Applied Surface Science 248 (2005) 204–208
www.elsevier.com/locate/apsusc
Growth of patterned thin metal oxide films on glass substrates
from metallic bulk sources using a Q-switched YAG laser
N. Mir-Hosseini, M.J.J. Schmidt *, L. Li
Laser Processing Research Centre, Department of Mechanical, Aerospace and Civil Engineering,
University of Manchester, P.O. Box 88, Sackville Street, Manchester M60 1QD, UK
Abstract
This paper reports a novel technique of thin film deposition by using a 75 W Q-switched Nd:YAG laser from bulk metal
powder under atmospheric conditions. The laser radiation is transmitted through the substrate, before irradiation of the metallic
target. The substrate and the target are in proximity contact, resulting in fast and efficient deposition. This process is faster and
cheaper compared to the traditional methods for generating patterned oxide films on substrates. An initial relationship between
the laser processing parameters and deposition showed an optimal operating region. SEM, XPS and RBS were used to
characterise the materials. A thin SnO2 film of 100–200 nm thickness was identified in the coatings. Tin, copper and stainless
steel powders were also examined and the deposition process was found to be feasible for all three.
# 2005 Elsevier B.V. All rights reserved.
PACS: 81.15.F; 79.20.D
Keywords: Nd:YAG laser; Laser deposition; PLD; Deposition on glass; Thin film deposition; Tin oxide; Laser ablation; RBS; XPS
1. Introduction
Coatings on glass enable a controlled modification
of optical, electrical, chemical and mechanical
properties of the substrate surfaces. These coatings
can be applied to active or passive elements,such as a
substrate and the coating layer can be for either
functional or decorative purposes.
* Corresponding author.
E-mail address: m.schmidt@umist.ac.uk (M.J.J. Schmidt).
One of the most common thin film coatings used on
glass is tin oxide [1]. It has wide technological
applications because of its particular physical and
chemical properties. Its semiconductor properties
combined with optical transparent properties found
particular applications in deicing windscreens, antistatic coverings and as electrodes for electroluminescent and electrochemical devices.
Multi-layer thin films on glass on large areas are
essential to many commercially glass products, such
as anti-reflection eyeglasses. Float line CVD and offline sputtering are the two principal deposition
0169-4332/$ – see front matter # 2005 Elsevier B.V. All rights reserved.
doi:10.1016/j.apsusc.2005.03.113
N. Mir-Hosseini et al. / Applied Surface Science 248 (2005) 204–208
methods, which dominate the commercial market [2].
In the CVD process, deposition from precursor gases
is achieved by filament heating. The disadvantage of
most CVD [3] and PVD [4] processes however is the
fact that they are usually undertaken in either a
vacuum or controlled gas environment and require
substantial energy for gas discharges or the heating of
substrate and target.
In this paper, a new laser-based transfer technique
is reported.
2. Experimental procedure
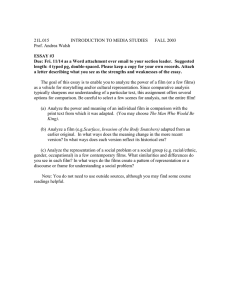
The experimental set-up consists of a smoothly
distributed target layer of metal powder with 1 mm
thickness on a ceramic substrate. A glass sheet
(dimensions: 71 mm 25 mm 1 mm) is then
placed directly on the powder (Fig. 1). The set-up
is positioned onto a computer numerical control
(CNC) translation table and the laser beam (Nd:YAG
laser) is transmitted through the glass onto the metal
target. Three metal powders, Sn, Cu (both fine
powders with grain size < 50 mm) and 316L stainless
steel (grain size 53–150 mm) were investigated.
The main experimental work was undertaken to
identify and optimise the influence of different set-up
and process parameters for film growth. The parameters varied were laser power, scanning speed, pulse
repetition frequency (PRF) and the scanning pattern.
Experiments were undertaken with laser powers of
4.5–10 W and scanning speeds from 25 to 30 mm/s. A
uniform and carefully levelled powder surface was
important to create a uniform film. The method for
spreading the powder use a razor blade, which left a
gap of approximately 0.1 mm at the interface between
the powder and the glass substrate. The laser beam
spot diameter was 180 mm.
Fig. 1. Set-up of tin powder on glass substrate (ceramic base).
205
An important parameter, which affected the
deposited films to a great extent, was the scanning
pattern. A standard x–y hatch, with the hatch distance
as the only variable was employed. A distance of
0.1 mm (45% overlap) provided the best results
(uniform, compact coatings) and was used as a
standard to compare the final coating trials.
Since the interface between the film and the glass
substrates is an important factor affecting adhesion,
cleaning the glass with acetone, was carried out
initially. Results however indicated that the optical
properties of the final processed samples, e.g.
reflectivity and transmission appeared not to be
affected by the cleaning process. As such, the
additional cleaning process was assumed to be
unnecessary.
3. Results and discussion
3.1. Film quality, operating window and parameter
comparison
A definition of the film quality was in some form
required, to identify ‘‘desirable’’ properties, and an
acceptable combination of parameters and results. As
such, a combination of mainly morphological parameters of the film, such as uniformity, thickness and
compactness also film properties, such as adhesion
and stability was used. With this distinction made, an
operating map was drawn up.
A ‘‘no coverage’’ film referred almost no deposition taking place. None of the deposition properties,
such as the film thickness, uniformity and compactness were satisfactory. The tracks of the scanning lines
were clearly visible.
A ‘‘partial coverage’’ deposition was an average
quality deposition. The tracks of scanning lines cannot
be seen in the pattern but the film thickness was not
suitable and the colour was pale as a result of a noncompact film.
A ‘‘closed coverage’’ deposition refers to a uniform
and dense deposition in which the tracks of scanning
lines were not visible.
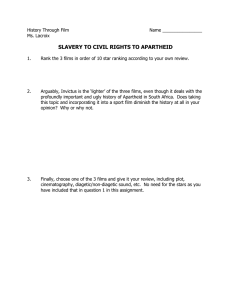
Fig. 2 shows an operating region for deposition
experiments. It can be seen that low power values (less
than 5.5 W) and moderate frequencies (10–15 kHz)
created a ‘‘no coverage’’ deposition as in this case the
206
N. Mir-Hosseini et al. / Applied Surface Science 248 (2005) 204–208
Fig. 2. Operating region for Nd:YAG laser experiments.
material did not have enough time to absorb sufficient
energy to form a thick film.
A typical average power of 6 W at 15 kHz with a
100 ns pulse length was used giving a fluence of
1.6 J cm 2 and an irradiance of 16 106 W cm 2.
These are in the region of a typical pulsed laser
ablation/deposition (PLD) process, undertaken with
Nd:YAG or excimer radiation [5].
While using tin and copper powders, the process
did not have detrimental effects on the substrate. In the
case of stainless steel powder, a high average laser
power (around 25 W) or a very low PRF (5 kHz) was
required to deposit the material. This resulted in
substrate damage.
(Ra 0.01 mm), than the film, which can easily be
attributed to the small film thickness.
SEM observations were not able to reveal the film
thickness on cleaved samples. This is not surprising, as
RBS (Rutherford backscattering spectroscopy)
revealed that the films were very thin (50 nm) and
partially diffused into the substrate.
Fig. 3a demonstrates the film surface of a ‘‘closed
coverage’’ deposited films. ‘‘Donut’’-shaped features,
which appeared on the surface are a typical surface
morphology associated with pulsed laser deposition
processes. ‘‘Donut’’ features form when the molten
droplets hit the substrate surface, roll out and expand.
As their temperature falls during the expansion
process, the material effectively freezes and creates
these features. Usually not desired in PLD processes,
they appeared in this case, due to the short distance
between the target and substrate [6].
3.2. Morphological and microscopic analysis
The adhesive ‘‘scotch-tape test’’ was used to
evaluate the bonding strength between the metal film
and the glass substrate. The results showed a
considerably stronger adhesion between the film
and the glass substrate. However, this test was
qualitative, indicating only that the film adhesion to
the glass was stronger than the adhesion between the
tape and the film.
The average surface roughness Ra1 was measured
using a stylus type surface profiling system. The
results show that Ra had no substantial variation with
the processing parameters, i.e. average power,
frequency and scanning speed and was in the range
of 0.05–0.15 mm for ‘‘closed coverage’’ depositions.
Similar results were found for copper and steel films.
Thus, the surface roughness appears to correspond
more to the properties of the glass substrate
1
Ra is defined relative to a mean deviation of the surface reference
line.
Fig. 3. SEM picture of (a) closed coverage deposition and (b) partial
coverage deposition (1600 ).
N. Mir-Hosseini et al. / Applied Surface Science 248 (2005) 204–208
207
(below 450 nm). However, for both cases the
transmission declined in the longer wavelengths and
reached to a minimum of 20% transmission at 800 nm.
Comparing the results with some previous works
[7] shows a similar result for the transmission of tin
oxide films on glass, supporting the suggestion that the
films are mainly oxide-based.
3.4. Electrical resistivity results
Fig. 4. Optical reflectivity of tin, copper and stainless steel film (a)
and transmission for Sn films (b).
Fig. 3b demonstrates the film surface of a ‘‘partial
coverage’’ deposition. Surface features are not as clear
as the previous one due to material not being
processed completely.
3.3. Optical reflectivity and transmission
measurements
Optical tests were conducted to determine the film
reflectivity. Fig. 4a compares the optical reflectivity in
two different Sn film quality levels and for typical Cu
and steel. Interestingly, the Sn film spectra are
identical throughout most of the visible spectrum
and deviate only below 490 nm and above 700 nm.
The low reflectivity observed for the copper and
stainless steel powders as a result of poor film qualities
(not enough metal on the glass, not uniform film). The
low reflectivity values are another indication that the
composition of the film materials is mainly oxide.
The transmission of films was measured by a
Unicom photo spectrophotometer (Fig. 4b). The
results show a higher transmission for the ‘‘closed
coverage’’ films in the short wavelengths region
Thinness usually causes a significant change and
variation in the film resistivity. Imperfection in
deposited films will create further resistivities higher
than those found in bulk material [8]. Smay [9]
performed tests showing that the resistivity for tin
oxide films are in the range of 10 1 to 107 V cm,
depending on the thermal history of the sample. Thin
Sn films were found to have a resistivity of
10 6 V cm [10].
In this work, the resistivity test was performed
using a four-point probe, on a sample with surface area
less than 100 mm 100 mm. The results varied for
‘‘closed coverage’’ films between 11 and 53 MV.
Using an average film thickness of 50 nm (from RBS)
gave an average resistance of 32 MV and film
resistivity of 97 V cm. These results further suggest
mostly an oxide-based film.
3.5. Ion beam analysis, Rutherford backscattering
spectroscopy (RBS)
RBS work was undertaken at the University of
Surrey Ion Beam Centre. Depth profiles and composition data were extracted from the RBS spectra and
modelled using the Surrey’s IBA DataFurnace software. The results suggest that the Sn is unlikely to
be present in its metallic form. The most likely
interpretation is thus that the Sn is oxidised and/or
diffused into the glass. The equivalent film thickness
(modelled for pure Sn, 10% error) and tin depth profile
for different films was in the range of 20–90 nm. The
maximum thickness for these films, i.e. the Sn
penetration depth lies in the region of 130–200 nm.
3.6. X-ray photoelectron spectroscopy (XPS)
XPS analysis was used to identify the oxidation
states of the film constituents. Fig. 5 shows the survey
208
N. Mir-Hosseini et al. / Applied Surface Science 248 (2005) 204–208
4. Conclusions
Fig. 5. Elemental film components and their bonding energies.
scan, indicating the film elements. The composition
percentages are (at.%): O(1s) 46%, Sn(3d5/2) 17%,
C(1s) 33%, Na 3%. Oxygen has the highest
percentage, since it is present in the substrate, as
well as in the SnO2 film. A high percentage of carbon
was present, which is a typical contamination for
non-vacuum stored samples.
The scanning speed resulted in approximately 300
shots in each single position of the substrate. Since the
RBS analysis showed an average thickness of 50 nm for
the samples, we concluded that the growth rate was
about 0.17 nm/shot. Comparing the growth rate with
other PDL processes (e.g. a growth rate of 0.01 nm/shot
[5]) suggests that our process compares favourably.
In this paper, we have described a new technique
for obtaining metal oxide thin films from bulk metal
powder, resulting in films of thicknesses between 20
and 100 nm. The films were uniform and stable. For
optimised parameters, the microstructure became
smooth and difficult to distinguish from the glass
substrate surface roughness. XPS, electrical and
optical measurements indicate that the films consist
predominantly of oxide with potentially small inclusions of metal.
Acknowledgements
The authors would like to thank P. Monk and Prof.
P.E. Dyer of the University of Hull for the transmission
measurement work, J. Walton of the CPC at UMIST
for the XPS Measurements and Dr. P. Wincott at the
University of Manchester for very useful discussions
on the XPS results. Furthermore, we acknowledge the
assistance of Dr. C. Jeynes of the University of
Surrey’s IBC for the RBS and analysis work
performed under a pump prime grant arrangement.
3.7. Suggested process
References
The indications from our films analysis and the
process parameters point to a pulsed laser ablation/
deposition type process. Typically, these processes
should be conducted under strictly controlled lowpressure atmospheres. Oxidation of ‘‘material in
transit’’, when performed in a partial oxygen atmosphere occurs frequently in such processes. Performing this under atmospheric pressure, the oxygen
background gas is still present, providing this
opportunity again for the generated reactive
‘‘plasma’’. The increased background pressure collapses the plume of the PLD process to a length below
1 mm. This has been shown by approximated Taylor–
Sedov shockwave expansion calculations, as e.g. in
[5,11,12].
[1] Finley, in: Proceedings of the 44th Annual Technical Conference on Soc. Vac. Coat. 505/856-7188, 2001.
[2] R.J. McCurdy, Thin Solid Films 351 (1999) 66–72.
[3] AZoM, The A to Z of Materials Information Site, Supplier and
Expert Directory, 31 July 2002.
[4] H.K. Pulker, Coatings on Glass, Elsevier, Oxford, 1999.
[5] M. Schmidt, Ph.D. Thesis, The University of Hull, 2001.
[6] A. Dauscher, A. Thomy, H. Scherrer, Thin Solid Films 280
(1996) 61.
[7] K. von Rottkay, M. Rubin, Mater. Res. Soc. Symp. Proc. 426
(1996) 449.
[8] R.W. Berry, M. Hall, M.T. Harris, Thin Film Technology, van
Nostrand Inc., 1968.
[9] J. Smay, Non-Cryst. Solid 38 (39) (1980) 359.
[10] Niebuhri, Z. Physik 132 (1952) 468.
[11] P.E. Dyer, A. Issa, P.H. Key, Appl. Phys. Lett. 57 (1990) 186.
[12] P.E. Dyer, A. Issa, P.H. Key, Appl. Surf. Sci. 46 (1990) 89.