Section 4. IC Technology and Packaging Trends
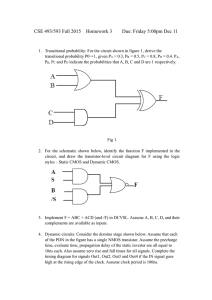
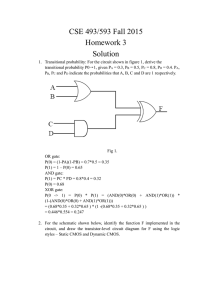
advertisement

4 IC TECHNOLOGY AND PACKAGING TRENDS MARKET OVERVIEW In 1970 bipolar ICs represented almost two-thirds of the total IC market (Figure 4-1). In 1995, however, bipolar ICs accounted for only about 12 percent of the IC dollar volume shipped. Marketshare (Percent) Process Technology Characteristics 1970 1980 1994 1995 (EST) 2000 (FCST) MOS: 31 5 — — — Obsolete 2 37 1 <1 <1 CMOS Mainstream technology, extensive research has solved inherent difficulties (e. g., latch-up, slow operation) 2 10 78 79 90 BiCMOS Offers both MOS and bipolar advantages. High cost/complexity limits applications. — — 5 8 3 ECL Fastest silicon-based process, competing with GaAs. Becoming obsolete. 3 3 1 <1 <1 TTL Slow, obsolete 29 8 <1 <1 — S/LS TTL Mainstream bipolar logic, under pressure from MOS ASICs 7 13 2 1 <1 LINEAR Mainstream analog technology, some competition from CMOS, especially in A/D converters and amplifiers, and GaAs 26 24 12 10 6 Cost competitive with ECL. Will be used especially for analog applications in the future. — — <1 <1 <1 PMOS Slow, obsolete NMOS/HMOS Bipolar: GaAs: Source: ICE, "Status 1996" 11218S Figure 4-1. Marketshare Overview of Process Technology As shown, five of the nine technologies listed in Figure 4-1 were either obsolete in 1995 or will be by 2000. These technologies include PMOS, NMOS, ECL, TTL, and S/LS TTL. Systems houses would be wise to stay clear of designing-in ICs that use any of these five technologies, especially if the system is intended to have a long lifetime. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-1 IC Technology and Packaging Trends No technology of the past has dominated the IC marketplace like CMOS does now. ICE estimates that ICs produced using CMOS will represent 90 percent of the total merchant market IC dollar volume in 2000 (Figure 4-2). Other 3% Bipolar 7% Bipolar 12% Other 9% 1995 $128.5B CMOS 79% 2000 $331.9B CMOS 90% Source: ICE, "Status 1996" 20282A Figure 4-2. CMOS, Dominant IC Process Technology It is interesting to note the small marketshare ECL-based ICs have held over the past twenty-four years. It seems that in the past, and into the future, although ECL ICs are the fastest silicon-based devices available, the high power dissipation and high cost of ECL circuitry will relegate it to only a niche process technology. ECL IC sales are forecast to represent less than one-half of one percent of the dollar volume sold in 2000. From 1995 to 2000 ICE forecasts that BiCMOS ICs will show an –5 percent CAGR ($10.7B to $8.4B). Moreover, BiCMOS ICs will represent only three percent of the total IC market and will still be considered a high-performance niche technology. Figure 4-3 shows the major IC process technologies and their positions on the bell-shaped lifecycle curve. ECL technology is now approaching the “obsolete stage.” CMOS technology has been in the “maturity” stage since the mid-1980’s. Moreover, ICE expects that CMOS will still be in the maturity stage well into the twenty-first century. As of 1995, there was no new technology that showed the potential to dethrone CMOS as the mainstream IC process in the foreseeable future. Cost effectiveness, steadily increasing performance, and consistently high levels of investment in research and development by the IC manufacturers will keep CMOS the mainstream technology throughout the 1990’s and beyond. Figure 4-4 shows the IC process technology marketshare trends from 1982 through 2000. This illustrates very clearly how CMOS technology has become the dominant process at the expense of NMOS and bipolar digital. CMOS ASICs and standard logic will continue to replace TTL, and CMOS DRAMs and microprocessor products have replaced NMOS DRAMs and most MPU 4-2 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends devices. Considering the enormous expense of a fab facility and the increasing complexity of the IC technology, non-CMOS processes have become a luxury that most IC producers cannot afford. CMOS BIPOLAR ANALOG S/LS TTL GaAs ECL BiCMOS Diamond HMOS SiGe TTL PMOS NMOS Introduction Growth Maturity Saturation Decline Source: ICE, "Status 1996" Obsolete 16809G Figure 4-3. Process Technology Lifecycle (1995) ($) <1% <1% 100 4% ECL 90 19% <1% <1% GaAs AND OTHER BIPOLAR 4% TTL AND OTHER 12% BIPOLAR ANALOG 20% 2% 1% 10% 12% 80 70 <1% <1% ECL TTL 6% <1% <1% PERCENT 22% 60 <1% PMOS 2% 50 24% 79% 78% 40 MOS 90% NMOS 41% 30 20 39% BiCMOS CMOS 10 12% 8% 5% 0 1982 $10.2B Source: ICE, "Status 1996" 1994 $90.3B 1987 $29.0B 1995 $128.5B YEAR 3% 2000 $331.9B 12070R Figure 4-4. 1982-2000 IC Technology Trends INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-3 IC Technology and Packaging Trends Figures 4-5 and 4-6 show the MOS market as expressed in dollars. The popularity of CMOS compared to NMOS, PMOS, and BiCMOS is very evident here. ICE forecasts that BiCMOS and CMOS will represent almost 100 percent of the total MOS market in 2000. CMOS became the technology of choice for MOS memory as density reached and surpassed 1M. All 1M and denser DRAMs are produced using CMOS technology and ICE believes that nearly all of the VLSI and ULSI memory devices of the future will be CMOS or BiCMOS. 100 4% PMOS 90 1 % <1% <1% <1% 80 39% NMOS PERCENT 70 60 74% 89% 50 97% 93% 40 30 60% 20 10 BiCMOS CMOS 22% 10% 6% 0 1982 $5.5B 1987 $18.4B 1994 $76.6B 1995 $112.5B 3% 2000 $307.3B Year Source: ICE, "Status 1996" 12072R Figure 4-5. 1982-2000 MOS Technology Trends Bipolar technology market trends are shown in Figure 4-7. The “ECL” and “TTL and Other” segments of the bipolar market are forecast to decrease in magnitude as well as in percent of the total. CMOS ASICs and standard logic are replacing many of the TTL devices. Figure 4-8 shows the continued decline in the TTL logic segment that is forecast to occur throughout the 1990’s. Overall, although the bipolar segment is rapidly shrinking in marketshare (from 12 percent in 1995 to only about six percent in 2000), the total bipolar dollar volume is forecast to display a six percent CAGR from 1987 to 2000. 4-4 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends Technology 1987 - 2000 CAGR (Percent) 7,350 1,100 880 320 –21 11,050 70,885 100,905 298,530 29 — 4,605 10,700 8,425 18,400 76,560 112,485 307,275 BiCMOS Total 2000 ($M) (FCST) 1994 ($M) NMOS and PMOS CMOS 1995 ($M) (EST) 1987 ($M) 11 * 24 *CAGR from 1994-2000 Source: ICE, "Status 1996" 16811J Figure 4-6. MOS Technology Market Trends (1987-2000) 100 10% ECL 7% 12% 6% 2% 4% 90 15% 13% 80 70 42% TTL AND OTHER 32% Percent 60 50 78% 40 30 ANALOG 48% 81% 94% 56% 20 10 0 1982 $4.6B 2000 $22.8B 1994 $13.3B 1987 $10.6B 1995 $15.5B Year Source: ICE, "Status 1996" 12073R Figure 4-7. 1982-2000 Bipolar Technology Trends The reader should be cautioned against putting too much emphasis on the 1995 16 percent increase in the bipolar IC market. The very strong yen was responsible for a good deal of the 1995 total bipolar analog market increase. Even the strong overall IC demand will not give a reprieve to the declining TTL and other bipolar logic market in the future (Figure 4-9). INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-5 IC Technology and Packaging Trends 1987 ($M) Technology 1994 ($M) 1995 ($M) (EST) 2000 ($M) (FCST) 1987 – 2000 CAGR (Percent) ECL 1,265 860 965 480 –7 TTL and Other 3,400 2,065 1,988 996 –9 Bipolar Analog 5,935 10,390 12,520 21,315 10 10,600 13,315 15,473 22,791 6 Total Source: ICE, "Status 1996" 16812J Figure 4-8. Bipolar Technology Market Trends (1987-2000) 1994 1995 (EST) General Purpose 1,100 1,085 550 Special Purpose 435 450 340 –5 Gate Array/Std. Cell 295 270 55 –27 Product MPU/MCU/MPR FPL Memory Total 2000 (FCST) 1995 - 2000 CAGR –13 20 8 1 –34 155 120 40 –20 60 55 10 –29 2,065 1,988 996 –13 Source: ICE, "Status 1996" 18881D Figure 4-9. TTL/Other Bipolar Logic Market CMOS CMOS technology continues to be much more popular than other technologies due to the following key reasons. • Experience/inertia • Low power density. • Relatively good noise immunity and soft error protection. • Low threshold bias sensitivity. • Design simplicity and relatively easy layout, especially for ASICs. • Capability for lower power analog and digital circuitry on the same chip. Because of these advantages, CMOS is expected to continue to be the technology of choice for the VLSI and ULSI products of the future. Just as NMOS replaced the slower and more power-hungry PMOS technology in the 1970’s, CMOS supplanted NMOS in the 1980’s. The speed and power characteristics of CMOS are the major contributors to its increase in marketshare. In fact, CMOS will approach bipolar speeds as lithography techniques improve, gate oxides become thinner, and smaller feature sizes become manufacturable. 4-6 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends CMOS technology continues to advance and evolve to meet the majority of IC performance demands. Figure 4-10 shows the historical trends in CMOS technology. 1977 1980 1983 1986 1989 1992 Gate Length (µm) 3 2 1.5 1.1 0.9 0.6 Channel Length (µm)(Leff) 2 1.5 1.2 0.9 0.6 0.4 Gate Oxide (Å) 700 400 250 250 200 150 Junction Depth (µm) 0.6 0.4 0.3 0.25 0.2 0.15 5 5 5 5 5 5 NMOS Idsat @ Vg = 5V (mA/µm) 0.1 0.14 0.23 0.27 0.36 0.56 PMOS Idsat @ Vg = 5V (mA/µm) — 0.06 0.11 0.14 0.19 0.27 800 350 250 200 160 VCC (V) Gate Delay @ FO = 1 (ps) Source: UC Berkeley/Semiconductor International/ICE, "Status 1996" 90 19211A Figure 4-10. Historical Trends in MOSFET Scaling As feature sizes shrink below 0.5µm and gate oxides thin to less than 100Å (Figure 4-11), a 5V power supply is not practical. Therefore, these devices are being designed for 3.3V power supplies (or lower) or are designed for 5V with the signal being converted to a lower voltage internally. In the late 1990’s and early 2000’s, it is expected that ICs with operating voltages of 2V and less will be required (Figure 4-12). Figure 4-13 shows the Semiconductor Industry Association’s National Technology Roadmap for Semiconductors, released in 1994. Because the devices described will most likely be CMOS, it can also be considered a 15-year roadmap for CMOS processing technology. While 0.1µm CMOS technology is not expected to be in widespread use before the year 2000, many of the large IC producers with advanced research labs are already releasing data on such devices. Figure 4-14 shows Fujitsu’s preliminary 0.1µm CMOS process parameters. Figure 4-15 shows performance results from AT&T, Fujitsu, and IBM for their ≤0.25µm CMOS devices. As shown, power supply voltage levels experimented with range from 0.5V to 3.0V. One of the drawbacks to moving to lower voltage levels is the difficulty in improving performance at the same rate as was accomplished using 5V. As shown in Figure 4-16, low-voltage technology performance is expected to double every four generations as opposed to every two generations when using 5V. Figure 4-17 looks at some of the driving factors affecting the move to low-voltage device technology. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-7 IC Technology and Packaging Trends 160 140 Published Data Trend Line Gate Oxide Thickness (Å) 120 100 80 60 40 20 0 0 0.1 0.2 0.3 Gate Length (µm) 0.4 0.5 Source: Intel/ICE, "Status 1996" 0.6 20284 Figure 4-11. Gate Oxide Thickness Trend 6 5 Operating Voltage (V) Published Data Trend Line 4 3 2 1 0 0 0.1 0.2 0.3 Gate Length (µm) 0.4 Source: Intel/ICE, "Status 1996" 0.5 0.6 20285 Figure 4-12. Operating Voltage Trend 4-8 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends Driver Year of first DRAM shipment Minimum feature (µm) 1995 0.35 1998 0.25 2001 0.18 2004 0.13 2007 0.10 2010 0.07 Memory Bits/chip (DRAM/flash) Cost/bit @ volume (millicents) 64M 0.017 256M 0.007 1G 0.003 4G 0.001 16G 0.0005 64G 0.0002 4M 2M 1 7M 6M 0.5 13M 20M 0.2 25M 50M 0.1 50M 2100M 0.05 90M 300M 0.02 2M 0.3 4M 0.1 7M 0.05 12M 0.03 25M 0.02 40M 0.01 Number of Chip I/Os Chip to package (pads) high perf. 900 1350 2000 2600 3600 4800 L,A Number of package pins/balls Microprocessor/controller ASIC (high performance) Package cost (cents/pin) 512 750 1.4 512 1100 1.3 512 1700 1.1 512 2200 1.0 800 3000 0.9 1024 4000 0.8 A Chip frequency (MHz) On-chip clock, cost-performance On-chip clock, high-performance Chip-to-board speed, high performance 150 300 150 200 450 200 300 600 250 400 800 300 500 1000 375 625 1100 475 Chip size (mm2) DRAM Microprocessor ASIC 190 250 450 280 300 660 420 360 750 640 430 900 960 520 1100 1400 620 1400 Maximum number wiring levels (logic) On-chip 4–5 5 5–6 6 6–7 7–8 µP Defect density (d/cm2) 0.75 0.45 0.35 0.25 0.2 0.15 D Minimum mask count Cycle time days (theoretical) 18 9 20 10 20 10 22 11 22 11 24 12 L L Maximum substrate diameter (mm) Bulk or epitaxial or SOI† wafer 200 200 300 300 400 400 D Power supply voltage (V) Desktop Battery 3.3 2.5 1.5 0.9 1.2 0.9 0.9 0.9 µP A Maximum power High performance with heatsink (W) Logic without heatsink (W/cm2) Battery 80 5 2.5 100 7 2.5 120 10 3.0 140 10 3.5 160 10 4.0 180 10 4.5 µP A L 3.3 16–32 25 1.7 16–32 40 1.3 16–32 50 0.7 8–16 70 0.5 4–8 90 0.4 4 90+ L L L Logic (High volume: Microprocessor) Logic transistors/cm2 (packed) Bits/cm2 (cache SRAM) Cost transistor @ volume (millicents) D L(µP) L(A) Logic (Low volume: ASIC) Transistors/cm2 (auto layout) Nonrecurring engineering cost/transistor (millicents) Design and test Volume tester cost/pin ($K) Number of test vectors (µP/M) % IC function with BIST/DFT# † silicon-on-insulator 1.8 2.5 1.8–2.5 0.9–1.8 µP L A=ASIC D=DRAM L=Logic µP=Microprocessor * built-in self test # design for testability Source: Solid State Technology/ICE, "Status 1996" 20286A Figure 4-13. The 15-Year SIA Roadmap INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-9 IC Technology and Packaging Trends Parameter NMOS PMOS 10Ωcm p-type (100) 10Ωcm p-type (100) Twin Well Twin Well 350nm LOCOS 350nm LOCOS B+ 40keV 7 x 1012 As+ 180keV 5 x 1012 Gate Oxide 3.9nm (800°C) 3.9nm (800°C) Gate Stack Poly-Si 160nm + SiO2 50nm Poly-Si 160nm + SiO2 50nm As+ 10keV 4 x 1013 BF2+ 5keV 1 x 1014 SiN 60nm SiN 60nm As+ 30keV 3.2 x 1015 BF2+ 20keV 5 x 1015 850°C, 5 minutes 850°C, 5 minutes Starting Material Well Isolation Channel Implant Shallow Junction Implant Spacer Deep Junction Implant Anneal Source: Fujitsu/IEDM/ICE, "Status 1996" 19214 45 100 80 0.25µm 60 0.20µm 40 Unloaded 51-stage CMOS inverter Delay Time (ps/gate) Delay (ps) Figure 4-14. Process Parameters of 0.1µm CMOS 0.15µm 20 0.10µm 40 Lg = 0.15µm 35 30 Lg = 0.1µm Lg = 0.075µm 25 20 15 10 1.0 1.5 2.0 2.5 1.5 2.0 2.5 3.0 Supply Voltage (V) Supply Voltage (V) Unloaded gate delay as a function of power supply voltage and gate length CMOS inverter gate delay versus power supply voltage Source: AT&T/ICE, "Status 1996" 3.5 Source: Fujitsu/ICE, "Status 1996" Gate Delay/Stage (ps) 200 100 80 60 Leff (n/p) (0.25µm CMOS) 0.14/0.12µm 0.12/0.10µm 0.12/0.10µm (simulation) 40 20 300K 10 0.5 1.0 1.5 2.0 Supply Voltage (V) 2.5 Measured (points) and simulated (dashed) CMOS-inverter delay versus supply voltage Source: IBM/ICE, "Status 1996" 19215 Figure 4-15. IEDM ≤0.25µ CMOS Performance Results 4-10 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends 350 315 280 245 1.0 0.9 0.8 0.7 210 Speed Doubles Every 2 Generations 0.5 175 0.4 140 105 0.3 3.3V 2.2V 1.5V 5V 0.2 (Low Power) 70 Unloaded Inverter Delay (ps) Gate Delay (Arbitrary Units) 0.6 3.3V Speed Doubles Every 4 Generations (High Speed) 2.2V 0.1 2µm 1µm 0.5µm 0.25µm 35 0.13µm Technology Generation Source: ISSCC94/UC Berkeley/ICE, "Status 1996" 19499 Figure 4-16. Low-Power Speed Lag Primary Feature Feature Driver Continued requirements for higher integration density Products DRAMs Pros and Cons Slowest Voltage versus Time evolution SRAMs Device Physics Not a driver for revolutionary device technology changes Integration density drives scaling Scaling drives device physics Not a good test bed for nondevice power reduction techniques Device physics limit operating voltage, resulting in lower power High Performance Portable Products High integration density circuits operating at maximum performance bump against package power constraint MPUs DSPs Basic cell performance may start to diminish; power limited performance not compensated by scaling ASICs Increased performance will require non-device and nonscaling solutions: systems circuits, . . . . Reduced power achieved by lower operating voltage or design modifications Full custom Battery life as key operator MCUs Fastest Voltage versus Time driver May compromise integration density DSPs Non-traditional technology driver Frequency Control Drives revolutionary device technologies: GaAs, modified CMOS, mixed technologies May not require peak performance (frequency, delays, MIPS,. . . .) Some specialized products RF/An./Dig Lacks industry infrastructure and volume support base Source: Motorola/ICE, "Status 1996" 20287 Figure 4-17. Voltage Reduction Drivers INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-11 IC Technology and Packaging Trends As the composition of most digital systems changes from TTL to CMOS, the use of the 5V power supply may no longer be an asset, but a liability. Since power consumption is proportional to the square of the supply voltage, lowering the voltage from 5V to 3.3V can reduce the power as much as 70 percent. This means less heat has to be removed from the package. CMOS is the current technology of choice in all but the fastest systems. CMOS can be designed to operate from very high voltage supplies down to the 0.7V found in watches. Each end of this range has its own problems. If the supply voltage were very high, the power consumption would be very high but the ICs would not be susceptible to noise voltage and incorrect states. At the other extreme, the opposite is true. As has been touched upon, CMOS’ primary attribute is the ability to operate at low-power and low-voltage levels. These characteristics have become especially important in the emerging 3.3V portable, laptop, notebook, etc., PC markets (Figure 4-18). With the continuing trend toward finer IC feature sizes and compact portable systems, the increased availability of low-voltage CMOS ICs helped pure 2.7V-3.3V systems proliferate beginning in the early 1990’s. It is estimated that most of the 2000 IC market will be served by ≤3.3V ICs (up from about 12 percent in 1995).* Power (W) at 5V Notebook Computer System Components Typical 5V Power (W) Power at 3.3V Logic (W) Expected 3.3V Power (W) Logic Other Functions CPU Plus Core Logic 2.20 0.00 2.20 0.95 0.95 System Memory 0.50 0.00 0.50 0.22 0.22 Display Controller Subsystem 1.50 0.00 1.50 0.65 0.65 LCD Panel Plus Backlight 0.30 3.20 3.50 0.13 3.33 Hard-Disk Drive* 0.20 0.30 0.50 0.09 0.39 Miscellaneous Circuits 0.50 0.00 0.50 0.21 0.21 DC/DC Conversion 0.00 1.70 1.70 0.00 1.20 Total System Power 10.40 6.95 *Hard-disk drive power estimates reflect a mix of active and idle time. Source: Cirrus Logic/Electronic Products/ICE, "Status 1996" 19217 Figure 4-18. 3.3V Logic Power Savings in a Typical Notebook Computer The demand for low-voltage ICs came on so fast that it caught most IC producers by surprise. Many companies initially tried to satisfy this surging demand by offering screened 5V parts that would also operate at lower voltages. However, this “derating” oftentimes caused problems in the system under certain operating conditions. Thus, almost all IC producers have aggressively introduced fully characterized devices that are specifically designed for low-voltage operation. * In 1995 about 10 percent of 4M DRAMs, 25 percent of 16M DRAMs, and 90 percent of the 64M DRAMs used a 3.3V power supply. 4-12 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends In the transition period from 5V to low-voltage systems, system designers will be using both 5V and low-voltage ICs on the same printed circuit board (Figure 4-19). Targeting such systems, AT&T offers a standard cell library that allows the user to mix and match 5V and 3V cells on the same chip. Other companies that are helping bridge the 5V to low-voltage gap with “mixed-voltage” ICs include Oki, TI, Toshiba, Atmel, and NCR. 100 90 Percentage of Design Starts 80 70 5V 60 50 3V 40 30 20 5/3V 10 2.xV 0 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 Year Source: VLSI Technology/ICE, "Status 1996" 19179A Figure 4-19. Transition from 5V to 3V Systems ECL Inherently, ECL devices are very uniform, stable, and generate low noise. Also, ECL requires only a 1V swing in 3-4ns compared with a typical TTL chip that requires a 5V swing in the same timeframe. Even though the tradeoffs of ECL’s high speed versus CMOS’ low cost and low power are well known, there is a trend that is beginning to blur those distinctions — convergence. Many new high-end, high-performance systems are mixing ECL or TTL with CMOS to optimize the designs for both high speed and low cost (e.g., BiCMOS). INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-13 IC Technology and Packaging Trends The ECL IC market was about $965 million in 1995 and is made up of ASIC, standard and special purpose logic, and memory devices (Figure 4-20). ASICs held 55 percent of the total ECL market in 1995 and that is expected to decrease to 48 percent in 2000. Logic devices held 29 percent of the ECL market in 1995 with 41 percent forecast for 2000. As is shown in Figure 4-20, the 2000 ECL IC market is forecast to be about half of what it was in 1995. Product 1991 ($M) 1991 percent of total 1994 ($M) 1994 percent of total 1995 (EST) ($M) 1995 percent of total 2000 (FCST) ($M) 2000 percent of total Memory 305 19 150 17 150 16 55 11 Total Logic* 280 18 275 32 285 29 195 41 ASIC 965 63 435 51 530 55 230 48 Total 1,550 100 860 100 965 100 480 100 *Includes General and Special Purpose Logic. Source: ICE, "Status 1996" 18110F Figure 4-20. ECL IC Market Forecast One of the reasons for the forecasted steep decline in the ECL market is the use of GaAs, BiCMOS, and even CMOS technologies in what were the bastions of ECL ICs—mainframes and supercomputers. For example, in Fujitsu’s minisupercomputers (VPP300 and VX), Fujitsu is using only CMOS ICs. These minisupercomputers are air-cooled and use vector parallel processing to achieve up to 35.2Gflops performance. Moreover, in mid-1993 Fujitsu announced it was suspending future development of ECL gate arrays. A Fujitsu spokesman was quoted as saying that ECL designs are disappearing very rapidly in the marketplace. The movement to using other technologies besides ECL for high-speed systems is especially devastating to the large military ECL IC market. The lackluster military IC market coupled with the increasing use of CMOS, GaAs, and BiCMOS ICs will heavily contribute to the declining ECL IC industry in the mid-to-late 1990’s. It now appears unlikely that future improvements in ECL technology will come from the purely merchant IC vendors. This is due in some part to the relatively small ECL IC market (less than one percent of the total 1995 merchant IC market) and the low volume of research money being spent on ECL technology by the open-market vendors. The major ECL IC manufacturers are shown in Figure 4-21. These producers accounted for about 98 percent of the merchant ECL IC market in 1995. The Japanese companies have traditionally had the largest ECL IC marketshare primarily because of their emphasis on mainframe computers. It is interesting to note that at the 1995 ISSCC conference there was only one paper (given on “low-power” ECL by Toshiba) delivered (out of 123 total) 4-14 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends that dealt with strictly ECL technology. Typically, if ECL technology was described in a paper it was usually coupled with CMOS circuitry in a BiCMOS process. As has been discussed, the trend of replacing ECL circuitry in most new systems with CMOS, BiCMOS, and GaAs technologies is well on its way. 1995 Sales ($M, EST) Marketshare (Percent) Major Emphasis Fujitsu 270 28 ASICs, SRAMs Motorola 225 23 ASICs, Logic Hitachi 185 19 ASICs, SRAMs NEC ASICs, SRAMs Company 140 15 AMCC 40 4 ASICs Synergy 30 3 SRAMs, Logic Siemens 25 3 ASICs GEC Plessey 20 2 Logic National 10 1 ASICs 20 2 — 965 100 — Others Total Source: ICE, "Status 1996" 17130H Figure 4-21. 1995 Major ECL IC Suppliers BiCMOS Because BiCMOS offers advantages over both bipolar digital and CMOS, it will eventually replace a small portion of the high-end market held by pure ECL and CMOS ICs. Some BiCMOS devices now produced include: MPUs (e.g., the Pentium), smart-power ICs, bus drivers, analog-to-digital converters, track/hold amplifiers, disk-drive controllers, memory controllers, SRAMs, PLDs, gate arrays, and standard cells. BiCMOS technology has been considered a high-speed replacement for pure CMOS because it offers a performance edge by implementing both CMOS and bipolar transistors on the same chip. Through the selective use of CMOS and bipolar circuitry, high-performance paths can be created with ECL (bipolar) while lower-performance, high-density paths can be created with CMOS gates. BiCMOS architecture that consists of a small percentage of bipolar transistors is called CMOSbased. For this architecture, non-critical paths (the majority of the chip) consist of CMOS gates, while bipolar transistors are used mainly for driving long metal lines and as output buffers (critical paths). This is the most common type of BiCMOS technology. ECL-based BiCMOS architectures consist of predominantly ECL technology with CMOS transistors available for the implementation of large storage elements. The resulting IC offers excellent performance and density with a high level of programmability. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-15 IC Technology and Packaging Trends Figure 4-22 provides a list of advantages BiCMOS technology offers over bipolar digital and CMOS technologies. The main disadvantage of BiCMOS is the cost penalty created by the complicated process of building both bipolar and MOS transistors into a single device.* It is because of this increased complexity that Intel has stated it intends to move the Pentium MPU from a 20mask BiCMOS process to a 16-mask pure CMOS technology. DISADVANTAGES ADVANTAGES • High drive capability with large loads • Designers lack experience and awareness –Ability to optimize critical path • Design tools and macro library are needed –Improved skew • Cost penalty • High input impedance • Process complexity • Improved performance by a factor of 2 or 3 • Difficult to achieve performance advantage using low-voltage sub-0.5 µ processes • High CMOS-equivalent density • Low power dissipation • Mixed ECL, TTL, and CMOS interfaces • Mixed analog-digital capability • Improved noise margin and noise immunity • Broad product base • Ease of optimal product design • Worthy replacement for TTL gate arrays • Extends CMOS process lifetime Source: National Semiconductor/ICE, "Status 1996" 17839A Figure 4-22. BiCMOS Pros and Cons Since many of the current BiCMOS processes lose their performance advantage when using less than a 5.0V power supply, the BiCMOS manufacturers are faced with a dilemma as power supply voltages for high-density, sub-0.5µm devices move to 3.3V. Toshiba’s 0.5µm 500K-gate array addresses this problem with an innovative cell and circuit design called BipnMOS. Although the device operates at 3.3V, the bipolar circuitry is not inhibited and the BipnMOS process offers a significant performance advantage over a pure CMOS array. Because of the decreased performance in many current sub-5V BiCMOS technologies, the future of BiCMOS in the systems of the late-1990’s depends on the ability to economically produce specialized BiCMOS processes. Toshiba’s BipnMOS process described above is one example of a specialized complementary BiCMOS process. Motorola also has specialized BiCMOS processes that target ASIC, very high-speed, and low-voltage applications. The supply voltage sub-0.5µm BiCMOS triangle will especially challenge the BiCMOS producers in the mid- to late-1990’s. * In 3Q95 NEC introduced its QB-8 0.35µm BiCMOS ASIC technology. This process eliminates the typically used epitaxial layer for the bipolar devices in an attempt to “simplify” the inherently complex BiCMOS technology. 4-16 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends At the 1995 ISSCC, AT&T discussed its BiCMOS technology targeting high-performance analog applications (e.g., communications systems) in three papers (Figure 4-23). As shown in Figure 424, besides the Pentium-dominated microcomponent area, the analog segment is a strong market for BiCMOS ICs. AT&T – BiCMOS optical preamplifier AT&T – BiCMOS sample-and-hold amplifier Intel – 0.6µ BiCMOS processor with dynamic execution AT&T – BiCMOS frequency synthesizer IBM – SCI link in 0.8µ BiCMOS Source: ICE, "Status 1996" 20292 Figure 4-23. Sampling of 1995 ISSCC BiCMOS Papers Standard Logic 2% Gate Arrays 4% Standard Cell 2% Other <1% SRAMs 5% Analog 11% Microcomponents 75% 1995 $10,700M Microcomponents 6% Other 3% Standard Cell 9% Standard Logic 10% 2000 $8,425M Gate Arrays 12% Source: ICE, "Status 1996" Analog 37% SRAMs 23% 13643N Figure 4-24. Worldwide BiCMOS Market Forecast BiCMOS has also become popular for very high-speed SRAMs (Figure 4-25). The access times of some BiCMOS SRAMs are half those of most CMOS SRAMs of the same density, and ECL SRAMs can’t match BiCMOS densities. At the leading edge, NEC introduced a 3ns access time BiCMOS 1M SRAM in 1995. As shown in Figure 4-26, the BiCMOS market was led by microcomponent (i.e., Pentium) products in 1995. The total BiCMOS IC market is forecast to decline at a 5 percent CAGR from 19952000, and only represent three percent of the total IC market in 2000. This decline is due to the expectation that Intel will move its advanced MPU products from BiCMOS to CMOS in the late 1990’s. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-17 IC Technology and Packaging Trends Density Access Time (ns) Technology Cypress 256K 6, 8, 10 BiCMOS Hitachi 256K 1M 6, 7, 8, 9, 10, 12 10, 12 BiCMOS BiCMOS IDT 256K 512K 7, 8, 10 9, 10 BiCMOS BiCMOS Micron 256K 1M 10, 12 9, 10 CMOS CMOS Mitsubishi 256K 8, 10, 12 BiCMOS Motorola 256K 512K 1M 4M 6, 7, 8, 10 7, 9 5, 6, 7, 9, 10 10 BiCMOS BiCMOS BiCMOS BiCMOS NEC 256K 1M 6, 7, 8 3, 8, 9, 10, 12 BiCMOS BiCMOS Paradigm 256K 512K 9, 10, 12 9, 10, 12 CMOS CMOS Samsung 256K 1M 4M 6, 7, 8, 9, 10 8, 9, 10 10 BiCMOS BiCMOS BiCMOS 1M 10, 12 CMOS 256K 1M 10, 12 10, 12 BiCMOS BiCMOS Company Sony Toshiba Source: ICE, "Status 1996" 19124B Figure 4-25. Sampling of High-Density Ultra Fast (≤12ns) SRAM Suppliers The total value of the BiCMOS market is now highly dependent upon the technology Intel uses to produce the Pentium and Pentium Pro (P6) MPUs. As of 3Q95, all of Intel’s Pentiums were manufactured using BiCMOS. Assuming Intel shipped about 28 million Pentiums in 1995 at an ASP of $283, the market for BiCMOS Pentiums alone in 1995 was about $7.9 billion (almost four times larger than the total 1993 BiCMOS IC market)! Intel has stated, however, that in the long-run it intends to move both the Pentium and Pentium Pro devices to pure CMOS technology. The conversion to a pure CMOS process is expected begin in 1996 as Intel moves the Pentium Pro and Pentium devices to its 0.35µm process. It should be noted that the timing and completeness of this conversion will have a tremendous impact on the total BiCMOS market figures in the late 1990’s! 4-18 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends 1994 Product $M 1995 (EST) Percent of Product Category $M 2000 (FCST) Percent of Product Category $M Percent of Product Category SRAMs 375 10 550 9 1,900 13 Gate Arrays 365 7 460 8 975 9 Microcomponents 2,500 11 8,000 24 500* <1 Analog 1,000 7 1,225 7 3,150 9 Standard Logic 175 2 225 2 850 4 Standard Cell 150 4 190 4 750 6 Other 40 <1 50 <1 300 <1 Total 4,605 5 10,700 8 8,425 3 *Assumes some versions of Pentium continue to be produced in BiCMOS and that Pentium Pro and P7 Intel families are not BiCMOS. Source: ICE, "Status 1996" 16820J Figure 4-26. Worldwide BiCMOS Marketshare The complexity of the BiCMOS process, especially for low-voltage devices, continues to challenge the IC producer. Some IC manufacturers have been less sure about the future of BiCMOS as feature sizes shrink to less than 0.5µm. In general, it appears that besides the mid-1990’s Pentium use of BiCMOS, only the very high performance segment (5-14 percent) of a particular product category will require the use of the typically costly and complex BiCMOS technology. Moreover, as IC producers attempt to limit the number of processes they can fully (i.e., economically) support, BiCMOS will be a “luxury” that many suppliers will not be able to justify. GaAs As GaAs device manufacturers convert to 100mm wafers* and continue to shrink device features to as small as 0.4µm, GaAs ICs have become more competitive with silicon. Inexpensive GaAs MMIC device use in portable communications applications surged in 1995. The total GaAs market is forecast to have a 1995-2000 CAGR of 25 percent (analog 30 percent, digital 17 percent) and grow to about $1.8 billion in 2000 (Figure 4-27). Although GaAs IC sales are expected to show excellent growth from 1995 to 2000, the portion of the market represented by development contracts is expected to decline significantly beginning in 1995. Most of the GaAs development funding today is from the Advanced Research Projects Agency’s (ARPA) MIMIC program. However, this program ended in 1994. In late 1994 ARPA announced its intent to fund the MAFET (Microwave Analog Front-End Technology) program. * Some leading GaAs producers will attempt to move to 150mm wafers by 1997. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-19 IC Technology and Packaging Trends Thus, it appears that some funding will be available in the mid-1990’s but will be difficult to sustain into the late 1990’s. There are numerous military GaAs IC producers pursuing the merchant GaAs market because of the overall declining military business and funding. 2,000 Analog IC Sales 1,820 1,800 Digital IC Sales Development Funding (e.g. MIMIC) 1600, 1,430 Millions of Dollars 1,400 1,200 1,120 1,500 1,000 905 1,170 800 730 400 520 390 330 140 200 900 590 600 180 240 310 400 120 55 135 60 150 70 100 95 120 110 100 90 1991 1992 1993 1994 0 *Includes development funding. 675 520 435 1995 1996 60 170 1997 20 200 20 240 20 300 1998 1999 2000 Year Source: ICE, "Status 1996" 17134F Figure 4-27. Worldwide GaAs IC Merchant Market* Forecast The booming market for communications equipment has led to the long-awaited commercial success of GaAs IC technology. Some of the most attractive market areas are cellular phones (Figure 4-28), digital personal communications systems, local networks, satellites, broad-band tuners, automotive sensors, and sophisticated space systems. High-speed computing and fiber-optic applications may offer substantial volumes for high-performance GaAs devices as well. If the GaAs IC market is ever destined to break the $1.0 billion barrier it will be because of a surge in the RF/MMIC analog GaAs marketplace. While there is still considerable concern over whether there will be significant demand for digital GaAs ICs used in computer systems, high-volume use of analog GaAs ICs in 2GHz and higher performance wireless communications is almost guaranteed. Analog GaAs ICs have even done fairly well at penetrating 800MHz-type applications. 4-20 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends 1994 1995 1996 22 53 79 95 106 115 122 DECT 49 795 2,665 7,280 9,566 10,746 11,271 CT2(+) 158 161 221 782 1,426 2,341 3,529 PHS 91 376 1,984 5,360 8,335 10,102 10,564 Total 319 1,385 4,948 13,515 19,433 23,303 25,487 ISM Band Source: ICE, "Status 1996" 1997 1998 1999 2000 20283 Figure 4-28. Worldwide Digital Cordless Telephone Shipments ($M) It has been a rough start for GaAs-based computers. Although Convex Computer Corp. began shipping the first GaAs supercomputers in 1991, the supercomputer market began slumping in early 1992 and has yet to recover. Vitesse, the major supplier of GaAs ICs to Convex, also felt the effects of the supercomputer slowdown. The much anticipated GaAs-based Cray Computer, Inc. computer, initially due to ship in late 1991 to Lawrence Livermore Labs, could not be delivered and Lawrence Livermore Labs subsequently canceled its order. The canceled order from Lawrence Livermore Labs started Cray Computer on its rocky road (Figure 4-29). After Lawrence Livermore Labs withdrew its order, Cray Computer announced it would try to offer four- and eight-processor systems instead of the 16-processor machine that was initially planned. Figure 4-30 shows how the GaAs IC market breaks down by end use. In 1995, the military/aerospace segment held only 22 percent of the market (down from over 50 percent in 1990). ICE estimates that military/aerospace will represent only 10 percent of the market in 2000. Much of the limited mainframe computer GaAs IC needs will be served by internal IC production from divisions of companies like Fujitsu, NEC, and Hitachi. With the Chapter 11 filing by Cray Computer, the outlook for mass production of GaAs-based computers has turned decidedly gloomy. Figure 4-31 shows the top ten GaAs IC sales leaders for 1994 and 1995. Fujitsu had taken over the top ranking from TriQuint in 1993 as it ramped up its dedicated GaAs fab (Yamanashi, Japan). As shown, analog GaAs ICs represented about three-fourths of the total merchant GaAs IC market in 1995. Figure 4-32 shows a number of significant announcements made during 1995 for GaAs ICs. With large companies such as Fujitsu, Motorola, NEC, etc., greatly increasing GaAs IC technology emphasis, the GaAs IC market has only recently become a market that can be taken seriously. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-21 IC Technology and Packaging Trends October, 1983 Cray 3 supercomputer project is launched at Cray Research. Production is set for 1988. May, 1989 Cray 3 project is set to be spun off into a separate company. The new Cray Computer Corp. is led by Cray Research founder Seymour Cray. Already a year late, Cray 3 hits more snags, with production now planned for winter, 1990. April, 1990 Schedule slips again; Cray 3 now due in winter, 1991. June, 1991 New stock issue raises $61 million. Shares initially traded at $12.50. December, 1991 Tired of delays, Lawrence Livermore national lab, Cray Computer's only customer, cancels its order. April/May, 1992 CEO Neil Davenport resigns. Bereft of customers, reclusive Seymour Cray announces plans for four- and eight-processor systems (instead of sixteen) and says that Cray Computer will seek a partner. Stock trades around $4 a share. May, 1993 An unidentified group of overseas investors and founder Seymour Cray put an estimated $33 million into the company. The funding allowed the company to operate through June of 1994. June, 1994 Received a $17.5 million line of credit. The funding is expected to allow Cray Computer to complete its GaAs-based Cray-4 mainframe prototypes. March, 1995 After spending $300 million and not selling a single machine, Cray Computer filed for Chapter 11 bankruptcy protection due to cash flow problems. September, 1995 Cray Computer sold its fabrication equipment and fab facility (Colorado Springs, CO) to M/A-COM as part of a larger effort to liquidate its assets. Source: Business Week/ICE, "Status 1996" 17833E Figure 4-29. Cray Computer’s Saga Military/ Aerospace 10% Military/ Aerospace 22% Computer 14% Other 9% 1995 $535M Telecom 55% Telecom 72% Other 6% Computer 12% 2000 $1,800M *Not including development funding. Source: ICE, "Status 1996" 13329L Figure 4-30. Total GaAs IC Market* by End Use 4-22 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends 1995 Sales ($M, EST) 1994 Sales ($M) 1995 Rank Company Analog Digital Total Analog Digital Total 1 Fujitsu 45 38 83 56 36 92 2 Anadigics 35 — 35 53 — 53 3 TriQuint 10 20 30 19 28 47 4 Thomson-CSF 36 — 36 44 — 44 5 Vitesse — 28 28 2 36 38 6 TI 25 4 29 30 5 35 7 Philips 25 — 25 32 — 32 8 Oki 22 4 26 27 4 31 9 27 Rockwell 19 5 24 22 5 10 NEC 18 — 18 25 — 25 — Others** 75 21 96 90 21 111 310 120 430 400 135 535 Total * Not including development funding. ** Others include Raytheon, Mitsubishi, Matsushita, Siemens, etc. Source: ICE, "Status 1996" 18111F Figure 4-31. Top Ten 1994 and 1995 GaAs IC Sales* Leaders • Burr Brown cancelled its plans to enter the merchant GaAs IC business in 1995. • In 1Q95 Westinghouse (Baltimore, MD) announced that it had doubled the space of its GaAs fab to 10,000 sq. ft. The facility will support ARPA’s MAFET program as well as offer commercial foundry services. • NEC announced that it would double its GaAs capacity at its Kansai wafer fab in FY95 in part by moving from 3-inch to 100mm wafers. • Seymour Cray's GaAs supercomputer company Cray Computer filed Chapter 11 in 1Q95 and sold its fab to M/A-Com in 3Q95. • Vitesse, traditionally a digital GaAs IC producer, announced its first analog devices (amplifiers) in 2Q95. The devices are a result of a cooperative agreement with IBM. • Oki announced a wide-range of 3V GaAs ICs targeting cellular, voice and data communications applications. • Fujitsu, Oki, and Mitsubishi all announced big capacity increases for analog GaAs IC devices for FY95. • It was reported in 2Q95 that Philips was negotiating to buy a stake in TriQuint. • Anadigics planned to spend $12 million of its first public offering in 1995 to convert its fab facility from 3-inch to 100mm wafers. • Vitesse announced its GLX™ family of 0.5µm GaAs gate arrays in 4Q95. The devices offer up to 250K total gates (60-70 percent usable) with volume pricing at about 0.10¢ per gate. Production is expected to begin in 2Q96. • The second space shuttle experiment to grow GaAs wafers in space took place in September of 1995. • Motorola is experimenting with a single-transistor SRAM cell using multiplequantum-well GaAs structures. Source: ICE, "Status 1996" 19225C Figure 4-32. Sampling of 1995 GaAs IC Announcements INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-23 IC Technology and Packaging Trends SiGe DEVICES As semiconductor manufacturers struggle to put more transistors on each chip and increase circuit speed, the physical and electrical limitations of silicon wafers become a major concern. As a result, alternative materials are being considered. For years, it was thought that gallium arsenide would become the new wafer material of choice. It now appears as though GaAs will never be considered more than a niche technology. Even though the GaAs IC market is forecast to have a 1995-2000 CAGR of 25 percent, it will still represent only a very small percentage of the total IC market. In 1991, IBM announced it was dropping its gallium-arsenide efforts in favor of silicon-germanium (SiGe) technology. Today, IBM is unquestionably the leader in SiGe research and development. Research at IBM and other laboratories around the world is seeing promising performance advantages with SiGe. In 1995 IBM worked with Hughes Research Laboratories to co-develop SiGe ICs. The concept behind SiGe is to add (through the doping process) the benefit of germanium’s high carrier mobility* to a silicon wafer. The electron mobility in silicon germanium is nearly twice that of silicon only. High mobility benefits both bipolar and field effect transistor (FET) devices. Shown in Figure 4-33 is a cross section of IBM’s high-performance FET designed using its new 0.25µm BiCMOS SiGe process. Gate Source Drain SiO2 N+ Si SiGe (30%) Silicon Silicon-Germanium (SiGe) Silicon Channel Two Degree Electron Gas Silicon-Germanium Graded Buffer Source: IBM Corp./ICE, "Status 1996" 18736 Figure 4-33. IBM’s High-Performance SiGe FET * Electron mobility of germanium is 3900cm2/Vs versus 1500 for silicon. Hole mobility for germanium is 1900 versus 450 for silicon. 4-24 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends In 4Q93 it was announced that Analog Devices and IBM were joining together to develop SiGe ICs targeting the wireless communications market. These SiGe devices are set to challenge GaAs at frequencies at or above 1GHz! However, 1995 SiGe IC sales of Analog Devices were minimal. In July of 1995, Telefunken Semiconductors announced it would begin sampling a SiGe analog RF IC in late 1995 with production due sometime in early 1996. The device contains 30 transistors, is produced using 1.0µm feature sizes, and has a die size of two square millimeters. The device will compete with GaAs ICs since it is targeting 1.8GHz mobile telecom applications as a power amplifier. SiGe will not only be competing with GaAs but also with BiCMOS and even bipolar technologies in the wireless communications market. The technology that gains the greatest marketshare will be the one that can “economically” meet the performance requirements of the growing number of high-performance applications*. The market is still taking a wait-and-see approach to SiGe since parts have only now begun sampling. IC MACROTRENDS Integration Density Trends Integration levels have grown continually since the invention of the IC. The MOS integration levels have increased an average of 35 to 50 percent per year for the past 24 years (Figure 4-34). As shown, MOS memory ULSI ICs are expected to contain over 256 million transistors by 1998 and ICs with 1 billion transistors per chip forecasted by the year 2000. Considering that NEC announced its 64M DRAM devices in March 1993, and Samsung announced it had produced a fully functional 256M DRAM in 3Q94, it currently appears the DRAM IC density trend line will be intact through at least the late-1990’s. Intel’s Pentium MPU (3.1 million transistors) fell slightly short of the MPU/Logic trend line in 1993, and the Pentium Pro CPU only also fell short in 1995 at 5.5 million transistors. It should be noted that Intel split the Pentium Pro MPU and its SRAM cache memory (16 million transistors) into separate dice that are packaged in a multichip module. This may be the first indication of a trend to use multiple dice to produce advanced processor functions. Die Size Trends As the number of transistors per die has escalated, average die sizes have also been increasing. Figure 4-35 shows that the die area of leading-edge ICs has increased about 13 percent per year. The trend toward larger die sizes, at least for memory, is forecast to continue at this rate into at least the late-1990’s. * Telefunken states that the SiGe wafer processing cost is about 30 percent greater than for silicon wafers. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-25 IC Technology and Packaging Trends 1G 1G 256M Pentium Pro MPU and Cache Memory Chip 100M 64M P8? Number of Transistors per Chip 16M P7? 10M Pentium Pentium Pro MPU Only 4M IBM Gate Array 80486 1M 1M 256K 100K 80386 LSI Logic Gate Array 68020 80286 64K 68000 8086 16K 10K 4K 8085 8080 1K = Microprocessor/Logic 4004 = Memory (DRAM) 1K 70 72 74 76 78 80 82 84 86 88 90 92 94 96 98 00 Year Memory increase = 1.5/year MPU increase = 1.35/year Source: ICE, "Status 1996" 11745P Figure 4-34. IC Density Trends To illustrate how risky it is to continue to extrapolate current trends far into the future, a look at the die sizes of leading-edge DRAMs introduced at the ISSCC (International Solid-State Circuits Conference) proves interesting. The die sizes of the 256M DRAM described at the 1994 and 1995 ISSCCs ranged from 472K sq. mils to 638K sq. mils (Figure 4-36). As shown, the NEC 1G DRAM if square (most DRAMs are rectangular) would be about 1.2 inches on a side! Extrapolating out to 2003 ISSCC announcements, a 6.58M sq. mil 256G DRAM, if square, would be 2.6 inches on a side. Given the typical 2:1 aspect ratio of the DRAM die, the 2003 DRAM die size would be about 3.6 inches by 1.8 inches. 4-26 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends 2,000 P8? P7? Pentium Pro MPU and Cache 1,000 1G 800 IBM Gate Array 600 Pentium Pro MPU R4000 256M Only 64M 80486 P54C 400 Chip Area (Thousands of sq mils) Pentium 200 80386 68020 4M 80286 68000 100 16M 1M 80 256K 60 8086 Z80 40 16K 64K 8080 4K 20 = Microprocessor = Memory 10 70 72 74 76 78 80 82 84 86 Year 88 90 92 94 96 98 00 Memory increase = 1.13/year MPU increase = 1.13/year Source: Intel/ICE, "Status 1996" 11746M Figure 4-35. IC Die Size Trends Company Density Chip Size Feature Cell Size (µm) Size (µm2) (K sq. mils) Access Time (ns) Organization Conference Hyundai 256M 0.3 — 561 36 32M x 8 ISSCC '95 Matsushita 256M 0.25 0.72 638 — 16M x 16 ISSCC '94 Mitsubishi* 256M 0.25 0.72 472 34 32M x 8 ISSCC '94 Oki** 256M 0.25 0.72 530 — 32M x 8 ISSCC '94 Hitachi 1G 0.16 0.29 1,108 33 64M x 16 ISSCC'95 NEC 1G 0.25 0.54 1,451 — — ISSCC '95 * Produced using KrF excimer laser lithography. ** Packaged in a 64-pin 600 mil TSOP, produced using e-beam lithography. Source: ICE, "Status 1996" 20289 Figure 4-36. ISSCC Advanced DRAMs INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-27 IC Technology and Packaging Trends As shown, this die size begins to approach what we would now call wafer-scale integration. What wafer size would be needed for such a huge die to be practical––10”, 12”, or larger? What level of redundancy would be needed to keep yields above zero? What about defect density levels? By 2003 the IC industry may be forced into some type of three-dimensional (stacking one or more transistors on top of each other) technology in an attempt to keep die size manageable. However, three-dimensional technology will come with its own set of constraints and problems that one cannot even fully imagine at this time. Other economic factors also come into play as a result of increasing die sizes. For example, about 150 “1983described” 256K DRAMs were able to fit on a 100mm (4”) wafer (the most popular wafer size at that time). However, only about 68 “1994-described” 256M DRAMs could fit on an 200mm (8”) wafer today. Using the extrapolated 2003 256G DRAM chip size, only about 12 would fit on a 300mm (12”) wafer (Figure 4-37)! Source: ICE, "Status 1996" 19501 Figure 4-37. Twelve 3.6”x1.8” “2003 256G DRAMs” Fit on a 12” Wafer While it is difficult enough to imagine a 3.6”x1.8” die, it is even more difficult to imagine the economic practicalities of producing such a die. As was mentioned earlier, Intel’s division of the Pentium Pro into an MPU die and cache memory die may signify the ultimate response to concerns over huge die sizes. Wafer Size Trends The usual IC industry response to ever larger dice has been to increase wafer size. Just as 200mm wafers are now becoming the standard for high-volume advanced IC production, there has been an increased interest in preparing for what currently appears to be the next standard wafer size— 300mm (i.e., 12-in. wafers). 4-28 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends There exist a few fundamentally sound reasons why the IC industry has settled on the 300mm diameter and not another size for wafer processing. A move to 250mm wafers does not yield a significant enough increase in area to justify the much higher equipment investment (Figure 4-38). Also, relatively few cost benefits result from increases to wafer sizes of 350mm (14 inch) or 400mm (16 inch), because the 350mm/400mm processing equipment will require significantly higher development costs than for 300mm. 4" → 5" 56 Wafer Diameter Transition 4" → 6" 125 5" → 8" 156 6" → 8" 78 8" → 10" 56 10" → 12" 44 8" → 12" 125 0 50 100 150 200 Percent Increase Source: EMR/ICE, "Status 1996" 18603 Figure 4-38. Wafer Area Increases (Percent) Currently, SEMI plans to have the first draft of its 300mm wafer specification standards available in July of 1996*. Moreover, U.S. industry leaders are attempting to have Japanese companies join Sematech and the SIA in a joint 300mm wafer task force to help develop the infrastructure (e.g., fab equipment) to handle these large wafers. Once standards are in place and equipment is readied, there are additional issues that must be remedied if 300mm wafer processing is to become a reality. A few of the many wafer processing questions or concerns that must be addressed include: • What chemical quantities for processing and cleaning will be needed for 300mm wafers? • Ensuring uniformity of deposition and etch. • Ensuring the integrity of wafer flatness across a huge diameter. * Cassette-sized lots of 13 and 25 wafers and a wafer thickness standard of 775 microns have already been proposed. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-29 IC Technology and Packaging Trends • Will there be only single-wafer implantation processes? • Reduction or elimination of test wafer usage in the coming years. • 300mm wafers will require a far lower furnace operating temperature (900°C) versus 200mm wafers (1200°C). • Ergonomic issues such as cassette-sized lots of 25, 13, or fewer wafers. Wafer cost is another barrier that stands in the way of moving to 300mm wafer production. In mid-1995, the approximate price of a 300mm wafer was $1000. In the 1999-2000 timeframe, when 300mm wafer usage is expected to be in higher volume, wafer costs are estimated to be in the range of $450. Standards, equipment development, and costs—Figure 4-39 shows Sematech’s estimates of these and other factors relative to 200mm wafers that are significant considerations in the transition to 300mm wafers. 200mm 300mm 350mm 400mm Total Throughput* 1.00 0.60 0.50 0.40 Tool Cost 1.00 1.50 1.75 2.00 Tool Size 1.00 1.25 1.35 1.50 Wafer Cost $100 $450 $700 $1,100 *Area-based lithography, ion implant, metrology and test. Source: Sematech/ICE, "Status 1996" 19770 Figure 4-39. Considerations in Transitioning to Larger Wafers (Relative to 200mm) Two of the most aggressive companies wanting to implement 300mm wafers early are Motorola and Samsung. Both companies would like to have fully functional high-volume 300mm fabs in place by late 1997 or early 1998. As shown in Figure 4-40, a 1998 300mm fab startup would be at least 12 years before the forecasted peak market for 300mm wafer usage. Moreover, the 1.7 million 300mm wafers expected to be used in the year 2000 (Figure 4-41) could be processed by just seven fabs having a capacity of 5000 wafers per week each. Although the IC industry is only beginning down its path toward 12-inch wafers, a consortium to develop 16-inch (400mm) was put together in 4Q95. Early consortium members included Mitsubishi Materials, Sumitomo Sitix, SEH, MEMC, and Wacker Siltronic. The consortium hoped to get Japan’s MITI to fund up to half of the proposed $150 million budget. 4-30 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends 15 14 Wafer Size (inches) 13 12 First Wafers in R & D 11 10 9 8 7 Year of Market Peak 6 5 4 3 1984 1991 1994 1997 1986 2003 2010 2015 1998 Source: VLSI Research Inc./ICE, "Status 1996" 20290 Figure 4-40. Wafer-Size History and Forecast 2,000 Wafers (Thousands) 1,500 1,000 1,700 500 700 0 100 1997 200 1998 1999 2000 Source: VLSI Research Inc./ICE, "Status 1996" 20291 Figure 4-41. Estimated 300mm Wafer Production INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-31 IC Technology and Packaging Trends Feature Size Trends Figure 4-42 shows how the feature sizes for a “tight production resolution” device have decreased from about 3µm in 1980 to about 0.35µm in 1994. This represents about a 15 percent decrease every year. This trend is expected to continue and feature sizes are forecast to be about 0.15µm by 2000 for tight production resolution. It is interesting to note that in 2000, 0.7µm feature sizes will be considered mundane. 10 Loos e Pro Tigh t Pro duct HMOS II (2.0µ) 1 ion R on R esolu tion 256K DRAM (1.6µ) WE 32100 32-Bit MPU (1.5µ) HMOS IV (1.0µ) 1992 Forecasted Commercial Limit For Optical Lithography (0.15µ) (2.0µ) 1M DRAM (1.2µ) (1.0µ) 4M DRAM (0.8µ) 16M DRAM (0.5µ) 4M DRAM (0.8µ) Toshiba (0.25µ) IBM (0.25µ) Gate Array (X-Ray) (0.7µ) 64M DRAM (0.35µ) 16M DRAM (0.5µ) Bell Labs (0.14µ) 0.1 tion esolu 1990 Forecasted Commercial Limit For Optical Lithography (0.35µ) Microns ducti Dev 64M DRAM (0.35µ) elop 256M DRAM (0.2µ) men t 256M DRAM (0.2µ) 1G DRAM (0.15µ) Toshiba (0.1µ) MIT (0.06µ) X-Ray 1G DRAM (0.15µ) 4G DRAM (0.08µ) = Laboratory Reasearch Toshiba (0.04µ) 0.01 80 81 82 Source: ICE, "Status 1996" 83 84 85 86 87 88 Year 89 90 91 92 93 94 95 96 97 98 00 10981M Figure 4-42. IC Feature Size Trends Figure 4-43 shows some of the 1995 announcements regarding state-of-the-art feature sizes. With the year 2000 still being five years away, it appears 0.1µm lithography will be a production reality by then. Figure 4-42 also shows the forecasted performance limits of the most popular types of lithography equipment. Due to its “relative” low costs and technical advancements (e.g., phase-shift photomasks), optical lithography is now forecast to have a much longer life than originally thought (maybe to 0.15µm). It now appears that optical techniques will be the mainstream of IC lithography for the rest of this century (Figure 4-44). 4-32 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends AT&T Unveiled a 0.25µm (0.18Leff) CMOS process targeted at wireless communications. A 60GHz cut-off frequency (ft) is achieved at 2.5V. The process can produce devices that operate at less than 1V. AT&T Bell Labs Developed a 0.075µm Leff NMOS transistor using a laser plasma source for x-ray lithography. Tungsten deposited on a polysilicon membrane was used to create the masks. Sandia Developed an "extreme ultraviolet" lithography tool to produce 0.1µm feature sizes. Instead of optical lenses, Sandia used mirrors with special coatings having a surface precision of one atom. Toshiba Fabricated an MOS transistor with a gate length of 0.09µm and a gate oxide of only 15Å. Hitachi Developed a CMOS circuit with a 0.09µm feature size using e-beam lithography. NEC Developed a CMOS circuit with a 0.07µm feature size using e-beam lithography. Matsushita Developed a CMOS circuit with a 0.05µm gate length. The device had a propogation delay of 13.1 ps. Source: ICE, "Status 1996" 20293A Figure 4-43. 1995 Leading-Edge Feature Size Announcements 16Mb ARI - annular-ring illumination OAI - off-axis illumination PSM - phase-shift masking s - shrink DRAM version I-line I-line + ARI DRAM 16Mb-s I-line + OAI Deep-UV Deep-UV + OAI or PSM 64Mb I-line + OAI or PSM Deep-UV + ARI or OAI 64Mb-s 256Mb 256Mb-s 0.15 I-line + PSM Deep-UV + OAI or PSM Deep-UV + PSM 0.20 0.25 0.30 0.35 0.40 0.45 0.50 Minimum Lithography Resolution (µm) Source: Canon/ICE, "Status 1996" 18625 Figure 4-44. Advanced Optical Lithography Scenarios INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-33 IC Technology and Packaging Trends Summary Gorden Moore, chairman of Intel, believes that the 256M DRAM may actually cost more on a price-per-bit basis than a 16M DRAM. The ultimate question now, Moore believes, is not the physical limitations of the future ICs but whether the industry can afford to make them. In general, there are basically two schools of thought concerning turn-of-the-century advanced ICs. The first is that the post-2000 devices will happen as planned and will be economical as well. The reasoning behind this view lies in historical precedent. In other words, since the 1990’s-type ICs appeared “impossible” in the early 1980’s, and yet were created with the assistance of significant technological advances, the “impossible” appearing post-2000 devices will follow this same path to fruition. The second school of thought is that it is not realistic to keep extrapolating historical trends to infinity. At some point, physical or economic limits present themselves. ICE’s view is more in line with the second school of thought ideology. While ICE does not expect the technological advances in the IC industry to stop, the pace of the advances (e.g., density, feature size, etc.) should slow. Associated with, and sometimes causing this slowdown, will be the questionable economic feasibility of many of the new technologies. IC PACKAGING TRENDS Market Overview IC packaging is receiving a great deal more attention now than in the past. This is partly due to the increasing percentage of the total system performance picture that IC packaging represents. As system producers soon discover, an IC package can be as much or more a performance limiting factor as the IC die itself. Another reason for the heightening interest in packaging is the rising cost of housing the IC die. ICE forecasts that IC packaging costs will continue to rise significantly throughout the 1990’s since more and more of the newer IC devices now require high-lead-count (i.e., expensive) packages. Figures 4-45 and 4-46 show the sizes of the markets for the major package types. The SOP-type package had the greatest share of the 1995 IC market as surface mount (SM) technology continued to make inroads. In fact, 1994 was the first year ever that surface mount ICs outshipped throughhole IC units. It is expected that by 2000, SM devices will have about nine times the marketshare of through-hole devices. BGA, SOP, Plastic PGA, and “other” packages are anticipated to show the strongest growth through 2000. The dominant package types—plastic DIPs, SOPs, and PQFPs—are forecast to make up about 85 percent of the IC unit market in 2000. 4-34 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends 1995 (EST) 1994 2000 (FCST) 1994-2000 CAGR (%) Percent Of Total 1995/1994 Percent Change 15,575 32 –1 7,700 10 –13 545 1 9 200 <1 –18 <1 40 <1 –11 20 <1 –13 <1 105 <1 40 180 <1 11 60 <1 85 <1 42 200 <1 19 15 <1 25 <1 67 600 <1 89 SOP* 17,000 41 21,725 44 28 43,000 59 15 PLCC 2,200 5 2,300 5 5 2,500 3 2 PQFP 4,300 10 6,100 12 42 12,000 16 14 Other** 1,600 4 2,500 5 56 7,000 10 23 41,600 100 49,000 100 18 73,400 100 8 $90,305 – $128,493 – – $331,866 – – – WW IC ASP $2.17 – $2.62 – *Includes UTSOPs, QSOPs, TSOPs, and SOJs. **Includes TAB-on-board, COB, flatpacks, metal cans, LLCC, LDCC, etc. $4.52 – – Package Type Units (M) Percent Of Total 15,805 38 500 1 Sidebraze DIP 45 Ceramic PGA 75 Plastic PGA BGA Plastic DIP CERDIP Total WW IC Market Units (M) Units (M) Percent Of Total Source: ICE, "Status 1996" 14737M Figure 4-45. Worldwide Merchant IC Package Marketshare Other 1% Plastic DIP 10% Through Hole 11% Through Hole 34% Plastic DIP 32% 1995 49.0B SOP 44% Surface Mount 66% 2000 73.4B Other 30% SOP 59% Surface Mount 89% Other 2% Other 22% Source: ICE, "Status 1996" 16827J Figure 4-46. IC Package Marketshare (Units) As shown in Figure 4-47 most of the packaging operations for IC devices are still located in the Asia-Pacific region. The attractiveness of this region of the world for IC assembly is due to low labor costs as well as the existing experienced and sophisticated packaging infrastructure. ICE forecasts that this situation will be little changed in the year 2000. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-35 IC Technology and Packaging Trends ROW 2% Europe 5% North America 8% 49.0B Units Japan 28% Asia Pacific 57% Source: Emissarius, Ltd./ICE, "Status 1996" 20312A Figure 4-47. 1995 Final IC Packaging by Location As surface mount (SM) packages become more available and SM assembly capabilities continue to improve, SM technology is becoming more accepted. The primary advantage of SM packaging is the improved performance and savings in space that it affords. Not only are the packages smaller but they can also be placed on both sides of the printed circuit board (PCB). This savings in space can reduce board cost by as much as 60 percent, while offering improved performance. For these reasons the SM market is expected to continue to grow rapidly over the next five years. Figure 4-48 shows the 1995 and 2000 IC markets segmented by product type and surface mount unit volume. As shown, in 1995 the MOS memory segment had a very high penetration rate for surface mount (93%). However, the largest unit volume segments of analog and MOS logic were 60 percent surface mount in 1995. Market ($B) Product 1995 (EST) 2000 (FCST) ASP ($) Unit Volume (B) 1995 (EST) 2000 (FCST) 1995 (EST) 2000 (FCST) Percent Surface Surface Mount Mount Units (B) 1995 2000 (EST) (FCST) 1995 (EST) 2000 (FCST) 2.95 1.48 0.62 0.50 4.73 2.95 55 75 2.60 2.21 Analog 17.39 36.13 0.81 0.99 21.41 36.47 60 85 12.85 31.04 Microcomponent 33.21 82.78 7.34 10.71 4.52 7.73 80 96 3.62 7.42 MOS Logic 21.72 48.60 1.79 2.68 12.10 18.15 60 90 7.26 16.34 Memory 53.22 162.88 8.53 20.11 6.24 8.10 93 99 5.80 8.02 128.49 331.87 2.62 4.52 49.00 73.40 66 89 32.13 65.02 Digital Bipolar Total CAGR 1995-2000 21% 12% 8% — Source: ICE, "Status 1996" 15% 20313A Figure 4-48. 2000 Surface Mount IC Unit Forecast 4-36 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends As shown in Figure 4-49, the analog segment will contribute over half of the annual increase in total IC and surface mount unit volume shipments through the year 2000. Since most analog components are low-density devices, the surface mount trend in this segment is primarily directed at SOP package types. Overall, analog and memory products will represent the majority of SOP usage in the year 2000. 1995/2000 Unit Volume Change (B) Contribution To Total Increase (Percent) 1995/2000 Surface Mount Unit Volume Change (B) Contribution To Total Increase (Percent) 15.06 62 18.19 55 MOS Logic 6.05 25 9.08 28 Microcomponent 3.21 13 3.80 12 Memory 1.86 8 2.22 7 Bipolar Digital –1.78 –8 –0.39 –2 1995/2000 Net Annual Increase 24.40 — 32.89 — Product Analog Source: ICE, "Status 1996" 20314A Figure 4-49. Analog and MOS Logic Products Drive Surface Mount Volume As I/O counts have increased, the industry has gravitated toward fine-pitch lead technology (FPT). The Institute for Interconnection and Packaging Electronic Circuits (IPC) defines FPT as those devices that have lead pitches ranging from 0.1mm to 0.5mm (4mils to 20mils). Below 0.1mm, the term “ultrafine” pitch has been unofficially put forth. With fine-pitch technology (FPT), the leads’ susceptibility to damage is high. Fine-pitch leads cannot be touched before being placed on a board or substrate. In most cases the packaged device must be placed and held in position until soldering of the leads is completed. Lead coplanarity and integrity are critical. This is why carriers are frequently being used to hold the outer leads of the packages until immediately before attachment. The carriers also provide easily accessible test contacts so that chips can be fully tested before board assembly. The delicate nature of fine- or ultrafine-pitched packages has many designers considering the ball grid array (BGA) option for their packages. BGAs are discussed later in this section. Memory devices packaged in thin small-outline packages (TSOPs) are gaining in popularity. They are finding applications in palmtop and notebook computers and memory cards. Manufacturers of non-portable computers are also looking at the TSOP; it will most likely become the primary memory package for the 16M DRAM. Toshiba expects that almost 50 percent of its 16M DRAMs will be packaged in TSOPs in 1996. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-37 IC Technology and Packaging Trends Fujitsu developed what it calls UTSOP (Ultra-Thin SOP) package types for memory. The UTSOPI version has a body thickness of 0.65mm and a PCB mounted height of 0.7mm. UTSOP-II versions have a 0.45mm body thickness and a 0.5mm PCB mounted height. IBM, in keeping with a trend to push much of its proprietary technology into the mainstream, is divulging more information about its flip-chip packaging methodology. IBM’s flip chips—officially, C4 chips for controlled-collapse chip connection—have small solder bumps arranged in an array pattern over the surface of an IC. The packaging permits higher I/O densities, less weight, a lower profile, and shorter lead lengths. IBM announced in 1995 that flip-chip reliability can be enhanced substantially by placing encapsulants around the IC to reduce stress (Figure 4-50). IBM engineers also found encapsulants improved the reliability of TSOPs. Encapsulant Solder Bumps IC Substrate Source: IBM/ICE, "Status 1996" 18633 Figure 4-50. IBM Improves Flip-Chip Reliability with Encapsulants The total IC packaging market by material type is shown in Figure 4-51. Because of the move to plastic-packaged flash memory and away from ceramic-packaged EPROMs, as well as the military implementing plastic IC packages in many of the less-harsh system environments*, ceramic IC packages are expected to decrease one point in marketshare between 1995 and 2000. Plastic package marketshare will decrease to 90 percent of the market and metal/other packages (which would include bare dice for MCMs) will grow five points. Plastic ≈94% Plastic ≈90% 1995 49.0B 2000 73.4B Other* ≈4% Ceramic ≈1% Ceramic ≈2% Other* ≈9% *Includes TAB-on-board, COB, flatpacks, metal cans, bare dice for MCMs, etc. Source: ICE, "Status 1996" 12061Q Figure 4-51. Worldwide Merchant IC Package Marketshare by Material (Units) * In 1994 AMI began offering plastic-packaged ASIC devices that exceeded MIL-STD-883 reliability standards. AMI plastic-packaged parts cost 25 percent less than similar ceramic-packaged devices. 4-38 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends Overall, the IC package market as expressed in units is projected to display a CAGR of only eight percent from 1995 to 2000 (Figure 4-52). The annual IC unit growth rates have steadily trended downward since the mid-1980’s. Time Period CAGR (%) 1981 – 1986 18 1987 – 1994 12 1995 – 2000 8 Source: ICE, "Status 1996" 17797F Figure 4-52. IC Unit Volume CAGRs The IC product mix change (i.e., away from SSI/MSI digital bipolar ICs) has helped cause this unit shipment rate decline. Moreover, the density/complexity of advanced 32-bit/64-bit MPUs and ASICs has risen dramatically, and many applications can now use one IC where previously hundreds of IC units were required. This trend is expected to continue into the late 1990’s and will have a significant impact on the IC packaging material suppliers. As was previously mentioned, the increasing density and complexity of ICs is helping to slow unit volume growth rates. However, these high-density devices are also pushing the state-of-the-art in pin count. If current trends continue, IC packages with pin counts of greater than 1,000 will be in production well before the year 2000 (Figure 4-53). IBM’s 1.3M usable-gate array, introduced in 1993, is available in pin counts of more than 900! 1,000 ASICs MPUs Memory Number of Pins Rate of Increase: 100 3 times in 7 years 1.5 times in 7 years 2.5 times in 7 years 10 1960 1970 1980 Year Source: MITI/EMR/ICE, "Status 1996" 1993 2000 17801B Figure 4-53. Pin Count Trends INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-39 IC Technology and Packaging Trends Multichip Modules (MCMs) Multichip Module (MCM) technology is becoming more and more important to the continued growth of the electronics industry*. MCMs will be a strong factor in all electronics applications based on ICE’s analysis (Figure 4-54). An MCM has multiple ICs packaged on an insulating substrate that interconnects the ICs and provides external connections. This definition of an MCM is similar to the classical definition of a hybrid microcircuit. MCMs could be considered as a portion of hybrid microelectronics. The term MCM will rapidly replace the term hybrid to define any assembly of multiple ICs. Application Company Mainframe Product Description IBM ES/9000 MLC MCM-C Unisys A16/A19 Multicavity ceramic PGA Siemens 7500 MCM-L with flip-TAB IBM AS/400 MLC with flip-chip NCR 3500 Laminate with TAB Control Data 4680 nCHIP's thin-film process Tadpole Tech. SPARCbook nCHIP's thin-film process Silicon Graph. Iris 4-chip ceramic PGA IBM RS/6000 MLC with flip chip Austek Micro. 486 upgrade MMS's thin-film on aluminum IBM 9095 Four-chip ceramic MCM AT&T Many PolyHIC thin-film process PMC SONET Thin-film on silicon NEC SONET 2-sided glass ceramic Communication Matsushita Pager Laminated MCM Automotive Mercedes Mercedes 4-chip 2-sided LTCC from MPA Military Rockwell DSP Thin-film on silicon Hughes Processor Thin-film on alumina (HDMI) Honeywell Processor Cofired ceramic MCM Consumer Matsushita VCR MCM-D for CCD driver ICs Medical Medtronics Defibrillator MLC Mid-range Computer Workstation Personal Computer Telecom Source: TechSearch International, Inc./IBM/ICE, "Staus 1996" 19484 Figure 4-54. Examples of MCM Applications MCMs are vital in all electronics markets because they can provide improved system performance and smaller size and weight and reduce overall costs. ICE considers MCMs to represent the next major change in IC packaging. The conversion to MCMs will proceed slowly and steadily like the conversion from through-hole mount to surface mount initially proceeded, not overnight as some forecasters have predicted. The MCM market will build on the currently established hybrid microcircuits market. *Additional information regarding MCMs can be found in ICE’s “MCMs, Technology and Applications” publication. 4-40 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends MCMs are currently viewed as complex hybrid microcircuits with virtually all of the components mounted to the substrate being semiconductors, not passive components. Figure 4-55a shows an example of a relatively low-density hybrid circuit and Figure 4-55b shows three MCMs as currently defined. (a.) (b.) Photos courtesy of Natel Engineering Co., Inc and CTS Source: ICE, “Status 1996” 19477 Figure 4-55. Examples of Hybrid Circuit (a.) and MCMs (b.) A major segment of MCMs are liquid crystal displays (LCDs). These displays are built on glass substrates and contain millions of interconnects and transistors deposited on the glass. The driver ICs are now being mounted to these substrates using a specialized assembly technique referred to as chip-on-glass (COG). LCDs are some of the most sophisticated MCMs currently in production. Additionally, LCD manufacturing technology shows great promise for reducing the cost of manufacturing other MCM substrates. MCM Substrates MCM substrates are grouped into three major categories — MCM-C, MCM-D, and MCM-L. These designations refer to the substrate and the method of substrate manufacturing. The chart in Figure 4-56 shows the characteristics of each of these three major substrate types. As shown in Figure 4-57, there can be a dramatic difference in the cost of the various MCM substrate technologies. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-41 IC Technology and Packaging Trends Characteristics MCM-C MCM-D MCM-L Pitch per layer 10 mils (254 µm) 1 mil (25 µm) 8 mils (200 µm) No. of Layers >60 5 5-25 Alumina Silicon FR-4 Aluminum Nitride Alumina Polyimide Beryllium Oxide Glass Power Dissipation High Medium Low Cost Medium High Low Speed Performance Medium High Low Density Materials Source: ICE, "Status 1996" 19129 Figure 4-56. MCM Substrate Comparison MCM Type Materials Cost Ratio MCM-L Various organic laminates 1.0 MCM-L/D Laminates with deposited polyimide/metal 1.3–1.5 MCM-C Low-temperature co-fired ceramic (LTCC) 1.5–2.0 MCM-C/D LTCC and polyimide/metal deposition 2.0–3.0 MCM-D Silicon and glass substrates 4.0–6.0 19486 Source: Consultar/ICE, "Status 1996" Figure 4-57. Projected MCM Substrate Cost Ratios Ceramic MCM-C substrates are cofired (C) ceramic-based multilayer substrates. The metalization layers are deposited and defined by screen printing. This technology was used by IBM to produce the thermal conduction module (TCM), which was the first MCM produced in large volume. Deposition MCM-D substrates used deposited (D) metal and insulating layers to form circuits. These layers can be deposited on a variety of substrates, including silicon. The technology utilized was initially based on semiconductor wafer fabrication techniques but has now evolved to also use technology from LCDs and Tape Automated Bonding (TAB) processes. In all cases the metalization process is subtractive. A layer of metal is deposited, defined by photoresist and then etched to define the required pattern. MCM-D technology yields the highest individual-layer wiring density. MCM-D technology also results in the best high-speed performance. Both of these advantages come with the highest cost. 4-42 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends Laminated MCM-L substrates are laminated (L) using techniques from Printed Wiring Board (PWB) and TAB manufacturing. This technology offers low cost but cannot provide extremely high-performance circuits because of the physical properties of the materials used for insulating layers. Combinations The MCM industry is already combining substrate technologies to optimize the technical solutions. In particular, combinations of an MCM-C substrate containing ground and power connections with an MCM-D substrate providing the signal layers has proven viable. ICE expects this trend to continue with the best features of each substrate style used as the application requires (Figure 4-58). Eventually the three current categories of substrates may require modifications as various combinations prove to be more useful. Application Substrate Type Notebook/Portable PDA MCM-L, MCM-L/D — initially COB then flip chip Cellular Phones/Pagers MCM-L, MCM-L/D — rapidly going to flip-chip assembly Camcorders/Games MCM-L, COB — evaluating flip chip Military MCM-C, MCM-C/D — still need hermetic packaging, chip-and-wire assembly Medical MCM-C for implantable products, MCM-L for instruments Telecommunications MCM-D and MCM-L/D for performance — flip chip will be dominant High-Performance Computing Platforms MCM-D and MCM-L/D — silicon substrates heavily used Automotive MCM-L — flip chip, well established for MCM-C, will be used with MCM-L, some MCM-C under hood Smart Cards MCM-L, strong user of TAB, will migrate to flip chip Displays MCM-D with glass substrate, TAB and direct chip-on-glass with TAB for flip chip Source: Consultar/ICE, "Status 1996" 19476 Figure 4-58. MCM Applications by Substrate Type INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-43 IC Technology and Packaging Trends The Chip As A Package A major breakthrough in MCMs is thinking about the IC chip itself as the first level package. The concept is illustrated in Figure 4-59. This concept is driven by the difference between the size of the single-chip IC package and the size of the chip itself. Not only is the space savings critical (Figure 4-60) in many applications but electrical performance is enhanced by placing chips closer together in a single module. This “chip as a package” idea has been utilized previously in some single-chip products using the chip-on-board (COB) technology. An IC chip is mounted to a PC board, wirebonded, and covered with a layer of protective plastic (glob top). These products were and are used heavily in consumer products like video games and watches. MCM takes this concept further and places multiple chips on a substrate. In many cases the MCM will be able to replace an existing printed circuit assembly using surface mounted individual IC packages. This replacement market will be driven by the usual market forces of cost, performance, and size. Source: Rockwell Source: ICE, “Status 1996” 16204 Figure 4-59. Conventional Board and Equivalent MCM 4-44 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends Bare die 400 sq. mils Flip-chip (8% larger) Wirebond (39% larger) Flip TAB (69% larger) Conventional TAB (69% – 164% larger) 196-lead quad flat pack (1,880% larger) Source: nChip/ICE, "Status 1996" 19148 Figure 4-60. Packaging Penalties A big concern in the MCM marketplace has always been the known-good-die issue. Texas Instruments and MicroModule Systems (MMS) have teamed to offer their solution to the knowngood-die issue. The companies have developed a temporary package (DieMate) that allows manufacturers to test bare dice with area pads used in flip-chip technology. MMS will supply the thinfilm packages that are custom made for a given chip type. The carrier (Figure 4-61) will have contacts and an interconnect pattern laid on it so that the chip for which it is made can be placed on it upside down, with its bonding pads matching up to contacts in the carrier. The chip is held to the carrier with pressure during burn-in and testing, and is then released and removed, with an operator knowing whether the die is good or bad. Other companies, including AT&T, Chip Supply, IBM, Micron, and Motorola, have developed methods of testing known good die as well. TI estimates the overall cost of using the DieMate system at between 25-50 cents per chip in high volumes. The MCM Market As shown in Figure 4-62, laminate-based MCMs accounted for the majority of MCMs sold in 1995. By the year 2000, MCM-Ls will still make up 55 percent of the multichip module market, but there will be a significant movement to MCM-Ds as pricing becomes more competitive for these parts. Solutions to better managing known good bare-die issues cannot come soon enough. Several IC manufacturers are expanding further into MCMs and welcome any help they can get to make their job easier. INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-45 IC Technology and Packaging Trends Force Delivery Mechanism Die Lid Die Edge Registration Feature Carrier Interconnect Compliant Material Socket Source: Semiconductor International/MMS/ICE, "Status 1996" 19228 Figure 4-61. Temporary Carrier for Die-Level Burn-In MCM-C 5% MCM-C 10% MCM-D 25% 1995 $530M MCM-L 65% MCM-D 40% 2000 $2,200M MCM-L 55% *Not including components. Source: ICE, "Status 1996" 18526E Figure 4-62. MCM Market Projections* Figure 4-63 shows ICE’s forecast for the MCM marketplace. The figures in Figure 4-63 do not include the cost of the dice in the MCM. New standards, CAD tools, consortiums, and an increasing supply of tested known-good bare dice should help spur a 33 percent CAGR for the MCM market through the end of the decade. Figure 4-64 shows that nChip shipped twice as many MCM units in 1Q95 as it did in all of 1994. Figure 4-65 shows an MCM forecast from Toshiba that includes the value of the IC dice in the MCM. The $30 billion MCM forecast figure in the year 2000 would represent about nine percent of the expected $331 billion total IC market at that time. 4-46 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends 2,500 Millions of Dollars 2,000 1,500 1,000 500 0 1991 1992 1993 1994 1995* 1996 Year 1997 1998 1999 2000 *About 75% of market was captive Source: ICE, "Status 1996" 18636B Number of MCM Units Shipped Figure 4-63. MCM Market Forecast 1991 1992 1993 1994 1Q95 Year Source: Advanced Packaging/ICE, "Status 1996" 20430 Figure 4-64. nChip MCM Shipments by Year INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-47 IC Technology and Packaging Trends 35 Other Total MCM 30 Worldwide MCM Sales Industrial Telecommunications 25 Consumer Computer 20 15 10 5 0 1992 1993 1994 1995 1996 Year 1997 1998 1999 Source: Toshiba/EMR/ICE, "Status 1996" 2000 19231 Figure 4-65. Worldwide MCM Forecast (Fully Populated Value) Ball Grid Arrays (BGAs) One of the most talked about surface mount packages is the ball grid array (BGA), shown in Figure 4-66. In the packaging industry, it is currently the hottest thing going. A BGA package, rather than using pins for leads, mounts to a board using solder balls located on the underside of the package. Molding Compound Gold Wirebond Epoxy Die Attach IC Die Gold-plated Die Attach BT Resin Glass Epoxy Solder Ball Plated-Through Hole Substrate: BT resin glass epoxy Die Attach: Silver-filled epoxy Wire: Gold Cover: Custom molding compound Copper Foil Pads & Interconnect Solder Mask Source: Motorola/ICE, "Status 1996" 18510 Figure 4-66. OMPAC Ball Grid Array from Motorola 4-48 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends Proponents of this package say it provides benefits such as small size, good yields, excellent electrical performance, and low profiles—features that have been demanded by systems designers. By spreading the contacts over the bottom of the packaged device, the size of the package is reduced compared to quad flat packs. No longer are there many small leads jutting out from all edges of the package. The package has prodded some engineers to state that within five years, there will not be much high leadcount fine pitch in use—everyone will be using these new arrays (Figure 4-67). 1.8 Ball-Grid Array (BGA) 1.6 Pitch (mm) 1.4 1.2 Technological jump from QFP to BGA Quad Flat Pack (QFP) 1.0 Technological limit for QFP fine pitch 0.8 Limit of what can be done "simply" 0.6 Limit range of what can be reasonably accomplished in light of cost considerations 0.4 0.2 0 100 200 300 400 500 600 700 800 900 I/Os Source: IBL-Löttechnik/ICE, "Status 1996" 20315 Figure 4-67. Fine Pitch, High I/Os Push Packaging to Ball-Grid Arrays One of the biggest concerns of using a BGA are the solder balls, which also happens to be one of the big advantages of the package. While the configuration makes the dimensions smaller, many of the solder joints are hidden beneath the package, making visual inspection impossible (x-ray inspection is required). Another concern is the high costs associated with BGAs. Even with increased volumes, BGAs will more than likely command a greater price than QFPs since BGAs have a circuit board that holds the chip and fans out the leads. And, though the printed circuit board area may be small, circuit boards that can handle BGAs may well require more layers. From an area standpoint, BGAs take less space, but routing traces to them tend to use more PCB layers. This can serve to increase the cost of the subsystem. Moreover, repairability is also difficult with current BGA packages. At present, there has been more discussion about using the new package than actually incorporating it into products. Motorola and Compaq are currently the two largest users of BGA packages. It is estimated that these two firms alone used about 15 million BGA-packaged ICs in 1995. Motorola uses the BGA package in its pagers and cellular phone products and is offering the BGA as a packaging option on some of its standard products (e.g., SRAMs). INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-49 IC Technology and Packaging Trends Until further experience can be gained, BGA packaging will be looked upon cautiously. However, most people involved agree that the proliferation of BGAs is just around the corner and it should not be too long before BGAs are embraced as a competitive alternative to high pin-count QFPs. A list of some 1995 BGA announcements is given in Figure 4-68. •Kyocera is expected to begin producing 1,144-ball BGAs on a 35mm x 35mm ceramic substrate beginning in 3Q95. To reduce thermal coefficient of expansion stress with such a large substrate, Kyocera surrounds the base of the solder balls with Al 2O3 (See Figure 4-69). • VLSI Technology began offering its high-end ASICs in tape ball grid array (TBGA) packages in 1Q95. VLSI paid a one-time license fee to IBM for use of the TBGA technology. •Micron Substrate Corp. (Tempe, AZ) used its patented via/plane process to develop low-cost ceramic BGA packages. The package is said to cost about two cents per ball compared with the typical five to six cents per ball. •Motorola introduced a 313-lead staggered ball BGA (to allow easier routing) package in 1Q95. •Motorola began selling SRAM modules using 357-ball BGAs in 3Q95. •LSI Logic intends to ship 2.5 million ASICs in plastic BGAs in 1995. •IBM Microelectronics began offering 313-700 I/O plastic BGA packages to the open market in 1Q95. Previously IBM had concentrated on ceramic BGA packages. •Amkor and Tessera Inc. signed an agreement in which Amkor will make an equity investment in Tessera and will directly supply the market with Tessera developed BGAs. •Amkor plans to construct the first non-captive BGA packaging facility in the U.S. in 1996. Amkor Anam's Seoul assembly facility is targeting BGA capacity of 2.8 million units per month by the end of 1995. • Sheldahl Inc. and TI formed a partnership to develop a variety of BGA packages using Sheldahl's "ViaGrid" microsubstrate technology. • 3M began marketing microflex material for BGA packages. 3M has an alliance with Tessera Inc. • Shinko Electric Industries began production of µBGA packaging in 4Q95. Initial capacity was 100K units per month. Shinko licensed the technology from Tessera Inc. • Olin Interconnect Technologies is developing a metal BGA package using an anodized-aluminum substrate with a thin-film circuit layer. The package will dissipate from 5 to 7W without heat sinking. • Chip Scale Inc. and Motorola unveiled a licensing agreement that allows Motorola to develop chip scale packages of under 100 leads using Chip Scale's Micro SMT technology. Source: ICE, "Status 1996" 20316A Figure 4-68. Sampling of 1995 BGA Announcements 4-50 INTEGRATED CIRCUIT ENGINEERING CORPORATION IC Technology and Packaging Trends Alumina Ceramic Low-temp solder pad Hi-temp solder ball Source: Kyocera/EMR/ICE, "Status 1996" 20317 Figure 4-69. Kyocera’s “Buried Ball” Technology The Hitachi/Tessera µBGA package (Figure 4-70) and the Mitsubishi device shown in Figure 4-71 are examples of the new so-called chip-scale packages (CSP). The CSP has only a thin layer of plastic resin coating the chip, which makes the completed package only slightly larger than the die itself (less than 20 percent larger). The solder bump pitches of the Mitsubishi CSP package are 1mm or 0.8mm (about 40 and 32 mils, respectively).The company believes that memory ICs are a potentially big user of CSP. Protective Coating HG72G/E Gate/Embedded Array Chip Compliant Layer Interconnect Bump Array – 672 Bumps – Gold Plated Flex Circuit Printed Circuit Board The bump array, which is mounted on a compliant layer to reduce the mechanical stress of the solder joint and accommodate surface irregularities on the printed circuit board, uses gold plated bumps for reliability. Source: Hitachi/ICE, "Status 1996" 19505 Figure 4-70. Diagram of a µBGA Package INTEGRATED CIRCUIT ENGINEERING CORPORATION 4-51 IC Technology and Packaging Trends External Electrode Bump Resin Electrode Wiring Pad Conductor Pattern IC Source: EE Times/ICE, "Status 1996" 19506 Figure 4-71. Mitsubishi’s Chip-Scale Package (CSP) It is interesting to note that most early CSP development work was accomplished by Japanese companies. However, as was mentioned in Figure 4-68, ChipScale Inc., Motorola, and Tessera Inc. are three North American companies that plan to be at the forefront of commercializing CSP IC packaging. 4-52 INTEGRATED CIRCUIT ENGINEERING CORPORATION