PCT ransfer Press - Global Machine Brokers
advertisement

PCTransfer Press
Now you can make
parts like these better
and faster than eve·r
What's so unique
about the PC System?
You undoubtedly recognize some of the parts on the
opposite page. All of them can be produced on Waterbury Farrel PC Transfer Presses .. . automatic highspeed machines that simplify production operations,
save time and reduce costs.
The sink drain requires a 2 1/2" draw in .070" brass. It
could be produced at a rate of 45 pcs. per min. The
solenoid case requires a 3" draw in .094" steel and
can be produced at the rate of 45 pcs . per min. , as
would the .030" steel fire extinguisher.
This line of PC transfer presses is designed and built
from the ground up around the total economic and
production requirements of modern metalworking.
They feature: (1) High speed with efficiency (2) Rapid
set-up and fast tooling change-over to accommodate
various job requirements (3) Versatility to adapt to the
requirements of both jobbing and long-run production
work. These are not presses designed for one part
only. Each machine will produce a variety of parts
within the range of machine capacities.
Another very important point to keep in mind: we are
not interested in just selling " hardware ". We want to
help solve your metalworking problems and reduce
your cost-per-part by tailoring the press to your specific needs. After reading the following pages, we think
you will agree that these presses are the most advanced equipment for the automatic high-speed production of deep drawn metal parts. Their operating
benefits are numerous and easily demonstrated.
Note: Threading on parts shown
is produced in a secondary operation.
Speed
Finished parts can be produced at double the production rates of current methods because of Positive Part
Control and full mechanical operation.
Tooling is Unequalled in Simplicity
Dies are mounted in standard holders. Punches are
simple, and in many cases modular. Stripper sleeves
and transfer fingers are extremely basic and easy to
make. There are no holding rods, spring-actuated
pins, or knockout pins through the punches.
It is Completely Mechanical
There are no pneumatic or hyaraulic die cushions. The
complete tonnage capacity is available for the work
being done; nothing is required to activate die cushions. Independent, mechanically actuated pressure
sleeves permit higher operating speeds, reduce maintenance and simplify setup and operating procedures.
Each.Station is an Independent Press
The cam-operated solid slide actuates adjustable
plungers at each station. Individual plunger dwells are
achieved mechanically for positive part control which
is coordinated with the transfer timing. Each station is
easily adjustable for its own motion and is totally
independent of every other station . This solid slide
arrangement provides approximately one-fourth the
total machine tonnage capacity for any one station.
Delivered Ready for Tooling
Presses are shipped ready to " plug in " , tool, and run.
All basic devices and required mechanisms are standard parts of the machine. They include infinitely variable speed DC motor with solid state rectification,
automatic lubrication with separate systems for machine elements and part lubrication. The press sits
flush on the floor; no special foundation pits are
required.
WATERBURY FARREL PC TRANSFER PRESS
3
Positive Part Control
is the solution
We never let go of the Part
The PC Transfer Press is designed around the requirement for smooth , rapid transfer between operations,
the heart of any automated multi-operation process.
A simple fixed-time transfer is used , and the motions
at individual work stations are coordinated with the
t ransfer motion to control each part at all times.
The result is what we call Part Control. The part is
always under full positive control of either the tools
or the transfer mechanism at all times. We never let
go of it!
With the bas ic requ irement of positive control of the
part designed into the function of the machine , strokes
per minute can be increased to the maximum limitat ions of the part configuration and the tooling .
How is this accomplished?
By individual adjustment of each plunger and by
dwells in plunger and transfer motions.
PC Presses use a single slide to drive all plungers and
t he ir punches . The basic slide motions (down stroke ,
first lift, pause for transfer engagement, second lift,
pause for transfer, and down stroke , again) are driven
by cams which enable precise timing and dwells.
Lifter blocks and friction permit individual adjustment
of each station .
In effect the PC Transfer Press, w ith 8, 10, or 12 stat ions, is several presses integrated into one machine.
Transfer of the part from one " press" or station is
extremely fast, automatic, and completely controlled.
There is no chance fo r the part to work-harden
between operations ; no material handling o r storage
from one station to the next ; no separate anneals. And
you have less material tied up in-process inventory.
PC is the ultimate in simplicity of tooling , reduced
operator skill requirements and rapid setup , or tool
change-over.
OSHA
a continuous program ..•
at WATERBURY FARREL we continuously strive to
determine the most effective methods of insuring
safety and at the same time, attempt to maintain
the production efficiency of our line of presses.
Research is concentrated in two general categories;
protecting operator, maintenance, and plant personnel from physical injury; and the reduction of
machine noise.
With the guidance of OSHA, our refinements in
guarding are aimed to eliminate pinch-points and
dangerously exposed areas in the machine. We also
utilize mechanical and electric safety devices in our
machines in an effort to protect the machine operators. These include such devices as two-hand
controls, dual solenoid air valves and double brake
circuitry. Furthermore, interlocked safety doors and
plexiglass shielding are utilized to give greater
protection to the operator from flying objects while
the machine is in operation.
We approach noise reduction from several directions.
First, a complete, "computer assist", investigation of
cam and lever designs has helped to reduce noise
within mechanical systems. Bull gears are treated
and coated for sound reduction.
Substantial progress has been realized through
improvements of sound insulating properties of
machine guarding. The most successful insulating
application, so far, has been the effective use of a
lead foam insulating material. This material is sandwiched between layers of vibration insolation polyurethane and is adhered to the inside surface of
the guards - with satisfactory results.
It should be noted that tooling is a large contributor
of noise and since we do not have control over
tooling once the machine leaves our premises, we
are unable to assume noise reduction responsibility
in this area.
High Drawing Speeds
PC Presses, with their Positive Part Control , break the
rules of deep drawing ; give you speeds and depth of
draw that greatly inc rease your capability for profitable production . For example : these machines will
draw depths up to 9", speeds can go to 100 parts
per minute ; and draw velocities of 200 feet per minute
in carbon steel are not uncommon .
WATERBURY FARREL PC TRANSFER PRESS
5
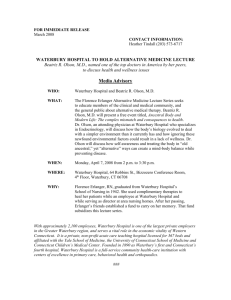
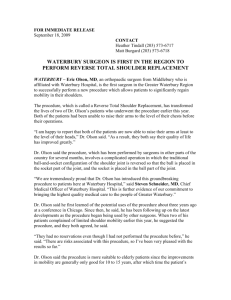
Transfer
the key to all machine motion
TRANSFER CLOSED
6
TRANSFER OPEN ON RETURN STROKE
The transfer mechanism is the heart of the PC Press
and the key to its high speed and operating efficiency.
It is light and versatile , yet rugged enough to withstand
long , sustained production operations. Its unique " D"
motion is extremely smooth and fast.
The closing of the transfer is timed so that the fingers
firmly grasp the part as the punch dwells at the top
of the die. The punch is still inserted in the part so that
the parts are fully supported at all times by either the
tooling or the transfer mechanism.
With the part held securely by the transfer fingers, it is
stripped from the punch as the plungers complete their
upward motion and again dwell at the top of the stroke .
This allows the transfer to advance the part to the next
station and return to repeat the transfer cycle.
The outward motion of the transfer is generated by a
computer-designed cam which provides positive mechanical actuation . Air cylinders provide the inward
motion .
Why air? Because if a part is inadvertently dislodged
from the transfer fingers and trapped by the slide, the
air actuator will relieve before serious damage occurs.
A purely mechanical actuator would not do this would probably res~lt in damage to the part or transfer .
.,_.-------PUNCH HOLDER
WATERBURY FARREL PC TRANSFER
7
SimpleTooling
Because the PC Press is designed around the transfer,
the end result is to simplify tooling; the machine, itself,
acts as a die set with a built-in level of precision unobtainable in conventional presses. PC Presses perform
their own hold down and knock out and are fully
mechanical. There are no hydraulic or pneumatic die
cushions. The second and third station stripper
sleeves can function as hold down sleeves to prevent
wrinkling or puckering of the shell as it is drawn .
Therefore, the full tonnage capacity is available for the
work to be performed .
8
Individual dies are mounted in standard holders at
each station. Punches are simple , and in many cases
modular. Stripper sleeves and transfer fingers are extremely basic and easy to make. There are no holding
rods , spring-actuated pins, or knockout pins through
the punches. This simple, easily accessible tooling
can reduce tooling costs 40% to 60% of conventional
presses of equivalent capacity.
Less Storage Space
Because the tools are the only components that actually form the part, the large areas of floor space required to store traditional die sets is not required .
Hold Down Sleeves
These adjustable mechanical devices provide a· controlled gap to prevent wrinkling of the metal. Simple
sleeves are driven by a cam actuated holding lever
which is in timed relationship to the action of the main
slide and transfer motion. During the punch action,
they remain stationary and apply even holding pressure for the metal on the face of the die insert. Action
is precise and sure without the inherent variables of
valves, regulators and working pressures of hydraulic
or pneumatic controls. They require less maintenance
and adjustment.
Punches and Dies
Die holders are standard and furnished with the machine. You bore for your standardized die size and
make simple die inserts . These die inserts are positioned by spacers that rest on the die bed . Punches
are solid , easy-to-make tools that mount in punch
holders furnished in the machine. The PC motion of
the slide eliminates the need for complicated , costly
spring pins in punches.
Transfer Fingers
Here again, simple design leads to trouble-free, accurate operation . A " V" shape is frequently used for the
rear half, and a shaped finger for the other half. The
rearfinger is spring-loaded to assure a firm grip on the
part. Finger location is adjustable for exact location of
the part to the station centerline within .003" of true
position.
Strippers
PC Transfer Presses have mechanically actuated
stripper thimbles that strip the part from the plunger.
The stripper element can be shaped to the part so the
bearing surface is uniform. This is especially important where the part has an irregularly shaped flange. A
plate stripper, standard on other presses , would distort the part; a shaped stripper thimble will not. The
stripper relief lifts the stripper so there is no interference with part transfer.
WATERBURY FARREL PC TRANSFER PRESS
9
Main Slide
Here's where the action is; where the work is done the main slide drives the plungers with the tonnage
needed to produce the part. Here's where accuracy
begins.
The massive cast slide is driven by cams and cam
followers on both its down-stroke and up-stroke. The
use of preloaded anti-friction bearings insures no lash
in the system.
At each end of the slide, the two outside cams drive
against two spherical self-aligning roller bearings.
10
Also at each end, the cehter cam riding against its
follower on a bridge above the slide gives independent .motion on the up-stroke. The unique guiding of
the slide results in extremely precise alignment of all
elements.
We recognize that it is unrealistic to think that two
or three guide pins can control high tonnage loads on
a massive press. We, therefore, build a precision motion into our slide to provide the accuracy of a die set.
The PC Transfer Press is a die set to which the tools
are mounted.
Gibbing
Gibbing on the PC Press is uncomplicated , very accurate, and easily maintained . Unlike most press manufacturers, we do not attempt to machine a large
frame and hope to hold close tolerances and parallelism over long distances. Instead, precision ways
are accurately machined to close tolerances and are
attached to th.e main frame and locked into position
by spacer blocks. Precise adjustment is achieved by
shimming. These long bronze ways hold the fore and
aft clearances.
Precision recirculating roller bearings hold accurate
longitudinal alignment.
Parallelism between the slide and the die bed are
maintained to within .004", even on the 156'' slide on
the PC-400 series. Considering the industry standard
of .001" per foot variation , the P<;J Press is one of the
most precise presses of its size being made today.
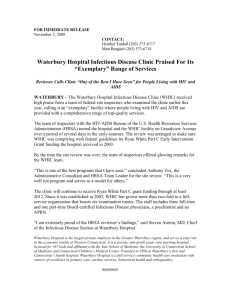
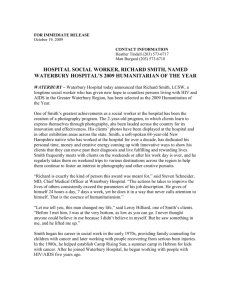
Frame Components
The frame components of all PC Presses are made of
box-like steel weldments , engineered for low deflection and smooth operation . The four major frame components - base, right and left side upright , and the
crown are assembled using precision ground keys.
Four steel heat-shrunk tie rods give added strength
and rigidity .
Side shaft safety
Disconnects the machine
side shaft at a predetermined load. This protects
the machine knock-out
and transfer drive, should
a tool malfunction cause
an undue load on the
knock-out shaft.
I. CROWN
3. LEFT UPRIGHT
2. BASE
4 . RIGHT UPRIGHT
WATERBURY FARREL PC TRANSFER PRESS
11
Controls
All major control units are contained in two NEMA
12 enclosures. An electrical cabinet contains major
switching components, rectification , and speed control units in a free-standing remote cabinet. All connections from remote cabinets are carried in rigid
ducts to the machine terminals.
Operator controls are mounted in a console that satisfies NEMA 12 requirements. The console is free to
swivel for most convenient operator position.
All controls mounted in the console are neatly arranged and clearly identified for ease of operation .
Controls may be arranged to meet specific organization and area standards. Some typical controls
include:
•
•
•
•
•
•
•
•
•
•
•
12
Clutch Start
Motor Start
Lube-Off-On
Clutch Stop
Motor Stop
Flywheel Brake
Inch-Safe-Run
Coolant Off-On
Transfer Open-Close
Stroke Counter
Speed Indicator
Electronic Safety Device
Tool maintenance is drastically reduced through the
use of this automatic monitoring system which is
standard on the PC Press.
Electronic probes constantly monitor the transfer of
parts from station to station assuring efficient, safe
operation at high production speeds. If the probe indicates a part has not left a station (two parts will be in
one station when the part from the preceding station
is transferred in) it stops the machine instantly, much
faster than any human reaction .
End of feed material , scrap or part ejection and other
functions can also be monitored .
Lubrication
PC Presses have four lubrication systems, each providing ample protection by keeping heat and resultant
wear under control.
Pressure Lube System
This is a non-return system which supplies oil under
pressure to numerous bearing surfaces. Each bearing
is lubricated through metered fittings which are sized
to provide adequate lubrication .
Part Lube-Coolant System
A pump and piping circulate coolant to the tooling
area to remove heat from the punches and dies. A
drip pan bolted under the machine gathers the coolant in a reservoir for recirculation.
Main Drive Gearing System
This system circulates oil to the main drive gear boxes
to provide lubrication to the worm gear system. If the
main drive is overloaded , the oil temperature will rise
above normal and the temperature sensor will automatically shut off the machine .
Knockout Drive System
This system recirculates oil within the knockout drive
housing and lubricates the knockout worm and drive
gear as well as the side shaft lower bearing.
WATERBURY FARREL PC TRANSFER PRESS
13
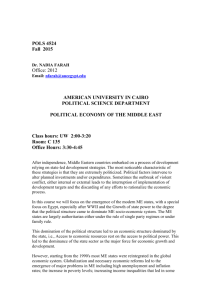
Specifications
These machines are built in four standard frame sizes,
each with various numbers of stations. The digits in
the model number designate frame size and number
of stations. For example, in Model #310 the first digit
indicates a #3 frame and the last two digits indicate
a ten station machine. Specifications are given below:
MODEL
No. of Stations
PC 108 PC 110 PC 112 PC 208 PC 210 PC 21~ PC 308 PC 310 PC 312 PC 408 PC 410 PC 412
8 Sta. 1O Sta. 12 Sta. 8 Sta. 1O Sta. 12 Sta. 8 Sta. 1O Sta. 12 Sta. 8 Sta. 1O Sta. 12 Sta.
94
19
56
32
Max Tons One Sta.
I
Combined Tonnage
Capacity*
Blank
Diameter**
I
29 mt
51 mt
85 mt
75
130
225
450
118 mt
204 mt
408 mt
68 mt
In.
71/4"
6"
51/a,,
lcm
18,42
15,24
13,02
22,23
20,64
16,51
27,31
25,40
.040
.050
.060
.055
.060
.075
.080
1,017
In.
Thickness at max.
dia. forMildSteel ***I mm
1,27
1,52
Icm
2"
2''
2"
5,08
5,08
5,08
In.
4"
4"
4"
10,16
10,16
10,16
In.
Max. Depth
of Draw
17 mt
Short
Std.
lcm
In.
Short
Stroke of RAM
Std.
Tooling Center in.
Distance
lcm
Maximum Speed* ***
Strokes per Min.
,
1cm
In.
8%"
81/a "
61/2"
10%"
33,02
27,94
.085
.100
.090
.100
.100
1,9
2,03
2,15
2,54
2,29
2,54
2,54
31/2"
31/2,,
31/2,,
4"
4"
4"
6,35
6,35
6,35
8,89
8,89
8,89
10,16
10,16
10,16
41/2,,
41/2"
41/2"
6"
6"
6"
9"
9''
9"
11,43
11,43
11,43
15,24
15,24
22,86
22,86
22,86
9"
9"
9''
5"
6"
6"
6''
15,24
15,24
15,24
20,32
20,32
20,32
22,86
22,86
22,86
13"
19"
19"
19"
33,02
48,26
48,26
48,26
18"
131/2"
11.0''
45,72
34,29
27,94
8"
10"
13"
25,4
25,4
33,02
33,02
13"
10"
8"
33,02
25,4
20,32
8"
6"
51/e"
10"
71/2"
6"
20,32
15,24
13,02
25,4
19,05
15,24
50-90
Drive System
A DC drive with solid state self rectification is the standard package on all PC Presses. Other systems, such
as eddy current clutch and variable frequency AC
drive packages can be engineered for application at
customer's request.
8"
8"
10''
9"
11 1O"
22,86
25,4
15,24
13"
"Tonnage capacity is calculated for forming equipment in ways that
vary with and reflect the mechanical design of the machine. In the
" PC " concept , no allowance need be made in tonnage calculations
for cushion or blank holder loads. In addition, the tonnage available
at points above the bottom of stroke for this machinery will be higher
than for crank driven machines. For th is reason, the ratings given
are for estimating purposes only and , if the job requiremen t is near
or in excess of these figures , the job should be referred to Waterbury
Farre l.
14
40,64
21/2"
12,7
60-100
20,32
21/2 "
5"
22,86
11"
1,52
12,7
lcm 22,86
13"
8"
1,4
5"
9"
I
16"
10"
21/2"
12,7
9"
I
40-70
30-50
.. Blank size capacity for 10 and 12 station machines can be increased
for certain end production configurations. Parts must be reviewed
by Waterbury Farrel.
••• stock thickness given is based on mild steel. As the diameter decreases, allowable thickness increases, and as the shear stress of
the material varies , so will the allowable stock thickness .
•••• Maximum speed is estimated without tools. The maximum production speed of a specific part may be controlled by factors other ttian
machine speed (material, depth of d raw, type of work , tooling).
I
I
I
I
I
I
I
Customer Services
Tooling and Customer Training
Waterbury Farrel offers a tooling consultation service
for PC Transfer Press customers. This service is
available to acquaint new customers with the tooling
and machine parameters that must be understood to
realize the full potential of the PC Transfer System .
FOR ALL FIRST PC TRANSFER PRESS INSTALLATIONS , WATERBURY FARREL RECOMMENDS THE
FOLLOWING INDOCTRINATION PROGRAM :
• Operator training in our plant in Cheshire.
• First part tool design - including layout and details.
• Tool fabrication by Waterbury Farrel , or a source
designated by the customer.
• Tool installation and development to produce parts
to print tolerances in our plant in Cheshire.
In addition we offer rough analysis and consultation
for subsequent parts with our application and tool
engineering staff - at no charge.
Waterbury Farrel is uniquely prepared to provide you
with a complete PC Transfer Press production system
- including machines, tooling , deep draw technology,
training and accessory equipment.
Other Types of
Presses and PC Systems
l.C.O.P. Press, maxi mum depth of drawn she1J
1Yi 6 "
to 31/s "
Horizontal Redraw Press, maximum depth of draw from 3lh" to 10".
WATERBURY FARREL PC TRANSFER PRESS
15
Product lines of Waterbury Farrel
the productivity company
High Speed Transfer Presses
Rolling Mills and Automatic Gage. Control Systems
Cleveland Hobbing Machines
Thompson Surface Grinders
Jones & Lamson Numerical Control Lathes
Jones & Lamson Precision Automatic Lathes
Jones & Lamson Automatic Tracer Lathes
Jones & Lamson Thread & Form Grinders
Jones & Lamson Numerical Control Cylindrical Grinders
Jones & Lamson Automatic Computerized Measuring Systems
Jones & Lamson Optical Comparators
MAIN PLANT Cheshire, Conn.
Home Office: Waterbury Farrel Division of Textron Inc., West Johnson Ave., Cheshire, Connecticut 06410
DISTRICT OFFICES
CHARLOTTE
WATERBUR Y FARREL
2157 McClintock Road
P.O. Box 9181 , Plaza Station
Charlotte. North Carolina 28205
Tel : (704) 334-3854/ 9152
DETROIT
WATERBURY FARREL
16310 West 12 Mile Road
Southfield, Mich igan 48076
Tel : (313) 557-0450
HOUSTON
WATERBURY FARREL
4001 N. Shepherd Drive
Suite 124
Houston , Texas 77018
Tel : (713) 691-3800
CHESHIRE
WATERBURY FARREL
West Johnson Avenue
Cheshire, Connecticut 06410
Tel : (203) 272-3271
Answering Service
BOSTON (617) 862-7620
ROCHESTER (716) 546-4246
UTICA (315) 732-3012
LOS ANGELES
WATERBURY FARREL
980 East Orangethorpe Avenue
Anaheim, California 92801
Tel: (213) 865-0205
(714) 526-8301
CHICAGO
WATERBURY FARREL
1101 West Thorndale Avenue
Itasca, Illinois 60143
Tel : (312) 773-4545
Answering Service
DAVENPORT (319) 324-2428
INDIANA (317) 773-5092
MADISON (414) 342-7514
MILWAUKEE (414) 342-7514
PHILADELPHIA
WATERBURY FARREL
997 Old Eagle 'school Road
Wayne, Pennsylvania 19087
Tel : (215) 747-0606
(215) 687-2476/ 2477
WESTERN EUROPE
WATERBURY FARREL EUROPE
J. Huysmanslaan 59
B- 1660, Lot, Belgium
Tel : 376-2090
Telex : 21798 WFEBEL B
CLEVELAND
WATERBURY FARREL
5811 Canal Road
Cleveland, Ohio 44125
Tel : (216) 524-96 10
Answering Service
DAYTON (513) 433-9662
CINCINNATI (513) 433-9662
COLUMBUS (513) 433-9662
ERIE (4 12) 441-0555
PITTSBURGH (412) 441-0555
UNIT ED KINGDOM
WATERBURY FARREL EUROPE
Station Tower Block
Station Square
Coventry CV1 2GF, England
Tel : Coventry 28507
Telex : 31597 WFECOV G
AG ENCIES IN MAJOR CITIES WORLDWIDE
WATERBURY FARREL Iii i3 i ({•):I
Waterbury Farrel Division of Textron Inc.
Form No. WA-741 0-R81
Printed in USA