as a PDF
advertisement

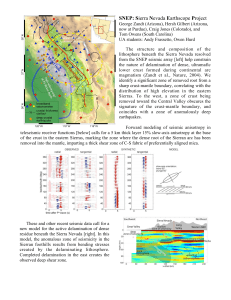
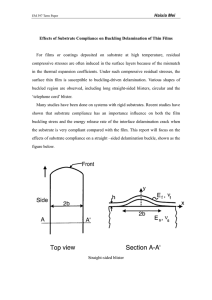
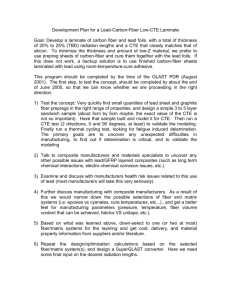
The Effect of Die Attach Layer Delamination on the Thermal Performance of Plastic Packages Asif Chowdhury1, Bruce Guenin2, ChanHee Woo1, SeungMo Kim1, Seri Lee2 1 R&D Center, Anam Semiconductor, 280-8, 2GA, Songsu-Dong SongDong Ku, Seoul, Korea. Tel: (822) 460-5456, Fax: (822) 460-5462 e-mail: achow@amkor.com To be presented at the ECTC Conference, May 25-28, 1998, Seattle, Washington 2 Amkor Electronics, Inc. 1900 South Price Road, Chandler, AZ 85248, USA. Tel: (602) 821-5000, Fax: (602) 821-6730 e-mail: bguen@amkor.com, Abstract Plastic semiconductor packages uptake moisture under ambient conditions. This can cause delamination at various interfaces within the package during the reflow process for board mounting. Delamination in the die attach region is known to increase the thermal resistance of that interface, leading to increased die temperatures and reduced reliability. This paper investigates the effect of die attach layer delamination on the thermal performance of standard and heatslug MQFP package designs by means of measurement and thermal simulation. A series of severe temperature/moisture conditions was used to produce delamination in these packages. A thermal model for the delaminated interface was validated experimentally. It is shown that the maximum acceptable % of delamination is highly dependent on the power in the application and the degree to which the power is evenly dissipated over the surface of the die. The larger power levels made possible by the use of heatslug packages and external heat sinks lead to a lower tolerance for delamination than would be indicated in lower power applications. Introduction With the semiconductor industry driving towards miniaturization, increasing power and device speed there have been a growing demand for improved thermal performance of plastic packages. Many new designs have evolved in plastic packages that use exposed or embedded heat slugs or exposed pads to better facilitate heat flow out of the package. Materials with higher thermal conductivity are also being investigated to improve the thermal performance of these packages.[1] It has been shown that, for plastic packages, the best heat flow path is from the die through the die attach material, leadframe paddle, mold compound and leads. More than 80% of the heat from the die flows along this path for standard plastic packages.[2] In the case of thermally enhanced packages the die is likely to be attached directly on a metal slug or spreader. In this case most of the heat flows out of the package through the slug or through the leads via the slug/spreader.[3] In either case there is a concern as to how delamination in the die-to- paddle interface, i.e., in the die attach region, affects the thermal performance of the package. The concern in the industry is that even if a package passes the 85oC, 85% RH (JEDEC level 1) moisture resistant test [4], it can still have die attach layer delamination caused by the reflow process (during board mount) which will adversely affect the package thermal performance. This paper investigates the relationship between the die attach delamination and the package thermal resistance as functions of the package type and of the uniformity of heat generation on the die using both experimental and computer simulation methods. JEDEC classifies plastic packages by their ability to resist moisture induced delamination during the soldering process according to an accelerated schedule of temperature, humidity, time exposures.[4] In this study the packages were subjected to various moisture/temperature conditions for whatever time was required to achieve the necessary percent delamination in the die attach region. In doing so, typical JEDEC moisture level tests were exceeded in achieving the largest values of delamination. From this point onward the word “delamination” will refer to die attach region delamination only, unless otherwise specified. Package Description For this study two package types have been chosen, MQFP and PowerQuad2.[5] Cross sectional view of the two package types are shown in Figure 1. The PowerQuad2 is an MQFP with a heatslug that is exposed at the bottom of the package. The heatslug is attached to the leadframe with polyimide tape. In case of PowerQuad2, the die is attached directly to the heatslug with die attach material. The critical package dimensions are shown in Table 1. Package/ Thickness (mm) Lead Count Body (mm) Pad or Heatslug (mm) Die (mm) MQFP/ 3.37 PowerQuad2/ 3.37 208 28x28 11.0x11.0 208 28x28 14.75x14.75 7.7x7.7x 0.66 7.7x7.7x 0.66 Table 1 Critical package dimensions Die Au Wire Lead Paddle a) Tape Heat Slug Die Attach Material Die Attach Material Lead b) Au Wire Die Figure 1 Cross section of (a) MQFP and (b) PowerQuad2 package Procedures Test Sample Preparation All packages were assembled using silicon thermal test dies, having no backside metal, i.e., the backside is bare silicon. It has been observed that delamination at any interface is dependent on the moisture present in the package.[6] This theory was applied in our effort to introduce % delamination in the die attach region. Table 2 shows the material set and thermal conductivity of each material chosen for the packages.[7] Package Component Leadframe Heat Slug* Tape* Die Die Attach Material Thickness (mm) Cu Alloy C7025 0.1524 OFHC 1.67 Tomoegawa 0.065 Silicon, PST-5 0.66 Ablestik --84-1LMISR4 Wire Gold, 1.3 mil --dia Mold Nitto --Compound MP8000CH4 *Only applicable for PowerQuad2 package. K (W/mK) 250 390 0.22 89 2.5 413 0.7 Table 2 Material set for the packages with respective thermal conductivity. The target die attach region delamination was 0%-10%, 20%35%, 45%-55%, 70%-80% and 90%-100% for each package type. The reason for this distribution is that it is difficult to introduce an exact % delamination. After assembly completion, all units were checked for delamination using a SAT (Scanning Acoustic Tomography) technique.[8] A SONIX SAT machine was used. After that, the units were baked in 125 °C for 24 hours in order to drive any moisture out of the package. The units then, were subjected to various moisture conditions for different lengths of times. After moisture soak the units were put through VPS (vapor phase shock) reflow at 220oC. At this point the packages were checked for delamination again using SAT. The target % delamination was achieved by a trial and error method; i.e.: if the delamination was found to be less than the target value then the units were put back in the temperature/humidity chamber and the test cycle was performed again. Typical temperature and humidity conditions used were (a) 30oC/60% RH, (b) 85oC/60% RH and (c) 85oC/85% RH. The units were typically put in 30 °C/60% RH for one day and then put through VPS reflow. If the target % delamination was not achieved, then the units were subjected to higher temperature and humidity conditions for two hours at a time and put through VPS again. This kind of cycle was repeated as necessary to induce the target delamination. Once the target delamination was established, the units were dry baked one more time to drive out any remaining moisture and board mounted for thermal testing. This process flow is summarized in Figure 2. SAT images were analyzed using a photo editor program to calculate the exact percent delamination in the die attach region. Metallographic Examination To understand the delamination mode, eight units with a known percentage of delamination were cross-sectioned. For this purpose units were sawn diagonally and then polished using Silicon Carbide abrasive paper and 1 micron diamond particle suspended in an oil base. The samples were then photographed using a high-magnification optical imaging system. Thermal Tests The thermal tests consisted of the measurement of the junctionto-ambient (ΘJA) and junction-to-case (ΘJC) thermal resistances, performed in accordance with applicable SEMI and JEDEC standards. Each of the tests consists of the measurement of the center die temperature ,TJ, a reference temperature, TX, and the applied power. The resultant thermal resistance, ΘJX, is calculated from the following formula: Θ JX = TJ − TX P For ΘJA measurements, the reference temperature is the upstream temperature of the incoming air, TA. For ΘJC measurements, it is the case temperature, TC, located at the center of the package on the side facing the underside of the die. Both the measurement of TJ and the application of power to the die was facilitated by the use of thermal test dies, specifically designed for that purpose (Delco, PST-5). The test dies provided for the measurement of TJ by means of a diode structure in the center of the die. Each die contains a thin film resistor heater End of Assembly SAT Dry Bake (125o C, 24 hrs) Moisture Soak VPS (220o C) SAT No Target % Delam Achieved Yes Dry Bake (125o C, 24 hrs) Board Mount Figure 2. Typical process flow for introducing delamination. that covers more than 85% of the die surface, consistent with the JEDEC guideline.[9] The packages were mounted to test boards with one signal layer and two internal planes compliant with the JEDEC specification.[10] ΘJA tests were performed on most of the samples at 3 air velocities: 0, 1.0, and 2.5 m/s, in a closed-circuit wind tunnel having a 30.5 cm square test section, with the board in the horizontal orientation. Measurements in natural convection conditions in the wind tunnel were shown to correlate very closely with results obtained in a JEDECstandard 30.5 x 30.5 x 30.5 cm (1 ft3 ) sealed chamber.[11] In order to reduce the total test time, selected packages were tested only at 0 m/s. A single power level was used for each of the package types during these tests: 1.5 W for the MQFP packages and 2.0 W for the PowerQuad2 packages ΘJC tests were performed on the PowerQuad2 packages in accordance with the appropriate SEMI Specification [12], augmented by certain enhancements. These consist of an improved method of measuring the case temperature, the insulation of the board-mounted package from the ambient air (with a 2.54 cm thick layer of Styrofoam), and the application of a specified contact force (1.8 kgf) between the package and the copper block. The package was placed in contact with the water-cooled copper block, having a contact area of 1.25 cm sq. A thin layer of thermal grease was applied to the surface of the block before mounting the package to enhance the heat transfer across the interface. This arrangement allows access to a portion of the slug for mounting a thermocouple to the slug beyond the contact region with the block. A type K thermocouple was mounted to the slug with a small amount of thermal grease in the contact area and held in place with a small piece of adhesive foam tape. Thermal Simulation The thermal simulation was performed using a commercial finite element analysis, FEA, software package.[13] The simulated environment replicated that of the PowerQuad2 package in the ΘJC test fixture. To adequately represent the heat transfer within the package in this situation, it was only necessary to include the die, die attach, and heatslug. Adiabatic boundary conditions were applied to all surfaces not represented as in contact with the copper block. The component dimensions and thermal conductivity values are given in Tables 1 and 2. The delaminated region was represented as an area with a constant air gap, bounded by the outer edges of the die and by the non-delaminated portion of the die attach, which was assumed to be square in shape and centered on the die. The thickness of the die attach and the air gap were determined by correlating the ΘJC test results with the FEA results at 0% and 100% delamination, respectively. The simulation was used to calculate the center and peak die temperatures. The thermal model for the delaminated region, validated in the analysis of the test packages, was used to predict the impact of delamination on a silicon chip with a much more localized heat generation, occupying only 10% of the total die area. This is representative of mixed signal (analog/digital) applications. Results SAT At the end of assembly, in case of MQFP, all units showed zero delamination. For PowerQuad2 packages all units showed die attach delamination around 12%-25% after assembly. A fairly even distribution of % delamination was achieved for both the packages that were either within the target % delamination range or very close to it. Typical SAT images of the progressive % delamination for MQFP and PowerQuad2 are shown in Figure 3. Metallographic Examination From the cross-sectioned units it was seen that the delaminated region is thin compared to the die attach epoxy region and it always occurs between die attach and die. Figure 4 shows a typical micrograph of a cross-sectioned MQFP package. The average bond line thickness was measured to be 22 µm. The average air gap was measured to be in the range of 2 to 3 µm. Thermal Test Figure 5 presents the thermal test data in graphical form versus the % delamination. Figures 5a and 5b show ΘJA and ΘJC data for the PowerQuad2 package. Figure 5c presents the ΘJA data for the MQFP package. At an arbitrary % delamination, ΘJA for the PowerQuad2 package is much lower than that of the MQFP package. This is due to the effect of the heat slug in more effectively coupling heat flow to the package leads, whence it is conducted to the test board. The distribution of the data between 0 and 100% illustrate reasonable success in achieving the target values of delamination. The effect of increasing the % delamination from 0 to 100% produced a similar increase in ΘJA independent of package type and velocity and in ΘJC.. a) (°C/W) a) 0 m/s 14 1 m/s 12 2.5 m/s JA b) 16 10 Figure 3. SAT image (T-SCAN) showing progressive % delamination under die for (a) MQFP and (b) PowerQuad2. Black area represents delamination. 8 0 Pad JC Die Attach Epoxy (°C/W) b) 20 40 60 80 100 Die Attach Delamination (%) 2 1.6 1.2 0.8 0.4 0 0 JA (°C/W) c) 20 40 60 80 100 Die Attach Delam ination (%) 28 0 m/s 26 1 m/s 24 2.5 m/s 22 20 Die Air Gap Figure 4. A typical micrograph of a cross-sectioned unit showing delamination. 0 20 40 60 80 100 Die Attach Delam ination (%) Figure 5. Thermal data for PowerQuad2 and MQFP packages versus % delamination. Figure 6 displays the deviation of ΘJX (ΘJA or ΘJC ) from its value at 0% delamination. Figure 6a indicates that, for the PowerQuad2 packages, both ΘJA and ΘJC exhibit the same trend, with 100% delamination producing the same change from the 0% value of about 1.5°C/W. The graph in Figure 6b superimposes the deviation in ΘJC measured for the PowerQuad2 package over the ΘJA data for the MQFP package. This shows that the change in the ΘJC data adequately represents the change in ΘJA for both packages. The subsequent thermal simulation results will focus on analyzing the ΘJC results, due to the smaller amount of scatter in those data. a) 2.0 JC JA , 0 m/s 1.0 JA , 1 m/s 0.5 JA , 2.5 m/s 0.0 JX (0%) (°C/W) 1.5 definition of ΘJmaxC for ΘJC calculated in this way. Due to the symmetry of the delamination assumed in the model, the maximum value of TJ occurs at the corners of the die. The temperature distribution on the die surface is illustrated for 75% delamination in Figure 7b. The elevated temperature in the corners of the die is due to the constriction resistance in the silicon for heat to converge from the surface of the die to the contact region.[14] There is a considerable difference between the calculated values of ΘJC based on the center and maximum values of TJ. From a reliability point of view, it is the maximum junction temperature that is of real interest. Hence, in the subsequent evaluation of the derating of the power capability of these packages due to delamination, the more conservative ΘJmaxC and ΘJmaxA will be used, rather than the usual ΘJC and ΘJA. In this analysis, ΘJmaxA is calculated as a function of % delamination by equating the deviation in ΘJmaxA from its 0% value to the deviation in ΘJmaxC from its value at 0%. JC, Fit - -0.5 JX 0 20 40 60 80 a) 100 2 JX - JX (0%) (°C/W) 2.0 1.5 JA , 0 m/s 1.0 JA , 1 m/s 0.5 JC b) ( °C/W) D/A De lam ination (%) Model, Max 1.6 1.2 Model, Center 0.8 0.4 Meas ., Center 0 0 JA , 2.5 m/s 20 40 60 80 100 D/A De lam ination (%) 0.0 JC, PQ2 -0.5 0 20 40 60 80 100 D/A De lam ination (%) Figure 6 Deviation in ΘJA or ΘJC from value at 0% Thermal Simulation Correlation with Test Results Figure 7a presents a comparison of the calculated results and measured values for ΘJC for TJ measured at the center of the die. The assumed values of thickness of the die attach and the air gap are 22µm and 2.1µm, respectively. The results are presented explicitly in Table 3. The agreement in the range of 0-50% delamination and at 100% is good. The agreement in the range of 75-85% is worse. The model assumed that the thermal conductivity of the die attach in the region remaining in contact does not degrade with increasing delamination. These results suggest that there is some degradation in the die attach thermal conductivity as the delamination approaches 100%. It should be noted that the value of the air gap determined from the thermal simulation is in good agreement with that measured microscopically. Figure 7a also displays the calculated value for ΘJC based upon the maximum value of TJ. We hereby adopt the b) Figure 7. a) Comparison of calculated and measured values of ΘJC and b) temperature contours on die surface calculated for 75% delamination case. % Delam 0 25 50 75 100 Meas. Θ JC (Center) (°C/W) 0.26 0.31 0.47 0.90 1.57 Model Θ JC Θ JmaxC (Center) (Corner) (°C/W) (°C/W) 0.27 0.27 0.30 0.40 0.35 0.69 0.44 1.05 1.65 1.63 Table 3. Comparison of measured and modeled values of ΘJC for TJ at center and corner of die. Figure 8 illustrates the % increase in ΘJmaxA due to the occurrence of a given % of delamination under various air flow conditions, which serve to produce a variation in ΘJA. In Figures 8a and 8b, the MQFP and PowerQuad2 are assumed to be in the same range of air velocity conditions explored in this paper. An upper x-axis is included that provides a means of determining the dissipated power associated with the indicated value of ΘJA, assuming a 60°C temperature difference between the junction and the air. [A 60°C temperature rise is typical of many applications.] The MQFP shows only a minimal % change in ΘJmaxA. Even at 100% delamination, the maximum change in ΘJmaxA is just above 6%. The highest power level achieved for this package consistent with the temperature difference criterion is 2.8W. It is attained at an air velocity of 2.5 m/s. Since the PowerQuad2 has a smaller range of values of ΘJA, a given % of delamination produces a greater % change in ΘJmaxA than that observed for the MQFP. In order to keep the increase in ΘJmaxA at 5% or less, the % delamination must to kept below 50%. The highest power level available in these conditions is 7.1W, attainable at an air velocity of 2.5 m/s. Figure 8c illustrates the impact of delamination on a high-thermal-performance situation, in which an external heat sink is assumed to be attached to the slug of the PowerQuad2 package. A suitable heat sink could readily decrease ΘJA to 4°C/W and enable a power dissipation of 15W. However, in order to keep the increase in ΘJmaxA to less than 5%, the highest acceptable level of delamination should be maintained at under 25%. a) MQFP, b) PowerQuad2, and c) PowerQuad2 with heat sink Effect of Concentrated Heat Source A second situation is explored that serves to illustrate another factor that can exacerbate the effect of delamination on the junction temperature. This occurs when the silicon chip has devices on it that dissipate most of the total power over a small fraction of the total area of the chip. A significant difference in the calculated values of ΘJC and ΘJmaxC is evident between this case and the previous one in which the power was dissipated evenly over the die surface. A comparison of these parameters for the two cases is presented in Figure 9a. Here, ΘJmaxC is more than twice as large as it was in the other case. Figure 9b illustrates the substantial thermal gradient that exists between the heat generating portion of the die and the surrounding silicon. This thermal gradient is due to the spreading resistance for heat flow in the silicon. It is exacerbated, in general for thinner dies. This effect is much more serious for GaAs dies, which have a thermal conductivity one-third that of silicon. The impact of the spreading resistance in the present case is manifest vividly in Figure 10, which shows the impact of delamination on ΘJmaxC and the power capability of the package. There are two negative effects on the thermal performance. The first is that ΘJmaxC increases more rapidly with increasing delamination than in the previous case (Fig. 8b) for delamination greater than 50%. The second is that, at a 4 Max 3 Center 2 1 Max, Fig. 7 0 Center Fig.7 JC ( °C/W) a) 0 20 40 60 80 100 D/A De lam ination (%) b) Figure 9. a) Effect of delamination on ΘJC for chip with concentrated power dissipation; b) calculated temperature contours at 75% delamination. given % delamination, ΘJA is higher than in the previous case. Hence, at the same % of delamination, the maximum power that can be dissipated in the package is reduced. This comparison is best illustrated by reference to Figure 11, which indicates the maximum power achievable at a given % of delamination in the standard test environment. For example, looking at the highest value of the baseline ΘJA in each graph (at 0 m/s airflow), with the uniformly heated die, a power level of 4.5W is possible even at 75% delamination. With the locally heated die, this can not even be achieved at 0% delamination. [Note to the reader: It should be emphasized that the achievable power dissipation in an actual application at a given air velocity can differ significantly from that in the standard test environment. It typically will be smaller in the application.] Discussion A primary benefit of this work is that the thermal properties of the delaminated region are examined by modeling and testing. The increase in the ΘJA and ΘJC with delamination correlate very well with the % of delamination. A simple thermal model that postulates a constant air gap of 2µm in the delaminated region accounts well for the data. As should be clear from the preceding analyses, the thermal impact of a given % of delamination on the increase in the die temperature can only be determined with a close look at the details of the die construction, package construction, and the total dissipated power required by the application. Using the thermal model for the delaminated interface validated in this study, it is possible to predict the effect of delamination for other package styles and other die designs with some confidence. The only caveat is that the findings of this study have been demonstrated only for a single materials set, consisting of the die attach and the molding compound. The molding compound plays an indirect role in the heat transfer across the delaminated interface because it provides the compressive stress across that interface. One should not assume that the magnitude of the delamination gap and the subsequent impact on thermal performance will be the same for other materials. On another cautionary note, it should be emphasized that the industry practice of monitoring the center die temperature leads to a severe underestimate of the peak die temperature due to delamination. It is strongly suggested that test dies with temperature sensors in the corners as well as in the center be used when evaluating the effect of delamination on thermal performance. Conclusions The effect of die attach region delamination on package thermal performance was measured experimentally and analyzed using thermal simulation techniques for two different package types. For the material set examined, it is shown that the delaminated interface can be represented by a constant air gap of 2µm thickness for a wide range of % delamination. It was shown that, for relatively low power applications involving silicon chips having uniform heat generation over most of the die surface, even 100% delamination will not cause a serious overheating of the die. However, as the power dissipated by the chip increases to the levels made possible by heatslug designs, the requirements for delamination must get more stringent, with the precise percentage dependent on the total power and the chip design. In the situation in which an external heat sink is used, the requirements for delamination must get even more restrictive Acknowledgement The authors would like to express sincere thanks to Y. H. Ka for his help with thermal measurements, Nick Fletcher for his help with thermal simulation, B. H. Moon for his help with % delamination measurement techniques, to You Yun Jung, Moon Ho Jung & Park Yong Jun of the R&D lab at Anam, Korea, for their significant contributions to this work, and to Dan Rodkey, Delco, for supplying the thermal test dies. References 1) R. Dietz and P. Robinson, “High Power Applications with Advanced High K Thermoplastic Adhesives”, Diemat Inc., 458 Boston St., Topsfield, MA 01983. 2) B. M. Guenin, A. R. Chowdhury, R. L. Groover, and E. J. Derian, “Analysis of Thermally Enhanced SOIC Packages”, IEEE Trans., Comp., Vol. 19, pp. 458-468, 1996. 3) A. Chowdhury, B. Guenin, R. Groover, S. Anderson and E. Derian, “Thermally Enhanced SOIC Packages for Power IC Devices”, in Proc. 8th Intl. Symp. Power Semiconductor Devices and Ics, Maui, HI, May 20-23, 1996, pp. 313-316. 4) JEDEC Test Method A112, “Moisture-Induced Stress Sensitivity for Plastic Surface Mount Devices”, JEDEC Solid State Products Engineering Council, Washington D.C. 5) PowerQuad2 is a registered trademark of Amkor/Anam Electronics Inc. 6) T. R. Conrad and R. L. Shook, “Impact of Moisture/Reflow Induced Delamination on Integrated Circuit Thermal Performance”, IEEE Trans., Comp., pp. 527-531, 1994. 7) R. Tummala and E. Rymaszewski, Microelectronics Packaging Handbook, Van Nostrand Reinhold (1989). 8) R. Shook, “Moisture Sensitivity Characterization of Plastic Surface Mount Devices Using Scanning Microscopy”, Proc 30th Rel. Phys. Sym., pp. 157-168 (1992). 9) Electronic Industries Association/JEDEC Guideline, EIA/JEP129, “Thermal Test Chip (Wire Bond Type).” 10) Electronic Industries Association/JEDEC Standard: EIA/JESD51-X, “High Effective Thermal Conductivity Test Board for Leaded Surface Mount Packages.” 11) Electronic Industries Association/JEDEC Standard: EIA/JESD51-2, “Integrated Circuits Thermal Test Method Environmental Conditions - Natural Convection (Still Air).” 12) SEMI Test Method #G30-88, Junction-to-Case Thermal Resistance Measurements of Ceramic Packages 13) Pro/Mechanica, a registered trademark of Parametric Technology Corp.. 14) S. Lee, S. Song, V. Au, and K.P. Moran, “Constriction/Spreading Resistance Model for Electronic Packaging,” Proceedings of the 4th ASME/JSME Thermal Engineering Joint Conference, Vol. 4, pp. 199-206, 1995.