Corrosion study of anisotropic conductive joints on polyimide flexible
advertisement

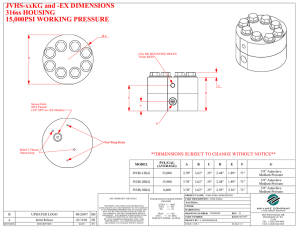
Materials Science and Engineering B98 (2003) 255 /264 www.elsevier.com/locate/mseb Corrosion study of anisotropic conductive joints on polyimide flexible circuits C.W. Tan, Y.W. Chiu, Y.C. Chan * Department of Electronic Engineering, City University of Hong Kong, 83 Tat Chee Avenue, Kowloon, Hong Kong Received 11 October 2002; accepted 30 January 2003 Abstract In application, ACF joints often undergo thermal foray and since under most circumstances moisture absorption exists at the same time, the combined effects are, therefore, important. Autoclave test was used in this study as a stimulator for stress-corrosion cracking in the strong presence of hygroscopic swelling-induced stress. SEM/EDX analysis showed evidences of metal oxidation and stress-corrosion cracking at ACF joints. Apart from the physical damages, results of FTIR spectroscopy showed chemical modification to aged ACF joints under the effect of autoclave test condition. ACF joints lost their epoxy functionality after 288 h and hydrolysis was becoming obvious after 384 h of the autoclave test. # 2003 Published by Elsevier Science B.V. Keywords: Anisotropic conductive joints; Autoclave test; Hydrolysis; Stress-corrosion cracking; Swelling 1. Introduction Polymer-based conductive adhesive materials have been vastly used in a number of interconnect applications, including direct chip attachment, i.e. chip on glass, chip on ceramics, flip chip on board, etc. It offers advantages in terms of reduced package size and finer pitch, improved environmental compatibility, and lower assembly temperature [1,2]. Anisotropic conductive adhesive film (ACF) is by nature a composite consisting of conducting particles that are dispersed in the thermosetting epoxy matrix. The epoxy resin is being cured to provide mechanical and thermal interconnections and particles are utilized for electrical connections. Long-term performance of ACF joints can be evaluated using accelerated environmental tests. Elevated temperature and relative humidity (RH) environments can accelerate many failure mechanisms of ACF joints [3 /6]. Typical tests conducted at 85 8C/85% RH can cause chemical changes in the adhesive matrix, or at * Corresponding author. Tel.: /852-2788-7130; fax: /852-27887579. E-mail address: eeycchan@cityu.edu.hk (Y.C. Chan). joining interfaces [3 /5]. This is especially true for ACF joints with unprotected aluminum metallization. Nowadays, many flat panel displays use aluminum metallization as their bonding pad materials. In our study, bumpless chips with 1 mm aluminum bump have been used since they are cheaper compared with conventional Au bumped or Au/Ni bumped chips. Despite this advantage, the hard oxide layer on the aluminum surfaces becomes a challenge to the formation of stable mechanical contacts that are electrical conductive. Besides, galvanic corrosion process is the dominant failure mechanism in the presence of moisture and non-noble metal interfaces. Since elevated temperature and humidity are seemed to be a threat to ACF joints, autoclave test was chosen to simulate corrosion condition in this study. In general, corrosion can be defined as electrochemical reaction in a metallic field. It will occur when two metals with different electrochemical potential are in contact under wet condition. The less noble metal (electrochemical potential less than 0.4 V) will act as an anode while the metal with higher electrochemical potential will act as a cathode. For most of the cases, metal hydroxide will be formed and it finally becomes a more stable form of metal oxide. 0921-5107/03/$ - see front matter # 2003 Published by Elsevier Science B.V. doi:10.1016/S0921-5107(03)00047-3 256 C.W. Tan et al. / Materials Science and Engineering B98 (2003) 255 /264 Autoclave test is widely recognized as an accelerated test for humidity resistance and stress corrosion cracking of non-hermetic packaged solid-state devices. It employs severe conditions of vapor pressure, humidity and temperature that accelerate the penetration of moisture through the external protective material (encapsulant or seal) or along the interface between the external protective material and the metallic conductors that pass through it. In some studies, it was also used as a stimulator for stress-corrosion cracking in the strong presence of hygroscopic swelling-induced stress [6]. This paper reports the corrosion resistance of anisotropic conductive joints under autoclave test conditions 121 8C, 100%RH and 1 atm, referring to JEDEC standard JESD22-A102-B. A better understanding of these degradation mechanisms under corrosive environment will allow manufacturers to develop highly reliable and low cost electronic products using ACFs flip chip on flex (FCOF) applications. and 1 atm. The test readout points were selected at 0, 48, 96, 144, 192, 240, 288, 336 and 384 h. Micro-structural and chemical analyses of the crosssectioned samples were obtained by using Philips XL 40 FEG Scanning Electron Microscope (SEM) equipped with Energy Dispersive X-ray analysis (EDX). This equipment calculates the atomic percentage (relatively) from each spectrum. The structure of epoxy resins is generally determined by means of infrared spectrometers. These instruments measure the absorption of infrared energy as a function of wavelength and plot an absorption spectrum for the resin. The instrument used in this study was a Perkin / Elmer Spectrum ONE Fourier Transform Infrared (FTIR) Spectrometer equipped with an Attenuated Total Reflectance (ATR), and its resolution is of 4 cm 1. Chemical and structural changes of the cured and aged ACF samples were identified by comparing their spectra. 3. Results and discussion 2. Experimental method The flex substrates that are used in this study are of 50 mm thick and the height of gold/electroless nickel coated copper (Au/Ni/Cu) electrodes is about 14 mm. A commercially available ACF that has the capability for fine pitch on flex is used in this study. Conductive particles with diameter of 3.5 mm (Resin/Ni/Au plating/Insulating coating) are distributed in the adhesive matrix. Fig. 1 shows the schematic diagram of test specimen in cross-section. The pre-bonding process was carried out by using Karl Suss FCM manual flip chip bonder at a temperature of 90 8C and a pressure of 0.3 MPa. Then, followed by final bonding using Toray FC 2000 semi automatic flip chip bonder at 200 8C and 160 N for 10 s. All samples were submitted to the autoclave test that was designed according to JEDEC Standard No. 22 Method A102-B, with test conditions set at 121 8C, 100% RH ACF joints were shear-separated at the Flex/Cu-trace interface (refer to Fig. 1) prior to SEM examination. The enlarged views at ACF/Cu-trace interface of these separated surfaces are shown in Fig. 2. Initially, there was no crack at ACF (cohesive) or ACF/Cu-trace interface (adhesive). After samples underwent the autoclave test for 336 and 384 h, spalls were found in these samples as shown in Fig. 2(b) and (c). Obviously, bondline cracks (adhesive) and cohesive cracks were observed at the ACF/Cu-trace interface after 384 h of the autoclave test. Most probably, these cracks are due to the hygroscopic swelling-induced stress, and residue stress induced by thermo-mechanical bonding process. Oxide layer growth was detected at the Ni/ACF interface from samples underwent 336 and 384 h of the autoclave test. These oxides grew from the Cu-trace/ flex interface, which is potentially not covered by Au coating. More oxide dendrites were observed in samples Fig. 1. Schematic diagram of ACF joint in cross-section. C.W. Tan et al. / Materials Science and Engineering B98 (2003) 255 /264 257 Fig. 2. SEM micrographs taken from the bottom view at the ACF/Cu trace interface of the shear-separated Cu trace from flex after (a) 0 h, (b) 336 h (c) 384 h in the autoclave test. underwent autoclave test for 336 h than those underwent for 384 h. One of the possible reasons is that an accelerated life test is basically a study on the probability for a product to fail and the failure rate is never a linear function to the test conditions. In this study, the probability of having oxide growth is dependent on the water penetration rate, Cu-trace/flex interface break up readiness, the electrochemical potential differences between Au and Ni, and etc. These oxide growths have broken up the binding between ACF and Cu-trace, and reduced its adhesion area, thus weakening its mechanical strength enormously. Top surfaces of the Cu-traces on the bond pads that had been separated after shear test are shown in Fig. 3. The dark regions observed at these micrographs are the compression marks induced by the conducting particles while bonding. These exposed surfaces were examined by using EDX as integration of all parts of the field and Fig. 3. SEM micrographs of the top surfaces of bond pad after shear separation for samples underwent (a) 0 h, (b) 192 h and (c) 384 h in the autoclave test. the results are presented in Fig. 4. The amount of oxygen content prior to autoclave test was about 0.80 at.% only. An increase in the oxygen content (9.08 at.%) was observed after 192 h of the autoclave test and then a further increment in the oxygen content (25.72 at.%) was found in samples after 384 h. These are the evidences of oxidation at bond pads and Cu-trace in the autoclave test. Fig. 5 shows some examples of cracking after the autoclave test at different interfaces in the ACF joints. In Fig. 6, cracks or separations at Cu-trace/flex interface are observed from samples that had undergone the autoclave test for 0, 96, 192 h as well as 336 h and the most severe separations were found in samples after testing for 336 h. 258 C.W. Tan et al. / Materials Science and Engineering B98 (2003) 255 /264 Fig. 4. EDX spectra of the exposed bond pads as shown in Fig. 3. Fig. 5. Examples of cracks observed from autoclave tested ACF joints at (a) Die/ACF and (b) Pad/ACF interfaces (before Al bump). Oxidation and cracks were observed in our study, which agrees with the failure mechanism proposed by Liu [5]. The paper concluded that oxidation in hot and humid conditions (85 8C/85% RH) causes an increase in electrical resistance but does not cause catastrophic failure. The presence of crack formation must also be involved as one of the failure mechanisms, which explains the resistance change during the humidity test. EDX analysis was performed on the areas located at the ACF/Cu-trace interface of samples before (0 h) and after underwent the autoclave test for 384 h, as shown at location 1 and 2 in Fig. 2(a). The interaction volume produced by a 15 kV electron beam in polymer is about 2.4 mm and that in metal is about 0.6 mm. At location 1, the contents of carbon and oxygen were found to be 64.59 and 19.96 at.%, respectively, for samples at 384 h and they were relatively high when comparing with samples at 0 h of the autoclave test (C /19.09 at.% and O /12.86 at.%). The presence of carbon and oxygen detected at this area could be from the ACFs itself. Similar observation was found at location 2. At this C.W. Tan et al. / Materials Science and Engineering B98 (2003) 255 /264 259 Fig. 6. Examples of cracks observed from autoclave tested ACF joints at bond pad/flex for (a) 0 h, (b) 96 h, (c) 192 h and (d) 336 h. location, carbon and oxygen contents for samples at 0 h of the autoclave test were 17.76 and 10.32 at.% correspondingly and increased to a content of 57.47 and 19.43 at.% after 384 h. Carbon and oxygen detected at these locations reveal that the ACFs epoxy after 384 h in autoclave test might have experienced changes in its chemical structure. SEM micrograph of a selected ACF joint that had undergone 336 h of the autoclave test is shown in Fig. 7. ACF matrix at the bond pad/ACF interface had been degraded and was spalling like fragile materials. This observation indicates that ACF matrix has lost its ductility and adhesion after long hour’s exposure to the test condition. Combined effects of hygroscopic swelling and metal oxidation lead to reduction in contact area of conducting particles with metallizations and bond pads, as reported by Liu [5]. These spalling and fragile like cracks, see Figs. 2 and 7, lead to a possibility of degradation in the property of ACFs. Fig. 7. Example of spalling and fragile like cracks observed at the surrounding of bond pads from one of the autoclave tested ACF joints. A major problem with the use of structural adhesives concerns the adverse effects on the mechanical properties of the joint. Notable amongst these includes temperature extremes, stress and radiation. However, the most severe problem is associated with the influence of atmospheric moisture. Moisture absorption is generally concentration independent. Therefore, the diffusion of moisture into cured epoxy resin is generally considered to obey Fick’s Law. Absorbed water acts as an efficient plasticizer for cured epoxy resins and as a consequence, the glass transition temperature of the resin is reduced [7,8]. Since absorbed moisture is accommodated into the molecular structure of the resin through dipole /dipole and hydrogen bond interactions, this leads to swelling. Many debates have centered on the extent of this effect and the accommodation of water in the free or unoccupied volume. However, matrix swelling negates the restrained contractions, which has already occurred during cooling process through the strain-free temperature from the post-cure temperature after fabrication. The IR spectra of cured ACF joints at 0 h of autoclave test, as well as that of the aged ones were shown in Fig. 8. Changes were observed at wavenumbers 3450, 2930, 1728, 1655, 1176, and 916 cm 1, which are corresponded to the following groups and molecules: hydroxyl (/OH), alkyl groups ( /CH3, CH2), ester link ( /(C /O) /O), the carbonyl group (C /O), the ether links (C /O /C), and epoxy functional group ( ) [8 /12]. After 384 h of the autoclave test, an increase in hydroxyl group (3450 cm 1, see Fig. 9), alkyl group (2930 cm1, see Fig. 10), and carbonyl group (1655 cm 1, see Fig. 11) together with a corresponding drop in ester peak (1728 cm 1, see Fig. 12) supports our contention that the material is undergoing chemical 260 C.W. Tan et al. / Materials Science and Engineering B98 (2003) 255 /264 Fig. 8. FTIR spectra of autoclave tested ACFs at different test time. hydrolysis with increased aging of the ACF under autoclave test condition [8]. The hydroxyl bonds could be formed at the same time as uncrosslinking of the ester groups occurred, which would increase the total hydroxyl group proportion in the network and, therefore, cause the increase of the peak at 3450 cm1 [1,8,9]. On Fig. 9. Enlarged view of changes in water absorption peak. C.W. Tan et al. / Materials Science and Engineering B98 (2003) 255 /264 261 Fig. 10. Enlarged view of changes in alkyl group. the exposure of cured adhesive to temperature and moisture, both moisture absorption and further curing can be observed. After a certain time, further curing will not be observed, however, degradation effects may be seen instead. Moisture degradation is believed to occur by hydrolysis of the ester linkages (‘R /(C /O) /OR’). Fig. 11. Enlarged view of changes in carbonyl group. C.W. Tan et al. / Materials Science and Engineering B98 (2003) 255 /264 262 Fig. 12. Enlarged view of changes in ester peak. Such hydrolytic attack breaks the polymer chain and results in creating two new end groups, a hydroxyl and a carbonyl [1], as shown in Figs. 9 and 11, respectively. Moisture sorption effects may be reversible or irreversible, and are usually small enough to detect the molecular changes during absorption. The decreasing of epoxy functionalities (see Fig. 13) is the most obvious and thus further progress of the cure reaction. Attributed to a newly formed hydroxyl groups, which are free groups, which could be formed by further curing, or as an oxidation product resulting from thermo-oxidative/ degradative processes [1,8,9]. In quantitative analysis, relative absorbance intensities of the molecular bonds and groups were determined. The corresponding relative intensities of the cured sample and the aged sample were compared. The base line method was used to calculate the absorbance intensities of different groups and molecules. The relative absorbance intensities of any two peaks were calculated as the ratio of their intensities. The relative intensity between the reactive peak and reference peak would be calculated as the following equation, Er Ereactive Eref (1) Since benzene ring (1508 cm 1) is the most stable structure in the bisphenol-A network and is not likely to react with water or oxygen, it is valid to assume that it would not be lost or changed during aging. Therefore, it was used as the reference peak in this quantitative analysis. The absorbance intensities of peaks at the above mentioned wavenumbers were calculated and the results are listed in Table 1, which quantifies and reflects the results shown in Figs. 9/13. The major observation from Table 1 is the loss of epoxy functionality (916 cm 1) in the ACF joints after 288 h in the autoclave test. 4. Conclusions Water can exert an effect on the ACFs by chemical modification (hydrolysis) or by physical damage (microcracking), both of which can be regarded as irreversible. Since absorbed moisture is accommodated in the molecular structure of the resin through dipole /dipole and hydrogen bond interactions, this leads to hygroscopic swelling. In the presence of elevated temperature and swelling-induced stress under corrosive environment, stress corrosion cracking was observed at ACF/ metal interface. The uncrosslinking of bisphenol-A network could be well attributed to the breaking of C /O bonds of the ester groups under the attack of water and the results of FTIR analysis can be the evidences. These chemical degradation observed in autoclave tested ACF joints are potentially causing degradation in mechanical strength of these ACF joints which has C.W. Tan et al. / Materials Science and Engineering B98 (2003) 255 /264 263 Fig. 13. Enlarged view of changes in ether link, carbonyl, and epoxy functional group. Table 1 Relative absorbance intensity of different peaks Time (h) 0 48 96 192 288 384 Relative absorbance intensity Hydroxyl Alkyl Ester Ether Carbonyl Epoxy 0.629 1.377 1.544 2.392 4.135 15.909 0.912 0.759 0.726 1.363 1.478 4.222 0.122 0.056 0.061 0.059 0.039 0.016 0.623 0.695 0.716 0.597 0.641 0.571 0.595 0.855 0.871 0.856 1.151 3.253 0.212 0.021 0.020 0.016 0.000 0.000 been reported in our previous studies [13,14]. Contact resistance of an ACF joint is dependent on the contact area between conducting particles and metal electrodes. Therefore, weak adhesion, and bond-line microcracking at ACF/metal interfaces will indirectly attribute to the undesired relatively high contact resistance. Acknowledgements The authors would like to acknowledge the financial supports from Research Grants Council of Hong Kong, Cooperative Research Center on Conductive Adhesive Technology for High Density Electronic Packaging (Project no. 8720003) and grant from Innovation Technology Commission, The Government of the Hong Kong Special Administrative Region (ITS/182/ 00), Conductive Adhesive Technology Programme for Fine Pitch 9440006). Electronic Interconnect (Project no. References [1] J. Liu, P. Lundstrom, in: J. Liu (Ed.), Conductive Adhesive For Electronics Packaging, 1999, pp. 212 /253. [2] C.P. Yeh, K.W. Wyatt, K.X. Hu, IEEE Trans. Component Packaging Manufact. Technol. Part A 20 (4) (1997) 470 /477. [3] P. Palm, J. Maattanen, A. Tuominen, E. Ristolainen, Microelectr. Reliab. 41 (2001) 633 /638. [4] R.D. Burg, J.H. Constable, J.J. Decker, J.W. Weidler, Electrical characteristics of an ACF bond as a function of temperature and humidity aging. Proceedings of IEEE Electronic Component and Technology Conference, 2000, pp. 906 /913. [5] J. Liu, Int. J. Adhesion Adhesives 16 (4) (1996) 285 /287. [6] E.H. Wong, K.C. Chan, R. Rajoo, T.B. Lim, The mechanics and impact of hygroscopic swelling of polymeric materials in electronic packaging. Proceedings of IEEE Electronic Component and Technology Conference, 2000, pp. 576 /580. 264 C.W. Tan et al. / Materials Science and Engineering B98 (2003) 255 /264 [7] B. Ellis, Chemistry and Technology of Epoxy Resins, Chapman & Hall, UK, 1993. [8] C.E. Park, B.J. Han, B.E. Bair, Polymer 38 (15) (1997) 3811 / 3818. [9] B. Gao, J. Unsworth, Y. Li, Degradation of epoxy insulation under combined high humidity and elevated temperature. Proceedings of the Fourth IEEE International Conference on Properties and Applications of Dielectric Materials, 1994, pp. 752 /755. [10] M. Sun, Microelectr. Reliab. 32 (2001) 197 /203. [11] F. Fraga, S. Burgo, E.R. Nunez, J. Appl. Polym. Sci. 82 (2001) 3366 /3372. [12] R.M. Silverstein, F.X. Webster, Spectrometric Identification of Organic Compounds, sixth ed, Wiley, Canada, 1998. [13] C.W. Tan, Y.C. Chan, N.H. Yeung, Effect of autoclave test on anisotropic conductive joints, Microelectr. Reliab. 43 (2003) 279 / 285. [14] C.W. Tan, Y.C. Chan, N.H. Yeung, Behaviour of anisotropic conductive joints under mechanical loading’, Microelectr. Reliab. 43 (3) (2002) 481 /486.