holes .060 in or 1.52 mm
coarse slots .010 in or .254 mm
fine slots .006 in or .152 mm
Also, the fibers offer a resistance to passage, related to the consistency
Example of Disk Screen
Pressure screen
Pressure Screen Principle to Prevent
Blinding of Screen
The leading edge of the rotating foil accelerates the stock.
The negative pulse under the sweeping foil momentarily reverses the flow, effectively purging the screen openings.
Pressure Screen Flow
Configurations
Holes
Slots
Contoured
Screen Plates
Effect of Reject Rate & Plate
Opening on Screen Cleanliness
Screening Factors
Screening Factors
Screen Performance Variables
Stock characteristics
fiber type, debris characteristics, debris level
Screen design
flow configuration, plate cleaning mechanism, perforation type (holes or slots), rotor speed
Operating variables
stock flow rate (pressure drop across screen), feed consistency, reject rate, screen plate perforation size, stock temperature, dilution flow to screen
Screening
Screen Layout:
Always have cascaded screens to save fiber.
Primary Screen
Accepts
Secondary Screen
Tertiary Screen
Rejects
Open Gravity Screen
Summary Pressure Screen:
Objective: separate large contaminants from fibers
Can act as barrier screen or probability screen
Typically cascaded to save fiber
Typical conditions to promote increased throughput can have negative impact on cleanliness efficiency.
Lecture:
Centrifugal cleaning
Centrifugal Cleaning
Remove impurities from the pulp stream based mainly on density
Centrifugal cleaners remove
metals
inks
sand
bark
dirt
etc.,
Centrifugal Cleaning
Principles of operation
Centrifugal cleaner uses fluid pressure to create rotational fluid motion in a tapered cylinder
Rotational movement causes denser particles to move to the outside faster than lighter particles
Good fibers carried inward and upward to the accepted stock inlet
Dirt held in the downward current and removed from the bottom
Three Basic Cleaner Types:
High Density Cleaner: separates very large, heavy contaminants such as rocks, staples, glass. Used after pulping (early in the process) to protect downstream equipment. Diameter = 300-700 mm.
Forward Cleaners: separates fine, heavy contaminants such as a sand and inks. Also called cyclones, hydrocyclones, or cleaners. (Described above) Diameter = 70-400 mm
Through Flow Cleaner: separates fine, light contaminants such as glues, adhesives, plastics, foam. Also called light-weight cleaners or reverse cleaners. Diameter = 100-400 mm
Many other variations………….
Types of Cleaners: Functional Differences
Consistency
HC cleaner: 2-4.5% K, MC: 1-2, LC: 0.5-1.5
Centrifugal Acceleration
(acceleration due to gravity =9.8 m/s2)
HC cleaner: <60 g, MC: <100g, LC: <1000 g
Reject Rate by mass/stage
HC cleaner: 0.1-1% , MC: 0.1-1%, LC: 3-30%
Centrifugal Cleaner: Features and Flow
“Bank Arrangement” of Cleaners
Accepts Header
Feed Header
Rejects Header
Several cleaners are piped in parallel fashion.
A single cleaner is not capable of providing enough through put for typical industrial flows.
Forward Cleaners
Canister
Cleaners
Cleaners Pump
Typical Cleaner “Curve”
Separation Ratio: m(in) – m(acc) / m(in) m= mass flow contaminant
Effective
Separation
Equal
Distribution
Reject Ratio: OD mass flow reject / OD mass flow inlet
Cascade Arrangement of Cleaners
Dilution Water
ACCEPTS
FEED
Primary
Cleaners
Secondary
Cleaners
Dilution Water
Dilution Water
Tertiary
Cleaners
REJECTS
High Density Cleaner
High density cleaners
Rejects
Through Flow Cleaner: removes low density contaminants
Feed
Also note, that reverse cleaners are another type of cleaner used to remove low density contaminants.
Reverse cleaners look like a forward cleaner except the top middle port is the rejects (and is smaller) and the bottom cone tip is the accepts (but is wider), picture not shown here.
Accepts
Thru-flow cleaners
Centrifugal Cleaner Performance Variables
Stock Characteristics
fiber type
contaminant characteristics (size, shape, density), dirt level
Cleaner Design
body diameter, feed inlet configuration, accept diameter, cylindrical section height, cone angle, spiral grooves application, reject rate control method (fixed orifice and back pressure)
Parameters Affecting Hydrocyclone
Cleanliness Efficiency
Operating
Variable increase in:
Pressure Difference
Volumetric Flow
Cyclone Diameter
Consistency
Flake Content
Temperature
Reject Rate
Flushing Flow
Cleanliness
Efficiency
Incr/Decr
Incr/Decr
Decrease
Decrease
Decrease
Increase
Increase
Decrease
Sensitivity to
Variable
High
Medium
High
High
Medium
Low
Medium
Medium
Effect of Particle Properties on Separation
Particles with large density differences wrt water are removed more effectively
Particles with density near 1 g/cm 3 may separate from fibers
Larger particle at same density will be removed more effectively than smaller particle
Particles of the same density but with favorable hydrodynamic shape (c w
A p
) separate more effectively, eg, a sphere is better than a flat plate, since rejected particles must swim against the main currrent towards the accepts
Fundamentals
Force balance on a single particle in a hydrocyclone axial
F d
F d
F c
F g radial
Radial direction:
–
Net centrifugal force ↔ Drag force
Axial direction:
–
Net gravitational force ↔ Drag force
Tangential direction:
– Assume: particles move along with fluid
Fundamentals
One dimension analysis of single particle
F d F c
(or F g
)
Assume the time for particle to reach its terminal velocity is very brief m
⋅ dU s
= dt
F c
( or F g
)
−
F d
0
=
F c
( or F g
)
−
F d
F c
( or F g
)
=
F d
Particle slip velocity,
U s
= velocity of water – velocity of particle
Net centrifugal force
Drag force
ρ p u t
2 r
− ρ l u t
2
V p r
=
1
2
ρ l s
2
U A C d
U s
=
2 u t
2 V p r A p
ρ p
− ρ l
ρ l
1
C d for radial direction
C d
= drag coefficient r
= radial position
V p
= volume of particle
ρ ρ l
= density of particle and fluid u t
= tangential velocity of fluid
A p
= projected area of particle
Fundamentals
Why is the slip velocity important ?
For high U s
U s
For low U s
U s
=
2 u t
2 V p r A p
ρ p
− ρ l
ρ l
1
C d
“
Reject stream
”
U s
“
Accept stream
”
High u t
(tangential velocity)
High ρ p
(particle density)
Low C d
(drag coefficient)
Object tends to be rejected
Cleaner Summary
Several types of cleaners
Objective: remove high/low density contaminants
Must reject material to operate effectively
Several forces/operational variables/particle characteristics that combine to determine effectiveness in removal